

Page 1

Operating
Instructions
TTG 220 P M
TTW 400 P M
DE
EN-US
ES-MX
FR
NO
PT-BR
Bedienungsanleitung
Operating instructions
Manual de instrucciones
Instructions de service
Bruksanvisning
Manual de instruções
42,0410,2674 004-26072022
Page 2

Page 3

Inhaltsverzeichnis
Sicherheit 4
Sicherheit 4
Allgemeines 5
Gerätekonzept 5
Lieferumfang 5
Optionen 5
Verschleißteile montieren 6
Verschleißteile demontieren 6
Verschleißteile montieren 7
Inbetriebnahme 9
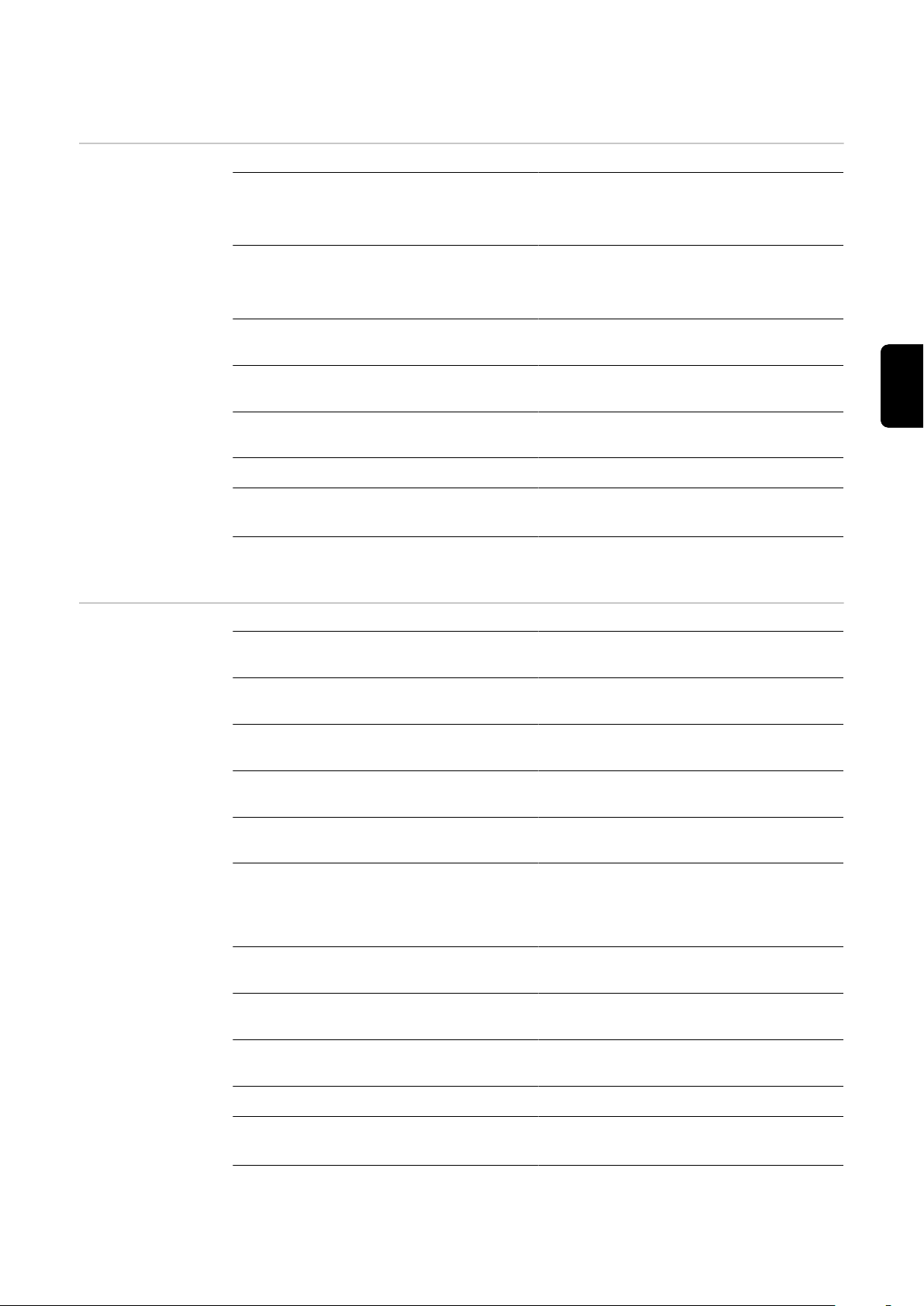
Schweißbrenner-Halterung montieren 9
Schweißbrenner an Stromquelle und Kühlgerät anschließen 9
Pflege, Wartung und Entsorgung 10
Verbote 10
Wartung bei jeder Inbetriebnahme 11
Entsorgung 11
Fehlerdiagnose, Fehlerbehebung 12
Fehlerdiagnose, Fehlerbehebung 12
Technische Daten 15
TTG 220 P M 15
TTW 400 M P 15
DE
3
Page 4

Sicherheit
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von geschultem Fachpersonal ausgeführt werden.
Dieses Dokument lesen und verstehen.
▶
Sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
▶
Sicherheitsvorschriften lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, korrekt isoliert und ausreichend dimensioniert sein.
VORSICHT!
Verbrennungsgefahr durch heiße Schweißbrenner-Komponenten und heißes
Kühlmittel.
Schwere Verbrühungen können die Folge sein.
Vor Beginn aller in dieser Bedienungsanleitung beschriebenen Arbeiten
▶
sämtliche Schweißbrenner-Komponenten und das Kühlmittel auf Zimmertemperatur (+25 °C, +77 °F) abkühlen lassen.
VORSICHT!
Beschädigungsgefahr durch Betrieb ohne Kühlmittel.
Schwerwiegende Sachschäden können die Folge sein.
Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen.
▶
Für hieraus entstandene Schäden haftet der Hersteller nicht, sämtliche
▶
Gewährleistungsansprüche erlöschen.
VORSICHT!
Gefahr durch Kühlmittelaustritt.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit
▶
dem darauf montierten Kunststoff-Verschluss verschließen, wenn diese abgesteckt werden.
4
Page 5

Allgemeines
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Gerätekonzept Die WIG-Maschinen-Schweißbrenner
TTG 220 P M und TTW 400 P M kommen bei automatisierten WIG-Anwendungen zum Einsatz, z.B.:
im Rohrleitungs- und Apparatebau
-
im Behälterbau
-
in der Automobilindustrie
-
bei höchsten Qualitätsanforderun-
-
gen
Die Schweißbrenner sind mit Fronius
F / F++ Zentralanschluss verfügbar.
DE
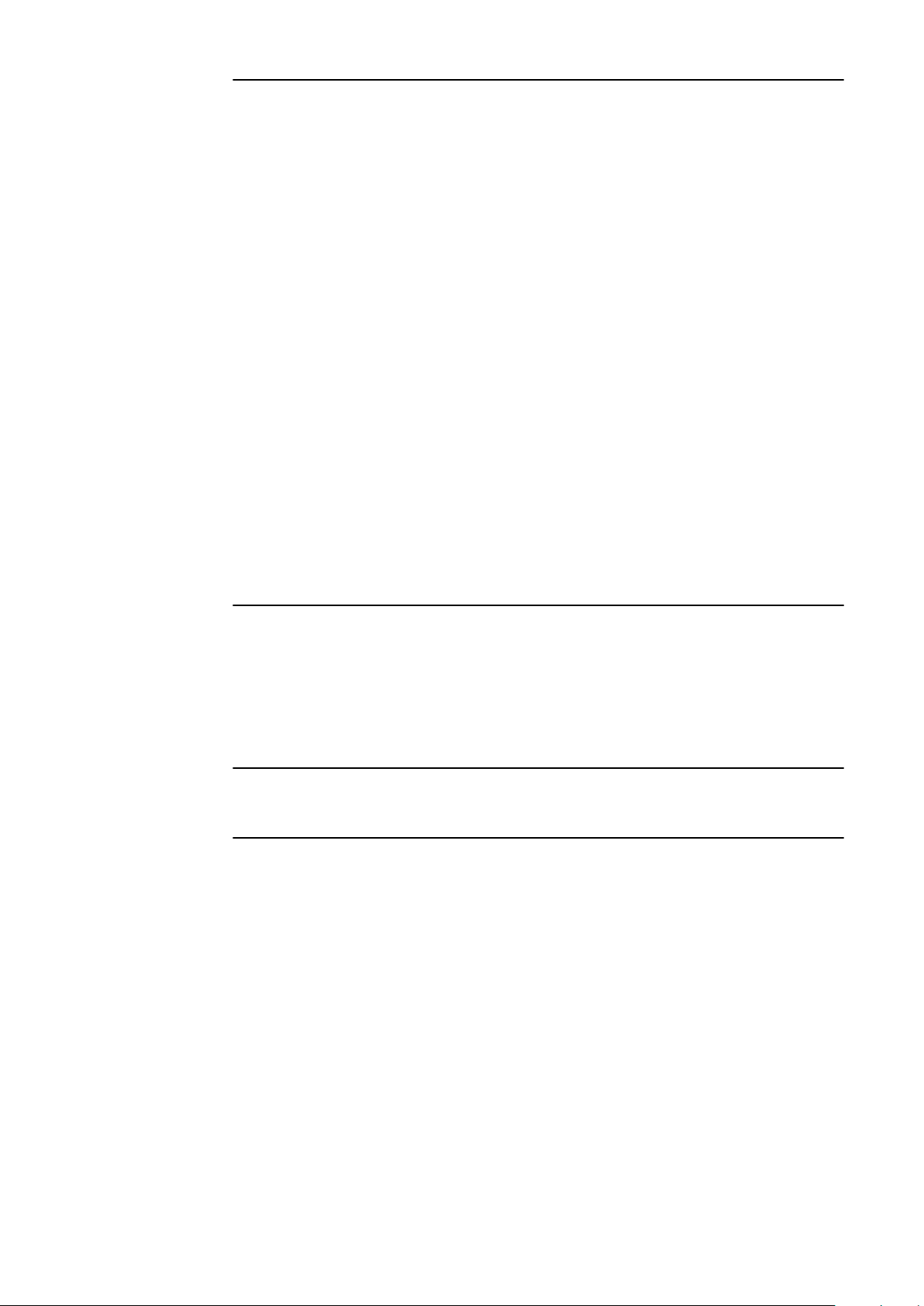
Lieferumfang
Optionen
(1) Einstell-Lehre
(2) Wolfram-Elektrode D = 2,4 mm
(3) Spannhülse
(4) Elektrodenhalter
(5) Gasdüse 3/4“
(6) Gaslinse 3/4“
(7) Kopfschild 3/4“
(8) Gehäuse
(9) Schlauchpaket mit Fronius F
oder F++ Zentralanschluss
Der Schweißbrenner wird komplett montiert ausgeliefert, inkl. Wolfram-Elektrode D = 2,4 mm.Vor Inbetriebnahme muss der der Anwendung entsprechende
Elektrodenabstand eingestellt werden.
Gasdüse 1“
-
Gaslinse 1“
-
Kopfschild 1“
-
Schweißbrenner-Halterung
-
5
Page 6
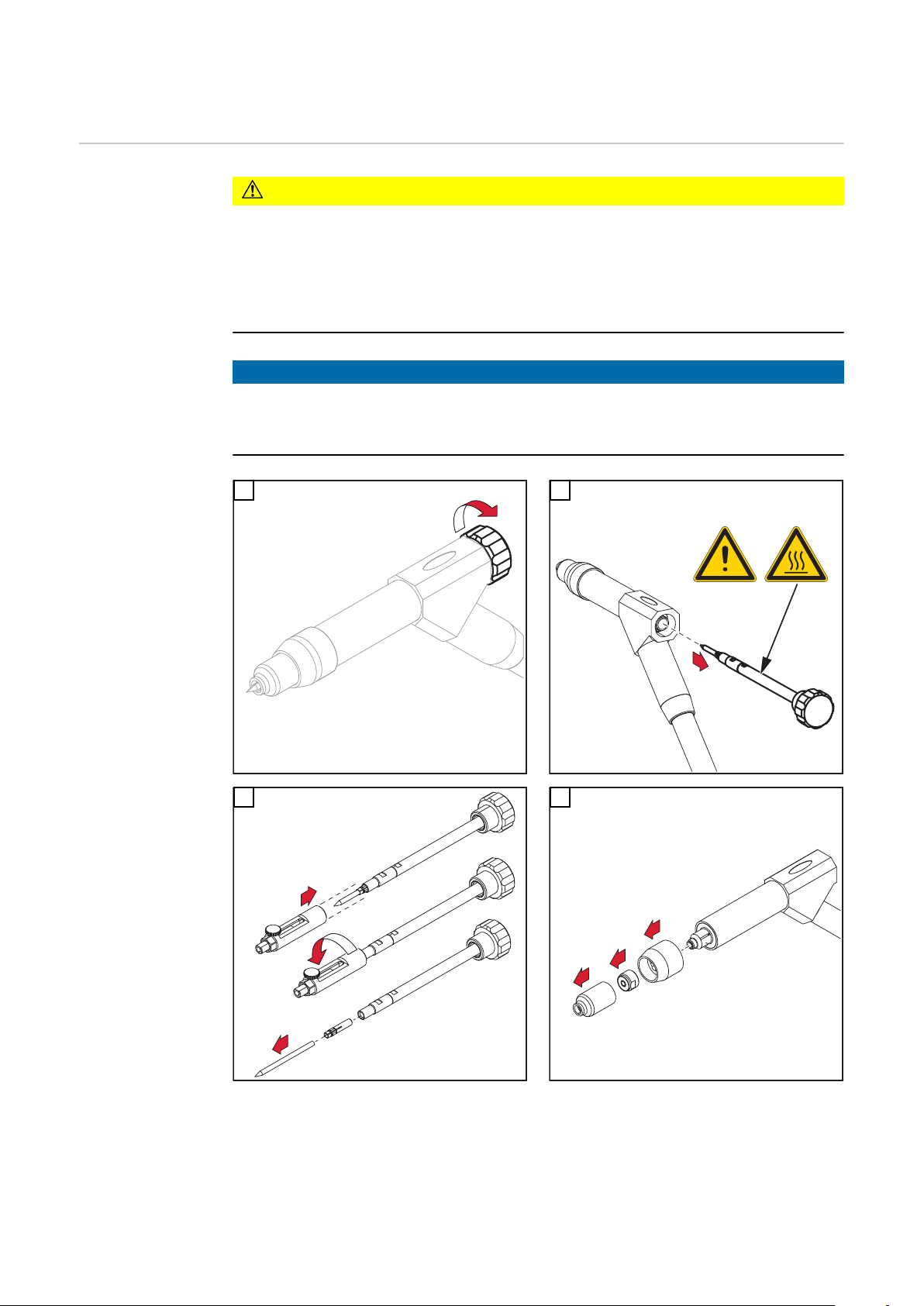
Verschleißteile montieren
1
1
1
3
2
*
1
2
3
Verschleißteile
demontieren
VORSICHT!
Verbrennungsgefahr durch heiße Schweißbrenner-Komponenten und heißes
Kühlmittel.
Verbrennungen oder Verbrühungen können die Folge sein.
Vor Beginn aller in dieser Bedienungsanleitung beschriebenen Arbeiten
▶
sämtliche Schweißbrenner-Komponenten und das Kühlmittel auf Zimmertemperatur (+25 °C / +77 °F) abkühlen lassen.
HINWEIS!
Bei gasgekühlten Schweißsystemen benötigen die heißen SchweißbrennerKomponenten eine längere Abkühlphase, als bei wassergekühlten Schweißsystemen.
1
2
3
4
* Zum Entnehmen der Wolfram-Elektrode muss die Spannzange nicht
vollständig demontiert werden.
6
Page 7

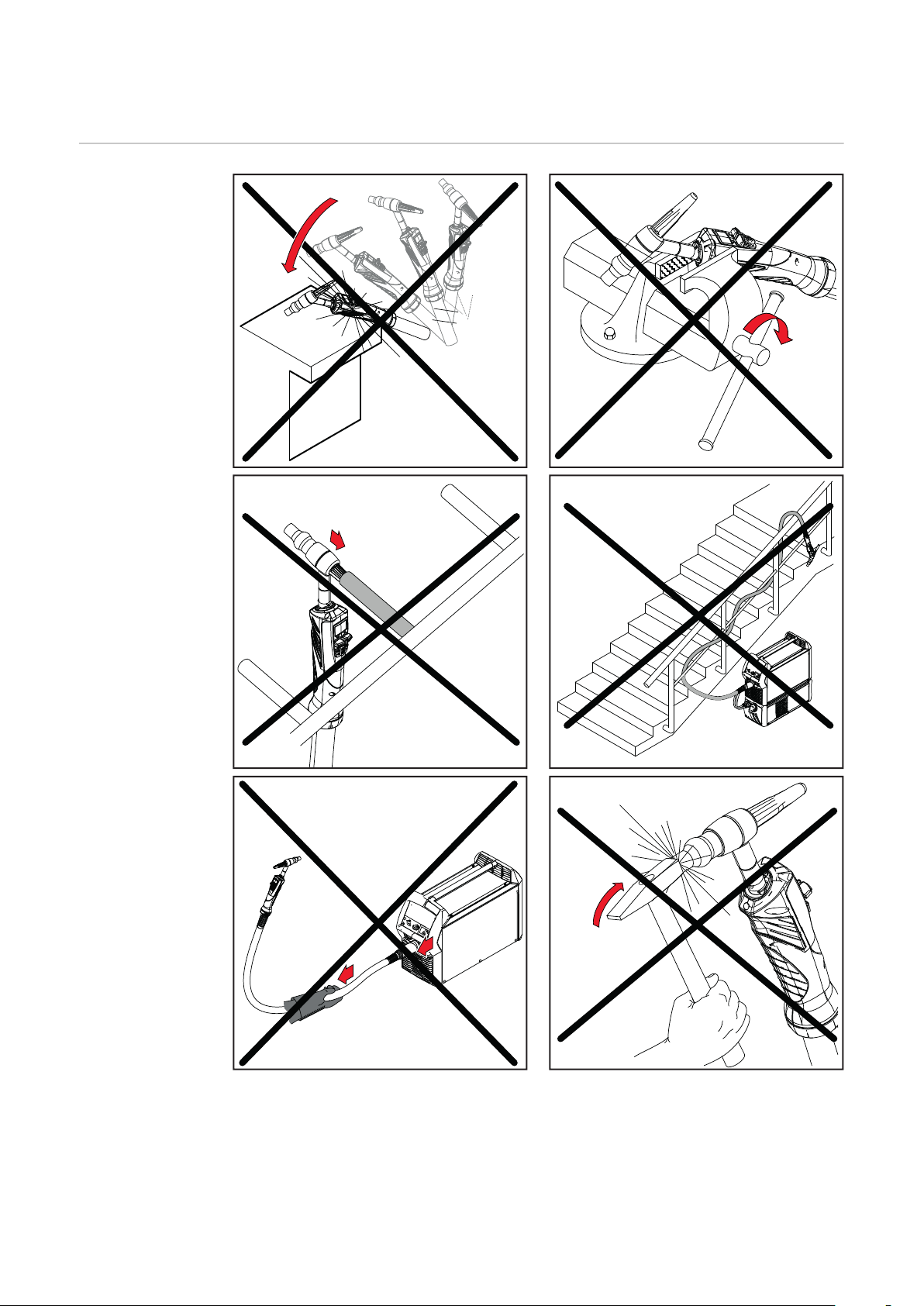
Verschleißteile
30°
1
3
2
2
2
3
1
4
- x -
x
x
montieren
1
3
2
DE
4
7
Page 8
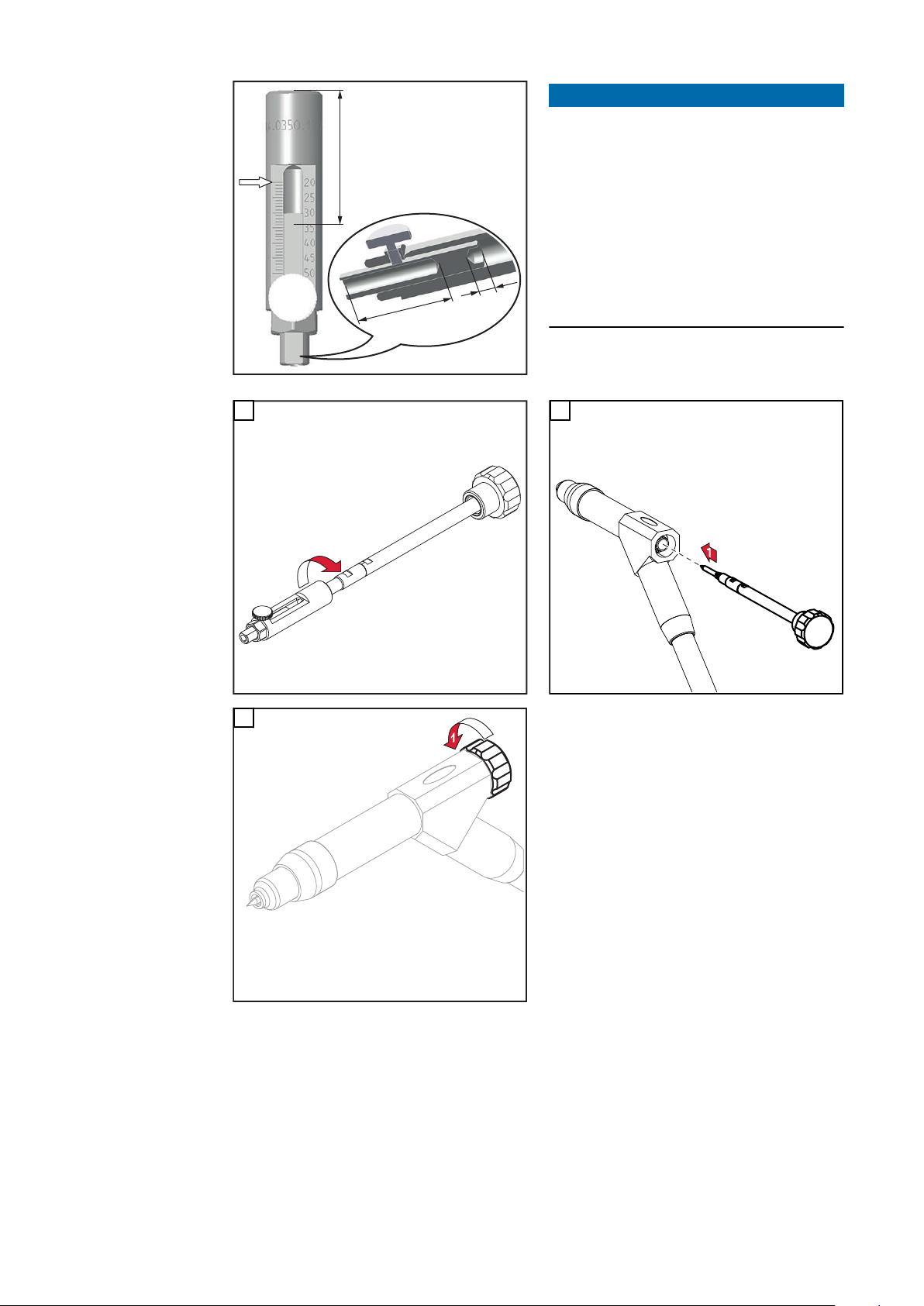
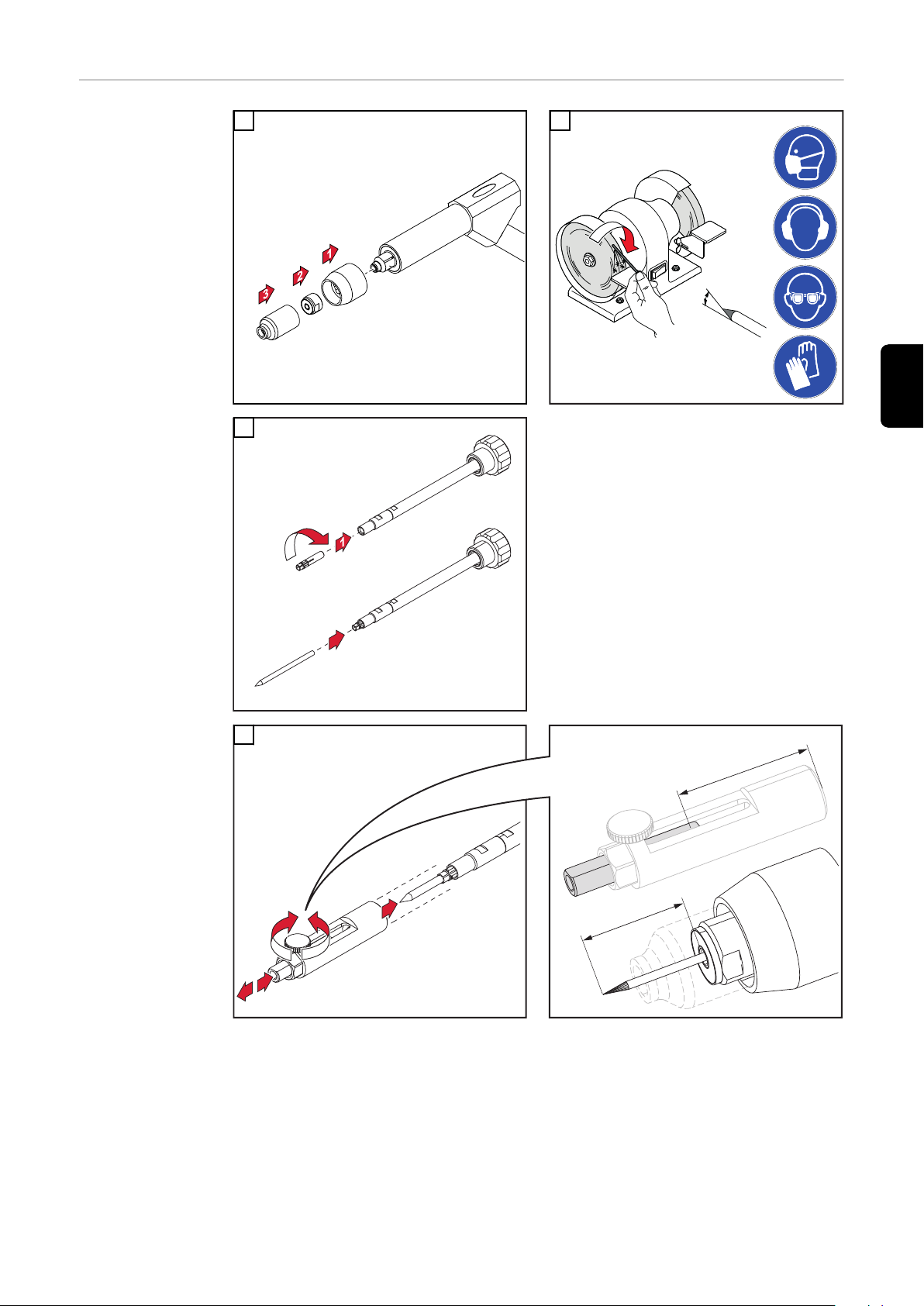
x
35 mm
5 mm
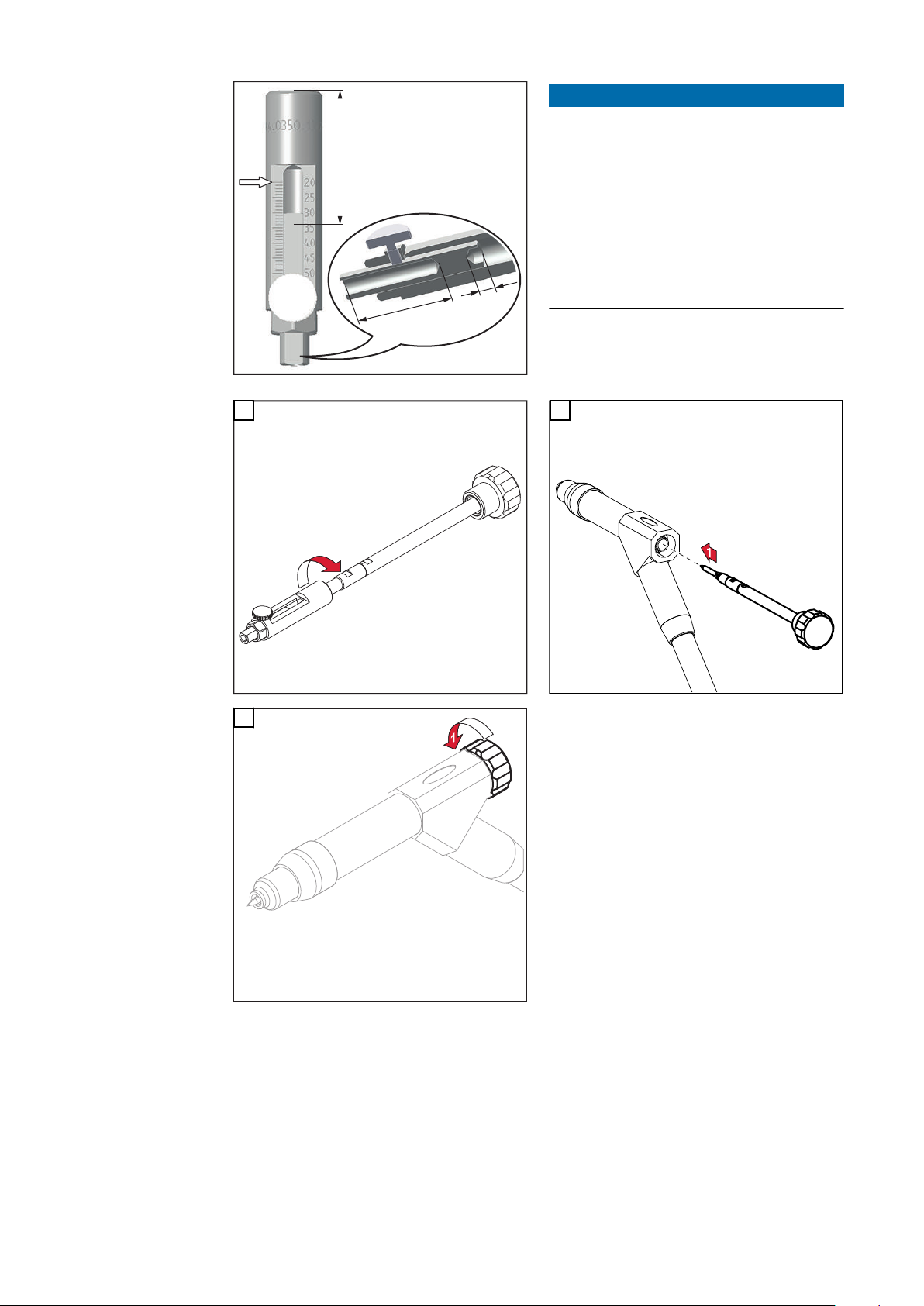
Bei Verwendung der Standard-
1
*
Gasdüse mit einer Länge von 42 mm
(42,1100,0135) sind Gasdüse und
Elektrode bündig, wenn die EinstellLehre auf Position 20 gemäß Skala
eingestellt wird.
Wird der Einstelldorn um 180° gedreht
in die Einstell-Lehre eingesetzt, kann
die Elektrode auch bei längeren
Gasdüsen eingestellt werden (x + 30
mm).
5 6
HINWEIS!
7
* bis auf Anschlag einschrauben
8
Page 9

Inbetriebnahme
1
2
2
1
3
4
5
DE
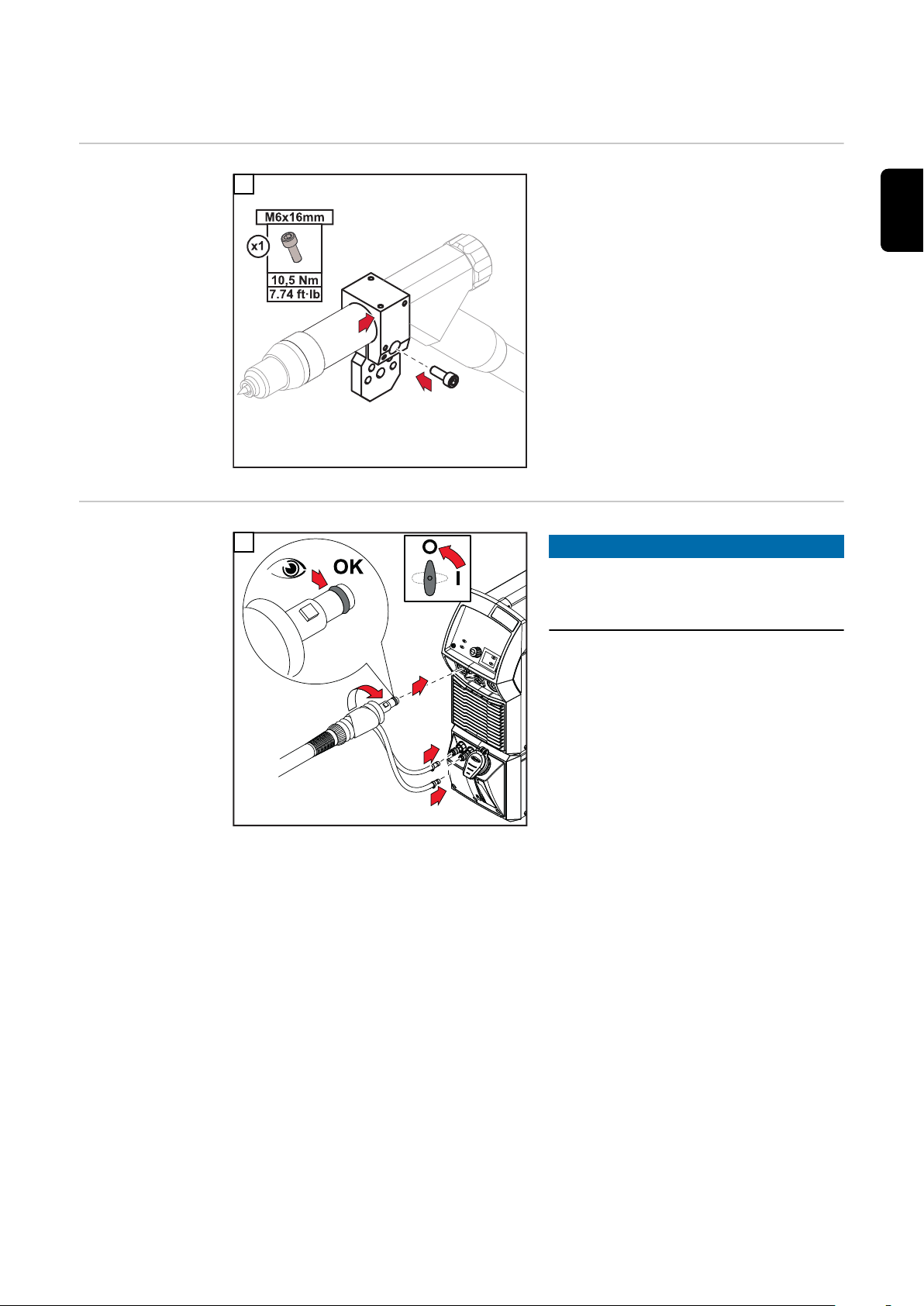
Schweißbrenner-Halterung
montieren
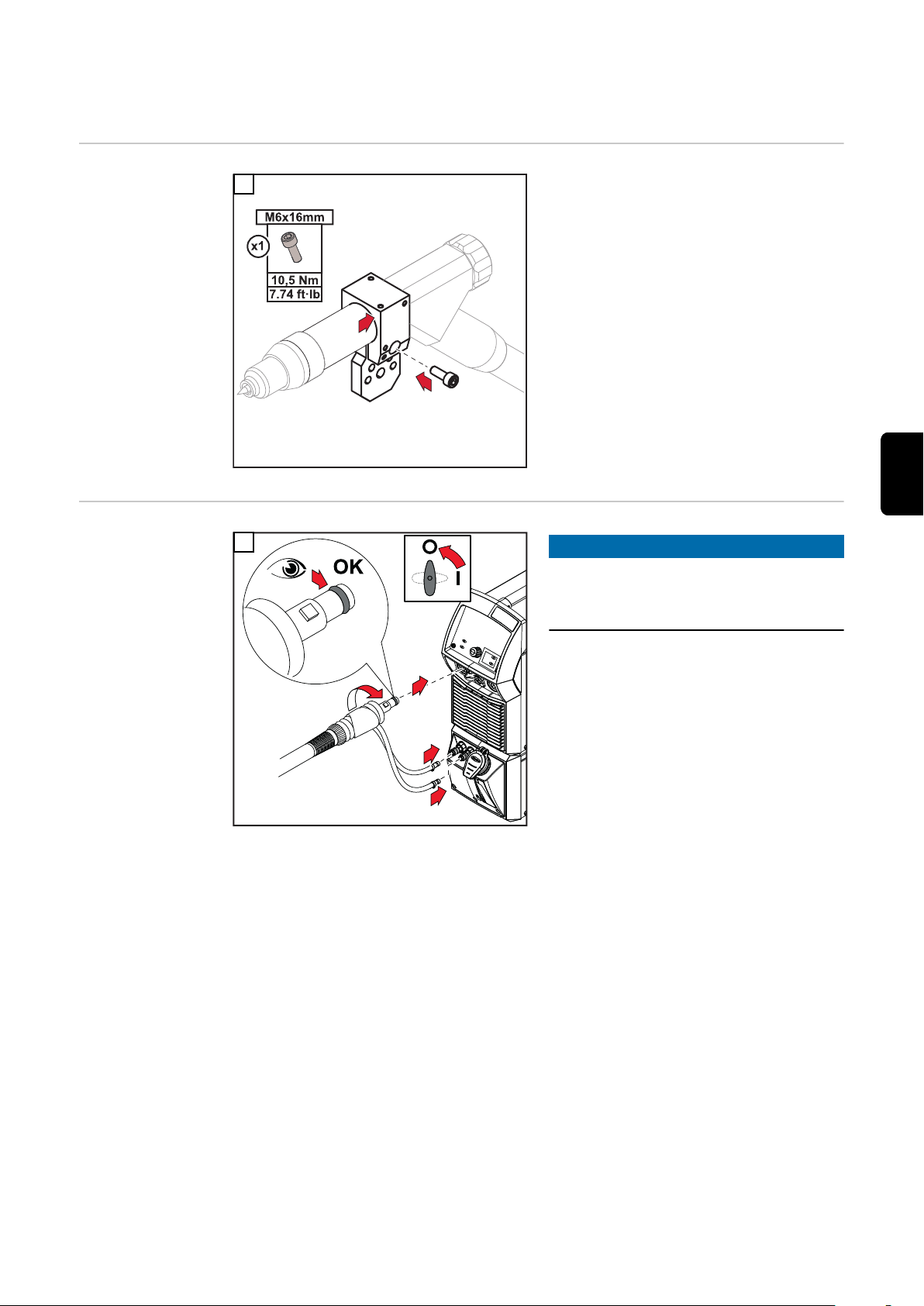
Schweißbrenner
an Stromquelle
und Kühlgerät
anschließen
1
1
HINWEIS!
Vor jeder Inbetriebnahme den Dichtring am Anschluss Schweißbrenner
und den Kühlmittelstand kontrollieren!
Während des Schweißbetriebes Kühlmittel-Durchfluss in regelmäßigen
Abständen kontrollieren.
9
Page 10
Pflege, Wartung und Entsorgung
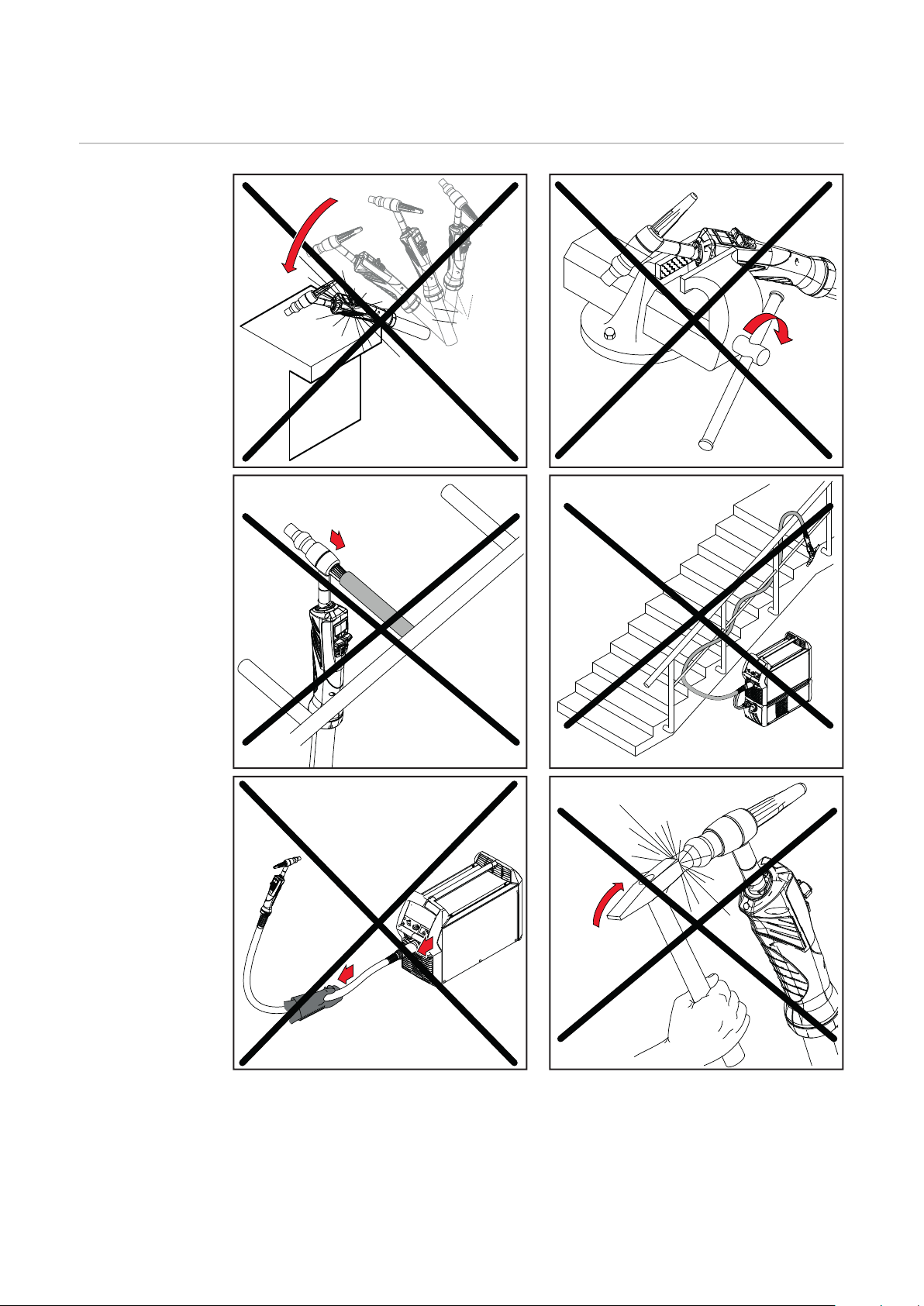
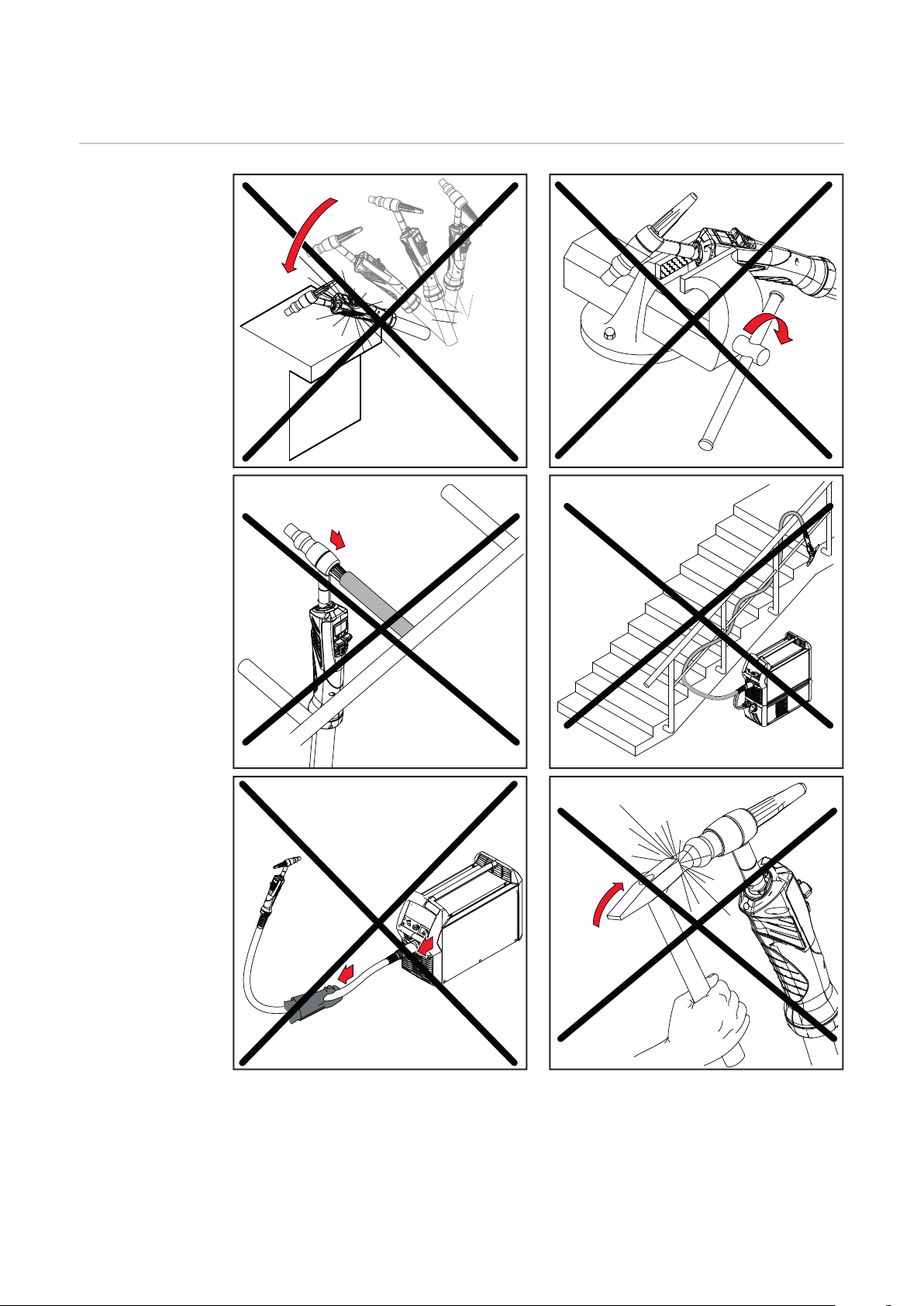
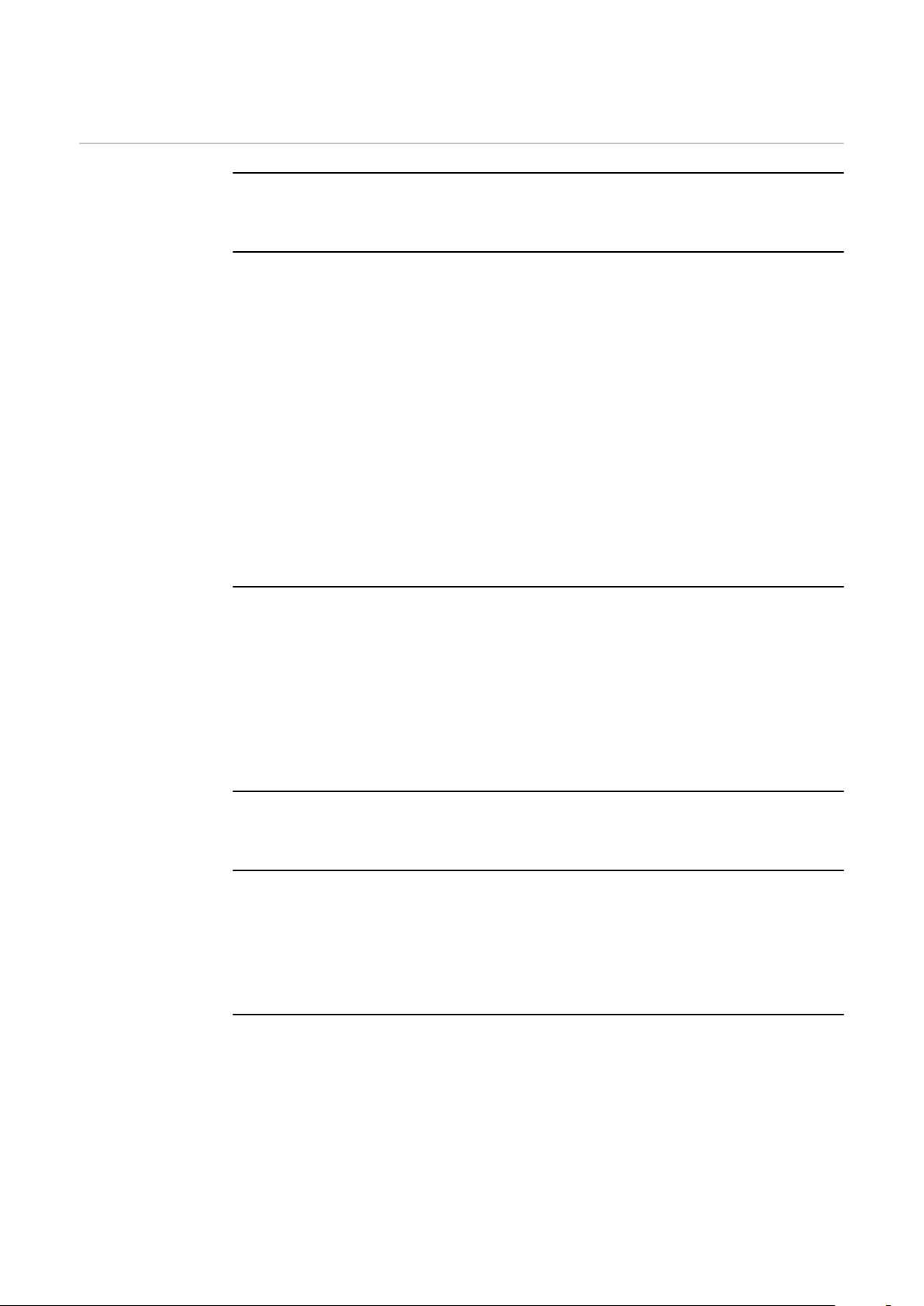
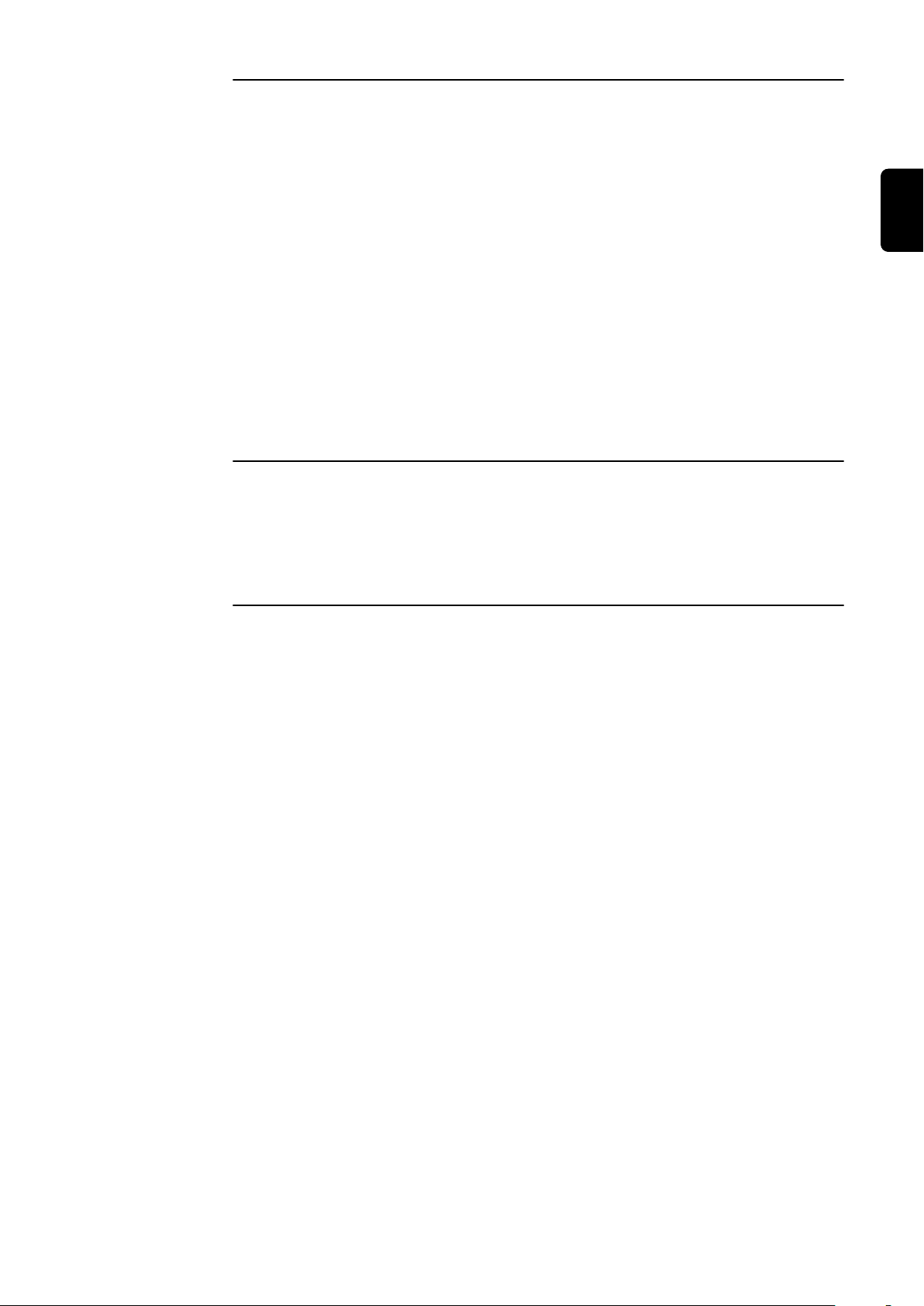
Verbote
10
Page 11

Wartung bei jeder Inbetriebnahme
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmun-
Verschleißteile kontrollieren, defekte Verschleißteile austauschen
-
Gasdüse von Schweißspritzern befreien
-
Schlauchpaket auf Beschädigungen überprüfen; sollten stromführende Teile
-
freiliegen Schlauchpaket tauschen
Zusätzlich bei jeder Inbetriebnahme, bei wassergekühlten Schweißbrennern:
sicherstellen, dass alle Kühlmittel-Anschlüsse dicht sind
-
sicherstellen, dass ein ordnungsgemäßer Kühlmittel-Rückfluss gegeben ist
-
gen durchführen.
DE
11
Page 12
Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose,
Fehlerbehebung
Schweißbrenner lässt sich nicht anschließen
Ursache:
Behebung:
Kein Schweißstrom
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
keine Funktion nach Drücken der Brennertaste
Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas
vorhanden
Bajonett-Verriegelung verbogen
Bajonett-Verriegelung austauschen
Masseanschluss falsch
Masseanschluss ordnungsgemäß herstellen
Stromkabel im Schweißbrenner unterbrochen
Schweißbrenner austauschen
Wolframelektrode lose
Wolframelektrode mittels Brennerkappe festziehen
Verschleißteile lose
Verschleißteile festziehen
Ursache:
Behebung:
Ursache:
Behebung:
HF-Überschlag am Anschluss Schweißbrenner
Ursache:
Behebung:
HF-Überschlag am Maschinenbrennerrohr
Ursache:
Behebung:
Ursache:
Behebung:
HF-Überschlag an der Griffschale
Ursache:
Behebung:
Ursache:
Behebung:
Schweißbrenner defekt
Schweißbrenner tauschen
Print im Schweißbrenner defekt
Print austauschen
Anschluss Schweißbrenner undicht
O-Ring an der Bajonett-Verriegelung austauschen
Schlauchpaket undicht
Schlauchpaket austauschen
Schutzgas-Schlauchanschluss zum Brennerkörper undicht
Schlauch nachsetzen und abdichten
Schlauchpaket undicht
Schlauchpaket austauschen
Schutzgas-Schlauchanschluss zum Brennerkörper undicht
Schlauch nachsetzen und abdichten
12
Page 13
Kein Schutzgas
alle anderen Funktionen vorhanden
DE
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
schlechte Schweißeigenschaften
Ursache:
Behebung:
Ursache:
Behebung:
Gasflasche leer
Gasflasche wechseln
Gas-Druckminderer defekt
Gas-Druckminderer austauschen
Gasschlauch nicht montiert, geknickt oder schadhaft
Gasschlauch montieren, gerade auslegen. Defekten Gasschlauch aus-
tauschen
Schweißbrenner defekt
Schweißbrenner austauschen
Gas-Magnetventil defekt
Service-Dienst verständigen (Gas-Magnetventil austauschen lassen)
falsche Schweißparameter
Einstellungen überprüfen
Masseanschluss falsch
Masseanschluss und Klemme auf Polarität überprüfen
Schweißbrenner wird sehr heiß
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schweißbrenner zu schwach dimensioniert
Einschaltdauer und Belastungsgrenzen beachten
nur bei wassergekühlten Anlagen: Wasserdurchfluss zu gering
Wasserstand, Wasserdurchfluss-Menge, Wasserverschmutzung, etc.
kontrollieren, Kühlmittel-Pumpe blockiert: Welle der KühlmittelPumpe mittels Schraubendreher an der Durchführung andrehen
nur bei wassergekühlten Anlagen: Parameter „Strg. Kühlgerät“ befindet sich auf „OFF“.
Im Setup-Menü den Parameter „Strg. Kühlgerät“ auf „Aut“ oder
„ON“ stellen.
13
Page 14
Porosität der Schweißnaht
Ursache:
Behebung:
Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz
der Schweißnaht
Schweißspritzer entfernen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schlechte Zündeigenschaften
Ursache:
Behebung:
Löcher im Gasschlauch oder ungenaue Anbindung des Gasschlauches
Gasschlauch austauschen
O-Ring am Zentralanschluss ist zerschnitten oder defekt
O-Ring austauschen
Feuchtigkeit / Kondensat in der Gasleitung
Gasleitung trocknen
Zu starke oder zu geringe Gasströmung
Gasströmung korrigieren
Ungenügende Gasmenge zu Schweißbeginn oder Schweißende
Gas-Vorströmung und Gas-Nachströmung erhöhen
Zu viel Trennmittel aufgetragen
Überschüssiges Trennmittel entfernen / weniger Trennmittel auftra-
gen
Ungeeignete Wolframelektrode (beispielsweise WP-Elektrode beim
DC-Schweißen)
Geeignete Wolframelektrode verwenden
Ursache:
Behebung:
Gasdüse bekommt Risse
Ursache:
Behebung:
Verschleißteile lose
Verschleißteile festschrauben
Wolframelektrode ragt nicht weit genug aus der Gasdüse
Wolframelektrode weiter aus der Gasdüse ragen lassen
14
Page 15
Technische Daten
DE
TTG 220 P M
TTW 400 M P
DC-Schweißstrom
bei 10 min / 40°C (104°F)
AC-Schweißstrom
bei 10 min / 40°C (104°F)
Schutzgas (Norm EN ISO 14175) Argon
Elektrodendurchmesser 1,6 - 4,8 mm
Schweißbrenner-Länge 4,0 / 8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Maximal zulässige Leerlaufspannung
(U0)
Maximal zulässige Zündspannung (UP) 11 kV
ED = Einschaltdauer
DC-Schweißstrom bei
10 min / 40°C (104°F)
40 % ED / 220 A
60 % ED / 170 A
100 % ED / 130 A
40 % ED / 180 A
60 % ED / 130 A
100 % ED / 100 A
0.063 - 0.189 in.
113 V
60 % ED / 400 A
100 % ED / 300 A
AC-Schweißstrom bei
10 min / 40°C (104°F)
Schutzgas (Norm EN ISO 14175) Argon
Elektrodendurchmesser 1,6 - 4,8 mm
Schweißbrenner-Länge 4,0 / 8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Geringste Kühlleistung laut Norm IEC
60974-2 in Abhängigkeit von der
Schlauchpaket-Länge
Mindest Kühlmittel-Durchfluss Q
Mindest Kühlmitteldruck p
Maximaler Kühlmitteldruck p
Maximal zulässige Leerlaufspannung
(U0)
Maximal zulässige Zündspannung (UP) 11 kV
min
min
max
60 % ED / 350 A
100 % ED / 270 A
0.063 - 0.189 in.
950 / 950 W
1 l/min
0.26 gal (US) / min
3 bar
43 psi
5,5 bar
79 psi
113 V
ED = Einschaltdauer
15
Page 16

16
Page 17

Table of contents
Safety 18
Safety 18
General 19
Device concept 19
Scope of supply 19
Options 19
Mounting the Wearing Parts 20
Dismantling the wearing parts 20
Installing the wearing parts 21
Commissioning 23
Fitting the welding torch holder 23
Connecting the welding torch to the power source and cooling unit 23
Service, maintenance and disposal 24
Prohibited 24
Maintenance at every start-up 25
Disposal 25
Troubleshooting 26
Troubleshooting 26
Technical data 29
TTG 220 P M 29
TTW 400 M P 29
EN-US
17
Page 18

Safety
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in severe personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by trained and qualified personnel.
Read and understand this document.
▶
Read and understand all the Operating Instructions for the system compon-
▶
ents, especially the safety rules.
WARNING!
Danger from electrical current.
This can result in severe personal injury and damage to property.
All cables, leads, and hosepacks must always be securely connected, unda-
▶
maged, correctly insulated, and adequately sized.
CAUTION!
Burning hazard due to hot welding torch components and coolant.
Serious burns may result.
Allow all welding torch components and the coolant to cool down to room
▶
temperature (+25 °C / +77 °F) before starting any of the work described in
these Operating Instructions.
CAUTION!
Risk of damage from operation without coolant.
Serious damage to property may result.
Never use water-cooled welding torches without coolant.
▶
The manufacturer accepts no liability for any damage resulting from impro-
▶
per use. All warranty claims are considered void in such cases.
CAUTION!
Danger from coolant escaping.
This can result in severe personal injury and damage to property.
When disconnecting the coolant hoses of water-cooled welding torches, al-
▶
ways seal them using the plastic seal attached to them.
18
Page 19
General
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Device concept The TIG machine welding torches
TTG 220 P M and TTW 400 P M are
used for automated TIG applications,
e.g.:
In pipeline and equipment engi-
-
neering
In container construction
-
In the automotive industry
-
For the highest quality standards
-
The welding torches are available with
the Fronius F / F++ central connector.
EN-US
Scope of supply
Options
(1) Adjusting gage
(2) Tungsten electrode D = 2.4 mm
(3) Fixing sleeve
(4) Electrode holder
(5) Gas nozzle 3/4"
(6) Gas lens 3/4"
(7) Head shield 3/4"
(8) Housing
(9) Hosepack with Fronius F or F++
central connector
The welding torch is delivered completely assembled, including tungsten electrode D = 2.4 mm. Before start-up, the electrode distance corresponding to the application must be set.
Gas nozzle 1"
-
Gas lens 1"
-
Head shield 1"
-
Welding torch holder
-
19
Page 20

Mounting the Wearing Parts
1
1
1
3
2
*
1
2
3
Dismantling the
wearing parts
CAUTION!
Burning hazard due to hot welding torch components and coolant.
This can result in burns or scalding.
Allow all welding torch components and the coolant to cool down to room
▶
temperature (+25 °C / +77 °F) before starting any of the work described in
these Operating Instructions.
NOTE!
In gas-cooled welding systems, the hot welding torch components require a longer cooling phase than in water-cooled welding systems.
1
2
3
4
* To remove the tungsten electrode, the collet chuck does not have to be
completely dismantled.
20
Page 21

Installing the
30°
1
3
2
2
2
3
1
4
- x -
x
x
wearing parts
1
2
EN-US
3
4
21
Page 22
x
35 mm
5 mm
When using the standard gas nozzle
1
*
with a length of 42 mm
(42,1100,0135), the gas nozzle and
electrode are flush when the setting
gauge is set to position 20 according
to the scale.
If the setting mandrel is inserted into
the setting gauge rotated through
180°, the electrode can also be set for
longer gas nozzles (x + 30 mm).
5 6
NOTE!
7
* Screw in as far as it will go
22
Page 23
Commissioning
1
2
2
1
3
4
5
Fitting the welding torch holder
Connecting the
welding torch to
the power source
and cooling unit
1
EN-US
1
NOTE!
Prior to each start-up, check the sealing ring on the welding torch connection and the coolant level.
Check the coolant flow at regular intervals during welding.
23
Page 24
Service, maintenance and disposal
Prohibited
24
Page 25
Maintenance at
every start-up
Disposal Materials should be disposed of according to valid local and national regulations.
Check all wearing parts, and replace any that are worn or faulty
-
Purge the gas nozzle of welding spatter
-
Check the hosepack for damage; if live parts are exposed, replace the ho-
-
sepack
In addition to the steps listed above, prior to starting up water-cooled welding
torches always:
Ensure that all coolant connections are leak-tight
-
Ensure that there is a proper coolant return flow
-
EN-US
25
Page 26
Troubleshooting
Troubleshooting
Welding torch cannot be connected
Cause:
Remedy:
No welding current
Power source switched on, power source indication illuminates, shielding gas
present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
No function after pressing torch trigger
Power source switched on, power source indication illuminates, shielding gas
present
Bayonet lock bent
Replace bayonet lock
Incorrect ground connection
Establish proper ground connection
Power cable in welding torch interrupted
Replace welding torch
Tungsten electrode loose
Tighten tungsten electrode using torch cap
Wearing parts loose
Tighten wearing parts
Cause:
Remedy:
Cause:
Remedy:
HF flashover at welding torch connection
Cause:
Remedy:
HF flashover at the machine torch tube
Cause:
Remedy:
Cause:
Remedy:
HF flashover at the shell-type handle
Cause:
Remedy:
Cause:
Remedy:
Welding torch faulty
Replace welding torch
PCB in welding torch faulty
Replace PCB
Welding torch connection not sealed
Replace O-ring on the bayonet lock
Hosepack is not sealed
Replace hosepack
Shielding gas hose connection to torch body not sealed
Adjust and seal hose
Hosepack is not sealed
Replace hosepack
Shielding gas hose connection to torch body not sealed
Adjust and seal hose
26
Page 27
No shielding gas
All other functions present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor-quality weld properties
Cause:
Remedy:
Cause:
Remedy:
Gas cylinder empty
Change gas cylinder
Gas pressure regulator faulty
Replace gas pressure regulator
Gas hose kinked, damaged, or not attached
Attach and straighten gas hose. Replace faulty gas hose
Welding torch faulty
Replace welding torch
Gas solenoid valve faulty
Contact service team (have gas solenoid valve replaced)
Incorrect welding parameters
Check settings
Incorrect ground connection
Check ground connection and terminal for polarity
EN-US
Welding torch gets very hot
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Welding torch is inadequately dimensioned
Observe duty cycle and load limits
For water-cooled systems only: Coolant flow too low
Check water level, water flow rate, water contamination, etc. Coolant
pump blocked: Switch on shaft of coolant pump at the gland using a
screwdriver
For water-cooled systems only: "Cooling unit Ctrl" parameter is set to
"OFF".
In the Setup menu, set the "Cooling unit Ctrl" parameter to "Aut" or
"ON".
27
Page 28

Porosity of weld seam
Cause:
Remedy:
Spattering in the gas nozzle, causing inadequate gas shield for weld
seam
Remove welding spatter
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor ignition properties
Cause:
Remedy:
Holes in gas hose or imprecise gas hose connection
Replace gas hose
O-ring at central connector is cut or faulty
Replace O-ring
Moisture/condensate in the gas line
Dry gas line
Gas flow too strong or weak
Correct gas flow
Inadequate quantity of gas at the start or end of welding
Increase gas pre-flow and gas post-flow
Too much parting agent applied
Remove excess parting agent/apply less parting agent
Unsuitable tungsten electrode (e.g., WP electrode for DC welding)
Use suitable tungsten electrode
Cause:
Remedy:
Gas nozzle is cracked
Cause:
Remedy:
Wearing parts loose
Screw on wearing parts tightly
Tungsten electrode not protruding far enough out of the gas nozzle
Have tungsten electrode protrude more out of the gas nozzle
28
Page 29

Technical data
TTG 220 P M
DC welding current
at 10 min / 40 °C (104 °F)
AC welding current
at 10 min / 40 °C (104 °F)
Shielding gas
(Standard EN ISO 14175)
Electrode diameter 1.6 - 4.8 mm
Welding torch length 4.0 / 8.0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Maximum permitted open circuit voltage (U0)
Maximum permitted striking voltage
(UP)
ED = Duty cycle
40% ED / 220 A
60% ED / 170 A
100% ED / 130 A
40% ED / 180 A
60% ED / 130 A
100% ED / 100 A
Argon
0.063 - 0.189 in.
113 V
11 kV
EN-US
TTW 400 M P
DC welding current at
10 min / 40 °C (104 °F)
AC welding current at
10 min / 40 °C (104 °F)
Shielding gas
(Standard EN ISO 14175)
Electrode diameter 1.6 - 4.8 mm
Welding torch length 4.0 / 8.0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Lowest cooling capacity as per IEC
standard 60974-2 as function of hosepack length
Minimum coolant flow Q
Minimum coolant pressure p
Maximum coolant pressure p
Maximum permitted open circuit voltage (U0)
min
min
max
60% ED / 400 A
100% ED / 300 A
60% ED / 350 A
100% ED / 270 A
Argon
0.063 - 0.189 in.
950 / 950 W
1 l/min
0.26 gal (US) / min
3 bar
43 psi
5.5 bar
79 psi
113 V
Maximum permitted striking voltage
(UP)
ED = Duty cycle
11 kV
29
Page 30

30
Page 31

Contenido
Seguridad 32
Seguridad 32
General 33
Concepto del sistema 33
Alcance del suministro 33
Opciones 33
Cómo montar consumibles 34
Desmontaje de los consumibles 34
Instalación de los consumibles 35
Puesta en servicio 37
Montaje del sujetador de la antorcha de soldadura 37
Conexión de la antorcha de soldadura a la fuente de poder y la unidad de enfriamiento 37
Cuidado, mantenimiento y desecho 38
Prohibido 38
Mantenimiento en cada puesta en servicio 39
Desecho 39
Solución de problemas 40
Solución de problemas 40
Datos técnicos 43
TTG 220 P M 43
TTW 400 M P 43
ES-MX
31
Page 32

Seguridad
Seguridad
¡PELIGRO!
Peligro por operación incorrecta y trabajo realizado incorrectamente.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todo el trabajo y las funciones que se describen en este documento deben
▶
realizarse únicamente por personal calificado y capacitado.
Lea y entienda este documento.
▶
Lea y entienda todo el manual de instrucciones para los componentes del
▶
sistema, especialmente las normas de seguridad.
¡PELIGRO!
Peligro por corriente eléctrica.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todos los cables, plomos y juegos de cables deben siempre estar conectados
▶
de manera segura, sin daños, aislados correctamente, y debidamente dimensionados.
¡PRECAUCIÓN!
Riesgo de quemaduras debido a los componentes de antorcha de soldadura calientes y al líquido de refrigeración.
Pueden ocurrir quemaduras graves.
Permita que todos los componentes de la antorcha de soldadura y del líquido
▶
de refrigeración se enfríen a temperatura ambiente (+25 °C / +77 °F) antes
de comenzar cualquier trabajo descrito en estos manuales de Instrucciones.
¡PRECAUCIÓN!
Riesgo de daños por la operación sin líquido de refrigeración.
Puede resultar en daños graves a la propiedad.
Nunca use antorchas de soldadura refrigeradas con agua sin líquido de refri-
▶
geración.
El fabricante no acepta responsabilidad alguna por los daños que resulten
▶
del uso indebido. En esos casos, todos los reclamos de garantía se consideran
nulos.
¡PRECAUCIÓN!
Peligro por fuga del líquido de refrigeración.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Cuando desconecte las mangueras de líquido de refrigeración de las antor-
▶
chas de soldadura enfriadas por agua, siempre séllelas con el sello de plástico que se les adjunta.
32
Page 33

General
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Concepto del
sistema
Alcance del suministro
Las antorchas de máquina
TTG 220 P M y TTW 400 P M se utilizan para aplicaciones TIG automatizadas, por ejemplo:
En ingeniería de tuberías y equipos
-
En construcción de cajas de ba-
-
terías
En la industria automotriz
-
Para los estándares de calidad más
-
altos
Las antorchas de soldadura están disponibles con la conexión central Fronius F / F++.
(1) Calibrador de ajuste
(2) Electrodo de tungsteno D = 2.4
mm
(3) Funda de fijación
(4) Porta electrodo
(5) Tobera de gas 3/4"
(6) Lente de gas 3/4"
(7) Blindado de cabeza 3/4"
(8) Carcasa
(9) Juego de cables con conexión
central Fronius F o F++
ES-MX
Opciones
La antorcha de soldadura se entrega completamente ensamblada, incluido el
electrodo de tungsteno D = 2.4 mm. Antes de la puesta en servicio, se debe establecer la distancia del electrodo correspondiente para la aplicación.
Tobera de gas 1"
-
Lente de gas 1"
-
Blindado de cabeza 1"
-
Sujetador de la antorcha de soldadura
-
33
Page 34

Cómo montar consumibles
1
1
1
3
2
*
1
2
3
Desmontaje de
los consumibles
¡PRECAUCIÓN!
Riesgo de quemaduras debido a los componentes calientes de la antorcha de
soldadura y al líquido de refrigeración.
Esto puede resultar en quemaduras o escaldaduras.
Permita que todos los componentes de la antorcha de soldadura y el líquido
▶
de refrigeración se enfríen a temperatura ambiente (+25 °C / +77 °F) antes
de comenzar cualquier trabajo descrito en estos manuales de instrucciones.
¡OBSERVACIÓN!
En los sistemas de soldadura refrigerados por gas, los componentes calientes de
la antorcha de soldadura requieren una fase de enfriamiento más larga que en
los sistemas de soldadura refrigerados por agua.
1
2
3
4
* Para quitar el electrodo de tungsteno, no es necesario desmontar por
completo el portabrocas.
34
Page 35

Instalación de
30°
1
3
2
2
2
3
1
4
- x -
x
x
los consumibles
1
2
ES-MX
3
4
35
Page 36

x
35 mm
5 mm
Cuando se utiliza la tobera de gas
1
*
estándar con una longitud de 42 mm
(42,1100,0135), la tobera de gas y el
electrodo quedan al ras cuando el indicador de ajuste se establece en la
posición 20 de acuerdo con la escala.
Si el mandril de ajuste se inserta en el
calibre de ajuste girado 180°, el electrodo también se puede ajustar para
toberas de gas más largas (x + 30 mm).
5 6
¡OBSERVACIÓN!
7
* Atornille hasta donde sea posi-
ble
36
Page 37

Puesta en servicio
1
2
2
1
3
4
5
Montaje del sujetador de la
antorcha de
soldadura
Conexión de la
antorcha de
soldadura a la
fuente de poder
y la unidad de
enfriamiento
1
ES-MX
1
¡OBSERVACIÓN!
Antes de cada puesta en servicio, revise el anillo de sellado en la conexión
Euro y el nivel líquido refrigerante.
Revise el caudal líquido de refrigeración en intervalos regulares durante la
soldadura.
37
Page 38
Cuidado, mantenimiento y desecho
Prohibido
38
Page 39

Mantenimiento
en cada puesta
en servicio
Desecho Los materiales deben ser desechados de acuerdo con las normativas nacionales y
Revise todos los consumibles y reemplace los que estén desgastados o de-
-
fectuosos
Purgue la tobera de gas de proyecciones de soldadura
-
Compruebe si el juego de cables está dañado; si las partes vivas están expu-
-
estas, reemplace el juego de cables
Además de los pasos enumerados anteriormente, antes de poner en servicio las
antorchas de soldadura refrigeradas con agua, siempre:
Asegúrese de que todas las conexiones del líquido de refrigeración estén cer-
-
radas herméticamente
Asegúrese de que haya un caudal de retorno de líquido de refrigeración
-
adecuado
locales válidas.
ES-MX
39
Page 40

Solución de problemas
Solución de problemas
La antorcha de soldadura no se puede conectar
Causa:
Solución:
Sin corriente de soldadura
Fuente de corriente encendida, la indicación de fuente de corriente encendida,
gas protector presente
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Sin función después de presionar el pulsador de la antorcha
Fuente de poder encendida, la indicación de fuente de poder encendida, gas protector presente
Cierre de bayoneta inclinado
Reemplazar cierre de bayoneta
Conexión a tierra incorrecta
Establecer conexión a tierra adecuada
Cable de alimentación en antorcha de soldadura interrumpida
Reemplazar antorcha de soldadura
Electrodo de tungsteno flojo
Apretar electrodo de tungsteno con una calota de antorcha
Consumibles flojos
Apretar consumibles
Causa:
Solución:
Causa:
Solución:
Descarga disruptiva de HF en junta tórica en conexión Euro
Causa:
Solución:
Descarga disruptiva de alta frecuencia en el tubo de la antorcha mecanizada
Causa:
Solución:
Causa:
Solución:
Descarga de HF en manija tipo carcasa
Causa:
Solución:
Causa:
Solución:
Antorcha de soldadura dañada
Reemplazar antorcha de soldadura
Circuito impreso en antorcha de soldadura dañada
Reemplazar circuito impreso
Conexión de antorcha de soldadura sin sellar
Reemplazar junta tórica del cierre de bayoneta
Juego de cables sin sellar
Reemplazar el juego de cables
Conexión de tubo de gas protector al cuello de antorcha sin sellar
Ajustar y sellar el tubo
Juego de cables sin sellar
Reemplazar el juego de cables
Conexión de tubo de gas protector al cuello antorcha sin sellar
Ajustar y sellar el tubo
40
Page 41

Sin gas protector
Todas las otras funciones presentes
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Propiedades de soldadura de baja calidad
Causa:
Solución:
Causa:
Solución:
Cilindro de gas vacío
Cambiar cilindro de gas
Regulador de presión de gas dañado
Reemplazar regulador de presión de gas
Tubo de gas doblado, dañado o no vinculado
Conectar y enderezar tubo de gas. Reemplazar tubo de gas dañado
Antorcha de soldadura dañada
Reemplazar antorcha de soldadura
Electroválvula de gas dañada
Contactar al servicio técnico (una vez reemplazada la electroválvula
de gas)
Parámetros de soldadura incorrectos
Revisar parámetros
Conexión a tierra incorrecta
Revisar la polaridad de la conexión a tierra y el borne de conexión
ES-MX
La antorcha de soldadura se recalienta
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Antorcha de soldadura dimensionada inadecuadamente
Observar la duración de ciclo de trabajo y los límites de carga
Para sistemas refrigerados con agua solamente: Caudal líquido de
refrigeración demasiado bajo
Revisar el nivel de agua, el caudal líquido de refrigeración, la contaminación del agua, etc. Bomba de refrigeración bloqueada: Conecte el
eje de la bomba de refrigeración en la glándula con un destornillador
Para sistemas refrigerados con agua solamente: El parámetro "Refrigeración Ctrl" está en "OFF".
En el menú Configuración, establezca el parámetro "Refrigeración
Ctrl” en "Aut" o "ON".
41
Page 42

Porosidad de cordón de soldadura
Causa:
Solución:
Formación de proyecciones en la tobera de gas, provoca protección
de gas inadecuada para el cordón de soldadura
Remover proyecciones de soldadura
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Propiedades de encendido deficientes
Causa:
Solución:
Agujeros en el tubo de gas o conexión de tubo de gas imprecisa
Reemplazar tubo de gas
Junta tórica en el conector central cortada o dañada
Reemplazar junta tórica
Humedad/condensación en la línea de gas
Secar línea de gas
Caudal de gas demasiado fuerte o débil
Corregir caudal de gas
Cantidad inadecuada de gas al comienzo o final de soldadura
Aumentar el preflujo de gas y el postflujo de gas
Se aplica demasiado líquido antiproyecciones
Eliminar exceso de líquido antiproyecciones / aplicar menos líquido
antiproyecciones
Electrodo de tungsteno inadecuado (por ejemplo: electrodo WP para
soldadura CC)
Usar electrodo de tungsteno adecuado
Causa:
Solución:
Tobera de gas rajada
Causa:
Solución:
Consumibles flojos
Atornillar bien los consumibles
El electrodo de tungsteno no está lo suficientemente afuera de la
tobera de gas
Hacer que el electrodo de tungsteno esté más afuera de la tobera de
gas
42
Page 43

Datos técnicos
TTG 220 P M
Corriente de soldadura de CC
a 10 min / 40 °C (104 °F)
Corriente de soldadura de CA
a 10 min / 40 °C (104 °F)
Gas protector
(estándar EN ISO 14175)
Diámetro de electrodo 1.6 - 4.8 mm
Longitud de la antorcha de soldadura 4.0 / 8.0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Circuito de voltaje abierto máximo
permitido (U0)
Tensión de cebado máxima permitida
(UP)
ED = Ciclo de trabajo
40% ED / 220 A
60% ED / 170 A
100% ED / 130 A
40% ED / 180 A
60% ED / 130 A
100% ED / 100 A
Argón
0.063 - 0.189 in.
113 V
11 kV
ES-MX
TTW 400 M P
Corriente de soldadura de CC a
10 min / 40 °C (104 °F)
Corriente de soldadura de CA a
10 min / 40 °C (104 °F)
Gas protector
(estándar EN ISO 14175)
Diámetro de electrodo 1.6 - 4.8 mm
Longitud de la antorcha de soldadura 4.0 / 8.0 m
13 + 1.48 / 26 + 2.96 ft. + in.
La capacidad de refrigeración más baja de acuerdo con el estándar IEC
60974-2 como función de la longitud
del juego de cables
Caudal líquido de refrigeración mínimo Q
mín
Presión mínima del líquido de refrigeración p
Presión máxima del líquido de refrigeración p
mín
máx
60% ED / 400 A
100% ED / 300 A
60% ED / 350 A
100% ED / 270 A
Argón
0.063 - 0.189 in.
950 / 950 W
1 l/min
0.26 gal (US) / min
3 bar
43 psi
5.5 bar
79 psi
Circuito de voltaje abierto máximo
permitido (U0)
Tensión de cebado máxima permitida
(UP)
113 V
11 kV
43
Page 44

ED = Ciclo de trabajo
44
Page 45

Sommaire
Sécurité 46
Sécurité 46
Généralités 47
Concept d'appareil 47
Contenu de la livraison 47
Options 47
Monter les pièces d'usure 48
Démonter les pièces d'usure 48
Monter les pièces d'usure 49
Mise en service 51
Montage du support pour torche de soudage 51
Raccorder la torche de soudage à la source de courant et au refroidisseur 51
Maintenance, entretien et élimination 52
Interdictions 52
Maintenance à chaque mise en service 53
Élimination des déchets 53
Diagnostic d’erreur, élimination de l'erreur 54
Diagnostic d’erreur, élimination de l'erreur 54
Caractéristiques techniques 57
TTG 220 P M 57
TTW 400 M P 57
FR
45
Page 46

Sécurité
Sécurité
AVERTISSEMENT!
Risque en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document
▶
doivent uniquement être exécutés par du personnel qualifié.
Le présent document doit être lu et compris.
▶
Toutes les instructions de service des composants périphériques, en particu-
▶
lier les consignes de sécurité, doivent être lues et comprises.
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solide-
▶
ment raccordés, intacts, correctement isolés et de capacité suffisante.
ATTENTION!
Risque de brûlure provoquée par les composants de la torche et le réfrigérant
brûlants.
Cela peut entraîner de graves brûlures.
Avant de commencer toute opération décrite dans les présentes Instructions
▶
de service, laisser tous les composants de la torche de soudage et le
réfrigérant refroidir à température ambiante (+25 °C, +77 °F).
ATTENTION!
Risque de dommages en cas de fonctionnement sans réfrigérant.
Cela peut entraîner des dommages matériels graves.
Ne jamais mettre en service la torche de soudage refroidie par eau sans
▶
réfrigérant.
Le fabricant décline toute responsabilité pour les dommages consécutifs et
▶
tous les droits à garantie sont annulés.
ATTENTION!
Danger en cas de fuite de réfrigérant.
Cela peut entraîner des dommages corporels et matériels graves.
Toujours raccorder les tuyaux de réfrigérant des torches de soudage refro-
▶
idies par eau avec le dispositif de fermeture en plastique monté dessus lorsque ceux-ci sont débranchés.
46
Page 47

Généralités
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Concept d'appareil
Contenu de la livraison
Les torches de soudage automatiques
TIG TTG 220 P M et TTW 400 P M sont
utilisées pour les applications TIG automatisées telles que :
dans la construction de conduites
-
et d'appareils
dans la construction de conte-
-
neurs
dans l'industrie automobile
-
si des exigences de qualité élevées
-
sont imposées
Les torches de soudage sont disponibles avec un raccord central Fronius
F / F++.
(1) Gabarit de réglage
(2) Électrode de tungstène D =
2,4 mm
(3) Douille de serrage
(4) Porte-électrode
(5) Buse de gaz 3/4“
(6) Lentille de gaz 3/4“
(7) Bague isolante 3/4“
(8) Boîtier
(9) Faisceau de liaison avec raccord
central Fronius F ou F++
FR
Options
La torche de soudage est livrée entièrement montée, y compris l'électrode de
tungstène D = 2,4 mm. Avant la mise en service, il faut régler la distance entre
les électrodes correspondantes.
Buse de gaz 1“
-
Lentille de gaz 1“
-
Bague isolante 1“
-
Support pour torche de soudage
-
47
Page 48

Monter les pièces d'usure
1
1
1
3
2
*
1
2
3
Démonter les
pièces d'usure
ATTENTION!
Risque de brûlure provoquée par les composants de la torche et le réfrigérant
brûlants.
Cela peut entraîner des brûlures.
Avant de commencer toute opération décrite dans les présentes instructions
▶
de service, laisser tous les composants de la torche de soudage et le
réfrigérant refroidir à température ambiante (+25 °C, +77 °F).
REMARQUE!
Dans les systèmes de soudage refroidis au gaz, les composants chauds de la torche de soudage nécessitent une phase de refroidissement plus longue que dans
les systèmes de soudage refroidis à l'eau.
1
2
3
4
* Pour retirer l'électrode de tungstène, il n'est pas nécessaire de démonter
complètement la pince de serrage.
48
Page 49
Monter les
30°
1
3
2
2
2
3
1
4
- x -
x
x
pièces d'usure
1
2
FR
3
4
49
Page 50

x
35 mm
5 mm
En cas d'utilisation de la buse de gaz
1
*
standard d'une longueur de 42 mm
(42,1100,0135), la buse de gaz et
l'électrode sont au même niveau lorsque le gabarit de réglage est réglé sur
la position 20 selon l'échelle.
Si le mandrin de réglage est tourné de
180° dans le gabarit de réglage, l'électrode peut également être réglée avec
des buses de gaz plus longues (x +
30 mm).
5 6
REMARQUE!
7
* Visser jusqu'à la butée
50
Page 51

Mise en service
1
2
2
1
3
4
5
Montage du support pour torche
de soudage
Raccorder la torche de soudage à
la source de courant et au refroidisseur
1
FR
1
REMARQUE!
Avant toute mise en service, contrôler
le niveau de réfrigérant et la bague
d'étanchéité du connecteur de la torche de soudage !
Vérifier régulièrement le débit de
réfrigérant pendant le soudage.
51
Page 52

Maintenance, entretien et élimination
Interdictions
52
Page 53

Maintenance à
chaque mise en
service
Contrôler les pièces d'usure, remplacer les pièces d'usure défectueuses
-
Enlever les projections de soudure qui se trouvent sur la buse de gaz
-
Vérifier les éventuels dommages sur le faisceau de liaison ; si des pièces sous
-
tension sont exposées, remplacer le faisceau de liaison
En supplément à chaque mise en service, pour les torches de soudage refroidies
par eau :
S'assurer que tous les connecteurs de réfrigérant sont étanches
-
Vérifier la présence d'un reflux de réfrigérant conforme
-
Élimination des
déchets
L'élimination doit être réalisée conformément aux prescriptions nationales et
régionales en vigueur.
FR
53
Page 54

Diagnostic d’erreur, élimination de l'erreur
Diagnostic d’erreur, élimination
de l'erreur
Impossible de raccorder la torche de soudage
Cause:
Solution:
Pas d'intensité de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la
source de courant, gaz de protection disponible
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Pas de fonction après avoir appuyé sur la gâchette de torche
Interrupteur d'alimentation activé, voyants allumés sur la source de courant, gaz
de protection disponible
Le verrouillage baïonnette est tordu
Remplacer le verrouillage baïonnette
Raccordement à la masse incorrect
Établir le raccordement à la masse de manière conforme
Câble de courant interrompu dans la torche de soudage
Remplacer la torche de soudage
Électrode en tungstène lâche
Serrer l'électrode en tungstène à l'aide du cache de torche
Pièces d'usure lâches
Serrer les pièces d'usure
Cause :
Solution :
Cause :
Solution :
Rupture diélectrique HF au niveau du connecteur de la torche de soudage
Cause :
Solution :
Rupture diélectrique HF au niveau du tuyau de la torche automatique
Cause :
Solution :
Cause :
Solution :
Rupture diélectrique HF au niveau de la poignée coque
Cause :
Solution :
Cause :
Solution :
Torche de soudage défectueuse
Remplacer la torche de soudage.
Circuit imprimé dans la torche défectueux
Remplacer le circuit imprimé.
Connecteur de torche de soudage non étanche
Remplacer le joint torique du verrouillage à baïonnette
Faisceau de liaison non étanche
Remplacer le faisceau de liaison.
Raccord du tuyau de gaz de protection du col de cygne non étanche
Réajuster le tuyau et étanchéifier.
Faisceau de liaison non étanche
Remplacer le faisceau de liaison
Raccord du tuyau de gaz de protection du corps de torche de soudage non étanche
Réajuster le tuyau et étanchéifier
54
Page 55

Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Mauvaises caractéristiques de soudage
Cause :
Remède :
Cause :
Remède :
Bouteille de gaz vide
Remplacer la bouteille de gaz
Robinet détendeur défectueux
Remplacer le robinet détendeur
Le tuyau de gaz n'est pas monté, est plié ou est endommagé
Monter, poser de manière plus rectiligne le tuyau de gaz. Remplacer
le tuyau de gaz défectueux
Torche de soudage défectueuse
Remplacer la torche de soudage
Électrovanne de gaz défectueuse
Contacter le service après-vente (faire remplacer l'électrovanne de
gaz)
Paramètres incorrects
Vérifier les réglages
Connexion à la masse incorrecte
Vérifier la polarité de la connexion à la masse et de la borne
FR
La torche de soudage devient très chaude
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
La torche est insuffisamment dimensionnée
Respecter la durée maximale de fonctionnement et les limites de
charge
Uniquement pour les installations refroidies par eau : débit d'eau trop
faible
Vérifier le niveau d'eau, le débit d'eau, l'encrassement de l'eau, etc. ;
pompe de liquide de refroidissement bloquée : lancer l'arbre de la
pompe de réfrigérant au moyen d'un tournevis au niveau du passage
de sortie
Uniquement pour les installations refroidies par eau : La paramètre « Commande refroid. » est réglé sur « OFF ».
Placer le paramètre « Commande refroid. » sur « Aut » ou sur « ON »
55
Page 56

Porosité de la soudure
Cause :
Solution :
Formation de projections dans la buse de gaz, d'où une protection gazeuse insuffisante de la soudure
Enlever les projections de soudure
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Mauvaises caractéristiques d'amorçage
Cause :
Solution :
Présence de trous dans le tuyau de gaz ou raccordement incorrect du
tuyau de gaz
Remplacer le tuyau de gaz
Le joint torique du raccord central est entaillé ou défectueux
Remplacer le joint torique
Humidité/condensation dans la conduite de gaz
Sécher la conduite de gaz
Débit de gaz trop fort ou trop faible
Corriger le débit de gaz
Quantité de gaz insuffisante au début ou à la fin du soudage
Augmenter le prédébit de gaz et le postdébit de gaz
Agent de séparation en quantité excessive
Enlever l'agent de séparation en excès/Appliquer moins d'agent de
séparation
Électrode en tungstène inadaptée (p.ex. électrode en tungstène pour
le soudage DC)
Utiliser une électrode en tungstène adaptée
Cause :
Solution :
La buse de gaz se fissure
Cause :
Solution :
Pièces d'usure lâches
Visser les pièces d'usure
L'électrode en tungstène ne sort pas suffisamment de la buse de gaz
Faire davantage sortir l'électrode en tungstène de la buse de gaz
56
Page 57
Caractéristiques techniques
TTG 220 P M
Intensité de soudage DC
à 10 min/40 °C (104 °F)
Intensité de soudage AC
à 10 min/40 °C (104 °F)
Gaz de protection
(norme EN ISO 14175)
Diamètre de l'électrode 1,6 à 4,8 mm
Longueur de torche de soudage 4,0 / 8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Tension à vide maximale autorisée (U0) 113 V
Tension d'amorçage maximale autorisée (Up)
ED = facteur de marche
40 % ED / 220 A
60 % ED / 170 A
100 % ED / 130 A
40 % ED / 180 A
60 % ED / 130 A
100 % ED / 100 A
Argon
0.063 à 0.189 in.
11 kV
FR
TTW 400 M P
Intensité de soudage DC à
10 min/40 °C (104 °F)
Intensité de soudage AC à
10 min/40 °C (104 °F)
Gaz de protection
(norme EN ISO 14175)
Diamètre de l'électrode 1,6 à 4,8 mm
Longueur de torche de soudage 4,0 / 8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Puissance de refroidissement minimale conformément à la norme
CEI 60974-2, en fonction de la
longueur du faisceau de liaison
Débit minimal de réfrigérant Q
Pression minimale du réfrigérant p
Pression maximale du réfrigérant p
min
min
max
60 % ED / 400 A
100 % ED / 300 A
60 % ED / 350 A
100 % ED / 270 A
Argon
0.063 à 0.189 in.
950 / 950 W
1 l/min
0.26 gal (US) / min
3 bar
43 psi
5,5 bar
79 psi
Tension à vide maximale autorisée (U0) 113 V
Tension d'amorçage maximale autorisée (Up)
ED = facteur de marche
11 kV
57
Page 58

58
Page 59

Innholdsfortegnelse
Sikkerhet 60
Sikkerhet 60
Generelt 61
Apparatkonsept 61
Leveranseinnhold 61
Alternativer 61
Montere forbruksdeler 62
Montere forbruksdeler 62
Montere forbruksdeler 63
Idriftsetting 65
Monter sveisepistolholderen 65
Koble sveisepistolen til strømkilden og kjøleapparatet 65
Pleie, vedlikehold og avhending 66
Forbud 66
Vedlikehold ved hver bruk 67
Avhending 67
Feildiagnose, feilutbedring 68
Feildiagnose, feilutbedring 68
Tekniske data 71
TTG 220 P M 71
TTW 400 M P 71
NO
59
Page 60

Sikkerhet
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av opplært fagpersonale.
Les og forstå dette dokumentet.
▶
Les og forstå alle bruksanvisningene for systemkomponentene, især sikker-
▶
hetsforskriftene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Alle kabler, ledninger og slangepakker må alltid være sikkert tilkoblet, us-
▶
kadd, korrekt isolert og tilstrekkelig dimensjonert.
FORSIKTIG!
Fare for forbrenning på grunn av varme sveisepistolkomponenter og varmt
kjølemiddel.
Følgene kan bli alvorlige forbrenninger.
Før du begynner på arbeidene som er beskrevet i denne bruksanvisningen,
▶
må du la alle sveisepistolkomponenter og kjølemiddelet avkjøles til romtemperatur (+25 °C, +77 °F).
FORSIKTIG!
Fare for materielle skader ved bruk uten kjølemiddel.
Følgene kan bli alvorlige materielle skader.
Ta aldri i bruk vannkjølte sveisepistoler uten kjølemiddel.
▶
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskrifts-
▶
messig bruk, alle garantikrav bortfaller.
FORSIKTIG!
Fare på grunn av kjølemiddel som renner ut.
Følgene kan bli alvorlige personskader og materielle skader.
Lukk alltid kjølemiddelslangene til den vannkjølte sveisepistolen med den
▶
påmonterte plastlåsen når de kobles fra.
60
Page 61

Generelt
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Apparatkonsept TIG-maskinsveisepistol TTG 220 P M
und TTW 400 P M brukes til automatisert TIG-sveising, f.eks.:
i rørlednings- og apparatkon-
-
struksjon
i beholderkonstruksjon
-
i bilindustrien
-
ved de høyeste kvalitetskrav
-
Sveisepistolene fås med Fronius F / F+
+ sentraltilkobling.
NO
Leveranseinnhold
Alternativer
(1) Innstillingslære
(2) Wolframelektrode D = 2,4 mm
(3) Spennhylse
(4) Elektrodeholder
(5) Gasshylse 3/4"
(6) Gasslinse 3/4"
(7) Sveisehjelm 3/4"
(8) Apparathus
(9) Slangepakke med Fronius F el-
ler F++ sentraltilkobling
Sveisepistolen leveres komplett montert, inkl. wolframelektrode D = 2,4 mm. Før
idriftsetting må elektrodeavstanden stilles inn i henhold til bruksområdet.
Gasshylse 1"
-
Gasslinse 1"
-
Sveisehjelm 1"
-
Sveisepistolholder
-
61
Page 62

Montere forbruksdeler
1
1
1
3
2
*
1
2
3
Montere forbruksdeler
FORSIKTIG!
Fare for forbrenning på grunn av varme sveisepistolkomponenter og varmt
kjølemiddel.
Følgene kan bli forbrenninger og skålding.
Før du begynner på arbeidene som er beskrevet i denne bruksanvisningen,
▶
må du la alle sveisepistolkomponenter og kjølemiddelet avkjøles til romtemperatur (+25 °C / +77 °F).
MERKNAD!
Ved gasskjølte sveisesystemer trenger sveisepistolkomponentene en lengre
avkjølingsfase enn ved vannkjølte sveisesystemer.
1
2
3
4
* Spenntangen må ikke demonteres fullstendig for fjerning av wolframelek-
troden.
62
Page 63

Montere for-
30°
1
3
2
2
2
3
1
4
- x -
x
x
bruksdeler
1
3
2
NO
4
63
Page 64

x
35 mm
5 mm
Ved bruk av standard gasshylse med
1
*
en lengde på 42 mm (42,1100,0135)
går gasshylse og elektrode i flukt hvis
innstillingslæren stilles inn på posisjon 20 i henhold til skalaen.
Hvis innstillingsdoren settes inn i innstillingslæren med en dreining på 180°
kan elektroden også stilles inn ved
lengre gasshylser (x + 30 mm).
5 6
MERKNAD!
7
* Skru inn så langt det går
64
Page 65
Idriftsetting
1
2
2
1
3
4
5
Monter sveisepistolholderen
Koble sveisepistolen til
strømkilden og
kjøleapparatet
1
NO
1
MERKNAD!
Kontroller pakningen på tilkoblingen
til sveisepistolen og kjølemiddelnivået
før hver start!
Kontroller kjølemiddelgjennomstrømningen med jevne mellomrom
mens du sveiser.
65
Page 66

Pleie, vedlikehold og avhending
Forbud
66
Page 67

Vedlikehold ved
hver bruk
Avhending Ta hensyn til gjeldende nasjonale og lokale bestemmelser ved avhending.
Kontroller forbruksdeler, og bytt ut defekte forbruksdeler
-
Rens gasshylsen for sveisesprut
-
Kontroller slangepakken for skader; dersom strømførende deler ligger fritt,
-
må slangepakken byttes ut
I tillegg ved hver bruk av vannkjølte sveisepistoler:
Forsikre deg om at alle kjølemiddel-tilkoblinger er tette
-
Forsikre deg om at kjølemiddelreturen fungerer
-
NO
67
Page 68

Feildiagnose, feilutbedring
Feildiagnose, feilutbedring
Sveisepistolen lar seg ikke koble til
Årsak:
Utbedring:
Ingen sveisestrøm.
Nettbryteren på strømkilden er slått på, indikasjonene på strømkilden lyser, beskyttelsesgass tilgjengelig.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Ingen funksjon etter at man har trykket på brennertasten
Nettbryteren er slått på, indikatorene på strømkilden lyser, beskyttelsesgass tilgjengelig
Bajonettlåsen er bøyd
Bytt ut bajonettlåsen
Jordtilkoblingen er feil.
Opprett forskriftsmessig jordtilkobling.
Strømledningen i sveisepistolen er brutt.
Bytt sveisepistolen.
Wolframelektrode løs
Stram wolframelektroden med pistolhetten
Forbruksdeler løse
Stram forbruksdelene
Årsak:
Utbedring:
Årsak:
Utbedring:
HF-overslag på tilkobling til sveisepistol
Årsak:
Utbedring:
HF-overslag på maskinsveisepistolrør
Årsak:
Utbedring:
Årsak:
Utbedring:
HF-overslag på håndtaket
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisepistolen er defekt
Bytt sveisepistol
Printkort i sveisepistol defekt
Skift ut printkort
Tilkobling til sveisepistol ikke tett
Bytt O-ring på bajonettlåsen
Slangepakke ikke tett
Bytt slangepakke
Slangekobling for beskyttelsesgass til pistolkroppen ikke tett
Sett på slangen på nytt og tett den
Slangepakke ikke tett
Bytt slangepakke
Slangekobling for beskyttelsesgass til sveispistolenhet ikke tett
Sett på slangen på nytt og tett den
68
Page 69

Ingen beskyttelsesgass.
Alle andre funksjoner er tilgjengelige.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Dårlige sveiseegenskaper
Årsak:
Utbedring:
Årsak:
Utbedring:
Gassflasken er tom.
Bytt gassflasken.
Trykkreduksjonsventilen er defekt.
Bytt trykkreduksjonsventilen.
Gasslange er ikke montert, eller den er knekt eller skadet.
Monter gasslangen, legg den rett. Bytt defekt gasslange.
Sveisepistolen er defekt.
Bytt sveisepistolen.
Gass-magnetventilen er defekt.
Ta kontakt med kundeservice (få gass-magnetventilen byttet).
Feil sveiseparameter.
Kontroller innstillingene.
Jordtilkoblingen er feil.
Kontroller polariteten på jordtilkobling og koblingsklemme.
NO
Sveisepistolen blir svært varm
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisepistolen er for svakt dimensjonert
Ta hensyn til innkoblingsvarighet og belastningsgrenser
Kun ved vannkjølte anlegg: Vanngjennomstrømning for liten
Kontroller vannivå, vanngjennomstrømningsmengde, vannforurens-
ning osv., kjølemiddelpumpe blokkert: Skru akselen til kjølemiddelpumpen på gjennomføringen med skrutrekker
Kun ved vannkjølte anlegg: Parameteren “Styring Kjøleapparat” er
på “OFF”.
Sett parameteren “Styring kjøleapparat” på “Aut” eller “ON” i Setupmenyen.
69
Page 70

Sveisesømmen er porøs.
Årsak:
Utbedring:
Sprutdannelse i gassdysen, dermed blir det utilstrekkelig gassbeskyttelse i sveisesømmen.
Fjern sveisespruten.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Dårlige tenningsegenskaper
Årsak:
Utbedring:
Hull i gasslangen eller unøyaktig tilkobling av gasslangen.
Bytt gasslangen.
O-ringen på sentraltilkoblingen er revet opp eller defekt
Skift ut O-ringen
Fuktighet / kondens i gassledningen.
Tørk gassledningen.
For kraftig eller for svak gass-forstrømning.
Korriger gass-forstrømningen.
Utilstrekkelig gassmengde ved sveisestart eller sveiseslutt.
Øk gassforstrømming og gassetterstrømming
Det er påført for mye skillemiddel.
Fjern overflødig skillemiddel / påfør mindre skillemiddel.
Uegnet wolframelektrode (for eksempel WP-elektrode ved DC-sveising)
Bruk en egnet wolframelektrode
Årsak:
Utbedring:
Gassdysen får sprekker
Årsak:
Utbedring:
Forbruksdeler løse
Skru fast forbruksdelene
Wolframelektroden stikker ikke langt nok ut av gassdysen
La wolframelektroden stikke lenger ut av gassdysen
70
Page 71

Tekniske data
TTG 220 P M
TTW 400 M P
DC-sveisestrøm
ved 10 min / 40°C (104°F)
AC-sveisestrøm
ved 10 min / 40°C (104°F)
Beskyttelsesgass
(standard EN ISO 14175)
Elektrodediameter 1,6–4,8 mm
Sveisepistol-lengde 4,0 / 8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Maks. tillatt tomgangsspenning (U0) 113 V
Maks. tillatt tennspenning (UP) 11 kV
ED = innkoblingsvarighet
DC-sveisestrøm ved
10 min / 40°C (104°F)
40 % ED / 220 A
60 % ED / 170 A
100 % ED / 130 A
40 % ED / 180 A
60 % ED / 130 A
100 % ED / 100 A
Argon
0.063 - 0.189 in.
60 5 ED / 400 A
100 % ED / 300 A
NO
AC-sveisestrøm ved
10 min / 40°C (104°F)
Beskyttelsesgass
(standard EN ISO 14175)
Elektrodediameter 1,6–4,8 mm
Sveisepistol-lengde 4,0 / 8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Laveste kjøleeffekt iht. IEC 60974-2,
avhengig av slangepakkelengden
Minste kjølemiddelgjennomstrømning
Q
min
Minste kjølemiddeltrykk p
Maks. kjølemiddeltrykk p
Maks. tillatt tomgangsspenning (U0) 113 V
Maks. tillatt tennspenning (UP) 11 kV
ED = innkoblingsvarighet
min
max
60 % ED / 350 A
100 % ED / 270 A
Argon
0.063 - 0.189 in.
950 / 950 W
1 l/min
0.26 gal (US) / min
3 bar
43 psi
5,5 bar
79 psi
71
Page 72

72
Page 73
Índice
Segurança 74
Segurança 74
Informações gerais 75
Conceito de dispositivo 75
Escopo de fornecimento 75
Opções 75
Montar peças de desgaste 76
Desmontar peças de desgaste 76
Montar as peças de desgaste 77
Comissionamento 79
Montar suporte para tocha de solda 79
Conectar a tocha de solda na fonte de solda e no dispositivo de refrigeração 79
Conservação, Manutenção e Descarte 80
Proibido 80
Manutenção a cada comissionamento 81
Descarte 81
Diagnóstico de erro, eliminação de erro 82
Diagnóstico de erro, eliminação de erro 82
Dados técnicos 85
TTG 220 P M 85
TTW 400 M P 85
PT-BR
73
Page 74

Segurança
Segurança
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos e funções descritos nesse documento somente devem ser
▶
realizados por pessoal especializado e treinado.
Este documento deve ser lido e entendido.
▶
Todos os manuais de instruções dos componentes do sistema, especialmente
▶
as diretrizes de segurança, devem ser lidos e compreendidos.
PERIGO!
Perigo devido à corrente elétrica.
Podem ocorrer ferimentos e danos materiais graves.
Todos os cabos, tubulações e jogos de mangueira precisam estar sempre
▶
bem conectados, intactos, corretamente isolados e com as dimensões adequadas.
CUIDADO!
Perigo de queimaduras devido aos componentes quentes da tocha de solda e ao
refrigerador quente.
Escaldaduras graves podem ser provocadas.
Permitir que todos os componentes da tocha de solda e do refrigerador es-
▶
friem à temperatura ambiente (+25 °C/+77 °F) antes de iniciar qualquer trabalho descrito neste manual de instruções.
CUIDADO!
Perigo de danificação devido à operação sem refrigerador.
Podem ocorrer danos materiais graves.
Nunca operar tochas de solda refrigeradas à água sem refrigerador.
▶
O fabricante não se responsabiliza por danos resultantes disso; ficam anula-
▶
das quaisquer reivindicações de garantia.
CUIDADO!
Perigo devido ao vazamento de agente refrigerador.
Podem ocorrer ferimentos e danos materiais graves.
Sempre feche as mangueiras do refrigerador das tochas de solda resfriadas a
▶
água com a tampa de plástico montada nelas quando estiverem desconectadas.
74
Page 75

Informações gerais
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Conceito de dispositivo
Escopo de fornecimento
A tocha-máquina TIG TTG 220 P M e
TTW 400 P M são utilizadas em aplicações automatizadas TIG, por exemplo:
na construção de dutos e aparel-
-
hos
na construção de tabuleiros
-
na indústria automotiva
-
com as mais altas exigências de
-
qualidade
As tochas de solda estão disponíveis
com conexão central Fronius F/F++.
(1) Medidor de ajuste
(2) Eletrodo de tungstênio D = 2,4
mm
(3) Luva de fixação
(4) Suporte do eletrodo
(5) Bico de gás de 3/4"
(6) Lente de gás 3/4"
(7) Capacete de soldagem 3/4"
(8) Carcaça
(9) Jogo de mangueira com
conexão central Fronius F ou F
++
PT-BR
Opções
A tocha de solda é entregue completamente montada, incluindo o eletrodo de
tungstênio D = 2,4 mm. Antes do comissionamento, a distância do eletrodo correspondente à aplicação deve ser ajustada.
Bico de gás 1"
-
Lente de gás 1"
-
Capacete de soldagem 1"
-
Suporte de tocha de solda
-
75
Page 76

Montar peças de desgaste
1
1
1
3
2
*
1
2
3
Desmontar
peças de desgaste
CUIDADO!
Perigo de queimaduras devido aos componentes quentes da tocha de solda e ao
refrigerador quente.
Podem ocorrer queimaduras ou escaldaduras graves.
Permitir que todos os componentes da tocha de solda e do refrigerador es-
▶
friem à temperatura ambiente (+25 °C/+77 °F) antes de iniciar qualquer trabalho descrito neste manual de instruções.
AVISO!
Com sistemas de soldagem refrigerados a gás, os componentes da tocha de solda quente requerem uma fase de resfriamento mais longa do que com sistemas
de soldagem refrigerados a água.
1
2
3
4
* Para remover o eletrodo de tungstênio, a pinça não precisa ser completa-
mente desmontada.
76
Page 77

Montar as peças
30°
1
3
2
2
2
3
1
4
- x -
x
x
de desgaste
1
3
2
PT-BR
4
77
Page 78

x
35 mm
5 mm
Ao utilizar o bico de gás padrão com
1
*
um comprimento de 42 mm
(42.1100.0135), o bico de gás e o eletrodo são nivelados quando o
manômetro de ajuste é ajustado na
posição 20 de acordo com a escala.
Se o mandril de ajuste for inserido no
manômetro de ajuste girado em 180°,
o eletrodo também pode ser ajustado
com bicos de gás mais longos (x + 30
mm).
5 6
AVISO!
7
* Aparafusar até o batente
78
Page 79

Comissionamento
1
2
2
1
3
4
5
Montar suporte
para tocha de
solda
Conectar a tocha
de solda na fonte
de solda e no dispositivo de refrigeração
1
1
AVISO!
Antes de cada comissionamento, veri-
PT-BR
ficar o anel de vedação no cordão da
tocha de solda e o nível do refrigerador!
Durante a operação de soldagem, verificar o fluxo do líquido para o refrigerador em intervalos regulares.
79
Page 80

Conservação, Manutenção e Descarte
Proibido
80
Page 81

Manutenção a
cada comissionamento
Descarte O descarte pode ser executado somente de acordo com as determinações nacio-
Verificar peças de desgaste, substituir peças de desgaste com defeito
-
Deixar o bico de gás livre de respingos de solda
-
Verifique se o jogo de mangueira está danificado, se partes tensionadas esti-
-
verem expostas, substitua o jogo de mangueira
Além disso, em cada comissionamento, nas tochas de solda resfriadas a água:
garantir que todas as conexões do refrigerador estejam vedadas
-
garantir que haja um fluxo de retorno adequado do refrigerador
-
nais e regionais em vigor.
PT-BR
81
Page 82
Diagnóstico de erro, eliminação de erro
Diagnóstico de
erro, eliminação
de erro
Não é possível conectar a tocha de solda
Causa:
Solução:
Sem corrente de soldagem
Interruptor da fonte de solda ligado, indicações na fonte de solda acesas, gás de
proteção disponível
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Sem função após pressionar a tecla de queima
Interruptor ligado, indicações na fonte de solda acesas, gás de proteção disponível
Fecho da baioneta dobrado
Substituir o fecho da baioneta
Conexão à terra incorreta
Estabelecer conexão à terra de forma adequada
Cabo de corrente na tocha de solda interrompido
Substituir a tocha de solda
Eletrodo de tungstênio solto
Apertar o eletrodo de tungstênio com a capa da tocha
Peças de desgaste soltas
Apertar peças de desgaste
Causa:
Solução:
Causa:
Solução:
Descarga de alta frequência na conexão da tocha de solda
Causa:
Solução:
Flashover HF no tubo do queimador da máquina
Causa:
Solução:
Causa:
Solução:
Descarga de alta frequência no puxador embutido
Causa:
Solução:
Tocha de solda com defeito
Trocar a tocha de solda
Cartão na tocha de solda com defeito
Substituir cartão
Conexão da tocha de solda com vazamento
Trocar o o-ring no bloqueio da baioneta
Jogo de mangueira com vazamento
Trocar jogo de mangueira
Conexão da mangueira do gás de proteção ao corpo da tocha de solda com vazamento
Conectar e vedar a mangueira
Jogo de mangueira com vazamento
Trocar jogo de mangueira
82
Causa:
Solução:
Conexão da mangueira do gás de proteção ao corpo da tocha de solda com vazamento
Conectar e vedar a mangueira
Page 83

Sem gás de proteção
todas as outras funções estão disponíveis
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Características de soldagem ruins
Causa:
Solução:
Causa:
Solução:
Cilindro de gás vazio
Substituir o cilindro de gás
Válvula redutora de pressão com defeito
Substituir válvula redutora de pressão/gás
Mangueira de gás não montada, dobrada ou danificada
Montar a mangueira de gás, colocar de forma reta. Substituir man-
gueira de gás defeituosa
Tocha de solda com defeito
Substituir a tocha de solda
Válvula solenoide de gás com defeito
Entrar em contato com a assistência técnica (trocar válvula solenoide
de gás)
Parâmetros de soldagem incorretos
Verificar os ajustes
Conexão de massa incorreta
Verificar a conexão de massa e o borne quanto à polaridade
PT-BR
A tocha de solda esquenta muito
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Tocha de soldagem dimensionada muito fraca
Observar o tempo de inicialização e os limites de carga
Somente em instalações com refrigeração à água: Fluxo de água muito baixo
Controlar o nível de água, volume de fluxo de água, sujeira na água
etc., bomba do produto de refrigeração bloqueada: Girar para frente
o eixo da bomba do produto de refrigeração através de uma chave de
fenda na passagem
Somente em instalações com refrigeração à água: Parâmetro 'Ctrl da
Unidade de Refrigeração" encontra-se em "OFF".
No menu Setup, ajustar o parâmetro "Ctrl da Unidade de Refrigeração" para "Aut" ou "ON".
83
Page 84

Porosidade na costura de soldagem
Causa:
Solução:
Formação de respingos no bico de gás, por isso a proteção de gás da
costura de soldagem é insuficiente
Remover os respingos de solda
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Péssimas características de ignição
Causa:
Solução:
Furos ou conexão incorreta da mangueira de gás
Trocar a mangueira de gás
O o-ring na conexão central está cortado ou com defeito
Trocar o o-ring
Umidade/condensação no tubo de gás
Secar tubo de gás
Fluxo de gás muito forte ou muito fraco
Corrigir fluxo de gás
Quantidade de gás insuficiente no início ou no fim de soldagem
Aumentar o fornecimento de gás e o pós-fluxo de gás
Aplicação de agente separador em excesso
Retirar o agente separador em excesso/aplicar menos agente separa-
dor
Eletrodo de tungstênio inadequado (por exemplo, eletrodo WP na
solda CC)
Utilizar o eletrodo de tungstênio adequado
Causa:
Solução:
Rachadura no bico de gás
Causa:
Solução:
Peças de desgaste soltas
Prender firmemente as peças de desgaste
O eletrodo de tungstênio não está longe o suficiente do bico de gás
Afastar o eletrodo de tungstênio do bico de gás
84
Page 85

Dados técnicos
TTG 220 P M
Corrente de soldagem CC
a 10 min/40°C (104°F)
Corrente de soldagem CA
a 10 min / 40°C (104°F)
Gás de proteção
(Norma EN ISO 14175)
Diâmetro do eletrodo 1,6 - 4,8 mm
Comprimento da tocha de solda 4,0/8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
Tensão de circuito aberto máxima permitida (U0)
Tensão de ignição máxima permitida
(UP)
ED = Ciclo de trabalho
40 % ED / 220 A
60 % ED / 170 A
100 % ED / 130 A
40 % ED / 180 A
60 % ED / 130 A
100 % ED / 100 A
Argônio
0.063 - 0.189 in.
113 V
11 kV
PT-BR
TTW 400 M P
Corrente de soldagem CC a
10 min / 40°C (104°F)
Corrente de soldagem CA a
10 min / 40°C (104°F)
Gás de proteção
(Norma EN ISO 14175)
Diâmetro do eletrodo 1,6 - 4,8 mm
Comprimento da tocha de solda 4,0/8,0 m
13 + 1.48 / 26 + 2.96 ft. + in.
A menor capacidade de refrigeração
de acordo com a norma IEC 60974-2
depende do comprimento do jogo de
mangueira
Fluxo mínimo do líquido para o refrigerador Q
Pressão mínima do refrigerador p
Pressão máxima do refrigerador p
mín
mín
máx
60 % ED / 400 A
100 % ED / 300 A
60 % ED / 350 A
100 % ED / 270 A
Argônio
0.063 - 0.189 in.
950 / 950 W
1 l/min
0.26 gal (US)/min
3 bar
43 psi
5,5 bar
79 psi
Tensão de circuito aberto máxima permitida (U0)
Tensão de ignição máxima permitida
(UP)
113 V
11 kV
85
Page 86

ED = Ciclo de trabalho
86
Page 87
PT-BR
87
Page 88

 Loading...
Loading...