

Page 1

Operating
instructions
TTB 80 G, TTB 160 G, TTB 220 G
TTB 260 G
TTB 180 W, TTB 300 W, TTB 400 W
TTB 500 W
THP 160i G, THP 220i G
THP 260i G
THP 300i W, THP 400i W
THP 500i W
HPT 220i G
HPT 400i W
DE
EN-US
ES-MX
FR
NO
PT-BR
Bedienungsanleitung
Operating instructions
Manual de instrucciones
Instructions de service
Bruksanvisning
Manual de instruções
42,0410,2233 018-10052022
Page 2

Page 3

Inhaltsverzeichnis
Sicherheit 4
Sicherheit 4
Bestimmungsgemäße Verwendung 5
Funktionen des Up/Down-Schweißbrenners 6
Bedienelemente des Up/Down-Schweißbrenners 6
Funktionsbeschreibung des Up/Down-Schweißbrenners 7
Funktionen des JobMaster-Schweißbrenners 8
Bedienelemente und Anzeigen des JobMaster-Schweißbrenners 8
Funktionsbeschreibung des JobMaster-Schweißbrenners 9
User-Interface tauschen 10
User-Interface austauschen 10
Verschleißteile montieren 11
Verschleißteil-System A mit gesteckter Gasdüse montieren 11
Verschleißteil-System P mit geschraubter Gasdüse montieren 12
Verschleißteil-System P / TFC (mit geschraubter Gasdüse) demontieren und montieren 13
Brennerkörper montieren, Schweißbrenner anschließen 17
Brennerkörper montieren 17
Brennerkörper verdrehen 18
Schweißbrenner an anschließen 18
Verlängerungs-Schlauchpaket anschließen 20
Wassergekühltes Verlängerungs-Schlauchpaket anschließen 20
Gasgekühltes Verlängerungs-Schlauchpaket anschließen 24
Brennerkörper von gasgekühltem Schweißbrenner wechseln 27
Brennerkörper wechseln 27
Brennerkörper von wassergekühltem Schweißbrenner wechseln 30
Schweißbrenner automatisch entleeren und Brennerkörper wechseln 30
Schweißbrenner manuell entleeren und Brennerkörper wechseln 32
Wechseln des Brennerkörpers sperren 36
Wechseln des Brennerkörpers sperren 36
Hinweise zu flexiblen Brennerkörpern 37
Gerätekonzept 37
Biegemöglichkeiten 37
Definition der Brennerkörper-Biegung 37
Maximale Anzahl der Brennerkörper-Biegungen 38
Knickgelenk-Brennerkörper 39
Gerätekonzept 39
Knickgelenk-Brennerkörper montieren und einrichten 39
Pflege, Wartung und Entsorgung 40
Verbote 40
Wartung bei jeder Inbetriebnahme 41
Entsorgung 41
Fehlerdiagnose, Fehlerbehebung 42
Fehlerdiagnose, Fehlerbehebung 42
Technische Daten 45
Allgemeines 45
Brennerkörper gasgekühlt - TTB 80, TTB 160, TTB 220, TTB 260 45
Brennerkörper wassergekühlt - TTB 180, TTB 300, TTB 400, TTB 500 47
Schlauchpaket gasgekühlt - THP 160i, THP 220i, THP 260i 48
Schlauchpaket wassergekühlt - THP 300i,THP 400i,THP 500i 49
Verlängerungs-Schlauchpaket gasgekühlt - HPT 220i G 50
Verlängerungs-Schlauchpaket wassergekühlt - HPT 400i 50
DE
3
Page 4
Sicherheit
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal-
▶
ten und von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
WARNUNG!
Rutschgefahr durch Kühlmittel-Austritt.
Schwere Personen- und Sachschäden können die Folge sein.
Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit
▶
dem darauf montierten Kunststoff-Verschluss verschließen, wenn diese vom
Kühlgerät oder anderen Systemkomponenten getrennt werden.
WARNUNG!
Gefahr durch heiße Systemkomponenten und / oder Betriebsmittel.
Schwere Verbrennungen und Verbrühungen können die Folge sein.
Vor Beginn der Arbeiten alle heißen Systemkomponenten und / oder Be-
▶
triebsmittel auf +25 °C / +77 °F abkühlen lassen (beispielsweise Kühlmittel,
wassergekühlte Systemkomponenten, Antriebsmotor des Drahtvorschubes, ...).
Geeignete Schutzausrüstung tragen (beispielsweise hitzebeständige Schutz-
▶
handschuhe, Schutzbrille, ...), wenn ein Abkühlen nicht möglich ist.
4
Page 5
WARNUNG!
Gefahr durch Kontakt mit giftigem Schweißrauch.
Schwere Personenschäden können die Folge sein.
Schweißrauch immer absaugen.
▶
Für ausreichend Frischluft-Zufuhr sorgen. Sicherstellen, dass eine
▶
Durchlüftungsrate von mindestens 20 m³ (169070.1 US gi) pro Stunde zu jeder Zeit gegeben ist.
Im Zweifelsfall die Schadstoffbelastung am Arbeitsplatz durch einen Sicher-
▶
heitstechniker feststellen lassen.
VORSICHT!
Gefahr durch Betrieb ohne Kühlmittel.
Sachschäden können die Folge sein.
Wassergekühlte Geräte nie ohne Kühlmittel in Betrieb nehmen.
▶
Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmit-
▶
tel-Durchfluss gegeben ist - bei Verwendung von Fronius-Kühlgeräten ist
dies der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungsgemäßer Kühlmittel-Rückfluss ersichtlich ist.
Für Schäden aufgrund von Nichtbeachtung der oben angeführten Punkte
▶
haftet der Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
DE
Bestimmungsgemäße Verwendung
Der WIG Hand-Schweißbrenner ist ausschließlich zum WIG-Schweißen und
WIG-Löten bei manuellen Anwendungen bestimmt.
Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch:
das Beachten aller Hinweise aus der Bedienungsanleitung
-
die Einhaltung der Inspektions- und Wartungsarbeiten.
-
5
Page 6

Funktionen des Up/Down-Schweißbrenners
(2)
(3)
(1)
Bedienelemente
des Up/DownSchweißbrenners
(1) Start-Taste
die Taste löst folgende Funktionen aus:
wenn an der Stromquelle die Hochfrequenz-Zündung (HF-Zündung)
a)
aktiviert ist, wird der Zündvorgang durch Zurückdrücken der Taste aktiviert
wenn an der Stromquelle das Berührungszünden aktiviert ist, wird
b)
durch Zurückdrücken der Taste die Wolfram-Elektrode unter Spannung gesetzt. Mit der Berührung des Werkstückes startet der
Schweißprozess
während des Schweißens wird im 4-Takt-Betrieb durch Vordrücken
c)
und halten der Taste die Zwischenabsenkung aktiviert. Diese Funktion
ist nur verfügbar, wenn an der Stromquelle der Absenkstrom I2 einge-
stellt wurde
(2) Up/Down-Taste
zum Verändern der Schweißleistung
(3) LED-Taste
zur Beleuchtung der Schweißstelle:
Taste 1 x drücken - LED leuchtet für 5 Sekunden
a)
Taste gedrückt halten - LED leuchtet dauernd
b)
6
Page 7
Funktionsbeschreibung des
Up/DownSchweißbrenners
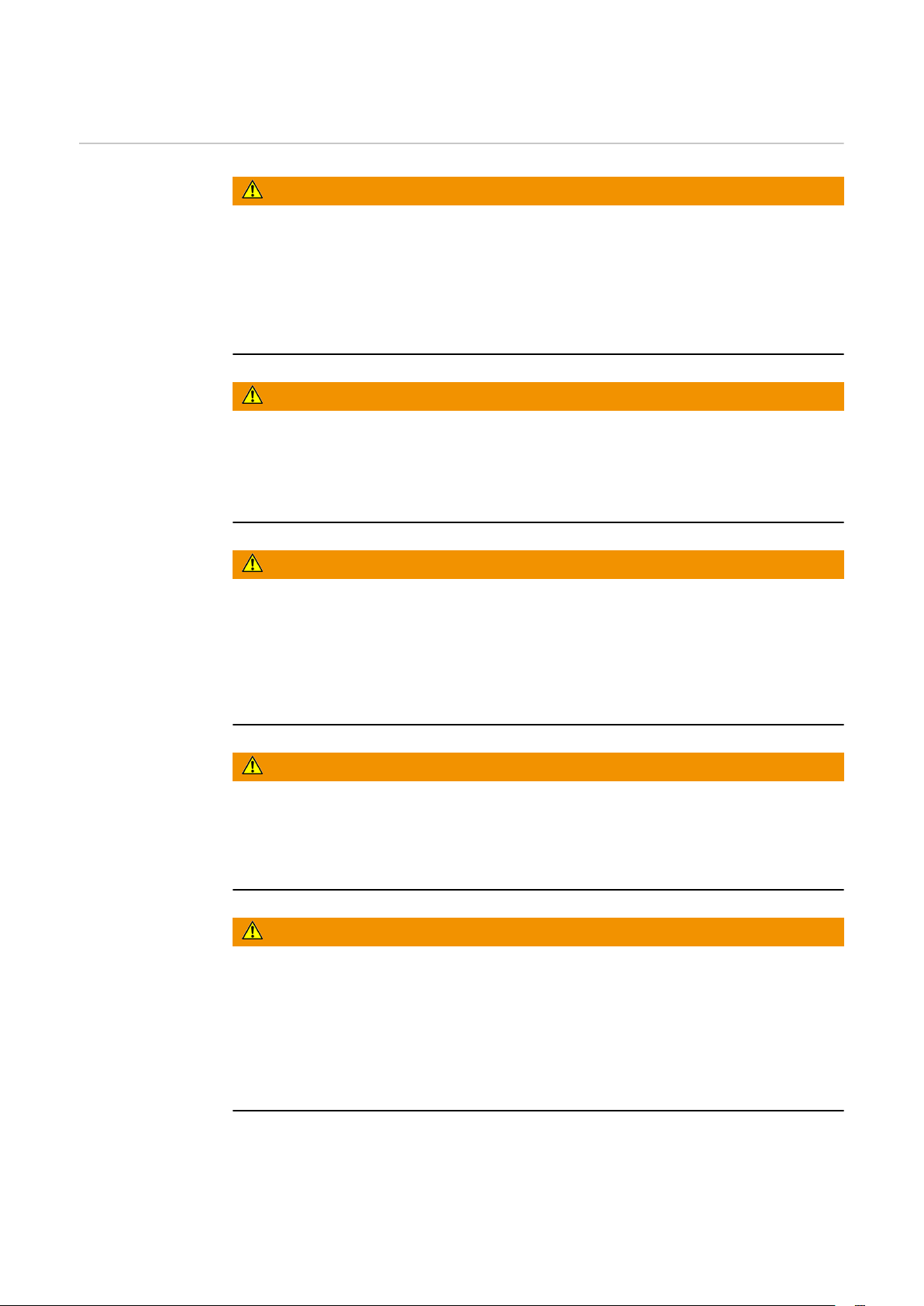
Veränderung der Schweißleistung:
1
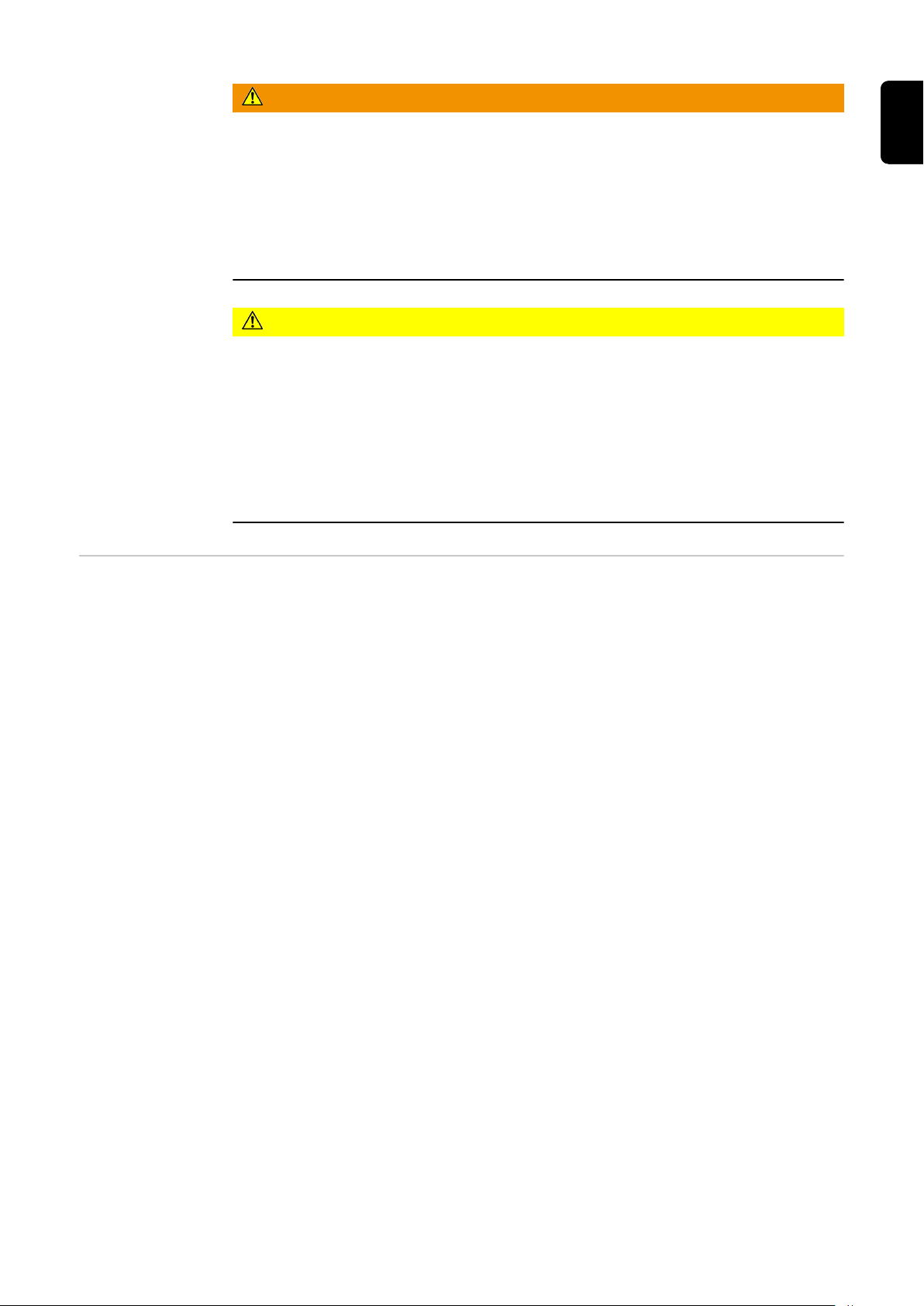
Zwischenabsenkung:
1
DE
Für die Dauer der Zwischenabsenkung
die Taste nach vorne drücken und halten
7
Page 8
Funktionen des JobMaster-Schweißbrenners
(3)
(2)
(1)
(4)
(4)
(5)
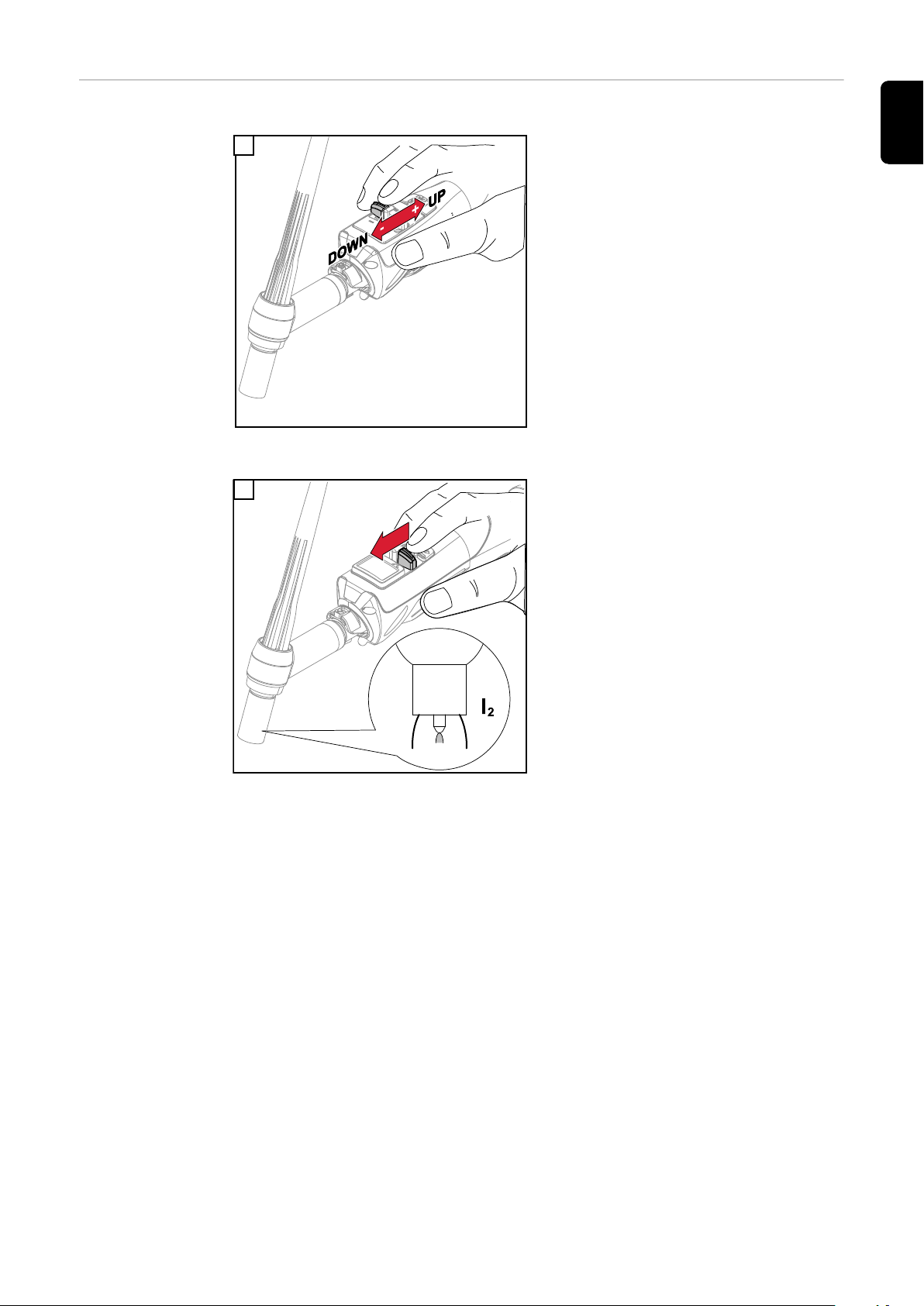
Bedienelemente
und Anzeigen
des JobMasterSchweißbrenners
(1) Start-Taste
die Taste löst folgende Funktionen aus:
wenn an der Stromquelle die Hochfrequenz-Zündung (HF-Zündung)
a)
aktiviert ist, wird der Zündvorgang durch Zurückdrücken der Taste aktiviert
wenn an der Stromquelle das Berührungszünden aktiviert ist, wird
b)
durch Zurückdrücken der Taste die Wolfram-Elektrode unter Spannung gesetzt. Mit der Berührung des Werkstückes startet der
Schweißprozess
während des Schweißens wird im 4-Takt-Betrieb durch Vordrücken
c)
und halten der Taste die Zwischenabsenkung aktiviert. Diese Funktion
ist nur verfügbar, wenn an der Stromquelle der Absenkstrom I2 einge-
stellt wurde
(2) Display
zum ergonomischen Ablesen wesentlicher Parameter direkt am
Schweißbrenner
(3) Up/Down-Taste
zum Verändern von Parametern
(4) Pfeil-Tasten
zum Auswählen von Parametern
(5) LED-Taste
zur Beleuchtung der Schweißstelle:
Taste 1 x drücken - LED leuchtet für 5 Sekunden
a)
Taste gedrückt halten - LED leuchtet dauernd
b)
8
Page 9

Funktionsbe-
DOWN
schreibung des
JobMasterSchweißbrenners
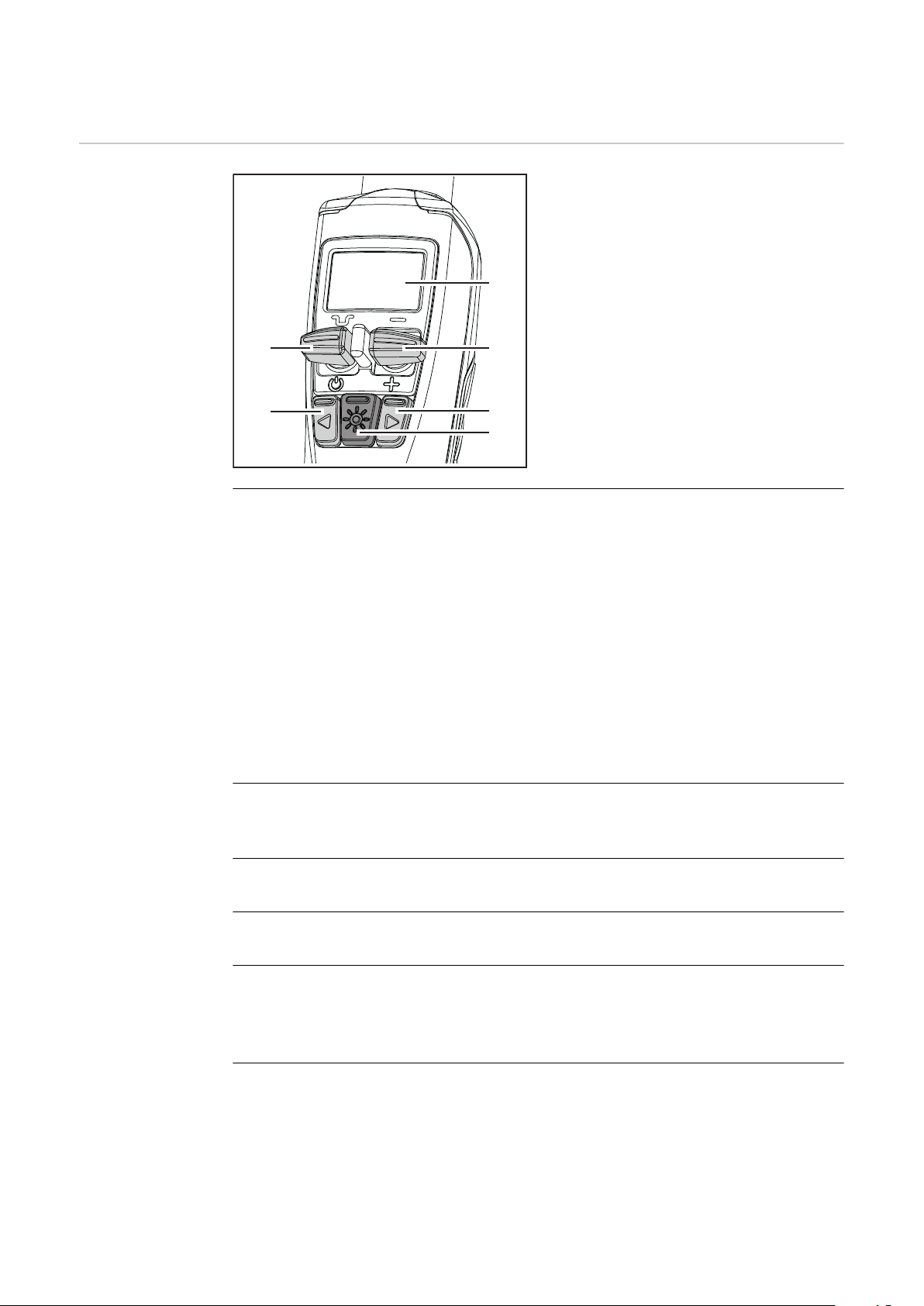
Parameter verändern:
1
DE
2
Gewünschten Parameter auswählen
Zwischenabsenkung:
1
Zwischenabsenkung aktivieren
Parameter verändern
Für die Dauer der Zwischenabsenkung
die Taste nach vorne drücken und halten
9
Page 10

User-Interface tauschen
1
3
2
1
3
2
0,6Nm
User-Interface
austauschen
1 2
3
10
Page 11

Verschleißteile montieren
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
DE
VerschleißteilSystem A mit gesteckter
Gasdüse montieren
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Spannhülse (1)
oder Gaslinse (2).
Eine Beschädigung des Gewindes kann die Folge sein.
Spannhülse (1) oder Gaslinse (2) nur leicht festziehen.
▶
* Austauschbare Gummi-Dichthülse nur für TTB 220 G/A
** Je nach Ausführung des Schweißbrenners kann anstelle der Spannhülse
(1) eine Gaslinse (2) zum Einsatz kommen
1
2
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Brennerkappe.
Eine Beschädigung des Gewindes kann die Folge sein.
Brennerkappe nur so fest anziehen, dass sich die Wolframelektrode per
▶
Hand nicht mehr verschieben lässt.
3
4
Brennerkappe festschrauben
11
Page 12

Verschleißteil-
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
System P mit geschraubter
Gasdüse montieren
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Spannhülse (1)
oder Gaslinse (2).
Eine Beschädigung des Gewindes kann die Folge sein.
Spannhülse (1) oder Gaslinse (2) nur leicht festziehen.
▶
* Austauschbare Gummi-Dichthülse nur für TTB 220 G/P
** Je nach Ausführung des Schweißbrenners kann anstelle der Spannhülse
(1) eine Gaslinse (2) zum Einsatz kommen
1
2
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Brennerkappe.
Eine Beschädigung des Gewindes kann die Folge sein.
Brennerkappe nur so fest anziehen, dass sich die Wolframelektrode per
▶
Hand nicht mehr verschieben lässt.
3
4
Brennerkappe festschrauben
12
Page 13

Verschleißteil-
PUSH
2
3
1
4
System P / TFC
(mit geschraubter Gasdüse) demontieren und
montieren
Begriffserklärung: TFC = Tungsten Fast Clamp
VORSICHT!
Gefahr durch Wolframelektrode bei der Demontage von Spanneinheit und
Spannzange.
Schäden am Brennerkörper können die Folge sein.
Vor dem Demontieren der Spanneinheit und Spannzange immer die Wolf-
▶
ramelektrode entfernen.
Verschleißteile demontieren:
1
DE
Wolframelektrode entfernen
2
Spanneinheit demontieren
3
Spannzange demontieren
13
Page 14

4
TTB 160/300 = 1,5 Nm (1.11 ft·lb)
TTB 220/400 = 3 Nm (2.21 ft·lb)
0,5 Nm (0.37 ft·lb)
Verschleißteile montieren:
1
VORSICHT!
Gefahr durch Wolframelektrode bei der Montage von Spanneinheit und Spannzange.
Schäden am Brennerkörper können die Folge sein.
Die Wolframelektrode erst nach der Montage von Spanneinheit und Spann-
▶
zange montieren.
2
Spannzange montieren
14
Page 15
When using a wire feeder = 8 Nm (5.9 ft·lb)
Without wire feeder = 4 Nm (2.95 ft·lb)
3
30°
1
2
1
PUSH
Spanneinheit montieren
4
DE
5
Wolframelektrode montieren
15
Page 16
1
2
6
2
2
d
d
1
7
16
Page 17

Brennerkörper montieren, Schweißbrenner anschließen
Brennerkörper
montieren
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des
Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper
▶
unbeschädigt ist.
* O-Ring am Brennerkörper einfetten
1
2
DE
3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um 180° verdrehen
17
Page 18
4
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Bren-
▶
nerkörpers in der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß montiert und arretiert.
Brennerkörper
verdrehen
Schweißbrenner
an anschließen
1
HINWEIS!
Risiko durch beschädigten O-Ring am Anschluss Schweißbrenner.
Ein beschädigter O-Ring am Anschluss Schweißbrenner kann zu einer Verunreinigung des Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Anschluss
▶
Schweißbrenner unbeschädigt ist.
18
Page 19

2
1
3
5
6
7
4
*
1
DE
* nur bei wassergekühltem Schweißsystem
19
Page 20

Verlängerungs-Schlauchpaket anschließen
2
1
3
Wassergekühltes
VerlängerungsSchlauchpaket
anschließen
Das Verlängerungs-Schlauchpaket wird mit einer Schutztasche ausgeliefert, in
welche die Kuppelstelle zwischen Verlängerungs-Schlauchpaket und
Schweißbrenner-Schlauchpaket verlegt wird.
HINWEIS!
Bei den nachfolgenden Arbeiten sicherstellen, dass Schläuche und Kabel nicht geknickt, eingeklemmt, abgeschert oder auf andere Art
beschädigt werden.
HINWEIS!
Risiko durch beschädigten O-Ring am Anschluss Schweißbrenner.
Ein beschädigter O-Ring am Anschluss Schweißbrenner kann zu einer Verunreinigung des Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Anschluss
▶
Schweißbrenner unbeschädigt ist.
20
1
Schweißbrenner am Verbindungs-Schlauchpaket anschließen
Schutztasche montieren, Kühlmittel-Schläuche verlegen:
Schutztasche wie folgt positionieren:
2
das Fronius-Logo muss zu sehen sein
-
die Schlaufen der Schutztasche müssen sich oben befinden
-
Hinweise zu den nachfolgenden Darstellungen:
links = Stromquellen-seitig (A)
rechts = Schweißbrenner-seitig (B)
Page 21

Schutztasche öffnen:
2
2x
*
*
A B
2
1
1
1
1
1
2
2
2
3
3
2
A B
3
Beide Reißverschluss-Schieber bis auf Anschlag nach rechts schieben
-
Unteres Zahnband aus den Reißverschluss-Schiebern ziehen
-
Kuppelstelle von Verlängerungs-Schlauchpaket und Schweißbrenner-
4
Schlauchpaket in die Innentasche der Schutztasche verlegen
5
DE
* = Klettstreifen an der Innentasche (Innentasche nicht abgebildet)
-
Kuppelstelle mit 2 Klettstreifen in der Innentasche fixieren
-
6
Kühlmittel-Schlauch vom Verlängerungs-Schlauchpaket (A) gemäß Abbil-
-
dung zur Kuppelstelle verlegen
Kühlmittel-Schlauch vom Schweißbrenner-Schlauchpaket (B) 3x um das
-
Schweißbrenner-Schlauchpaket wickeln und zur Kuppelstelle verlegen
Kühlmittelschläuche verbinden
-
21
Page 22

1
4
3
A B
1
2
2
2
1
2
7
2
A
B
(1)
A
B
1
1
2
2
Den zweiten Kühlmittelschlauch vom Verlängerungs-Schlauchpaket (A)
-
gemäß Abbildung hinter dem Schweißbrenner-Schlauchpaket (B) zur Kuppelstelle verlegen
Den zweiten Kühlmittel-Schlauch vom Schweißbrenner-Schlauchpaket (B)
-
gemäß Abbildung 3x um das Verlängerungs-Schlauchpaket (A) wickeln und
zurück zur Kuppelstelle verlegen
Kühlmittel-Schläuche verbinden
-
8
22
-
Kühlmittel-Anschlüsse untereinander und mittig des Isolierrohres (1) ausrichten
Page 23

A
B
*
1
1
2
2
9
*
A B
2
1
* = Innentasche
-
Die beiden mitgelieferten Klettstreifen an der Innentasche anbringen
-
10
DE
* = Innentasche
-
TMC-Steuerleitungsstecker zusammenstecken und neben der Innentasche
-
positionieren
Schutztasche schließen
11
Verbindungs-Schlauchpaket an der Stromquelle anschließen
12
das Anschließen des Verbindungs-Schlauchpaketes funktioniert auf die
-
gleiche Weise wie das Anschließen des Schweißbrenners - siehe Abschnitt Schweißbrenner an anschließen ab Seite 18
23
Page 24

WARNUNG!
Rutschgefahr durch überlaufenden Kühlmittel-Behälter. In Verbindung mit einem MultiControl-Kühlgerät kann beim Entleeren von Schlauchpaketen mit einer Länge von mehr als 4 m (13 ft. 1.48 in.) ein überfüllter Kühlmittel-Behälter
überlaufen.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Die Angaben zum Befüllen des Schweißbrenner-Schlauchpaketes in der Be-
▶
dienungsanleitung des Kühlgerätes befolgen.
VORSICHT!
Beschädigungsgefahr durch Betrieb ohne ausreichend Kühlmittel.
Sachschäden können die Folge sein.
Sobald nach Inbetriebnahme der Stromquelle im Kühlmittel-Behälter des
▶
Kühlgerätes ein einwandfreier Rückfluss ersichtlich ist, sicherstellen, dass
sich ausreichend Kühlmittel im Kühlgerät befindet.
Gasgekühltes
VerlängerungsSchlauchpaket
anschließen
Das Verlängerungs-Schlauchpaket wird mit einer Schutztasche ausgeliefert, in
welche die Kuppelstelle zwischen Verlängerungs-Schlauchpaket und
Schweißbrenner-Schlauchpaket verlegt wird.
HINWEIS!
Bei den nachfolgenden Arbeiten sicherstellen, dass Schläuche und Kabel nicht geknickt, eingeklemmt, abgeschert oder auf andere Art
beschädigt werden.
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des
Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper
▶
unbeschädigt ist.
24
Page 25

2
1
3
1
2
2x
*
*
A B
2
1
Schweißbrenner am Verbindungs-Schlauchpaket anschließen
Schutztasche montieren:
Schutztasche wie folgt positionieren:
2
das Fronius-Logo muss zu sehen sein
-
die Schlaufen der Schutztasche müssen sich oben befinden
-
Hinweise zu den nachfolgenden Darstellungen:
links = stromquellen-seitig (A)
rechts = schweißbrenner-seitig (B)
Schutztasche öffnen:
3
Beide Reißverschluss-Schieber bis auf Anschlag nach rechts schieben
-
Unteres Zahnband aus den Reißverschluss-Schiebern ziehen
-
Kuppelstelle von Verlängerungs-Schlauchpaket und Schweißbrenner-
4
Schlauchpaket in die Innentasche der Schutztasche verlegen
DE
5
* = Klettstreifen an der Innentasche (Innentasche nicht abgebildet)
-
Kuppelstelle mit 2 Klettstreifen in der Innentasche fixieren
-
25
Page 26
A
B
1
2
1
2
*
6
*
A B
2
1
* = Innentasche
-
Die beiden mitgelieferten Klettstreifen an der Innentasche anbringen
-
7
* = Innentasche
-
26
TMC-Steuerleitungsstecker zusammenstecken und neben der Innentasche
-
positionieren
Schutztasche schließen
8
Verbindungs-Schlauchpaket an der Stromquelle anschließen
9
das Anschließen des Verbindungs-Schlauchpaketes funktioniert auf die
-
gleiche Weise wie das Anschließen des Schweißbrenners - siehe Abschnitt Schweißbrenner an anschließen ab Seite 18
Page 27

Brennerkörper von gasgekühltem Schweißbren-
1
2
180°
ner wechseln
Brennerkörper
wechseln
Brennerkörper demontieren:
1
2
DE
3
Verschmutzungen von der Kuppelstelle des Schlauchpaketes entfernen
4
Verschmutzungen von der Kuppelstelle des Brennerkörpers entfernen
5
Schutzkappe an der Kuppelstelle des Brennerkörpers anbringen
6
27
Page 28

Brennerkörper montieren:
VORSICHT!
Gefahr durch inkompatible Systemkomponenten.
Sachschäden können die Folge sein.
Nur Brennerkörper und Schlauchpakete mit der gleichen Kühlart miteinan-
▶
der verbinden.
Gasgekühlte Brennerkörper nur auf gasgekühlte Schlauchpakete montieren.
▶
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des
Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper
▶
unbeschädigt ist.
* O-Ring am Brennerkörper einfetten
1
2
3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um 180° verdrehen
28
Page 29

4
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Bren-
▶
nerkörpers in der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß montiert und arretiert.
DE
29
Page 30
Brennerkörper von wassergekühltem
1
2
180°
Schweißbrenner wechseln
Schweißbrenner
automatisch entleeren und Brennerkörper wechseln
VORSICHT!
Gefahr durch eingeschaltete Stromquelle beim automatischen Entleeren des
Schweißbrenners.
Unabsichtliche Lichtbogen-Zündungen können die Folge sein.
Den Anweisungen zum automatischen Entleeren des Schweißbrenners in der
▶
Bedienungsanleitung des Kühlgerätes, in der Bedienungsanleitung der
Stromquelle und am Bedienpanel der Stromquelle folgen.
Während der nachfolgend beschriebenen Arbeiten mit dem Brennerkörper
▶
mindestens 1 m (39.37 in.) von elektrisch leitenden Objekten fernbleiben.
Schweißbrenner automatisch entleeren (beispielsweise mit CU 600t /MC) und
Brennerkörper demontieren:
Schweißbrenner-Schlauchpaket mittels entsprechender Funktion des Kühl-
1
gerätes entleeren
2
30
3
Page 31

4
Verschmutzungen und Kühlmittel-Rückstände von der Kuppelstelle des
5
Schlauchpaketes entfernen
Verschmutzungen und Kühlmittel-Rückstände von der Kuppelstelle des
6
Brennerkörpers entfernen
Schutzkappe an der Kuppelstelle des Brennerkörpers anbringen
7
Brennerkörper montieren:
DE
VORSICHT!
Gefahr durch inkompatible Systemkomponenten.
Sachschäden können die Folge sein.
Nur Brennerkörper und Schlauchpakete mit der gleichen Kühlart miteinan-
▶
der verbinden.
Wassergekühlte Brennerkörper nur auf wassergekühlte Schlauchpakete
▶
montieren.
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des
Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper
▶
unbeschädigt ist.
* O-Ring am Brennerkörper einfetten
1
2
31
Page 32

3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um 180° verdrehen
4
Schweißbrenner
manuell entleeren und Brennerkörper wechseln
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Bren-
▶
nerkörpers in der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß montiert und arretiert.
An der Stromquelle die Taste Gasprüfen drücken
5
Für 30 s strömt Schutzgas aus.
Kühlmittel-Durchfluss überprüfen:
6
Im Kühlmittel-Behälter des Kühlgerätes muss ein einwandfreier KühlmittelRückfluss ersichtlich sein.
Probeschweißung durchführen und die Qualität der Schweißnaht prüfen
7
Schweißbrenner manuell entleeren und Brennerkörper demontieren:
Stromquelle abschalten und vom Stromnetz trennen
1
Nachlaufphase des Kühlgerätes abwarten
2
Schlauch für Kühlmittel-Vorlauf vom Kühlgerät abschließen
3
32
Page 33

Schlauch für Kühlmittel-Vorlauf mit maximal 4 bar (58.02 psi) Druckluft aus-
1
2
180°
4
blasen
dadurch fließt ein Großteil des Kühlmittels zurück in den Kühlmittel-
-
Behälter
5
6
DE
7
Verschmutzungen und Kühlmittel-Rückstände von der Kuppelstelle des
8
Schlauchpaketes entfernen
Verschmutzungen und Kühlmittel-Rückstände von der Kuppelstelle des
9
Brennerkörpers entfernen
Schutzkappe an der Kuppelstelle des Brennerkörpers anbringen
10
33
Page 34

Brennerkörper montieren:
VORSICHT!
Gefahr durch inkompatible Systemkomponenten.
Sachschäden können die Folge sein.
Nur Brennerkörper und Schlauchpakete mit der gleichen Kühlart miteinan-
▶
der verbinden.
Wassergekühlte Brennerkörper nur auf wassergekühlte Schlauchpakete
▶
montieren.
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des
Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper
▶
unbeschädigt ist.
* O-Ring am Brennerkörper einfetten
1
2
3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um 180° verdrehen
34
Page 35

4
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Bren-
▶
nerkörpers in der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß montiert und arretiert.
DE
Stromquelle am Netz anschließen und einschalten
5
An der Stromquelle die Taste Gasprüfen drücken
6
Für 30 s strömt Schutzgas aus.
Kühlmittel-Durchfluss überprüfen:
7
Im Kühlmittel-Behälter des Kühlgerätes muss ein einwandfreier KühlmittelRückfluss ersichtlich sein.
Probeschweißung durchführen und die Qualität der Schweißnaht prüfen
8
35
Page 36

Wechseln des Brennerkörpers sperren
1
3
2
1
2
1
3
0,6Nm
2
Wechseln des
Brennerkörpers
sperren
1
2
3
36
Page 37

Hinweise zu flexiblen Brennerkörpern
45°
45°
45°
45°
Gerätekonzept Die flexiblen WIG-Brennerkörper lassen sich in alle Richtungen verbiegen und so
individuell an unterschiedlichste Situationen und Anwendungen anpassen.
Flexible Brennerkörper kommen beispielsweise bei eingeschränkten BauteilZugänglichkeiten oder schwierigen Schweißpositionen zum Einsatz.
Mit jeder Formänderung wird jedoch das Material eines flexiblen Brennerkörpers
geschwächt, daher ist auch die Anzahl der Biegungen begrenzt.
Biegung und Anzahl der Biegungen werden in den folgenden Abschnitten erklärt.
Biegemöglichkeiten
DE
Definition der
BrennerkörperBiegung
Eine Biegung ist eine einmalige, von der Ausgangsform um mindestens 20° abweichende Formänderung.
Damit die Biegung nicht punktuell sondern über eine lange Länge möglichst
gleichförmig erfolgt, wurde ein kleinstmöglicher Biegeradius definiert.
Der Biegeradius darf nicht unterschritten werden.
Der kleinstmögliche Biegeradius beträgt 25 mm (1 in.).
Eine Biegung darf über den maximalen Biegewinkel nicht hinausgehen.
Der maximale Biegewinkel beträgt 45°.
Das Zurückbiegen in die Ausgangsform gilt als eigene Biegung.
37
Page 38

Beispiel: 45°-Biegungen
0°
-45°
45°
20°
0°
-20°
0°
(1)
(2)
(3)
(4)
(5)
(1) Ausgangssituation: 0°
(2) Bewegung von 0° auf 45° nach
oben
= 1. Biegung
(3) Bewegung von 45° zurück auf
0°
= 2. Biegung
(4) Bewegung von 0° auf 45° nach
unten
= 3. Biegung
(5) Bewegung von 45° zurück auf
0°
= 4. Biegung
Maximale Anzahl
der Brennerkörper-Biegungen
Unter Berücksichtigung eines Biegeradius von mehr als 25 mm (1 in.) und eines
maximalen Biegewinkels = 45° können
gasgekühlte Schweißbrenner mindestens 1000 Mal gebogen werden,
-
wassergekühlte Schweißbrenner mindestens 200 Mal gebogen werden.
-
38
Page 39

Knickgelenk-Brennerkörper
1
max. 1x
Gerätekonzept Die Knickgelenk-Brennerkörper lassen
sich individuell an unterschiedlichste
Situationen und Anwendungen anpassen, beispielsweise bei eingeschränkten Bauteil-Zugänglichkeiten oder
schwierigen Schweißpositionen.
Durch das Knickgelenk befindet sich
die Hand des Schweißers näher bei der
Schweißbrenner-Griffschale und somit
bei den Brennertasten.
Bei den Knickgelenk-Schweißbrennern
tritt beim Einrichten keine Materialschwächung auf.
DE
KnickgelenkBrennerkörper
montieren und
einrichten
Die Montage des Knickgelenk-Brennerkörpers funktioniert auf die gleiche Weise
wie die Montage eines herkömmlichen Brennerkörpers - hierfür siehe Bren-
nerkörper montieren auf Seite 17.
Den vorderen Teil des Knickgelenk-Brennerkörpers verdrehen, um diesen den jeweiligen Anforderungen anzupassen:
1
Gefahr durch zu weit herausgeschraubten Knickgelenk-Brennerkörper.
Sachschäden am Brennerkörper
können die Folge sein.
▶
VORSICHT!
Den vorderen Teil des Knickgelenk-Brennerkörpers maximal 1
Umdrehung herausschrauben.
39
Page 40

Pflege, Wartung und Entsorgung
Verbote
40
Page 41

Wartung bei jeder Inbetriebnahme
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmun-
Verschleißteile kontrollieren, defekte Verschleißteile austauschen
-
Gasdüse von Schweißspritzern befreien
-
Zusätzlich bei jeder Inbetriebnahme, bei wassergekühlten Schweißbrennern:
sicherstellen, dass alle Kühlmittel-Anschlüsse dicht sind
-
sicherstellen, dass ein ordnungsgemäßer Kühlmittel-Rückfluss gegeben ist
-
gen durchführen.
DE
41
Page 42

Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose,
Fehlerbehebung
Schweißbrenner lässt sich nicht anschließen
Ursache:
Behebung:
Kein Schweißstrom
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
keine Funktion nach Drücken der Brennertaste
Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas
vorhanden
Bajonett-Verriegelung verbogen
Bajonett-Verriegelung austauschen
Masseanschluss falsch
Masseanschluss ordnungsgemäß herstellen
Stromkabel im Schweißbrenner unterbrochen
Schweißbrenner austauschen
Wolframelektrode lose
Wolframelektrode mittels Brennerkappe festziehen
Verschleißteile lose
Verschleißteile festziehen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
HF-Überschlag am Anschluss Schweißbrenner
Ursache:
Behebung:
HF-Überschlag an der Griffschale
Ursache:
Behebung:
Steuerstecker nicht eingesteckt
Steuerstecker einstecken
Schweißbrenner oder Schweißbrenner-Steuerleitung defekt
Schweißbrenner tauschen
Steckerverbindungen „Brennertaste / Steuerleitung / Stromquelle“
fehlerhaft
Steckerverbindung überprüfen / Stromquelle oder Schweißbrenner
zum Service
Print im Schweißbrenner defekt
Print austauschen
Anschluss Schweißbrenner undicht
O-Ring an der Bajonett-Verriegelung austauschen
Schlauchpaket undicht
Schlauchpaket austauschen
42
Ursache:
Behebung:
Schutzgas-Schlauchanschluss zum Brennerkörper undicht
Schlauch nachsetzen und abdichten
Page 43

Kein Schutzgas
alle anderen Funktionen vorhanden
DE
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
schlechte Schweißeigenschaften
Ursache:
Behebung:
Ursache:
Behebung:
Gasflasche leer
Gasflasche wechseln
Gas-Druckminderer defekt
Gas-Druckminderer austauschen
Gasschlauch nicht montiert, geknickt oder schadhaft
Gasschlauch montieren, gerade auslegen. Defekten Gasschlauch aus-
tauschen
Schweißbrenner defekt
Schweißbrenner austauschen
Gas-Magnetventil defekt
Service-Dienst verständigen (Gas-Magnetventil austauschen lassen)
falsche Schweißparameter
Einstellungen überprüfen
Masseanschluss falsch
Masseanschluss und Klemme auf Polarität überprüfen
Schweißbrenner wird sehr heiß
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schweißbrenner zu schwach dimensioniert
Einschaltdauer und Belastungsgrenzen beachten
nur bei wassergekühlten Anlagen: Wasserdurchfluss zu gering
Wasserstand, Wasserdurchfluss-Menge, Wasserverschmutzung, etc.
kontrollieren, Kühlmittel-Pumpe blockiert: Welle der KühlmittelPumpe mittels Schraubendreher an der Durchführung andrehen
nur bei wassergekühlten Anlagen: Parameter „Strg. Kühlgerät“ befindet sich auf „OFF“.
Im Setup-Menü den Parameter „Strg. Kühlgerät“ auf „Aut“ oder
„ON“ stellen.
43
Page 44

Porosität der Schweißnaht
Ursache:
Behebung:
Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz
der Schweißnaht
Schweißspritzer entfernen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schlechte Zündeigenschaften
Ursache:
Behebung:
Löcher im Gasschlauch oder ungenaue Anbindung des Gasschlauches
Gasschlauch austauschen
O-Ring am Zentralanschluss ist zerschnitten oder defekt
O-Ring austauschen
Feuchtigkeit / Kondensat in der Gasleitung
Gasleitung trocknen
Zu starke oder zu geringe Gasströmung
Gasströmung korrigieren
Ungenügende Gasmenge zu Schweißbeginn oder Schweißende
Gas-Vorströmung und Gas-Nachströmung erhöhen
Zu viel Trennmittel aufgetragen
Überschüssiges Trennmittel entfernen / weniger Trennmittel auftra-
gen
Ungeeignete Wolframelektrode (beispielsweise WP-Elektrode beim
DC-Schweißen)
Geeignete Wolframelektrode verwenden
Ursache:
Behebung:
Gasdüse bekommt Risse
Ursache:
Behebung:
Verschleißteile lose
Verschleißteile festschrauben
Wolframelektrode ragt nicht weit genug aus der Gasdüse
Wolframelektrode weiter aus der Gasdüse ragen lassen
44
Page 45

Technische Daten
Allgemeines Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7.
HINWEIS!
Die angegebenen Leistungsdaten gelten nur bei Verwendung von serienmäßigen
Verschleißteilen.
Bei Verwendung von Gaslinsen und kürzeren Gasdüsen reduzieren sich die
Schweißstrom-Angaben.
HINWEIS!
Die Schweißstrom-Angaben gelten bei gasgekühlten Brennerkörpern nur ab einer Länge von 65 mm (2.56 in.).
Bei Verwendung von kürzeren Brennerkörpern reduzieren sich die
Schweißstrom-Angaben um 30 %.
HINWEIS!
Beim Schweißen an der Leistungsgrenze des Schweißbrenners entsprechend
größere Wolfram-Elektroden und Gasdüsen-Öffnungsdurchmesser verwenden,
um die Standzeit der Verschleißteile zu erhöhen.
Stromstärke, AC-Balance und AC-Strom-Offset als leistungsbildende Faktoren
berücksichtigen.
DE
Brennerkörper
gasgekühlt TTB 80, TTB
160, TTB 220,
TTB 260
TTB 80 G TTB 160 G / F
35 % ED1) / 80 A 35 % ED1) / 160 A
DC-Schweißstrom
bei 10 min / 40°C (104°F)
AC-Schweißstrom
bei 10 min / 40°C (104°F)
Schutzgas
(Norm EN 439)
Elektrodendurchmesser 1,0 - 3,2 mm
60 % ED1) / 60 A 60 % ED1) / 120 A
100 % ED1) / 50 A 100 % ED1) / 90 A
35 % ED1) / 30 A 35 % ED1) / 120 A
60 % ED1) / 90 A
100 % ED1) / 70 A
Argon Argon
(0.039 - 0.126 in.)
45
Page 46

TTB 160 P G TFC
35 % ED1) / 160 A 35 % ED1) / 160 A
DC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 120 A 60 % ED1) / 120 A
100 % ED1) / 90 A 100 % ED1) / 90 A
35 % ED1) / 120 A 35 % ED1) / 120 A
AC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 90 A 60 % ED1) / 90 A
100 % ED1) / 70 A 100 % ED1) / 70 A
TTB 160 P S G
1)
Schutzgas
Argon Argon
(Norm EN 439)
Elektrodendurchmesser 1,0 - 2,4 mm
(0.039 - 0.094 in.)
1,0 - 3,2 mm
(0.039 - 0.126 in.)
TTB 220 G TTB 220 A G F TTB 220 P G F
DCSchweißstrom
35 % ED1) / 220 A 35 % ED1) / 220 A 35 % ED1) / 220 A
60 % ED1) / 170 A 60 % ED1) / 170 A 60 % ED1) / 160 A
bei 10 min / 40°C
(104°F)
ACSchweißstrom
100 % ED1) / 130A100 % ED1) / 130A100 % ED1) / 130
35 % ED1) / 180 A 35 % ED1) / 180 A 35 % ED1) / 170 A
60 % ED1) / 130 A 60 % ED1) / 120 A 60 % ED1) / 120 A
bei 10 min / 40°C
(104°F)
Schutzgas
100 % ED1) / 100A100 % ED1) / 100A100 % ED1) / 100
Argon Argon Argon
(Norm EN 439)
Elektrodendurch-
messer
1,0 - 4,0 mm
(0.039 - 0.158 in.)
1,0 - 4,0 mm
(0.039 - 0.158 in.)
1,0 - 4,0 mm
(0.039 - 0.158 in.)
A
A
DCSchweißstrom
bei 10 min / 40°C
(104°F)
ACSchweißstrom
bei 10 min / 40°C
(104°F)
Schutzgas
(Norm EN 439)
Elektrodendurchmesser
TTB 220 P S G
2)
TTB 220 P G
TFC
TTB 260 G
3)
35 % ED1) / 220 A 35 % ED1) / 220 A 35 % ED1) / 260 A
60 % ED1) / 170 A 60 % ED1) / 170 A 60 % ED1) / 200 A
100 % ED1) / 130A100 % ED1) / 130A100 % ED1) / 150
35 % ED1) / 180 A 35 % ED1) / 180 A 35 % ED1) / 200 A
60 % ED1) / 130 A 60 % ED1) / 130 A 60 % ED1) / 160 A
100 % ED1) / 100A100 % ED1) / 100A100 % ED1) / 120
Argon Argon Argon
1,0 - 4,0 mm
(0.039 - 0.158 in.)
1,0 - 3,2 mm
(0.039 - 0.126 in.)
1,0 - 4,0 mm
(0.039 - 0.158 in.)
A
A
46
Page 47

1)
2)
3)
ED = Einschaltdauer
Knickgelenk-Brennerkörper
TFC-Spannsystem
DE
Brennerkörper
wassergekühlt TTB 180, TTB
300, TTB 400,
TTB 500
TTB 180 W TTB 300 W
DC-Schweißstrom
bei 10 min / 40°C (104°F)
AC-Schweißstrom
bei 10 min / 40°C (104°F)
Schutzgas
60 % ED1) / 180 A 60 % ED1) / 300 A
100 % ED1) / 140 A 100 % ED1) / 230 A
60 % ED1) / 140 A 60 % ED1) / 250 A
100 % ED1) / 110 A 100 % ED1) / 190 A
Argon Argon
(Norm EN 439)
Elektrodendurchmesser 1,0 - 3,2 mm
(0.039 - 0.126 in.)
Mindest Kühlmittel-Durchfluss
Q
min
(0.26 gal. [US]/min)
1 l/min
(0.26 gal. [US]/min)
1,0 - 3,2 mm
(0.039 - 0.126 in.)
1 l/min
TTB 400 W F TTB 500 W
DC-Schweißstrom
bei 10 min / 40°C (104°F)
AC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 400 A 60 % ED1) / 500 A
100 % ED1) / 300 A 100 % ED1) / 400 A
60 % ED1) / 320 A 60 % ED1) / 400 A
100 % ED1) / 250 A 100 % ED1) / 300 A
Schutzgas
Argon Argon
(Norm EN 439)
Elektrodendurchmesser 1,0 - 4,0 mm
(0.039 - 0.158 in.)
Mindest Kühlmittel-Durchfluss
Q
min
1)
ED = Einschaltdauer
(0.26 gal. [US]/min)
1 l/min
1,0 - 6,4 mm
(0.039 - 0.252 in.)
1 l/min
(0.26 gal. [US]/min)
47
Page 48

Schlauchpaket
gasgekühlt THP 160i,
THP 220i,
THP 260i
THP 160i THP 220i
35 % ED1) /160 A 35 % ED1) / 220 A
DC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 120 A 60 % ED1) / 170 A
100 % ED1) / 90 A 100 % ED1) / 130 A
35 % ED1) / 120 A 35 % ED1) / 180 A
AC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 90 A 60 % ED1) / 130 A
100 % ED1) / 70 A 100 % ED1) / 100 A
Länge
Maximal zulässige Leerlaufspan-
4,0 / 8,0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
113 V 113 V
(13 ft. 1.48 in. / 26 ft
4,0 / 8,0 m
2.96 in.)
nung (U0)
Maximal zulässige Zündspan-
10 kV 10 kV
nung (UP)
THP 260i
35 % ED1) / 260 A
DC-Schweißstrom bei 10 min / 40°C (104°F)
60 % ED1) / 200 A
100 % ED1) / 150 A
35 % ED1) / 200 A
AC-Schweißstrom bei 10 min / 40°C (104°F)
60 % ED1) / 160 A
100 % ED1) / 120 A
4,0 / 8,0 m
Länge
(13 ft. 1.48 in. / 26 ft
2.96 in.)
Maximal zulässige Leerlaufspannung (U0) 113 V
Maximal zulässige Zündspannung (UP) 10 kV
1)
ED = Einschaltdauer
48
Page 49

Schlauchpaket
wassergekühlt THP 300i,
THP 400i,
THP 500i
THP 300i THP 400i
DC-Schweißstrom
bei 10 min / 40°C (104°F)
AC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 300 A 60 % ED1) / 400 A
100 % ED1) / 230 A 100 % ED1) / 300 A
60 % ED1) / 250 A 60 % ED1) / 350 A
100 % ED1) / 190 A 100 % ED1) / 270 A
DE
Schutzgas
(Norm EN 439)
Mindest Kühlmittel-Durchfluss
Q
min
Länge
Geringste Kühlleistung laut
Norm IEC 60974-2 in Abhängigkeit von der SchlauchpaketLänge
Mindest Kühlmittel-Durchfluss
Q
min
Mindest Kühlmitteldruck p
Maximaler Kühlmitteldruck p
min
max
Maximal zulässige Leerlaufspannung (U0)
Maximal zulässige Zündspannung (UP)
Argon Argon
1 l/min
(0.26 gal. [US]/min)
4,0 / 8,0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
650 / 650 W 950 / 950 W
1 l/min
(0.26 gal. [US[/min)
3 bar
(43 psi)
5,5 bar
(79 psi)
113 V 113 V
10 kV 10 kV
1 l/min
(0.26 gal. [US]/min)
4,0 / 8,0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
1 l/min
(0.26 gal. [US[/min)
3 bar
(43 psi)
5,5 bar
(79 psi)
THP 500i
60 % ED1) / 500 A
DC-Schweißstrom bei 10 min / 40°C (104°F)
100 % ED1) / 400 A
60 % ED1) / 400 A
AC-Schweißstrom bei 10 min / 40°C (104°F)
100 % ED1) / 300 A
Schutzgas
Argon
(Norm EN 439)
Mindest Kühlmittel-Durchfluss Q
min
1 l/min
(0.26 gal. [US]/min)
4,0 / 8,0 m
Länge
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
Geringste Kühlleistung laut Norm IEC 60974-2 in
1200 / 1750 W
Abhängigkeit von der Schlauchpaket-Länge
Mindest Kühlmittel-Durchfluss Q
Mindest Kühlmitteldruck p
min
min
(0.26 gal. [US[/min)
1 l/min
3 bar
(43 psi)
49
Page 50

THP 500i
VerlängerungsSchlauchpaket
gasgekühlt HPT 220i G
Maximaler Kühlmitteldruck p
max
5,5 bar
(79 psi)
Maximal zulässige Leerlaufspannung (U0) 113 V
Maximal zulässige Zündspannung (UP) 10 kV
1)
ED = Einschaltdauer
HPT 220i EXT G
35 % ED1) / 220 A
DC-Schweißstrom bei 10 min / 40°C (104°F)
60 % ED1) / 170 A
100 % ED1) / 130 A
35 % ED1) / 180 A
AC-Schweißstrom bei 10 min / 40°C (104°F)
60 % ED1) / 130 A
100 % ED1) / 100 A
Schutzgas
Argon
(Norm EN 439)
VerlängerungsSchlauchpaket
wassergekühlt HPT 400i
Länge
(32 ft. 9.70 in.)
10,0 m
Maximal zulässige Leerlaufspannung (U0) 113 V
Maximal zulässige Zündspannung (UP) 10 kV
1)
ED = Einschaltdauer
HPT 400i EXT W
60 % ED1) / 400 A
DC-Schweißstrom bei 10 min / 40°C (104°F)
100 % ED1) / 300 A
60 % ED1) / 350 A
AC-Schweißstrom bei 10 min / 40°C (104°F)
100 % ED1) / 270 A
Schutzgas
Argon
(Norm EN 439)
Länge
(32 ft. 9.70 in.)
10,0 m
50
Maximal zulässige Leerlaufspannung (U0) 113 V
Maximal zulässige Zündspannung (UP) 10 kV
Geringste Kühlleistung laut Norm IEC 60974-2 in
750 / 750 W
Abhängigkeit von der Schlauchpaket-Länge
Mindest Kühlmittel-Durchfluss Q
min
1 l/min
(0.26 gal. [US]/min)
Page 51

HPT 400i EXT W
Mindest Kühlmitteldruck p
min
3 bar
(43 psi)
Maximaler Kühlmitteldruck p
max
5,5 bar
(79 psi)
Maximal zulässige Leerlaufspannung (U0) 113 V
Maximal zulässige Zündspannung (UP) 10 kV
1)
ED = Einschaltdauer
DE
51
Page 52

52
Page 53

Table of contents
Safety 54
Safety 54
Intended use 55
Functions of the Up/Down torch 56
Operating elements of the Up/Down-torch 56
Functional description of the Up/Down-torch 57
Functions of the JobMaster welding torch 58
Operating elements and displays of the JobMaster welding torch 58
Functional description of the JobMaster-welding torch 59
Replacing the user interface 60
Replacing the user interface 60
Mounting the Wearing Parts 61
Fitting an A-type wearing part with gas nozzle (push-on type) 61
Fitting a P-type wearing part with gas nozzle (screw type) 62
Removing and fitting P / TFC wearing part (with screw-type gas nozzle) 63
Fitting the torch body and connecting the welding torch 67
Fitting the torch body 67
Rotating the torch body 68
Connecting the welding torch 68
Connecting the extension hosepack 70
Connecting the water-cooled extension hosepack 70
Connecting the gas-cooled extension hosepack 74
Changing the torch body of a gas-cooled welding torch 77
Changing the torch body 77
Changing the torch body of a water-cooled welding torch 80
Automatic emptying of the welding torch and changing the torch body 80
Manually empty welding torch and change torch body 82
Preventing the torch body from being changed 86
Preventing the torch body from being changed 86
Notes on flexible torch bodies 87
Device concept 87
Bending possibilities 87
Definition of torch body bending 87
Maximum number of torch body bends 88
Articulated torch bodies 89
Device concept 89
Assembling and setting up an articulated torch body 89
Service, maintenance and disposal 90
Prohibited 90
Maintenance at every start-up 91
Disposal 91
Troubleshooting 92
Troubleshooting 92
Technical data 95
General 95
Gas-cooled torch body - TTB 80, TTB 160, TTB 220, TTB 260 95
Water-cooled torch body - TTB 180, TTB 300, TTB 400, TTB 500 97
Gas-cooled hosepack – THP 160i, THP 220i, THP 260i 98
Water-cooled hosepack – THP 300i,THP 400i,THP 500i 99
Gas-cooled extension hosepack - HPT 220i G 100
Water-cooled extension hosepack- HPT 400i 100
EN-US
53
Page 54

Safety
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this equip-
▶
ment and all system components.
WARNING!
Danger from electrical current.
This can result in serious personal injury and damage to property.
Before starting work, switch off all devices and components involved, and
▶
disconnect them from the grid.
Secure all devices and components involved so they cannot be switched back
▶
on.
WARNING!
Danger from electric current due to defective system components and incorrect operation.
This can result in serious personal injury and damage to property.
All cables, leads, and hosepacks must always be securely connected, unda-
▶
maged, and correctly insulated.
Only use adequately dimensioned cables, leads, and hosepacks.
▶
WARNING!
Risk of coolant escaping.
This can result in serious personal injury and damage to property.
When disconnecting a welding torch from the cooling unit or other system
▶
components, always seal the coolant hoses using the plastic seal attached to
the torch.
WARNING!
Danger due to hot system components and/or equipment.
This can result in serious burns or scalding.
Before starting work, allow all hot system components and/or equipment to
▶
cool to +25°C/+77°F (e.g., coolant, water-cooled system components, wirefeeder drive motor, etc.).
Wear suitable protective equipment (e.g., heat-resistant gloves, safety gog-
▶
gles, etc.) if cooling down is not possible.
54
Page 55

WARNING!
Danger from contact with toxic welding fumes.
Serious personal injuries may result.
Always extract welding fumes.
▶
Ensure that there is a sufficient supply of fresh air. Ensure that there is a
▶
ventilation flow rate of at least 20 m³ (169,070.1 US gi) per hour at all times.
In case of doubt, the concentration of noxious substances at the work stati-
▶
on should be assessed by a safety engineer.
CAUTION!
Danger from operation without coolant.
This can result in damage to property.
Never operate water-cooled welding torches without coolant.
▶
During welding, ensure that the coolant is circulating correctly – this will be
▶
the case for Fronius cooling units if a regular return flow of coolant can be
seen in the coolant container of the cooling unit.
The manufacturer will not be liable for any damages due to non-observance
▶
of the above mentioned points. All claims against the warranty are void.
EN-US
Intended use The TIG manual welding torch is intended solely for TIG welding and TIG brazing
in manual applications.
Any other use is deemed to be "not in accordance with the intended purpose.”
The manufacturer shall not be liable for any damage resulting from such improper use.
Intended use also means:
Following all the instructions in the Operating Instructions
-
Carrying out all the specified inspection and maintenance work.
-
55
Page 56

Functions of the Up/Down torch
(2)
(3)
(1)
Operating elements of the Up/
Down-torch
(1) Start key
The key initiates the following functions:
If high-frequency ignition (HF ignition) is activated on the power
a)
source, the ignition process is activated by pushing the key backwards
If contact ignition is activated on the power source, pushing the key
b)
backwards energizes the tungsten electrode. The welding process
starts when the torch contacts the workpiece
When welding in 4-step mode, intermediate lowering is activated by
c)
pushing the key forwards and holding it in place. This function is only
available if the lowering current I2 has been set on the power source
(2) Up/Down key
To change the welding power
(3) LED button
To illuminate the welding area:
Press button once - LED lights up for 5 s
a)
Hold down button - LED lights up and stays on
b)
56
Page 57

Functional description of the
Up/Down-torch
Changing the welding power:
1
Intermediate lowering:
1
EN-US
Push the button forwards and hold until intermediate lowering is complete
57
Page 58

Functions of the JobMaster welding torch
(3)
(2)
(1)
(4)
(4)
(5)
Operating elements and displays of the JobMaster welding
torch
(1) Start key
The key initiates the following functions:
If high-frequency ignition (HF ignition) is activated on the power
a)
source, the ignition process is activated by pushing the key backwards
If contact ignition is activated on the power source, pushing the key
b)
backwards energizes the tungsten electrode. The welding process
starts when the torch contacts the workpiece
When welding in 4-step mode, intermediate lowering is activated by
c)
pushing the key forwards and holding it in place. This function is only
available if the lowering current I2 has been set on the power source
(2) Display
For ergonomic reading of essential welding parameters on the welding
torch itself
(3) Up/Down key
To change welding parameters
(4) Arrow keys
To select welding parameters
(5) LED button
To illuminate the welding area:
Press button once - LED lights up for 5 s
a)
Hold down button - LED lights up and stays on
b)
58
Page 59

Functional de-
DOWN
scription of the
JobMaster-welding torch
Change welding parameters:
1
2
EN-US
Select desired welding parameter
Intermediate lowering:
1
Activate intermediate lowering
Change welding parameter
Push the button forwards and hold until intermediate lowering is complete
59
Page 60

Replacing the user interface
1
3
2
1
3
2
0,6Nm
Replacing the
user interface
1 2
3
60
Page 61

Mounting the Wearing Parts
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Fitting an A-type
wearing part
with gas nozzle
(push-on type)
CAUTION!
Risk of damage due to excessive tightening torque on the fixing sleeve (1) or gas
lens (2).
Damage to the thread may result.
Only tighten the fixing sleeve (1) or gas lens (2) a little.
▶
* Replaceable rubber sealing sleeve only for TTB 220 G/A
** A gas lens (2) may be used instead of the fixing sleeve (1) depending on
the type of welding torch
1
2
EN-US
CAUTION!
Risk of damage due to excessive tightening torque on the torch cap.
Damage to the thread may result.
Only tighten the torch cap enough so that the tungsten electrode can no lon-
▶
ger be moved by hand.
3
4
Screw down the torch cap
61
Page 62

Fitting a P-type
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
wearing
part with gas
nozzle (screw type)
CAUTION!
Risk of damage due to excessive tightening torque on the fixing sleeve (1) or gas
lens (2).
Damage to the thread may result.
Only tighten the fixing sleeve (1) or gas lens (2) a little.
▶
* Replaceable rubber sealing sleeve only for TTB 220 G/P
** A gas lens (2) may be used instead of the fixing sleeve (1) depending on
the type of welding torch
1
2
CAUTION!
Risk of damage due to excessive tightening torque on the torch cap.
Damage to the thread may result.
Only tighten the torch cap enough so that the tungsten electrode can no lon-
▶
ger be moved by hand.
3
4
Screw down the torch cap
62
Page 63

Removing and
PUSH
2
3
1
4
fitting P / TFC
wearing part
(with screw-type
gas nozzle)
Definition of terms: TFC = Tungsten Fast Clamp
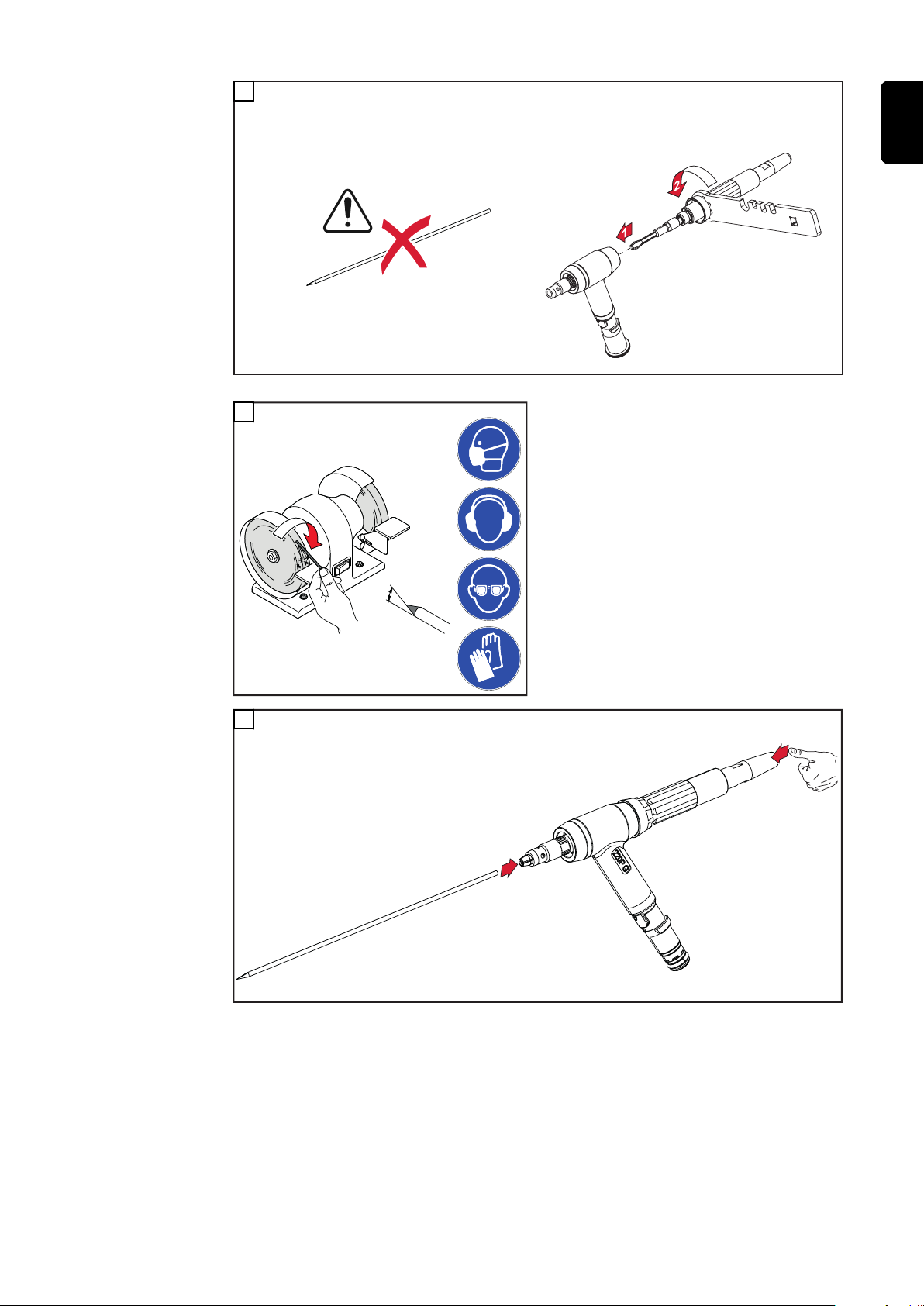
CAUTION!
Danger from tungsten electrode when dismantling clamping unit and collet.
The torch body may be damaged.
Always remove the tungsten electrode before dismantling the clamping unit
▶
and collet.
Removing wearing parts:
1
EN-US
Remove the tungsten electrode
2
Remove the clamping unit
3
Remove the collet
63
Page 64

4
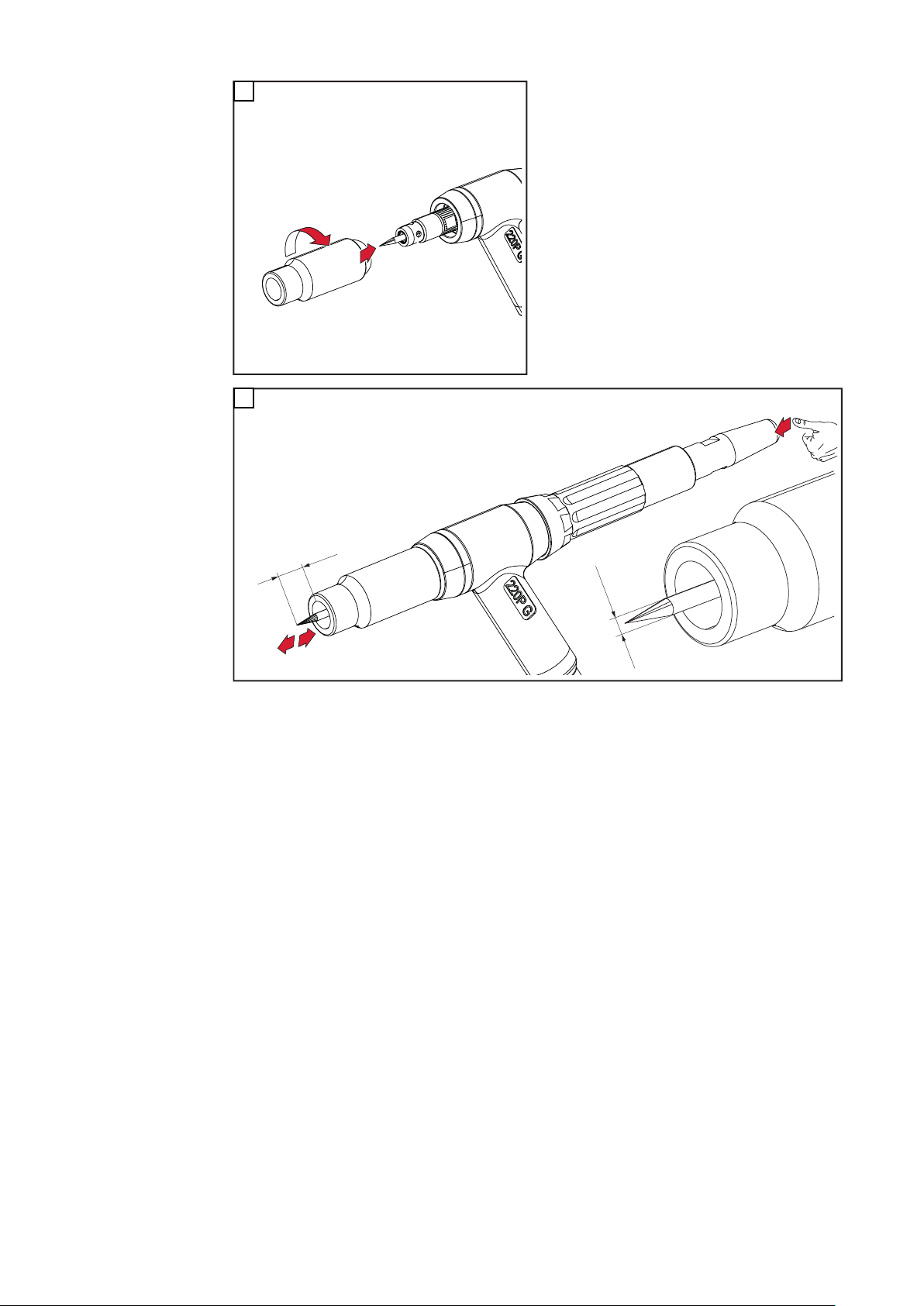
TTB 160/300 = 1,5 Nm (1.11 ft·lb)
TTB 220/400 = 3 Nm (2.21 ft·lb)
0,5 Nm (0.37 ft·lb)
Fitting wearing parts:
1
CAUTION!
Danger from tungsten electrode when fitting clamping unit and collet.
The torch body may be damaged.
Fit the clamping unit and collet and only then fit the tungsten electrode.
▶
2
Fit the collet
64
Page 65

When using a wire feeder = 8 Nm (5.9 ft·lb)
Without wire feeder = 4 Nm (2.95 ft·lb)
3
30°
1
2
1
PUSH
Fit the clamping unit
4
EN-US
5
Fit the tungsten electrode
65
Page 66

1
2
6
2
2
d
d
1
7
66
Page 67

Fitting the torch body and connecting the welding
torch
Fitting the torch
body
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding
gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undama-
▶
ged.
* Grease the O-ring on the torch body
1
2
EN-US
3
Push the torch body locking device fully back and at the same time turn the torch body 180°
67
Page 68

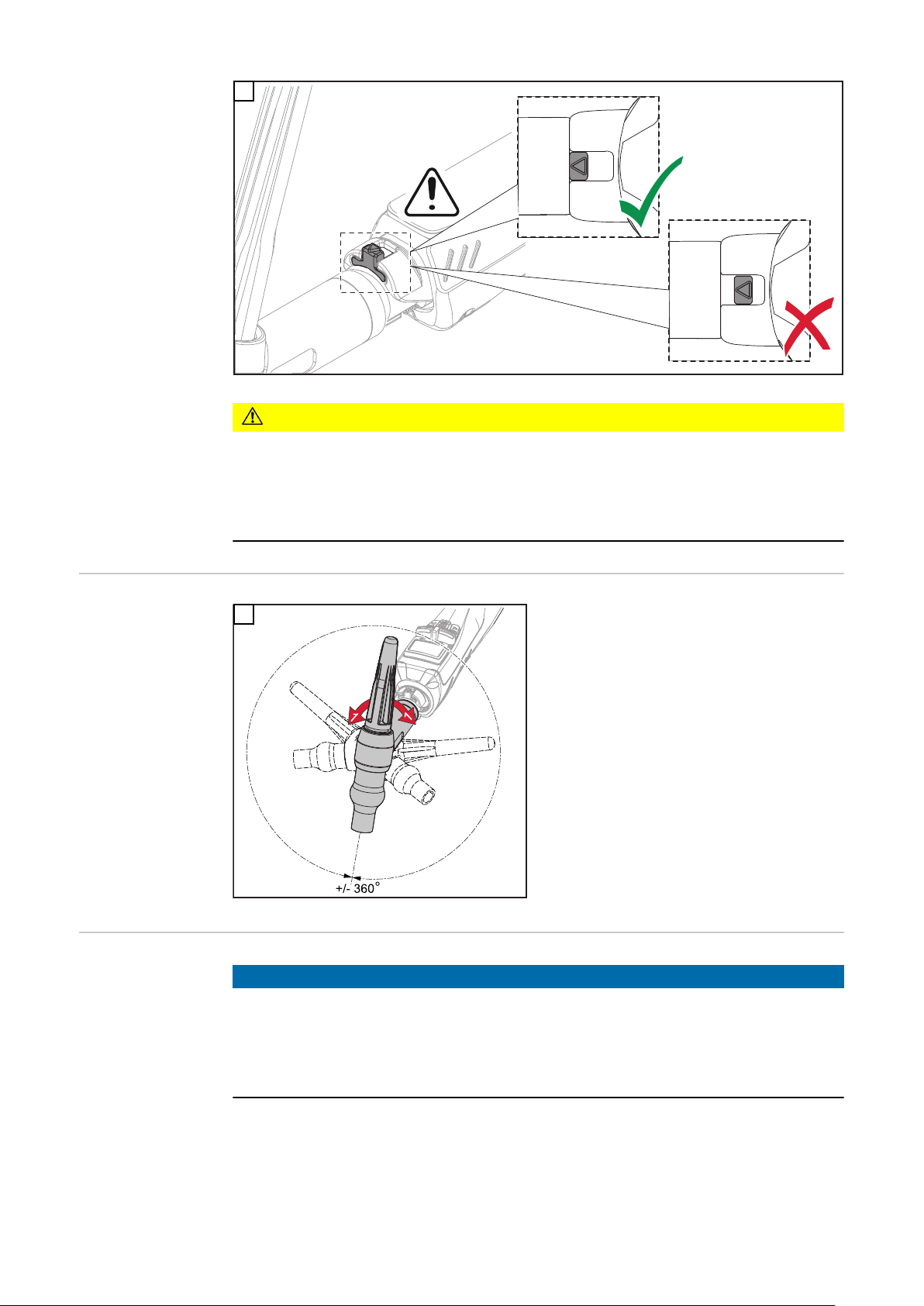
4
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body -
▶
only then is the torch body properly fitted and locked.
Rotating the
torch body
Connecting the
welding torch
1
NOTE!
Risk due to damaged O-ring on the welding torch connection.
A damaged O-ring on the welding torch connection can lead to contamination of
the shielding gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the welding torch connection
▶
is undamaged.
68
Page 69

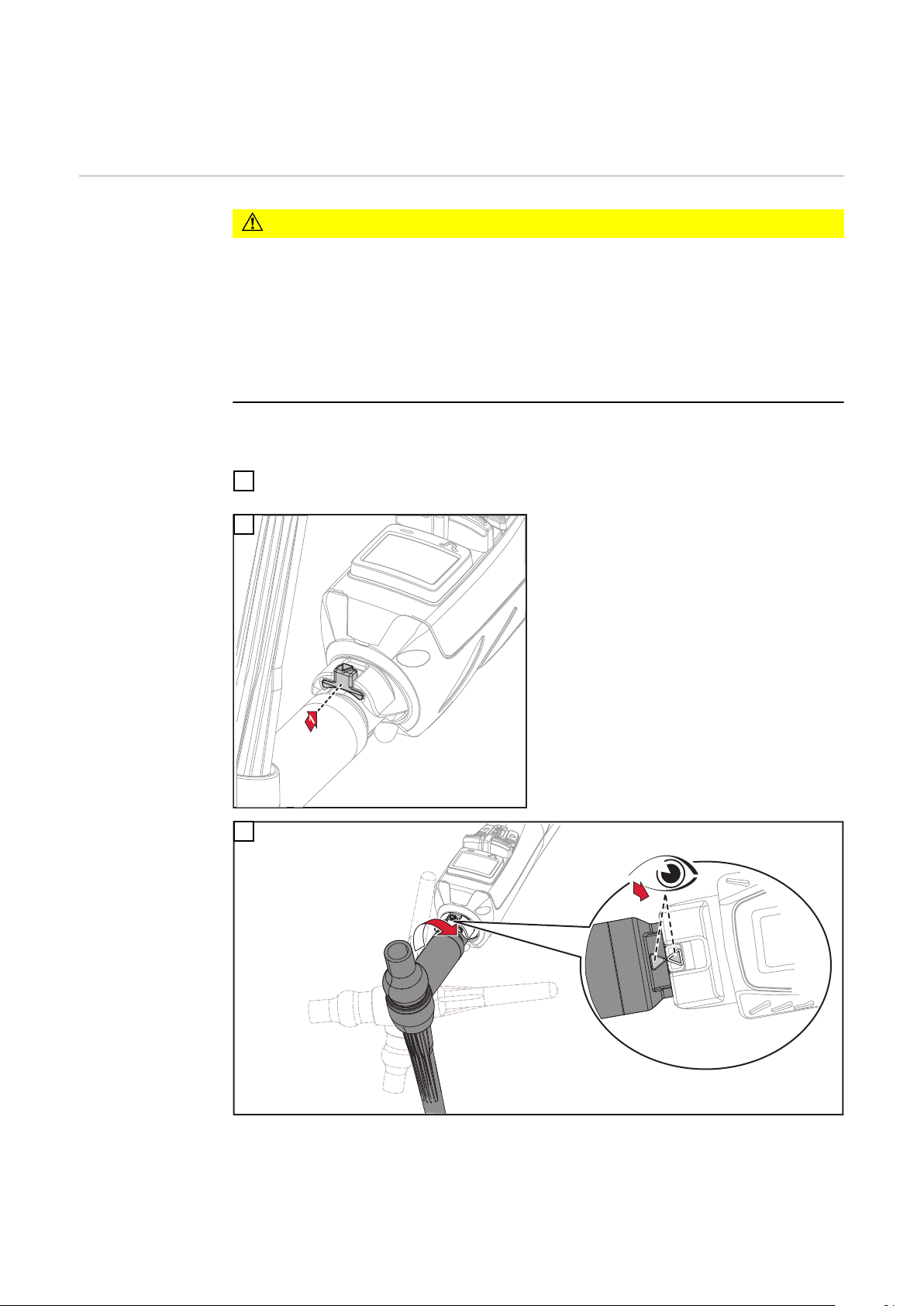
2
1
3
5
6
7
4
*
1
EN-US
* only with water-cooled welding system
69
Page 70

Connecting the extension hosepack
2
1
3
Connecting the
water-cooled extension hosepack
The extension hosepack comes with a protective bag in which the interface connecting the extension hosepack to the torch hosepack is placed.
NOTE!
When carrying out the work described
below, ensure that the cables and hoses are not kinked, pinched, abraded
or otherwise damaged.
NOTE!
Risk due to damaged O-ring on the welding torch connection.
A damaged O-ring on the welding torch connection can lead to contamination of
the shielding gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the welding torch connection
▶
is undamaged.
1
Connect the welding torch to the interconnecting hosepack
Fit protective bag, lay coolant hoses:
Position the protective bag as follows:
2
the Fronius logo must be visible
-
the loops of the protective bag must be at the top
-
Notes on the following diagrams:
left = power source end (A)
right = welding torch end (B)
70
Page 71

Open the protective bag:
2
2x
*
*
A B
2
1
1
1
1
1
2
2
2
3
3
2
A B
3
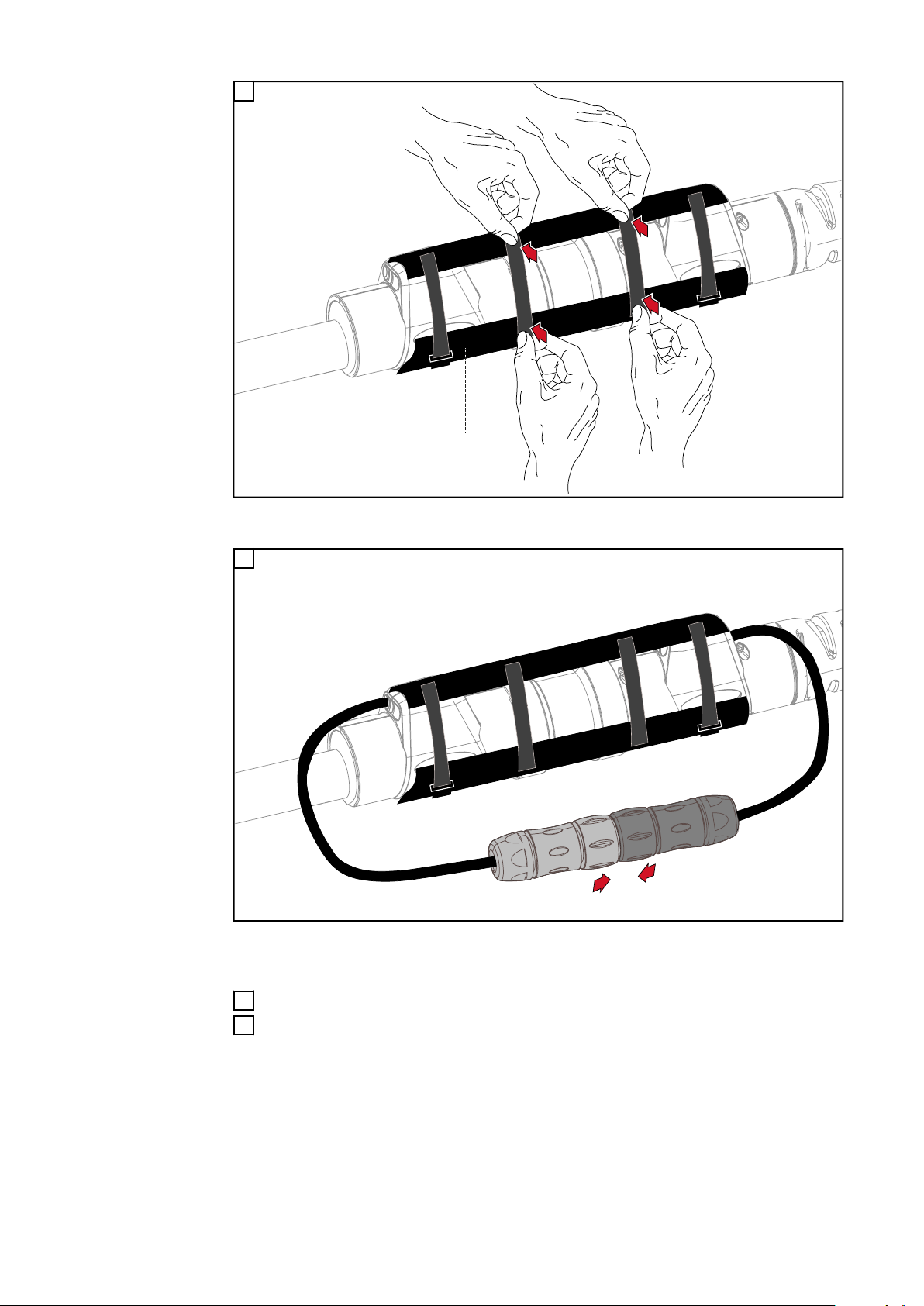
Push both zip pulls to the right as far as they will go
-
Pull the bottom end of the tape out of the zip pulls
-
Place the interface connecting the extension hosepack and the torch ho-
4
sepack in the inside pocket of the protective bag
5
EN-US
* = Velcro strips on the inside pocket (inside pocket not shown)
-
Secure the interface in the inside pocket with 2 Velcro strips
-
6
Route the coolant hose from the extension hosepack (A) to the interface as
-
shown
Wrap the coolant hose from the torch hosepack (B) around the torch ho-
-
sepack 3 times and route to the interface
Connect the coolant hoses
-
71
Page 72

1
4
3
A B
1
2
2
2
1
2
7
2
A
B
(1)
A
B
1
1
2
2
Route the second coolant hose from the extension hosepack (A) behind the
-
torch hosepack (B) to the interface as shown
Wrap the second coolant hose from the torch hosepack (B) around the ex-
-
tension hosepack (A) 3 times as shown and route back to the interface
Connect the coolant hoses
-
8
72
-
Align the coolant connections with each other and in the center of the insulating tube (1)
Page 73

A
B
*
1
1
2
2
9
*
A B
2
1
* = Inside pocket
-
Attach the two Velcro strips supplied to the inside pocket
-
10
EN-US
* = Inside pocket
-
Assemble the TIG Multi Connector and position it next to the inside pocket
-
Close the protective bag
11
Connect the interconnecting hosepack to the power source
12
The interconnecting hosepack is connected in the same way as the wel-
-
ding torch - see section Connecting the welding torch from page 68
73
Page 74

WARNING!
Danger of slipping due to overflowing coolant container. If using a MultiControl
cooling unit, be aware that an overfilled coolant container can overflow when
emptying hosepacks longer than 4 m (13 ft. 1.48 in.).
This can result in severe personal injury and damage to property.
Follow the instructions for filling the torch hosepack in the cooling unit ope-
▶
rating instructions.
CAUTION!
Risk of damage from operation without sufficient coolant.
This can result in damage to property.
As soon as a good return flow is visible in the coolant container of the coo-
▶
ling unit after starting up the power source, ensure that there is sufficient
coolant in the cooling unit.
Connecting the
gas-cooled extension hosepack
The extension hosepack comes with a protective bag in which the interface connecting the extension hosepack to the torch hosepack is placed.
NOTE!
When carrying out the work described
below, ensure that the cables and hoses are not kinked, pinched, abraded
or otherwise damaged.
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding
gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undama-
▶
ged.
74
Page 75

2
1
3
1
2
2x
*
*
A B
2
1
Connect the welding torch to the interconnecting hosepack
Fit the protective bag:
Position the protective bag as follows:
2
the Fronius logo must be visible
-
the loops of the protective bag must be at the top
-
Notes on the following diagrams:
left = power source end (A)
right = welding torch end (B)
Open the protective bag:
3
Push both zip pulls to the right as far as they will go
-
Pull the bottom end of the tape out of the zip pulls
-
Place the interface connecting the extension hosepack and the torch ho-
4
sepack in the inside pocket of the protective bag
EN-US
5
* = Velcro strips on the inside pocket (inside pocket not shown)
-
Secure the interface in the inside pocket with 2 Velcro strips
-
75
Page 76

A
B
1
2
1
2
*
6
*
A B
2
1
* = Inside pocket
-
Attach the two Velcro strips supplied to the inside pocket
-
7
* = Inside pocket
-
76
Assemble the TIG Multi Connector and position it next to the inside pocket
-
Close the protective bag
8
Connect the interconnecting hosepack to the power source
9
The interconnecting hosepack is connected in the same way as the wel-
-
ding torch - see section Connecting the welding torch from page 68
Page 77

Changing the torch body of a gas-cooled welding
1
2
180°
torch
Changing the
torch body
Remove the torch body:
1
2
EN-US
3
Remove contamination from the hosepack interface
4
Remove contamination from the torch body interface
5
Fit the protective cap to the torch body interface
6
77
Page 78

Fit the torch body:
CAUTION!
Danger due to incompatible system components.
This can result in damage to property.
Only connect torch bodies and hosepacks that are using the same type of
▶
cooling.
Only fit gas-cooled torch bodies to gas-cooled hosepacks.
▶
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding
gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undama-
▶
ged.
* Grease the O-ring on the torch body
1
2
3
Push the torch body locking device fully back and at the same time turn the torch body 180°
78
Page 79

4
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body -
▶
only then is the torch body properly fitted and locked.
EN-US
79
Page 80

Changing the torch body of a water-cooled wel-
1
2
180°
ding torch
Automatic emptying of the
welding torch
and changing the
torch body
CAUTION!
Danger from switched on power source during automatic emptying of the welding torch.
Unintentional arc ignitions can occur.
Follow the instructions for automatic emptying of the welding torch in the
▶
cooling unit Operating Instructions, the power source Operating Instructions, and on the power source control panel.
When carrying out the work on the torch body as described below, keep at
▶
least 1 m (39.37 in.) away from electrically conductive objects.
Empty the welding torch automatically (e.g., with CU 600t /MC) and remove the
torch body:
Empty the torch hosepack using the corresponding cooling unit function
1
2
3
80
Page 81

4
Remove contamination and coolant residues from the hosepack interface
5
Remove contamination and coolant residues from the torch body interface
6
Fit the protective cap to the torch body interface
7
Fit the torch body:
CAUTION!
EN-US
Danger due to incompatible system components.
This can result in damage to property.
Only connect torch bodies and hosepacks that are using the same type of
▶
cooling.
Only fit water-cooled torch bodies to water-cooled hosepacks.
▶
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding
gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undama-
▶
ged.
* Grease the O-ring on the torch body
1
2
81
Page 82

3
Push the torch body locking device fully back and at the same time turn the torch body 180°
4
Manually empty
welding torch
and change
torch body
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body -
▶
only then is the torch body properly fitted and locked.
Press the gas-test button on the power source
5
Shielding gas flows out for 30 s.
Check the coolant flow:
6
You must be able to see a strong return flow into the cooling unit coolant
container.
Perform a test weld and check the quality of the weld
7
Manually empty the welding torch and remove the torch body:
Switch off the power source and disconnect from the grid
1
Wait for the cooling unit to run down
2
Shut off the coolant supply hose from the cooling unit
3
82
Page 83

Purge the coolant supply hose with compressed air at maximum 4 bar (58.02
1
2
180°
4
psi)
This will cause a large part of the coolant to flow back into the coolant
-
container
5
6
EN-US
7
Remove contamination and coolant residues from the hosepack interface
8
Remove contamination and coolant residues from the torch body interface
9
Fit the protective cap to the torch body interface
10
83
Page 84

Fit the torch body:
CAUTION!
Danger due to incompatible system components.
This can result in damage to property.
Only connect torch bodies and hosepacks that are using the same type of
▶
cooling.
Only fit water-cooled torch bodies to water-cooled hosepacks.
▶
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding
gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undama-
▶
ged.
* Grease the O-ring on the torch body
1
2
3
Push the torch body locking device fully back and at the same time turn the torch body 180°
84
Page 85

4
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body -
▶
only then is the torch body properly fitted and locked.
EN-US
Connect the power source to the grid and switch on
5
Press the gas-test button on the power source
6
Shielding gas flows out for 30 s.
Check the coolant flow:
7
You must be able to see a strong return flow into the cooling unit coolant
container.
Perform a test weld and check the quality of the weld
8
85
Page 86

Preventing the torch body from being changed
1
3
2
1
2
1
3
0,6Nm
2
Preventing the
torch body from
being changed
1
2
3
86
Page 87

Notes on flexible torch bodies
45°
45°
45°
45°
Device concept The flexible TIG torch bodies can be bent in all directions and thus individually
adapted to a wide variety of situations and applications.
Flexible torch bodies are used, for example, in cases of limited part accessibility
or difficult welding positions.
However, the material of a flexible torch body is weakened with every change in
shape, so the number of times it can be bent is also limited.
Bending and number of bends are explained in the following sections.
Bending possibilities
EN-US
Definition of
torch body bending
A bend is a one-time change in shape that deviates from the original shape by at
least 20°.
A smallest possible bending radius has been defined so that the bending action
does not occur at a few certain points but as uniformly as possible over a long
length.
The bending radius must not be less than this.
The smallest possible bending radius is 25 mm (1 in.).
A bend must not exceed the maximum bending angle.
The maximum bending angle is 45°.
Bending back to the original shape is considered a bend in its own right.
87
Page 88

Example: 45° bends
0°
-45°
45°
20°
0°
-20°
0°
(1)
(2)
(3)
(4)
(5)
(1) Initial situation: 0°
(2) Movement from 0° to 45° up-
wards
= First bend
(3) Movement from 45° back to 0°
= Second bend
(4) Movement from 0° to 45°
downwards
= Third bend
(5) Movement from 45° back to 0°
= Fourth bend
Maximum number of torch body bends
With a bending radius of more than 25 mm (1 in.) and a maximum bending angle
= 45°, the following can be achieved
Gas-cooled welding torches bent at least 1000 times,
-
Water-cooled welding torches bent at least 200 times.
-
88
Page 89

Articulated torch bodies
1
max. 1x
Device concept The articulated torch bodies can be in-
dividually adapted to a wide variety of
situations and applications, for example in the case of restricted part accessibility or difficult welding positions.
Due to the articulated joint, the welder's hand is closer to the torch handle
and thus to the torch triggers.
With articulated welding torches, no
material weakening occurs during setup.
EN-US
Assembling and
setting up an articulated torch
body
The articulated torch body is assembled in the same way as a conventional torch
body - see Fitting the torch body on page 67.
Twist the front part of the articulated torch body to adapt it to the job in hand:
1
Danger if the articulated torch body is
screwed out too far.
The torch body may be damaged.
▶
CAUTION!
Unscrew the front part of the articulated torch body by no more
than 1 turn.
89
Page 90

Service, maintenance and disposal
Prohibited
90
Page 91

Maintenance at
every start-up
Disposal Materials should be disposed of according to valid local and national regulations.
Check wearing parts, replace faulty wearing parts
-
Purge the gas nozzle of welding spatter
-
In addition to the above list of steps to be carried out at every start-up, for water-cooled welding torches:
Ensure that all coolant connections are leak-tight
-
Ensure that there is a proper coolant return flow
-
EN-US
91
Page 92

Troubleshooting
Troubleshooting
Welding torch cannot be connected
Cause:
Remedy:
No welding current
Power source switched on, power source indication illuminates, shielding gas
present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
No function after pressing torch trigger
Power source switched on, power source indication illuminates, shielding gas
present
Bayonet lock bent
Replace bayonet lock
Incorrect ground connection
Establish proper ground connection
Power cable in welding torch interrupted
Replace welding torch
Tungsten electrode loose
Tighten tungsten electrode using torch cap
Wearing parts loose
Tighten wearing parts
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
HF flashover at welding torch connection
Cause:
Remedy:
HF flashover at the shell-type handle
Cause:
Remedy:
Cause:
Remedy:
Power plug not plugged in
Plug in power plug
Welding torch or welding torch control line faulty
Replace welding torch
Plug connections "torch trigger/control line/power source" faulty
Check plug connection / send power source or welding torch to ser-
vice team
PCB in welding torch faulty
Replace PCB
Welding torch connection not sealed
Replace O-ring on the bayonet lock
Hosepack is not sealed
Replace hosepack
Shielding gas hose connection to torch body not sealed
Adjust and seal hose
92
Page 93

No shielding gas
All other functions present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor-quality weld properties
Cause:
Remedy:
Cause:
Remedy:
Gas cylinder empty
Change gas cylinder
Gas pressure regulator faulty
Replace gas pressure regulator
Gas hose kinked, damaged, or not attached
Attach and straighten gas hose. Replace faulty gas hose
Welding torch faulty
Replace welding torch
Gas solenoid valve faulty
Contact service team (have gas solenoid valve replaced)
Incorrect welding parameters
Check settings
Incorrect ground connection
Check ground connection and terminal for polarity
EN-US
Welding torch gets very hot
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Welding torch is inadequately dimensioned
Observe duty cycle and load limits
For water-cooled systems only: Coolant flow too low
Check water level, water flow rate, water contamination, etc. Coolant
pump blocked: Switch on shaft of coolant pump at the gland using a
screwdriver
For water-cooled systems only: "Cooling unit Ctrl" parameter is set to
"OFF".
In the Setup menu, set the "Cooling unit Ctrl" parameter to "Aut" or
"ON".
93
Page 94

Porosity of weld seam
Cause:
Remedy:
Spattering in the gas nozzle, causing inadequate gas shield for weld
seam
Remove welding spatter
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor ignition properties
Cause:
Remedy:
Holes in gas hose or imprecise gas hose connection
Replace gas hose
O-ring at central connector is cut or faulty
Replace O-ring
Moisture/condensate in the gas line
Dry gas line
Gas flow too strong or weak
Correct gas flow
Inadequate quantity of gas at the start or end of welding
Increase gas pre-flow and gas post-flow
Too much parting agent applied
Remove excess parting agent/apply less parting agent
Unsuitable tungsten electrode (e.g., WP electrode for DC welding)
Use suitable tungsten electrode
Cause:
Remedy:
Gas nozzle is cracked
Cause:
Remedy:
Wearing parts loose
Screw on wearing parts tightly
Tungsten electrode not protruding far enough out of the gas nozzle
Have tungsten electrode protrude more out of the gas nozzle
94
Page 95

Technical data
General This product meets the requirements set out in standard IEC 60974-7.
Gas-cooled
torch body TTB 80, TTB
160, TTB 220,
TTB 260
NOTE!
The performance data specifications only apply when using standard wearing
parts.
When using gas lenses and shorter gas nozzles, the welding current is reduced.
NOTE!
The welding current specifications apply to gas-cooled torch bodies only from a
length of 65 mm (2.56 in.).
When using shorter torch bodies, the welding current is reduced by 30%.
NOTE!
When welding at the power limit of the welding torch, use larger tungsten electrodes and gas nozzle opening diameters to increase the service life of the wearing parts.
Take amperage, AC balance, and AC current offset into account as performanceenhancing factors.
TTB 80 G TTB 160 G / F
35% D.C.1) / 80 A 35% D.C.1) / 160
A
DC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 60 A 60% D.C.1) / 120
A
EN-US
100% D.C.1) / 50A100% D.C.1) / 90
35% D.C.1) / 30 A 35% D.C.1) / 120
AC welding current
at 10 min / 40 °C (104 °F)
Shielding gas
(Standard EN 439)
Electrode diameter 1.0 - 3.2 mm
Argon Argon
60% D.C.1) / 90 A
100% D.C.1) / 70
(0.039 - 0.126 in.)
A
A
A
95
Page 96

TTB 160 G / F
TTB 160 P S G
1)
35% D.C.1) / 160
35% D.C.1) / 160
A
DC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 120
60% D.C.1) / 120
A
100% D.C.1) / 90A100% D.C.1) / 90
35% D.C.1) / 120
35% D.C.1) / 120
A
AC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 90 A 60% D.C.1) / 90 A
100% D.C.1) / 70A100% D.C.1) / 70
Shielding gas
Argon Argon
(Standard EN 439)
Electrode diameter 1.0 - 2.4 mm
(0.039 - 0.094 in.)
1.0 - 3.2 mm
(0.039 - 0.126 in.)
TTB 220 G TTB 220 A G F TTB 220 P G F
35% D.C.1) / 220 A 35% D.C.1) / 220 A 35% D.C.1) / 220 A
DC welding current
60% D.C.1) / 170A60% D.C.1) / 170A60% D.C.1) / 160
at 10 min / 40 °C
(104 °F)
100% D.C.1) / 130A100% D.C.1) / 130A100% D.C.1) / 130
A
A
A
A
A
A
A
AC welding current
at 10 min / 40 °C
(104 °F)
Shielding gas
(Standard EN
439)
Electrode diame-
ter
DC welding current
at 10 min / 40 °C
(104 °F)
35% D.C.1) / 180A35% D.C.1) / 180A35% D.C.1) / 170
60% D.C.1) / 130A60% D.C.1) / 120
60% D.C.1) / 120
A
100% D.C.1) / 100A100% D.C.1) / 100A100% D.C.1) / 100
Argon Argon Argon
1.0 - 4.0 mm
(0.039 - 0.158 in.)
TTB 220 P S G
2)
1.0 - 4.0 mm
(0.039 - 0.158 in.)
TTB 220 P G
TFC
1.0 - 4.0 mm
(0.039 - 0.158 in.)
TTB 260 G
3)
35% D.C.1) / 220 A 35% D.C.1) / 220 A 35% D.C.1) / 260
60% D.C.1) / 170A60% D.C.1) / 170A60% D.C.1) / 200
100% D.C.1) / 130A100% D.C.1) / 130A100% D.C.1) / 150
A
A
A
A
A
A
96
Page 97

AC welding current
at 10 min / 40 °C
(104 °F)
TTB 220 P S G
2)
TTB 220 P G
TFC
TTB 260 G
3)
35% D.C.1) / 180A35% D.C.1) / 180A35% D.C.1) / 200
60% D.C.1) / 130A60% D.C.1) / 130A60% D.C.1) / 160
100% D.C.1) / 100A100% D.C.1) / 100A100% D.C.1) / 120
A
A
EN-US
A
Water-cooled
torch body TTB 180, TTB
300, TTB 400,
TTB 500
Shielding gas
Argon Argon Argon
(Standard EN
439)
Electrode diame-
ter
1)
2)
3)
D.C. = Duty cycle
Articulated torch body
TFC clamping system
1.0 - 4.0 mm
(0.039 - 0.158 in.)
1.0 - 3.2 mm
(0.039 - 0.126 in.)
1.0 - 4.0 mm
(0.039 - 0.158 in.)
TTB 180 W TTB 300 W
DC welding current
at 10 min / 40 °C (104 °F)
AC welding current
at 10 min / 40 °C (104 °F)
Shielding gas
60% D.C.1) / 180 A 60% D.C.1) / 300 A
100% D.C.1) / 140 A 100% D.C.1) / 230 A
60% D.C.1) / 140 A 60% D.C.1) / 250 A
100% D.C.1) / 110 A 100% D.C.1) / 190 A
Argon Argon
(Standard EN 439)
Electrode diameter 1.0 - 3.2 mm
(0.039 - 0.126 in.)
Minimum coolant flow Q
min
1 l/min
(0.26 gal. [US]/min)
(0.26 gal. [US]/min)
1.0 - 3.2 mm
(0.039 - 0.126 in.)
1 l/min
TTB 400 W F TTB 500 W
DC welding current
at 10 min / 40 °C (104 °F)
AC welding current
at 10 min / 40 °C (104 °F)
Shielding gas
60% D.C.1) / 400 A 60% D.C.1) / 500 A
100% D.C.1) / 300 A 100% D.C.1) / 400 A
60% D.C.1) / 320 A 60% D.C.1) / 400 A
100% D.C.1) / 250 A 100% D.C.1) / 300 A
Argon Argon
(Standard EN 439)
Electrode diameter 1.0 - 4.0 mm
(0.039 - 0.158 in.)
Minimum coolant flow Q
min
1 l/min
(0.26 gal. [US]/min)
1)
D.C. = Duty cycle
(0.26 gal. [US]/min)
1.0 - 6.4 mm
(0.039 - 0.252 in.)
1 l/min
97
Page 98

Gas-cooled hosepack –
THP 160i,
THP 220i,
THP 260i
THP 160i THP 220i
35% D.C.1) / 160 A 35% D.C.1) / 220 A
DC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 120 A 60% D.C.1) / 170 A
100% D.C.1) / 90 A 100% D.C.1) / 130 A
35% D.C.1) / 120 A 35% D.C.1) / 180 A
AC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 90 A 60% D.C.1) / 130 A
100% D.C.1) / 70 A 100% D.C.1) / 100 A
Length
Maximum permitted open circuit
4.0 / 8.0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
113 V 113 V
(13 ft. 1.48 in. / 26 ft.
4.0 / 8.0 m
2.96 in.)
voltage (U0)
Maximum permitted striking vol-
10 kV 10 kV
tage (UP)
THP 260i
35% D.C.1) / 260 A
DC welding current at 10 min / 40 °C (104 °F)
60% D.C.1) / 200 A
100% D.C.1) / 150 A
35% D.C.1) / 200 A
AC welding current at 10 min / 40 °C (104 °F)
60% D.C.1) / 160 A
100% D.C.1) / 120 A
4.0 / 8.0 m
Length
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
Maximum permitted open circuit voltage (U0) 113 V
Maximum permitted striking voltage (UP) 10 kV
1)
D.C. = Duty cycle
98
Page 99

Water-cooled
hosepack – THP
300i,
THP 400i,
THP 500i
THP 300i THP 400i
DC welding current
at 10 min / 40 °C (104 °F)
AC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 300 A 60% D.C.1) / 400 A
100% D.C.1) / 230 A 100% D.C.1) / 300 A
60% D.C.1) / 250 A 60% D.C.1) / 350 A
100% D.C.1) / 190 A 100% D.C.1) / 270 A
EN-US
Shielding gas
(Standard EN 439)
Minimum coolant flow Q
min
Length
Lowest cooling capacity as per
IEC standard 60974-2 as function of hosepack length
Minimum coolant flow Q
Minimum coolant pressure p
Maximum coolant pressure p
min
min
max
Maximum permitted open circuit
voltage (U0)
Maximum permitted striking voltage (UP)
Argon Argon
1 l/min
(0.26 gal. [US]/min)
4.0 / 8.0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
650 / 650 W 950 / 950 W
1 l/min
(0.26 gal. [US]/min)
3 bar
(43 psi)
5.5 bar
(79 psi)
113 V 113 V
10 kV 10 kV
1 l/min
(0.26 gal. [US]/min)
4.0 / 8.0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
1 l/min
(0.26 gal. [US]/min)
3 bar
(43 psi)
5.5 bar
(79 psi)
THP 500i
60% D.C.1) / 500 A
DC welding current at 10 min / 40 °C (104 °F)
100% D.C.1) / 400 A
60% D.C.1) / 400 A
AC welding current at 10 min / 40 °C (104 °F)
100% D.C.1) / 300 A
Shielding gas
Argon
(Standard EN 439)
Minimum coolant flow Q
min
1 l/min
(0.26 gal. [US]/min)
4.0 / 8.0 m
Length
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
Lowest cooling capacity as per IEC standard 60974-2
1200 / 1750 W
as function of hosepack length
Minimum coolant flow Q
min
Minimum coolant pressure p
(0.26 gal. [US]/min)
min
1 l/min
3 bar
(43 psi)
99
Page 100

THP 500i
Gas-cooled extension hosepack HPT 220i G
Maximum coolant pressure p
max
5.5 bar
(79 psi)
Maximum permitted open circuit voltage (U0) 113 V
Maximum permitted striking voltage (UP) 10 kV
1)
D.C. = Duty cycle
HPT 220i EXT G
35% D.C.1) / 220 A
DC welding current at 10 min / 40 °C (104 °F)
60% D.C.1) / 170 A
100% D.C.1) / 130 A
35% D.C.1) / 180 A
AC welding current at 10 min / 40 °C (104 °F)
60% D.C.1) / 130 A
100% D.C.1) / 100 A
Shielding gas
Argon
(Standard EN 439)
Water-cooled extension hosepack- HPT
400i
Length
(32 ft. 9.70 in.)
10.0 m
Maximum permitted open circuit voltage (U0) 113 V
Maximum permitted striking voltage (UP) 10 kV
1)
D.C. = Duty cycle
HPT 400i EXT W
60% D.C.1) / 400 A
DC welding current at 10 min / 40 °C (104 °F)
100% D.C.1) / 300 A
60% D.C.1) / 350 A
AC welding current at 10 min / 40 °C (104 °F)
100% D.C.1) / 270 A
Shielding gas
Argon
(Standard EN 439)
Length
(32 ft. 9.70 in.)
10.0 m
100
Maximum permitted open circuit voltage (U0) 113 V
Maximum permitted striking voltage (UP) 10 kV
Lowest cooling capacity as per IEC standard 60974-2
750 / 750 W
as function of hosepack length
Minimum coolant flow Q
min
1 l/min
(0.26 gal. [US]/min)
 Loading...
Loading...