


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TTB 160 G, TTB 220 G, TTB 260 G
TTB 300 W, TTB 400 W, TTB 500 W
THP 160d G, THP 220d G
THP 260d G
THP 300d W, THP 400d W
THP 500d W
Návod k obsluze
CS
Ruční svařovací hořák TIG
Kasutusjuhend
ET
Manuaalne TIG-keevituspõleti
Kezelési útmutató
HU
TIG kézi hegesztőpisztoly
Instrukcja obsługi
PL
Ręczny palnik spawalniczy TIG
Manualul de utilizare
RO
Pistolet de sudare manuală WIG
Návod na obsluhu
SK
Ručný zvárací horák TIG
42,0410,2529 003-14092021


Obsah
Bezpečnost 4
Bezpečnost 4
Všeobecné informace 6
Všeobecné informace 6
Svařovací hořák Up/Down 6
Výměna uživatelského rozhraní 7
Montáž spotřebních dílů 8
Montáž systému spotřebních dílů A 8
Montáž systému spotřebních dílů P 9
Instalace a uvedení do provozu 10
Montáž těla hořáku 10
Připojení svařovacího hořáku ke svařovacímu zdroji a chladicímu modulu 11
Pootočení těla hořáku 11
Výměna těla hořáku – svařovací hořák chlazený plynem 12
Výměna těla hořáku – svařovací hořák chlazený vodou 12
Zablokování výměny těla hořáku 14
Péče, údržba a likvidace odpadu 15
Všeobecné informace 15
Údržba při každém uvedení do provozu 16
Likvidace odpadu 16
Diagnostika a odstraňování závad 17
Diagnostika a odstraňování závad 17
Technické údaje 20
Všeobecné informace 20
Tělo hořáku chlazené plynem – TTB 160, TTB 220, TTB 260 20
Tělo hořáku chlazené vodou – TTB 300, TTB 400, TTB 500 21
Hadicové vedení chlazené plynem – THP 160d, THP 220d, THP 260d 22
Hadicové vedení chlazené vodou – THP 300d,THP 400d,THP 500d 23
CS
3

Bezpečnost
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smějí provádět jen odborně vyškolené
▶
osoby.
Tento dokument je nutné přečíst a porozumět mu.
▶
Všechny návody k obsluze systémových komponent, zejména bezpečnostní
▶
předpisy, je nutné přečíst a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem a nebezpečí poranění vysouvanou
drátovou elektrodou.
Následkem mohou být těžká poranění a materiální škody.
Přepněte síťový vypínač svařovacího zdroje do polohy - O -.
▶
Odpojte svařovací zdroj od sítě.
▶
Zajistěte, aby svařovací zdroj zůstal odpojený od sítě až do skončení všech prací.
▶
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Veškeré kabely, vedení a hadicová vedení musí být vždy pevně připojené,
▶
nepoškozené, správně izolované a dostatečně dimenzované.
POZOR!
Nebezpečí popálení horkými součástmi svařovacího hořáku a horkým chladicím
médiem.
Může dojít k vážnému opaření.
Před zahájením všech prací popsaných v tomto návodu k obsluze nechte všechny
▶
součásti svařovacího hořáku a chladicí médium vychladnout na pokojovou teplotu
(+25 °C, +77 °F).
POZOR!
Nebezpečí poškození při provozu bez chladicího média.
Může dojít ke značným hmotným škodám.
Vodou chlazené svařovací hořáky nesmí být nikdy provozovány bez použití chla-
▶
dicího média.
Za škody vzniklé takovým používáním výrobce neručí a všechny ostatní záruční
▶
nároky zanikají.
4

POZOR!
Nebezpečí v důsledku úniku chladicího média.
Následkem mohou být těžká poranění a materiální škody.
Hadice chladicího média u vodou chlazených svařovacích hořáků po odpojení od
▶
chladicího modulu nebo od podavače drátu vždy uzavřete pomocí namontovaného
plastového uzávěru.
CS
5

Všeobecné informace
+
-
Všeobecné informace
Svařovací hořák
Up/Down
Svařovací hořáky TIG jsou mimořádně robustní a spolehlivé. Ergonomicky tvarovaná
rukojeť a optimální rozložení hmotnosti umožňují nenamáhavou práci.
Svařovací hořáky jsou v provedení chlazeném plynem nebo vodou a lze je přizpůsobit
nejrůznějším pracovním úkolů.
Svařovací hořáky jsou vhodné zejména jak pro manuální sériovou a kusovou výrobu, tak
i do dílen.
Svařovací hořák Up/Down je vybaven
následujícími funkcemi:
Změna svařovacího výkonu pomocí
tlačítek Up/Down (+/-)
Vytváření kaloty ve spojení se
svařovacím postupem TIG AC
Mezipokles ve spojení s provozním
režimem 4takt
(I1 > I2)
Změna svařovacího výkonu Vytváření kaloty
1 1
6

Mezipokles
l
1
l
2
1
3
2
1
3
2
0,6 Nm
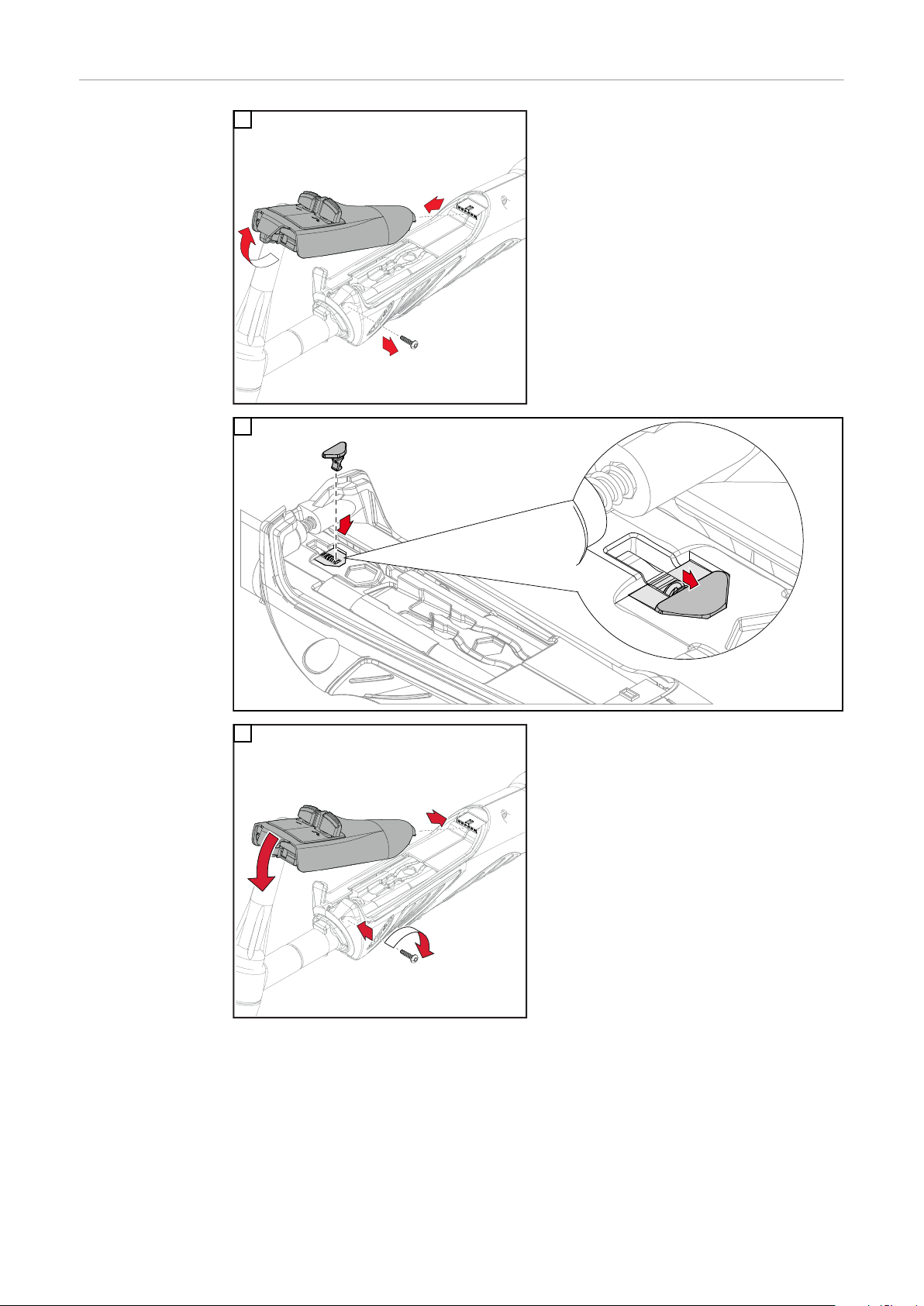
Výměna uživatelského rozhraní
1
1 2
2
CS
3
7

Montáž spotřebních dílů
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Montáž systému
spotřebních dílů
A
Montáž systému spotřebních dílů A s násuvnou plynovou hubicí
1
3
2
4
UPOZORNĚNĹ!
Krytku hořáku dotáhněte jen natolik, aby již nebylo možné ručně posunout wolframovou elektrodu.
* Vyměnitelná pryžová objímka jen pro TTB 220 G/A
** V závislosti na provedení svařovacího hořáku může být upínací matice nahra-
zena plynovou čočkou.
UPOZORNĚNĹ!
Nebezpečí poškození závitu.
Utahujte matici nebo plynovou čočku jen zlehka.
8

Montáž systému
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
spotřebních dílů
P
Montáž systému spotřebních dílů P s plynovou hubicí na závit
1
2
CS
3
4
UPOZORNĚNĹ!
Krytku hořáku dotáhněte jen natolik, aby již nebylo možné ručně posunout wolframovou elektrodu.
* Vyměnitelná pryžová objímka jen pro TTB 220 G/P
** V závislosti na provedení svařovacího hořáku může být upínací matice nahra-
zena plynovou čočkou.
UPOZORNĚNĹ!
Nebezpečí poškození závitu.
Utahujte matici nebo plynovou čočku jen zlehka.
9

Instalace a uvedení do provozu
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
Montáž těla
hořáku
1
* O-kroužek před montáží namažte!
3
2
4
10
DŮLEŽITÉ! Při montáži těla hořáku dbejte, aby bylo zasunuto až na doraz a zapadlo.

Připojení
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
svařovacího
hořáku ke
svařovacímu
zdroji a chladicímu modulu
1
2
CS
Pootočení těla
hořáku
Svařovací hořák TIG s kruhovým řídicím konektorem
Svařovací hořák TIG s TIG Multi Connectorem
UPOZORNĚNĹ!
Před každým uvedením do provozu zkontrolujte těsnicí kroužek na přípojce
svařovacího hořáku a stav chladicího média!
Během svařovacího provozu v pravidelných intervalech kontrolujte průtok chladicího
média.
1
11

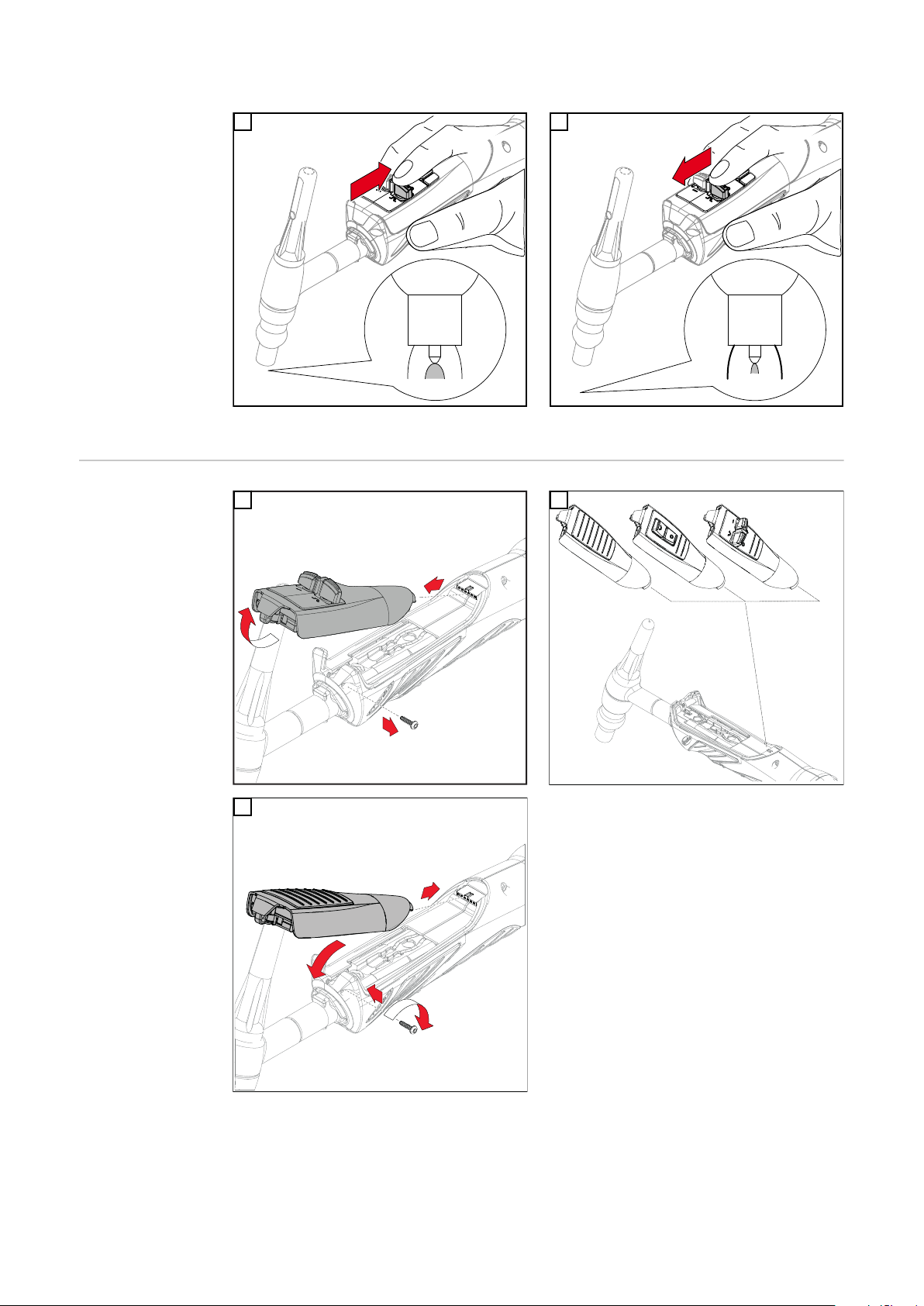
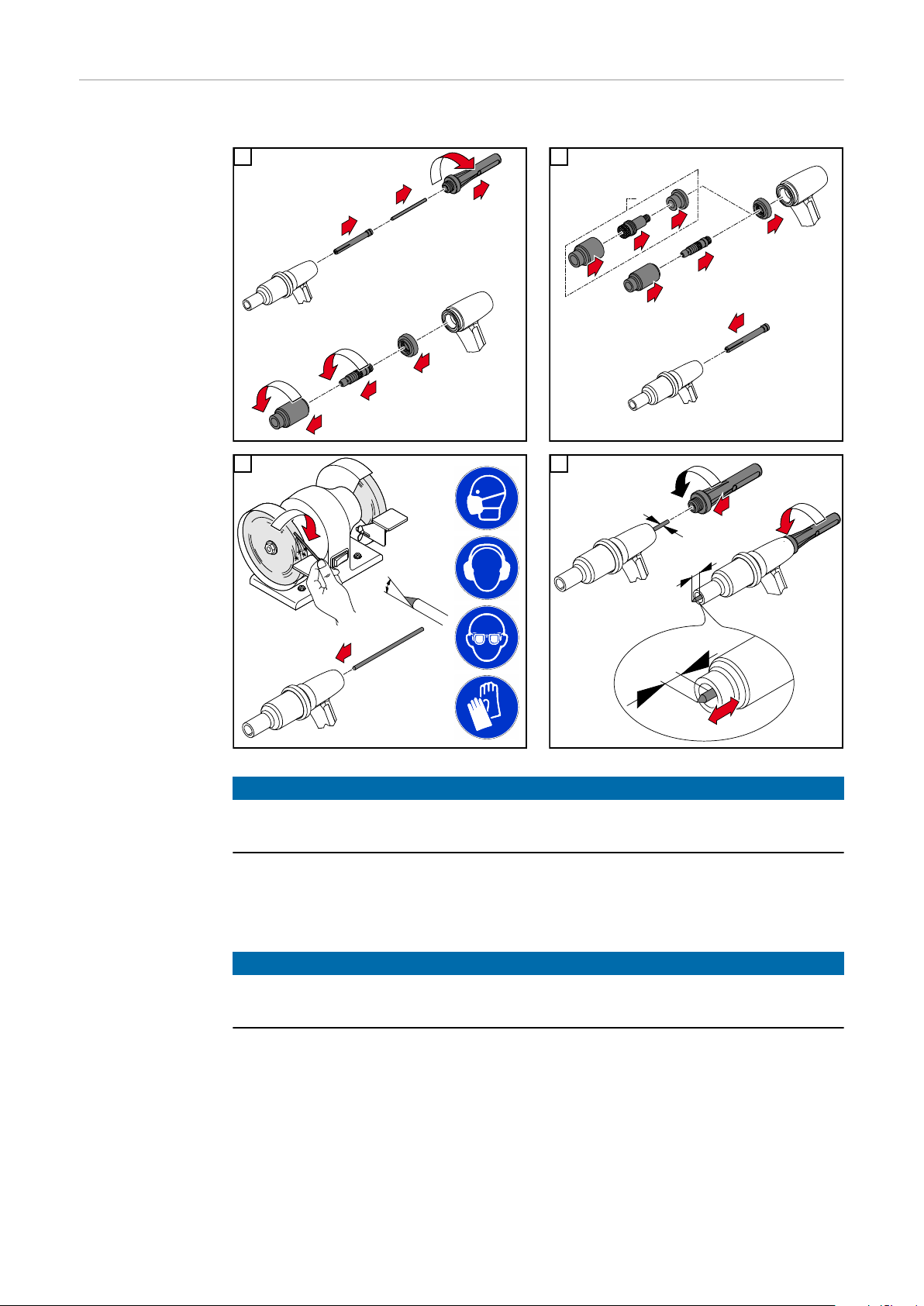
Výměna těla
1
180°
1
1
1
1
hořáku –
svařovací hořák
chlazený plynem
1
3
2
Výměna těla
hořáku –
svařovací hořák
chlazený vodou
UPOZORNĚNĹ!
Při výměně těla hořáku dbejte, aby byly namontovány jen systémy, které k sobě
patří.
Nenamontujte tělo hořáku chlazené plynem na hadicové vedení chlazené vodou
▶
a naopak!
DŮLEŽITÉ! Při montáži těla hořáku dbejte, aby bylo zasunuto až na doraz a zapadlo!
Vypněte svařovací zdroj a odpojte ho od elektrické sítě;
1
počkejte na fázi doběhu chladicího sytému.
Je-li integrován chladicí modul CU 600 MC:
2
vyprázdněte hadicové vedení svařovacího hořáku prostřednictvím svařovacího
zdroje nebo svařovacího hořáku.
U ostatních chladicích modulů:
uzavřete hadici pro přívod chladicího média na chladicím modulu.
Profoukněte hadici pro přívod chladicího média stlačeným vzduchem s max. tlakem
3
4 bary tak, aby většina chladicího média natekla zpět do zásobníku chladicího
média.
12

1
4
180°
1
1
1
1
5
CS
6
Vyčistěte propojovací bod na hadicovém vedení pomocí stlačeného vzduchu.
7
Osušte tělo hořáku hadříkem.
8
Nasaďte ochrannou krytku na tělo hořáku.
9
UPOZORNĚNĹ!
Při výměně těla hořáku dbejte, aby byly namontovány jen systémy, které k sobě
patří.
Nenamontujte tělo hořáku chlazené plynem na hadicové vedení chlazené vodou
▶
a naopak!
DŮLEŽITÉ! Při montáži těla hořáku dbejte, aby bylo zasunuto až na doraz a zapadlo.
Montáž těla hořáku
10
Připojte svařovací zdroj k síti a zapněte jej.
11
Stiskněte tlačítko zkoušky plynu na svařovacím zdroji.
12
Po dobu 30 s proudí ochranný plyn.
Zkontrolujte průtok chladicího média:
13
V zásobníku chladicího média musí být patrný bezvadný zpětný tok chladicího
média.
Proveďte zkušební svařování a zkontrolujte kvalitu svarového švu.
14
13
Zablokování
1
3
2
1
2
1
3
0,6 Nm
2
výměny těla
hořáku
1
2
3
14

Péče, údržba a likvidace odpadu
Všeobecné informace
CS
15

Údržba při
každém uvedení
do provozu
Likvidace odpadu Likvidace odpadu musí být provedena v souladu s platnými národními a místními
- zkontrolujte spotřební díly, vadné spotřební díly vyměňte
- odstraňte svařovací rozstřiky z plynové hubice
Kromě toho při každém uvedení do provozu, u svařovacích hořáků chlazených vodou:
- zajistěte, aby všechny přípojky chladicího média byly těsné
- zajistěte řádný zpětný tok chladicího média
předpisy.
16

Diagnostika a odstraňování závad
CS
Diagnostika a
odstraňování
závad
Svařovací hořák nelze připojit
Příčina:
Odstranění:
Neprochází svařovací proud
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí,
ochranný plyn je k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Po stisknutí tlačítka hořáku zdroj nereaguje
Síťový vypínač zapnutý, kontrolky na svařovacím zdroji svítí, ochranný plyn je k dispozici
Prohnuté bajonetové blokování
Výměna bajonetového blokování
Nevyhovující uzemnění
Vytvoření řádného uzemnění
Přerušený proudový kabel ve svařovacím hořáku
Výměna svařovacího hořáku
Uvolněná wolframová elektroda
Utažení wolframové elektrody pomocí krytky hořáku
Uvolněné spotřební díly
Utažení spotřebních dílů
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Překročení vysoké frekvence na přípojce svařovacího hořáku
Příčina:
Odstranění:
Překročení vysoké frekvence na rukojeti
Příčina:
Odstranění:
Příčina:
Odstranění:
Řídicí konektor hořáku není zasunutý
Zasunutí řídicího konektoru
Vadný svařovací hořák nebo jeho řídicí vedení
Výměna svařovacího hořáku
Špatné konektorové spoje „tlačítko hořáku / řídicí vedení / svařovací zdroj“
Přezkoušení konektorových spojů / předání svařovacího zdroje nebo
svařovacího hořáku do servisu
Vadný PC-Board ve svařovacím hořáku
Výměna PC-Boardu
Netěsná přípojka svařovacího hořáku
Výměna O-kroužku na bajonetovém blokování
Netěsné hadicové vedení
Výměna hadicového vedení
Netěsná hadicová přípojka ochranného plynu u těla hořáku
Nasazení a utěsnění hadice
17

Neprotéká ochranný plyn
Všechny ostatní funkce jsou k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevyhovující svařovací vlastnosti
Příčina:
Odstranění:
Příčina:
Odstranění:
Prázdná lahev s ochranným plynem
Výměna lahve s ochranným plynem
Vadný plynový redukční ventil
Výměna plynového redukčního ventilu
Plynová hadice chybí nebo je poškozená či skřípnutá
Montáž nebo narovnání plynové hadice. Výměna vadné plynové hadice
Vadný svařovací hořák
Výměna svařovacího hořáku
Vadný magnetický plynový ventil
Kontaktujte servisní službu (nechte vyměnit plynový magnetický ventil)
Chybně nastavené parametry svařování
Prověření nastavení
Nevyhovující uzemnění
Kontrola polarity uzemnění a připojení zemnicí svorky
Svařovací hořák je příliš horký
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Svařovací hořák je poddimenzovaný
Respektujte dovolené zatížení a povolený výkon hořáku
Jen u vodou chlazených zařízení: nedostatečný průtok chladicí vody
Kontrola stavu a průtoku vody, znečištění vody atd., zablokované čerpadlo
chladicí kapaliny: pootočte hřídel čerpadla pomocí šroubováku vsunutého
do průchodky.
Jen u vodou chlazených zařízení: Parametr „Říz. chlad.mod.“ (Řízení chladicího modulu) je nastaven na „Vyp“.
V nabídce Setup přenastavení parametru „Říz. chlad.mod.“ (Řízení chladicího modulu) na „Aut“ nebo „Zap“.
18

Porozita svarového švu
Příčina:
Odstranění:
Nedostatečná plynová ochrana svarového švu způsobená tvorbou rozstřiků
v plynové hubici
Odstranění svařovacích rozstřiků
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Špatné zapalovací vlastnosti
Příčina:
Odstranění:
Díry v plynové hadici nebo její nepřesné napojení
Výměna plynové hadice
Rozříznutý nebo vadný O-kroužek na centrální přípojce
Výměna O-kroužku
Vlhkost/kondenzát v plynovém vedení
Vysušení plynového vedení
Příliš silný nebo slabý průtok plynu
Regulace průtoku plynu
Nedostatečné množství plynu na počátku či na konci svařování
Zvýšení předfuku a dofuku plynu
Příliš mnoho naneseného dělicího média
Odstranění přebytečného dělicího média / nanesení menšího množství
dělicího média
Nevhodná wolframová elektroda (například elektroda WP při svařování DC)
Použití vhodné wolframové elektrody
Příčina:
Odstranění:
Trhliny na plynové hubici
Příčina:
Odstranění:
Uvolněné spotřební díly
Pevně přišroubujte spotřební díly
Wolframová elektroda nevyčnívá dostatečně daleko z plynové hubice
Nechte wolframovou elektrodu více vyčnívat z plynové hubice
19

Technické údaje
Všeobecné informace
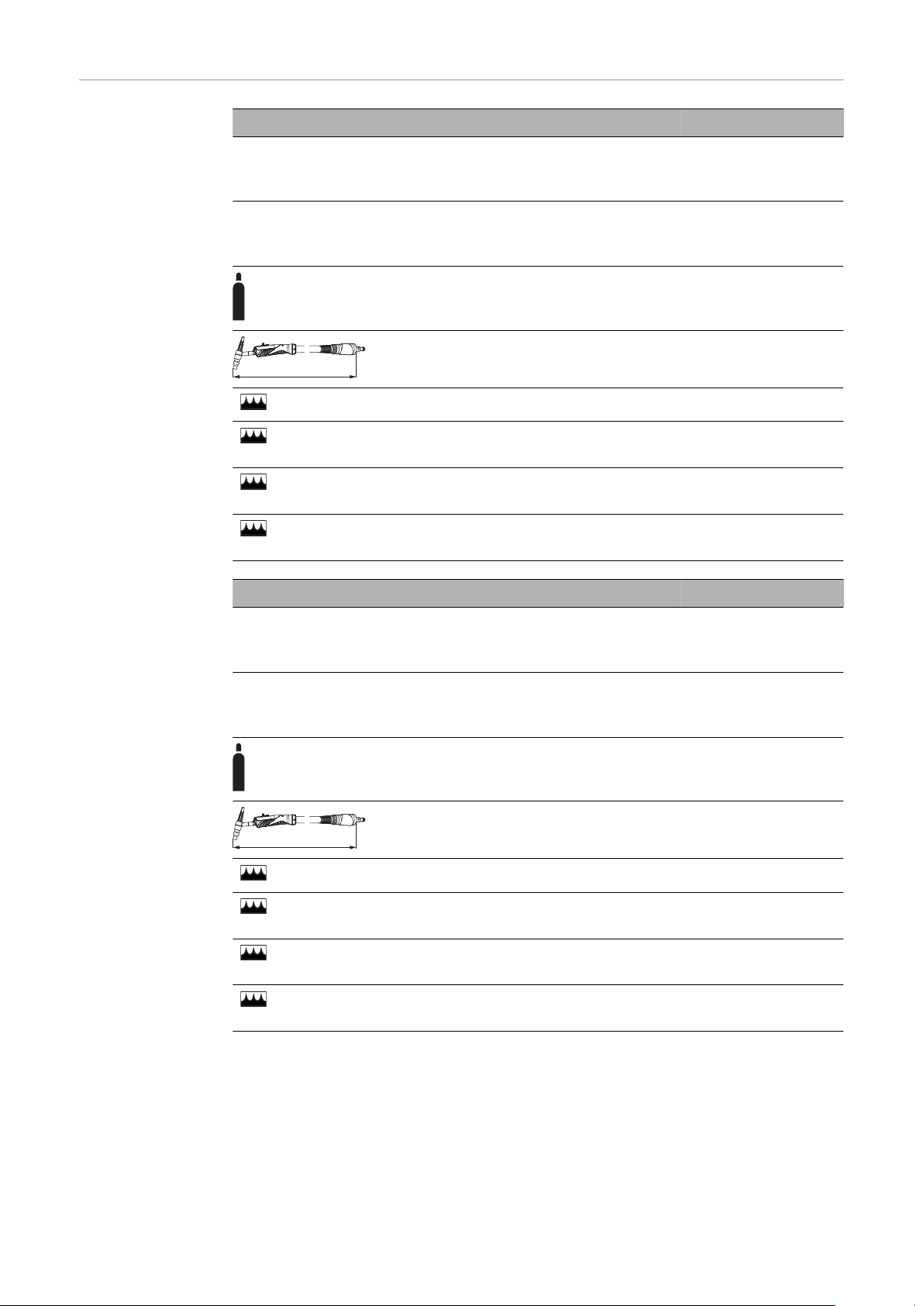
Tělo hořáku chlazené plynem –
TTB 160, TTB
220, TTB 260
Maximální přípustné napětí naprázdno
(U0)
Maximální přípustné zapalovací napětí
(Up)
Tento produkt odpovídá požadavkům normy IEC 60974-7.
Technické údaje tlačítka hořáku:
U
max
I
max
Tlačítko hořáku lze používat jen v rámci technických parametrů.
TTB 160 G TTB 220 G
Svařovací proud při
10 min / 40 °C (104 °F)
DC
Svařovací proud při
10 min / 40 °C (104 °F)
AC
I (A) 35 % DZ* 160
60 % DZ* 120
100 % DZ* 90
I (A) 35 % DZ* 120
60 % DZ* 90
100 % DZ* 70
113 V
10 kV
35 V
100 mA
35 % DZ* 220
60 % DZ* 170
100 % DZ* 130
35 % DZ* 180
60 % DZ* 130
100 % DZ* 100
Svařovací proud při
10 min / 40 °C (104 °F)
DC
Svařovací proud při
10 min / 40 °C (104 °F)
AC
*DZ = dovolené zatížení
Norma
EN 439
mm
in.
TTB 260 G
I (A) 35 % DZ* 260
I (A) 35 % DZ* 200
Norma
EN 439
mm
in.
Argon Argon
1,0 - 3,2
0.039 - 0.126
60 % DZ* 200
100 % DZ* 150
60 % DZ* 160
100 % DZ* 120
Argon
1,6 - 6,4
0.063 - 0.252
1,0 - 4,0
0.039 - 0.158
20

UPOZORNĚNĹ!
Tělo hořáku chlazené vodou –
TTB 300, TTB
400, TTB 500
Pro těla svařovacích hořáků TTB160 G, TTB 220 G a TTB 300 W platí uvedené hodnoty svařovacího proudu pouze při použití sériových spotřebních dílů.
Při použití plynových čoček a kratších plynových hubic se hodnoty svařovacího proudu
snižují.
UPOZORNĚNĹ!
Pro těla hořáků TTB 160 G, TTB 220 G a TTB 260 G platí údaje svařovacího proudu
jen od délky těla hořáku l ≥ 65 mm.
Při použití kratších těl hořáků se údaje svařovacího proudu snižují o 30 %.
TTB 300 W TTB 400 W
Svařovací proud při
10 min / 40 °C (104 °F)
I (A) 60 % DZ* 300
100 % DZ* 230
60 % DZ* 400
100 % DZ* 300
DC
Svařovací proud při
10 min / 40 °C (104 °F)
I (A) 60 % DZ* 250
100 % DZ* 190
60 % DZ* 350
100 % DZ* 270
AC
Norma
Argon Argon
EN 439
CS
Q
min
Svařovací proud při
10 min / 40 °C (104 °F)
DC
Svařovací proud při
10 min / 40 °C (104 °F)
AC
Q
min
*DZ = dovolené zatížení
mm
in.
l/min
gal./min
1,0 - 3,2
0.039 - 0.126
1
0.26
TTB 500 W
I (A) 60 % DZ* 500
100 % DZ* 400
I (A) 60 % DZ* 400
100 % DZ* 300
Norma
Argon
EN 439
mm
in.
l/min
gal./min
1,6 - 6,4
0.063 - 0.252
1
0.26
1,0 - 4,0
0.039 - 0.157
1
0.26
UPOZORNĚNĹ!
Pro těla svařovacích hořáků TTB160 G, TTB 220 G a TTB 300 W platí uvedené hodnoty svařovacího proudu pouze při použití sériových spotřebních dílů.
Při použití plynových čoček a kratších plynových hubic se hodnoty svařovacího proudu
sníží.
21

UPOZORNĚNĹ!
L
L
Při svařování na hranici výkonu svařovacího hořáku použijte přiměřeně větší
wolframové elektrody a průměr otvoru plynových hubic, aby se prodloužila životnost spotřebních dílů.
Uvědomte si, že velikost proudu, vyvážení AC a proudový offset AC jsou faktory, které
vytvářejí výkon!
Hadicové vedení
chlazené plynem
–
THP 160d,
THP 220d,
THP 260d
Svařovací proud při
10 min / 40 °C (104 °F)
DC
Svařovací proud při
10 min / 40 °C (104 °F)
AC
Svařovací proud při
10 min / 40 °C (104 °F)
DC
Svařovací proud při
10 min / 40 °C (104 °F)
AC
THP 160d THP 220d
I (A) 35 % DZ* 160
60 % DZ* 120
100 % DZ* 90
I (A) 35 % DZ* 120
60 % DZ* 90
100 % DZ* 70
norma
argon argon
35 % DZ* 220
60 % DZ* 170
100 % DZ* 130
35 % DZ* 180
60 % DZ* 130
100 % DZ* 100
EN 439
m
ft + in.
4,0 / 8,0
13 + 1.48 / 26 + 2.96
4,0 / 8,0
13 + 1.48 / 26 + 2.96
THP 260d
I (A) 35 % DZ* 260
60 % DZ* 200
100 % DZ* 150
I (A) 35 % DZ* 200
60 % DZ* 160
100 % DZ* 120
*DZ = dovolené zatížení
norma
EN 439
m
ft + in.
argon
4,0 / 8,0
13 + 1.48 / 26 + 2.96
22

Hadicové vedení
L
L
chlazené vodou –
THP 300d,
THP 400d,
THP 500d
Svařovací proud při
10 min / 40 °C (104 °F)
DC
Svařovací proud při
10 min / 40 °C (104 °F)
AC
THP 300d THP 400d
I (A) 60 % DZ* 300
100 % DZ* 230
I (A) 60 % DZ* 250
100 % DZ* 190
60 % DZ* 400
100 % DZ* 300
60 % DZ* 350
100 % DZ* 270
CS
P
**
min
Q
min
p
min
p
max
Svařovací proud při
10 min / 40 °C (104 °F)
DC
Svařovací proud při
10 min / 40 °C (104 °F)
AC
norma
argon argon
EN 439
m
ft + in.
4,0 / 8,0
13 + 1.48 / 26 + 2.96
4,0 / 8,0
13 + 1.48 / 26 + 2.96
W (watt) 650 / 650 850 / 850
l/min
gal./min
bar
psi
bar
psi
1
0.26
3
43
5,5
79
1
0.26
3
43
5,5
79
THP 500d
I (A) 60 % DZ* 500
100 % DZ* 400
I (A) 60 % DZ* 400
100 % DZ* 300
norma
argon
EN 439
P
Q
p
p
min
min
min
max
**
m
ft + in.
W (watt) 850 / 1400
l/min
gal./min
bar
psi
bar
psi
4,0 / 8,0
13 + 1.48 / 26 + 2.96
1
0.26
3
43
5,5
79
*DZ = dovolené zatížení
**Minimální chladicí výkon podle normy IEC 60974-2
23

24

Sisukord
Ohutus 26
Ohutus 26
Üldteave 27
Üldine 27
Up/Down-keevituspõleti 27
Kasutajaliidese vahetamine 28
Kuluvosade paigaldamine 29
Süsteemi A kuluvosade paigaldamine 29
Süsteemi P kuluvosade paigaldamine 30
Paigaldamine ja kasutuselevõtt 31
Põletipea korpuse paigaldamine 31
Keevituspõleti ühendamine toiteallika ja jahutusseadmega 32
Põletipea korpuse painutamine 32
Põletipea korpuse vahetamine – gaasijahutusega keevituspõleti 33
Põletipea korpuse vahetamine – vesijahutusega keevituspõleti 33
Põletipea korpuse vahetamine on lõpetatud 35
Hooldus ja jäätmekäitlus 36
Üldteave 36
Seadme igakordsel kasutusel teostatavad hooldustööd 37
Jäätmekäitlus 37
Rikete diagnoosimine, rikete kõrvaldamine 38
Rikete diagnoosimine, rikete kõrvaldamine 38
Tehnilised andmed 41
Üldteave 41
Gaasijahutusega põleti korpus – TTB 160, TTB 220, TTB 260 41
Vesijahutusega põleti korpus TTB 300, TTB 400, TTB 500 42
Gaasijahutusega voolikupakett – THP 160d, THP 220d, THP 260d 43
Vesijahutusega voolikupakett – THP 300d,THP 400d,THP 500d 44
ET
25

Ohutus
Ohutus
HOIATUS!
Valest kasutamisest või valesti tehtud töödest tingitud oht.
Tagajärjeks võivad olla rasked isiku- ja varalised kahjud.
Kõiki selles dokumendis nimetatud töid ja funktsioone on lubatud teha üksnes
▶
vastava pädevusega spetsialistidel.
Lugege seda dokumenti ja mõistke selle sisu.
▶
Lugege kõiki süsteemi komponentide kasutusjuhendeid, eelkõige ohutuseeskirju, ja
▶
mõistke nende sisu.
HOIATUS!
Elektrivoolust tingitud oht ja väljaturritavatest traatelektroodidest tingitud vigastusoht.
Tagajärjeks võivad olla rasked isiku- ja varalised kahjud.
Lülitage toiteallika võrgulüliti asendisse O.
▶
Eraldage toiteallikas vooluvõrgust.
▶
Veenduge, et toiteallikat ei saaks enne tööde lõpetamist tagasi vooluvõrku ühen-
▶
dada.
HOIATUS!
Elektrivoolust tingitud oht.
Tagajärjeks võivad olla rasked isiku- ja varalised kahjud.
Kõik kaablid, juhtmed ja voolikupaketid peavad olema alati tugevalt ühendatud, kahj-
▶
ustusteta, õigesti isoleeritud ning piisavate mõõtmetega.
ETTEVAATUST!
Kuumade keevituspõleti komponentide ja kuuma jahutusvedeliku kasutamisest
tingitud põletusoht.
Tagajärjeks võivad olla tõsised põletused.
Enne kõigi selles kasutusjuhendis kirjeldatud tööde alustamist laske kõigil keevi-
▶
tuspõleti komponentidel ja jahutusvedelikul jahtuda toatemperatuurile (+25 °C, +77
°F).
MÄRKUS.
Jahutusvedelikuta käitamisest tingitud kahjustamise oht.
Tagajärjeks võivad olla rasked materiaalsed kahjud.
Ärge kunagi kasutage vesijahutusega keevituspõleteid ilma jahutusvedelikuta.
▶
Sellest tekkinud kahjustuste eest tootja ei vastuta ja kõik garantiinõuded on kehte-
▶
tud.
26
ETTEVAATUST!
Jahutusvedeliku lekkest tingitud oht.
Tagajärjeks võivad olla rasked isiku- ja varalised kahjud.
Kui vesijahutusega keevituspõleti jahutusvedeliku voolikud eraldatakse jahutusse-
▶
admest või traadi etteandmismehhanismist, tuleb need alati sulgeda nende peale
paigaldatud plastist sulguritega.

Üldteave
+
-
Üldine TIG-keevituspõletid on eriti vastupidavad ja usaldusväärsed. Ergonoomilise kujuga sang
ja optimaalne raskuse jaotus võimaldavad teha tööd väsimatult.
Keevituspõletid on saadaval nii gaasi- kui ka vesijahutusega ning neid saab kohandada
erinevate ülesannetega.
Keevituspõleti sobib eelkõige käsitööna seeria- ja üksiktootmiseks, aga ka töökodades
kasutamiseks.
ET
Up/Down-keevituspõleti
Up/Down-keevituspõletil on järgmised
funktsioonid:
Keevitusvõimsuse muutmine Up/Downnupu (+/-) abil
Elektroodi tipu kerakujulise vormi tekitamine seoses TIG AC keevitusmeetodiga
Võimsuse ajutine vähendamine seoses
4-taktilise töörežiimiga
(I1 > I2)
Keevitusvõimsuse muutmine Elektroodi tipu kerakujulise vormi
1 1
tekitamine
27
Võimsuse ajutine vähendamine
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Kasutajaliidese
vahetamine
1
1 2
2
3
28

Kuluvosade paigaldamine
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Süsteemi A
kuluvosade paigaldamine
Süsteemi A kuluvosad koos integreeritud gaasidüüsiga
1
3
2
4
ET
MÄRKUS.
Keerake põletikork ainult nii palju kinni, et volframelektroodi ei saaks enam käega
liigutada.
* Vahetatavad kummitihendihülsid ainult TTB 220 G/A jaoks
** Olenevalt keevituspõleti versioonist võib pingutusmutri asemel kasutada
gaasiläätse.
MÄRKUS.
Keerme kahjustamise oht.
Keerake pingutusmutter või gaasilääts ainult kergelt kinni.
29
Süsteemi P
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
kuluvosade paigaldamine
Süsteemi P kuluvosad koos kruvitud gaasidüüsiga
1
2
3
4
MÄRKUS.
Keerake põletikork ainult nii palju kinni, et volframelektroodi ei saaks enam käega
liigutada.
* Vahetatavad kummitihendihülsid ainult TTB 220 G/P jaoks
** Olenevalt keevituspõleti versioonist võib pingutusmutri asemel kasutada
gaasiläätse.
MÄRKUS.
Keerme kahjustamise oht.
Keerake pingutusmutter või gaasilääts ainult kergelt kinni.
30

Paigaldamine ja kasutuselevõtt
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
Põletipea korpuse paigaldamine
1
* Määrige enne paigaldust O-rõngast!
3
2
ET
4
TÄHTIS! Põletipea korpuse paigaldamisel järgige, et see oleks kuni takistuseni sisse
lükatud ning lukustunud.
31

Keevituspõleti
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
ühendamine toiteallika ja jahutusseadmega
1
2
Põletipea korpuse painutamine
TIG-keevituspõleti Tuchel-juhtpistikuga
TIG- keevituspõleti TMC-juhtpistikuga
MÄRKUS.
Enne igat kasutuselevõttu kontrollige keevituspõleti ühendusel olevat rõngastihendit ja jahutusvedeliku taset!
Keevitamise ajal kontrollige regulaarselt jahutusvedeliku läbivoolu.
1
32

Põletipea kor-
1
180°
1
1
1
1
puse vahetamine
– gaasijahutusega keevituspõleti
1
2
ET
3
Põletipea korpuse vahetamine
– vesijahutusega
keevituspõleti
MÄRKUS.
Põletipea korpuse vahetamisel pidage silmas, et paigaldataks ainult kokku kuuluvaid süsteeme.
Ärge paigaldage gaasijahutusega põletipea korpust vesijahutusega voolikupaketti-
▶
dele ega vastupidi!
TÄHTIS! Põletipea korpuse paigaldamisel järgige, et see oleks kuni takistuseni sisse
lükatud ning lukustunud!
Lülitage toiteallikas välja ja eraldage elektrivõrgust;
1
oodake jahutussüsteemi järeltööfaasi lõppu
Olemasoleva jahutusseadmega CU 600 MC:
2
tühjendage keevituspõleti voolikupakett toiteallika või keevituspõleti abil
Muude jahutusseadmete puhul:
ühendage jahutusvedeliku juurdevooluvoolik jahutusseadme küljest lahti
Puhuge jahutusvedeliku juurdevooluvoolik max 4-baarise suruõhuga läbi, et suurem
3
osa jahutusvedelikust voolaks tagasi jahutusvedeliku mahutisse
33

1
4
180°
1
1
1
1
6
5
Puhastage voolikupaketi liides suruõhuga
7
Kuivatage põletipea korpust lapiga
8
Paigaldage põletipea korpusele kaitsekork
9
MÄRKUS.
Põletipea korpuse vahetamisel pidage silmas, et paigaldataks ainult kokku kuuluvaid süsteeme.
Ärge paigaldage gaasijahutusega põletipea korpust vesijahutusega voolikupaketti-
▶
dele ega vastupidi!
TÄHTIS! Põletipea korpuse paigaldamisel järgige, et see oleks kuni takistuseni sisse
lükatud ning lukustunud.
Põletipea korpuse paigaldamine
10
Ühendage toiteallikas vooluvõrguga ja lülitage sisse
11
Vajutage toiteallikal gaasikontrolli nuppu
12
, 30 s jooksul tuleb kaitsegaas välja.
Kontrollige jahutusvedeliku läbivoolu:
13
jahutusvedeliku mahutis peab olema nähtav sujuv jahutusvedeliku tagasivool.
Viige läbi proovikeevitus ja kontrollige keevisõmbluse kvaliteeti
14
34

Põletipea kor-
1
3
2
1
2
1
3
0,6 Nm
2
puse vahetamine
on lõpetatud
1
ET
2
3
35

Hooldus ja jäätmekäitlus
Üldteave
36

Seadme igakordsel kasutusel
teostatavad hooldustööd
Jäätmekäitlus Jäätmekäitlust tuleb teostada üksnes kehtivate riiklike ja piirkondlike määruste kohaselt.
- Kontrollige kuluvosi ja vahetage defektsed kuluvosad välja
- Eemaldage gaasidüüsilt keevituspritsmed
Igakordsel kasutuselevõtul tuleb vesijahutusega keevituspõletite puhul täiendavalt kontrollida järgmist:
- veenduge, et kõik jahutusvedeliku kiirühendused oleksid tihendatud;
- veenduge, et oleks tagatud tingimustele vastav jahutusvedeliku tagasivool.
ET
37

Rikete diagnoosimine, rikete kõrvaldamine
Rikete diagnoosimine, rikete
kõrvaldamine
Keevituspõletit ei saa ühendada
Põhjus:
Kõrvalda-
mine:
Keevitusvool puudub
Toiteallika võrgulüliti on sisse lülitatud, toiteallika näidud põlevad, kaitsegaas on olemas
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põletinupp ei tööta, kui seda vajutada
Võrgulüliti on sisse lülitatud, toiteallika näidud põlevad, kaitsegaas on olemas
bajonett-lukustus on väändunud
bajonett-lukustus tuleb välja vahetada
maandusühendus on vale
looge korrapärane maandusühendus
keevituspõleti voolukaabel on katkestatud
vahetage keevituspõleti välja
volframelektrood on lahti
keerake volframelektrood põleti korgi abil kinni
kuluvosa on lahti
keerake kuluvosa kinni
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Keevituspõleti ühenduse HF-kaarleek
Põhjus:
Kõrvalda-
mine:
Käepideme HF-kaarleek
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
toitepistik ei ole pistikupesas
pistke toitepistik pistikupessa
keevituspõleti või keevituspõleti juhtahel on defektne
vahetage keevituspõleti välja
pistikühendused „Põleti nupp / juhtahel / vooluallikas“ on vigased
kontrollige pistikühendust või vooluallikat või viige keevituspõleti teenin-
dusse
keevituspõleti print on defektne
vahetage print välja
keevituspõleti ühendus lekib
vahetage bajonettlukustuse O-rõngas välja
voolikukomplekt lekib
vahetage voolikukomplekt välja
Kaitsegaasi voolikuühendus põleti korpusega lekib
järgige voolikut ja tihendage
38

Kaitsegaas puudub
Kõik muud funktsioonid töötavad
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Halvad keevitusomadused
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
gaasiballoon on tühi
vahetage gaasiballoon välja
gaasirõhu regulaator on defektne
vahetage gaasirõhu regulaator välja
gaasivoolik ei ole paigaldatud, see on kortsus või kahjustatud
paigaldage gaasivoolik sirgelt. Vahetage defektne gaasivoolik välja
Keevituspõleti on defektne
vahetage keevituspõleti välja
gaasi magnetklapp on defektne
teavitage hooldusteenindust (laske gaasi magnetklapp väljavahetada)
valed keevitusparameetrid
kontrollige sätteid
maandusühendus on vale
kontrollige, et maandusühenduse ja ühendusklemmide polaarsus oleks õige
ET
Keevituspõleti muutub väga kuumaks
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
keevituspõleti võimsus on liiga nõrk
jälgige tsükli pikkust ja koormuspiiranguid
üksnes vesijahutusega süsteemide puhul: jahutusvedeliku läbivool ei ole piisav
kontrollige jahutusvedeliku taset, jahutusvedeliku läbivoolu kogust, jahutusvedeliku reostust jne, jahutusvedeliku pump on ummistunud: keerake
läbiviigu kohast kruvikeeraja abil jahutusvedeliku pumba võlli
üksnes vesijahutusega süsteemide puhul: parameeter „Jahutusseadme
juhts.“ on seadistatud väärtusele „OFF“ (väljas).
seadistage Setupi menüüs parameeter „jahutusseadme juhts.“ väärtusele
„Aut“ või „ON“ (sisse).
39

Keevisõmblus on poorne
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
gaasidüüsis tekivad pritsmed, mis põhjustab keevisõmbluse ebapiisavat
kaitstust kaitsegaasi eest
eemaldage keevituspritsmed
gaasivoolikus on augud või gaasivooliku ühendus ei ole piisav
vahetage gaasivoolik välja
tsentraalühenduse O-rõngas on katki või defektne
vahetage O-rõngas välja
gaasivoolikus on niiskus/kondensaat
kuivatage gaasivoolikut
gaasivool on liiga suur või väike
korrigeerige gaasivoolu
keevitamise alguses või lõpus ei ole piisavalt kaitsegaasi
suurendage gaasi ettevoolu ja gaasi järelvoolu
peale on kantud liiga palju piirdeainet
eemaldage liigne piirdeaine / kandke peale vähem piirdeainet
Kehvad süüteomadused
Põhjus:
Kõrvalda-
mine:
Põhjus:
Kõrvalda-
mine:
Gaasidüüsil esineb rebendeid
Põhjus:
Kõrvalda-
mine:
sobimatu volframelektrood (näiteks WP-elektrood DC-keevitamisel)
kasutage sobivat volframelektroodi
kuluvosa on lahti
keerake kuluvosad kõvasti kinni
volframelektrood ei ulatu piisavalt palju gaasidüüsist välja
tõmmake volframelektroodi rohkem gaasidüüsist välja
40

Tehnilised andmed
Üldteave
Gaasijahutusega
põleti korpus –
TTB 160, TTB
220, TTB 260
Maksimaalne lubatav tühikäigu pinge (U0) 113 V
Maksimaalne lubatav süütepinge (Up) 10 kV
Toode vastab standardi IEC 60974-7 nõuetele.
Põletinupu tehnilised andmed:
U
max
I
max
Põletinupu kasutamine on lubatud üksnes tehniliste andmete piires.
TTB 160 G TTB 220 G
Keevitusvool
10 min / 40 °C (104°F)
DC juures
Keevitusvool
10 min / 40 °C (104°F)
AC juures
I (amprit) 35% TP* 160
60% TP* 120
100% TP* 90
I (amprit) 35% TP* 120
60% TP* 90
100% TP* 70
35% TP* 220
60% TP* 170
100% TP* 130
35% TP* 180
60% TP* 130
100% TP* 100
35 V
100 mA
ET
Keevitusvool
10 min / 40 °C (104°F)
DC juures
Keevitusvool
10 min / 40 °C (104°F)
AC juures
*TP = tsükli pikkus
Standard
EN 439
mm
in.
TTB 260 G
I (amprit) 35% TP* 260
I (amprit) 35% TP* 200
Standard
EN 439
mm
in.
Argooni Argooni
1,0–3,2
0.039–0.126
60% TP* 200
100% TP* 150
60% TP* 160
100% TP* 120
Argooni
1,6–6,4
0.063–0.252
1,0–4,0
0.039–0.158
MÄRKUS.
Põletikehade TTB160 G, TTB 220 G ja TTB 300 W puhul kehtivad keevitusvoolu
spetsifikatsioonid ainult standardsete kulumisosade kasutamisel.
Gaasiläätsede ja lühemate gaasipihustite kasutamisel keevitusvoolu spetsifikatsioonid
vähenevad.
41

MÄRKUS.
Põleti korpuse TTB 160 G, TTB 220 G ja TTB 260 G puhul kehtivad keevitusvoolu
spetsifikatsioonid ainult põleti korpuse pikkusest L ≥ 65 mm.
Lühemate põleti korpuste kasutamisel vähenevad keevitusvoolu spetsifikatsioonid 30%
võrra.
Vesijahutusega
põleti korpus
TTB 300, TTB
400, TTB 500
Keevitusvool
10 min / 40 °C (104 °F)
DC juures
Keevitusvool
10 min / 40 °C (104 °F)
AC juures
Q
min
Keevitusvool
10 min / 40 °C (104 °F)
DC juures
Keevitusvool
10 min / 40 °C (104 °F)
AC juures
TTB 300 W TTB 400 W
I (amprit) 60% ED* 300
100% ED* 230
I (amprit) 60% ED* 250
100% ED* 190
Standard
Argooni Argooni
60% ED* 400
100% ED* 300
60% ED* 350
100% ED* 270
EN 439
mm
in.
l/min
gal/min
1,0 – 3,2
0,039 – 0,126
1
0,26
1,0 – 4,0
0,039 – 0.157
1
0,26
TTB 500 W
I (amprit) 60% ED* 500
100% ED* 400
I (amprit) 60% ED* 400
100 % ED* 300
Standard
Argooni
EN 439
Q
min
mm
in.
l/min
gal/min
1,6 – 6,4
0,063 – 0,252
1
0,26
*TP = tsükli pikkus
MÄRKUS.
Põletikehade TTB160 G, TTB 220 G ja TTB 300 W puhul kehtivad keevitusvoolu
spetsifikatsioonid ainult standardsete kulumisosade kasutamisel.
Gaasiläätsede ja lühemate gaasipihustite kasutamisel keevitusvoolu spetsifikatsioonid
vähenevad.
42

MÄRKUS.
L
L
Võimsuspiiril keevitamisel kasutage keevituspõletil asjakohaselt suuremaid volframelektroode ning gaasidüüside avauste läbimõõte, suurendamaks kuluosade seisuaega.
Pidage silmas voolutugevust, AC-tasakaalu ja AC-voolunihet kui võimsust mõjutavaid
faktoreid!
ET
Gaasijahutusega
voolikupakett –
THP 160d,
THP 220d,
THP 260d
Keevitusvool
10 min / 40 °C (104 °F)
DC juures
Keevitusvool
10 min / 40 °C (104 °F)
AC juures
Keevitusvool
10 min / 40 °C (104 °F)
DC juures
Keevitusvool
10 min / 40 °C (104 °F)
AC juures
THP 160d THP 220d
I (A) 35% TP* 160
60% TP* 120
100% TP* 90
I (A) 35% TP* 120
60% TP* 90
100% TP* 70
Standard
Argoon Argoon
35% TP* 220
60% TP* 170
100% TP* 130
35% TP* 180
60% TP* 130
100% TP* 100
EN 439
m
ft + in
4,0 / 8,0
13 + 1.48 / 26 + 2.96
4,0 / 8,0
13 + 1.48 / 26 + 2.96
THP 260d
I (A) 35% TP* 260
60% TP* 200
100% TP* 150
I (A) 35% TP* 200
60% TP* 160
100% TP* 120
*TP = tsükli pikkus
Standard
EN 439
m
ft + in
Argoon
4,0 / 8,0
13 + 1.48 / 26 + 2.96
43
Vesijahutusega
L
L
voolikupakett –
THP 300d,
THP 400d,
THP 500d
Keevitusvool
10 min / 40 °C (104 °F)
DC juures
Keevitusvool
10 min / 40 °C (104 °F)
AC juures
THP 300d THP 400d
I (A) 60% TP* 300
100% TP* 230
I (A) 60% TP* 250
100% TP* 190
60% TP* 400
100% TP* 300
60% TP* 350
100% TP* 270
P
**
min
Q
min
p
min
p
max
Keevitusvool
10 min / 40 °C (104 °F)
DC juures
Keevitusvool
10 min / 40 °C (104 °F)
AC juures
Standard
Argoon Argoon
EN 439
m
ft + in
4,0 / 8,0
13 + 1.48 / 26 + 2.96
4,0 / 8,0
13 + 1.48 / 26 + 2.96
W (vatti) 650 / 650 850 / 850
l/min
gal/min
bar
psi
bar
psi
1
0.26
3
43
5,5
79
1
0.26
3
43
5,5
79
THP 500d
I (A) 60% TP* 500
100% TP* 400
I (A) 60% TP* 400
100% TP* 300
Standard
Argoon
EN 439
P
Q
p
p
min
min
min
max
**
m
ft + in
W (vatti) 850 / 1400
l/min
gal/min
bar
psi
bar
psi
4,0 / 8,0
13 + 1.48 / 26 + 2.96
1
0.26
3
43
5,5
79
*TP = tsükli pikkus
**Väikseim jahutusvõimsus standardi IEC 60974-2 järgi
44

Tartalomjegyzék
Biztonság 46
Biztonság 46
Általános tudnivalók 47
Általános tudnivalók 47
Up/Down-hegesztőpisztoly 47
Felhasználói interfész cseréje 48
Kopó alkatrészek felszerelése 49
„A” rendszerű kopó alkatrész felszerelése 49
P rendszerű kopó alkatrészek felszerelése 50
Szerelés és üzembe helyezés 51
A hegesztőpisztoly test szerelése 51
A hegesztőpisztoly csatlakoztatása az áramforrásra és a hűtőegységre 52
A hegesztőpisztoly test elfordítása 52
Hegesztőpisztoly test cseréje - gázhűtéses hegesztőpisztoly 53
Hegesztőpisztoly test cseréje - vízhűtéses hegesztőpisztoly 53
A hegesztőpisztoly test cseréjének letiltása 55
Ápolás, karbantartás és ártalmatlanítás 56
Általános tudnivalók 56
Karbantartás minden üzembe helyezéskor 57
Ártalmatlanítás 57
Hibadiagnosztika, hibaelhárítás 58
Hibadiagnosztika, hibaelhárítás 58
MŰSZAKI ADATOK 61
Általános tudnivalók 61
Gázhűtéses pisztolyfej - TTB 160, TTB 220, TTB 260 61
Gázhűtéses hegesztőpisztoly test - TTB 300, TTB 400, TTB 500 62
Gázhűtéses tömlőköteg - THP 160d, THP 220d, THP 260d 63
Vízhűtéses tömlőköteg - THP 300d,THP 400d,THP 500d 64
HU
45

Biztonság
Biztonság
VESZÉLY!
Hibás kezelés és hibásan elvégzett munkák miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
A jelen dokumentumban ismertetett összes munkát és funkciót csak képzett szaks-
▶
zemélyzet végezheti el.
Olvassa el és értse meg a dokumentumot.
▶
Olvassa el és értse meg a rendszerelemek összes kezelési útmutatóját, különösen a
▶
biztonsági előírásokat.
VESZÉLY!
Elektromos áram miatti veszély és kilépő huzalelektróda miatti sérülésveszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
Kapcsolja az áramforrás hálózati kapcsolóját - O - állásba.
▶
Válassza le az áramforrást a hálózatról.
▶
Gondoskodjon arról, hogy az áramforrás a munkálatok befejezéséig a hálózatról
▶
leválasztva maradjon.
VESZÉLY!
Elektromos áram miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
Az összes kábelnek, vezetéknek és tömlőkötegnek mindig jól rögzítettnek, sértetlen-
▶
nek, jól szigeteltnek és megfelelően méretezettnek kell lennie.
VIGYÁZAT!
Forró hegesztőpisztoly-elemek és forró hűtőközeg miatti égési sérülés veszélye.
Súlyos forrázás lehet a következmény.
A kezelési útmutatóban leírt összes munka kezdete előtt az összes hegesztőpisz-
▶
toly-elemet és a hűtőközeget hagyja lehűlni szobahőmérsékletre (+25 °C, +77 °F).
VIGYÁZAT!
Károsodás veszélye hűtőközeg nélküli üzemeltetés esetén.
Ennek komoly anyagi károk lehetnek a következményei.
A vízhűtéses hegesztőpisztolyt soha ne helyezze üzembe hűtőközeg nélkül.
▶
Az ebből eredő károkért a gyártó nem vállal felelősséget és mindennemű garanciális
▶
igény megszűnik.
VIGYÁZAT!
Hűtőközeg-kilépés miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
A vízhűtésű hegesztőpisztolyok hűtőközeg-tömlőit mindig zárja el a felszerelt
▶
műanyag zárral, ha leválasztja őket a hűtőegységről vagy a huzalelőtolóról.
46

Általános tudnivalók
+
-
Általános tudnivalók
Up/Downhegesztőpisztoly
A TIG hegesztőpisztolyok különösen robusztusak és megbízhatóak. Az ergonomikusan
kialakított fogantyúcsésze és az optimális súlyelosztás fáradtságmentes munkavégzést
tesz lehetővé.
A hegesztőpisztolyok gáz- és vízhűtéses kivitelben állnak rendelkezésre és a
legkülönbözőbb feladatokkal is összehangolhatók.
A hegesztőpisztolyok elsősorban kézi sorozat- és egyedi gyártásra, valamint műhelymunkára alkalmasak.
Az Up/Down-hegesztőpisztoly a követ-
kező funkciókkal rendelkezik:
A hegesztési teljesítmény módosítása
az Up/Down gombbal (+/-)
Kalottaképződés TIG AC
hegesztőeljárással
Közbenső csökkentés 4-ütemű
üzemmóddal
(I1 > I2)
HU
A hegesztési teljesítmény
módosítása
1 1
Kalottaképződés
47

Közbenső csökkentés
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Felhasználói
interfész cseréje
1
1 2
2
3
48

Kopó alkatrészek felszerelése
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
„A” rendszerű
kopó alkatrész
felszerelése
„A” rendszerű kopó alkatrész dugaszolt gázfúvókával
1
3
2
4
HU
MEGJEGYZÉS!
Csak annyira húzza meg a pisztolysapkát, hogy a wolframelektródát kézzel már ne
lehessen eltolni.
* Cserélhető gumi tömítőhüvely csak TTB 220 G/A-hoz
** A hegesztőpisztoly kivitelétől függően a szorítóanya helyett gázlencse kerülhet
alkalmazásra.
MEGJEGYZÉS!
A menet sérülésének veszélye.
Csak enyhén húzza meg a szorítóanyát vagy a gázlencsét.
49

P rendszerű kopó
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
alkatrészek felszerelése
P rendszerű kopó alkatrész csavarozott gázfúvókával
1
2
3
4
MEGJEGYZÉS!
Csak annyira húzza meg a pisztolysapkát, hogy a wolframelektródát kézzel már ne
lehessen eltolni.
* Cserélhető gumi tömítőhüvely csak TTB 220 G/P-hez
** A hegesztőpisztoly kivitelétől függően a szorítóanya helyett gázlencse kerülhet
alkalmazásra.
MEGJEGYZÉS!
A menet sérülésének veszélye.
Csak enyhén húzza meg a szorítóanyát vagy a gázlencsét.
50

Szerelés és üzembe helyezés
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
A hegesztőpisztoly test szerelése
1
* A szerelés előtt zsírozza be az O-gyűrűt!
3
2
HU
4
FONTOS! A hegesztőpisztoly test szerelésekor ügyeljen arra, hogy az ütközésig be
legyen tolva és bekattanjon.
51

A hegesztőpisz-
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
toly csatlakoztatása az áramforrásra és a
hűtőegységre
1
2
A hegesztőpisztoly test
elfordítása
TIG hegesztőpisztoly Tuchel-vezérlődugasszal
TIG hegesztőpisztoly TIG multi csatlakozó-
vezérlődugasszal
MEGJEGYZÉS!
Minden üzembe helyezés előtt ellenőrizze a hegesztőpisztoly csatlakozójának
tömítőgyűrűjét és a hűtőközegszintet!
Hegesztő üzemmódban rendszeres időközönként ellenőrizze a hűtőközeg átáramlását.
1
52

Hegesztőpisztoly
1
180°
1
1
1
1
test cseréje gázhűtéses
hegesztőpisztoly
1
2
HU
3
Hegesztőpisztoly
test cseréje vízhűtéses
hegesztőpisztoly
MEGJEGYZÉS!
A hegesztőpisztoly test cseréje során ügyeljen arra, hogy csak összetartozó rendszereket szereljen fel.
Ne szereljen fel gázhűtéses hegesztőpisztoly testet vízhűtéses tömlőkötegre és
▶
fordítva!
FONTOS! A hegesztőpisztoly test szerelésekor ügyeljen arra, hogy az ütközésig be
legyen tolva és bekattanjon!
Kapcsolja le az áramforrást és válassza le a villamos hálózatról;
1
Várja meg a hűtőrendszer utánfutási fázisát
Rendelkezésre álló CU 600 MC hűtőegység esetén:
2
Ürítse ki a hegesztőpisztoly tömlőköteget az áramforrás vagy a hegesztőpisztoly
segítségével
Más hűtőegységek esetén:
Válassza le a hűtőegység előremenő köri hűtőközeg-tömlőjét
Max. 4 bar nyomású sűrített levegővel fúvassa ki a hűtőközeg előremenő köri
3
tömlőjét úgy, hogy a hűtőközeg nagy része visszafolyjon a hűtőközeg-tartályba
53

1
4
180°
1
1
1
1
6
5
Sűrített levegővel tisztítsa meg a tömlőköteg összekapcsolási helyét
7
Kendővel szárítsa meg a hegesztőpisztoly testet
8
Helyezze el a védősapkát a hegesztőpisztoly testen
9
MEGJEGYZÉS!
A hegesztőpisztoly test cseréje során ügyeljen arra, hogy csak összetartozó rendszereket szereljen fel.
Ne szereljen fel gázhűtéses hegesztőpisztoly testet vízhűtéses tömlőkötegre és
▶
fordítva!
FONTOS! A hegesztőpisztoly test szerelésekor ügyeljen arra, hogy az ütközésig be
legyen tolva és bekattanjon.
A hegesztőpisztoly test szerelése
10
Csatlakoztassa a hálózathoz és kapcsolja be az áramforrást
11
Nyomja meg az áramforrás gázellenőrző gombját
12
30 másodpercig védőgáz áramlik ki.
Hűtőközeg átáramlás ellenőrzése:
13
A hűtőközeg-tartályban kifogástalan visszaáramlás legyen látható.
Végezzen próbahegesztést és vizsgálja meg a hegesztési varrat minőségét
14
54

A hegesztőpisz-
1
3
2
1
2
1
3
0,6 Nm
2
toly test
cseréjének
letiltása
1
HU
2
3
55

Ápolás, karbantartás és ártalmatlanítás
Általános tudnivalók
56

Karbantartás
minden üzembe
helyezéskor
Ártalmatlanítás Az ártalmatlanítást a hatályos nemzeti és regionális előírásoknak megfelelően végezze
- Ellenőrizze a kopó alkatrészeket, cserélje ki a hibás kopó alkatrészeket
- Szabadítsa meg a gázfúvókát a hegesztési fröcskölésektől
Ezenkívül vízhűtéses hegesztőpisztolyok esetén, minden üzembe helyezéskor:
- biztosítsa az összes hűtőközeg-csatlakozó tömítettségét
- biztosítsa a szabályszerű hűtőközeg-visszaáramlást
el.
HU
57

Hibadiagnosztika, hibaelhárítás
Hibadiagnosztika,
hibaelhárítás
A hegesztőpisztoly nem csatlakoztatható
Ok:
Elhárítás:
Nincs hegesztőáram
Az áramforrás hálózati kapcsolója bekapcsolva, az áramforrás kijelzői világítanak,
védőgáz van
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Nincs működés a pisztolyvezérlő gomb megnyomása után
A hálózati kapcsoló bekapcsolva, az áramforrás kijelzői világítanak, védőgáz van
Elgörbült a bajonettzár
Cserélje ki a bajonettzárat
Helytelen testcsatlakoztatás
Hozza létre szabályszerűen a testcsatlakozást
Elszakadt az áramkábel a hegesztőpisztolyban
Cserélje ki a hegesztőpisztolyt
wolfrámelektróda laza
A pisztolysapkával húzza meg a wolfrámelektródát
Laza kopó alkatrészek
Húzza meg a kopó alkatrészeket
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
HF-átütés a hegesztőpisztoly csatlakozóján
Ok:
Elhárítás:
HF-átütés a fogantyúcsészén
Ok:
Elhárítás:
Nincs bedugva a vezérlődugasz
Dugja be a vezérlődugaszt
Hibás a hegesztőpisztoly vagy a hegesztőpisztoly vezérlő vezetéke
Cserélje ki a hegesztőpisztolyt
A „pisztolyvezérlő gomb / vezérlő vezeték / áramforrás“ dugós csatlakozók
hibásak
Ellenőrizze a dugós csatlakozót / küldje szervizbe az áramforrást vagy a
hegesztőpisztolyt
A hegesztőpisztoly panel hibás
Cserélje ki a panelt
Tömítetlen a hegesztőpisztoly csatlakozó
Cserélje ki a bajonettzár O-gyűrűjét
A tömlőköteg tömítetlen
Cserélje ki a tömlőköteget
58
Ok:
Elhárítás:
Tömítetlen a pisztolyfej védőgáz-tömlőcsatlakozója
Igazítsa be és tömítse a tömlőt

Nincs védőgáz
Az összes többi funkció rendelkezésre áll
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Rossz hegesztési tulajdonságok
Ok:
Elhárítás:
Ok:
Elhárítás:
Üres a gázpalack
Cserélje ki a gázpalackot
Hibás a nyomáscsökkentő szelep
Cserélje ki a nyomáscsökkentő szelepet
A gáztömlő nincs felszerelve, törött vagy sérült
Szerelje fel a gáztömlőt, egyenesen elhelyezve. Cserélje ki a hibás
gáztömlőt
Hibás a hegesztőpisztoly
Cserélje ki a hegesztőpisztolyt
Hibás a gáz-mágnesszelep
Értesítse a szervizszolgálatot (cseréltesse ki a gáz-mágnesszelepet)
Helytelen hegesztési paraméterek
Ellenőrizze a beállításokat
Helytelen testcsatlakoztatás
Ellenőrizze a testcsatlakozót és a csatlakozókapcsok polaritását
HU
A hegesztőpisztoly nagyon felforrósodik
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
A hegesztőpisztoly alul van méretezve
Ügyeljen a bekapcsolási időtartamra és a terhelési határokra
Csak vízhűtéses rendszereknél: A hűtőközeg átáramlás túl csekély
Ellenőrizze a hűtőközegszintet, a hűtőközeg átáramlási mennyiségét, a
hűtőközeg szennyezettségét, stb. Ha a hűtőközeg-szivattyú blokkolva van:
csavarhúzóval forgassa meg a hűtőközeg-szivattyút az átvezetésnél
Csak vízhűtéses rendszereknél: A „hűtőegység vezérlés“ paraméter „OFF“
állásban van.
A Setup menüben állítsa „Aut“-ra vagy „ON“-ra a „hűtőegység vezérlést“.
59

A hegesztővarrat porozitása
Ok:
Elhárítás:
Fröcskölés a gázfúvókában, ennek következtében nem megfelelő a
hegesztővarrat gázvédelme
Távolítsa el a hegesztési fröcskölést
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Rossz gyújtási tulajdonságok
Ok:
Elhárítás:
Lyukas vagy nem megfelelően csatlakoztatott gáztömlő
Cserélje ki a gáztömlőt
A központi csatlakozó O-gyűrűje szétvágódott vagy hibás
Cserélje ki az O-gyűrűt
Nedvesség / kondenzvíz van a gázvezetékben
Szárítsa ki a gázvezetéket
A gázáramlás túl erős vagy túl gyenge
Korrigálja a gázáramlást
Nem megfelelő gázmennyiség a hegesztés kezdetén vagy végén
Növelje a gáz előáramlást és a gáz utánáramlást
Túl sok letapadásgátló lett felhordva
Távolítsa el a fölösleges letapadásgátlót / használjon kevesebb leta-
padásgátlót
Nem megfelelő wolfrámelektróda (például WP-elektróda DC-hegesztésnél)
Használjon megfelelő wolfrámelektródát
Ok:
Elhárítás:
Repedések keletkeznek a gázfúvókán
Ok:
Elhárítás:
Laza kopó alkatrészek
Húzza meg a kopó alkatrészek csavarjait
A wolfrámelektróda nem nyúlik ki eléggé a gázfúvókából
Tolja ki jobban a wolfrámelektródát a gázfúvókából
60

MŰSZAKI ADATOK
Általános tudnivalók
Gázhűtéses pisztolyfej TTB 160, TTB
220, TTB 260
Maximális megengedett üresjárati
feszültség (U0)
Maximális megengedett gyújtófeszültség
(Up)
A termék megfelel az IEC 60974-7 szabvány követelményeinek.
Pisztolyvezérlő gomb műszaki adatai:
U
max
I
max
A pisztolyvezérlő gomb használata csak a műszaki adatok keretében megengedett.
TTB 160 G TTB 220 G
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
I (Amper) 35% ED* 160
60% ED* 120
100% ED* 90
35% ED* 220
60% ED* 170
100% ED* 130
100 mA
113 V
10 kV
HU
35 V
Hegesztőáram
10 perc / 40°C (104°F)
esetén
AC
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
Hegesztőáram
10 perc / 40°C (104°F)
esetén
AC
I (Amper) 35% ED* 120
60% ED* 90
100% ED* 70
Szabvány
EN 439
mm
hüvelyk
TTB 260 G
I (Amper) 35% ED* 260
I (Amper) 35% ED* 200
Szabvány
EN 439
Argon Argon
1,0 - 3,2
0.039 - 0.126
60% ED* 200
100% ED* 150
60% ED* 160
100% ED* 120
Argon
35% ED* 180
60% ED* 130
100% ED* 100
1,0 - 4,0
0.039 - 0.158
mm
hüvelyk
*ED = bekapcsolási időtartam
1,6 - 6,4
0.063 - 0.252
61

MEGJEGYZÉS!
A TTB160 G, TTB 220 G és TTB 300 W hegesztőpisztoly testekre a hegesztőáram
adatok csak gyárilag beépített kopó alkatrészek esetén érvényesek.
Gázlencsék és rövidebb gázfúvókák használata esetén a hegesztőáram-értékek
csökkennek.
MEGJEGYZÉS!
A TTB 160 G, TTB 220 G és TTB 260 G hegesztőpisztoly testekre a hegesztőáram
adatok csak 65 mm-es vagy annál hosszabb hegesztőpisztoly test esetén érvényesek.
Rövidebb hegesztőpisztoly test használata esetén a hegesztőáram adatok 30 %-kal
csökkennek.
Gázhűtéses
hegesztőpisztoly
test TTB 300, TTB
400, TTB 500
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
Hegesztőáram
10 perc / 40°C (104°F)
esetén
AC
Q
min
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
TTB 300 W TTB 400 W
I (Amper) 60% ED* 300
100% ED* 230
I (Amper) 60% ED* 250
100% ED* 190
Szabvány
Argon Argon
60% ED* 400
100% ED* 300
60% ED* 350
100% ED* 270
EN 439
mm
hüvelyk
l/perc
gallon/perc
1,0 - 3,2
0.039 - 0.126
1
0.26
1,0 - 4,0
0.039 - 0.157
1
0.26
TTB 500 W
I (Amper) 60% ED* 500
100% ED* 400
62
Hegesztőáram
I (Amper) 60% ED* 400
10 perc / 40°C (104°F)
esetén
AC
Szabvány
EN 439
mm
hüvelyk
Q
min
l/perc
gallon/perc
*ED = bekapcsolási időtartam
100% ED* 300
Argon
1,6 - 6,4
0.063 - 0.252
1
0.26

MEGJEGYZÉS!
L
L
A TTB160 G, TTB 220 G és TTB 300 W hegesztőpisztoly testekre a hegesztőáram
adatok csak gyárilag beépített kopó alkatrészek esetén érvényesek.
Gázlencsék és rövidebb gázfúvókák használata esetén a hegesztőáram-értékek
csökkennek.
MEGJEGYZÉS!
A hegesztőpisztoly teljesítményhatárán végzett hegesztés esetén használjon nagyobb volframelektródákat és nagyobb átmérőjű gázfúvókanyílást, hogy megnövelje
a kopó alkatrészek élettartamát.
Az áramerősséget, az AC teljesítmény balansz beállítást és az AC áram-ofszetet vegye
figyelembe teljesítményalkotó tényezőként!
HU
Gázhűtéses
tömlőköteg THP 160d,
THP 220d,
THP 260d
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
Hegesztőáram
10 perc / 40°C (104°F)
esetén
AC
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
THP 160d THP 220d
I (Amper) 35% ED* 160
60% ED* 120
100% ED* 90
I (Amper) 35% ED* 120
60% ED* 90
100% ED* 70
Szabvány
Argon Argon
35% ED* 220
60% ED* 170
100% ED* 130
35% ED* 180
60% ED* 130
100% ED* 100
EN 439
m
láb + hüvelyk
4,0 / 8,0
13 + 1.48 / 26 + 2.96
4,0 / 8,0
13 + 1.48 / 26 + 2.96
THP 260d
I (Amper) 35% ED* 260
60% ED* 200
100% ED* 150
Hegesztőáram
10 perc / 40°C (104°F)
esetén
I (Amper) 35% ED* 200
60% ED* 160
100% ED* 120
AC
Szabvány
Argon
EN 439
m
láb + hüvelyk
4,0 / 8,0
13 + 1.48 / 26 + 2.96
*ED = bekapcsolási időtartam
63

Vízhűtéses
L
L
tömlőköteg - THP
300d,
THP 400d,
THP 500d
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
THP 300d THP 400d
I (Amper) 60% ED* 300
100% ED* 230
60% ED* 400
100% ED* 300
Hegesztőáram
10 perc / 40°C (104°F)
esetén
AC
P
**
min
Q
min
p
min
p
max
Hegesztőáram
10 perc / 40°C (104°F)
esetén
DC
I (Amper) 60% ED* 250
100% ED* 190
Szabvány
Argon Argon
60% ED* 350
100% ED* 270
EN 439
m
láb + hüvelyk
4,0 / 8,0
13 + 1.48 / 26 + 2.96
4,0 / 8,0
13 + 1.48 / 26 + 2.96
W (Watt) 650 / 650 850 / 850
l/perc
gallon/perc
bar
psi
bar
psi
1
0.26
3
43
5,5
79
1
0.26
3
43
5,5
79
THP 500d
I (Amper) 60% ED* 500
100% ED* 400
Hegesztőáram
10 perc / 40°C (104°F)
I (Amper) 60% ED* 400
100% ED* 300
esetén
AC
Szabvány
Argon
EN 439
P
Q
p
p
min
min
min
max
**
m
láb + hüvelyk
W (Watt) 850 / 1400
l/perc
gallon/perc
bar
psi
bar
psi
4,0 / 8,0
13 + 1.48 / 26 + 2.96
1
0.26
3
43
5,5
79
*ED = bekapcsolási időtartam
**Minimális hűtési teljesítmény az IEC 60974-2 szabvány szerint
64

Spis treści
Bezpieczeństwo 66
Bezpieczeństwo 66
Informacje ogólne 68
Informacje ogólne 68
Palnik spawalniczy z regulacją parametrów góra/dół 68
Wymiana interfejsu użytkownika 69
Montaż elementów ulegających zużyciu 70
Montaż elementów ulegających zużyciu systemu A 70
Montaż elementów ulegających zużyciu systemu P 71
Instalacja i uruchamianie 72
Montaż korpusu palnika spawalniczego 72
Podłączanie palnika spawalniczego do źródła spawalniczego i chłodnicy 73
Obracanie korpusu palnika spawalniczego 73
Wymiana korpusu palnika spawalniczego — palnik AL 74
Wymiana korpusu palnika spawalniczego — palnik chłodzony wodą 74
Blokada wymiany korpusu palnika 76
Czyszczenie, konserwacja i utylizacja 77
Informacje ogólne 77
Konserwacja podczas każdego uruchomienia 78
Utylizacja 78
Lokalizacja i usuwanie usterek 79
Lokalizacja i usuwanie usterek 79
Dane techniczne 82
Informacje ogólne 82
Korpus palnika spawalniczego chłodzony gazem — TTB 160, TTB 220, TTB 260 82
Korpus palnika spawalniczego chłodzony wodą — TTB 300, TTB 400, TTB 500 83
Wiązka uchwytu chłodzona gazem — THP 160d, THP 220d, THP 260d 84
Wiązka uchwytu chłodzona wodą — THP 300d,THP 400d,THP 500d 85
PL
65

Bezpieczeństwo
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie czynności i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
przeszkoleni pracownicy wykwalifikowani.
Należy dokładnie zapoznać się z niniejszym dokumentem.
▶
Przeczytać i zrozumieć wszystkie instrukcje obsługi komponentów systemu, w szc-
▶
zególności przepisy dotyczące bezpieczeństwa.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo porażenia prądem i urazów przez wystający drut elektrodowy.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Ustawić wyłącznik zasilania źródła spawalniczego w pozycji -O-.
▶
Odłączyć źródło spawalnicze od sieci zasilającej.
▶
Zapewnić, aby źródło spawalnicze było odłączone od sieci aż do zakończenia
▶
wszystkich prac.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez prąd elektryczny.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie kable, przewody i wiązki uchwytu muszą być zawsze solidnie
▶
podłączone, nieuszkodzone, prawidłowo zaizolowane i charakteryzować się
odpowiednimi parametrami.
OSTROŻNIE!
Niebezpieczeństwo oparzenia o rozgrzane podzespoły palnika spawalniczego
i gorący płyn chłodzący.
Skutkiem mogą być poważne poparzenia.
Przed rozpoczęciem wszystkich prac opisanych w niniejszej instrukcji obsługi wszel-
▶
kie podzespoły palnika spawalniczego i płyn chłodzący pozostawić do ostygnięcia
do temperatury pokojowej (+25°C, +77°F).
OSTROŻNIE!
Niebezpieczeństwo uszkodzenia wskutek pracy bez płynu chłodzącego.
Skutkiem mogą być poważne straty materialne.
Nigdy nie używać palników spawalniczych chłodzonych wodą bez płynu
▶
chłodzącego.
Producent nie ponosi odpowiedzialności za szkody powstałe wskutek tego; ponadto
▶
tracą ważność wszelkie roszczenia z tytułu gwarancji.
66

OSTROŻNIE!
Niebezpieczeństwo wskutek wytryśnięcia płynu chłodzącego.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Jeżeli przewody płynu chłodzącego palnika spawalniczego chłodzonego wodą będą
▶
odłączane od chłodnicy lub podajnika drutu, zawsze należy je zamykać za pomocą
zamontowanych na nich zamknięć z tworzywa sztucznego.
PL
67

Informacje ogólne
+
-
Informacje
ogólne
Palnik spawalniczy z regulacją
parametrów
góra/dół
Palniki spawalnicze TIG są szczególnie solidne i niezawodne. Ergonomicznie uformowany kształt rękojeści oraz optymalne rozłożenie masy umożliwiają wygodną
i niemęczącą pracę.
Palnik spawalniczy jest dostępny w wersji chłodzonej wodą oraz gazem i można dostosować go do najróżniejszych zadań.
Palniki spawalnicze są przystosowane przede wszystkim do ręcznej produkcji seryjnej i
jednostkowej oraz do użytku warsztatowego.
Palnik spawalniczy z regulacją para-
metrów góra/dół posiada następujące
funkcje:
Zmiana mocy spawania przyciskiem
góra/dół (+/-)
Powstawanie kalot w połączeniu z
metodą spawania TIG AC
Obniżanie międzyoperacyjne w połączeniu z trybem pracy 4-taktowym
(I1 > I2)
Zmiana mocy spawania Powstawanie kalot
1 1
68

Obniżanie międzyoperacyjne
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Wymiana interfejsu użytkownika
1
1 2
2
PL
3
69

Montaż elementów ulegających zużyciu
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Montaż elementów ulegających zużyciu
systemu A
Element ulegający zużyciu systemu A z wtykaną dyszą gazową
1
3
2
4
WSKAZÓWKA!
Nasadkę palnika dokręcić tylko tak, aby nie było możliwe ręczne przesunięcie
elektrody wolframowej.
* Wymienna gumowa tuleja uszczelniająca, tylko do modelu TTB 220 G/A
** W zależności od wersji palnika spawalniczego zamiast nakrętki mocującej może
być stosowana soczewka gazowa.
WSKAZÓWKA!
Niebezpieczeństwo uszkodzenia gwintu.
Nakrętkę mocującą lub soczewkę gazową należy jedynie lekko dokręcić.
70

Montaż ele-
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
mentów ulegających zużyciu
systemu P
Element ulegający zużyciu systemu P z przykręcaną dyszą gazową
1
2
PL
3
4
WSKAZÓWKA!
Nasadkę palnika dokręcić tylko tak, aby nie było możliwe ręczne przesunięcie
elektrody wolframowej.
* Wymienna gumowa tuleja uszczelniająca, tylko do modelu TTB 220 G/P
** W zależności od wersji palnika spawalniczego zamiast nakrętki mocującej może
być stosowana soczewka gazowa.
WSKAZÓWKA!
Niebezpieczeństwo uszkodzenia gwintu.
Nakrętkę mocującą lub soczewkę gazową należy jedynie lekko dokręcić.
71

Instalacja i uruchamianie
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
Montaż korpusu
palnika spawalniczego
1
* Nasmarować o-ring przed montażem!
3
2
4
72
WAŻNE! Podczas montażu korpusu palnika spawalniczego należy wsunąć go do oporu,
aby się zatrzasnął.

Podłączanie pal-
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
nika spawalniczego do źródła
spawalniczego
i chłodnicy
1
2
PL
Obracanie korpusu palnika spawalniczego
Palnik spawalniczy TIG z wtyczką sterującą typu
Tuchel
Palnik spawalniczy TIG z wtyczką sterującą TMC
WSKAZÓWKA!
Przed każdym uruchomieniem skontrolować pierścień uszczelniający na przyłączu
palnika spawalniczego i poziom płynu chłodzącego!
Podczas spawania kontrolować przepływ płynu chłodzącego w regularnych odstępach
czasu.
1
73

Wymiana kor-
1
180°
1
1
1
1
pusu palnika spawalniczego —
palnik AL
1
3
2
Wymiana korpusu palnika spawalniczego —
palnik chłodzony
wodą
WSKAZÓWKA!
Podczas wymiany korpusu palnika spawalniczego należy montować wyłącznie
odpowiednie systemy.
Nie montować korpusu palnika spawalniczego chłodzonego gazem do wiązki
▶
uchwytu chłodzonej wodą i odwrotnie!
WAŻNE! Podczas montażu korpusu palnika spawalniczego należy wsunąć go do oporu,
aby się zatrzasnął!
Wyłączyć źródło spawalnicze i odłączyć je od sieci zasilającej.
1
Zaczekać na zakończenie fazy wybiegu systemu chłodzenia.
W przypadku zainstalowanej chłodnicy CU 600 Mc:
2
opróżnić wiązkę uchwytu palnika spawalniczego za pomocą źródła spawalniczego
lub palnika spawalniczego.
W przypadku innych chłodnic:
odłączyć przewód dopływu płynu chłodzącego od chłodnicy.
74

Przedmuchać sprężonym powietrzem (maks. 4 bary) przewód dopływu płynu
1
180°
1
1
1
1
3
chłodzącego, aby większa część płynu chłodzącego odpłynęła do zbiornika płynu
chłodzącego.
4
5
PL
6
Oczyścić miejsce połączenia na wiązce uchwytu sprężonym powietrzem.
7
Osuszyć szmatką korpus palnika spawalniczego.
8
Zamocować kapturek ochronny na korpusie palnika spawalniczego.
9
WSKAZÓWKA!
Podczas wymiany korpusu palnika spawalniczego należy montować wyłącznie
odpowiednie systemy.
Nie montować korpusu palnika spawalniczego chłodzonego gazem do wiązki
▶
uchwytu chłodzonej wodą i odwrotnie!
WAŻNE! Podczas montażu korpusu palnika spawalniczego należy wsunąć go do oporu,
aby się zatrzasnął.
Montaż korpusu palnika spawalniczego
10
Podłączyć źródło spawalnicze do sieci i je włączyć.
11
Nacisnąć przycisk pomiaru przepływu gazu na źródle spawalniczym.
12
Gaz osłonowy wypływa przez 30 s.
75

Skontrolować przepływ płynu chłodzącego:
1
3
2
1
2
1
3
0,6 Nm
2
13
W zbiorniku płynu chłodzącego musi być widoczny jego swobodny powrót do zbiornika.
Wykonać spawanie próbne i sprawdzić jakość spoiny.
14
Blokada wymiany
korpusu palnika
1
2
3
76

Czyszczenie, konserwacja i utylizacja
Informacje
ogólne
PL
77

Konserwacja
podczas każdego
uruchomienia
Utylizacja Utylizację przeprowadzać zgodnie z obowiązującymi krajowymi przepisami w tym zakre-
- Skontrolować elementy ulegające zużyciu, wymienić uszkodzone elementy ulegające zużyciu.
- Usunąć odpryski spawalnicze z dyszy gazowej.
Dodatkowo, przy każdym uruchomieniu w przypadku palników spawalniczych chłodzonych wodą:
- Upewnić się, że wszystkie przyłącza płynu chłodzącego są szczelne.
- Upewnić się, że następuje prawidłowy odpływ płynu chłodzącego.
sie.
78

Lokalizacja i usuwanie usterek
Lokalizacja i usuwanie usterek
Nie można podłączyć palnika spawalniczego
Przyczyna:
Usuwanie:
Brak prądu spawania
Włączony wyłącznik zasilania, świecą wskaźniki na źródle spawalniczym, gaz ochronny
dostępny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Brak funkcji po naciśnięciu przycisku palnika
Włączony wyłącznik zasilania, świecą wskaźniki na źródle spawalniczym, gaz ochronny
dostępny
Wygięty zamek bagnetowy
Wymienić zamek bagnetowy
Nieprawidłowe przyłącze masy
Prawidłowo wykonać przyłącze masy
Przerwany kabel prądowy w palniku spawalniczym
Wymienić palnik spawalniczy
Obluzowana elektroda wolframowa
Docisnąć elektrodę wolframową za pomocą kapturka palnika
Obluzowane części ulegające zużyciu
Dokręcić części ulegające zużyciu
PL
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przeskok wysokiej częstotliwości na przyłączu palnika spawalniczego
Przyczyna:
Usuwanie:
Przeskok wysokiej częstotliwości na rękojeści
Przyczyna:
Usuwanie:
Wtyczka sterownicza nie jest wetknięta
Włożyć wtyczkę sterowniczą
Uszkodzony palnik spawalniczy lub przewód sterujący palnika spawalniczego
Wymienić palnik spawalniczy
Nieprawidłowe połączenia wtykowe „przycisk palnika / przewód sterujący /
źródło spawalnicze”
Sprawdzić połączenie wtykowe / przekazać źródło spawalnicze lub palnik
spawalniczy do serwisu
Uszkodzony element Print w palniku spawalniczym
Wymienić element Print
Przyłącze palnika spawalniczego nieszczelne
Wymienić pierścień samouszczelniający w zamku bagnetowym
Wiązka uchwytu nieszczelna
Wymienić wiązkę uchwytu
Przyczyna:
Usuwanie:
Przyłącze przewodu gazu ochronnego do korpusu palnika nieszczelne
Poprawić przewód i uszczelnić
79

Brak gazu ochronnego
Wszystkie inne funkcje działają
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Złe właściwości spawania
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Pusta butla z gazem
Wymienić butlę z gazem
Uszkodzony reduktor ciśnienia
Wymienić reduktor ciśnienia
Przewód gazowy giętki nie jest zamontowany lub jest zagięty albo uszkodzony
Zamontować przewód gazowy giętki, wyprostować. Wymienić uszkodzony
przewód gazowy giętki
Uszkodzony palnik spawalniczy
Wymienić palnik spawalniczy
Uszkodzony zawór elektromagnetyczny gazu
Powiadomić serwis (zlecić wymianę zaworu elektromagnetycznego gazu)
Nieprawidłowe parametry spawania
Sprawdzić ustawienia
Nieprawidłowe przyłącze masy
Sprawdzić przyłącze masy oraz zacisk pod względem polaryzacji
Palnik spawalniczy bardzo się nagrzewa
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zbyt mała moc palnika spawalniczego
Przestrzegać czasu pracy i obciążenia granicznego
Tylko w przypadku urządzeń z chłodzeniem wodnym: Zbyt słaby przepływ
wody
Sprawdzić poziom, ilość przepływu, zanieczyszczenie wody itp., zablokowana pompa płynu chłodzącego: Dokręcić wał pompy płynu chłodzącego
śrubokrętem na przelocie
Tylko w przypadku urządzeń z chłodzeniem wodnym: Parametr „Cool. unit
ctrl“ (kontrola chłodnicy) ma wartość „OFF“.
Ustawić w menu ustawień parametr „Cool. unit ctrl“ w położenie „Aut“ lub
„ON“.
80

Porowatość spoiny
Przyczyna:
Usuwanie:
Powstawanie odprysków w dyszy gazowej, w następstwie czego osłona
gazowa spoiny jest niewystarczająca
Usunąć odpryski spawalnicze
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Otwory w przewodzie gazowym giętkim lub niedokładne podłączenie
przewodu gazowego giętkiego
Wymienić przewód gazowy giętki
Pierścień samouszczelniający na złączu centralnym jest przecięty lub
uszkodzony
Wymienić pierścień samouszczelniający
Wilgoć / skropliny w przewodzie gazu ochronnego
Osuszyć przewód gazu ochronnego
Zbyt intensywny lub zbyt mały przepływ gazu ochronnego
Skorygować przepływ gazu ochronnego
Niewystarczająca ilość gazu ochronnego na początku lub na końcu spawania
Zwiększyć wstępny wypływ gazu i wypływ gazu po zakończeniu spawania
Nałożono zbyt dużą ilość środka antyadhezyjnego
Usunąć nadmiar środka antyadhezyjnego / nakładać mniejszą ilość środka
antyadhezyjnego
PL
Złe właściwości zajarzenia
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Pęknięcia na dyszy gazowej
Przyczyna:
Usuwanie:
Niewłaściwa elektroda wolframowa (na przykład elektroda WP przy spawaniu DC)
Zastosować odpowiednią elektrodę wolframową
Obluzowane części ulegające zużyciu
Przykręcić elementy ulegające zużyciu
Elektroda wolframowa nie wystaje wystarczająco z dyszy gazowej
Wysunąć elektrodę wolframową bardziej z dyszy gazowej
81

Dane techniczne
Informacje
ogólne
Korpus palnika
spawalniczego
chłodzony gazem
—
TTB 160, TTB
220, TTB 260
Maksymalne dopuszczalne napięcie
biegu jałowego (U0)
Maksymalne dopuszczalne napięcie
zapłonu (Up)
Produkt spełnia wymogi normy IEC 60974-7.
Dane techniczne przycisku palnika:
U
max.
I
max
Używanie przycisku palnika jest dozwolone tylko w ramach określonych przez dane
techniczne.
TTB 160 G TTB 220 G
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
I (amper) 35% ED* 160
60% ED* 120
100% ED* 90
I (amper) 35% ED* 120
60% ED* 90
100% ED* 70
35% ED* 220
60% ED* 170
100% ED* 130
35% ED* 180
60% ED* 130
100% ED* 100
100 mA
113 V
10 kV
35 V
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
*ED = czas włączenia
Norma
EN 439
mm
in
TTB 260 G
I (amper) 35% ED* 260
I (amper) 35% ED* 200
Norma
EN 439
mm
in
Argon Argon
1,0–3,2
0.039–0.126
60% ED* 200
100% ED* 150
60% ED* 160
100% ED* 120
Argon
1,6–6,4
0.063–0.252
1,0–4,0
0.039–0.158
82

WSKAZÓWKA!
W przypadku korpusów palnika TTB160 G, TTB 220 G oraz TTB 300 W dane
dotyczące prądu spawania obowiązują wyłącznie przy zastosowaniu seryjnych elementów ulegających zużyciu.
W przypadku zastosowania soczewek gazowych i krótszych dysz gazowych parametry
prądu spawania ulegają zmniejszeniu.
WSKAZÓWKA!
W przypadku korpusów palnika spawalniczego TTB 160 G, TTB 220 G oraz
TTB 260 G dane dotyczące prądu spawania obowiązują wyłącznie od długości korpusu palnika spawalniczego L ≥ 65 mm.
W przypadku zastosowania krótszych korpusów palnika spawalniczego dane dotyczące
prądu spawania zmniejszają się o 30%.
PL
Korpus palnika
spawalniczego
chłodzony wodą
—
TTB 300, TTB
400, TTB 500
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
Q
min
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
TTB 300 W TTB 400 W
I (amper) 60% ED* 300
100% ED* 230
I (amper) 60% ED* 250
100% ED* 190
Norma
Argon Argon
60% ED* 400
100% ED* 300
60% ED* 350
100% ED* 270
EN 439
mm
in
l/min
gal/min
1,0–3,2
0.039–0.126
1
0.26
1,0–4,0
0.039–0.157
1
0.26
TTB 500 W
I (amper) 60% ED* 500
100% ED* 400
I (amper) 60% ED* 400
100% ED* 300
Q
min
*ED = czas włączenia
Norma
EN 439
mm
in
l/min
gal/min
Argon
1,6–6,4
0.063–0.252
1
0.26
83

WSKAZÓWKA!
L
L
W przypadku korpusów palnika spawalniczego TTB160 G, TTB 220 G oraz TTB 300
W dane dotyczące prądu spawania obowiązują wyłącznie przy zastosowaniu seryjnych elementów ulegających zużyciu.
W przypadku zastosowania soczewek gazowych i krótszych dysz gazowych parametry
prądu spawania ulegają zmniejszeniu.
WSKAZÓWKA!
Podczas spawania na granicy wydajności palnika spawalniczego należy użyć
odpowiednio większych elektrod wolframowych i średnic otworów dysz gazowych,
aby wydłużyć żywotność elementów ulegających zużyciu.
Uwzględnić natężenie prądu, balans AC, przesunięcie prądu AC jako czynniki
wpływające na moc.
Wiązka uchwytu
chłodzona gazem
—
THP 160d,
THP 220d,
THP 260d
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
THP 160d THP 220d
I (amper) 35% ED* 160
60% ED* 120
100% ED* 90
I (amper) 35% ED* 120
60% ED* 90
100% ED* 70
Norma
Argon Argon
35% ED* 220
60% ED* 170
100% ED* 130
35% ED* 180
60% ED* 130
100% ED* 100
EN 439
m
ft + in
4,0/8,0
13 + 1.48 / 26 + 2.96
4,0/8,0
13 + 1.48 / 26 + 2.96
THP 260d
I (amper) 35% ED* 260
60% ED* 200
100% ED* 150
I (amper) 35% ED* 200
60% ED* 160
100% ED* 120
Norma
Argon
EN 439
m
ft + in
4,0/8,0
13 + 1.48 / 26 + 2.96
*ED = cykl pracy
84

Wiązka uchwytu
L
L
chłodzona wodą
— THP 300d,
THP 400d,
THP 500d
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
THP 300d THP 400d
I (amper) 60% ED* 300
100% ED* 230
I (amper) 60% ED* 250
100% ED* 190
60% ED* 400
100% ED* 300
60% ED* 350
100% ED* 270
P
**
min
Q
min
p
min
p
maks.
Prąd spawania przy
10 min / 40°C (104°F)
DC
Prąd spawania przy
10 min / 40°C (104°F)
AC
Norma
Argon Argon
EN 439
m
ft + in
4,0/8,0
13 + 1.48 / 26 + 2.96
4,0/8,0
13 + 1.48 / 26 + 2.96
W (wat) 650 / 650 850 / 850
l/min
gal/min
bar
psi
bar
psi
1
0.26
3
43
5,5
79
1
0.26
3
43
5,5
79
THP 500d
I (amper) 60% ED* 500
100% ED* 400
I (amper) 60% ED* 400
100% ED* 300
PL
Norma
Argon
EN 439
P
Q
p
p
min
min
min
maks.
**
m
ft + in
W (wat) 850 / 1400
l/min
gal/min
bar
psi
bar
psi
4,0/8,0
13 + 1.48 / 26 + 2.96
1
0.26
3
43
5,5
79
*ED = cykl pracy
**Najmniejsza wydajność chłodzenia wg normy IEC 60974-2
85

86

Cuprins
Siguranţa 88
SIGURANŢĂ 88
Generalităţi 90
Generalităţi 90
Pistoletul de sudare Up/Down 90
Schimbarea interfeţei-utilizator 91
Montarea pieselor de uzură 92
Montarea consumabilelor sistem A 92
Montarea consumabilelor sistem P 93
Instalare şi punere în funcţiune 94
Montarea corpului pistoletului 94
Racordarea pistoletului de sudare la sursa de curent şi la aparatul de răcire 95
Răsucirea corpului pistoletului 95
Înlocuirea corpului pistoletului - pistolet de sudare răcit cu gaz 96
Înlocuirea corpului pistoletului - pistolet de sudare răcit cu apă 96
Blocarea schimbării corpului pistoletului 98
Întreţinere, îngrijire şi eliminare 99
Generalităţi 99
Întreţinerea la fiecare punere în funcţiune 100
Eliminarea ca deşeu 100
Diagnoza erorilor, remedierea defecţiunilor 101
Diagnoza erorilor, remedierea defecţiunilor 101
Date tehnice 104
Generalităţi 104
Corp pistolet răcit cu gaz - TTB 160, TTB 220, TTB 260 104
Corp pistolet răcit cu apă - TTB 300, TTB 400, TTB 500 105
Pachet de furtunuri răcit cu gaz - THP 160d, THP 220d, THP 260d 106
Pachet de furtunuri răcit cu apă - THP 300d,THP 400d,THP 500d 107
RO
87

Siguranţa
SIGURANŢĂ
PERICOL!
Pericol din cauza utilizării greşite şi a lucrărilor executate defectuos.
Urmarea o pot reprezenta vătămări corporale şi daune materiale grave.
Toate lucrările şi funcţiile descrise în acest document pot fi executate doar de către
▶
personal de specialitate calificat.
Citiţi şi înţelegeţi acest document.
▶
Citiţi şi înţelegeţi toate MU ale componentele de sistem, în special prescripţiile de
▶
securitate.
PERICOL!
Pericol din cauza curentului electric și pericol de accidentare din cauza sârmei
pentru sudare.
Urmarea o pot reprezenta vătămări corporale şi daune materiale grave.
Comutaţi întrerupătorul de reţea al sursei de curent în poziţia -O-.
▶
Deconectaţi sursa de curent de la reţea.
▶
Asiguraţi-vă că sursa de curent rămâne separată de la reţea până la încheierea tutu-
▶
ror lucrărilor.
PERICOL!
Pericol de electrocutare.
Urmarea o pot reprezenta vătămări corporale şi daune materiale grave.
Toate cablurile, conductele şi pachetele de furtunuri trebuie să fie întotdeauna bine
▶
racordate, nedeteriorate, izolate corect şi dimensionate suficient.
ATENŢIE!
Pericol de arsuri din cauza componentelor pistoletului de sudare şi a lichidului de
răcire care devin fierbinţi.
Urmarea o pot reprezenta arsuri grave.
Înainte de începerea oricărei lucrări descrise în prezentele instrucţiuni de utilizare
▶
lăsaţi toate componentele pistoletului de sudare şi lichidul de răcire să se răcească
până la temperatura camerei (+25 °C, +77 °F).
ATENŢIE!
Pericol de deteriorare prin funcționarea fără lichid de răcire.
Urmarea o pot reprezenta daune materiale grave.
Nu puneţi niciodată în funcţiune pistolete de sudare răcite cu apă fără lichid de
▶
răcire.
Producătorul nu este responsabil pentru daunele astfel rezultate; toate pretenţiile de
▶
garanţie se anulează.
88

ATENŢIE!
Pericol din cauza scurgerilor de lichid de răcire.
Urmarea o pot reprezenta vătămări corporale şi daune materiale grave.
Obturaţi întotdeauna furtunurile de lichid de răcire ale pistoletelor de sudare răcite
▶
cu apă, folosind buşoanele de plastic montate pe ele, atunci când furtunurile sunt
decuplate de la aparatul de răcire sau de dispozitivul de avans sârmă.
RO
89

Generalităţi
+
-
Generalităţi Pistoletele de sudare WIG sunt deosebit de robuste şi fiabile. Mânerul cu formă ergono-
mică şi distribuţia optimă a greutăţii permit utilizarea fără efort.
Pistoletele de sudare sunt disponibile în variantă răcită cu gaz şi cu apă şi se pot adapta
unor sarcini diverse.
Pistoletele de sudare sunt adecvate mai ales pentru producţia de serie şi individuală,
precum şi pentru ateliere.
Pistoletul de
sudare Up/Down
Pistoletul de sudare Up/Down dispune
de următoarele funcţii:
Modificarea puterii de sudare cu ajutorul
tastei Up/Down (+/-)
Formarea de calote în legătură cu procedeul de sudare WIG AC
Reducere intermediară în legătură cu
modul de funcţionare în 4 timpi
(I1 > I2)
Modificarea puterii de sudare Formarea calotei
1 1
90

Reducere intermediară
l
1
l
2
1
3
2
1
3
2
0,6 Nm
Schimbarea
interfeţei-utilizator
1
1 2
2
RO
3
91

Montarea pieselor de uzură
1
2
3
4
5
6
*
*
1
4
2
3
**
30°
2
1
d
d
3
1
d
2
Montarea consumabilelor sistem
A
Consumabile sistem A cu duză de gaz (fără filet)
1
3
2
4
REMARCĂ!
Nu strângeţi capacul pistoletului decât atât cât electrodul de wolfram să nu se mai
poată mişca manual.
* Manşon de etanşare din cauciuc, care se poate schimba, doar pentru TTB 220
G/A
** În funcţie de modelul pistoletului de sudare, în loc de piuliţa de fixare se poate
utiliza o lentilă de gaz.
REMARCĂ!
Pericol de deteriorare a filetului.
Piuliţa de fixare sau lentila de gaz trebuie strânsă doar puţin.
92

Montarea consu-
1
2
3
4
5
6
2
3
*
2
3
4
1
5
2
30°
1
d
d
d
1
2
3
mabilelor sistem
P
Consumabile sistem P cu duză de gaz cu filet
1
2
3
4
REMARCĂ!
Nu strângeţi capacul pistoletului decât atât cât electrodul de wolfram să nu se mai
poată mişca manual.
* Manşon de etanşare din cauciuc, care se poate schimba, doar pentru TTB 220
G/P
** În funcţie de modelul pistoletului de sudare, în loc de piuliţa de fixare se poate
utiliza o lentilă de gaz.
RO
REMARCĂ!
Pericol de deteriorare a filetului.
Piuliţa de fixare sau lentila de gaz trebuie strânsă doar puţin.
93

Instalare şi punere în funcţiune
180°
1
*
1
1
2
~ 3 mm
180°
0 mm
Montarea corpului pistoletului
1
* Ungeţi garnitura inelară înainte de montaj!
3
2
4
94
IMPORTANT! La montarea corpului pistoletului aveţi grijă ca acesta să fie împins până
la opritor şi anclanşat.

Racordarea pisto-
1
6
2
5
4
3
2
1
3
5
6
4
1
1
+/- 360°
letului de sudare
la sursa de
curent şi la aparatul de răcire
1
2
Răsucirea corpului pistoletului
Pistolet de sudare WIG cu ștecăr Tuchel
Pistolet de sudare WIG cu ștecăr TIG Multi Connec-
tor
REMARCĂ!
Înainte de fiecare punere în funcţiune controlaţi inelul de etanşare de la racordul
pistoletului de sudare şi nivelul lichidului de răcire!
În timpul regimului de sudare controlaţi periodic debitul lichidului de răcire.
1
RO
95

Înlocuirea corpu-
1
180°
1
1
1
1
lui pistoletului pistolet de
sudare răcit cu
gaz
1
3
2
Înlocuirea corpului pistoletului pistolet de
sudare răcit cu
apă
REMARCĂ!
La schimbarea corpului pistoletului asiguraţi-vă că asamblaţi numai sisteme din
aceeaşi categorie.
Nu montaţi corpuri de pistolet răcite cu gaz pe pachete de furtunuri răcite cu apă sau
▶
invers!
IMPORTANT! La montarea corpului pistoletului aveţi grijă ca acesta să fie împins până
la opritor şi anclanşat!
Opriţi sursa de curent şi decuplaţi de la reţeaua electrică;
1
Aşteptaţi să se termine faza de oprire a sistemului de răcire
Dacă există un aparat de răcire CU 600 MC:
2
Goliţi pachetul de furtunuri cu ajutorul sursei de curent sau pistoletului de sudare
Dacă există alte aparate de răcire:
Obturaţi furtunul pentru tur-lichid de răcire de la aparatul de răcire
Purjaţi cu aer comprimat de max. 4 bar furtunul pentru tur-lichid de răcire, aşa încât
3
o mare parte a agentului de răcire să curgă înapoi în recipientul pentru lichid de
răcire
96

1
4
180°
1
1
1
1
6
5
RO
Curăţaţi interfaţa pachetului de furtunuri cu aerul comprimat
7
Uscaţi corpul pistoletului cu o lavetă
8
Montaţi capacul de protecţie pe corpul pistoletului
9
REMARCĂ!
La schimbarea corpului pistoletului asiguraţi-vă că asamblaţi numai sisteme din
aceeaşi categorie.
Nu montaţi corpuri de pistolet răcite cu gaz pe pachete de furtunuri răcite cu apă sau
▶
invers!
IMPORTANT! La montarea corpului pistoletului aveţi grijă ca acesta să fie împins până
la opritor şi anclanşat.
Montarea corpului pistoletului
10
Racordarea sursei de curent la reţea şi pornirea
11
Apăsaţi butonul Test gaz de la sursa de curent
12
Timp de 30 s se emite gaz de protecţie.
Verificarea debitului lichidului de răcire:
13
În recipientul pentru lichid de răcire trebuie să se observe fluxul de retur fără întreruperi.
Efectuaţi o sudare de probă şi verificaţi calitatea cusăturii sudate
14
97

Blocarea
1
3
2
1
2
1
3
0,6 Nm
2
schimbării corpului pistoletului
1
2
3
98

Întreţinere, îngrijire şi eliminare
Generalităţi
RO
99

Întreţinerea la fiecare punere în
funcţiune
- Controlaţi piesele de uzură, înlocuiţi piesele de uzură defecte
- Ştergeţi duza de gaz de stropii de sudură
Suplimentar la fiecare punere în funcţiune, la pistoletele de sudare răcite cu apă:
- Asiguraţi-vă că toate racordurile pentru agent de răcire sunt etanşe
- Asiguraţi-vă că există un retur corect al agentului de răcire
Eliminarea ca
deşeu
Eliminaţi aparatul doar în conformitate cu normele naţionale şi regionale.
100
 Loading...
Loading...