


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TTB 160 G, TTB 220 G, TTB 260 G
TTB 300 W, TTB 400 W, TTB 500 W
THP 160d G, THP 220d G
THP 260d G
THP 300d W, THP 400d W
THP 500d W
Upute za upotrebu
HR
Ručni gorionik za zavarivanje za TIG
Istruzioni per l'uso
IT
Torcia per saldatura manuale TIG
操作手順
JA
TIG 手動溶接トーチ
Руководство по эксплуатации
RU
Ручная горелка для сварки WIG
Kullanım kılavuzu
TR
TIG el torcu
操作说明书
ZH
WIG 手工焊炬
42,0410,2530 003-14092021


Sadržaj
Sigurnost 4
Sigurnost 4
Općenito 6
Opće informacije 6
Up/Down gorionik za zavarivanje 6
Zamjena korisničkog sučelja 7
Montaža potrošnih dijelova 8
Montaža potrošnih dijelova sustava A 8
Montaža potrošnih dijelova sustava P 9
Instalacija i puštanje u pogon 10
Montiranje tijela gorionika 10
Gorionik za zavarivanje spojite na izvor struje i rashladni uređaj 11
Okretanje tijela gorionika 11
Zamjena tijela gorionika – plinom hlađeni gorionici za zavarivanje 12
Zamjena tijela gorionika – vodom hlađeni gorionici za zavarivanje 12
Zamjena tijela gorionika 14
Njega, održavanje i odlaganje 15
Općenito 15
Održavanje prilikom svakog stavljanja u pogon 16
Odlaganje 16
Dijagnoza grešaka, uklanjanje grešaka 17
Dijagnoza grešaka, uklanjanje grešaka 17
Tehnički podaci 20
Općenito 20
Plinom hlađeno tijelo gorionika – TTB 160, TTB 220, TTB 260 20
Vodom hlađeno tijelo gorionika – TTB 300, TTB 400, TTB 500 21
Plinom hlađeni paket crijeva – THP 160d, THP 220d, THP 260d 22
Vodom hlađeni paket crijeva – THP 300d,THP 400d,THP 500d 23
HR
3

Sigurnost
Sigurnost
UPOZORENJE!
Opasnost uslijed nepravilnog rukovanja i neispravno izvedenih radova.
Posljedica mogu biti teške ozljede i materijalna šteta.
Sve radove i funkcije opisane u ovom dokumentu smije obavljati samo educirano
▶
stručno osoblje.
S razumijevanjem pročitajte ovaj dokument.
▶
S razumijevanjem pročitajte ove upute za upotrebu komponenti sustava, a posebno
▶
sigurnosne propise.
UPOZORENJE!
Opasnost od električne struje i opasnost od ozljeda u slučaju ispadanja žičane
elektrode.
Posljedica mogu biti teške ozljede i materijalna šteta.
Mrežni prekidač izvora struje prebacite u položaj - O -.
▶
Odvojite izvor struje od mreže.
▶
Osigurajte da do završetka svih radova izvor struje ostane odvojen od mreže.
▶
UPOZORENJE!
Opasnost od električne struje.
Posljedica mogu biti teške ozljede i materijalna šteta.
Svi kabeli, vodovi i paketi crijeva uvijek moraju biti čvrsto pričvršćeni, neoštećeni,
▶
ispravno izolirani i prikladnih dimenzija.
OPREZ!
Opasnost od opeklina uslijed rada s vrućim komponentama gorionika za zavarivanje i vrućim rashladnim sredstvom.
Posljedica mogu biti teške opekline.
Prije početka svih radova opisanih u ovim uputama za upotrebu, ostavite da se sve
▶
komponente gorionika za zavarivanje i rashladno sredstvo ohlade na sobnu temperaturu (+ 25 °C, + 77 °F).
OPREZ!
Opasnost od oštećenja uslijed rada bez rashladnog sredstva.
Posljedica može biti teška materijalna šteta.
Vodom hlađeni gorionik za zavarivanje nikada ne stavljajte u pogon bez rashladnog
▶
sredstva.
Proizvođač ne odgovara za tako nastale štete i prestaju vrijediti svi jamstveni zaht-
▶
jevi.
4

OPREZ!
Opasnost u slučaju curenja rashladnog sredstva.
Posljedica mogu biti teške ozljede i materijalna šteta.
Crijeva za rashladno sredstvo vodom hlađenog gorionika za zavarivanje uvijek zat-
▶
varajte plastičnim čepom ugrađenim na crijeva ako su ona odvojena od rashladnog
uređaja ili sustava za pomicanje žice.
HR
5

Općenito
+
-
Opće informacije Tijelo gorionika za TIG izuzetno je robusno i pouzdano. Ergonomski oblikovana školj-
kasta ručka i optimalna raspodjela težine omogućavaju jednostavan rad bez zamaranja.
Gorionici za zavarivanje dostupni su u izvedbi za hlađenje plinom i vodom i mogu se prilagoditi najrazličitijim zadacima.
Gorionici za zavarivanje posebno su prikladni za ručnu serijsku proizvodnju i pojedinačnu proizvodnju, kao i za radionice.
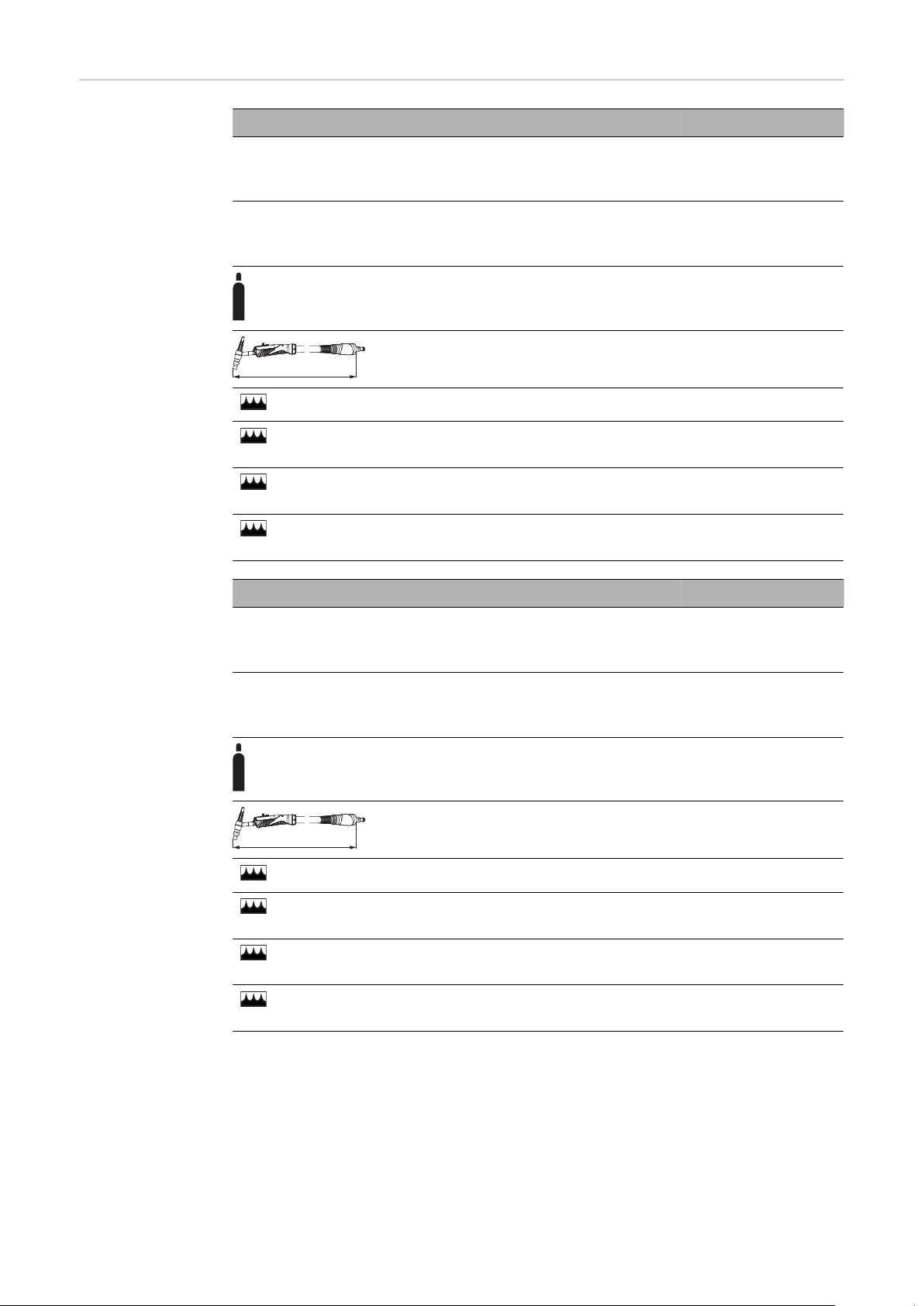
Up/Down gorionik za zavarivanje
Up/Down gorionik za zavarivanje ras-
polaže sljedećim funkcijama:
promjena snage zavarivanja pritiskom
na tipke gore/dolje (+/-)
stvaranje kapica u okviru postupka
zavarivanja TIG AC
međuopadanje u kombinaciji s načinom
rada s 4 takta
(I1 > I2)
Promjena snage zavarivanja Stvaranje kapica
1 1
6

Međuopadanje
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Zamjena
korisničkog
sučelja
1
1 2
2
HR
3
7

Montaža potrošnih dijelova
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Montaža
potrošnih dijelova sustava A
Potrošni dijelovi sustava A s utaknutom mlaznicom za plin
1
3
2
4
NAPOMENA!
Pritegnite poklopac gorionika samo toliko čvrsto da se volframova elektroda ne
može pomaknuti ručno.
* Zamjenjivi gumeni brtveni prsten samo za sustav TTB 220 G/A
** Ovisno o izvedbi gorionika za zavarivanje, umjesto stezne matice može se upot-
rebljavati plinska leća.
NAPOMENA!
Opasnost od oštećenja navoja.
Samo lagano pritegnite steznu maticu ili plinsku leću.
8

Montaža
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
potrošnih dijelova sustava P
Potrošni dijelovi sustava P s uvijenom mlaznicom za plin
1
2
HR
3
4
NAPOMENA!
Pritegnite poklopac gorionika samo toliko čvrsto da se volframova elektroda ne
može pomaknuti ručno.
* Zamjenjivi gumeni brtveni prsten samo za sustav TTB 220 G/P
** Ovisno o izvedbi gorionika za zavarivanje, umjesto stezne matice može se upot-
rebljavati plinska leća.
NAPOMENA!
Opasnost od oštećenja navoja.
Samo lagano pritegnite steznu maticu ili plinsku leću.
9

Instalacija i puštanje u pogon
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
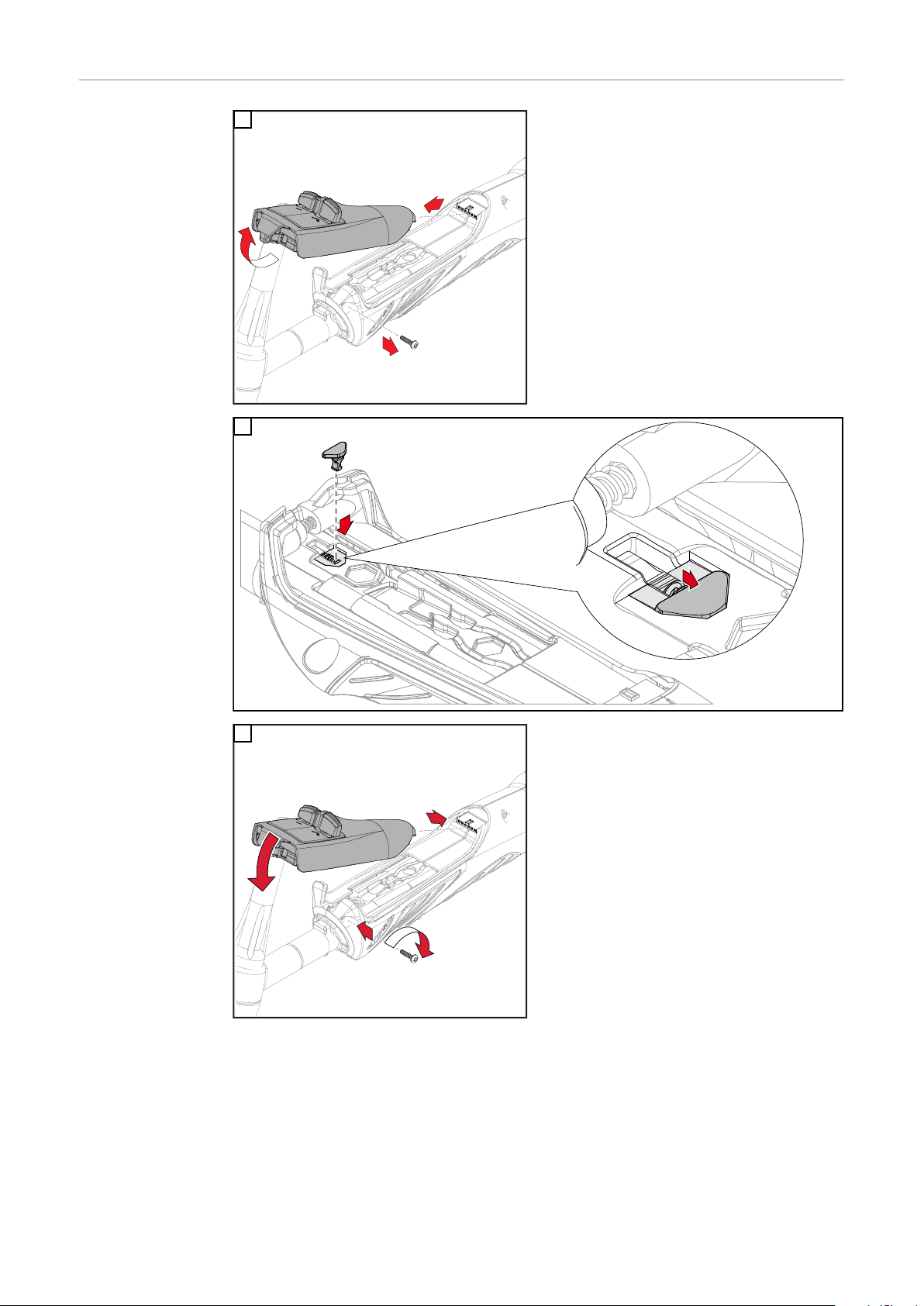
Montiranje tijela
gorionika
1
* Prije montaže podmažite O-prsten!
3
2
4
10
VAŽNO! Prilikom montiranja tijela gorionika provjerite je li tijelo umetnuto do kraja i je li
uglavljeno.

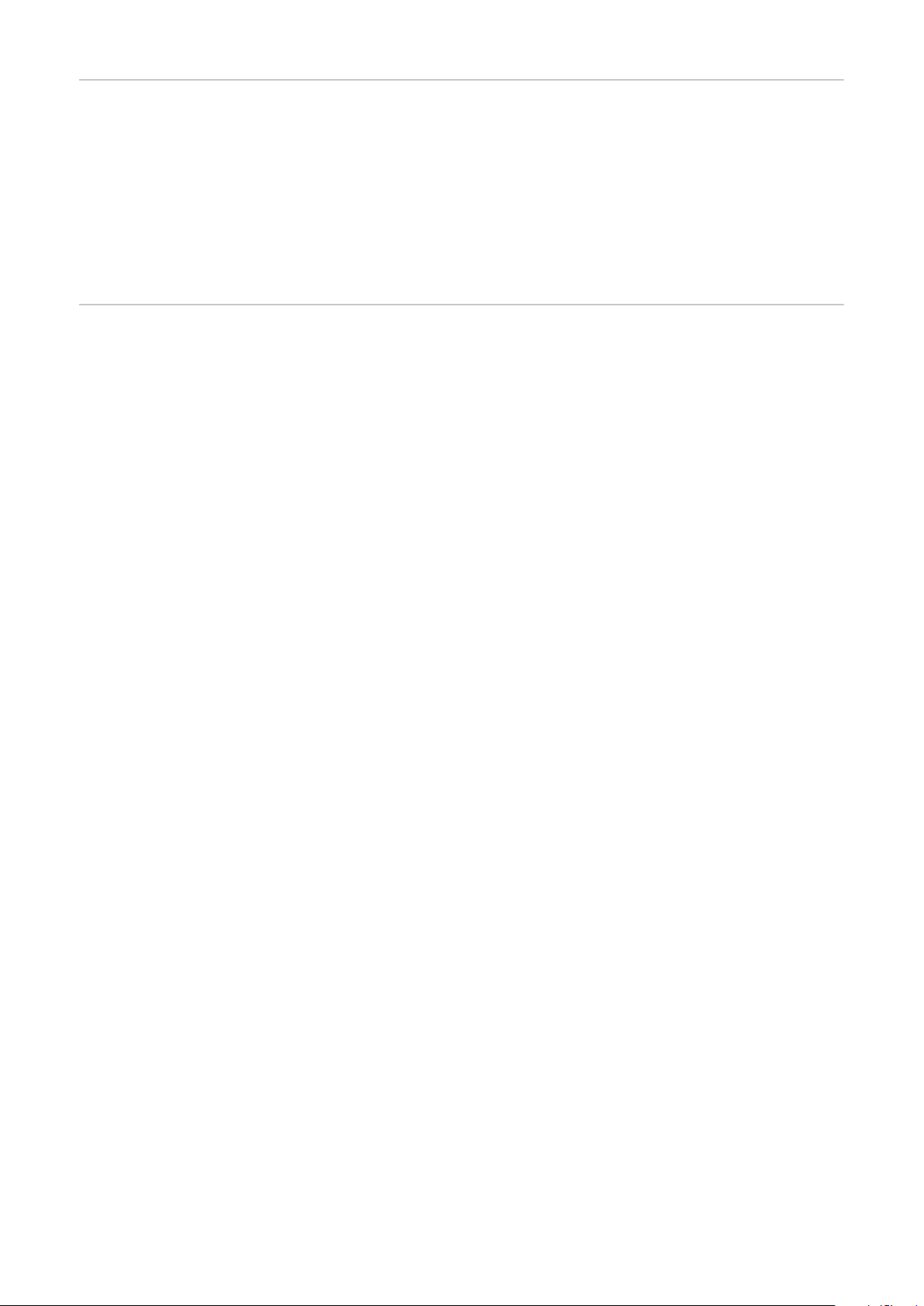
Gorionik za zava-
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
rivanje spojite na
izvor struje i
rashladni uređaj
1
2
HR
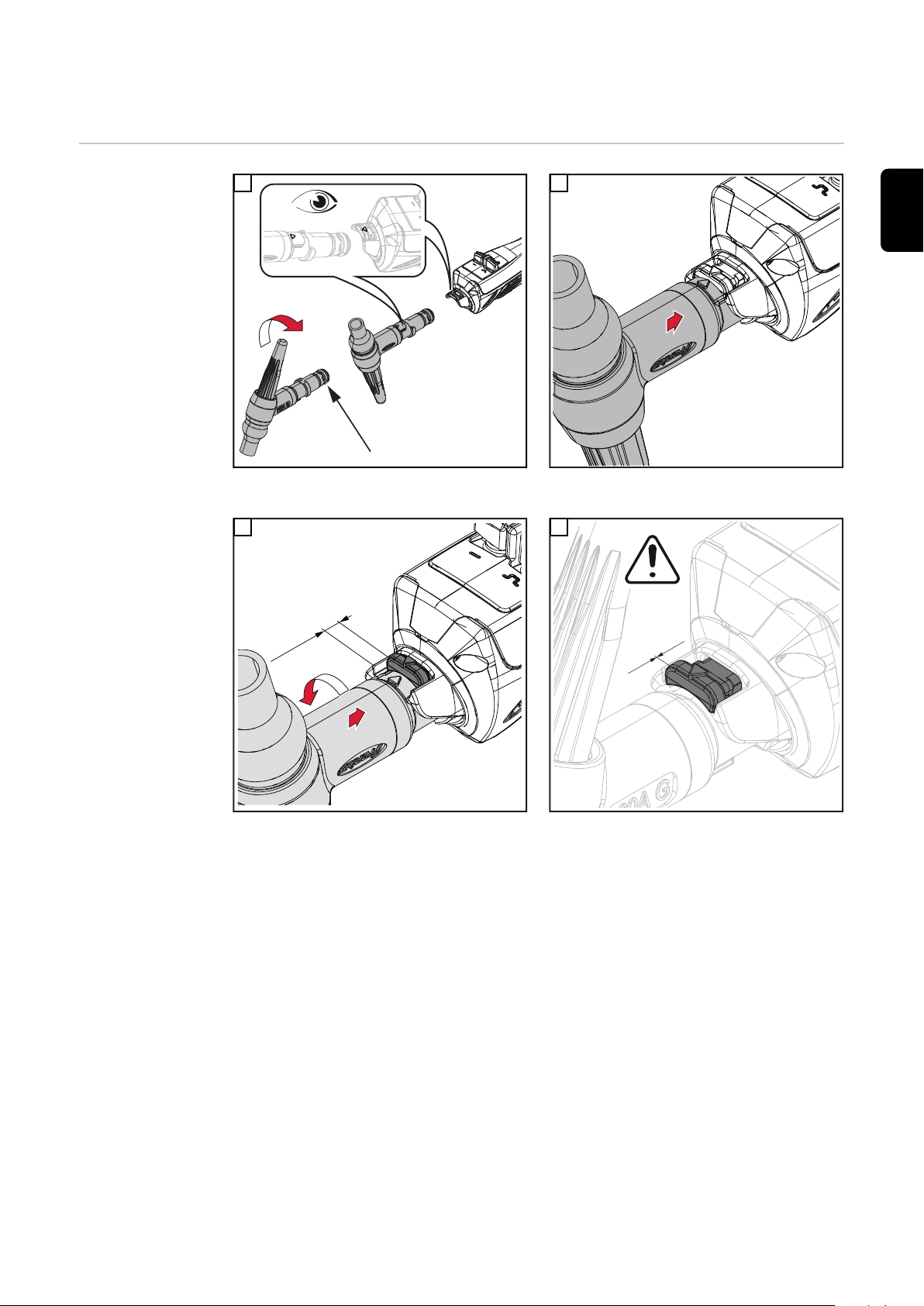
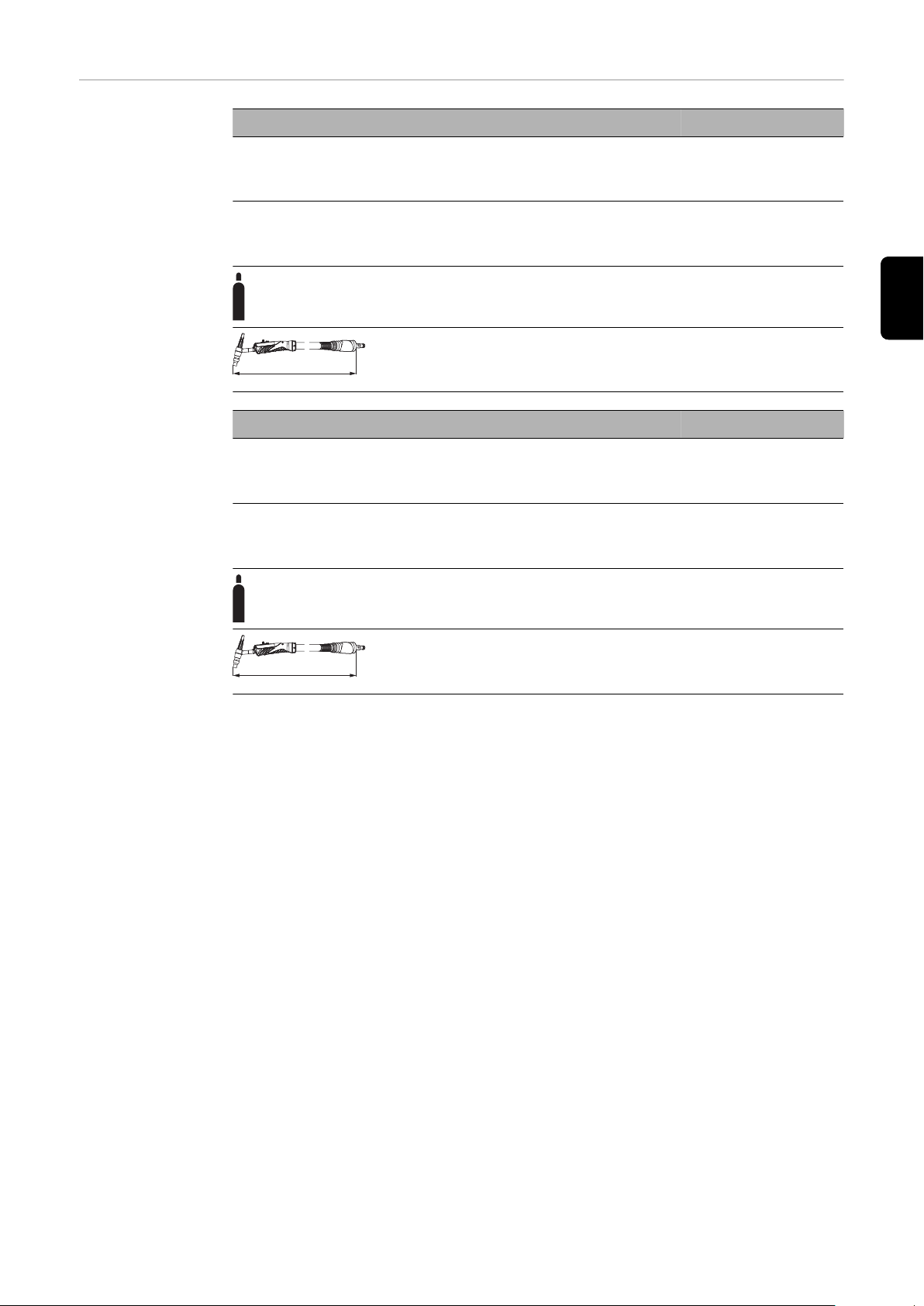
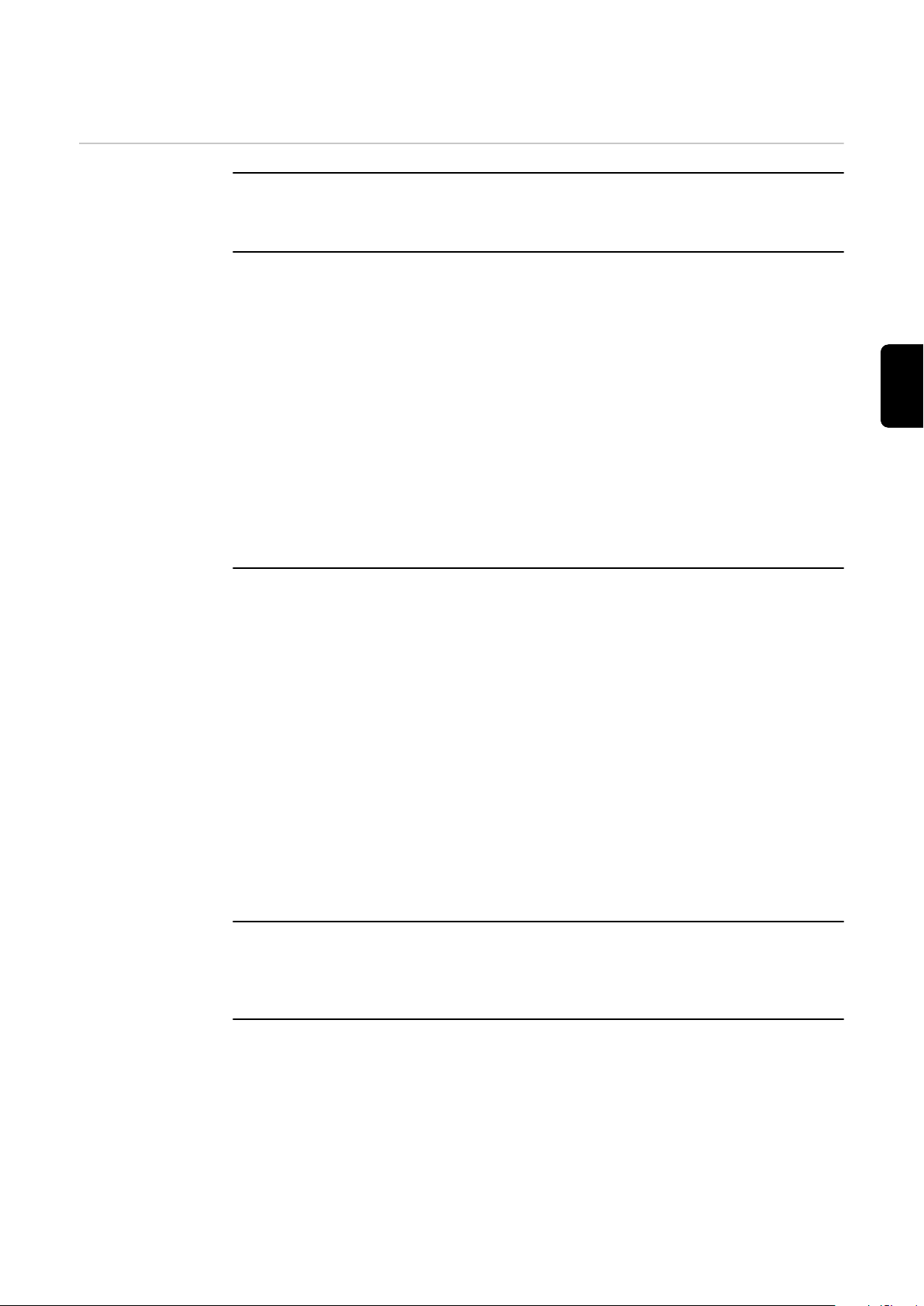
Okretanje tijela
gorionika
Tijelo gorionika za TIG s Tuchel upravljačkim
utikačem
Tijelo gorionika za TIG s TMC upravljačkim utikačem
NAPOMENA!
Prije svakog stavljanja u pogon provjerite brtveni prsten na priključku gorionika za
zavarivanje i razinu rashladnog sredstva!
Tijekom zavarivanja u pravilnim vremenskim razmacima provjeravajte protok rashladnog
sredstva.
1
11

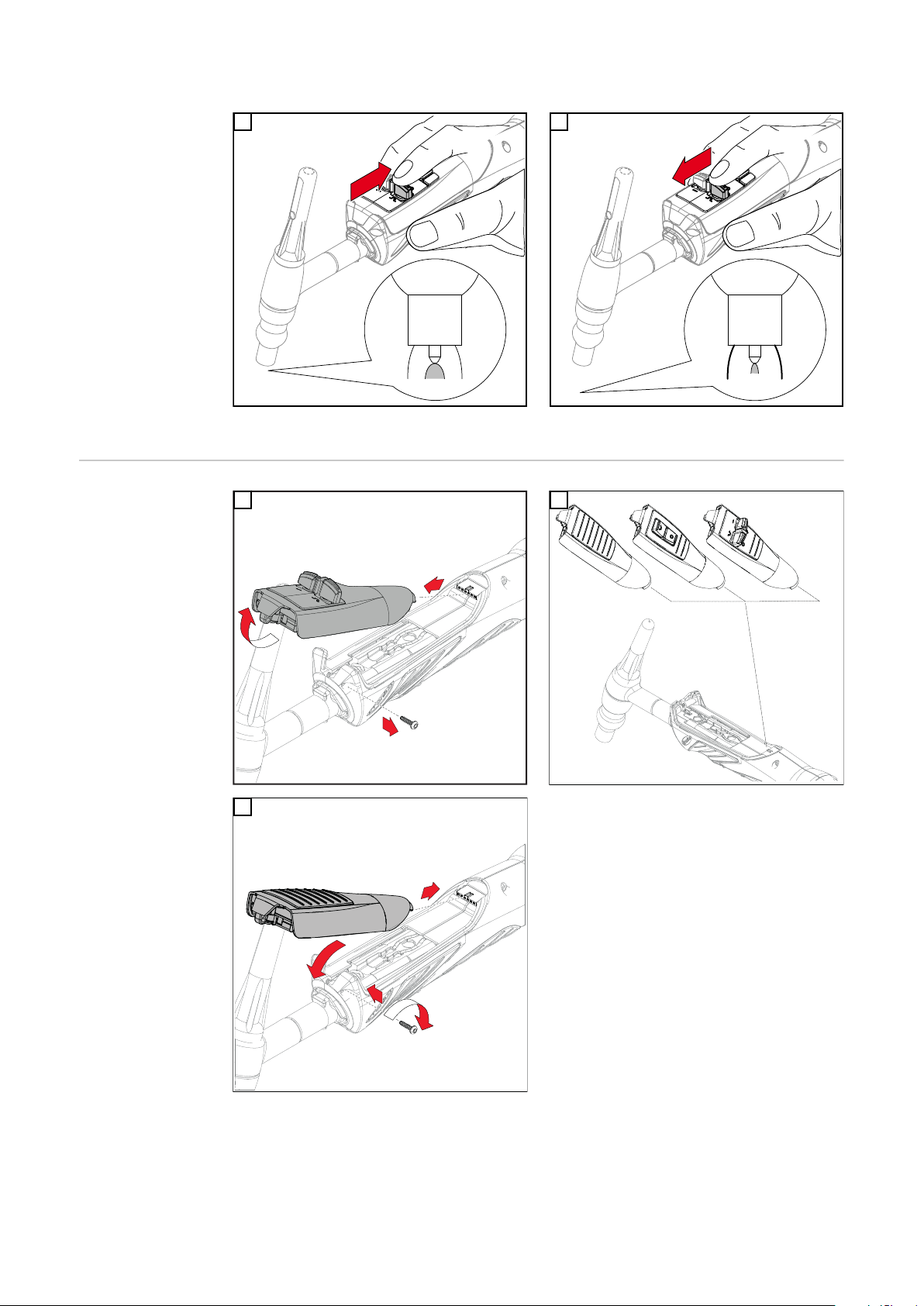
Zamjena tijela
1
180°
1
1
1
1
gorionika – plinom hlađeni
gorionici za zavarivanje
1
3
2
Zamjena tijela
gorionika –
vodom hlađeni
gorionici za zavarivanje
NAPOMENA!
Prilikom zamjene tijela gorionika vodite računa o tome da montirate samo sustave
koji su međusobno kompatibilni.
Nemojte montirati plinom hlađena tijela gorionika na vodom hlađene pakete crijeva i
▶
obrnuto!
VAŽNO! Prilikom montiranja tijela gorionika provjerite je li tijelo umetnuto do kraja i je li
uglavljeno!
Isključite izvor struje i odvojite od strujne mreže;
1
pričekajte da završi faza postupnog zaustavljanja rashladnog sustava
Kod postojećeg rashladnog uređaja CU 600 MC:
2
ispraznite paket crijeva za gorionik za zavarivanje s pomoću izvora struje ili gorionika
za zavarivanje
Kod drugih rashladnih uređaja:
zatvorite crijevo za dovod rashladnog sredstva na rashladnom uređaju
Ispušite crijevo za dovod rashladnog sredstva stlačenim zrakom od maks. 4 bara
3
tako da većina rashladnog sredstva isteče natrag u spremnik za rashladno sredstvo
12

1
4
180°
1
1
1
1
5
HR
6
Stlačenim zrakom očistite spojno mjesto na paketu crijeva
7
Obrišite tijelo gorionika krpom
8
Postavite zaštitni preklop na tijelo gorionika
9
NAPOMENA!
Prilikom zamjene tijela gorionika vodite računa o tome da montirate samo sustave
koji su međusobno kompatibilni.
Nemojte montirati plinom hlađena tijela gorionika na vodom hlađene pakete crijeva i
▶
obrnuto!
VAŽNO! Prilikom montiranja tijela gorionika provjerite je li tijelo umetnuto do kraja i je li
uglavljeno.
Montiranje tijela gorionika
10
Spojite izvor struje na mrežu i uključite uređaj
11
Pritisnite tipku za provjeru plina na izvoru struje.
12
Zaštitni plin strujat će 30 sekundi.
Provjerite protok rashladnog sredstva:
13
u spremniku za rashladno sredstvo mora biti vidljiv besprijekoran povratni tok.
Provedite postupak probnog zavarivanja i provjerite kvalitetu zavarenog šava
14
13
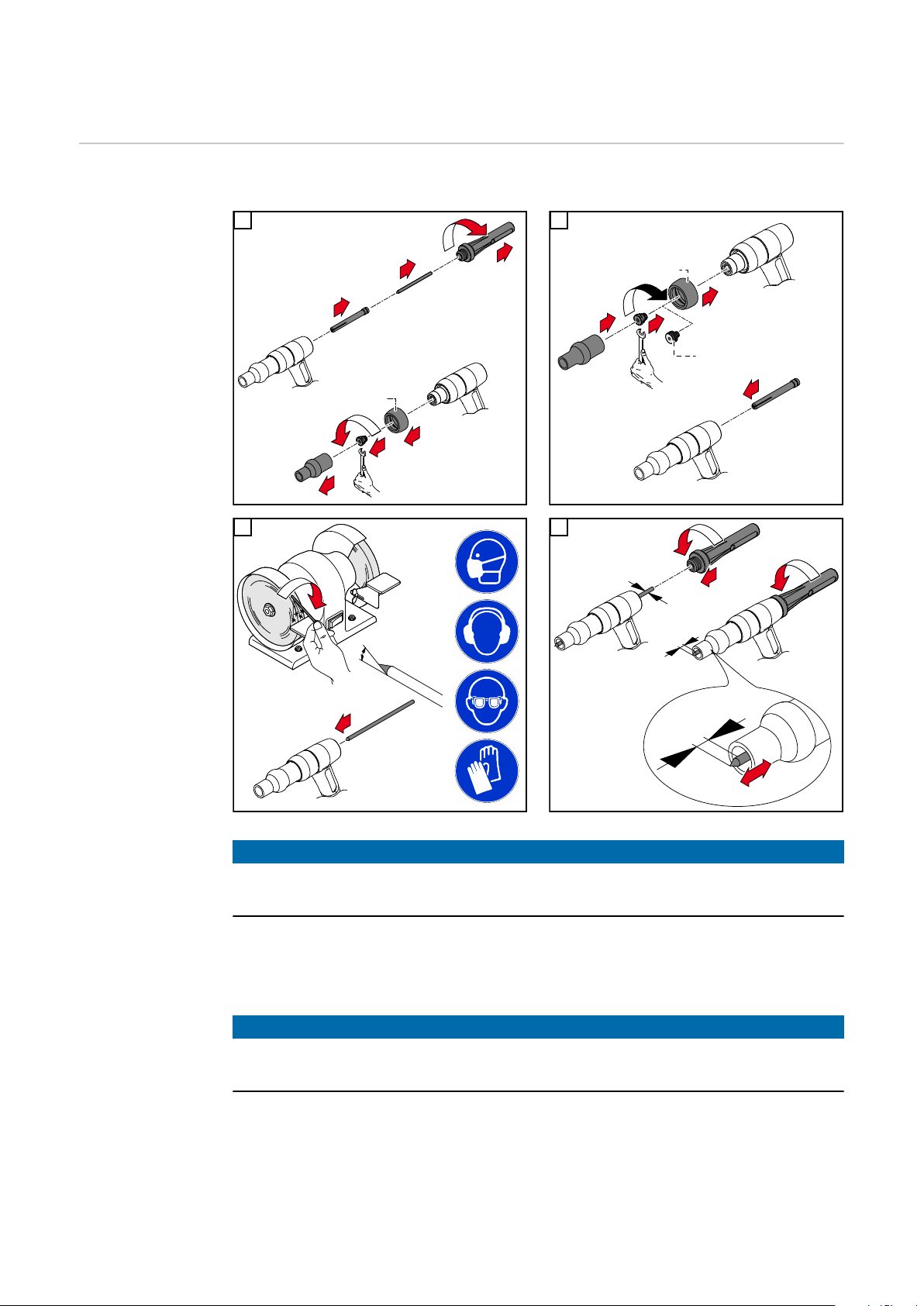
Zamjena tijela
1
3
2
1
2
1
3
0,6 Nm
2
gorionika
1
2
3
14

Njega, održavanje i odlaganje
Općenito
HR
15

Održavanje prilikom svakog
stavljanja u
pogon
Odlaganje Uređaj odlažite samo u skladu s važećim nacionalnim i regionalnim odredbama.
- Provjerite potrošne dijelove, zamijenite neispravne potrošne dijelove
- Uklonite prskotine od zavarivanja s mlaznice za plin
Dodatno, prilikom svakog stavljanja u pogon, kod vodom hlađenih gorionika za zavarivanje poduzmite sljedeće:
- provjerite jesu li svi priključci za rashladno sredstvo nepropusni
- provjerite je li povratni tok rashladnog sredstva ispravan
16

Dijagnoza grešaka, uklanjanje grešaka
HR
Dijagnoza
grešaka,
uklanjanje
grešaka
Gorionik za zavarivanje ne može se priključiti
Uzrok:
Uklanjanje:
Nema struje zavarivanja
Mrežni utikač izvora struje je uključen, indikatori na izvoru struje svijetle, zaštitni plin je
dostupan
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Ne funkcionira nakon pritiskanja tipke gorionika
Mrežni utikač je uključen, indikatori na izvoru struje svijetle, zaštitni plin je dostupan
bajunetni zatvarač je savijen
zamijenite bajunetni zatvarač
uzemljenje je neispravno postavljeno
ispravno postavite uzemljenje
kabel za struju u gorioniku za zavarivanje je prekinut
zamijenite gorionik za zavarivanje
volframova elektroda je labava
pritegnite volframovu elektrodu uz pomoć poklopca gorionika
labavi potrošni dijelovi
pritegnite potrošne dijelove
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Prelijevanje HF-a na priključku gorionika za zavarivanje
Uzrok:
Uklanjanje:
Prelijevanje HF-a na školjkastoj ručki
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
upravljački utikač nije ukopčan
ukopčajte upravljački utikač
oštećen gorionik za zavarivanje ili upravljački vod gorionika za zavarivanje
zamijenite gorionik za zavarivanje
neispravni utični spojevi „tipka gorionika / upravljački vod / izvor struje”
provjerite utične spojeve / zatražite servisiranje izvora struje ili gorionika za
zavarivanje
tiskana pločica u gorioniku za zavarivanje je neispravna
zamijenite tiskanu pločicu
priključak gorionika za zavarivanje propušta
zamijenite O-prsten na bajunetnom zatvaraču
paket crijeva propušta
zamijenite paket crijeva
priključak crijeva zaštitnog plina prema tijelu gorionika propušta
stavite novo crijevo i zabrtvite
17

Nema zaštitnog plina
sve ostale funkcije su dostupne
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
slabe karakteristike zavarivanja
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
boca za plin je prazna
zamijenite bocu za plin
regulator tlaka plina je oštećen
zamijenite regulator tlaka plina
crijevo za plin nije montirano, savijeno je ili oštećeno
montirajte crijevo za plin, postavite ga ravno; zamijenite oštećeno crijevo za
plin
gorionik za zavarivanje je oštećen
zamijenite gorionik za zavarivanje
magnetni ventil za plin je oštećen
obavijestite službu za korisnike (zatražite zamjenu magnetnog ventila za
plin)
pogrešni parametri zavarivanja
provjerite postavke
uzemljenje je neispravno postavljeno
provjerite polaritet uzemljenja i priključnice
Gorionik za zavarivanje postaje jako vruć
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
gorionik za zavarivanje je preslabih karakteristika
obratite pozornost na trajanje primjene i granice opterećenja
samo kod vodom hlađenih uređaja: Preslab protok rashladne vode
Provjerite stanje vode, jačinu protoka, onečišćenje vode itd., pumpa za
rashladno sredstvo blokirana: Odvijačem zavrnite vratilo na prolaz pumpe
za rashladno sredstvo
samo kod vodom hlađenih uređaja: Parametar „Upravlj. rashladnog uređaja”
postavljen je na „OFF”.
U izborniku postavki namjestiti parametar „Upravlj. rashladnog uređaja” na
„Aut” ili „ON”.
18

Poroznost zavarenog šava
Uzrok:
Uklanjanje:
stvaranje prskotina u mlaznici za plin zbog čega je plinska zaštita zavarenog šava neodgovarajuća
uklonite prskotine od zavarivanja
HR
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Loša svojstva paljenja
Uzrok:
Uklanjanje:
rupe u crijevu za plin ili neispravno povezano crijevo za plin
zamijenite crijevo za plin
O-prsten na središnjem priključku prerezan je ili neispravan
zamijenite O-prsten
vlaga/kondenzat u vodu za plin
osušite vod za plin
prejak ili preslab predtok plina
ispravite predtok plina
nedovoljna količina plina za početak ili kraj zavarivanja
povećajte vrijeme predprotoka plina (GPr) i naknadni protok plina
nanesena je prevelika količina sredstva za odvajanje
uklonite višak sredstva za odvajanje / nanesite manju količinu sredstva za
odvajanje
neprikladna volframova elektroda (npr. WP elektroda kod DC zavarivanja)
upotrijebite odgovarajuću volframovu elektrodu
Uzrok:
Uklanjanje:
Puknuća na mlaznici za plin
Uzrok:
Uklanjanje:
labavi potrošni dijelovi
pritegnite potrošne dijelove
volframova elektroda ne strši dovoljno iz mlaznice za plin
podignite volframovu elektrodu dalje iz mlaznice za plin
19

Tehnički podaci
Općenito
Plinom hlađeno
tijelo gorionika –
TTB 160, TTB
220, TTB 260
Maksimalno dopušteni napon praznog
hoda (U0)
Maksimalno dopušteni napon paljenja
(Up)
Proizvod odgovara zahtjevima u skladu s normom IEC 60974-7.
Tehnički podaci za tipku gorionika:
U
maks.
I
maks.
Rad s tipkom gorionika dopušten je isključivo u okviru tehničkih podataka.
TTB 160 G TTB 220 G
Struja zavarivanja pri
10 min / 40 °C (104 °F)
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
AC
I (ampera) 35 % ED* 160
60 % ED* 120
100 % ED* 90
I (ampera) 35 % ED* 120
60 % ED* 90
100 % ED* 70
35 % ED* 220
60 % ED* 170
100 % ED* 130
35 % ED* 180
60 % ED* 130
100 % ED* 100
113 V
10 kV
35 V
100 mA
Struja zavarivanja pri
10 min / 40 °C (104 °F)
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
AC
*ED = trajanje primjene
Standard
EN 439
mm
in.
TTB 260 G
I (ampera) 35 % ED* 260
I (ampera) 35 % ED* 200
Standard
EN 439
mm
in.
Argon Argon
1,0 – 3,2
0,039 – 0,126
60 % ED* 200
100 % ED* 150
60 % ED* 160
100 % ED* 120
Argon
1,6 – 6,4
0,063 – 0,252
1,0 – 4,0
0,039 – 0,158
20

NAPOMENA!
Vodom hlađeno
tijelo gorionika –
TTB 300, TTB
400, TTB 500
Za tijela gorionika TTB160 G, TTB 220 G i TTB 300 W vrijede navodi za struju zavarivanja samo kod upotrebe standardnih potrošnih dijelova.
Kod upotrebe leća za plin i kraćih mlaznica za plin reduciraju se navodi za struju zavarivanja.
NAPOMENA!
Za tijela gorionika TTB 160 G, TTB 220 G i TTB 260 G podaci o struji zavarivanja
vrijede tek od duljine tijela gorionika D ≥ 65 mm
Pri uporabi kraćih tijela gorionika podaci o struji zavarivanja smanjuju se za 30 %
TTB 300 W TTB 400 W
Struja zavarivanja pri
10 min / 40 °C (104 °F)
I (ampera) 60 % ED* 300
100 % ED* 230
60 % ED* 400
100 % ED* 300
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
I (ampera) 60 % ED* 250
100 % ED* 190
60 % ED* 350
100 % ED* 270
AC
Standard
Argon Argon
EN 439
HR
Q
min
Struja zavarivanja pri
10 min / 40 °C (104 °F)
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
AC
Q
min
*ED = trajanje primjene
mm
in.
l/min
gal./min
1,0 – 3,2
0,039 – 0,126
1
0,26
TTB 500 W
I (ampera) 60 % ED* 500
100 % ED* 400
I (ampera) 60 % ED* 400
100 % ED* 300
Standard
Argon
EN 439
mm
in.
l/min
gal./min
1,6 – 6,4
0,063 – 0,252
1
0,26
1,0 – 4,0
0,039 – 0,157
1
0,26
NAPOMENA!
Za tijela gorionika TTB160 G, TTB 220 G i TTB 300 W vrijede podaci za struju zavarivanja samo kod upotrebe standardnih potrošnih dijelova.
Kod upotrebe leća za plin i kraćih mlaznica za plin reduciraju se podaci za struju zavarivanja.
21

NAPOMENA!
L
L
Prilikom zavarivanja na granici snage gorionika za zavarivanje upotrebljavajte
odgovarajuće veće volframove elektrode i promjer otvora za mlaznice za plin kako
biste produljili trajanje potrošnih dijelova.
Vodite računa o jačini struje, AC ravnoteži i faznom pomaku AC struje jer su to čimbenici
koji utječu na snagu!
Plinom hlađeni
paket crijeva –
THP 160d,
THP 220d,
THP 260d
Struja zavarivanja pri
10 min / 40 °C (104 °F)
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
AC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
AC
THP 160d THP 220d
I (ampera) 35 % ED* 160
60 % ED* 120
100 % ED* 90
I (ampera) 35 % ED* 120
60 % ED* 90
100 % ED* 70
Norma
Argon Argon
35 % ED* 220
60 % ED* 170
100 % ED* 130
35 % ED* 180
60 % ED* 130
100 % ED* 100
EN 439
m
ft + in.
4,0 / 8,0
13 + 1,48 / 26 + 2,96
4,0 / 8,0
13 + 1,48 / 26 + 2,96
THP 260d
I (ampera) 35 % ED* 260
60 % ED* 200
100 % ED* 150
I (ampera) 35 % ED* 200
60 % ED* 160
100 % ED* 120
*ED = trajanje primjene
Norma
EN 439
m
ft + in.
Argon
4,0 / 8,0
13 + 1,48 / 26 + 2,96
22

Vodom hlađeni
L
L
paket crijeva –
THP 300d,
THP 400d,
THP 500d
Struja zavarivanja pri
10 min / 40 °C (104 °F)
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
AC
THP 300d THP 400d
I (ampera) 60 % ED* 300
100 % ED* 230
I (ampera) 60 % ED* 250
100 % ED* 190
60 % ED* 400
100 % ED* 300
60 % ED* 350
100 % ED* 270
HR
P
**
min
Q
min.
p
min.
p
maks.
Struja zavarivanja pri
10 min / 40 °C (104 °F)
DC
Struja zavarivanja pri
10 min / 40 °C (104 °F)
AC
Norma
Argon Argon
EN 439
m
ft + in.
4,0 / 8,0
13 + 1,48 / 26 + 2,96
4,0 / 8,0
13 + 1,48 / 26 + 2,96
W (watta) 650 / 650 850 / 850
l/min
gal./min
bar
psi
bar
psi
1
0,26
3
43
5,5
79
1
0,26
3
43
5,5
79
THP 500d
I (ampera) 60 % ED* 500
100 % ED* 400
I (ampera) 60 % ED* 400
100 % ED* 300
Norma
Argon
EN 439
P
Q
p
p
min
min.
min.
maks.
**
m
ft + in.
W (watta) 850 / 1400
l/min
gal./min
bar
psi
bar
psi
4,0 / 8,0
13 + 1,48 / 26 + 2,96
1
0,26
3
43
5,5
79
*ED = trajanje primjene
**Minimalni kapacitet hlađenja u skladu s normom IEC 60974-2
23

24

Indice
Sicurezza 26
Sicurezza 26
In generale 27
In generale 27
Torcia Up/Down 27
Sostituzione dell'interfaccia utente 28
Montaggio dei pezzi soggetti ad usura 29
Montaggio del sistema di pezzi soggetti ad usura A 29
Montaggio del sistema di pezzi soggetti ad usura P 30
Installazione e messa in funzione 31
Montaggio del corpo della torcia 31
Collegamento della torcia per saldatura al generatore e al gruppo di raffreddamento 32
Rotazione del corpo torcia 32
Sostituzione del corpo della torcia - Torce per saldatura raffreddate a gas 33
Sostituzione del corpo della torcia - Torce per saldatura raffreddate ad acqua 33
Bloccaggio della sostituzione del corpo della torcia 35
Cura, manutenzione e smaltimento 36
In generale 36
Manutenzione a ogni messa in funzione 37
Smaltimento 37
Diagnosi e risoluzione degli errori 38
Diagnosi e risoluzione degli errori 38
Dati tecnici 41
In generale 41
Corpo della torcia raffreddato a gas - TTB 160, TTB 220, TTB 260 41
Corpo della torcia raffreddato ad acqua - TTB 300, TTB 400, TTB 500 42
Pacchetto tubi flessibili raffreddato a gas - THP 160d, THP 220d, THP 260d 43
Pacchetto tubi flessibili raffreddato ad acqua - THP 300d, THP 400d, THP 500d 44
IT
25

Sicurezza
Sicurezza
PERICOLO!
Il cattivo uso dell'apparecchio e l'esecuzione errata dei lavori
possono causare gravi lesioni personali e danni materiali.
Tutti i lavori e le funzioni descritti nel presente documento devono essere eseguiti
▶
soltanto da personale tecnico qualificato.
Leggere e comprendere il presente documento.
▶
Leggere e comprendere tutte le istruzioni per l'uso dei componenti del sistema, in
▶
particolare le norme di sicurezza.
PERICOLO!
La corrente elettrica e l'elettrodo a filo in uscita
possono causare gravi lesioni personali e danni materiali.
Posizionare l'interruttore di rete del generatore su "O".
▶
Scollegare il generatore dalla rete.
▶
Assicurarsi che il generatore resti scollegato dalla rete fino al completamento di tutti
▶
i lavori.
PERICOLO!
La corrente elettrica
può causare gravi lesioni personali e danni materiali.
Tutti i cavi, i conduttori e i pacchetti tubi flessibili devono sempre essere saldamente
▶
collegati, integri, correttamente isolati e sufficientemente dimensionati.
PRUDENZA!
I componenti della torcia per saldatura e il refrigerante surriscaldati possono
causare ustioni,
anche gravi.
Prima di iniziare qualsiasi lavoro descritto nelle presenti istruzioni per l'uso, lasciare
▶
raffreddare tutti i componenti della torcia per saldatura e il refrigerante fino al raggiungimento della temperatura ambiente (+25 °C, +77 °F).
PRUDENZA!
Il funzionamento senza refrigerante
può causare gravi danni materiali.
Non azionare mai le torce per saldatura raffreddate ad acqua senza refrigerante.
▶
Il produttore non si assume alcuna responsabilità per i danni che potrebbero deri-
▶
varne, escludendo ogni diritto di garanzia.
PRUDENZA!
La fuoriuscita di refrigerante
può causare gravi lesioni personali e danni materiali.
Quando vengono scollegati dal gruppo di raffreddamento o dal carrello traina filo,
▶
chiudere sempre i tubi del refrigerante delle torce per saldatura raffreddate ad acqua
con la chiusura in plastica montata su di essi.
26

In generale
+
-
In generale Le torce per saldatura TIG sono particolarmente robuste e affidabili. L'impugnatura ergo-
nomica e una distribuzione ottimale del peso consentono di lavorare senza affaticarsi.
Le torce per saldatura sono disponibili nella versione raffreddata a gas e ad acqua e
possono essere adattate alle lavorazioni più disparate.
Le torce per saldatura sono adatte soprattutto alla produzione in serie e nella lavorazione singola manuale, nonché all'impiego nelle officine.
IT
Torcia Up/Down
La torcia Up/Down è dotata delle
seguenti funzioni:
modifica della potenza di saldatura
mediante il tasto Up/Down (+/-)
formazione della calotta in combinazione con il processo di saldatura TIG
AC
abbassamento temporaneo in combinazione con la modalità Funzionamento a
4 tempi
(I1 > I2).
Modifica della potenza di saldatura Formazione della calotta
1 1
27
Abbassamento temporaneo
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Sostituzione
dell'interfaccia
utente
1
1 2
2
3
28

Montaggio dei pezzi soggetti ad usura
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Montaggio del
sistema di pezzi
soggetti ad usura
A
Sistema di pezzi soggetti ad usura A con ugello del gas a innesto
1
3
2
4
IT
AVVERTENZA!
Serrare il cappuccio della torcia soltanto quanto basta a rendere impossibile muovere l'elettrodo al tungsteno con le mani.
* Bussola di tenuta in gomma sostituibile solo per TTB 220 G/A.
** A seconda della versione della torcia per saldatura, è possibile impiegare un dif-
fusore di gas (gas lens) anziché il dado di serraggio.
AVVERTENZA!
Pericolo di danneggiamento della filettatura.
Serrare solo leggermente il dado di serraggio o il diffusore di gas.
29

Montaggio del
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
sistema di pezzi
soggetti ad usura
P
Sistema di pezzi soggetti ad usura P con ugello del gas a vite
1
2
3
4
AVVERTENZA!
Serrare il cappuccio della torcia soltanto quanto basta a rendere impossibile muovere l'elettrodo al tungsteno con le mani.
* Bussola di tenuta in gomma sostituibile solo per TTB 220 G/P.
** A seconda della versione della torcia per saldatura, è possibile impiegare un dif-
fusore di gas (gas lens) anziché il dado di serraggio.
AVVERTENZA!
Pericolo di danneggiamento della filettatura.
Serrare solo leggermente il dado di serraggio o il diffusore di gas.
30
Installazione e messa in funzione
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
Montaggio del
corpo della torcia
1
* Lubrificare la guarnizione circolare prima del
montaggio!
3
2
IT
4
IMPORTANTE! Quando si monta il corpo della torcia, prestare attenzione a inserirlo fino
all'arresto e che scatti in posizione.
31

Collegamento
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
della torcia per
saldatura al generatore e al gruppo
di raffreddamento
1
2
Rotazione del
corpo torcia
Torcia per saldatura TIG con spina di comando
Tuchel
Torcia per saldatura TIG con spina di comando TMC
AVVERTENZA!
Prima di ogni messa in funzione controllare l'anello di tenuta sull'attacco della torcia per saldatura e il livello del liquido refrigerante!
Durante la saldatura, verificare a intervalli regolari il flusso del refrigerante.
1
32

Sostituzione del
1
180°
1
1
1
1
corpo della torcia
- Torce per saldatura raffreddate a
gas
1
2
IT
3
Sostituzione del
corpo della torcia
- Torce per saldatura raffreddate
ad acqua
AVVERTENZA!
Quando si sostituisce il corpo della torcia, prestare attenzione a montare solo i
sistemi che ne fanno parte.
Non montare corpi della torcia raffreddati a gas su pacchetti tubi flessibili raffreddati
▶
ad acqua e viceversa!
IMPORTANTE! Quando si monta il corpo della torcia, prestare attenzione a inserirlo fino
all'arresto e che scatti in posizione!
Spegnere il generatore e scollegarlo dalla rete elettrica;
1
attendere la fase di scarico del sistema di raffreddamento.
Se è installato il gruppo di raffreddamento CU 600 MC:
2
svuotare il pacchetto tubi flessibili della torcia per saldatura mediante il generatore o
la torcia per saldatura.
Per gli altri gruppi di raffreddamento:
scollegare il tubo di mandata del refrigerante dal gruppo di raffreddamento.
Pulire il tubo di mandata del refrigerante con aria compressa a max. 4 bar in modo
3
che gran parte del refrigerante ritorni nel serbatoio del refrigerante.
33

1
4
180°
1
1
1
1
6
5
Pulire con aria compressa il punto di collegamento sul pacchetto tubi flessibili.
7
Asciugare il corpo della torcia con un panno.
8
Installare il cappuccio protettivo sul corpo della torcia.
9
AVVERTENZA!
Quando si sostituisce il corpo della torcia, prestare attenzione a montare solo i
sistemi che ne fanno parte.
Non montare corpi della torcia raffreddati a gas su pacchetti tubi flessibili raffreddati
▶
ad acqua e viceversa!
IMPORTANTE! Quando si monta il corpo della torcia, prestare attenzione a inserirlo fino
all'arresto e che scatti in posizione.
Montare il corpo della torcia.
10
Collegare il generatore alla rete e accenderlo.
11
Premere il tasto Controllo gas sul generatore.
12
Il gas inerte fuoriesce per 30 s.
Controllare la portata del refrigerante:
13
Il refrigerante deve ritornare nel relativo serbatoio senza problemi.
Eseguire la saldatura di prova e verificare la qualità del giunto saldato.
14
34

Bloccaggio della
1
3
2
1
2
1
3
0,6 Nm
2
sostituzione del
corpo della torcia
1
IT
2
3
35

Cura, manutenzione e smaltimento
In generale
36

Manutenzione a
ogni messa in
funzione
Smaltimento Lo smaltimento va eseguito unicamente nel rispetto delle disposizioni nazionali e regio-
- Controllare i pezzi soggetti ad usura e sostituire quelli difettosi.
- Asportare gli spruzzi di saldatura dall'ugello del gas.
Inoltre, a ogni messa in funzione per le torce per saldatura raffreddate ad acqua:
- assicurarsi che tutti gli attacchi del refrigerante siano a tenuta stagna
- assicurarsi che il flusso di ritorno del refrigerante sia regolare.
nali vigenti.
IT
37
Diagnosi e risoluzione degli errori
Diagnosi e risoluzione degli errori
Impossibile collegare il cannello di saldatura
Causa:
Risoluzione:
Corrente di saldatura assente
Interruttore di rete del generatore inserito, spie sul generatore accese, gas inerte presente.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Anche premendo il tasto della torcia, questa non funziona
Interruttore di rete inserito, spie sul generatore accese, gas inerte presente.
La chiusura a baionetta si deforma
Sostituire la chiusura a baionetta
Collegamento a massa errato.
Eseguire il collegamento a massa in modo regolare.
Cavo della corrente della torcia per saldatura interrotto.
Sostituire la torcia per saldatura.
Elettrodo al tungsteno allentato.
Fissare l'elettrodo al tungsteno puro tramite la chiusura della torcia
Pezzi soggetti a usura allentati.
Fissare i pezzi soggetti a usura.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
HF discontinua sull'attacco della torcia per saldatura
Causa:
Risoluzione:
HF discontinua sull'impugnatura
Causa:
Risoluzione:
Spina di comando non inserita.
Inserire la spina di comando.
Torcia per saldatura o cavo di comando della torcia per saldatura guasti.
Sostituire la torcia per saldatura.
Collegamenti a spina "Tasto della torcia/Cavo di comando/Generatore" difettosi.
Controllare i collegamenti a spina/Inviare il generatore o la torcia per saldatura all'Assistenza
Print nella torcia per saldatura difettoso
Sostituire il Print
Attacco della torcia per saldatura non ermeticamente stagno
Sostituire la guarnizione circolare sull'innesto a baionetta.
Pacchetto tubi flessibili non ermeticamente stagno
Sostituire il pacchetto tubi flessibili
38
Causa:
Risoluzione:
Attacco del tubo del gas inerte sul corpo della torcia non ermeticamente stagno
Risistemare e sigillare il tubo

Gas inerte assente
Tutte le altre funzioni sono disponibili.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Proprietà di saldatura scarse
Causa:
Risoluzione:
Causa:
Risoluzione:
bombola del gas vuota.
sostituire la bombola del gas.
riduttore di pressione del gas difettoso.
sostituire il riduttore di pressione del gas.
tubo del gas smontato, piegato o danneggiato.
montare il tubo del gas, disporlo diritto. Sostituire il tubo del gas difettoso.
torcia per saldatura difettosa.
sostituire la torcia per saldatura.
valvola magnetica del gas difettosa.
contattare il servizio di assistenza (per far sostituire la valvola magnetica del
gas).
Parametri di saldatura errati.
Controllare le impostazioni.
Collegamento a massa errato.
Controllare la polarità del collegamento a massa e del morsetto.
IT
La torcia per saldatura si surriscalda
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Torcia per saldatura sottodimensionata.
Rispettare il tempo di accensione e i limiti di carico.
Solo per impianti raffreddati ad acqua: flusso dell'acqua insufficiente.
Controllare il livello, la portata, la purezza ecc. dell'acqua; pompa del refri-
gerante bloccata: avvitare l'albero della pompa del refrigerante all'apposita
guida con l'ausilio di un cacciavite.
Solo per impianti raffreddati ad acqua: il parametro "Cmd. grup.raffr." è
impostato su "spe".
Nel menu di setup, impostare il parametro "Cmd. grup.raffr." su "Aut" oppure
su "acc".
39

Porosità del giunto saldato
Causa:
Risoluzione:
Accumulo di spruzzi nell'ugello del gas, da cui deriva una protezione antigas
insufficiente del giunto saldato.
Rimuovere gli spruzzi di saldatura.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Proprietà d'accensione scarse
Causa:
Risoluzione:
Tubo del gas forato o collegamento impreciso del tubo del gas.
Sostituire il tubo del gas.
Guarnizione circolare sull'attacco centrale danneggiata o difettosa.
Sostituire la guarnizione circolare.
Umidità/condensa nel tubo del gas.
Asciugare il tubo del gas.
Flusso del gas eccessivo o insufficiente.
Correggere il flusso del gas.
Portata del gas insufficiente all'inizio o al termine della saldatura.
Aumentare la preapertura e il ritardo di chiusura del gas.
Apporto eccessivo di agente di distacco.
Rimuovere l'agente di distacco in eccesso/apportare meno agente di dist-
acco.
elettrodo al tungsteno inadatto (ad es. elettrodo WP per la saldatura DC).
utilizzare un elettrodo al tungsteno adatto
Causa:
Risoluzione:
L'ugello del gas si crepa
Causa:
Risoluzione:
pezzi soggetti a usura allentati.
serrare i pezzi soggetti a usura.
l'elettrodo al tungsteno non sporge abbastanza sull'ugello del gas.
far sporgere maggiormente l'elettrodo al tungsteno sull'ugello del gas.
40

Dati tecnici
In generale
Corpo della torcia
raffreddato a gas
TTB 160, TTB
220, TTB 260
Tensione di funzionamento a vuoto max.
consentita (U0)
Tensione di accensione max. consentita
(Up)
Questo prodotto è conforme ai requisiti della norma IEC 60974-7.
Dati tecnici tasto della torcia:
U
max
I
max
L'uso del tasto della torcia è consentito esclusivamente nell'ambito dei dati tecnici.
TTB 160 G TTB 220 G
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
I (ampere) 35% TA* 160
60% TA* 120
100% TA* 90
I (ampere) 35% TA* 120
60% TA* 90
100% TA* 70
35% TA* 220
60% TA* 170
100% TA* 130
35% TA* 180
60% TA* 130
100% TA* 100
100 mA
113 V
IT
10 kV
35 V
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
*TA = tempo di accensione.
Norma
EN 439
mm
in.
TTB 260 G
I (ampere) 35% TA* 260
I (ampere) 35% TA* 200
Norma
EN 439
mm
in.
Argo Argo
1,0-3,2
0.039-0.126
60% TA* 200
100% TA* 150
60% TA* 160
100% TA* 120
Argo
1,6-6,4
0.063-0.252
1,0-4,0
0.039-0.158
41

AVVERTENZA!
Per i corpi torcia TTB160 G, TTB 220 G e TTB 300 W i valori indicati relativi alla
corrente di saldatura sono validi solo se si utilizzano pezzi soggetti a usura di
serie.
Se si utilizzano diffusori di gas (gas lens) e ugelli del gas più corti, i valori indicati relativi
alla corrente di saldatura diminuiscono.
AVVERTENZA!
Per i corpi torcia TTB 160 G, TTB 220 G e TTB 260 G i valori indicati relativi alla
corrente di saldatura sono validi solo a partire da una lunghezza del corpo torcia L
≥ 65 mm.
Se si utilizzano corpi torcia più corti, i valori indicati relativi alla corrente di saldatura diminuiscono del 30%.
Corpo della torcia
raffreddato ad
acqua TTB 300, TTB
400, TTB 500
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
Q
min
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
TTB 300 W TTB 400 W
I (ampere) 60% TA* 300
100% TA* 230
I (ampere) 60% TA* 250
100% TA* 190
Norma
Argo Argo
60% TA* 400
100% TA* 300
60% TA* 350
100% TA* 270
EN 439
mm
in.
l/min
gal./min
1,0-3,2
0.039-0.126
1
0.26
1,0-4,0
0.039-0.157
1
0.26
TTB 500 W
I (ampere) 60% TA* 500
100% TA* 400
I (ampere) 60% TA* 400
100% TA* 300
42
Q
min
*TA = tempo di accensione.
Norma
EN 439
mm
in.
l/min
gal./min
Argo
1,6-6,4
0.063-0.252
1
0.26

AVVERTENZA!
L
L
Per i corpi della torcia TTB160 G, TTB 220 G e TTB 300 W i valori indicati relativi
alla corrente di saldatura sono validi solo se si utilizzano pezzi soggetti ad usura
di serie.
Se si utilizzano diffusori di gas (gas lens) e ugelli del gas più corti, i valori indicati relativi
alla corrente di saldatura diminuiscono.
AVVERTENZA!
Se si salda al limite di potenza della torcia per saldatura, utilizzare elettrodi al
tungsteno e diametri dell'apertura dell'ugello del gas corrispondentemente più
grandi per prolungare la durata dei pezzi soggetti ad usura.
Tenere conto dell'intensità di corrente, del bilanciamento AC e dell'offset di corrente AC
come fattori di sviluppo della potenza!
IT
Pacchetto tubi
flessibili raffreddato a gas THP 160d,
THP 220d,
THP 260d
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
THP 160d THP 220d
I (ampere) 35% TA* 160
60% TA* 120
100% TA* 90
I (ampere) 35% TA* 120
60% TA* 90
100% TA* 70
Norma
Argon Argon
35% TA* 220
60% TA* 170
100% TA* 130
35% TA* 180
60% TA* 130
100% TA* 100
EN 439
m
ft + in.
4,0/8,0
13 + 1.48/26 + 2.96
4,0/8,0
13 + 1.48/26 + 2.96
THP 260d
I (ampere) 35% TA* 260
60% TA* 200
100% TA* 150
I (ampere) 35% TA* 200
60% TA* 160
100% TA* 120
Norma
Argon
EN 439
m
ft + in.
4,0/8,0
13 + 1.48/26 + 2.96
*TA = tempo di accensione.
43
Pacchetto tubi
L
L
flessibili raffreddato ad acqua THP 300d,
THP 400d,
THP 500d
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
THP 300d THP 400d
I (ampere) 60% TA* 300
100% TA* 230
I (ampere) 60% TA* 250
100% TA* 190
60% TA* 400
100% TA* 300
60% TA* 350
100% TA* 270
P
**
min
Q
min
p
min
p
max
Corrente di saldatura a
10 min/40 °C (104 °F)
DC
Corrente di saldatura a
10 min/40 °C (104 °F)
AC
Norma
Argon Argon
EN 439
m
ft + in.
4,0/8,0
13 + 1.48/26 + 2.96
4,0/8,0
13 + 1.48/26 + 2.96
W (watt) 650 / 650 850 / 850
l/min
gal./min
bar
psi
bar
psi
1
0.26
3
43
5,5
79
1
0.26
3
43
5,5
79
THP 500d
I (ampere) 60% TA* 500
100% TA* 400
I (ampere) 60% TA* 400
100% TA* 300
Norma
Argon
EN 439
P
Q
p
p
min
min
min
max
**
m
ft + in.
W (watt) 850 / 1400
l/min
gal./min
bar
psi
bar
psi
4,0/8,0
13 + 1.48/26 + 2.96
1
0.26
3
43
5,5
79
*TA = tempo di accensione.
**Potenza circuito refrigerante minima secondo la norma IEC 60974-2.
44

目次
安全 46
安全記号 46
一般事項 47
一般事項 47
アップダウントーチ 47
ユーザーインターフェースの交換 48
磨耗部品の取り付け 49
A 型磨耗部品の取り付け 49
P 型磨耗部品の取り付け 50
取り付けと起動 51
トーチ本体の取り付け 51
溶接電源および冷却ユニットへの溶接トーチの接続 52
トーチ本体のねじれ 52
トーチ本体の変更 - ガス冷却式溶接トーチ 53
トーチ本体の変更 - 水冷式溶接トーチ 53
トーチ本体の交換の防止 55
点検、整備および廃棄 56
一般事項 56
毎回の起動時の整備 57
廃棄 57
トラブルシューティング 58
トラブルシューティング 58
技術データ 61
一般事項 61
ガス冷却トーチ本体 -TTB 160、TTB 220、TTB 260 61
水冷式トーチ本体 – TTB 300、TTB 400、TTB 500 62
ガス冷却式ホースパック – THP 160d、THP 220d、THP 260d 63
水冷式ホースパック – THP 300d、THP 400d、THP 500d 64
JA
45

安全
安全記号
警告!
誤操作または作業を誤ると危険です。
重大な怪我や物的損害につながる可能性があります。
本書に記載されているすべての操作と機能は、トレーニングを受けた有資格者のみが実
▶
行してください。
この文書を読み、理解してください。
▶
システム部品のすべての操作手順(特に安全規則)を読み、理解してください。
▶
警告!
溶接ワイヤが表面出ている場合の感電の危険と負傷のリスク。
重大な怪我や物的損害につながる可能性があります。
溶接電源のグリッドスイッチを「O」位置に回します。
▶
溶接電源を主電源から外します。
▶
すべての作業が完了するまで、溶接電源を主電源から確実に外したままにしてください。
▶
警告!
感電の危険。
重大な怪我や物的損害につながる可能性があります。
すべてのケーブル、ライン、ホースパックは常に、適切に接続されており、損傷がなく、正し
▶
く絶縁され、十分なサイズである必要があります。
注意!
発熱した溶接トーチ部品や冷却液による発火のリスク。
重度の火傷を負う恐れがあります。
この取扱説明書に記載されている作業を開始する前に、すべての溶接トーチコンポーネン
▶
トと冷却液を室温(+ 25°C、+ 77°F)まで冷却してください。
注意!
冷却液を使用しない作業による損傷のリスク。
重大な物的損害が発生する可能性があります。
冷却液なしの水冷溶接トーチは、絶対に操作しないでください。
▶
このような操作によって発生するいかなる損傷に対しても、フロニウスは責任を負いませ
▶
ん。さらに、すべての保証請求が無効になります。
注意!
冷却液漏れの危険。
重大な怪我や物的損害につながる可能性があります。
ホースが冷却ユニットまたはワイヤ送給装置から外されている場合は、付属のプラスチッ
▶
クのストッパーで、水冷溶接トーチの冷却ホースを密封します。
46

一般事項
+
-
一般事項 TIG 溶接トーチは、特に堅牢で信頼できます。エルゴノミクスシェルタイプのハンドルおよび最
適な重量分配により、疲労を抑えて作業することができます。
溶接トールは、ガスおよび水冷ユニットとして使用でき、さまざまなタスクに適応できます。
溶接トーチは主に、マニュアルシリーズおよびシングルロット生産並びに、ワークショップでの用
途に設計されています。
JA
アップダウントーチ
アップダウントーチには、以下の機能があ
ります。
アップ/ダウンキー(+/-)を使用して溶接電
力を変更します
タングステン不活性ガス溶接 AC 溶接プロ
セスと接続するキャップ成形
4 ステップ操作モードに接続する中間降下
(I1 > I2)
溶接電力の変更 キャップ成形
1 1
47

中間降下
l
1
l
2
1
3
2
1
3
2
0,6 Nm
ユーザーインターフ
ェースの交換
1
1 2
2
3
48

磨耗部品の取り付け
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
A 型磨耗部品の取
り付け
磨耗部品セットアップ、A 型ガスノズル(プッシュオンタイプ)
1
3
2
4
JA
注記
!
タングステン電極が手で動かないようにトーチのキャップだけ充分に締めてください。
* TTB 220 G/A 専用の交換式ゴムスリーブ
** 溶接トーチの種類によっては、固定ナットの代わりにガスレンズを使用することもできま
す。
注記
!
スレッドが損傷する危険があります。
固定ナットまたはガスレンズだけを軽く締めます。
49

P 型磨耗部品の取
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
り付け
磨耗部品セットアップ、P 型ガスノズル(ネジタイプ)
1
2
3
注記
!
4
タングステン電極が手で動かないようにトーチのキャップだけ充分に締めてください。
* TTB 220 G/P 専用の交換式ゴムスリーブ
** 溶接トーチの種類によっては、固定ナットの代わりにガスレンズを使用することもできま
す。
注記
!
スレッドが損傷する危険があります。
固定ナットまたはガスレンズだけを軽く締めます。
50

取り付けと起動
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
トーチ本体の取り付
け
1
*
取り付ける前にOリングに注油してください!
3
2
JA
4
重要!トーチ本体を取り付けるときは、トーチ本体を奥まで押し込み、所定の位置にはめ込み
ます。
51

溶接電源および冷
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
却ユニットへの溶接
トーチの接続
1
Tuchel
注記
制御プラグ付属
!
TIG
溶接トーチ
2
TMC
制御プラグ付属
TIG
溶接トーチ
試運転の前に、欧州におけるコネクタと冷却液レベルを点検してください。
溶接操作中の冷却液の流れが通常のインターバルであることを点検してください。
トーチ本体のねじれ
1
52

トーチ本体の変更 -
1
180°
1
1
1
1
ガス冷却式溶接トー
チ
1
2
JA
3
トーチ本体の変更 水冷式溶接トーチ
注記
!
トーチ本体を変更する時は、関連の装置のみが取り付けられていることを確認してください。
ガス冷却式トーチ本体を水冷式ホースパックに取り付けてはならず、また逆に水冷式トー
▶
チ本体をガス冷却式ホースパックを取り付けることもできません。
重要!トーチ本体を取り付けるときは、トーチ本体を奥まで押し込み、所定の位置にはめ込み
ます。
溶接電源のスイッチを切り、グリッドから断線します。
1
冷却システムのフェーズが終了するまで待ちます
CU 600 MC 冷却ユニットの場合:
2
溶接電源または溶接トーチを使用してトーチホースパックを空にします
その他の冷却ユニットの場合:
冷却液供給ホースを冷却ユニットから外します
冷却液の大部分が冷却液容器に逆流するように、冷却席供給ホースを最大 4bar の圧縮
3
空気でパージします
53

1
4
180°
1
1
1
1
6
5
圧縮空気を使用してホースパックのインターフェースを掃除します
7
トーチ本体を布で拭いて乾かします
8
安全キャップをトーチ本体にかぶせます
9
注記
!
トーチ本体を変更する時は、関連の装置のみが取り付けられていることを確認してください。
ガス冷却式トーチ本体を水冷式ホースパックに取り付けてはならず、また逆に水冷式トー
▶
チ本体をガス冷却式ホースパックを取り付けることもできません。
重要!トーチ本体を取り付けるときは、トーチ本体を奥まで押し込み、所定の位置にはめ込み
ます。
トーチ本体の取り付け
10
溶接電源をグリッドに接続し、スイッチをオンにします
11
溶接電源のガステストボタンを押します
12
保護ガスが 30 秒間流れます。
冷却液の流れを点検します:
13
冷却液容器への冷却液のリターンフローが確認できるはずです。
溶接テストを実行し、溶接シームの品質を検査します
14
54

トーチ本体の交換
1
3
2
1
2
1
3
0,6 Nm
2
の防止
1
JA
2
3
55

点検、整備および廃棄
一般事項
56

毎回の起動時の整備- 磨耗部品を確認し、不具合のある磨耗部品を交換します
- 溶接スパッタのガスノズルを洗浄します
上記の毎回の起動時の手順のリストに加え、水冷溶接トーチについて、以下を行います。
- すべての冷却接続に漏れがないようにします
- 適切な冷却液のリターンフローがあるようにします
廃棄 適用可能な国および地域の規定を順守して、廃棄してください。
JA
57

トラブルシューティング
トラブルシューティン
グ
溶接トーチが接続できません
原因:
対策:
溶接電流を得られません
溶接電源はオンに切り替わっており、溶接電源のインジケータも点灯、保護ガスも存在します
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
トーチトリガを押しても機能しません
溶接電源はオンに切り替わっており、溶接電源のインジケータも点灯、保護ガスも存在します
バヨネットロックが曲がっています
バヨネットロックを交換します
不適切な接地接続
適切な接地接続を確立します
溶接トーチの電源ケーブルが中断されています
溶接トーチを交換してください
タングステン電極のゆるみ
トーチキャップを使用してタングステン電極を締め付けてください
磨耗部品のゆるみ
磨耗部品を締め付けて固定してください
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
溶接トーチ接続の HF フラッシュオーバー
原因:
対策:
シェルタイプのハンドルでの HF フラッシュオーバー
原因:
対策:
原因:
対策:
電源プラグが差し込まれていません
電源プラグを差し込みます
溶接トーチもしくは溶接トーチ制御ラインに故障があります
溶接トーチを交換してください
プラグ接続「トーチトリガ/制御ライン/溶接電源」の故障
プラグ接続を確認します。溶接電源または溶接トーチをサービスチームに送りま
す
溶接トーチの PCB の不具合
PCB を交換します
溶接トーチ接続がシーリングされていません
バヨネットロックの O リングを交換します
ホースパックがシーリングされていません
ホースパックを交換します
トーチ本体への保護ガスホース接続がシーリングされていません
ホースを調整してシーリングします
58

保護ガスが使用できません
その他すべての機能は使用できます
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
溶接特性の不良
原因:
対策:
原因:
対策:
ガスシリンダーが空です
ガスシリンダーを交換してください
ガス圧力調整器が故障しています
ガス圧力調整器を交換します
ガスホースがねじれているか、破損しているか、接続されていません
ガスホースを取り付け、まっすぐにします。不具合のあるガスホースは交換します
溶接トーチが故障しています
溶接トーチを交換してください
ガス電磁弁が故障しています
サービスチームに連絡してください(サービスチームにガス電磁弁の交換を依頼)
溶接パラメータが不適切です
設定の確認
不適切な接地接続
接地接続および、端子の極性が正しいことを確認してください
JA
溶接トーチが異常に高温になります
原因:
対策:
原因:
対策:
原因:
対策:
溶接トーチの寸法調整が不十分です
デューティー・サイクルおよび負荷制限を遵守してください
水冷式システムでのみ:冷却液の流量が少なすぎます
冷却液のレベル、冷却液の流れ、冷却液の汚染度などを確認します。冷却液ポ
ンプがふさがっています。ネジ回しを使用してグランドで冷却液ポンプのシャフトを
オンに切り替えます
水冷式システムでのみ:「冷却ユニット制御」パラメータが「OFF」に設定されてい
ます。
設定メニューで、「冷却ユニット制御」パラメータを「Aut」または「ON」に設定しま
す。
59

溶接シームのポロシティ
原因:
対策:
ガスノズルのスパッタリングにより、溶接シームの保護ガスが不足しています
溶接スパッタを取り除きます
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
イグニション性の不良
原因:
対策:
ガスホースに穴があります。またはガスホース接続が不適切です
ガスホースを交換します
中心コネクタの O リングが割れているか、故障しています
O リングを交換します
ガスラインにおける湿気/凝縮
ガスラインを乾燥させます
ガスフローが強すぎるか、弱すぎます
ガスの流れを修正します
溶接の開始または終了の時にガスが不足します
ガスプリフローとポストフローを上昇させます
離型剤の使い過ぎです
余分な離型剤を取り除き、離型剤を少なめに適用します
タングステン電極が一致しません(例:DC 溶接用の WP 電極)
適切なタングステン電極を使用してください
原因:
対策:
ガスノズルがひび割れしています
原因:
対策:
磨耗部品のゆるみ
磨耗部品をしっかりとねじ込みます
タングステン電極が、ガスノズルから十分に突き出していません
タングステン電極がガスノズルから十分に突き出るようにします
60

技術データ
一般事項
ガス冷却トーチ本体
TTB 160、TTB
220、TTB 260
最大許諾開回路電圧(U0) 113 V
最大許諾点弧電圧(上) 10 kV
本製品は IEC 60974-7 で定める諸条件を満たします。
トーチトリガの技術データ:
U
max
I
max
トーチトリガは技術データの制限内でのみ操作が可能です。
TTB 160 G TTB 220 G
溶接電流:
10 分/40°C(104°F)
DC
溶接電流:
10 分/40°C(104°F)
AC
I(アンペア) 35% D.C.* 160
60% D.C.* 120
100% D.C.* 90
I(アンペア) 35% D.C.* 120
60% D.C.* 90
100% D.C.* 70
35% D.C.* 220
60% D.C.* 170
100% D.C.* 130
35% D.C.* 180
60% D.C.* 130
100% D.C.* 100
35 V
100 mA
JA
標準
EN 439
mm
in.
TTB 260 G
溶接電流:
10 分/40°C(104°F)
DC
溶接電流:
10 分/40°C(104°F)
AC
**D.C. = デューティー サイクル
注記
!
I(アンペア) 35% D.C.* 260
I(アンペア) 35% D.C.* 200
標準
EN 439
mm
in.
アルゴン アルゴン
1.0–3.2
0.039–0.126
60% D.C.* 200
100% D.C.* 150
60% D.C.* 160
100% D.C.* 120
アルゴン
1.6–6.4
0.063–0.252
1.0–4.0
0.039–0.158
TTB160 G、TTB 220 G、および TTB 300 W トーチ本体の場合、指定した溶接電流は標準の
磨耗部品が使われる場合にのみ流れます。ガスレンズと短いガスノズルを使用する場合は、溶
接電流を下げる必要があります。
61

注記
!
TTB 160 G、TTB 220 G、TTB 260 G のトーチボディの場合、規定の溶接電流値は L ≥ 65
mm の長さのトーチボディからしか適用されません。
これより短い長さのトーチボディの場合は、溶接電流値を 30%減らしてください。
水冷式トーチ本体 –
TTB 300、
TTB 400、TTB 500
10 分/40 °C(104 °F)
DC での溶接電流
10 分 / 40 °C(104 °F)
AC での溶接電流
Q
min
10 分/40 °C(104 °F)
DC での溶接電流
10 分 / 40 °C(104 °F)
AC での溶接電流
TTB 300 W TTB 400 W
I(アンペア) 60% D.C.* 300
100% D.C.* 230
I(アンペア) 60% D.C.* 250
100% D.C.* 190
標準
アルゴン アルゴン
60% D.C.* 400
100% D.C.* 300
60% D.C.* 350
100% D.C.* 270
EN 439
mm
(インチ)
l/分
gal./分
1.0–3.2
0.039–0.126
1
0.26
1.0 - 4.0
0.039 - 0.157
1
0.26
TTB 500 W
I(アンペア) 60% D.C.* 500
100% D.C.* 400
I(アンペア) 60% D.C.* 400
100% D.C.* 300
標準
アルゴン
EN 439
Q
min
mm
(インチ)
l/分
gal./分
1.6 - 6.4
0.063 - 0.252
1
0.26
*D.C. = 使用率
注記
!
TTB160 G、TTB 220 G、および TTB 300 W トーチ本体の場合、指定した溶接電流は標準の
磨耗部品が使われる場合にのみ流れます。
ガスレンズおよびより短いガスノズルを使用するとき、溶接電流は減少します。
注記
!
溶接トーチの電力限界で溶接するときは、磨耗部品の使用期間を延ばすために、より大きなタ
ングステン電極とガスノズルの開口径を使用してください。
性能を向上させる要因として、アンペア数、AC バランス、および AC 電流オフセットを検討して
ください。
62
ガス冷却式ホース
L
L
パック –
THP 160d、
THP 220d、
THP 260d
10 分/40 °C(104 °F)
DC での溶接電流
10 分 / 40 °C(104 °F)
AC での溶接電流
THP 160d THP 220d
I(アンペア) 35% D.C.* 160
60% D.C.* 120
100% D.C.* 90
I(アンペア) 35% D.C.* 120
60% D.C.* 90
100% D.C.* 70
35% D.C.* 220
60% D.C.* 170
100% D.C.* 130
35% D.C.* 180
60% D.C.* 130
100% D.C.* 100
10 分/40 °C(104 °F)
DC での溶接電流
10 分 / 40 °C(104 °F)
AC での溶接電流
*D.C. = 使用率
標準
Argon Argon
EN 439
m
フィート + イン
4.0 / 8.0
13 + 1.48 / 26 + 2.96
チ
THP 260d
I(アンペア) 35% D.C.* 260
60% D.C.* 200
100% D.C.* 150
I(アンペア) 35% D.C.* 200
60% D.C.* 160
100% D.C.* 120
標準
Argon
EN 439
m
フィート + イン
4.0 / 8.0
13 + 1.48 / 26 + 2.96
チ
JA
4.0 / 8.0
13 + 1.48 / 26 + 2.96
63

水冷式ホースパック
L
L
– THP 300d、
THP 400d、
THP 500d
10 分/40 °C(104 °F)
DC での溶接電流
THP 300d THP 400d
I(アンペア) 60% D.C.* 300
100% D.C.* 230
60% D.C.* 400
100% D.C.* 300
10 分 / 40 °C(104 °F)
AC での溶接電流
P
** W(ワット) 650 / 650 850 / 850
min
Q
min
p
min
p
max
10 分/40 °C(104 °F)
DC での溶接電流
I(アンペア) 60% D.C.* 250
100% D.C.* 190
標準
Argon Argon
EN 439
m
フィート + イン
4.0 / 8.0
13 + 1.48 / 26 + 2.96
チ
l/分
gal./分
bar
psi
bar
psi
1
0.26
3
43
5.5
79
THP 500d
I(アンペア) 60% D.C.* 500
100% D.C.* 400
60% D.C.* 350
100% D.C.* 270
4.0 / 8.0
13 + 1.48 / 26 + 2.96
1
0.26
3
43
5.5
79
I(アンペア) 60% D.C.* 400
10 分 / 40 °C(104 °F)
100% D.C.* 300
AC での溶接電流
標準
Argon
EN 439
m
フィート + イン
4.0 / 8.0
13 + 1.48 / 26 + 2.96
チ
P
** W(ワット) 850 / 1400
min
Q
p
p
min
min
max
l/分
gal./分
bar
psi
bar
psi
1
0.26
3
43
5.5
79
*D.C. = 使用率
**IEC 60974-2 規格に基づいた最も低い温度での冷却
64

Оглавление
Техника безопасности 66
Безопасность 66
Общие сведения 68
Общие сведения 68
Сварочная горелка Up/Down 68
Замена пользовательского интерфейса 69
Установка изнашивающихся деталей 70
Установка изнашивающихся деталей, тип A 70
Установка изнашивающейся детали, тип P 71
Монтаж и ввод в эксплуатацию 72
Присоединение корпуса горелки 72
Подключение сварочной горелки к источнику тока и охлаждающему модулю 73
Поворот корпуса горелки 73
Смена корпуса горелки — сварочные горелки с газовым охлаждением 74
Смена корпуса горелки — сварочные горелки с жидкостным охлаждением 74
Предотвращение смены корпуса горелки 76
Уход, техническое обслуживание и утилизация 77
Общие сведения 77
Обслуживание при каждом запуске 78
Утилизация 78
Диагностика и устранение ошибок 79
Диагностика и устранение ошибок 79
Технические характеристики 82
Общие сведения 82
Корпус горелки с газовым охлаждением — TTB 160, TTB 220, TTB 260 82
Корпус горелки с жидкостным охлаждением — TTB 300, TTB 400, TTB 500 83
Шланговый пакет для горелки с газовым охлаждением — THP 160d, THP 220d, THP 260d 84
Шланговый пакет с жидкостным охлаждением — THP 300d,THP 400d,THP 500d 85
RU
65

Техника безопасности
Безопасность
ОПАСНОСТЬ!
Ошибки в обслуживании и нарушение установленного порядка проведения
работ могут повлечь за собой опасные последствия.
Это может привести к тяжелым травмам и повреждению имущества.
Все работы и функции, описанные в настоящем документе, должны выполнять
▶
и использовать квалифицированные специалисты, прошедшие курс
надлежащего обучения.
Внимательно ознакомьтесь с этим документом.
▶
Внимательно ознакомьтесь с руководствами по эксплуатации всех системных
▶
компонентов, в особенности с правилами техники безопасности.
ОПАСНОСТЬ!
Существует опасность поражения электрическим током и травмирования
выходящим проволочным электродом.
Это может привести к тяжелым травмам и повреждению имущества.
Переведите выключатель на источнике тока в положение «О».
▶
Отключите источник тока от электросети.
▶
Следите за тем, чтобы источник тока был отключен от электросети до
▶
окончания всех работ.
ОПАСНОСТЬ!
Существует опасность удара электрическим током.
Это может привести к тяжелым травмам и повреждению имущества.
Все кабели, провода и шланговые пакеты должны быть надлежащим образом
▶
подключены, изолированы и иметь правильный размер. Повреждения
указанных компонентов не допускаются.
ОСТОРОЖНО!
Прикосновение к горячим компонентам сварочной горелки и попадание на
кожу охлаждающей жидкости может вызвать повреждение кожи
и привести к серьезным ожогам.
Прежде чем приступать к любым работам, описанным в настоящем
▶
руководстве по эксплуатации, дождитесь, пока все компоненты сварочной
горелки и охлаждающая жидкость не остынут до комнатной температуры
(+25 °C, +77 °F).
ОСТОРОЖНО!
Существует риск повреждения при эксплуатации без подачи охлаждающей
жидкости.
Это может привести к серьезному повреждению имущества.
Эксплуатация сварочной горелки с жидкостным охлаждением без подачи
▶
охлаждающей жидкости запрещена.
Компания Fronius не несет ответственности за ущерб, последовавший в
▶
результате подобных действий. Кроме того, гарантия на подобные случаи не
распространяется.
66

ОСТОРОЖНО!
Существует опасность, связанная с утечкой охлаждающей жидкости.
Это может привести к тяжелым травмам и повреждению имущества.
Если шланги для подачи охлаждающей жидкости отсоединены от сварочной
▶
горелки или механизма подачи проволоки, герметично закройте их при помощи
подходящих пластиковых пробок.
RU
67

Общие сведения
+
-
Общие сведения Горелки TIG отличаются особенной прочностью и надежностью. Эргономичная
рукоятка и оптимальное распределение массы устройства позволяют работать с
ним, не испытывая усталости.
Сварочные горелки доступны в вариантах с газовым и жидкостным охлаждением, и
их можно адаптировать для выполнения широкого спектра задач.
Эти сварочные горелки предназначены главным образом для ручной сварки и
единичного производства товаров, а также для использования в мастерских.
Сварочная
горелка Up/Down
Ниже перечислены функции
сварочной горелки Up/Down.
Регулировка мощности сварки с
помощью кнопки Up/Down (+/-).
Образование шарика на конце
электрода при сварке TIG
переменным током.
Временное снижение силы тока в 4тактном режиме работы
(I1 > I2).
Регулировка мощности сварки Образование шарика на конце
1 1
электрода
68

Временное снижение силы тока
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Замена
пользовательск
ого интерфейса
1
1 2
2
RU
3
69
Установка изнашивающихся деталей
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Установка
изнашивающихс
я деталей, тип A
Установка изнашивающейся детали: вставное газовое сопло, тип A
1
3
2
4
УКАЗАНИЕ!
Затяните крышку так, чтобы вольфрамовый электрод нельзя было двигать
рукой.
* Сменная герметичная резиновая прокладка только для TTB 220 G/A.
** В зависимости от типа сварочной горелки вместо фиксирующей гайки может
использоваться газовая линза.
УКАЗАНИЕ!
Есть опасность повредить резьбу.
Фиксирующую шайбу или газовую линзу следует лишь слегка затянуть.
70

Установка
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
изнашивающейс
я детали, тип P
Установка изнашивающейся детали: газовое сопло с резьбовым соединением, тип
P
1
2
RU
3
4
УКАЗАНИЕ!
Затяните крышку так, чтобы вольфрамовый электрод нельзя было двигать
рукой.
* Сменная герметичная резиновая прокладка только для TTB 220 G/P.
** В зависимости от типа сварочной горелки вместо фиксирующей гайки может
использоваться газовая линза.
УКАЗАНИЕ!
Есть опасность повредить резьбу.
Фиксирующую шайбу или газовую линзу следует лишь слегка затянуть.
71

Монтаж и ввод в эксплуатацию
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
Присоединение
корпуса горелки
1
* Перед установкой необходимо смазать кольцо
круглого сечения!
3
2
4
72
ВАЖНО! Устанавливая корпус горелки, убедитесь, что он вставлен до упора и
надежно зафиксирован.

Подключение
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
сварочной
горелки к
источнику тока и
охлаждающему
модулю
1
Сварочная горелка TIG с разъемом управления
Tuchel
2
Сварочная горелка TIG с разъемом управления
TMC
УКАЗАНИЕ!
Перед вводом в эксплуатацию проверьте правильность установки
уплотнительного кольца на евроразъеме сварочной горелки, а также уровень
охлаждающей жидкости.
RU
Поворот корпуса
горелки
Во время сварки регулярно проверяйте уровень протока охлаждающей жидкости.
1
73

Смена корпуса
1
180°
1
1
1
1
горелки —
сварочные
горелки с
газовым
охлаждением
1
3
2
Смена корпуса
горелки —
сварочные
горелки с
жидкостным
охлаждением
УКАЗАНИЕ!
При смене корпуса горелки убедитесь, что на устройстве установлены
системы соответствующего образца.
Воспрещается присоединять корпус газовой горелки с газовым охлаждением к
▶
шланговому пакету с жидкостным охлаждением, и наоборот.
ВАЖНО! Устанавливая корпус горелки, убедитесь, что он вставлен до упора и
надежно зафиксирован.
Выключите источник тока и отсоедините его от электросети;
1
дождитесь запуска системы охлаждения и последующего ее отключения.
Для охлаждающего модуля CU 600 MC:
2
опорожните шланговый пакет горелки с помощью источника тока или самой
горелки.
Для других охлаждающих модулей:
отсоедините шланг от охлаждающего модуля.
74

Продуйте шланг подачи охлаждающей жидкости сжатым воздухом под
1
180°
1
1
1
1
3
давлением до 4 бар, чтобы большая часть охлаждающей жидкости стекла
обратно в резервуар.
4
5
RU
6
Очистите стык шлангового пакета с помощью сжатого воздуха.
7
Насухо вытрите корпус горелки тканью.
8
Закройте корпус горелки защитной крышкой.
9
УКАЗАНИЕ!
При смене корпуса горелки убедитесь, что на устройстве установлены
системы соответствующего образца.
Воспрещается присоединять корпус газовой горелки с газовым охлаждением к
▶
шланговому пакету с жидкостным охлаждением, и наоборот.
ВАЖНО! Устанавливая корпус горелки, убедитесь, что он вставлен до упора и
надежно зафиксирован.
Присоединение корпуса горелки
10
Присоедините источник тока к электросети и включите его.
11
Нажмите кнопку проверки газа на источнике тока.
12
Защитный газ будет подаваться в течение 30 с.
75

Проверьте уровень потока охлаждающей жидкости:
1
3
2
1
2
1
3
0,6 Nm
2
13
должен наблюдаться сильный поток охлаждающей жидкости, возвращающийся
в резервуар.
Выполните пробную сварку и проверьте качество сварного шва.
14
Предотвращени
е смены корпуса
горелки
1
2
3
76
Уход, техническое обслуживание и утилизация
Общие сведения
RU
77
Обслуживание
при каждом
запуске
Утилизация Утилизацию проводить только с соблюдением действующих национальных и
- Проверьте изнашивающиеся детали, замените неисправные изнашивающиеся
детали.
- Очистите газовое сопло от сварочных брызг.
При использовании сварочных горелок с жидкостным охлаждением дополнительно
нужно выполнить перечисленные ниже шаги.
- Убедитесь, что все соединения магистрали охлаждающей жидкости не
протекают.
- Убедитесь в наличии непрерывного обратного потока охлаждающей жидкости.
региональных норм.
78
Диагностика и устранение ошибок
Диагностика и
устранение
ошибок
Невозможно присоединить сварочную горелку
Причина
Устранение
Сварочный ток не подается.
Источник тока включен, его индикаторы горят, защитный газ подается.
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
После нажатия кнопки горелки ничего не происходит.
Источник тока включен, его индикаторы горят, защитный газ подается.
Изогнут байонетный фиксатор
Замените байонетный фиксатор
Неправильное присоединение к массе.
Обеспечьте надлежащее присоединение к массе.
Обрыв силового кабеля сварочной горелки.
Замените сварочную горелку.
Вольфрамовый электрод плохо закреплен.
Зафиксируйте вольфрамовый электрод при помощи крышки горелки.
Изнашивающиеся детали плохо закреплены
Зафиксируйте изнашивающиеся детали.
RU
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Высокочастотные электрические разряды в месте присоединения сварочной
горелки.
Причина
Устранение
Высокочастотные электрические разряды на ручке.
Причина
Устранение
Кабель подачи тока не вставлен в разъем.
Вставьте кабель подачи тока в разъем.
Неисправность сварочной горелки или ее управляющего кабеля.
Замените сварочную горелку.
Неисправны штепсельные соединения кабеля управления или
источника тока.
Проверьте разъем / отправьте источник тока или сварочную горелку в
сервисную службу.
Неисправна плата сварочной горелки.
Замените плату сварочной горелки.
Разъем сварочной горелки не герметизирован.
Замените кольцевую прокладку на байонетном фиксаторе.
Шланговый пакет не герметизирован.
Замените шланговый пакет.
Причина
Устранение
Разъем для подачи защитного газа на корпусе горелки не
герметизирован.
Отрегулируйте и загерметизируйте шланг.
79

Защитный газ не подается.
Все другие функции работают нормально.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Плохие сварочные характеристики
Причина:
Устранение
:
Причина:
Устранение
:
Газовый баллон пустой.
Замените газовый баллон.
Неисправность редукционного клапана.
Замените редукционный клапан.
Газовый шланг не присоединен, поврежден или пережат.
Присоедините газовый шланг, уложите его прямо либо замените, если
он неисправен.
Неисправность сварочной горелки.
Замените сварочную горелку.
Неисправность газового магнитного клапана.
Свяжитесь с отделом послепродажного обслуживания (договоритесь о
замене газового магнитного клапана).
Неверные параметры сварки
Проверить настройки
Неправильно подключен кабель заземления
Проверить полярность соединительных зажимов и кабеля заземления
Сварочная горелка сильно нагревается
Причина:
Устранение
:
Причина:
Устранение
:
Причина:
Устранение
:
Сварочная горелка слишком мала для выполнения данной задачи
Соблюдать длительность включения и пределы нагрузки.
Только на установках с водяным охлаждением: расход воды слишком
мал
Проверить уровень, расход, загрязнение воды и т. д. Если блокирован
насос охлаждающей жидкости, с помощью отвертки прокрутить вал
возле входа насоса
Только на установках с водяным охлаждением: Для параметра «Упр.
охлаждающим модулем задано значение «OFF».
В меню настройки установить для параметра «Упр. охлаждающим
модулем» значение «Aut» или «ON».
80

Пористость сварного шва.
Причина
Устранение
Недостаточная подача защитного газа к сварочному шву из-за
засорения газового сопла брызгами.
Удалите сварочные брызги.
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Затрудненный поджиг
Причина
Устранение
Отверстия в газовом шланге или неплотное его присоединение.
Замените газовый шланг.
Кольцо круглого сечения в центральном разъеме разрезано или
повреждено.
Замените кольцо круглого сечения.
Влага/конденсат в газовой магистрали.
Удалите влагу/конденсат из газовой магистрали.
Слишком сильный или слишком слабый поток газа.
Отрегулируйте поток газа.
Недостаточное количество газа в начале или конце сварки.
Увеличьте интенсивность предварительной подачи или продувки газа.
Нанесено слишком много разделительного средства.
Удалите излишки разделительного средства / наносите меньше
разделительного средства
Неподходящий тип электрода (например, электрод WP для сварки
постоянным током).
Используйте подходящий вольфрамовый электрод.
RU
Причина
Устранение
Трещины в газовом сопле.
Причина
Устранение
Изнашивающиеся детали плохо закреплены
Надежно закрепите изнашивающиеся детали.
Вольфрамовый электрод недостаточно выступает из газового сопла.
Выдвиньте вольфрамовый электрод дальше из газового сопла.
81

Технические характеристики
Общие сведения
Корпус горелки
с газовым
охлаждением —
TTB 160,
TTB 220, TTB 260
Максимальное допустимое напряжение
холостого хода (U0)
Максимальное допустимое напряжение
поджига (Up)
Этот продукт соответствует требованиям стандарта IEC 60974-7.
Технические характеристики кнопки горелки:
U
макс.
I
макс.
Кнопку горелки можно использовать только в пределах указанных технических
характеристик.
TTB 160 G TTB 220 G
Сварочный ток при
10 мин/40 °C (104 °F)
пост. ток
Сварочный ток при
10 мин/40 °C (104 °F)
перем. ток
I (Амперы) ПВ* 35 % — 160
ПВ* 60 % — 120
ПВ* 100 % — 90
I (Амперы) ПВ* 35 % — 120
ПВ* 60 % — 90
ПВ* 100 % — 70
ПВ* 35 % — 220
ПВ* 60 % — 170
ПВ* 100 % — 130
ПВ* 35 % — 180
ПВ* 60 % — 130
ПВ* 100 % — 100
100 мА
113 В
10 кВ
35 В
Стандарт
EN 439
мм
дюймы
TTB 260 G
Сварочный ток при
10 мин/40 °C (104 °F)
пост. ток
Сварочный ток при
10 мин/40 °C (104 °F)
перем. ток
** ПВ = продолжительность включения
I (Амперы) ПВ* 35 % — 260
I (Амперы) ПВ* 35 % — 200
Стандарт
EN 439
мм
дюймы
Aргон Aргон
1,0–3,2
0,039–0,126
ПВ* 60 % — 200
ПВ* 100 % — 150
ПВ* 60 % — 160
ПВ* 100 % — 120
Aргон
1,6-6,4
0,063-0,252
1,0-4,0
0,039-0,158
82

УКАЗАНИЕ!
Для корпусов горелок TTB160 G, TTB 220 G и TTB 300 W указанный сварочный
ток применяется только при использовании стандартных изнашивающихся
деталей.
Пониженный сварочный ток должен применяться при использовании цанг и
укороченных газовых сопел.
УКАЗАНИЕ!
Для корпусов горелок TTB 160 G, TTB 220 G и TTB 260 G указанные значения
сварочного тока действительны только в том случае, если длина (L) корпуса
≥ 65 мм.
Для корпусов меньшего размера следует снизить значение сварочного тока на 30
%.
RU
Корпус горелки
с жидкостным
охлаждением —
TTB 300,
TTB 400, TTB 500
Сварочный ток при
10 мин / 40 °C
(104 °F)
пост. ток
Сварочный ток при
10 мин / 40 °C
(104 °F)
перем. ток
Q
мин.
Сварочный ток при
10 мин / 40 °C
(104 °F)
пост. ток
TTB 300 W TTB 400 W
I (амперы) 60 % ПВ* 300
100 % ПВ* 230
I (амперы) 60 % ПВ* 250
100 % ПВ* 190
Стандарт
Aргон Aргон
60 % ПВ* 400
100 % ПВ* 300
60 % ПВ* 350
100 % ПВ* 270
EN 439
мм
дюймы
л/мин
галл/мин
1,0–3,2
0,039–0,126
1
0,26
1,0–4,0
0,039–0,157
1
0,26
TTB 500 W
I (амперы) 60 % ПВ* 500
100 % ПВ* 400
Сварочный ток при
I (амперы) 60 % ПВ* 400
10 мин / 40 °C
(104 °F)
перем. ток
Стандарт
EN 439
мм
дюймы
Q
мин.
л/мин
галл/мин
*ПВ — продолжительность включения
100 % ПВ* 300
Aргон
1,6–6,4
0,063–0,252
1
0,26
83

УКАЗАНИЕ!
L
L
Для корпусов горелок TTB160 G, TTB 220 G и TTB 300 W указанный сварочный
ток применяется только при использовании стандартных изнашивающихся
деталей.
В случае применения газовых линз и более короткого газового сопла уровень
сварочного тока снижается.
УКАЗАНИЕ!
При сварке с ограничением мощности сварочной горелки используйте
вольфрамовые электроды большего сечения и газовые сопла с большим
диаметром отверстия. Это увеличит срок службы изнашивающихся деталей.
Следует учитывать, что эффективность процесса можно повысить за счет
регулировки силы тока, а также баланса переменного тока и его смещения.
Шланговый
пакет для
горелки с
газовым
охлаждением —
THP 160d,
THP 220d,
THP 260d
Сварочный ток при
10 мин / 40 °C
(104 °F)
пост. ток
Сварочный ток при
10 мин / 40 °C
(104 °F)
перем. ток
Сварочный ток при
10 мин / 40 °C
(104 °F)
пост. ток
THP 160d THP 220d
I (амперы) ПВ* 35 % — 160
ПВ* 60 % — 120
ПВ* 100 % — 90
I (амперы) ПВ* 35 % — 120
ПВ* 60 % — 90
ПВ* 100 % — 70
Стандарт
Аргон Аргон
ПВ* 35 % — 220
ПВ* 60 % — 170
ПВ* 100 % — 130
ПВ* 35 % — 180
ПВ* 60 % — 130
ПВ* 100 % — 100
EN 439
м
футы + дюй
4,0 / 8,0
13 + 1,48 / 26 + 2,96
4,0 / 8,0
13 + 1,48 / 26 + 2,96
мы
THP 260d
I (амперы) ПВ* 35 % — 260
ПВ* 60 % — 200
ПВ* 100 % — 150
Сварочный ток при
10 мин / 40 °C
(104 °F)
I (амперы) ПВ* 35 % — 200
ПВ* 60 % — 160
ПВ* 100 % — 120
перем. ток
Стандарт
Аргон
EN 439
м
футы + дюй
4,0 / 8,0
13 + 1,48 / 26 + 2,96
мы
*ПВ — продолжительность включения
84

Шланговый
L
L
пакет с
жидкостным
охлаждением —
THP 300d,
THP 400d,
THP 500d
Сварочный ток при
10 мин / 40 °C
(104 °F)
пост. ток
Сварочный ток при
10 мин / 40 °C
(104 °F)
перем. ток
THP 300d THP 400d
I (амперы) ПВ* 60 % — 300
ПВ* 100 % — 230
I (амперы) ПВ* 60 % — 250
ПВ* 100 % — 190
ПВ* 60 % — 400
ПВ* 100 % — 300
ПВ* 60 % — 350
ПВ* 100 % — 270
P
**
мин.
Q
мин.
p
мин.
p
макс.
Сварочный ток при
10 мин / 40 °C
(104 °F)
пост. ток
Стандарт
Аргон Аргон
EN 439
м
футы + дюй
4,0 / 8,0
13 + 1,48 / 26 + 2,96
4,0 / 8,0
13 + 1,48 / 26 + 2,96
мы
Вт (ватты) 650 / 650 850 / 850
л/мин
галл/мин
бар
фунтов/
1
0,26
3
43
1
0,26
3
43
дюйм²
бар
фунтов/
5,5
79
5,5
79
дюйм²
THP 500d
I (амперы) ПВ* 60 % — 500
ПВ* 100 % — 400
RU
Сварочный ток при
10 мин / 40 °C
(104 °F)
перем. ток
P
**
мин.
Q
мин.
p
мин.
p
макс.
I (амперы) ПВ* 60 % — 400
ПВ* 100 % — 300
Стандарт
Аргон
EN 439
м
футы +
4,0 / 8,0
13 + 1,48 / 26 + 2,96
дюймы
Вт (ватты) 850 / 1400
л/мин
галл/мин
бар
фунтов/
1
0,26
3
43
дюйм²
бар
фунтов/
5,5
79
дюйм²
85

*ПВ — продолжительность включения
**Минимальная охлаждающая способность согласно стандарту IEC 60974-2
86

İçindekiler
Güvenlik 88
Güvenlik 88
Genel bilgi 89
Genel bilgiler 89
Up/Down torç 89
Kullanıcı arayüzünü değiştirme 90
Sarf malzemeleri montajı 91
Sistem A sarf malzemeleri montajı 91
Sistem P sarf malzemeleri montajı 92
Kurulum ve işletmeye alma 93
Torç boynunu monte etme 93
Torcu güç kaynağına ve soğutma ünitesine bağlayın 94
Torç boynunu döndürün 94
Torç boynunu değiştirin - Gaz soğutmalı kaynak hamlacı 95
Torç boynunu değiştirin - Su soğutmalı kaynak hamlacı 95
Torç boynunun değişmesini engelleyin 97
Bakım, onarım ve atık yönetimi 98
Genel 98
Her devreye alma sırasında bakım 99
İmha etme 99
Arıza tespiti, arıza giderme 100
Arıza tespiti, arıza giderme 100
Teknik özellikler 103
Genel 103
Gaz soğutmalı torç boynu - TTB 160, TTB 220, TTB 260 103
Su soğutmalı torç gövdesi - TTB 300, TTB 400, TTB 500 104
Gaz soğutmalı hortum paketi - THP 160d, THP 220d, THP 260d 105
Su soğutmalı hortum paketi - THP 300d, THP 400d, THP 500d 106
TR
87

Güvenlik
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece eğitimli uzman
▶
personel tarafından yerine getirilmelidir.
Bu doküman okunmalı ve anlaşılmalıdır.
▶
Sistem bileşenlerine ait tüm kullanım kılavuzları, özellikle de güvenlik kuralları okun-
▶
malı ve anlaşılmalı.
TEHLİKE!
Elektrikli akım sebebiyle tehlike ve dışarıya çıkan kaynak teli sonucunda yaralanma tehlikesi.
Ciddi can ve mal kayıpları meydana gelebilir.
Güç kaynağının şebeke şalterini "O" konumuna çevirin.
▶
Güç kaynağını şebekeden ayırın.
▶
güç kaynağının tüm işlemler bitene kadar şebeke ile bağlanmadığından emin olun.
▶
TEHLİKE!
Elektrik akımı nedeniyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Tüm kablo, iletim hatları ve hortum paketleri her zaman sıkıca bağlanmış, hasarsız,
▶
doğru biçimde izole edilmiş ve yeterli ölçülere sahip olmalıdır.
DİKKAT!
Sıcak torç bileşenleri ve sıcak soğutucu madde sebebiyle yanma tehlikesi.
Yanık meydana gelebilir.
Bu kullanım kılavuzunda açıklanan tüm çalışmalara başlamadan önce tüm torç
▶
bileşenleri ve soğutucu maddeyi oda sıcaklığına (+25 ° C, +77 ° F) gelene dek
soğutun.
DİKKAT!
Soğutucu madde kullanmadan işletim sebebiyle hasar tehlikesi.
Ağır maddi hasarlara neden olabilir.
Su soğutmalı torçlar, soğutucu madde olmadan asla çalıştırılmamalıdır.
▶
Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değildir ve garanti
▶
geçersizdir.
DİKKAT!
Soğutucu maddenin sızması sebebiyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Su ile soğutulmuş torcun soğutucu madde hortumlarını, soğutma ünitesi veya tel
▶
sürme ünitesinde ayrıldığında her zaman üzerine monte edilmiş plastik kapak ile
kapatın.
88

Genel bilgi
+
-
Genel bilgiler TIG torçları özellikle sağlam ve güvenilirdir. Ergonomik olarak biçimlendirilmiş bir kabza
ve optimum ağırlık dağılımı yorulmadan çalışma imkanı sağlar.
Torçlar gaz ve su soğutmalı modellerle sunulacak ve çok farklı görevlere göre uyarlanabilecektir.
Torçlar özellikle de manuel seri ve tekli üretimler ve atölye alanlarında kullanımlar için
uygundur.
Up/Down torç
Up/Down torcu aşağıdaki fonksiyonlara
sahiptir:
Kaynak gücünün Up/Down tuşuyla
değiştirilmesi (+/-)
TIG AC kaynak yöntemiyle bağlantılı
olarak küre oluşumu
4 tetik işletim moduyla bağlantılı olarak
düşürme akımı
(I1 > I2)
Kaynak gücünün değiştirilmesi Küre oluşumu
1 1
TR
89

Düşürme akımı
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Kullanıcı
arayüzünü
değiştirme
1
1 2
2
3
90

Sarf malzemeleri montajı
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Sistem A sarf
malzemeleri montajı
Geçme gaz nozullu sarf malzemesi sistemi A
1
3
2
TR
4
NOT!
Torç başlığını, Tungsten elektrotu elle itilemeyecek kadar sıkı sıkın.
* Değiştirilebilir lastik conta kovanı sadece TTB 220 G/A içindir
** Torç tipine bağlı olarak gergi somunu yerine bir gaz merceği kullanılabilir.
NOT!
Vida dişinin hasar görme tehlikesi.
Gergi somununu veya gaz merceğini sadece hafifçe sıkın.
91

Sistem P sarf
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
malzemeleri montajı
Vidalı gaz nozullu sarf malzemesi sistemi P
1
2
3
4
NOT!
Torç başlığını, Tungsten elektrotu elle itilemeyecek kadar sıkı sıkın.
* Değiştirilebilir lastik conta kovanı sadece TTB 220 G/P içindir
** Torç tipine bağlı olarak gergi somunu yerine bir gaz merceği kullanılabilir.
NOT!
Vida dişinin hasar görme tehlikesi.
Gergi somununu veya gaz merceğini sadece hafifçe sıkın.
92

Kurulum ve işletmeye alma
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
Torç boynunu
monte etme
1
* O-ring'i montajdan önce yağlayın!
3
2
TR
4
ÖNEMLİ! Torç boynunu monte ederken, içine iyice girmesine ve oturmasına dikkat edin.
93
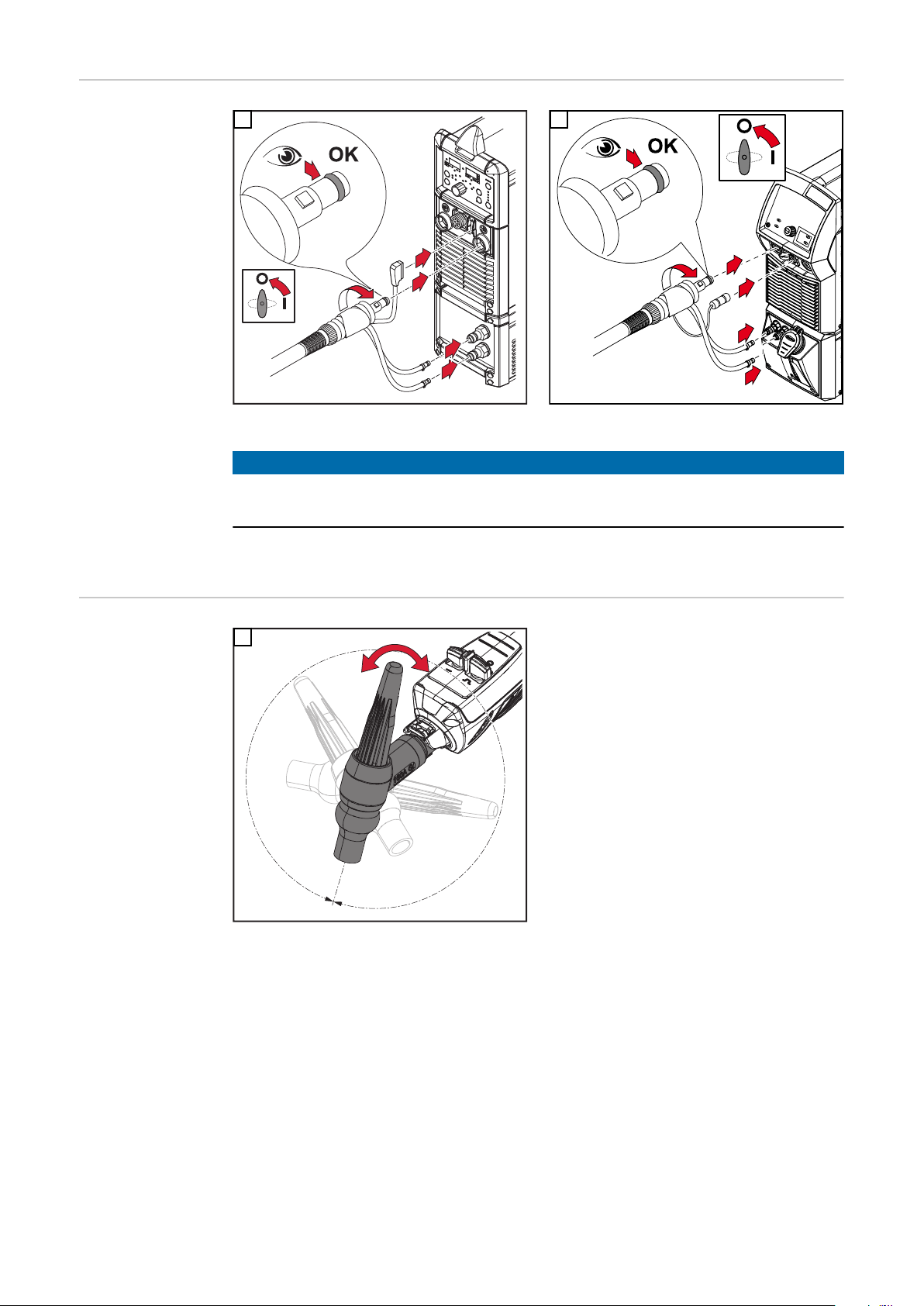
Torcu güç
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
kaynağına ve
soğutma ünitesine bağlayın
1
2
Torç boynunu
döndürün
Tuchel kumanda soketli TIG torcu
TMC kumanda soketli TIG torcu
NOT!
Her devreye almadan önce, torç bağlantısındaki contayı ve soğutucu madde seviyesini kontrol edin!
Kaynak işletimi esnasında düzenli aralıklarla soğutma sıvısı sirkülasyonunu kontrol edin.
1
94

Torç boynunu
1
180°
1
1
1
1
değiştirin - Gaz
soğutmalı kaynak
hamlacı
1
3
2
TR
Torç boynunu
değiştirin - Su
soğutmalı kaynak
hamlacı
NOT!
Torç boynunu değiştirirken sadece birbirine ait olan sistemleri monte etmeye dikkat edin.
Gaz soğutmalı torç boynunu su soğutmalı hortum paketine veya tam tersine monte
▶
etmeyin!
ÖNEMLİ! Torç boynunu monte ederken, içine iyice girmesine ve oturmasına dikkat edin!
Güç kaynağını kapatın ve ana şebekeden ayırın;
1
soğutma sisteminin ardıl çalışma süresinin dolmasını bekleyin
CU 600 MC soğutma ünitesi mevcutsa:
2
Torç hortum paketini güç kaynağı veya torç ile boşaltın
Başka soğutma ünitelerinde:
Soğutucu madde ön akışı için hortumu soğutma ünitesine bağlayın
Soğutucu madde girişi için hortumu, soğutucu maddenin büyük bir kısmı tekrar
3
soğutucu tanka geri akacak şekilde maks. 4 bar basınçlı havayla üfleyin
95

1
4
180°
1
1
1
1
6
5
Hortum paketindeki kavrama noktasını basınçlı havayla temizleyin
7
Torç boynunu bir bezle kurulayın
8
Koruma klapesini torç boynuna takın
9
NOT!
Torç boynunu değiştirirken sadece birbirine ait olan sistemleri monte etmeye dikkat edin.
Gaz soğutmalı torç boynunu su soğutmalı hortum paketine veya tam tersine monte
▶
etmeyin!
ÖNEMLİ! Torç boynunu monte ederken, içine iyice girmesine ve oturmasına dikkat edin.
Torç boynunu monte etme
10
Güç kaynağını ağa bağlayın ve açın
11
Güç kaynağında gaz kontrol tuşuna basın
12
30 s için koruyucu gaz çıkar.
Soğutma sıvısı sirkülasyonunu kontrol edin:
13
Soğutucu tankında kusursuz bir soğutucu madde geri akışı olmalıdır.
Deneme kaynağı yapın ve kaynak dikişinin kalitesini kontrol edin
14
96

Torç boynunun
1
3
2
1
2
1
3
0,6 Nm
2
değişmesini
engelleyin
1
2
TR
3
97
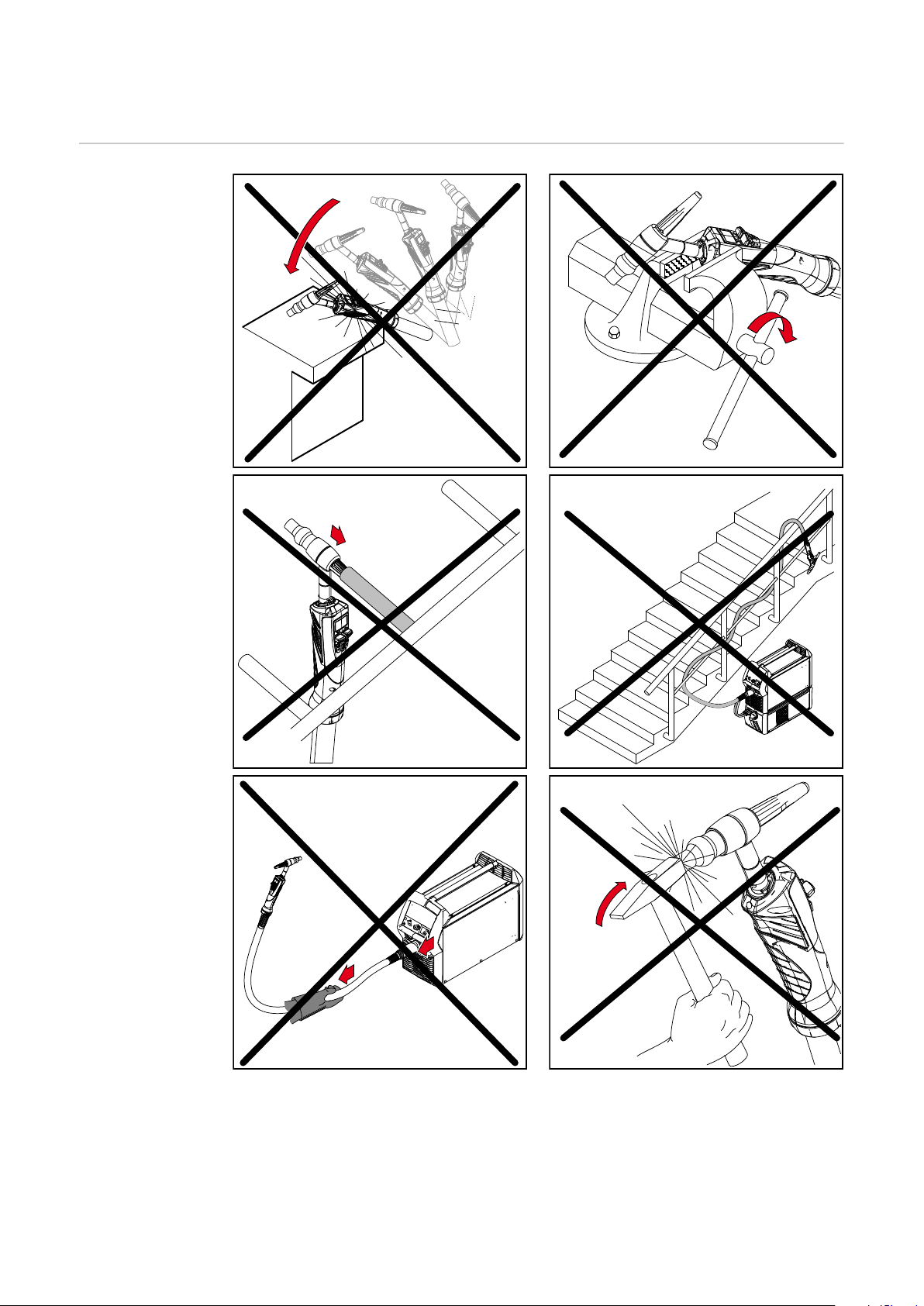
Bakım, onarım ve atık yönetimi
Genel
98

Her devreye alma
sırasında bakım
İmha etme Atığa çıkartma sadece geçerli ulusal ve bölgesel hükümlere göre yapılmalıdır.
- Sarf malzemelerini kontrol edin, arızalı sarf malzemelerini değiştirin
- Gaz nozulunu kaynak çapaklarından temizleyin
Ek olarak her devreye alma sırasında, su ile soğutulmuş kaynak torçlarında:
- tüm soğutucu madde bağlantılarının sızdırmaz olduğundan emin olun
- hatasız bir soğutucu madde geri akışının bulunduğundan emin olun
TR
99

Arıza tespiti, arıza giderme
Arıza tespiti, arıza
giderme
Torç bağlanamıyor
Nedeni:
Çözümü:
kaynak akımı yok
Güç kaynağı şebeke şalteri devrede, güç kaynağı göstergeleri yanıyor, koruyucu gaz
mevcut
Nedeni:
Çözümü:
Nedeni:
Çözümü:
Nedeni:
Çözümü:
Nedeni:
Çözümü:
Tetik tuşuna bastıktan sonra herhangi bir fonksiyon yok
Şebeke şalteri devrede, güç kaynağı göstergeleri yanıyor, koruyucu gaz mevcut
Bayonet sürgüsü büküldü
Bayonet sürgüsünü değiştirin
Toprak bağlantısı hatalı
Şasi bağlantısını doğru biçimde kurun
Torçtaki akım kablosu kesilmiş
Torcu değiştirin
tungsten elektrotu gevşek
Tungsten elektrotunu torç başlığı vasıtasıyla sıkın
Sarf malzemeleri gevşek
Sarf malzemelerini sıkın
Nedeni:
Çözümü:
Nedeni:
Çözümü:
Nedeni:
Çözümü:
Nedeni:
Çözümü:
Torç bağlantı noktasında HF ark piki
Nedeni:
Çözümü:
Kabzada HF ark piki
Nedeni:
Çözümü:
Nedeni:
Çözümü:
Soket fişi takılı değil
Soket fişini takın
Torç veya torç kumanda kablosu arızalı
Torcu değiştirin
"Tetik / kumanda kablosu / güç kaynağı" soketli bağlantıları hatalı
Soket bağlantısını kontrol edin / güç kaynağı veya torç servise
Torçtaki print arızalı
Printi değiştirin
Torç bağlantı noktası kaçırıyor
Bayonet sürgüsündeki O Ringi değiştirin
Hortum paketi kaçırıyor
Hortum paketini değiştirin
Torç boynuna giden koruyucu gaz hortum bağlantısı kaçırıyor
Hortumu kesip kısaltın ve sızdırmazlığını sağlayın
100
 Loading...
Loading...