


Operating
instructions
TTB 80 G, TTB 160 G, TTB 220 G
TTB 260 G
TTB 180 W, TTB 300 W, TTB 400 W
TTB 500 W
THP 160i G, THP 220i G
THP 260i G
THP 300i W, THP 400i W
THP 500i W
HPT 220i G
HPT 400i W
CS
ET
HU
PL
RO
SK
Návod k obsluze
Kasutusjuhend
Kezelési útmutató
Instrukcja obsługi
Manualul de utilizare
Návod na obsluhu
42,0410,2400 018-10052022


Obsah
Bezpečnost 4
Bezpečnost 4
Předpisové použití 5
Funkce svařovacího hořáku Up/Down 6
Ovládací prvky svařovacího hořáku Up/Down 6
Popis funkcí svařovacího hořáku Up/Down 7
Funkce svařovacího hořáku JobMaster 8
Ovládací prvky a indikace svařovacího hořáku JobMaster 8
Popis funkcí svařovacího hořáku JobMaster 9
Výměna uživatelského rozhraní 10
Výměna uživatelského rozhraní 10
Montáž spotřebních dílů 11
Montáž systému spotřebních dílů A s násuvnou plynovou hubicí 11
Montáž systému spotřebních dílů P s plynovou hubicí na závit 12
Demontáž a montáž systému spotřebních dílů P / TFC (s plynovou hubicí na závit) 13
Montáž těla hořáku, připojení svařovacího hořáku 17
Montáž těla hořáku 17
Pootočení těla hořáku 18
Připojení svařovacího hořáku 18
Připojení prodlužovací hadicové soupravy 20
Připojení prodlužovací hadicové soupravy chlazené vodou 20
Připojení prodlužovací hadicové soupravy chlazené plynem 24
Výměna těla svařovacího hořáku chlazeného plynem 27
Výměna těla hořáku 27
Výměna těla svařovacího hořáku chlazeného vodou 30
Automatické vyprázdnění svařovacího hořáku a výměna těla hořáku 30
Ruční vyprázdnění svařovacího hořáku a výměna těla hořáku 32
Zablokování výměny těla hořáku 36
Zablokování výměny těla hořáku 36
Upozornění týkající se flexibilních těl hořáku 37
Koncepce přístroje 37
Možnosti ohybu 37
Definice ohybu těla hořáku 37
Maximální počet ohybů těla hořáku 38
Kloubové tělo hořáku 39
Koncepce přístroje 39
Montáž a nastavení kloubového těla hořáku 39
Péče, údržba a likvidace odpadu 40
Zákazy 40
Údržba při každém uvedení do provozu 41
Likvidace odpadu 41
Diagnostika a odstraňování závad 42
Diagnostika a odstraňování závad 42
Technické údaje 45
Všeobecné informace 45
Tělo hořáku chlazené plynem – TTB 80, TTB 160, TTB 220, TTB 260 45
Tělo hořáku chlazené vodou – TTB 180, TTB 300, TTB 400, TTB 500 47
Hadicové vedení chlazené plynem – THP 160i, THP 220i, THP 260i 48
Hadicové vedení chlazené vodou – THP 300i,THP 400i,THP 500i 49
Prodlužovací hadicová souprava chlazená plynem – HPT 220i G 50
Prodlužovací hadicová souprava chlazená vodou – HPT 400i 50
CS
3

Bezpečnost
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku vadných systémových komponent a nesprávné obsluhy.
Následkem mohou být těžká poranění a materiální škody.
Veškeré kabely, vedení a hadicová vedení musí být vždy pevně připojené, ne-
▶
poškozené a správně izolované.
Používejte pouze dostatečně dimenzované kabely, vedení a hadicová vedení.
▶
VAROVÁNÍ!
Nebezpečí uklouznutí v důsledku úniku chladicího média.
Následkem mohou být těžká poranění a materiální škody.
Hadice chladicího média u vodou chlazených svařovacích hořáků po odpojení
▶
od chladicího modulu nebo jiných systémových komponent vždy uzavřete pomocí namontovaného plastového uzávěru.
VAROVÁNÍ!
Nebezpečí v důsledku horkých systémových komponent a/nebo provozních
prostředků.
Následkem mohou být těžké popáleniny a opařeniny.
Před zahájením prací nechte všechny horké systémové komponenty a/nebo
▶
provozní prostředky ochladit na +25 °C / +77 °F (například chladicí médium,
vodou chlazené systémové komponenty, hnací motor podavače drátu…).
Pokud ochlazení není možné, noste vhodné ochranné prostředky (například
▶
žáruvzdorné ochranné rukavice, ochranné brýle…).
4

VAROVÁNÍ!
Předpisové
použití
Nebezpečí při kontaktu s toxickými svařovacími zplodinami.
Může dojít k vážnému zranění osob.
Svařovací zplodiny vždy odsávejte.
▶
Zajistěte dostatečný přívod čerstvého vzduchu. Zajistěte, aby míra pro-
▶
vzdušnění byla vždy alespoň 20 m³ (169070.1 US gi) za hodinu.
V případě pochybností požádejte bezpečnostního technika, aby zjistil míru
▶
zatížení pracoviště škodlivými látkami.
POZOR!
Nebezpečí při provozu bez chladicího média.
Může dojít k hmotným škodám.
Vodou chlazené přístroje se nikdy nesmí uvést do provozu bez chladicího
▶
média.
Během svařování zajistěte přiměřený průtok chladicího média – při použití
▶
chladicích modulů Fronius je tomu tak v případě, že je v zásobníku chladicího
média chladicího modulu patrný odpovídající zpětný tok chladicího média.
Výrobce neodpovídá za škody způsobené nedodržením výše uvedených po-
▶
kynů, veškeré záruční nároky zanikají.
Ruční svařovací hořák TIG je určen výhradně pro svařování TIG a pájení TIG při
ručním použití.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za
škody vzniklé nepředpisovým použitím výrobce neručí.
CS
K předpisovému používání patří rovněž:
dodržování všech pokynů uvedených v návodu k obsluze
-
provádění pravidelných inspekčních a údržbářských prací.
-
5

Funkce svařovacího hořáku Up/Down
(2)
(3)
(1)
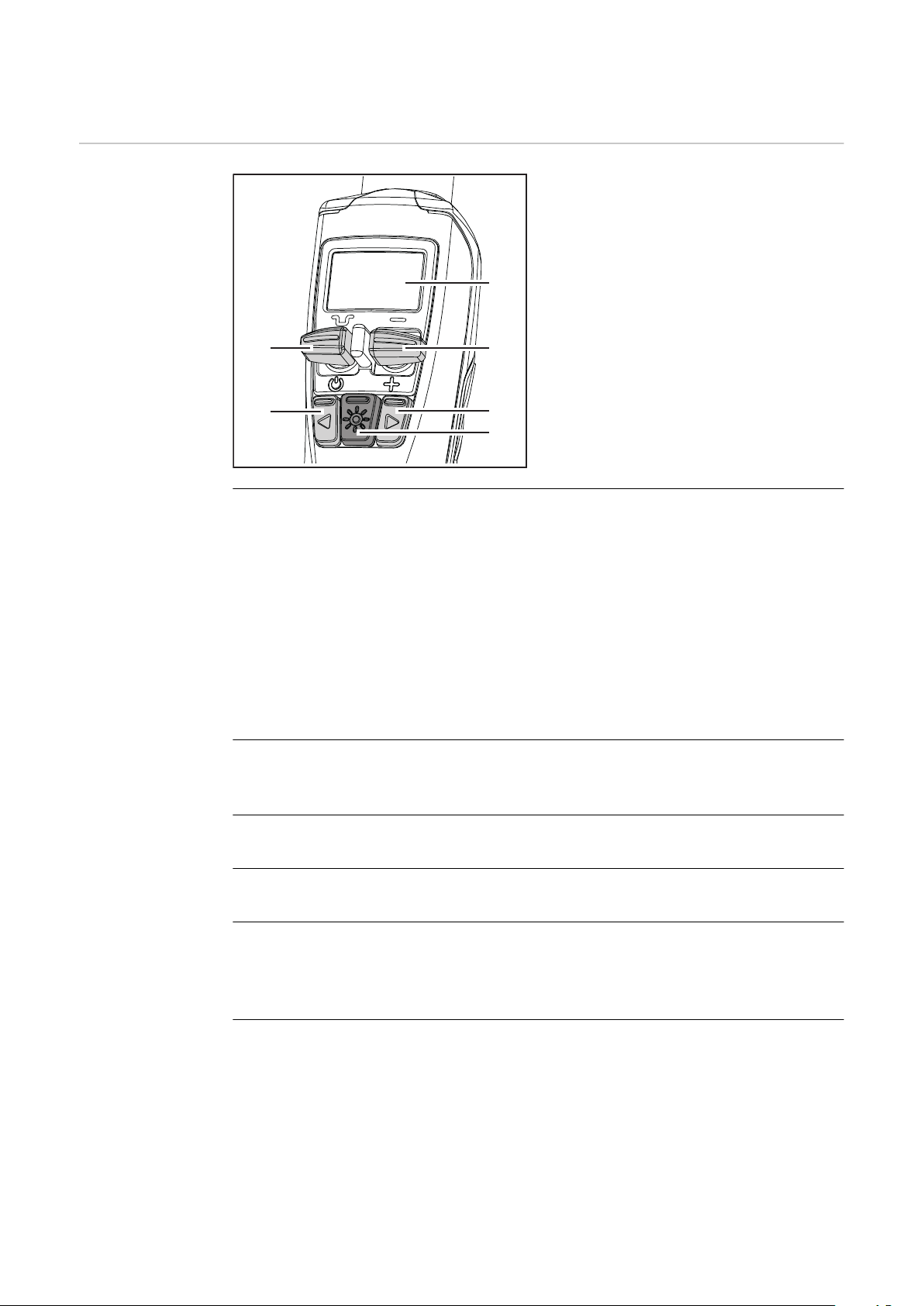
Ovládací prvky
svařovacího
hořáku Up/Down
(1) Tlačítko Start
tlačítko spouští následující funkce:
pokud je na svařovacím zdroji aktivováno vysokofrekvenční zapalování
a)
(VF zapalování), proces zapalování se aktivuje zpětným zatlačením
tlačítka
pokud je na svařovacím zdroji aktivováno dotykové zapalování,
b)
zpětným zatlačením tlačítka se wolframová elektroda uvede pod
napětí. Dotykem svařence se zahájí svařovací proces
při svařování v režimu 4takt se stisknutím tlačítka dopředu a jeho
c)
podržením aktivuje mezipokles. Tato funkce je dostupná pouze v
případě, že na svařovacím zdroji byl nastaven snížený proud I
2
(2) Tlačítko nahoru/dolů
pro změnu svařovacího výkonu
(3) Tlačítko LED
pro osvětlení svařovacího prostoru:
stiskněte tlačítko 1x - LED svítí 5 sekund
a)
držte tlačítko stisknuté - LED svítí nepřetržitě
b)
6

Popis funkcí
svařovacího
hořáku Up/Down
Změna svařovacího výkonu:
1
Mezipokles:
1
CS
Zatlačte tlačítko dopředu a podržte je
stisknuté po dobu trvání mezipoklesu
7
Funkce svařovacího hořáku JobMaster
(3)
(2)
(1)
(4)
(4)
(5)
Ovládací prvky
a indikace
svařovacího
hořáku JobMaster
(1) Tlačítko Start
tlačítko spouští následující funkce:
pokud je na svařovacím zdroji aktivováno vysokofrekvenční zapalování
a)
(VF zapalování), proces zapalování se aktivuje zpětným zatlačením
tlačítka
pokud je na svařovacím zdroji aktivováno dotykové zapalování,
b)
zpětným zatlačením tlačítka se wolframová elektroda uvede pod
napětí. Dotykem svařence se zahájí svařovací proces
při svařování v režimu 4takt se stisknutím tlačítka dopředu a jeho
c)
podržením aktivuje mezipokles. Tato funkce je dostupná pouze v
případě, že na svařovacím zdroji byl nastaven snížený proud I
2
(2) Displej
pro ergonomické odečítání základních parametrů přímo na svařovacím
hořáku
(3) Tlačítko nahoru/dolů
pro změnu parametrů
(4) Tlačítka se šipkami
pro volbu parametrů
(5) Tlačítko LED
pro osvětlení svařovacího prostoru:
stiskněte tlačítko 1x - LED svítí 5 sekund
a)
držte tlačítko stisknuté - LED svítí nepřetržitě
b)
8

Popis funkcí
DOWN
svařovacího
hořáku JobMaster
Změna parametrů:
1
CS
2
Výběr požadovaného parametru
Mezipokles:
1
Aktivace mezipoklesu
Změna parametru
Zatlačte tlačítko dopředu a podržte je
stisknuté po dobu trvání mezipoklesu
9
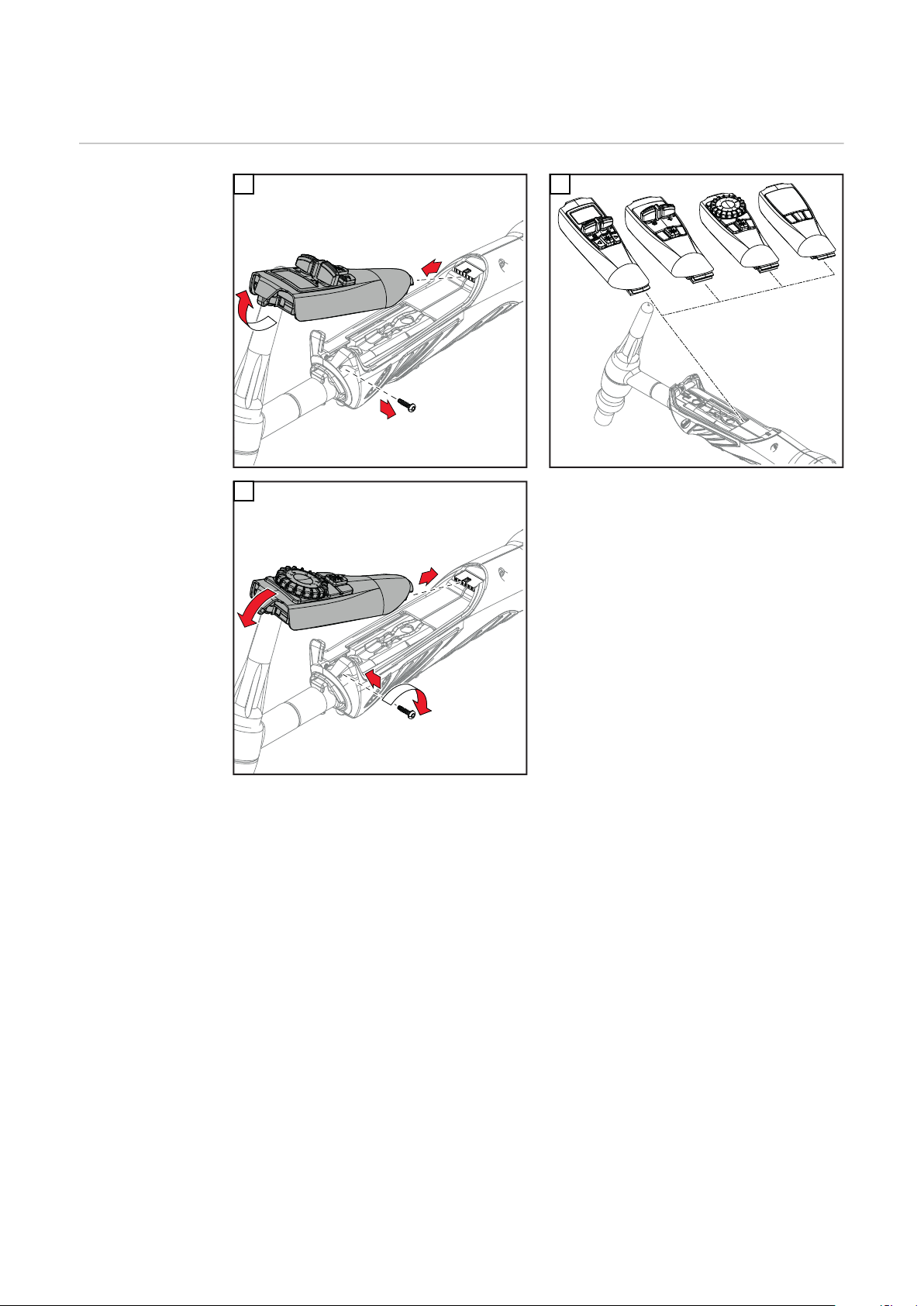
Výměna uživatelského rozhraní
1
3
2
1
3
2
0,6Nm
Výměna uživatelského rozhraní
1 2
3
10

Montáž spotřebních dílů
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
CS
Montáž systému
spotřebních dílů
A s násuvnou
plynovou hubicí
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na fixační objímce (1) nebo plynové čočce (2).
Následkem může být poškození závitu.
Utahujte fixační objímku (1) nebo plynovou čočku (2) jen zlehka.
▶
* Vyměnitelná pryžová objímka jen pro TTB 220 G/A
** Podle provedení svařovacího hořáku může být fixační objímka (1) nahraze-
na plynovou čočkou (2)
1
2
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na krytce hořáku.
Následkem může být poškození závitu.
Krytku hořáku dotáhněte jen natolik, aby již nebylo možné ručně posunout
▶
wolframovou elektrodu.
3
4
Utažení krytky hořáku
11
Montáž systému
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
spotřebních dílů
P s plynovou hubicí na závit
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na fixační objímce (1) nebo plynové čočce (2).
Následkem může být poškození závitu.
Utahujte fixační objímku (1) nebo plynovou čočku (2) jen zlehka.
▶
* Vyměnitelná pryžová objímka jen pro TTB 220 G/P
** Podle provedení svařovacího hořáku může být fixační objímka (1) nahraze-
na plynovou čočkou (2)
1
2
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na krytce hořáku.
Následkem může být poškození závitu.
Krytku hořáku dotáhněte jen natolik, aby již nebylo možné ručně posunout
▶
wolframovou elektrodu.
3
12
4
Utažení krytky hořáku
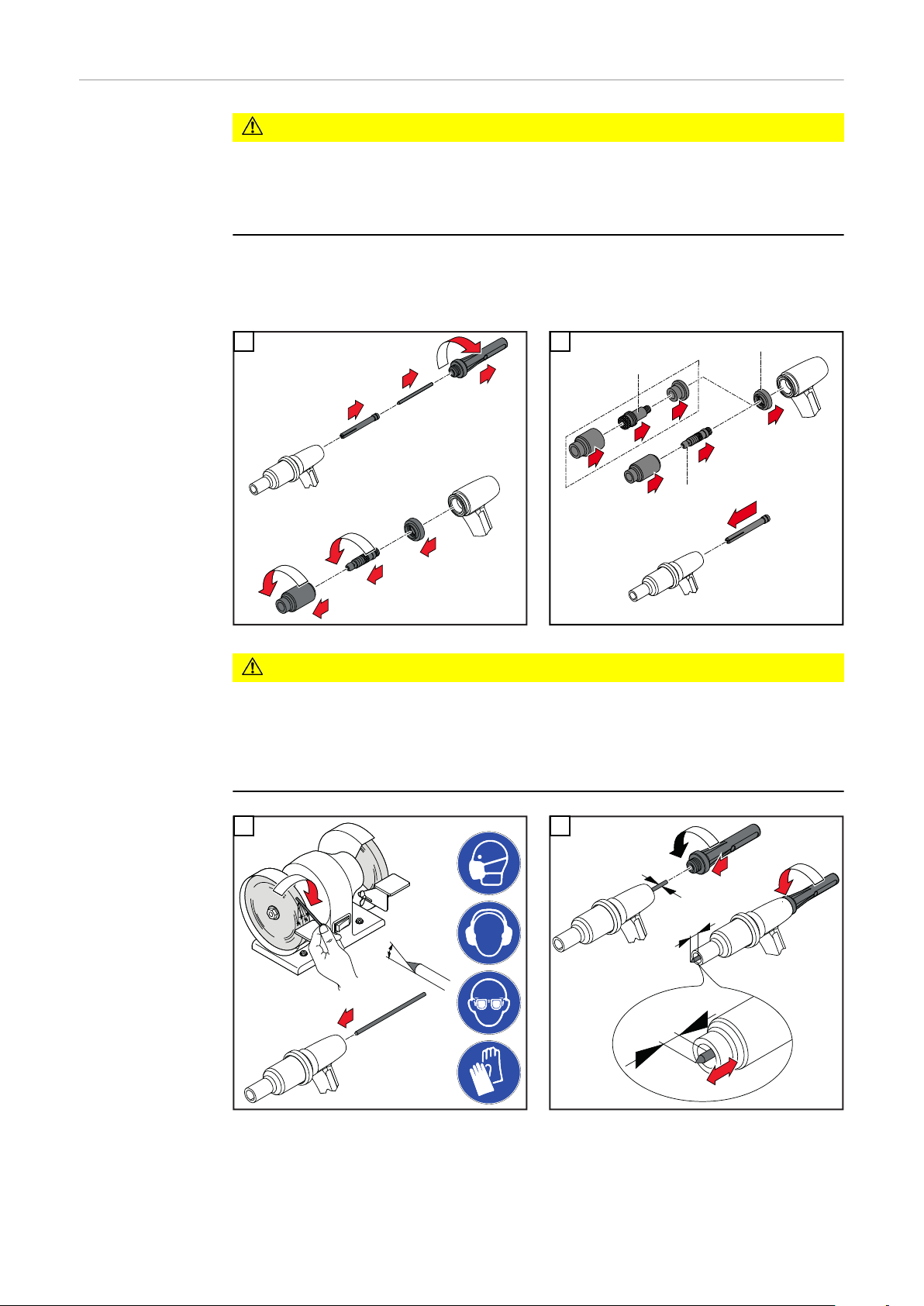
Demontáž a
PUSH
2
3
1
4
montáž systému
spotřebních dílů
P / TFC (s plynovou hubicí na
závit)
Vysvětlení pojmů: TFC = Tungsten Fast Clamp
POZOR!
Nebezpečí od wolframové elektrody při demontáži upínací jednotky a kleštiny.
Následkem mohou být škody na těle svařovacího hořáku.
Před demontáží upínací jednotky a kleštiny vždy vyjměte wolframovou elek-
▶
trodu.
Demontáž spotřebních dílů:
1
CS
Vyjmutí wolframové elektrody
2
Demontáž upínací jednotky
3
Demontáž kleštiny
13

4
TTB 160/300 = 1,5 Nm (1.11 ft·lb)
TTB 220/400 = 3 Nm (2.21 ft·lb)
0,5 Nm (0.37 ft·lb)
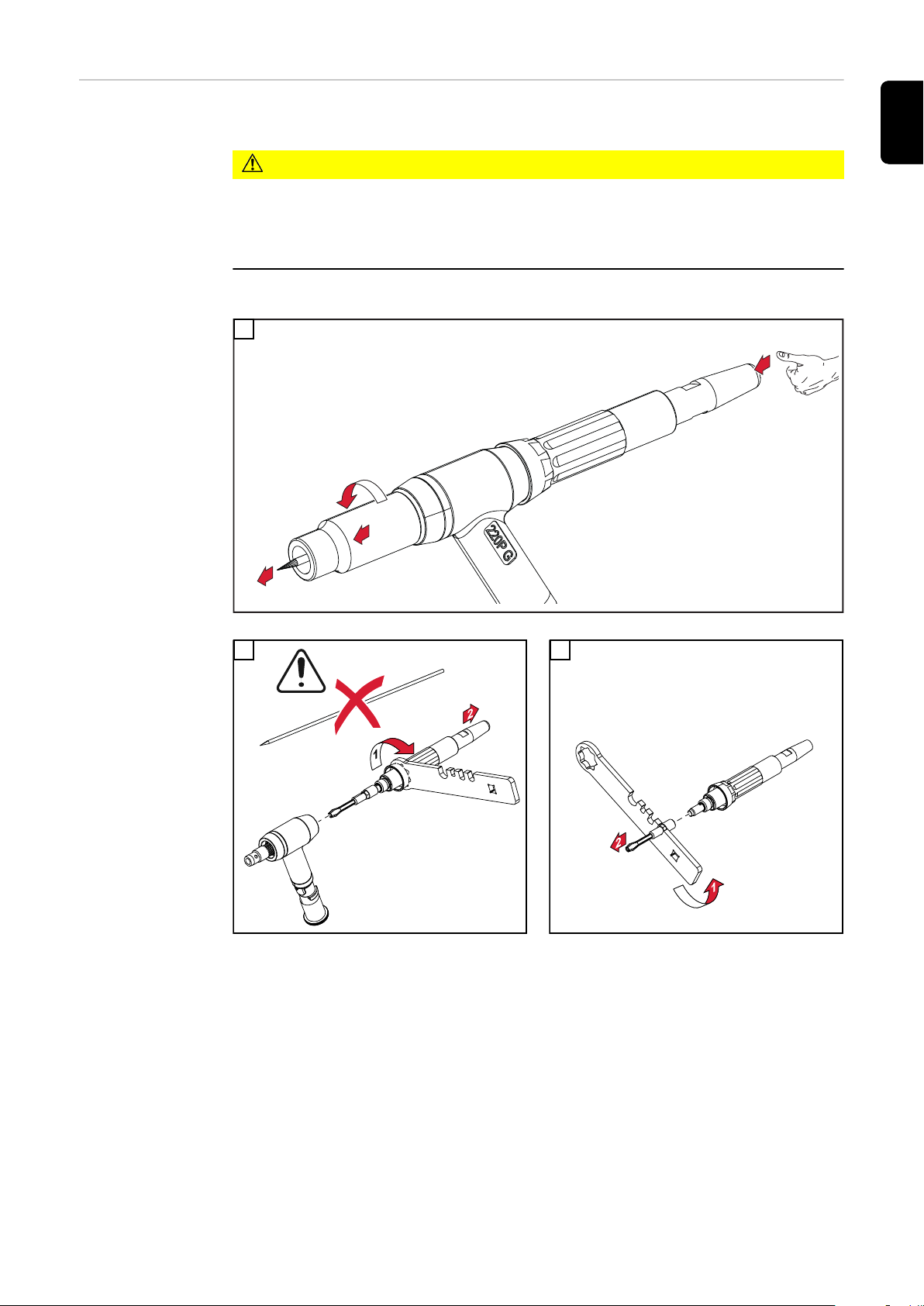
Montáž spotřebních dílů:
1
POZOR!
Nebezpečí od wolframové elektrody při montáži upínací jednotky a kleštiny.
Následkem mohou být škody na těle svařovacího hořáku.
Wolframovou elektrodu nasaďte až po montáži upínací jednotky a kleštiny.
▶
2
Montáž kleštiny
14

When using a wire feeder = 8 Nm (5.9 ft·lb)
Without wire feeder = 4 Nm (2.95 ft·lb)
3
30°
1
2
1
PUSH
Montáž upínací jednotky
4
CS
5
Montáž wolframové elektrody
15

1
2
6
2
2
d
d
1
7
16

Montáž těla hořáku, připojení svařovacího hořáku
CS
Montáž těla
hořáku
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a
tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku
▶
není poškozený.
* namažte O-kroužek na těle hořáku
1
2
3
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
17

4
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak
▶
je tělo hořáku správně namontované a zablokované.
Pootočení těla
hořáku
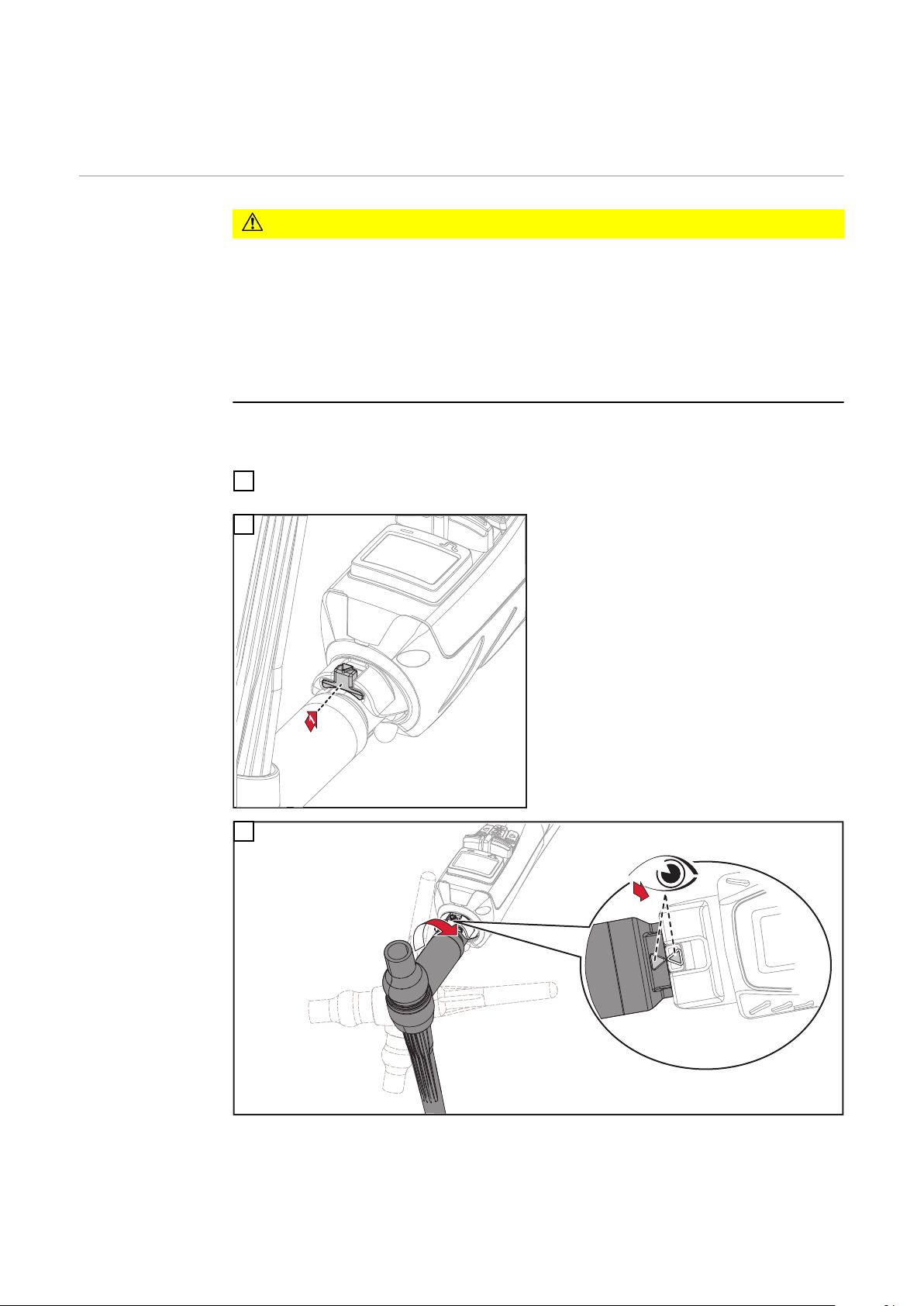
Připojení
svařovacího
hořáku
1
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na přípojce svařovacího hořáku.
Poškozený O-kroužek na přípojce svařovacího hořáku může vést ke znečištění
ochranného plynu a tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na přípojce
▶
svařovacího hořáku není poškozený.
18

2
1
3
5
6
7
4
*
1
CS
* jen u svařovacího systému chlazeného vodou
19

Připojení prodlužovací hadicové soupravy
2
1
3
Připojení prodlužovací hadicové soupravy
chlazené vodou
Prodlužovací hadicová souprava se dodává s ochrannou taškou, ve které je uložen
propojovací bod mezi prodlužovací hadicovou soupravou a hadicovým vedením
svařovacího hořáku.
UPOZORNĚNĹ!
Při následujících činnostech zajistěte,
aby se hadice a kabely nezalomily, neskříply, nepřeřízly ani jinak nepoškodily.
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na přípojce svařovacího hořáku.
Poškozený O-kroužek na přípojce svařovacího hořáku může vést ke znečištění
ochranného plynu a tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na přípojce
▶
svařovacího hořáku není poškozený.
20
1
Připojení svařovacího hořáku k propojovacímu hadicovému vedení
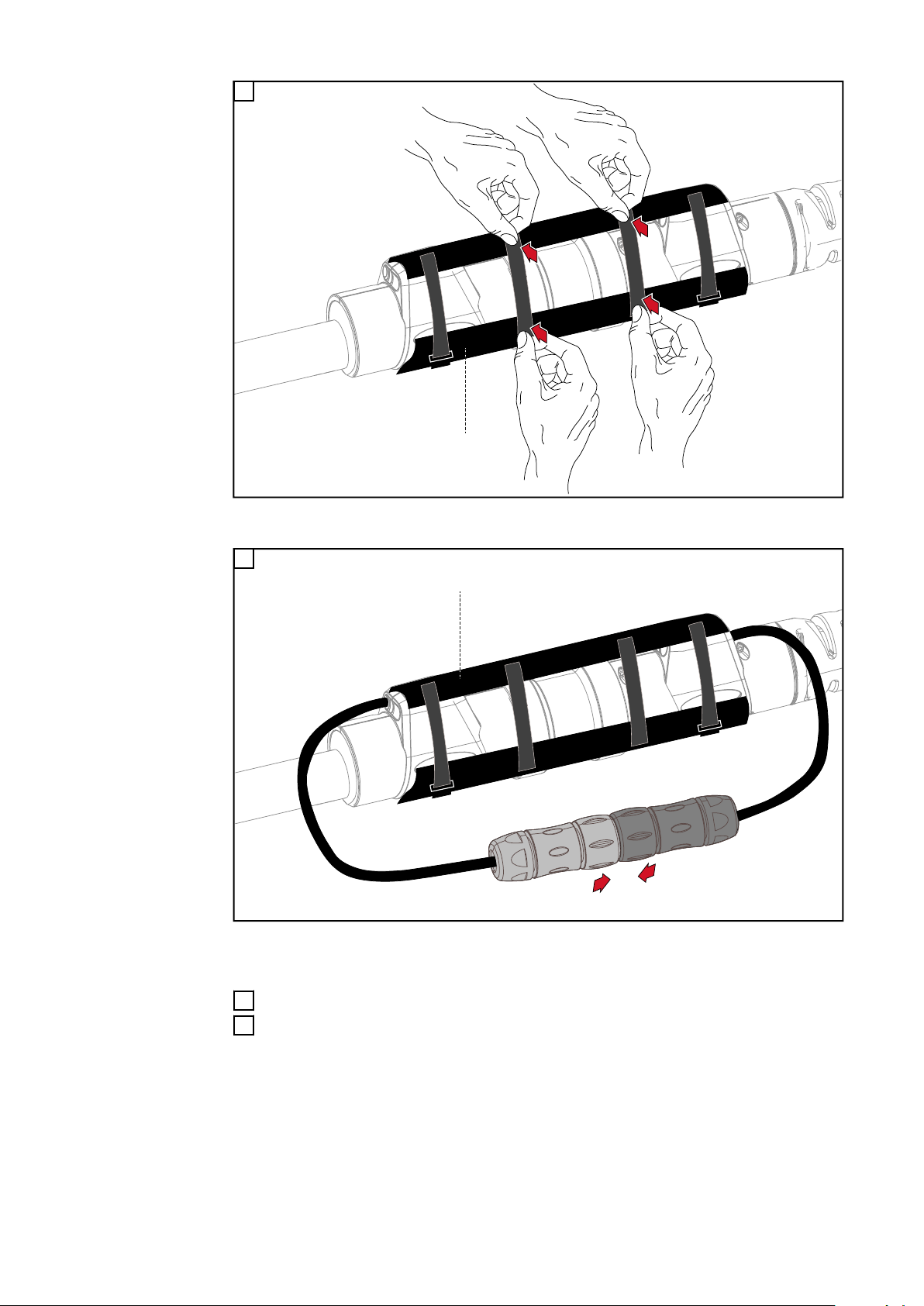
Montáž ochranné tašky, položení hadic chladicího média:
Ochrannou tašku umístěte takto:
2
logo Fronius musí být viditelné
-
Poutka ochranné tašky musí být nahoře
-
Upozornění k následujícím obrázkům:
vlevo = na straně svařovacího zdroje (A)
vpravo = na straně svařovacího hořáku (B)

Otevřete ochrannou tašku:
2
2x
*
*
A B
2
1
1
1
1
1
2
2
2
3
3
2
A B
3
Posuňte oba jezdce zipu doprava až na doraz
-
Spodní pás se zuby vytáhněte z jezdce zipu
-
Přesuňte propojovací bod prodlužovací hadicové soupravy a hadicového ve-
4
dení svařovacího hořáku do vnitřní kapsy ochranné tašky
5
CS
* = pásky se suchým zipem na vnitřní kapse (vnitřní kapsa není zobrazena)
-
Upevněte propojovací bod pomocí 2 pásek se suchým zipem ve vnitřní kapse
-
6
Hadici chladicího média prodlužovací hadicové soupravy (A) nasaďte podle
-
obrázku na propojovací bod
Hadici chladicího média hadicového vedení svařovacího hořáku (B) 3x obtočte
-
kolem hadicového vedení svařovacího hořáku a nasaďte na propojovací bod
Spojte hadice chladicího média
-
21

1
4
3
A B
1
2
2
2
1
2
7
2
A
B
(1)
A
B
1
1
2
2
Veďte druhou hadici chladicího média prodlužovací hadicové soupravy (A)
-
podle obrázku kolem hadicového vedení svařovacího hořáku (B) k propojovacímu bodu
Druhou hadici chladicího média hadicového vedení svařovacího hořáku (B)
-
podle obrázku 3x obtočte kolem prodlužovací hadicové soupravy (A) a veďte
zpět k propojovacímu bodu
Spojte hadice chladicího média
-
8
22
-
Vyrovnejte přípojky chladicího média vzájemně a podle středu izolační trubky (1)

A
B
*
1
1
2
2
9
*
A B
2
1
* = vnitřní kapsa
-
Připevněte obě dodané pásky se suchým zipem na vnitřní kapsu
-
10
CS
* = vnitřní kapsa
-
Sepněte konektor řídicího vedení TIG Multi Connector a umístěte jej vedle
-
vnitřní kapsy
Zavřete ochrannou tašku
11
Připojte propojovací hadicové vedení ke svařovacímu zdroji
12
připojení propojovacího hadicového vedení funguje stejným způsobem ja-
-
ko připojení svařovacího hořáku – viz odstavec Připojení svařovacího
hořáku od strany 18
23

VAROVÁNÍ!
Nebezpečí uklouznutí v důsledku přetékajícího zásobníku chladicího média. Ve
spojení s chladicím modulem MultiControl může při vyprazdňování hadicového
vedení delšího než 4 m (13 ft. 1.48 in.) přeplněný zásobník chladicího média
přetéct.
Následkem mohou být těžká poranění a materiální škody.
Postupujte podle pokynů pro plnění hadicového vedení svařovacího hořáku
▶
uvedených v návodu k obsluze chladicího modulu.
POZOR!
Nebezpečí poškození při provozu bez dostatečného množství chladicího média.
Může dojít k hmotným škodám.
Jakmile lze po uvedení svařovacího zdroje do provozu v zásobníku chladicího
▶
média chladicího modulu sledovat bezvadný zpětný tok, zajistěte, aby se
v chladicím modulu nacházelo dostatečné množství chladicího média.
Připojení prodlužovací hadicové soupravy
chlazené plynem
Prodlužovací hadicová souprava se dodává s ochrannou taškou, ve které je uložen
propojovací bod mezi prodlužovací hadicovou soupravou a hadicovým vedením
svařovacího hořáku.
UPOZORNĚNĹ!
Při následujících činnostech zajistěte,
aby se hadice a kabely nezalomily, neskříply, nepřeřízly ani jinak nepoškodily.
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a
tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku
▶
není poškozený.
24

2
1
3
1
2
2x
*
*
A B
2
1
Připojení svařovacího hořáku k propojovacímu hadicovému vedení
Montáž ochranné tašky:
Ochrannou tašku umístěte takto:
2
logo Fronius musí být viditelné
-
Poutka ochranné tašky musí být nahoře
-
Upozornění k následujícím obrázkům:
vlevo = na straně svařovacího zdroje (A)
vpravo = na straně svařovacího hořáku (B)
Otevřete ochrannou tašku:
3
Posuňte oba jezdce zipu doprava až na doraz
-
Spodní pás se zuby vytáhněte z jezdce zipu
-
Přesuňte propojovací bod prodlužovací hadicové soupravy a hadicového ve-
4
dení svařovacího hořáku do vnitřní kapsy ochranné tašky
CS
5
* = pásky se suchým zipem na vnitřní kapse (vnitřní kapsa není zobrazena)
-
Upevněte propojovací bod pomocí 2 pásek se suchým zipem ve vnitřní kapse
-
25
A
B
1
2
1
2
*
6
*
A B
2
1
* = vnitřní kapsa
-
Připevněte obě dodané pásky se suchým zipem na vnitřní kapsu
-
7
* = vnitřní kapsa
-
26
Sepněte konektor řídicího vedení TIG Multi Connector a umístěte jej vedle
-
vnitřní kapsy
Zavřete ochrannou tašku
8
Připojte propojovací hadicové vedení ke svařovacímu zdroji
9
připojení propojovacího hadicového vedení funguje stejným způsobem ja-
-
ko připojení svařovacího hořáku – viz odstavec Připojení svařovacího
hořáku od strany 18

Výměna těla svařovacího hořáku chlazeného ply-
1
2
180°
nem
Výměna těla
hořáku
CS
Demontáž těla hořáku:
1
2
3
Odstraňte nečistoty z propojovacího bodu hadicového vedení
4
Odstraňte nečistoty z propojovacího bodu těla hořáku
5
Nasaďte ochrannou krytku na propojovací bod těla hořáku
6
27

Montáž těla hořáku:
POZOR!
Nebezpečí v důsledku použití nekompatibilních systémových komponent.
Může dojít k hmotným škodám.
Vzájemně spojujte pouze těla hořáků a hadicová vedení se stejným druhem
▶
chlazení.
Těla hořáků chlazených plynem montujte pouze na hadicová vedení chlazená
▶
plynem.
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a
tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku
▶
není poškozený.
* namažte O-kroužek na těle hořáku
1
2
3
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
28

4
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak
▶
je tělo hořáku správně namontované a zablokované.
CS
29
Výměna těla svařovacího hořáku chlazeného vo-
1
2
180°
dou
Automatické vyprázdnění
svařovacího
hořáku a výměna
těla hořáku
POZOR!
Nebezpečí od zapnutého svařovacího zdroje při automatickém vyprazdňování
svařovacího hořáku.
Výsledkem může být neúmyslné zapálení oblouku.
Postupujte podle pokynů pro automatické vyprazdňování svařovacího hořáku
▶
v návodu k obsluze chladicího modulu, v návodu k obsluze svařovacího zdroje
a na ovládacím panelu svařovacího zdroje.
Během níže popsaných prací s tělem hořáku dodržujte odstup od elektricky
▶
vodivých předmětů minimálně 1 m (39.37 in.).
Automatické vyprázdnění svařovacího hořáku (například s CU 600t /MC) a demontáž těla hořáku:
Vyprázdněte hadicové vedení svařovacího hořáku pomocí příslušné funkce
1
chladicího modulu
2
30
3

4
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu hadi-
5
cového vedení
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu těla
6
hořáku
Nasaďte ochrannou krytku na propojovací bod těla hořáku
7
Montáž těla hořáku:
CS
POZOR!
Nebezpečí v důsledku použití nekompatibilních systémových komponent.
Může dojít k hmotným škodám.
Vzájemně spojujte pouze těla hořáků a hadicová vedení se stejným druhem
▶
chlazení.
Těla hořáků chlazených vodou montujte pouze na hadicová vedení chlazená
▶
vodou.
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a
tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku
▶
není poškozený.
* namažte O-kroužek na těle hořáku
1
2
31

3
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
4
Ruční vyprázdnění
svařovacího
hořáku a výměna
těla hořáku
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak
▶
je tělo hořáku správně namontované a zablokované.
Stiskněte tlačítko zkoušky plynu na svařovacím zdroji
5
Po dobu 30 s proudí ochranný plyn.
Zkontrolujte průtok chladicího média:
6
V zásobníku chladicího média chladicího modulu musí být patrný bezvadný
zpětný tok chladicího média.
Proveďte zkušební svařování a zkontrolujte kvalitu svarového švu
7
Ruční vyprázdnění svařovacího hořáku a demontáž těla hořáku:
Vypněte svařovací zdroj a odpojte jej od elektrické sítě
1
Počkejte na fázi doběhu chladicího modulu
2
Odpojte hadici pro přívod chladicího média od chladicího modulu
3
32

Profoukněte hadici pro přívod chladicího média stlačeným vzduchem s tla-
1
2
180°
4
kem max. 4 bary (58.02 psi)
v důsledku toho se velká část chladicího média vrátí zpět do zásobníku
-
chladicího média
5
6
CS
7
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu hadi-
8
cového vedení
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu těla
9
hořáku
Nasaďte ochrannou krytku na propojovací bod těla hořáku
10
33

Montáž těla hořáku:
POZOR!
Nebezpečí v důsledku použití nekompatibilních systémových komponent.
Může dojít k hmotným škodám.
Vzájemně spojujte pouze těla hořáků a hadicová vedení se stejným druhem
▶
chlazení.
Těla hořáků chlazených vodou montujte pouze na hadicová vedení chlazená
▶
vodou.
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a
tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku
▶
není poškozený.
* namažte O-kroužek na těle hořáku
1
2
3
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
34

4
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak
▶
je tělo hořáku správně namontované a zablokované.
CS
Připojte svařovací zdroj k síti a zapněte jej
5
Stiskněte tlačítko zkoušky plynu na svařovacím zdroji
6
Po dobu 30 s proudí ochranný plyn.
Zkontrolujte průtok chladicího média:
7
V zásobníku chladicího média chladicího modulu musí být patrný bezvadný
zpětný tok chladicího média.
Proveďte zkušební svařování a zkontrolujte kvalitu svarového švu
8
35

Zablokování výměny těla hořáku
1
3
2
1
2
1
3
0,6Nm
2
Zablokování
výměny těla
hořáku
1
2
3
36

Upozornění týkající se flexibilních těl hořáku
45°
45°
45°
45°
CS
Koncepce
přístroje
Možnosti ohybu
Flexibilní těla hořáku TIG je možné ohýbat ve všech směrech a díky tomu je lze
individuálně přizpůsobit nejrůznějším situacím a způsobům použití.
Flexibilní těla hořáku se používají například při omezené přístupnosti dílů nebo
v náročných svařovacích polohách.
S každou změnou tvaru se však materiál flexibilního těla hořáku oslabuje, proto je
také počet ohybů omezen.
Ohyby i počet ohybů jsou vysvětleny v následujících odstavcích.
Definice ohybu
těla hořáku
Ohyb je jednorázová změna tvaru odchylující se minimálně o 20° od výchozího
tvaru.
Aby ohyb neprobíhal bodově, ale co nejrovnoměrněji po velké délce, byl definován nejmenší možný poloměr ohybu.
Tento poloměr ohybu nesmí být menší.
Nejmenší možný poloměr ohybu je 25 mm (1 in.).
Ohyb nesmí přesáhnout maximální úhel ohybu.
Tento maximální úhel ohybu je 45°.
Zpětné ohnutí do výchozího tvaru se považuje za vlastní ohyb.
37

Příklad: 45° ohyby
0°
-45°
45°
20°
0°
-20°
0°
(1)
(2)
(3)
(4)
(5)
(1) Výchozí situace: 0°
(2) Pohyb z 0° na 45° nahoru
= 1. ohyb
(3) Pohyb z 45° zpět na 0°
= 2. ohyb
(4) Pohyb z 0° na 45° dolů
= 3. ohyb
(5) Pohyb z 45° zpět na 0°
= 4. ohyb
Maximální počet
ohybů těla
hořáku
S ohledem na poloměr ohybu větší než 25 mm (1 in.) a maximální úhel ohybu =
45° lze ohnout
svařovací hořáky chlazené plynem minimálně 1000krát,
-
svařovací hořáky chlazené vodou minimálně 200krát.
-
38

Kloubové tělo hořáku
1
max. 1x
CS
Koncepce
přístroje
Montáž a nastavení kloubového
těla hořáku
Kloubová těla hořáku lze individuálně
přizpůsobit nejrůznějším situacím a
způsobům použití, například při omezené přístupnosti k dílu nebo v
náročných svařovacích polohách.
Díky kloubovému spojení je ruka
svářeče blíž k rukojeti svařovacího
hořáku, a tím i k tlačítkům hořáku.
Při nastavování kloubových svařovacích
hořáků nedochází k oslabení materiálu.
Montáž kloubového těla hořáku probíhá stejně jako montáž běžného těla
svařovacího hořáku – viz Montáž těla hořáku na straně 17.
Otočením přední části kloubového těla hořáku jej nastavte podle příslušných
požadavků:
1
Nebezpečí kvůli příliš vyšroubovanému kloubovému tělu hořáku.
Následkem může být poškození těla
svařovacího hořáku.
▶
POZOR!
Přední část kloubového těla
hořáku vyšroubujte maximálně o 1
otáčku.
39

Péče, údržba a likvidace odpadu
Zákazy
40

Údržba při
každém uvedení
do provozu
zkontrolujte spotřební díly, vadné spotřební díly vyměňte
-
odstraňte svařovací rozstřiky z plynové hubice
-
Kromě toho při každém uvedení do provozu, u svařovacích hořáků chlazených vodou:
zajistěte, aby všechny přípojky chladicího média byly těsné
-
zajistěte řádný zpětný tok chladicího média
-
CS
Likvidace odpadu
Likvidace odpadu musí být provedena v souladu s platnými národními a místními
předpisy.
41

Diagnostika a odstraňování závad
Diagnostika a
odstraňování
závad
Svařovací hořák nelze připojit
Příčina:
Odstranění:
Neprochází svařovací proud
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí,
ochranný plyn je k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Po stisknutí tlačítka hořáku zdroj nereaguje
Síťový vypínač zapnutý, kontrolky na svařovacím zdroji svítí, ochranný plyn je k
dispozici
Prohnuté bajonetové blokování
Výměna bajonetového blokování
Nevyhovující uzemnění
Vytvoření řádného uzemnění
Přerušený proudový kabel ve svařovacím hořáku
Výměna svařovacího hořáku
Uvolněná wolframová elektroda
Utažení wolframové elektrody pomocí krytky hořáku
Uvolněné spotřební díly
Utažení spotřebních dílů
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Překročení vysoké frekvence na přípojce svařovacího hořáku
Příčina:
Odstranění:
Překročení vysoké frekvence na rukojeti
Příčina:
Odstranění:
Řídicí konektor hořáku není zasunutý
Zasunutí řídicího konektoru
Vadný svařovací hořák nebo jeho řídicí vedení
Výměna svařovacího hořáku
Špatné konektorové spoje „tlačítko hořáku / řídicí vedení /
svařovací zdroj“
Přezkoušení konektorových spojů / předání svařovacího zdroje
nebo svařovacího hořáku do servisu
Vadný PC-Board ve svařovacím hořáku
Výměna PC-Boardu
Netěsná přípojka svařovacího hořáku
Výměna O-kroužku na bajonetovém blokování
Netěsné hadicové vedení
Výměna hadicového vedení
42
Příčina:
Odstranění:
Netěsná hadicová přípojka ochranného plynu u těla hořáku
Nasazení a utěsnění hadice

Neprotéká ochranný plyn
Všechny ostatní funkce jsou k dispozici
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevyhovující svařovací vlastnosti
Příčina:
Odstranění:
Příčina:
Odstranění:
Prázdná lahev s ochranným plynem
Výměna lahve s ochranným plynem
Vadný plynový redukční ventil
Výměna plynového redukčního ventilu
Plynová hadice chybí nebo je poškozená či skřípnutá
Montáž nebo narovnání plynové hadice. Výměna vadné plynové
hadice
Vadný svařovací hořák
Výměna svařovacího hořáku
Vadný magnetický plynový ventil
Kontaktujte servisní službu (nechte vyměnit plynový magne-
tický ventil)
Chybně nastavené parametry svařování
Prověření nastavení
Nevyhovující uzemnění
Kontrola polarity uzemnění a připojení zemnicí svorky
Svařovací hořák je příliš horký
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Svařovací hořák je poddimenzovaný
Respektujte dovolené zatížení a povolený výkon hořáku
Jen u vodou chlazených zařízení: nedostatečný průtok chladicí
vody
Kontrola stavu a průtoku vody, znečištění vody atd., zablokované čerpadlo chladicí kapaliny: pootočte hřídel čerpadla pomocí šroubováku vsunutého do průchodky.
Jen u vodou chlazených zařízení: Parametr „Říz. chlad.mod.“
(Řízení chladicího modulu) je nastaven na „Vyp“.
V nabídce Setup přenastavení parametru „Říz. chlad.mod.“
(Řízení chladicího modulu) na „Aut“ nebo „Zap“.
43

Porozita svarového švu
Příčina:
Odstranění:
Nedostatečná plynová ochrana svarového švu způsobená tvorbou rozstřiků v plynové hubici
Odstranění svařovacích rozstřiků
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Špatné zapalovací vlastnosti
Příčina:
Odstranění:
Díry v plynové hadici nebo její nepřesné napojení
Výměna plynové hadice
Rozříznutý nebo vadný O-kroužek na centrální přípojce
Výměna O-kroužku
Vlhkost/kondenzát v plynovém vedení
Vysušení plynového vedení
Příliš silný nebo slabý průtok plynu
Regulace průtoku plynu
Nedostatečné množství plynu na počátku či na konci svařování
Zvýšení předfuku a dofuku plynu
Příliš mnoho naneseného dělicího média
Odstranění přebytečného dělicího média / nanesení menšího
množství dělicího média
Nevhodná wolframová elektroda (například elektroda WP při
svařování DC)
Použití vhodné wolframové elektrody
Příčina:
Odstranění:
Trhliny na plynové hubici
Příčina:
Odstranění:
Uvolněné spotřební díly
Pevně přišroubujte spotřební díly
Wolframová elektroda nevyčnívá dostatečně daleko z plynové
hubice
Nechte wolframovou elektrodu více vyčnívat z plynové hubice
44

Technické údaje
CS
Všeobecné informace
Tento produkt odpovídá požadavkům normy IEC 60974-7.
UPOZORNĚNĹ!
Uvedené údaje o výkonu platí pouze v případě použití sériových spotřebních dílů.
Při použití plynových čoček a kratších plynových hubic se hodnoty svařovacího
proudu sníží.
UPOZORNĚNĹ!
Údaje o svařovacím proudu platí při použití těl hořáků chlazených plynem až od
délky 65 mm (2.56 in.).
Při použití kratších těl hořáku se uvedené hodnoty svařovacího proudu snižují
o 30 %.
UPOZORNĚNĹ!
Při svařování na hranici výkonu svařovacího hořáku použijte přiměřeně větší
wolframové elektrody a průměr otvoru plynových hubic, aby se prodloužila
životnost spotřebních dílů.
Mějte na paměti, že velikost proudu, vyvážení AC a proudový offset AC jsou faktory, které vytvářejí výkon.
Tělo hořáku chlazené plynem –
TTB 80, TTB
160, TTB 220,
TTB 260
TTB 80 G TTB 160 G / F
35 % DZ1) / 80 A 35 % DZ1) / 160 A
Svařovací proud DC
při 10 min / 40 °C (104 °F)
Svařovací proud AC
při 10 min / 40 °C (104 °F)
Ochranný plyn
(norma EN 439)
Průměr elektrody 1,0 - 3,2 mm
60 % DZ1) / 60 A 60 % DZ1) / 120 A
100 % DZ1) / 50 A 100 % DZ1) / 90 A
35 % DZ1) / 30 A 35 % DZ1) / 120 A
60 % DZ1) / 90 A
100 % DZ1) / 70 A
Argon Argon
(0.039 - 0.126 in.)
45

TTB 160 P G TFC
35 % DZ1) / 160 A 35 % DZ1) / 160 A
Svařovací proud DC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 120 A 60 % DZ1) / 120 A
100 % DZ1) / 90 A 100 % DZ1) / 90 A
35 % DZ1) / 120 A 35 % DZ1) / 120 A
Svařovací proud AC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 90 A 60 % DZ1) / 90 A
100 % DZ1) / 70 A 100 % DZ1) / 70 A
TTB 160 P S G
1)
Ochranný plyn
Argon Argon
(norma EN 439)
Průměr elektrody 1,0 - 2,4 mm
(0.039 - 0.094 in.)
1,0 - 3,2 mm
(0.039 - 0.126 in.)
TTB 220 G TTB 220 A G F TTB 220 P G F
Svařovací proud
DC
35 % DZ1) / 220 A 35 % DZ1) / 220 A 35 % DZ1) / 220 A
60 % DZ1) / 170 A 60 % DZ1) / 170 A 60 % DZ1) / 160 A
při 10 min /
40 °C (104 °F)
Svařovací proud
AC
100 % DZ1) / 130A100 % DZ1) / 130A100 % DZ1) / 130
35 % DZ1) / 180 A 35 % DZ1) / 180 A 35 % DZ1) / 170 A
60 % DZ1) / 130 A 60 % DZ1) / 120 A 60 % DZ1) / 120 A
při 10 min /
40 °C (104 °F)
Ochranný plyn
100 % DZ1) / 100A100 % DZ1) / 100A100 % DZ1) / 100
Argon Argon Argon
(norma EN 439)
Průměr elektrody 1,0 - 4,0 mm
(0.039 - 0.158 in.)
1,0 - 4,0 mm
(0.039 - 0.158 in.)
1,0 - 4,0 mm
(0.039 - 0.158 in.)
A
A
Svařovací proud
DC
TTB 220 P S G
35 % DZ1) / 220 A 35 % DZ1) / 220 A 35 % DZ1) / 260 A
60 % DZ1) / 170 A 60 % DZ1) / 170 A 60 % DZ1) / 200 A
při 10 min /
40 °C (104 °F)
Svařovací proud
AC
100 % DZ1) / 130A100 % DZ1) / 130A100 % DZ1) / 150
35 % DZ1) / 180 A 35 % DZ1) / 180 A 35 % DZ1) / 200 A
60 % DZ1) / 130 A 60 % DZ1) / 130 A 60 % DZ1) / 160 A
při 10 min /
40 °C (104 °F)
Ochranný plyn
100 % DZ1) / 100A100 % DZ1) / 100A100 % DZ1) / 120
Argon Argon Argon
(norma EN 439)
Průměr elektrody 1,0 - 4,0 mm
(0.039 - 0.158 in.)
2)
TTB 220 P G
1,0 - 3,2 mm
(0.039 - 0.126 in.)
TFC
TTB 260 G
3)
A
A
1,0 - 4,0 mm
(0.039 - 0.158 in.)
46

1)
2)
3)
DZ = dovolené zatížení
Kloubové tělo hořáku
Upínací systém TFC
CS
Tělo hořáku chlazené vodou –
TTB 180, TTB
300, TTB 400,
TTB 500
TTB 180 W TTB 300 W
Svařovací proud DC
při 10 min / 40 °C (104 °F)
Svařovací proud AC
při 10 min / 40 °C (104 °F)
Ochranný plyn
60 % DZ1) / 180 A 60 % DZ1) / 300 A
100 % DZ1) / 140 A 100 % DZ1) / 230 A
60 % DZ1) / 140 A 60 % DZ1) / 250 A
100 % DZ1) / 110 A 100 % DZ1) / 190 A
Argon Argon
(norma EN 439)
Průměr elektrody 1,0 - 3,2 mm
(0.039 - 0.126 in.)
Minimální průtok chladicího
média Q
min
(0.26 gal. [US]/min)
1 l/min
(0.26 gal. [US]/min)
1,0 - 3,2 mm
(0.039 - 0.126 in.)
1 l/min
TTB 400 W F TTB 500 W
Svařovací proud DC
při 10 min / 40 °C (104 °F)
Svařovací proud AC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 400 A 60 % DZ1) / 500 A
100 % DZ1) / 300 A 100 % DZ1) / 400 A
60 % DZ1) / 320 A 60 % DZ1) / 400 A
100 % DZ1) / 250 A 100 % DZ1) / 300 A
Ochranný plyn
Argon Argon
(norma EN 439)
Průměr elektrody 1,0 - 4,0 mm
(0.039 - 0.158 in.)
Minimální průtok chladicího
média Q
1)
min
DZ = dovolené zatížení
(0.26 gal. [US]/min)
1 l/min
1,0 - 6,4 mm
(0.039 - 0.252 in.)
1 l/min
(0.26 gal. [US]/min)
47

Hadicové vedení
chlazené plynem
–
THP 160i,
THP 220i,
THP 260i
THP 160i THP 220i
35 % DZ1) / 160 A 35 % DZ1) / 220 A
Svařovací proud DC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 120 A 60 % DZ1) / 170 A
100 % DZ1) / 90 A 100 % DZ1) / 130 A
35 % DZ1) / 120 A 35 % DZ1) / 180 A
Svařovací proud AC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 90 A 60 % DZ1) / 130 A
100 % DZ1) / 70 A 100 % DZ1) / 100 A
Délka
Maximální přípustné napětí na-
4,0 / 8,0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
113 V 113 V
(13 ft. 1.48 in. / 26 ft
4,0 / 8,0 m
2.96 in.)
prázdno (U0)
Maximální přípustné zapalovací
10 kV 10 kV
napětí (UP)
THP 260i
35 % DZ1) / 260 A
Svařovací proud DC při 10 min / 40 °C (104 °F)
60 % DZ1) / 200 A
100 % DZ1) / 150 A
35 % DZ1) / 200 A
Svařovací proud AC při 10 min / 40 °C (104 °F)
60 % DZ1) / 160 A
100 % DZ1) / 120 A
4,0 / 8,0 m
Délka
(13 ft. 1.48 in. / 26 ft
2.96 in.)
Maximální přípustné napětí naprázdno (U0) 113 V
Maximální přípustné zapalovací napětí (UP) 10 kV
1)
DZ = dovolené zatížení
48

Hadicové vedení
chlazené vodou
– THP 300i,
THP 400i,
THP 500i
THP 300i THP 400i
Svařovací proud DC
při 10 min / 40 °C (104 °F)
Svařovací proud AC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 300 A 60 % DZ1) / 400 A
100 % DZ1) / 230 A 100 % DZ1) / 300 A
60 % DZ1) / 250 A 60 % DZ1) / 350 A
100 % DZ1) / 190 A 100 % DZ1) / 270 A
CS
Ochranný plyn
(norma EN 439)
Minimální průtok chladicího
média Q
min
Délka
Nejnižší chladicí výkon podle
normy IEC 60974-2, v závislosti
na délce hadicového vedení
Minimální průtok chladicího
média Q
min
Minimální tlak chladicího média
p
min
Maximální tlak chladicího média
p
max
Maximální přípustné napětí naprázdno (U0)
Maximální přípustné zapalovací
napětí (UP)
Argon Argon
1 l/min
(0.26 gal. [US]/min)
4,0 / 8,0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
650 / 650 W 950 / 950 W
1 l/min
(0.26 gal. [US]/min)
3 bary
(43 psi)
5,5 baru
(79 psi)
113 V 113 V
10 kV 10 kV
1 l/min
(0.26 gal. [US]/min)
4,0 / 8,0 m
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
1 l/min
(0.26 gal. [US]/min)
3 bary
(43 psi)
5,5 baru
(79 psi)
THP 500i
60 % DZ1) / 500 A
Svařovací proud DC při 10 min / 40 °C (104 °F)
100 % DZ1) / 400 A
60 % DZ1) / 400 A
Svařovací proud AC při 10 min / 40 °C (104 °F)
100 % DZ1) / 300 A
Ochranný plyn
Argon
(norma EN 439)
Minimální průtok chladicího média Q
min
1 l/min
(0.26 gal. [US]/min)
4,0 / 8,0 m
Délka
(13 ft. 1.48 in. / 26 ft.
2.96 in.)
Nejnižší chladicí výkon podle normy IEC 60974-2, v
1200 / 1750 W
závislosti na délce hadicového vedení
Minimální průtok chladicího média Q
Minimální tlak chladicího média p
min
min
(0.26 gal. [US]/min)
1 l/min
3 bary
(43 psi)
49

THP 500i
Prodlužovací hadicová souprava
chlazená plynem
–
HPT 220i G
Maximální tlak chladicího média p
max
5,5 baru
(79 psi)
Maximální přípustné napětí naprázdno (U0) 113 V
Maximální přípustné zapalovací napětí (UP) 10 kV
1)
DZ = dovolené zatížení
HPT 220i EXT G
35 % DZ1) / 220 A
Svařovací proud DC při 10 min / 40 °C (104 °F)
60 % DZ1) / 170 A
100 % DZ1) / 130 A
35 % DZ1) / 180 A
Svařovací proud AC při 10 min / 40 °C (104 °F)
60 % DZ1) / 130 A
100 % DZ1) / 100 A
Ochranný plyn
Argon
(norma EN 439)
Prodlužovací hadicová souprava
chlazená vodou
– HPT 400i
Délka
(32 ft. 9.70 in.)
10,0 m
Maximální přípustné napětí naprázdno (U0) 113 V
Maximální přípustné zapalovací napětí (UP) 10 kV
1)
DZ = dovolené zatížení
HPT 400i EXT W
60 % DZ1) / 400 A
Svařovací proud DC při 10 min / 40 °C (104 °F)
100 % DZ1) / 300 A
60 % DZ1) / 350 A
Svařovací proud AC při 10 min / 40 °C (104 °F)
100 % DZ1) / 270 A
Ochranný plyn
Argon
(norma EN 439)
Délka
(32 ft. 9.70 in.)
10,0 m
50
Maximální přípustné napětí naprázdno (U0) 113 V
Maximální přípustné zapalovací napětí (UP) 10 kV
Nejnižší chladicí výkon podle normy IEC 60974-2, v
750 / 750 W
závislosti na délce hadicového vedení
Minimální průtok chladicího média Q
min
1 l/min
(0.26 gal. [US]/min)

HPT 400i EXT W
Minimální tlak chladicího média p
min
3 bary
(43 psi)
Maximální tlak chladicího média p
max
5,5 baru
(79 psi)
Maximální přípustné napětí naprázdno (U0) 113 V
Maximální přípustné zapalovací napětí (UP) 10 kV
1)
DZ = dovolené zatížení
CS
51

52

Sisukord
Ohutus 54
Ohutus 54
Õigel otstarbel kasutamine 55
Up/Down-keevituspõleti funktsioonid 56
Up/Down-Keevituspõleti juhtelemendid 56
Up/Down-Keevituspõleti funktsioonide kirjeldus 57
JobMaster-keevituspõleti funktsioonid 58
JobMaster-keevituspõleti juhtelemendid ja näidikud 58
JobMaster-Keevituspõleti funktsioonide kirjeldus 59
Kasutajaliidese vahetamine 60
Kasutajaliidese vahetamine 60
Kuluvosade paigaldamine 61
Süsteemi A kuluosade vahetamine koos pistikühendusega gaasidüüsiga 61
Keeratava gaasidüüsiga kuluosade süsteemi P paigaldamine 62
Kuluosade süsteemi P / TFC (keeratava gaasidüüsiga) demonteerimine ja monteerimine 63
Paigaldage põletipea, ühendage keevituspõleti 67
Põletipea korpuse paigaldamine 67
Põletipea korpuse painutamine 68
Keevituspõleti ühendamine 68
Pikendusvoolikute paketi ühendamine 70
Vesijahutusega pikendusvoolikute paketi ühendamine 70
Gaasijahutusega pikendusvoolikute paketi ühendamine 74
gaasijahutusega keevituspõleti põletipea vahetamine 77
Põletipea vahetamine 77
Vesijahutusega keevituspõleti põletipea korpuse vahetamine 80
Keevituspõleti automaatne tühjendamine ja põletipea korpuse vahetamine 80
Tühjendage keevituspõleti käsitsi ja vahetage põletipea korpus 82
Põletipea korpuse vahetamine on lõpetatud. 86
Põleti korpuse vahetamine on lõpetatud. 86
Märkused painduva põletipea korpuse kohta 87
Seadme kontseptsioon 87
Painutamisvõimalused 87
Põletipea korpuse painde määratlus 87
Põletipea korpuse painete maksimaalne arv 88
Keskliigendiga põletipea korpus 89
Seadme kontseptsioon 89
Keskliigendiga põletipea korpuse paigaldamine ja seadistamine 89
Hooldus ja jäätmekäitlus 90
Keelud 90
Seadme igakordsel kasutusel teostatavad hooldustööd 91
Jäätmekäitlus 91
Rikete diagnoosimine, rikete kõrvaldamine 92
Rikete diagnoosimine, rikete kõrvaldamine 92
Tehnilised andmed 95
Üldteave 95
Gaasjahutusega põletipea – TTB 80, TTB 160, TTB 220, TTB 260 95
Vesijahutusega põletipea korpus – TTB 180, TTB 300, TTB 400, TTB 500 97
Gaasjahutusega voolikupakett – THP 160i, THP 220i, THP 260i 98
Vesijahutusega voolikupakett – THP 300i,THP 400i,THP 500i 99
Gaasjahutusega pikendusvoolikute pakett – HPT 220i G 100
Vesijahutusega pikendusvoolikute pakett – HPT 400i 100
ET
53

Ohutus
Ohutus
HOIATUS!
Valest kasutamisest või valesti tehtud töödest tingitud oht.
Tagajärjeks võivad olla rasked isiku- ja varakahjud.
Kõigi selles dokumendis kirjeldatud tööde tegemine ja funktsioonide kasuta-
▶
mine on lubatud ainult tehnilise väljaõppega töötajatele.
Lugege see dokument täielikult läbi ja mõistke selle sisu.
▶
Lugege läbi ja tehke endale selgeks kõik selle seadme ohutuseeskirjad ja ka-
▶
sutaja dokumendid ning kõik süsteemikomponendid.
HOIATUS!
Elektrivoolust tingitud oht.
Tagajärjeks võivad olla rasked isiku- ja varakahjud.
Enne töödega alustamist lülitage kõik seotud seadmed ja komponendid välja
▶
ja lahutage elektrivõrgust.
Kindlustage kõik seotud seadmed ja komponendid taassisselülitamise vastu.
▶
HOIATUS!
Elektrilöögioht kahjustunud süsteemi komponentide ja valesti juhtimise tõttu.
Tagajärjeks võivad olla rasked isiku- ja varakahjud.
Kõik kaablid, juhtmed ja voolikupaketid peavad olema alati tugevalt ühenda-
▶
tud, kahjustusteta ja õigesti isoleeritud.
Kasutage ainult piisavate mõõtmetega kaableid, juhtmeid ja voolikupakette.
▶
HOIATUS!
Libisemisoht jahutusvedeliku väljumise tõttu.
Tagajärjeks võivad olla rasked isiku- ja varakahjud.
Kui vesijahutusega keevituspõleti jahutusvedelikuvoolikud eraldatakse jahu-
▶
tusseadmest või muudest süsteemi komponentidest, tuleb need alati sulgeda
nende peale paigaldatud plastist sulguritega.
HOIATUS!
Kuumade süsteemi komponentide ja/või tööainete oht.
Tagajärjeks võivad olla rasked vigastused ja põletused.
Enne tööde alustamist tuleb lasta kõigil kuumadel süsteemikomponentidel
▶
ja/või tööainetel jahtuda temperatuurile +25 °C / +77 °F (nt jahutusvedelik,
vesijahutusega süsteemi komponendid, traadi etteandmismehhanismi ajamimootor jne).
Kui jahutamine pole võimalik, kasutage sobivat kaitsevarustust (nt kuu-
▶
muskindlad kaitsekindad, kaitseprillid jne).
54

HOIATUS!
Oht kokkupuutel mürgise keevitussuitsuga.
Tagajärjeks võivad olla rasked kehavigastused.
Imega keevitussuits alati ära.
▶
Tagage piisav värske õhu juurdevool. Veenduge, et ventilatsiooni sagedus
▶
oleks pidevalt vähemalt 20 m³/tunnis (169070,0 US gi/h).
Kahtluse korral laske kahjulike ainete koormus töökohal määrata ohutus-
▶
tehnikul.
ETTEVAATUST!
Jahutusvedelikuta käitamisest tingitud oht.
Tagajärjeks võivad olla materiaalsed kahjud.
Ärge kunagi kasutage vesijahutusega seadmeid ilma jahutusvedelikuta.
▶
Keevitamise ajal tuleb veenduda, et olemas oleks nõuetekohane jahutusvede-
▶
liku läbivool – Froniuse jahutusseadmete kasutamisel on see olemas siis, kui
jahutusseadme jahutusvedeliku mahutis on nähtav nõuetekohane jahutusvedeliku läbivool.
Eespool kirjeldatud punktide eiramise tõttu tekkivate kahjude eest tootja ei
▶
vastuta ning garantii kaotab kehtivuse.
ET
Õigel otstarbel
kasutamine
TIG keevituspõleti käsitsikeevituseks on eranditult ette nähtud manuaalseks
TIG-keevituseks ja TIG-jootmiseks.
Sellest erinev või kaugemale ulatuv kasutamine ei ole õigel otstarbel kasutamine.
Tootja ei vastuta seeläbi tekkivate kahjude eest.
Õigel otstarbel kasutamine hõlmab ka:
kõigi kasutusjuhendi juhiste järgimist;
-
inspekteerimisest ja hooldustöödest kinnipidamist.
-
55

Up/Down-keevituspõleti funktsioonid
(2)
(3)
(1)
Up/Down-Keevituspõleti juhtelemendid
(1) Start-nupp
nupp käivitab järgmised funktsioonid:
kui toiteallikas on aktiveeritud kõrgsageduslik süüde (KS-süüde), akti-
a)
veeritakse süütamine nupu tagasivajutamisega;
kui toiteallikas on aktiveeritud puutesüütamine, viiakse volframelek-
b)
trood nupu tagasivajutamisega pinge alla. Töödeldava detaili puudutamisel käivitub keevitusprotsess.
keevitamise ajal aktiveeritakse neljataktilises režiimis võimsuse ajutine
c)
vähendamine nupu ettevajutamise ja hoidmise teel. See funktsioon on
saadaval ainult siis, kui toiteallikas on seadistatud võimsuse vähendamise vool I
2
(2) Üles/alla-nupp
keevitusvõimsuse muutmiseks
(3) LED-nupp
keevituskoha valgustamiseks:
Nupu vajutamine üks kord: LED süttib 5 sekundiks
a)
Nupu hoidmine all: LED põleb püsivalt
b)
56

Up/Down-Keevituspõleti funktsioonide kirjeldus
Keevitusvõimsuse muutmine:
1
Võimsuse ajutine vähendamine:
1
ET
vajutage nuppu võimsuse ajutise
vähendamise ajaks ette ja hoidke seal
57

JobMaster-keevituspõleti funktsioonid
(3)
(2)
(1)
(4)
(4)
(5)
JobMaster-keevituspõleti juhtelemendid ja
näidikud
(1) Start-nupp
nupp käivitab järgmised funktsioonid:
kui toiteallikas on aktiveeritud kõrgsageduslik süüde (KS-süüde), akti-
a)
veeritakse süütamine nupu tagasivajutamisega;
kui toiteallikas on aktiveeritud puutesüütamine, viiakse volframelek-
b)
trood nupu tagasivajutamisega pinge alla. Töödeldava detaili puudutamisel käivitub keevitusprotsess.
keevitamise ajal aktiveeritakse neljataktilises režiimis võimsuse ajutine
c)
vähendamine nupu ettevajutamise ja hoidmise teel. See funktsioon on
saadaval ainult siis, kui toiteallikas on seadistatud võimsuse vähendamise vool I
2
(2) Ekraan
oluliste keevitusparameetrite ergonoomiline lugemine otse keevituspõletilt
(3) Üles/alla-nupp
keevitusparameetrite muutmine
(4) Noolenupud
keevitusparameetrite valimine
(5) LED-nupp
keevituskoha valgustamiseks:
Nupu vajutamine üks kord: LED süttib 5 sekundiks
a)
Nupu hoidmine all: LED põleb püsivalt
b)
58

JobMaster-Kee-
DOWN
vituspõleti
funktsioonide kirjeldus
Keevitusparameetri muutmine:
1
2
ET
valige soovitud keevitusparameeter
Võimsuse ajutine vähendamine:
1
võimsuse ajutise vähendamise aktiveerimine
Keevitusparameetri muutmine
vajutage nuppu võimsuse ajutise
vähendamise ajaks ette ja hoidke seal
59

Kasutajaliidese vahetamine
1
3
2
1
3
2
0,6Nm
Kasutajaliidese
vahetamine
1 2
3
60

Kuluvosade paigaldamine
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Süsteemi A kuluosade vahetamine koos pistikühendusega
gaasidüüsiga
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu pingutushülsil (1) või gaasiläätsel (2).
Tagajärjeks võib olla keerme kahjustus.
Keerake pingutushülss (1) või gaasilääts (2) vaid kergelt kinni.
▶
* Vahetatavad kummitihendihülsid ainult TTB 220 G/A jaoks
** Olenevalt keevituspõleti versioonist võib pingutushülsi (1) asemel kasuta-
da gaasiläätse (2)
1
2
ET
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu põletikorgil.
Tagajärjeks võib olla keerme kahjustus.
Keerake põletikork ainult nii palju kinni, et volframelektroodi ei saaks enam
▶
käega liigutada.
3
4
Keerake põletikork kinni
61

Keeratava ga-
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
asidüüsiga kuluosade süsteemi
P paigaldamine
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu pingutushülsil (1) või gaasiläätsel (2).
Tagajärjeks võib olla keerme kahjustus.
Keerake pingutushülss (1) või gaasilääts (2) vaid kergelt kinni.
▶
* Vahetatavad kummitihendihülsid ainult TTB 220 G/P jaoks
** Olenevalt keevituspõleti versioonist võib pingutushülsi (1) asemel kasuta-
da gaasiläätse (2)
1
2
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu põletikorgil.
Tagajärjeks võib olla keerme kahjustus.
Keerake põletikork ainult nii palju kinni, et volframelektroodi ei saaks enam
▶
käega liigutada.
3
4
Keerake põletikork kinni
62

Kuluosade
PUSH
2
3
1
4
süsteemi P / TFC
(keeratava gaasidüüsiga) demonteerimine ja
monteerimine
Mõistete selgitused: TFC = Tungsten Fast Clamp
ETTEVAATUST!
volframelektroodist tingitud oht pingutusüksuse ja tsangpadruni demonteerimisel.
Tagajärjeks võivad olla kahjustused põletipeal.
Enne pingutusüksuse ja tsangpadruni demonteerimist eemaldage alati volfra-
▶
melektrood.
Kuluosade eemaldamine:
1
ET
Volframelektroodi eemaldamine
2
Pingutusüksuse demonteerimine
3
Tsangpadruni demonteerimine
63

4
TTB 160/300 = 1,5 Nm (1.11 ft·lb)
TTB 220/400 = 3 Nm (2.21 ft·lb)
0,5 Nm (0.37 ft·lb)
Kuluosade paigaldamine:
1
ETTEVAATUST!
volframelektroodist tingitud oht pingutusüksuse ja tsangpadruni paigaldamisel.
Tagajärjeks võivad olla kahjustused põletipeal.
Paigaldage volframelektrood alles pärast pingutusüksuse ja tsangpadruni
▶
paigaldamist.
2
Tsangpadruni paigaldamine
64

When using a wire feeder = 8 Nm (5.9 ft·lb)
Without wire feeder = 4 Nm (2.95 ft·lb)
3
30°
1
2
1
PUSH
Pingutusüksuse paigaldamine
4
ET
5
Volframelektroodi paigaldamine
65

1
2
6
2
2
d
d
1
7
66

Paigaldage põletipea, ühendage keevituspõleti
Põletipea korpuse paigaldamine
MÄRKUS.
Põletipea kahjustunud O-rõngast tulenev risk.
Põletipeal oleva O-rõnga kahjustumine võib kaasa tuua kaitsegaasi saastumise ja
seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et põletipea O-rõngas ei oleks ka-
▶
hjustunud.
* Määrige põletipea O-rõngast
1
2
ET
3
Vajutage kinnitus põletipeaga täielikult taha ja keerake samal ajal põletipead 180°.
67

4
ETTEVAATUST!
Valesti paigaldatud põletipea on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge pärast põletipea paigaldamist, et kinnitus oleks kõige eesmises
▶
asendis, sest vaid siis on põletipea nõuetekohaselt paigaldatud ja kinnitatud.
Põletipea korpuse painutamine
Keevituspõleti
ühendamine
1
MÄRKUS.
Keevituspõleti kiirühendusel olev kahjustunud O-rõngas on ohtlik.
Keevituspõleti kiirühendusel olev kahjustunud O-rõngas võib kaasa tuua kaitsegaasi saastumise ja seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et keevituspõleti kiirühenduse O-
▶
rõngas ei oleks kahjustunud.
68

2
1
3
5
6
7
4
*
1
ET
* vaid vesijahutusega keevitussüsteemi puhul
69

Pikendusvoolikute paketi ühendamine
2
1
3
Vesijahutusega
pikendusvoolikute paketi ühendamine
Pikendusvoolikute pakett tarnitakse kaitsekotis, kuhu pannakse liides pikendusvoolikute paketi ja keevituspõleti voolikupaketi vahele.
MÄRKUS.
Järgmiste tööde puhul tuleb jälgida, et
voolikuid ja kaableid ei murtaks,
jäetaks vahele, lõigataks ega kahjustataks muul viisil.
MÄRKUS.
Keevituspõleti kiirühendusel olev kahjustunud O-rõngas on ohtlik.
Keevituspõleti kiirühendusel olev kahjustunud O-rõngas võib kaasa tuua kaitsegaasi saastumise ja seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et keevituspõleti kiirühenduse O-
▶
rõngas ei oleks kahjustunud.
1
Keevituspõleti ühendamine ühendusvoolikute paketile
Kaitsekoti paigaldamine, jahutusvedeliku voolikute paigaldamine:
Paigutage kaitsekott järgmiselt:
2
Froniuse logo peab olema näha
-
kaitsekoti aasad peavad olema üleval
-
Märkused järgmiste kujutiste kohta:
vasakul = toiteallikapoolne (A)
paremal = keevituspõletipoolne (B)
70

Avage kaitsekott:
2
2x
*
*
A B
2
1
1
1
1
1
2
2
2
3
3
2
A B
3
Tõmmake mõlemad tõmblukukelgud kuni piirajani paremale
-
tõmmake alumine hammaslint tõmblukukelkudest välja
-
Paigaldage pikendusvoolikute paketi ja keevituspõleti voolikupaketi liides
4
kaitsekoti sisetaskusse
5
ET
* = takjaribad sisetaskul (sisetaskut ei ole kujutatud)
-
Kinnitage liides 2 takjaribaga sisetaskusse
-
6
Paigutage pikendusvoolikute paketi (A) jahutusvedeliku voolik joonise järgi lii-
-
desele
Kerige keevituspõleti voolikupaketi (B) jahutusvedeliku voolik 3 korda ümber
-
keevituspõleti voolikupaketi ja paigutage liidesele
Jahutusvedelikuvoolikute ühendamine
-
71

1
4
3
A B
1
2
2
2
1
2
7
2
A
B
(1)
A
B
1
1
2
2
Paigaldage pikendusvoolikute paketi (A) teine jahutusvedeliku voolik joonise
-
järgi keevituspõleti voolikupaketi (B) taha liidesele
Paigutage keevituspõleti voolikupaketi (B) teine jahutusvedeliku voolik jooni-
-
se järgi 3 korda ümber pikendusvoolikute paketi (A) ja paigutage tagasi liidesele
Jahutusvedeliku voolikute ühendamine
-
8
72
-
Joondage jahutusvedeliku ühendused omavahel ja isoleertoru (1) keskele

A
B
*
1
1
2
2
9
*
A B
2
1
* = sisetasku
-
Paigaldage mõlemad kaasasolevad takjaribad sisetaskule
-
10
ET
* = sisetasku
-
Ühendage omavahel TIG Multi Connectori juhtahelapistikud ja paigutage si-
-
setasku kõrvale
Sulgege kaitsekott
11
Ühendusvoolikute paketi ühendamine toiteallikaga
12
ühendusvoolikute paketi ühendamine toimib samamoodi nagu keevi-
-
tuspõleti ühendamine, vt jaotist Keevituspõleti ühendamine alates lk 68
73

HOIATUS!
Libisemisoht ülevoolava jahutusvedeliku mahuti tõttu. Koos MultiControli jahutusseadmega võib üle 4 m (13 ft 1,48 in) voolikupakettide tühjendamisel
ületäitunud jahutusvedeliku mahuti hakata üle voolama.
Tagajärjeks võivad olla rasked vigastused ja suur varakahju.
Järgige jahutusseadme kasutusjuhendis olevaid andmeid keevituspõleti vooli-
▶
kupaketi täitmise kohta.
ETTEVAATUST!
Kahjustusoht ebapiisava jahutusvedelikuga kasutamise tõttu.
Tagajärjeks võivad olla materiaalsed kahjud.
Niipea kui pärast toiteallika kasutuselevõttu on jahutusseadme jahutusvedeli-
▶
ku mahutis nähtav sujuv tagasivool, veenduge, et jahutusseadmes oleks piisavalt jahutusvedelikku.
Gaasijahutusega
pikendusvoolikute paketi ühendamine
Pikendusvoolikute pakett tarnitakse kaitsekotis, kuhu pannakse liides pikendusvoolikute paketi ja keevituspõleti voolikupaketi vahele.
MÄRKUS.
Järgmiste tööde puhul tuleb jälgida, et
voolikuid ja kaableid ei murtaks,
jäetaks vahele, lõigataks ega kahjustataks muul viisil.
MÄRKUS.
Põletipea kahjustunud O-rõngast tulenev risk.
Põletipeal oleva O-rõnga kahjustumine võib kaasa tuua kaitsegaasi saastumise ja
seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et põletipea O-rõngas ei oleks ka-
▶
hjustunud.
74

2
1
3
1
2
2x
*
*
A B
2
1
Keevituspõleti ühendamine ühendusvoolikute paketile
Kaitsekoti paigaldamine:
Paigutage kaitsekott järgmiselt:
2
Froniuse logo peab olema näha
-
kaitsekoti aasad peavad olema üleval
-
Märkused järgmiste kujutiste kohta:
vasakul = toiteallikapoolne (A)
paremal = keevituspõletipoolne (B)
Avage kaitsekott:
3
Tõmmake mõlemad tõmblukukelgud kuni piirajani paremale
-
tõmmake alumine hammaslint tõmblukukelkudest välja
-
Paigaldage pikendusvoolikute paketi ja keevituspõleti voolikupaketi liides
4
kaitsekoti sisetaskusse
ET
5
* = takjaribad sisetaskul (sisetaskut ei ole kujutatud)
-
Kinnitage liides 2 takjaribaga sisetaskusse
-
75

A
B
1
2
1
2
*
6
*
A B
2
1
* = sisetasku
-
Paigaldage mõlemad kaasasolevad takjaribad sisetaskule
-
7
* = sisetasku
-
76
Ühendage omavahel TIG Multi Connectori juhtahelapistikud ja paigutage si-
-
setasku kõrvale
Sulgege kaitsekott
8
Ühendusvoolikute paketi ühendamine toiteallikaga
9
ühendusvoolikute paketi ühendamine toimib samamoodi nagu keevi-
-
tuspõleti ühendamine, vt jaotist Keevituspõleti ühendamine alates lk 68

gaasijahutusega keevituspõleti põletipea vaheta-
1
2
180°
mine
Põletipea vahetamine
Põletipea korpuse eemaldamine:
1
2
ET
3
Eemaldage voolikupaketi liideselt mustus
4
Eemaldage põletipea korpuse liideselt mustus
5
Paigaldage põletipea korpuse liidesele kaitseklapp
6
77

Põletipea korpuse paigaldamine:
ETTEVAATUST!
Mitteühilduvatest süsteemikomponentidest tingitud oht.
Tagajärjeks võivad olla materiaalsed kahjud.
Ühendage omavahel üksnes sama jahutusviisiga põletipea korpuseid ja vooli-
▶
kupakette.
Paigaldage gaasijahutusega põletipea korpusi ainult gaasijahutusega vooliku-
▶
paketile.
MÄRKUS.
Põletipea kahjustunud O-rõngast tulenev risk.
Põletipeal oleva O-rõnga kahjustumine võib kaasa tuua kaitsegaasi saastumise ja
seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et põletipea O-rõngas ei oleks ka-
▶
hjustunud.
* Määrige põletipea O-rõngast
1
2
3
Vajutage kinnitus põletipeaga täielikult taha ja keerake samal ajal põletipead 180°.
78

4
ETTEVAATUST!
Valesti paigaldatud põletipea on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge pärast põletipea paigaldamist, et kinnitus oleks kõige eesmises
▶
asendis, sest vaid siis on põletipea nõuetekohaselt paigaldatud ja kinnitatud.
ET
79

Vesijahutusega keevituspõleti põletipea korpuse
1
2
180°
vahetamine
Keevituspõleti
automaatne
tühjendamine ja
põletipea korpuse vahetamine
ETTEVAATUST!
Oht sisselülitatud toiteallika tõttu keevituspõleti automaatsel tühjendamisel.
Tagajärjeks võivad olla soovimatud keevituskaare süttimised.
Järgige jahutusseadme kasutusjuhendis ja toiteallika juhtpaneelil olevaid ju-
▶
hiseid keevituspõleti automaatse tühjendamise kohta.
Alljärgnevalt kirjeldatud tööde tegemisel põletipeal tuleb elektrit juhtivatest
▶
objektidest vähemalt 1 m (39,37 in) kaugusele jääda.
Tühjendage keevituspõleti automaatselt (näiteks CU 600t /MC) ja demonteerige
põletipea korpus:
Tühjendage keevituspõleti voolikupakett jahutusseadme funktsiooni abil
1
2
3
80

4
Eemaldage voolikupaketi liideselt mustus ja jahutusvedeliku jäägid
5
Eemaldage põletipea korpuse liideselt mustus ja jahutusvedeliku jäägid
6
Paigaldage põletipea korpuse liidesele kaitseklapp
7
Põletipea korpuse paigaldamine:
ETTEVAATUST!
ET
Mitteühilduvatest süsteemikomponentidest tingitud oht.
Tagajärjeks võivad olla materiaalsed kahjud.
Ühendage omavahel üksnes sama jahutusviisiga põletipea korpuseid ja vooli-
▶
kupakette.
Paigaldage vesijahutusega põletipea korpus ainult vesijahutusega voolikupa-
▶
kettidele.
MÄRKUS.
Põletipea kahjustunud O-rõngast tulenev risk.
Põletipeal oleva O-rõnga kahjustumine võib kaasa tuua kaitsegaasi saastumise ja
seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et põletipea O-rõngas ei oleks ka-
▶
hjustunud.
* Määrige põletipea O-rõngast
1
2
81

3
Vajutage kinnitus põletipeaga täielikult taha ja keerake samal ajal põletipead 180°.
4
Tühjendage keevituspõleti käsitsi ja vahetage
põletipea korpus
ETTEVAATUST!
Valesti paigaldatud põletipea on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge pärast põletipea paigaldamist, et kinnitus oleks kõige eesmises
▶
asendis, sest vaid siis on põletipea nõuetekohaselt paigaldatud ja kinnitatud.
Vajutage toiteallikal gaasikontrolli nuppu
5
, 30 s jooksul tuleb kaitsegaas välja.
Kontrollige jahutusvedeliku läbivoolu:
6
jahutusseadme jahutusvedeliku mahutis peab olema nähtav sujuv jahutusvedeliku tagasivool.
Tehke proovikeevitus ja kontrollige keevisõmbluse kvaliteeti.
7
Tühjendage keevituspõleti käsitsi ja demonteerige põletipea korpus
Lülitage vool välja ning eraldage elektrivõrgust
1
Oodake ära jahutusseadme järeltöötamisaeg
2
Lahutage jahutusseadmelt jahutusvedeliku pealevoolu voolik
3
82

Puhuge jahutusvedeliku pealevoolu voolik kuni 4 bar (58.02 psi) suruõhuga
1
2
180°
4
läbi
Selle tulemusel voolab suurem osa jahutusvedelikust tagasi jahutusvede-
-
liku mahutisse
5
6
ET
7
Eemaldage voolikupaketi liideselt mustus ja jahutusvedeliku jäägid
8
Eemaldage põletipea korpuse liideselt mustus ja jahutusvedeliku jäägid
9
Paigaldage põletipea korpuse liidesele kaitseklapp
10
83

Põletipea korpuse paigaldamine:
ETTEVAATUST!
Mitteühilduvatest süsteemikomponentidest tingitud oht.
Tagajärjeks võivad olla materiaalsed kahjud.
Ühendage omavahel üksnes sama jahutusviisiga põletipea korpuseid ja vooli-
▶
kupakette.
Paigaldage vesijahutusega põletipea korpus ainult vesijahutusega voolikupa-
▶
kettidele.
MÄRKUS.
Põletipea kahjustunud O-rõngast tulenev risk.
Põletipeal oleva O-rõnga kahjustumine võib kaasa tuua kaitsegaasi saastumise ja
seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et põletipea O-rõngas ei oleks ka-
▶
hjustunud.
* Määrige põletipea O-rõngast
1
2
3
Vajutage kinnitus põletipeaga täielikult taha ja keerake samal ajal põletipead 180°.
84

4
ETTEVAATUST!
Valesti paigaldatud põletipea on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge pärast põletipea paigaldamist, et kinnitus oleks kõige eesmises
▶
asendis, sest vaid siis on põletipea nõuetekohaselt paigaldatud ja kinnitatud.
ET
Ühendage toiteallikas vooluvõrguga ja lülitage sisse
5
Vajutage toiteallikal gaasikontrolli nuppu
6
, 30 s jooksul tuleb kaitsegaas välja.
Kontrollige jahutusvedeliku läbivoolu:
7
jahutusseadme jahutusvedeliku mahutis peab olema nähtav sujuv jahutusvedeliku tagasivool.
Tehke proovikeevitus ja kontrollige keevisõmbluse kvaliteeti.
8
85

Põletipea korpuse vahetamine on lõpetatud.
1
3
2
1
2
1
3
0,6Nm
2
Põleti korpuse
vahetamine on
lõpetatud.
1
2
3
86

Märkused painduva põletipea korpuse kohta
45°
45°
45°
45°
Seadme kontseptsioon
Painutamisvõimalused
Painduvaid TIG põletipea korpuseid saab igas suunas painutada ning eri olukordadele ja rakendustele individuaalselt kohandada.
Painduvaid põletipea korpuseid kasutatakse nt piiratud ligipääsuga komponentide või keerukate keevitusasendite korral.
Igakordne kujumuutus nõrgestab painduva põletipea korpuse materjali, mistõttu
on painutamiste arv piiratud.
Painutamist ja painutamiste arvu selgitatakse järgmistes jaotistes.
ET
Põletipea korpuse painde
määratlus
Paine on ühekordne, algsest kujust vähemalt 20° erinev kujumuutus.
Selleks et paine ei oleks ühes kohas, vaid jaotuks ühtlaselt võimalikult pikas
lõigus, määrati kindlaks väikseim võimalik painderaadius.
Painderaadiuse mõõdust tuleb kinni pidada.
Väikseim võimalik painderaadius on 25 mm (1 in).
Paine ei tohi ületada maksimaalset paindenurka.
Maksimaalne paindenurk on 45°.
Algsesse vormi tagasipainutamine on eraldi painutamine.
87

Näide: 45° painded
0°
-45°
45°
20°
0°
-20°
0°
(1)
(2)
(3)
(4)
(5)
(1) Lähteolukord: 0°
(2) Liikumine 0° asendist 45° üles
= 1. Paine
(3) Liikumine 45° asendist tagasi 0°
asendisse
= 2. Paine
(4) Liikumine 0° asendist 45° alla
= 3. Paine
(5) Liikumine 45° asendist tagasi 0°
asendisse
= 4. Paine
Põletipea korpuse painete
maksimaalne arv
Arvestades üle 25 mm (1 in) painderaadiust ja kuni 45° paindenurka,
vesijahutusega keevituspõleteid vähemalt 200 korda.
-
saab gaasijahutusega keevituspõleteid painutada vähemalt 1000 korda,
-
88

Keskliigendiga põletipea korpus
1
max. 1x
Seadme kontseptsioon
Keskliigendiga
põletipea korpuse paigaldamine ja seadistamine
Keskliigendiga põletipea korpuseid saab eri olukordadele ja rakendustele individuaalselt kohandada, nt piiratud ligipääsuga komponentide või keerukate
keevitusasendite korral.
Tänu keskliigendile on keevitaja käsi
keevituspõleti käepidemele ja ühtlasi
põletinuppudele lähemal.
Keskliigendiga keevituspõletite seadistamine ei nõrgesta materjali.
Keskliigendiga põletipea paigaldus toimub samamoodi nagu tavalise põletipea
paigaldus, vt selle kohta Põletipea korpuse paigaldamine lk 67.
Nõuetele kohandamiseks keerake keskliigendiga põletipea korpuse eesmist osa:
ET
1
oht liiga kaugele välja keeratud
keskliigendiga põletipea korpuse
tõttu.
Tagajärjeks võivad olla kahjustused
põletipeal.
▶
ETTEVAATUST!
Keerake keskliigendiga põletipea
korpus kuni 1 pöörde võrra välja.
89

Hooldus ja jäätmekäitlus
Keelud
90

Seadme igakordsel kasutusel teostatavad hooldustööd
Jäätmekäitlus Jäätmekäitlust tuleb teostada üksnes kehtivate riiklike ja piirkondlike määruste
Kontrollige kuluvosi ja vahetage defektsed kuluvosad välja
-
Eemaldage gaasidüüsilt keevituspritsmed
-
Igakordsel kasutuselevõtul tuleb vesijahutusega keevituspõletite puhul täiendavalt kontrollida järgmist:
veenduge, et kõik jahutusvedeliku kiirühendused oleksid tihendatud;
-
veenduge, et oleks tagatud tingimustele vastav jahutusvedeliku tagasivool.
-
kohaselt.
ET
91

Rikete diagnoosimine, rikete kõrvaldamine
Rikete diagnoosimine, rikete
kõrvaldamine
Keevituspõletit ei saa ühendada
Põhjus:
Kõrvaldamine:
Keevitusvool puudub
Toiteallika võrgulüliti on sisse lülitatud, toiteallika näidud põlevad, kaitsegaas on
olemas
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põletinupp ei tööta, kui seda vajutada
Võrgulüliti on sisse lülitatud, toiteallika näidud põlevad, kaitsegaas on olemas
bajonett-lukustus on väändunud
bajonett-lukustus tuleb välja vahetada
maandusühendus on vale
looge korrapärane maandusühendus
keevituspõleti voolukaabel on katkestatud
vahetage keevituspõleti välja
volframelektrood on lahti
keerake volframelektrood põleti korgi abil kinni
kuluvosa on lahti
keerake kuluvosa kinni
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Keevituspõleti ühenduse HF-kaarleek
Põhjus:
Kõrvaldamine:
Käepideme HF-kaarleek
Põhjus:
Kõrvaldamine:
toitepistik ei ole pistikupesas
pistke toitepistik pistikupessa
keevituspõleti või keevituspõleti juhtahel on defektne
vahetage keevituspõleti välja
pistikühendused „Põleti nupp / juhtahel / vooluallikas“ on vigased
kontrollige pistikühendust või vooluallikat või viige keevituspõleti teenindusse
keevituspõleti print on defektne
vahetage print välja
keevituspõleti ühendus lekib
vahetage bajonettlukustuse O-rõngas välja
voolikukomplekt lekib
vahetage voolikukomplekt välja
92
Põhjus:
Kõrvaldamine:
Kaitsegaasi voolikuühendus põleti korpusega lekib
järgige voolikut ja tihendage

Kaitsegaas puudub
Kõik muud funktsioonid töötavad
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Halvad keevitusomadused
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
gaasiballoon on tühi
vahetage gaasiballoon välja
gaasirõhu regulaator on defektne
vahetage gaasirõhu regulaator välja
gaasivoolik ei ole paigaldatud, see on kortsus või kahjustatud
paigaldage gaasivoolik sirgelt. Vahetage defektne gaasivoolik
välja
Keevituspõleti on defektne
vahetage keevituspõleti välja
gaasi magnetklapp on defektne
teavitage hooldusteenindust (laske gaasi magnetklapp väljava-
hetada)
valed keevitusparameetrid
kontrollige sätteid
maandusühendus on vale
kontrollige, et maandusühenduse ja ühendusklemmide polaar-
sus oleks õige
ET
Keevituspõleti muutub väga kuumaks
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
keevituspõleti võimsus on liiga nõrk
jälgige tsükli pikkust ja koormuspiiranguid
üksnes vesijahutusega süsteemide puhul: jahutusvedeliku läbivool ei ole piisav
kontrollige jahutusvedeliku taset, jahutusvedeliku läbivoolu kogust, jahutusvedeliku reostust jne, jahutusvedeliku pump on
ummistunud: keerake läbiviigu kohast kruvikeeraja abil jahutusvedeliku pumba võlli
üksnes vesijahutusega süsteemide puhul: parameeter „Jahutusseadme juhts.“ on seadistatud väärtusele „OFF“ (väljas).
seadistage Setupi menüüs parameeter „jahutusseadme juhts.“
väärtusele „Aut“ või „ON“ (sisse).
93

Keevisõmblus on poorne
Põhjus:
Kõrvaldamine:
gaasidüüsis tekivad pritsmed, mis põhjustab keevisõmbluse
ebapiisavat kaitstust kaitsegaasi eest
eemaldage keevituspritsmed
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
Kehvad süüteomadused
Põhjus:
Kõrvaldamine:
gaasivoolikus on augud või gaasivooliku ühendus ei ole piisav
vahetage gaasivoolik välja
tsentraalühenduse O-rõngas on katki või defektne
vahetage O-rõngas välja
gaasivoolikus on niiskus/kondensaat
kuivatage gaasivoolikut
gaasivool on liiga suur või väike
korrigeerige gaasivoolu
keevitamise alguses või lõpus ei ole piisavalt kaitsegaasi
suurendage gaasi ettevoolu ja gaasi järelvoolu
peale on kantud liiga palju piirdeainet
eemaldage liigne piirdeaine / kandke peale vähem piirdeainet
sobimatu volframelektrood (näiteks WP-elektrood DC-keevitamisel)
kasutage sobivat volframelektroodi
Põhjus:
Kõrvaldamine:
Gaasidüüsil esineb rebendeid
Põhjus:
Kõrvaldamine:
kuluvosa on lahti
keerake kuluvosad kõvasti kinni
volframelektrood ei ulatu piisavalt palju gaasidüüsist välja
tõmmake volframelektroodi rohkem gaasidüüsist välja
94

Tehnilised andmed
Üldteave Toode vastab standardi IEC 60974-7 nõuetele.
MÄRKUS.
Märgitud võimsusandmed kehtivad ainult standardsete kuluosade kasutamisel.
Gaasiläätsede ja lühemate gaasidüüside kasutamisel vähenevad keevitusvoolu
spetsifikatsioonid.
MÄRKUS.
Keevitusvoolu andmed kehtivad gaasijahutusega põletipea korpuste korral alles
pikkusest 65 mm (2,56 in).
Lühemate põletipea korpuste kasutamise korral vähenevad keevitusvoolu spetsifikatsioonid 30%.
MÄRKUS.
Võimsuspiiril keevitamisel kasutage keevituspõletil asjakohaselt suuremaid
volframelektroode ning gaasidüüside avauste läbimõõte, et pikendada kuluosade kestvust.
Pidage silmas voolutugevust, AC-tasakaalu ja AC-voolunihet kui võimsust mõjutavaid tegureid.
ET
Gaasjahutusega
põletipea –
TTB 80, TTB
160, TTB 220,
TTB 260
TTB 80 G TTB 160 G / F
35% TP1) / 80 A 35% TP1) / 160 A
DC-keevitusvool
10 min / 40 °C (104 °F)
AC-keevitusvool
10 min / 40 °C (104 °F)
Kaitsegaas
(norm EN 439)
Elektroodi läbimõõt 1,0–3,2 mm
60% TP1) / 60 A 60% TP1) / 120 A
100% TP1) / 50 A 100% TP1) / 90 A
35% TP1) / 30 A 35% TP1) / 120 A
60% TP1) / 90 A
100% TP1) / 70 A
Argoon Argoon
(0,039–0,126 in)
95

TTB 160 P G TFC
35% TP1) / 160 A 35% TP1) / 160 A
DC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 120 A 60% TP1) / 120 A
100% TP1) / 90 A 100% TP1) / 90 A
35% TP1) / 120 A 35% TP1) / 120 A
AC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 90 A 60% TP1) / 90 A
100% TP1) / 70 A 100% TP1) / 70 A
TTB 160 P S G
1)
Kaitsegaas
Argoon Argoon
(norm EN 439)
Elektroodi läbimõõt 1,0–2,4 mm
(0,039–0,094 in)
1,0–3,2 mm
(0,039–0,126 in)
TTB 220 G TTB 220 A G F TTB 220 P G F
35% TP1) / 220 A 35% TP1) / 220 A 35% TP1) / 220 A
DC-keevitusvool
10 min / 40 °C
(104 °F)
60% TP1) / 170 A 60% TP1) / 170 A 60% TP1) / 160 A
100% TP1) / 130A100% TP1) / 130A100% TP1) / 130
35% TP1) / 180 A 35% TP1) / 180 A 35% TP1) / 170 A
AC-keevitusvool
10 min / 40 °C
(104 °F)
Kaitsegaas
60% TP1) / 130 A 60% TP1) / 120 A 60% TP1) / 120 A
100% TP1) / 100A100% TP1) / 100A100% TP1) / 100
Argoon Argoon Argoon
(norm EN 439)
Elektroodi
läbimõõt
1,0–4,0 mm
(0,039–0,158 in)
1,0–4,0 mm
(0,039–0,158 in)
1,0–4,0 mm
(0,039–0,158 in)
A
A
DC-keevitusvool
10 min / 40 °C
(104 °F)
AC-keevitusvool
10 min / 40 °C
(104 °F)
Kaitsegaas
(norm EN 439)
Elektroodi
läbimõõt
TTB 220 P S G
2)
TTB 220 P G
TFC
TTB 260 G
3)
35% TP1) / 220 A 35% TP1) / 220 A 35% TP1) / 260 A
60% TP1) / 170 A 60% TP1) / 170 A 60% TP1) / 200 A
100% TP1) / 130A100% TP1) / 130A100% TP1) / 150
35% TP1) / 180 A 35% TP1) / 180 A 35% TP1) / 200 A
60% TP1) / 130 A 60% TP1) / 130 A 60% TP1) / 160 A
100% TP1) / 100A100% TP1) / 100A100% TP1) / 120
Argoon Argoon Argoon
1,0–4,0 mm
(0,039–0,158 in)
1,0–3,2 mm
(0,039–0,126 in)
1,0–4,0 mm
(0,039–0,158 in)
A
A
96

1)
2)
3)
TP= sisselülitamise aeg
Keskliigendiga põletipea korpus
TFC-kinnitussüsteem
Vesijahutusega
põletipea korpus
–
TTB 180, TTB
300, TTB 400,
TTB 500
TTB 180 W TTB 300 W
DC-keevitusvool
10 min / 40 °C (104 °F)
AC-keevitusvool
10 min / 40 °C (104 °F)
Kaitsegaas
60% TP1) / 180 A 60% TP1) / 300 A
100% TP1) / 140 A 100% TP1) / 230 A
60% TP1) / 140 A 60% TP1) / 250 A
100% TP1) / 110 A 100% TP1) / 190 A
Argoon Argoon
(norm EN 439)
Elektroodi läbimõõt 1,0–3,2 mm
(0,039–0,126 in)
Minimaalne jahutusvedeliku läbivool Q
min
(0,26 gal [US]/min)
1 l/min
(0,26 gal [US]/min)
1,0–3,2 mm
(0,039–0,126 in)
1 l/min
TTB 400 W F TTB 500 W
DC-keevitusvool
10 min / 40 °C (104 °F)
AC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 400 A 60% TP1) / 500 A
100% TP1) / 300 A 100% TP1) / 400 A
60% TP1) / 320 A 60% TP1) / 400 A
100% TP1) / 250 A 100% TP1) / 300 A
ET
Kaitsegaas
Argoon Argoon
(norm EN 439)
Elektroodi läbimõõt 1,0–4,0 mm
(0,039–0,158 in)
Minimaalne jahutusvedeliku läbivool Q
1)
min
TP = sisselülitamise aeg
(0,26 gal [US]/min)
1 l/min
1,0–6,4 mm
(0,039–0,252 in)
1 l/min
(0,26 gal [US]/min)
97

Gaasjahutusega
voolikupakett –
THP 160i,
THP 220i,
THP 260i
THP 160i THP 220i
35% TP1) / 160 A 35% TP1) / 220 A
DC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 120 A 60% TP1) / 170 A
100% TP1) / 90 A 100% TP1) / 130 A
35% TP1) / 120 A 35% TP1) / 180 A
AC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 90 A 60% TP1) / 130 A
100% TP1) / 70 A 100% TP1) / 100 A
Pikkus
Maksimaalne lubatav tühikäigu-
4,0/8,0 m
(13 ft 1,48 in / 26 ft
2,96 in)
113 V 113 V
(13 ft 1,48 in / 26 ft
4,0/8,0 m
2,96 in)
pinge (U0)
Maksimaalne lubatav süütepinge
10 kV 10 kV
(UP)
THP 260i
35% TP1) / 260 A
DC-keevitusvool 10 min / 40 °C (104 °F)
60% TP1) / 200 A
100% TP1) / 150 A
35% TP1) / 200 A
AC-keevitusvool 10 min / 40 °C (104 °F)
60% TP1) / 160 A
100% TP1) / 120 A
4,0/8,0 m
Pikkus
(13 ft 1,48 in / 26 ft
2,96 in)
Maksimaalne lubatav tühikäigupinge (U0) 113 V
Maksimaalne lubatav süütepinge (UP) 10 kV
1)
TP= sisselülitamise aeg
98

Vesijahutusega
voolikupakett –
THP 300i,
THP 400i,
THP 500i
THP 300i THP 400i
DC-keevitusvool
10 min / 40 °C (104 °F)
AC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 300 A 60% TP1) / 400 A
100% TP1) / 230 A 100% TP1) / 300 A
60% TP1) / 250 A 60% TP1) / 350 A
100% TP1) / 190 A 100% TP1) / 270 A
ET
Kaitsegaas
(norm EN 439)
Minimaalne jahutusvedeliku läbivool Q
min
Pikkus
Väikseim jahutusvõimsus standardi IEC 60974-2 järgi, olenevalt voolikupaketi pikkusest
Minimaalne jahutusvedeliku läbivool Q
min
Minimaalne jahutusvedeliku surve p
min
Maksimaalne jahutusvedeliku
surve p
max
Maksimaalne lubatav tühikäigupinge (U0)
Maksimaalne lubatav süütepinge
(UP)
Argoon Argoon
1 l/min
(0,26 gal [US]/min)
4,0/8,0 m
(13 ft 1,48 in / 26 ft
2,96 in)
650/650 W 950/950 W
1 l/min
(0,26 gal [US[/min)
3 bar
(43 psi)
5,5 bar
(79 psi)
113 V 113 V
10 kV 10 kV
1 l/min
(0,26 gal [US]/min)
4,0/8,0 m
(13 ft 1,48 in / 26 ft
2,96 in)
1 l/min
(0,26 gal [US[/min)
3 bar
(43 psi)
5,5 bar
(79 psi)
THP 500i
60% TP1) / 500 A
DC-keevitusvool 10 min / 40 °C (104 °F)
100% TP1) / 400 A
60% TP1) / 400 A
AC-keevitusvool 10 min / 40 °C (104 °F)
100% TP1) / 300 A
Kaitsegaas
Argoon
(norm EN 439)
Minimaalne jahutusvedeliku läbivool Q
min
1 l/min
(0,26 gal [US]/min)
4,0/8,0 m
Pikkus
(13 ft 1,48 in / 26 ft
2,96 in)
Väikseim jahutusvõimsus standardi IEC 60974-2 järgi,
1200/1750 W
olenevalt voolikupaketi pikkusest
Minimaalne jahutusvedeliku läbivool Q
Minimaalne jahutusvedeliku surve p
min
min
(0,26 gal [US[/min)
1 l/min
3 bar
(43 psi)
99

THP 500i
Gaasjahutusega
pikendusvoolikute pakett –
HPT 220i G
Maksimaalne jahutusvedeliku surve p
max
5,5 bar
(79 psi)
Maksimaalne lubatav tühikäigupinge (U0) 113 V
Maksimaalne lubatav süütepinge (UP) 10 kV
1)
TP= sisselülitamise aeg
HPT 220i EXT G
35% TP1) / 220 A
DC-keevitusvool 10 min / 40 °C (104 °F)
60% TP1) / 170 A
100% TP1) / 130 A
35% TP1) / 180 A
AC-keevitusvool 10 min / 40 °C (104 °F)
60% TP1) / 130 A
100% TP1) / 100 A
Kaitsegaas
Argoon
(norm EN 439)
Vesijahutusega
pikendusvoolikute pakett – HPT
400i
Pikkus
(32 ft) 9,70 in)
10,0 m
Maksimaalne lubatav tühikäigupinge (U0) 113 V
Maksimaalne lubatav süütepinge (UP) 10 kV
1)
TP= sisselülitamise aeg
HPT 400i EXT W
60% TP1) / 400 A
DC-keevitusvool 10 min / 40 °C (104 °F)
100% TP1) / 300 A
60% TP1) / 350 A
AC-keevitusvool 10 min / 40 °C (104 °F)
100% TP1) / 270 A
Kaitsegaas
Argoon
(norm EN 439)
Pikkus
(32 ft) 9,70 in)
10,0 m
100
Maksimaalne lubatav tühikäigupinge (U0) 113 V
Maksimaalne lubatav süütepinge (UP) 10 kV
Väikseim jahutusvõimsus standardi IEC 60974-2 järgi,
750/750 W
olenevalt voolikupaketi pikkusest
Minimaalne jahutusvedeliku läbivool Q
min
1 l/min
(0,26 gal [US]/min)
 Loading...
Loading...