

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TTW 3600 ArcTig
TTW 7200 ArcTig
Bedienungsanleitung
DEEN-USES-MXFRNOPT-BR
WIG Roboter-Schweißbrenner
Operating Instructions
TIG robot welding torch
Manual de instrucciones
Antorcha de robot TIG
Instructions de service
Torche de soudage pour robot TIG
Bruksanvisning
TIG robot welding torch
Manual de instruções
Tocha-robô TIG
42,0410,2407 005-10102019
Page 2

2
Page 3

Inhaltsverzeichnis
Allgemeines ............................................................................................................................................... 5
Gerätekonzept ...................................................................................................................................... 5
Warnhinweise am Gerät ....................................................................................................................... 6
Systemübersicht ................................................................................................................................... 7
Einsatzgebiete ...................................................................................................................................... 8
Optionen ............................................................................................................................................... 8
Inbetriebnahme .......................................................................................................................................... 9
Sicherheit.............................................................................................................................................. 9
TTW 3600 ArcTig: Wolframelektrode wechseln.................................................................................... 10
TTW 7200 ArcTig: Wolframelektrode wechseln.................................................................................... 11
Befestigungswinkel montieren .............................................................................................................. 12
Verlängerungs-Schlauchpaket HP2x25ArcTig anschließen ................................................................. 13
TT 3600 ArcTig: Inbetriebnahme .......................................................................................................... 15
TT 7200 ArcTig: Inbetriebnahme .......................................................................................................... 16
Fehlerdiagnose, Fehlerbehebung .............................................................................................................. 18
Sicherheit.............................................................................................................................................. 18
Fehlerdiagnose, Fehlerbehebung......................................................................................................... 18
Pflege, Wartung und Entsorgung............................................................................................................... 19
Sicherheit.............................................................................................................................................. 19
Allgemeines .......................................................................................................................................... 19
Bei jeder Inbetriebnahme...................................................................................................................... 19
Monatlich............................................................................................................................................... 19
Entsorgung............................................................................................................................................ 19
Technische Daten ...................................................................................................................................... 20
TTW 3600 ArcTig.................................................................................................................................. 20
TTW 7200 ArcTig.................................................................................................................................. 20
Verlängerungs-Schlauchpaket HP2x25ArcTig/F++/W/6m.................................................................... 21
DE
3
Page 4

4
Page 5

Allgemeines
Gerätekonzept ArcTig ist ein neuer WIG-Schweißprozess für automatisierte Anwendungen.
Die Vorteile des ArcTig-Prozesses sind
- Schweißungen bis ca. 10 mm Materialstärke ohne Anarbeitung möglich
- reduziertes Schweißnaht-Volumen
- Einsparungen bei Gas, Zusatzmaterial und Strom
- bis zu 100 % Steigerung der Schweißgeschwindigkeit gegenüber einem konventionellen WIG-Prozess
- Keine Badstütze erforderlich
- Geringe Nahtüberhöhung und geringer Verzug
- Keine Spritzer
- Bedienung wie beim WIG-Schweißen - im Vergleich zu einem Plasma-Prozess sind
bedeutend weniger Parameter einzustellen.
Die wassergekühlten WIG RoboterSchweißbrenner TTW 3600 und TTW 7200
sind serienmäßig mit einem Fronius F++
Anschluss ausgestattet und können mit allen Fronius WIG-Stromquellen ab TransTIG /MagicWave 3000 Job oder Comfort
betrieben werden.
DE
Reicht die Einschaltdauer einer Stromquelle nicht aus, kann eine PowerSharing Lösung mit 2 Stromquellen eingesetzt
werden.
Die WIG Roboter-Schweißbrenner werden serienmäßig mit folgenden Wolframelektroden
ausgeliefert:
- TTW 7200: 4,8 mm WS2 (optional 6,4 mm WS2)
- TTW 3600: 3,2 mm WS2 (optional 2,4 mm WS2)
Der TTW 7200 verfügt über eine wassergekühlte Gasdüse und einen eigenen Kühlkreis
für Brennerkörper und Wolframelektrode. Für den Betrieb des TTW 7200 ist ein Rückkühler mit 2 separaten Kühlkreisen erforderlich.
Weitere Vorteile:
- kann mit Standardelektroden betrieben werden
- Einfaches Wechseln & Nachschleifen der Wolframelektrode
- Erhöhte Standzeit der Wolframelektrode durch verbesserte Kühlung
5
Page 6

Warnhinweise am
Gerät
Der Schweißbrenner TTW 7200 ArcTig ist
mit Sicherheitssymbolen und einem Leistungsschild ausgestattet. Das Leistungsschild und die Sicherheitssymbole dürfen
weder entfernt noch übermalt werden. Die
Symbole warnen vor Fehlbedienung, woraus schwerwiegende Personen- und Sachschäden resultieren können.
* Leistungsschild
Beschriebene Funktionen erst anwenden, wenn folgende Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- das beiligende Dokument „Sicherheitsvorschriften“
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicherheitsvorschriften
Schweißen ist gefährlich. Für das ordnungsgemäße Arbeiten mit dem Gerät
müssen folgende Grundvoraussetzungen erfüllt sein:
- Ausreichende Qualifikation für das Schweißen
- Geeignete Schutzausrüstung
- Fernhalten unbeteiligter Personen von dem Schweißbrenner und dem
Schweißprozess
Ausgediente Geräte nicht in den Hausmüll geben, sondern entsprechend den
Sicherheitsvorschriften entsorgen.
An der Gasdüse liegt während des Zündvorganges die Zündspannung an.
- Gasdüse während des Schweißvorganges nicht berühren!
- Arbeiten an der Gasdüse nur bei ausgeschalteten und vom Netz getrennten Stromquellen durchführen.
- Sicherheitsvorkehrungen treffen, dass die Schweißanlage während des
Schweißprozesses für Dritte nicht zugänglich ist.
6
Page 7

Systemübersicht
Schweißsystem mit TTW 3600 ArcTig
DE
(2)
(1)
(4)
(3)
(5)
(1) Stromquelle
+ TU Podium
(2) WIG Roboter-Schweißbrenner
TTW 3600 ArcTig mit Schweißbrenner-Schlauchpaket
(3) Kühlmittelschläuche für Brenner-
körper und Elektrode
(4) Verbindungskabel 10-polig
(2)
(8)
(6)
(9)
(7)
(5) CU 1800
Rückkühler mit 2 separaten Kühlkreisen
(6) Roboter-Interface, z.B. DeviceNet
extern
(7) Roboter-Steuerung
(8) Massekabel 95 mm²
(9) Roboter
7
Page 8

Schweißsystem mit TTW 7200 ArcTig
(2)
(1)
(3)
(4)
(6)
(5)
(9)
(7)
(1) Slave-Stromquelle
+ Einbauset LHSB
+ TU Podium
(2) Symmetriedrossel
(3) LHSB-Verbindungskabel
(4) Verbindungs-Stromkabel 95 mm²
(5) Master-Stromquelle
+ Einbauset LHSB
+ TU Podium
+ Adapter Elektrode TTG/TTW
(6) WIG Roboter-Schweißbrenner
TTW 7200 ArcTig mit Schweiß-
brenner-Schlauchpaket
(10)
(8)
(11)
(12)
(13)
(14)
(7) Kühlmittelschläuche für Brenner-
körper und Elektrode
(8) Verbindungskabel 10-polig
(9) CU 4700
Rückkühler mit 2 separaten Kühl-
kreisen
(10) Kühlmittelschläuche für Gasdüse
(11) Roboter-Interface, z.B. DeviceNet
extern
(12) Roboter-Steuerung
(13) Massekabel 95 mm² (2x)
(14) Roboter
(6)
Einsatzgebiete Der Roboter-Schweißbrenner kommt bei automatisierten Anwendungen in folgenden Be-
reichen zum Einsatz:
- Behälter- und Tankbau
- Kranbau
- Rohrleitungsbau
- Sondermaschinenbau
- Turbinenfertigung
- bei höchsten Qualitätsanforderungen
- bei Sonderwerkstoffen (z.B. CrNi-Stähle, Titan, Nickelbasis-Legierungen, etc.)
- für Längs- und Rundnähte
Optionen - Kaltdraht-Zuführung mit Antrieb (PushPull-System)
- Kaltdrahtzuführung (Push-System)
- Heißdraht
8
Page 9

Inbetriebnahme
DE
Sicherheit
WARNUNG!
Fehlbedienung und fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen- und Sachschäden verursachen.
► Alle in dieser Bedienungsanleitung angeführten Arbeiten dürfen nur von geschultem
Fachpersonal durchgeführt werden.
► Alle in dieser Bedienungsanleitung beschriebenen Funktionen dürfen nur von geschul-
tem Fachpersonal angewendet werden.
► Alle beschriebenen Arbeiten erst durchführen und alle beschriebenen Funktionen erst
anwenden wenn folgende Dokumente vollständig gelesen und verstanden wurden:
diese Bedienungsanleitung,
das beiliegende Dokument „Sicherheitsvorschriften“,
sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondereSicherheitsvorschriften.
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Vor Beginn aller in dieser Bedienungsanleitung beschriebenen Arbeiten:
► den Netzschalter aller Stromquellen in Stellung - O - schalten
► alle Stromquellen vom Netz trennen
► sicherstellen, dass alle Stromquelle bis zum Abschluss aller Arbeiten vomNetz ge-
trennt bleiben.
VORSICHT!
Verbrennungsgefahr durch infolge des Betriebes heiße Schweißbrenner-Komponenten und heißes Kühlmittel.
► Vor Beginn aller in dieser Bedienungsanleitung beschriebenen Arbeiten sämtliche
Schweißbrenner-Komponenten und das Kühlmittel auf Zimmertemperatur (+25 °C,
+77 °F) abkühlen lassen.
VORSICHT!
Gefahr von Personen- und Sachschäden durch unzureichende Verbindungen.
► Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest angeschlossen,
unbeschädigt, korrekt isoliert und ausreichend dimensioniert sein.
HINWEIS!
Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen.
Für hieraus entstandene Schäden haftet der Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
9
Page 10

TTW 3600 ArcTig:
Wolframelektrode wechseln
1 2
1
2
x
30°
3 4
≠30°
3 4
HINWEIS!
Für den ArcTig-Schweißprozess ist eine
exakt angeschliffene Wolframelektrode
erforderlich!
► Wolframelektrode nicht händisch an-
schleifen! Durch händisches Anschleifen kann die Elektrodenspitze
außerhalb der Elektrodenachse liegen.
► Wolframelektrode nur mit geeigneter
Vorrichtung oder einem speziellen
Elektroden-Schleifgerät anschleifen.
Beispiel für ein Elektroden-Schleifgerät:
WIG 10-175, ø 1,0 - 5,5 mm
8,044,097
10
30°
Page 11

5
5
DE
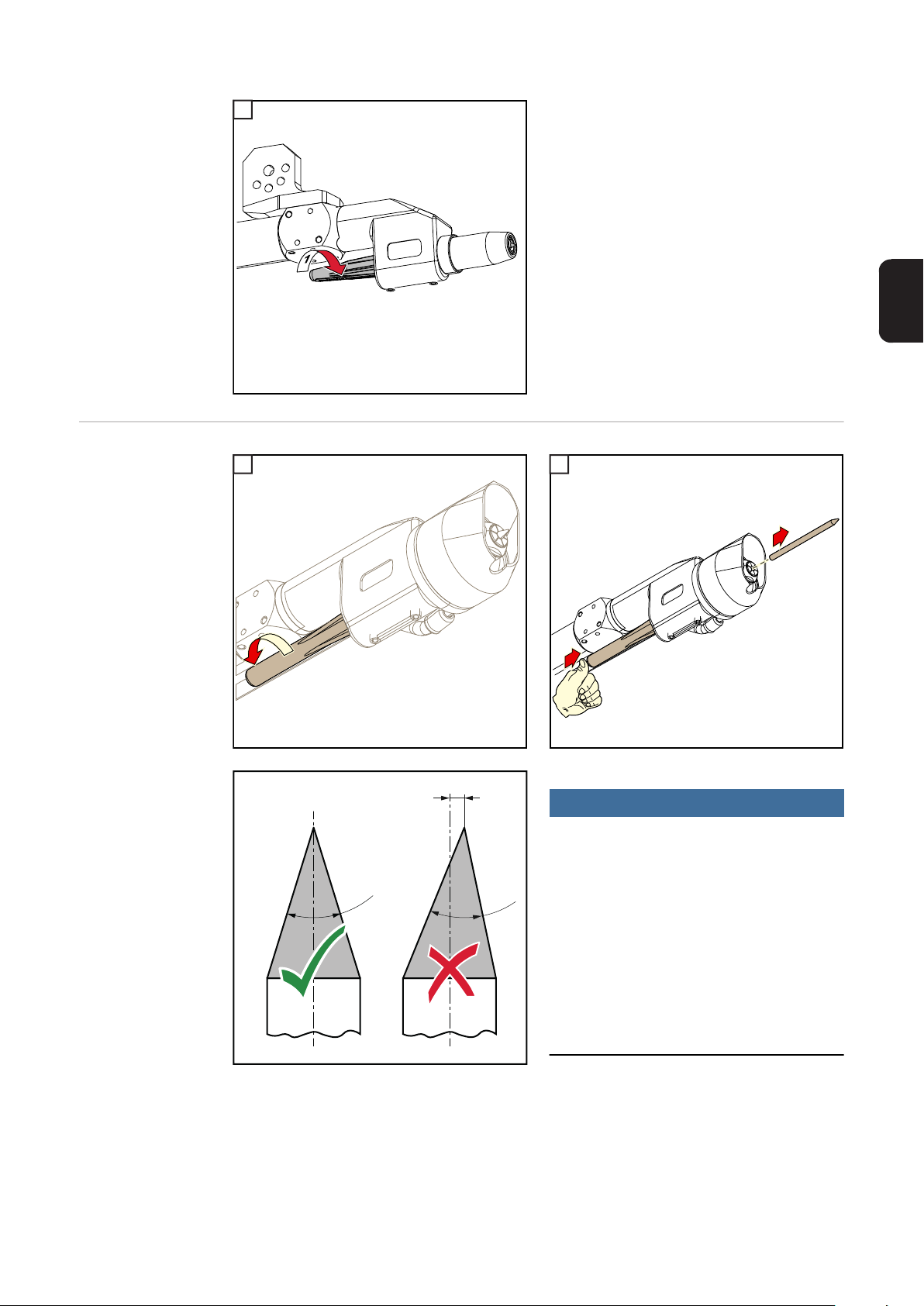
TTW 7200 ArcTig:
Wolframelektrode wechseln
1 2
1
1
x
30°
≠30°
2
2
1
HINWEIS!
Für den ArcTig-Schweißprozess ist eine
exakt angeschliffene Wolframelektrode
erforderlich!
► Wolframelektrode nicht händisch an-
schleifen! Durch händisches Anschleifen kann die Elektrodenspitze
außerhalb der Elektrodenachse liegen.
► Wolframelektrode nur mit geeigneter
Vorrichtung oder einem speziellen
Elektroden-Schleifgerät anschleifen.
Beispiel für ein Elektroden-Schleifgerät:
WIG 10-175, ø 1,0 - 5,5 mm
8,044,097
11
Page 12

3 4
3
4
1
PLQPP
PLQLQFK
Befestigungswinkel montieren
30°
!
5
5
1
TTW 3600 ArcTig TTW 7200 ArcTig
1 1
1
1
12
2
1
Page 13

VerlängerungsSchlauchpaket
HP 2x25 ArcTig
anschließen
TTW 3600 ArcTig
(A) Schweißbrenner-Schlauchpaket
(B) Verlängerungs-Schlauchpaket
1
1
DE
(B)
4
4
5
5
3
3
2
1
(A)
HINWEIS!
Bei fehlendem oder nicht korrekt angeschlossenem Verbindungsschlauch wird das
Verlängerungs-Schlauchpaket nicht gekühlt, was zur Beschädigung des Verlängerungs-Schlauchpaketes führt.
► Vor Inbetriebnahme überprüfen, dass die Kühlmittelschläuche vom Gasdüsen-Kühl-
kreis 2 mittels Verbindungsschlauch verbunden sind.
► Anschlüsse auf Dichtheit überprüfen!
13
Page 14

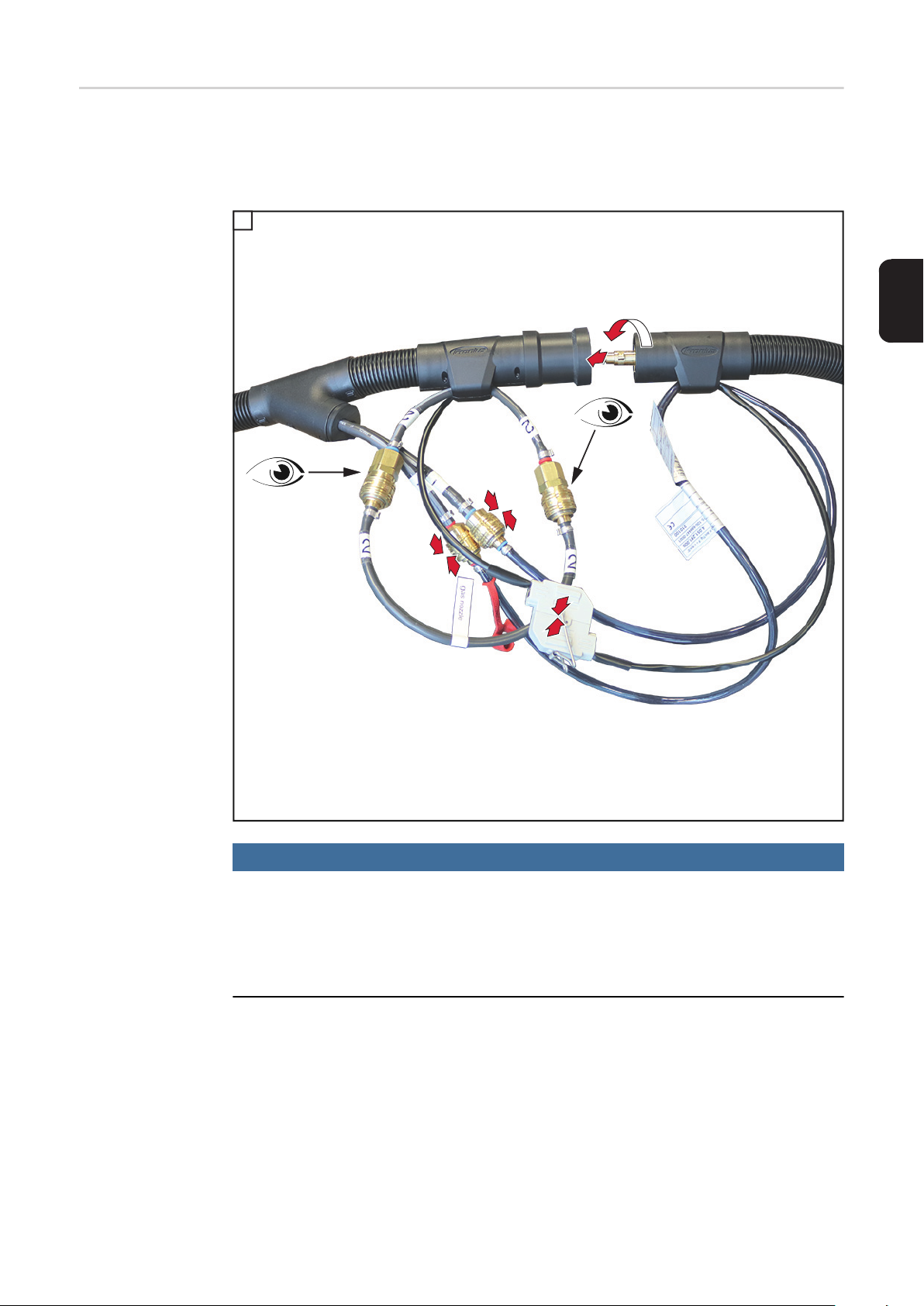
TTW 7200 ArcTig
(A) Schweißbrenner-Schlauchpaket
(B) Verbindungs-Schlauchpaket
1
1
(B)
6
4
4
5
5
3
3
8
2
1
7
(A)
2 3
2
3
*
2
1
1
2
2
1
2
*
1
1
*
*
* Kühlmittel-Schläuche für die Gasdüse aus dem Lieferumfang des Schweißbren-
ners
14
Page 15

TT 3600 ArcTig:
Inbetriebnahme
Voraussetzung:
- Roboter und Roboter-Steuerung vorhanden und miteinander verbunden
- Roboter-Schweißbrenner vollständig bestückt, Wolframelektrode richtig positioniert
Schweißanlage aufbauen
1
Roboter-Schweißbrenner am Roboter montieren
2
Roboter-Interface und Stromquelle mittels Verbindungskabel 10-polig miteinander
3
verbinden
Roboter-Steuerung und Kühlgerät miteinander verbinden
4
Schweißbrenner-Schlauchpaket an der Stromquelle anschließen:
5
Brennersteuerung
Stromkabel am Adapter
MagicWave
TransTig
Kühlmittelschläuche für die Kühlung von Brennerkörper und Wolframelektrode am
6
Kühlgerät anschließen
Masseverbindung zwischen Stromquelle und Werkstück mittels Massekabel 95 mm²
7
herstellen
Kühlgerät am Netz anschließen und einschalten
8
Stromquelle am Netz anschließen und einschalten
9
Schweißparameter an der Stromquelle einstellen
10
Roboter-Schweißbrenner positionieren (Roboter einrichten)
11
Schutzgas für mindestens 30 Sekunden spülen
12
Schweißstart durch die Roboter-Steuerung
13
DE
Elektromagnetische Felder können Gesundheitsschäden verursachen, die
noch nicht bekannt sind:
- Auswirkungen auf die Gesundheit benachbarter Personen, z.B. Träger
von Herzschrittmachern und Hörhilfen
- Träger von Herzschrittmachern müssen sich von ihrem Arzt beraten lassen, bevor sie sich in unmittelbarer Nähe des Gerätes und des Schweißprozesses aufhalten
- Abstände zwischen Schweißkabeln und Kopf/Rumpf des Schweißers aus
Sicherheitsgründen so groß wie möglich halten
- Schweißkabel und Schlauchpakete nicht über der Schulter tragen und
nicht um den Körper und Körperteile wickeln
Durch die auftretenden Magnetfelder werden Herzschrittmacher in ihrer Funktion gestört. Dies kann zu erheblichen gesundheitlichen Schäden der betroffenen Personen führen! Diese Personen dürfen sich während der Arbeit auch
nicht in unmittelbarer Nähe aufhalten.
Personen mit Metallimplantaten dürfen nicht mit dem Gerät arbeiten und sich
während der Arbeit nicht in unmittelbarer Nähe aufhalten.
Magnetische oder elektronische Datenträger könnten durch auftretende Magnetfelder beschädigt werden.
Keine Uhren und Metallteile mitführen. Uhren können durch den Schweißbetrieb beschädigt werden.
15
Page 16

TT 7200 ArcTig:
Inbetriebnahme
Voraussetzung:
- Roboter und Roboter-Steuerung vorhanden und miteinander verbunden
- Roboter-Schweißbrenner vollständig bestückt, Wolframelektrode richtig positioniert
Schweißanlage aufbauen
1
Roboter-Schweißbrenner am Roboter montieren
2
Kabel der Symmetriedrossel an den Stromquellen anschließen:
3
MagicWave
TransTig
Master- und Slave-Stromquelle mittels LHSB-Kabel miteinander verbinden
4
Roboter-Interface und Master-Stromquelle mittels Verbindungskabel 10-polig mitein-
5
ander verbinden
Roboter-Steuerung und Kühlgerät miteinander verbinden
6
Adapter Elektrode TTG/TTW an der Master-Stromquelle anschließen:
7
MagicWave
TransTig
Verbindungs-Stromkabel 95 mm² an der Slave-Stromquelle und am Adapter an der
8
Master-Stromquelle anschließen:
MagicWave
TransTig
Schweißbrenner-Schlauchpaket an der Master-Stromquelle anschließen:
9
Brennersteuerung
Stromkabel am Adapter
MagicWave
TransTig
Kühlmittelschläuche für die Gasdüsenkühlung an einem Kühlkreis des Kühlgerätes
10
anschließen
Kühlmittelschläuche für die Kühlung von Brennerkörper und Wolframelektrode am an-
11
deren Kühlkreis des Kühlgerätes anschließen
Masseverbindung zwischen Symmetriedrossel und Werkstück mittels 2 x Massekabel
12
95 mm² herstellen
Kühlgerät am Netz anschließen und einschalten
13
Stromquellen am Netz anschließen und einschalten
14
Schweißparameter an den Stromquellen einstellen
15
Roboter-Schweißbrenner positionieren (Roboter einrichten)
16
Schutzgas für mindestens 30 Sekunden spülen
17
Schweißstart durch die Roboter-Steuerung
18
WARNUNG!
16
Ein elektrischer Schlag kann tödlich sein.
An der Gasdüse liegt während des Zündvorganges die Zündspannung an.
► Gasdüse während des Schweißvorganges nicht berühren!
► Arbeiten an der Gasdüse nur bei ausgeschalteten und vom Netz getrennten Strom-
quellen durchführen.
► Sicherheitsvorkehrungen treffen, dass die Schweißanlage während des Schweißpro-
zesses für Dritte nicht zugänglich ist.
Page 17

Elektromagnetische Felder können Gesundheitsschäden verursachen, die
noch nicht bekannt sind:
- Auswirkungen auf die Gesundheit benachbarter Personen, z.B. Träger
von Herzschrittmachern und Hörhilfen
- Träger von Herzschrittmachern müssen sich von ihrem Arzt beraten lassen, bevor sie sich in unmittelbarer Nähe des Gerätes und des Schweißprozesses aufhalten
- Abstände zwischen Schweißkabeln und Kopf/Rumpf des Schweißers aus
Sicherheitsgründen so groß wie möglich halten
- Schweißkabel und Schlauchpakete nicht über der Schulter tragen und
nicht um den Körper und Körperteile wickeln
Durch die auftretenden Magnetfelder werden Herzschrittmacher in ihrer Funktion gestört. Dies kann zu erheblichen gesundheitlichen Schäden der betroffenen Personen führen! Diese Personen dürfen sich während der Arbeit auch
nicht in unmittelbarer Nähe aufhalten.
Personen mit Metallimplantaten dürfen nicht mit dem Gerät arbeiten und sich
während der Arbeit nicht in unmittelbarer Nähe aufhalten.
Magnetische oder elektronische Datenträger könnten durch auftretende Magnetfelder beschädigt werden.
Keine Uhren und Metallteile mitführen. Uhren können durch den Schweißbetrieb beschädigt werden.
DE
17
Page 18

Fehlerdiagnose, Fehlerbehebung
Sicherheit
Fehlerdiagnose,
Fehlerbehebung
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Vor Arbeiten am Schweißbrenner:
► Netzschalter von Stromquelle in Stellung - O - schalten
► Stromquelle vom Netz trennen
► ein verständliches Warnschild gegen Wiedereinschalten anbringen
Lichtbogen zündet nicht
Ursache: Wolframelektrode verschmutzt
Behebung: Wolframelektrode reinigen
Ursache: Wolframelektrode falsch positioniert
Behebung: Wolframelektrode richtig positionieren
Schutzgas-Abdeckung nicht ausreichend
Ursache: Gaslinse im Schweißbrenner fehlt
Behebung: Gaslinse montieren
HF wird auf Roboter abgeleitet
Ursache: Elektrisch leitender Roboterflansch montiert
Behebung: Kunststoff-Roboterflansch montieren
18
Page 19

Pflege, Wartung und Entsorgung
DE
Sicherheit
Ein elektrischer Schlag kann tödlich sein.
Vor Arbeiten am Schweißbrenner:
► Netzschalter von Stromquelle in Stellung - O - schalten
► Stromquelle vom Netz trennen
► ein verständliches Warnschild gegen Wiedereinschalten anbringen
Allgemeines Regelmäßige und vorbeugende Wartung des Schweißbrenners sind wesentliche Faktoren
für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Temperaturen ausgesetzt.
Daher benötigt der Schweißbrenner eine häufigere Wartung als andere Komponenten einer Schweißanlage.
Bei jeder Inbetriebnahme
- Schweißbrenner, Schlauchpaket und Stromanschlüsse auf Beschädigung prüfen
- Gas- und Wasseranschlüsse auf Dichtheit prüfen
- Kühlgerät auf einwandfreie Funktion überprüfen, Wasser Rückflussmenge im Kühl-
- Verschleißteile auf einwandfreien Zustand prüfen, Verschleißteile vor dem Einbau rei-
WARNUNG!
mittelbehälter überwachen und gegebenenfalls Kühlgerät entlüften
nigen
Monatlich - Falls vorhanden, Filter im Kühlkreislauf auf Verunreinigung prüfen
- Kühlmittel auf Reinheit prüfen; bei grober Verunreinigung Kühlmittel austauschen und
Schweißbrenner über Kühlmittel-Vorlauf und Kühlmittel-Rücklauf mehrmals durchspülen
- Schweißbrenner zerlegen und auf Ablagerungen / Verunreinigungen prüfen
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmungen
durchführen.
19
Page 20

Technische Daten
TTW 3600 ArcTig
Maximal zulässige Leerlaufspannung (U0) 141 V
Maximal zulässige Zündspannung (UP) 10 kV
Schutzgas Argon EN 439
Kühlsystem Flüssigkeitskühlung
Kühlmittel Original Fronius Kühlmittel
Schlauchpaket-Längen 4 m / 6 m
erforderliche Kühlleistung je nach Schlauchpaket-Länge 850 W / 1050 W *)
Kühlmitteldruck max. 5,5 bar
79,74 psi.
Kühlmitteldruck min. 3,0 bar
43,5 psi.
Kühlmittel-Mindestdurchfluss 1,0 l/min
Schweißstrom DC bei 10 min / 40° C (104° F)
100% Einschaltdauer (ED) 360 A
Elektroden-Durchmesser 2,4 / 3,2 mm
*) Geringste Kühlleistung laut Norm IEC 60974-2
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7
TTW 7200 ArcTig
Maximal zulässige Leerlaufspannung (U0) 141 V
Maximal zulässige Zündspannung (UP) 10 kV
Schutzgas Argon EN 439
Kühlsystem Flüssigkeitskühlung
Kühlmittel Original Fronius Kühlmittel
Schlauchpaket-Längen 4 m / 6 m
erforderliche Kühlleistung je nach Schlauchpaket-Länge
bis max. 500 A
bis max. 720 A
Kühlmitteldruck max. 5,5 bar
Kühlmitteldruck min. 3,0 bar
Kühlmittel-Mindestdurchfluss 2,0 l/min
Schweißstrom DC bei 10 min / 40° C (104° F)
100% Einschaltdauer (ED) 720 A
Elektroden-Durchmesser 4,8 - 6,4 mm
*) Geringste Kühlleistung bei einem Kühlmittel-Mindestdurchfluss von 2,0 l/min
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7
1600 W / 1800 W *)
2100 W / 2500 W *)
79,74 psi.
43,5 psi.
20
Page 21

VerlängerungsSchlauchpaket
HP 2x25 ArcTig/
F++/W/6m
Kühlsystem Flüssigkeitskühlung
Kühlmittel Original Fronius Kühlmittel
Schlauchpaket-Länge 6 m
erforderliche Kühlleistung
mit TTW 3600 ArcTig
mit TTW 7200 ArcTig
Kühlmitteldruck max. 5,5 bar
Kühlmitteldruck min. 3,0 bar
Schweißstrom DC bei 10 min / 40° C (104° F), 100% Einschaltdauer (ED)
mit TTW 3600 ArcTig
mit TTW 7200 ArcTig
*) Geringste Kühlleistung laut Norm IEC 60974-2
**) Geringste Kühlleistung bei einem Kühlmittel-Mindestdurchfluss von 2,0 l/min
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7
1400 W *)
3800 W **)
79,74 psi.
43,5 psi.
360 A
720 A
DE
21
Page 22

22
Page 23

Contents
General ...................................................................................................................................................... 25
Device Concept..................................................................................................................................... 25
Warning Notices on the Device............................................................................................................. 26
System Overview.................................................................................................................................. 27
Applications........................................................................................................................................... 28
Options.................................................................................................................................................. 28
Commissioning .......................................................................................................................................... 29
Safety.................................................................................................................................................... 29
TTW 3600 ArcTig: Changing the Tungsten Electrode .......................................................................... 30
TTW 7200 ArcTig: Changing the Tungsten Electrode .......................................................................... 31
Installing the Mounting Bracket............................................................................................................. 32
Connecting extension hosepack HP2x25ArcTig................................................................................... 33
TT 3600 ArcTig: Start-up ...................................................................................................................... 35
TT 7200 ArcTig: Start-up ...................................................................................................................... 36
Troubleshooting ......................................................................................................................................... 38
Safety.................................................................................................................................................... 38
Troubleshooting .................................................................................................................................... 38
Service, maintenance and disposal ........................................................................................................... 39
Safety.................................................................................................................................................... 39
General ................................................................................................................................................. 39
During Each Start-up ............................................................................................................................ 39
Monthly ................................................................................................................................................. 39
Disposal ................................................................................................................................................ 39
Technical Data ........................................................................................................................................... 40
TTW 3600 ArcTig.................................................................................................................................. 40
TTW 7200 ArcTig.................................................................................................................................. 40
Extension hosepack HP2x25ArcTig/F++/W/6m.................................................................................... 41
EN-US
23
Page 24

24
Page 25

General
Device Concept ArcTig is a new TIG welding process for automated applications.
The advantages of the ArcTig process are
- Welding of up to approx. 10 mm material strength without processing
- Reduced weld seam volume
- Savings in gas, filler metal and electricity
- Up to 100% increase of the welding speed compared to a conventional TIG process
- No bath support necessary
- Low welding reinforcement and low distortion
- Spatter-free
- Same operation as TIG welding – compared to a plasma process fewer parameters
have to be set.
The water-cooled TIG robot welding torches TTW 3600 and TTW 7200 are fitted
with a Fronius F++ connection as standard
and can be operated with all Fronius TIG
power sources from TransTIG / MagicWave
3000 Job or Comfort or higher.
If the duty cycle of a power source is not
enough then a PowerSharing solution with
two power sources can be used.
EN-US
The TIG robot welding torches are supplied with the following tungsten electrodes as standard:
- TTW 7200: 4.8 mm WS2 (optional 6.4 mm WS2)
- TTW 3600: 3.2 mm WS2 (optional 2.4 mm WS2)
The TTW 7200 has a water cooled gas nozzle and a separate cooling unit for torch body
and tungsten electrode. For the operation of the TTW 7200 a cooler with two separate cooling units is necessary.
Further advantages:
- Can be operated with standard electrodes
- Easy changing and regrinding of tungsten electrode
- Longer service life of tungsten electrode due to improved cooling
25
Page 26

Warning Notices
on the Device
The TTW 7200 ArcTig welding torch has
safety symbols and a rating plate fitted. The
rating plate and the safety symbols must
not be removed or painted over. The symbols warn against operating the equipment
incorrectly, as this may result in serious injury and damage to property.
* Rating plate
Do not use the functions described here until you have fully read and understood the following documents:
- These Operating Instructions
- The accompanying document "Safety Rules"
- All Operating Instructions for the system components, especially the safety rules
Welding is dangerous. To ensure that this device can be used correctly and
safely, the following basic requirements must be met:
- Adequate welding qualifications
- Appropriate protective equipment
- Keep unauthorized people away from the welding torch and the welding
process
Dispose of old devices in accordance with safety rules and not in normal domestic waste.
Striking voltage is present at the gas nozzle during the ignition process.
- Do not touch the gas nozzle during the welding process!
- Work on the gas nozzle should only be carried out when the power source
is switched off and disconnected from the grid.
- Take safety precautions so that the welding system is not accessible to
third parties during the welding process.
26
Page 27

System Overview
Welding system with TTW 3600 ArcTig
(2)
(1)
(4)
(3)
(5)
(1) Power source
+ TU Podium
(2) TIG robot welding torch TTW 3600
ArcTig with torch hosepack
(3) Coolant hoses for torch body and
electrode
(4) 10-pin connection cable
(2)
(8)
(6)
(9)
(7)
(5) CU 1800
cooler with two separate cooling
units
(6) Robot interface, e. g. external De-
viceNet
(7) Robot controls
(8) Grounding cable 95 mm²
(9) Robot
EN-US
27
Page 28

Welding system with TTW 7200 ArcTig
(2)
(1)
(3)
(4)
(6)
(5)
(9)
(7)
(1) Trail power source
+ installation kit LHSB
+ TU podium
(2) Balancing inductor
(3) LHSB connection cable
(4) Connection power cable 95 mm²
(5) Lead power source
+ installation kit LHSB
+ TU podium
+ adapter electrode TTG/TTW
(6) TIG robot welding torch TTW 7200
ArcTig with torch hosepack
(10)
(8)
(11)
(12)
(13)
(14)
(7) Coolant hoses for torch body and
electrode
(8) 10-pin connection cable
(9) CU 4700
cooler with two separate cooling
units
(10) Coolant hoses for gas nozzle
(11) Robot interface, e. g. external De-
viceNet
(12) Robot controls
(13) Grounding cable 95 mm² (2x)
(14) Robot
(6)
Applications The robot welding torch is used for automatic applications in the following areas:
- Container and tank construction
- Crane construction
- Pipeline construction
- Special machine construction
- Turbine construction
- For the highest quality standards
- For special materials (CrNi steels, titanium, nickel-based alloys etc.)
- For longitudinal and circumferential welds
Options - Cold-wire feed with drive (push-pull system)
- Cold-wire feed (push system)
- Hot wire
28
Page 29

Commissioning
Safety
WARNING!
Incorrect operation and incorrectly performed work can cause serious injury and
property damage.
► All work listed in these Operating Instructions may only be performed by trained spe-
cialist personnel.
► All functions described in these Operating Instructions may only be used by trained
specialist personnel.
► Do not perform the work or use the functions described below until you have thoroughly
read and understood the following documents:
these Operating Instructions,
the enclosed "Safety rules" document,
all Operating Instructions for system components, especially the safety rules.
WARNING!
An electric shock can be fatal.
Before starting any of the work described in these Operating Instructions:
► Switch the power switch of all power sources to - O ► Disconnect all power sources from the grid
► Ensure that all power sources remain disconnected from the grid until all work is com-
plete.
EN-US
CAUTION!
Risk of burns due to welding torch components and coolant heated during operation.
► Allow all welding torch components and the coolant to cool down to room temperature
(+25 °C or +77 °F) before starting any of the work described in these Operating Instructions.
CAUTION!
Improper connections can cause personal injury and/or damage to equipment.
► All cables, leads, and hosepacks must always be securely connected, undamaged,
correctly insulated, and adequately sized.
NOTE!
Never use water-cooled welding torches without coolant.
The manufacturer is not responsible for any damage resulting from improper use. All warranty claims are considered void in such cases.
29
Page 30

TTW 3600 ArcTig:
Changing the
Tungsten Electrode
1 2
1
2
x
30°
3 4
≠30°
3 4
NOTE!
A precisely ground tungsten electrode
is essential for the ArcTig welding process!
► Do not grind the tungsten electrode ma-
nually! Manual grinding can result in the
electrode tip being out of line with the
electrode axis.
► Grind the tungsten electrode using a
suitable device or a special electrode
grinding machine only.
Example of an electrode grinding machine:
TIG 10-175, ø 1.0 - 5.5 mm
8,044,097
30
30°
Page 31

5
5
EN-US
TTW 7200 ArcTig:
Changing the
Tungsten Electrode
1 2
1
1
x
30°
≠30°
2
2
1
NOTE!
A precisely ground tungsten electrode
is essential for the ArcTig welding process!
► Do not grind the tungsten electrode ma-
nually! Manual grinding can result in the
electrode tip being out of line with the
electrode axis.
► Grind the tungsten electrode using a
suitable device or a special electrode
grinding machine only.
Example of an electrode grinding machine:
TIG 10-175, ø 1.0 - 5.5 mm
8,044,097
31
Page 32

3 4
3
4
1
PLQPP
PLQLQFK
Installing the
Mounting Bracket
30°
!
5
5
1
TTW 3600 ArcTig TTW 7200 ArcTig
1 1
1
1
32
2
1
Page 33

Connecting extension hosepack
HP 2x25 ArcTig
TTW 3600 ArcTig
(A) Torch hosepack
(B) Extension hosepack
1
1
EN-US
(B)
4
4
5
5
3
3
2
1
(A)
NOTE!
If there is no interconnecting hose or if it is not connected correctly then the extension hosepack will not be cooled, which will lead to the extension hosepack becoming damaged.
► Before switching on, check that the coolant hoses from gas nozzle cooling unit 2 are
connected by an interconnecting hose.
► Check the connections for leaks!
33
Page 34

TTW 7200 ArcTig
(A) Torch hosepack
(B) Interconnecting hosepack
1
1
(B)
6
4
4
5
5
3
3
8
2
1
7
(A)
2 3
2
3
*
2
1
1
2
2
1
2
*
1
1
*
*
* Coolant hoses for the gas nozzle from the welding torch scope of supply
34
Page 35

TT 3600 ArcTig:
Start-up
Requirement:
- Robot and robot controls must be present and connected
- Robot welding torch fully fitted, tungsten electrode correctly positioned
Set up welding system
1
Install robot welding torch to robot
2
Use a 10-pin connection cable to connect the robot interface with the power source
3
Connect robot controls to the cooling unit
4
Connect torch hosepack to the power source:
5
Torch control
Power cable to adapter
MagicWave
TransTig
Connect coolant hoses for cooling the torch body and tungsten electrode to the cool-
6
ing unit
Establish ground earth connection between power source and component using
7
95 mm² grounding cable
Connect the cooling unit to the grid and switch on
8
Connect the power source to the grid and switch on
9
Set welding parameters on the power source
10
Position robot welding torch (set up robot)
11
Flush protective gas shield for at least 30 seconds
12
Start welding using robot controls
13
EN-US
Electromagnetic fields may cause health problems that are not yet known:
- Effects on the health of persons close by, e.g., those with pacemakers
and hearing aids
- Persons with pacemakers must seek advice from their doctor before staying in the immediate vicinity of the device and the welding process
- Keep distances between welding power-leads and the head/torso of the
welder as great as possible for safety reasons
- Do not carry welding power-leads and hosepacks over your shoulder or
wrap them around your body or body parts
The magnetic fields that are created can impair the functionality of pacemakers. This can severely damage the health of the affected person! These people are not allowed in the immediate vicinity of the working area when work is
being carried out.
Persons with metal implants are not permitted to operate the device or to be
in the immediate vicinity of the working area when work is being carried out.
Magnetic or electronic data carriers can be damaged due to the magnetic
fields occurring.
Do not carry watches or pieces of metal. Watches can be damaged during
welding.
35
Page 36

TT 7200 ArcTig:
Start-up
Requirement:
- Robot and robot controls must be present and connected
- Robot welding torch fully fitted, tungsten electrode correctly positioned
Set up welding system
1
Install robot welding torch to robot
2
Connect cable of balancing inductance to power sources:
3
MagicWave
TransTig
Connect lead and trail power source with LHSB cable
4
Use a 10-pin connection cable to connect robot interface with lead power source
5
Connect robot controls to the cooling unit
6
Connect the adapter electrode TTG/TTW to the lead power source:
7
MagicWave
TransTig
Connect connection power cable 95 mm² to trail power source and to the adapter on
8
the lead power source:
MagicWave
TransTig
Connect torch hosepack to the lead power source:
9
Torch control
Power cable to adapter
MagicWave
TransTig
Connect coolant hoses for the gas nozzle cooling to one of the cooling device's cooling
10
units
Connect coolant hoses for cooling the torch body and tungsten electrode to the other
11
cooling unit of the cooling device
Establish ground earth connection between balancing inductance and component us-
12
ing two 95 mm² grounding cables
Connect the cooling unit to the grid and switch on
13
Connect the power sources to the grid and switch on
14
Set welding parameters on the power sources
15
Position robot welding torch (set up robot)
16
Flush protective gas shield for at least 30 seconds
17
Start welding using robot controls
18
WARNING!
36
An electric shock can be fatal.
Striking voltage is present at the gas nozzle during the ignition process.
► Do not touch the gas nozzle during the welding process!
► Work on the gas nozzle should only be carried out when the power source is switched
off and disconnected from the grid.
► Take safety precautions so that the welding system is not accessible to third parties
during the welding process.
Page 37

Electromagnetic fields may cause health problems that are not yet known:
- Effects on the health of persons close by, e.g., those with pacemakers
and hearing aids
- Persons with pacemakers must seek advice from their doctor before staying in the immediate vicinity of the device and the welding process
- Keep distances between welding power-leads and the head/torso of the
welder as great as possible for safety reasons
- Do not carry welding power-leads and hosepacks over your shoulder or
wrap them around your body or body parts
The magnetic fields that are created can impair the functionality of pacemakers. This can severely damage the health of the affected person! These people are not allowed in the immediate vicinity of the working area when work is
being carried out.
Persons with metal implants are not permitted to operate the device or to be
in the immediate vicinity of the working area when work is being carried out.
Magnetic or electronic data carriers can be damaged due to the magnetic
fields occurring.
Do not carry watches or pieces of metal. Watches can be damaged during
welding.
EN-US
37
Page 38

Troubleshooting
Safety
An electric shock can be fatal.
Before working with the welding torch:
► Switch the power source to position - O ► Disconnect the power source from the grid
► Display a clear warning sign advising others not to switch the power source back on
Troubleshooting The arc is not igniting
Cause: Tungsten electrode is dirty
Remedy: Clean tungsten electrode
Cause: Tungsten electrode has been positioned incorrectly
Remedy: Correctly position tungsten electrode
Protective gas shield not adequate
Cause: Gas lens in welding torch is missing
Remedy: Install gas lens
HF is being conducted to robot
Cause: Conductive robot flange has been installed
Remedy: Install plastic robot flange
WARNING!
38
Page 39

Service, maintenance and disposal
Safety
An electric shock can be fatal.
Before working with the welding torch:
► Switch the power source to position - O ► Disconnect the power source from the grid
► Display a clear warning sign advising others not to switch the power source back on
General Regular and preventive maintenance of the welding torch plays an important factor in
achieving problem-free operation. The welding torch is subjected to high temperatures.
This is why the welding torch needs more frequent maintenance than other components of
a welding system.
During Each
Start-up
- Check welding torch, hosepack and power connections for damage
- Check gas and water connections for leaks
- Check cooling unit for proper operation, monitor the return flow quantity of the water
- Check that wearing parts are in good condition, clean wearing parts before installing
WARNING!
in the coolant container and, if necessary, vent cooling unit
them
EN-US
Monthly - If present, check filter in cooling unit for contamination
- Check coolant for cleanliness; if excessive contamination is present, change coolant
and flush the welding torch multiple times via the coolant supply hose and coolant return flow
- Disassemble welding torch and check for deposits/contamination
Disposal Materials should be disposed of according to valid local and national regulations.
39
Page 40

Technical Data
TTW 3600 ArcTig
Maximum permitted open circuit voltage (U0) 141 V
Maximum permitted striking voltage (UP) 10 kV
Shielding gas Argon EN 439
Cooling system Liquid cooling
Coolant Original Fronius coolant
Hosepack lengths 4 m / 6 m
Required cooling capacity by hosepack length 850 W / 1050 W *)
Coolant pressure max. 5.5 bar
79.74 psi.
Coolant pressure min. 3.0 bar
43.5 psi.
Minimum flow of coolant 1.0 l/min
Welding current DC at 10 min/40 °C (104 °F)
100% duty cycle (D.C.) 360 A
Electrode diameter 2.4 / 3.2 mm
*) Lowest cooling power according to standard IEC 60974-2
This product meets the requirements set out in standard IEC 60974-7
TTW 7200 ArcTig
Maximum permissible open circuit voltage (U0) 141 V
Maximum permissible striking voltage (UP) 10 kV
Protective gas shield Argon EN 439
Cooling system Liquid cooling
Coolant Original Fronius coolant
Hosepack lenghts 4 m / 6 m
Required cooling capacity depending on the hose pack
length
up to max. 500 A
up to max. 720 A
Coolant pressure max. 5.5 bar
Coolant pressure min. 3.0 bar
Minimum flow of coolant 2.0 l/min
Welding current DC at 10 min/40°C (104°F)
100% duty cycle 720 A
Diameter of electrode 4.8–6.4 mm
*) Lowest cooling capacity at a minimum flow of coolant of 2.0 l/min
1600 W / 1800 W *)
2100 W / 2500 W *)
79.74 psi.
43.5 psi.
40
This product meets the requirements set out in standard IEC 60974-7
Page 41

Extension hosepack
HP 2x25 ArcTig/
F++/W/6m
Cooling system Liquid cooling
Coolant Original Fronius coolant
Hosepack length 6 m
Required cooling power
with TTW 3600 ArcTig
with TTW 7200 ArcTig
Coolant pressure max. 5.5 bar
Coolant pressure min. 3.0 bar
Welding current DC at 10 min/40 °C (104 °F), 100% duty cycle (D.C.)
with TTW 3600 ArcTig
with TTW 7200 ArcTig
*) Lowest cooling power according to standard IEC 60974-2
**) Lowest cooling power at a minimum flow of coolant of 2.0 l/min
This product meets the requirements set out in standard IEC 60974-7
1400 W *)
3800 W **)
79.74 psi.
43.5 psi.
360 A
720 A
EN-US
41
Page 42

42
Page 43

Contenido
General ...................................................................................................................................................... 45
Concepto del sistema ........................................................................................................................... 45
Avisos de advertencia en el dispositivo ................................................................................................ 46
Visión general del sistema.................................................................................................................... 47
Aplicaciones.......................................................................................................................................... 48
Opciones............................................................................................................................................... 48
Puesta en servicio...................................................................................................................................... 49
Seguridad.............................................................................................................................................. 49
TTW 3600 ArcTig: Cambiar el electrodo de tungsteno......................................................................... 50
TTW 7200 ArcTig: Cambiar el electrodo de tungsteno......................................................................... 51
Instalar el soporte de montaje............................................................................................................... 52
Conectar la extensión de juego de cables HP2x25ArcTig.................................................................... 53
TT 3600 ArcTig: Puesta en servicio...................................................................................................... 55
TT 7200 ArcTig: Puesta en servicio...................................................................................................... 56
Solución de problemas .............................................................................................................................. 58
Seguridad.............................................................................................................................................. 58
Solución de problemas ......................................................................................................................... 58
Cuidado, mantenimiento y desecho........................................................................................................... 59
Seguridad.............................................................................................................................................. 59
General ................................................................................................................................................. 59
Durante cada puesta en servicio .......................................................................................................... 59
Mensualmente ...................................................................................................................................... 59
Desecho................................................................................................................................................ 59
Datos técnicos ........................................................................................................................................... 60
TTW 3600 ArcTig.................................................................................................................................. 60
TTW 7200 ArcTig.................................................................................................................................. 60
Extensión de juego de cables HP2x25ArcTig/F++/W/6m..................................................................... 61
ES-MX
43
Page 44

44
Page 45

General
Concepto del sistema
ArcTig es un nuevo procedimiento de soldadura TIG para aplicaciones automatizadas.
Las ventajas del proceso ArcTig son
- Soldadura de resistencia de material de hasta aproximadamente 10 mm sin procesar
- Volumen de cordón de soldadura reducido
- Ahorros en gas, material de aporte y electricidad
- Hasta un 100 % de aumento en la velocidad de soldadura en comparación con un proceso TIG convencional
- No es necesario soporte de baño
- Refuerzo de soldadura bajo y deformación baja
- Sin proyecciones
- La misma operación que la soldadura TIG; en comparación con un proceso de plasma, se deben establecer menos parámetros.
Las antorchas de robot TIG enfriadas por
agua TTW 3600 y TTW 7200 están equipadas con una conexión Fronius F++ de
forma estándar y pueden ser operadas con
todas las fuentes de corriente TIG de Fronius, desde TransTIG / MagicWave 3000 Job
o Comfort o superiores.
Si la duración de ciclo de trabajo de una fuente de corriente no es suficiente, entonces
se puede usar una solución PowerSharing
con dos fuentes de corriente.
ES-MX
Las antorchas de robot TIG son suministradas con los siguientes electrodos de tungsteno
de forma estándar:
- TTW 7200: 4.8 mm WS2 (opcional 6.4 mm WS2)
- TTW 3600: 3.2 mm WS2 (opcional 2.4 mm WS2)
La TTW 7200 tiene una tobera de gas enfriada con agua y una refrigeración separada para
el cuello antorcha y el electrodo de tungsteno. Para la operación de la TTW 7200, es necesario un enfriador con dos refrigeraciones separadas.
Otras ventajas:
- Puede ser operada con electrodos estándar
- Fácil cambio y reesmerilado del electrodo de tungsteno
- Vida útil más larga del electrodo de tungsteno, debido a un enfriamiento mejorado
45
Page 46

Avisos de advertencia en el dispositivo
La antorcha de soldadura TTW 7200 ArcTig incluye identificaciones de seguridad y
una placa de características. No se debe
remover la placa de características ni la
certificación de seguridad ni se debe pintar
sobre ellas. Los símbolos advierten sobre
la operación incorrecta del equipo, ya que
esto puede resultar en lesiones graves y
daños a la propiedad.
* Placa de características
No use las funciones descritas aquí hasta haber leído y entendido completamente los siguientes documentos:
- Este manual de instrucciones
- El documento adjunto "Normas de Seguridad”
- Todo el manual de instrucciones de los componentes del sistema, especialmente las normas de seguridad
La soldadura es peligrosa. Para garantizar que este dispositivo pueda ser
usado de forma correcta y segura, se deben cumplir los siguientes requerimientos básicos:
- Calificaciones de soldadura adecuadas
- Dispositivos de protección adecuados
- Mantenga a las personas no autorizadas lejos de la antorcha de soldadura y del procedimiento de soldadura
Deseche los dispositivos viejos de acuerdo con las normas de seguridad y no
junto con los desechos domésticos normales.
La tensión de cebado está presente en la tobera de gas durante el proceso de
ignición.
- ¡No toque la tobera de gas durante el procedimiento de soldadura!
- El trabajo con la tobera de gas sólo debe ser realizado cuando la fuente
de corriente está apagada y desconectada de la red.
- Tenga precauciones de seguridad de forma que el sistema de soldadura
no pueda ser accedido por terceros durante el procedimiento de soldadura.
46
Page 47

Visión general del
sistema
Sistema de soldadura con TTW 3600 ArcTig
(2)
(1)
(4)
(3)
(5)
(1) Fuente de corriente
+ TU Podium
(2) Antorcha de robot TIG TTW 3600
ArcTig con juego de cables de la
antorcha
(3) Tubos de líquido de refrigeración
para el cuello antorcha y el electrodo
(4) Cable de conexión de 10 pines
(2)
(8)
(6)
(9)
(7)
(5) Enfriador CU 1800
con dos unidades de refrigeración
(6) Interface de robot, por ejemplo,
DeviceNet
(7) Controles de robot
(8) Cable de masa de 95 mm²
(9) Robot
ES-MX
47
Page 48

Sistema de soldadura con TTW 7200 ArcTig
(2)
(1)
(3)
(4)
(6)
(5)
(9)
(7)
(1) Fuente de corriente slave
+ kit de instalación LHSB
+ TU podium
(2) Inductancia simétrica
(3) Cable de conexión LHSB
(4) Cable de alimentación de cone-
xión de 95 mm²
(5) Fuente de corriente master
+ kit de instalación LHSB
+ TU podium
+ electrodo de adaptador TTG/
TTW
(6) Antorcha de robot TIG TTW 7200
ArcTig con juego de cables de la
antorcha
(10)
(8)
(11)
(12)
(13)
(14)
(7) Tubos de líquido de refrigeración
para el cuello antorcha y el elec-
trodo
(8) Cable de conexión de 10 pines
(9) Enfriador CU 4700
con dos unidades de refrigeración
(10) Tubos de líquido de refrigeración
para tobera de gas
(11) Interface de robot, por ejemplo,
DeviceNet
(12) Controles de robot
(13) Cable de masa de 95 mm² (2x)
(14) Robot
(6)
Aplicaciones La antorcha de robot es usada para aplicaciones automáticas en las siguientes áreas:
- Construcción de contenedores y depósitos
- Construcción de grúas
- Construcción de tuberías
- Construcción de maquinaria especial
- Construcción de turbinas
- Para obtener los más altos estándares de calidad
- Para materiales especiales (aceros de CrNi, titanio, aleaciones basadas en níquel,
etc.)
- Para cordones longitudinales y circulares
Opciones - Alimentación de hilo frío con dirección (sistema empujar-tirar)
- Alimentación de hilo frío (sistema empujar)
- Cable caliente
48
Page 49

Puesta en servicio
Seguridad
¡ADVERTENCIA!
Los fallos del sistema y el trabajo realizado de manera incorrecta pueden causar lesiones graves y daños en la propiedad.
► Todo el trabajo descrito en el manual de instrucciones puede ser realizado únicamente
por personal calificado y capacitado.
► Todas las funciones descritas en este manual de instrucciones pueden ser realizadas
únicamente por personal calificado y capacitado.
► No realice el trabajo ni utilice las funciones descritas a continuación hasta que haya
leído y entendido completamente los siguientes documentos:
este manual de instrucciones,
el documento adjunto de „normas de seguridad“,
todos los manuales de instrucciones para los componentes del sistema, especialmente las normas de seguridad.
¡ADVERTENCIA!
Una descarga eléctrica puede ser mortal.
Antes de comenzar cualquier trabajo descrito en este Manual de Instrucciones:
► Cambie el interruptor de encendido de todos los transformadores de soldadura a - O ► Desconecte todos los transformadores de soldadura de la red
► Asegúrese de todos los transformadores de soldadura permanezcan desconectados
de la red hasta que haya hecho todo el trabajo.
ES-MX
¡PRECAUCIÓN!
Riesgo de quemaduras debido al calentamiento de los componentes de la antorcha
de soldadura y el líquido de refrigeración durante la operación.
► Permita que todos los componentes de la antorcha de soldadura y del líquido de refri-
geración se enfríen a temperatura ambiente (+25 °C o +77 °F) antes de comenzar
cualquier trabajo descrito en estos manuales de Instrucciones.
¡PRECAUCIÓN!
Las conexiones inadecuadas pueden causar heridas graves y/o daño al equipamiento.
► Todos los cables, plomos y juegos de cables deben siempre estar conectados de ma-
nera segura, sin daños, aislados correctamente, y debidamente dimensionados.
¡OBSERVACIÓN!
Nunca use antorchas de soldadura refrigeradas con agua sin líquido de refrigeración.
El fabricante no es responsable por los daños que puedan provocarse por el uso inadecuado. En esos casos, todos los reclamos de garantía se consideran nulos.
49
Page 50

TTW 3600 ArcTig:
Cambiar el electrodo de tungsteno
1 2
1
2
x
30°
3 4
≠30°
3 4
¡OBSERVACIÓN!
¡Un electrodo de tungsteno puesto a
tierra de forma precisa es esencial para
el procedimiento de soldadura ArcTig!
► ¡No saque punta al electrodo de tungs-
teno manualmente! Sacar punta al
electrodo de forma manual puede resultar en que la punta del electrodo no
esté alineada con el eje del electrodo.
► Saque punta al electrodo de tungsteno
usando un dispositivo adecuado o una
máquina especial para sacar punta al
electrodo únicamente.
Ejemplo de una máquina para sacar punta
al electrodo:
TIG 10-175, ø 1.0 - 5.5 mm
8,044,097
50
30°
Page 51
5
5
ES-MX
TTW 7200 ArcTig:
Cambiar el electrodo de tungsteno
1 2
1
1
x
30°
≠30°
2
2
1
¡OBSERVACIÓN!
¡Un electrodo de tungsteno puesto a
tierra de forma precisa es esencial para
el procedimiento de soldadura ArcTig!
► ¡No saque punta al electrodo de tungs-
teno manualmente! Sacar punta al
electrodo de forma manual puede resultar en que la punta del electrodo no
esté alineada con el eje del electrodo.
► Saque punta al electrodo de tungsteno
usando un dispositivo adecuado o una
máquina especial para sacar punta al
electrodo únicamente.
Ejemplo de una máquina para sacar punta
al electrodo:
TIG 10-175, ø 1.0 - 5.5 mm
8,044,097
51
Page 52

3 4
3
4
1
PLQPP
PLQLQFK
Instalar el soporte
de montaje
30°
!
5
5
1
TTW 3600 ArcTig TTW 7200 ArcTig
1 1
1
1
52
2
1
Page 53
Conectar la extensión de juego
de cables
HP 2x25 ArcTig
TTW 3600 ArcTig
(A) Juego de cables de la antorcha
(B) Extensión de juego de cables
1
1
(B)
4
4
5
5
3
3
2
1
(A)
ES-MX
¡OBSERVACIÓN!
Si no hay un tubo de interconexión o si no se ha conectado de forma correcta, la
extensión de juego de cables no se enfriará y se dañará como resultado.
► Antes de la puesta en servicio, verifique que los tubos del líquido de refrigeración de
la unidad de enfriamiento de la tobera de gas 2 estén conectados con un tubo de interconexión.
► ¡Revise las conexiones en busca de fugas!
53
Page 54

TTW 7200 ArcTig
(A) Juego de cables de la antorcha
(B) Juego de cables de interconexión
1
1
(B)
6
4
4
5
5
3
3
8
2
1
7
(A)
2 3
2
3
*
2
1
1
2
2
1
2
*
1
1
*
*
* Tubos de líquido de refrigeración para la tobera de gas del ámbito de suministro
de la antorcha de soldadura
54
Page 55

TT 3600 ArcTig:
Puesta en servicio
Requerimientos:
- El robot y los controles de robot deben estar presentes y conectados
- Antorcha de robot instalada completamente, el electrodo de tungsteno posicionado
correctamente
Configurar el sistema de soldadura
1
Instale la antorcha de robot al robot
2
Use un cable de conexión de 10 pines para conectar la interface de robot con la fuente
3
de corriente
Conecte los controles de robot a la refrigeración
4
Conecte el juego de cables de la antorcha a la fuente de corriente:
5
Control de antorcha
Cable de alimentación al adaptador
MagicWave
TransTig
Conecte los tubos de líquido de refrigeración para enfriar el cuello antorcha y el elec-
6
trodo de tungsteno a la refrigeración
Establezca la pinza de masa entre la fuente de corriente y el componente usando un
7
cable de masa de 95 mm²
Conecte la refrigeración a la red y enciéndala
8
Conecte la fuente de corriente a la red y enciéndala
9
Establezca los parámetros de soldadura en la fuente de corriente
10
Posicione la antorcha de robot (configurar el robot)
11
Enjuague el gas protector durante al menos 30 segundos
12
Comience a soldar usando los controles de robot
13
ES-MX
Los campos electromagnéticos pueden generar problemas de salud desconocidos:
- Efectos en la salud de las personas que estén cerca, por ejemplo, aquellas con marcapasos y aparatos auditivos.
- Las personas con marcapasos deben consultar a su médico antes de
acercarse al dispositivo y al procedimiento de soldadura
- Mantenga tanta distancia entre los cables solda y la cabeza/el torso del
soldador como sea posible por razones de seguridad.
- No cargue los cables solda y los juegos de cables sobre sus hombros ni
los enrolle alrededor de su cuerpo o de partes de su cuerpo
Los campos magnéticos que se generan pueden afectar la funcionalidad de
los marcapasos ¡Esto puede dañar gravemente la salud de la persona afectada! Estas personas no deben acercarse al área de trabajo cuando este se
está realizando.
Las personas con implantes metálicos no debe operar el dispositivo ni estar
cerca del área de trabajo cuando este se está realizando.
Los portadores de datos electrónicos o magnéticos pueden dañarse debido a
los campos magnéticos que surgen.
No utilice relojes o piezas metálicas. Los relojes se pueden dañar durante la
soldadura.
55
Page 56
TT 7200 ArcTig:
Puesta en servicio
Requerimientos:
- El robot y los controles de robot deben estar presentes y conectados
- Antorcha de robot instalada completamente, el electrodo de tungsteno posicionado
correctamente
Configurar el sistema de soldadura
1
Instale la antorcha de robot al robot
2
Conecte el cable de inductancia simétrica a las fuentes de corriente:
3
MagicWave
TransTig
Conecte el cable y la fuente de corriente slave con el cable LHSB
4
Use un cable de conexión de 10 pines para conectar la interface de robot con la fuente
5
de corriente master
Conecte los controles de robot a la refrigeración
6
Conecte el electrodo del adaptador TTG/TTW a la fuente de corriente master:
7
MagicWave
TransTig
Conecte el cable de alimentación de conexión de 95 mm² a la fuente de corriente sla-
8
ve y al adaptador en la fuente de corriente master:
MagicWave
TransTig
Conecte el juego de cables de la antorcha a la fuente de corriente master:
9
Control de antorcha
Cable de alimentación al adaptador
MagicWave
TransTig
Conecte los tubos de líquido de refrigeración para el enfriamiento de la tobera de gas
10
a una de las unidades de refrigeración del dispositivo de enfriamiento.
Conecte los tubos de líquido de refrigeración para enfriar el cuello antorcha y el elec-
11
trodo de tungsteno a la otra refrigeración del dispositivo de enfriamiento
Establezca la pinza de masa entre la inductancia simétrica y el componente usando
12
dos cables de masa de 95 mm²
Conecte la refrigeración a la red y enciéndala
13
Conecte las fuentes de corriente a la red y enciéndalas
14
Establezca los parámetros de soldadura en las fuentes de corriente
15
Posicione la antorcha de robot (configurar el robot)
16
Enjuague el gas protector durante al menos 30 segundos
17
Comience a soldar usando los controles de robot
18
56
¡ADVERTENCIA!
Una descarga eléctrica puede ser mortal.
La tensión de cebado está presente en la tobera de gas durante el proceso de ignición.
► ¡No toque la tobera de gas durante el procedimiento de soldadura!
► El trabajo con la tobera de gas sólo debe ser realizado cuando la fuente de corriente
está apagada y desconectada de la red.
► Tenga precauciones de seguridad de forma que el sistema de soldadura no pueda ser
accedido por terceros durante el procedimiento de soldadura.
Page 57

Los campos electromagnéticos pueden generar problemas de salud desconocidos:
- Efectos en la salud de las personas que estén cerca, por ejemplo, aquellas con marcapasos y aparatos auditivos.
- Las personas con marcapasos deben consultar a su médico antes de
acercarse al dispositivo y al procedimiento de soldadura
- Mantenga tanta distancia entre los cables solda y la cabeza/el torso del
soldador como sea posible por razones de seguridad.
- No cargue los cables solda y los juegos de cables sobre sus hombros ni
los enrolle alrededor de su cuerpo o de partes de su cuerpo
Los campos magnéticos que se generan pueden afectar la funcionalidad de
los marcapasos ¡Esto puede dañar gravemente la salud de la persona afectada! Estas personas no deben acercarse al área de trabajo cuando este se
está realizando.
Las personas con implantes metálicos no debe operar el dispositivo ni estar
cerca del área de trabajo cuando este se está realizando.
Los portadores de datos electrónicos o magnéticos pueden dañarse debido a
los campos magnéticos que surgen.
No utilice relojes o piezas metálicas. Los relojes se pueden dañar durante la
soldadura.
ES-MX
57
Page 58

Solución de problemas
Seguridad
Solución de problemas
¡ADVERTENCIA!
Una descarga eléctrica puede ser fatal.
Antes de trabajar con la antorcha de soldadura:
► Cambie la fuente de corriente a la posición - O ► Desconecte la fuente de corriente de la red de corriente
► Muestre una señal de advertencia clara para evitar que otros vuelvan a encender la
fuente de corriente
El arco voltaico no se está encendiendo
Causa: El electrodo de tungsteno está sucio
Solución: Limpie el electrodo de tungsteno
Causa: El electrodo de tungsteno ha sido posicionado de manera incorrecta
Solución: Posicione correctamente el electrodo de tungsteno
Escudo de gas protector inadecuado
Causa: Falta el lente de gas en la antorcha de soldadura
Solución: Instale el lente de gas
Se está conduciendo HF al robot
Causa: Se ha instalado la brida conductora del robot de conducción
Solución: Instale la brida plástica del robot
58
Page 59

Cuidado, mantenimiento y desecho
Seguridad
Una descarga eléctrica puede ser fatal.
Antes de trabajar con la antorcha de soldadura:
► Cambie la fuente de corriente a la posición - O ► Desconecte la fuente de corriente de la red de corriente
► Muestre una señal de advertencia clara para evitar que otros vuelvan a encender la
General El mantenimiento regular y preventivo de la antorcha de soldadura es un factor importante
para lograr una operación libre de problemas. La antorcha de soldadura está sujeta a altas
temperaturas. Por esta razón, la antorcha de soldadura necesita un mantenimiento más
frecuente que otros componentes en el sistema de soldadura.
Durante cada
puesta en servicio
- Verifique si la antorcha de soldadura, el juego de cables y las conexiones de energía
- Verifique si las conexiones de gas y agua tienen fugas
- Verifique que la refrigeración opere de manera correcta, supervise la cantidad de flujo
- Verifique que las piezas de desgaste estén en buenas condiciones, limpie las piezas
¡ADVERTENCIA!
fuente de corriente
tienen daños
de retorno del agua en el depósito de refrigeración y, si es necesario, ventile la refrigeración.
de desgaste antes de instalarlas
ES-MX
Mensualmente - Si está presente, verifique si hay contaminación en el filtro de la refrigeración
- Verifique la limpieza del refrigerante; si hay una contaminación excesiva, cambie el
refrigerante y vacíe la antorcha de soldadura en múltiples ocasiones a través del tubo
de suministro del refrigerante y el caudal de retorno del líquido de refrigeración
- Desarme la antorcha de soldadura y verifique los depósitos/la contaminación
Desecho Los materiales deben ser desechados de acuerdo con las normativas nacionales y locales
válidas.
59
Page 60

Datos técnicos
TTW 3600 ArcTig
Tensión de marcha sin carga máxima permitida (U0) 141 V
Tensión de cebado máxima permitida (UP) 10 kV
Gas protector Argon EN 439
Sistema de enfriamiento Enfriamiento líquido
Líquido de refrigeración Líquido de refrigeración origi-
nal de Fronius
Longitudes de los juegos
de cables
Capacidad de refrigeración requerida por la longitud del
juego de cables
Presión máxima del líquido
de refrigeración.
Presión mínima del líquido
de refrigeración.
Flujo mínimo del líquido de refrigeración 1.0 l/min
Corriente de soldadura de CC a 10 min/40 °C (104 °F)
Ciclo de trabajo del 100 % (C.C.) 360 A
Diámetro de electrodo 2.4 / 3.2 mm
*) Capacidad de refrigeración más baja según la norma IEC 60974-2
850 W / 1050 W *)
4 m / 6 m
5.5 bar
79.74 psi.
3.0 bar
43.5 psi.
TTW 7200 ArcTig
Este producto cumple con los requisitos establecidos en la norma IEC 60974-7
Tensión máxima de circuito abierto admisible (U0) 141 V
Tensión máxima de cebado admisible (UP) 10 kV
Escudo de gas protector Argon EN 439
Sistema de enfriamiento Enfriamiento líquido
Líquido de refrigeración Refrigerante original Fronius
Longitud del juego de cables 4 m / 6 m
Capacidad de refrigeración requerida dependiendo de la
longitud del juego de cables
hasta 500 A
hasta 720 A
Presión máxima del líquido
de refrigeración
Presión mínima del líquido
de refrigeración
Flujo mínimo del líquido de refrigeración 2.0 l/min
CC de corriente de soldadura a 10 min/40°C (104°F)
100 % del ciclo de trabajo 720 A
Diámetro del electrodo 4.8–6.4 mm
1600 W / 1800 W *)
2100 W / 2500 W *)
5.5 bar
79.74 psi.
3.0 bar
43.5 psi.
60
*) Capacidad de enfriamiento más baja a un flujo mínimo de refrigerante de 2.0 l/min
Este producto cumple con los requerimientos establecidos en el estándar IEC 60974-7
Page 61

Extensión de juego de cables
HP 2x25 ArcTig/
F++/W/6m
Sistema de enfriamiento Enfriamiento líquido
Líquido de refrigeración Líquido de refrigeración origi-
nal de Fronius
Longitud del juego de cables
Capacidad de refrigeración requerida
con TTW 3600 ArcTig
con TTW 7200 ArcTig
Presión máxima del líquido
de refrigeración.
Presión mínima del líquido
de refrigeración.
Corriente de soldadura de CC a 10 min/40 °C (104 °F), ciclo de trabajo
del 100 % (C.C.)
con TTW 3600 ArcTig
con TTW 7200 ArcTig
*) Capacidad de refrigeración más baja según la norma IEC 60974-2
**) Capacidad de refrigeración más baja a un flujo mínimo de líquido de refrigeración
de 2.0 l/min
3800 W **)
6 m
1400 W *)
5.5 bar
79.74 psi.
3.0 bar
43.5 psi.
360 A
720 A
ES-MX
Este producto cumple con los requisitos establecidos en la norma IEC 60974-7
61
Page 62

62
Page 63

Sommaire
Généralités................................................................................................................................................. 65
Concept d'appareil ................................................................................................................................ 65
Avertissements sur l'appareil ................................................................................................................ 66
Aperçu du système ............................................................................................................................... 67
Domaines d'utilisation ........................................................................................................................... 68
Options.................................................................................................................................................. 68
Mise en service .......................................................................................................................................... 69
Sécurité................................................................................................................................................. 69
TTW 3600 ArcTig : Remplacer l'électrode en tungstène ...................................................................... 70
TTW 7200 ArcTig Remplacer l'électrode en tungstène ........................................................................ 71
Monter les équerres de fixation............................................................................................................. 72
Raccorder la rallonge de faisceau de liaison HP2x25ArcTig................................................................ 73
TTW 3600 ArcTig : Mise en service...................................................................................................... 75
TTW 7200 ArcTig : Mise en service...................................................................................................... 76
Diagnostic d’erreur, élimination de l'erreur................................................................................................. 78
Sécurité................................................................................................................................................. 78
Diagnostic d’erreur, élimination de l'erreur ........................................................................................... 78
Maintenance, entretien et élimination ........................................................................................................ 79
Sécurité................................................................................................................................................. 79
Généralités............................................................................................................................................ 79
À chaque mise en service..................................................................................................................... 79
Mensuel ................................................................................................................................................ 79
Élimination des déchets........................................................................................................................ 79
Caractéristiques techniques....................................................................................................................... 80
TTW 3600 ArcTig.................................................................................................................................. 80
TTW 7200 ArcTig.................................................................................................................................. 80
Raccorder la rallonge de faisceau de liaison HP2x25ArcTig/F++/W/6m .............................................. 81
FR
63
Page 64

64
Page 65

Généralités
Concept d'appareil
ArcTig est un nouveau process de soudage TIG pour les applications automatisées.
Ses avantages sont :
- soudures jusqu'à une épaisseur de matériau d'environ 10 mm sans parachèvement ;
- réduction du volume de soudure ;
- économies de gaz, de matériau d'apport et de courant ;
- augmentation de la vitesse de soudage jusqu'à 100 % par rapport à un process TIG
conventionnel ;
- aucun support de bain nécessaire ;
- surhaussement de la soudure et déformation réduits ;
- aucune projection ;
- utilisation identique au soudage TIG – un nombre moindre de paramètres à régler par
rapport au processus plasma.
FR
Les torches de soudage robot TIG refroidies par eau TTW 3600 et TTW 7200 sont
équipées de série d'un raccord Fronius F++
et peuvent être utilisées avec toutes les
sources de courant TIG de Fronius à partir
de TransTig/MagicWave 3000 Job ou Comfort.
Si le facteur de marche d'une source de
courant ne suffit pas, il est possible d'utiliser
une solution de répartition de puissance à
2 sources de courant.
Les torche de soudage robot TIG sont livrées de série avec les électrodes en tungstène
suivantes :
- TTW 7200 : 4,8 mm WS2 (en option 6,4 mm WS2)
- TTW 3600 : 3,2 mm WS2 (en option 2,4 mm WS2)
La TTW 7200 possède une buse de gaz refroidie par eau et son propre refroidisseur pour
corps de torche de soudage et électrode en tungstène. Un refroidisseur avec 2 circuits de
refroidissements séparés doit être utilisé avec la TTW 7200.
Autres avantages :
- utilisable avec des électrodes standard ;
- remplacement et rectification faciles de l'électrode en tungstène ;
- durée de vie accrue de l'électrode en tungstène grâce à un refroidissement optimisé.
65
Page 66

Avertissements
sur l'appareil
La torche de soudage TTW 7200 ArcTig est
munie de symboles de sécurité et d'une
plaque signalétique. La plaque signalétique
et les symboles de sécurité ne doivent être
ni retirés, ni recouverts. Les symboles permettent de prévenir les erreurs d'utilisation
pouvant être à l'origine de graves dommages corporels et matériels.
* Plaque signalétique
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des documents suivants :
- les présentes Instructions de service ;
- le document « Consignes de sécurité » en annexe ;
- toutes les Instructions de service des composants périphériques, en particulier les consignes de sécurité.
Le soudage est un travail dangereux. Pour effectuer un travail correct avec
l'appareil, les conditions de base suivantes doivent être remplies :
- avoir une qualification suffisante pour le soudage ;
- disposer d'un équipement de protection adapté ;
- maintenir les personnes non autorisées à distance de la torche de soudage et du process de soudage.
Ne pas jeter les appareils usagés avec les ordures ménagères, mais les éliminer conformément aux consignes de sécurité en vigueur.
La tension d'amorçage est présente au niveau de la buse de gaz pendant le
processus d'amorçage.
- Ne pas toucher la buse de gaz pendant le process de soudage !
- N'effectuer des travaux sur la buse de gaz que lorsque les sources de
courant sont éteintes et déconnectées du réseau.
- Prendre des mesures de sécurité pour que l'installation de soudage ne
soit pas accessible par des tiers pendant le process de soudage.
66
Page 67

Aperçu du système
Système de soudage avec TTW 3600 ArcTig
(2)
(1)
(4)
(3)
(5)
(1) Source de courant
+ TU Podium
(2) Torche de soudage robot TIG
TTW 3600 ArcTig avec faisceau
de liaison de torche de soudage
(3) Tuyaux à réfrigérant pour corps de
torche et électrode
(4) Câble de raccordement 10 pôles
(2)
(8)
(6)
(9)
(7)
FR
(5) CU 1800
Refroidisseur avec 2 circuits de
refroidissement séparés
(6) Interface robot, p. ex. DeviceNet
externe
(7) Commande robot
(8) Câble de mise à la masse 95 mm²
(9) Robot
67
Page 68

Système de soudage avec TTW 7200 ArcTig
(2)
(1)
(3)
(4)
(6)
(5)
(9)
(7)
(1) Source de courant esclave
+ Kit d'installation LHSB
+ TU Podium
(2) Réducteur symétrique
(3) Câble de connexion LHSB
(4) Câble de courant de liaison
95 mm²
(5) Source de courant principale
+ Kit d'installation LHSB
+ TU Podium
+ Adaptateur électrode TTG/TTW
(6) Torche de soudage robot TIG
TTW 7200 ArcTig avec faisceau
de liaison de torche de soudage
(10)
(8)
(11)
(12)
(13)
(14)
(7) Tuyaux à réfrigérant pour corps de
torche et électrode
(8) Câble de raccordement 10 pôles
(9) CU 4700
Refroidisseur avec 2 circuits de
refroidissement séparés
(10) Tuyaux à réfrigérant pour buse de
gaz
(11) Interface robot, p. ex. DeviceNet
externe
(12) Commande robot
(13) Câble de mise à la masse 95 mm²
(2x)
(14) Robot
(6)
Domaines d'utilisation
La torche de soudage robot s'utilise pour les applications automatisées dans les domaines
suivants :
- Construction de conteneurs et de réservoirs
- Construction de grues
- Construction de conduites
- Construction de machines spéciales
- Construction de turbines
- Si des exigences de qualité élevées sont imposées
- Avec des matériaux spéciaux (p. ex. aciers CrNi, titane, alliages à base de nickel, etc.)
- Pour des soudures circonférentielles et longitudinales
Options - Alimentation de fil froid avec entraînement (système PushPull)
- Alimentation de fil froid (système Push)
- Fil chaud
68
Page 69

Mise en service
Sécurité
AVERTISSEMENT !
Les erreurs de manipulation et les erreurs en cours d'opération peuvent entraîner
des dommages corporels et matériels graves.
► Tous les travaux décrits dans les présentes instructions de service ne doivent être ef-
fectués que par un personnel qualifié.
► Toutes les fonctions décrites dans les présentes instructions de service ne doivent être
mises en œuvre que par un personnel qualifié.
► Exécuter les travaux décrits et mettre en œuvre les fonctions décrites uniquement
lorsque tous les documents suivants ont été entièrement lus et compris :
ces instructions de service ;
le document « Consignes de sécurité » en annexe ;
toutes les instructions de service des composants périphériques, en particulier les
consignes de sécurité.
AVERTISSEMENT !
Une décharge électrique peut être mortelle.
Avant de commencer toute opération décrite dans les présentes instructions de service :
► commuter l'interrupteur d'alimentation de toutes les sources de courant sur - O - ;
► débrancher toutes les sources de courant du secteur ;
► s'assurer que toutes les sources de courant restent déconnectées du secteur pendant
toute la durée des travaux.
FR
ATTENTION !
Risque de brûlure en raison de l'échauffement des composants de la torche de soudage et du réfrigérant.
► Avant de commencer toute opération décrite dans les présentes instructions de ser-
vice, laisser tous les composants de la torche de soudage et le réfrigérant refroidir à
température ambiante (+25 °C, +77 °F).
ATTENTION !
Risque de dommages corporels et matériels en cas de raccords non appropriés.
► Tous les câbles, conduites et faisceaux de liaison doivent toujours être solidement rac-
cordés, intacts, correctement isolés et de capacité suffisante.
REMARQUE!
Ne jamais mettre en service la torche de soudage refroidie par eau sans réfrigérant.
Le fabricant décline toute responsabilité pour les dommages consécutifs et tous les droits
à garantie sont annulés.
69
Page 70

TTW 3600
ArcTig : Remplacer l'électrode en
tungstène
1 2
1
2
x
30°
3 4
≠30°
3 4
REMARQUE!
Une électrode en tungstène parfaitement affûtée est nécessaire pour le process de soudage ArcTig !
► Ne pas affûter l'électrode en tungstène
à la main ! Un affûtage manuel pourrait
déporter la pointe de l'électrode en dehors de l'axe de celle-ci.
► Affûter les électrodes en tungstène
uniquement avec un dispositif adapté
ou un appareil d'affûtage d'électrodes
spécial.
Exemple d'appareil d'affûtage
d'électrodes :
TIG 10-175, ø 1,0 à 5,5 mm
8,044,097
70
30°
Page 71

5
5
FR
TTW 7200 ArcTig
Remplacer l'électrode en tungstène
1 2
1
1
x
30°
≠30°
2
2
1
REMARQUE!
Une électrode en tungstène parfaitement affûtée est nécessaire pour le process de soudage ArcTig !
► Ne pas affûter l'électrode en tungstène
à la main ! Un affûtage manuel pourrait
déporter la pointe de l'électrode en dehors de l'axe de celle-ci.
► Affûter les électrodes en tungstène
uniquement avec un dispositif adapté
ou un appareil d'affûtage d'électrodes
spécial.
Exemple d'appareil d'affûtage
d'électrodes :
TIG 10-175, ø 1,0 à 5,5 mm
8,044,097
71
Page 72

3 4
3
4
1
PLQPP
PLQLQFK
Monter les
équerres de fixation
30°
!
5
5
1
TTW 3600 ArcTig TTW 7200 ArcTig
1 1
1
1
72
2
1
Page 73

Raccorder la rallonge de faisceau
de liaison
HP 2x25 ArcTig
TTW 3600 ArcTig
(A) Faisceau de liaison de torche de soudage
(B) Rallonge de faisceau de liaison
1
1
(B)
2
1
(A)
FR
4
4
5
5
3
3
REMARQUE!
En cas de tuyau de liaison manquant ou mal raccordé, la rallonge de faisceau de liaison ne sera pas refroidie, entraînant des dommages sur cette dernière.
► Avant la mise en service, vérifier que les tuyaux à réfrigérant du circuit de refroidisse-
ment des buses de gaz 2 sont raccordés par des tuyaux de liaison.
► Vérifier l'étanchéité des raccordements !
73
Page 74

TTW 7200 ArcTig
(A) Faisceau de liaison de torche de soudage
(B) Faisceau de liaison
1
1
(B)
6
4
4
5
5
3
3
8
2
1
7
(A)
2 3
2
3
*
2
1
1
2
2
1
2
*
1
1
*
*
* Les tuyaux à réfrigérant pour les buses de gaz sont compris dans la livraison de la
torche de soudage
74
Page 75

TTW 3600
ArcTig : Mise en
service
Configuration :
- Robot et commande robot disponibles et reliés ensemble
- Torche de soudage robot entièrement équipée, électrode en tungstène positionnée
correctement
Monter l'installation de soudage
1
Monter la torche de soudage robot sur le robot
2
Connecter l'interface robot et la source de courant avec un câble de raccordement
3
10 pôles
Connecter la commande robot et le refroidisseur
4
Raccorder le faisceau de liaison de torche de soudage à la source de courant :
5
Commande de torche de soudage
Câble de courant sur l'adaptateur
MagicWave
TransTig
Raccorder les tuyaux à réfrigérant pour le refroidissement du corps de torche de sou-
6
dage et l'électrode en tungstène au refroidisseur
Établir une connexion de mise à la masse entre la source de courant et la pièce à sou-
7
der à l'aide d'un câble de mise à la masse de 95 mm²
Raccorder le refroidisseur au réseau et l'allumer
8
Raccorder la source de courant au réseau et l'allumer
9
Régler les paramètres de soudage au niveau de la source de courant
10
Positionner la torche de soudage robot (ajuster le robot)
11
Rincer au gaz de protection pendant au moins 30 secondes
12
Début du soudage avec la commande robot
13
Les champs électromagnétiques peuvent provoquer des problèmes de santé
qui ne sont pas encore bien connus :
- Répercussions sur l'état de santé des personnes se trouvant à proximité,
par ex. porteurs de stimulateurs cardiaques et d'appareils auditifs
- Les porteurs de stimulateurs cardiaques doivent consulter leur médecin
avant de pouvoir se tenir à proximité immédiate de l'appareil et du process de soudage
- Pour des raisons de sécurité, les distances entre les câbles de soudage
et la tête/le corps du soudeur doivent être aussi importantes que possible
- Ne pas porter le câble de soudage et les faisceaux de liaison sur l'épaule
et ne pas les enrouler autour du corps ou de certaines parties du corps
Le fonctionnement des stimulateurs cardiaques est perturbé par les champs
magnétiques générés. De graves problèmes de santé peuvent en résulter
pour les personnes concernées ! Ces personnes ne doivent donc pas se trouver à proximité immédiate pendant les opérations.
Les personnes portant des implants métalliques ne doivent pas utiliser cet appareil ni se trouver à proximité immédiate pendant le fonctionnement.
FR
Les supports de données magnétiques ou électroniques peuvent être endommagés par les champs magnétiques générés.
Ne porter ni montre, ni objets métalliques. Les montres peuvent être endommagées pendant l'opération de soudage.
75
Page 76

TTW 7200
ArcTig : Mise en
service
Configuration :
- Robot et commande robot disponibles et reliés ensemble
- Torche de soudage robot entièrement équipée, électrode en tungstène positionnée
correctement
Monter l'installation de soudage
1
Monter la torche de soudage robot sur le robot
2
Raccorder le câble du réducteur symétrique aux sources de courant :
3
MagicWave
TransTig
Connecter la source de courant principale et la source de courant esclave avec un
4
câble LHSB
Connecter l'interface robot et la source de courant principale avec un câble de raccor-
5
dement 10 pôles
Connecter la commande robot et le refroidisseur
6
Raccorder l'adaptateur électrode TTG/TTW à la source de courant principale :
7
MagicWave
TransTig
Raccorder le câble de courant de liaison 95 mm² à la source de courant esclave et
8
l'adaptateur à la source de courant principale :
MagicWave
TransTig
Raccorder le faisceau de liaison de torche de soudage à la source de courant
9
principale :
Commande de torche de soudage
Câble de courant sur l'adaptateur
MagicWave
TransTig
Raccorder les tuyaux à réfrigérant pour le refroidissement de la buse de gaz à un cir-
10
cuit de refroidissement du refroidisseur
Raccorder les tuyaux à réfrigérant pour le refroidissement du corps de torche de sou-
11
dage et l‘électrode en tungstène à l'autre circuit de refroidissement du refroidisseur
Établir une connexion de mise à la masse entre le réducteur symétrique et la pièce à
12
souder à l'aide de 2 câbles de mise à la masse de 95 mm²
Raccorder le refroidisseur au réseau et l'allumer
13
Raccorder les sources de courant au réseau et les allumer
14
Régler les paramètres de soudage au niveau des sources de courant
15
Positionner la torche de soudage robot (ajuster le robot)
16
Rincer au gaz de protection pendant au moins 30 secondes
17
Début du soudage avec la commande robot
18
76
Page 77

AVERTISSEMENT !
Une décharge électrique peut être mortelle.
La tension d'amorçage est présente au niveau de la buse de gaz pendant le processus
d'amorçage.
► Ne pas toucher la buse de gaz pendant le process de soudage !
► N'effectuer des travaux sur la buse de gaz que lorsque les sources de courant sont
éteintes et déconnectées du réseau.
► Prendre des mesures de sécurité pour que l'installation de soudage ne soit pas acces-
sible par des tiers pendant le process de soudage.
Les champs électromagnétiques peuvent provoquer des problèmes de santé
qui ne sont pas encore bien connus :
- Répercussions sur l'état de santé des personnes se trouvant à proximité,
par ex. porteurs de stimulateurs cardiaques et d'appareils auditifs
- Les porteurs de stimulateurs cardiaques doivent consulter leur médecin
avant de pouvoir se tenir à proximité immédiate de l'appareil et du process de soudage
- Pour des raisons de sécurité, les distances entre les câbles de soudage
et la tête/le corps du soudeur doivent être aussi importantes que possible
- Ne pas porter le câble de soudage et les faisceaux de liaison sur l'épaule
et ne pas les enrouler autour du corps ou de certaines parties du corps
Le fonctionnement des stimulateurs cardiaques est perturbé par les champs
magnétiques générés. De graves problèmes de santé peuvent en résulter
pour les personnes concernées ! Ces personnes ne doivent donc pas se trouver à proximité immédiate pendant les opérations.
Les personnes portant des implants métalliques ne doivent pas utiliser cet appareil ni se trouver à proximité immédiate pendant le fonctionnement.
FR
Les supports de données magnétiques ou électroniques peuvent être endommagés par les champs magnétiques générés.
Ne porter ni montre, ni objets métalliques. Les montres peuvent être endommagées pendant l'opération de soudage.
77
Page 78

Diagnostic d’erreur, élimination de l'erreur
Sécurité
Diagnostic d’erreur, élimination
de l'erreur
AVERTISSEMENT !
Une décharge électrique peut être mortelle.
Avant tous travaux sur la torche de soudage :
► Commuter l’interrupteur du secteur de la source de courant sur - O ► Débrancher la prise secteur de la source de courant
► apposer un panneau d'avertissement compréhensible afin de prévenir toute remise en
marche
L’arc ne s'amorce pas
Cause : Électrode tungstène encrassée
Remède : Nettoyer l'électrode tungstène
Cause : Électrode tungstène mal positionnée
Remède : Positionner correctement l'électrode tungstène
Cache de gaz de protection insuffisant
Cause : Absence de lentille de gaz dans la torche de soudage
Remède : Monter la lentille de gaz
HF dérivée sur le robot
Cause : Bride de robot montée conductrice d'électricité
Remède : Monter une bride de robot en plastique
78
Page 79

Maintenance, entretien et élimination
Sécurité
Une décharge électrique peut être mortelle.
Avant tous travaux sur la torche de soudage :
► Commuter l’interrupteur du secteur de la source de courant sur - O ► Débrancher la prise secteur de la source de courant
► apposer un panneau d'avertissement compréhensible afin de prévenir toute remise en
Généralités Un entretien régulier et préventif de la torche de soudage constitue un facteur important
permettant d'en garantir le bon fonctionnement. La torche de soudage est soumise à des
températures élevées. Elle nécessite donc une maintenance plus fréquente que les autres
composants d'une installation de soudage.
À chaque mise en
service
- Vérifier les éventuels dommages sur la torche de soudage, le faisceau de liaison et
- Vérifier l'étanchéité des raccords de gaz et d'eau
- Vérifier le fonctionnement correct du refroidisseur, surveiller le débit de retour d'eau
- Vérifier l'état des pièces d'usure, nettoyer les pièces d'usure avant de les mettre en
AVERTISSEMENT !
marche
les connexions au réseau électrique
dans le réservoir de réfrigérant et le cas échéant purger le refroidisseur
place
FR
Mensuel - Le cas échéant, vérifier l'encrassement du filtre dans le circuit de refroidissement
- Vérifier la pureté du réfrigérant ; en présence d'impuretés, remplacer le réfrigérant et
rincer plusieurs fois la torche via l'arrivée et le retour de réfrigérant
- Démonter la torche de soudage et vérifier l'absence de dépôts / impuretés
Élimination des
déchets
L'élimination doit être réalisée conformément aux prescriptions nationales et régionales en
vigueur.
79
Page 80

Caractéristiques techniques
TTW 3600 ArcTig
Tension à vide maximale autorisée (U0) 141 V
Tension d'amorçage maximale autorisée (Up) 10 kV
Gaz de protection Argon EN 439
Système de refroidisse-
ment
Réfrigérant Réfrigérant d'origine Fronius
Longueurs du faisceau de
liaison
Puissance de refroidissement nécessaire en fonction de
la longueur de faisceau de liaison
Pression du réfrigérant
max.
Pression du réfrigérant min. 3,0 bar
Débit minimal de réfrigérant 1,0 l/min
Intensité de soudage DC à 10 min/40 °C (104 °F)
100 % facteur de marche (f.m.) 360 A
Diamètre de l'électrode 2,4/3,2 mm
*) Puissance de refroidissement minimale conformément à la norme CEI 60974-2
Refroidissement par liquide
4 m/6 m
850 W/1 050 W *)
5,5 bar
79,74 psi.
43,5 psi.
TTW 7200 ArcTig
Ce produit satisfait aux exigences de la norme CEI 60974-7
Tensions maximale à vide admises (U0) 141 V
Tension d'amorçage maximale admises (Up) 10 kV
Gaz de protection Argon EN 439
Système de refroidissement Refroidissement par liquide
Réfrigérant Réfrigérant d'origine Fronius
Longueur du faisceau de liaison 4 m / 6 m
Puissance de refroidissement nécessaire en fonction de
la longueur du faisceau
jusqu'à 500 A
jusqu'à 720 A
Pression du réfrigérant max. 5,5 bar
Pression du réfrigérant min. 3,0 bar
Débit minimal réfrigérant 2,0 l/min
Intensité de soudage DC à 10 min/40 °C (104 °F)
100 % facteur de marche (f.m.) 720 A
Diamètre de l'électrode 4,8 à 6,4 mm
1600 W / 1800 W *)
2100 W / 2500 W *)
79,74 psi.
43,5 psi.
80
*) Puissance de refroidissement minimale pour un débit minimal de réfrigérant de 2,0 l/min
Ce produit satisfait aux exigences de la norme CEI 60974-7
Page 81

Raccorder la rallonge de faisceau
de liaison
HP 2x25 ArcTig/
F++/W/6m
Système de refroidissement
Réfrigérant Réfrigérant d'origine Fronius
Longueur du faisceau de
liaison
Puissance de refroidissement nécessaire
avec TTW 3600 ArcTig
avec TTW 7200 ArcTig
Pression du réfrigérant
max.
Pression du réfrigérant min. 3,0 bar
Intensité de soudage DC à 10 min/40 °C (104 °F), facteur de marche de
100 % (f.m.)
avec TTW 3600 ArcTig
avec TTW 7200 ArcTig
*) Puissance de refroidissement minimale conformément à la norme CEI 60974-2
**) Puissance de refroidissement minimale pour un débit minimal de réfrigérant de
2,0 l/min
Refroidissement par liquide
6 m
1 400 W *)
3 800 W **)
5,5 bar
79,74 psi.
43,5 psi.
360 A
720 A
FR
Ce produit satisfait aux exigences de la norme CEI 60974-7
81
Page 82

82
Page 83

Innholdsfortegnelse
Generelt ..................................................................................................................................................... 85
Apparatkonsept..................................................................................................................................... 85
Advarsler på apparatet.......................................................................................................................... 86
Systemoversikt...................................................................................................................................... 87
Bruksområder ....................................................................................................................................... 88
Alternativer............................................................................................................................................ 88
Idriftsetting ................................................................................................................................................. 89
Sikkerhet............................................................................................................................................... 89
TTW 3600 ArcTig: Bytte wolframelektrode ........................................................................................... 90
TTW 7200 ArcTig: Bytte wolframelektrode ........................................................................................... 91
Montere festevinkel............................................................................................................................... 92
Koble til forlengelsesslangepakken HP2x25ArcTig .............................................................................. 93
TT 3600 ArcTig: Idriftsetting.................................................................................................................. 95
TT 7200 ArcTig: Idriftsetting.................................................................................................................. 96
Feildiagnose, feilutbedring ......................................................................................................................... 98
Sikkerhet............................................................................................................................................... 98
Feildiagnose, feilutbedring.................................................................................................................... 98
Pleie, vedlikehold og avhending ................................................................................................................ 99
Sikkerhet............................................................................................................................................... 99
Generelt ................................................................................................................................................ 99
Ved hver bruk........................................................................................................................................ 99
Hver måned .......................................................................................................................................... 99
Avhending............................................................................................................................................. 99
Tekniske data............................................................................................................................................. 100
TTW 3600 ArcTig.................................................................................................................................. 100
TTW 7200 ArcTig.................................................................................................................................. 100
Forlengelsesslangepakken HP2x25ArcTig/F++/W/6m ......................................................................... 101
NO
83
Page 84

84
Page 85

Generelt
Apparatkonsept ArcTig er en ny TIG-sveiseprosess for automatisert sveising.
Fordelene til ArcTig-prosessen er
- sveisinger på opptil 10 mm materialtykkelse uten forarbeid mulig
- reduserte sveisesømvolumer
- besparelser for gass, tilsatsmateriale og strøm
- opptil 100 % økning av sveisehastighet sammenlignet med vanlige TIG-prosesser
- ingen badstøtte nødvendig
- lav sømhøyde og vridning
- ingen sprutdannelse
- Betjening som ved TIG-sveising – sammenlignet med plasmaprosesser må det stilles
inn betraktelig færre parametre.
De vannkjølte TIG-robotsveisepistolene
TTW 3600 og TTW 7200 er utstyrt med en
Fronius F++ tilkobling som standard og kan
brukes med alle Fronius TIG-strømkilder fra
og med TransTIG /MagicWave 3000 Job eller Comfort.
Hvis innkoblingsvarigheten til en strømkilde
ikke strekker til, kan du bruke en PowerSharing-løsning med to strømkilder.
NO
TIG-robotsveisepistolene er utstyrt med følgende wolframelektroder som standard:
- TTW 7200: 4,8 mm WS2 (alternativt 6,4 mm WS2)
- TTW 3600: 3,2 mm WS2 (alternativt 2,4 mm WS2)
TTW 7200 har en vannkjølt gassdyse og en egen kjølekrets for pistolkroppen og wolframelektroden. For å bruke TTW 7200 trengs det en returkjøler med to separate kjølekretser.
Andre fordeler:
- kan brukes med standardelektroder
- enkelt bytte og ettersliping av wolframelektroden
- lengre levetid for wolframelektroden takket være bedre kjøling
85
Page 86

Advarsler på apparatet
Sveisepistolen TTW 7200 ArcTig er utstyrt
med sikkerhetssymboler og et effektskilt.
Sikkerhetssymbolene og effektskiltet må
ikke fjernes eller males over. Symbolene
advarer mot feilbetjening som kan føre til alvorlige personskader eller materielle skader.
* effektskilt
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått følgende dokumenter:
- denne bruksanvisningen
- det vedlagte dokumentet "Sikkerhetsforskrifter"
- alle bruksanvisningene til systemkomponentene, spesielt sikkerhetsforskriftene
Sveising medfører fare. Følgende grunnforutsetninger må være oppfylt for forskriftsmessig bruk av apparatet:
- brukeren må være kvalifisert til sveising
- det må brukes egnet verneutstyr
- uvedkommende må holdes på avstand fra sveisepistolen og sveiseprosessen
Ikke kast gamle apparater i husholdningsavfallet, men kasser dem i henhold
til sikkerhetsforskriftene.
Under tennprosessen ligger tennspenningen på gassdysen.
- Ikke ta på gassdysen under tennprosessen!
- Det må kun utføres arbeid på gassdysen når strømkilden er slått av og
koblet fra strømnettet.
- Du må treffe sikkerhetstiltak som sikrer at sveisesystemet ikke er tilgjengelig for tredjeparter under sveiseprosessen.
86
Page 87

Systemoversikt
Sveisesystem med TTW 3600 ArcTig
(2)
(1)
(4)
(3)
(5)
(1) Strømkilde
+ TU Podium
(2) TIG-robotsveisepistol TTW 3600
ArcTig med sveispistol-slangepakke
(3) Kjølemiddelslanger for pistolkropp
og elektrode
(4) Forbindelseskabel 10-polet
(2)
(8)
(6)
(9)
(7)
(5) CU 1800
returkjøler med to separate kjølekretser
(6) Robot-grensesnitt, f.eks. Device-
Net eksternt
(7) Robot-styring
(8) Jordkabel 95 mm²
(9) Robot
NO
87
Page 88

Sveisesystem med TTW 7200 ArcTig
(2)
(1)
(3)
(4)
(6)
(5)
(9)
(7)
(1) Ledet strømkilde
+ monteringssett LHSB
+ TU Podium
(2) Symmetrichoke
(3) LHSB-forbindelseskabel
(4) Forbindelsesstrømkabel 95 mm²
(5) Ledende strømkilde
+ monteringssett LHSB
+ TU Podium
+ adapter-elektrode TTG/TTW
(6) TIG-robotsveisepistol TTW 7200
ArcTig med sveispistol-slange-
pakke
(10)
(8)
(11)
(12)
(13)
(14)
(7) Kjølemiddelslanger for pistolkropp
og elektrode
(8) Forbindelseskabel 10-polet
(9) CU 4700
returkjøler med to separate kjøle-
kretser
(10) Kjølemiddelslanger for gassdyse
(11) Robot-grensesnitt, f.eks. Device-
Net eksternt
(12) Robot-styring
(13) Jordkabel 95 mm² (2x)
(14) Robot
(6)
Bruksområder Robot-sveisepistolen brukes ved automatisert sveising innen følgende bransjer:
- beholder- og tankbygging
- kranbygging
- rørledningsproduksjon
- bygging av spesialmaskiner
- turbinproduksjon
- ved de høyeste kvalitetskrav
- ved spesialmaterialer (f.eks. CrNi-stål, titan, nikkelbaserte legeringer osv.)
- for langs- og rundsømmer
Alternativer - Kaldtråd-tilførsel med motor (PushPull-system)
- Kaldtråd-tilførsel (Push-system)
- Varmtråd
88
Page 89

Idriftsetting
Sikkerhet
ADVARSEL!
Feilbetjening og feil utført arbeid kan føre til alvorlige personskader og materielle
skader.
► Alt arbeid som er oppført i denne bruksanvisningen, skal utelukkende utføres av opp-
lært fagpersonale.
► Alle funksjoner som er oppført i denne bruksanvisningen, skal utelukkende brukes av
opplært fagpersonale.
► Ikke gjennomfør de beskrevne arbeidene og ikke bruk de beskrevne funksjonene før
du har lest og forstått følgende dokumenter:
denne bruksanvisning,
det vedlagte dokumentet “Sikkerhetsforskrifter”,
alle bruksanvisninger for systemkomponentene, spesielt sikkerhetsforskriftene.
ADVARSEL!
Elektrisk støt kan være dødelig.
Før du starter på arbeidene som er beskrevet i denne bruksanvisningen:
► sett nettbryteren til alle strømkildene i stilling O
► koble alle strømkildene fra nettet
► forsikre deg om at alle strømkildene er koblet fra nettet til alt arbeid er avsluttet.
NO
FORSIKTIG!
Fare for forbrenning på grunn av sveisepistolkomponenter som blir varme under
bruk og varmt kjølemiddel.
► Før du begynner på arbeidene som er beskrevet i denne bruksanvisningen, må du la
alle sveisepistolkomponenter og kjølemiddelet avkjøles til romtemperatur (+25 °C,
+77 °F).
FORSIKTIG!
Fare for personskader og materielle skader ved utilstrekkelige forbindelser.
► Alle kabler, ledninger og slangepakker må alltid være sikkert tilkoblet, uskadd, korrekt
isolert og tilstrekkelig dimensjonert.
MERKNAD!
Ta aldri i bruk vannkjølte sveisepistoler uten kjølemiddel.
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk,
alle garantikrav bortfaller.
89
Page 90

TTW 3600 ArcTig:
Bytte wolframelektrode
1 2
1
2
x
30°
3 4
≠30°
3 4
MERKNAD!
For ArcTig-sveiseprosessen kreves det
en nøyaktig tilslipt wolframelektrode!
► Wolframelektroden må ikke slipes til for
hånd! Ved manuell tilsliping kan elektrodespissen ligge utenfor elektrodeaksen.
► Wolframelektroden må kun slipes til
med en egnet innretning eller med en
egen elektrodeslipemaskin.
Eksempel for en elektrodeslipemaskin:
TIG 10–175, ø 1,0–5,5 mm
8,044,097
90
30°
Page 91

5
5
TTW 7200 ArcTig:
Bytte wolframelektrode
1 2
1
1
x
30°
≠30°
2
NO
2
1
MERKNAD!
For ArcTig-sveiseprosessen kreves det
en nøyaktig tilslipt wolframelektrode!
► Wolframelektroden må ikke slipes til for
hånd! Ved manuell tilsliping kan elektrodespissen ligge utenfor elektrodeaksen.
► Wolframelektroden må kun slipes til
med en egnet innretning eller med en
egen elektrodeslipemaskin.
Eksempel for en elektrodeslipemaskin:
TIG 10–175, ø 1,0–5,5 mm
8,044,097
91
Page 92

3 4
3
4
1
PLQPP
PLQLQFK
Montere festevinkel
30°
!
5
5
1
TTW 3600 ArcTig TTW 7200 ArcTig
1 1
1
1
92
2
1
Page 93

Koble til forlengelsesslangepakken
HP 2x25 ArcTig
TTW 3600 ArcTig
(A) Sveisepistol-slangepakke
(B) Forlengelsesslangepakke
1
1
(B)
2
1
(A)
NO
4
4
5
5
3
3
MERKNAD!
Ved manglende eller feil tilkoblet forbindelsesslange kjøles ikke forlengelsesslangepakken, noe som kan føre til skader på forlengelsesslangepakken.
► Før idriftsetting må du kontrollere at kjølemiddelslangen fra gassdyse-kjøleapparat 2
er koblet til med forbindelsesslange.
► Kontroller at tilkoblingene er tette!
93
Page 94

TTW 7200 ArcTig
(A) Sveisepistol-slangepakke
(B) Forbindelsesslangepakke
1
1
(B)
6
4
4
5
5
3
3
8
2
1
7
(A)
2 3
2
3
*
2
1
1
2
2
1
2
*
1
1
*
*
* Kjølemiddelslange for gassdysen fra leveringsinnholdet til sveisepistolen
94
Page 95

TT 3600 ArcTig:
Idriftsetting
Forutsetninger:
- Robot og robot-styring montert og koblet til hverandre
- Robot-sveisepistol fullstendig montert, wolframelektrode riktig posisjonert
Montere sveisesystem
1
Montere robot-sveisepistol på roboten
2
Koble sammen robot-grensesnitt og strømkilde ved hjelp av 10-polet forbindelseska-
3
bel
Koble sammen robort-styring og kjøleapparat
4
Koble sveisepistol-slangepakke til strømkilden:
5
Sveisepistolstyring
strømkabel på adapter
MagicWave
TransTig
Koble kjølemiddelslangene for kjølingen av pistolkroppen og wolframelektroden til kjø-
6
leapparatet
Opprett en jordforbindelse mellom strømkilden og arbeidsemnet ved hjelp av en jord-
7
kabel 95 mm²
Koble kjøleapparatet til strømnettet og slå den på
8
Koble strømkilden til strømnettet og slå den på
9
Still inn sveiseparametrene på strømkilden
10
Posisjonere robot-sveisepistol (justere robot)
11
Spyl beskyttelsesgassen i minst 30 sekunder
12
Sveisestart gjennom robot-styring
13
NO
Elektromagnetiske felt kan forårsake helseskader som ennå ikke er kjent:
- påvirkning på helsen til personer i nærheten, f.eks. bærere av pacemakere og høreapparat
- bærere av pacemaker må rådføre seg med legen sin før de oppholder seg
i nærheten av apparatet og sveiseprosessen
- av sikkerhetsgrunner må avstanden mellom sveisekabler og sveiserens
hode/kropp holdes så stor som mulig
- bær ikke sveisekable og slangepakke over skulderen og vikle dem ikke
rundt kroppen eller kroppsdeler
Funksjonen til pacemakere kan forstyrres av magnetfeltene som oppstår. Dette kan føre til alvorlige personskader hos de berørte personene! Disse personene må ikke oppholde seg i umiddelbar nærhet under arbeidet.
Personer med metallimplantater må ikke jobbe med apparatet eller oppholde
seg i umiddelbar nærhet under arbeidet.
Magnetiske eller elektroniske datamedier kan skades av magnetfeltene som
oppstår.
Ikke ta med klokker eller metalldeler. Klokker kan skades på grunn av sveising.
95
Page 96

TT 7200 ArcTig:
Idriftsetting
Forutsetninger:
- Robot og robot-styring montert og koblet til hverandre
- Robot-sveisepistol fullstendig montert, wolframelektrode riktig posisjonert
Montere sveisesystem
1
Montere robot-sveisepistol på roboten
2
Koble symmetrichokens kabel til strømkilden:
3
MagicWave
TransTig
Koble sammen ledende- og ledet strømkilde ved hjelp av LHSB-kabel
4
Koble sammen robot-grensesnitt og ledende strømkilde ved hjelp av 10-polet forbin-
5
delseskabel
Koble sammen robort-styring og kjøleapparat
6
Koble adapter-elektrode TTG/TTW til den ledende strømkilden:
7
MagicWave
TransTig
Koble forbindelsesstrømkabel 95 mm² til den ledede strømkilden og til den ledende
8
strømkildens adapter:
MagicWave
TransTig
Koble sveispistol-slangepakke til den ledende strømkilden:
9
Sveisepistolstyring
strømkabel på adapter
MagicWave
TransTig
Koble kjølemiddelslangene for gassdysekjølingen til en av kjølekretsene til kjøleappa-
10
ratet
Koble kjølemiddelslangene for kjølingen av pistolkroppen og wolframelektroden til den
11
andre kjølekretsen til kjøleapparatet
Opprett en jordforbindelse mellom symmetrichoken og arbeidsemnet ved hjelp av 2x
12
jordkabler 95 mm²
Koble kjøleapparatet til strømnettet og slå den på
13
Koble strømkildene til strømnettet og slå dem på
14
Still inn sveiseparametrene på strømkildene
15
Posisjonere robot-sveisepistol (justere robot)
16
Spyl beskyttelsesgassen i minst 30 sekunder
17
Sveisestart gjennom robot-styring
18
ADVARSEL!
96
Elektrisk støt kan være dødelig.
Under tennprosessen ligger tennspenningen på gassdysen.
► Ikke ta på gassdysen under tennprosessen!
► Det må kun utføres arbeid på gassdysen når strømkilden er slått av og koblet fra strøm-
nettet.
► Du må treffe sikkerhetstiltak som sikrer at sveisesystemet ikke er tilgjengelig for tred-
jeparter under sveiseprosessen.
Page 97

Elektromagnetiske felt kan forårsake helseskader som ennå ikke er kjent:
- påvirkning på helsen til personer i nærheten, f.eks. bærere av pacemakere og høreapparat
- bærere av pacemaker må rådføre seg med legen sin før de oppholder seg
i nærheten av apparatet og sveiseprosessen
- av sikkerhetsgrunner må avstanden mellom sveisekabler og sveiserens
hode/kropp holdes så stor som mulig
- bær ikke sveisekable og slangepakke over skulderen og vikle dem ikke
rundt kroppen eller kroppsdeler
Funksjonen til pacemakere kan forstyrres av magnetfeltene som oppstår. Dette kan føre til alvorlige personskader hos de berørte personene! Disse personene må ikke oppholde seg i umiddelbar nærhet under arbeidet.
Personer med metallimplantater må ikke jobbe med apparatet eller oppholde
seg i umiddelbar nærhet under arbeidet.
Magnetiske eller elektroniske datamedier kan skades av magnetfeltene som
oppstår.
Ikke ta med klokker eller metalldeler. Klokker kan skades på grunn av sveising.
NO
97
Page 98

Feildiagnose, feilutbedring
Sikkerhet
Feildiagnose, feilutbedring
ADVARSEL!
Elektrisk støt kan være dødelig.
Før arbeid på sveisepistolen:
► Sett nettbryteren til strømkilden i stillingen - O ► Koble strømkilden fra nettet
► Sett på et tydelig varselskilt mot gjeninnkobling
Lysbuen tenner ikke
Årsak: Wolframelektrode tilsmusset
Utbedring: Rengjøre wolframelektrode
Årsak: Wolframelektrode feilaktig posisjonert
Utbedring: Posisjonere wolframelektrode riktig
Beskyttelsesgass-dekning utilstrekkelig
Årsak: Gasslinsen mangler i sveisepistolen
Utbedring: Montere gasslinse
HF avledes på robot
Årsak: Elektrisk ledende robotflens montert
Utbedring: Montere robotflens av plast
98
Page 99

Pleie, vedlikehold og avhending
Sikkerhet
ADVARSEL!
Elektrisk støt kan være dødelig.
Før arbeid på sveisepistolen:
► Sett nettbryteren til strømkilden i stillingen - O ► Koble strømkilden fra nettet
► Sett på et tydelig varselskilt mot gjeninnkobling
Generelt Regelmessig og forebyggende vedlikehold av sveisepistolen er viktige faktorer for å sikre
problemfri drift. Sveisepistolen utsettes for høye temperaturer. Derfor må sveisepistolen
vedlikeholdes oftere enn andre komponenter i sveisesystemet.
Ved hver bruk - Kontroller sveisepistolen, slangepakken og strømtilkoblinger for skader.
- Kontroller at gass- og vanntilkoblinger er tette
- Kontroller at kjøleapparatet fungerer feilfritt, overvåk returstrømningen av vann i kjølemiddelbeholderen og luft kjøleapparatet om nødvendig
- Kontroller at forbruksdeler er i plettfri stand, rengjør forbruksdeler før montering
NO
Hver måned - Kontroller filteret i kjølekretsen for forurensning (hvis montert)
- Kontroller at kjølemiddelet er rent; ved høy forurensningsgrad må kjølemiddelet skiftes
ut og sveisepistolen spyles flere ganger gjennom kjølemiddelinnløp og kjølemiddelretur
- Demonter sveisepistolen og kontroller for avleiringer/forurensning
Avhending Ta hensyn til gjeldende nasjonale og lokale bestemmelser ved avhending.
99
Page 100

Tekniske data
TTW 3600 ArcTig
Maks. tillatt tomgangsspenning (U0) 141 V
Maks. tillatt tennspenning (UP) 10 kV
Beskyttelsesgass Argon EN 439
Kjølesystem Væskekjøling
Kjølemiddel Original Fronius kjølemiddel
Slangepakke-lengder 4 m / 6 m
Påkrevd kjøleeffekt avhengig av slangepakkelengde 850 W / 1050 W *)
Kjølemiddeltrykk maks. 5,5 bar
79,74 psi.
Kjølemiddeltrykk min. 3,0 bar
43,5 psi.
Min. kjølemiddel-gjennomstrømning 1,0 l/min
Sveisestrøm DC ved10 min / 40° C (104° F)
100 % innkoblingsvarighet (ED) 360 A
Elektrode-diameter 2,4 / 3,2 mm
*) Laveste kjøleeffekt iht. standard IEC 60974-2
Produktet tilsvarer kravene i standarden IEC 60974-7
TTW 7200 ArcTig
Maksimal tillatt tomgangsspenning (U0) 141 V
Maksimal tillatt tennspenning (UP) 10 kV
Beskyttelsesgass Argon EN 439
Kjølesystem Væskekjøling
Kjølemiddel Original Fronius kjølemiddel
slangepakke-lengde 4m / 6 m
nødvendig kjøleeffekt, avhengig av slangepakke-lengde
inntil maks. 500 A
inntil maks. 720 A
Kjølemiddeltrykk maks. 5,5 bar
Kjølemiddeltrykk min. 3,0 bar
Min. kjølemiddel-gjennomstrømning 2,0 l/min
Sveisestrøm DC ved10 min / 40° C (104° F)
100 % innkoblingsvarighet (ED) 720 A
Elektrode-diameter 4,8–6,4 mm
*) minste kjøleeffekt ved en kjølemiddel-gjennomstrømning på 2,0 l/min
Produktet tilsvarer kravene i standarden IEC 60974-7
1600 W / 1800 W *)
2100 W / 2500 W *)
79,74 psi.
43,5 psi.
100
 Loading...
Loading...