

Page 1

/ Battery Charging Systems / Welding Technology / Solar Electronics
TransTig 1600
TransTig 1700
Návod na použitie
Zoznam náhradných dielov
SK
Prúdovy zdroje WIG
42,0426,0023,SK 004-15112013
Page 2

Page 3

Vážená čitateľka, vážený čitateľ
Úvod
Ďakujeme vám za prejavenú dôveru a blahoželáme vám ku kúpe technicky vysoko
kvalitného výrobku značky Fronius. Tento návod vám pomôže dokonale sa s ním zoznámiť. Ak si ho starostlivo preštudujete, spoznáte rôznorodé možnosti vášho výrobku
značky Fronius. Iba tak dokážete maximálne využiť všetky jeho výhody.
Prosíme vás aj o striktné dodržiavanie bezpečnostných predpisov a o zvýšenie bezpečnosti na mieste inštalácie vášho výrobku. Starostlivým zaobchádzaním s vašim
výrobkom zaručíte jeho dlhodobú kvalitu, spoľahlivosť a životnosť. To všetko sú dôležité
predpoklady vynikajúcich výsledkov.
SK
ud_fr_st_et_01507 012012
Page 4

Page 5

Bezpečnostné predpisy
NEBEZPEČENSTVO!
VÝSTRAHA !
OPATRNE!
UPOZORNENIE !
Dôležité upozornenie!
„NEBEZPEČENSTVO!“ Označuje bezprostredne hroziace nebezpečenst-
vo. Ak sa mu nezabráni, dôsledkom sú smrteľné následky alebo najťažšie
zranenia.
„VÝSTRAHA!“ Označuje potenciálne nebezpečnú situáciu. Ak sa jej
nezabráni, dôsledkom môže byť smrť alebo najťažšie zranenia.
„OPATRNE !“
dôsledkom môžu byť ľahké alebo nepatrné zranenia, ako aj materiálne škody.
„UPOZORNENIE !“ Označuje riziko nepriaznivo ovplyvnených pracovných
výsledkov a možných poškodení výbavy.
„Dôležité !“ Označuje tipy na použitie a iné zvlášť užitočné informácie. Toto nie je
návestné slovo pre škodlivú alebo nebezpečnú situáciu.
Keď vidíte niektorý zo symbolov, vyobrazených v kapitole „Bezpečnostné predpisy“, je
potrebná zvýšená obozretnosť.
Označuje potenciálne škodlivú situáciu. Ak sa jej nezabráni,
SK
Všeobecné
informácie
Zariadenie je vyhotovené na úrovni súčasného stavu techniky a uznávaných
bezpečnostno-technických predpisov. Predsa však pri chybnej obsluhe alebo
zneužití hrozí nebezpečenstvo ohrozenia
- života a zdravia obslužného pracovníka alebo ďalších,
- zariadenia a iných vecných hodnôt prevádzkovateľa,
- efektívnej práce s týmto zariadením.
Všetky osoby, ktoré sú poverené uvedením do prevádzky, obsluhou, údržbou
a udržiavaním tohto zariadenia, musia
-byť zodpovedajúco kvalifikované,
-mať znalosti zo zvárania a
- kompletne si prečítať tento návod na obsluhu a postupovať presne podľa
neho.
Tento návod na obsluhu treba neustále mať uložený v mieste použitia zariadenia. Na doplnenie k tomuto návodu na obsluhu treba dať k dispozícii
a dodržiavať všeobecne platné, ako aj miestne predpisy na prevenciu úrazov
a ochranu životného prostredia.
Všetky bezpečnostné pokyny a upozornenia na nebezpečenstvo na zariadení
- udržiavať v čitateľnom stave
- nepoškodzovať
- neodstraňovať
- neprikrývať, neprelepovať a tiež nepremaľovávať.
Polohy bezpečnostných pokynov a upozornení na nebezpečenstvo na zariadení nájdete v kapitole „Všeobecné“ v návode na obsluhu vášho zariadenia.
Pred zapnutím zariadenia treba odstrániť poruchy, ktoré môžu nepriaznivo
ovplyvniť bezpečnosť.
Ide o vašu bezpečnosť !
I
ud_fr_st_sv_01508 012013
Page 6
Použitie, primerané danému
určeniu
Prístroj treba použiť výlučne na práce v zmysle použitia, primeraného danému určeniu.
Zariadenie je určené výlučne pre zváracie postupy uvedené na výkonovom
štítku.
Iné použitie, alebo použitie presahujúce tento rámec, sa považuje za použitie
neprimerané danému určeniu. Za škody z tohto vzniknuté výrobca neručí.
K použitiu, primeranému danému určeniu, patrí tiež
- kompletné prečítanie a dodržiavanie všetkých pokynov návodu na obsluhu
- kompletné prečítanie a dodržiavanie všetkých bezpečnostných pokynov
a upozornení na nebezpečenstvo
- dodržiavanie inšpekčných a údržbárskych prác.
Zariadenie nikdy nepoužiť na nasledujúce aplikácie:
- roztápanie potrubí
- nabíjanie batérií/akumulátorov
- štartovanie motorov
Zariadenie je nadimenzované na prevádzkovanie v priemysle
a živnostenskom sektore. Za poškodenia, vyplývajúce z použitia v obytnej
oblasti, výrobca neručí.
Výrobca v žiadnom prípade nepreberá ručenie za nedostatočné alebo
chybné pracovné výsledky.
Okolité podmienky
Povinnosti
prevádzkovateľa
Prevádzkovanie alebo skladovanie zariadenia mimo uvedenej oblasti je
považované za neprimerané danému určeniu. Za škody z tohto vzniknuté
výrobca neručí.
Teplotný rozsah okolitého vzduchu:
- pri prevádzkovaní: -10 °C až + 40 °C (14 °F až 104 °F)
- pri preprave a skladovaní: - 25 °C až + 55 °C (-13 °F až 131 °F)
Relatívna vlhkosť vzduchu:
- až 50 % pri 40 °C (104 °F)
- až 90 % pri 20 °C (68 °F)
Okolitý vzduch: bez prachu, kyselín, koróznych plynov alebo substancií, atď.
Výšková poloha nad hladinou mora: do 2000 m (6500 ft)
Prevádzkovateľ sa zaväzuje na zariadení nechať pracovať iba osoby, ktoré
- sú oboznámené so základnými predpismi o pracovnej bezpečnosti
a prevencii úrazov a sú zaučené do manipulácie so zariadením
- prečítali si kapitolu „Bezpečnostné predpisy“ a výstražné upozornenia
v tomto návode na obsluhu, porozumeli im a toto potvrdili svojim podpisom
- sú vyškolené v súlade s požiadavkami na pracovné výsledky.
ud_fr_st_sv_01508 012013
Bezpečnostnú informovanosť personálu treba v pravidelných intervaloch
kontrolovať.
II
Page 7

Povinnosti
personálu
Všetky osoby, ktoré sú poverené prácami na zariadení, sa zaväzujú pred
začiatkom práce
- dodržiavať základné predpisy bezpečnosti pri práci a prevencie úrazov
- prečítať si kapitolu „Bezpečnostné predpisy“ a výstražné upozornenia
v tomto návode na obsluhu a svojim podpisom potvrdiť, že jej porozumeli
a že ju budú dodržiavať.
Pred opustením pracoviska zabezpečiť,aby aj v neprítomnosti nemohlo
dochádzať k žiadnym personálnym a vecným škodám.
Sieťová prípojka
Vlastná ochrana
a ochrana
ďalších osôb
Zariadenia s vysokým príkonom môžu svojim prúdovým odberom negatívne
ovplyvňovať kvalitu energie v sieti.
Niektorých zariadení sa to môže dotýkať vo forme:
- Pripojovacích obmedzení
- Požiadaviek súvisiacich s maximálnou dovolenou sieťovou impedanciou
*)
- Požiadaviek súvisiacich s minimálnym požadovaným skratovým výko-
*)
nom
*)
vždy v mieste pripojenia k verejnej sieti
pozri technické údaje
V tomto prípade sa prevádzkovateľ alebo používateľ zariadenia musí uistiť, či
sa zariadenie môže pripojiť. Podľa potreby je potrebné poradiť sa s energetickým rozvodným podnikom.
Pri zváraní sa vystavujete početným ohrozeniam, ako napr.:
- úlet iskier, dookola poletujúce horúce častice kovov
- žiarenie elektrického oblúka, poškodzujúce zrak a pokožku
- škodlivé elektromagnetické polia, ktoré pre nositeľov kardiostimulátorov
znamenajú ohrozenie života
SK
- elektrické ohrozenie na základe sieťového a zváracieho prúdu
- zvýšené zaťaženie hlukom
- škodlivý dym a plyny zo zvárania
Osoby, ktoré pracujú počas operácie zvárania na obrobku, musia používať
vhodný ochranný odev s nasledujúcimi vlastnosťami:
- ťažko vznietitelný
- izolujúci a suchý
- pokrývajúci celé telo, nepoškodený a v dobrom stave
- ochranná prilba
- nohavice bez manžiet
III
ud_fr_st_sv_01508 012013
Page 8

Vlastná ochrana
a ochrana
ďalších osôb
(pokračovanie)
Za súčasť ochranného odevu sa okrem iného považuje:
-Oči a tvár chrániť ochranným štítom s predpisovou filtračnou vložkou
pred ultrafialovým žiarením, horúčavou a úletom iskier.
- Za ochranným štítom nosiť predpisové ochranné okuliare so stranovou
ochranou.
- Nosiť pevnú obuv, izolovanú aj na špičke
- Ruky chrániť vhodnými rukavicami (elektricky izolujúce, ochrana pred
horúčavou).
- Na zníženie zaťaženia hlukom a na ochranu pred zraneniami nosiť
ochranu sluchu.
Osoby, predovšetkým deti, držať v dostatočnej vzdialenosti počas prevádzkovania týchto zariadení a počas procesu zvárania. Ak sa však predsa
v blízkosti nachádzajú osoby
- tieto poučiť o všetkých ohrozeniach (nebezpečenstvo oslepnutia od
elektrického oblúka, nebezpečenstvo zranení na základe úletu iskier,
zdravotne škodlivý dym zo zvárania, zaťaženie hlukom, možné ohrozenie
od sieťového alebo zváracieho prúdu, ...),
-dať k dispozícii vhodné ochranné prostriedky alebo
- postaviť vhodné ochranné steny alebo závesy.
Informácie o
hodnotách
hlučnosti
Nebezpečenstvo
spôsobované
škodlivými
plynmi a parami
Maximálna hladina akustického tlaku vyžarovaného týmto zariadením je < 80
dB(A) (ref. 1 pW) pri chode naprázdno a počas ochladzovacej fázy po prevádzke, pri maximálnom dovolenom pracovnom bode a normovanom
zaťažení podľa EN 60974-1.
Konkrétna hodnota emisií pri zváraní (a rezaní) pre určité pracovisko sa nedá
špecifikovať, pretože je určovaná postupom a okolitými podmienkami. Závisí
od najrôznejších parametrov, ako je napr. zvárací postup (zváranie MIG/MAG,
WIG), zvolený druh prúdu (jednosmerný prúd, striedavý prúd), výkonový
rozsah, druh zváraného materiálu, rezonančné správanie obrobku, okolie
pracoviska a pod.
Plyn vznikajúci pri zváraní obsahuje zdravotne škodlivé plyny a výpary.
Dym zo zvárania obsahuje substancie, ktoré podľa konkrétnych okolností
môžu zapríčiniť poškodenia plodu a rakovinu.
Hlavu držať mimo zóny tvorby dymu a plynov zo zvárania.
Vzniká dym aj škodlivé plyny
- nevdychovať
- odsávať z pracovnej oblasti vhodnými prostriedkami.
ud_fr_st_sv_01508 012013
Postarať sa o dostatočné privádzanie čerstvého vzduchu.
Pri nedostatočnom vetraní použiť dýchaciu ochrannú masku s privádzaním
vzduchu.
V prípade neistoty ohľadom toho, či odsávaný výkon postačuje, namerané
hodnoty emisií škodlivín porovnajte s prípustnými medznými hodnotami.
Ak sa nezvára, ventil fľaše s ochranným plynom treba zatvoriť alebo centrálne napájanie plynom zatvoriť.
IV
Page 9
Nebezpečenstvo
spôsobované
škodlivými
plynmi a parami
(pokračovanie)
Za stupeň škodlivosti dymu zo zvárania sú okrem iného zodpovedné nasledujúce zložky:
- kovy použité na obrobok
- elektródy
- povlaky
- čističe, odmasťovače a podobne
Preto treba zohľadniť zodpovedajúce karty bezpečnostných údajov k daným
materiálom a údaje výrobcov k uvádzaným zložkám.
Zápalné pary (napr. výpary z rozpúšťadiel) držať v dostatočnej vzdialenosti
od oblasti žiarenia elektrického oblúka.
Nebezpečenstvo
v dôsledku úletu
iskier
Nebezpečenstvá
spôsobované
sieťovým
a zváracím
prúdom
Úlet iskier môže vyvolať požiare a explózie.
Nikdy nezvárať v blízkosti horľavých materiálov.
Horľavé materiály musia byť vzdialené od elektrického oblúka prinajmenšom
11 metrov (35 ft.) alebo musia byť prikryté odskúšaným krytom.
Treba mať pripravené vhodné odskúšané hasiace prístroje.
Iskry a horúce častice kovov sa môžu aj cez malé škáry a otvory dostať do
okolitých priestorov. Zabezpečiť zodpovedajúce opatrenia, aby napriek tomu
nevznikalo žiadne riziko zranení a požiarov.
Nezvárať v požiarne a explózne ohrozených oblastiach a na uzavretých
nádržiach, sudoch alebo potrubiach, ak tieto nie sú riadne pripravené podľa
zodpovedajúcich národných a medzinárodných noriem.
Na nádobách, v ktorých sú/boli skladované plyny, palivá, minerálne oleja
a podobne, sa nesmie zvárať. S ohľadom na ich zvyšky existuje nebezpečenstvo explózie.
Zasiahnutie elektrickým prúdom je v zásade životu nebezpečné a môže byť
smrteľné.
Nedotýkať sa častí pod napätím v rámci zariadenia alebo mimo neho.
Pri zváraní MIG/MAG a WIG je pod napätím aj zvárací drôt, cievka drôtu,
hnacie kladky, ako aj kovové časti, ktoré sú v kontakte so zváracím drôtom.
SK
Posuv drôtu vždy postavte na dostatočne izolovaný podklad, alebo použite
vhodné, izolujúce uchytenie posuvu drôtu.
Postarajte sa o vhodnú vlastnú ochranu a ochranu ďalších osôb prostredníctvom suchej podložky alebo krytovania, dostatočne izolujúcej voči zemniacemu potenciálu alebo potenciálu kostry. Táto podložka alebo krytovanie musí
úplne pokrývať celú oblasť medzi telom a zemniacim potenciálom alebo
potenciálom kostry.
Všetky káble a vodiče musia byť pevné, nepoškodené, zaizolované
a dostatočne nadimenzované. Voľné spojenia, pripálené, poškodené alebo
poddimenzované káble a vodiče ihneď vymeniť.
Káble alebo vodiče neovíjať okolo tela alebo častí tela.
V
ud_fr_st_sv_01508 012013
Page 10

Nebezpečenstvá
spôsobované
sieťovým
a zváracím
prúdom
(pokračovanie)
Zváraciu elektródu (tyčkovú elektródu, volfrámovú elektródu, zvárací drôt, ...)
- nikdy kvôli ochladeniu neponárať do kvapalín
- nikdy sa jej nedotýkať pri zapnutom prúdovom zdroji.
Medzi zváracími elektródami dvojice zváracích zariadení sa môže napríklad
vyskytovať dvojnásobné napätie chodu naprázdno jedného zváracieho
zariadenia. Pri súčasnom dotyku potenciálov oboch elektród existuje podľa
okolností nebezpečenstvo ohrozenia života.
Sieťový prívod a prívod k zariadeniu nechajte pravidelne prekontrolovať
odborným elektrikárom ohľadom funkčnej spôsobilosti ochranného vodiča.
Zariadenie prevádzkovať iba na sieti s ochranným vodičom a so zásuvkou
s kontaktom ochranného vodiča.
Ak sa zariadenie prevádzkuje na sieti bez ochranného vodiča a na zásuvke
bez kontaktu ochranného vodiča, je to považované za hrubú nedbalosť. Za
škody z tohto vzniknuté výrobca neručí.
Ak je to potrebné, vhodnými prostriedkami sa postarajte o dostatočné uzemnenie obrobku.
Nepoužité zariadenia vypnite.
Pri prácach vo väčšej výške noste bezpečnostný postroj na zaistenie proti
pádu.
Blúdivé zváracie
prúdy
Pred prácami na zariadení treba toto zariadenie vypnúť a vytiahnuť sieťovú
zástrčku.
Zariadenie prostredníctvom zretelne čitateľného a zrozumiteľného
výstražného štítka zaistite proti zasunutiu sieťovej zástrčky a proti opätovnému zapnutiu.
Po otvorení zariadenia:
- vybiť všetky konštrukčné časti, ktoré akumulujú elektrický náboj
- zabezpečiť, aby všetky komponenty zariadenia boli v bezprúdovom
stave.
Ak sú potrebné práce na častiach pod napätím, treba privolať druhú osobu,
ktorá včas vypne hlavný spínač.
Ak sa ďalej uvádzané upozornenia nerešpektujú, je možný vznik blúdivých
zváracích prúdov, ktoré môžu zapríčiniť nasledovné:
- nebezpečenstvo vzniku požiaru
- prehriate konštrukčných častí, ktoré sú spojené s obrobkom
- porušenie ochranných vodičov
- poškodenie zariadenia a iných elektrických zariadení
Postarajte sa o pevné spojenie zvierky na obrobku s týmto obrobkom.
ud_fr_st_sv_01508 012013
Zvierku na obrobku pripevniť čo možno najbližšie k zváranému miestu.
Pri elektricky vodivých podlahách postaviť zariadenie s dostatočnou izoláciou
voči podlahe.
Pri použití prúdových rozvádzačov, dvojhlavových uchytení, atď. dbať na
nasledovné: Aj elektróda nepoužitého zváracieho horáka/držiaka elektródy je
pod napätím. Postarajte sa o dostatočne izolujúce uloženie nepoužitého
zváracieho horáka/držiaka elektródy.
VI
Page 11

Blúdivé zváracie
prúdy
(pokračovanie)
Pri automatických aplikáciách MIG/MAG drôtovú elektródu previesť iba
izolovane z nádoby so zvarovacím drôtom, z veľkokapacitnej cievky alebo
z cievky drôtu k posuvu drôtu.
Klasifikácia
zariadení podľa
EMK
Opatrenia v
oblasti elektromagnetickej
kompatibility
Zariadenia emisnej triedy A:
- sú určené len na použitie v priemyselnom prostredí
- v inom prostredí môžu spôsobovať rušenie po vedení a vyžarovaním v
závislosti od výkonu.
Zariadenia emisnej triedy B:
-spĺňajú požiadavky na emisie pre obytné a priemyselné prostredie. Platí
to aj pre obytné prostredie, v ktorom sa napájanie energiou zabezpečuje
z verejnej nízkonapäťovej siete.
Klasifikácia zaradení podľa EMK podľa typového štítku alebo technických
údajov
V osobitných prípadoch môže napriek dodržiavaniu normalizovaných medzných hodnôt emisií dochádzať k negatívnemu ovplyvňovaniu prostredia danej
aplikácie (napr. ak sa na mieste inštalácie nachádzajú citlivé zariadenia,
alebo ak sa miesto inštalácie nachádza v blízkosti rádiového alebo televízneho prijímača).
V tomto prípade je prevádzkovateľ povinný prijať primerané opatrenia na
odstránenie rušenia.
Podľa národných a medzinárodných ustanovení prekontrolujte a vyhodnoťte
možné problémy a odolnosť voči rušeniu zariadení v okolí:
- bezpečnostné zariadenia
- sieťové a signálne káble a tiež káble na prenos dát
- zariadenia na elektronické spracovanie dát a telekomunikačné zariadenia
- zariadenia na meranie a kalibráciu
SK
Podporné opatrenia na zabránenie problémom s elektromagnetickou kompatibilitou:
a) Sieťové napájanie
- Ak napriek predpisovému pripojeniu na sieť dochádza
k elektromagnetickým poruchám, zabezpečte prídavné opatrenia (napr.
použite vhodný sieťový filter).
b) Zváracie káble
-mať podľa možnosti čo najkratšie
- nechať prebiehať uložené tesne pri sebe (aj na zabránenie problémom
s elektromagnetickými poliami)
- uložiť v dostatočnej vzdialenosti vzdialené od iných vodičov
c) Vyrovnanie potenciálov
d) Uzemnenie obrobku
- Ak je to potrebné, vytvorte uzemňovacie spojenie cez vhodné kondenzátory.
e) Odtienenie, ak je to potrebné
- iné zariadenia v okolí odtieniť
- Odtieniť celú zváraciu inštaláciu
VII
ud_fr_st_sv_01508 012013
Page 12
Opatrenia
ohľadom elektromagnetických
polí
Eletromagnetické polia môžu zapríčiniť zdravotné poškodenia, ktoré ešte nie
sú známe:
-Účinky na zdravie osôb nachádzajúcich sa v bezprostrednej blízkosti,
napr. nositeľov kardiostimulátorov a pomôcok pre nedoslýchavých
- Nositelia kardiostimulátorov sa musia poradiť so svojim lekárom prv, než
sa budú zdržiavať v bezprostrednej blízkosti tohto zariadenia
a zváracieho procesu
- Z bezpečnostných dôvodov treba udržiavať podľa možnosti čo najväčšie
odstupy medzi zváracími káblami a hlavou/trupom zvárača
- Zváracie káble a hadicové balíky nenosiť prevesené cez plece a neovinúť
si ich okolo tela a častí tela
Zvláštne miesta
ohrozenia
Ruky, vlasy, kusy odevu a nástroje preč od pohyblivých častí, ako napr.:
- ventilátorov
- ozubených kolies
- kladiek
- hriadeľov
- cievok drôtu a zváracích drôtov
Nezasahovať do otáčajúcich sa ozubených kolies posuvu drôtu alebo do
otáčajúcich sa hnacích častí.
Krytovania a bočné časti sa smú otvárať / odstraňovať iba pri vykonávaní
údržby a opravárenských prác.
Počas prevádzkovania
- Zabezpečiť, aby boli všetky krytovania zatvorené a aby boli riadne namontované všetky bočné časti.
- Všetky krytovania a bočné časti udržiavať v zatvorenom stave.
Výstup zváracieho drôtu zo zváracieho horáka spôsobuje vysoké riziko
zranení (prepichnutie pokožky, zranenie tváre a očí, ...). Preto treba horák
držať v smere od tela (zariadenia s posuvom drôtu).
Nedotýkajte sa obrobku počas zvárania ani po ňom – nebezpečenstvo
popálenia.
ud_fr_st_sv_01508 012013
Z chladnúcich obrobkov môže odskočiť troska. Preto aj pri dodatočných
prácach na obrobkoch noste predpísanú ochrannú výbavu a postarajte sa
o dostatočnú ochranu iných osôb.
Zváracie horáky a iné komponenty výbavy s vysokou prevádzkovou teplotou
nechajte ochladiť prv, než sa na nich bude pracovať.
V požiarne a explózne ohrozených priestoroch platia špeciálne predpisy –
dodržať zodpovedajúce národné a medzinárodné ustanovenia.
Prúdové zdroje pre prácu v priestoroch so zvýšeným elektrickým ohrozením
(napr. kotly) musia byť vyznačené znakom (Safety). Prúdový zdroj sa však
nesmie nachádzať v takýchto priestoroch.
Nebezpečenstvo obarenia od uniknutej chladiacej kvapaliny. Pred nasunutím
prípojov pre výtok alebo spätný prítok vody treba chladiace zariadenie
vypnúť.
VIII
Page 13
Zvláštne miesta
ohrozenia
(pokračovanie)
Pri prenášaní zariadení žeriavom použiť iba vhodné prostriedky na uchytenie
bremena od výrobcu.
-Reťaze alebo laná zavesiť na všetkých závesných bodoch vhodného
prostriedku na uchytenie bremena.
-Reťaze alebo laná musia byť polohované s čo možno najmenším uhlom
vzhľadom na zvislicu.
- Odstrániť plynovú fľašu a posuv drôtu (zariadenia MIG/MAG a WIG).
Pri zavesení posuvu drôtu na žeriav počas zvárania použiť vždy vhodný
izolujúci záves posuvu drôtu (zariadenia MIG/MAG a WIG).
Ak je zariadenie vybavené nosným popruhom alebo nosnou rukoväťou, tie
slúžia výlučne na ručné prenášanie. Pre prenášanie pomocou žeriavu,
vidlicového vozíka alebo inými mechanickými zdvíhadlami nie je tento nosný
popruh vhodný.
Je potrebné skontrolovat všetky viazacie prostriedky (popruhy, spony, retaze
atd.), ktoré sa používajú v súvislosti so zariadením alebo jeho komponentmi
(napr. ohladne mechanických poškodení, korózie alebo zmien spôsobených
poveternostnými vplyvmi).
Interval a rozsah kontroly musia zodpovedat minimálne platným národným
normám a smerniciam.
Pri použití adaptéra na pripojenie ochranného plynu hrozí nebezpečenstvo
nespozorovaného úniku bezfarebného ochranného plynu bez zápachu. Závit
adaptéra zo strany zariadenia na pripojenie ochranného plynu treba pred
montážou utesniť pomocou vhodnej teflónovej pásky.
SK
Negatívne vplyvy
na výsledky
zvárania
Ohrozenie na
základe použitia
fliaš
s ochranným
plynom
Pre riadnu a bezpečnú funkciu zváracieho systému je potrebné splniť nasledujúce zadania ohľadom kvality ochranného plynu:
-veľkosť častíc pevných látok <40µm,
- tlakový rosný bod <-20°C,
- max. obsah oleja <25mg/mł.
V prípade potreby treba použiť filtre.
UPOZORNENIE! Nebezpečenstvo znečistenia vzniká predovšetkým v
okružných vedeniach.
Fľaše ochranného plynu obsahujú plyn pod tlakom a pri poškodení môžu
explodovať. Keďže tieto fľaše s ochranným plynom sú súčasťou zváračskej
výbavy, musí sa s nimi narábať veľmi opatrne.
Fľaše ochranného plynu so stlačeným plynom chráňte pred prílišnou horúčavou, mechanickými nárazmi, troskou, otvoreným plameňom, iskrami
a elektrickým oblúkom.
Fľaše s ochranným plynom namontujte do zvislej polohy a upevnite podľa
návodu, aby sa nemohli prevrátiť.
Fľaše s ochranným plynom neuchovávajte v blízkosti zváracích alebo iných
elektrických prúdových obvodov.
Zvárací horák nikdy nevešajte na fľašu s ochranným plynom.
Fľaše s ochranným plynom sa nikdy nedotýkajte zváracou elektródou.
IX
ud_fr_st_sv_01508 012013
Page 14

Ohrozenie na
základe použitia
fliaš s ochranným
plynom
(pokračovanie)
Nebezpečenstvo explózií, nikdy nezvárajte na fľaši s ochranným plynom pod
tlakom.
Vždy použite iba vhodné fľaše s ochranným plynom na príslušnú aplikáciu
a k tomu sa hodiace príslušenstvo (regulátor, hadice a armatúry, ...). Fľaše
s ochranným plynom a príslušenstvo používajte iba ak sú v dobrom stave.
Pri otváraní ventilu fľaše s ochranným plynom odvráťte tvár od vývodu.
Ak sa nezvára, ventil fľaše s ochranným plynom treba zatvoriť.
Na ventile nepripojenej fľaše s ochranným plynom nechávajte kryt.
Postupujte podľa údajov výrobcu, ako aj zodpovedajúcich národných a
medzinárodných ustanovení pre fľaše s ochranným plynom a časti príslušenstva.
Bezpečnostné
opatrenia
v mieste naištalovania a pri preprave
Prevracajúce sa zariadenie môže znamenať nebezpečenstvo ohrozenia
života: Zariadenie stabilne postavte na rovný pevný poklad
- Je prípustný uhol sklonu maximálne 10°.
V požiarne a explózne ohrozených priestoroch platia zvláštne predpisy
- rešpektujte zodpovedajúce národné a medzinárodné ustanovenia.
Vnútroprevádzkovými pokynmi a kontrolami zabezpečte, aby bolo okolie
pracoviska vždy čisté a prehľadné.
Prístroj postavte a prevádzkujte iba podľa podmienok pre krytie, uvádzané
na výkonovom štítku.
Po postavení zariadenia zabezpečiť odstup dookola 0,5 m (1 ft. 7.69 in.), aby
chladiaci vzduch mohol nerušene vstupovať a vystupovať.
Pri preprave zariadenia sa postarajte, aby sa dodržali platné národné
a regionálne smernice a predpisy na prevenciu úrazov. Platí to špeciálne pre
smernice ohľadom ohrozenia pri transporte a preprave.
Pred každým transportom zariadenia treba chladiace médium úplne vypustiť,
a tiež demontovať nasledujúce komponenty:
- posuv drôtu
- cievku s drôtom
-fľašu s ochranným plynom
ud_fr_st_sv_01508 012013
Pred uvedením do prevádzky, po preprave sa bezpodmienečne musí vykonať vizuálna kontrola zariadenia ohľadom poškodení. Akékoľvek poškodenia
treba pred uvedením do prevádzky dať opraviť vyškolenému servisnému
personálu.
X
Page 15

Bezpečnostné
opatrenia
v normálnom
režime prevádzky
Zariadenie prevádzkovať iba vtedy, ak sú všetky ochranné zariadenia plne
funkčné. Ak ochranné zariadenia nie sú plne funkčné, existuje nebezpečenstvo
- ohrozenia života a zdravia obslužného pracovníka alebo iných osôb,
- ohrozenia zariadenia a iných vecných hodnôt prevádzkovateľa
- ohrozenia efektívnej práce s týmto zariadením.
Nie plne funkčné bezpečnostné zariadenia treba pred zapnutím zariadenia
opraviť.
Ochranné zariadenia nikdy neobchádzajte a nevyraďujte z prevádzky.
Pred zapnutím zariadenia zaistite, aby nikto nemohol byť ohrozený.
- Zariadenie prinajmenšom raz za týždeň prekontrolujte ohľadom zvonku
rozoznateľných poškodení a funkčnej spôsobilosti bezpečnostných
zariadení.
-Fľašu s ochranným plynom vždy dobre upevnite a pred prenášaním
žeriavom sa musí zložiť najprv.
- Na základe vlastností (elektrická vodivosť, ochrana proti mrazu, kompatibilita s materiálmi, horľavosť, ...) je pre použitie v našich zariadeniach
vhodné iba originálne chladiace médium od výrobcu.
- Použávajte iba vhodné originálne chladiace médium od výrobcu.
- Originálne chladiace médium od výrobcu nemiešajte s inými chladiacimi
médiami.
- Ak pri použití iných chladiacich médií dôjde k poškodeniam, výrobca za
ne neručí a všetky záručné nároky zanikajú.
- Chladiace médium je za určitých predpokladov zápalné. Chladiace
médium prepravujte iba v uzatvorených originálnych nádobách
a neuchovávajte ho v blízkosti zápalných zdrojov.
- Opotrebované chladiace médium riadne zlikvidovať podľa požiadaviek
národných a medzinárodných predpisov. Kartu bezpečnostných údajov
dostanete vo vašom servisnom stredisku alebo cez internetovú stránku
výrobcu.
- Po ochladení zariadení treba pred začiatkom zvárania prekontrolovať
stav chladiaceho média.
SK
Údržba a opravy
Pri dielcoch z iných zdrojov nie je zaručené, že boli skonštruované
a vyrobené primerane danému namáhaniu a bezpečnosti. Používajte iba
originálne náhradné diely a diely podliehajúce zrýchlenému opotrebovaniu
(platí tiež pre normalizované diely).
Bez povolenia výrobcu nevykonávajte žiadne zmeny, osádzania alebo
prestavby na zariadení.
Ihneď vymeňte konštrukčné časti, ktoré nie sú v bezchybnom stave.
Pri objednávkach uvádzajte presný názov a registračné číslo podľa zoznamu
náhradných dielov, ako aj výrobné číslo vášho zariadenia.
XI
ud_fr_st_sv_01508 012013
Page 16
Bezpečnostnotechnická inšpekcia
Prevádzkovateľ odporúča najmenej raz za 12 mesiacov vykonať bezpečnostno-technickú inšpekciu zariadenia.
V priebehu toho istého intervalu 12 mesiacov odporúča výrobca kalibráciu
prúdových zdrojov.
Odporúča sa bezpečnostno-technická inšpekcia vykonaná preskúšaným
odborným elektrikárom
- po zmene
- po osádzaní alebo prestavbách
- po oprave, ošetrení a údržbe
- prinajmenšom každých 12 mesiacov.
Pri tejto bezpečnostno-technickej inšpekcii postupujte podľa zodpovedajúcich národných a medzinárodných noriem a smerníc.
Bližšie informácie pre bezpečnostno-technickú inšpekciu a kalibráciu získate
vo vašom servisnom stredisku. To Vám na požiadanie poskytne aj
požadované podklady.
Likvidácia
Označenie bezpečnosti
Neodhadzujte toto zariadenie do domového odpadu !
Podľa európskej smernice 2002/96/EG o elektrických a elektronických
starých prístrojoch a o ich uplatnení v národnom práve musia byť opotrebované elektrické nátroje zbierané separátne a odovzdané na enviromentálne
správne opätovné využitie. Zabezpečte, aby vaše použité zariadenie bolo
odovzdané späť vášmu výrobcovi alebo si zadovážte informácie o miestnom
systéme zberu a likvidácie.
Ignorovanie tejto Smernice EÚ môže viesť k potencionálnym dopadom na
životné prostredie a na vaše zdravie !
Zariadenia s označením CE spĺňajú základné požiadavky Smernice pre nízke
napätia a elektromagnetickú kompatibilitu (napr. relevantné normy pre
výrobky z radu noriem EN 60 974).
Zariadenia označené kontrolným znakom CSA spĺňajú požiadavky relevantných noriem pre Kanadu a USA.
Bezpečnosť dát
Autorské práva
ud_fr_st_sv_01508 012013
Za dátové zaistenie zmien oproti nastaveniam z výroby je zodpovedný
používateľ. V prípade vymazaných osobných nastavení výrobca neručí.
Autorské práva na tento návod na obsluhu zostávajú u výrobcu.
Text a vyobrazenia zodpovedajú technickému stavu pri zadaní do tlače.
Zmeny sú vyhradené. Obsah návodu na obsluhu nezakladá v žiadnom
prípade nároky zo strany kupujúceho. Za zlepšovacie návrhy a upozornenia
na chyby v tomto návode na obsluhu sme povd’ační.
XII
Page 17

Obsah
Všeobecné informácie................................................................................................................................... 2
Princíp ...................................................................................................................................................... 2
Konštrukcia spotrebiča ............................................................................................................................. 2
Priebeh funkcie ........................................................................................................................................ 2
Popis ovládacích prvkov: .............................................................................................................................. 3
Ovládací panel TT 1700 ........................................................................................................................... 3
Opis dotycnej funkcie ............................................................................................................................... 3
Prípojky, spínace a systémové rozšírenia ..................................................................................................... 6
Pripojovacie miesta a spínace na zadnej strane ...................................................................................... 6
Pripojovacie miesta na prednej strane zariadenia.................................................................................... 6
Montáž horáka v prípade zváracieho horáka TIG s vodným chladením ....................................................... 7
Vyhotovenie s centrálnou prípojkou horáka GWZ.................................................................................... 7
Vyhotovenie Fronius s centrálnou prípojkou horáka F .............................................................................7
Všeobecné informácie o uvádzaní do prevádzky .......................................................................................... 8
Sieťová prípojka ....................................................................................................................................... 8
Pokyny na inštalovanie............................................................................................................................. 8
Druhy režimu TIG .......................................................................................................................................... 9
Všeobecné informácie ............................................................................................................................. 9
2-taktový režim ......................................................................................................................................... 9
Špeciálny 2-taktový režim ...................................................................................................................... 10
4-taktový režim – bez prechodného poklesu ........................................................................................... 11
4-taktový režim – s prechodným poklesom ............................................................................................ 12
Špeciálny 4-taktový režim – Variant I ..................................................................................................... 13
Špeciálny 4-taktový režim – Variant II / III / IV / V................................................................................... 14
SK
Práca s úrovňami programu ........................................................................................................................ 16
Vstup do príslušnej programovej úrovne................................................................................................ 16
Úroveň Prednastavené hodnoty —- .......................................................................................................16
Úroveň Servisná ponuka P1 .................................................................................................................. 16
Úroveň Kódová zámka P2 ..................................................................................................................... 17
Zváranie TIG s vysokofrekvenčným zapaľovaním (VF) .............................................................................. 18
Uvedenie do prevádzky .......................................................................................................................... 18
Zváranie TIG s dotykovým zapaľovaním (bez VF) ...................................................................................... 20
Uvedenie do prevádzky .......................................................................................................................... 20
Ručné elektródové zváranie ........................................................................................................................ 21
Uvedenie do prevádzky .......................................................................................................................... 21
Prevádzka diaľkového regulátora vo všeobecnosti ..................................................................................... 22
Všeobecne ............................................................................................................................................. 22
Pulzačný diaľkový regulátor TIG TR 50mc ............................................................................................. 22
Nožný diaľkový regulátor TIG TR 52mc ................................................................................................. 26
Diaľkový ovládač bodovania TIG TR 51mc ............................................................................................ 27
Dial’kový regulátor TP mc ...................................................................................................................... 28
Hľadanie chýb a náprava ............................................................................................................................ 30
Bezpečnosť ............................................................................................................................................ 30
Chybová diagnostika .............................................................................................................................. 30
Popis čísiel chyby................................................................................................................................... 30
Ošetrovanie, údržba a likvidácia ................................................................................................................. 33
Technické údaje .......................................................................................................................................... 34
TransTig 1600 / TransTig 1700 .............................................................................................................. 34
Zoznam náhradných dielov
Schéma zapojenia
Fronius Worldwide
1
Page 18

Všeobecné informácie
Princíp Zvárací usmerňovač TransTig 1600 / 1700 (DC+), riešený ako primárne taktované
zváracie zariadenie, je ďalším vývojovým stupňom zváracích zariadení s tranzistorovou
reguláciou a je vhodný predovšetkým na ručné zváranie TIG a zváranie obaľovanou
elektródou v jednosmernej oblasti. Minimálne konštrukčné rozmery, nízka hmotnosť a
znížená spotreba energie sú výhodné a dôležité fakty ako pre výrobné, tak aj pre opravárske aplikácie. Sériovo je integrovaná aj regulácia Up/Down (spojitá regulácia zváracieho prúdu tlačidlom horáka).
Konštrukcia
spotrebiča
Plechová skrinka s práškovým povlakom, ovládacie prvky a prúdové zásuvky chránené
plastovým rámom s bajonetovou aretáciou zodpovedajú najvyšším nárokom. Popruh na
prenášanie umožňuje ľahké prenášanie, ako v rámci podniku, tak aj pri použití na
staveniskách.
Priebeh funkcie Plechová skrinka s práškovým povlakom, ovládacie prvky a prúdové zásuvky chránené
plastovým rámom s bajonetovou aretáciou zodpovedajú najvyšším nárokom. Popruh na
prenášanie umožňuje ľahké prenášanie, ako v rámci podniku, tak aj pri použití na
staveniskách.
Svieti indikácia prevádzkovej pripravenosti
Nastavenie zváracieho prúdu na
regulátor zváracieho prúdu – začiatok zvárania
+45°C na chladičoch -> Ventilátor ZAP
+40°C na chladičoch -> Ventilátor VYP
Tepelná
automatika
+85°C na sekundárnom chladiči -> zvárací prúd VYP
+80°C na sekundárnom chladiči -> zvárací prúd ZAP
Obr. 1 Princíp automatickej tepelnej bezpečnosti
bezpečnostná
2
Page 19

Popis ovládacích prvkov:
VAROVANIE! Chybná obsluha môže zapríčiniť závažné personálne
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
Ovládací
panel TT 1700
2
11
10
9
13
15
Obr. 2 Čelná doska TransTig 1700
14 3
16
8
7
6
5
12
4
SK
Opis dotycnej
funkcie
Poz. Funkcia
(1) Hlavný sieťový vypínač (pozri Obr. 8)
(2) Digitálny ampérmeter
Indikácia hlavného prúdu
Požadovaná hodnota -> požadovaný zvárací prúd
skutočná hodnota -> skutočný zvárací prúd
(3) Digitálny voltmeter
Indikácia zváracieho napätia
(4) Tlačidlo výberu funkcie
a) 2-taktový režim -> Zváranie TIG s VF-zapaľovaním
b) 4-taktový režim -> Zváranie TIG s VF-zapaľovaním
+ c) 2-taktový režim -> Zváranie TIG s dotykovým zapaľovaním
+ d) 4-taktový režim -> zváranie TIG s dotykovým zapaľovaním
- dynamika oblúka a HotStart sú vyradené z činnosti
- u diaľkových regulátorov TR 50mc, TR 51mc a TR 52mc prebehne prepnutie
na príslušný prevádzkový režim automaticky
- indikátory LED (7) alebo (8) resp. (6) + (7) alebo (6) + (8) svietia
3
Page 20
Ovládací
panel TT 1700
(pokračovanie)
e) RUČNÉ ELEKTRÓDOVÉ ZVÁRANIE
- Indikátor LED (5) svieti a zobrazuje sa napätie naprázdno
- platia vopred zadané hodnoty dynamiky a Hot-Start
- parametre možno meniť diaľkovým regulátorom TPmc a internej ponuky
(5) Indikátor LED režimu elektródového ručného zvárania
- výber pomocou tlačidla výberu funkcie (4)
- indikátor LED (10) hlavného prúdu IH svieti iba počas zváracieho postupu
- zvárací prúd je pripojený na prúdovú zásuvku (B),
- zvárací prúd možno nastaviť regulátorom hlavného prúdu (15) alebo regulátorom (34) na diaľkovom regulátore TPmc
(6) Indikátor LED pre dotykové zapaľovanie
- výber pomocou tlačidla výberu funkcie (4)
- svieti spolu s LED (7) alebo (8)
- po zapnutí a dotyku zvarenca volfrámovou elektródou sa zapáli oblúk
- prúd krátkeho spojenia pri dotyku so zvarencom zodpovedá minimálnemu
prúdu
Použitie: všade, kde vysoká frekvencia pri zapaľovaní spôsobuje rušenie
(7) Indikátor LED pre 4-taktový režim
(8) Indikátor LED pre 2-taktový režim
(9) Indikátor LED pre Štartovací prúd Is
- svieti, ked je zvolený parameter Štartovací prúd I
(10) Indikátor LED pre Hlavného prúdu I
H
- svieti, ked je zvolený parameter Hlavného prúdu I
S
H
(11) DOWN-SLOPE alebo doba poklesu prúdu:
- spojite nastaviteľná rýchlosť poklesu prúdu z hlavného prúdu na prúd koncového krátera I
E
Rozsah nastavenia: od 0,1 do 20 sekúnd
- Pri prestavení potenciometra Down-Slope sa
na 3 sekundy zobrazí nastavená hodnota
napr.: d S L 1.0
(12) Indikátor LED pre Prúd koncového krátera I
- svieti, ked je zvolený parameter Prúd koncového krátera I
E
E
(13) Indikátor LED režimu pulzačného zvárania TIG
- Bezprostredne po pripojení pulzačného diaľkového regulátora TIG TR 50 mc
bliká LED (13) (kapitola „Pulzačný diaľkový regulátor TIG TR 50mc“)
(14) Indikátor LED „HOLD“
- umožňuje dodatočnú kontrolu zváracích parametrov
- svieti po uložení skutočnej hodnoty (koniec procesu)
- Zobrazenie priemernej hodnoty na digitálnych displejoch (2), (3) (hodnoty
zváracieho prúdu a napätia namerané pred koncom zváracieho postupu)
- Funkcia pri použití nožného diaľkového regulátora a pulzáciách do 20 Hz nie
je k dispozícii
4
Page 21
Ovládací panel
TT 1700
(pokračovanie)
Možnosti vymazania funkcie HOLD
- Stlačte kolískové tlačidlo horáka počas prestávky v zváraní
- Zariadenie vypnite a znova zapnite
- Prestavte regulátor hlavného prúdu (15) počas prestávky v zváraní
- Prepnutie tlačidla výberu funkcie (4)
- pri každom ďalšom štarte zvárania
(15) Regulátor hlavného prúdu IH = Zvárací prúd
- spojité nastavenie v rozsahu 2 – 140 A EL, resp. 2 – 160 A resp. 170 A TIG
- Indikátor LED (10) svieti (iba v prevádzkovom režime Elektróda)
- digitálny ampérmeter zobrazuje požadovanú hodnotu prúdu už počas chodu
naprázdno a následne sa prepína na aktuálnu skutočnú hodnotu
Požadovaná hodnota -> požadovaný zvárací prúd
skutočná hodnota -> skutočný zvárací prúd
(16) Prúd koncového krátera I
E
- možné iba v 4-taktovom režime
- percentuálne nastavenie hlavného prúdu
Pri zmene nastavenia potenciometra prúdu koncového krátera sa
na 3 sekundy zobrazí nastavená hodnota
- Znižovanie zváracieho prúdu na prúd koncových kráterov pomocou kolískového tlačidla horáka.
- Indikátor LED (12) svieti
Vopred zadané sú nasledujúce parametre:
- Doba úvodného prúdenia plynu ...................... 0,4 s
- Vyhľadávací oblúk........................................... 29 % I
H
- Up-Slope ......................................................... 1,0 s
- Doba doprúdenia plynu v závislosti od prúdu .. 5-15 s
Tieto parametre však môžete zmeniť v ponuke programu.
SK
5
Page 22
Prípojky, spínace a systémové rozšírenia
Pripojovacie
miesta na prednej strane zariadenia
Pripojovacie
miesta a spínace
na zadnej strane
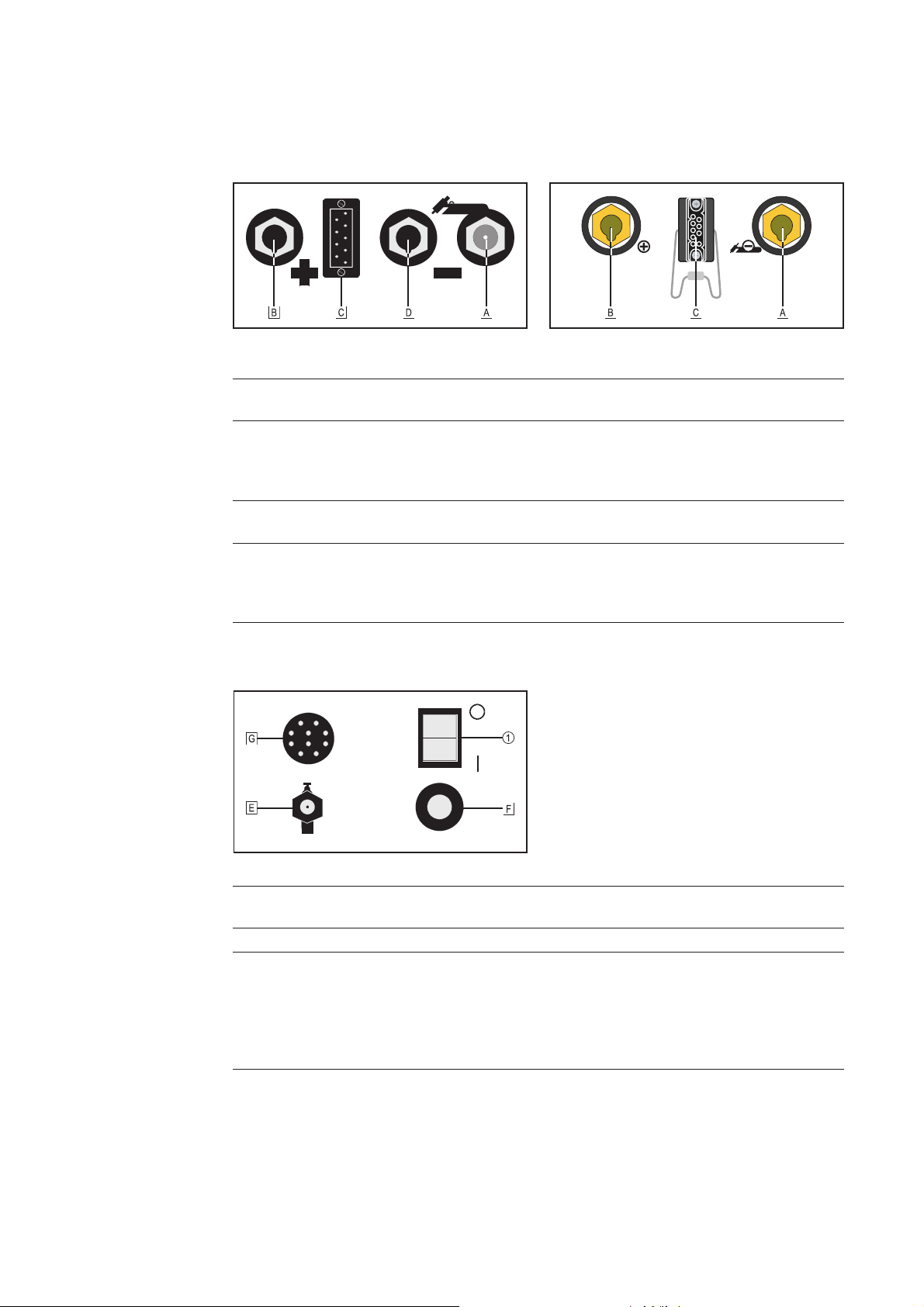
Obr. 3 Vyhotovenie s centrálnou prípojkou horáka
GWZ
[A] Prípojoka horáka TIG
- na pripojenie zdroja plynu k zváraciemu horáku
[B] (+) Prúdová zásuvka s balonetovým uzáverom
- ako kábel kostry zváraní metódou TIG
- na pripojenie ručných elektród resp. kábla kostry pri ručnom zváraní elektródou, v závislosti od typu elektródy
[C] Riadiaca zásuvka horáka
- riadiaci konektor zváracieho horáka nasuňte a zaistite
[D] (-) Prúdová zásuvka s balonetovým uzáverom
- iba u centrálnej prípojky horáka GWZ
- na pripojenie ručných elektród resp. kábla kostry pri ručnom zváraní elektródou, v závislosti od typu elektródy
Obr. 4 Vyhotovenie Fronius s centrálnou prípojk-
ou horáka F
Obr. 5 Geräte-Rückseite
[E] Prípojka plynu
- prípojnú maticu plynovej hadice naskrutkujte na prípojku a pevne zatiahnite
[F] Sietový kábel s tahovým odl’ahčením
[G] Pripojovacia zásuvka pre režim s dial’kovým regulátorom
- zasuňte konektor kábla diaľkového regulátora a zaistite prevlečnou maticou
- požadovaný zvárací prúd nastavte priamo na diaľkovom regulátore
- automatické detegovanie diaľkového regulátora
- pri poškodení diaľkového regulátora zaručuje napájacie napätie chránené
proti skratu diaľkového regulátora ochranu pre elektroniku
6
Page 23

Montáž horáka v prípade zváracieho horáka TIG s
vodným chladením
Vyhotovenie s
centrálnou
prípojkou horáka
GWZ
- Stiahnite dozadu gumovú objímku hadice zváracieho horáka
- Naskrutkujte a pevne zatiahnite šesťhrannú maticu (SW21, prúdová a plynová
prípojka) na prípojke horáka zo strany zariadenia [A] a pevne ju zatiahnite
- gumovú objímku posuňte dopredu cez šesťhrannú maticu
- Zasuňte riadiaci konektor do zásuvky [D] a zaistite
Dôležité upozornenie! Technické detaily a pod. údaje o horáku, rovnako ako jeho
montáž, starostlivosť a údržba sa uvádzajú v príslušnom návode na obsluhu príslušného
horáka.
Riadiaci konektor
Riadiaci kábel
Prípojka plynu,
elektrickej energie
SK
Hadicová objímka
Obr. 6 Vyhotovenie s centrálnou prípojkou horáka GWZ: Prípojka horáka chladeného plynom
Vyhotovenie
Fronius s centrálnou prípojkou
horáka F
- Bajonetový konektor zváracieho horáka nasaďte na centrálnu prípojku zo strany
zariadenia zváracieho horáka [A] a otočením doprava ho zaistite
- Riadiaci konektor zasuňte do zásuvky [D] a zaistite
Dôležité upozornenie! Technické detaily a pod. údaje o horáku, rovnako ako jeho
montáž, starostlivosť a údržba sa uvádzajú v príslušnom návode na obsluhu príslušného
horáka.
Riadiaci konektor
Riadiaci kábel
Prípojka plynu,
elektrickej energie
Hadicová objímka
Obr. 7 Vyhotovenie Fronius s centrálnou prípojkou horáka F: Prípojka horáka chladeného plynom
7
Page 24

Všeobecné informácie o uvádzaní do prevádzky
VAROVANIE! Zásahy do elektrických obvodov, ako napr. montáž a demontáž
sieťovej vidlice, môže vykonávať iba odborne kvalifikovaný a zaškolený elektrotechnik.
VAROVANIE! Ak je zariadenie skonštruované na špeciálne napätie, platia
technické údaje uvedené na výkonovom štítku!
VAROVANIE! Sieťová vidlica musí zodpovedať sieťovému napätiu a elek-
trickému príkonu zariadenia (pozri technické údaje)!
VAROVANIE! Istenie sieťového prívodu musí byť dimenzované podľa prúdové-
ho odberu zváracieho zariadenia!
VAROVANIE! Zváracie zariadenie sa nesmie používať na rozmrazovanie
potrubí.
Sieťová prípojka
TT1600 / TT1700 pracuje so sieťovým napätím 230 V (+/-15 % tolerančné pásmo).
195V 265V230 V
+15%-15%
Obr. 8 Tolerančný rozsah sieťového napätia
UPOZORNENIE! Pri zváraní metódou TIG s vysokou frekvenciou môže
dochádzať k rušeniu iných spotrebičov. Priložené VF napätie (pri bezdotykovom
zapaľovaní oblúka) môže spôsobovať na nedostatočne odtienených počítačových zariadeniach, výpočtových strediskách, robotoch a pod. rušenie, resp.
výpadky týchto systémov. Rušené môžu byť aj telefónne siete a príjem televízneho signálu.
Pokyny na inštalovanie
Stupeň krytia IP23
Zváracie zariadenie je odskúšané podľa krytia IP23, to znamená:
- Ochrana proti vniknutiu pevných cudzích telies väčších ako O 12 mm
- Ochrana proti striekajúcej vode až do uhla 60° od zvislice
Prevádzka vo vonkajšom prostredí
Zváracie zariadenie preto môžete nainštalovať a prevádzkovať aj vo vonkajšom prostredí, pri dodržaní podmienok stupňa krytia IP 23. Vstavané elektrické diely sa však musia
chrániť proti bezprostrednému pôsobeniu vlhkosti. (pozri stupeň krytia IP23)
Chladiaci vzduch a prach
Zariadenie inštalujte tak, aby chladiaci vzduch mohol vchádzať a vychádzať bez
prekážok cez vetracie otvory. Chladiaci vzduch sa cez vetracie otvory dostáva do spodnej časti zariadenia a prúdi cez pasívne konštrukčné diely k výstupu vzduchu. Vetrací
kanál predstavuje podstatné bezpečnostné zariadenie. Každá plne elektronická tepelná
bezpečnostná automatika reguluje priebeh ochladzovania (pozri obr.1). Vyskytujúci sa
kovový prach (napr. pri brúsnych prácach) sa nesmie priamo nasávať do zariadenia.
Stabilita
Zdroje zváracieho prúdu sa môžu inštalovať pod uhlom až 15°! Pri sklone viac ako 15°
sa zdroje zváracieho prúdu môžu prevrhnúť.
8
Page 25
VAROVANIE! Chybná obsluha môže zapríčiniť závažné personálne
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
Druhy režimu TIG
Všeobecné
informácie
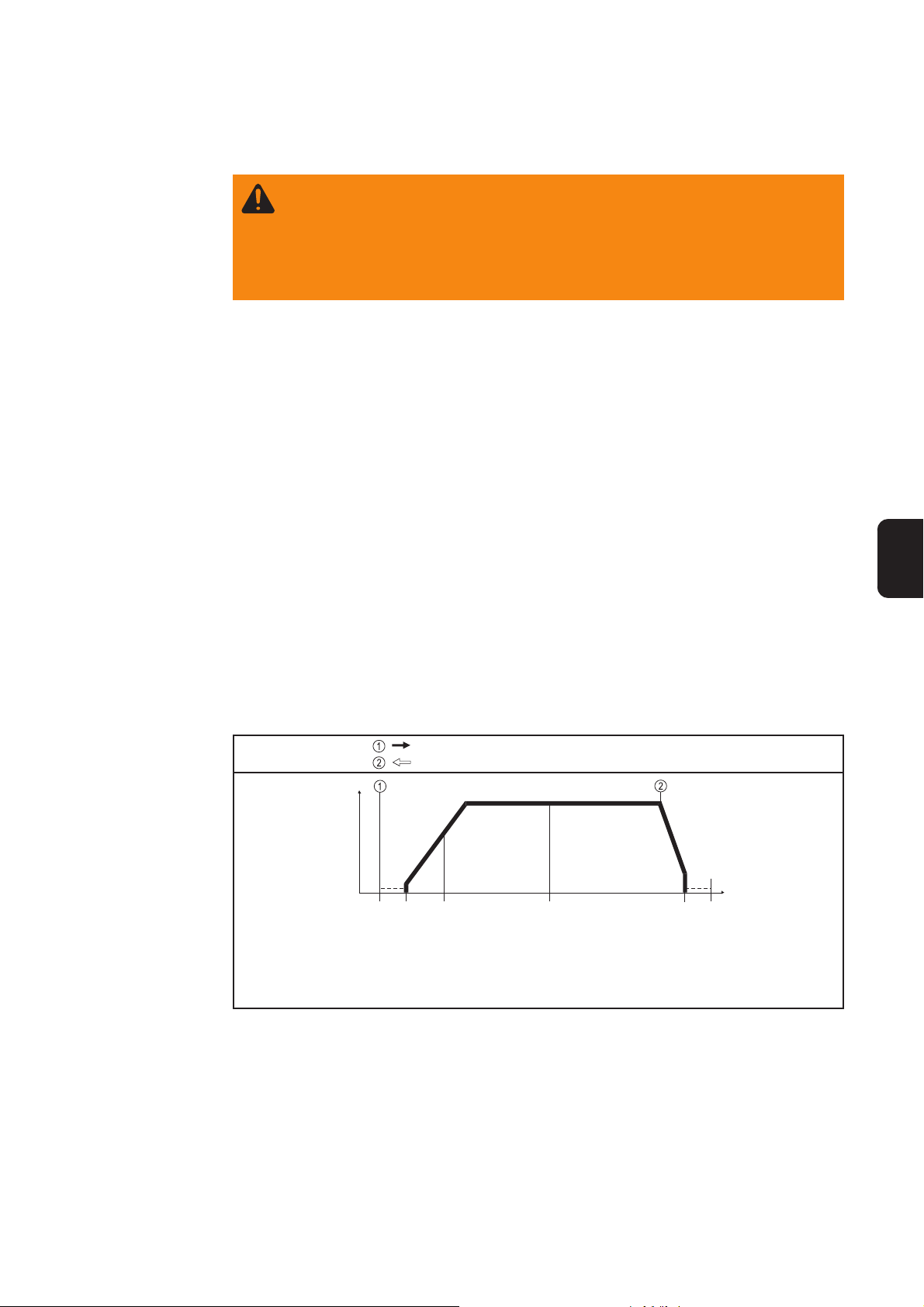
2-taktový režim
- Vyvolanie pomocou kolískového tlačidla horáka TIG
- používa sa hlavne na stehovanie
- v programovej úrovni „ÚROVEŇ PREDNASTAVENÉ HODNOTY —-“ parametre
TIG, musí byť nastavenie pre StS na „VYP“
Priebeh funkcie:
1. Kolískové tlačidlo horáka potiahnite dozadu a podržte
- Doba predfuku plynu prebieha
- Oblúk sa zapína s hodnotou nastaveného prúdu vyhľadávacieho oblúka IS (pri VF
zapaľovaní: VF sa po zapaľovaní samočinne vypína)
- po zapaľovanie zvárací prúd stúpa s interne nastaveným stúpaním Up-Slope na
zvárací prúd I
H
- LED dióda svieti
2. Uvoľnenie kolískového tlačidla horáka
- Elektrický oblúk zhasne (s poklesom alebo bez poklesu prúdu)
- vnútorná nastavená doba doprúdenia plynu uplynula
Pri použití nožného diaľkového regulátora s TR 52mc sa zariadenie automaticky
prepína na 2-taktový režim.
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
I
I
H
SK
S
Štart cyklu
Obr. 9 Priebeh funkcie 2-taktový režim
oblúka I
Nárast prúdu so
Doba predfuku plynu
Zapaľovanie oblúka s
prúdom vyhľadávacieho
stúpaním Up-Slope
H
hlavným prúdom I
Zváranie s nastaveným
9
t
E
krátera I
Koniec zvárania s
na prúd koncového
poklesom Down-Slope
Doba doprúdenia plynu
Page 26

Špeciálny 2taktový režim
- Vyvolanie pomocou kolískového tlačidla horáka TIG
- používa sa hlavne na stehovanie
- v programovej úrovni „ÚROVEŇ PREDNASTAVENÉ HODNOTY —-“ (kapitola
„Práca s programovými úrovňami“), parametre TIG, musí byť nastavenie pre StS na
„ZAP“
Priebeh funkcie:
1. Kolískové tlačidlo horáka potiahnite dozadu a podržte
- Doba predfuku plynu prebieha
- Oblúk sa zapína s hodnotou nastaveného prúdu vyhľadávacieho oblúka IS (pri VF
zapaľovaní: VF sa po zapaľovaní samočinne vypína)
- Zvárací prúd stúpa s interne nastaveným stúpaním Up-Slope na zvárací prúd I
H
- Svieti LED (10)
2. Uvoľnenie kolískového tlačidla horáka
- Elektrický oblúk zhasne (bez poklesu prúdu)
- vnútorná nastavená doba doprúdenia plynu uplynula
Pri použití nožného diaľkového regulátora s TR 52mc sa zariadenie automaticky
prepína na 2-taktový režim.
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
I
I
H
oblúka
Štart cyklu
Zapaľovanie
Doba predfuku plynu
Obr. 10 Priebeh funkcie špeciálny 2-taktový režim
H
Zváranie
s nastaveným
hlavným prúdom I
t
plynu
Koniec zvárania
Doba doprúdenia
10
Page 27

4-taktový režim –
bez prechodného
poklesu
- v režime prevádzky ručné alebo automatické zváranie na dosiahnutie bezchybných
zvarových spojov
- nastaviteľné parametre ako predfuk plynu, vyhľadávací oblúk, doba stúpania prúdu,
hlavný prúd, doba poklesu prúdu, prúd koncového krátera a doba doprúdenia plynu
- v programovej úrovni „ÚROVEŇ PREDNASTAVENÉ HODNOTY —-“ (kapitola
„Práca s programovými úrovňami“), parametre TIG, musí byť nastavenie pre SFS
na „VYP“
Priebeh funkcie 4-taktový režim – bez prechodného poklesu
1. Kolískové tlačidlo horáka potiahnite dozadu a podržte
- Doba predfuku plynu prebieha
- Oblúk sa zapína s hodnotou nastaveného prúdu vyhľadávacieho oblúka IS (pri VF
zapaľovaní: VF sa po zapaľovaní samočinne vypína)
- Indikátor LED (9) svieti
2. Uvoľnenie kolískového tlačidla horáka
- Prúd stúpa za nastavený čas (Up-Slope) až na hodnotu nastaveného hlavného
prúdu IH (regulátor 15).
- Indikátor LED (10) svieti
3. Opätovné potiahnutie dozadu a podržanie kolískového tlačidla horáka
- Zvárací prúd klesá po nastavený čas (Down-Slope, regulátor 11) až na hodnotu
nastaveného prúdu koncového krátera IE (regulátor (16), vyplnenie koncového
krátera)
- Svieti LED (12)
4. Uvoľnenie kolískového tlačidla horáka
- Elektrický oblúk zhasne
- vnútorná nastavená doba doprúdenia plynu uplynula
SK
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
I
I
I
S
S
Štart cyklu
Doba predfuku plynu
vyhľadávacieho oblúka I
Zapálenie oblúka s prúdom
Nárast prúdu cez Up-Slope
H
H
hlavným prúdom I
Zváranie s nastaveným
Pokles prúdu so
Obr. 11 Priebeh funkcie 4-taktový režim – bez prechodného poklesu
I
E
strmosťou
Down-Slope
Prúd koncového krátera
t
Koniec zvárania
Doba doprúdenia plynu
11
Page 28
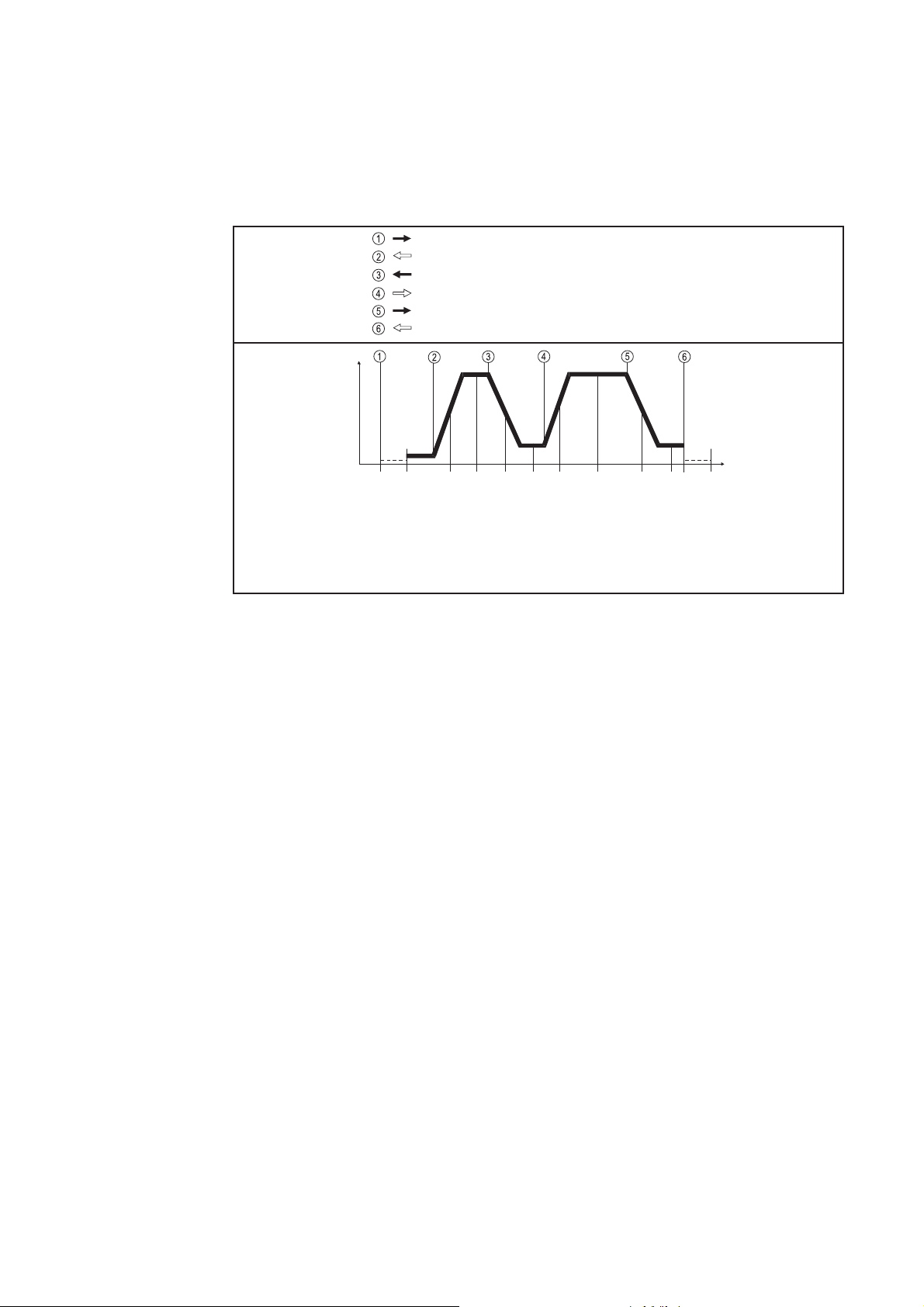
4-taktový režim –
s prechodným
poklesom
- Vyvolanie pomocou horáka TIG s dvojtlačidlovou funkciou
- Prechodný pokles na znížený prúd IE:
- Možnosť poklesu zváracieho prúdu z hlavného na znížený prúd IE a späť, bez
prerušenia priebehu zvárania
- v programovej úrovni „ÚROVEŇ PREDNASTAVENÉ HODNOTY ---“ (kapitola
„Práca s programovými úrovňami“), parametre TIG, musí byť nastavenie pre SFS
na „VYP“
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Zatlačenie dopredu a podržanie kolískového tlačidla horáka
Uvoľnenie kolískového tlačidla horáka
Znova potiahnite dozadu a podržte kolískové tlačidlo horáka
Uvoľnenie kolískového tlačidla horáka
I
S
oblúka i
Nárast prúdu so strmosťou
H
H
Up-Slope
hlavným prúdom I
Zváranie s nastaveným
I
E
Down-Slope
Prúd koncového krátera
Pokles prúdu so strmosťou
I
I
S
Štart cyklu
Doba predfuku plynu
Zapaľovanie oblúka s
prúdom vyhľadávacieho
I
H
H
Nárast prúdu so
hlavným prúdom I
strmosťou Up-Slope
Zváranie s nastaveným
I
E
strmosťou
Down-Slope
Pokles prúdu so
Koniec zvárania
Prúd koncového krátera
t
Doba doprúdenia plynu
Obr. 12 Priebeh funkcie pri 4-taktovom režime – variant I – s prechodným poklesom
Dôležité upozornenie!
- Pokles prúdu bez prerušenia zváracieho postupu možno aktivovať iba pri aktivovanom hlavnom prúde
- Žiadne zapaľovanie pri mylnom zapnutí kolískového tlačidla horáka dopredu pri
chode naprázdno
12
Page 29

Špeciálny 4taktový režim –
Variant I
-umožňuje vyvolanie 4-taktového režimu s horákmi TIG bez dvojtlačidlovej funkcie
- Prechodný pokles na znížený prúd I3) (Nastavenie – pozri kapitolu „Práca s úrovňami programu“)
- Možnosť poklesu zváracieho prúdu z hlavného na znížený prúd I3 a späť, bez
prerušenia priebehu zvárania
- na programovej úrovni „ÚROVEŇ PREDNASTAVENÉ HODNOTY —“ (Kapitola
„Práca s programovými úrovňami), Parameter I3, sa môže nastaviť znížený prúd I3 v
% z hlavného prúdu I
H
- v programovej úrovni „ÚROVEŇ PREDNASTAVENÉ HODNOTY —-“ (kapitola
„Práca s programovými úrovňami“), parametre TIG, musí byť nastavenie pre SFS
na „1“
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
krátke stlačenie (stlačenie dopredu) kolískového tlačidla horáka
krátke stlačenie (stlačenie dopredu) kolískového tlačidla horáka
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
I
I
S
S
oblúka i
Štart cyklu
Zapaľovanie oblúka
Doba predfuku plynu
s prúdom vyhľadávacieho
I
H
I
3
H
Up-Slope
hlavným prúdom I
Zváranie s nastaveným
Nárast prúdu so strmosťou
Zobrazenie s prechodným poklesom
3
(Setup)
zníženým prúd I
Zváranie s nastaveným
I
H
H
strmosťou
Pokles prúdu so
hlavným prúdom I
Zváranie s nastaveným
I
E
Down-Slope
Prúd koncového krátera
Obr. 13 Priebeh funkcie v režime prevádzky Špeciálny 4-taktový režim – Variant I
t
SK
Koniec zvárania
Doba doprúdenia plynu
13
Page 30

Špeciálny 4taktový režim –
Variant II / III / IV /
V
- umožňuje vyvolanie 4-taktového režimu s horákmi TIG s dvojtlačidlovou funkciou
- v programovej úrovni „ÚROVEŇ PREDNASTAVENÉ HODNOTY —-“ (kapitola
„Práca s programovými úrovňami“), parametre TIG, nastavenie pre SFS
- nastavte na „2“ pre variant 2
- nastavte na „3“ pre variant 3
- nastavte na „4“ pre variant 4
- nastavte na „5“ pre variant 5
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
krátke stlačenie kolískového tlačidla horáka
I
I
S
S
oblúka i
Štart cyklu
Zapaľovanie oblúka
Doba predfuku plynu
s prúdom vyhľadávacieho
I
H
I
E
H
Nárast prúdu so
hlavným prúdom I
strmosťou Up-Slope
Zváranie s nastaveným
Pokles prúdu so
zníženým prúdom
strmosťou Down-Slope
Zváranie s nastaveným
Zobrazenie s prechodným poklesom
I
H
H
Nárast prúdu so
hlavným prúdom I
strmosťou Up-Slope
Zváranie s nastaveným
I
E
Pokles prúdu so
Koniec zvárania
strmosťou Down-Slope
Prúd koncového krátera
Obr. 14 Priebeh funkcie v režime prevádzky Špeciálny 4-taktový režim – Variant II
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Zatlačenie dopredu a podržanie kolískového tlačidla horáka
Uvoľnenie kolískového tlačidla horáka
I
I
H
I
H
t
Doba doprúdenia plynu
I
S
S
oblúka I
Štart cyklu
Doba predfuku plynu
Zapaľovanie oblúka s
prúdom vyhľadávacieho
I
E
H
Down-Slope
hlavným prúdom I
Zváranie s nastaveným
Nárast prúdu cez Up-Slope
Prúd koncového krátera
Pokles prúdu so strmosťou
H
hlavným prúdom I
Zváranie s nastaveným
Nárast prúdu cez Up-Slope
I
E
Down-Slope
Koniec zvárania
Prúd koncového krátera
Pokles prúdu so strmosťou
Zobrazenie s prechodným poklesom
Obr. 15 Priebeh funkcie v režime prevádzky Špeciálny 4-taktový režim – Variant III
14
t
Doba doprúdenia plynu
Page 31

Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Zatlačenie dopredu a podržanie kolískového tlačidla horáka
Uvoľnenie kolískového tlačidla horáka
Potiahnite a uvoľnite kolískové tlačidlo horáka dozadu
I
I
I
S
Štart cyklu
Zapaľovanie oblúka
Doba predfuku plynu
s prúdom vyhľadávacieho
H
I
E
S
oblúka i
H
Nárast prúdu so
hlavným prúdom I
strmosťou Up-Slope
Zváranie s nastaveným
Pokles prúdu so
strmosťou Down-Slope
Prúd koncového krátera
Zobrazenie s prechodným poklesom
Nárast prúdu so
strmosťou Up-Slope
I
H
H
hlavným prúdom I
Zváranie s nastaveným
t
Koniec zvárania
Doba doprúdenia plynu
Obr. 16 Priebeh funkcie v režime prevádzky špeciálny 4-taktový režim – Variant IV
Variant V (Obr. 17) umožňuje zvýšenie a zníženie zváracieho prúdu bez zdvíhania a
spúšťania zváracieho horáka.
Čím dlhšie bude kolískové tlačidlo horáka stlačené dopredu počas zvárania, tým viac sa
zvyšuje zvárací prúd (až na maximum).
Uvoľnením kolískového tlačidla horáka zostáva zvárací prúd konštantný. Čím dlhšie
bude znova stlačené dopredu kolískové tlačidlo horáka počas zvárania, tým viac sa
znižuje zvárací prúd.
SK
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Zatlačenie dopredu a podržanie kolískového tlačidla horáka
Uvoľnenie kolískového tlačidla horáka
Zatlačenie dopredu a podržanie kolískového tlačidla horáka
Uvoľnenie kolískového tlačidla horáka
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
I
I
H
I
I
S
S
Štart cyklu
Doba predfuku plynu
vyhľadávacieho oblúka I
Zapálenie oblúka s prúdom
H
hlavným prúdom I
Zváranie s nastaveným
Nárast prúdu cez Up-Slope
H
hlavným prúdom I
Zváranie so zvýšeným
Nárast prúdu pri tlačidle
Pokles prúdu pri tlačidle
horáka stlačenom dopredu
horáka stlačenom dopredu
H
hlavným prúdom I
Zváranie so zníženým
E
Pokles prúdu so
strmosťou Down-Slope
Prúd koncového krátera
Koniec zvárania
Obr. 17 Priebeh funkcie v režime prevádzky Špeciálny 4-taktový režim – Variant V
t
Doba doprúdenia plynu
15
Page 32

Práca s úrovňami programu
Vstup do príslušnej programovej
úrovne
Úroveň Prednastavené hodnoty —-
- Zariadenie zapnite pri stlačenom tlačidle (4)
- Objaví sa --- -> úroveň Prednastavené hodnoty
- Kolískové tlačidlo horáka tlačte dovtedy, kým
sa zobrazí 1.P1 -> Úroveň Servisná ponuka
2. Objaví sa P2 -> Úroveň Kódová zámka
3. znova --- objaví sa -> úroveň Prednastavené hodnoty
- Uvoľnite tlačidlo (4)
Tlačidlom (4) zvoľte parameter a kolískovým prepínačom horáka zmeňte jeho hodnotu.
Zobrazia sa iba parametre zodpovedajúce nastavenému prevádzkovému režimu (TIG/
Elektróda).
Parametre prevádzkového režimu TIG – DC
GAS Predfuk plynu 0-20 s.
G-L Doprúdenie plynu pri I
G-H Doprúdenie plynu pri I
2,0-26 s.
min
2,0-26 s.
max
UPS Up-Slope 0,1-7 s.
SCU Start Current – vyhľadávací oblúk 0-100%
I3 Znížený prúd 0-100% z I
H
HFt Doba periódy VF (0,01 s - 0,4 s)
SCU Start Current - AbS z max. hlavného prúdu (160A/ 170 A)
rEL z nast. hlavného prúdu
StS Špeciálny 2-taktový režim ZAP/VYP
SFS Špeciálny 4-taktový režim VYP//1/2/3/4/5
ELd Priemer volfrámovej elektródy (0 – 3,2 mm)
PRO Program - uloženie nastavených parametrov stlačením Kolískové tlačidlo horáka
FAC Factory - aktivovanie parametrov prednastavených firmou Fronius cez
Stlačenie kolískového tlačidla horáka
Úroveň Servisná
ponuka P1
Parameter Prevádzkový režim elektródy
Hti Čas Hotstart 0,2-2 s
HCU Prúd Hotstart 0-100%
dYn Dynamika 0-100A
PRO Program - uloženie nastavených parametrov stlačením Kolískové tlačidlo horáka
FAC Factory - aktivovanie parametrov prednastavených firmou Fronius cez
Stlačenie kolískového tlačidla horáka
vopred zadané parametre programu Fronius (FAC)
GAS 0,4 s SCU rEL
G-L 5,0 s StS VYP
G-H 15,0 SFS VYP
UPS 1,0 s ELd 2,4mm
SCU 29% Hti 0,5 s
I3 50% HCU 50%
HFt 0,01 s dyn 30A
Servisná ponuka s rôznymi testovacími programami.
Podrobný popis servisnej ponuky nájdete v návode na obsluhu „Setup / indikácia poruchy“ (42,0410,0494), dodávanom na zvláštnu objednávku.
16
Page 33

Úroveň Kódová
zámka P2
Zariadenie má elektronickú kódovú zámku
Pri expedícii z výroby je kódová zámka deaktivovaná. Zmenené číselné kombinácie si
určite písomne poznačte. Zadávať možno iba trojmiestny kód. Na nových zariadeniach
sa kód rovná 321.
1. Postup
- vstúpte do úrovne Kódová zámka P2
- na displeji sa zobrazí „Cod _?_“
- zadajte aktuálny kód (na nových zariadeniach je kód 321)
- regulátorom IH (15) nastavte číslicu
- tlačidlom (4) číslicu potvrďte
- Postup dvakrát zopakujte, kým sa na displeji nezobrazí „Cod OFF“ alebo „Cod ON“
Ďalší postup nájdete v časti:
2. Zmena a aktivovanie kódu
3. Deaktivovanie kódu
2. Zmena a aktivovanie kódu
a.) na displeji možno odčítať „Cod OFF“
- kolískovým tlačidlom horáka nastavte „Cod ON“ (ďalej pozri bod 2b.)
b.) na displeji možno odčítať „Cod ON“
- tlačidlom funkcie (4) zmeňte na „CYC __?“
CYC ... Cyklus, udáva, ako často sa zariadenie môže zapínať bez nutnosti
zadávania kódu
- kolískovým prepínačom horáka nastavte počet cyklov
- Stláčajte tlačidlo funkcie (4), kým sa na displeji objaví „Cod ?—“
- zadajte nový číselný kód
- kolískovým tlačidlom horáka nastavte v rozsahu 0-9/A-H
- číslicu potvrďte funkčným tlačidlom
- Postup dvakrát zopakujte, kým nebude zadaný nový kód
- stlačte kolískový prepínač
- na displeji sa zobrazí „Cod _-_“
- zadajte znova nový kód na kontrolu
- regulátorom IH (15) nastavte číslicu
- funkčným tlačidlom (4) číslicu potvrďte
- Postup dvakrát zopakujte, kým nebude zadaný kód
- pri treťom potvrdení dochádza k automatickému uloženiu kódu do pamäte
SK
UPOZORNENIE! Po trojnásobnom nesprávnom zadaní kódu (ERR) sa zariadenie samočinne prepína na „LOC“. Stroj musíte vypnúť a celý postup zopakovať!
- Stroj je pripravený na zváranie
3. Deaktivovanie kódu
- na displeji možno odčítať „Cod ON“
- kolískovým tlačidlom horáka nastavte na „Cod OFF“
- tlačidlom (4) číslicu prepnite na „PRO“
- Stlačením kolískového prepínača sa aktuálny kód deaktivuje
- Stroj je pripravený na zváranie
Dôležité upozornenie! Kód sa teraz znova rovná 321!
Uvedenie zariadenia do prevádzky pri aktivovanej kódovej zámke
- Zapnite hlavný vypínač (1 - na displeji sa objaví výzva na zadanie kódového čísla
(„Cod _?_“)
- regulátorom IH (15) zadajte prvú číslicu kombinácie
- funkčným tlačidlom (4) číslicu potvrďte
- Postup ešte dva razy zopakujte
- Zariadenie je pripravené na zváranie
17
Page 34
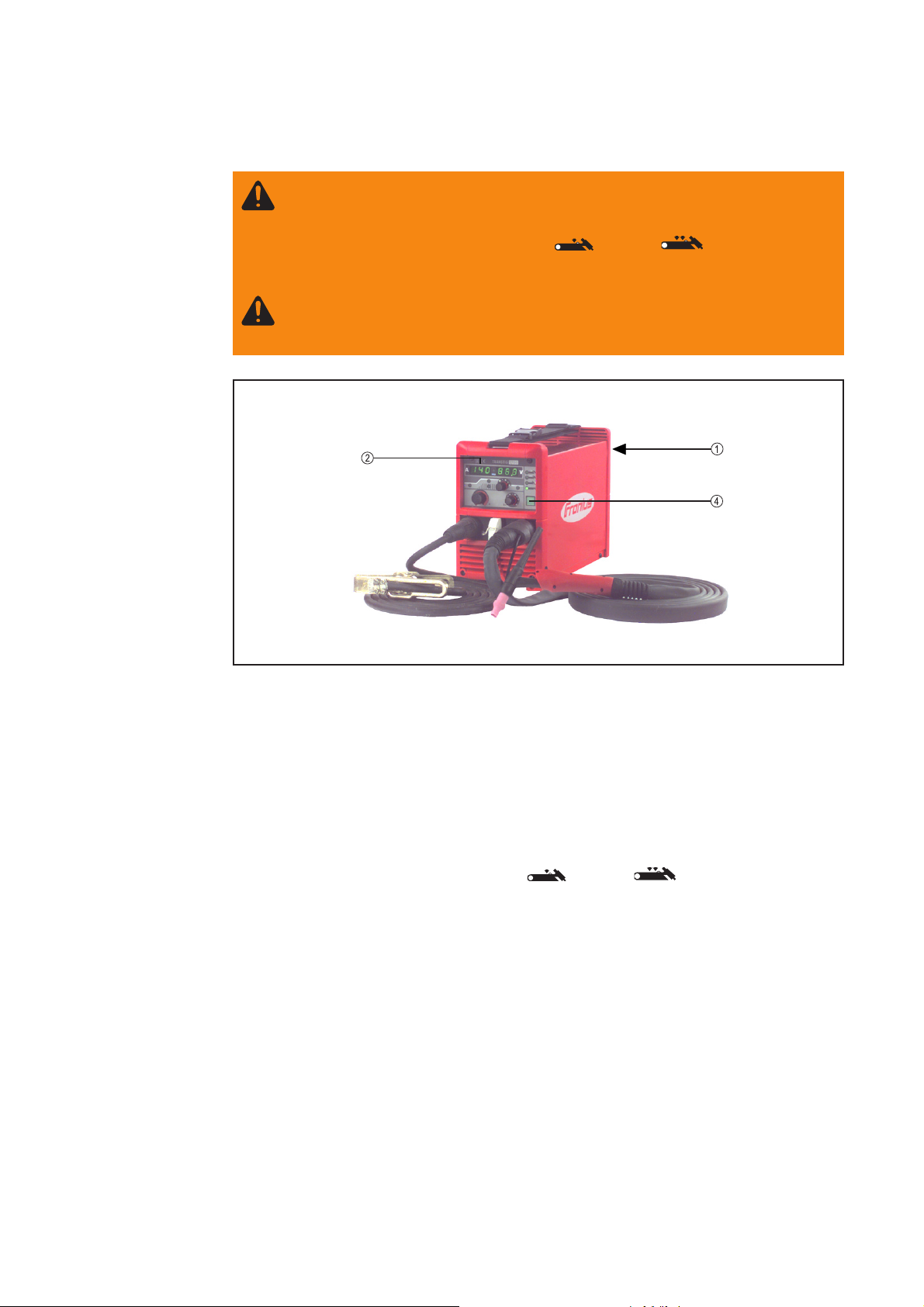
Zváranie TIG s vysokofrekvenčným zapaľovaním (VF)
VAROVANIE! Zasunutý ručný kábel elektródy je pri zváraní TIG pod napätím,
keď:
- Hlavný sieťový vypínač (1) je zapnutý
- prevádzkový režim je prepnutý na alebo na a tlačidlom
horáka sa aktivuje štart zvárania
VAROVANIE! Dbajte, aby nepoužitý ručný kábel elektródy bol demontovaný,
resp. zaizolovaný a pripevnený k zariadeniu, aby sa plášťová elektróda a držiak
elektródy nedotýkali žiadnych elektricky vodivých ani uzemnených dielov.
Bezpečnosť
Obr. 18 TransTig 1600 / 1700 ako zváracie zariadenie TIG pozostávajúce z: prúdový zdroj s riadiacou
Uvedenie do
prevádzky
- Nasaďte do zváracieho horáka volfrámovú elektródu a plynovú dýzu (pozri návod
- Kábel kostry zasuňte do prúdovej zásuvky [B] a zaistite
- Pripojte plynovú hadicu k zariadeniu a k plynovému redukčnému ventilu
- Zasuňte sieťovú vidlicu
- Zapnite hlavný vypínač (1)
- tlačidlo výberu funkcie (4) prepnite na alebo na , svieti LED (7) resp. (8)
- podľa potreby pripojte diaľkový regulátor
- Uskutočnite výber parametrov zvárania (požadovaná hodnota hlavného prúdu I
- Otvorte ventil plynovej fľaše otočením doľava
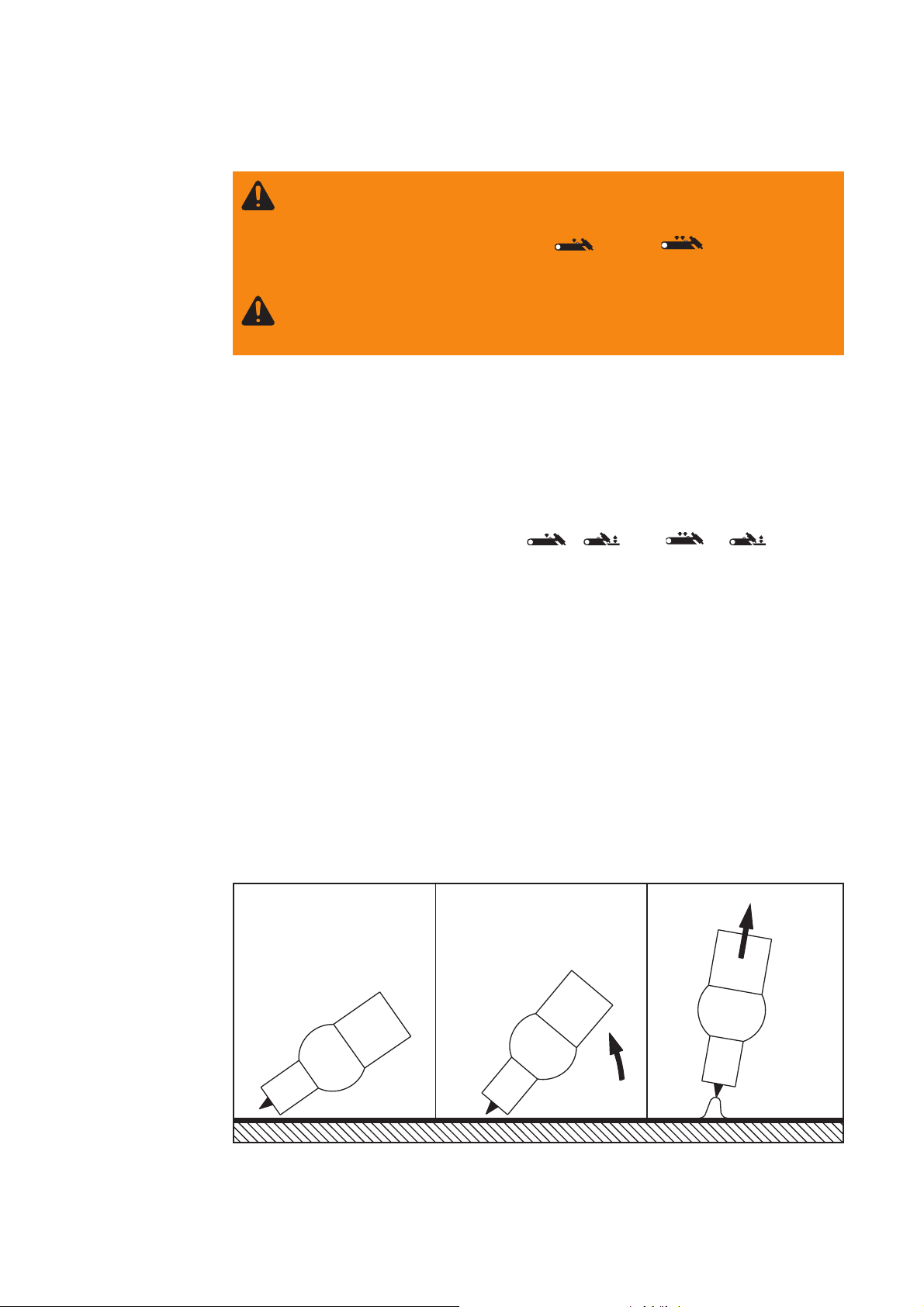
Zapaľovanie oblúka
- pri vypnutom zváracom prúde: Priblížte elektródu k miestu zapálenia oblúka, horák
- Zatvorte ochranný panel
- Stlačte tlačidlo horáka
- Elektrický oblúk sa zapaľuje bez dotyku so zvarencom (pozri obr. 22b)
- Horák skloňte do normálnej polohy (pozri obr. 22c)
Výhoda: bez znečistenia elektródy a zvarenca
Dôležité upozornenie: Vysoká frekvencia sa po zapálení samočinne vypína
jednotkou, ručný zvárací horák, kábel kostry, (plynová fľaša s redukčným ventilom bez vyobrazenia)
pre príslušný horák)
podľa ampérmetra 2)
nakloňte dozadu až pokiaľ sa plynová dýza okrajom nepriblíži k zvarencu a kým
medzi hrotom elektródy a zvarencom nezostane odstup 2 až 3 mm (pozri Obr. 22a)
H
18
Page 35

Uvedenie do
prevádzky
(pokračovanie)
a) Priblížte plynovú dýzu b) Bezdotykové VF-zapaľovanie c) Elektrický oblúk je zapálený
Obr. 19 Zapaľovanie s vysokou frekvenciou
Kontrola zapálenia
Ak zvárač po neúspešnom zapaľovaní alebo odtrhnutí oblúka nepreruší riadiacu postupnosť (2-takt/4-takt) tlačidlom horáka, dochádza neustálym únikom ochranného plynu k
nežiaducim stratám plynu. V tomto prípade riadenie monitorovania samočinne preruší
riadiaci postup pribl. po 5 sekundách. Opätovné zapálenie sa musí aktivovať znova
pomocou tlačidla horáka.
SK
19
Page 36
Zváranie TIG s dotykovým zapaľovaním (bez VF)
VAROVANIE! Zasunutý ručný kábel elektródy je pri zváraní TIG pod napätím,
keď:
- Hlavný sieťový vypínač (1) je zapnutý
- prevádzkový režim je prepnutý na alebo na a tlačidlom horáka
sa aktivuje štart zvárania
VAROVANIE! Dbajte, aby nepoužitý ručný kábel elektródy bol demontovaný,
resp. zaizolovaný a pripevnený k zariadeniu, aby sa plášťová elektróda a držiak
elektródy nedotýkali žiadnych elektricky vodivých ani uzemnených dielov.
Bezpečnosť
Uvedenie do
prevádzky
- Nasaďte do zváracieho horáka volfrámovú elektródu a plynovú dýzu (pozri návod
pre horák)
- Kábel kostry zasuňte do prúdovej zásuvky (+) a zaistite
- Pripojte plynovú hadicu k zariadeniu a k plynovému redukčnému ventilu
- Zasuňte sieťovú vidlicu
- Zapnite hlavný vypínač (1)
- tlačidlo výberu funkcie (4) prepnite na a alebo na , svietia
LEDy (6) a (8) resp.. (6) a (7)
- podľa potreby pripojte diaľkový regulátor
- Uskutočnite výber parametrov zvárania (požadovaná hodnota hlavného prúdu I
H
podľa ampérmetra 2)
- Otvorte ventil plynovej fľaše otočením doľava
Zapaľovanie oblúka
- pri vypnutom zváracom prúde: Priložte elektródu na miesto zapálenia oblúka, horák
nakloňte dozadu až pokiaľ sa plynová dýza okrajom nepriblíži k zvarencu a kým
medzi hrotom elektródy a zvarencom nezostane odstup 2 až 3 mm (pozri Obr. 23a)
- Zatvorte ochranný panel
- Stlačiť tlačidlo horáka - ochranný plyn prúdi von
- Zvárací horák pomaly nasmerujte tak, aby sa volfrámová elektróda dotkla zvarenca
(pozri obr. 23b)
- Oblúk sa zapne nadvihnutím horáka
- skloňte horák do normálnej polohy (pozri obr. 23c)
- Spustite operáciu zvárania
a) Priblížte plynovú dýzu b) Zapálenie prostredníctvom
Obr. 20 Zapaľovanie pomocou dotykového zapaľovania
dotyku s obrobkom
20
c) Elektrický oblúk zapálený
Page 37

Ručné elektródové zváranie
VAROVANIE! Volfrámová elektróda namontovaného zváracieho horáka je
neustále pod napätím, keď zapnete hlavný sieťový vypínač (1) a prepnete na
prevádzkový režim . Nepoužívaný zvárací horák musíte buď odmontovať
alebo zaizolovať tak, aby sa volfrámová elektróda nedotýkala žiadnych elektricky vodivých ani uzemnených dielov.
VAROVANIE! Chybná obsluha môže zapríčiniť závažné personálne
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
Bezpečnosť
Uvedenie do
prevádzky
SK
Obr. 21 TransTig 1600 / 1700 ako elektródové ručné zváracie zariadenie TIG pozostávajúce z: prúdový
zdroj s riadiacou jednotkou, ručný diaľkový regulátor TPmc (voliteľne) a zváracie káble
- Zasuňte zvárací kábel podľa označenia svoriek prúdovej zásuvky a zaistite ho
pootočením doprava (prierez vodiča 35-50 mm2)
- Vyberte správnu polaritu v závislosti od elektródy
- Hlavný sieťový vypínač (1) prepnite na „1“
- Tlačidlo výberu funkcie (4) prepnite na , svietia indikátory LED (5) a zvárací
prúd (10)
- Digitálny voltmeter (3) zobrazuje napätie naprázdno
- podľa potreby pripojte diaľkový regulátor TPmc (nastavenie dynamiky a Hot-Start)
- Vyberte zvárací prúd (indikácia požadovanej hodnoty hlavného prúdu IH podľa
ampérmetra 2)
- Spustite operáciu zvárania
21
Page 38

Prevádzka diaľkového regulátora vo všeobecnosti
Všeobecne
Pulzačný
diaľkový regulátor TIG TR 50mc
Použitie diaľkového ovládania je účelné, ak chcete uskutočňovať nastavenie priamo z
miesta zvárania. Diaľkový regulátor je elektricky spojený s prúdovým zdrojom špeciálnym káblom diaľkového regulátora v dĺžke 5 m resp. 10 m.
K dispozícii sú nasledujúce typy diaľkových regulátorov:
- Diaľkový regulátor na elektródové ručné zváranie a zváranie TIG TPmc
- Pulzačný diaľkový regulátor TIG ..................TR50mc
- Diaľkový ovládač bodovania TIG ..................TR51mc
- Nožný diaľkový regulátor TIG .......................TR52mc
Obr. 22 Pulzačný diaľkový regulátor TIG TR 50 mc
Intenzita zváracieho prúdu, nastavená na začiatku zvárania, nemusí byť vždy výhodná
pre celý zvárací postup. Pri príliš nízkej intenzite prúdu základný materiál nebude
dostatočne natavený, pri prehrievaní zasa hrozí skvapnutie tekutého tavného kúpeľa. Z
tohto dôvodu sa používa pulzačný zvárací prúd (napr. pri zváraní oceľových rúr v stiesnených podmienkach). Relatívne nízky zvárací prúd (základný prúd I2) dosiahne vďaka
strmému stúpaniu výrazne vyššiu hodnotu (pulzačný prúd I1) a potom klesá po nastavenom čase (duty-cycle) znova na základnú hodnotu (základný prúd I2).
Pri zváracom postupe sa tak malé úseky zváraného miesta rýchlo natavia. Takisto rýchlo
zasa stuhnú. Tvorba zvaru sa tak dá podstatne jednoduchšie ovládať. Táto technika sa
používa aj pri zváraní tenkých plechov. Bod tavenia sa prekrýva s nasledujúcim - vzniká
zvar s rovnomerným vzhľadom. Pri použití ručnej pulzačnej techniky TIG dochádza k
prísuvu zváracej elektródy pri fáze maximálneho prúdu (možné iba v nízkom frekvenčnom rozsahu 0,2 - 2 Hz).
Vyššie frekvencie pulzácií sa budú používať väčšinou v automatizovanom režime a
slúžia hlavne na stabilizáciu oblúka.
22
Page 39

Pulzačný
diaľkový regulátor TIG TR 50mc
(pokračovanie)
S pulzačným diaľkovým regulátorom TR 50mc sú možné dva prevádzkové režimy.
- Regulácia pulzačného prúdu I1 na diaľkovom regulátore TR 50mc
- Prestavovanie pulzačného prúdu I1 pomocou nožného diaľkového regulátora TR
52mc
(23) Regulátor pulzačného prúdu I1 (hlavný prúd)
- možnosť spojitého nastavenia hlavného pulzačného prúdu
(24) Regulátor frekvencie pulzácií f (Hz)
- možnosť spojitého nastavenia frekvencie pulzácií v závislosti od predvoleného frekvenčného rozsahu pomocou voliča (27).
(25) Regulátor základného prúdu I
2
- nastavenie základného prúdu I2 v percentách z nastavenej hodnoty prúdu
pulzácií I
1
(26) Regulátor Duty-Cycle %
- nastavovací regulátor pomeru pulzácia-pauza =
percentuálny podiel medzi fázou prúdu pulzácií a fázou základného prúdu
Príklady nastavenia:
Regulátor Duty-Cycle v polohe „10“
- krátka fáza prúdu pulzácií 10 %
- dlhá fáza základného prúdu 90 %
- nízke vnášané teplo
Regulátor Duty-Cycle v polohe „50“ (pozri Obr. 11)
- fáza prúdu pulzácií a fáza základného prúdu má každá po 50 %
- stredné vnášané teplo
Regulátor Duty-Cycle v polohe „90“
- dlhá fáza prúdu pulzácií 90 %
- krátka fáza základného prúdu 10 %
- najvyššie vnášané teplo
SK
I
I
1
0
Obr. 23 Príklad nastavenia duty-cycle na polohu „50“
50% 50%
Duty-Cycle
T= 1/f
(Hz)
I
2
t
23
Page 40

Pulzačný
diaľkový regulátor TIG TR 50mc
(pokračovanie)
(27) PREPÍNAČ FREKVENČNÝCH ROZSAHOV
PREVÁDZKOVÝ REŽIM: Regulácia pulzačného prúdu I1 diaľkovým regulátorom
- pripojovaciu zásuvku [G] prúdového zdroja elektricky spojte káblom diaľkového
regulátora so zásuvkou (28) diaľkového regulátora
- Konektorové spoje zasúvajte v správnom smere a prevlečné matice naskrutkujte až
na doraz
- Bliká LED 13 na prúdovom zdroji
- tlačidlom výberu funkcie (4) nastavte požadovaný prevádzkový režim
- príslušné indikátory LED (5), (6), (7) alebo (8) svietia
- Prepínačom rozsahov (27) predvoľte frekvenčný rozsah
(0,2-2 Hz / 2-20 Hz / 20-200 Hz / 200-2000 Hz)
- Prúd pulzácií I
spojite nastavte nastavovacím regulátorom (23)
1
- Nastavte základný prúd I2 pomocou nastavovacieho regulátora (25) v percentách z
prúdu pulzácií I
1
- Regulátorom (26) vyberte Duty-Cycle
- Regulátor frekvencie pulzácií (24) nastavte na požadovanú hodnotu
- Indikácia priemernej hodnoty zváracieho prúdu na displeji A
- Nastavte parameter Down-Slope na prúdovom zdroji
Fáza pulzácií začína pri 4-taktovom režime fázou Up-Slope už po uvoľnení tlačidla
horáka. Ako ilustruje Obr. 12, fáza poklesu bude s pulzáciami.
Dôležité upozornenie! Aby počas pulzačného režimu bolo možné prepínanie z hlavné-
ho prúdu na prúd koncového krátera (bez prerušenia zváracieho postupu), používajte:
- 4-taktový režim prevádzky a horák TIG Fronius s funkciou zdvojeného tlačidla
- špeciálny 4-taktový režim prevádzky a horák TIG, ktorý je bežne v predaji
Podrobnejšie údaje o 4-taktovom režime, resp. špeciálnom 4-taktovom režime nájdete v
kapitole „Popis ovládacích prvkov“.
Kolískové tlačidlo horáka potiahnite dozadu a podržte
Uvoľnenie kolískového tlačidla horáka
Znova potiahnite dozadu a podržte kolískové tlačidlo horáka
Uvoľnenie kolískového tlačidla horáka
I
f (Hz)
I
I
S
O
Štart cyklu
Obr. 24 Priebeh funkcie v pulzačnom režime s TR 50mc (4-takt)
S
oblúka I
Zapaľovanie oblúka s
prúdom vyhľadávacieho
Doba úvodného prúdenia plynu
1
I
2
so stúpaním Up-Slope
Pulzačný Nárast prúdu
Zváranie v pulzačnom
/f/Duty-Cycle
2
,I
1
režime I
I
E
E
s Down-Slope
prúd koncového krátera I
Pokles prúdu s pulzáciami
t
Koniec zvárania
Doba doprúdenia plynu
24
Page 41
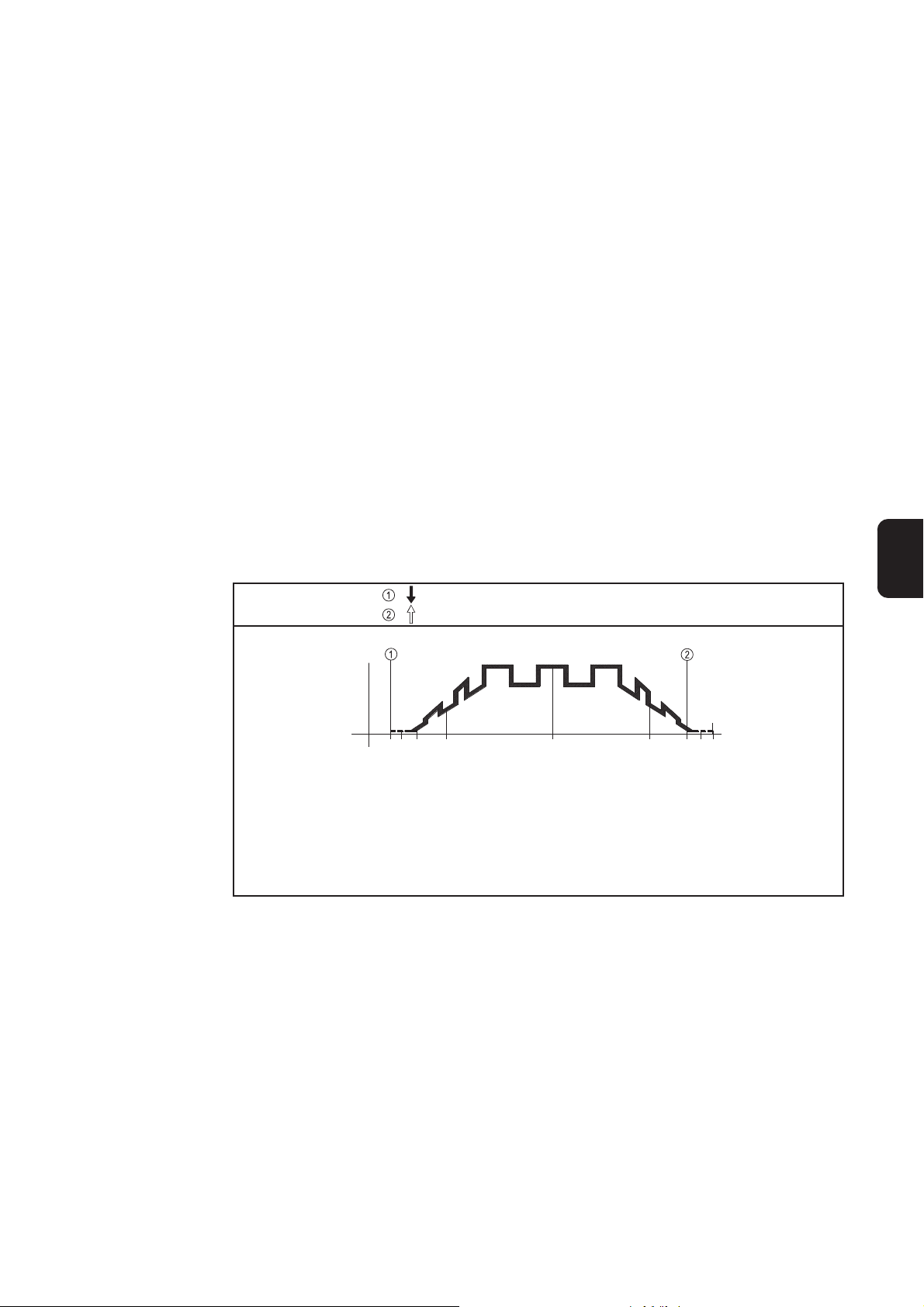
Pulzačný
diaľkový regulátor TIG TR 50mc
(pokračovanie)
PREVÁDZKOVÝ REŽIM: Regulátor prúdu pulzácií I1 s nožným regulátorom TR
52mc
Mimoriadne výhodný pri ručnom zváraní TIG: aby bolo možné zmeniť pulzačný zvárací
prúd počas zváracieho postupu (napr. pri meniacej sa hrúbke materiálu).
- pripojovaciu zásuvku [G] prúdového zdroja elektricky spojte káblom pulzačného
diaľkového regulátora so zásuvkou (28) diaľkového regulátora
- Pulzačný diaľkový regulátor (pripojovacia zásuvka 29) elektricky spojte s nožným
diaľkovým regulátorom (zásuvka 30)
- Konektorové spoje zasúvajte v správnom smere a prevlečné matice naskrutkujte až
na doraz
- Zariadenie sa prepne pri pripojení do nožného diaľkového regulátora
TR 52mc na 2-taktový režim
- Bliká LED 13 na prúdovom zdroji
- tlačidlom výberu funkcie (4) nastavte požadovaný prevádzkový režim
- príslušné indikátory LED (5), (6) – alebo (8) svietia možný je prevádzkový režim Elektróda - LED (5)
- Indikácia priemernej hodnoty zváracieho prúdu na displeji A (bez funkcie Hold)
- Spustite zapaľovanie ľahkým stlačením pedála
-Vyhľadávací oblúk, prúd pulzácií I1 a prúd koncového krátera je možné ovládať aj
pomocou nožného pedála
- Základný prúd I2 nastavený na TR 50mc (regulátor 25) sa percentuálne prispôsobí k
impulznému prúdu I1.
- zvárací prúd je možné vypnúť úplným uvoľnením pedála; zvárací postup bude
prerušený
- Doba doprúdenie plynu prebieha
SK
Stlačenie nožného pedála —> Zváranie „ZAP“
Uvoľnenie nožného pedála -> zváranie VYP“
I
I
O
Štart cyklu
nožného pedála
Zapaľovanie oblúka
minimálnym prúdom
Pulzačný nárast prúdu
regulovateľný pomocou
Doba úvodného prúdenia plynu
Obr. 25 Priebeh funkcie v pulzačnom režime v spojitosti s nožným diaľkovým regulátorom TR52mc (2-takt)
1
2
- I
1
režime I
Zváranie v pulzačnom
I
2
t
nožného pedála
Koniec zvárania
Pulzačný Pokles prúdu
regulovateľný pomocou
Doba doprúdenia plynu
25
Page 42

Nožný diaľkový
regulátor TIG TR
52mc
Často ste nútený, s ohľadom na komplikované tvary zvarenca, meniť intenzitu prúdu
počas zvárania (napr. oprava hrán zvarenca, vylepšovanie rezných nástrojov a pod.).
Nožný diaľkový regulátor TR 52mc je určený práve na takéto práce.
Prípojka diaľkového regulátora
- pripojovaciu zásuvku [G] prúdového
zdroja elektricky spojte káblom
diaľkového regulátora so zásuvkou
(30) diaľkového regulátora (konektorové spoje zasuňte v správnom smere
a naskrutkujte prevlečnú maticu až na
doraz)
Obr. 26 Nožný diaľkový regulátor TR 52mc
Popis funkcie
- Zariadenie sa pri pripojení nožného diaľkového regulátora TR52mc automaticky
prepne na 2-taktový režim
- tlačidlom výberu funkcie (4) vyberte požadovaný prevádzkový režim
- príslušné indikátory LED (5), (6) – alebo (8) svietia Možný je prevádzkový režim Elektróda (LED 5)
- Indikácia priemernej hodnoty zváracieho prúdu na displeji A (bez funkcie Hold)
- Nastavte dobu úvodného prúdenia plynu a dobu doprúdenia plynu na prúdovom
zdroji
- Spustite zapaľovanie ľahkým stlačením pedála
- Pomocou nožného pedála je možné ovládať vyhľadávací oblúk, hlavný prúd IH a
prúd koncového krátera
- Zvárací prúd je možné vypnúť úplným uvoľnením pedála; zvárací postup bude
prerušený; beží doba doprúdenia plynu
Obmedzenie hlavného prúdu
Nastavte interné obmedzenie maximálneho prúdu regulátora hlavného prúdu IH (15).
Zvárací prúd pri úplnom zošliapnutí pedála neprekročí predvolenú hodnotu. Pre vybraný
prúdový rozsah je vždy k dispozícii maximálna dĺžka chodu pedála.
Stlačenie nožného pedála -> Zváranie „ZAP“
Zmena prúdu nožným pedálom
Pedál uvoľnený -> zváranie „VYP“
I
O
Štart cyklu
Zapaľovanie oblúka
s minimálnym prúdom
Doba úvodného prúdenia plynu
Obr. 27 Priebeh funkcie s nožným diaľkovým regulátorom TR 52mc
I
H
prúdu interne
pomocou nožného pedála
Nárast prúdu regulovateľný
Max. zvárací prúd, obmedzený
pomocou nožného pedála
Pokles prúdu regulovateľný
pomocou regulátora hlavného
I
H
pedála
znížený zvárací prúd
Požadovaný zvárací prúd
Pokles prúdu so strmosťou
opätovný nárast prúdu regulov-
ateľný pomocou nožného pedála
regulovateľný pomocou nožného
t
Koniec zvárania
Doba doprúdenia plynu
26
Page 43

Diaľkový ovládač
bodovania TIG
TR 51mc
Zváranie konštrukcií z nehrdzavejúcej ocele v oblasti tenkých plechov často nie je
možné s ohľadom na silnú deformáciu materiálu. Tu nachádza použitie bodové zváranie.
Rovnako tak je možné bodovým zváraním TIG zvládnuť bez problémov aj zvarové spoje
v miestach, prístupných len z jednej strany.
Prípojka diaľkového regulátora
- Pripojovaciu zásuvku [G] prúdového
zdroja elektricky spojte káblom
diaľkového regulátora so zásuvkou
(31) diaľkového regulátora.
- Konektorové spoje zasúvajte v správnom smere a prevlečné matice
naskrutkujte až na doraz.
Priebeh funkcie
- Zariadenie sa prepína na 2-taktový
režim
- Indikátor LED (8) svieti
Obr. 28 Diaľkový ovládač bodovania TIG TR 51mc
- Na prúdovom zdroji nastavte dobu
poklesu prúdu
- použite špeciálnu bodovú dýzu (dosadá izolovane na kužeľ)
- Volfrámovú elektródu namontujte s odsadením voči okraju dýzy (pribl. 2-3 mm, v
závislosti od veľkosti bodu)
- Nastavenie bodovacieho prúdu a času na diaľkovom regulátore
- Horák priložte na plech a zľahka pritlačte na základný materiál
- spustite bodovanie stlačením tlačidla horáka (vyhýbajte sa vzduchovým medzerám)
Bodovanie prebieha nasledovne
- Potiahnite kolískové tlačidlo horáka dozadu a uvoľnite
- Doba predfuku plynu prebieha
- Elektrický oblúk sa zapáli s prúdom vyhľadávacieho oblúka
- Prúd stúpa s nastavenou strmosťou Up-Slope na hodnotu nastaveného bodovacieho prúdu (regulátor 32)
- beží nastavený bodovací čas (0,1 - 8 s) (regulátor 33)
- Prúd klesá počas nastaveného času so strmosťou Down-Slope (regulátor 11) na
prúd koncového krátera
- Doba doprúdenie plynu prebieha
SK
Dôležité upozornenie! Bodovací postup môžete v prípade poruchy prerušiť opätovným
potiahnutím kolískového tlačidla horáka dozadu a uvoľnením.
Potiahnutie a
uvoľnenie tlačidla horáka
Up-Slope
strmosťou
t
H
I
H
H
H
v spojení s
zváracím prúdom I
časom bodovania t
Bodovanie s nastaveným
strmosťou
Down-Slope
Pokles prúdu so
t
Koniec zvárania
Doba doprúdenia plynu
I
O
Štart cyklu
Nárast prúdu so
Zapaľovanie oblúka
Doba predfuku plynu
Obr. 29 Priebeh funkcie s diaľkovým ovládačom bodovania TIG TR 51mc
27
Page 44
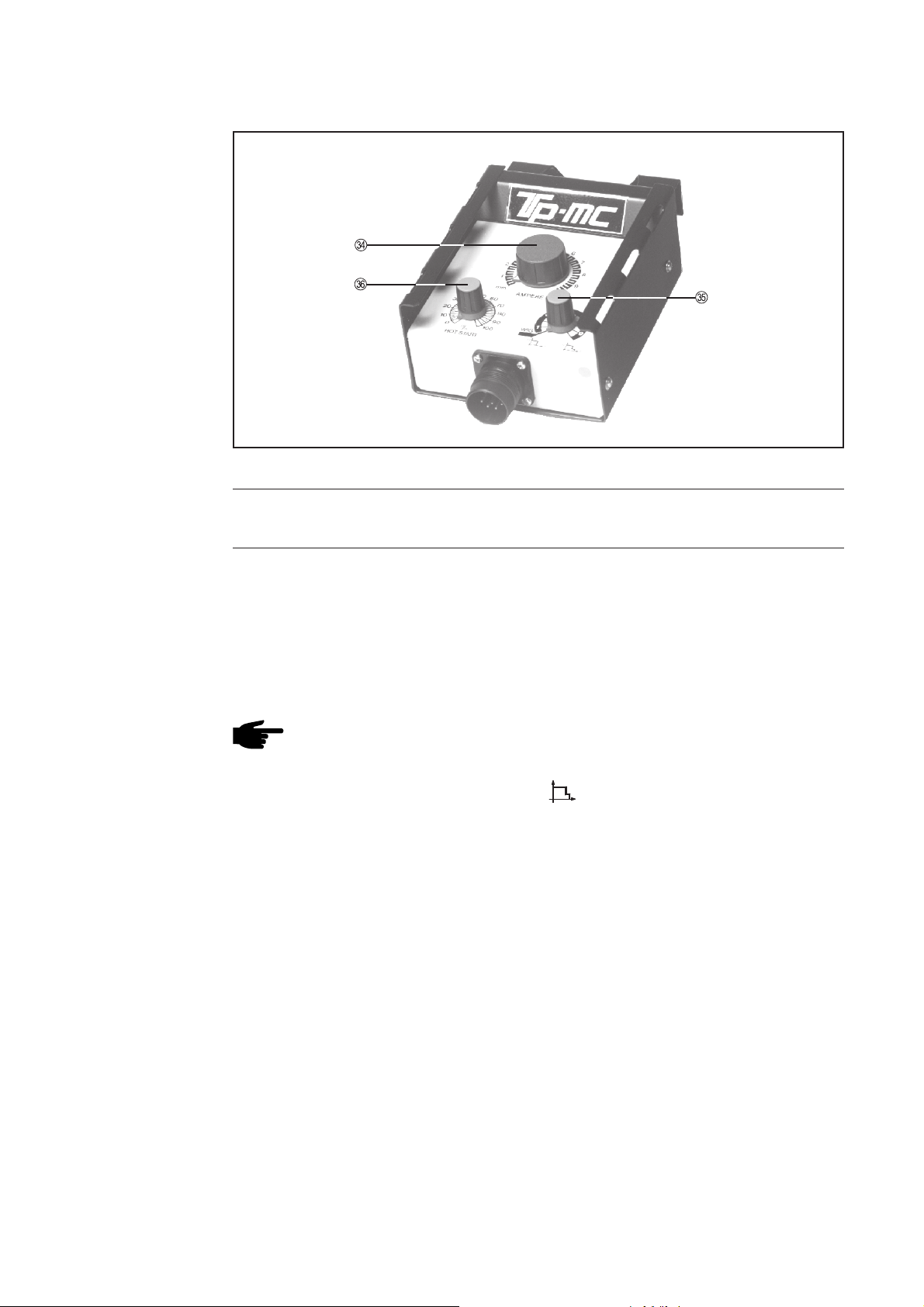
Dial’kový regulátor TP mc
Tento typ dial’kového regulátora používajte špeciálne pre ručné elektródové zváranie a
pre režim WIG - DC (jednosmerný prúd).
Obr. 30 Dial’kový regulátor TP mc
(34) Regulátor zváracieho prúdu
- Možnost plynulého nastavenia zváracieho prúdu.
(35) Regulátor dynamiky (Induktivity)
- Ovplyvňuje výšku skratového prúdu v okamihu prechodu kvapky (elektróda /
obrobok).
Pri nastavení na údaj stupnice “0” WIG sa v okamihu prechodu kvapky hodnota skratového prúdu nezvyšuje (mäkký oblúk).
Oblast’použitia: Zváranie metódou WIG jednosmemým prúdom, rutilové a bázické
elektródy v strednom a vyššom prúdovom rozsahu.
UPOZORNENIE! Bázické elektródy, pokial’ sa zvárajú nedostatočne zat’ažené,
majú sklon k „lepeniu“ na obrobok !
Pri nastavení na údaj stupnice “10” sa v okamihu prechodu kvapky
hodnota podstatne zvyšuje hodnota skratového púdu (tvrdý oblúk).
kratového prúdu nezvyšuje (mäkký oblúk).
Oblast’použitia: Bázické elektródy (vel’ké kvapky), pokial’ sa nimi zvára v nižšom
prúdovom rozsahu. (stúpajúci zvar, nanášanie na hrany, koreň atd’.)
Pokyny pre prax! Pri zvyšovaní hodnôt nastavených na regulátore dynamiky
(induktivity) sa pri použití rutilových, bázických alebo špeciálnych elektródach
prejavujú nasledujúce znaky :
- L’ahke zapal’ovanie.
- Obmedzenie výpadkov pri zváraní.
- Zmenšená možnost’ prilepenia.
- L’ahká tvorba zvarových koreňov.
- V niektorých prípadoch zvyšená tvorba rozstreku.
- Pri zváraní tenkých plechov sa zvyšuje nebezpečenstvo prepálenia.
28
Page 45
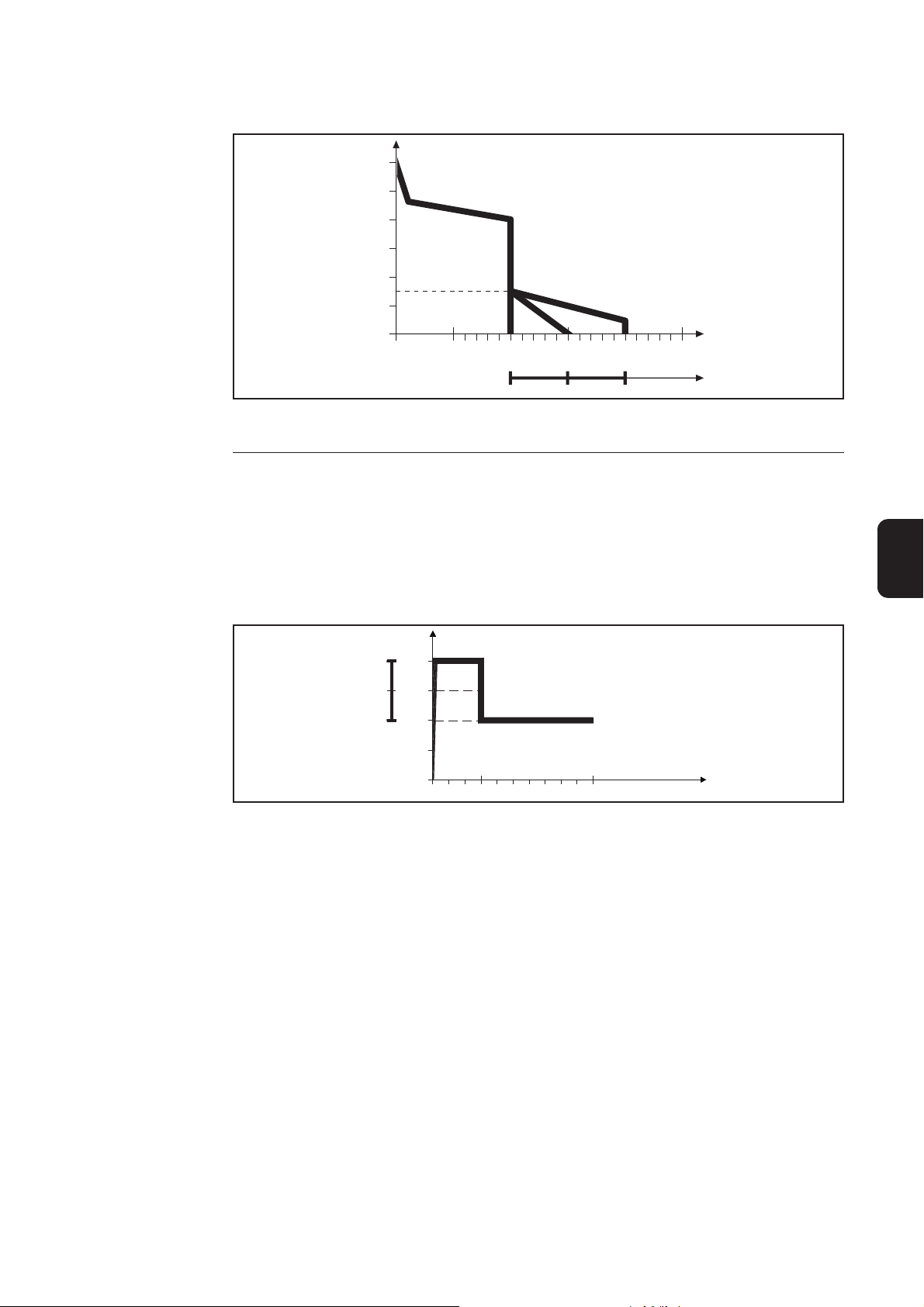
Dial’kový regulátor TP mc
(pokračovanie)
U elektród, ktoré vytvárajú malé kvapky (Ti) sa tieto znaky takmer nebrejavujú, pretože
prechod materiálu prebieha takmer bez skratu.
V
60
50
40
30
20
10
0
Regulátor dynamiky (Induktivity)
Obr. 31 Ovplyvnenie konštantnej prúdovej charakteristiky prostredníctvom regulátora induktivity 35 v
okamihu skratu. Nastavený zvárací prúd: 100 A
50 150 200 250
100
5
100
A
(36) Nastavovací regulátor pre Hot-Štart
-Účinkuje iba pri zapal’ovani elektródy.
- Zlepšenie zapal’ovacích vlastností aj pri použití elektród, ktoré sa obtiažne
zapal’uju.
- Zlepšené pretavenie základného materiálu počas zapal’ovacej fázy a v
dôsledku toho obmedzenie vzniku neprevarených miest.
- Vylúčebie tvorby troskových vmestkov.
- Pričita sa percentuálne k nastavenému zváraciemu prúdu.
A
200
100%
150
50
HOT-START
100
0
0 1.0 t sec
Obr. 32 Zapal’ovacia fáza v režime HOT-START. Nastavený zvárací prúd: 100A
SK
Dôležité! Celkový prúd v režime HOT-START je ohraničený automaticky maximálnym
skratovým prúdom prístroja.
Pripojenie dial’kového regilátora
- Pripojovaciu zásuvku [G] na zváračke prepojit’elektricky pomocou kábla regulátora
so zásuvkou ručného regulátora.
- Prislušné konektorové spoje do seba zasunút’ správnymi koncami a matice naskrutkoat’ až na doraz.
- Funkčný prepínač (4) prepnút’ do polohy odpovedajúcej zvolenému druhu prevádzky.
Zváranie bez dial’kového regulátora
Parametre pre Hot-Štart a Induktivitu (Dynamiku) sú v prítroji nastavené na strednú
hodnotu.
29
Page 46
Hľadanie chýb a náprava
VAROVANIE! Zásah elektrickým prúdom môže byť smrteľný. Pred ot-
vorením zariadenia
- sieťový spínač prepnúť do polohy „O“
- zariadenie oddeľte od siete
- Nainštalujte zrozumiteľný výstražný štítok proti opätovnému zapnutiu
- Pomocou vhodného meracieho prístroja zabezpečte vybitie elektricky
nabitých konštrukčných častí (napr. kondenzátorov)
UPOZORNENIE! Nedostatočné spojenie ochranného vodiča môže zapríčiniť
závažné osobné a materiálne škody. Skrutky skrine predstavujú vhodné
spojenie pre ochranný vodič na uzemnenie skrine a nesmú byť preto
nahrádzané inými skrutkami bez spoľahlivého spojenia ochranného vodiča.
Bezpečnosť
Popis čísiel
chyby
Chybová diagnostika
Ak sa na displejoch objaví urcité, tu neuvedené chybové hlásenie, tak treba danú chybu
odstránit iba prostredníctvom servisnej služby. Poznacte si ukázané chybové hlásenie,
ako aj sériové císlo a konfiguráciu prúdového zdroja a upovedomte servisnú službu
s detailným opisom chyby.
Chybu hlási doska plošných spojov TMS16:
Err 002 .... Krátke spojenie snímača teploty
Err 003 .... Prerušenie snímača teploty
Err 006 .... Chyba kompenzácie Ipož.
Err 007 .... Chyba prístupu do RAM
Err 008 .... Chyba prístupu do SEEPROM
Err 009 .... Chyba sek. prepätie
Err 012 .... Chyba ADC Offset
Err 013 .... Chyba ADC Gain
Err 017 .... Chyba primárny nadprúd
Err 018 .... Chyba napájacieho napätia (+5 V, +15 V)
Err 021 .... Stack-Overflow
U-P .......... Primárne prepätie
1. Zariadenie nie je funkčné
Hlavný sieťový vypínač je zapnutý, nesvieti LED príslušného prevádzkového stavu,
digitálne displeje nesvietia
Príčina: prerušené sieťové pripojenie, sieťová vidlica nie je zasunutá
Odstránenie: skontrolujte sieťové pripojenie, eventuálne skontrolujte sieťové
napätie
Príčina: chybná sieťová poistka
Odstránenie: vymeňte poistku
Príčina: chybná sieťová zásuvka alebo vidlica
Odstránenie: vymeniť chybné časti
30
Page 47

Chybová diagnostika
(pokračovanie)
2. Kolískové tlačidlo horáka sa nedá stlačiť
Hlavný sieťový vypínač je zapnutý, svieti LED príslušného prevádzkového stavu, digitálne displeje svietia, indikácie LED (9), (10), (12) pri stlačení nesvietia
Príčina: riadiaci konektor horáka nie je zasunutý alebo sa vyskytla chyba
konektorového spoja
Odstránenie: zasuňte a zaistite riadiaci konektor; skontrolujte konektorový spoj a
v prípade potreby ho vymeňte
Príčina: chybné kolískové tlačidlo horáka (mikrospínač) alebo riadiaci kábel
horáka
Odstránenie: opravte alebo vymeňte horák
Príčina: doba inicializácie Power on (10 s) po zapnutí ešte neuplynula
Odstránenie: po zapnutí hlavného sieťového vypínača počkajte pribl. 10 s, potom
začnite so zváraním
3. Žiadny zvárací prúd
Hlavný sieťový vypínač je zapnutý, svieti LED príslušného prevádzkového stavu, digitálne displeje svietia, indikácie LED (9), (10), (12) pri stlačení svietia. VF a ochranný plyn
sú k dispozícii
Príčina: Kábel kostry nie je pripojený
Odstránenie: Vytvorenie spojenia so zvarencom
Príčina: kábel kostry je zasunutý do nesprávnej prúdovej zásuvky
Odstránenie: zasuňte kábel kostry do zásuvky
Príčina: chybný zvárací horák
Odstránenie: výmena horáka
Príčina: krátke spojenie v obvode zváracieho prúdu v režime EL (dlhšie ako 1s)
Odstránenie: odstráňte krátke spojenie v obvode zváracieho prúdu
4. Žiadny zvárací prúd
Hlavný sieťový vypínač (1) je zapnutý, príslušná LED prevádzkového stavu svieti, digitálne displeje (2) a (3) ukazujú t - S napr.: 8 1 °C (prekročenie teploty sek.)
Príčina: prekročenie dovoleného zaťaženia alebo chybný ventilátor (indikácia
ukazuje teplotu sek.) t - S
Odstránenie: Zariadenie nechajte vychladnúť -> nevypínajte, kontrolujte chod ven
tilátorov.
Príčina: nedostatočný prívod chladiaceho vzduchu
Odstránenie: zabezpečte dostatočný prívod vzduchu
Príčina: Silné znečistenie silnoprúdovej časti
Odstránenie: vyfúkajte zariadenie suchým stlačeným vzduchom Príčina: krátke
spojenie v obvode zváracieho prúdu v režime EL (dlhšie ako 1 s)
SK
5. Oblúk sa v niektorých prípadoch odtŕhava pri elektródovom ručnom zváraní
Príčina: príliš vysoké zapaľovacie napätie elektródy
Odstránenie: podľa možnosti použite alternatívnu elektródu
6. Žiadny ochranný plyn
všetky ostatné funkcie sú prítomné
Príčina: prázdna plynová fľaša
Odstránenie: Vymeňte plynovú fľašu
Príčina: Chybný plynový redukčný ventil
Odstránenie: Vymeniť plynový redukčný ventil
31
Page 48

VAROVANIE! Ak je nutné vymenit’ poistky, musia sa nahradit’ poistkami rovnakých hodnôt. Pri použití privel’mi silných poistiek zanikajú záručné nároky vo
vzt’ahu k prípadným následným škodám.
Chybová diagnostika
(pokračovanie)
Príčina: plynová hadica nie je namontovaná alebo je chybná
Odstránenie: namontujte alebo vymeňte plynovú hadicu
Príčina: chybný zvárací horák
Odstránenie: výmena horáka
Príčina: chybný elektromagnetický plynový ventil
Odstránenie: zariadenie odovzdajte do servisu
7. Žiadne doprúdenie plynu
volfrámová elektróda sa po skončení zvárania sfarbí
Príčina: nastavená doba doprúdenia plynu je príliš krátka
Odstránenie: predĺžte dobu doprúdenia plynu pomocou interných programových
parametrov (čas závisí od výšky zváracieho prúdu)
8. Oblúk sa zle zapaľuje
Príčina: nastavená doba predfuku plynu je príliš krátka
Odstránenie: predĺžte dobu predfuku plynu
Príčina: príliš slabá vysoká frekvencia
Odstránenie: pozri pomoc pri vyhľadávaní príčin porúch, bod 9
Príčina: nalegovaná volfrámová elektróda alebo poškodený hrot
Odstránenie: znova zahroťte volfrámovú elektródu
Príčina: nedostatočné zaťaženie volfrámovej elektródy
Odstránenie: prispôsobte elektródu k príslušnej intenzite prúdu (prúd
vyhľadávacieho oblúka musí zodpovedať aj priemeru)
Príčina: znečistená plynová dýza; VF preskakuje cez plynovú dýzu na zva
renec
Odstránenie: použite novú keramickú plynovú dýzu
Príčina: príliš malá plynová dýza pre použitý priemer elektródy
Odstránenie: použite väčšiu plynovú dýzu
Príčina: poškodený zvárací horák: chyba telesa horáka, ochranná hadica a
pod.
Odstránenie: vymeňte poškodené diely alebo vymeňte horák
9. VF príliš slabé
Príčina: žiadny resp. príliš málo ochranného plynu
Odstránenie: pozri pomoc pri vyhľadávaní príčin porúch, bod 6
10. Diaľkový regulátor nie je funkčný
(všetky ostatné funkcie sú k dispozícii)
Príčina: kábel diaľkového regulátora je nesprávne pripojený
Odstránenie: kábel diaľkového regulátora pripojte správnym smerom
Príčina: chybný diaľkový regulátor resp. kábel diaľkového regulátora
Odstránenie: vymeňte diaľkový regulátor resp. kábel diaľkového regulátora
Príčina: chybný 10-pólový diaľkový regulátor
Odstránenie: vymeňte zásuvku diaľkového regulátora
32
Page 49

Ošetrovanie, údržba a likvidácia
VAROVANIE!Zásah elektrickým prúdom môže byť smrteľný. Pred otvorením
zariadenia
- sieťový spínač prepnúť do polohy „OFF“
- zariadenie oddeľte od siete
- Nainštalujte zrozumiteľný výstražný štítok proti opätovnému zapnutiu
- Pomocou vhodného meracieho prístroja zabezpečte vybitie elektricky
nabitých konštrukčných častí (napr. kondenzátorov)
Všeobecné
informácie
Bezpečnosť
Pri každom
uvedení do
prevádzky
Prúdový zdroj za normálnych prevádzkových podmienok vyžaduje iba minimum starostlivosti a údržby. Rešpektovanie niektorých bodov je však nevyhnutné, aby sa zváracie
zariadenie udržalo pripravené na prevádzkovanie počas dlhých rokov.
- skontrolovať sieťovú vidlicu a sieťový kábel, ako aj zvárací horák, spojovací hadicový zväzok a spojenie na poškodenie
- Skontrolujte, či okolo zariadenia zostáva odstup 0,5 m (1 ft. 8 in.), aby tým mohol
nerušene k zariadeniu prúdiť a unikať chladiaci vzduch
UPOZORNENIE! Okrem toho nesmú byť v žiadnom prípade zakryté otvory pre
vstup a výstup vzduchu, a to ani čiastočne.
SK
Každých 2 mesiacov
Každých 6 mesiacov
Likvidácia
- Ak sa používajú: Vyčistite vzduchový filter
- zdemontovať bočné časti zariadenia a vnútrajšok zariadenia dočista vyfúkať suchým, zredukovaným tlakovým vzduchom
UPOZORNENIE! Nebezpečenstvo poškodenia elektronických konštrukčných
častí. Nefúkajte zblízka na elektronické konštrukčné časti.
- Pri silných nánosoch prachu vyčistiť aj kanály vetracieho vzduchu
Pri zneškodňovaní rešpektujte platné národné a regionálne predpisy.
33
Page 50
Technické údaje
TransTig 1600 /
TransTig 1700
TransTig 1600 TransTig 1700
Sieťové napätie 1 x 230 V 1 x 230 V
Tolerancia sieťového napätia +/- 10 % +/- 10 %
Sieťová frekvencia 50/60 Hz 50/60 Hz
Sieťová poistka pomalá 16 A 16 A
Zdanlivý výkon 50% ED* 7,0 kVA 6,2 kVA
100% ED* 3,7 kVA 5,0 kVA
Kosínus fí 100 A 0,99 -
120 A - 89 %
Rozsah zváracieho prúdu TIG 2 - 160 A 2 - 170 A
EL 2 - 140 A 2 - 140 A
Zvárací prúd TIG
10 min/40°C (104°F) 35% ED* 160 A 170 A
10 min/40°C (104°F) 60% ED* - 135 A
10 min/40°C (104°F) 100% ED* 110 A 120 A
Zvárací prúd EL
10 min/40°C (104°F) 50% ED* 140 A 140 A
10 min/40°C (104°F) 100% ED* 100 A 115 A
normalizované pracovné napätie
TIG 10,1 - 16,4 V 10,1 - 16,8 V
Elektróda 20,1 - 25,6 V 20,1 - 25,6 V
Napätie naprázdno 230 V 45 V js 92 V js
Izolačná trieda B B
Stupeň krytia IP 23 IP 23
Chladenie AF AF
Skúšobný znak S, CE S, CE
*Doba nasadenia
34
Page 51

Ersatzteilliste
DEENFRITESPT-BRNLNOCSRUSKSVTR
Schaltplan
Spare Parts List
Circuit Diagram
Liste de pièces de rechange
Schéma de connexions
Lista parti di ricambio
Schema
Lista de repuestos
Esquema de cableado
Lista de peças sobresselentes
Esquema de conexões
Onderdelenlijst
Bedradingsschema
Reservdelsliste
Koblingsplan
Seznam náhradních dílù
Schéma zapojení
Список запасных частей
Электрическая схема
Zoznam náhradných dielov
Schéma zapojenia
Reservdelslistan
Kopplingsschema
ud_fr_st_tb_00149 012012
Parça Listesi
Baðlantý þemasý
Czyszczenie palnika
PL
Schemat po³¹czeñ
Page 52

TransTig 1600 G/Z 4,075,089
TransTig 1600 G/F 4,075,089,636
TransTig 1700 G/Z 4,075,115
TransTig 1700 G/F 4,075,115,636
TransTig 1700 G/F/US 4,075,115,800
42,0406,0295
45,0200,1103
* gewünschte Länge angeben
* Specify the length required
* Indiquer la longueur désirée
* Indicar la longitud deseada
* Indicare la lunghezza desiderat
* indicar o comprimento desejado
* uved'te požadovanou délku
43,0004,0519
43,0004,1993 - US
43,0002,0295
4,070,748 - BSV16
4,070,548,Z - BPS16
43,0001,0600
42,0409,2819
43,0001,3252
42,0406,0102
42,0406,0133
12,0405,0184
BSV16
BPS16
41,0012,0047
41,0003,0267
33,0010,0308
43,0006,0153
43,0030,0021
43,0001,1144
HF66
42,0409,2530
42,0409,2987 - US
TMS16
42,0300,0648
32,0405,0183
43,0004,1670
BE2,0200,9088
42,0001,3541 - US
43,0013,0015
42,0407,0284
40,0001,0310 - *
4,070,549 - TMS16
4,070,708,Z - HF66
ZF
33,0005,0451
42,0409,2531
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,001,603
42,0407,0273
33,0005,0485
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,100,423
42,0409,2981
42,0407,0273
TransTig 1600 / 1700
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00156 012004
1/1
Page 53

Page 54
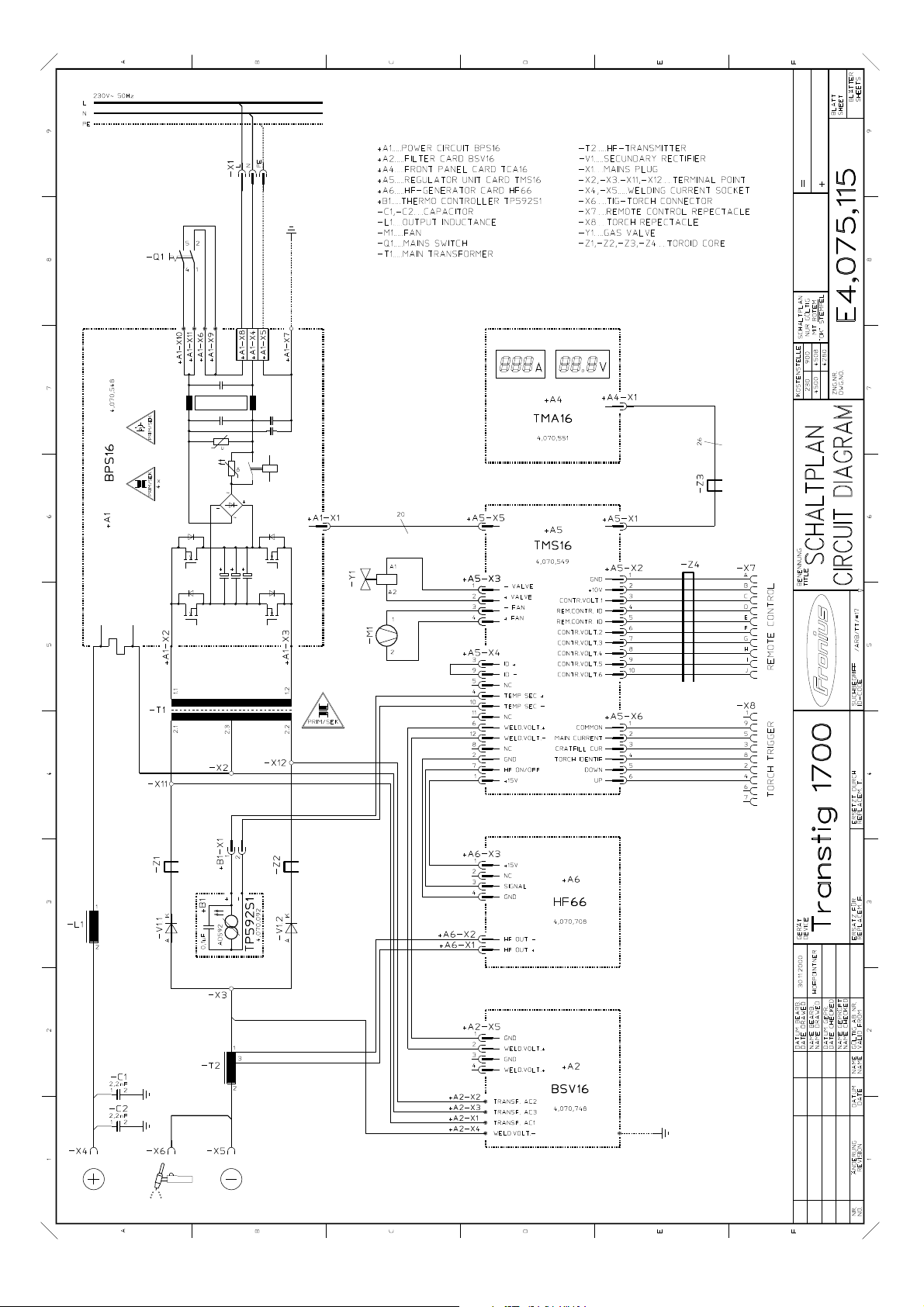
Page 55
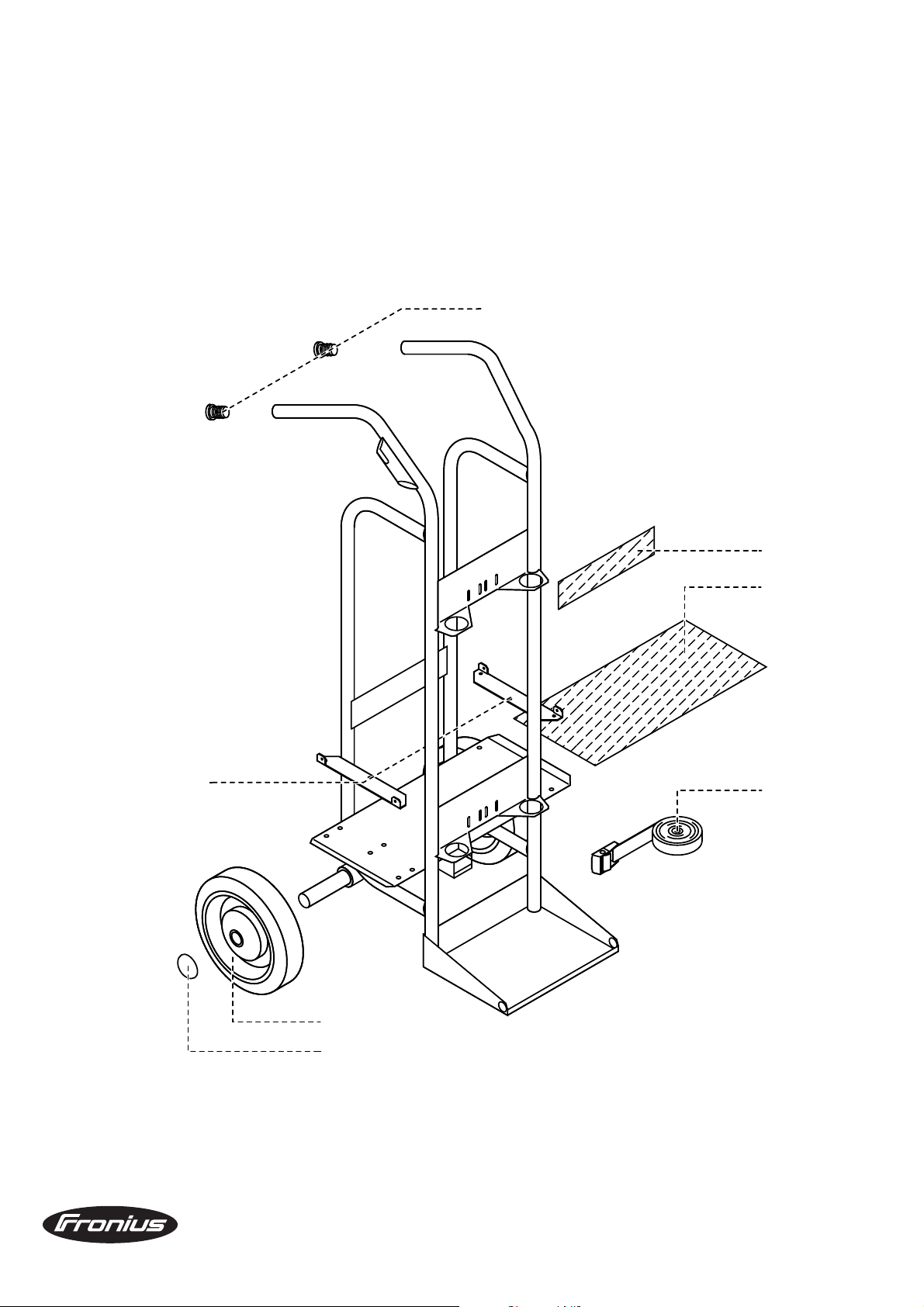
Carriage Easy- LT 4,045,917
42,0402,0215
BP2,0200,9218
42,0300,1583
42,0300,2619
42,0406,0293
44,0001,0042
44,0001,0105
Carriage Easy- LT
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_so_00701 012003
1/1
Page 56
FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...