


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TTB 80 G, TTB 160 G, TTB 220 G
TTB 300 W
THP 120 G SH, THP 150 G SH
THP 180 G SH
THP 300 W SH
Upute za upotrebu
HR
Istruzioni per l'uso
IT
操作手順
JA
Руководство по эксплуатации
RU
інструкції з експлуатації
UK
操作说明书
ZH
42,0410,2547 003-12102021


Sadržaj
Sigurnost 4
Sigurnost 4
Propisna primjena 5
Varijante gorionika za zavarivanje 6
Dostupne varijante gorionika za zavarivanje 6
Funkcije Up/Down gorionika za zavarivanje 8
Upravljački elementi Up/Down-gorionika za zavarivanje 8
Opis funkcija Up/Down-gorionika za zavarivanje 8
Montaža potrošnih dijelova 10
Montaža potrošnih dijelova sustava A s utaknutom mlaznicom za plin 10
Montaža potrošnih dijelova sustava P s uvijenom mlaznicom za plin 11
Montaža tijela gorionika, priključivanje gorionika za zavarivanje 12
Montaža tijela gorionika 12
Priključivanje gorionika za zavarivanje 14
Okretanje tijela gorionika 14
Zamjena tijela gorionika plinom hlađenog gorionika za zavarivanje 15
Zamjena tijela gorionika 15
Zamjena tijela gorionika na vodom hlađenom gorioniku za zavarivanje 18
Automatsko pražnjenje gorionika za zavarivanje i zamjena tijela gorionika 18
Ručno pražnjenje gorionika za zavarivanje i zamjena tijela gorionika 20
Njega, održavanje i odlaganje 24
Zabrane 24
Održavanje prilikom svakog stavljanja u pogon 25
Odlaganje 25
Dijagnoza grešaka, uklanjanje grešaka 26
Dijagnoza grešaka, uklanjanje grešaka 26
Tehnički podaci 29
Općenito 29
Plinom hlađeno tijelo gorionika – TTB 80, TTB 160, TTB 220 29
Vodom hlađeno tijelo gorionika – TTB 180, TTB 300 30
Paket plinom hlađenih crijeva – THP 120 G SH, THP 180 G SH 31
Paket plinom hlađenih crijeva – THP 150 G SH 31
Paket vodom hlađenih crijeva – THP 300 SH 33
HR
3
Sigurnost
Sigurnost
UPOZORENJE!
Opasnost uslijed nepravilnog rukovanja i neispravno izvedenih radova.
Posljedica mogu biti teške ozljede i materijalna šteta.
Sve radove i funkcije opisane u ovom dokumentu smije obavljati samo educirano
▶
stručno osoblje.
S razumijevanjem pročitajte ovaj dokument.
▶
S razumijevanjem pročitajte ove upute za upotrebu komponenti sustava, a posebno
▶
sigurnosne propise.
UPOZORENJE!
Opasnost od električne struje i ispadanja žičane elektrode.
Posljedica mogu biti teške ozljede i materijalna šteta.
Prije početka rada isključite sve uključene komponente sustava i odvojite ih od struj-
▶
ne mreže.
Osigurajte uključene komponente sustava od ponovnog uključivanja.
▶
UPOZORENJE!
Opasnost od električne struje zbog neispravnih komponenti sustava i nepravilne
upotrebe.
Posljedica mogu biti teške ozljede i materijalna šteta.
Svi kabeli, vodovi i paketi crijeva uvijek moraju biti čvrsto pričvršćeni, neoštećeni,
▶
ispravno izolirani i prikladnih dimenzija.
UPOZORENJE!
Opasnost od curenja rashladnog sredstva zbog nezatvorenih crijeva za rashladno
sredstvo.
Posljedica mogu biti opasnost od klizanja i materijalna šteta.
Crijeva za rashladno sredstvo vodom hlađenog gorionika za zavarivanje uvijek zat-
▶
varajte plastičnim čepom ugrađenim na crijeva ako su ona odvojena od rashladnog
uređaja ili sustava za dodavanje žice.
OPREZ!
Opasnost uslijed rada s vrućim komponentama gorionika za zavarivanje i vrućim
rashladnim sredstvom.
Posljedica mogu biti teške opekline.
Prije početka svih radova opisanih u ovom dokumentu ostavite da se sve kompo-
▶
nente gorionika za zavarivanje i rashladno sredstvo ohlade na sobnu temperaturu
(+25 °C / +77 °F).
4

OPREZ!
Propisna primjena
Opasnost uslijed rada vodom hlađenih gorionika za zavarivanje bez rashladnog
sredstva.
Posljedica može biti materijalna šteta.
Vodom hlađeni gorionik za zavarivanje nikada ne stavljajte u pogon bez rashladnog
▶
sredstva.
Tijekom zavarivanja treba osigurati da je protok rashladnog sredstva ispravan – u
▶
tom se slučaju u spremniku za rashladno sredstvo rashladnog uređaja vidi ispravan
povratni tok rashladnog sredstva.
Proizvođač nije odgovoran za štetu koja može nastati uslijed nepoštivanja gore na-
▶
vedenih točaka; prestaju vrijediti svi jamstveni zahtjevi.
Ručni gorionik za zavarivanje za TIG namijenjen je isključivo za zavarivanje TIG postupkom i lemljenje TIG postupkom pri ručnim primjenama.
Svaki drugačiji ili širi oblik primjene smatra se nepropisnim. Proizvođač ne snosi odgovornost za tako nastale štete.
Propisna primjena obuhvaća i sljedeće:
- pridržavanje svih napomena iz uputa za upotrebu
- pravilno provođenje inspekcijskih radova i radova na održavanju.
HR
5
Varijante gorionika za zavarivanje
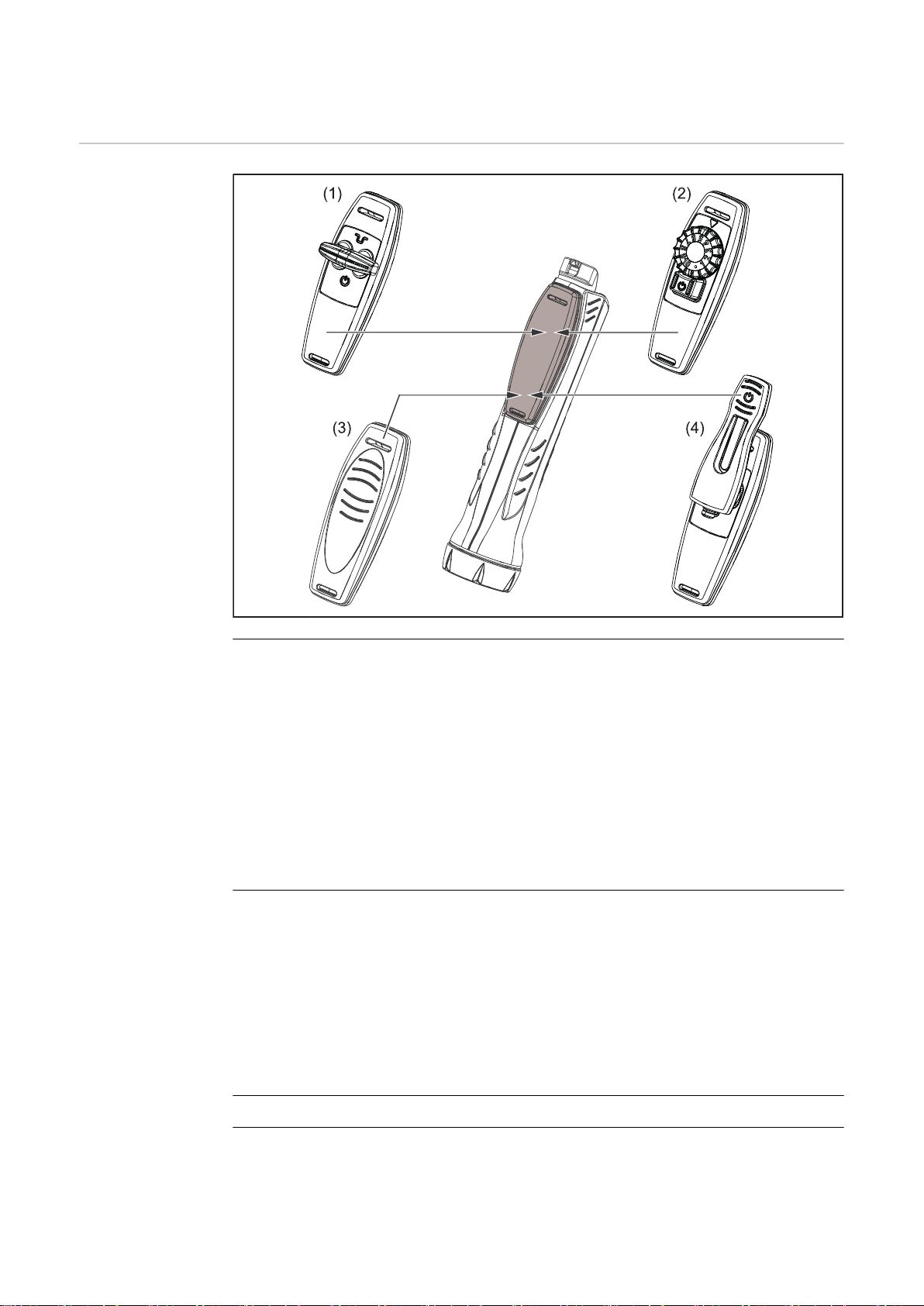
Dostupne varijante gorionika za
zavarivanje
(1) Standardno sučelje
Pritiskanje tipke natrag:
a) ako se VF paljenje aktivira na izvoru struje, aktivira se postupak paljenja
b) ako se na izvoru struje aktivira paljenje putem dodira, napon zavarivanja
primjenjuje se na volframovu elektrodu. Postupak zavarivanja započinje dodirivanjem izratka
Pritiskanje tipke naprijed tijekom zavarivanja:
a) tijekom zavarivanja, u 4-taktnom pogonu međuopadanje se aktivira pritiskom
i držanjem tipke. Ova je funkcija dostupna samo ako je na izvoru struje namještena padajuća struja I
(2) Sučelje potenciometra
Pritiskanje tipke Start (Pokreni):
a) ako se VF paljenje aktivira na izvoru struje, aktivira se postupak paljenja
b) ako se na izvoru struje aktivira paljenje putem dodira, napon zavarivanja
primjenjuje se na volframovu elektrodu. Postupak zavarivanja započinje dodirivanjem izratka
Potenciometar:
a) za namještanje struje zavarivanja
2
(3) Bez tipke gorionika
(4) Standardno sučelje s produžetkom tipke gorionika
Pritiskanje tipke natrag:
6

a) ako se VF paljenje aktivira na izvoru struje, aktivira se postupak paljenja
b) ako se na izvoru struje aktivira paljenje putem dodira, napon zavarivanja
primjenjuje se na volframovu elektrodu. Postupak zavarivanja započinje dodirivanjem izratka
Pritiskanje tipke naprijed tijekom zavarivanja:
a) tijekom zavarivanja, u 4-taktnom pogonu međuopadanje se aktivira pritiskom
i držanjem tipke. Ova je funkcija dostupna samo ako je na izvoru struje namještena padajuća struja I
2
(5) Up-Down sučelje (nije prikazano)
Gorionik za zavarivanje isporučuje se iz tvornice s Up-Down sučeljem. Podrobnije informacije o tome potražite u odjeljku Funkcije Up/Down gorionika za za-
varivanje od stranice 8.
HR
7
Funkcije Up/Down gorionika za zavarivanje
(2)
(1)
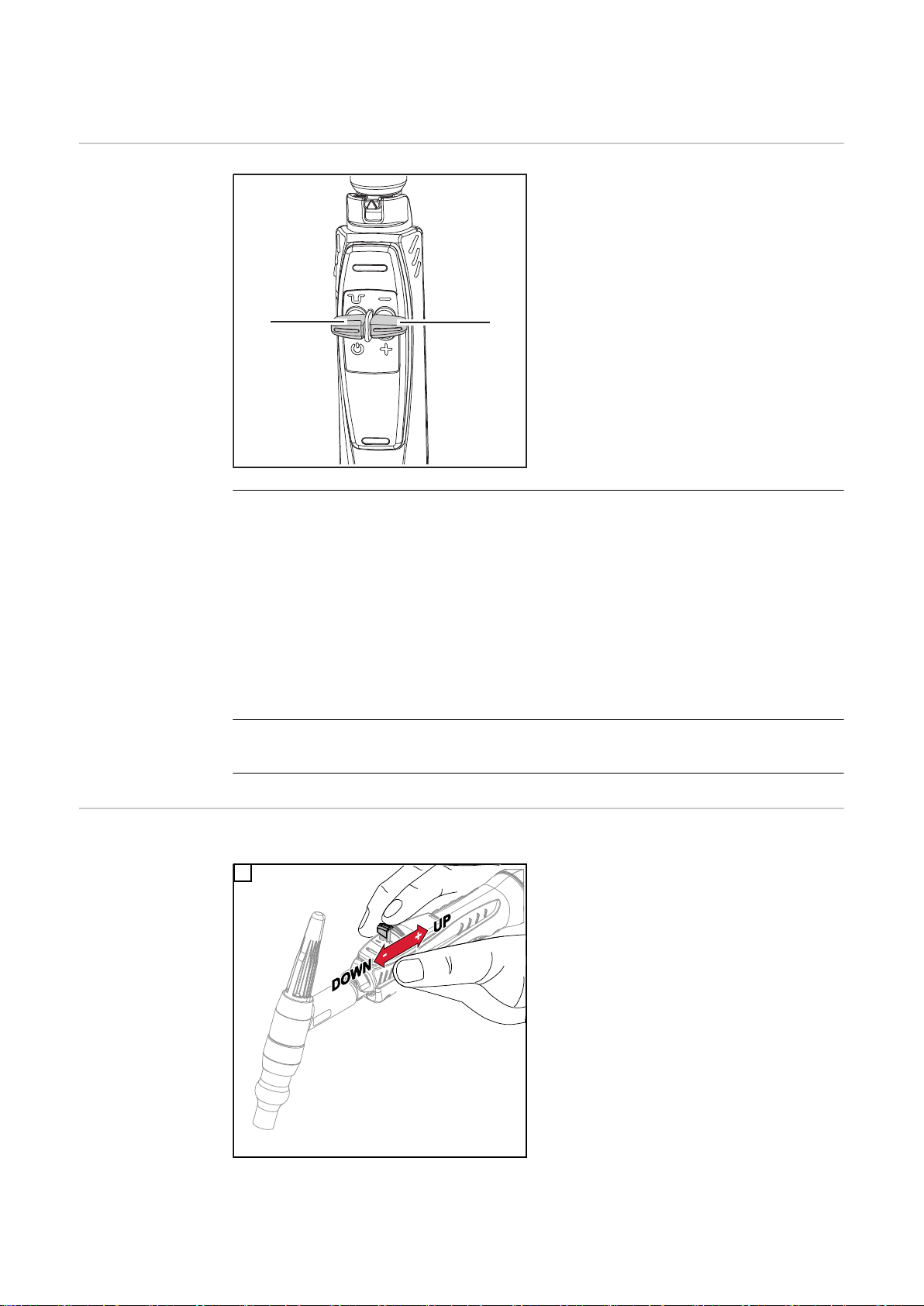
Upravljački elementi Up/Downgorionika za zavarivanje
(1) Tipka Start (Pokreni)
tipkom se aktiviraju sljedeće funkcije:
a) ako se VF paljenje aktivira na izvoru struje, postupak paljenja aktivira se pri-
tiskanjem tipke
b) ako se na izvoru struje aktivira paljenje putem dodira, napon zavarivanja
primjenjuje se na volframovu elektrodu pritiskanjem tipke. Postupak zavarivanja započinje dodirivanjem izratka
c) tijekom zavarivanja, u 4-taktnom pogonu međuopadanje se aktivira pritiskom
i držanjem tipke. Ova je funkcija dostupna samo ako je na izvoru struje namještena padajuća struja I
2
Opis funkcija Up/
Down-gorionika
za zavarivanje
(2) Tipka „Up/Down” (Gore/Dolje)
za izmjenu snage zavarivanja
Promjena snage zavarivanja:
1
8

Međuopadanje:
1
Za vrijeme međuopadanja pritisnite tipku
prema naprijed i držite
HR
9
Montaža potrošnih dijelova
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
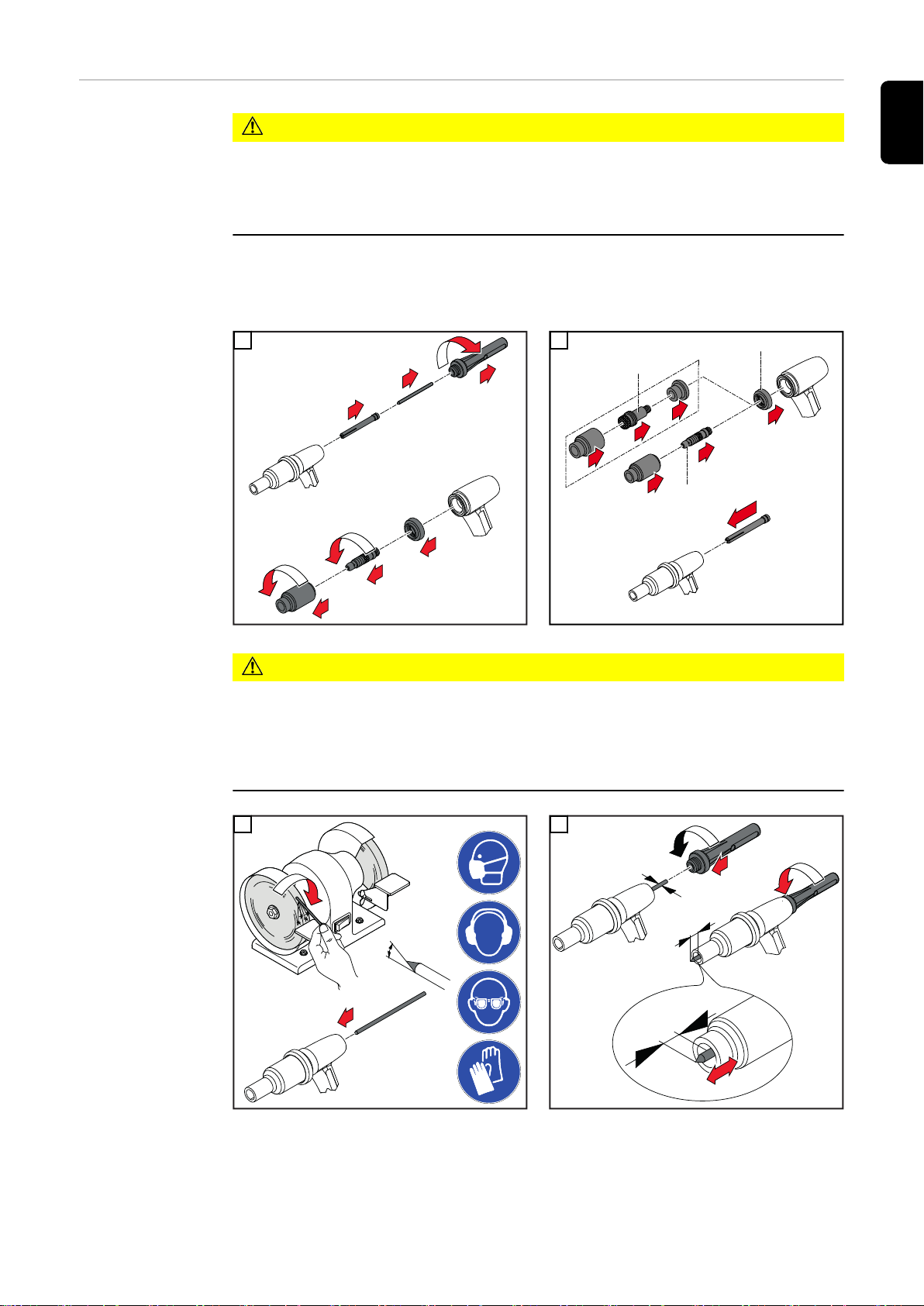
Montaža potrošnih dijelova
sustava A s utaknutom mlaznicom
za plin
OPREZ!
Opasnost od oštećenja uslijed prevelikog momenta privlačenja na fiksnoj presvlaci (1) ili raspršivaču za plin (2).
Posljedica može biti oštećenje navoja.
Samo lagano pritegnite fiksnu presvlaku (1) ili raspršivač za plin (2).
▶
* Zamjenjivi gumeni brtveni prsten samo za sustav TTB 220 G/A
** Ovisno o izvedbi gorionika za zavarivanje, umjesto fiksne presvlake (1) može se
upotrebljavati raspršivač za plin (2)
1
2
OPREZ!
Opasnost od oštećenja uslijed prevelikog momenta privlačenja na poklopcu gorionika.
Posljedica može biti oštećenje navoja.
Pritegnite poklopac gorionika samo toliko čvrsto da se volframova elektroda ne
▶
može pomaknuti ručno.
3
10
4
Pričvrstite poklopac gorionika
Montaža po-
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
trošnih dijelova
sustava P s uvijenom mlaznicom
za plin
OPREZ!
Opasnost od oštećenja uslijed prevelikog momenta privlačenja na fiksnoj presvlaci (1) ili raspršivaču za plin (2).
Posljedica može biti oštećenje navoja.
Samo lagano pritegnite fiksnu presvlaku (1) ili raspršivač za plin (2).
▶
* Zamjenjivi gumeni brtveni prsten samo za sustav TTB 220 G/P
** Ovisno o izvedbi gorionika za zavarivanje, umjesto fiksne presvlake (1) može se
upotrebljavati raspršivač za plin (2)
HR
1
2
OPREZ!
Opasnost od oštećenja uslijed prevelikog momenta privlačenja na poklopcu gorionika.
Posljedica može biti oštećenje navoja.
Pritegnite poklopac gorionika samo toliko čvrsto da se volframova elektroda ne
▶
može pomaknuti ručno.
3
4
Pričvrstite poklopac gorionika
11

Montaža tijela gorionika, priključivanje gorionika za
zavarivanje
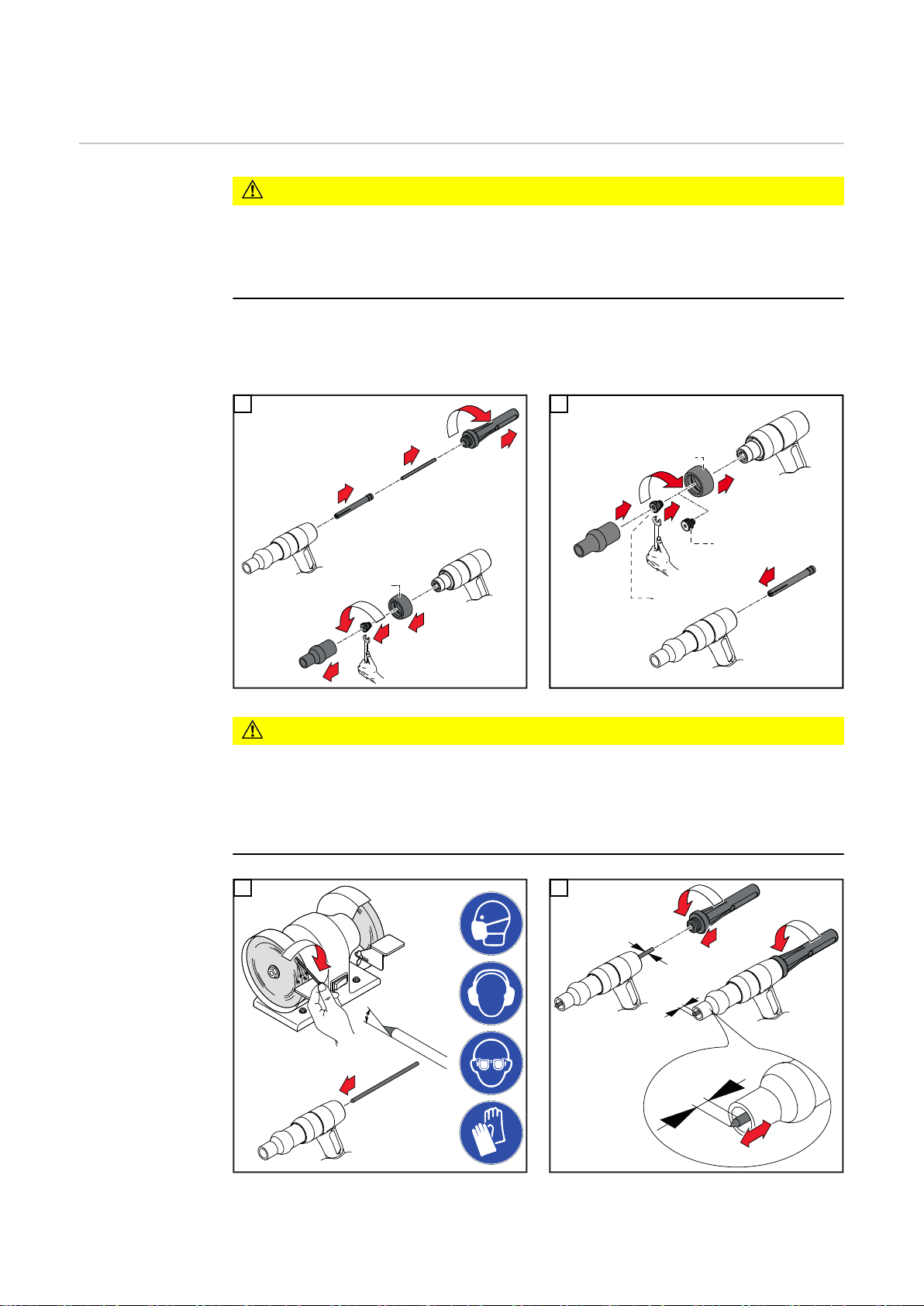
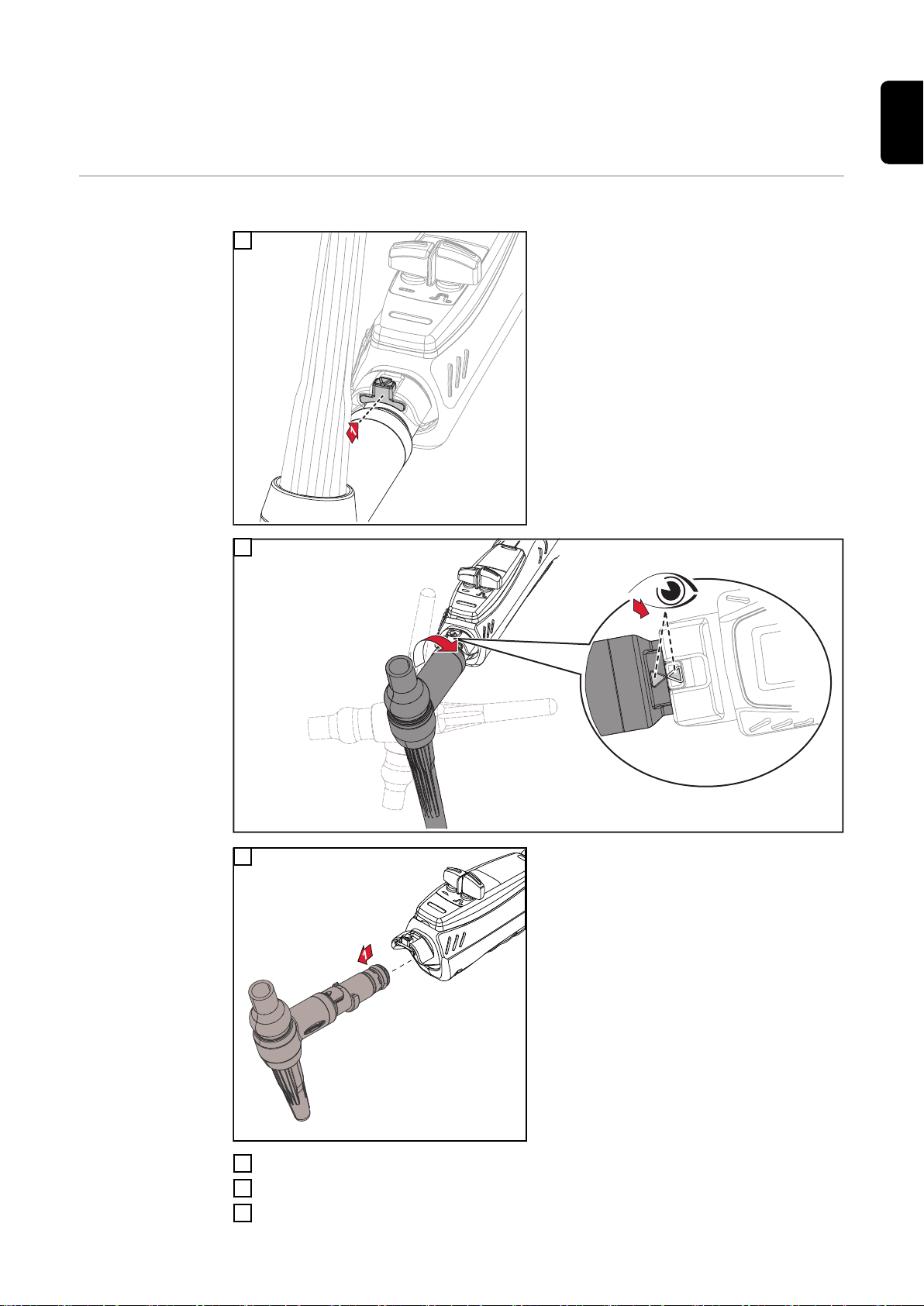
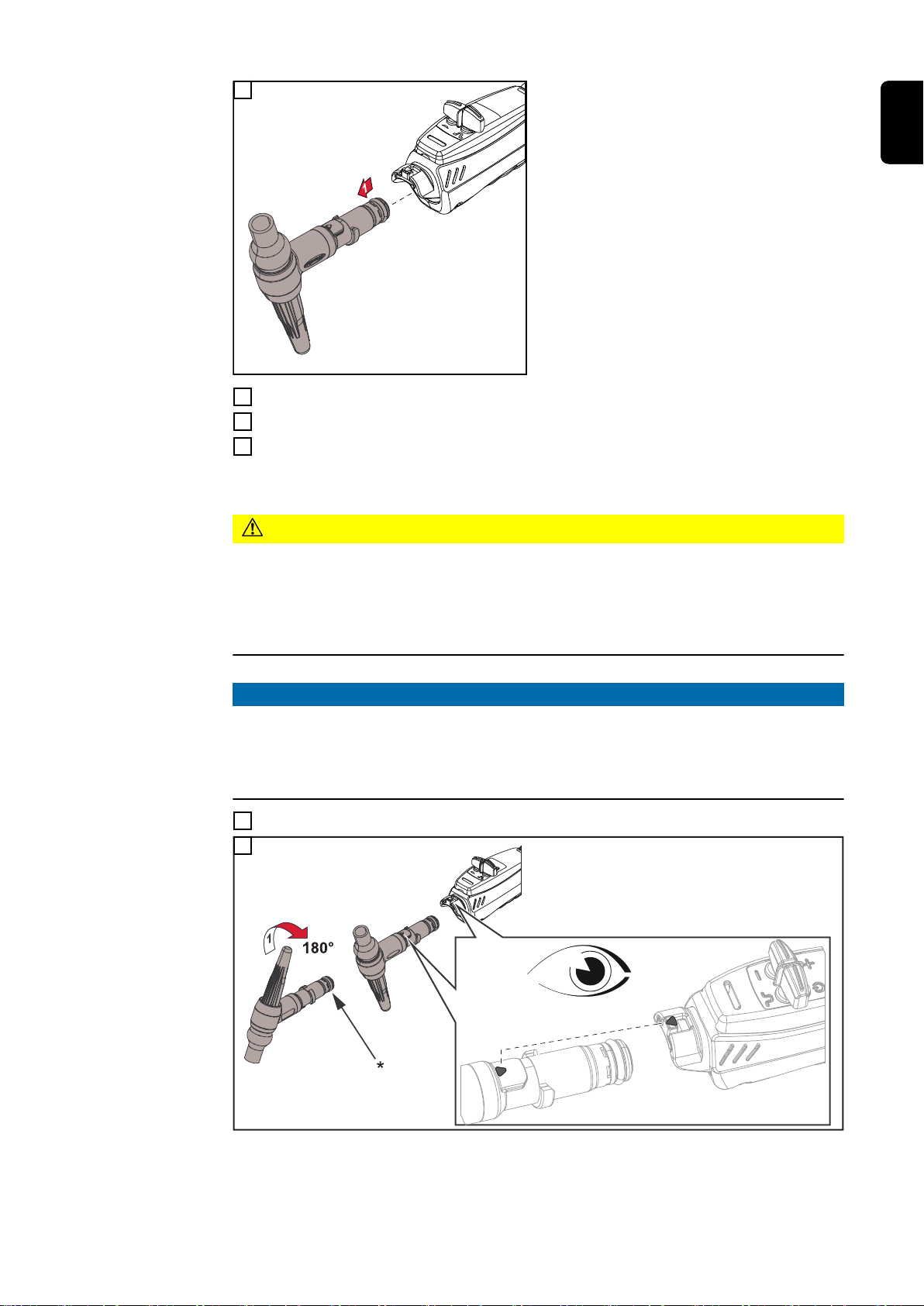
Montaža tijela gorionika
NAPOMENA!
Opasnost od oštećenja O-prstena na tijelu gorionika.
Oštećeni O-prsten na tijelu gorionika može kontaminirati zaštitni plin i tako može nastati
neispravno zavareni šav.
Prije svakog stavljanja u pogon provjerite je li O-prsten na tijelu gorionika neoštećen.
▶
* podmažite O-prsten na tijelu gorionika
1
2
3
Blokirnu napravu gurnite zajedno s tijelom gorionika do kraja prema natrag i istodobno okrenite tijelo gorionika
za 180°
12

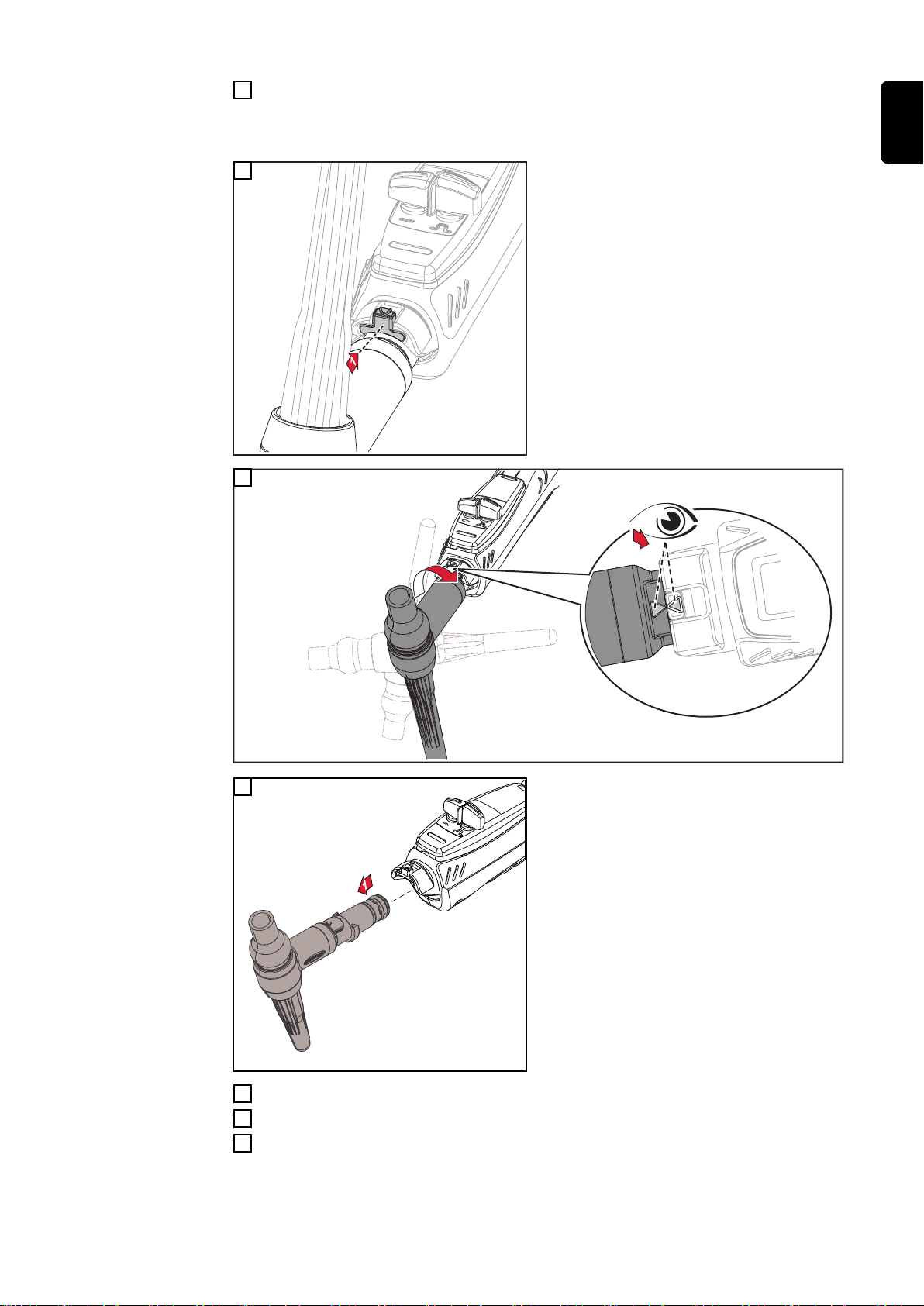
4
OPREZ!
Opasnost zbog neispravno montiranog tijela gorionika.
Posljedica može biti materijalna šteta.
Provjerite je li blokirna naprava u prednjem položaju nakon montaže tijela gorionika
▶
– tek tada je tijelo gorionika ispravno montirano i zaključano.
HR
13
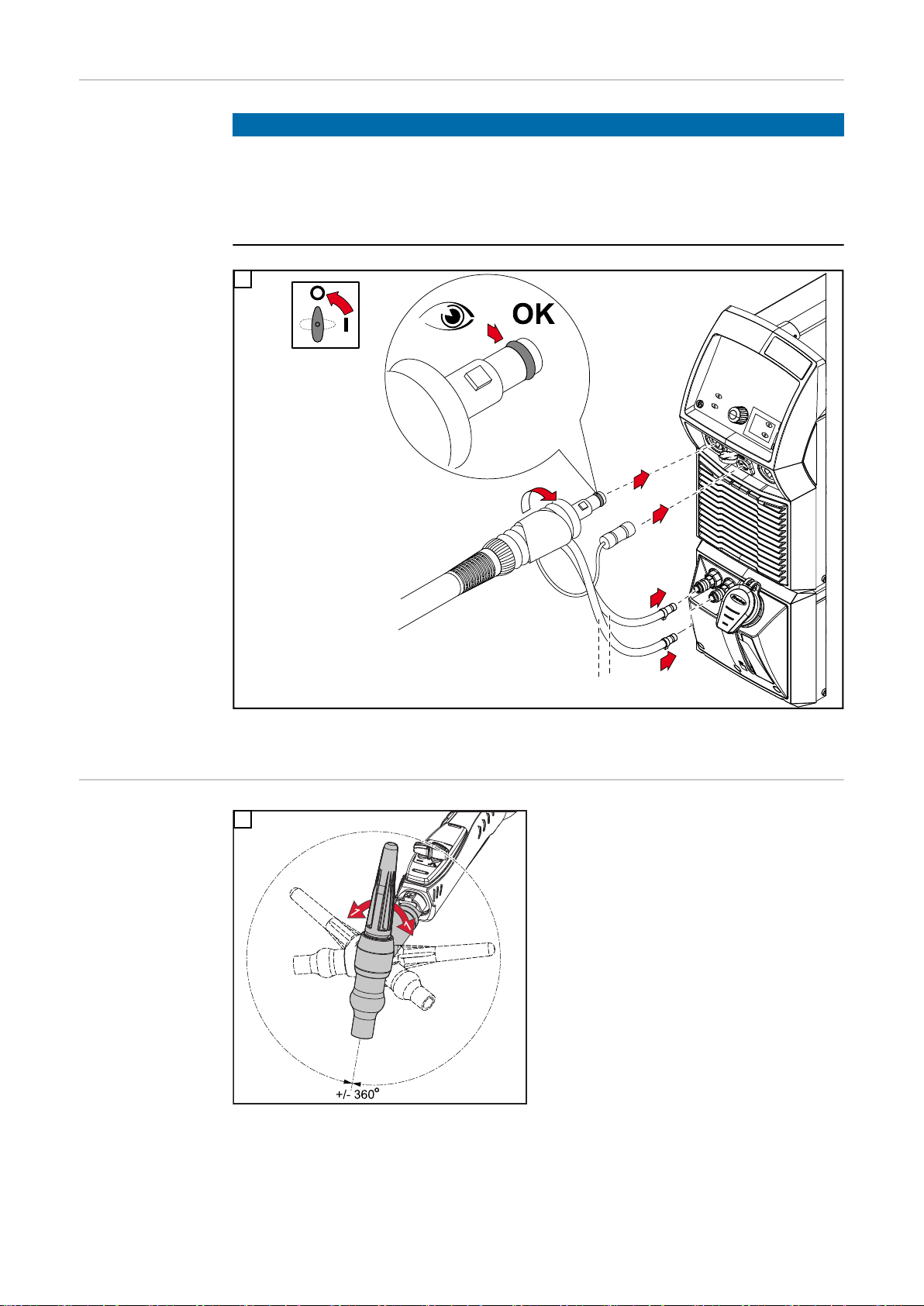
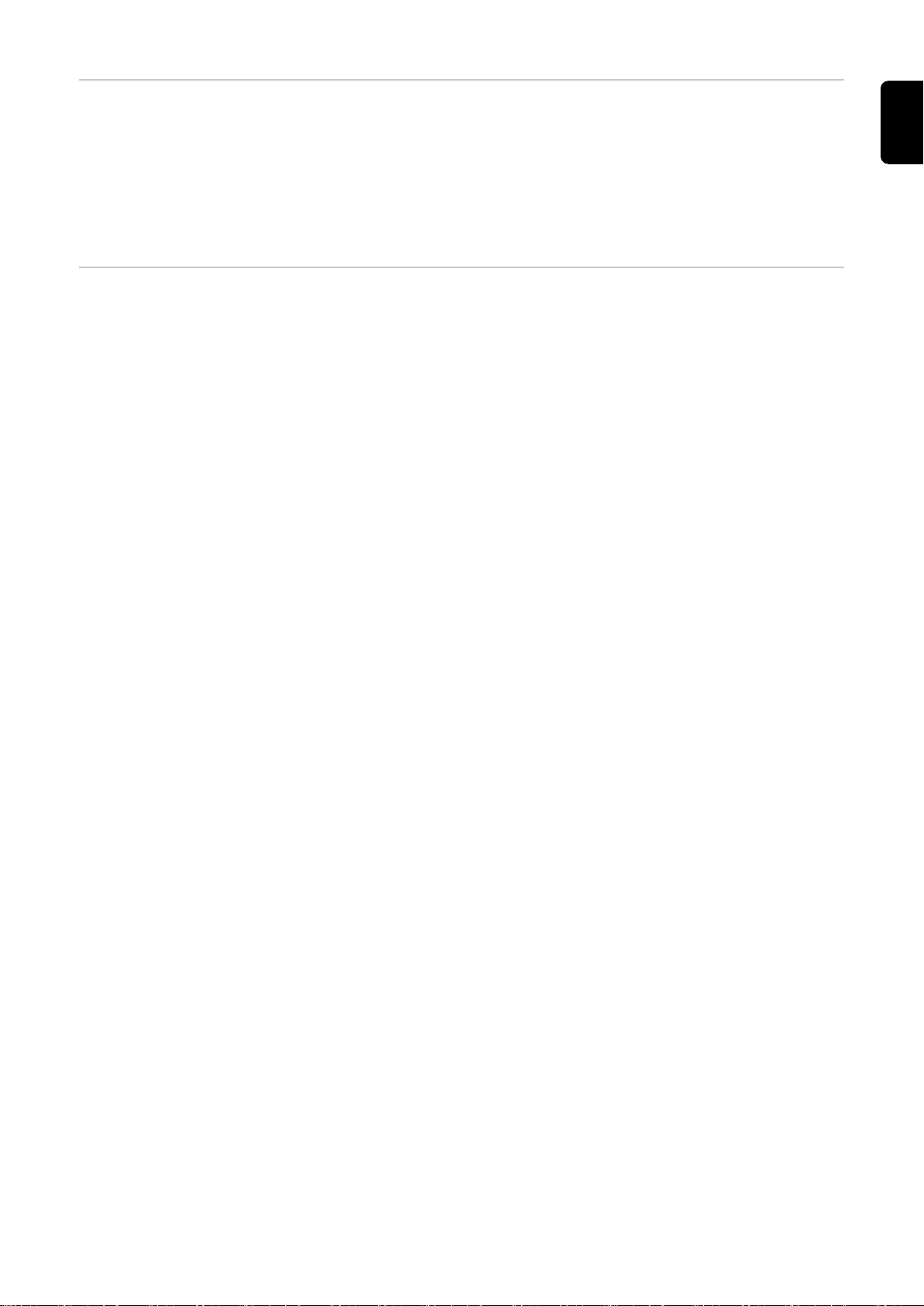
Priključivanje go-
2
1
3
5
6
7
4
*
rionika za zavarivanje
NAPOMENA!
Rizik uslijed oštećenog O-prstena na priključku gorionika za zavarivanje.
Oštećeni O-prsten na priključku gorionika za zavarivanje može prouzročiti onečišćenje
zaštitnog plina i tako može nastati neispravno zavareni šav.
Prije svakog stavljanja u pogon provjerite je li O-prsten na priključku gorionika za za-
▶
varivanje neoštećen.
1
Okretanje tijela
gorionika
* samo za vodom hlađeni sustav za zavarivanje
1
14
Zamjena tijela gorionika plinom hlađenog gorionika
2
180°
1
za zavarivanje
Zamjena tijela gorionika
Demontaža tijela gorionika:
1
2
HR
3
Uklonite onečišćenja sa spojnog mjesta paketa crijeva
4
Uklonite onečišćenja sa spojnog mjesta tijela gorionika
5
Postavite zaštitnu kapicu na spojno mjesto tijela gorionika
6
15
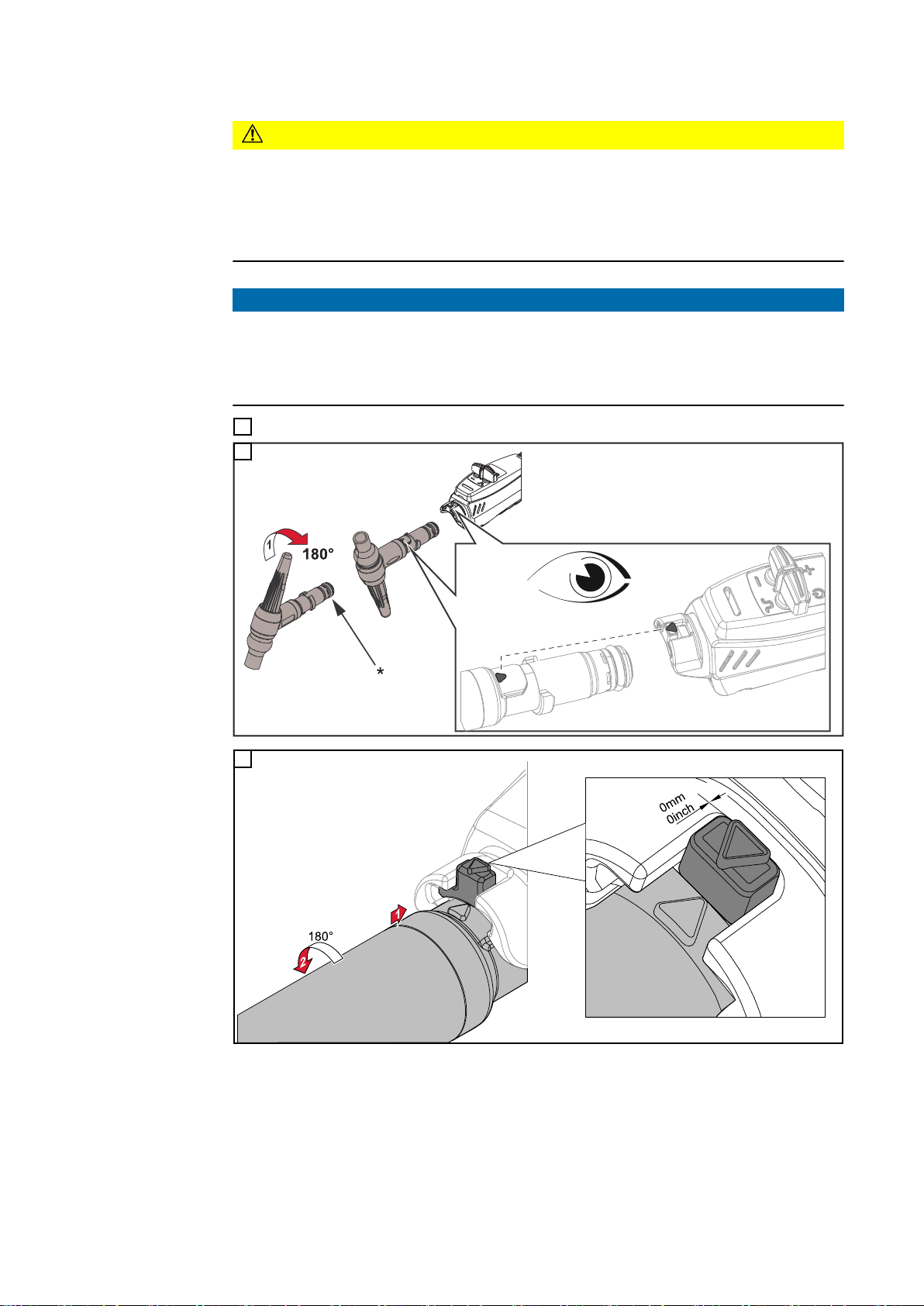
Montaža tijela gorionika:
OPREZ!
Opasnost zbog nekompatibilnih komponenti sustava.
Posljedica može biti materijalna šteta.
Povezujte samo tijela gorionika i pakete crijeva s istom vrstom hlađenja.
▶
Plinom hlađena tijela gorionika montirajte isključivo na plinom hlađene pakete crije-
▶
va.
NAPOMENA!
Opasnost od oštećenja O-prstena na tijelu gorionika.
Oštećeni O-prsten na tijelu gorionika može kontaminirati zaštitni plin i tako može nastati
neispravno zavareni šav.
Prije svakog stavljanja u pogon provjerite je li O-prsten na tijelu gorionika neoštećen.
▶
* podmažite O-prsten na tijelu gorionika
1
2
3
Blokirnu napravu gurnite zajedno s tijelom gorionika do kraja prema natrag i istodobno okrenite tijelo gorionika
za 180°
16

4
OPREZ!
Opasnost zbog neispravno montiranog tijela gorionika.
Posljedica može biti materijalna šteta.
Provjerite je li blokirna naprava u prednjem položaju nakon montaže tijela gorionika
▶
– tek tada je tijelo gorionika ispravno montirano i zaključano.
HR
Provedite postupak probnog zavarivanja i provjerite kvalitetu zavarenog šava
5
17

Zamjena tijela gorionika na vodom hlađenom gorio-
2
180°
1
niku za zavarivanje
Automatsko
pražnjenje gorionika za zavarivanje i zamjena
tijela gorionika
OPREZ!
Opasnost zbog uključenog izvora struje pri automatskom pražnjenju gorionika za
zavarivanje.
Posljedica može biti nenamjerno paljenje električnog luka.
Slijedite upute za automatsko pražnjenje gorionika za zavarivanje u uputama za
▶
upotrebu rashladnog uređaja, u uputama za upotrebu izvora struje i na upravljačkoj
ploči izvora struje.
Tijekom radnji s tijelom gorionika opisanih u nastavku držite udaljenost od predmeta
▶
koji provode električnu struju od najmanje 1 m (39,37 in.).
Automatsko pražnjenje gorionika za zavarivanje (na primjer, s CU 600t /MC) i demontaža tijela gorionika:
Ispraznite paket crijeva za gorionik za zavarivanje s pomoću odgovarajuće funkcije
1
rashladnog uređaja
2
18
3
4
Uklonite onečišćenja i ostatke rashladnog sredstva sa spojnog mjesta paketa crijeva
5
Uklonite onečišćenja i ostatke rashladnog sredstva sa spojnog mjesta tijela gorionika
6
Postavite zaštitnu kapicu na spojno mjesto tijela gorionika
7
Montaža tijela gorionika:
OPREZ!
HR
Opasnost zbog nekompatibilnih komponenti sustava.
Posljedica može biti materijalna šteta.
Povezujte samo tijela gorionika i pakete crijeva s istom vrstom hlađenja.
▶
Montirajte vodom hlađena tijela gorionika isključivo na vodom hlađene pakete crije-
▶
va.
NAPOMENA!
Opasnost od oštećenja O-prstena na tijelu gorionika.
Oštećeni O-prsten na tijelu gorionika može kontaminirati zaštitni plin i tako može nastati
neispravno zavareni šav.
Prije svakog stavljanja u pogon provjerite je li O-prsten na tijelu gorionika neoštećen.
▶
* podmažite O-prsten na tijelu gorionika
1
2
19

3
Blokirnu napravu gurnite zajedno s tijelom gorionika do kraja prema natrag i istodobno okrenite tijelo gorionika
za 180°
4
Ručno pražnjenje
gorionika za zavarivanje i zamjena tijela gorionika
OPREZ!
Opasnost zbog neispravno montiranog tijela gorionika.
Posljedica može biti materijalna šteta.
Provjerite je li blokirna naprava u prednjem položaju nakon montaže tijela gorionika
▶
– tek tada je tijelo gorionika ispravno montirano i zaključano.
Pritisnite tipku za provjeru plina na izvoru struje.
5
Zaštitni plin strujat će 30 sekundi.
Provjerite protok rashladnog sredstva:
6
u spremniku za rashladno sredstvo rashladnog uređaja mora biti vidljiv besprijekoran
povratni tok rashladnog sredstva.
Provedite postupak probnog zavarivanja i provjerite kvalitetu zavarenog šava
7
Ručno pražnjenje gorionika za zavarivanje i demontaža tijela gorionika:
Isključite izvor struje i odspojite od strujne mreže
1
Pričekajte fazu postupnog zaustavljanja rashladnog uređaja
2
Zatvorite crijevo za dovod rashladnog sredstva na rashladnom uređaju
3
20
Ispušite crijevo za dovod rashladnog sredstva stlačenim zrakom od maksimalno
2
180°
1
4
4 bara (58,02 psi)
- tako da većina rashladnog sredstva isteče natrag u spremnik za rashladno
sredstvo
5
6
HR
7
Uklonite onečišćenja i ostatke rashladnog sredstva sa spojnog mjesta paketa crijeva
8
Uklonite onečišćenja i ostatke rashladnog sredstva sa spojnog mjesta tijela gorionika
9
Postavite zaštitnu kapicu na spojno mjesto tijela gorionika
10
21

Montaža tijela gorionika:
OPREZ!
Opasnost zbog nekompatibilnih komponenti sustava.
Posljedica može biti materijalna šteta.
Povezujte samo tijela gorionika i pakete crijeva s istom vrstom hlađenja.
▶
Montirajte vodom hlađena tijela gorionika isključivo na vodom hlađene pakete crije-
▶
va.
NAPOMENA!
Opasnost od oštećenja O-prstena na tijelu gorionika.
Oštećeni O-prsten na tijelu gorionika može kontaminirati zaštitni plin i tako može nastati
neispravno zavareni šav.
Prije svakog stavljanja u pogon provjerite je li O-prsten na tijelu gorionika neoštećen.
▶
* podmažite O-prsten na tijelu gorionika
1
2
3
Blokirnu napravu gurnite zajedno s tijelom gorionika do kraja prema natrag i istodobno okrenite tijelo gorionika
za 180°
22

4
OPREZ!
Opasnost zbog neispravno montiranog tijela gorionika.
Posljedica može biti materijalna šteta.
Provjerite je li blokirna naprava u prednjem položaju nakon montaže tijela gorionika
▶
– tek tada je tijelo gorionika ispravno montirano i zaključano.
HR
Spojite izvor struje na mrežu i uključite uređaj
5
Pritisnite tipku za provjeru plina na izvoru struje.
6
Zaštitni plin strujat će 30 sekundi.
Provjerite protok rashladnog sredstva:
7
u spremniku za rashladno sredstvo rashladnog uređaja mora biti vidljiv besprijekoran
povratni tok rashladnog sredstva.
Provedite postupak probnog zavarivanja i provjerite kvalitetu zavarenog šava
8
23

Njega, održavanje i odlaganje
Zabrane
24
Održavanje prilikom svakog
stavljanja u pogon
Odlaganje Uređaj odlažite samo u skladu s važećim nacionalnim i regionalnim odredbama.
- Provjerite potrošne dijelove, zamijenite neispravne potrošne dijelove
- Uklonite prskotine od zavarivanja s mlaznice za plin
Dodatno, prilikom svakog stavljanja u pogon, kod vodom hlađenih gorionika za zavarivanje poduzmite sljedeće:
- provjerite jesu li svi priključci za rashladno sredstvo nepropusni
- provjerite je li povratni tok rashladnog sredstva ispravan
HR
25
Dijagnoza grešaka, uklanjanje grešaka
Dijagnoza
grešaka,
uklanjanje
grešaka
Gorionik za zavarivanje ne može se priključiti
Uzrok:
Uklanjanje:
Nema struje zavarivanja
Mrežni utikač izvora struje je uključen, indikatori na izvoru struje svijetle, zaštitni plin je
dostupan
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Ne funkcionira nakon pritiskanja tipke gorionika
Mrežni utikač je uključen, indikatori na izvoru struje svijetle, zaštitni plin je dostupan
bajunetni zatvarač je savijen
zamijenite bajunetni zatvarač
uzemljenje je neispravno postavljeno
ispravno postavite uzemljenje
kabel za struju u gorioniku za zavarivanje je prekinut
zamijenite gorionik za zavarivanje
volframova elektroda je labava
pritegnite volframovu elektrodu uz pomoć poklopca gorionika
labavi potrošni dijelovi
pritegnite potrošne dijelove
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Prelijevanje HF-a na priključku gorionika za zavarivanje
Uzrok:
Uklanjanje:
Prelijevanje HF-a na školjkastoj ručki
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
upravljački utikač nije ukopčan
ukopčajte upravljački utikač
oštećen gorionik za zavarivanje ili upravljački vod gorionika za zavarivanje
zamijenite gorionik za zavarivanje
neispravni utični spojevi „tipka gorionika / upravljački vod / izvor struje”
provjerite utične spojeve / zatražite servisiranje izvora struje ili gorionika za
zavarivanje
tiskana pločica u gorioniku za zavarivanje je neispravna
zamijenite tiskanu pločicu
priključak gorionika za zavarivanje propušta
zamijenite O-prsten na bajunetnom zatvaraču
paket crijeva propušta
zamijenite paket crijeva
priključak crijeva zaštitnog plina prema tijelu gorionika propušta
stavite novo crijevo i zabrtvite
26
Nema zaštitnog plina
sve ostale funkcije su dostupne
HR
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
slabe karakteristike zavarivanja
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
boca za plin je prazna
zamijenite bocu za plin
regulator tlaka plina je oštećen
zamijenite regulator tlaka plina
crijevo za plin nije montirano, savijeno je ili oštećeno
montirajte crijevo za plin, postavite ga ravno; zamijenite oštećeno crijevo za
plin
gorionik za zavarivanje je oštećen
zamijenite gorionik za zavarivanje
magnetni ventil za plin je oštećen
obavijestite službu za korisnike (zatražite zamjenu magnetnog ventila za
plin)
pogrešni parametri zavarivanja
provjerite postavke
uzemljenje je neispravno postavljeno
provjerite polaritet uzemljenja i priključnice
Gorionik za zavarivanje postaje jako vruć
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
gorionik za zavarivanje je preslabih karakteristika
obratite pozornost na trajanje primjene i granice opterećenja
samo kod vodom hlađenih uređaja: Preslab protok rashladne vode
Provjerite stanje vode, jačinu protoka, onečišćenje vode itd., pumpa za
rashladno sredstvo blokirana: Odvijačem zavrnite vratilo na prolaz pumpe
za rashladno sredstvo
samo kod vodom hlađenih uređaja: Parametar „Upravlj. rashladnog uređaja”
postavljen je na „OFF”.
U izborniku postavki namjestiti parametar „Upravlj. rashladnog uređaja” na
„Aut” ili „ON”.
27
Poroznost zavarenog šava
Uzrok:
Uklanjanje:
stvaranje prskotina u mlaznici za plin zbog čega je plinska zaštita zavarenog šava neodgovarajuća
uklonite prskotine od zavarivanja
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Uzrok:
Uklanjanje:
Loša svojstva paljenja
Uzrok:
Uklanjanje:
rupe u crijevu za plin ili neispravno povezano crijevo za plin
zamijenite crijevo za plin
O-prsten na središnjem priključku prerezan je ili neispravan
zamijenite O-prsten
vlaga/kondenzat u vodu za plin
osušite vod za plin
prejak ili preslab predtok plina
ispravite predtok plina
nedovoljna količina plina za početak ili kraj zavarivanja
povećajte vrijeme predprotoka plina (GPr) i naknadni protok plina
nanesena je prevelika količina sredstva za odvajanje
uklonite višak sredstva za odvajanje / nanesite manju količinu sredstva za
odvajanje
neprikladna volframova elektroda (npr. WP elektroda kod DC zavarivanja)
upotrijebite odgovarajuću volframovu elektrodu
Uzrok:
Uklanjanje:
Puknuća na mlaznici za plin
Uzrok:
Uklanjanje:
labavi potrošni dijelovi
pritegnite potrošne dijelove
volframova elektroda ne strši dovoljno iz mlaznice za plin
podignite volframovu elektrodu dalje iz mlaznice za plin
28

Tehnički podaci
Općenito Proizvod odgovara zahtjevima u skladu s normom IEC 60974-7.
NAPOMENA!
Navedeni tehnički podaci vrijede samo ako se upotrebljavaju standardni potrošni
dijelovi.
Kod upotrebe raspršivača za plin i kraćih mlaznica za plin reduciraju se podaci za struju
zavarivanja.
NAPOMENA!
Za plinom hlađena tijela gorionika podaci o struji zavarivanja vrijede samo za duljine veće od 65 mm (2,56 in.).
Pri upotrebi kraćih tijela gorionika podaci o struji zavarivanja smanjuju se za 30 %.
NAPOMENA!
Prilikom zavarivanja na granici snage gorionika za zavarivanje upotrebljavajte odgovarajuće veće volframove elektrode i promjer otvora za mlaznice za plin kako
biste produljili trajanje potrošnih dijelova.
Vodite računa o jakosti struje, AC ravnoteži i faznom pomaku AC struje jer su to čimbenici koji utječu na snagu.
HR
Plinom hlađeno
tijelo gorionika –
TTB 80, TTB 160,
TTB 220
TTB 80 G TTB 160 G F
35 % ED1) / 80 A 35 % ED1) / 160 A
DC struja zavarivanja
pri 10 min / 40 °C (104 °F)
AC struja zavarivanja
pri 10 min / 40 °C (104 °F)
Zaštitni plin (norma EN 439) Argon Argon
Promjer elektrode 1,0 – 3,2 mm
TTB 220 G
DC struja zavarivanja pri 10 min /
40°C (104°F)
AC struja zavarivanja pri 10 min /
40 °C (104 °F)
60 % ED1) / 60 A 60 % ED1) / 120 A
100 % ED1) / 50 A 100 % ED1) / 90 A
35 % ED1) / 30 A 35 % ED1) / 120 A
60 % ED1) / 90 A
100 % ED1) / 70 A
1,0 – 3,2 mm
(0,039 – 0,126 in.)
(0,039 – 0,126 in.)
35 % ED1) / 220 A
60 % ED1) / 170 A
100 % ED1) / 130 A
35 % ED1) / 180 A
60 % ED1) / 130 A
100 % ED1) / 100 A
29

TTB 220 G
Zaštitni plin (norma EN 439) Argon
Promjer elektrode 1,0 – 4,0 mm
0,039 – 0,158 in.
TTB 220 A G F TTB 220 P G F
35 % ED1) / 220 A 30 % ED1) / 220 A
DC struja zavarivanja pri 10 min /
40°C (104°F)
60 % ED1) / 170 A 60 % ED1) / 160 A
100 % ED1) / 130 A 100 % ED1) / 130 A
35 % ED1) / 180 A 30 % ED1) / 170 A
AC struja zavarivanja pri 10 min /
40 °C (104 °F)
60 % ED1) / 120 A 60 % ED1) / 120 A
100 % ED1) / 100 A 100 % ED1) / 100 A
Zaštitni plin (norma EN 439) Argon Argon
Vodom hlađeno
tijelo gorionika –
TTB 180, TTB 300
Promjer elektrode 1,0 – 4,0 mm
0,039 – 0,158 in.
1)
ED = trajanje primjene
1,0 – 4,0 mm
0,039 – 0,158 in.
TTB 180 W TTB 300 W
DC struja zavarivanja pri
10 min / 40°C (104°F)
AC struja zavarivanja pri
10 min / 40°C (104°F)
60 % ED1) / 180 A 60 % ED1) / 300 A
100 % ED1) / 140 A 100 % ED1) / 230 A
60 % ED1) / 140 A 60 % ED1) / 250 A
100 % ED1) / 110 A 100 % ED1) / 190 A
Zaštitni plin (norma EN 439) Argon Argon
Promjer elektrode 1,0 – 3,2 mm
(0,039 – 0,126 in.)
Minimalni dopušteni protok rashladnog sredstva Q
1)
ED = trajanje primjene
min
(0,26 gal/min)
1 l/min
1,0 – 3,2 mm
(0,039 – 0,126 in.)
1 l/min
(0,26 gal/min)
30

Paket plinom
L
L
hlađenih crijeva –
THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35 % ED1) / 120 A 35 % ED1) / 180 A
DC struja zavarivanja
pri 10 min / 40 °C (104 °F)
60 % ED1) / 100 A 60 % ED1) / 130 A
100 % ED1) / 80 A 100 % ED1) / 100 A
35 % ED1) / 90 A 35 % ED1) / 120 A
AC struja zavarivanja
pri 10 min / 40 °C (104 °F)
60 % ED1) / 70 A 60 % ED1) / 90 A
100 % ED1) / 50 A 100 % ED1) / 70 A
Zaštitni plin (norma EN 439) Argon Argon
HR
Paket plinom
hlađenih crijeva –
THP 150 G SH
Maksimalno dopušteni napon otvor-
4,0 m / 8,0 m
(13 ft. + 1,48 in. / 26
ft.+ 2,96 in.)
113 V 113 V
(13 ft. + 1,48 in. / 26
4,0 m / 8,0 m
ft.+ 2,96 in.)
enog kruga (U0)
Maksimalno dopušteni napon pal-
10 kV 10 kV
jenja (UP)
Tipka gorionika U
Tipka gorionika I
1)
ED = trajanje primjene
max
max
35 V 35 V
100 mA 100 mA
NAPOMENA!
Paket crijeva THP 150 G SH nije namijenjen ni prikladan za uređaje za paljenje
električnog luka, kao što je primjerice VF paljenje!
Paket crijeva namijenjen je samo za pogon s pomoću izvora struje TransPocket 150/180
i AccuPocket 150.
THP 150 G SH
25 % ED1) / 150 A
DC struja zavarivanja
pri 10 min / 40 °C (104 °F)
35 % ED1) / 120 A
60 % ED1) / 100 A
100 % ED1) / 80 A
25 % ED1) / 110 A
AC struja zavarivanja
pri 10 min / 40 °C (104 °F)
35 % ED1) / 90 A
60 % ED1) / 70 A
100 % ED1) / 50 A
Zaštitni plin (norma EN 439) Argon
4,0 m / 8,0 m
(13 ft. + 1,48 in. / 26 ft. + 2,96 in.)
31

THP 150 G SH
Maksimalno dopušteni napon otvorenog kruga U
0
Maksimalno dopušteni napon paljenja U
1)
P
ED = trajanje primjene
113 V
Nije namijenjeno ni prikladno za uređaje za
paljenje električnog luka!
32

Paket vodom
L
hlađenih crijeva –
THP 300 SH
THP 300 SH
DC struja zavarivanja
pri 10 min / 40 °C (104 °F)
60 % ED1) / 300 A
100 % ED1) / 230 A
HR
AC struja zavarivanja
pri 10 min / 40 °C (104 °F)
60 % ED1) / 250 A
100 % ED1) / 190 A
Zaštitni plin (norma EN 439) Argon
4,0 m / 8,0 m
(13 ft.+ 1,48 in. / 26 ft + 2,96 in.)
Minimalni kapacitet hlađenja u skla-
650 W / 650 W
du s normom IEC 60974-2, ovisan
o duljini paketa crijeva
Minimalni dopušteni protok rashladnog sredstva Q
min
Minimalni dopušteni tlak rashladnog
sredstva p
min
Maksimalno dopušteni tlak rashladnog sredstva p
max
Maksimalno dopušteni napon otvorenog kruga U
0
Maksimalno dopušteni napon paljenja U
P
(0,26 gal./min [US])
1 l/min
3 bara
(43 psi)
5,5 bara
(79 psi)
113 V
10 kV
1)
ED = trajanje primjene
33

34

Indice
Sicurezza 36
Sicurezza 36
Uso prescritto 37
Varianti di torcia per saldatura 38
Varianti di torcia per saldatura disponibili 38
Funzioni della torcia Up/Down 40
Elementi di comando della torcia Up/Down- 40
Descrizione delle funzioni della torcia Up/Down- 40
Montaggio dei pezzi soggetti ad usura 42
Montaggio del sistema di pezzi soggetti ad usura A con ugello del gas a innesto 42
Montaggio del sistema di pezzi soggetti ad usura P con ugello del gas a vite 43
Montaggio del corpo della torcia, collegamento della torcia per saldatura 44
Montaggio del corpo della torcia 44
Collegamento della torcia per saldatura 46
Rotazione del corpo torcia 46
Sostituzione del corpo torcia della torcia per saldatura raffreddata a gas 47
Sostituzione del corpo della torcia 47
Sostituzione del corpo torcia della torcia per saldatura raffreddata ad acqua 50
Svuotamento automatico della torcia per saldatura e sostituzione del corpo della torcia 50
Svuotamento manuale della torcia per saldatura e sostituzione del corpo della torcia 52
Cura, manutenzione e smaltimento 56
Divieti 56
Manutenzione a ogni messa in funzione 57
Smaltimento 57
Diagnosi e risoluzione degli errori 58
Diagnosi e risoluzione degli errori 58
Dati tecnici 61
In generale 61
Corpo della torcia raffreddato a gas - TTB 80, TTB 160, TTB 220 61
Corpo della torcia raffreddato ad acqua - TTB 180, TTB 300 62
Pacchetto tubi flessibili raffreddato a gas - THP 120 G SH, THP 180 G SH 63
Pacchetto tubi flessibili raffreddato a gas - THP 150 G SH 63
Pacchetto tubi flessibili raffreddato ad acqua - THP 300 SH 65
IT
35

Sicurezza
Sicurezza
PERICOLO!
Il cattivo uso dell'apparecchio e l'esecuzione errata dei lavori
possono causare gravi lesioni personali e danni materiali.
Tutti i lavori e le funzioni descritti nel presente documento devono essere eseguiti
▶
soltanto da personale tecnico qualificato.
Leggere e comprendere il presente documento.
▶
Leggere e comprendere tutte le istruzioni per l'uso dei componenti del sistema, in
▶
particolare le norme di sicurezza.
PERICOLO!
La corrente elettrica e l'elettrodo a filo in uscita
possono causare gravi lesioni personali e danni materiali.
Prima di iniziare qualsiasi lavoro, spegnere e scollegare dalla rete elettrica tutti i
▶
componenti del sistema interessati.
Assicurarsi che tutti i componenti del sistema interessati non vengano riaccesi.
▶
PERICOLO!
La corrente elettrica dovuta a componenti del sistema difettosi e il cattivo uso
dell'apparecchio
possono causare gravi lesioni personali e danni materiali.
Tutti i cavi, i conduttori e i pacchetti tubi flessibili devono sempre essere saldamente
▶
collegati, integri, correttamente isolati e sufficientemente dimensionati.
PERICOLO!
La fuoriuscita di refrigerante dovuta a tubi del refrigerante aperti
può causare scivolamenti e danni materiali.
Quando vengono scollegati dal gruppo di raffreddamento o dal carrello traina filo,
▶
chiudere sempre i tubi del refrigerante delle torce per saldatura raffreddate ad acqua
con la chiusura in plastica montata su di essi.
PRUDENZA!
I componenti della torcia per saldatura e il refrigerante surriscaldato
può causare gravi ustioni.
Prima di iniziare qualsiasi lavoro descritto nel presente documento, lasciare raffred-
▶
dare tutti i componenti della torcia per saldatura e il refrigerante fino al raggiungimento della temperatura ambiente (+25 °C, +77 °F).
36

PRUDENZA!
L'uso di torce per saldatura raffreddate ad acqua senza refrigerante
può causare danni materiali.
Non azionare mai le torce per saldatura raffreddate ad acqua senza refrigerante.
▶
Durante la saldatura, assicurarsi che il refrigerante fluisca correttamente (il refriger-
▶
ante fluisce correttamente quando si vede il refrigerante rifluire correttamente nel
serbatoio del refrigerante del gruppo di raffreddamento).
Il produttore non si assume alcuna responsabilità per i danni causati dall'inosservan-
▶
za dei punti di cui sopra ed esclude ogni ricorso alla garanzia per questo tipo di danni.
Uso prescritto La torcia per saldatura manuale TIG è destinata esclusivamente alla saldatura e alla bra-
satura TIG nelle applicazioni manuali.
Non sono consentiti utilizzi diversi o che esulino dal tipo d'impiego per il quale l'apparecchio è stato progettato. Il produttore non si assume alcuna responsabilità per i danni che
potrebbero derivarne.
L'uso prescritto comprende anche:
- l'osservanza di tutte le avvertenze riportate nelle istruzioni per l'uso
- l'esecuzione dei controlli e dei lavori di manutenzione.
IT
37

Varianti di torcia per saldatura
Varianti di torcia
per saldatura disponibili
(1) Interfaccia standard
Spingendo all'indietro il tasto:
a) Se sul generatore è attivata l'accensione ad alta frequenza (accensione HF),
il processo di accensione viene attivato.
b) Se sul generatore è attivata l'accensione a contatto, l'elettrodo al tungsteno
viene messo sotto tensione. Il processo di saldatura si avvia toccando il pezzo da lavorare.
Premendo in avanti il tasto durante la saldatura:
a) Durante la saldatura nel funzionamento a 4 tempi, l'abbassamento tempora-
neo viene attivato spingendo in avanti il tasto e tenendolo premuto. Questa
funzione è disponibile solo se sul generatore è stata impostata la corrente di
ritorno "I2".
(2) Interfaccia con potenziometro
Premendo il tasto Start:
a) Se sul generatore è attivata l'accensione ad alta frequenza (accensione HF),
il processo di accensione viene attivato.
b) Se sul generatore è attivata l'accensione a contatto, l'elettrodo al tungsteno
viene messo sotto tensione. Il processo di saldatura si avvia toccando il pezzo da lavorare.
38
Potenziometro:
a) per regolare la corrente di saldatura.
(3) Senza tasto della torcia

(4) Interfaccia standard con prolunga con tasto della torcia
Spingendo all'indietro il tasto:
a) Se sul generatore è attivata l'accensione ad alta frequenza (accensione HF),
il processo di accensione viene attivato.
b) Se sul generatore è attivata l'accensione a contatto, l'elettrodo al tungsteno
viene messo sotto tensione. Il processo di saldatura si avvia toccando il pezzo da lavorare.
Premendo in avanti il tasto durante la saldatura:
a) Durante la saldatura nel funzionamento a 4 tempi, l'abbassamento tempora-
neo viene attivato spingendo in avanti il tasto e tenendolo premuto. Questa
funzione è disponibile solo se sul generatore è stata impostata la corrente di
ritorno "I2".
(5) Interfaccia Up/Down (non illustrata)
La torcia per saldatura è fornita di fabbrica con un'interfaccia Up/Down. Per maggiori informazioni, vedere il seguente paragrafo Funzioni della torcia Up/Down
da pagina 40.
IT
39

Funzioni della torcia Up/Down
(2)
(1)
Elementi di comando della torcia Up/Down-
(1) Tasto Start
Il tasto attiva le seguenti funzioni:
a) Se sul generatore è attivata l'accensione ad alta frequenza (accensione HF),
il processo di accensione viene attivato spingendo all'indietro il tasto.
b) Se sul generatore è attivata l'accensione a contatto, all'elettrodo al tungsteno
viene applicata la tensione di saldatura spingendo all'indietro il tasto. Il processo di saldatura si avvia toccando il pezzo da lavorare.
c) Durante la saldatura nel funzionamento a 4 tempi, l'abbassamento tempora-
neo viene attivato spingendo in avanti il tasto e tenendolo premuto. Questa
funzione è disponibile solo se sul generatore è stata impostata la corrente di
ritorno "I2".
Descrizione delle
funzioni della torcia Up/Down-
(2) Tasto Up/Down
Per modificare la potenza di saldatura.
Modifica della potenza di saldatura:
1
40

Abbassamento temporaneo:
1
Spingere in avanti il tasto e tenerlo premuto per la durata dell'abbassamento temporaneo.
IT
41

Montaggio dei pezzi soggetti ad usura
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Montaggio del
sistema di pezzi
soggetti ad usura
A con ugello del
gas a innesto
PRUDENZA!
Una coppia di serraggio eccessiva sulla bussola di serraggio (1) o sul diffusore del
gas (2)
può causare danni alla filettatura.
Serrare solo leggermente la bussola di serraggio (1) o il diffusore del gas (2).
▶
* Bussola di tenuta in gomma sostituibile solo per TTB 220 G/A.
** A seconda della versione della torcia per saldatura, è possibile impiegare un dif-
fusore del gas (2) anziché la bussola di serraggio (1).
1
2
PRUDENZA!
Una coppia di serraggio eccessiva sul cappuccio della torcia
può causare danni alla filettatura.
Serrare il cappuccio della torcia soltanto quanto basta a rendere impossibile muove-
▶
re l'elettrodo al tungsteno con le mani.
3
42
4
Serrare il cappuccio della torcia.

Montaggio del
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
sistema di pezzi
soggetti ad usura
P con ugello del
gas a vite
PRUDENZA!
Una coppia di serraggio eccessiva sulla bussola di serraggio (1) o sul diffusore del
gas (2)
può causare danni alla filettatura.
Serrare solo leggermente la bussola di serraggio (1) o il diffusore del gas (2).
▶
* Bussola di tenuta in gomma sostituibile solo per TTB 220 G/P.
** A seconda della versione della torcia per saldatura, è possibile impiegare un dif-
fusore del gas (2) anziché la bussola di serraggio (1).
IT
1
2
PRUDENZA!
Una coppia di serraggio eccessiva sul cappuccio della torcia
può causare danni alla filettatura.
Serrare il cappuccio della torcia soltanto quanto basta a rendere impossibile muove-
▶
re l'elettrodo al tungsteno con le mani.
3
4
Serrare il cappuccio della torcia.
43

Montaggio del corpo della torcia, collegamento della torcia per saldatura
Montaggio del
corpo della torcia
AVVERTENZA!
Rischio dovuto a una guarnizione circolare danneggiata sul corpo della torcia.
Una guarnizione circolare danneggiata sul corpo della torcia può causare la contaminazione del gas inerte e quindi saldature errate.
Prima di ogni messa in funzione, assicurarsi che la guarnizione circolare sul corpo
▶
della torcia non sia danneggiata.
* Ingrassare la guarnizione circolare sul corpo torcia.
1
2
3
Spingere completamente all'indietro l'arresto con il corpo della torcia e contemporaneamente ruotare la il corpo
torcia di 180°.
44

4
PRUDENZA!
Il montaggio errato del corpo della torcia
può causare danni materiali.
Dopo aver montato il corpo della torcia, assicurarsi che l'arresto si trovi completa-
▶
mente in avanti; solo allora il corpo della torcia è montato correttamente e bloccato
in posizione.
IT
45

Collegamento
2
1
3
5
6
7
4
*
della torcia per
saldatura
AVVERTENZA!
Rischio dovuto a una guarnizione circolare danneggiata sull'attacco della torcia
per saldatura.
Una guarnizione circolare danneggiata sull'attacco della torcia per saldatura può causare
la contaminazione del gas inerte e quindi saldature errate.
Prima di ogni messa in funzione, assicurarsi che la guarnizione circolare sull'attacco
▶
della torcia per saldatura non sia danneggiata.
1
Rotazione del
corpo torcia
* Solo con sistema di saldatura raffreddato ad acqua.
1
46

Sostituzione del corpo torcia della torcia per salda-
2
180°
1
tura raffreddata a gas
Sostituzione del
corpo della torcia
Smontaggio del corpo torcia:
1
2
IT
3
Rimuovere lo sporco dal punto di collegamento del pacchetto tubi flessibili.
4
Rimuovere lo sporco dal punto di collegamento del corpo torcia.
5
Applicare il cappuccio protettivo sul punto di collegamento del corpo torcia.
6
47

Montaggio del corpo della torcia:
PRUDENZA!
Componenti del sistema incompatibili
possono causare danni materiali.
Collegare tra loro solo corpi torcia e pacchetti tubi flessibili con lo stesso tipo di raf-
▶
freddamento.
Montare corpi torcia raffreddati a gas solo su pacchetti tubi flessibili raffreddati a
▶
gas.
AVVERTENZA!
Rischio dovuto a una guarnizione circolare danneggiata sul corpo della torcia.
Una guarnizione circolare danneggiata sul corpo della torcia può causare la contaminazione del gas inerte e quindi saldature errate.
Prima di ogni messa in funzione, assicurarsi che la guarnizione circolare sul corpo
▶
della torcia non sia danneggiata.
* Ingrassare la guarnizione circolare sul corpo torcia.
1
2
3
Spingere completamente all'indietro l'arresto con il corpo della torcia e contemporaneamente ruotare la il corpo
torcia di 180°.
48

4
PRUDENZA!
Il montaggio errato del corpo della torcia
può causare danni materiali.
Dopo aver montato il corpo della torcia, assicurarsi che l'arresto si trovi completa-
▶
mente in avanti; solo allora il corpo della torcia è montato correttamente e bloccato
in posizione.
IT
Eseguire la saldatura di prova e verificare la qualità del giunto saldato.
5
49

Sostituzione del corpo torcia della torcia per salda-
2
180°
1
tura raffreddata ad acqua
Svuotamento automatico della
torcia per saldatura e sostituzione del corpo della
torcia
PRUDENZA!
Il generatore acceso durante lo svuotamento automatico della torcia per saldatura
può causare accensioni accidentali dell'arco voltaico.
Seguire le indicazioni per lo svuotamento automatico della torcia per saldatura ripor-
▶
tate nelle istruzioni per l'uso del gruppo di raffreddamento, nelle istruzioni per l'uso
del generatore e sul pannello di controllo del generatore.
Durante l'esecuzione dei lavori descritti di seguito tenere il corpo torcia ad almeno 1
▶
m (39.37 in.) di distanza dagli oggetti conduttori di corrente.
Svuotamento automatico della torcia per saldatura (per esempio con CU 600t /MC)
e smontaggio del corpo della torcia:
Svuotare il pacchetto tubi flessibili della torcia per saldatura mediante l'apposita fun-
1
zione del gruppo di raffreddamento.
2
3
50

4
Rimuovere lo sporco e i residui di refrigerante dal punto di collegamento del pac-
5
chetto tubi flessibili.
Rimuovere lo sporco e i residui di refrigerante dal punto di collegamento del corpo
6
torcia.
Applicare il cappuccio protettivo sul punto di collegamento del corpo torcia.
7
Montaggio del corpo della torcia:
IT
PRUDENZA!
Componenti del sistema incompatibili
possono causare danni materiali.
Collegare tra loro solo corpi torcia e pacchetti tubi flessibili con lo stesso tipo di raf-
▶
freddamento.
Montare i corpi torcia raffreddati ad acqua solo su pacchetti tubi flessibili raffreddati
▶
ad acqua.
AVVERTENZA!
Rischio dovuto a una guarnizione circolare danneggiata sul corpo della torcia.
Una guarnizione circolare danneggiata sul corpo della torcia può causare la contaminazione del gas inerte e quindi saldature errate.
Prima di ogni messa in funzione, assicurarsi che la guarnizione circolare sul corpo
▶
della torcia non sia danneggiata.
* Ingrassare la guarnizione circolare sul corpo torcia.
1
2
51

3
Spingere completamente all'indietro l'arresto con il corpo della torcia e contemporaneamente ruotare la il corpo
torcia di 180°.
4
Svuotamento manuale della torcia
per saldatura e
sostituzione del
corpo della torcia
PRUDENZA!
Il montaggio errato del corpo della torcia
può causare danni materiali.
Dopo aver montato il corpo della torcia, assicurarsi che l'arresto si trovi completa-
▶
mente in avanti; solo allora il corpo della torcia è montato correttamente e bloccato
in posizione.
Premere il tasto Controllo gas sul generatore.
5
Il gas inerte fuoriesce per 30 s.
Controllare la portata del refrigerante:
6
Il refrigerante deve ritornare nel serbatoio del refrigerante del gruppo di raffreddamento senza problemi.
Eseguire la saldatura di prova e verificare la qualità del giunto saldato.
7
Svuotamento manuale della torcia per saldatura e smontaggio del corpo della torcia:
Spegnere il generatore e scollegarlo dalla rete elettrica.
1
Attendere la fase di scarico del gruppo di raffreddamento.
2
Scollegare il tubo di mandata del refrigerante dal gruppo di raffreddamento.
3
52

Soffiare il tubo di mandata del refrigerante con aria compressa a massimo 4 bar
2
180°
1
4
(58.02 psi).
- In questo modo gran parte del refrigerante rifluisce nel relativo serbatoio.
5
6
IT
7
Rimuovere lo sporco e i residui di refrigerante dal punto di collegamento del pac-
8
chetto tubi flessibili.
Rimuovere lo sporco e i residui di refrigerante dal punto di collegamento del corpo
9
torcia.
Applicare il cappuccio protettivo sul punto di collegamento del corpo torcia.
10
53

Montaggio del corpo della torcia:
PRUDENZA!
Componenti del sistema incompatibili
possono causare danni materiali.
Collegare tra loro solo corpi torcia e pacchetti tubi flessibili con lo stesso tipo di raf-
▶
freddamento.
Montare i corpi torcia raffreddati ad acqua solo su pacchetti tubi flessibili raffreddati
▶
ad acqua.
AVVERTENZA!
Rischio dovuto a una guarnizione circolare danneggiata sul corpo della torcia.
Una guarnizione circolare danneggiata sul corpo della torcia può causare la contaminazione del gas inerte e quindi saldature errate.
Prima di ogni messa in funzione, assicurarsi che la guarnizione circolare sul corpo
▶
della torcia non sia danneggiata.
* Ingrassare la guarnizione circolare sul corpo torcia.
1
2
3
Spingere completamente all'indietro l'arresto con il corpo della torcia e contemporaneamente ruotare la il corpo
torcia di 180°.
54

4
PRUDENZA!
Il montaggio errato del corpo della torcia
può causare danni materiali.
Dopo aver montato il corpo della torcia, assicurarsi che l'arresto si trovi completa-
▶
mente in avanti; solo allora il corpo della torcia è montato correttamente e bloccato
in posizione.
IT
Collegare il generatore alla rete e accenderlo.
5
Premere il tasto Controllo gas sul generatore.
6
Il gas inerte fuoriesce per 30 s.
Controllare la portata del refrigerante:
7
Il refrigerante deve ritornare nel serbatoio del refrigerante del gruppo di raffreddamento senza problemi.
Eseguire la saldatura di prova e verificare la qualità del giunto saldato.
8
55

Cura, manutenzione e smaltimento
Divieti
56

Manutenzione a
ogni messa in
funzione
Smaltimento Lo smaltimento va eseguito unicamente nel rispetto delle disposizioni nazionali e regio-
- Controllare i pezzi soggetti ad usura e sostituire quelli difettosi.
- Asportare gli spruzzi di saldatura dall'ugello del gas.
Inoltre, a ogni messa in funzione per le torce per saldatura raffreddate ad acqua:
- assicurarsi che tutti gli attacchi del refrigerante siano a tenuta stagna
- assicurarsi che il flusso di ritorno del refrigerante sia regolare.
nali vigenti.
IT
57
Diagnosi e risoluzione degli errori
Diagnosi e risoluzione degli errori
Impossibile collegare il cannello di saldatura
Causa:
Risoluzione:
Corrente di saldatura assente
Interruttore di rete del generatore inserito, spie sul generatore accese, gas inerte presente.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Anche premendo il tasto della torcia, questa non funziona
Interruttore di rete inserito, spie sul generatore accese, gas inerte presente.
La chiusura a baionetta si deforma
Sostituire la chiusura a baionetta
Collegamento a massa errato.
Eseguire il collegamento a massa in modo regolare.
Cavo della corrente della torcia per saldatura interrotto.
Sostituire la torcia per saldatura.
Elettrodo al tungsteno allentato.
Fissare l'elettrodo al tungsteno puro tramite la chiusura della torcia
Pezzi soggetti a usura allentati.
Fissare i pezzi soggetti a usura.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
HF discontinua sull'attacco della torcia per saldatura
Causa:
Risoluzione:
HF discontinua sull'impugnatura
Causa:
Risoluzione:
Spina di comando non inserita.
Inserire la spina di comando.
Torcia per saldatura o cavo di comando della torcia per saldatura guasti.
Sostituire la torcia per saldatura.
Collegamenti a spina "Tasto della torcia/Cavo di comando/Generatore" difettosi.
Controllare i collegamenti a spina/Inviare il generatore o la torcia per saldatura all'Assistenza
Print nella torcia per saldatura difettoso
Sostituire il Print
Attacco della torcia per saldatura non ermeticamente stagno
Sostituire la guarnizione circolare sull'innesto a baionetta.
Pacchetto tubi flessibili non ermeticamente stagno
Sostituire il pacchetto tubi flessibili
58
Causa:
Risoluzione:
Attacco del tubo del gas inerte sul corpo della torcia non ermeticamente stagno
Risistemare e sigillare il tubo

Gas inerte assente
Tutte le altre funzioni sono disponibili.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Proprietà di saldatura scarse
Causa:
Risoluzione:
Causa:
Risoluzione:
bombola del gas vuota.
sostituire la bombola del gas.
riduttore di pressione del gas difettoso.
sostituire il riduttore di pressione del gas.
tubo del gas smontato, piegato o danneggiato.
montare il tubo del gas, disporlo diritto. Sostituire il tubo del gas difettoso.
torcia per saldatura difettosa.
sostituire la torcia per saldatura.
valvola magnetica del gas difettosa.
contattare il servizio di assistenza (per far sostituire la valvola magnetica del
gas).
Parametri di saldatura errati.
Controllare le impostazioni.
Collegamento a massa errato.
Controllare la polarità del collegamento a massa e del morsetto.
IT
La torcia per saldatura si surriscalda
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Torcia per saldatura sottodimensionata.
Rispettare il tempo di accensione e i limiti di carico.
Solo per impianti raffreddati ad acqua: flusso dell'acqua insufficiente.
Controllare il livello, la portata, la purezza ecc. dell'acqua; pompa del refrigerante bloccata: avvitare l'albero della pompa del refrigerante all'apposita
guida con l'ausilio di un cacciavite.
Solo per impianti raffreddati ad acqua: il parametro "Cmd. grup.raffr." è impostato su "spe".
Nel menu di setup, impostare il parametro "Cmd. grup.raffr." su "Aut" oppure
su "acc".
59

Porosità del giunto saldato
Causa:
Risoluzione:
Accumulo di spruzzi nell'ugello del gas, da cui deriva una protezione antigas
insufficiente del giunto saldato.
Rimuovere gli spruzzi di saldatura.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Proprietà d'accensione scarse
Causa:
Risoluzione:
Tubo del gas forato o collegamento impreciso del tubo del gas.
Sostituire il tubo del gas.
Guarnizione circolare sull'attacco centrale danneggiata o difettosa.
Sostituire la guarnizione circolare.
Umidità/condensa nel tubo del gas.
Asciugare il tubo del gas.
Flusso del gas eccessivo o insufficiente.
Correggere il flusso del gas.
Portata del gas insufficiente all'inizio o al termine della saldatura.
Aumentare la preapertura e il ritardo di chiusura del gas.
Apporto eccessivo di agente di distacco.
Rimuovere l'agente di distacco in eccesso/apportare meno agente di distacco.
elettrodo al tungsteno inadatto (ad es. elettrodo WP per la saldatura DC).
utilizzare un elettrodo al tungsteno adatto
Causa:
Risoluzione:
L'ugello del gas si crepa
Causa:
Risoluzione:
pezzi soggetti a usura allentati.
serrare i pezzi soggetti a usura.
l'elettrodo al tungsteno non sporge abbastanza sull'ugello del gas.
far sporgere maggiormente l'elettrodo al tungsteno sull'ugello del gas.
60

Dati tecnici
In generale Questo prodotto è conforme ai requisiti della norma IEC 60974-7.
AVVERTENZA!
I dati sulla potenza indicati valgono solo se si utilizzano i pezzi soggetti ad usura
di serie.
Se si utilizzano diffusori del gas e ugelli del gas più corti, i valori indicati relativi alla corrente di saldatura diminuiscono.
AVVERTENZA!
Le indicazioni relative alla corrente di saldatura si applicano ai corpi torcia raffreddati a gas solo a partire da una lunghezza di 65 mm (2.56 in.).
Se si utilizzano corpi della torcia più corti, i valori indicati relativi alla corrente di saldatura
diminuiscono del 30%.
AVVERTENZA!
Se si salda al limite di potenza della torcia per saldatura, utilizzare elettrodi al
tungsteno e diametri dell'apertura dell'ugello del gas conseguentemente più grandi per prolungare la durata dei pezzi soggetti ad usura.
Considerare l'intensità di corrente, il bilanciamento AC e l'offset di corrente AC come fattori di sviluppo della potenza.
IT
Corpo della torcia
raffreddato a gas
TTB 80, TTB 160,
TTB 220
TTB 80 G TTB 160 G F
35% TA1)/80 A 35% TA1)/160 A
Corrente di saldatura DC
per 10 min/40 °C (104 °F)
Corrente di saldatura AC
per 10 min/40 °C (104 °F)
Gas inerte (Norma EN 439) Argon Argon
Diametro elettrodo 1,0-3,2 mm
TTB 220 G
Corrente di saldatura DC per 10
min/40 °C (104 °F)
Corrente di saldatura AC per 10
min/40 °C (104 °F)
60% TA1)/60 A 60% TA1)/120 A
100% TA1)/50 A 100% TA1)/90 A
35% TA1)/30 A 35% TA1)/120 A
60% TA1)/90 A
100% TA1)/70 A
1,0-3,2 mm
(0.039-0.126 in.)
(0.039-0.126 in.)
35% TA1)/220 A
60% TA1)/170 A
100% TA1)/130 A
35% TA1)/180 A
60% TA1)/130 A
100% TA1)/100 A
61

TTB 220 G
Gas inerte (Norma EN 439) Argon
Diametro elettrodo 1,0-4,0 mm
0.039-0.158 in.
TTB 220 A G F TTB 220 P G F
35% TA1)/220 A 30% TA1)/220 A
Corrente di saldatura DC per 10
min/40 °C (104 °F)
60% TA1)/170 A 60% TA1)/160 A
100% TA1)/130 A 100% TA1)/130 A
35% TA1)/180 A 30% TA1)/170 A
Corrente di saldatura AC per 10
min/40 °C (104 °F)
60% TA1)/120 A 60% TA1)/120 A
100% TA1)/100 A 100% TA1)/100 A
Gas inerte (Norma EN 439) Argon Argon
Corpo della torcia
raffreddato ad acqua TTB 180, TTB 300
Diametro elettrodo 1,0-4,0 mm
0.039-0.158 in.
1)
TA = tempo di accensione
1,0-4,0 mm
0.039-0.158 in.
TTB 180 W TTB 300 W
Corrente di saldatura DC per
10 min/40 °C (104 °F)
Corrente di saldatura AC per
10 min/40 °C (104 °F)
60% TA1)/180 A 60% TA1)/300 A
100% TA1)/140 A 100% TA1)/230 A
60% TA1)/140 A 60% TA1)/250 A
100% TA1)/110 A 100% TA1)/190 A
Gas inerte (Norma EN 439) Argon Argon
Diametro elettrodo 1,0-3,2 mm
(0.039-0.126 in.)
Flusso minimo consentito del refrigerante Q
1)
min
TA = tempo di accensione
(0.26 gal/min)
1 l/min
1,0-3,2 mm
(0.039-0.126 in.)
1 l/min
(0.26 gal/min)
62

Pacchetto tubi
L
L
flessibili raffreddato a gas THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35% TA1)/120 A 35% TA1)/180 A
Corrente di saldatura DC
per 10 min/40 °C (104 °F)
60% TA1)/100 A 60% TA1)/130 A
100% TA1)/80 A 100% TA1)/100 A
35% TA1)/90 A 35% TA1)/120 A
Corrente di saldatura AC
per 10 min/40 °C (104 °F)
60% TA1)/70 A 60% TA1)/90 A
100% TA1)/50 A 100% TA1)/70 A
Gas inerte (Norma EN 439) Argon Argon
IT
Pacchetto tubi
flessibili raffreddato a gas THP 150 G SH
Tensione di funzionamento a vuoto
4,0 m/8,0 m
(13 ft. + 1.48 in. /26
ft.+ 2.96 in.)
113 V 113 V
(13 ft. + 1.48 in. /26
4,0 m/8,0 m
ft.+ 2.96 in.)
max. consentita (U0)
Tensione di accensione max. con-
10 kV 10 kV
sentita (UP)
Tasto della torcia U
Tasto della torcia I
1)
TA = tempo di accensione
max
max
35 V 35 V
100 mA 100 mA
AVVERTENZA!
Il pacchetto tubi flessibili THP 150 G SH non è destinato e indicato per dispositivi
di accensione ad arco voltaico, come ad esempio l'accensione ad alta frequenza!
Il pacchetto tubi flessibili è destinato esclusivamente all'uso con i generatori TransPocket
150/180 e AccuPocket 150.
THP 150 G SH
25% TA1)/150 A
Corrente di saldatura DC
per 10 min/40 °C (104 °F)
35% TA1)/120 A
60% TA1)/100 A
100% TA1)/80 A
25% TA1)/110 A
Corrente di saldatura AC
per 10 min/40 °C (104 °F)
35% TA1)/90 A
60% TA1)/70 A
100% TA1)/50 A
Gas inerte (Norma EN 439) Argon
4,0 m/8,0 m
(13 ft. + 1.48 in. /26 ft. + 2.96 in.)
63

THP 150 G SH
Tensione di funzionamento a vuoto
max. consentita U
0
Tensione di accensione max. consentita U
1)
P
TA = tempo di accensione
113 V
Non destinato e indicato per dispositivi di
accensione ad arco voltaico!
64

Pacchetto tubi
L
flessibili raffreddato ad acqua THP 300 SH
THP 300 SH
Corrente di saldatura DC
per 10 min/40 °C (104 °F)
60% TA1)/300 A
100% TA1)/230 A
Corrente di saldatura AC
per 10 min/40 °C (104 °F)
60% TA1)/250 A
100% TA1)/190 A
Gas inerte (Norma EN 439) Argon
4,0 m/8,0 m
(13 ft.+ 1.48 in. /26 ft + 2.96 in.)
Potenza circuito refrigerante mini-
650 W / 650 W
ma secondo la norma IEC 60974-2,
in funzione della lunghezza del pacchetto tubi flessibili.
Flusso minimo consentito del refrigerante Q
min
Pressione minima consentita del
refrigerante p
min
Pressione massima consentita del
refrigerante p
max
Tensione di funzionamento a vuoto
max. consentita U
0
Tensione di accensione max. consentita U
P
(0.26 gal./min [US])
1 l/min
3 bar
(43 psi)
5,5 bar
(79 psi)
113 V
10 kV
IT
1)
TA = tempo di accensione
65

66

目次
安全 68
安全 68
使用目的 69
溶接トーチのバージョン 70
利用可能な溶接トーチのバージョン 70
アップダウントーチの機能 72
Up/Down-トーチの操作要素 72
Up/Down-トーチの機能的説明 72
磨耗部品の取り付け 74
A 型磨耗部品へのガスノズル(プッシュオンタイプ)の装着 74
P 型磨耗部品へのガスノズル(ねじタイプ)の装着 75
トーチ本体の装着と溶接トーチの接続 76
トーチ本体の装着 76
溶接トーチの接続 78
トーチ本体の回転 78
トーチ本体の変更 - ガス冷式溶接トーチ 79
トーチ本体の交換 79
トーチ本体の交換 - 水冷式溶接トーチ 82
溶接トーチの自動抜水とトーチ本体の交換 82
溶接トーチの手動抜水とトーチ本体の交換 84
点検、整備および廃棄 88
禁止 88
毎回の起動時の整備 89
廃棄 89
トラブルシューティング 90
トラブルシューティング 90
技術データ 93
一般事項 93
ガス冷式トーチ本体 – TTB 80、TTB 160、TTB 220 93
水冷式トーチ本体 – TTB 180、TTB 300 94
ガス冷式ホースパック- THP 120 G SH、THP 180 G SH 95
ガス冷式ホースパック - THP 150 G SH 95
水冷式ホースパック - THP 300 SH 97
JA
67

安全
安全
警告!
誤操作、不適切な作業を行うと危険です。
重傷を負ったり、物的損害を負う可能性があります。
本書に記載されているすべての操作と機能は、トレーニングを受けた有資格者のみが実
▶
行してください。
この文書を熟読し、理解してください。
▶
すべてのシステム部品の操作手順(特に安全規則)を熟読し、理解してください。
▶
警告!
溶接ワイヤが表面出ている場合の感電の危険。
重傷を負ったり、物的損害を負う可能性があります。
作業を始める前に、関係するすべてのシステム部品の電源を切り、それらをグリッドから
▶
切り離してください。
関係するすべてのシステム部品のスイッチが再度オンにならないように固定してください。
▶
警告!
欠陥のあるシステム部品および誤操作による電流の危険。
重傷を負ったり、物的損害を負う可能性があります。
すべてのケーブル、リード、ホースパックは常にしっかりと接続され、損傷がなく、適切に絶
▶
縁され、十分なサイズである必要があります。
警告!
冷却液ホースの密封不足による冷却液漏洩の危険。
スリップする危険性や物損が生じる可能性があります。
溶接トーチを冷却ユニットまたはワイヤ送給装置から取り外す場合、トーチに付着している
▶
プラスチックシールで必ず冷却ホースを密封してください。
注意!
高温の溶接トーチ部品および冷却液による危険。
重度の火傷につながる恐れがあります。
溶接トーチの部品および冷却液は、本書に記載された作業を開始する前に、室温
▶
(+25 °C)まで冷却させるようにしてください。
注意!
冷却液なしで水冷溶接トーチを操作する場合の危険。
物的損害が発生する可能性があります。
水冷溶接トーチは、冷却液なしで絶対に操作しないでください。
▶
溶接中は、冷却液が正しく循環していることを確認します。正しく循環している場合は、冷
▶
却液容器への冷却液の通常のリターンフローが確認できるはずです。
メーカーは上記の点を順守しなかったために発生するいかなる損害についても一切責任
▶
を負いません。保証に対するすべてのクレームは無効となります。
68

使用目的 TIG 手動溶接トーチは、手動アプリケーションでの TIG 溶接および TIG ろう付けのみを目的と
しています。
その他の用途は、「意図した目的に適合しない」とみなされます。このような不適切な使用によ
って発生するいかなる損傷についても、当メーカーは責任を負いません。
意図した使用とは、以下のことも意味します:
- 操作手順に記載されたすべての指示の順守
- 指定された検査およびメンテナンス作業の実施。
JA
69

溶接トーチのバージョン
利用可能な溶接ト
ーチのバージョン
(1) 標準インターフェース
ボタンを後方に押す:
a) 溶接電源で高周波点火装置(HF 点火)が有効な場合、点火プロセスが有効にな
ります
b) 溶接電源で接触点火が有効な場合、タングステン電極に溶接電圧が適用されま
す。トーチが加工対象物に接触すると溶接プロセスが開始します
溶接中にボタンを前方に押す:
a) 4 ステップモードで溶接するとき、ボタンを前方に押し、その位置で保持すること
で、中間降下が有効になります。この機能は、降下電流 I2が溶接電源で設定さ
れている場合にのみ利用可能です
(2) 電位差計インターフェース
開始ボタンを押す:
a) 溶接電源で高周波点火装置(HF 点火)が有効な場合、点火プロセスが有効にな
ります
b) 溶接電源で接触点火が有効な場合、タングステン電極に溶接電圧が適用されま
す。トーチが加工対象物に接触すると溶接プロセスが開始します
電位差計:
a) 溶接電流の調整
70
(3) トーチトリガなし
(4) 標準インターフェース(トーチトリガ延長付き)
ボタンを後方に押す:

a) 溶接電源で高周波点火装置(HF 点火)が有効な場合、点火プロセスが有効にな
ります
b) 溶接電源で接触点火が有効な場合、タングステン電極に溶接電圧が適用されま
す。トーチが加工対象物に接触すると溶接プロセスが開始します
溶接中にボタンを前方に押す:
a) 4 ステップモードで溶接するとき、ボタンを前方に押し、その位置で保持すること
で、中間降下が有効になります。この機能は、降下電流 I2が溶接電源で設定さ
れている場合にのみ利用可能です
(5) Up-Down インターフェース(表示されていません)
溶接トーチは工場出荷時に Up-Down インターフェースが付属しています。詳細につい
ては、アップダウントーチの機能のセクション(72 ページ)を参照してください。
JA
71

アップダウントーチの機能
(2)
(1)
Up/Down-トーチの
操作要素
(1) 開始ボタン
このボタンは次の機能を開始します。
a) 溶接電源で高周波点火装置(HF 点火)が有効な場合、ボタンを後方に押すことで
点火プロセスが有効になります
b) 溶接電源でトーチ点火が有効な場合、ボタンを後方に押すことでタングステン電極
に溶接電圧が適用されます。トーチが加工対象物に接触すると溶接プロセスが開
始します
c) 4 ステップモードで溶接するとき、ボタンを前方に押し、その位置で保持すること
で、中間降下が有効になります。この機能は、降下電流 I2が溶接電源で設定さ
れている場合にのみ利用可能です
Up/Down-トーチの
機能的説明
(2) Up/Down ボタン
溶接電力の変更
溶接電力の変更:
1
72

中間降下:
1
ボタンを前方に押して中間降下が完了するま
で維持します
JA
73

磨耗部品の取り付け
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
A 型磨耗部品への
ガスノズル(プッシュ
オンタイプ)の装着
注意!
取り付けスリーブ(1)またはガスレンズ(2)への過剰な逆極性点火による損傷の危険。
スレッドの損傷が発生する可能性があります。
取り付けスリーブ(1)またはガスレンズ(2)は少しだけ締め付けるようにします。
▶
* TTB 220 G/A 専用の交換式ゴムスリーブ
** 溶接トーチの種類によっては、取り付けスリーブ(1)の代わりにガスレンズ(2)を使用す
ることもできます
1
2
注意!
トーチキャップへの過剰な逆極性点火による損傷の危険。
スレッドの損傷が発生する可能性があります。
タングステン電極が手で動かないようにトーチのキャップだけ充分に締めてください。
▶
3
4
トーチキャップをネジ止めします
74

P 型磨耗部品への
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
ガスノズル(ねじタイ
プ)の装着
注意!
取り付けスリーブ(1)またはガスレンズ(2)への過剰な逆極性点火による損傷の危険。
スレッドの損傷が発生する可能性があります。
取り付けスリーブ(1)またはガスレンズ(2)は少しだけ締め付けるようにします。
▶
* TTB 220 G/P 専用の交換式ゴムスリーブ
** 溶接トーチの種類によっては、取り付けスリーブ(1)の代わりにガスレンズ(2)を使用す
ることもできます
1
2
JA
注意!
トーチキャップへの過剰な逆極性点火による損傷の危険。
スレッドの損傷が発生する可能性があります。
タングステン電極が手で動かないようにトーチのキャップだけ充分に締めてください。
▶
3
4
トーチキャップをネジ止めします
75

トーチ本体の装着と溶接トーチの接続
トーチ本体の装着
注記
!
トーチ本体の O リングの損傷によるリスク。
トーチ本体の損傷した O リングは保護ガスが汚染し、溶接の失敗に繋がる恐れがあります。
毎回試運転前に、必ずトーチ本体の O リングに損傷がないことを確認してください。
▶
* トーチ本体の O リングに潤滑油を塗布します
1
2
3
トーチ本体のロック装置を後方に最後まで押し、同時にトーチ本体を
180
度回転します
76

4
注意!
トーチ本体の不適切な装着による危険。
物的損害が発生する可能性があります。
トーチ本体の装着後はロック装置を前方に最後まで押します。そうすることでトーチ本体が
▶
適切に装着され、ロックされます。
JA
77

溶接トーチの接続
2
1
3
5
6
7
4
*
注記
!
溶接トーチ接続の O リングの損傷によるリスク。
溶接トーチ接続の損傷した O リングは保護ガスが汚染し、溶接の失敗に繋がる恐れがありま
す。
毎回試運転前に、必ず溶接トーチ接続の O リングに損傷がないことを確認してください。
▶
1
トーチ本体の回転
* 水冷溶接システムの場合のみ
1
78

トーチ本体の変更 - ガス冷式溶接トーチ
2
180°
1
トーチ本体の交換 トーチ本体の取り外し::
1
2
JA
3
ホースパックインターフェースから汚染物を取り除きます
4
トーチ本体インターフェースから汚染物を取り除きます
5
トーチ本体インターフェースに保護キャップを装着します
6
79

トーチ本体の装着:
注意!
互換性のないシステム部品による危険。
物的損害が発生する可能性があります。
同じ冷却の種類を使用するトーチ本体とホースパックのみを接続します。
▶
ガス冷式ホースパックに装着できるのはガス冷式トーチ本体のみです。
▶
注記
!
トーチ本体の O リングの損傷によるリスク。
トーチ本体の損傷した O リングは保護ガスが汚染し、溶接の失敗に繋がる恐れがあります。
毎回試運転前に、必ずトーチ本体の O リングに損傷がないことを確認してください。
▶
* トーチ本体の O リングに潤滑油を塗布します
1
2
3
トーチ本体のロック装置を後方に最後まで押し、同時にトーチ本体を
180
度回転します
80

4
注意!
トーチ本体の不適切な装着による危険。
物的損害が発生する可能性があります。
トーチ本体の装着後はロック装置を前方に最後まで押します。そうすることでトーチ本体が
▶
適切に装着され、ロックされます。
溶接テストを実行し、溶接の品質を検査します
5
JA
81

トーチ本体の交換 - 水冷式溶接トーチ
2
180°
1
溶接トーチの自動
抜水とトーチ本体の
交換
注意!
溶接トーチの自動抜水中に溶接電源を入れる場合の危険。
意図せずにアーク点火が発生する場合があります。
冷却ユニットの操作手順、溶接電源の操作手順および溶接電源のコントロールパネルに
▶
記載された溶接トーチの自動抜水に関する指示に従ってください。
次に記載に従ってトーチ本体で作業を実施するときは、導電性の物体から少なくとも 1 m
▶
(39.37 インチ)離れて作業してください。
溶接トーチの自動抜水(たとえば、CU 600t /MC の場合)とトーチ本体の交換:
対応する冷却ユニットの機能を使用してトーチホースパックを空にします
1
2
3
82

4
ホースパックインターフェースから汚染物と残留冷却液を取り除きます
5
トーチ本体インターフェースから汚染物と残留冷却液を取り除きます
6
トーチ本体インターフェースに保護キャップを装着します
7
トーチ本体の装着:
注意!
JA
互換性のないシステム部品による危険。
物的損害が発生する可能性があります。
同じ冷却の種類を使用するトーチ本体とホースパックのみを接続します。
▶
水冷式のトーチ本体に装着できるのは水冷式のホースパックのみです。
▶
注記
!
トーチ本体の O リングの損傷によるリスク。
トーチ本体の損傷した O リングは保護ガスが汚染し、溶接の失敗に繋がる恐れがあります。
毎回試運転前に、必ずトーチ本体の O リングに損傷がないことを確認してください。
▶
* トーチ本体の O リングに潤滑油を塗布します
1
2
83

3
トーチ本体のロック装置を後方に最後まで押し、同時にトーチ本体を
4
180
度回転します
注意!
トーチ本体の不適切な装着による危険。
物的損害が発生する可能性があります。
トーチ本体の装着後はロック装置を前方に最後まで押します。そうすることでトーチ本体が
▶
適切に装着され、ロックされます。
溶接トーチの手動
抜水とトーチ本体の
交換
84
溶接電源のガステストボタンを押します
5
保護ガスが 30 秒間流れます。
冷却液の流れを点検します:
6
冷却ユニットの冷却液容器への冷却液のリターンフローが確認できるはずです。
溶接テストを実行し、溶接の品質を検査します
7
溶接トーチの手動抜水とトーチ本体の取り外し:
溶接電源のスイッチを切り、主電源から接続解除します
1
冷却ユニットが停止するまで待ちます
2
冷却液供給ホースを冷却ユニットから遮断します
3
最大 4 bar (58.02 psi)の圧縮空気で冷却液供給ホースをパージします
4
- これにより冷却液の大部分が冷却液容器に戻ります

5
2
180°
1
JA
6
7
ホースパックインターフェースから汚染物と残留冷却液を取り除きます
8
トーチ本体インターフェースから汚染物と残留冷却液を取り除きます
9
トーチ本体インターフェースに保護キャップを装着します
10
85

トーチ本体の装着:
注意!
互換性のないシステム部品による危険。
物的損害が発生する可能性があります。
同じ冷却の種類を使用するトーチ本体とホースパックのみを接続します。
▶
水冷式のトーチ本体に装着できるのは水冷式のホースパックのみです。
▶
注記
!
トーチ本体の O リングの損傷によるリスク。
トーチ本体の損傷した O リングは保護ガスが汚染し、溶接の失敗に繋がる恐れがあります。
毎回試運転前に、必ずトーチ本体の O リングに損傷がないことを確認してください。
▶
* トーチ本体の O リングに潤滑油を塗布します
1
2
3
トーチ本体のロック装置を後方に最後まで押し、同時にトーチ本体を
180
度回転します
86

4
注意!
トーチ本体の不適切な装着による危険。
物的損害が発生する可能性があります。
トーチ本体の装着後はロック装置を前方に最後まで押します。そうすることでトーチ本体が
▶
適切に装着され、ロックされます。
溶接電源をグリッドに接続し、スイッチをオンにします
5
溶接電源のガステストボタンを押します
6
JA
保護ガスが 30 秒間流れます。
冷却液の流れを点検します:
7
冷却ユニットの冷却液容器への冷却液のリターンフローが確認できるはずです。
溶接テストを実行し、溶接の品質を検査します
8
87

点検、整備および廃棄
禁止
88

毎回の起動時の整備- 磨耗部品を確認し、不具合のある磨耗部品を交換します
- 溶接スパッタのガスノズルを洗浄します
上記の毎回の起動時の手順のリストに加え、水冷溶接トーチについて、以下を行います。
- すべての冷却接続に漏れがないようにします
- 適切な冷却液のリターンフローがあるようにします
廃棄 適用可能な国および地域の規定を順守して、廃棄してください。
JA
89

トラブルシューティング
トラブルシューティン
グ
溶接トーチが接続できません
原因:
対策:
溶接電流を得られません
溶接電源はオンに切り替わっており、溶接電源のインジケータも点灯、保護ガスも存在します
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
トーチトリガを押しても機能しません
溶接電源はオンに切り替わっており、溶接電源のインジケータも点灯、保護ガスも存在します
バヨネットロックが曲がっています
バヨネットロックを交換します
不適切な接地接続
適切な接地接続を確立します
溶接トーチの電源ケーブルが中断されています
溶接トーチを交換してください
タングステン電極のゆるみ
トーチキャップを使用してタングステン電極を締め付けてください
磨耗部品のゆるみ
磨耗部品を締め付けて固定してください
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
溶接トーチ接続の HF フラッシュオーバー
原因:
対策:
シェルタイプのハンドルでの HF フラッシュオーバー
原因:
対策:
原因:
対策:
電源プラグが差し込まれていません
電源プラグを差し込みます
溶接トーチもしくは溶接トーチ制御ラインに故障があります
溶接トーチを交換してください
プラグ接続「トーチトリガ/制御ライン/溶接電源」の故障
プラグ接続を確認します。溶接電源または溶接トーチをサービスチームに送りま
す
溶接トーチの PCB の不具合
PCB を交換します
溶接トーチ接続がシーリングされていません
バヨネットロックの O リングを交換します
ホースパックがシーリングされていません
ホースパックを交換します
トーチ本体への保護ガスホース接続がシーリングされていません
ホースを調整してシーリングします
90

保護ガスが使用できません
その他すべての機能は使用できます
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
溶接特性の不良
原因:
対策:
原因:
対策:
ガスシリンダーが空です
ガスシリンダーを交換してください
ガス圧力調整器が故障しています
ガス圧力調整器を交換します
ガスホースがねじれているか、破損しているか、接続されていません
ガスホースを取り付け、まっすぐにします。不具合のあるガスホースは交換します
溶接トーチが故障しています
溶接トーチを交換してください
ガス電磁弁が故障しています
サービスチームに連絡してください(サービスチームにガス電磁弁の交換を依頼)
溶接パラメータが不適切です
設定の確認
不適切な接地接続
接地接続および、端子の極性が正しいことを確認してください
JA
溶接トーチが異常に高温になります
原因:
対策:
原因:
対策:
原因:
対策:
溶接トーチの寸法調整が不十分です
デューティー・サイクルおよび負荷制限を遵守してください
水冷式システムでのみ:冷却液の流量が少なすぎます
冷却液のレベル、冷却液の流れ、冷却液の汚染度などを確認します。冷却液ポ
ンプがふさがっています。ネジ回しを使用してグランドで冷却液ポンプのシャフトを
オンに切り替えます
水冷式システムでのみ:「冷却ユニット制御」パラメータが「OFF」に設定されてい
ます。
設定メニューで、「冷却ユニット制御」パラメータを「Aut」または「ON」に設定しま
す。
91

溶接シームのポロシティ
原因:
対策:
ガスノズルのスパッタリングにより、溶接シームの保護ガスが不足しています
溶接スパッタを取り除きます
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
イグニション性の不良
原因:
対策:
ガスホースに穴があります。またはガスホース接続が不適切です
ガスホースを交換します
中心コネクタの O リングが割れているか、故障しています
O リングを交換します
ガスラインにおける湿気/凝縮
ガスラインを乾燥させます
ガスフローが強すぎるか、弱すぎます
ガスの流れを修正します
溶接の開始または終了の時にガスが不足します
ガスプリフローとポストフローを上昇させます
離型剤の使い過ぎです
余分な離型剤を取り除き、離型剤を少なめに適用します
タングステン電極が一致しません(例:DC 溶接用の WP 電極)
適切なタングステン電極を使用してください
原因:
対策:
ガスノズルがひび割れしています
原因:
対策:
磨耗部品のゆるみ
磨耗部品をしっかりとねじ込みます
タングステン電極が、ガスノズルから十分に突き出していません
タングステン電極がガスノズルから十分に突き出るようにします
92

技術データ
一般事項 本製品は IEC 60974-7 で定める諸条件を満たします。
注記
!
性能データ仕様は、標準の磨耗部品を使用する場合にのみ適用されます。
ガスレンズおよびより短いガスノズルを使用する時、溶接電流は減少します。
注記
!
溶接電流の仕様は長さ 65 mm のガス冷却式トーチ本体のみに適用されます。
短いトーチ本体を使用する場合、溶接電流は 30%減少します。
注記
!
溶接トーチの電力限界で溶接するときは、磨耗部品の使用期間を延ばすために、より大きなタ
ングステン電極とガスノズルの開口径を使用してください。
性能を向上させる要因として、アンペア数、AC バランス、および AC 電流オフセットを検討して
ください。
JA
ガス冷式トーチ本体
–
TTB 80、
TTB 160、TTB 220
TTB 80 G TTB 160 G F
10 分/40 °C(104 °F)での DC 溶接電
流
10 分/40 °C(104 °F)での AC 溶接電
流
保護ガス(標準 EN 439) アルゴン アルゴン
電極直径 1.0~3.2 mm
TTB 220 G
10 分/40 °C(104 °F)での DC 溶接電
流
10 分/40 °C(104 °F)での AC 溶接電
流
35% 使用率1) / 80 A 35% 使用率1) / 160 A
60% 使用率1) / 60 A 60% 使用率1) / 120 A
100% 使用率1) / 50 A 100% 使用率1) / 90 A
35% 使用率1) / 30 A 35% 使用率1) / 120 A
60% 使用率1) / 90 A
100% 使用率1) / 70 A
1.0~3.2 mm
(0.039~0.126 インチ)
(0.039~0.126 インチ)
35% 使用率1) / 220 A
60% 使用率1) / 170 A
100% 使用率1) / 130 A
35% 使用率1) / 180 A
60% 使用率1) / 130 A
100% 使用率1) / 100 A
保護ガス(標準 EN 439) アルゴン
電極直径 1.0~4.0 mm
0.039~0.158 インチ
93

TTB 220 A G F TTB 220 P G F
35% 使用率1) / 220 A 30% 使用率1) / 220 A
水冷式トーチ本体 –
TTB 180、TTB 300
10 分/40 °C(104 °F)での DC 溶接電
流
60% 使用率1) / 170 A 60% 使用率1) / 160 A
100% 使用率1) / 130A100% 使用率1) / 130
35% 使用率1) / 180 A 30% 使用率1) / 170 A
10 分/40 °C(104 °F)での AC 溶接電
流
60% 使用率1) / 120 A 60% 使用率1) / 120 A
100% 使用率1) / 100A100% 使用率1) / 100
保護ガス(標準 EN 439) アルゴン アルゴン
電極直径 1.0~4.0 mm
0.039~0.158 インチ
1)
使用率
0.039~0.158 インチ
1.0~4.0 mm
TTB 180 W TTB 300 W
60% 使用率1) / 180 A 60% 使用率1) / 300 A
10 分/40 °C(104 °F)での
DC 溶接電流
100% 使用率1) / 140A100% 使用率1) / 230
A
A
A
10 分/40 °C(104 °F)での
60% 使用率1) / 140 A 60% 使用率1) / 250 A
AC 溶接電流
100% 使用率1) / 110
100% 使用率1) / 190
A
保護ガス(標準 EN 439) アルゴン アルゴン
電極直径 1.0~3.2 mm
(0.039~0.126 インチ)
最大許諾冷却液流量 Q
min
1 l/分
0.26 gal./分
1)
使用率
(0.039~0.126 インチ)
1.0~3.2 mm
1 l/分
0.26 gal./分
A
94

ガス冷式ホースパッ
L
L
クTHP 120 G SH、
THP 180 G SH
THP 120 G SH THP 180 G SH
35% 使用率1) / 120 A 35% 使用率1) / 180 A
10 分/40 °C(104 °F)での DC 溶接電
流
60% 使用率1) / 100 A 60% 使用率1) / 130 A
100% 使用率1) / 80 A 100% 使用率1) / 100
A
ガス冷式ホースパッ
ク -
THP 150 G SH
10 分/40 °C(104 °F)での AC 溶接電
流
35% 使用率1) / 90 A 35% 使用率1) / 120 A
60% 使用率1) / 70 A 60% 使用率1) / 90 A
100% 使用率1) / 50 A 100% 使用率1) / 70 A
保護ガス(標準 EN 439) アルゴン アルゴン
4.0 m / 8.0 m
(13 フィート + 1.48 イン
チ/ 26 フィート + 2.96 イ
ンチ)
(13 フィート + 1.48 イン
チ/ 26 フィート + 2.96 イ
4.0 m / 8.0 m
ンチ)
最大許諾開回路電圧(U0) 113 V 113 V
最大許諾点弧電圧(UP) 10 kV 10 kV
トーチトリガ U
トーチトリガ I
1)
注記
使用率
!
max
max
35 V 35 V
100 mA 100 mA
THP 150 G SH ホースパックは、高周波点火装置など、アーク点火装置での使用は意図して
おらず、また適していません。
このホースパックは、TransPocket 150/180 および AccuPocket 150 溶接電源でのみ使用し
ます。
JA
THP 150 G SH
25% 使用率1) / 150 A
10 分/40 °C(104 °F)での DC 溶接電
35% 使用率1) / 120 A
流
60% 使用率1) / 100 A
100% 使用率1) / 80 A
25% 使用率1) / 110 A
10 分/40 °C(104 °F)での AC 溶接電
35% 使用率1) / 90 A
流
60% 使用率1) / 70 A
100% 使用率1) / 50 A
保護ガス(標準 EN 439) アルゴン
4.0 m / 8.0 m
(13 フィート + 1.48 インチ/ 26 フィート + 2.96 イン
チ)
最大許諾開回路電圧(U0) 113 V
95

THP 150 G SH
最大許諾点弧電圧(UP)
アーク点火装置での使用は意図していません!
1)
使用率
96

水冷式ホースパック
L
- THP 300 SH
THP 300 SH
10 分/40 °C(104 °F)での DC 溶接電
60% 使用率1) / 300 A
流
100% 使用率1) / 230 A
10 分/40 °C(104 °F)での AC 溶接電
60% 使用率1) / 250 A
流
100% 使用率1) / 190 A
保護ガス(標準 EN 439) アルゴン
4.0 m / 8.0 m
(13 フィート + 1.48 インチ/ 26 フィート + 2.96 イン
IEC 標準 60974-2 による最も低い冷
650 W / 650 W
却能。ホースパックの長さにより異なり
ます
最大許諾冷却液流量 Q
min
1 l/min
0.26 gal./min [US]
最小可能冷却液圧 p
min
3 bar
(43 psi)
最大可能冷却液圧 p
max
5.5 bar
(79 psi)
最大許諾開回路電圧(U0) 113 V
最大許諾点弧電圧(UP) 10 kV
1)
使用率
JA
チ)
97

98

Оглавление
Техника безопасности 100
Безопасность 100
Надлежащее использование 101
Варианты сварочных горелок 102
Доступные варианты сварочных горелок 102
Функции сварочной горелки Up/Down 104
Элементы управления сварочной горелки Up/Down- 104
Описание функциональных возможностей сварочной горелки Up/Down- 105
Установка изнашивающихся деталей 106
Установка изнашивающихся деталей типа A со вставными газовыми соплами 106
Установка изнашивающихся деталей типа P с газовыми соплами с резьбовым соединением 107
Установка корпуса горелки и подключение сварочной горелки 108
Установка корпуса сварочной горелки 108
Подключение сварочной горелки 110
Поворот корпуса сварочной горелки 110
Замена корпуса сварочной горелки с газовым охлаждением 111
Замена корпуса сварочной горелки 111
Замена корпуса сварочной горелки с жидкостным охлаждением 114
Автоматическое опустошение сварочной горелки и замена ее корпуса 114
Опустошение сварочной горелки и замена ее корпуса вручную 117
Уход, техническое обслуживание и утилизация 121
Запрещено 121
Обслуживание при каждом запуске 122
Утилизация 122
Диагностика и устранение ошибок 123
Диагностика и устранение ошибок 123
Технические характеристики 126
Общие сведения 126
Корпус сварочной горелки с газовым охлаждением — TTB 80, TTB 160, TTB 220 126
Корпус сварочной горелки с жидкостным охлаждением — TTB 180, TTB 300 127
Шланговый пакет с газовым охлаждением — THP 120 G SH, THP 180 G SH 128
Шланговый пакет с газовым охлаждением — THP 150 G SH 128
Шланговый пакет с жидкостным охлаждением — THP 300 SH 130
RU
99

Техника безопасности
Безопасность
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к повреждению имущества и тяжелым травмам.
Все работы и функции, описанные в настоящем документе, должны выполнять
▶
и использовать квалифицированные специалисты, прошедшие курс
надлежащего обучения.
Внимательно ознакомьтесь с этим документом.
▶
Внимательно ознакомьтесь с руководствами по эксплуатации всех системных
▶
компонентов, в особенности с правилами техники безопасности.
ОПАСНОСТЬ!
Существует опасность поражения электрическим током и травмирования
выходящим проволочным электродом.
Это может привести к повреждению имущества и тяжелым травмам.
Перед началом работы выключите все задействованные системные
▶
компоненты и отсоедините их от электросети.
Проверьте все задействованные системные компоненты, чтобы предотвратить
▶
их повторное включение.
ОПАСНОСТЬ!
Из-за неисправных системных компонентов и неправильной эксплуатации
устройства может возникнуть опасность поражения электрическим током.
Это может привести к повреждению имущества и тяжелым травмам.
Все кабели, провода и шланговые пакеты всегда должны быть надежно
▶
подсоединены, изолированы и иметь правильный размер. Повреждения
указанных компонентов не допускаются.
ОПАСНОСТЬ!
Опасность, связанная с утечкой охлаждающей жидкости из-за отсутствия
изоляции шлангов, содержащих такую жидкость.
Существует риск поскользнуться или повредить имущество.
При отсоединении сварочной горелки от охлаждающего модуля или механизма
▶
подачи проволоки всегда герметично закрывайте шланги с охлаждающей
жидкостью с помощью пластиковых пробок, прикрепленных к горелке.
ОСТОРОЖНО!
Опасность из-за высокой температуры компонентов сварочной горелки и
охлаждающей жидкости.
Это может привести к возникновению ожогов.
Перед началом любой работы, описанной в настоящем документе, дайте всем
▶
компонентам сварочной горелки и охлаждающей жидкости остыть до
комнатной температуры (+25 °C или +77 °F).
100
 Loading...
Loading...