


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TTB 80 G, TTB 160 G, TTB 220 G
TTB 300 W
THP 120 G SH, THP 150 G SH
THP 180 G SH
THP 300 W SH
Bedienungsanleitung
DE
Operating instructions
EN-US
Manual de instrucciones
ES-MX
Instructions de service
FR
Bruksanvisning
NO
Manual de instruções
PT-BR
42,0410,2545 003-12102021


Inhaltsverzeichnis
Sicherheit 4
Sicherheit 4
Bestimmungsgemäße Verwendung 5
Schweißbrenner-Varianten 6
Verfügbare Schweißbrenner-Varianten 6
Funktionen des Up/Down-Schweißbrenners 8
Bedienelemente des Up/Down-Schweißbrenners 8
Funktionsbeschreibung des Up/Down-Schweißbrenners 8
Verschleißteile montieren 10
Verschleißteil-System A mit gesteckter Gasdüse montieren 10
Verschleißteil-System P mit geschraubter Gasdüse montieren 11
Brennerkörper montieren, Schweißbrenner anschließen 12
Brennerkörper montieren 12
Schweißbrenner an anschließen 14
Brennerkörper verdrehen 14
Brennerkörper von gasgekühltem Schweißbrenner wechseln 15
Brennerkörper wechseln 15
Brennerkörper von wassergekühltem Schweißbrenner wechseln 18
Schweißbrenner automatisch entleeren und Brennerkörper wechseln 18
Schweißbrenner manuell entleeren und Brennerkörper wechseln 20
Pflege, Wartung und Entsorgung 24
Verbote 24
Wartung bei jeder Inbetriebnahme 25
Entsorgung 25
Fehlerdiagnose, Fehlerbehebung 26
Fehlerdiagnose, Fehlerbehebung 26
Technische Daten 29
Allgemeines 29
Brennerkörper gasgekühlt - TTB 80, TTB 160, TTB 220 29
Brennerkörper wassergekühlt - TTB 180, TTB 300 30
Schlauchpaket gasgekühlt - THP 120 G SH, THP 180 G SH 31
Schlauchpaket gasgekühlt - THP 150 G SH 31
Schlauchpaket wassergekühlt - THP 300 SH 33
DE
3

Sicherheit
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von
▶
geschultem Fachpersonal ausgeführt werden.
Dieses Dokument lesen und verstehen.
▶
Sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicher-
▶
heitsvorschriften lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom und austretende Drahtelektrode.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Systemkomponenten ausschalten und vom
▶
Stromnetz trennen.
Alle beteiligten Systemkomponenten gegen Wiedereinschalten sichern.
▶
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest angeschlos-
▶
sen, unbeschädigt, korrekt isoliert und ausreichend dimensioniert sein.
WARNUNG!
Gefahr durch Kühlmittel-Austritt infolge von unverschlossenen KühlmittelSchläuchen.
Rutschgefahr und Sachschäden können die Folge sein.
Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit dem dar-
▶
auf montierten Kunststoff-Verschluss verschließen, wenn diese vom Kühlgerät oder
vom Drahtvorschub getrennt werden.
VORSICHT!
Gefahr durch heiße Schweißbrenner-Komponenten und heißes Kühlmittel.
Schwere Verbrühungen können die Folge sein.
Vor Beginn aller in diesem Dokument beschriebenen Arbeiten, sämtliche
▶
Schweißbrenner-Komponenten und das Kühlmittel auf Zimmertemperatur (+25 °C /
+77 °F) abkühlen lassen.
4
VORSICHT!
Bestimmungsgemäße Verwendung
Gefahr durch Betrieb von wassergekühlten Schweißbrennern ohne Kühlmittel.
Sachschäden können die Folge sein.
Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen.
▶
Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmittel-
▶
Durchfluss gegeben ist - dies ist der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungsgemäßer Kühlmittel-Rückfluss ersichtlich ist.
Für Schäden aufgrund von Nichtbeachtung der oben angeführten Punkte haftet der
▶
Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
Der WIG Hand-Schweißbrenner ist ausschließlich zum WIG-Schweißen und WIG-Löten
bei manuellen Anwendungen bestimmt.
Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß.
Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch:
- das Beachten aller Hinweise aus der Bedienungsanleitung
- die Einhaltung der Inspektions- und Wartungsarbeiten.
DE
5

Schweißbrenner-Varianten
Verfügbare
SchweißbrennerVarianten
(1) Standard-Interface
Zurückdrücken der Taste:
a) wenn an der Stromquelle die Hochfrequenz-Zündung (HF-Zündung) aktiviert
ist, wird der Zündvorgang aktiviert
b) wenn an der Stromquelle das Berührungszünden aktiviert ist, wird die
Schweiß-Spannung an die Wolfram-Elektrode angelegt. Mit der Berührung
des Werkstückes startet der Schweißprozess
Während des Schweißens vordrücken der Taste:
a) während des Schweißens wird im 4-Takt-Betrieb durch Vordrücken und hal-
ten der Taste die Zwischenabsenkung aktiviert. Diese Funktion ist nur
verfügbar, wenn an der Stromquelle der Absenkstrom I2 eingestellt wurde
(2) Potentiometer-Interface
Start-Taste drücken:
a) wenn an der Stromquelle die Hochfrequenz-Zündung (HF-Zündung) aktiviert
ist, wird der Zündvorgang aktiviert
b) wenn an der Stromquelle das Berührungszünden aktiviert ist, wird die
Schweiß-Spannung an die Wolfram-Elektrode angelegt. Mit der Berührung
des Werkstückes startet der Schweißprozess
Potentiometer:
a) zum Einstellen des Schweißstromes
(3) Ohne Brennertaste
(4) Standard-Interface mit Brennertasten-Verlängerung
Zurückdrücken der Taste:
6

a) wenn an der Stromquelle die Hochfrequenz-Zündung (HF-Zündung) aktiviert
ist, wird der Zündvorgang aktiviert
b) wenn an der Stromquelle das Berührungszünden aktiviert ist, wird die
Schweiß-Spannung an die Wolfram-Elektrode angelegt. Mit der Berührung
des Werkstückes startet der Schweißprozess
Während des Schweißens vordrücken der Taste:
a) während des Schweißens wird im 4-Takt-Betrieb durch Vordrücken und hal-
ten der Taste die Zwischenabsenkung aktiviert. Diese Funktion ist nur
verfügbar, wenn an der Stromquelle der Absenkstrom I2 eingestellt wurde
(5) Up-Down-Interface (nicht abgebildet)
Werksseitig wird der Schweißbrenner mit einem Up/Down-Interface ausgeliefert.
Nähere Informationen hierzu dem nachfolgenden Abschnitt Funktionen des Up/
Down-Schweißbrenners ab Seite 8 entnehmen.
DE
7

Funktionen des Up/Down-Schweißbrenners
(2)
(1)
Bedienelemente
des Up/DownSchweißbrenners
(1) Start-Taste
die Taste löst folgende Funktionen aus:
a) wenn an der Stromquelle die Hochfrequenz-Zündung (HF-Zündung) aktiviert
ist, wird der Zündvorgang durch Zurückdrücken der Taste aktiviert
b) wenn an der Stromquelle das Berührungszünden aktiviert ist, wird durch
Zurückdrücken der Taste die Schweiß-Spannung an die Wolfram-Elektrode
angelegt. Mit der Berührung des Werkstückes startet der Schweißprozess
c) während des Schweißens wird im 4-Takt-Betrieb durch Vordrücken und hal-
ten der Taste die Zwischenabsenkung aktiviert. Diese Funktion ist nur
verfügbar, wenn an der Stromquelle der Absenkstrom I2 eingestellt wurde
Funktionsbeschreibung des
Up/DownSchweißbrenners
(2) Up/Down-Taste
zum Verändern der Schweißleistung
Veränderung der Schweißleistung:
1
8

Zwischenabsenkung:
1
Für die Dauer der Zwischenabsenkung die
Taste nach vorne drücken und halten
DE
9

Verschleißteile montieren
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
VerschleißteilSystem A mit gesteckter Gasdüse
montieren
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Spannhülse (1) oder
Gaslinse (2).
Eine Beschädigung des Gewindes kann die Folge sein.
Spannhülse (1) oder Gaslinse (2) nur leicht festziehen.
▶
* Austauschbare Gummi-Dichthülse nur für TTB 220 G/A
** Je nach Ausführung des Schweißbrenners kann anstelle der Spannhülse (1) eine
Gaslinse (2) zum Einsatz kommen
1
2
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Brennerkappe.
Eine Beschädigung des Gewindes kann die Folge sein.
Brennerkappe nur so fest anziehen, dass sich die Wolframelektrode per Hand nicht
▶
mehr verschieben lässt.
3
10
4
Brennerkappe festschrauben
Verschleißteil-
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
System P mit geschraubter
Gasdüse montieren
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Spannhülse (1) oder
Gaslinse (2).
Eine Beschädigung des Gewindes kann die Folge sein.
Spannhülse (1) oder Gaslinse (2) nur leicht festziehen.
▶
* Austauschbare Gummi-Dichthülse nur für TTB 220 G/P
** Je nach Ausführung des Schweißbrenners kann anstelle der Spannhülse (1) eine
Gaslinse (2) zum Einsatz kommen
DE
1
2
VORSICHT!
Beschädigungsgefahr durch zu hohes Anzugsmoment an der Brennerkappe.
Eine Beschädigung des Gewindes kann die Folge sein.
Brennerkappe nur so fest anziehen, dass sich die Wolframelektrode per Hand nicht
▶
mehr verschieben lässt.
3
4
Brennerkappe festschrauben
11

Brennerkörper montieren, Schweißbrenner anschließen
Brennerkörper
montieren
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper un-
▶
beschädigt ist.
* O-Ring am Brennerkörper einfetten
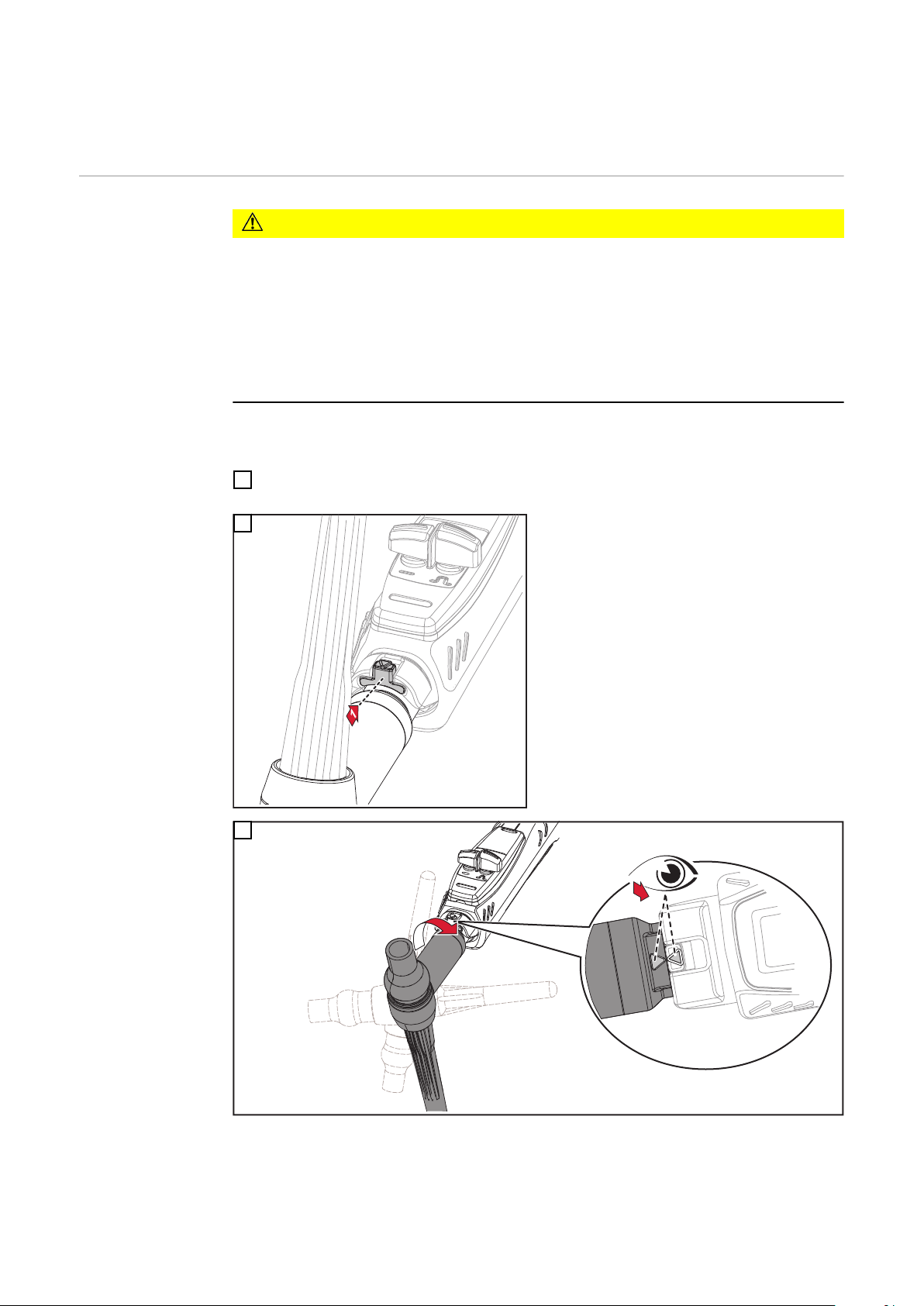
1
2
3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um
180° verdrehen
12

4
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Brennerkörpers in
▶
der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß
montiert und arretiert.
DE
13

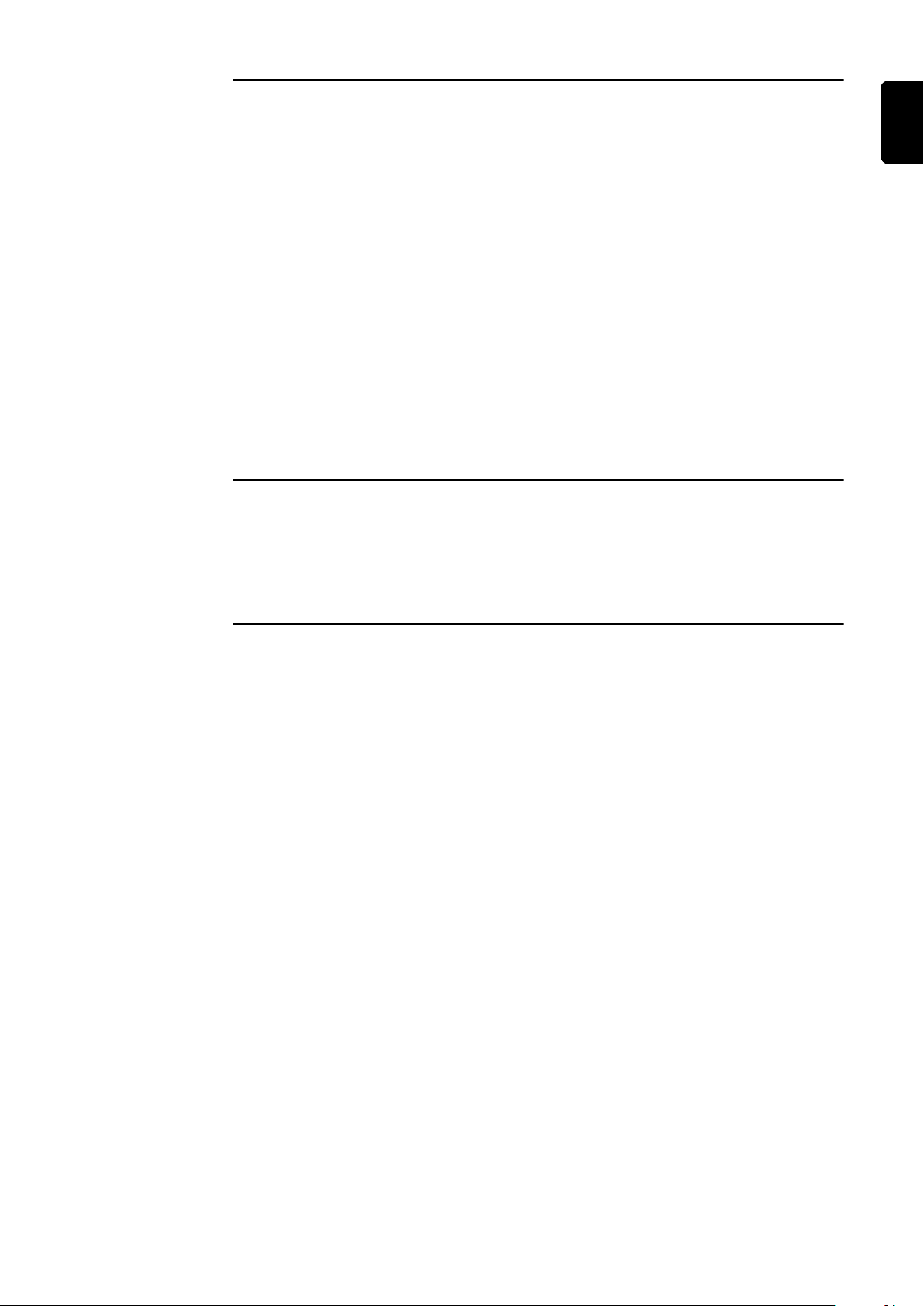
Schweißbrenner
2
1
3
5
6
7
4
*
an anschließen
HINWEIS!
Risiko durch beschädigten O-Ring am Anschluss Schweißbrenner.
Ein beschädigter O-Ring am Anschluss Schweißbrenner kann zu einer Verunreinigung
des Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Anschluss
▶
Schweißbrenner unbeschädigt ist.
1
Brennerkörper
verdrehen
* nur bei wassergekühltem Schweißsystem
1
14

Brennerkörper von gasgekühltem Schweißbrenner
2
180°
1
wechseln
Brennerkörper
wechseln
DE
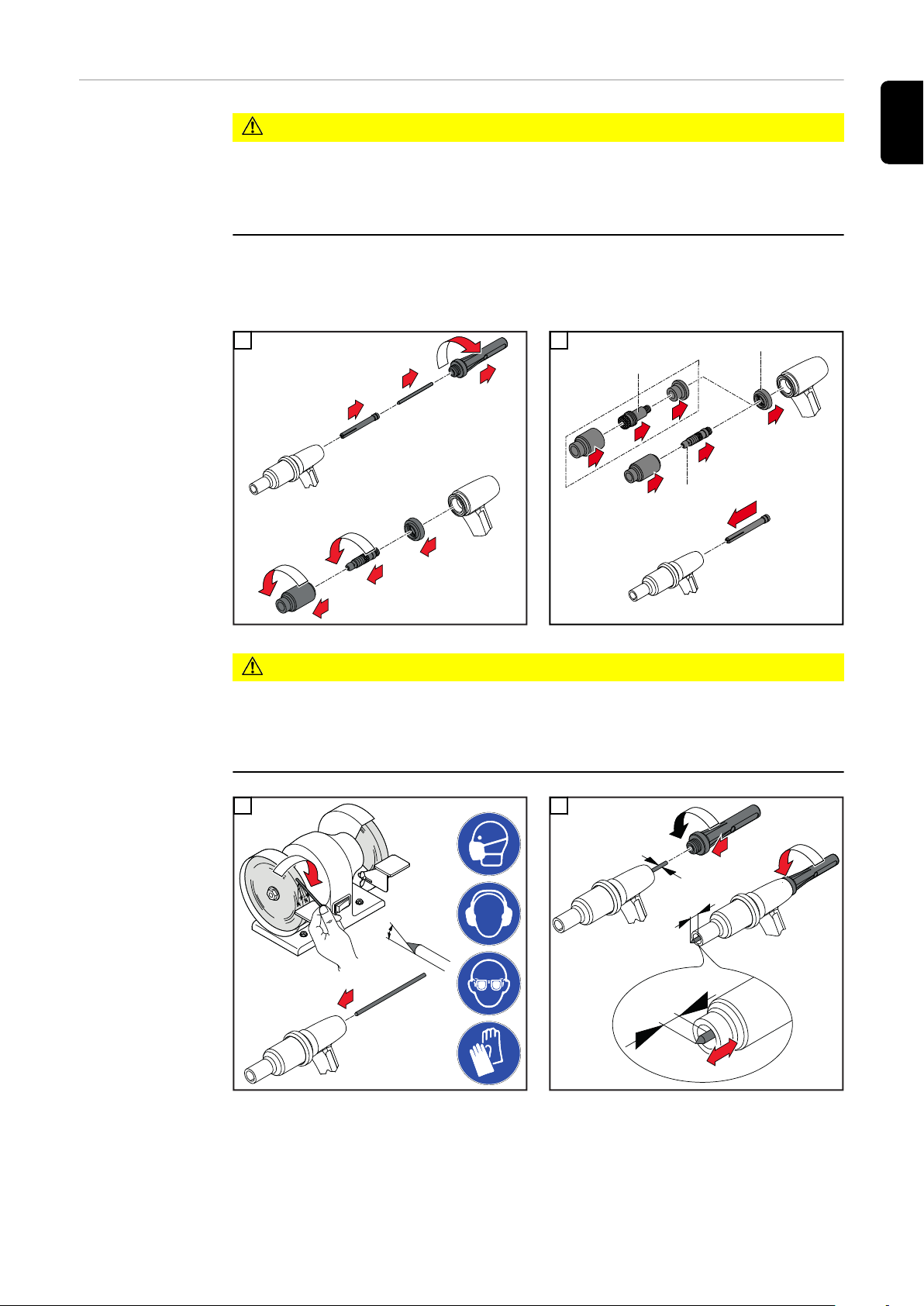
Brennerkörper demontieren:
1
2
3
Verschmutzungen von der Kuppelstelle des Schlauchpaketes entfernen
4
Verschmutzungen von der Kuppelstelle des Brennerkörpers entfernen
5
Schutzkappe an der Kuppelstelle des Brennerkörpers anbringen
6
15

Brennerkörper montieren:
VORSICHT!
Gefahr durch inkompatible Systemkomponenten.
Sachschäden können die Folge sein.
Nur Brennerkörper und Schlauchpakete mit der gleichen Kühlart miteinander verbin-
▶
den.
Gasgekühlte Brennerkörper nur auf gasgekühlte Schlauchpakete montieren.
▶
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper un-
▶
beschädigt ist.
* O-Ring am Brennerkörper einfetten
1
2
3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um
180° verdrehen
16

4
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Brennerkörpers in
▶
der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß
montiert und arretiert.
DE
Probeschweißung durchführen und die Qualität der Schweißnaht prüfen
5
17
Brennerkörper von wassergekühltem Schweißbren-
2
180°
1
ner wechseln
Schweißbrenner
automatisch entleeren und Brennerkörper wechseln
VORSICHT!
Gefahr durch eingeschaltete Stromquelle beim automatischen Entleeren des
Schweißbrenners.
Unabsichtliche Lichtbogen-Zündungen können die Folge sein.
Den Anweisungen zum automatischen Entleeren des Schweißbrenners in der Be-
▶
dienungsanleitung des Kühlgerätes, in der Bedienungsanleitung der Stromquelle
und am Bedienpanel der Stromquelle folgen.
Während der nachfolgend beschriebenen Arbeiten mit dem Brennerkörper mindes-
▶
tens 1 m (39.37 in.) von elektrisch leitenden Objekten fernbleiben.
Schweißbrenner automatisch entleeren (beispielsweise mit CU 600t /MC) und
Brennerkörper demontieren:
Schweißbrenner-Schlauchpaket mittels entsprechender Funktion des Kühlgerätes
1
entleeren
2
18
3

4
Verschmutzungen und Kühlmittelrückstände von der Kuppelstelle des Schlauchpa-
5
ketes entfernen
Verschmutzungen und Kühlmittelrückstände von der Kuppelstelle des Bren-
6
nerkörpers entfernen
Schutzkappe an der Kuppelstelle des Brennerkörpers anbringen
7
Brennerkörper montieren:
DE
VORSICHT!
Gefahr durch inkompatible Systemkomponenten.
Sachschäden können die Folge sein.
Nur Brennerkörper und Schlauchpakete mit der gleichen Kühlart miteinander verbin-
▶
den.
Wassergekühlte Brennerkörper nur auf wassergekühlte Schlauchpakete montieren.
▶
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper un-
▶
beschädigt ist.
* O-Ring am Brennerkörper einfetten
1
2
19

3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um
180° verdrehen
4
Schweißbrenner
manuell entleeren
und Brennerkörper wechseln
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Brennerkörpers in
▶
der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß
montiert und arretiert.
An der Stromquelle die Taste Gasprüfen drücken
5
Für 30 s strömt Schutzgas aus.
Kühlmittel-Durchfluss überprüfen:
6
Im Kühlmittel-Behälter des Kühlgerätes muss ein einwandfreier Kühlmittel-Rückfluss
ersichtlich sein.
Probeschweißung durchführen und die Qualität der Schweißnaht prüfen
7
Schweißbrenner manuell entleeren und Brennerkörper demontieren:
Stromquelle abschalten und vom Stromnetz trennen
1
Nachlaufphase des Kühlgerätes abwarten
2
Schlauch für Kühlmittel-Vorlauf vom Kühlgerät abschließen
3
20

Schlauch für Kühlmittel-Vorlauf mit maximal 4 bar (58.02 psi) Druckluft ausblasen
2
180°
1
4
- dadurch fließt ein Großteil des Kühlmittels zurück in den Kühlmittel-Behälter
5
6
DE
7
Verschmutzungen und Kühlmittelrückstände von der Kuppelstelle des Schlauchpa-
8
ketes entfernen
Verschmutzungen und Kühlmittelrückstände von der Kuppelstelle des Bren-
9
nerkörpers entfernen
Schutzkappe an der Kuppelstelle des Brennerkörpers anbringen
10
21

Brennerkörper montieren:
VORSICHT!
Gefahr durch inkompatible Systemkomponenten.
Sachschäden können die Folge sein.
Nur Brennerkörper und Schlauchpakete mit der gleichen Kühlart miteinander verbin-
▶
den.
Wassergekühlte Brennerkörper nur auf wassergekühlte Schlauchpakete montieren.
▶
HINWEIS!
Risiko durch beschädigten O-Ring am Brennerkörper.
Ein beschädigter O-Ring am Brennerkörper kann zu einer Verunreinigung des Schutzgases und dadurch zu einer fehlerhaften Schweißnaht führen.
Vor jeder Inbetriebnahme sicherstellen, dass der O-Ring am Brennerkörper un-
▶
beschädigt ist.
* O-Ring am Brennerkörper einfetten
1
2
3
Die Arretierung mit dem Brennerkörper vollständig nach hinten drücken und gleichzeitig den Brennerkörper um
180° verdrehen
22

4
VORSICHT!
Gefahr durch fehlerhaft montierten Brennerkörper.
Sachschäden können die Folge sein.
Sicherstellen, dass sich die Arretierung nach der Montage des Brennerkörpers in
▶
der vordersten Position befindet - nur dann ist der Brennerkörper ordnungsgemäß
montiert und arretiert.
DE
Stromquelle am Netz anschließen und einschalten
5
An der Stromquelle die Taste Gasprüfen drücken
6
Für 30 s strömt Schutzgas aus.
Kühlmittel-Durchfluss überprüfen:
7
Im Kühlmittel-Behälter des Kühlgerätes muss ein einwandfreier Kühlmittel-Rückfluss
ersichtlich sein.
Probeschweißung durchführen und die Qualität der Schweißnaht prüfen
8
23

Pflege, Wartung und Entsorgung
Verbote
24

Wartung bei jeder
Inbetriebnahme
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmungen
- Verschleißteile kontrollieren, defekte Verschleißteile austauschen
- Gasdüse von Schweißspritzern befreien
Zusätzlich bei jeder Inbetriebnahme, bei wassergekühlten Schweißbrennern:
- sicherstellen, dass alle Kühlmittel-Anschlüsse dicht sind
- sicherstellen, dass ein ordnungsgemäßer Kühlmittel-Rückfluss gegeben ist
durchführen.
DE
25

Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose,
Fehlerbehebung
Schweißbrenner lässt sich nicht anschließen
Ursache:
Behebung:
Kein Schweißstrom
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten,
Schutzgas vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
keine Funktion nach Drücken der Brennertaste
Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden
Bajonett-Verriegelung verbogen
Bajonett-Verriegelung austauschen
Masseanschluss falsch
Masseanschluss ordnungsgemäß herstellen
Stromkabel im Schweißbrenner unterbrochen
Schweißbrenner austauschen
Wolframelektrode lose
Wolframelektrode mittels Brennerkappe festziehen
Verschleißteile lose
Verschleißteile festziehen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
HF-Überschlag am Anschluss Schweißbrenner
Ursache:
Behebung:
HF-Überschlag an der Griffschale
Ursache:
Behebung:
Ursache:
Behebung:
Steuerstecker nicht eingesteckt
Steuerstecker einstecken
Schweißbrenner oder Schweißbrenner-Steuerleitung defekt
Schweißbrenner tauschen
Steckerverbindungen „Brennertaste / Steuerleitung / Stromquelle“ fehlerhaft
Steckerverbindung überprüfen / Stromquelle oder Schweißbrenner zum
Service
Print im Schweißbrenner defekt
Print austauschen
Anschluss Schweißbrenner undicht
O-Ring an der Bajonett-Verriegelung austauschen
Schlauchpaket undicht
Schlauchpaket austauschen
Schutzgas-Schlauchanschluss zum Brennerkörper undicht
Schlauch nachsetzen und abdichten
26
Kein Schutzgas
alle anderen Funktionen vorhanden
DE
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
schlechte Schweißeigenschaften
Ursache:
Behebung:
Ursache:
Behebung:
Gasflasche leer
Gasflasche wechseln
Gas-Druckminderer defekt
Gas-Druckminderer austauschen
Gasschlauch nicht montiert, geknickt oder schadhaft
Gasschlauch montieren, gerade auslegen. Defekten Gasschlauch austau-
schen
Schweißbrenner defekt
Schweißbrenner austauschen
Gas-Magnetventil defekt
Service-Dienst verständigen (Gas-Magnetventil austauschen lassen)
falsche Schweißparameter
Einstellungen überprüfen
Masseanschluss falsch
Masseanschluss und Klemme auf Polarität überprüfen
Schweißbrenner wird sehr heiß
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schweißbrenner zu schwach dimensioniert
Einschaltdauer und Belastungsgrenzen beachten
nur bei wassergekühlten Anlagen: Wasserdurchfluss zu gering
Wasserstand, Wasserdurchfluss-Menge, Wasserverschmutzung, etc. kon-
trollieren, Kühlmittel-Pumpe blockiert: Welle der Kühlmittel-Pumpe mittels
Schraubendreher an der Durchführung andrehen
nur bei wassergekühlten Anlagen: Parameter „Strg. Kühlgerät“ befindet sich
auf „OFF“.
Im Setup-Menü den Parameter „Strg. Kühlgerät“ auf „Aut“ oder „ON“ stellen.
27

Porosität der Schweißnaht
Ursache:
Behebung:
Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz der
Schweißnaht
Schweißspritzer entfernen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schlechte Zündeigenschaften
Ursache:
Behebung:
Löcher im Gasschlauch oder ungenaue Anbindung des Gasschlauches
Gasschlauch austauschen
O-Ring am Zentralanschluss ist zerschnitten oder defekt
O-Ring austauschen
Feuchtigkeit / Kondensat in der Gasleitung
Gasleitung trocknen
Zu starke oder zu geringe Gasströmung
Gasströmung korrigieren
Ungenügende Gasmenge zu Schweißbeginn oder Schweißende
Gas-Vorströmung und Gas-Nachströmung erhöhen
Zu viel Trennmittel aufgetragen
Überschüssiges Trennmittel entfernen / weniger Trennmittel auftragen
Ungeeignete Wolframelektrode (beispielsweise WP-Elektrode beim DCSchweißen)
Geeignete Wolframelektrode verwenden
Ursache:
Behebung:
Gasdüse bekommt Risse
Ursache:
Behebung:
Verschleißteile lose
Verschleißteile festschrauben
Wolframelektrode ragt nicht weit genug aus der Gasdüse
Wolframelektrode weiter aus der Gasdüse ragen lassen
28

Technische Daten
Allgemeines Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7.
HINWEIS!
Die angegebenen Leistungsdaten gelten nur bei Verwendung von serienmäßigen
Verschleißteilen.
Bei Verwendung von Gaslinsen und kürzeren Gasdüsen reduzieren sich die
Schweißstrom-Angaben.
HINWEIS!
Die Schweißstrom-Angaben gelten bei gasgekühlten Brennerkörpern nur ab einer
Länge von 65 mm (2.56 in.).
Bei Verwendung von kürzeren Brennerkörpern reduzieren sich die Schweißstrom-Angaben um 30 %.
HINWEIS!
Beim Schweißen an der Leistungsgrenze des Schweißbrenners entsprechend
größere Wolfram-Elektroden und Gasdüsen-Öffnungsdurchmesser verwenden, um
die Standzeit der Verschleißteile zu erhöhen.
Stromstärke, AC-Balance und AC-Strom-Offset als leistungsbildende Faktoren berücksichtigen.
DE
Brennerkörper
gasgekühlt TTB 80, TTB 160,
TTB 220
TTB 80 G TTB 160 G F
35 % ED1) / 80 A 35 % ED1) / 160 A
DC-Schweißstrom
bei 10 min / 40°C (104°F)
AC-Schweißstrom
bei 10 min / 40°C (104°F)
Schutzgas (Norm EN 439) Argon Argon
Elektrodendurchmesser 1,0 - 3,2 mm
TTB 220 G
DC-Schweißstrom bei 10 min /
40°C (104°F)
AC-Schweißstrom bei 10 min /
40°C (104°F)
60 % ED1) / 60 A 60 % ED1) / 120 A
100 % ED1) / 50 A 100 % ED1) / 90 A
35 % ED1) / 30 A 35 % ED1) / 120 A
60 % ED1) / 90 A
100 % ED1) / 70 A
1,0 - 3,2 mm
(0.039 - 0.126 in.)
(0.039 - 0.126 in.)
35 % ED1) / 220 A
60 % ED1) / 170 A
100 % ED1) / 130 A
35 % ED1) / 180 A
60 % ED1) / 130 A
100 % ED1) / 100 A
29

TTB 220 G
Schutzgas (Norm EN 439) Argon
Elektrodendurchmesser 1.0 - 4.0 mm
0.039 - 0.158 in.
TTB 220 A G F TTB 220 P G F
35 % ED1) / 220 A 30 % ED1) / 220 A
DC-Schweißstrom bei 10 min /
40°C (104°F)
60 % ED1) / 170 A 60 % ED1) / 160 A
100 % ED1) / 130 A 100 % ED1) / 130 A
35 % ED1) / 180 A 30 % ED1) / 170 A
AC-Schweißstrom bei 10 min /
40°C (104°F)
60 % ED1) / 120 A 60 % ED1) / 120 A
100 % ED1) / 100 A 100 % ED1) / 100 A
Schutzgas (Norm EN 439) Argon Argon
Brennerkörper
wassergekühlt TTB 180, TTB 300
Elektrodendurchmesser 1,0 - 4,0 mm
0.039 - 0.158 in.
1)
ED = Einschaltdauer
1,0 - 4,0 mm
0.039 - 0.158 in.
TTB 180 W TTB 300 W
DC-Schweißstrom bei
10 min / 40°C (104°F)
AC-Schweißstrom bei
10 min / 40°C (104°F)
60 % ED1) / 180 A 60 % ED1) / 300 A
100 % ED1) / 140 A 100 % ED1) / 230 A
60 % ED1) / 140 A 60 % ED1) / 250 A
100 % ED1) / 110 A 100 % ED1) / 190 A
Schutzgas (Norm EN 439) Argon Argon
Elektrodendurchmesser 1,0 - 3,2 mm
(0.039 - 0.126 in.)
Minimal zulässiger KühlmittelDurchfluss Q
1)
min
ED = Einschaltdauer
(0.26 gal/min)
1 l/min
1,0 - 3,2 mm
(0.039 - 0.126 in.)
1 l/min
(0.26 gal/min)
30

Schlauchpaket
L
L
gasgekühlt THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35 % ED1) / 120 A 35 % ED1) / 180 A
DC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 100 A 60 % ED1) / 130 A
100 % ED1) / 80 A 100 % ED1) / 100 A
35 % ED1) / 90 A 35 % ED1) / 120 A
AC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 70 A 60 % ED1) / 90 A
100 % ED1) / 50 A 100 % ED1) / 70 A
Schutzgas (Norm EN 439) Argon Argon
DE
Schlauchpaket
gasgekühlt THP 150 G SH
Maximal zulässige Leerlaufspan-
4,0 m / 8,0 m
(13 ft. + 1.48 in. / 26
ft.+ 2.96 in.)
113 V 113 V
(13 ft. + 1.48 in. / 26
4,0 m / 8,0 m
ft.+ 2.96 in.)
nung (U0)
Maximal zulässige Zündspannung
10 kV 10 kV
(UP)
Brennertaste U
Brennertaste I
1)
ED = Einschaltdauer
max
max
35 V 35 V
100 mA 100 mA
HINWEIS!
Das Schlauchpaket THP 150 G SH ist nicht für Lichtbogen-Zündeinrichtungen wie
beispielsweise Hochfrequenz-Zündung vorgesehen und geeignet!
Das Schlauchpaket ist nur für den Betrieb mit den Stromquellen TransPocket 150/180
und AccuPocket 150 vorgesehen.
THP 150 G SH
25 % ED1) / 150 A
DC-Schweißstrom
bei 10 min / 40°C (104°F)
35 % ED1) / 120 A
60 % ED1) / 100 A
100 % ED1) / 80 A
25 % ED1) / 110 A
AC-Schweißstrom
bei 10 min / 40°C (104°F)
35 % ED1) / 90 A
60 % ED1) / 70 A
100 % ED1) / 50 A
Schutzgas (Norm EN 439) Argon
4,0 m / 8,0 m
(13 ft. + 1.48 in. / 26 ft. + 2.96 in.)
31

THP 150 G SH
Maximal zulässige Leerlaufspannung U
0
Maximal zulässige Zündspannung
U
P
1)
ED = Einschaltdauer
113 V
Nicht für Lichtbogen-Zündeinrichtungen vor-
gesehen und geeignet !
32

Schlauchpaket
L
wassergekühlt THP 300 SH
THP 300 SH
DC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 300 A
100 % ED1) / 230 A
DE
AC-Schweißstrom
bei 10 min / 40°C (104°F)
60 % ED1) / 250 A
100 % ED1) / 190 A
Schutzgas (Norm EN 439) Argon
4,0 m / 8,0 m
(13 ft.+ 1.48 in. / 26 ft + 2.96 in.)
Geringste Kühlleistung laut Norm
650 W / 650 W
IEC 60974-2 in Abhängigkeit von
der Schlauchpaket-Länge
Minimal zulässiger KühlmittelDurchfluss Q
min
Minimal zulässiger Kühlmitteldruck
p
min
Maximal zulässiger Kühlmitteldruck
p
max
Maximal zulässige Leerlaufspannung U
0
Maximal zulässige Zündspannung
U
P
(0.26 gal./min [US])
1 l/min
3 bar
(43 psi)
5,5 bar
(79 psi)
113 V
10 kV
1)
ED = Einschaltdauer
33

34

Table of contents
Safety 36
Safety 36
Intended use 37
Welding torch variants 38
Available welding torch variants 38
Functions of the Up/Down torch 40
Operating elements of the Up/Down-torch 40
Functional description of the Up/Down-torch 40
Mounting the Wearing Parts 42
Fitting an A-type wearing part with gas nozzle (push-on type) 42
Fitting a P-type wearing part with gas nozzle (screw type) 43
Fitting the torch body and connecting the welding torch 44
Fitting the torch body 44
Connecting the welding torch 46
Rotating the torch body 46
Changing the torch body of a gas-cooled welding torch 47
Changing the torch body 47
Changing the torch body of a water-cooled welding torch 50
Automatic emptying of the welding torch and changing the torch body 50
Manually emptying the welding torch and changing the torch body 52
Service, maintenance and disposal 56
Prohibited 56
Maintenance at every start-up 57
Disposal 57
Troubleshooting 58
Troubleshooting 58
Technical data 61
General 61
Gas-cooled torch body – TTB 80, TTB 160, TTB 220 61
Water-cooled torch body - TTB 180, TTB 300 62
Gas-cooled hosepack - THP 120 G SH, THP 180 G SH 63
Gas-cooled hosepack - THP 150 G SH 63
Water-cooled hosepack - THP 300 SH 65
EN-US
35

Safety
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in severe personal injury and damage to property.
All the work and functions described in this document must only be carried out by
▶
trained and qualified personnel.
Read and understand this document.
▶
Read and understand all the Operating Instructions for the system components,
▶
especially the safety rules.
WARNING!
Danger from electrical current and from emerging wire electrode.
This can result in severe personal injury and damage to property.
Before starting work, switch off all the system components involved and disconnect
▶
them from the grid.
Secure all system components involved so they cannot be switched back on.
▶
WARNING!
Danger from electric current due to defective system components and incorrect
operation.
This can result in severe personal injury and damage to property.
All cables, leads, and hosepacks must always be securely connected, undamaged,
▶
correctly insulated, and adequately sized.
WARNING!
Danger from coolant leakage due to unsealed coolant hoses.
There may be a risk of slipping and damage to property.
When disconnecting a welding torch from the cooling unit or wirefeeder, always seal
▶
the coolant hoses using the plastic seal attached to the torch.
CAUTION!
Danger due to hot welding torch components and coolant.
Serious burns may result.
Allow all welding torch components and the coolant to cool down to room temperatu-
▶
re (+25 °C or +77 °F) before starting any of the work described in this document.
CAUTION!
Danger due to the operation of water-cooled welding torches without coolant.
This can result in damage to property.
Never use water-cooled welding torches without coolant.
▶
During welding, ensure that the coolant is circulating correctly - this will be the case
▶
if a regular return flow of coolant can be seen in the coolant container of the cooling
unit.
The manufacturer will not be liable for any damages due to non-observance of the
▶
above mentioned points. All claims against the warranty are void.
36

Intended use The TIG manual welding torch is intended solely for TIG welding and TIG brazing in ma-
nual applications.
Any other use is deemed to be "not in accordance with the intended purpose.” The manufacturer shall not be liable for any damage resulting from such improper use.
Intended use also means:
- Following all the instructions in the Operating Instructions
- Carrying out all the specified inspection and maintenance work.
EN-US
37

Welding torch variants
Available welding
torch variants
(1) Standard interface
Pushing the button backward:
a) If high frequency ignition (HF ignition) is activated at the power source, the
ignition process is activated
b) When contact ignition is activated on the power source, the welding voltage
is applied to the tungsten electrode. The welding process starts when the
torch contacts the workpiece
Pushing the button forward during welding:
a) When welding in 4-step mode, intermediate lowering is activated by pushing
the button forward and holding it in place. This function is only available if
the lowering current I2 has been set on the power source
(2) Potentiometer interface
Pressing the Start button:
a) If high frequency ignition (HF ignition) is activated at the power source, the
ignition process is activated
b) When contact ignition is activated on the power source, the welding voltage
is applied to the tungsten electrode. The welding process starts when the
torch contacts the workpiece
Potentiometer:
a) For adjusting the welding current
38
(3) Without torch trigger
(4) Standard interface with torch trigger extension
Pushing the button backward:

a) If high frequency ignition (HF ignition) is activated at the power source, the
ignition process is activated
b) When contact ignition is activated on the power source, the welding voltage
is applied to the tungsten electrode. The welding process starts when the
torch contacts the workpiece
Pushing the button forward during welding:
a) When welding in 4-step mode, intermediate lowering is activated by pushing
the button forward and holding it in place. This function is only available if
the lowering current I2 has been set on the power source
(5) Up-Down interface (not shown)
The welding torch is supplied from the factory with an Up/Down interface. For
more information, see the following section Functions of the Up/Down torch
from page 40.
EN-US
39

Functions of the Up/Down torch
(2)
(1)
Operating elements of the Up/
Down-torch
(1) Start button
The button initiates the following functions:
a) If high frequency ignition (HF ignition) is activated on the power source, the
ignition process is activated by pushing the button backward
b) If touch ignition is activated on the power source, the welding voltage is app-
lied to the tungsten electrode by pushing the button backward. The welding
process starts when the torch contacts the workpiece
c) When welding in 4-step mode, intermediate lowering is activated by pushing
the button forward and holding it in place. This function is only available if
the lowering current I2 has been set on the power source
Functional description of the
Up/Down-torch
(2) Up/Down button
For changing the welding power
Changing the welding power:
1
40

Intermediate lowering:
1
Push the button forward and hold until intermediate lowering is complete
EN-US
41

Mounting the Wearing Parts
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Fitting an A-type
wearing part with
gas nozzle (pushon type)
CAUTION!
Risk of damage due to excessive tightening torque on the fixing sleeve (1) or gas
lens (2).
Damage to the thread may result.
Only tighten the fixing sleeve (1) or gas lens (2) a little.
▶
* Replaceable rubber sealing sleeve only for TTB 220 G/A
** A gas lens (2) may be used instead of the fixing sleeve (1) depending on the type
of welding torch
1
2
CAUTION!
Risk of damage due to excessive tightening torque on the torch cap.
Damage to the thread may result.
Only tighten the torch cap enough so that the tungsten electrode can no longer be
▶
moved by hand.
3
42
4
Screw down the torch cap

Fitting a P-type
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
wearing part with
gas nozzle (screw
type)
CAUTION!
Risk of damage due to excessive tightening torque on the fixing sleeve (1) or gas
lens (2).
Damage to the thread may result.
Only tighten the fixing sleeve (1) or gas lens (2) a little.
▶
* Replaceable rubber sealing sleeve only for TTB 220 G/P
** A gas lens (2) may be used instead of the fixing sleeve (1) depending on the type
of welding torch
EN-US
1
2
CAUTION!
Risk of damage due to excessive tightening torque on the torch cap.
Damage to the thread may result.
Only tighten the torch cap enough so that the tungsten electrode can no longer be
▶
moved by hand.
3
4
Screw down the torch cap
43

Fitting the torch body and connecting the welding
torch
Fitting the torch
body
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undamaged.
▶
* Grease the O-ring on the torch body
1
2
3
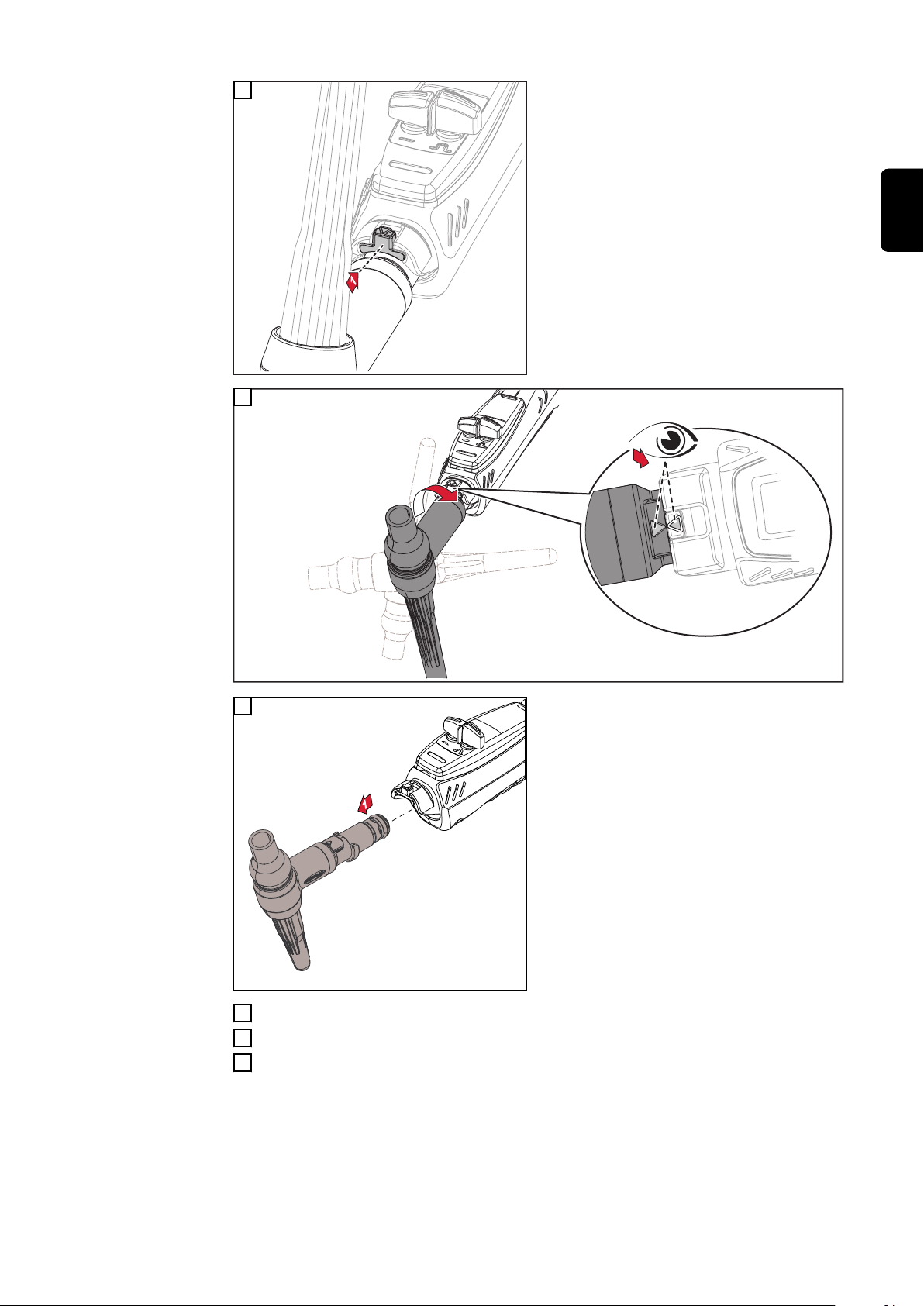
Push the torch body locking device fully back and at the same time turn the torch body 180°
44

4
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body - only then
▶
is the torch body properly fitted and locked.
EN-US
45

Connecting the
2
1
3
5
6
7
4
*
welding torch
NOTE!
Risk due to damaged O-ring on the welding torch connection.
A damaged O-ring on the welding torch connection can lead to contamination of the
shielding gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the welding torch connection is un-
▶
damaged.
1
Rotating the
torch body
* only with water-cooled welding system
1
46

Changing the torch body of a gas-cooled welding
2
180°
1
torch
Changing the
torch body
Removing the torch body:
1
2
EN-US
3
Remove contamination from the hosepack interface
4
Remove contamination from the torch body interface
5
Fit the protective cap to the torch body interface
6
47

Fitting the torch body:
CAUTION!
Danger due to incompatible system components.
This can result in damage to property.
Only connect torch bodies and hosepacks that are using the same type of cooling.
▶
Only fit gas-cooled torch bodies to gas-cooled hosepacks.
▶
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undamaged.
▶
* Grease the O-ring on the torch body
1
2
3
Push the torch body locking device fully back and at the same time turn the torch body 180°
48

4
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body - only then
▶
is the torch body properly fitted and locked.
EN-US
Perform a test weld and check the quality of the weld
5
49

Changing the torch body of a water-cooled welding
2
180°
1
torch
Automatic emptying of the welding
torch and changing the torch body
CAUTION!
Danger from switched on power source during automatic emptying of the welding
torch.
Unintentional arc ignitions can occur.
Follow the instructions for automatic emptying of the welding torch in the cooling unit
▶
Operating Instructions, the power source Operating Instructions, and on the power
source control panel.
When carrying out the work on the torch body as described below, keep at least 1 m
▶
(39.37 in.) away from electrically conductive objects.
Automatic emptying of the welding torch (e.g., with CU 600t /MC) and removing the
torch body:
Empty the torch hosepack using the corresponding cooling unit function
1
2
3
50

4
Remove contamination and coolant residues from the hosepack interface
5
Remove contamination and coolant residues from the torch body interface
6
Fit the protective cap to the torch body interface
7
Fitting the torch body:
CAUTION!
EN-US
Danger due to incompatible system components.
This can result in damage to property.
Only connect torch bodies and hosepacks that are using the same type of cooling.
▶
Only fit water-cooled torch bodies to water-cooled hosepacks.
▶
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undamaged.
▶
* Grease the O-ring on the torch body
1
2
51

3
Push the torch body locking device fully back and at the same time turn the torch body 180°
4
Manually emptying the welding
torch and changing the torch body
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body - only then
▶
is the torch body properly fitted and locked.
Press the gas-test button on the power source
5
Shielding gas flows out for 30 s.
Check the coolant flow:
6
You must be able to see a strong return flow into the cooling unit coolant container.
Perform a test weld and check the quality of the weld
7
Manually emptying the welding torch and removing the torch body:
Switch off the power source and disconnect from the grid
1
Wait for the cooling unit to run down
2
Shut off the coolant supply hose from the cooling unit
3
Purge the coolant supply hose with compressed air at maximum 4 bar (58.02 psi)
4
- This will cause a large part of the coolant to flow back into the coolant container
52
5
2
180°
1
EN-US
6
7
Remove contamination and coolant residues from the hosepack interface
8
Remove contamination and coolant residues from the torch body interface
9
Fit the protective cap to the torch body interface
10
53

Fitting the torch body:
CAUTION!
Danger due to incompatible system components.
This can result in damage to property.
Only connect torch bodies and hosepacks that are using the same type of cooling.
▶
Only fit water-cooled torch bodies to water-cooled hosepacks.
▶
NOTE!
Risk due to damaged O-ring on the torch body.
A damaged O-ring on the torch body can lead to contamination of the shielding gas, resulting in a defective weld.
Before each start-up, ensure that the O-ring on the torch body is undamaged.
▶
* Grease the O-ring on the torch body
1
2
3
Push the torch body locking device fully back and at the same time turn the torch body 180°
54

4
CAUTION!
Danger due to incorrectly fitted torch body.
This can result in damage to property.
Ensure that the locking device is fully forward after fitting the torch body - only then
▶
is the torch body properly fitted and locked.
EN-US
Connect the power source to the grid and switch on
5
Press the gas-test button on the power source
6
Shielding gas flows out for 30 s.
Check the coolant flow:
7
You must be able to see a strong return flow into the cooling unit coolant container.
Perform a test weld and check the quality of the weld
8
55

Service, maintenance and disposal
Prohibited
56

Maintenance at
every start-up
Disposal Materials should be disposed of according to valid local and national regulations.
- Check wearing parts, replace faulty wearing parts
- Purge the gas nozzle of welding spatter
In addition to the above list of steps to be carried out at every start-up, for water-cooled
welding torches:
- Ensure that all coolant connections are leak-tight
- Ensure that there is a proper coolant return flow
EN-US
57

Troubleshooting
Troubleshooting
Welding torch cannot be connected
Cause:
Remedy:
No welding current
Power source switched on, power source indication illuminates, shielding gas present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
No function after pressing torch trigger
Power source switched on, power source indication illuminates, shielding gas present
Bayonet lock bent
Replace bayonet lock
Incorrect ground connection
Establish proper ground connection
Power cable in welding torch interrupted
Replace welding torch
Tungsten electrode loose
Tighten tungsten electrode using torch cap
Wearing parts loose
Tighten wearing parts
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
HF flashover at welding torch connection
Cause:
Remedy:
HF flashover at the shell-type handle
Cause:
Remedy:
Cause:
Remedy:
Power plug not plugged in
Plug in power plug
Welding torch or welding torch control line faulty
Replace welding torch
Plug connections "torch trigger/control line/power source" faulty
Check plug connection / send power source or welding torch to service
team
PCB in welding torch faulty
Replace PCB
Welding torch connection not sealed
Replace O-ring on the bayonet lock
Hosepack is not sealed
Replace hosepack
Shielding gas hose connection to torch body not sealed
Adjust and seal hose
58

No shielding gas
All other functions present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor-quality weld properties
Cause:
Remedy:
Cause:
Remedy:
Gas cylinder empty
Change gas cylinder
Gas pressure regulator faulty
Replace gas pressure regulator
Gas hose kinked, damaged, or not attached
Attach and straighten gas hose. Replace faulty gas hose
Welding torch faulty
Replace welding torch
Gas solenoid valve faulty
Contact service team (have gas solenoid valve replaced)
Incorrect welding parameters
Check settings
Incorrect ground connection
Check ground connection and terminal for polarity
EN-US
Welding torch gets very hot
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Welding torch is inadequately dimensioned
Observe duty cycle and load limits
For water-cooled systems only: Coolant flow too low
Check water level, water flow rate, water contamination, etc. Coolant pump
blocked: Switch on shaft of coolant pump at the gland using a screwdriver
For water-cooled systems only: "Cooling unit Ctrl" parameter is set to
"OFF".
In the Setup menu, set the "Cooling unit Ctrl" parameter to "Aut" or "ON".
59

Porosity of weld seam
Cause:
Remedy:
Spattering in the gas nozzle, causing inadequate gas shield for weld seam
Remove welding spatter
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor ignition properties
Cause:
Remedy:
Holes in gas hose or imprecise gas hose connection
Replace gas hose
O-ring at central connector is cut or faulty
Replace O-ring
Moisture/condensate in the gas line
Dry gas line
Gas flow too strong or weak
Correct gas flow
Inadequate quantity of gas at the start or end of welding
Increase gas pre-flow and gas post-flow
Too much parting agent applied
Remove excess parting agent/apply less parting agent
Unsuitable tungsten electrode (e.g., WP electrode for DC welding)
Use suitable tungsten electrode
Cause:
Remedy:
Gas nozzle is cracked
Cause:
Remedy:
Wearing parts loose
Screw on wearing parts tightly
Tungsten electrode not protruding far enough out of the gas nozzle
Have tungsten electrode protrude more out of the gas nozzle
60

Technical data
General This product meets the requirements set out in standard IEC 60974-7.
Gas-cooled torch
body –
TTB 80, TTB 160,
TTB 220
NOTE!
The performance data specifications only apply when using standard wearing
parts.
When using gas lenses and shorter gas nozzles, the welding current is reduced.
NOTE!
The welding current specifications apply to gas-cooled torch bodies only from a
length of 65 mm (2.56 in.).
When using shorter torch bodies, the welding current is reduced by 30%.
NOTE!
When welding at the power limit of the welding torch, use larger tungsten electrodes and gas nozzle opening diameters to increase the service life of the wearing
parts.
Take amperage, AC balance, and AC current offset into account as performance-enhancing factors.
TTB 80 G TTB 160 G F
35% D.C.1) / 80 A 35% D.C.1) / 160 A
DC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 60 A 60% D.C.1) / 120 A
100% D.C.1) / 50 A 100% D.C.1) / 90 A
EN-US
35% D.C.1) / 30 A 35% D.C.1) / 120 A
AC welding current
at 10 min / 40 °C (104 °F)
Shielding gas (Standard EN 439) Argon Argon
Electrode diameter 1.0 - 3.2 mm
(0.039 - 0.126 in.)
TTB 220 G
DC welding current at 10 min /
40 °C (104 °F)
AC welding current at 10 min /
40 °C (104 °F)
Shielding gas (Standard EN 439) Argon
60% D.C.1) / 90 A
100% D.C.1) / 70 A
1.0 - 3.2 mm
(0.039 - 0.126 in.)
35% D.C.1) / 220 A
60% D.C.1) / 170 A
100% D.C.1) / 130 A
35% D.C.1) / 180 A
60% D.C.1) / 130 A
100% D.C.1) / 100 A
61

TTB 220 G
Electrode diameter 1.0 - 4.0 mm
0.039 - 0.158 in.
TTB 220 A G F TTB 220 P G F
35% D.C.1) / 220 A 30% D.C.1) / 220 A
DC welding current at 10 min /
40 °C (104 °F)
60% D.C.1) / 170 A 60% D.C.1) / 160 A
100% D.C.1) / 130 A 100% D.C.1) / 130 A
35% D.C.1) / 180 A 30% D.C.1) / 170 A
AC welding current at 10 min /
40 °C (104 °F)
60% D.C.1) / 120 A 60% D.C.1) / 120 A
100% D.C.1) / 100 A 100% D.C.1) / 100 A
Shielding gas (Standard EN 439) Argon Argon
Water-cooled
torch body TTB 180, TTB 300
Electrode diameter 1.0 - 4.0 mm
0.039 - 0.158 in.
1)
D.C. = duty cycle
1.0 - 4.0 mm
0.039 - 0.158 in.
TTB 180 W TTB 300 W
DC welding current at
10 min / 40 °C (104 °F)
AC welding current at
10 min / 40 °C (104 °F)
60% D.C.1) / 180 A 60% D.C.1) / 300 A
100% D.C.1) / 140 A 100% D.C.1) / 230 A
60% D.C.1) / 140 A 60% D.C.1) / 250 A
100% D.C.1) / 110 A 100% D.C.1) / 190 A
Shielding gas (Standard EN 439) Argon Argon
Electrode diameter 1.0 - 3.2 mm
(0.039 - 0.126 in.)
Minimum permissible coolant flow
Q
min
1)
D.C. = duty cycle
(0.26 gal/min)
1 l/min
1.0 - 3.2 mm
(0.039 - 0.126 in.)
1 l/min
(0.26 gal/min)
62

Gas-cooled ho-
L
L
sepack THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35% D.C.1) / 120 A 35% D.C.1) / 180 A
DC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 100 A 60% D.C.1) / 130 A
100% D.C.1) / 80 A 100% D.C.1) / 100 A
35% D.C.1) / 90 A 35% D.C.1) / 120 A
AC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 70 A 60% D.C.1) / 90 A
100% D.C.1) / 50 A 100% D.C.1) / 70 A
Shielding gas (Standard EN 439) Argon Argon
EN-US
Gas-cooled hosepack THP 150 G SH
Maximum permitted open circuit
4.0 m / 8.0 m
(13 ft. + 1.48 in. / 26 ft.
+ 2.96 in.)
113 V 113 V
(13 ft. + 1.48 in. / 26 ft.
4.0 m / 8.0 m
+ 2.96 in.)
voltage (U0)
Maximum permitted striking voltage
10 kV 10 kV
(UP)
Torch trigger U
Torch trigger I
1)
D.C. = duty cycle
max
max
35 V 35 V
100 mA 100 mA
NOTE!
The THP 150 G SH hosepack is not intended or suitable for arc ignition devices,
for example high frequency ignition.
The hosepack is intended for use with TransPocket 150/180 and AccuPocket 150 power
sources only.
THP 150 G SH
25% D.C.1) / 150 A
DC welding current
at 10 min / 40 °C (104 °F)
35% D.C.1) / 120 A
60% D.C.1) / 100 A
100% D.C.1) / 80 A
25% D.C.1) / 110 A
AC welding current
at 10 min / 40 °C (104 °F)
35% D.C.1) / 90 A
60% D.C.1) / 70 A
100% D.C.1) / 50 A
Shielding gas (Standard EN 439) Argon
4.0 m / 8.0 m
(13 ft. + 1.48 in. / 26 ft. + 2.96 in.)
63

THP 150 G SH
Maximum permitted open circuit
voltage U
0
Maximum permitted striking voltage
U
P
1)
D.C. = duty cycle
113 V
Not intended for or suitable for arc ignition
devices!
64

Water-cooled ho-
L
sepack - THP 300
SH
THP 300 SH
DC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 300 A
100% D.C.1) / 230 A
AC welding current
at 10 min / 40 °C (104 °F)
60% D.C.1) / 250 A
100% D.C.1) / 190 A
Shielding gas (Standard EN 439) Argon
4.0 m / 8.0 m
(13 ft. + 1.48 in. / 26 ft + 2.96 in.)
Lowest cooling capacity as per IEC
650 W / 650 W
standard 60974-2, depending on
the hosepack length
Minimum permissible coolant flow
Q
min
Minimum permissible coolant pressure p
min
Maximum permissible coolant pressure p
max
Maximum permitted open circuit
voltage U
0
Maximum permitted striking voltage
U
P
(0.26 gal./min [US])
1 l/min
3 bar
(43 psi)
5.5 bar
(79 psi)
113 V
10 kV
EN-US
1)
D.C. = duty cycle
65

66

Contenido
Seguridad 68
Certificación de seguridad 68
Uso previsto 69
Variantes de la antorcha de soldadura 70
Variantes disponibles de la antorcha de soldadura 70
Funciones de la antorcha con opción Up/Down 72
Elementos de operación de la antorcha con opción Up/Down- 72
Descripción funcional de la antorcha con opción Up/Down- 72
Cómo montar consumibles 74
Instalar un consumible tipo A con inyector de gas encajado 74
Instalar un consumible tipo P con inyector de gas enroscado 75
Instalar el cuello de antorcha y conectar la antorcha de soldadura 76
Instalación del cuello de antorcha 76
Conexión de la antorcha de soldadura 78
Girar el cuello de antorcha 78
Cambiar el cuello de antorcha de una antorcha refrigerada por gas 79
Cambiar el cuello de antorcha 79
Cambiar el cuello de antorcha de una antorcha de soldadura refrigerada con agua 82
Vaciado automático de la antorcha de soldadura y cambio del cuello de antorcha 82
Vaciado manual de la antorcha de soldadura y cambio del cuello de antorcha 84
Cuidado, mantenimiento y desecho 88
Prohibido 88
Mantenimiento en cada puesta en servicio 89
Desecho 89
Solución de problemas 90
Solución de problemas 90
Datos técnicos 93
General 93
Cuello de antorcha refrigerado con gas – TTB 80, TTB 160, TTB 220 93
Cuello de antorcha refrigerado con agua - TTB 180, TTB 300 94
Juego de cables refrigerado con gas - THP 120 G SH, THP 180 G SH 95
Juego de cables refrigerado con gas - THP 150 G SH 95
Juego de cables refrigerado con agua - THP 300 SH 97
ES-MX
67

Seguridad
Certificación de
seguridad
¡PELIGRO!
¡PELIGRO! Por operación incorrecta y trabajo realizado incorrectamente.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todo el trabajo y las funciones que se describen en este documento deben realizar-
▶
se únicamente por personal calificado y capacitado.
Lea y entienda este documento.
▶
Lea y entienda todo el manual de instrucciones para los componentes del sistema,
▶
especialmente las normas de seguridad.
¡PELIGRO!
¡PELIGRO! Por corriente eléctrica provocada por el electrodo de soldadura emergente.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Antes de empezar a trabajar, apague todos los componentes del sistema involucra-
▶
dos y desconéctelos de la red de corriente.
Asegure todos los componentes del sistema involucrados para que no puedan ser
▶
encendidos de nuevo.
¡PELIGRO!
¡PELIGRO! Por corriente eléctrica debido a componentes del sistema defectuosos
y funcionamiento incorrecto.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todos los cables, plomos y juegos de cables siempre deben estar conectados de
▶
manera segura, sin daños, aislados correctamente y debidamente dimensionados.
¡PELIGRO!
¡PELIGRO! Por fugas de líquido de refrigeración debido a mangueras de líquido de
refrigeración sin sellar.
Puede haber riesgo de resbalones y daños a la propiedad.
Cuando se desconecta una antorcha de soldadura de la unidad de enfriamiento o
▶
del alimentador de alambre, siempre selle las mangueras de líquido de refrigeración
usando el sello plástico fijado a la antorcha.
¡PRECAUCIÓN!
¡PELIGRO! Debido a los componentes de antorcha de soldadura calientes y al
líquido de refrigeración.
Pueden ocurrir quemaduras graves.
Permita que todos los componentes de la antorcha de soldadura y el líquido de refri-
▶
geración se enfríen a temperatura ambiente (+25 °C o +77 °F) antes de comenzar
cualquier trabajo descrito en este documento.
68

¡PRECAUCIÓN!
¡PELIGRO! Debido al funcionamiento de antorchas de soldadura refrigeradas con
agua sin líquido de refrigeración.
Esto puede resultar en daños a la propiedad.
Nunca use antorchas de soldadura refrigeradas con agua sin líquido de refrigera-
▶
ción.
Durante la soldadura, asegúrese de que el líquido de refrigeración circule correcta-
▶
mente; este será el caso si se puede ver un flujo de retorno regular de líquido de
refrigeración en el depósito de refrigeración de la unidad de enfriamiento.
El fabricante no será responsable de los daños debido a la no observancia de los
▶
puntos mencionados anteriormente. Todas las reclamaciones contra la garantía son
nulas.
Uso previsto La antorcha manual TIG está diseñada exclusivamente para la soldadura TIG y para la
soldadura brazing TIG en aplicaciones manuales.
Cualquier otro uso se considera como “no acorde con el propósito para el cual se diseñó”. El fabricante no se responsabilizará por los daños que puedan provocarse por dicho uso inadecuado.
El uso que se pretende también significa:
- Seguir todas las instrucciones del manual de instrucciones
- Llevar a cabo todas las inspecciones especificadas y los trabajos de mantenimiento.
ES-MX
69

Variantes de la antorcha de soldadura
Variantes disponibles de la
antorcha de soldadura
(1) Interface estándar
Empujar el botón hacia atrás:
a) Si se activa el cebado de alta frecuencia (cebado AF) en la fuente de poder,
se activa el proceso de cebado
b) Cuando se activa el cebado por contacto en la fuente de poder, la tensión
de soldadura se aplica al electrodo de tungsteno. El proceso de soldadura
comienza cuando la antorcha entra en contacto con el componente.
Empujar el botón hacia adelante durante la soldadura:
a) Durante la soldadura en operación de 4 tiempos, la reducción intermedia se
activa manteniendo presionado el botón hacia adelante. Esta función solo
está disponible si la corriente de reducción I2 se ha configurado en la fuente
de poder
(2) Interface del potenciómetro
Presionar el botón de inicio:
a) Si se activa el cebado de alta frecuencia (cebado AF) en la fuente de poder,
se activa el proceso de cebado
b) Cuando se activa el cebado por contacto en la fuente de poder, la tensión
de soldadura se aplica al electrodo de tungsteno. El proceso de soldadura
comienza cuando la antorcha entra en contacto con el componente.
70
Potenciómetro:
a) Para ajustar la corriente de soldadura
(3) Sin pulsador de la antorcha

(4) Interface estándar con extensión del pulsador de la antorcha
Empujar el botón hacia atrás:
a) Si se activa el cebado de alta frecuencia (cebado AF) en la fuente de poder,
se activa el proceso de cebado
b) Cuando se activa el cebado por contacto en la fuente de poder, la tensión
de soldadura se aplica al electrodo de tungsteno. El proceso de soldadura
comienza cuando la antorcha entra en contacto con el componente.
Empujar el botón hacia adelante durante la soldadura:
a) Durante la soldadura en operación de 4 tiempos, la reducción intermedia se
activa manteniendo presionado el botón hacia adelante. Esta función solo
está disponible si la corriente de reducción I2 se ha configurado en la fuente
de poder
(5) Interface Up-Down (no mostrada)
La antorcha de soldadura se suministra de fábrica con una interface Up/Down.
Para obtener más información, consulte la sección Funciones de la antorcha
con opción Up/Down en la página 72.
ES-MX
71

Funciones de la antorcha con opción Up/Down
(2)
(1)
Elementos de
operación de la
antorcha con opción Up/Down-
(1) Botón de inicio
El botón inicia las siguientes funciones:
a) Si se activa el cebado de alta frecuencia (cebado AF) en la fuente de poder,
se activa el proceso de cebado al empujar el botón hacia atrás
b) Si se activa el cebado por contacto en la fuente de poder, la tensión de sold-
adura se aplica al electrodo de tungsteno al empujar el botón hacia atrás. El
proceso de soldadura comienza cuando la antorcha entra en contacto con el
componente.
c) Durante la soldadura en operación de 4 tiempos, la reducción intermedia se
activa manteniendo presionado el botón hacia adelante. Esta función solo
está disponible si la corriente de reducción I2 se ha configurado en la fuente
de poder
Descripción funcional de la
antorcha con opción Up/Down-
(2) Botón Up/Down
Para cambiar la potencia de soldadura
Cambiar la potencia de soldadura:
1
72

Reducción intermedia:
1
Empuje el botón hacia adelante y
manténgalo presionado hasta que se complete la reducción intermedia
ES-MX
73

Cómo montar consumibles
1
2
3
4
5
6
*
*
1
4
2
3
**
**
(2)
(1)
30°
2
1
d
d
3
1
d
2
Instalar un consumible tipo A
con inyector de
gas encajado
¡PRECAUCIÓN!
Riesgo de daños debido a un par de apriete excesivo en la funda de fijación (1) o
el difusor de gas (2).
Pueden ocasionarse daños en la rosca.
Apriete solo un poco la funda de fijación (1) o el difusor de gas (2).
▶
* Junta de sellado de goma reemplazable solo para TTB 220 G/A
** Se puede usar un difusor de gas (2) en vez de la funda de fijación (1), dependi-
endo del tipo de antorcha de soldadura.
1
2
¡PRECAUCIÓN!
Riesgo de daños debido a un par de apriete excesivo en la calota de la antorcha.
Pueden ocasionarse daños en la rosca.
Solo apriete la calota de la antorcha lo suficiente para que el electrodo de tungsteno
▶
ya no se pueda mover con la mano.
3
74
4
Atornillar la calota de la antorcha

Instalar un con-
1
2
3
4
5
6
2
3
*
2
3
4
1
(2)**
(1)**
4 / 5
2
30°
1
d
d
d
1
2
3
sumible tipo P
con inyector de
gas enroscado
¡PRECAUCIÓN!
Riesgo de daños debido a un par de apriete excesivo en la funda de fijación (1) o
el difusor de gas (2).
Pueden ocasionarse daños en la rosca.
Apriete solo un poco la funda de fijación (1) o el difusor de gas (2).
▶
* Junta de sellado de goma reemplazable solo para TTB 220 G/P
** Se puede usar un difusor de gas (2) en vez de la funda de fijación (1), dependi-
endo del tipo de antorcha de soldadura.
1
2
ES-MX
¡PRECAUCIÓN!
Riesgo de daños debido a un par de apriete excesivo en la calota de la antorcha.
Pueden ocasionarse daños en la rosca.
Solo apriete la calota de la antorcha lo suficiente para que el electrodo de tungsteno
▶
ya no se pueda mover con la mano.
3
4
Atornillar la calota de la antorcha
75

Instalar el cuello de antorcha y conectar la antorcha de soldadura
Instalación del
cuello de antorcha
¡OBSERVACIÓN!
Riesgo debido a una junta tórica dañada en el cuello de antorcha.
Una junta tórica dañada en el cuello de antorcha puede provocar la contaminación del
gas protector y provocar una soldadura defectuosa.
Antes de cada puesta en marcha, asegúrese de que la junta tórica del cuello de
▶
antorcha no esté dañada.
* Engrase la junta tórica del cuello de antorcha
1
2
3
Empuje el dispositivo de bloqueo del cuello de antorcha completamente hacia atrás y al mismo tiempo gire el
cuello de antorcha 180°
76

4
¡PRECAUCIÓN!
¡PELIGRO! Por cuello de antorcha mal instalado.
Esto puede resultar en daños a la propiedad.
Asegúrese de que el dispositivo de bloqueo esté completamente hacia adelante de-
▶
spués de colocar el cuello de antorcha; solo entonces, el cuello de antorcha está
correctamente colocado y bloqueado.
ES-MX
77

Conexión de la
2
1
3
5
6
7
4
*
antorcha de soldadura
¡OBSERVACIÓN!
Riesgo debido a una junta tórica dañada en la conexión Euro.
Una junta tórica dañada en la conexión Euro puede provocar la contaminación del gas
protector y provocar una soldadura defectuosa.
Antes de cada puesta en servicio, asegúrese de que la junta tórica de la conexión
▶
Euro no esté dañada.
1
Girar el cuello de
antorcha
* Únicamente con sistema de soldadura enfriado con agua
1
78

Cambiar el cuello de antorcha de una antorcha ref-
2
180°
1
rigerada por gas
Cambiar el cuello
de antorcha
Remover el cuello de antorcha:
1
ES-MX
2
3
Elimine la contaminación de la interface del juego de cables
4
Elimine la contaminación de la interface del cuello de antorcha
5
Instale la calota de protección en la interface del cuello de antorcha
6
79

Instalar el cuello de antorcha:
¡PRECAUCIÓN!
¡PELIGRO! Por componentes del sistema incompatibles.
Esto puede resultar en daños a la propiedad.
Solo conecte cuellos de antorcha y juegos de cables que estén usando el mismo
▶
tipo de refrigeración.
Solo instale cuellos de antorcha enfriados con gas en juegos de cables enfriados
▶
con gas.
¡OBSERVACIÓN!
Riesgo debido a una junta tórica dañada en el cuello de antorcha.
Una junta tórica dañada en el cuello de antorcha puede provocar la contaminación del
gas protector y provocar una soldadura defectuosa.
Antes de cada puesta en servicio, asegúrese de que la junta tórica del cuello de
▶
antorcha no esté dañada.
* Engrase la junta tórica del cuello de antorcha
1
2
3
Empuje el dispositivo de bloqueo del cuello de antorcha completamente hacia atrás y al mismo tiempo gire el
cuello de antorcha 180°
80

4
¡PRECAUCIÓN!
¡PELIGRO! Por cuello de antorcha mal instalado.
Esto puede resultar en daños a la propiedad.
Asegúrese de que el dispositivo de bloqueo esté completamente hacia adelante de-
▶
spués de colocar el cuello de antorcha; solo entonces, el cuello de antorcha está
correctamente colocado y bloqueado.
ES-MX
Realice una soldadura de prueba y verifique la calidad de la soldadura
5
81

Cambiar el cuello de antorcha de una antorcha de
2
180°
1
soldadura refrigerada con agua
Vaciado automático de la
antorcha de soldadura y cambio
del cuello de
antorcha
¡PRECAUCIÓN!
¡PELIGRO! Por fuente de poder encendida durante el vaciado automático de la
antorcha de soldadura.
Pueden ocurrir igniciones involuntarias del arco voltaico.
Siga las instrucciones para el vaciado automático de la antorcha de soldadura en el
▶
manual de instrucciones de la unidad de enfriamiento, el manual de instrucciones
de la fuente de poder y en el panel de control de la fuente de poder.
Cuando realice el trabajo en el cuello de antorcha como se describe a continuación,
▶
mantenga al menos 1 m (39.37 in.) de distancia de objetos con conductividad.
Vaciado automático de la antorcha de soldadura (por ejemplo, con CU 600t /MC) y
remover el cuello de antorcha:
Vacíe el juego de cables de la antorcha usando la función correspondiente de la uni-
1
dad de enfriamiento
2
82
3

4
Elimine la contaminación y los residuos de líquido de refrigeración de la interface del
5
juego de cables
Elimine la contaminación y los residuos de líquido de refrigeración de la interface del
6
cuello de antorcha
Instale la calota de protección en la interface del cuello de antorcha
7
Instalar el cuello de antorcha:
ES-MX
¡PRECAUCIÓN!
¡PELIGRO! Por componentes del sistema incompatibles.
Esto puede resultar en daños a la propiedad.
Solo conecte cuellos de antorcha y juegos de cables que estén usando el mismo
▶
tipo de refrigeración.
Solo instale cuellos de antorcha enfriados con agua en juegos de cables enfriados
▶
con agua.
¡OBSERVACIÓN!
Riesgo debido a una junta tórica dañada en el cuello de antorcha.
Una junta tórica dañada en el cuello de antorcha puede provocar la contaminación del
gas protector y provocar una soldadura defectuosa.
Antes de cada puesta en servicio, asegúrese de que la junta tórica del cuello de
▶
antorcha no esté dañada.
* Engrase la junta tórica del cuello de antorcha
1
2
83

3
Empuje el dispositivo de bloqueo del cuello de antorcha completamente hacia atrás y al mismo tiempo gire el
cuello de antorcha 180°
4
Vaciado manual
de la antorcha de
soldadura y cambio del cuello de
antorcha
¡PRECAUCIÓN!
¡PELIGRO! Por cuello de antorcha mal instalado.
Esto puede resultar en daños a la propiedad.
Asegúrese de que el dispositivo de bloqueo esté completamente hacia adelante de-
▶
spués de colocar el cuello de antorcha; solo entonces, el cuello de antorcha está
correctamente colocado y bloqueado.
Presione el botón test de gas en la fuente de poder
5
El gas protector fluye durante 30 s.
Revise el caudal líquido de refrigeración:
6
debe ser capaz de ver un caudal de retorno de líquido de refrigeración fuerte en el
depósito de refrigeración de la unidad de enfriamiento.
Realice una soldadura de prueba y verifique la calidad de la soldadura
7
Vaciado manual de la antorcha de soldadura y cambio del cuello de antorcha:
Apague la fuente de poder y desconéctela de la red
1
Espere a que se agote la unidad de enfriamiento
2
Cierre la manguera de suministro de líquido de refrigeración en la unidad de enfria-
3
miento
84

Purgue la manguera de suministro de líquido de refrigeración con aire a presión a
2
180°
1
4
un máximo de 4 bar (58.02 psi)
- Esto hará que una gran parte del líquido de refrigeración regrese al depósito de
refrigeración
5
6
ES-MX
7
Elimine la contaminación y los residuos de líquido de refrigeración de la interface del
8
juego de cables
Elimine la contaminación y los residuos de líquido de refrigeración de la interface del
9
cuello de antorcha
Instale la calota de protección en la interface del cuello de antorcha
10
85

Instalar el cuello de antorcha:
¡PRECAUCIÓN!
¡PELIGRO! Por componentes del sistema incompatibles.
Esto puede resultar en daños a la propiedad.
Solo conecte cuellos de antorcha y juegos de cables que estén usando el mismo
▶
tipo de refrigeración.
Solo instale cuellos de antorcha enfriados con agua en juegos de cables enfriados
▶
con agua.
¡OBSERVACIÓN!
Riesgo debido a una junta tórica dañada en el cuello de antorcha.
Una junta tórica dañada en el cuello de antorcha puede provocar la contaminación del
gas protector y provocar una soldadura defectuosa.
Antes de cada puesta en servicio, asegúrese de que la junta tórica del cuello de
▶
antorcha no esté dañada.
* Engrase la junta tórica del cuello de antorcha
1
2
3
Empuje el dispositivo de bloqueo del cuello de antorcha completamente hacia atrás y al mismo tiempo gire el
cuello de antorcha 180°
86

4
¡PRECAUCIÓN!
¡PELIGRO! Por cuello de antorcha mal instalado.
Esto puede resultar en daños a la propiedad.
Asegúrese de que el dispositivo de bloqueo esté completamente hacia adelante de-
▶
spués de colocar el cuello de antorcha; solo entonces, el cuello de antorcha está
correctamente colocado y bloqueado.
ES-MX
Conecte la fuente de poder a la red y enciéndala
5
Presione el botón test de gas en la fuente de poder
6
El gas protector fluye durante 30 s.
Revise el caudal líquido de refrigeración:
7
debe ser capaz de ver un caudal de retorno de líquido de refrigeración fuerte en el
depósito de refrigeración de la unidad de enfriamiento.
Realice una soldadura de prueba y verifique la calidad de la soldadura
8
87

Cuidado, mantenimiento y desecho
Prohibido
88

Mantenimiento en
cada puesta en
servicio
- Revise los consumibles, reemplace los consumibles dañados
- Purgue la tobera de gas de proyecciones de soldadura
Además de llevar a cabo la lista de pasos antes mencionada en cada puesta en servicio,
para las antorchas de soldadura refrigeradas con agua:
- Asegúrese de que todas las conexiones estén cerradas herméticamente
- Asegúrese de que haya un caudal de retorno de líquido de refrigeración adecuado
Desecho Los materiales deben ser desechados de acuerdo con las normativas nacionales y loca-
les válidas.
ES-MX
89

Solución de problemas
Solución de problemas
La antorcha de soldadura no se puede conectar
Causa:
Solución:
Sin corriente de soldadura
Fuente de corriente encendida, la indicación de fuente de corriente encendida, gas protector presente
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Sin función después de presionar el pulsador de la antorcha
Fuente de corriente encendida, la indicación de fuente de corriente encendida, gas protector presente
Cierre de bayoneta inclinado
Reemplazar cierre de bayoneta
Conexión a tierra incorrecta
Establecer conexión a tierra adecuada
Cable de alimentación en antorcha de soldadura interrumpida
Reemplazar antorcha de soldadura
Electrodo de tungsteno flojo
Apretar electrodo de tungsteno con una calota de antorcha
Consumibles flojos
Apretar consumibles
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Descarga disruptiva de HF en junta tórica en conexión Euro
Causa:
Solución:
Descarga de HF en manija tipo carcasa
Causa:
Solución:
Conector de alimentación no conectado
Conectar conector de alimentación
Antorcha de soldadura o cable de control de antorcha de soldadura dañada
Reemplazar antorcha de soldadura
Conexiones “pulsador de la antorcha/cable de control/fuente de corriente”
dañadas
Revisar conexión / enviar fuente de corriente o antorcha de soldadura al
servicio técnico
Circuito impreso en antorcha de soldadura dañada
Reemplazar circuito impreso
Conexión de antorcha de soldadura sin sellar
Reemplazar junta tórica del cierre de bayoneta
Juego de cables sin sellar
Reemplazar el juego de cables
90
Causa:
Solución:
Conexión de tubo de gas protector al cuello antorcha sin sellar
Ajustar y sellar el tubo

Sin gas protector
Todas las otras funciones presentes
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Propiedades de soldadura de baja calidad
Causa:
Solución:
Causa:
Solución:
Cilindro de gas vacío
Cambiar cilindro de gas
Regulador de presión de gas dañado
Reemplazar regulador de presión de gas
Tubo de gas doblado, dañado o no vinculado
Conectar y enderezar tubo de gas. Reemplazar tubo de gas dañado
Antorcha de soldadura dañada
Reemplazar antorcha de soldadura
Electroválvula de gas dañada
Contactar al servicio técnico (una vez reemplazada la electroválvula de
gas)
Parámetros de soldadura incorrectos
Revisar parámetros
Conexión a tierra incorrecta
Revisar la polaridad de la conexión a tierra y el borne de conexión
ES-MX
La antorcha de soldadura se recalienta
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Antorcha de soldadura dimensionada inadecuadamente
Observar la duración de ciclo de trabajo y los límites de carga
Para sistemas refrigerados con agua solamente: Caudal líquido de refrigeración demasiado bajo
Revisar el nivel de agua, el caudal líquido de refrigeración, la contaminación del agua, etc. Bomba de refrigeración bloqueada: Conecte el eje de
la bomba de refrigeración en la glándula con un destornillador
Para sistemas refrigerados con agua solamente: El parámetro "Refrigeración Ctrl" está en "OFF".
En el menú Configuración, establezca el parámetro "Refrigeración Ctrl” en
"Aut" o "ON".
91

Porosidad de cordón de soldadura
Causa:
Solución:
Formación de proyecciones en la tobera de gas, provoca protección de gas
inadecuada para el cordón de soldadura
Remover proyecciones de soldadura
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Propiedades de encendido deficientes
Causa:
Solución:
Agujeros en el tubo de gas o conexión de tubo de gas imprecisa
Reemplazar tubo de gas
Junta tórica en el conector central cortada o dañada
Reemplazar junta tórica
Humedad/condensación en la línea de gas
Secar línea de gas
Caudal de gas demasiado fuerte o débil
Corregir caudal de gas
Cantidad inadecuada de gas al comienzo o final de soldadura
Aumentar el preflujo de gas y el postflujo de gas
Se aplica demasiado líquido antiproyecciones
Eliminar exceso de líquido antiproyecciones / aplicar menos líquido anti-
proyecciones
Electrodo de tungsteno inadecuado (por ejemplo: electrodo WP para soldadura CC)
Usar electrodo de tungsteno adecuado
Causa:
Solución:
Tobera de gas rajada
Causa:
Solución:
Consumibles flojos
Atornillar bien los consumibles
El electrodo de tungsteno no está lo suficientemente afuera de la tobera de
gas
Hacer que el electrodo de tungsteno esté más afuera de la tobera de gas
92

Datos técnicos
General Este producto cumple con los requisitos establecidos en el Estándar IEC 60974-7.
¡OBSERVACIÓN!
Las especificaciones de los datos de rendimiento son aplicables únicamente utilizando consumibles estándar.
Al usar difusores de gas y toberas de gas más cortas, la corriente de soldadura se reduce.
¡OBSERVACIÓN!
Las especificaciones de corriente de soldadura se aplican a cuellos de antorcha
refrigerados con gas solo a partir de una longitud de 65 mm (2.56 in).
Al utilizar cuellos de antorcha más cortos, la corriente de soldadura se reduce en un
30%.
¡OBSERVACIÓN!
Al soldar con el límite de potencia de la antorcha de soldadura, use electrodos de
tungsteno y diámetros de abertura de la tobera de gas más grandes para incrementar la vida útil de los consumibles.
Tenga en cuenta la intensidad de corriente, el equilibrio de CA y la compensación de la
corriente de CA como factores para mejorar el rendimiento.
ES-MX
Cuello de antorcha refrigerado
con gas –
TTB 80, TTB 160,
TTB 220
TTB 80 G TTB 160 G F
35% D.C.1) / 80 A 35% D.C.1) / 160 A
Corriente de soldadura de CC
a 10 min / 40 °C (104 °F)
Corriente de soldadura de CA
a 10 min / 40 °C (104 °F)
Gas protector (estándar EN 439) Argón Argón
Diámetro de electrodo 1.0 - 3.2 mm
TTB 220 G
Corriente de soldadura de CC a 10
min / 40 °C (104 °F)
Corriente de soldadura de CA a 10
min / 40 °C (104 °F)
60% D.C.1) / 60 A 60% D.C.1) / 120 A
100% D.C.1) / 50 A 100% D.C.1) / 90 A
35% D.C.1) / 30 A 35% D.C.1) / 120 A
60% D.C.1) / 90 A
100% D.C.1) / 70 A
1.0 - 3.2 mm
(0.039 - 0.126 in.)
(0.039 - 0.126 in.)
35% D.C.1) / 220 A
60% D.C.1) / 170 A
100% D.C.1) / 130 A
35% D.C.1) / 180 A
60% D.C.1) / 130 A
100% D.C.1) / 100 A
93

TTB 220 G
Gas protector (estándar EN 439) Argón
Diámetro de electrodo 1.0 - 4.0 mm
0.039 - 0.158 in.
TTB 220 A G F TTB 220 P G F
35% D.C.1) / 220 A 30% D.C.1) / 220 A
Corriente de soldadura de CC a 10
min / 40 °C (104 °F)
60% D.C.1) / 170 A 60% D.C.1) / 160 A
100% D.C.1) / 130 A 100% D.C.1) / 130 A
35% D.C.1) / 180 A 30% D.C.1) / 170 A
Corriente de soldadura de CA a 10
min / 40 °C (104 °F)
60% D.C.1) / 120 A 60% D.C.1) / 120 A
100% D.C.1) / 100 A 100% D.C.1) / 100 A
Gas protector (estándar EN 439) Argón Argón
Cuello de antorcha refrigerado
con agua TTB 180, TTB 300
Diámetro de electrodo 1.0 - 4.0 mm
0.039 - 0.158 in.
1)
D.C. = Ciclo de trabajo
1.0 - 4.0 mm
0.039 - 0.158 in.
TTB 180 W TTB 300 W
Corriente de soldadura de CC a
10 min / 40 °C (104 °F)
Corriente de soldadura de CA a
10 min / 40 °C (104 °F)
60% D.C.1) / 180 A 60% D.C.1) / 300 A
100% D.C.1) / 140 A 100% D.C.1) / 230 A
60% D.C.1) / 140 A 60% D.C.1) / 250 A
100% D.C.1) / 110 A 100% D.C.1) / 190 A
Gas protector (estándar EN 439) Argón Argón
Diámetro de electrodo 1.0 - 3.2 mm
(0.039 - 0.126 in.)
Caudal líquido de refrigeración
mínimo aceptable Q
1)
D.C. = Ciclo de trabajo
mín
(0.26 gal/min)
1 l/min
1.0 - 3.2 mm
(0.039 - 0.126 in.)
1 l/min
(0.26 gal/min)
94

Juego de cables
L
L
refrigerado con
gas THP 120 G SH,
THP 180 G SH
THP 120 G SH THP 180 G SH
35% D.C.1) / 120 A 35% D.C.1) / 180 A
Corriente de soldadura de CC
a 10 min / 40 °C (104 °F)
60% D.C.1) / 100 A 60% D.C.1) / 130 A
100% D.C.1) / 80 A 100% D.C.1) / 100 A
35% D.C.1) / 90 A 35% D.C.1) / 120 A
Corriente de soldadura de CA
a 10 min / 40 °C (104 °F)
60% D.C.1) / 70 A 60% D.C.1) / 90 A
100% D.C.1) / 50 A 100% D.C.1) / 70 A
Gas protector (estándar EN 439) Argón Argón
ES-MX
Juego de cables
refrigerado con
gas THP 150 G SH
Circuito de voltaje abierto máximo
4.0 m / 8.0 m
(13 ft + 1.48 in. / 26 ft
+ 2.96 in.)
113 V 113 V
(13 ft + 1.48 in. / 26 ft
4.0 m / 8.0 m
+ 2.96 in.)
permitido (U0)
Tensión de cebado máxima permiti-
10 kV 10 kV
da (UP)
Pulsador de la antorcha U
Pulsador de la antorcha I
1)
D.C. = Ciclo de trabajo
máx
máx
35 V 35 V
100 mA 100 mA
¡OBSERVACIÓN!
El juego de cables THP 150 G SH no se diseñó ni es adecuado para equipos de
cebado de arco voltaico, por ejemplo de cebado de alta frecuencia.
El juego de cables está diseñado para utilizarse con las fuentes de poder TransPocket
150/180 y AccuPocket 150 únicamente.
THP 150 G SH
25% D.C.1) / 150 A
Corriente de soldadura de CC
a 10 min / 40 °C (104 °F)
35% D.C.1) / 120 A
60% D.C.1) / 100 A
100% D.C.1) / 80 A
25% D.C.1) / 110 A
Corriente de soldadura de CA
a 10 min / 40 °C (104 °F)
35% D.C.1) / 90 A
60% D.C.1) / 70 A
100% D.C.1) / 50 A
Gas protector (estándar EN 439) Argón
4.0 m / 8.0 m
(13 ft + 1.48 in. / 26 ft + 2.96 in.)
95

THP 150 G SH
Circuito de voltaje abierto máximo
permitido U
0
Tensión de cebado máxima permitida U
P
1)
D.C. = Ciclo de trabajo
113 V
¡No se diseñó ni es adecuado para equipos
de cebado de arco voltaico!
96

Juego de cables
L
refrigerado con
agua - THP 300
SH
THP 300 SH
Corriente de soldadura de CC
a 10 min / 40 °C (104 °F)
60% D.C.1) / 300 A
100% D.C.1) / 230 A
Corriente de soldadura de CA
a 10 min / 40 °C (104 °F)
60% D.C.1) / 250 A
100% D.C.1) / 190 A
Gas protector (estándar EN 439) Argón
4.0 m / 8.0 m
(13 ft + 1.48 in. / 26 ft + 2.96 in.)
La capacidad de refrigeración más
650 W / 650 W
baja de acuerdo con el estándar
IEC 60974-2, dependiendo de la
longitud del juego de cables
Caudal líquido de refrigeración
mínimo aceptable Q
mín
Presión del líquido de refrigeración
mínima aceptable p
mín
Presión del líquido de refrigeración
máxima aceptable p
máx
Circuito de voltaje abierto máximo
permitido U
0
Tensión de cebado máxima permitida U
P
(0.26 gal./min [US])
1 l/min
3 bar
(43 psi)
5.5 bar
(79 psi)
113 V
10 kV
ES-MX
1)
D.C. = Ciclo de trabajo
97

98

Sommaire
Sécurité 100
Sécurité 100
Utilisation conforme à la destination 101
Variantes de torche de soudage 102
Variantes de torche de soudage disponibles 102
Fonctions de la torche de soudage Up/Down 104
Éléments de commande de la torche de soudage Up/Down- 104
Description fonctionnelle de la torche de soudage Up/Down- 104
Monter les pièces d'usure 106
Monter le système de pièces d'usure A avec buse de gaz à enfichage 106
Système de pièces d'usure P avec buse de gaz à vis 107
Installer le col de cygne, connecter la torche de soudage 108
Monter le col de cygne 108
Raccorder la torche de soudage 110
Tourner le col de cygne 110
Remplacer le col de cygne d'une torche de soudage refroidie par gaz 111
Remplacer le col de cygne 111
Remplacer le col de cygne d'une torche de soudage refroidie par eau 114
Vider automatiquement la torche de soudage et remplacer le col de cygne 114
Vider manuellement la torche de soudage et remplacer le col de cygne 116
Maintenance, entretien et élimination 120
Interdictions 120
Maintenance à chaque mise en service 121
Élimination des déchets 121
Diagnostic d’erreur, élimination de l'erreur 122
Diagnostic d’erreur, élimination de l'erreur 122
Caractéristiques techniques 125
Généralités 125
Col de cygne refroidi par gaz – TTB 80, TTB 160, TTB 220 125
Col de cygne refroidi par eau – TTB 180, TTB 300 126
Faisceau de liaison refroidi par gaz - THP 120 G SH, THP 180 G SH 127
Faisceau de liaison refroidi par gaz - THP 150 G SH 127
Faisceau de liaison refroidi par eau – THP 300 SH 129
FR
99

Sécurité
Sécurité
AVERTISSEMENT!
Danger dû à une erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document doivent
▶
uniquement être exécutés par du personnel qualifié.
Le présent document doit être lu et compris.
▶
Toutes les instructions de service des composants périphériques, en particulier les
▶
consignes de sécurité, doivent être lues et comprises.
AVERTISSEMENT!
Danger d'électrocution et de blessure en cas de sortie du fil-électrode.
Cela peut entraîner des dommages corporels et matériels graves.
Avant d'entamer les travaux, déconnecter tous les appareils et composants
▶
périphériques concernés et les débrancher du réseau électrique.
S'assurer que tous les composants périphériques concernés ne peuvent pas être re-
▶
mis en marche.
AVERTISSEMENT!
Danger dû à un courant électrique suite à des composants périphériques défectueux et une erreur de manipulation.
Cela peut entraîner des dommages corporels et matériels graves.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solidement
▶
raccordés, intacts, correctement isolés et de capacité suffisante.
AVERTISSEMENT!
Danger de fuite de réfrigérant suite à des tuyaux à réfrigérant non raccordés.
Cela peut entraîner des courts-circuits et des dommages matériels.
Toujours raccorder les tuyaux à réfrigérant des torches de soudage refroidies par
▶
eau avec le dispositif de fermeture en plastique monté dessus lorsque ceux-ci sont
séparés du refroidisseur ou du dévidoir.
ATTENTION!
Danger de brûlure provoquée par les composants de la torche de soudage et le
réfrigérant brûlants.
Cela peut entraîner de graves brûlures.
Avant de commencer toute opération décrite dans les présentes Instructions de ser-
▶
vice, laisser tous les composants de la torche de soudage et le réfrigérant refroidir à
température ambiante (+25 °C, +77 °F).
100
 Loading...
Loading...