

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TTB 80 G, TTB 160 G, TTB 220 G
TTB 300 W
THP 120 G SH, THP 150 G SH
THP 180 G SH
THP 300 W SH
Návod k obsluze
CS
Kasutusjuhend
ET
Kezelési útmutató
HU
Instrukcja obsługi
PL
Manualul de utilizare
RO
Návod na obsluhu
SK
42,0410,2546 003-12102021
Page 2

Page 3

Obsah
Bezpečnost 4
Bezpečnost 4
Předpisové použití 5
Varianty svařovacího hořáku 6
Dostupné varianty svařovacího hořáku 6
Funkce svařovacího hořáku Up/Down 8
Ovládací prvky svařovacího hořáku Up/Down 8
Popis funkcí svařovacího hořáku Up/Down 8
Montáž spotřebních dílů 10
Montáž systému spotřebních dílů A s násuvnou plynovou hubicí 10
Montáž systému spotřebních dílů P s plynovou hubicí na závit 11
Montáž těla hořáku, připojení svařovacího hořáku 12
Montáž těla hořáku 12
Připojení svařovacího hořáku 14
Pootočení těla hořáku 14
Výměna těla svařovacího hořáku chlazeného plynem 15
Výměna těla hořáku 15
Výměna těla svařovacího hořáku chlazeného vodou 18
Automatické vyprázdnění svařovacího hořáku a výměna těla hořáku 18
Ruční vyprázdnění svařovacího hořáku a výměna těla hořáku 20
Péče, údržba a likvidace odpadu 24
Zákazy 24
Údržba při každém uvedení do provozu 25
Likvidace odpadu 25
Diagnostika a odstraňování závad 26
Diagnostika a odstraňování závad 26
Technické údaje 29
Všeobecné informace 29
Tělo hořáku chlazené plynem – TTB 80, TTB 160, TTB 220 29
Tělo hořáku chlazené vodou – TTB 180, TTB 300 30
Hadicové vedení chlazené plynem – THP 120 G SH, THP 180 G SH 31
Hadicové vedení chlazené plynem – THP 150 G SH 31
Hadicové vedení chlazené vodou – THP 300 SH 33
CS
3
Page 4

Bezpečnost
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smějí provádět jen odborně vyškolené
▶
osoby.
Tento dokument je nutné přečíst a porozumět mu.
▶
Všechny návody k obsluze systémových komponent, zejména bezpečnostní předpi-
▶
sy, je nutné přečíst a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem a vysouvanou drátovou elektrodou.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné systémové komponenty a odpojte
▶
je od elektrické sítě.
Zajistěte všechny začleněné systémové komponenty proti opětovnému zapnutí.
▶
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku vadných systémových komponent a nesprávné obsluhy.
Následkem mohou být těžká poranění a materiální škody.
Veškeré kabely, vedení a hadicová vedení musí být vždy pevně připojené, nepoško-
▶
zené, správně izolované a dostatečně dimenzované.
VAROVÁNÍ!
Nebezpečí úniku chladicího média v důsledku neutěsněných hadic chladicího
média.
Následkem může být nebezpečí uklouznutí a materiální škody.
Hadice chladicího média u vodou chlazených svařovacích hořáků po odpojení od
▶
chladicího modulu nebo od podavače drátu vždy uzavřete pomocí namontovaného
plastového uzávěru.
POZOR!
Nebezpečí od horkých součástí svařovacího hořáku a horkého chladicího média.
Může dojít k vážnému opaření.
Před zahájením všech prací popsaných v tomto dokumentu nechte všechny
▶
součásti svařovacího hořáku a chladicí médium vychladnout na pokojovou teplotu
(+25 °C / +77 °F).
4
Page 5

POZOR!
Předpisové
použití
Nebezpečí plynoucí z provozu vodou chlazených svařovacích hořáků bez chladicího média.
Může dojít k hmotným škodám.
Vodou chlazené svařovací hořáky nesmí být nikdy provozovány bez použití chla-
▶
dicího média.
Během svařování zajistěte přiměřený průtok chladicího média – je tomu tak v
▶
případě, že je v zásobníku chladicího média chladicího modulu patrný odpovídající
zpětný tok chladicího média.
Výrobce neodpovídá za škody způsobené nedodržením výše uvedených pokynů,
▶
veškeré záruční nároky zanikají.
Ruční svařovací hořák TIG je určen výhradně pro svařování TIG a pájení TIG při ručním
použití.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za škody
vzniklé nepředpisovým použitím výrobce neručí.
K předpisovému používání patří rovněž:
- dodržování všech pokynů uvedených v návodu k obsluze
- provádění pravidelných inspekčních a údržbářských prací.
CS
5
Page 6

Varianty svařovacího hořáku
Dostupné varianty svařovacího
hořáku
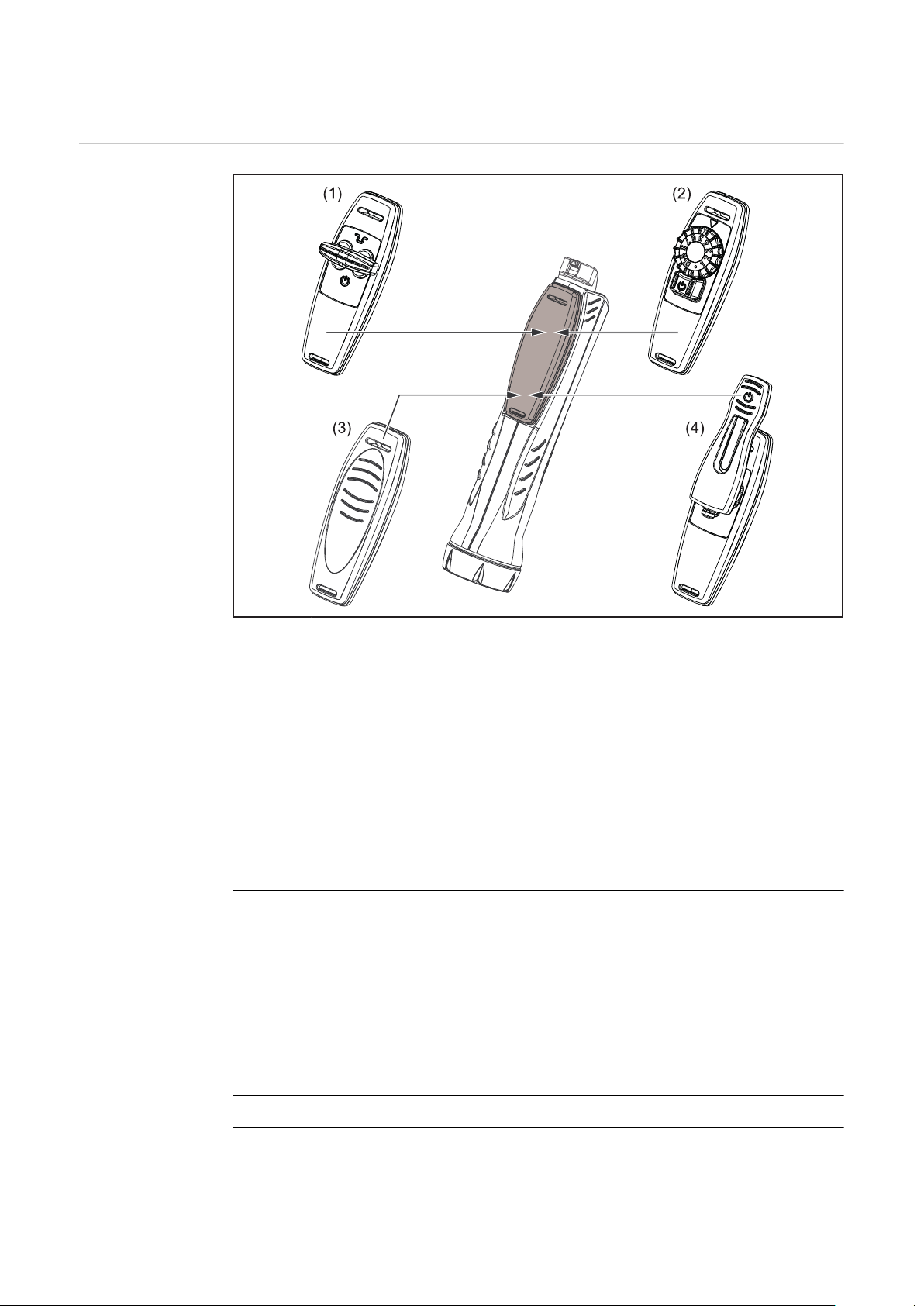
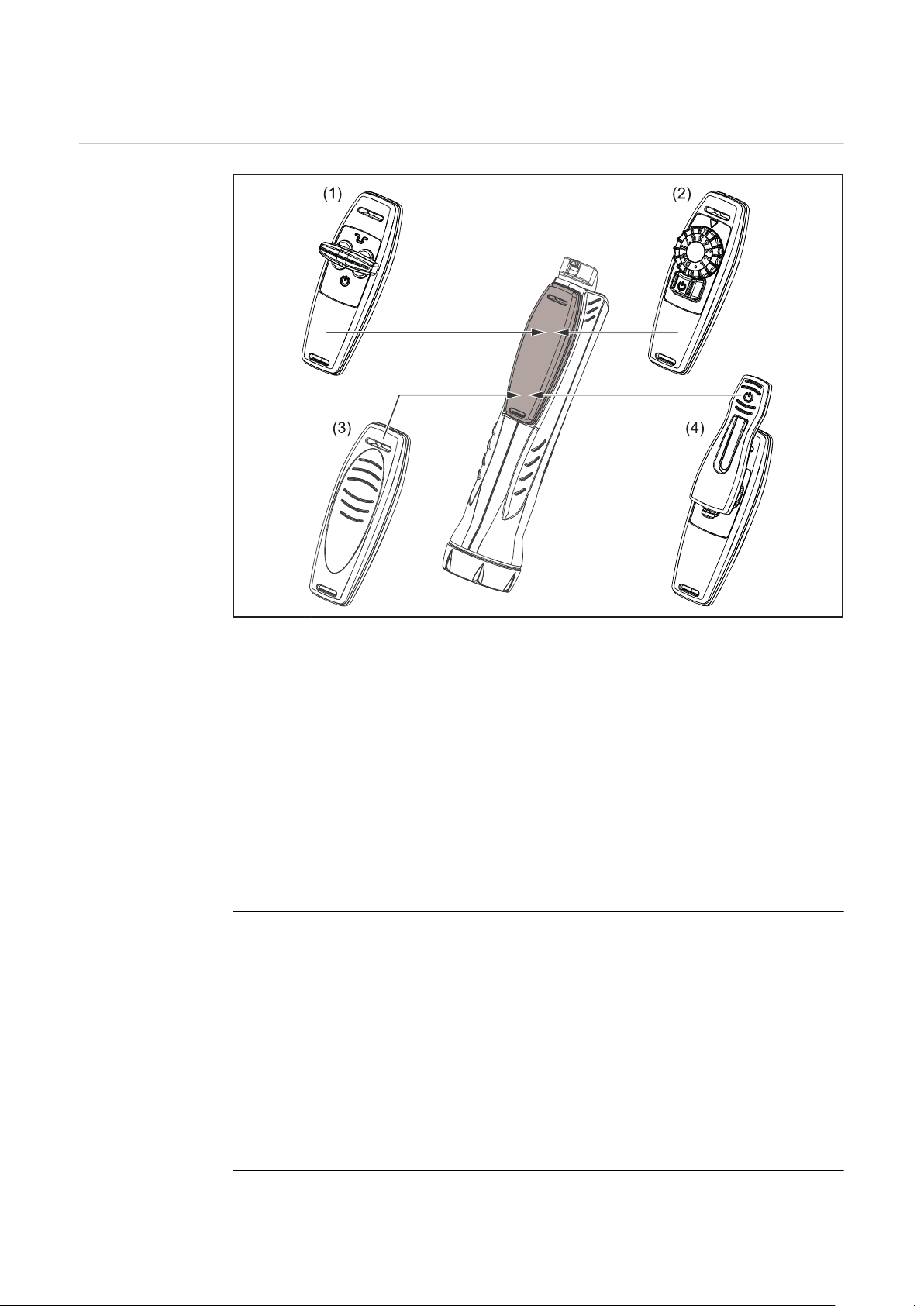
(1) Standardní rozhraní
Zpětné zatlačení tlačítka:
a) pokud je na svařovacím zdroji aktivováno vysokofrekvenční zapalování (VF
zapalování), proces zapalování se aktivuje
b) pokud je na svařovacím zdroji aktivováno dotykové zapalování, na wolfra-
movou elektrodu se přivede svařovací napětí. Dotykem svařence se zahájí
svařovací proces
Stisknutí tlačítka dopředu během svařování:
a) při svařování v režimu 4takt se stisknutím tlačítka dopředu a jeho podržením
aktivuje mezipokles. Tato funkce je dostupná pouze v případě, že na
svařovacím zdroji byl nastaven snížený proud I
(2) Rozhraní potenciometru
Stisknutí tlačítka Start:
a) pokud je na svařovacím zdroji aktivováno vysokofrekvenční zapalování (VF
zapalování), proces zapalování se aktivuje
b) pokud je na svařovacím zdroji aktivováno dotykové zapalování, na wolfra-
movou elektrodu se přivede svařovací napětí. Dotykem svařence se zahájí
svařovací proces
Potenciometr:
a) slouží k nastavení svařovacího proudu
2
(3) Bez tlačítka hořáku
(4) Standardní rozhraní s prodloužením tlačítek hořáku
Zpětné zatlačení tlačítka:
6
Page 7

a) pokud je na svařovacím zdroji aktivováno vysokofrekvenční zapalování (VF
zapalování), proces zapalování se aktivuje
b) pokud je na svařovacím zdroji aktivováno dotykové zapalování, na wolfra-
movou elektrodu se přivede svařovací napětí. Dotykem svařence se zahájí
svařovací proces
Stisknutí tlačítka dopředu během svařování:
a) při svařování v režimu 4takt se stisknutím tlačítka dopředu a jeho podržením
aktivuje mezipokles. Tato funkce je dostupná pouze v případě, že na
svařovacím zdroji byl nastaven snížený proud I
(5) Rozhraní Up-Down (bez zobrazení)
Svařovací hořák je z výroby dodáván s rozhraním Up/Down. Podrobnější informace viz následující oddíl Funkce svařovacího hořáku Up/Down od str. 8.
CS
2
7
Page 8

Funkce svařovacího hořáku Up/Down
(2)
(1)
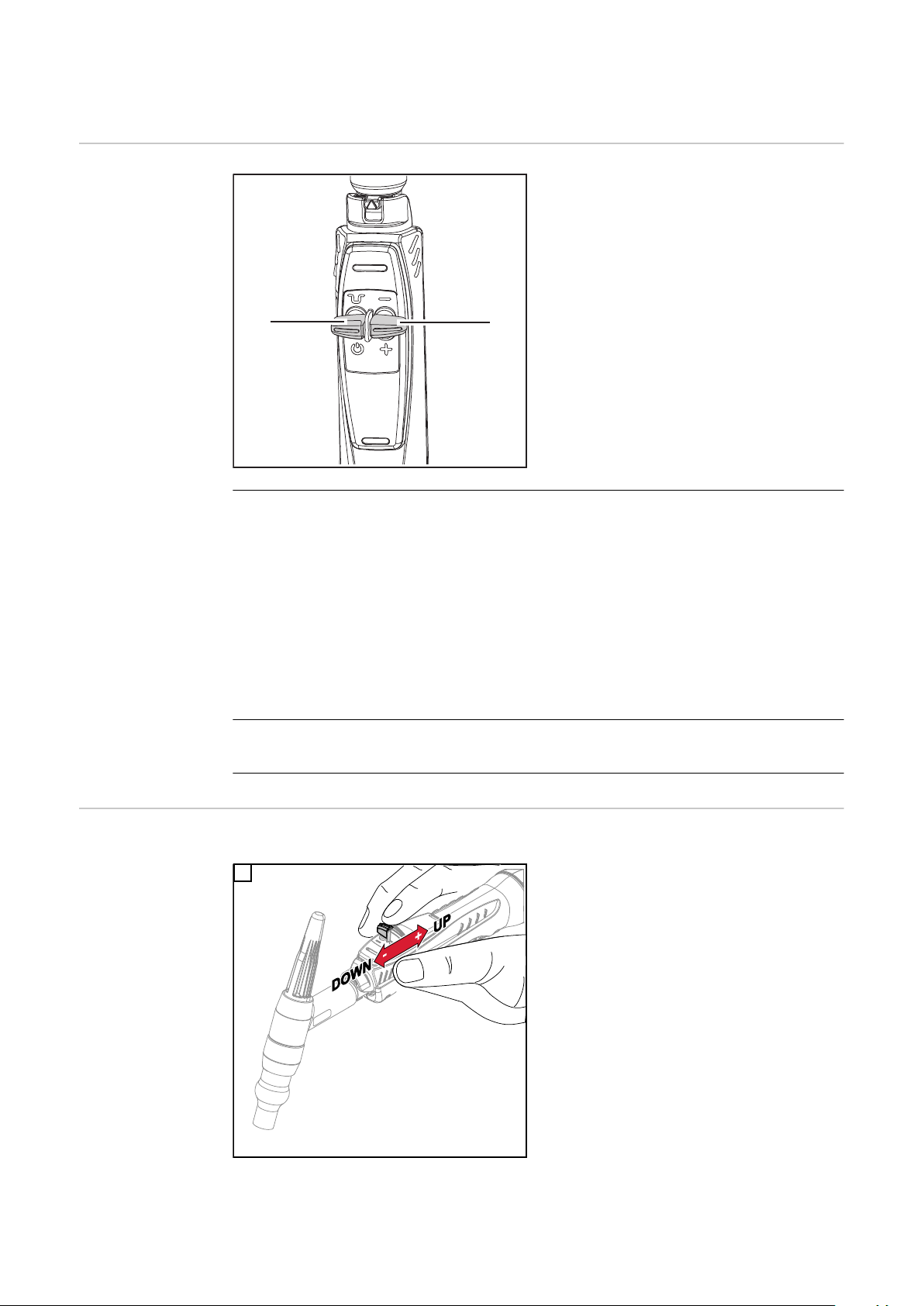
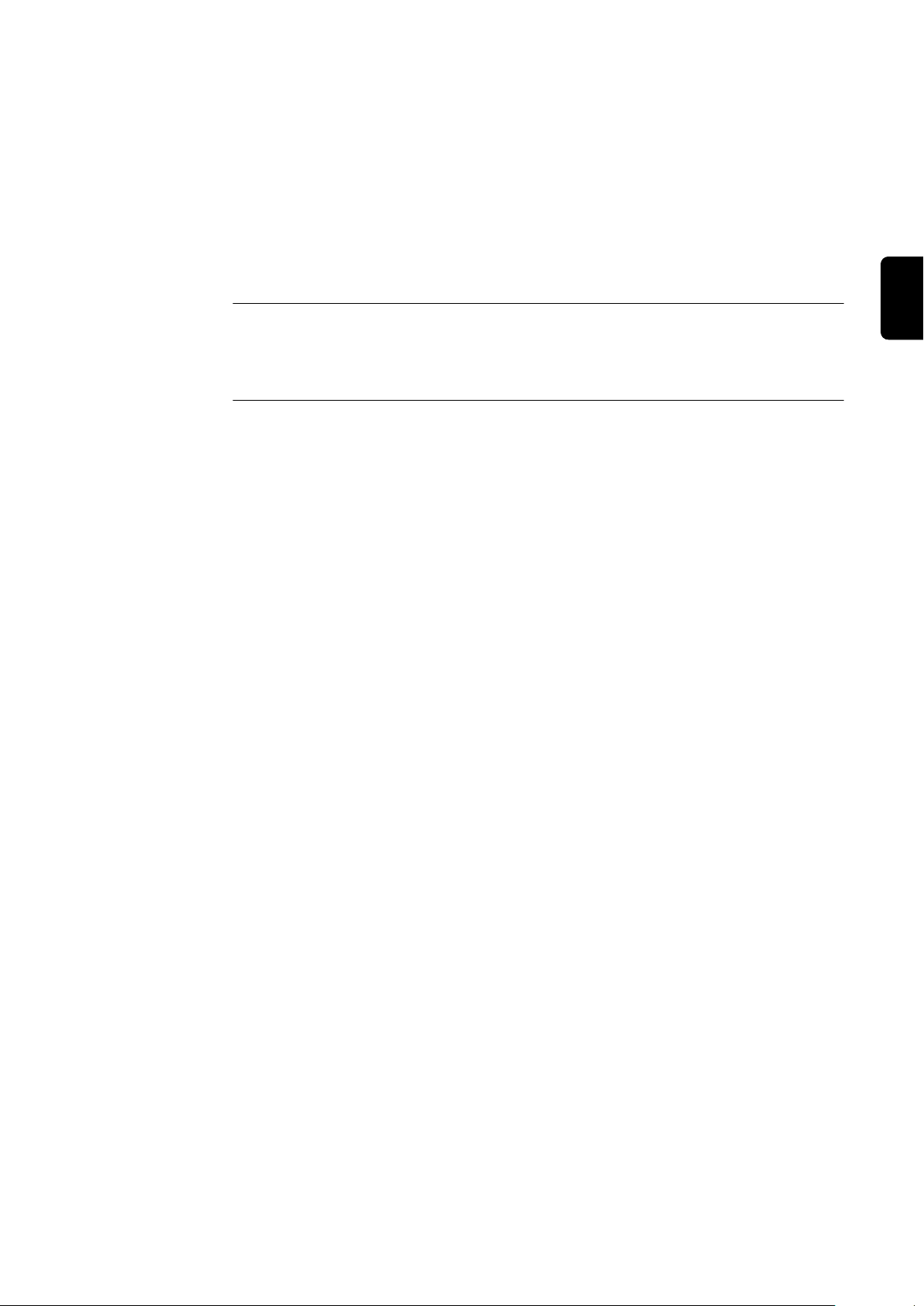
Ovládací prvky
svařovacího
hořáku Up/Down
(1) Tlačítko Start
tlačítko spouští následující funkce:
a) pokud je na svařovacím zdroji aktivováno vysokofrekvenční zapalování (VF
zapalování), proces zapalování se aktivuje zpětným zatlačením tlačítka
b) pokud je na svařovacím zdroji aktivováno dotykové zapalování, zpětným
zatlačením tlačítka se na wolframovou elektrodu přivede svařovací napětí.
Dotykem svařence se zahájí svařovací proces
c) při svařování v režimu 4takt se stisknutím tlačítka dopředu a jeho podržením
aktivuje mezipokles. Tato funkce je dostupná pouze v případě, že na
svařovacím zdroji byl nastaven snížený proud I
2
Popis funkcí
svařovacího
hořáku Up/Down
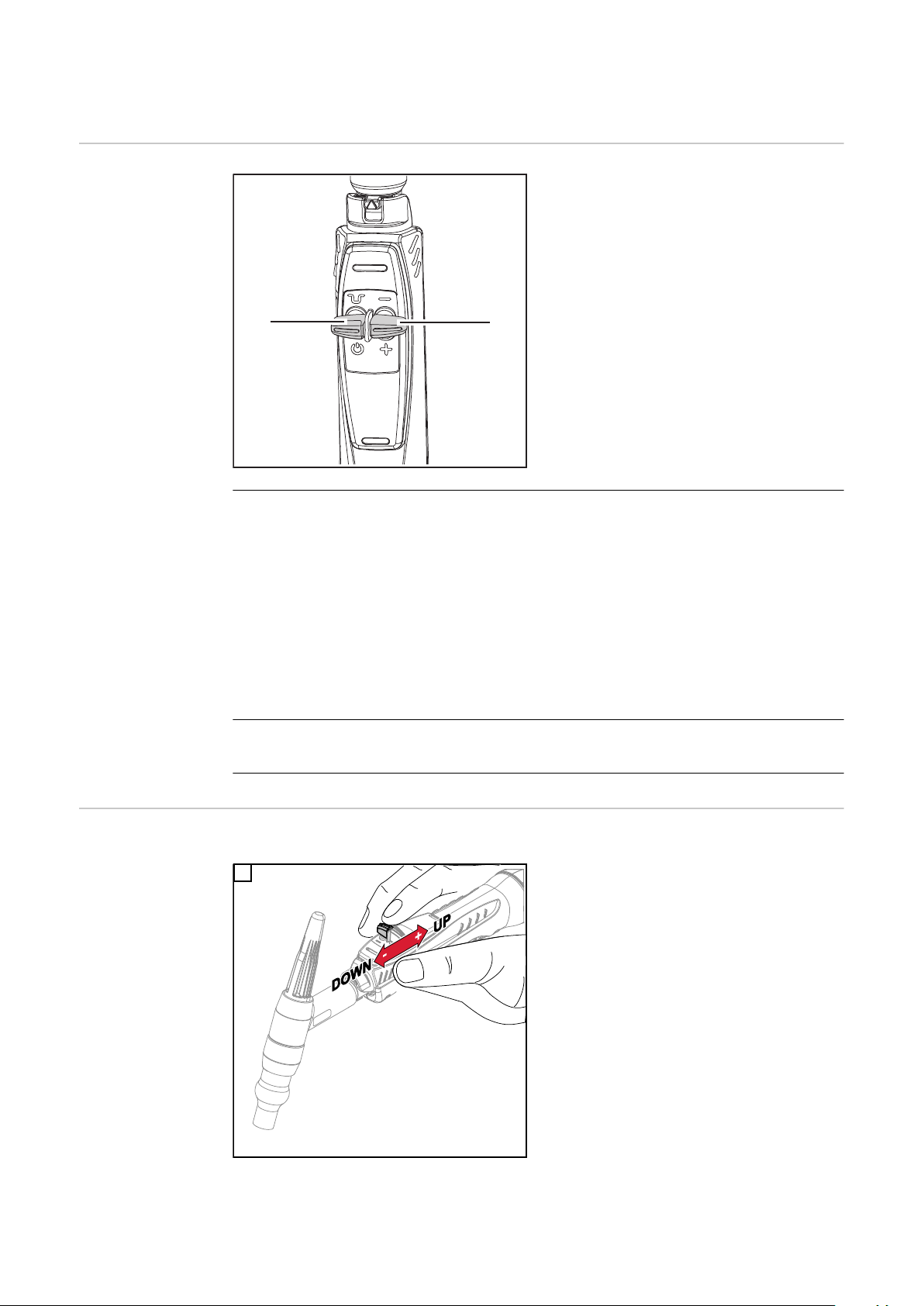
(2) Tlačítko nahoru/dolů
pro změnu svařovacího výkonu
Změna svařovacího výkonu:
1
8
Page 9

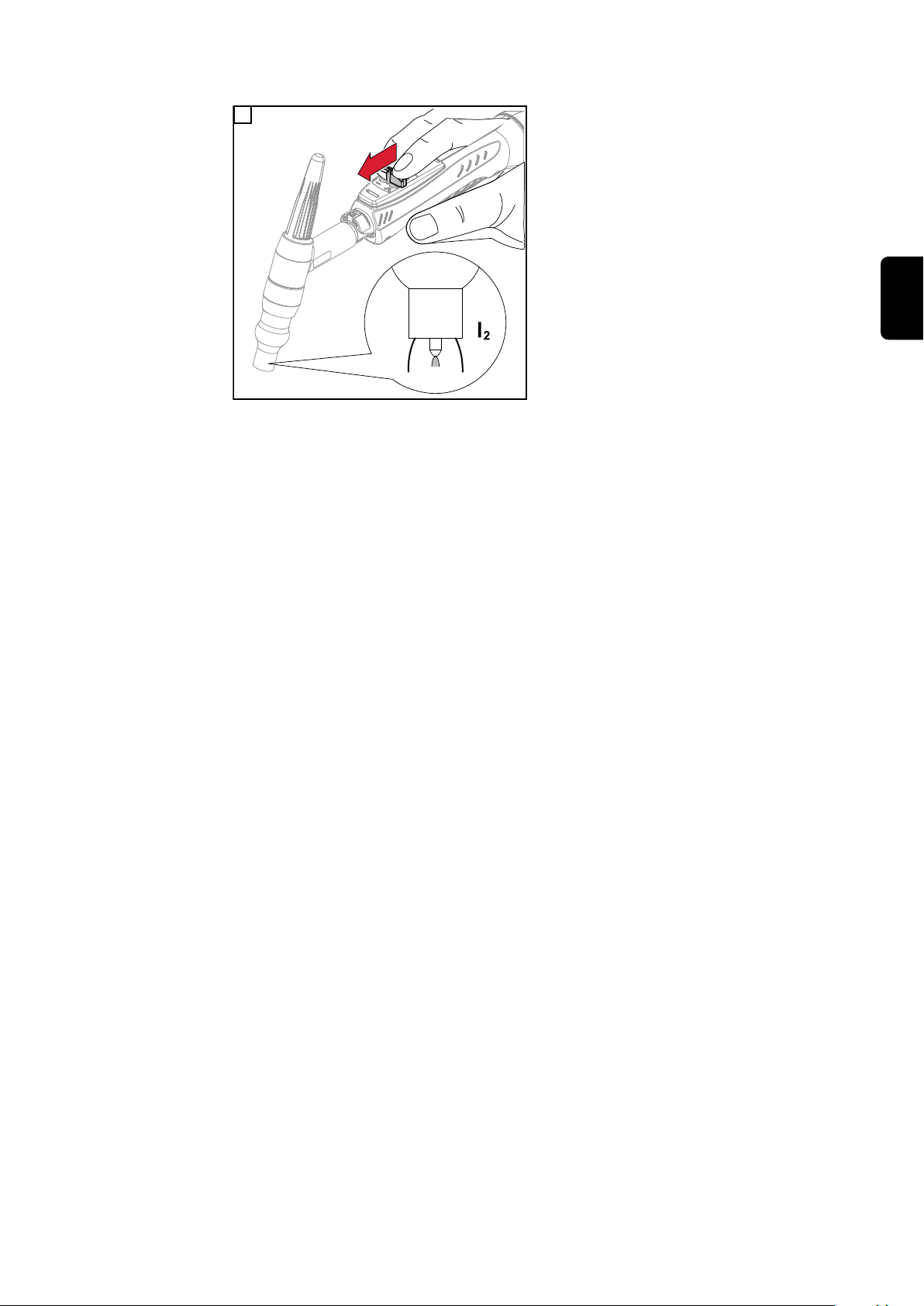
Mezipokles:
1
Zatlačte tlačítko dopředu a podržte je
stisknuté po dobu trvání mezipoklesu
CS
9
Page 10

Montáž spotřebních dílů
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Montáž systému
spotřebních dílů
A s násuvnou
plynovou hubicí
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na fixační
objímce (1) nebo plynové čočce (2).
Následkem může být poškození závitu.
Utahujte fixační objímku (1) nebo plynovou čočku (2) jen zlehka.
▶
* Vyměnitelná pryžová objímka jen pro TTB 220 G/A
** Podle provedení svařovacího hořáku může být fixační objímka (1) nahrazena ply-
novou čočkou (2)
1
2
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na krytce
hořáku.
Následkem může být poškození závitu.
Krytku hořáku dotáhněte jen natolik, aby již nebylo možné ručně posunout wolframo-
▶
vou elektrodu.
3
10
4
Utažení krytky hořáku
Page 11

Montáž systému
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
spotřebních dílů
P s plynovou hubicí na závit
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na fixační
objímce (1) nebo plynové čočce (2).
Následkem může být poškození závitu.
Utahujte fixační objímku (1) nebo plynovou čočku (2) jen zlehka.
▶
* Vyměnitelná pryžová objímka jen pro TTB 220 G/P
** Podle provedení svařovacího hořáku může být fixační objímka (1) nahrazena ply-
novou čočkou (2)
CS
1
2
POZOR!
Nebezpečí poškození v důsledku příliš vysokého utahovacího momentu na krytce
hořáku.
Následkem může být poškození závitu.
Krytku hořáku dotáhněte jen natolik, aby již nebylo možné ručně posunout wolframo-
▶
vou elektrodu.
3
4
Utažení krytky hořáku
11
Page 12

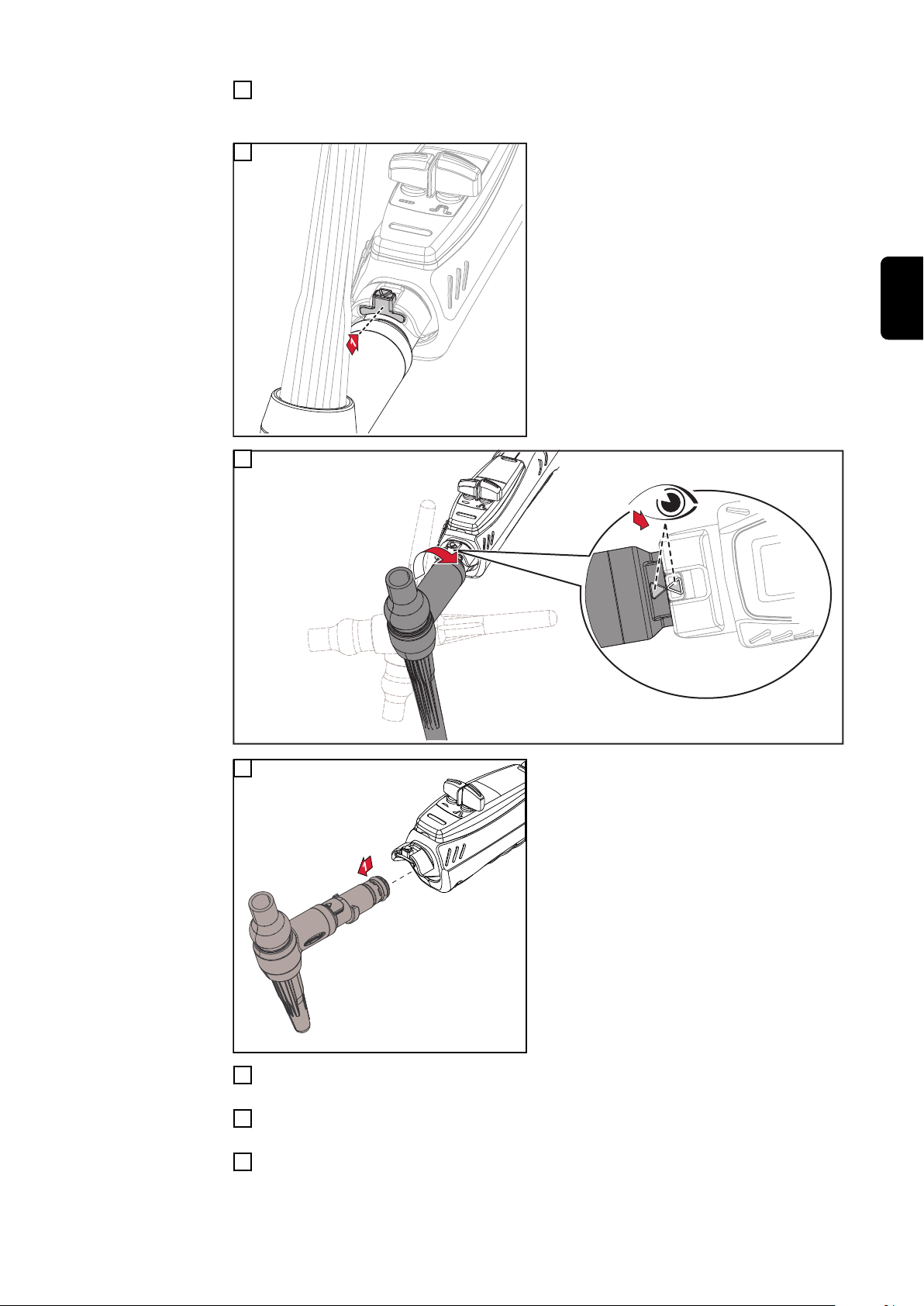
Montáž těla hořáku, připojení svařovacího hořáku
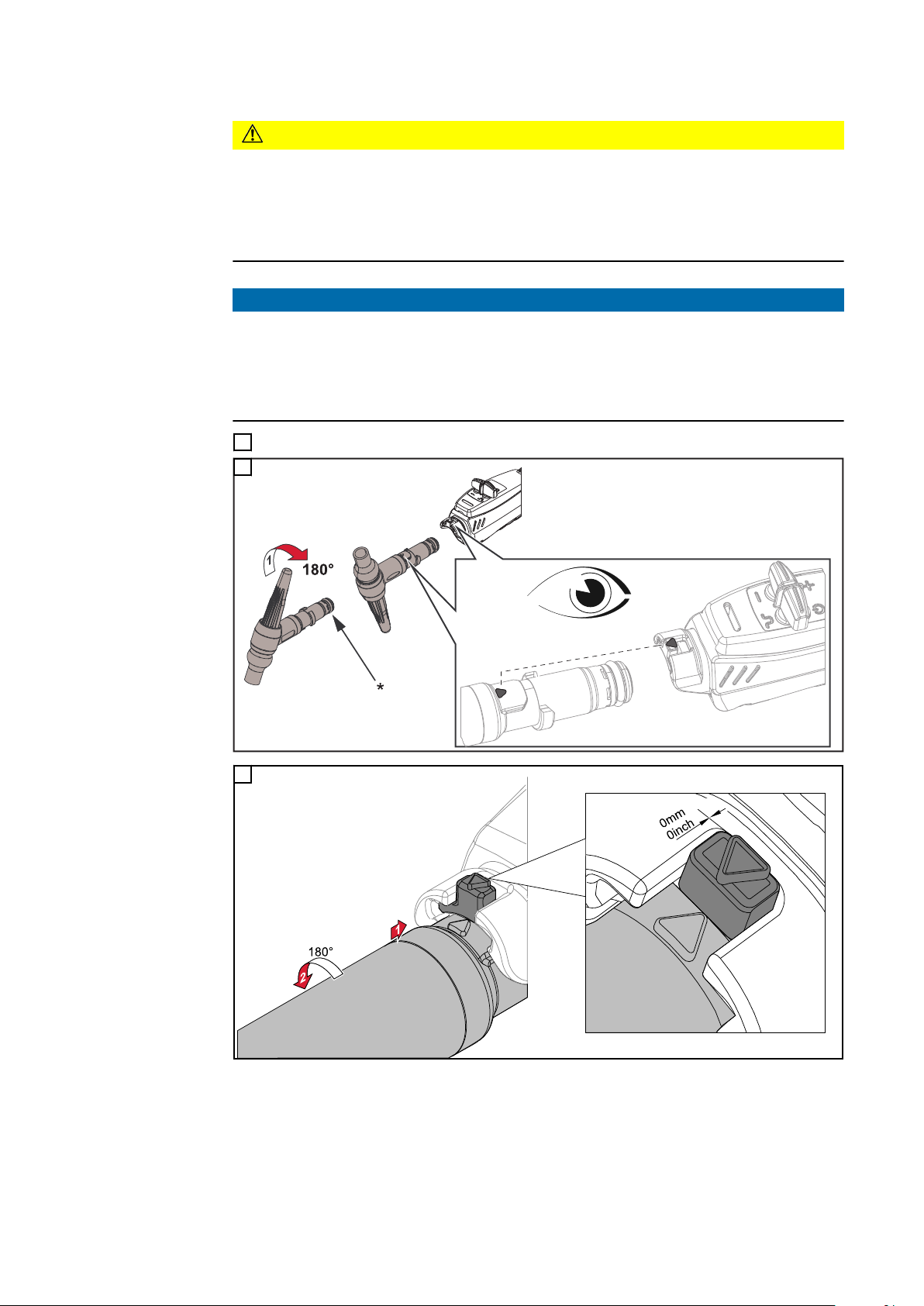
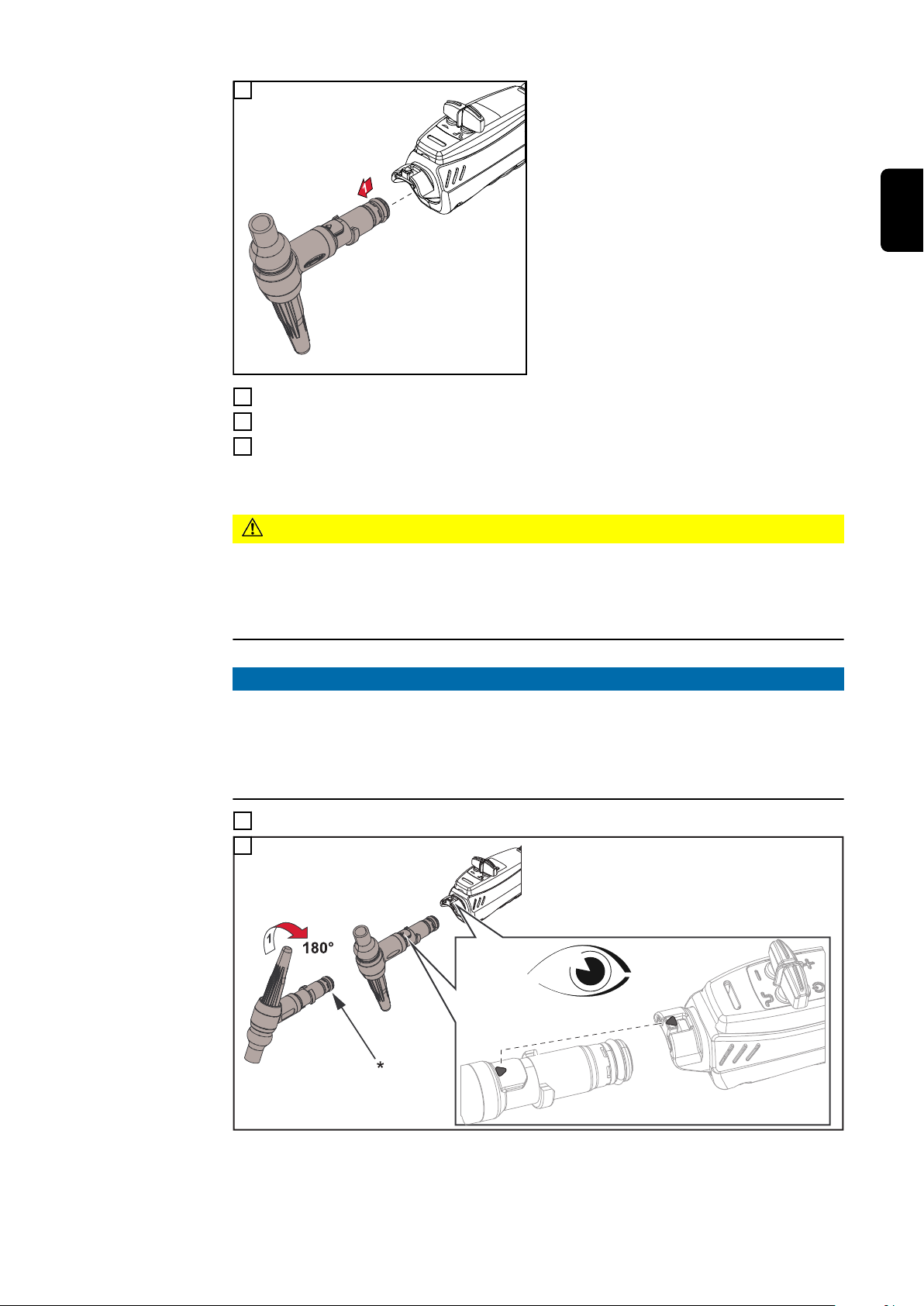
Montáž těla
hořáku
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a tím k
chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku není
▶
poškozený.
* namažte O-kroužek na těle hořáku
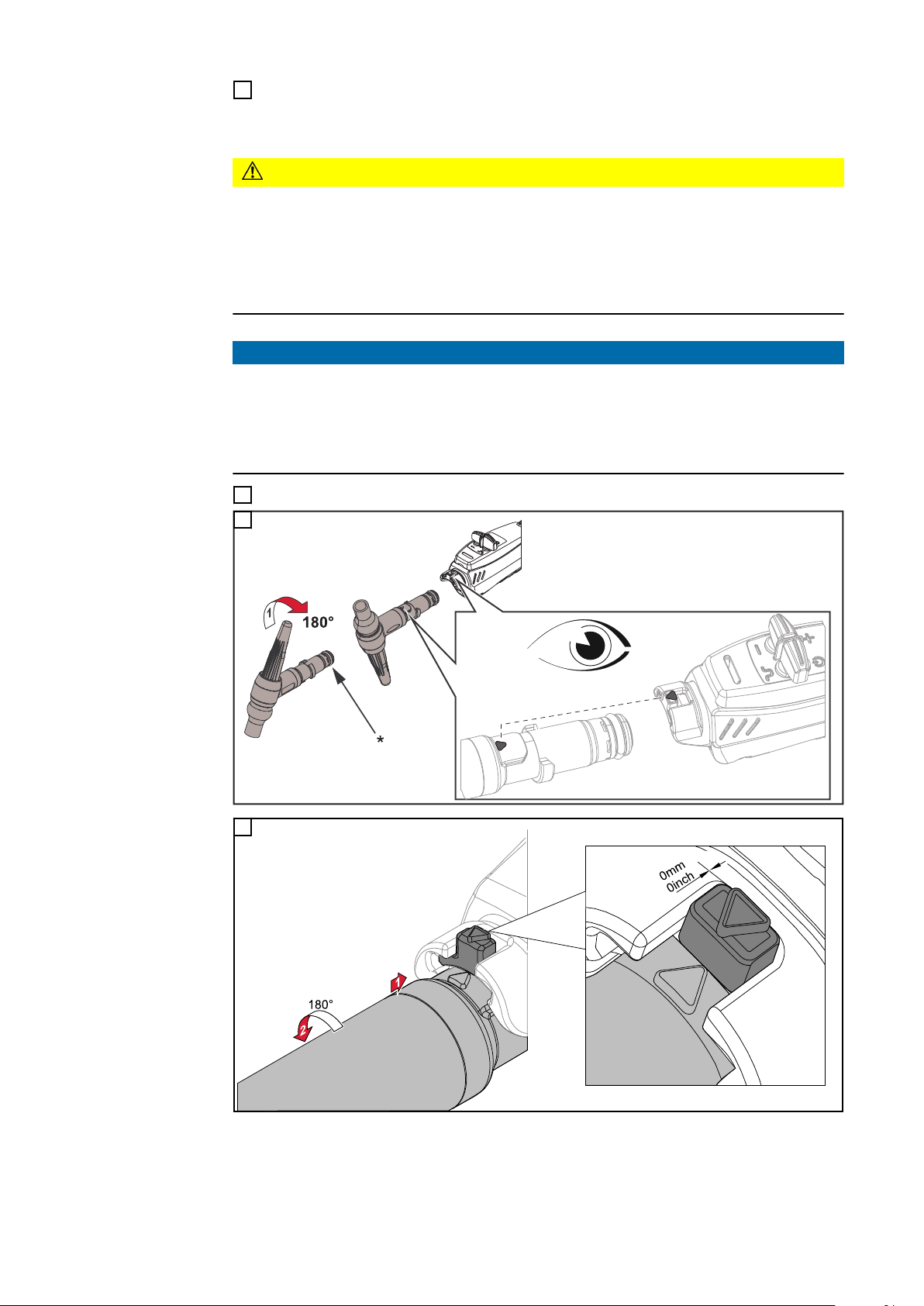
1
2
3
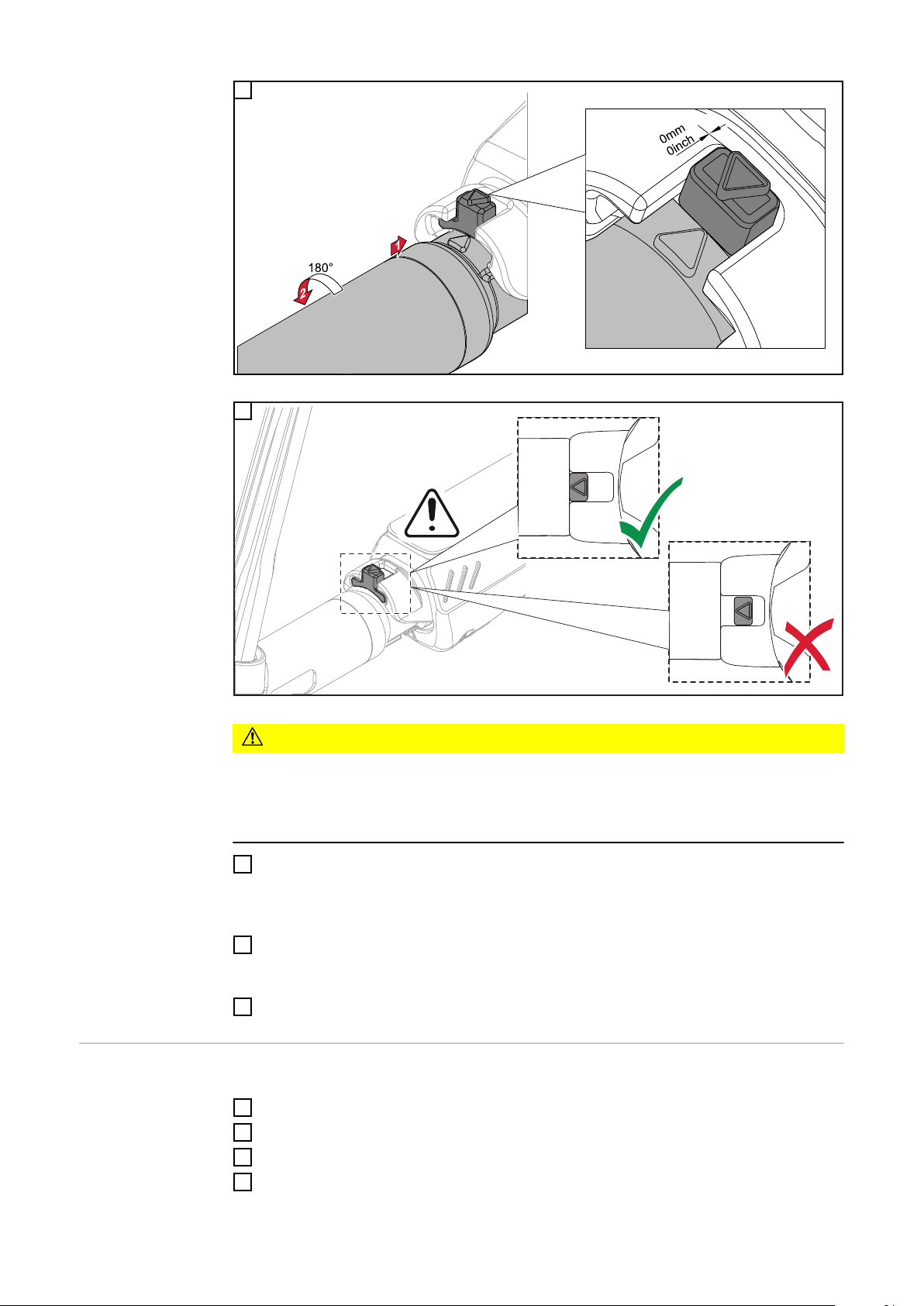
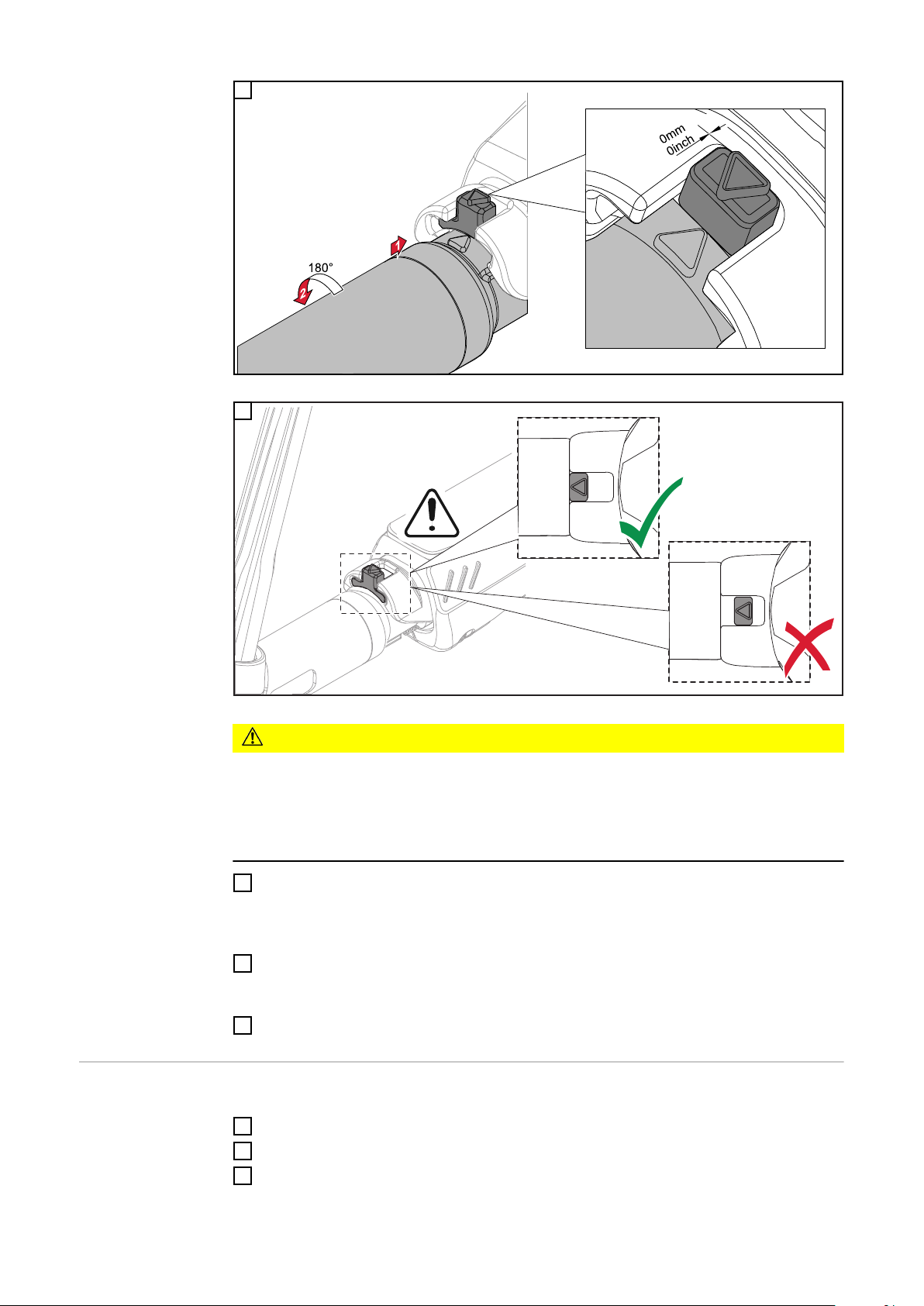
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
12
Page 13

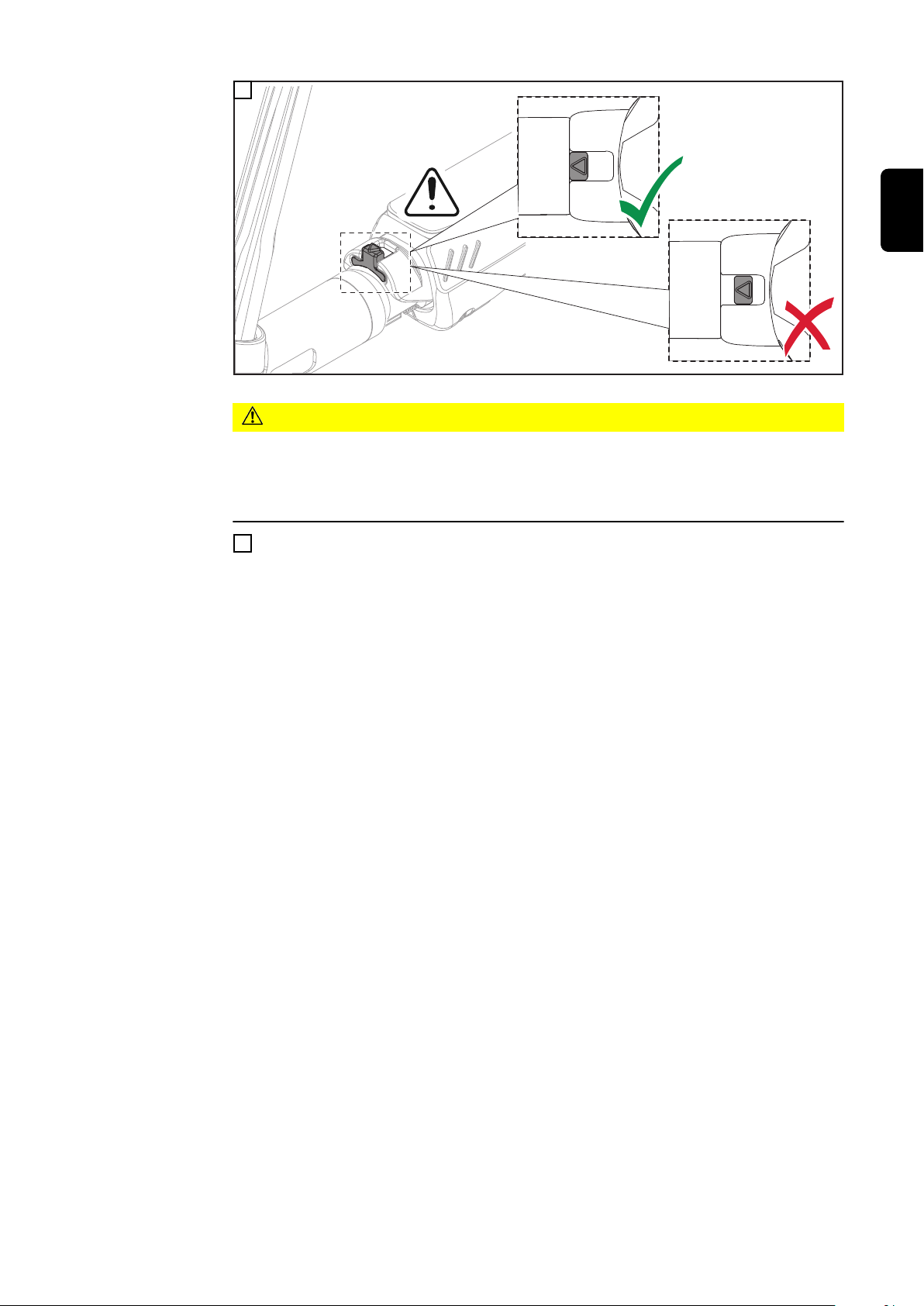
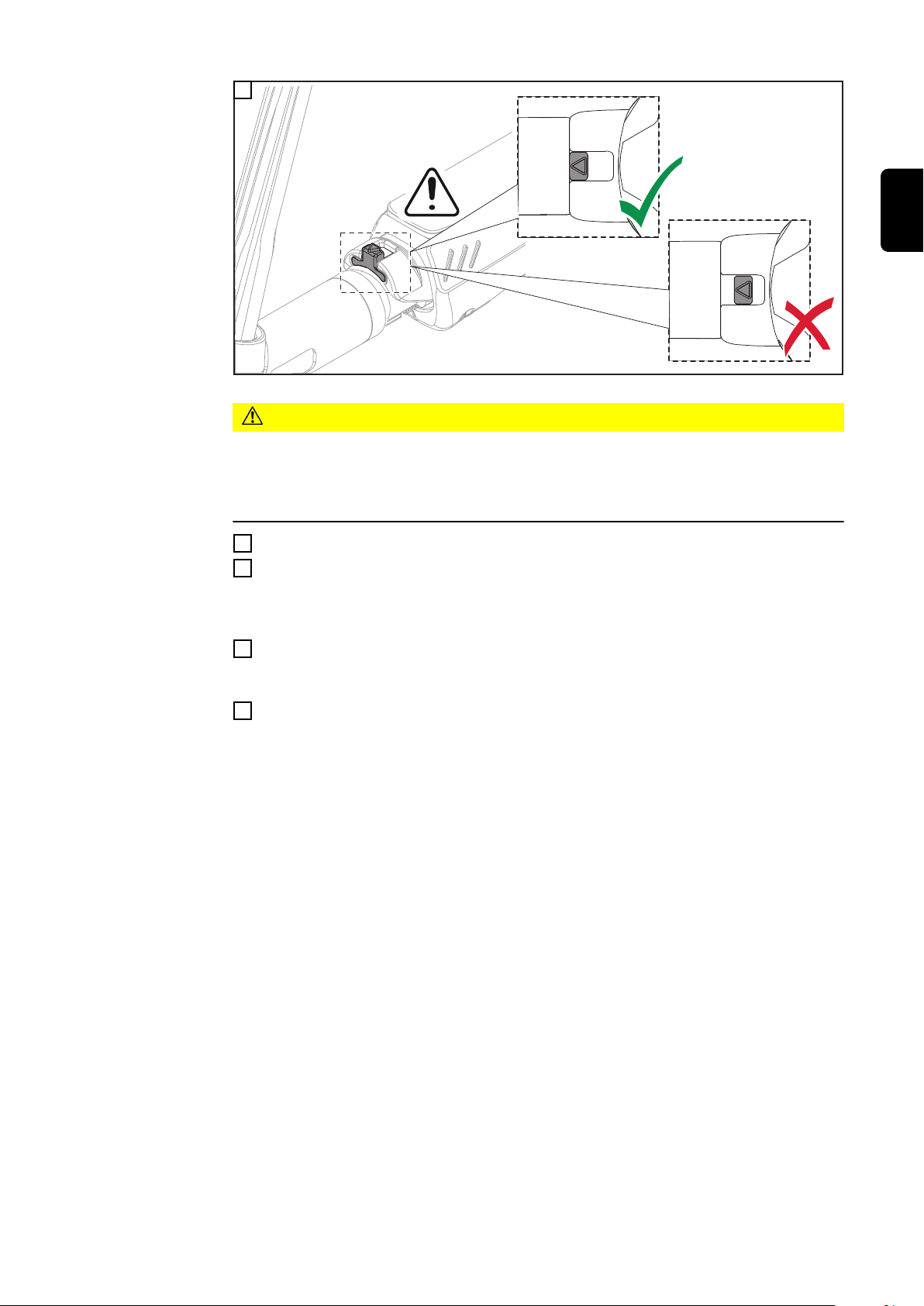
4
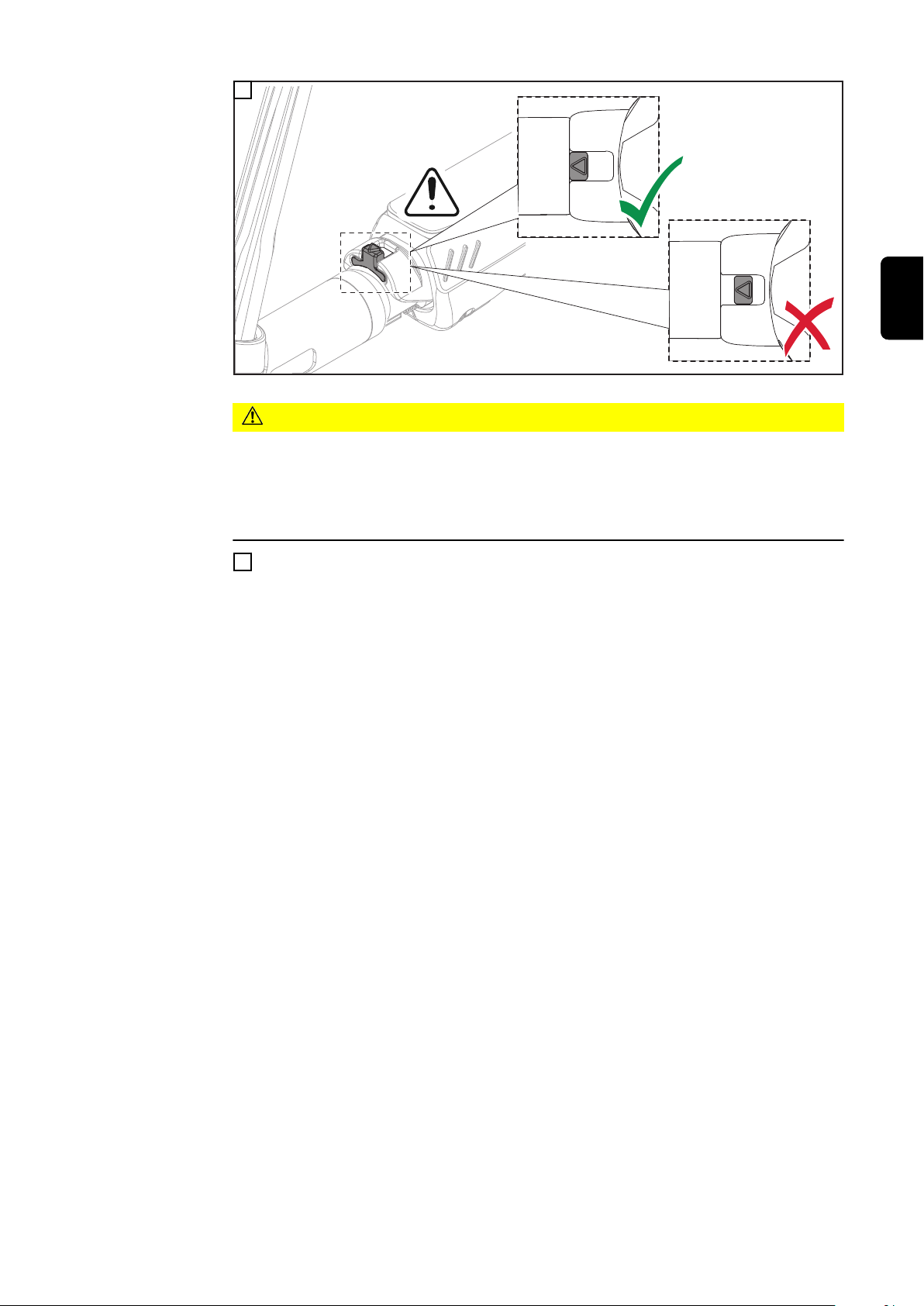
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak je tělo
▶
hořáku správně namontované a zablokované.
CS
13
Page 14
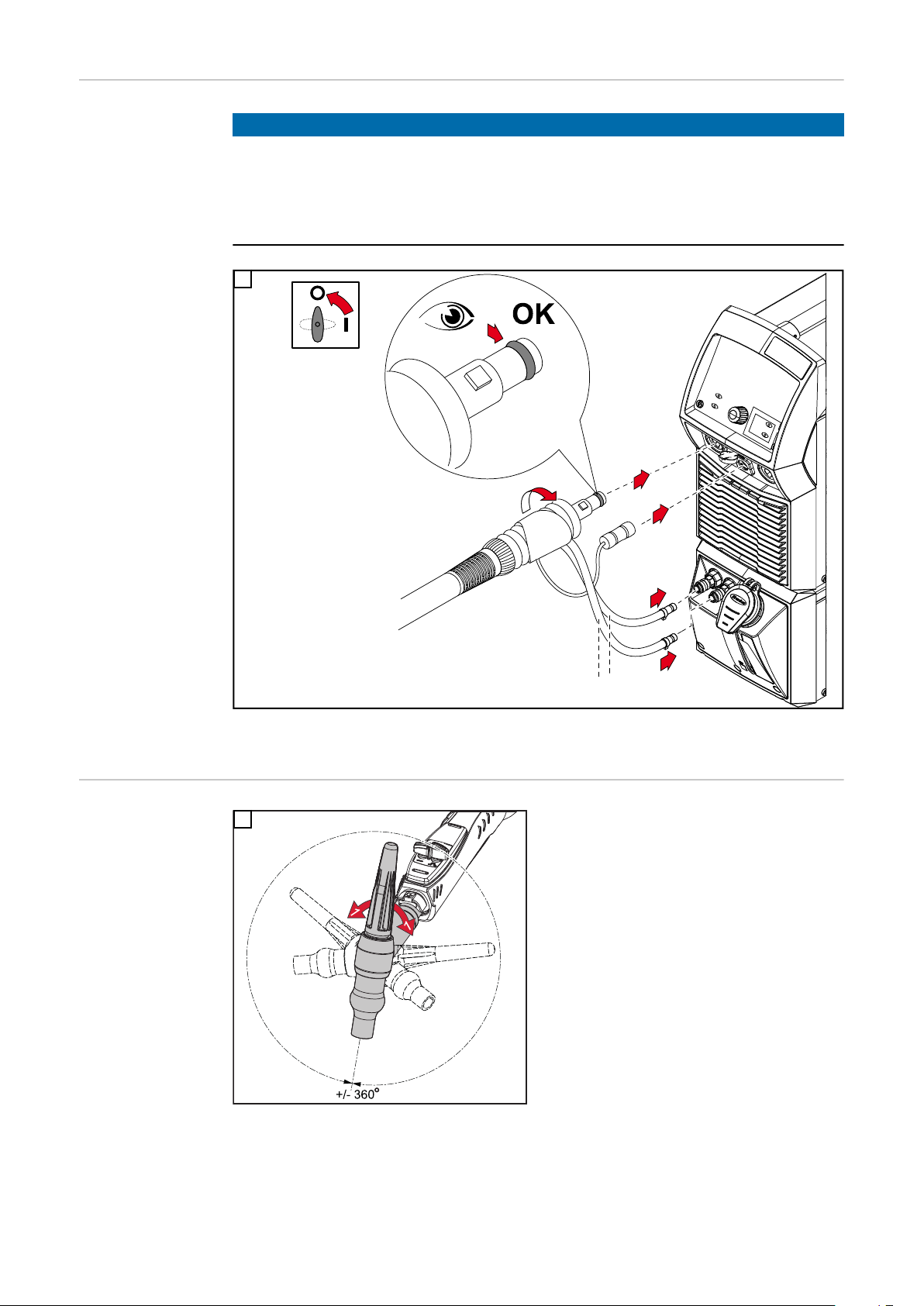
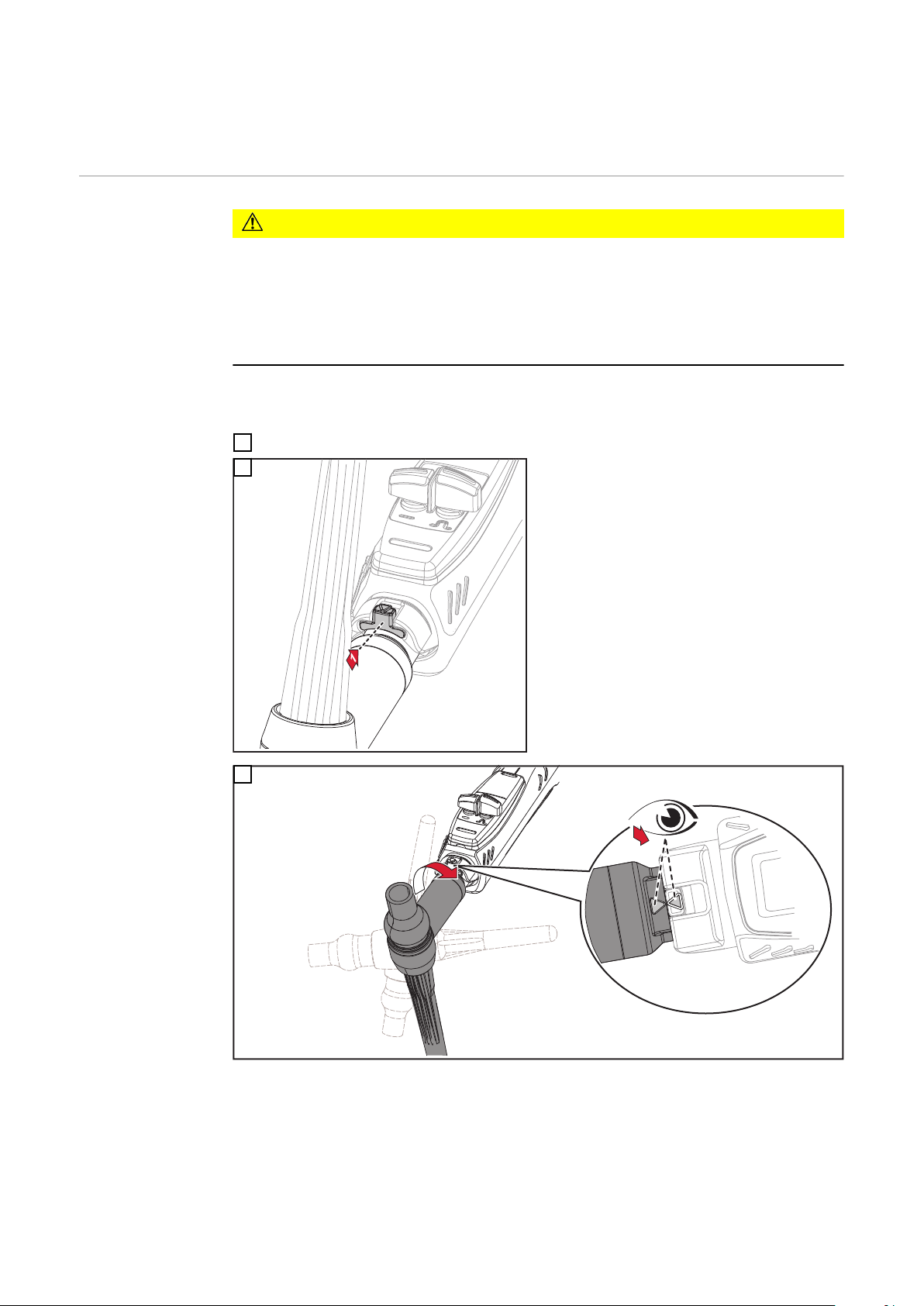
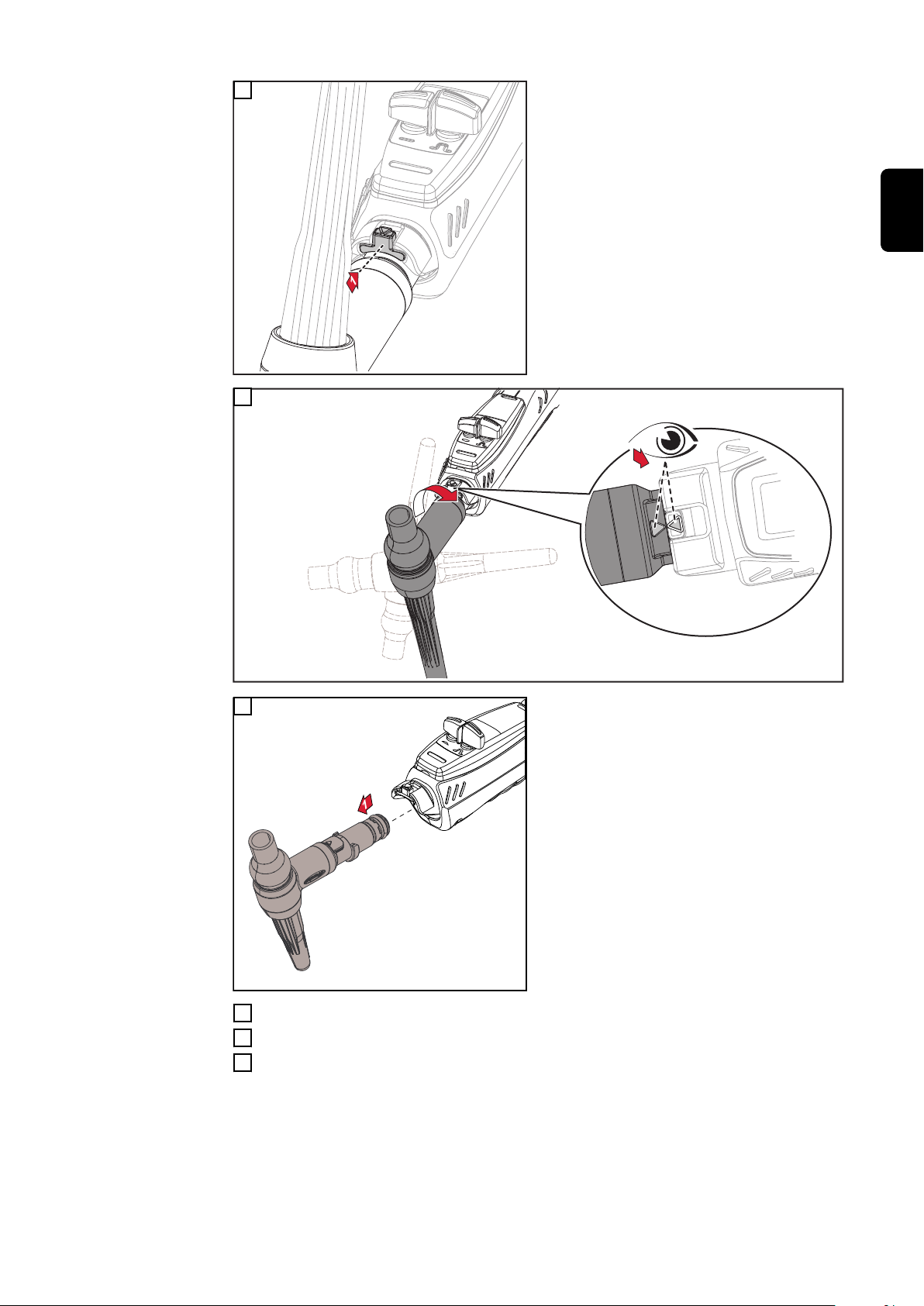
Připojení
2
1
3
5
6
7
4
*
svařovacího
hořáku
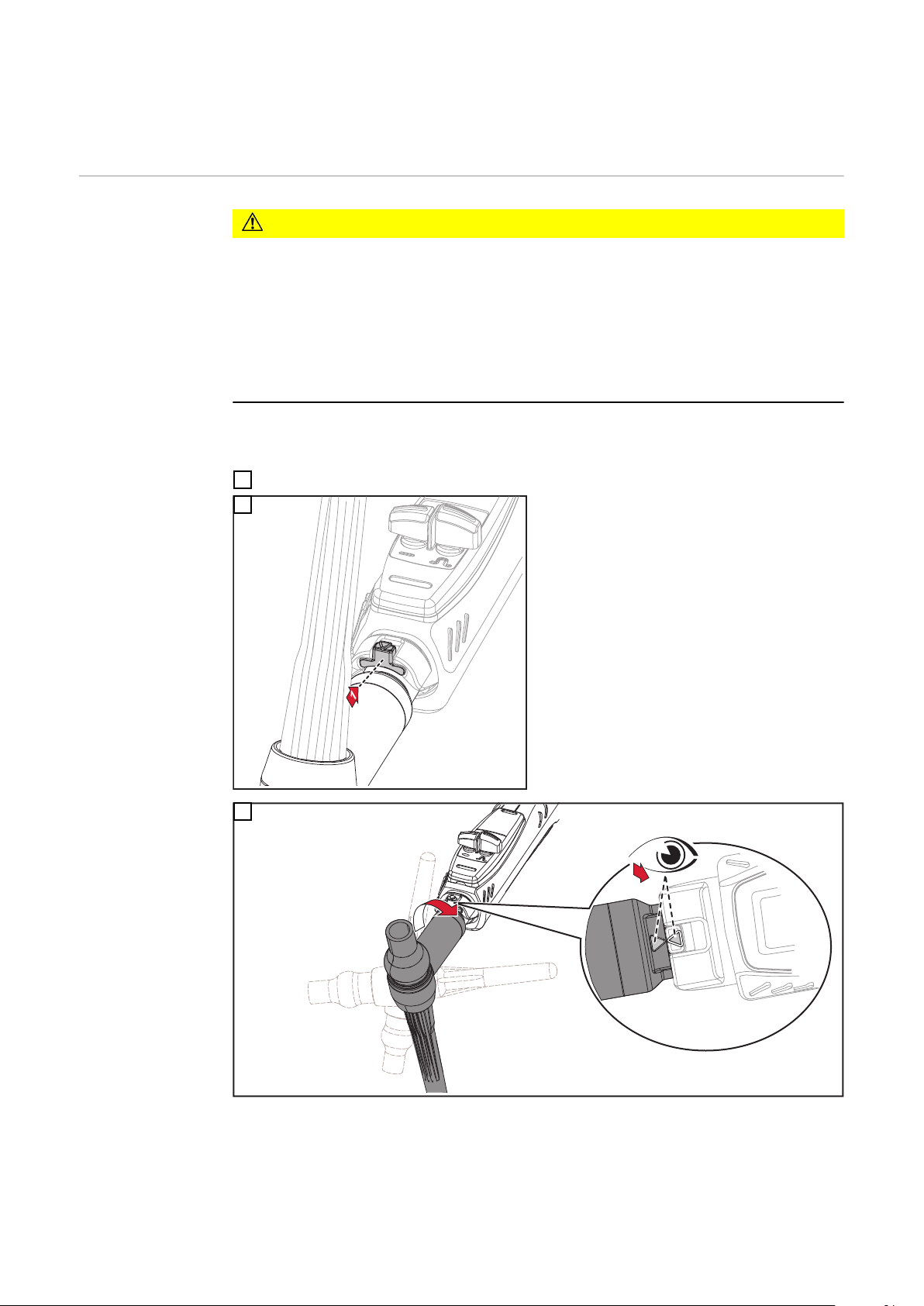
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na přípojce svařovacího hořáku.
Poškozený O-kroužek na přípojce svařovacího hořáku může vést ke znečištění
ochranného plynu a tím k chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na přípojce
▶
svařovacího hořáku není poškozený.
1
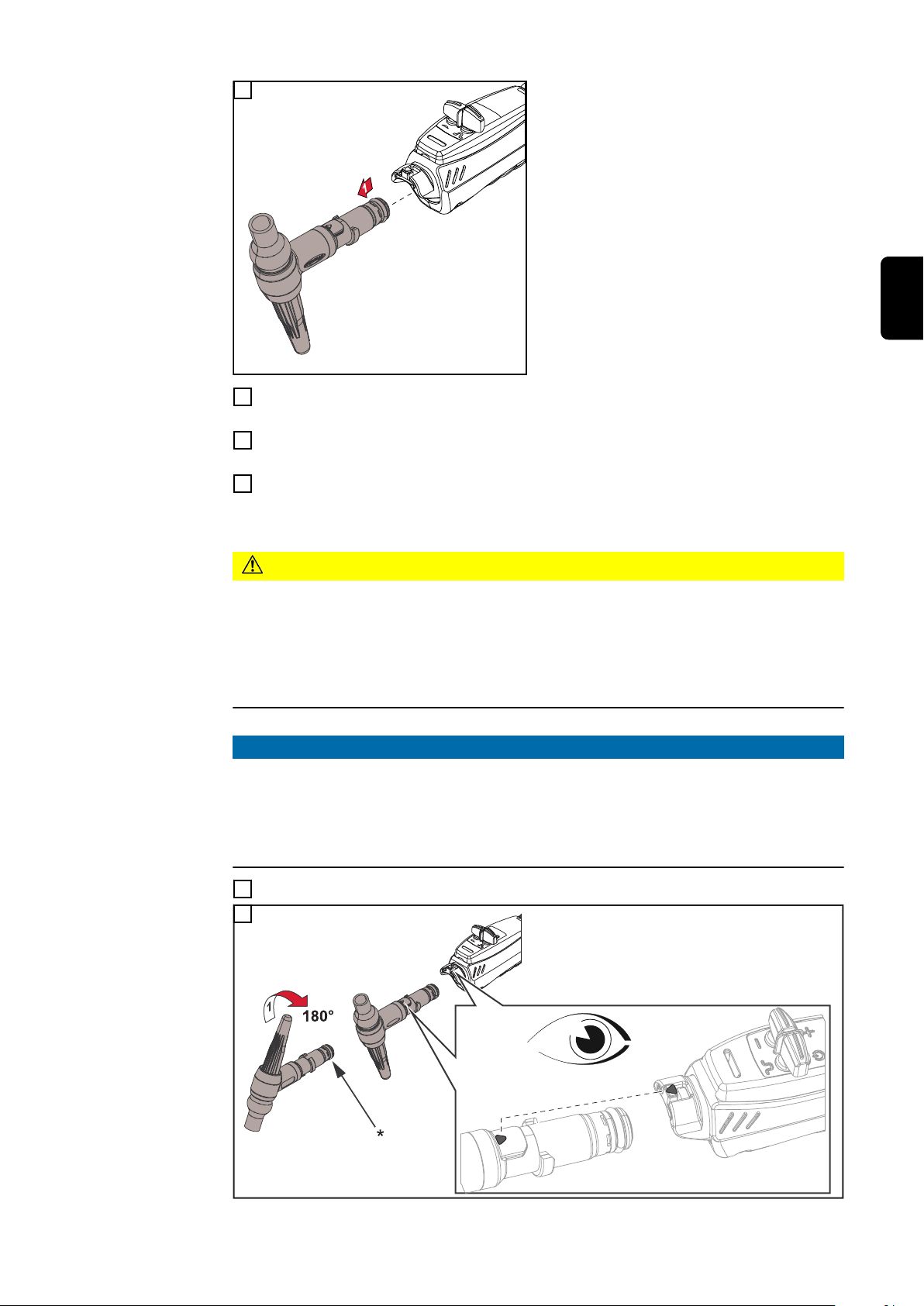
Pootočení těla
hořáku
* jen u svařovacího systému chlazeného vodou
1
14
Page 15

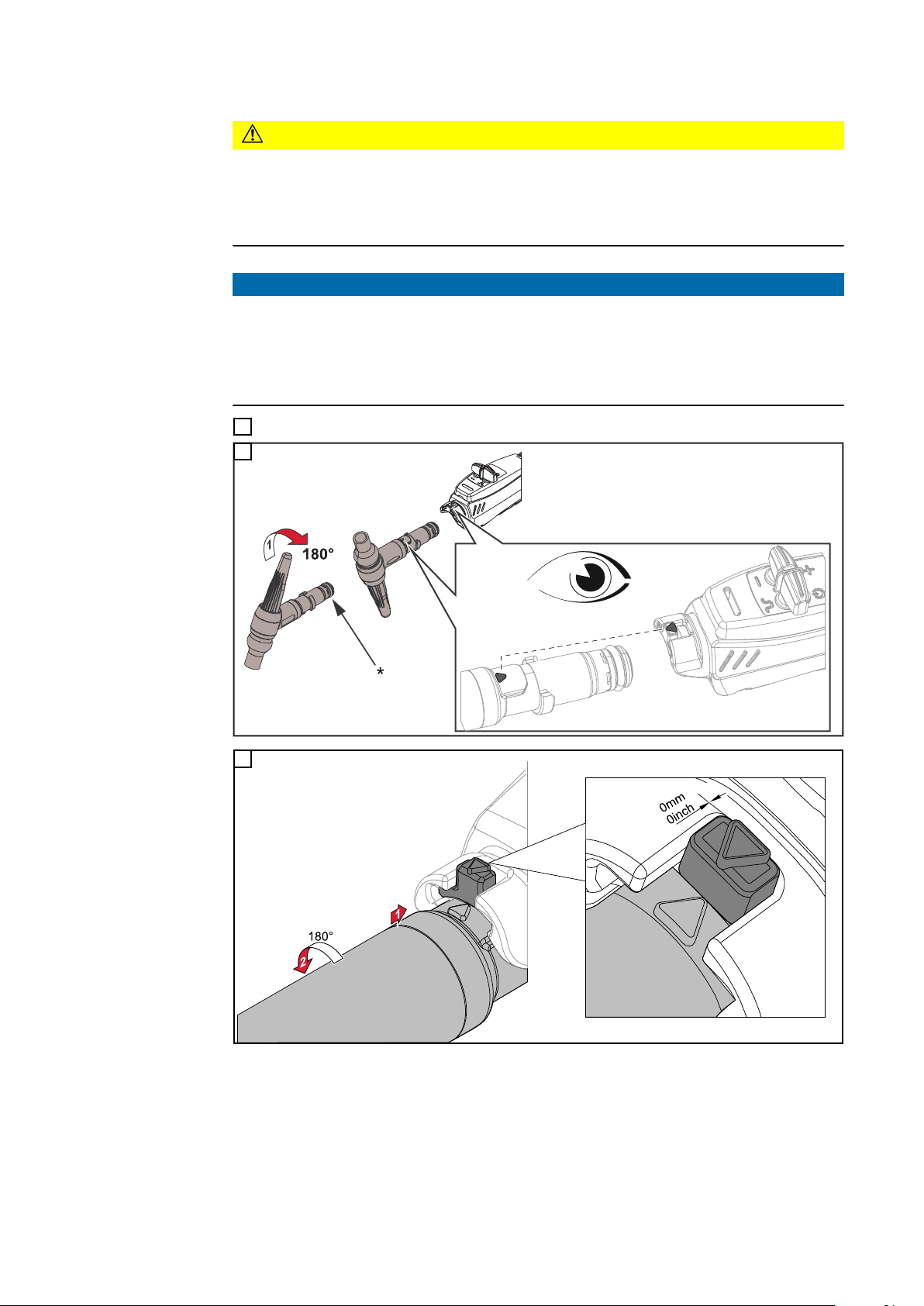
Výměna těla svařovacího hořáku chlazeného ply-
2
180°
1
nem
Výměna těla
hořáku
CS
Demontáž těla hořáku:
1
2
3
Odstraňte nečistoty z propojovacího bodu hadicového vedení
4
Odstraňte nečistoty z propojovacího bodu těla hořáku
5
Nasaďte ochrannou krytku na propojovací bod těla hořáku
6
15
Page 16

Montáž těla hořáku:
POZOR!
Nebezpečí v důsledku použití nekompatibilních systémových komponent.
Může dojít k hmotným škodám.
Vzájemně spojujte pouze těla hořáků a hadicová vedení se stejným druhem chla-
▶
zení.
Těla hořáků chlazených plynem montujte pouze na hadicová vedení chlazená ply-
▶
nem.
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a tím k
chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku není
▶
poškozený.
* namažte O-kroužek na těle hořáku
1
2
3
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
16
Page 17

4
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak je tělo
▶
hořáku správně namontované a zablokované.
CS
Proveďte zkušební svařování a zkontrolujte kvalitu svarového švu
5
17
Page 18

Výměna těla svařovacího hořáku chlazeného vodou
2
180°
1
Automatické vyprázdnění
svařovacího
hořáku a výměna
těla hořáku
POZOR!
Nebezpečí od zapnutého svařovacího zdroje při automatickém vyprazdňování
svařovacího hořáku.
Výsledkem může být neúmyslné zapálení oblouku.
Postupujte podle pokynů pro automatické vyprazdňování svařovacího hořáku v
▶
návodu k obsluze chladicího modulu, v návodu k obsluze svařovacího zdroje a na
ovládacím panelu svařovacího zdroje.
Během níže popsaných prací s tělem hořáku dodržujte odstup od elektricky vo-
▶
divých předmětů minimálně 1 m (39.37 in.).
Automatické vyprázdnění svařovacího hořáku (například s CU 600t /MC) a demontáž těla hořáku:
Vyprázdněte hadicové vedení svařovacího hořáku pomocí příslušné funkce chla-
1
dicího modulu
2
3
18
Page 19

4
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu hadicového ve-
5
dení
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu těla hořáku
6
Nasaďte ochrannou krytku na propojovací bod těla hořáku
7
Montáž těla hořáku:
CS
POZOR!
Nebezpečí v důsledku použití nekompatibilních systémových komponent.
Může dojít k hmotným škodám.
Vzájemně spojujte pouze těla hořáků a hadicová vedení se stejným druhem chla-
▶
zení.
Těla hořáků chlazených vodou montujte pouze na hadicová vedení chlazená vodou.
▶
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a tím k
chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku není
▶
poškozený.
* namažte O-kroužek na těle hořáku
1
2
19
Page 20

3
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
4
Ruční vyprázdnění
svařovacího
hořáku a výměna
těla hořáku
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak je tělo
▶
hořáku správně namontované a zablokované.
Stiskněte tlačítko zkoušky plynu na svařovacím zdroji
5
Po dobu 30 s proudí ochranný plyn.
Zkontrolujte průtok chladicího média:
6
V zásobníku chladicího média chladicího modulu musí být patrný bezvadný zpětný
tok chladicího média.
Proveďte zkušební svařování a zkontrolujte kvalitu svarového švu
7
Ruční vyprázdnění svařovacího hořáku a demontáž těla hořáku:
Vypněte svařovací zdroj a odpojte jej od elektrické sítě
1
Počkejte na fázi doběhu chladicího systému
2
Odpojte hadici pro přívod chladicího média od chladicího modulu
3
20
Page 21

Profoukněte hadici pro přívod chladicího média stlačeným vzduchem s tlakem max.
2
180°
1
4
4 bary (58.02 psi)
- v důsledku toho se velká část chladicího média vrátí zpět do zásobníku chladicího média
5
6
CS
7
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu hadicového ve-
8
dení
Odstraňte nečistoty a zbytky chladicího média z propojovacího bodu těla hořáku
9
Nasaďte ochrannou krytku na propojovací bod těla hořáku
10
21
Page 22

Montáž těla hořáku:
POZOR!
Nebezpečí v důsledku použití nekompatibilních systémových komponent.
Může dojít k hmotným škodám.
Vzájemně spojujte pouze těla hořáků a hadicová vedení se stejným druhem chla-
▶
zení.
Těla hořáků chlazených vodou montujte pouze na hadicová vedení chlazená vodou.
▶
UPOZORNĚNĹ!
Riziko v důsledku poškození O-kroužku na těle hořáku.
Poškozený O-kroužek na těle hořáku může vést ke znečištění ochranného plynu a tím k
chybnému svarovému švu.
Před každým uvedením do provozu se ujistěte, že O-kroužek na těle hořáku není
▶
poškozený.
* namažte O-kroužek na těle hořáku
1
2
3
Zatlačte aretaci s tělem hořáku úplně dozadu a současně otočte tělo hořáku o 180°
22
Page 23

4
POZOR!
Nebezpečí způsobené nesprávně namontovaným tělem hořáku.
Může dojít k hmotným škodám.
Po montáži těla hořáku se ujistěte, že je aretace v přední poloze – teprve pak je tělo
▶
hořáku správně namontované a zablokované.
CS
Připojte svařovací zdroj k síti a zapněte jej
5
Stiskněte tlačítko zkoušky plynu na svařovacím zdroji
6
Po dobu 30 s proudí ochranný plyn.
Zkontrolujte průtok chladicího média:
7
V zásobníku chladicího média chladicího modulu musí být patrný bezvadný zpětný
tok chladicího média.
Proveďte zkušební svařování a zkontrolujte kvalitu svarového švu
8
23
Page 24

Péče, údržba a likvidace odpadu
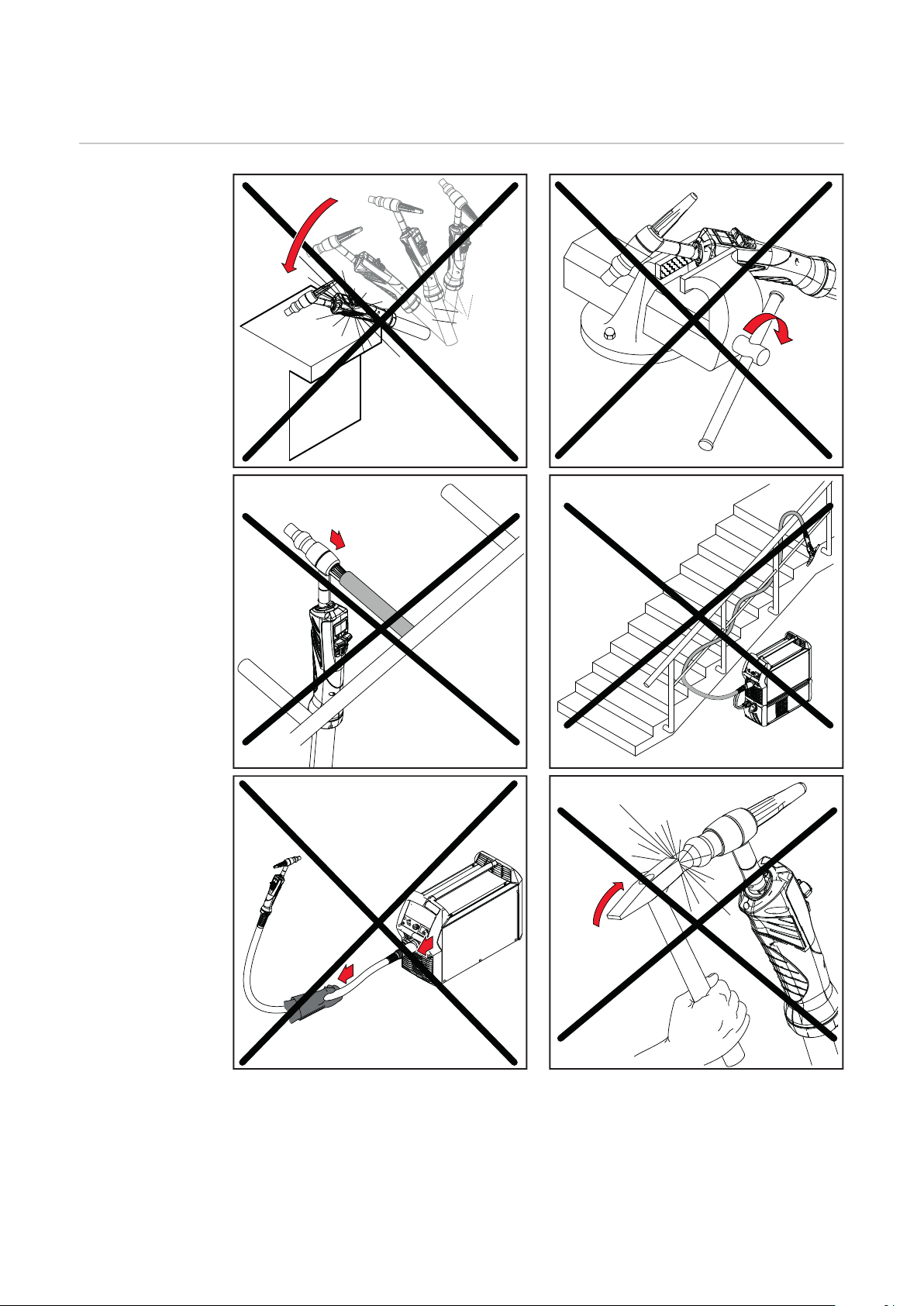
Zákazy
24
Page 25

Údržba při
každém uvedení
do provozu
Likvidace odpadu Likvidace odpadu musí být provedena v souladu s platnými národními a místními předpi-
- zkontrolujte spotřební díly, vadné spotřební díly vyměňte
- odstraňte svařovací rozstřiky z plynové hubice
Kromě toho při každém uvedení do provozu, u svařovacích hořáků chlazených vodou:
- zajistěte, aby všechny přípojky chladicího média byly těsné
- zajistěte řádný zpětný tok chladicího média
sy.
CS
25
Page 26

Diagnostika a odstraňování závad
Diagnostika a odstraňování závad
Svařovací hořák nelze připojit
Příčina:
Odstranění:
Neprochází svařovací proud
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí,
ochranný plyn je k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Po stisknutí tlačítka hořáku zdroj nereaguje
Síťový vypínač zapnutý, kontrolky na svařovacím zdroji svítí, ochranný plyn je k dispozici
Prohnuté bajonetové blokování
Výměna bajonetového blokování
Nevyhovující uzemnění
Vytvoření řádného uzemnění
Přerušený proudový kabel ve svařovacím hořáku
Výměna svařovacího hořáku
Uvolněná wolframová elektroda
Utažení wolframové elektrody pomocí krytky hořáku
Uvolněné spotřební díly
Utažení spotřebních dílů
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Překročení vysoké frekvence na přípojce svařovacího hořáku
Příčina:
Odstranění:
Překročení vysoké frekvence na rukojeti
Příčina:
Odstranění:
Příčina:
Odstranění:
Řídicí konektor hořáku není zasunutý
Zasunutí řídicího konektoru
Vadný svařovací hořák nebo jeho řídicí vedení
Výměna svařovacího hořáku
Špatné konektorové spoje „tlačítko hořáku / řídicí vedení / svařovací zdroj“
Přezkoušení konektorových spojů / předání svařovacího zdroje nebo
svařovacího hořáku do servisu
Vadný PC-Board ve svařovacím hořáku
Výměna PC-Boardu
Netěsná přípojka svařovacího hořáku
Výměna O-kroužku na bajonetovém blokování
Netěsné hadicové vedení
Výměna hadicového vedení
Netěsná hadicová přípojka ochranného plynu u těla hořáku
Nasazení a utěsnění hadice
26
Page 27

Neprotéká ochranný plyn
Všechny ostatní funkce jsou k dispozici
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevyhovující svařovací vlastnosti
Příčina:
Odstranění:
Příčina:
Odstranění:
Prázdná lahev s ochranným plynem
Výměna lahve s ochranným plynem
Vadný plynový redukční ventil
Výměna plynového redukčního ventilu
Plynová hadice chybí nebo je poškozená či skřípnutá
Montáž nebo narovnání plynové hadice. Výměna vadné plynové hadice
Vadný svařovací hořák
Výměna svařovacího hořáku
Vadný magnetický plynový ventil
Kontaktujte servisní službu (nechte vyměnit plynový magnetický ventil)
Chybně nastavené parametry svařování
Prověření nastavení
Nevyhovující uzemnění
Kontrola polarity uzemnění a připojení zemnicí svorky
Svařovací hořák je příliš horký
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Svařovací hořák je poddimenzovaný
Respektujte dovolené zatížení a povolený výkon hořáku
Jen u vodou chlazených zařízení: nedostatečný průtok chladicí vody
Kontrola stavu a průtoku vody, znečištění vody atd., zablokované čerpadlo
chladicí kapaliny: pootočte hřídel čerpadla pomocí šroubováku vsunutého
do průchodky.
Jen u vodou chlazených zařízení: Parametr „Říz. chlad.mod.“ (Řízení chladicího modulu) je nastaven na „Vyp“.
V nabídce Setup přenastavení parametru „Říz. chlad.mod.“ (Řízení chladicího modulu) na „Aut“ nebo „Zap“.
27
Page 28
Porozita svarového švu
Příčina:
Odstranění:
Nedostatečná plynová ochrana svarového švu způsobená tvorbou rozstřiků
v plynové hubici
Odstranění svařovacích rozstřiků
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Špatné zapalovací vlastnosti
Příčina:
Odstranění:
Díry v plynové hadici nebo její nepřesné napojení
Výměna plynové hadice
Rozříznutý nebo vadný O-kroužek na centrální přípojce
Výměna O-kroužku
Vlhkost/kondenzát v plynovém vedení
Vysušení plynového vedení
Příliš silný nebo slabý průtok plynu
Regulace průtoku plynu
Nedostatečné množství plynu na počátku či na konci svařování
Zvýšení předfuku a dofuku plynu
Příliš mnoho naneseného dělicího média
Odstranění přebytečného dělicího média / nanesení menšího množství
dělicího média
Nevhodná wolframová elektroda (například elektroda WP při svařování DC)
Použití vhodné wolframové elektrody
Příčina:
Odstranění:
Trhliny na plynové hubici
Příčina:
Odstranění:
Uvolněné spotřební díly
Pevně přišroubujte spotřební díly
Wolframová elektroda nevyčnívá dostatečně daleko z plynové hubice
Nechte wolframovou elektrodu více vyčnívat z plynové hubice
28
Page 29
Technické údaje
CS
Všeobecné informace
Tento produkt odpovídá požadavkům normy IEC 60974-7.
UPOZORNĚNĹ!
Uvedené údaje o výkonu platí pouze v případě použití sériových spotřebních dílů.
Při použití plynových čoček a kratších plynových hubic se hodnoty svařovacího proudu
sníží.
UPOZORNĚNĹ!
Údaje o svařovacím proudu platí při použití těl hořáků chlazených plynem až od
délky 65 mm (2.56 in.).
Při použití kratších těl hořáku se uvedené hodnoty svařovacího proudu snižují o 30 %.
UPOZORNĚNĹ!
Při svařování na hranici výkonu svařovacího hořáku použijte přiměřeně větší
wolframové elektrody a průměr otvoru plynových hubic, aby se prodloužila životnost spotřebních dílů.
Mějte na paměti, že velikost proudu, vyvážení AC a proudový offset AC jsou faktory,
které vytvářejí výkon.
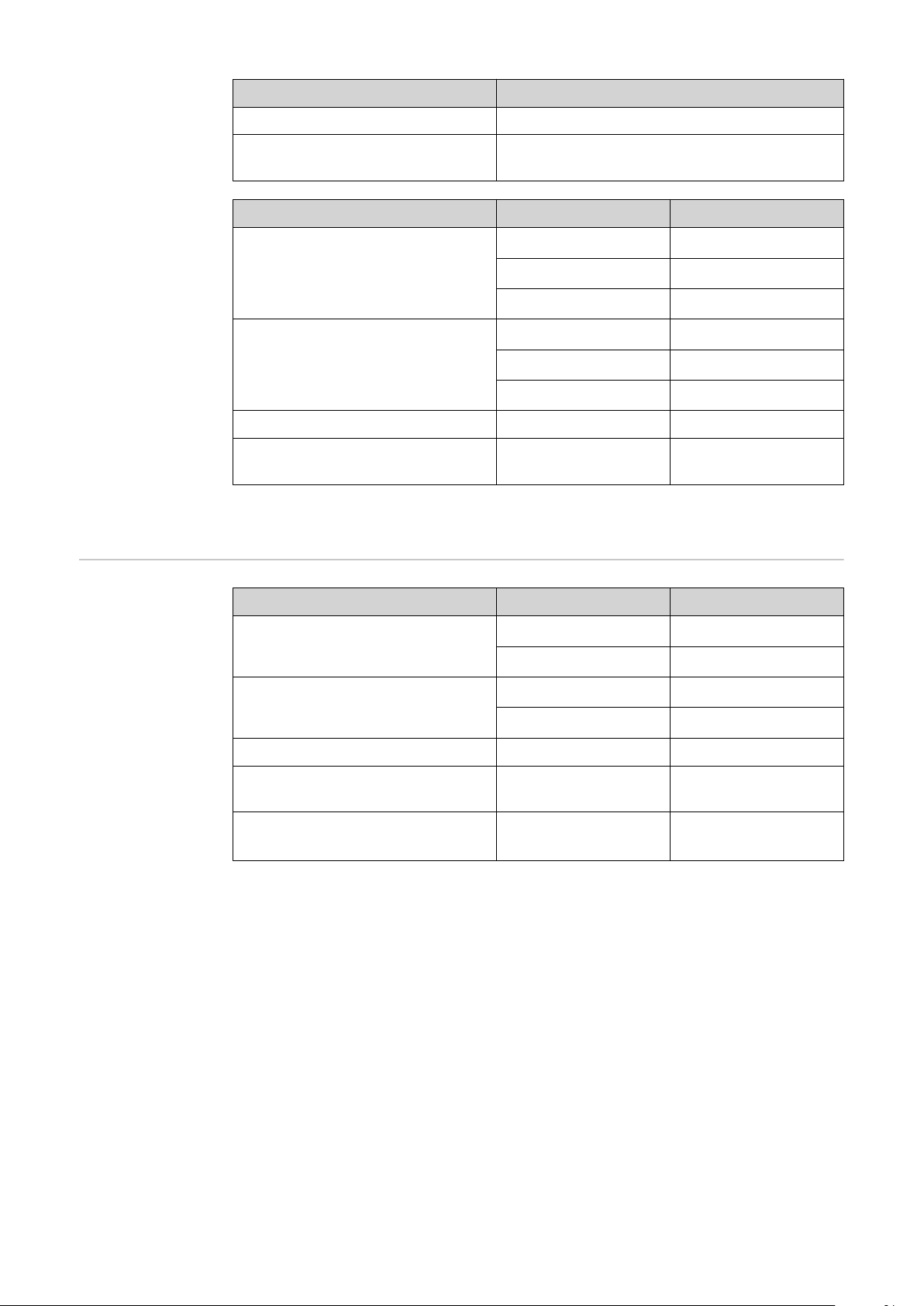
Tělo hořáku chlazené plynem –
TTB 80, TTB 160,
TTB 220
TTB 80 G TTB 160 G F
35 % DZ1) / 80 A 35 % DZ1) / 160 A
Svařovací proud DC
při 10 min / 40 °C (104 °F)
Svařovací proud AC
při 10 min / 40 °C (104 °F)
Ochranný plyn (norma EN 439) Argon Argon
Průměr elektrody 1,0 - 3,2 mm
TTB 220 G
Svařovací proud DC při 10 min /
40 °C (104 °F)
Svařovací proud AC při 10 min /
40 °C (104 °F)
60 % DZ1) / 60 A 60 % DZ1) / 120 A
100 % DZ1) / 50 A 100 % DZ1) / 90 A
35 % DZ1) / 30 A 35 % DZ1) / 120 A
60 % DZ1) / 90 A
100 % DZ1) / 70 A
1,0 - 3,2 mm
(0.039 - 0.126 in.)
(0.039 - 0.126 in.)
35 % DZ1) / 220 A
60 % DZ1) / 170 A
100 % DZ1) / 130 A
35 % DZ1) / 180 A
60 % DZ1) / 130 A
100 % DZ1) / 100 A
Ochranný plyn (norma EN 439) Argon
29
Page 30

TTB 220 G
Průměr elektrody 1,0 - 4,0 mm
0.039 - 0.158 in.
TTB 220 A G F TTB 220 P G F
35 % DZ1) / 220 A 30 % DZ1) / 220 A
Svařovací proud DC při 10 min /
40 °C (104 °F)
60 % DZ1) / 170 A 60 % DZ1) / 160 A
100 % DZ1) / 130 A 100 % DZ1) / 130 A
35 % DZ1) / 180 A 30 % DZ1) / 170 A
Svařovací proud AC při 10 min /
40 °C (104 °F)
60 % DZ1) / 120 A 60 % DZ1) / 120 A
100 % DZ1) / 100 A 100 % DZ1) / 100 A
Ochranný plyn (norma EN 439) Argon Argon
Tělo hořáku chlazené vodou –
TTB 180, TTB 300
Průměr elektrody 1,0 - 4,0 mm
0.039 - 0.158 in.
1)
DZ = dovolené zatížení
1,0 - 4,0 mm
0.039 - 0.158 in.
TTB 180 W TTB 300 W
Svařovací proud DC při
10 min / 40 °C (104 °F)
Svařovací proud AC při
10 min / 40 °C (104 °F)
60 % DZ1) / 180 A 60 % DZ1) / 300 A
100 % DZ1) / 140 A 100 % DZ1) / 230 A
60 % DZ1) / 140 A 60 % DZ1) / 250 A
100 % DZ1) / 110 A 100 % DZ1) / 190 A
Ochranný plyn (norma EN 439) Argon Argon
Průměr elektrody 1,0 - 3,2 mm
(0.039 - 0.126 in.)
Minimální dovolený průtok chladicího média Q
1)
DZ = dovolené zatížení
min
(0.26 gal/min)
1 l/min
1,0 - 3,2 mm
(0.039 - 0.126 in.)
1 l/min
(0.26 gal/min)
30
Page 31

Hadicové vedení
L
L
chlazené plynem
–
THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35 % DZ1) / 120 A 35 % DZ1) / 180 A
Svařovací proud DC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 100 A 60 % DZ1) / 130 A
100 % DZ1) / 80 A 100 % DZ1) / 100 A
35 % DZ1) / 90 A 35 % DZ1) / 120 A
Svařovací proud AC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 70 A 60 % DZ1) / 90 A
100 % DZ1) / 50 A 100 % DZ1) / 70 A
Ochranný plyn (norma EN 439) Argon Argon
CS
Hadicové vedení
chlazené plynem
–
THP 150 G SH
Maximální přípustné napětí na-
4,0 m / 8,0 m
(13 ft. + 1.48 in. / 26
ft.+ 2.96 in.)
113 V 113 V
(13 ft. + 1.48 in. / 26
4,0 m / 8,0 m
ft.+ 2.96 in.)
prázdno (U0)
Maximální přípustné zapalovací
10 kV 10 kV
napětí (UP)
Tlačítko hořáku: U
Tlačítko hořáku: I
1)
DZ = dovolené zatížení
max
max
35 V 35 V
100 mA 100 mA
UPOZORNĚNĹ!
Hadicové vedení THP 150 G SH není určeno pro zařízení pro zapalování oblouku,
jako je například vysokofrekvenční zapalování, a není pro ně vhodné!
Hadicové vedení je určeno pouze pro provoz se svařovacími zdroji TransPocket 150/180
a AccuPocket 150.
THP 150 G SH
25 % DZ1) / 150 A
Svařovací proud DC
při 10 min / 40 °C (104 °F)
35 % DZ1) / 120 A
60 % DZ1) / 100 A
100 % DZ1) / 80 A
25 % DZ1) / 110 A
Svařovací proud AC
při 10 min / 40 °C (104 °F)
35 % DZ1) / 90 A
60 % DZ1) / 70 A
100 % DZ1) / 50 A
Ochranný plyn (norma EN 439) Argon
4,0 m / 8,0 m
(13 ft. + 1.48 in. / 26 ft. + 2.96 in.)
31
Page 32
THP 150 G SH
Maximální přípustné napětí naprázdno U
0
Maximální přípustné zapalovací
napětí U
1)
P
DZ = dovolené zatížení
113 V
Není určeno pro zařízení pro zapalování ob-
louku a není pro ně vhodné!
32
Page 33
Hadicové vedení
L
chlazené vodou –
THP 300 SH
THP 300 SH
Svařovací proud DC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 300 A
100 % DZ1) / 230 A
CS
Svařovací proud AC
při 10 min / 40 °C (104 °F)
60 % DZ1) / 250 A
100 % DZ1) / 190 A
Ochranný plyn (norma EN 439) Argon
4,0 m / 8,0 m
(13 ft.+ 1.48 in. / 26 ft + 2.96 in.)
Nejnižší chladicí výkon podle normy
650 W / 650 W
IEC 60974-2, v závislosti na délce
hadicového vedení
Minimální dovolený průtok chladicího média Q
min
Minimální dovolený tlak chladicího
média p
min
Maximální přípustný tlak chladicího
média p
max
Maximální přípustné napětí naprázdno U
0
Maximální přípustné zapalovací
napětí U
P
(0.26 gal./min [US])
1 l/min
3 bary
(43 psi)
5,5 baru
(79 psi)
113 V
10 kV
1)
DZ = dovolené zatížení
33
Page 34

34
Page 35
Sisukord
Ohutus 36
Ohutus 36
Õigel otstarbel kasutamine 37
Keevituspõletite variandid 38
Olemasolevad keevituspõletite variandid 38
Up/Down-keevituspõleti funktsioonid 40
Up/Down-Keevituspõleti juhtelemendid 40
Up/Down-Keevituspõleti funktsioonide kirjeldus 40
Kuluvosade paigaldamine 42
Süsteemi A kuluosade vahetamine koos pistikühendusega gaasidüüsiga 42
Keeratava gaasidüüsiga kuluosade süsteemi P paigaldamine 43
Paigaldage põletipea, ühendage keevituspõleti 44
Põleti korpuse paigaldamine 44
Keevituspõleti ühendamine 46
Põleti korpuse painutamine 46
gaasijahutusega keevituspõleti põletipea vahetamine 47
Põleti korpuse vahetamine 47
Vesijahutusega keevituspõleti põletipea korpuse vahetamine 50
Tühjendage keevituspõleti automaatselt ja vahetage põleti korpus. 50
Tühjendage keevituspõleti käsitsi ja vahetage põleti korpus. 52
Hooldus ja jäätmekäitlus 56
Keelud 56
Seadme igakordsel kasutusel teostatavad hooldustööd 57
Jäätmekäitlus 57
Rikete diagnoosimine, rikete kõrvaldamine 58
Rikete diagnoosimine, rikete kõrvaldamine 58
Tehnilised andmed 61
Üldteave 61
Gaasjahutusega põleti korpus – TTB 80, TTB 160, TTB 220 61
Vesijahutusega põleti korpus – TTB 180, TTB 300 62
Gaasjahutusega voolikupakett – THP 120 G SH, THP 180 G SH 63
Gaasjahutusega voolikupakett – THP 150 G SH 63
Vesijahutusega voolikupakett – THP 300 SH 65
ET
35
Page 36

Ohutus
Ohutus
HOIATUS!
Valest kasutamisest või valesti tehtud töödest tingitud oht.
Tagajärjeks võivad olla rasked vigastused ja suur varakahju.
Kõiki käesolevas dokumendis kirjeldatud töid ja funktsioone tohivad teha ainult
▶
vastava väljaõppega töötajad.
Lugege see dokument läbi ja saage selle sisust aru.
▶
Lugege kõiki süsteemikomponentide kasutusjuhendeid, eelkõige ohutuseeskirju, ja
▶
tehke need endale selgeks.
HOIATUS!
Elektrivoolust ja väljaturritavatest traatelektroodidest tingitud oht.
Tagajärjeks võivad olla rasked vigastused ja suur varakahju.
Enne töödega alustamist lülitage kõik seotud süsteemikomponendid välja ning lahu-
▶
tage elektrivõrgust.
Kindlustage kõik seotud süsteemikomponendid taassisselülitamise vastu.
▶
HOIATUS!
Elektrilöögioht kahjustunud süsteemi komponentide ja valesti juhtimise tõttu.
Tagajärjeks võivad olla rasked vigastused ja suur varakahju.
Kõik kaablid, juhtmed ja voolikupaketid peavad olema alati tugevalt ühendatud, kahj-
▶
ustusteta, õigesti isoleeritud ning piisavate mõõtmetega.
HOIATUS!
Jahutusaine väljumise oht sulgemata jahutusvedelikuvoolikute tõttu.
Tagajärjeks võib olla libisemise ja varakahjude oht.
Kui vesijahutusega keevituspõleti jahutusvedeliku voolikud eraldatakse jahutusse-
▶
admest või traadi etteandmismehhanismist, tuleb need alati sulgeda nende peale
paigaldatud plastist sulguritega.
ETTEVAATUST!
Kuumade keevituspõleti komponentide ja kuuma jahutusvedeliku kasutamisest
tingitud oht.
Tagajärjeks võivad olla tõsised põletused.
Enne kõigi selles dokumendis kirjeldatud tööde alustamist laske kõigil keevituspõleti
▶
komponentidel ja jahutusvedelikul jahtuda toatemperatuurile (+25 °C, +77 °F).
36
Page 37
ETTEVAATUST!
Oht vesijahutusega keevituspõletite kasutamisel ilma jahutusvedelikuta.
Tagajärjeks võivad olla materiaalsed kahjud.
Ärge kunagi kasutage vesijahutusega keevituspõleteid ilma jahutusvedelikuta.
▶
Keevitamise ajal tuleb tagada, et olemas oleks nõuetekohane jahutusvedeliku läbi-
▶
vool – see on olemas siis, kui jahutusseadme jahutusvedeliku mahutis on nähtav
nõuetekohane jahutusvedeliku tagasivool.
Eespool kirjeldatud punktide eiramise tõttu tekkivate kahjude eest tootja ei vastuta
▶
ning garantii kaotab kehtivuse.
ET
Õigel otstarbel
kasutamine
TIG keevituspõleti käsitsikeevituseks on eranditult ette nähtud manuaalseks TIG-keevituseks ja TIG-jootmiseks.
Sellest erinev või kaugemale ulatuv kasutamine ei ole õigel otstarbel kasutamine. Tootja
ei vastuta seeläbi tekkivate kahjude eest.
Õigel otstarbel kasutamine hõlmab ka:
- kõigi kasutusjuhendi juhiste järgimist;
- inspekteerimisest ja hooldustöödest kinnipidamist.
37
Page 38
Keevituspõletite variandid
Olemasolevad
keevituspõletite
variandid
(1) Standardvarustuse liides
Nupu tagasivajutamine:
a) kui toiteallikal on aktiveeritud kõrgsagedussüüde (KS-süüde), aktiveeritakse
süütamine;
b) kui toiteallikal on aktiveeritud kontaktsüüde, tekitatakse volframelektroodil
keevituspinge. Töödeldava detaili puudutamisel käivitub keevitusprotsess.
Keevitamise ajal nupu ettevajutamine:
a) keevitamise ajal aktiveeritakse neljataktilises režiimis nupu ettevajutamise ja
hoidmisega vahelangetamine. See funktsioon on saadaval ainult siis, kui toiteallikal on seadistatud langetusvool I
(2) Potentsiomeetri liides
Start-nupu vajutamine:
a) kui toiteallikal on aktiveeritud kõrgsagedussüüde (KS-süüde), aktiveeritakse
süütamine;
b) kui toiteallikal on aktiveeritud kontaktsüüde, tekitatakse volframelektroodil
keevituspinge. Töödeldava detaili puudutamisel käivitub keevitusprotsess.
Potentsiomeeter:
a) keevitusvoolu seadistamiseks
2
38
(3) Ilma põletinuputa
(4) Standardne koos põletinupu pikendusega
Nupu tagasivajutamine:
Page 39

a) kui toiteallikal on aktiveeritud kõrgsagedussüüde (KS-süüde), aktiveeritakse
süütamine;
b) kui toiteallikal on aktiveeritud kontaktsüüde, tekitatakse volframelektroodil
keevituspinge. Töödeldava detaili puudutamisel käivitub keevitusprotsess.
Keevitamise ajal nupu ettevajutamine:
a) keevitamise ajal aktiveeritakse neljataktilises režiimis nupu ettevajutamise ja
hoidmisega vahelangetamine. See funktsioon on saadaval ainult siis, kui toiteallikal on seadistatud langetusvool I
(5) Üles-alla-liides (ei ole joonisel kujutatud)
Keevituspõleti saadetakse tehasest välja Up/Down-liidesega. Lisateavet selle
kohta vt allolevast jaotisest Up/Down-keevituspõleti funktsioonid alates lk 40.
ET
2
39
Page 40
Up/Down-keevituspõleti funktsioonid
(2)
(1)
Up/Down-Keevituspõleti juhtelemendid
(1) Start-nupp
nupp aktiveerib järgmised funktsioonid:
a) kui toiteallikal on aktiveeritud kõrgsagedussüüde (KS-süüde), aktiveeritakse
süütamine nupu tagasivajutamisel;
b) kui toiteallikal on aktiveeritud kontaktsüüde, tekitatakse nupu tagasivajutami-
sel volframelektroodil keevituspinge. Töödeldava detaili puudutamisel käivitub keevitusprotsess.
c) keevitamise ajal aktiveeritakse neljataktilises režiimis nupu ettevajutamise ja
hoidmisega vahelangetamine. See funktsioon on saadaval ainult siis, kui toiteallikal on seadistatud langetusvool I
2
Up/Down-Keevituspõleti funktsioonide kirjeldus
(2) Up/Down-nupp
keevitusvõimsuse muutmiseks
Keevitusvõimsuse muutmine:
1
40
Page 41

Võimsuse ajutine vähendamine:
1
Võimsuse ajutise vähendamise ajaks tuleb
nupp ette vajutada ja selles asendis hoida.
ET
41
Page 42

Kuluvosade paigaldamine
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Süsteemi A kuluosade vahetamine koos pistikühendusega
gaasidüüsiga
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu pingutushülsil (1) või gaasiläätsel
(2).
Tagajärjeks võib olla keerme kahjustus.
Keerake pingutushülss (1) või gaasilääts (2) vaid kergelt kinni.
▶
* Vahetatavad kummitihendihülsid ainult TTB 220 G/A jaoks
** Olenevalt keevituspõleti versioonist võib pingutushülsi (1) asemel kasutada ga-
asiläätse (2)
1
2
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu põletikorgil.
Tagajärjeks võib olla keerme kahjustus.
Keerake põletikork ainult nii palju kinni, et volframelektroodi ei saaks enam käega lii-
▶
gutada.
3
42
4
Keerake põletikork kinni
Page 43

Keeratava ga-
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
asidüüsiga kuluosade süsteemi P
paigaldamine
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu pingutushülsil (1) või gaasiläätsel
(2).
Tagajärjeks võib olla keerme kahjustus.
Keerake pingutushülss (1) või gaasilääts (2) vaid kergelt kinni.
▶
* Vahetatavad kummitihendihülsid ainult TTB 220 G/P jaoks
** Olenevalt keevituspõleti versioonist võib pingutushülsi (1) asemel kasutada ga-
asiläätse (2)
ET
1
2
ETTEVAATUST!
Kahjustusoht liiga suure pingutusmomendi tõttu põletikorgil.
Tagajärjeks võib olla keerme kahjustus.
Keerake põletikork ainult nii palju kinni, et volframelektroodi ei saaks enam käega lii-
▶
gutada.
3
4
Keerake põletikork kinni
43
Page 44

Paigaldage põletipea, ühendage keevituspõleti
Põleti korpuse
paigaldamine
MÄRKUS.
Põleti korpuse kahjustunud O-rõngas on ohtlik.
Põleti korpuse kahjustunud O-rõngas võib kaasa tuua kaitsegaasi saastumise ja seega
vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb veenduda, et põleti korpuse O-rõngas oleks kahj-
▶
ustusteta.
* Põleti korpuse O-rõnga määrimine
1
2
3
Vajutage kinnitus koos põleti korpusega täielikult taha ja keerake samal ajal põleti korpust 180°.
44
Page 45

4
ETTEVAATUST!
Valesti paigaldatud põleti korpus on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge, et kinnitus oleks pärast põleti korpuse paigaldamist kõige eesmises
▶
asendis, sest vaid siis on põleti korpus nõuetekohaselt paigaldatud ja kinnitatud.
ET
45
Page 46

Keevituspõleti
2
1
3
5
6
7
4
*
ühendamine
MÄRKUS.
Keevituspõleti kiirühendusel olev kahjustunud O-rõngas on ohtlik.
Keevituspõleti kiirühendusel olev kahjustunud O-rõngas võib kaasa tuua kaitsegaasi saastumise ja seetõttu vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb kontrollida, et keevituspõleti kiirühenduse O-rõngas
▶
ei oleks kahjustunud.
1
Põleti korpuse
painutamine
* vaid vesijahutusega keevitussüsteemi puhul
1
46
Page 47

gaasijahutusega keevituspõleti põletipea vahetami-
2
180°
1
ne
Põleti korpuse
vahetamine
Põleti korpuse eemaldamine:
1
2
ET
3
Eemaldage voolikupaketi liideselt mustus.
4
Eemaldage põleti korpuse liideselt mustus.
5
Paigaldage põleti korpuse liidesele kaitsekate.
6
47
Page 48
Põleti korpuse paigaldamine:
ETTEVAATUST!
Mitteühilduvad süsteemikomponendid on ohtlikud.
Tagajärjeks võivad olla materiaalsed kahjud.
Ühendage omavahel üksnes sama jahutusviisiga põleti korpused ja voolikupaketid.
▶
Paigaldage gaasijahutusega põleti korpused ainult gaasijahutusega voolikupaketti-
▶
dele.
MÄRKUS.
Põleti korpuse kahjustunud O-rõngas on ohtlik.
Põleti korpuse kahjustunud O-rõngas võib kaasa tuua kaitsegaasi saastumise ja seega
vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb veenduda, et põleti korpuse O-rõngas oleks kahj-
▶
ustusteta.
* Põleti korpuse O-rõnga määrimine
1
2
3
Vajutage kinnitus koos põleti korpusega täielikult taha ja keerake samal ajal põleti korpust 180°.
48
Page 49
4
ETTEVAATUST!
Valesti paigaldatud põleti korpus on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge, et kinnitus oleks pärast põleti korpuse paigaldamist kõige eesmises
▶
asendis, sest vaid siis on põleti korpus nõuetekohaselt paigaldatud ja kinnitatud.
ET
Tehke proovikeevitus ja kontrollige keevisõmbluse kvaliteeti.
5
49
Page 50
Vesijahutusega keevituspõleti põletipea korpuse
2
180°
1
vahetamine
Tühjendage keevituspõleti automaatselt ja vahetage põleti korpus.
ETTEVAATUST!
Sisselülitatud toiteallikas on keevituspõleti automaatsel tühjendamisel ohtlik.
Tagajärjeks võivad olla soovimatud keevituskaare süttimised.
Järgige jahutusseadme juhendis, toiteallika juhendis ja toiteallika juhtpaneelil olevaid
▶
juhiseid keevituspõleti automaatse tühjendamise kohta.
Alljärgnevalt kirjeldatud tööde ajal põleti korpusel tuleb püsida elektrit juhtivatest ob-
▶
jektidest vähemalt 1 m (39,37 in) kaugusel.
Keevituspõleti automaatne tühjendamine (näiteks CU 600t /MC) ja põleti korpuse
eemaldamine:
Tühjendage keevituspõleti voolikupakett jahutusseadme funktsiooni abil.
1
2
3
50
Page 51
4
Eemaldage voolikupaketi liideselt mustus ja jahutusvedeliku jäägid.
5
Eemaldage põleti korpuse liideselt mustus ja jahutusvedeliku jäägid.
6
Paigaldage põleti korpuse liidesele kaitsekate.
7
Põleti korpuse paigaldamine:
ETTEVAATUST!
ET
Mitteühilduvad süsteemikomponendid on ohtlikud.
Tagajärjeks võivad olla materiaalsed kahjud.
Ühendage omavahel üksnes sama jahutusviisiga põleti korpused ja voolikupaketid.
▶
Paigaldage vesijahutusega põleti korpus ainult vesijahutusega voolikupaketile.
▶
MÄRKUS.
Põleti korpuse kahjustunud O-rõngas on ohtlik.
Põleti korpuse kahjustunud O-rõngas võib kaasa tuua kaitsegaasi saastumise ja seega
vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb veenduda, et põleti korpuse O-rõngas oleks kahj-
▶
ustusteta.
* Põleti korpuse O-rõnga määrimine
1
2
51
Page 52
3
Vajutage kinnitus koos põleti korpusega täielikult taha ja keerake samal ajal põleti korpust 180°.
4
Tühjendage keevituspõleti käsitsi
ja vahetage põleti
korpus.
ETTEVAATUST!
Valesti paigaldatud põleti korpus on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge, et kinnitus oleks pärast põleti korpuse paigaldamist kõige eesmises
▶
asendis, sest vaid siis on põleti korpus nõuetekohaselt paigaldatud ja kinnitatud.
Vajutage toiteallikal gaasikontrolli nuppu
5
, 30 s jooksul tuleb kaitsegaas välja.
Kontrollige jahutusvedeliku läbivoolu:
6
jahutusseadme jahutusvedeliku mahutis peab olema nähtav sujuv jahutusvedeliku
tagasivool.
Tehke proovikeevitus ja kontrollige keevisõmbluse kvaliteeti.
7
Keevituspõleti käsitsi eemaldamine ja põleti korpuse vahetamine:
Lülitage vool välja ning eraldage võrgust
1
Oodake, kuni jahutusseade jääb seisma.
2
Sulgege jahutusseadmest tulev jahutusvedeliku pealevooluvoolik.
3
Puhuge jahutusvedeliku pealevooluvoolik kuni 4 bar (58,02 psi) suruõhuga läbi.
4
- Seeläbi voolab suurem osa jahutusvedelikust tagasi jahutusvedeliku mahutisse.
52
Page 53
5
2
180°
1
ET
6
7
Eemaldage voolikupaketi liideselt mustus ja jahutusvedeliku jäägid.
8
Eemaldage põleti korpuse liideselt mustus ja jahutusvedeliku jäägid.
9
Paigaldage põleti korpuse liidesele kaitsekate.
10
53
Page 54
Põleti korpuse paigaldamine:
ETTEVAATUST!
Mitteühilduvad süsteemikomponendid on ohtlikud.
Tagajärjeks võivad olla materiaalsed kahjud.
Ühendage omavahel üksnes sama jahutusviisiga põleti korpused ja voolikupaketid.
▶
Paigaldage vesijahutusega põleti korpus ainult vesijahutusega voolikupaketile.
▶
MÄRKUS.
Põleti korpuse kahjustunud O-rõngas on ohtlik.
Põleti korpuse kahjustunud O-rõngas võib kaasa tuua kaitsegaasi saastumise ja seega
vigase keevisõmbluse.
Enne iga kasutuselevõttu tuleb veenduda, et põleti korpuse O-rõngas oleks kahj-
▶
ustusteta.
* Põleti korpuse O-rõnga määrimine
1
2
3
Vajutage kinnitus koos põleti korpusega täielikult taha ja keerake samal ajal põleti korpust 180°.
54
Page 55
4
ETTEVAATUST!
Valesti paigaldatud põleti korpus on ohtlik.
Tagajärjeks võivad olla materiaalsed kahjud.
Veenduge, et kinnitus oleks pärast põleti korpuse paigaldamist kõige eesmises
▶
asendis, sest vaid siis on põleti korpus nõuetekohaselt paigaldatud ja kinnitatud.
ET
Ühendage toiteallikas vooluvõrguga ja lülitage sisse
5
Vajutage toiteallikal gaasikontrolli nuppu
6
, 30 s jooksul tuleb kaitsegaas välja.
Kontrollige jahutusvedeliku läbivoolu:
7
jahutusseadme jahutusvedeliku mahutis peab olema nähtav sujuv jahutusvedeliku
tagasivool.
Tehke proovikeevitus ja kontrollige keevisõmbluse kvaliteeti.
8
55
Page 56
Hooldus ja jäätmekäitlus
Keelud
56
Page 57
Seadme igakordsel kasutusel teostatavad hooldustööd
Jäätmekäitlus Jäätmekäitlust tuleb teostada üksnes kehtivate riiklike ja piirkondlike määruste kohaselt.
- Kontrollige kuluvosi ja vahetage defektsed kuluvosad välja
- Eemaldage gaasidüüsilt keevituspritsmed
Igakordsel kasutuselevõtul tuleb vesijahutusega keevituspõletite puhul täiendavalt kontrollida järgmist:
- veenduge, et kõik jahutusvedeliku kiirühendused oleksid tihendatud;
- veenduge, et oleks tagatud tingimustele vastav jahutusvedeliku tagasivool.
ET
57
Page 58

Rikete diagnoosimine, rikete kõrvaldamine
Rikete diagnoosimine, rikete
kõrvaldamine
Keevituspõletit ei saa ühendada
Põhjus:
Kõrvaldami-
ne:
Keevitusvool puudub
Toiteallika võrgulüliti on sisse lülitatud, toiteallika näidud põlevad, kaitsegaas on olemas
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põletinupp ei tööta, kui seda vajutada
Võrgulüliti on sisse lülitatud, toiteallika näidud põlevad, kaitsegaas on olemas
bajonett-lukustus on väändunud
bajonett-lukustus tuleb välja vahetada
maandusühendus on vale
looge korrapärane maandusühendus
keevituspõleti voolukaabel on katkestatud
vahetage keevituspõleti välja
volframelektrood on lahti
keerake volframelektrood põleti korgi abil kinni
kuluvosa on lahti
keerake kuluvosa kinni
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Keevituspõleti ühenduse HF-kaarleek
Põhjus:
Kõrvaldami-
ne:
Käepideme HF-kaarleek
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
toitepistik ei ole pistikupesas
pistke toitepistik pistikupessa
keevituspõleti või keevituspõleti juhtahel on defektne
vahetage keevituspõleti välja
pistikühendused „Põleti nupp / juhtahel / vooluallikas“ on vigased
kontrollige pistikühendust või vooluallikat või viige keevituspõleti teenindus-
se
keevituspõleti print on defektne
vahetage print välja
keevituspõleti ühendus lekib
vahetage bajonettlukustuse O-rõngas välja
voolikukomplekt lekib
vahetage voolikukomplekt välja
Kaitsegaasi voolikuühendus põleti korpusega lekib
järgige voolikut ja tihendage
58
Page 59

Kaitsegaas puudub
Kõik muud funktsioonid töötavad
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Halvad keevitusomadused
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
gaasiballoon on tühi
vahetage gaasiballoon välja
gaasirõhu regulaator on defektne
vahetage gaasirõhu regulaator välja
gaasivoolik ei ole paigaldatud, see on kortsus või kahjustatud
paigaldage gaasivoolik sirgelt. Vahetage defektne gaasivoolik välja
Keevituspõleti on defektne
vahetage keevituspõleti välja
gaasi magnetklapp on defektne
teavitage hooldusteenindust (laske gaasi magnetklapp väljavahetada)
valed keevitusparameetrid
kontrollige sätteid
maandusühendus on vale
kontrollige, et maandusühenduse ja ühendusklemmide polaarsus oleks õige
ET
Keevituspõleti muutub väga kuumaks
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldamine:
keevituspõleti võimsus on liiga nõrk
jälgige tsükli pikkust ja koormuspiiranguid
üksnes vesijahutusega süsteemide puhul: jahutusvedeliku läbivool ei ole piisav
kontrollige jahutusvedeliku taset, jahutusvedeliku läbivoolu kogust, jahutusvedeliku reostust jne, jahutusvedeliku pump on ummistunud: keerake
läbiviigu kohast kruvikeeraja abil jahutusvedeliku pumba võlli
üksnes vesijahutusega süsteemide puhul: parameeter „Jahutusseadme
juhts.“ on seadistatud väärtusele „OFF“ (väljas).
seadistage Setupi menüüs parameeter „jahutusseadme juhts.“ väärtusele
„Aut“ või „ON“ (sisse).
59
Page 60

Keevisõmblus on poorne
Põhjus:
Kõrvaldamine:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
gaasidüüsis tekivad pritsmed, mis põhjustab keevisõmbluse ebapiisavat
kaitstust kaitsegaasi eest
eemaldage keevituspritsmed
gaasivoolikus on augud või gaasivooliku ühendus ei ole piisav
vahetage gaasivoolik välja
tsentraalühenduse O-rõngas on katki või defektne
vahetage O-rõngas välja
gaasivoolikus on niiskus/kondensaat
kuivatage gaasivoolikut
gaasivool on liiga suur või väike
korrigeerige gaasivoolu
keevitamise alguses või lõpus ei ole piisavalt kaitsegaasi
suurendage gaasi ettevoolu ja gaasi järelvoolu
peale on kantud liiga palju piirdeainet
eemaldage liigne piirdeaine / kandke peale vähem piirdeainet
Kehvad süüteomadused
Põhjus:
Kõrvaldami-
ne:
Põhjus:
Kõrvaldami-
ne:
Gaasidüüsil esineb rebendeid
Põhjus:
Kõrvaldami-
ne:
sobimatu volframelektrood (näiteks WP-elektrood DC-keevitamisel)
kasutage sobivat volframelektroodi
kuluvosa on lahti
keerake kuluvosad kõvasti kinni
volframelektrood ei ulatu piisavalt palju gaasidüüsist välja
tõmmake volframelektroodi rohkem gaasidüüsist välja
60
Page 61

Tehnilised andmed
Üldteave Toode vastab standardi IEC 60974-7 nõuetele.
MÄRKUS.
Märgitud võimsusandmed kehtivad ainult standardsete kuluosade kasutamisel.
Gaasiläätsede ja lühemate gaasidüüside kasutamisel vähenevad keevitusvoolu spetsifikatsioonid.
MÄRKUS.
Keevitusvoolu andmed kehtivad gaasijahutusega põletipea korpuste korral alles
pikkusest 65 mm (2,56 in).
Lühemate põletipea korpuste kasutamise korral vähenevad keevitusvoolu spetsifikatsioonid 30%.
MÄRKUS.
Võimsuspiiril keevitamisel kasutage keevituspõletil asjakohaselt suuremaid volframelektroode ning gaasidüüside avauste läbimõõte, et pikendada kuluosade
kestvust.
Pidage silmas voolutugevust, AC-tasakaalu ja AC-voolunihet kui võimsust mõjutavaid tegureid.
ET
Gaasjahutusega
põleti korpus –
TTB 80, TTB 160,
TTB 220
TTB 80 G TTB 160 G F
35% TP1) / 80 A 35% TP1) / 160 A
DC-keevitusvool
10 min / 40 °C (104 °F)
AC-keevitusvool
10 min / 40 °C (104 °F)
Kaitsegaas (standard EN 439) Argoon Argoon
Elektroodi läbimõõt 1,0–3,2 mm
TTB 220 G
DC-keevitusvool 10 min / 40 °C
(104 °F)
AC-keevitusvool 10 min / 40 °C
(104 °F)
60% TP1) / 60 A 60% TP1) / 120 A
100% TP1) / 50 A 100% TP1) / 90 A
35% TP1) / 30 A 35% TP1) / 120 A
60% TP1) / 90 A
100% TP1) / 70 A
1,0–3,2 mm
0,039–0,126 in
0,039–0,126 in
35% TP1) / 220 A
60% TP1) / 170 A
100% TP1) / 130 A
35% TP1) / 180 A
60% TP1) / 130 A
100% TP1) / 100 A
61
Page 62
TTB 220 G
Kaitsegaas (standard EN 439) Argoon
Elektroodi läbimõõt 1,0–4,0 mm
0,039–0,158 in
TTB 220 A G F TTB 220 P G F
35% TP1) / 220 A 30% TP1) / 220 A
DC-keevitusvool 10 min / 40 °C
(104 °F)
60% TP1) / 170 A 60% TP1) / 160 A
100% TP1) / 130 A 100% TP1) / 130 A
35% TP1) / 180 A 30% TP1) / 170 A
AC-keevitusvool 10 min / 40 °C
(104 °F)
60% TP1) / 120 A 60% TP1) / 120 A
100% TP1) / 100 A 100% TP1) / 100 A
Kaitsegaas (standard EN 439) Argoon Argoon
Vesijahutusega
põleti korpus –
TTB 180, TTB 300
Elektroodi läbimõõt 1,0–4,0 mm
0,039–0,158 in
1)
TP = sisselülitamise aeg
1,0–4,0 mm
0,039–0,158 in
TTB 180 W TTB 300 W
DC-keevitusvool
10 min / 40 °C (104 °F)
AC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 180 A 60% TP1) / 300 A
100% TP1) / 140 A 100% TP1) / 230 A
60% TP1) / 140 A 60% TP1) / 250 A
100% TP1) / 110 A 100% TP1) / 190 A
Kaitsegaas (standard EN 439) Argoon Argoon
Elektroodi läbimõõt 1,0–3,2 mm
0,039–0,126 in
Jahutusvedeliku minimaalne lubatav läbivool Q
1)
TP = sisselülitamise aeg
min
(0,26 gal/min)
1 l/min
1,0–3,2 mm
0,039–0,126 in
1 l/min
(0,26 gal/min)
62
Page 63

Gaasjahutusega
L
L
voolikupakett –
THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35% TP1) / 120 A 35% TP1) / 180 A
DC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 100 A 60% TP1) / 130 A
100% TP1) / 80 A 100% TP1) / 100 A
35% TP1) / 90 A 35% TP1) / 120 A
AC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 70 A 60% TP1) / 90 A
100% TP1) / 50 A 100% TP1) / 70 A
Kaitsegaas (standard EN 439) Argoon Argoon
ET
Gaasjahutusega
voolikupakett –
THP 150 G SH
Maksimaalne lubatav tühikäigupin-
4,0 m / 8,0 m
(13 ft + 1,48 in / 26 ft +
2,96 in)
113 V 113 V
(13 ft + 1,48 in / 26 ft +
4,0 m / 8,0 m
2,96 in)
ge (U0)
Maksimaalne lubatav süütepinge
10 kV 10 kV
(UP)
Põletinupp U
Põletinupp I
1)
TP = sisselülitamise aeg
max
max
35 V 35 V
100 mA 100 mA
MÄRKUS.
Voolikupakett THP 150 G SH ei ole ette nähtud ega sobiv keevituskaare süüteseadmetele, nagu KS-süüde.
Voolikupakett on ette nähtud ainult kasutamiseks koos toiteallikatega TransPocket
150/180 ja AccuPocket 150.
THP 150 G SH
25% TP1) / 150 A
DC-keevitusvool
10 min / 40 °C (104 °F)
35% TP1) / 120 A
60% TP1) / 100 A
100% TP1) / 80 A
25% TP1) / 110 A
AC-keevitusvool
10 min / 40 °C (104 °F)
35% TP1) / 90 A
60% TP1) / 70 A
100% TP1) / 50 A
Kaitsegaas (standard EN 439) Argoon
4,0 m / 8,0 m
(13 ft + 1,48 in / 26 ft + 2,96 in)
63
Page 64
THP 150 G SH
Maksimaalne lubatav tühikäigupinge U
0
Maksimaalne lubatav süütepinge
U
P
1)
TP = sisselülitamise aeg
113 V
Ei ole ette nähtud ega sobiv keevituskaare
süüteseadmetele.
64
Page 65
Vesijahutusega
L
voolikupakett –
THP 300 SH
THP 300 SH
DC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 300 A
100% TP1) / 230 A
AC-keevitusvool
10 min / 40 °C (104 °F)
60% TP1) / 250 A
100% TP1) / 190 A
Kaitsegaas (standard EN 439) Argoon
4,0 m / 8,0 m
(13 ft + 1,48 in / 26 ft + 2,96 in)
Väikseim jahutusvõimsus standardi
650 W / 650 W
IEC 60974-2 järgi, olenevalt voolikupaketi pikkusest
Jahutusvedeliku minimaalne lubatav läbivool Q
min
Minimaalne lubatav jahutusvedeliku
surve p
min
Maksimaalne lubatav jahutusvedeliku surve p
max
Maksimaalne lubatav tühikäigupinge U
0
Maksimaalne lubatav süütepinge
U
P
(0,26 gal/min [US])
1 l/min
3 bar
(43 psi)
5,5 bar
(79 psi)
113 V
10 kV
ET
1)
TP = sisselülitamise aeg
65
Page 66

66
Page 67

Tartalomjegyzék
Biztonság 68
Biztonság 68
Rendeltetésszerű használat 69
Hegesztőpisztoly-változatok 70
Rendelkezésre álló hegesztőpisztoly-változatok 70
Az Up/Down-hegesztőpisztoly funkciói 72
Az Up/Down-hegesztőpisztoly vezérlő egységei 72
A Up/Down-hegesztőpisztoly működési leírása 72
Kopó alkatrészek felszerelése 74
Az „A” rendszerű kopóalkatrész szerelése dugaszolt gázfúvókával 74
P rendszerű kopóalkatrész felszerelése csavarozott gázfúvókával 75
A hegesztőpisztoly test szerelése, hegesztőpisztoly csatlakoztatása 76
A hegesztőpisztoly test szerelése 76
A hegesztőpisztoly csatlakoztatása 78
A hegesztőpisztoly test elfordítása 78
A hegesztőpisztoly test lecserélése a gázhűtéses hegesztőpisztolyról 79
A hegesztőpisztoly test kicserélése 79
A hegesztőpisztoly test lecserélése a gázhűtéses hegesztőpisztoly testről 82
Végezze el a hegesztőpisztoly automatikus kiürítését és cserélje ki a hegesztőpisztoly testet 82
Ürítse ki manuálisan a hegesztőpisztolyt és cserélje ki a hegesztőpisztoly testet 84
Ápolás, karbantartás és ártalmatlanítás 88
Tilalmak 88
Karbantartás minden üzembe helyezéskor 89
Ártalmatlanítás 89
Hibadiagnosztika, hibaelhárítás 90
Hibadiagnosztika, hibaelhárítás 90
MŰSZAKI ADATOK 93
Általános tudnivalók 93
Gázhűtéses hegesztőpisztoly test - TTB 80, TTB 160, TTB 220 93
Vízhűtéses hegesztőpisztoly test - TTB 180, TTB 300 94
Gázhűtéses tömlőköteg - THP 120 G SH, THP 180 G SH 95
Gázhűtéses tömlőköteg - THP 150 G SH 95
Vízhűtéses tömlőköteg - THP 300 SH 97
HU
67
Page 68

Biztonság
Biztonság
VESZÉLY!
Hibás kezelés és hibásan elvégzett munkák miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
A jelen dokumentumban ismertetett összes munkát és funkciót csak képzett szaks-
▶
zemélyzet végezheti el.
Olvassa el és értse meg a dokumentumot.
▶
Olvassa el és értse meg a rendszerelemek összes kezelési útmutatóját, különös
▶
tekintettel a biztonsági előírásokra.
VESZÉLY!
Elektromos áram miatti veszély és kilépő huzalelektróda miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
A munkák elkezdése előtt minden rendszerelemet ki kell kapcsolni és le kell
▶
választani a villamos hálózatról.
Minden rendszerelemet biztosítani kell újbóli bekapcsolás ellen.
▶
VESZÉLY!
Elektromos áram miatti veszély meghibásodott rendszerelemek és hibás
működtetés következtében.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
Az összes kábelnek, vezetéknek és tömlőkötegnek mindig jól rögzítettnek, sértetlen-
▶
nek, jól szigeteltnek és megfelelően méretezettnek kell lennie.
VESZÉLY!
Hűtőközeg kiáramlásának veszélye a le nem zárt hűtőközeg-tömlők miatt.
Csúszásveszély és anyagi kár lehet a következmény.
A vízhűtésű hegesztőpisztolyok hűtőközeg-tömlőit mindig zárja el a felszerelt
▶
műanyag zárral, ha leválasztja őket a hűtőegységről vagy a huzalelőtolóról.
VIGYÁZAT!
Forró hegesztőpisztoly-elemek és forró hűtőközeg által fennálló veszély.
Súlyos forrázás lehet a következmény.
A jelen dokumentumban leírt összes munka kezdete előtt az összes hegesztőpiszto-
▶
ly-elemet és a hűtőközeget hagyja lehűlni szobahőmérsékletre (+25 °C, +77 °F).
VIGYÁZAT!
Vízhűtésű hegesztőpisztolyok hűtőközeg nélküli üzemeltetésének veszélye.
Ennek anyagi károk lehetnek a következményei.
A vízhűtéses hegesztőpisztolyt soha ne helyezze üzembe hűtőközeg nélkül.
▶
A hegesztés alatt biztosítani kell a rendeltetésszerű hűtőközeg-átáramlást - ez az az
▶
eset, ha a hűtőegység hűtőközeg-tartályában rendeltetésszerű hűtőközeg-visszaáramlás látható.
A fent említett pontok figyelmen kívül hagyása miatt keletkezett károkért a gyártó
▶
nem vállal felelősséget, minden garancia megszűnik.
68
Page 69
Rendeltetésszerű
használat
A TIG kézi hegesztőpisztoly kizárólag TIG-hegesztésre és TIG-forrasztásra szolgál kézi
alkalmazásoknál.
Más vagy ezen túlmenő használat nem rendeltetésszerű. Az ebből eredő károkért a
gyártó nem felel.
A rendeltetésszerű használathoz tartozik még:
- a kezelési útmutatóban szereplő minden tudnivaló figyelembevétele
- az ellenőrzési és karbantartási munkák elvégzése.
HU
69
Page 70
Hegesztőpisztoly-változatok
Rendelkezésre
álló hegesztőpisztolyváltozatok
(1) Standard-Interface
A gomb visszanyomása:
a) Amennyiben az áramforráson aktiválva van a nagyfrekvenciás gyújtás (HF-
gyújtás), a folyamat aktiválódik
b) Amennyiben az áramforráson aktiválva van az érintési gyújtás, létrejön a he-
gesztési feszültség a wolfrámelektródán. A munkadarab megérintésével
elindul a hegesztési eljárás
A hegesztés során a gomb előrenyomása:
a) A hegesztés közben 4-ütemű üzemmódban kerül aktiválásra a közbenső
csökkentés a gomb előrenyomása és megtartása által. Ez a funkció nem áll
rendelkezésre, ha a csökkenő áram áramforrásán I2 került beállításra
(2) Potenciométer-Interface
A Start/Stop gomb megnyomása:
a) Amennyiben az áramforráson aktiválva van a nagyfrekvenciás gyújtás (HF-
gyújtás), a folyamat aktiválódik
b) Amennyiben az áramforráson aktiválva van az érintési gyújtás, létrejön a he-
gesztési feszültség a wolfrámelektródán. A munkadarab megérintésével
elindul a hegesztési eljárás
Potenciométer:
a) A hegesztőáram beállításához
70
(3) Pisztolyvezérlő gomb nélkül
(4) Standard-Interface pisztolyvezérlő gomb-kiterjesztéssel
A gomb visszanyomása:
Page 71
a) Amennyiben az áramforráson aktiválva van a nagyfrekvenciás gyújtás (HF-
gyújtás), a folyamat aktiválódik
b) Amennyiben az áramforráson aktiválva van az érintési gyújtás, létrejön a he-
gesztési feszültség a wolfrámelektródán. A munkadarab megérintésével
elindul a hegesztési eljárás
A hegesztés során a gomb előrenyomása:
a) A hegesztés közben 4-ütemű üzemmódban kerül aktiválásra a közbenső
csökkentés a gomb előrenyomása és megtartása által. Ez a funkció nem áll
rendelkezésre, ha a csökkenő áram áramforrásán I2 került beállításra
(5) Up-Down-Interface (nincs ábrázolva)
A hegesztőpisztolyt gyárilag Up/Down-Interface-szel együtt szállítjuk. Ehhez kapcsolódó közelebbi információkhoz lásd a Az Up/Down-hegesztőpisztoly funk-
ciói című szakaszt a 72 oldaltól.
HU
71
Page 72
Az Up/Down-hegesztőpisztoly funkciói
(2)
(1)
Az Up/Down-hegesztőpisztoly
vezérlő egységei
(1) Start gomb
A gomb a következő funkciókat váltja ki:
a) Amennyiben az áramforráson aktiválva van a nagyfrekvenciás gyújtás (HF-
gyújtás), a gyújtási folyamat aktiválódik a gomb visszahúzása által
b) Amennyiben az áramforráson aktiválva van az érintési gyújtás, létrejön a he-
gesztési feszültség a wolfrámelektródán a gomb visszahúzása által. A munkadarab megérintésével elindul a hegesztési eljárás
c) A hegesztés közben 4-ütemű üzemmódban kerül aktiválásra a közbenső
csökkentés a gomb előrenyomása és megtartása által. Ez a funkció nem áll
rendelkezésre, ha a csökkenő áram áramforrásán I2 került beállításra
A Up/Down-hegesztőpisztoly
működési leírása
(2) Up / Down (fel/le) gomb
A hegesztési teljesítmény módosítása
A hegesztési teljesítmény módosítása:
1
72
Page 73
Közbenső csökkentés:
1
A közbenső csökkentés időtartamáig nyomja a gombot előre, majd tartsa úgy
HU
73
Page 74

Kopó alkatrészek felszerelése
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Az „A” rendszerű
kopóalkatrész
szerelése dugaszolt gázfúvókával
VIGYÁZAT!
Károsodás veszélye a szorítópatron (1) vagy a gázlencsék (2) túl magas meghúzónyomatéka miatt.
A menet károsodása lehet a következmény.
Csak enyhén húzza meg a szorítópatront (1) vagy a gázlencsét (2).
▶
* Cserélhető gumi tömítőhüvely csak TTB 220 G/A-hoz
** A hegesztőpisztoly kivitelétől függően a szorítópatron (1) helyett gázlencse (2)
kerülhet alkalmazásra.
1
2
VIGYÁZAT!
Károsodás veszélye a pisztolysapka túl magas meghúzónyomatéka miatt.
A menet károsodása lehet a következmény.
Csak annyira húzza meg a pisztolysapkát, hogy a wolfrámelektródát kézzel már ne
▶
lehessen eltolni.
3
74
4
A pisztolysapka becsavarozása
Page 75

P rendszerű
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
kopóalkatrész felszerelése csavarozott
gázfúvókával
VIGYÁZAT!
Károsodás veszélye a szorítópatron (1) vagy a gázlencsék (2) túl magas meghúzónyomatéka miatt.
A menet károsodása lehet a következmény.
Csak enyhén húzza meg a szorítópatront (1) vagy a gázlencsét (2).
▶
* Cserélhető gumi tömítőhüvely csak TTB 220 G/P-hez
** A hegesztőpisztoly kivitelétől függően a szorítópatron (1) helyett gázlencse (2)
kerülhet alkalmazásra.
HU
1
2
VIGYÁZAT!
Károsodás veszélye a pisztolysapka túl magas meghúzónyomatéka miatt.
A menet károsodása lehet a következmény.
Csak annyira húzza meg a pisztolysapkát, hogy a wolfrámelektródát kézzel már ne
▶
lehessen eltolni.
3
4
A pisztolysapka becsavarozása
75
Page 76

A hegesztőpisztoly test szerelése, hegesztőpisztoly
csatlakoztatása
A hegesztőpisztoly test szerelése
MEGJEGYZÉS!
A hegesztőpisztoly testen lévő sérült O-gyűrű általi kockázat.
A hegesztőpisztoly testen lévő sérült O-gyűrű a védőgáz szennyeződéséhez, és ezáltal
hibás hegesztési varrathoz vezethet.
Minden egyes üzembe helyezés előtt győződjön meg arról, hogy nincs-e sérülés a
▶
hegesztőpisztoly test O-gyűrűjén.
* A hegesztőpisztoly testen lévő O-gyűrű megkenése
1
2
3
Nyomja hátra a zárat a hegesztőpisztoly testtel és egyidejűleg fordítsa el a hegesztőpisztoly testet 180°-ban
76
Page 77

4
VIGYÁZAT!
A hegesztőpisztoly test hibás beszerelése miatti veszély.
Ennek anyagi károk lehetnek a következményei.
Győződjön meg arról, hogy a zár a hegesztőpisztoly test szerelése után az első
▶
pozícióban található-e - a hegesztőpisztoly test szerelése és lezárása csak így rendeltetésszerű.
HU
77
Page 78

A hegesztőpisz-
2
1
3
5
6
7
4
*
toly csatlakoztatása
MEGJEGYZÉS!
A hegesztőpisztoly csatlakozóján lévő sérült O-gyűrű általi kockázat.
A hegesztőpisztoly csatlakozóján lévő sérült O-gyűrű a védőgáz szennyeződéséhez, és
ezáltal hibás hegesztési varrathoz vezethet.
Minden egyes üzembe helyezés előtt győződjön meg arról, hogy nincs-e sérülés a
▶
hegesztőpisztoly csatlakozóján lévő O-gyűrűn.
1
A hegesztőpisztoly test elfordítása
* csak vízhűtéses hegesztőrendszernél
1
78
Page 79

A hegesztőpisztoly test lecserélése a gázhűtéses
2
180°
1
hegesztőpisztolyról
A hegesztőpisztoly test kicserélése
Hegesztőpisztoly test leszerelése:
1
HU
2
3
A tömlőköteg összekapcsolási helyén keletkezett szennyeződések eltávolítása
4
A hegesztőpisztoly test összekapcsolási helyén keletkezett szennyeződések
5
eltávolítása
79
Page 80
Védőfedél alkalmazása a hegesztőpisztoly test összekapcsolási helyén
6
A hegesztőpisztoly test szerelése:
VIGYÁZAT!
Nem kompatibilis rendszerelemek miatti veszély.
Ennek anyagi károk lehetnek a következményei.
Csak azonos hűtési módú tömlőkötegeket és hegesztőpisztoly testeket lehet
▶
egymással összekapcsolni.
Gázhűtéses hegesztőpisztoly testeket csak gázhűtéses tömlőkötegekre szabad sze-
▶
relni.
MEGJEGYZÉS!
A hegesztőpisztoly testen lévő sérült O-gyűrű általi kockázat.
A hegesztőpisztoly testen lévő sérült O-gyűrű a védőgáz szennyeződéséhez, és ezáltal
hibás hegesztési varrathoz vezethet.
Minden egyes üzembe helyezés előtt győződjön meg arról, hogy nincs-e sérülés a
▶
hegesztőpisztoly test O-gyűrűjén.
* A hegesztőpisztoly testen lévő O-gyűrű megkenése
1
2
80
3
Nyomja hátra a zárat a hegesztőpisztoly testtel és egyidejűleg fordítsa el a hegesztőpisztoly testet 180°-ban
Page 81
4
VIGYÁZAT!
A hegesztőpisztoly test hibás beszerelése miatti veszély.
Ennek anyagi károk lehetnek a következményei.
Győződjön meg arról, hogy a zár a hegesztőpisztoly test szerelése után az első
▶
pozícióban található-e - a hegesztőpisztoly test szerelése és lezárása csak így rendeltetésszerű.
HU
Végezzen próbahegesztést és vizsgálja meg a hegesztési varrat minőségét
5
81
Page 82
A hegesztőpisztoly test lecserélése a gázhűtéses
2
180°
1
hegesztőpisztoly testről
Végezze el a hegesztőpisztoly
automatikus
kiürítését és
cserélje ki a hegesztőpisztoly
testet
VIGYÁZAT!
A hegesztőpisztoly automatikus ürítése közben fellépő veszély bekapcsolt áramforrás mellett.
Akaratlan ívgyújtás lehet a következmény.
Kövesse a hűtőegység kezelési útmutatójában, az áramforrás kezelési útmu-
▶
tatójában, illetve az áramforrás kezelőpanelén szereplő utasításokat a hegesztőpisztoly automatikus ürítéséről.
Tartson a hegesztőpisztoly testtel legalább 1 m (39.37 in.) távolságot az elektromos
▶
áramot vezető tárgyaktól a következő munkálatok közben.
A hegesztőpisztoly automatikus kiürítése (például CU 600t /MC) és a hegesztőpisztoly test leszerelése:
A hegesztőpisztoly tömlőköteg eltávolítása a hűtőegység megfelelő funkciójával
1
2
3
82
Page 83
4
A tömlőköteg összekapcsolási helyén keletkezett szennyeződések és hűtőközeg-
5
maradványok eltávolítása
A hegesztőpisztoly test összekapcsolási helyén keletkezett szennyeződések és
6
hűtőközeg-maradványok eltávolítása
Védőfedél alkalmazása a hegesztőpisztoly test összekapcsolási helyén
7
A hegesztőpisztoly test szerelése:
HU
VIGYÁZAT!
Nem kompatibilis rendszerelemek miatti veszély.
Ennek anyagi károk lehetnek a következményei.
Csak azonos hűtési módú tömlőkötegeket és hegesztőpisztoly testeket lehet
▶
egymással összekapcsolni.
Vízhűtéses hegesztőpisztoly testeket csak vízhűtéses tömlőkötegekre szabad sze-
▶
relni.
MEGJEGYZÉS!
A hegesztőpisztoly testen lévő sérült O-gyűrű általi kockázat.
A hegesztőpisztoly testen lévő sérült O-gyűrű a védőgáz szennyeződéséhez, és ezáltal
hibás hegesztési varrathoz vezethet.
Minden egyes üzembe helyezés előtt győződjön meg arról, hogy nincs-e sérülés a
▶
hegesztőpisztoly test O-gyűrűjén.
* A hegesztőpisztoly testen lévő O-gyűrű megkenése
1
2
83
Page 84
3
Nyomja hátra a zárat a hegesztőpisztoly testtel és egyidejűleg fordítsa el a hegesztőpisztoly testet 180°-ban
4
Ürítse ki manuálisan a hegesztőpisztolyt
és cserélje ki a
hegesztőpisztoly
testet
VIGYÁZAT!
A hegesztőpisztoly test hibás beszerelése miatti veszély.
Ennek anyagi károk lehetnek a következményei.
Győződjön meg arról, hogy a zár a hegesztőpisztoly test szerelése után az első
▶
pozícióban található-e - a hegesztőpisztoly test szerelése és lezárása csak így rendeltetésszerű.
Nyomja meg az áramforrás gázellenőrző gombját
5
30 másodpercig védőgáz áramlik ki.
Hűtőközeg átáramlás ellenőrzése:
6
A hűtőegység hűtőközeg-tartályában kifogástalan hűtőközeg-visszaáramlás legyen
látható.
Végezzen próbahegesztést és vizsgálja meg a hegesztési varrat minőségét
7
A hegesztőpisztoly manuális kiürítése és a hegesztőpisztoly test leszerelése:
Kapcsolja le az áramforrást és válassza le a villamos hálózatról
1
Várja ki a hűtőegység utántöltési fázisát
2
Válassza le a hűtőközeg előremenő köri tömlőjét a hűtőegységről
3
84
Page 85
Fúvassa ki a hűtőközeg előremenő köri tömlőjét maximum 4 bar (58.02 psi) sűrített
2
180°
1
4
levegővel
- ezáltal a hűtőközeg nagy része visszafolyik a hűtőközeg-tartályba
5
6
HU
7
A tömlőköteg összekapcsolási helyén keletkezett szennyeződések és hűtőközeg-
8
maradványok eltávolítása
A hegesztőpisztoly test összekapcsolási helyén keletkezett szennyeződések és
9
hűtőközeg-maradványok eltávolítása
Védőfedél alkalmazása a hegesztőpisztoly test összekapcsolási helyén
10
85
Page 86
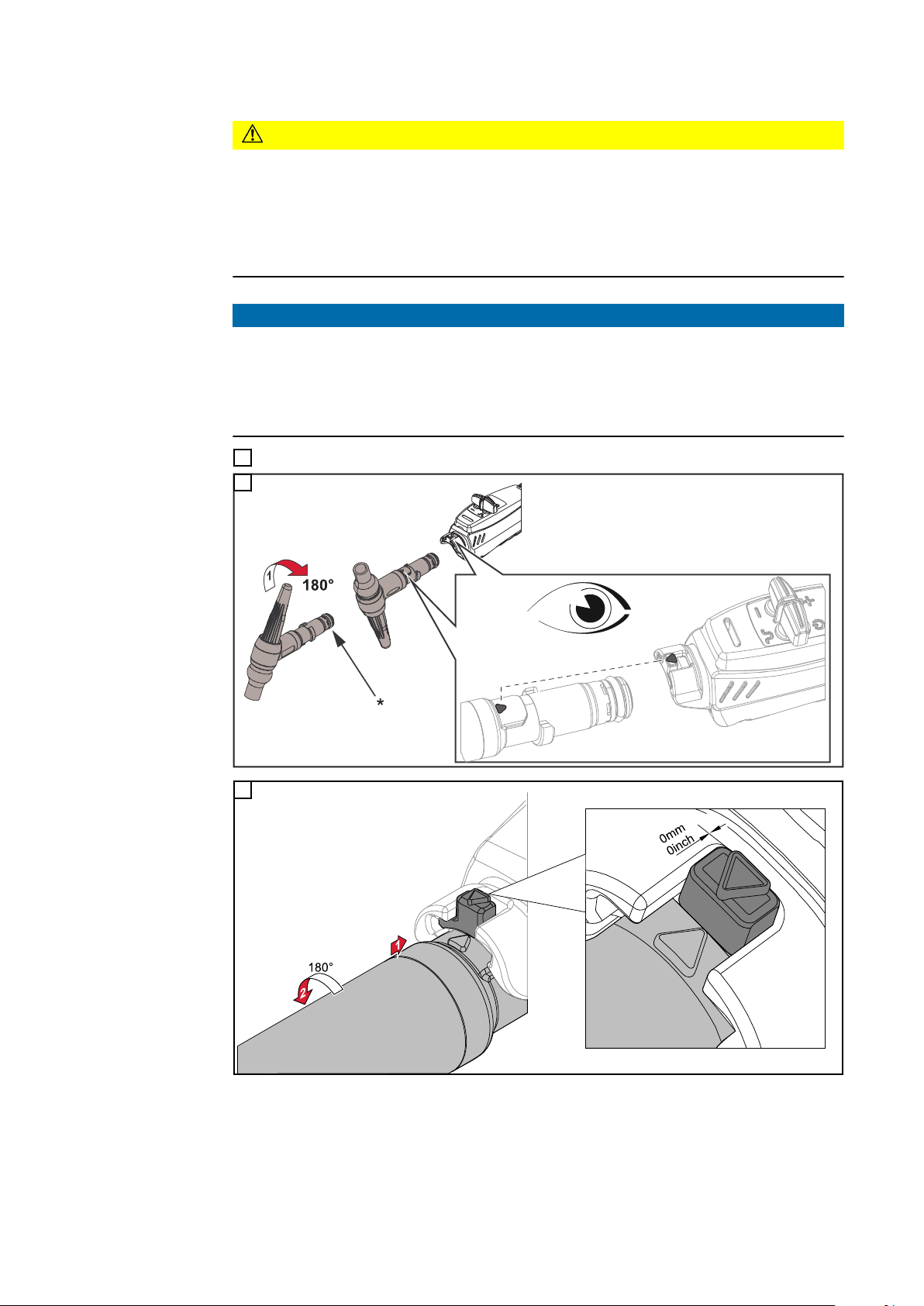
A hegesztőpisztoly test szerelése:
VIGYÁZAT!
Nem kompatibilis rendszerelemek miatti veszély.
Ennek anyagi károk lehetnek a következményei.
Csak azonos hűtési módú tömlőkötegeket és hegesztőpisztoly testeket lehet
▶
egymással összekapcsolni.
Vízhűtéses hegesztőpisztoly testeket csak vízhűtéses tömlőkötegekre szabad sze-
▶
relni.
MEGJEGYZÉS!
A hegesztőpisztoly testen lévő sérült O-gyűrű általi kockázat.
A hegesztőpisztoly testen lévő sérült O-gyűrű a védőgáz szennyeződéséhez, és ezáltal
hibás hegesztési varrathoz vezethet.
Minden egyes üzembe helyezés előtt győződjön meg arról, hogy nincs-e sérülés a
▶
hegesztőpisztoly test O-gyűrűjén.
* A hegesztőpisztoly testen lévő O-gyűrű megkenése
1
2
3
Nyomja hátra a zárat a hegesztőpisztoly testtel és egyidejűleg fordítsa el a hegesztőpisztoly testet 180°-ban
86
Page 87
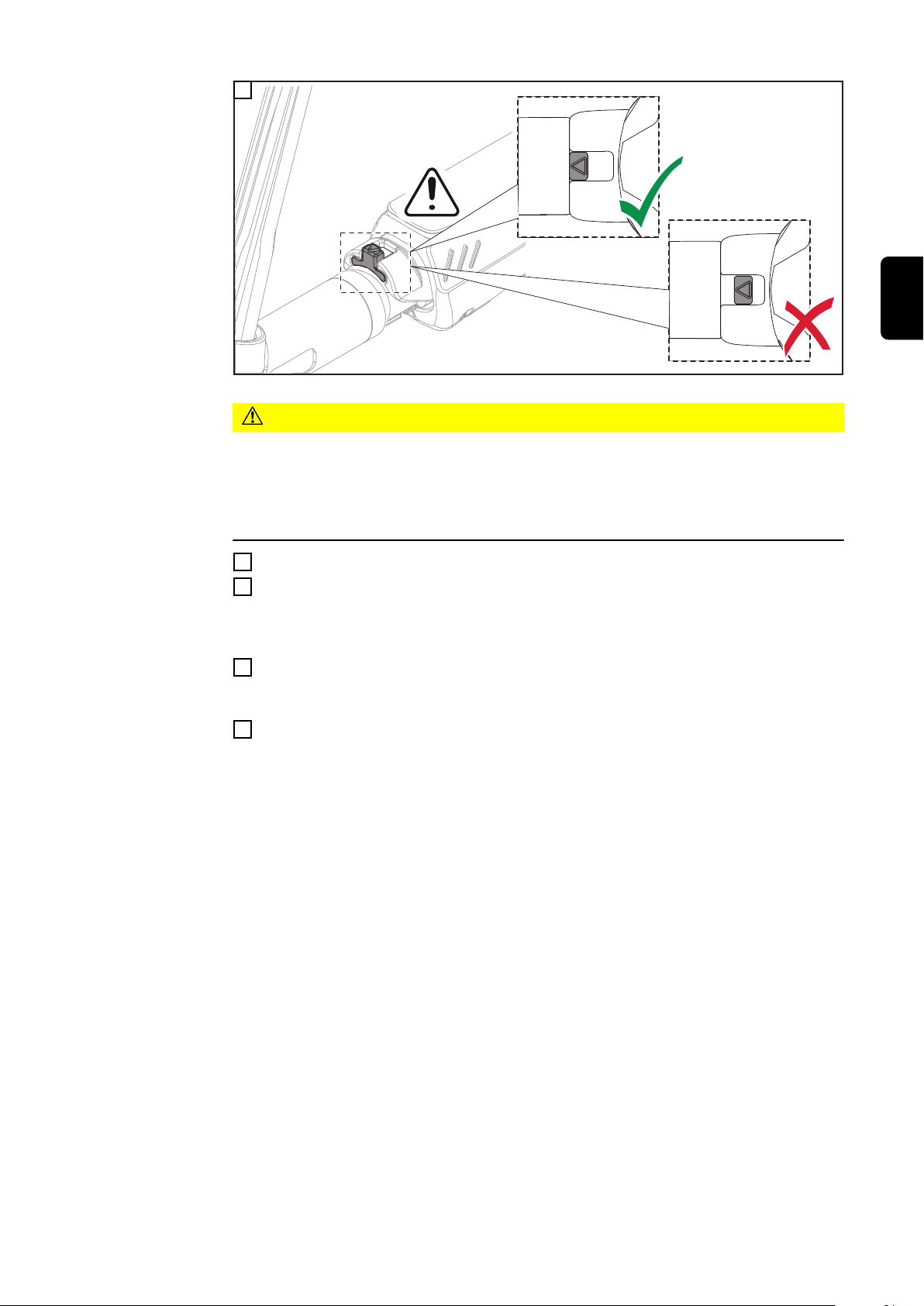
4
VIGYÁZAT!
A hegesztőpisztoly test hibás beszerelése miatti veszély.
Ennek anyagi károk lehetnek a következményei.
Győződjön meg arról, hogy a zár a hegesztőpisztoly test szerelése után az első
▶
pozícióban található-e - a hegesztőpisztoly test szerelése és lezárása csak így rendeltetésszerű.
HU
Csatlakoztassa a hálózathoz és kapcsolja be az áramforrást
5
Nyomja meg az áramforrás gázellenőrző gombját
6
30 másodpercig védőgáz áramlik ki.
Hűtőközeg átáramlás ellenőrzése:
7
A hűtőegység hűtőközeg-tartályában kifogástalan hűtőközeg-visszaáramlás legyen
látható.
Végezzen próbahegesztést és vizsgálja meg a hegesztési varrat minőségét
8
87
Page 88
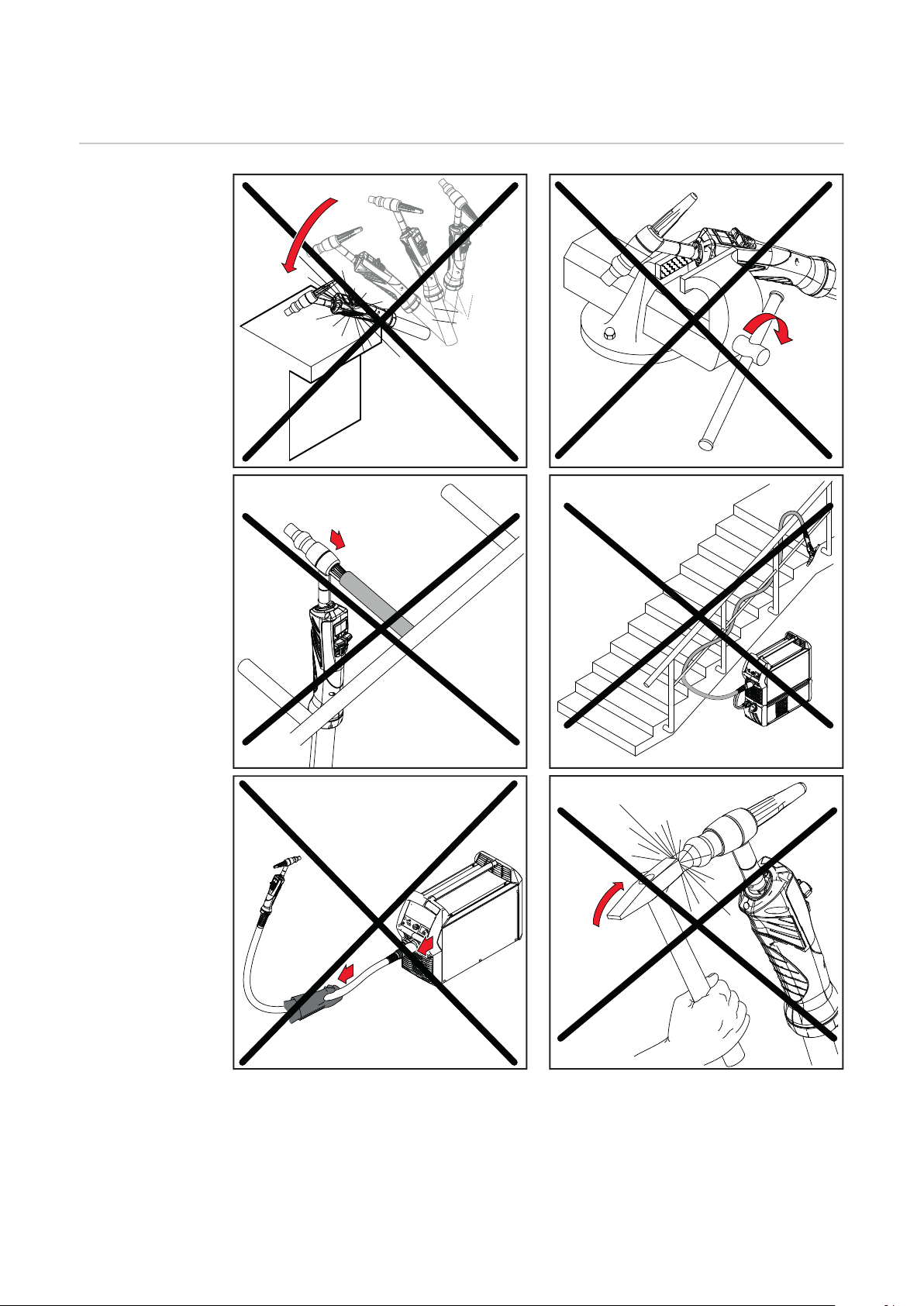
Ápolás, karbantartás és ártalmatlanítás
Tilalmak
88
Page 89
Karbantartás
minden üzembe
helyezéskor
Ártalmatlanítás Az ártalmatlanítást a hatályos nemzeti és regionális előírásoknak megfelelően végezze
- Ellenőrizze a kopó alkatrészeket, cserélje ki a hibás kopó alkatrészeket
- Szabadítsa meg a gázfúvókát a hegesztési fröcskölésektől
Ezenkívül vízhűtéses hegesztőpisztolyok esetén, minden üzembe helyezéskor:
- biztosítsa az összes hűtőközeg-csatlakozó tömítettségét
- biztosítsa a szabályszerű hűtőközeg-visszaáramlást
el.
HU
89
Page 90

Hibadiagnosztika, hibaelhárítás
Hibadiagnosztika,
hibaelhárítás
A hegesztőpisztoly nem csatlakoztatható
Ok:
Elhárítás:
Nincs hegesztőáram
Az áramforrás hálózati kapcsolója bekapcsolva, az áramforrás kijelzői világítanak,
védőgáz van
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Nincs működés a pisztolyvezérlő gomb megnyomása után
A hálózati kapcsoló bekapcsolva, az áramforrás kijelzői világítanak, védőgáz van
Elgörbült a bajonettzár
Cserélje ki a bajonettzárat
Helytelen testcsatlakoztatás
Hozza létre szabályszerűen a testcsatlakozást
Elszakadt az áramkábel a hegesztőpisztolyban
Cserélje ki a hegesztőpisztolyt
wolfrámelektróda laza
A pisztolysapkával húzza meg a wolfrámelektródát
Laza kopó alkatrészek
Húzza meg a kopó alkatrészeket
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
HF-átütés a hegesztőpisztoly csatlakozóján
Ok:
Elhárítás:
HF-átütés a fogantyúcsészén
Ok:
Elhárítás:
Nincs bedugva a vezérlődugasz
Dugja be a vezérlődugaszt
Hibás a hegesztőpisztoly vagy a hegesztőpisztoly vezérlő vezetéke
Cserélje ki a hegesztőpisztolyt
A „pisztolyvezérlő gomb / vezérlő vezeték / áramforrás“ dugós csatlakozók
hibásak
Ellenőrizze a dugós csatlakozót / küldje szervizbe az áramforrást vagy a hegesztőpisztolyt
A hegesztőpisztoly panel hibás
Cserélje ki a panelt
Tömítetlen a hegesztőpisztoly csatlakozó
Cserélje ki a bajonettzár O-gyűrűjét
A tömlőköteg tömítetlen
Cserélje ki a tömlőköteget
90
Ok:
Elhárítás:
Tömítetlen a pisztolyfej védőgáz-tömlőcsatlakozója
Igazítsa be és tömítse a tömlőt
Page 91
Nincs védőgáz
Az összes többi funkció rendelkezésre áll
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Rossz hegesztési tulajdonságok
Ok:
Elhárítás:
Ok:
Elhárítás:
Üres a gázpalack
Cserélje ki a gázpalackot
Hibás a nyomáscsökkentő szelep
Cserélje ki a nyomáscsökkentő szelepet
A gáztömlő nincs felszerelve, törött vagy sérült
Szerelje fel a gáztömlőt, egyenesen elhelyezve. Cserélje ki a hibás
gáztömlőt
Hibás a hegesztőpisztoly
Cserélje ki a hegesztőpisztolyt
Hibás a gáz-mágnesszelep
Értesítse a szervizszolgálatot (cseréltesse ki a gáz-mágnesszelepet)
Helytelen hegesztési paraméterek
Ellenőrizze a beállításokat
Helytelen testcsatlakoztatás
Ellenőrizze a testcsatlakozót és a csatlakozókapcsok polaritását
HU
A hegesztőpisztoly nagyon felforrósodik
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
A hegesztőpisztoly alul van méretezve
Ügyeljen a bekapcsolási időtartamra és a terhelési határokra
Csak vízhűtéses rendszereknél: A hűtőközeg átáramlás túl csekély
Ellenőrizze a hűtőközegszintet, a hűtőközeg átáramlási mennyiségét, a
hűtőközeg szennyezettségét, stb. Ha a hűtőközeg-szivattyú blokkolva van:
csavarhúzóval forgassa meg a hűtőközeg-szivattyút az átvezetésnél
Csak vízhűtéses rendszereknél: A „hűtőegység vezérlés“ paraméter „OFF“
állásban van.
A Setup menüben állítsa „Aut“-ra vagy „ON“-ra a „hűtőegység vezérlést“.
91
Page 92

A hegesztővarrat porozitása
Ok:
Elhárítás:
Fröcskölés a gázfúvókában, ennek következtében nem megfelelő a hegesztővarrat gázvédelme
Távolítsa el a hegesztési fröcskölést
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Ok:
Elhárítás:
Rossz gyújtási tulajdonságok
Ok:
Elhárítás:
Lyukas vagy nem megfelelően csatlakoztatott gáztömlő
Cserélje ki a gáztömlőt
A központi csatlakozó O-gyűrűje szétvágódott vagy hibás
Cserélje ki az O-gyűrűt
Nedvesség / kondenzvíz van a gázvezetékben
Szárítsa ki a gázvezetéket
A gázáramlás túl erős vagy túl gyenge
Korrigálja a gázáramlást
Nem megfelelő gázmennyiség a hegesztés kezdetén vagy végén
Növelje a gáz előáramlást és a gáz utánáramlást
Túl sok letapadásgátló lett felhordva
Távolítsa el a fölösleges letapadásgátlót / használjon kevesebb leta-
padásgátlót
Nem megfelelő wolfrámelektróda (például WP-elektróda DC-hegesztésnél)
Használjon megfelelő wolfrámelektródát
Ok:
Elhárítás:
Repedések keletkeznek a gázfúvókán
Ok:
Elhárítás:
Laza kopó alkatrészek
Húzza meg a kopó alkatrészek csavarjait
A wolfrámelektróda nem nyúlik ki eléggé a gázfúvókából
Tolja ki jobban a wolfrámelektródát a gázfúvókából
92
Page 93

MŰSZAKI ADATOK
Általános tudnivalók
A termék megfelel az IEC 60974-7 szabvány követelményeinek.
MEGJEGYZÉS!
A megadott teljesítményadatok csak szériakivitelű kopóalkatrészek használata
esetén érvényesek.
Gázlencsék és rövidebb gázfúvókák használata esetén a hegesztőáram értékek
csökkennek.
MEGJEGYZÉS!
A hegesztőáram adatai gázhűtéses hegesztőpisztoly test esetében csak 65 mm
(2.56 in.) hosszúságtól érvényesek.
Rövidebb hegesztőpisztoly nyak használata esetén a hegesztőáram adatok 30%-kal
csökkennek.
MEGJEGYZÉS!
A hegesztőpisztoly teljesítményhatárán végzett hegesztés esetén használjon nagyobb wolfrámelektródákat és nagyobb átmérőjű gázfúvókanyílást, hogy megnövelje
a kopóalkatrészek élettartamát.
Az áramerősséget, az AC teljesítmény balansz beállítást és az AC áram-ofszetet vegye
figyelembe teljesítményalkotó tényezőként!
HU
Gázhűtéses hegesztőpisztoly
test TTB 80, TTB 160,
TTB 220
TTB 80 G TTB 160 G F
35% ED1) / 80 A 35% ED1) / 160 A
DC-hegesztőáram
10 min / 40 °C (104 °F) esetén
AC-hegesztőáram
10 min / 40 °C (104 °F) esetén
Védőgáz (EN 439 szabvány) Argon Argon
Elektróda-átmérő 1,0 - 3,2 mm
TTB 220 G
DC hegesztőáram 10 min / 40 °C
(104 °F) esetén
AC hegesztőáram 10 min / 40 °C
(104 °F) esetén
60% ED1) / 60 A 60% ED1) / 120 A
100% ED1) / 50 A 100% ED1) / 90 A
35% ED1) / 30 A 35% ED1) / 120 A
60% ED1) / 90 A
100% ED1) / 70 A
1,0 - 3,2 mm
(0.039 - 0.126 in.)
(0.039 - 0.126 in.)
35% ED1) / 220 A
60% ED1) / 170 A
100% ED1) / 130 A
35% ED1) / 180 A
60% ED1) / 130 A
100% ED1) / 100 A
93
Page 94

TTB 220 G
Védőgáz (EN 439 szabvány) Argon
Elektróda-átmérő 1,0 - 4,0 mm
0.039 - 0.158 in.
TTB 220 A G F TTB 220 P G F
35% ED1) / 220 A 30% ED1) / 220 A
DC hegesztőáram 10 min / 40 °C
(104 °F) esetén
60% ED1) / 170 A 60% ED1) / 160 A
100% ED1) / 130 A 100% ED1) / 130 A
35% ED1) / 180 A 30% ED1) / 170 A
AC hegesztőáram 10 min / 40 °C
(104 °F) esetén
60% ED1) / 120 A 60% ED1) / 120 A
100% ED1) / 100 A 100% ED1) / 100 A
Védőgáz (EN 439 szabvány) Argon Argon
Vízhűtéses hegesztőpisztoly
test TTB 180, TTB 300
Elektróda-átmérő 1,0 - 4,0 mm
0.039 - 0.158 in.
1)
ED = bekapcsolási időtartam
1,0 - 4,0 mm
0.039 - 0.158 in.
TTB 180 W TTB 300 W
DC hegesztőáram
10 min / 40 °C (104 °F) esetén
AC hegesztőáram
10 min / 40 °C (104 °F) esetén
60% ED1) / 180 A 60% ED1) / 300 A
100% ED1) / 140 A 100% ED1) / 230 A
60% ED1) / 140 A 60% ED1) / 250 A
100% ED1) / 110 A 100% ED1) / 190 A
Védőgáz (EN 439 szabvány) Argon Argon
Elektróda-átmérő 1,0 - 3,2 mm
(0.039 - 0.126 in.)
Minimálisan megengedett
hűtőközeg-átáramlás Q
1)
ED = bekapcsolási időtartam
min
(0.26 gal/min)
1 l/min
1,0 - 3,2 mm
(0.039 - 0.126 in.)
1 l/min
(0.26 gal/min)
94
Page 95

Gázhűtéses
L
L
tömlőköteg THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35% ED1) / 120 A 35% ED1) / 180 A
DC-hegesztőáram
10 min / 40 °C (104 °F) esetén
60% ED1) / 100 A 60% ED1) / 130 A
100% ED1) / 80 A 100% ED1) / 100 A
35% ED1) / 90 A 35% ED1) / 120 A
AC-hegesztőáram
10 min / 40 °C (104 °F) esetén
60% ED1) / 70 A 60% ED1) / 90 A
100% ED1) / 50 A 100% ED1) / 70 A
Védőgáz (EN 439 szabvány) Argon Argon
HU
Gázhűtéses
tömlőköteg THP 150 G SH
Maximális megengedett üresjárati
4,0 m / 8,0 m
(13 ft. + 1.48 in. / 26 ft.
+ 2.96 in.)
113 V 113 V
(13 ft. + 1.48 in. / 26 ft.
4,0 m / 8,0 m
+ 2.96 in.)
feszültség (U0)
Maximális megengedett gyújtófe-
10 kV 10 kV
szültség (Up)
Pisztolyvezérlő gomb U
Pisztolyvezérlő gomb I
1)
ED = bekapcsolási időtartam
max
max
35 V 35 V
100 mA 100 mA
MEGJEGYZÉS!
A THP 150 G SH tömlőköteg ívgyújtó berendezésekhez, például nagyfrekvenciás
gyújtáshoz nincs előirányozva és nem alkalmas!
A tömlőköteg csak TransPocket 150/180 és AccuPocket 150 áramforrásokkal történő
üzemeltetéshez van előirányozva.
THP 150 G SH
25% ED1) / 150 A
DC-hegesztőáram
10 min / 40 °C (104 °F) esetén
35% ED1) / 120 A
60% ED1) / 100 A
100% ED1) / 80 A
25% ED1) / 110 A
AC-hegesztőáram
10 min / 40 °C (104 °F) esetén
35% ED1) / 90 A
60% ED1) / 70 A
100% ED1) / 50 A
Védőgáz (EN 439 szabvány) Argon
4,0 m / 8,0 m
(13 ft. + 1.48 in. / 26 ft. + 2.96 in.)
95
Page 96
THP 150 G SH
Maximális megengedett üresjárati
feszültség U
0
Maximális megengedett gyújtófeszültség U
1)
P
ED = bekapcsolási időtartam
113 V
Ívgyújtó berendezésekhez nincs előirány-
ozva és nem alkalmas!
96
Page 97
Vízhűtéses
L
tömlőköteg - THP
300 SH
THP 300 SH
DC-hegesztőáram
10 min / 40 °C (104 °F) esetén
60% ED1) / 300 A
100% ED1) / 230 A
AC-hegesztőáram
10 min / 40 °C (104 °F) esetén
60% ED1) / 250 A
100% ED1) / 190 A
Védőgáz (EN 439 szabvány) Argon
4,0 m / 8,0 m
(13 ft.+ 1.48 in. / 26 ft + 2.96 in.)
Alacsony hűtési teljesítmény az IEC
650 W / 650 W
60974-2 sz. szabvány szerint, a
tömlőköteg hosszának
függvényében
Minimálisan megengedett
hűtőközeg-átáramlás Q
min
Minimálisan megengedett
hűtőközeg nyomás p
min
Maximálisan megengedett
hűtőközeg nyomás p
max
Maximális megengedett üresjárati
feszültség U
0
Maximális megengedett gyújtófeszültség U
P
(0.26 gal./min [US])
1 l/min
3 bar
(43 psi)
5,5 bar
(79 psi)
113 V
10 kV
HU
1)
ED = bekapcsolási időtartam
97
Page 98

98
Page 99

Spis treści
Bezpieczeństwo 100
Bezpieczeństwo 100
Użytkowanie zgodne z przeznaczeniem 101
Warianty uchwytu spawalniczego 102
Dostępne warianty uchwytu spawalniczego 102
Funkcje uchwytu spawalniczego z regulacją parametrów góra/dół 104
Elementy obsługi uchwytu spawalniczego Up/Down- 104
Opis funkcji uchwytu spawalniczego Up/Down- 105
Montaż elementów ulegających zużyciu 106
Montowanie części eksploatacyjnych systemu A z wtykaną dyszą gazową 106
Montowanie części eksploatacyjnych systemu A z przykręcaną dyszą gazową 107
Montaż korpusu uchwytu spawalniczego, podłączenie uchwytu spawalniczego 108
Montaż korpusu uchwytu spawalniczego 108
Podłączanie uchwytu spawalniczego do 110
Obracanie korpusu uchwytu spawalniczego 110
Wymiana korpusu uchwytu spawalniczego chłodzonego gazem 111
Wymiana korpusu uchwytu spawalniczego 111
Wymiana korpusu uchwytu spawalniczego chłodzonego wodą 114
Automatyczne opróżnianie uchwytu spawalniczego i wymiana korpusu uchwytu spawalniczego 114
Ręczne opróżnianie uchwytu spawalniczego i wymiana korpusu uchwytu spawalniczego 117
Czyszczenie, konserwacja i utylizacja 121
Zakazy 121
Konserwacja podczas każdego uruchomienia 122
Utylizacja 122
Lokalizacja i usuwanie usterek 123
Lokalizacja i usuwanie usterek 123
Dane techniczne 126
Informacje ogólne 126
Korpus uchwytu spawalniczego chłodzony gazem – TTB 80, TTB 160, TTB 220 126
Korpus uchwytu spawalniczego chłodzony wodą — TTB 180, TTB 300 127
Wiązka uchwytu chłodzona gazem — THP 120 G SH, THP 180 G SH 129
Wiązka uchwytu chłodzona wodą — THP 150 G SH 129
Wiązka uchwytu chłodzona wodą — THP 300 SH 131
PL
99
Page 100

Bezpieczeństwo
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Ze wszystkich funkcji opisanych w tym dokumencie mogą korzystać tylko przeszko-
▶
leni i wykwalifikowani pracownicy.
Należy przeczytać i zrozumieć ten dokument.
▶
Należy przeczytać i zrozumieć wszystkie instrukcje obsługi komponentów systemu,
▶
w szczególności przepisy dotyczące bezpieczeństwa.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo porażenia prądem i kontaktu z wystającym drutem elektrodowym.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed rozpoczęciem prac wyłączyć wszystkie używane komponenty systemu
▶
i odłączyć je od sieci zasilającej.
Zabezpieczyć wszystkie używane komponenty systemu przed ponownym włączeni-
▶
em.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo porażenia prądem wskutek wadliwych komponentów systemu
i błędów obsługi.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie kable, przewody i pakiety przewodów muszą być zawsze solidnie
▶
podłączone, nieuszkodzone, prawidłowo zaizolowane i charakteryzować się odpowiednimi parametrami.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek rozlania płynu chłodzącego z niezamkniętych przewodów.
Istnieje niebezpieczeństwo poślizgu i strat materialnych.
Jeżeli przewody płynu chłodzącego uchwytu spawalniczego chłodzonego wodą
▶
będą odłączane od chłodnicy lub podajnika drutu, zawsze należy je zamykać za pomocą zamontowanych na nich zamknięć z tworzywa sztucznego.
OSTROŻNIE!
Niebezpieczeństwo stwarzane przez rozgrzane podzespoły uchwytu spawalniczego i gorący płyn chłodzący.
Skutkiem mogą być poważne poparzenia.
Przed rozpoczęciem wszystkich prac opisanych w tym dokumencie wszelkie podze-
▶
społy uchwytu spawalniczego i płyn chłodzący pozostawić do ostygnięcia do temperatury pokojowej (+25°C / +77°F).
100
 Loading...
Loading...