


/ Battery Charging Systems / Welding Technology / Solar Electronics
TransTig 1600
TransTig 1700
Bedienungsanleitung
Ersatzteillisten
DE
WIG-Stromquelle
42,0426,0023,DE 004-15112013


Sehr geehrter Leser
DE
Einleitung
Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem
technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit
diesem vertraut zu machen. Indem Sie die Anleitung sorgfältig lesen, lernen Sie die
vielfältigen Möglichkeiten Ihres Fronius-Produktes kennen. Nur so können Sie seine
Vorteile bestmöglich nutzen.
Bitte beachten Sie auch die Sicherheitsvorschriften und sorgen Sie so für mehr Sicherheit am Einsatzort des Produktes. Sorgfältiger Umgang mit Ihrem Produkt unterstützt
dessen langlebige Qualität und Zuverlässigkeit. Das sind wesentliche Voraussetzungen
für hervorragende Ergebnisse.
ud_fr_st_et_00491 01/2012


Sicherheitsvorschriften
DE
GEFAHR!
WARNUNG!
VORSICHT!
HINWEIS!
Wichtig!
„GEFAHR!“ Bezeichnet eine unmittelbar drohende Gefahr. Wenn sie nicht
gemieden wird, sind Tod oder schwerste Verletzungen die Folge.
„WARNUNG!“ Bezeichnet eine möglicherweise gefährliche Situation. Wenn
sie nicht gemieden wird, können Tod und schwerste Verletzungen die Folge
sein.
„VORSICHT!“ Bezeichnet eine möglicherweise schädliche Situation. Wenn
sie nicht gemieden wird, können leichte oder geringfügige Verletzungen
sowie Sachschäden die Folge sein.
„HINWEIS!“ bezeichnet die Gefahr beeinträchtigter Arbeitsergebnisse und
möglicher Schäden an der Ausrüstung.
„Wichtig!“ bezeichnet Anwendungstipps und andere besonders nützliche Informationen.
Es ist kein Signalwort für eine schädliche oder gefährliche Situation.
Wenn Sie eines der im Kapitel „Sicherheitsvorschriften“ abgebildeten Symbole sehen, ist
erhöhte Achtsamkeit erforderlich.
Allgemeines
Das Gerät ist nach dem Stand der Technik und den anerkannten sicherheitstechnischen Regeln gefertigt. Dennoch drohen bei Fehlbedienung oder
Missbrauch Gefahr für
- Leib und Leben des Bedieners oder Dritte,
- das Gerät und andere Sachwerte des Betreibers,
- die effiziente Arbeit mit dem Gerät.
Alle Personen, die mit der Inbetriebnahme, Bedienung, Wartung und Instandhaltung des Gerätes zu tun haben, müssen
- entsprechend qualifiziert sein,
- Kenntnisse vom Schweißen haben und
- diese Bedienungsanleitung vollständig lesen und genau befolgen.
Die Bedienungsanleitung ist ständig am Einsatzort des Gerätes aufzubewahren. Ergänzend zur Bedienungsanleitung sind die allgemein gültigen sowie
die örtlichen Regeln zu Unfallverhütung und Umweltschutz bereitzustellen
und zu beachten.
Alle Sicherheits- und Gefahrenhinweise am Gerät
- in lesbarem Zustand halten
- nicht beschädigen, nicht entfernen
- nicht abdecken, überkleben oder übermalen.
Die Positionen der Sicherheits- und Gefahrenhinweise am Gerät, entnehmen
Sie dem Kapitel „Allgemeines“ der Bedienungsanleitung Ihres Gerätes.
Störungen, die die Sicherheit beeinträchtigen können, vor dem Einschalten
des Gerätes beseitigen.
Es geht um Ihre Sicherheit!
I
ud_fr_st_sv_00466 022013

Bestimmungsgemäße Verwendung
Das Gerät ist ausschließlich für Arbeiten im Sinne der bestimmungsgemäßen Verwendung zu benutzen.
Das Gerät ist ausschließlich für die am Leistungsschild angegebenen
Schweißverfahren bestimmt.
Eine andere oder darüber hinaus gehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
- das vollständige Lesen und Befolgen aller Hinweise aus der Bedienungsanleitung
- das vollständige Lesen und Befolgen aller Sicherheits- und Gefahrenhinweise
- die Einhaltung der Inspektions- und Wartungsarbeiten.
Das Gerät niemals für folgende Anwendungen verwenden:
- Auftauen von Rohren
- Laden von Batterien/Akkumulatoren
- Start von Motoren
Das Gerät ist für den Betrieb in Industrie und Gewerbe ausgelegt. Für Schäden, die auf den Einsatz im Wohnbereich zurückzuführen sind, haftet der
Hersteller nicht.
Für mangelhafte oder fehlerhafte Arbeitsergebnisse übernimmt der Hersteller
ebenfalls keine Haftung.
Umgebungsbedingungen
Verpflichtungen
des Betreibers
Betrieb oder Lagerung des Gerätes außerhalb des angegebenen Bereiches
gilt als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet
der Hersteller nicht.
Temperaturbereich der Umgebungsluft:
- beim Betrieb: -10 °C bis + 40 °C (14 °F bis 104 °F)
- bei Transport und Lagerung: - 20 °C bis + 55 °C (-4 °F bis 131 °F)
Relative Luftfeuchtigkeit:
- bis 50 % bei 40 °C (104 °F)
- bis 90 % bei 20 °C (68 °F)
Umgebungsluft: frei von Staub, Säuren, korrosiven Gasen oder Substanzen,
usw.
Höhenlage über dem Meeresspiegel: bis 2000 m (6500 ft)
Der Betreiber verpflichtet sich, nur Personen am Gerät arbeiten zu lassen,
die
- mit den grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung vertraut und in die Handhabung des Gerätes eingewiesen sind
- diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschriften“ gelesen, verstanden und dies durch ihre Unterschrift bestätigt
haben
- entsprechend den Anforderungen an die Arbeitsergebnisse ausgebildet
sind.
ud_fr_st_sv_00466 022013
Das sicherheitsbewusste Arbeiten des Personals ist in regelmäßigen Abständen zu überprüfen.
II

Verpflichtungen
des Personals
Alle Personen, die mit Arbeiten am Gerät beauftragt sind, verpflichten sich,
vor Arbeitsbeginn
- die grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung zu befolgen
- diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschriften“ zu lesen und durch ihre Unterschrift zu bestätigen, dass sie
diese verstanden haben und befolgen werden.
Vor Verlassen des Arbeitsplatzes sicherstellen, dass auch in Abwesenheit
keine Personen- oder Sachschäden auftreten können.
DE
Netzanschluss
Selbst- und
Personenschutz
Geräte mit hoher Leistung können auf Grund ihrer Stromaufnahme die Energiequalität des Netzes beeinflussen.
Das kann einige Gerätetypen betreffen in Form von:
- Anschluss-Beschränkungen
- Anforderungen hinsichtlich maximal zulässiger Netzimpedanz
*)
- Anforderungen hinsichtlich minimal erforderlicher Kurzschluss-Leistung
*)
jeweils an der Schnittstelle zum öffentlichen Netz
siehe technische Daten
In diesem Fall muss sich der Betreiber oder der Anwender des Gerätes
versichern, ob das Gerät angeschlossen werden darf, gegebenenfalls durch
Rücksprache mit dem Energieversorgungs-Unternehmen.
HINWEIS! Auf eine sichere Erdung des Netzanschlusses ist zu
achten.
Beim Schweißen setzen Sie sich zahlreichen Gefahren aus, wie z.B.:
- Funkenflug, umherfliegende heiße Metallteile
- augen- und hautschädigende Lichtbogen-Strahlung
*)
- schädliche elektromagnetische Felder, die für Träger von Herzschrittmachern Lebensgefahr bedeuten
- elektrische Gefährdung durch Netz- und Schweißstrom
- erhöhte Lärmbelastung
- schädlichen Schweißrauch und Gase
Personen, die während des Schweißvorganges am Werkstück arbeiten,
müssen geeignete Schutzkleidung mit folgenden Eigenschaften verwenden:
- schwer entflammbar
- isolierend und trocken
- den ganzen Körper bedeckend, unbeschädigt und in gutem Zustand
- Schutzhelm
- stulpenlose Hose
III
ud_fr_st_sv_00466 022013

Selbst- und
Personenschutz
(Fortsetzung)
Zur Schutzbekleidung zählt unter anderem:
- Augen und Gesicht durch Schutzschild mit vorschriftsgemäßem FilterEinsatz vor UV-Strahlen, Hitze und Funkenflug schützen.
- Hinter dem Schutzschild eine vorschriftsgemäße Schutzbrille mit Seitenschutz tragen.
- Festes, auch bei Nässe isolierendes Schuhwerk tragen
- Hände durch geeignete Handschuhe schützen (elektrisch isolierend,
Hitzeschutz).
- Zur Verringerung der Lärmbelastung und zum Schutz vor Verletzungen
Gehörschutz tragen.
Personen, vor allem Kinder, während des Betriebes von den Geräten und
dem Schweißprozess fernhalten. Befinden sich dennoch Personen in der
Nähe
- diese über alle Gefahren (Blendgefahr durch Lichtbogen, Verletzungsgefahr durch Funkenflug, gesundheitsschädlicher Schweißrauch, Lärmbelastung, mögliche Gefährdung durch Netz- oder Schweißstrom, ...)
unterrichten,
- geeignete Schutzmittel zur Verfügung stellen oder
- geeignete Schutzwände und -Vorhänge aufbauen.
Angaben zu
Geräuschemissionswerten
Gefahr durch
schädliche Gase
und Dämpfe
Das Gerät erzeugt einen maximalen Schallleistungspegel <80dB(A) (ref. 1pW)
bei Leerlauf sowie in der Kühlungsphase nach Betrieb entsprechend dem
maximal zulässigem Arbeitspunkt bei Normlast gemäß EN 60974-1.
Ein arbeitsplatzbezogener Emissionswert kann beim Schweißen (und Schneiden) nicht angegeben werden, da dieser verfahrens- und umgebungsbedingt
ist. Er ist abhängig von den verschiedensten Parametern wie z.B. Schweißverfahren (MIG/MAG-, WIG-Schweißen), der angewählten Stromart (Gleichstrom,
Wechselstrom), dem Leistungsbereich, der Art des Schweißgutes, dem
Resonanzverhalten des Werkstückes, der Arbeitsplatzumgebung u.a.m.
Beim Schweißen entstehender Rauch enthält gesundheitsschädliche Gase
und Dämpfe.
Schweißrauch enthält Substanzen, die unter Umständen Geburtsschäden
und Krebs verursachen können.
Kopf von entstehendem Schweißrauch und Gasen fernhalten.
Entstehenden Rauch sowie schädliche Gase
- nicht einatmen
- durch geeignete Mittel aus dem Arbeitsbereich absaugen.
ud_fr_st_sv_00466 022013
Für ausreichend Frischluft-Zufuhr sorgen.
Bei nicht ausreichender Belüftung Atem-Schutzmaske mit Luftzufuhr verwenden.
Besteht Unklarheit darüber, ob die Absaugleistung ausreicht, die gemessenen Schadstoff-Emissionswerte mit den zulässigen Grenzwerten vergleichen.
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasversorgung schließen.
IV

Gefahr durch
schädliche Gase
und Dämpfe
(Fortsetzung)
Folgende Komponenten sind unter anderem für den Grad der Schädlichkeit
des Schweißrauches verantwortlich:
- Für das Werkstück eingesetzte Metalle
- Elektroden
- Beschichtungen
- Reiniger, Entfetter und dergleichen
Daher die entsprechenden Materialsicherheits-Datenblätter und Herstellerangaben zu den aufgezählten Komponenten berücksichtigen.
Entzündliche Dämpfe (z.B. Lösungsmittel-Dämpfe) vom Strahlungsbereich
des Lichtbogens fernhalten.
DE
Gefahr durch
Funkenflug
Gefahren durch
Netz- und
Schweißstrom
Funkenflug kann Brände und Explosionen auslösen.
Niemals in der Nähe brennbarer Materialien schweißen.
Brennbare Materialien müssen mindestens 11 Meter (36 ft. 1.07 in.) vom
Lichtbogen entfernt sein oder mit einer geprüften Abdeckung zugedeckt
werden.
Geeigneten, geprüften Feuerlöscher bereithalten.
Funken und heiße Metallteile können auch durch kleine Ritzen und Öffnungen in umliegende Bereiche gelangen. Entsprechende Maßnahmen ergreifen, dass dennoch keine Verletzungs- und Brandgefahr besteht.
Nicht in feuer- und explosionsgefährdeten Bereichen und an geschlossenen
Tanks, Fässern oder Rohren schweißen, wenn diese nicht gemäß den
entsprechenden nationalen und internationalen Normen vorbereitet sind.
An Behältern in denen Gase, Treibstoffe, Mineralöle und dgl. gelagert sind/
waren, darf nicht geschweißt werden. Durch Rückstände besteht Explosionsgefahr.
Ein elektrischer Schlag ist grundsätzlich lebensgefährlich und kann tödlich
sein.
Spannungsführende Teile innerhalb und außerhalb des Gerätes nicht berühren.
Beim MIG/MAG- und WIG-Schweißen sind auch der Schweißdraht, die
Drahtspule, die Antriebsrollen sowie alle Metallteile, die mit dem Schweißdraht in Verbindung stehen, spannungsführend.
Den Drahtvorschub immer auf einem ausreichend isolierten Untergrund
aufstellen oder eine geeignete, isolierende Drahtvorschub-Aufnahme verwenden.
Für geeigneten Selbst- und Personenschutz durch gegenüber dem Erd- oder
Massepotential ausreichend isolierende, trockene Unterlage oder Abdeckung
sorgen. Die Unterlage oder Abdeckung muss den gesamten Bereich zwischen Körper und Erd- oder Massepotential vollständig abdecken.
Sämtliche Kabel und Leitungen müssen fest, unbeschädigt, isoliert und
ausreichend dimensioniert sein. Lose Verbindungen, angeschmorte, beschädigte oder unterdimensionierte Kabel und Leitungen sofort erneuern.
V
ud_fr_st_sv_00466 022013

Gefahren durch
Netz- und
Schweißstrom
(Fortsetzung)
Kabel oder Leitungen weder um den Körper noch um Körperteile schlingen.
Die Schweiß-Elektrode (Stabelektrode, Wolframelektrode, Schweißdraht, ...)
- niemals zur Kühlung in Flüssigkeiten eintauchen
- niemals bei eingeschalteter Stromquelle berühren.
Zwischen den Schweiß-Elektroden zweier Schweißgeräte kann zum Beispiel
die doppelte Leerlauf-Spannung eines Schweißgerätes auftreten. Bei gleichzeitiger Berührung der Potentiale beider Elektroden besteht unter Umständen Lebensgefahr.
Netz- und Gerätezuleitung regelmäßig von einer Elektro-Fachkraft auf
Funktionstüchtigkeit des Schutzleiters überprüfen lassen.
Das Gerät nur an einem Netz mit Schutzleiter und einer Steckdose mit
Schutzleiter-Kontakt betreiben.
Wird das Gerät an einem Netz ohne Schutzleiter und an einer Steckdose
ohne Schutzleiter-Kontakt betrieben, gilt dies als grob fahrlässig. Für hieraus
entstandene Schäden haftet der Hersteller nicht.
Falls erforderlich, durch geeignete Mittel für eine ausreichende Erdung des
Werkstückes sorgen.
Nicht verwendete Geräte ausschalten.
Vagabundierende
Schweißströme
Bei Arbeiten in größerer Höhe Sicherheitsgeschirr zur Absturzsicherung
tragen.
Vor Arbeiten am Gerät das Gerät abschalten und Netzstecker ziehen.
Das Gerät durch ein deutlich lesbares und verständliches Warnschild gegen
Anstecken des Netzsteckers und Wiedereinschalten sichern.
Nach dem Öffnen des Gerätes:
- alle Bauteile die elektrische Ladungen speichern entladen
- sicherstellen, dass alle Komponenten des Gerätes stromlos sind.
Sind Arbeiten an spannungsführenden Teilen notwendig, eine zweite Person
hinzuziehen, die den Hauptschalter rechtzeitig ausschaltet.
Werden die nachfolgend angegebenen Hinweise nicht beachtet, ist die
Entstehung vagabundierender Schweißströme möglich, die folgendes verursachen können:
- Feuergefahr
- Überhitzung von Bauteilen, die mit dem Werkstück verbunden sind
- Zerstörung von Schutzleitern
- Beschädigung des Gerätes und anderer elektrischer Einrichtungen
ud_fr_st_sv_00466 022013
Für eine feste Verbindung der Werkstück-Klemme mit dem Werkstück
sorgen.
Werkstück-Klemme möglichst nahe an der zu schweißenden Stelle befestigen.
Bei elektrisch leitfähigem Boden, das Gerät mit ausreichender Isolierung
gegenüber dem Boden aufstellen.
VI

Vagabundierende
Schweißströme
(Fortsetzung)
Bei Verwendung von Stromverteilern, Doppelkopf-Aufnahmen, etc., folgendes beachten: Auch die Elektrode des nicht verwendeten Schweißbrenners /
Elektrodenhalters ist potentialführend. Sorgen Sie für eine ausreichend
isolierende Lagerung des nicht verwendeten Schweißbrenners / Elektrodenhalters.
Bei automatisierten MIG/MAG Anwendungen die Drahtelektrode nur isoliert
von Schweißdraht-Fass, Großspule oder Drahtspule zum Drahtvorschub
führen.
DE
EMV GeräteKlassifizierungen
Geräte der Emissionsklasse A:
- sind nur für den Gebrauch in Industriegebieten vorgesehen
- können in anderen Gebieten leitungsgebundene und gestrahlte Störungen verursachen.
Geräte der Emissionsklasse B:
- erfüllen die Emissionsanforderungen für Wohn- und Industriegebiete.
Dies gilt auch für Wohngebiete, in denen die Energieversorgung aus
dem öffentlichen Niederspannungsnetz erfolgt.
EMV Geräte-Klassifizierung gemäß Leistungsschild oder technischen Daten
EMV-Maßnahmen In besonderen Fällen können trotz Einhaltung der genormten Emissions-
Grenzwerte Beeinflussungen für das vorgesehene Anwendungsgebiet
auftreten (z.B. wenn empfindliche Geräte am Aufstellungsort sind oder wenn
der Aufstellungsort in der Nähe von Radio- oder Fernsehempfängern ist).
In diesem Fall ist der Betreiber verpflichtet, angemessene Maßnahmen für
die Störungsbehebung zu ergreifen.
Mögliche Probleme und Störfestigkeit von Einrichtungen in der Umgebung
gemäß nationalen und internationalen Bestimmungen prüfen und bewerten:
- Sicherheitseinrichtungen
- Netz-, Signal- und Daten-Übertragungsleitungen
- EDV- und Telekommunikations-Einrichtugen
- Einrichtungen zum Messen und Kalibrieren
Unterstützende Maßnahmen zur Vermeidung von EMV-Problemen:
a) Netzversorgung
- Treten elektromagnetische Störungen trotz vorschriftsgemäßem Netzanschluss auf, zusätzliche Maßnahmen ergreifen (z.B. geeigneten Netzfilter verwenden).
b) Schweißleitungen
- so kurz wie möglich halten
- eng zusammen verlaufen lassen (auch zur Vermeidung von EMFProblemen)
- weit entfernt von anderen Leitungen verlegen
c) Potentialausgleich
d) Erdung des Werkstückes
- Falls erforderlich, Erdverbindung über geeignete Kondensatoren herstellen.
e) Abschirmung, falls erforderlich
- Andere Einrichtungen in der Umgebung abschirmen
- Gesamte Schweißinstallation abschirmen
VII
ud_fr_st_sv_00466 022013

EMF-Maßnahmen Elektromagnetische Felder können Gesundheitsschäden verursachen, die
noch nicht bekannt sind:
- Auswirkungen auf die Gesundheit benachbarter Personen, z.B. Träger
von Herzschrittmachern und Hörhilfen
- Träger von Herzschrittmachern müssen sich von ihrem Arzt beraten
lassen, bevor sie sich in unmittelbare Nähe des Gerätes und des
Schweißprozesses aufhalten
- Abstände zwischen Schweißkabeln und Kopf/Rumpf des Schweißers
aus Sicherheitsgründen so groß wie möglich halten
- Schweißkabeln und Schlauchpakete nicht über der Schulter tragen und
nicht um den Körper und Körperteile wickeln
Besondere
Gefahrenstellen
Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen
fernhalten, wie zum Beispiel:
- Ventilatoren
- Zahnrädern
- Rollen
- Wellen
- Drahtspulen und Schweißdrähten
Nicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antriebsteile greifen.
Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und
Reparaturarbeiten geöffnet / entfernt werden.
Während des Betriebes
- Sicherstellen, dass alle Abdeckungen geschlossen und sämtliche
Seitenteile ordnungsgemäß montiert sind.
- Alle Abdeckungen und Seitenteile geschlossen halten.
Austritt des Schweißdrahtes aus dem Schweißbrenner bedeutet ein hohes
Verletzungsrisiko (Durchstechen der Hand, Verletzung von Gesicht und
Augen, ...).
Daher stets den Brenner vom Körper weghalten (Geräte mit Drahtvorschub)
und eine geeignete Schutzbrille verwenden.
ud_fr_st_sv_00466 022013
Werkstück während und nach dem Schweißen nicht berühren - Verbrennungsgefahr.
Von abkühlenden Werkstücken kann Schlacke abspringen. Daher auch bei
Nacharbeiten von Werkstücken die vorschriftsgemäße Schutzausrüstung
tragen und für ausreichenden Schutz anderer Personen sorgen.
Schweißbrenner und andere Ausrüstungskomponenten mit hoher Betriebstemperatur abkühlen lassen, bevor an ihnen gearbeitet wird.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften entsprechende nationale und internationale Bestimmungen beachten.
Stromquellen für Arbeiten in Räumen mit erhöhter elektrischer Gefährdung
(z.B. Kessel) müssen mit dem Zeichen (Safety) gekennzeichnet sein. Die
Stromquelle darf sich jedoch nicht in solchen Räumen befinden.
VIII

Besondere
Gefahrenstellen
(Fortsetzung)
Verbrühungsgefahr durch austretendes Kühlmittel. Vor dem Abstecken von
Anschlüssen für den Wasservorlauf oder -rücklauf, das Kühlgerät abschalten.
Beim Hantieren mit Kühlmittel, die Angaben de Kühlmittel-Sicherheitsdatenblattes beachten. Das Kühlmittel-Sicherheitsdatenblatt erhalten Sie bei Ihrer
Service-Stelle oder über die Homepage des Herstellers.
Für den Krantransport von Geräten nur geeignete Last-Aufnahmemittel des
Herstellers verwenden.
- Ketten oder Seile an allen vorgesehenen Aufhängungspunkten des
geeigneten Last-Aufnahmemittels einhängen.
- Ketten oder Seile müssen einen möglichst kleinen Winkel zur Senkrechten einnehmen.
- Gasflasche und Drahtvorschub (MIG/MAG- und WIG-Geräte) entfernen.
Bei Kran-Aufhängung des Drahtvorschubes während des Schweißens,
immer eine geeignete, isolierende Drahtvorschub-Aufhängung verwenden
(MIG/MAG- und WIG-Geräte).
Ist das Gerät mit einem Tragegurt oder Tragegriff ausgestattet, so dient
dieser ausschließlich für den Transport per Hand. Für einen Transport mittels
Kran, Gabelstapler oder anderen mechanischen Hebewerkzeugen, ist der
Tragegurt nicht geeignet.
DE
Beeinträchtigung
der Schweißergebnisse
Alle Anschlagmittel (Gurte, Schnallen, Ketten, etc.) welche im Zusammenhang mit dem Gerät oder seinen Komponenten verwendet werden, sind regelmäßig zu überprüfen (z.B. auf mechanische Beschädigungen, Korrosion oder
Veränderungen durch andere Umwelteinflüsse).
Prüfintervall und Prüfumfang haben mindestens den jeweils gültigen nationalen
Normen und Richtlinien zu entsprechen.
Gefahr eines unbemerkten Austrittes von farb- und geruchlosem Schutzgas,
bei Verwendung eines Adapters für den Schutzgas-Anschluss. Das geräteseitige Gewinde des Adapters, für den Schutzgas-Anschluss, vor der Montage mittels geeignetem Teflon-Band abdichten.
Für eine ordnungsgemäße und sichere Funktion des Schweißsystems, sind
folgende Vorgaben hinsichtlich der Schutzgas-Qualität zu erfüllen:
- Feststoffpartikelgröße <40µm
- Drucktaupunkt <-20°C
- max. Ölgehalt <25mg/m³
Bei Bedarf sind Filter zu verwenden.
HINWEIS! Die Gefahr einer Verschmutzung besteht besonders bei
Ringleitungen
IX
ud_fr_st_sv_00466 022013

Gefahr durch
SchutzgasFlaschen
Schutzgas-Flaschen enthalten unter Druck stehendes Gas und können bei
Beschädigung explodieren. Da Schutzgas-Flaschen Bestandteil der
Schweißausrüstung sind, müssen sie sehr vorsichtig behandelt werden.
Schutzgas-Flaschen mit verdichtetem Gas vor zu großer Hitze, mechanischen Schlägen, Schlacke, offenen Flammen, Funken und Lichtbögen
schützen.
Die Schutzgas-Flaschen senkrecht montieren und gemäß Anleitung befestigen, damit sie nicht umfallen können.
Schutzgas-Flaschen von Schweiß- oder anderen elektrischen Stromkreisen
fernhalten.
Niemals einen Schweißbrenner auf eine Schutzgas-Flasche hängen.
Niemals eine Schutzgas-Flasche mit einer Schweißelektrode berühren.
Explosionsgefahr - niemals an einer druckbeaufschlagten Schutzgas-Flasche schweißen.
Stets nur für die jeweilige Anwendung geeignete Schutzgas-Flaschen und
dazu passendes, geeignetes Zubehör (Regler, Schläuche und Fittings, ...)
verwenden. Schutzgas-Flaschen und Zubehör nur in gutem Zustand verwenden.
Sicherheitsmaßnahmen am
Aufstellort und
beim Transport
Wird ein Ventil einer Schutzgas-Flasche geöffnet, das Gesicht vom Auslass
wegdrehen.
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche schließen.
Bei nicht angeschlossener Schutzgas-Flasche, Kappe am Ventil der Schutzgas-Flasche belassen.
Herstellerangaben sowie entsprechende nationale und internationale Bestimmungen für Schutzgas-Flaschen und Zubehörteile befolgen.
Ein umstürzendes Gerät kann Lebensgefahr bedeuten! Das Gerät auf ebenem,
festem Untergrund standsicher aufstellen
- Ein Neigungswinkel von maximal 10° ist zulässig.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften
- entsprechende nationale und internationale Bestimmungen beachten.
Durch innerbetriebliche Anweisungen und Kontrollen sicherstellen, dass die
Umgebung des Arbeitsplatzes stets sauber und übersichtlich ist.
ud_fr_st_sv_00466 022013
Das Gerät nur gemäß der am Leistungsschild angegebenen Schutzart
aufstellen und betreiben.
Beim Aufstellen des Gerätes einen Rundumabstand von 0,5 m (1 ft. 7.69 in.)
sicherstellen, damit die Kühlluft ungehindert ein- und austreten kann.
Beim Transport des Gerätes dafür Sorge tragen, dass die gültigen nationalen
und regionalen Richtlinien und Unfallverhütungs-Vorschriften eingehalten
werden. Dies gilt speziell für Richtlinien hinsichtlich Gefährdung bei Transport
und Beförderung.
X

Sicherheitsmaßnahmen am
Aufstellort und
beim Transport
(Fortsetzung)
Vor jedem Transport des Gerätes, das Kühlmittel vollständig ablassen, sowie
folgende Komponenten demontieren:
- Drahtvorschub
- Drahtspule
- Schutzgas-Flasche
Vor der Inbetriebnahme, nach dem Transport, unbedingt eine Sichtprüfung
des Gerätes auf Beschädigungen vornehmen. Allfällige Beschädigungen vor
Inbetriebnahme von geschultem Servicepersonal instandsetzen lassen.
DE
Sicherheitsmaßnahmen im
Normalbetrieb
Das Gerät nur betreiben, wenn alle Schutzeinrichtungen voll funktionstüchtig
sind. Sind die Schutzeinrichtungen nicht voll funktionsfähig, besteht Gefahr
für
- Leib und Leben des Bedieners oder Dritte,
- das Gerät und andere Sachwerte des Betreibers
- die effiziente Arbeit mit dem Gerät.
Nicht voll funktionstüchtige Sicherheitseinrichtungen vor dem Einschalten
des Gerätes instandsetzen.
Sicherheitseinrichtungen niemals umgehen oder außer Betrieb setzen.
Vor Einschalten des Gerätes sicherstellen, dass niemand gefährdet werden
kann.
- Das Gerät mindestens einmal pro Woche auf äußerlich erkennbare
Schäden und Funktionsfähigkeit der Sicherheitseinrichtungen überprüfen.
- Schutzgas-Flasche immer gut befestigen und bei Krantransport vorher
abnehmen.
- Nur das Original-Kühlmittel des Herstellers ist auf Grund seiner Eigenschaften (elektrische Leitfähigkeit, Frostschutz, Werkstoff-Verträglichkeit,
Brennbarkeit, ...) für den Einsatz in unseren Geräten geeignet.
- Nur geeignetes Original-Kühlmittel des Herstellers verwenden.
- Original-Kühlmittel des Herstellers nicht mit anderen Kühlmitteln mischen.
- Kommt es bei Verwendung anderer Kühlmittel zu Schäden, haftet der
Hersteller hierfür nicht und sämtliche Gewährleistungsansprüche erlöschen.
- Das Kühlmittel ist unter bestimmten Voraussetzungen entzündlich. Das
Kühlmittel nur in geschlossenen Original-Gebinden transportieren und von
Zündquellen fernhalten
- Ausgedientes Kühlmittel den nationalen und internationalen Vorschriften
entsprechend fachgerecht entsorgen. Ein Sicherheitsdatenblatt erhalten
Sie bei Ihrer Servicestelle oder über die Homepage des Herstellers.
- Bei abgekühlter Anlage vor jedem Schweißbeginn den Kühlmittel-Stand
prüfen.
Wartung und
Instandsetzung
Bei fremdbezogenen Teilen ist nicht gewährleistet, dass sie beanspruchungsund sicherheitsgerecht konstruiert und gefertigt sind. Nur Original-Ersatzund Verschleißteile verwenden (gilt auch für Normteile).
Ohne Genehmigung des Herstellers keine Veränderungen, Ein- oder Umbauten am Gerät vornehmen.
Bauteile in nicht einwandfreiem Zustand sofort austauschen.
Bei Bestellung genaue Benennung und Sach-Nummer laut Ersatzteilliste,
sowie Seriennummer Ihres Gerätes angeben.
XI
ud_fr_st_sv_00466 022013

Sicherheitstechnische Überprüfung
Der Hersteller empfiehlt, mindestens alle 12 Monate eine sicherheitstechnische Überprüfung am Gerät durchführen zu lassen.
Innerhalb desselben Intervalles von 12 Monaten empfiehlt der Hersteller eine
Kalibrierung von Stromquellen.
Eine sicherheitstechnische Überprüfung durch eine geprüfte Elektro-Fachkraft wird empfohlen
- nach Veränderung
- nach Ein- oder Umbauten
- nach Reparatur, Pflege und Wartung
- mindestens alle zwölf Monate.
Für die sicherheitstechnische Überprüfung die entsprechenden nationalen
und internationalen Normen und Richtlinien befolgen.
Nähere Informationen für die sicherheitstechnische Überprüfung und Kalibrierung erhalten Sie bei Ihrer Servicestelle. Diese stellt Ihnen auf Wunsch
die erforderlichen Unterlagen zur Verfügung.
Entsorgung
Sicherheitskennzeichnung
Werfen Sie dieses Gerät nicht in den Hausmüll!
Gemäß Europäischer Richtlinie 2002/96/EG über Elektro- und ElektronikAltgeräte und Umsetzung in nationales Recht, müssen verbrauchte Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Stellen Sie sicher, dass Sie ihr gebrauchtes Gerät bei
Ihrem Händler zurückgeben oder holen Sie Informationen über ein lokales,
autorisiertes Sammel- und Entsorgungssystem ein.
Ein Ignorieren dieser EU Direktive kann zu potentiellen Auswirkungen auf die
Umwelt und Ihre Gesundheit führen!
Geräte mit CE-Kennzeichnung erfüllen die grundlegenden Anforderungen der
Niederspannungs- und Elektromagnetischen Verträglichkeits-Richtlinie (z.B.
relevante Produktnormen der Normenreihe EN 60 974).
Mit dem CSA-Prüfzeichen gekennzeichnete Geräte erfüllen die Anforderungen
der relevanten Normen für Kanada und USA.
Datensicherheit
Urheberrecht
ud_fr_st_sv_00466 022013
Für die Datensicherung von Änderungen gegenüber den Werkseinstellungen
ist der Anwender verantwortlich. Im Falle gelöschter persönlicher Einstellungen haftet der Hersteller nicht.
Das Urheberrecht an dieser Bedienungsanleitung verbleibt beim Hersteller.
Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung.
Änderungen vorbehalten. Der Inhalt der Bedienungsanleitung begründet
keinerlei Ansprüche seitens des Käufers. Für Verbesserungsvorschläge und
Hinweise auf Fehler in der Bedienungsanleitung sind wir dankbar.
XII

Inhaltsverzeichnis
Allgemeines................................................................................................................................................... 2
Prinzip ...................................................................................................................................................... 2
Geräteaufbau ........................................................................................................................................... 2
Funktionsablauf ........................................................................................................................................ 2
Beschreibung der Bedienungselemente ....................................................................................................... 3
Bedienpanel TT 1700 ............................................................................................................................... 3
Beschreibung der Funktionen .................................................................................................................. 3
Anschlüsse, Schalter und Systemerweiterungen .......................................................................................... 6
Anschlüsse und Schalter an der Geräte-Rückseite .................................................................................6
Anschlüsse an der Geräte-Frontseite ...................................................................................................... 6
Brennermontage eines gasgekühlten WIG-Schweissbrenners ..................................................................... 7
Ausführung mit Brenner-Zentralanschluß GWZ....................................................................................... 7
Ausführung mit Fronius Brenner-Zentralanschluß F ................................................................................7
Inbetriebnahme Allgemein ............................................................................................................................. 8
Netzbetrieb ............................................................................................................................................... 8
Aufstellbestimmungen .............................................................................................................................. 8
WIG-Betriebsarten ........................................................................................................................................ 9
Allgemeines ............................................................................................................................................. 9
2-Taktbetrieb ............................................................................................................................................ 9
Spezial-2-Taktbetrieb.............................................................................................................................. 10
4-Taktbetrieb - ohne Zwischenabsenkung .............................................................................................. 11
4-Taktbetrieb - mit Zwischenabsenkung ................................................................................................ 12
Spezial-4-Taktbetrieb - Variante I ........................................................................................................... 13
Spezial-4-Taktbetrieb - Variante II / III / IV / V......................................................................................... 14
DE
Arbeiten mit den Programmebenen ............................................................................................................ 16
Einstieg in die jeweilige Programmebene .............................................................................................. 16
Ebene Voreinstellungen ---..................................................................................................................... 16
Ebene Service-Menu P1 ........................................................................................................................ 16
Ebene Codeschloss P2 .......................................................................................................................... 17
WIG-Schweissen mit Hochfrequenzzünden (HF) ....................................................................................... 18
Inbetriebnahme ...................................................................................................................................... 18
WIG-Schweissen mit Berührungszünden (ohne HF) .................................................................................. 20
Inbetriebnahme ...................................................................................................................................... 20
Elektroden-Handschweissen....................................................................................................................... 21
Inbetriebnahme ...................................................................................................................................... 21
Fernreglerbetrieb Allgemein ........................................................................................................................ 22
Allgemein ............................................................................................................................................... 22
WIG-Pulsfernregler TR 50mc ................................................................................................................ 22
WIG-Fussfernregler TR 52mc ................................................................................................................ 26
WIG-Punktierfernregler TR 51mc .......................................................................................................... 27
Fernregler TP mc ................................................................................................................................... 28
Fehlerdiagnose und -behebung .................................................................................................................. 30
Sicherheit ............................................................................................................................................... 30
Angezeigte Service-Codes ..................................................................................................................... 30
Fehlerdiagnose ...................................................................................................................................... 30
Pflege, Wartung und Entsorgung ................................................................................................................ 33
Technische Daten ........................................................................................................................................ 34
TransTig 1600 / TransTig 1700 ............................................................................................................. 34
Ersatzteilliste
Schaltplan
Fronius Worldwide
1

Allgemeines
Prinzip Der Schweißgleichrichter TransTIG 1600 / 1700 (DC), als primärgetaktete Schweißanla-
ge ausgeführt, ist eine Weiterentwicklung transistorgesteuerter Schweißanlagen und
speziell geeignet zur WIG-Hand-, und Elektroden-Handschweißung im Gleichstrombereich. Minimale Baugröße, geringes Gewicht und kleinerer Energieeinsatz sind vorteilhafte und wichtige Tatsachen sowohl in der Produktion als auch im Reparatureinsatz.
Auch ist die Up/Down-Steuerung (stufenlose Schweißstromregelung über die Brennertaste) serienmäßig integriert.
Geräteaufbau Pulverbeschichtetes Blechgehäuse, durch Kunststoffrahmen geschützt angebrachte
Bedienungselemente und Strombuchsen mit Bajonettverriegelung werden höchsten
Ansprüchen gerecht. Der Tragegurt ermöglicht einen leichten Transport sowohl innerbetrieblich als auch auf Baustellen.
Funktionsablauf Pulverbeschichtetes Blechgehäuse, durch Kunststoffrahmen geschützt angebrachte
Bedienungselemente und Strombuchsen mit Bajonettverriegelung werden höchsten
Ansprüchen gerecht. Der Tragegurt ermöglicht einen leichten Transport sowohl innerbetrieblich als auch auf Baustellen.
Betriebsbereitschaftsanzeige leuchtet
Einstellen des Schweißstromes am
Schweißstromregler - Schweißbeginn
+45°C an den Kühlkörpern -> Lüfter EIN
+40°C an den Kühlkörpern -> Lüfter AUS
+85°C am Sekundär-Kühlkörper -> Schweißstrom AUS
+80°C am Sekundär-Kühlkörper -> Schweißstrom EIN
Abb. 1 Prinzip Thermo-Sicherheitsautomatik
Thermo-
Sicherheitsautomatik
2

Beschreibung der Bedienungselemente
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-
den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende
Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
Bedienpanel
TT 1700
2143
DE
8
Beschreibung
der Funktionen
11
10
9
13
15
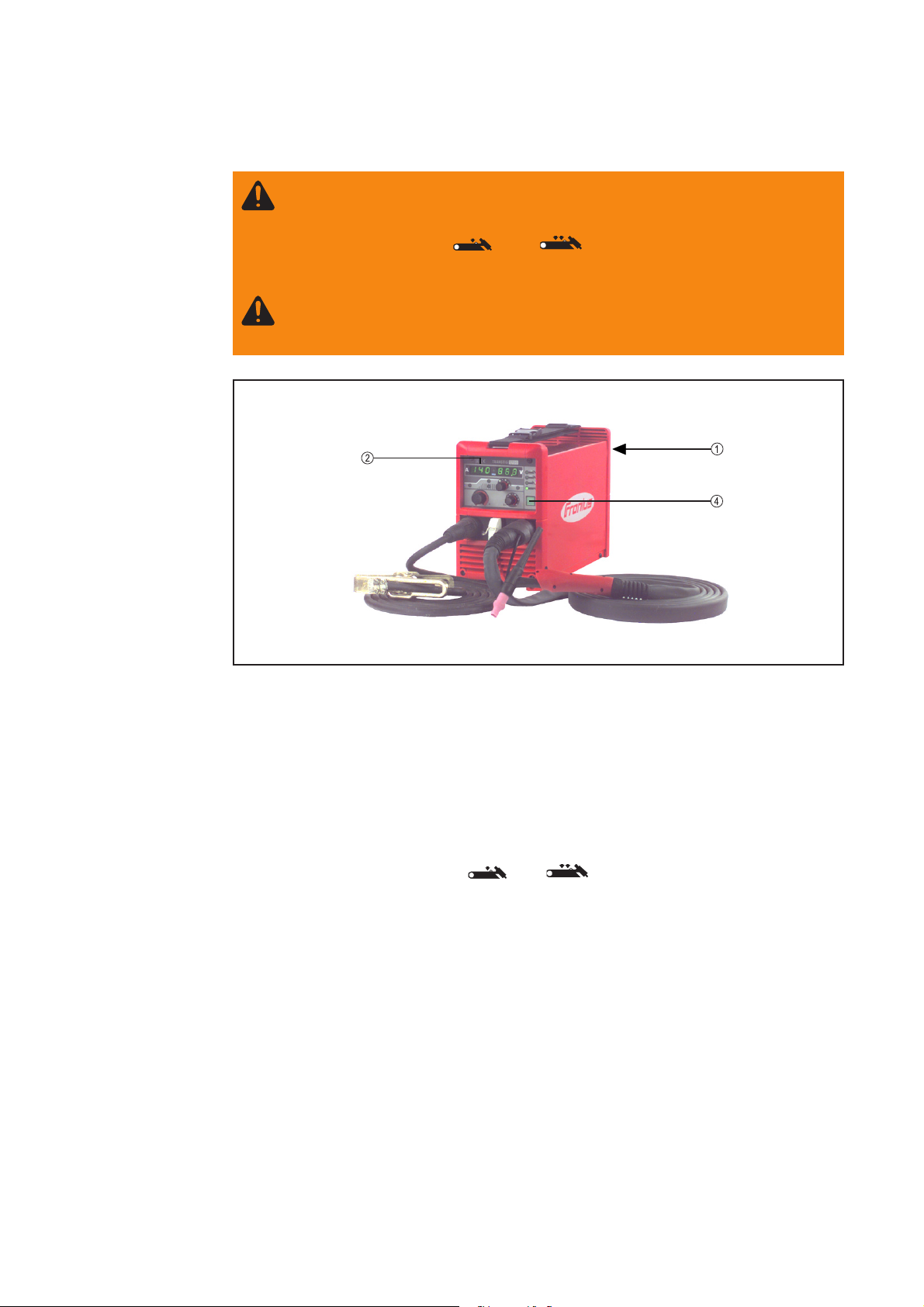
Abb. 2 Frontplatte TransTIG 1700
Pos. Funktion
(1) Netz- Hauptschalter (siehe Abb. 5)
(2) Digital-Amperemeter
Anzeige des Hauptstromes
Sollwert -> gewünschter Schweißstrom
Istwert -> tatsächlicher Schweißstrom
(3) Digital-Voltmeter
Anzeige der Schweißspannung
(4) Funktionswahltaste
7
6
5
12
4
16
a) 2-Taktbetrieb -> WIG Schweißen mit HF-Zünden
b) 4-Taktbetrieb -> WIG Schweißen mit HF-Zünden
+ c) 2-Taktbetrieb -> WIG-Schweißen mit Berührungszünden
+ d) 4-Taktbetrieb -> WIG-Schweißen mit Berührungszünden
- Lichtbogendynamik und Hotstart sind außer Betrieb
- Bei Fernregler TR 50mc, TR 51mc und TR 52mc erfolgt die Umschaltung auf
die jeweilige Betriebsart automatisch
- LED-Anzeigen (7) oder (8) bzw. (6) + (7) oder (6) + (8) leuchten
3

Beschreibung
der Funktionen
(Fortsetzung)
e) Elektroden-Handschweissen
- LED-Anzeige (5) leuchtet und Leerlaufspannung wird angezeigt
- vorgegebene Werte für Dynamik und Hot-Start gelten
- über Fernregler TPmc und internes Menü können die Parameter
verändert werden
(5) LED-Anzeige für E-Handschweissbetrieb
- Anwahl über Funktionswahltaste (4)
- die LED-Anzeige (10) für den Hauptstrom IH leuchtet nur während des
Schweißvorganges
- der Schweißstrom liegt an der Strombuchse [B],
- den Schweißstrom können Sie mit dem Hauptstromregler (15) oder dem
Regler (34) des Fernreglers TPmc einstellen
(6) LED-Anzeige für Berührungszünden
- Anwahl über Funktionswahltaste (4)
- leuchtet in Verbindung mit LED (7) oder (8)
- nach Eintasten und Werkstückberührung der Wolframelektrode erfolgt die
Zündung des Lichtbogens
- der bei Werkstückberührung fließende Kurzschlußstrom entspricht dem
Minimumstrom
Anwendung: Überall wo Hochfrequenz beim Zündvorgang Störungen verursacht
(7) LED-Anzeige für 4-Taktbetrieb
(8) LED-Anzeige für 2-Taktbetrieb
(9) LED-Anzeige Startstrom I
S
- leuchtet auf, wenn der Startstrom IS aktiv ist
(10) LED-Anzeige Hauptstrom I
H
- leuchtet auf, wenn der Hauptstrom IH aktiv ist
(11) DOWN-SLOPE oder Strom-Absenkzeit:
- stufenlos einstellbare Strom-Absenkgeschwindigkeit vom Hauptstrom auf den
Endkraterstrom I
E
Einstellbereich: von 0,1 bis 20 Sekunden
- Bei Betätigung des Down-Slope Potentiometers wird für
3 Sekunden der eingestellte Wert angezeigt
z. B.: d S L 1.0
(12) LED-Anzeige Endkrater-Strom I
E
- leuchtet auf, wenn der Endkraterstrom IE aktiv ist
(13) LED-Anzeige für WIG-Pulsschweissen
- Sobald der WIG-Pulsfernregler TR 50mc angeschlossen ist, blinkt die LED
(13) (Kapitel „WIG-Pulsfernregler TR 50mc“)
(14) LED-Anzeige "HOLD"
- ermöglicht eine nachträgliche Kontrolle der Schweißparameter
- leuchtet nach Istwertspeicherung (Prozeßende)
- Anzeige des Mittelwertes an den Digitalanzeigen (2), (3) (vor Ende eines
Schweißvorganges gemessene Werte für Schweißstrom und -spannung)
- Funktion bei Verwenden des Fußfernreglers und bei Pulsen bis 20 Hz nicht
gegeben
4

Beschreibung
der Funktionen
(Fortsetzung)
Möglichkeiten zum Löschen der HOLD-Funktion
- Brennertasterwippe in der Schweißpause betätigen
- Gerät aus- und wiedereinschalten
- Hauptstrom-Regler (15) in Schweißpause verstellen
- Funktionswahltaste (4) umschalten
- bei jedem neuen Schweißstart
(15) Hauptstrom-Regler IH = Schweißstrom
- stufenlose Einstellung im Bereich von 2 - 140 A EL, bzw. von 2 - 160 A bzw.
170 A WIG
- LED-Anzeige (10) leuchtet (nur bei Betriebsart Elektrode)
- digitales Amperemeter zeigt den Strom-Sollwert bereits im Leerlauf an,
schaltet danach auf Istwert-Anzeige um
Sollwert -> gewünschter Schweißstrom
Istwert -> tatsächlicher Schweißstrom
DE
(16) Endkraterstrom I
E
- nur im 4-Taktbetrieb möglich
- prozentuelle Einstellung des Hauptstromes
Bei Betätigung des Endkraterstrom-Potentiometers wird
für 3 Sekunden der eingestellte Wert angezeigt
- Absenkung des Schweißstromes auf den Endkraterstrom über die Brennertasterwippe
- LED-Anzeige (12) leuchtet
Folgende Parameter sind vorgegeben:
- Gasvorströmzeit .............................................. 0,4 Sek.
- Suchlichtbogen ............................................... 29% des I
H
- Up-Slope ......................................................... 1,0 Sek.
- Gasnachströmzeit stromabhängig .................. 5-15 Sek.
Sie können diese Parameter jedoch im Progammenü abändern.
5

Anschlüsse, Schalter und Systemerweiterungen
Anschlüsse an
der GeräteFrontseite
Anschlüsse und
Schalter an der
Geräte-Rückseite
Abb. 3 Ausführung mit Brenner-Zentralanschluß
GWZ
[A] WIG-Brenneranschluß
- zum Anschluß der Gas-Strom-Versorgung des Schweißbrenners
[B] (+) Strombuchse mit Bajonettverschluß
- als Massekabelanschluß bei der WIG-Schweißung
- zum Anschluß des Handelektroden -bzw. des Massekabels bei der Elektrodenhandschweißung je nach Elektrodentype
[C] Brenner Steuersteckdose
- Steuerstecker des Schweißbrenners einstecken und verriegeln
[D] (-) Strombuchse mit Bajonettverschluß
- nur bei Brenner-Zentralanschluß GWZ
- zum Anschluß des Handelektroden - bzw. des Massekabels bei der Elektrodenhandschweißung je nach Elektrodentype
Abb. 4 Ausführung mit Fronius Brenner-Zentral-
anschluß F
Abb. 5 Geräte-Rückseite
[E] Gasanschluß
- Anschlußmutter des Gasschlauches auf das Anschlußstück aufschrauben
und festziehen
[F] Netzkabel mit Zugentlastung
[G] Anschlussbuchse für Fernreglerbetrieb
- Stecker des Fernreglerkabels seitenrichtig einstecken und mit Überwurfmutter fixieren
- gewünschten Schweißstrom direkt am Fernregler einstellen
- automatische Fernreglererkennung
- bei Beschädigung des Fernreglerkabels gewährleistet die kurzschlußfeste
Versorgungsspannung der Fernregler Schutz für die Elektronik
6

Brennermontage eines gasgekühlten WIG-Schweissbrenners
DE
Ausführung mit
Brenner-Zentralanschluß GWZ
- Gummischlauchmuffe des Schweißbrenners zurückziehen
- Sechskantmutter (SW21, Gas-Stromanschluß) an geräteseitigen Brenneranschluß
[A] aufschrauben und festziehen
- Gummimuffe über die Sechskantmutter nach vor schieben
- Steuerstecker in Steckdose [C] einstecken und verriegeln
Wichtig! Technische Details und dgl. über den Brenner sowie dessen Montage, Pflege
und Wartung entnehmen Sie der jeweiligen Brenner-Bedienungsanleitung.
Steuerstecker
Steuerleitung
Gas,- Stromanschluß
Schlauchmuffe
Abb. 6 Ausführung mit Brenner-Zentralanschluß GWZ: Brenneranschluß gasgekühlt
Ausführung mit
Fronius BrennerZentralanschluß F
- Bajonettstecker des Schweißbrenners am geräteseitigen Zentralanschluß des
Schweißbrenners [A] einsetzen und durch Drehen nach rechts verriegeln
- Steuerstecker in Steckdose [D] einstecken und verriegeln
Wichtig! Technische Details und dgl. über den Brenner sowie dessen Montage, Pflege
und Wartung entnehmen Sie der jeweiligen Brenner-Bedienungsanleitung.
Steuerstecker
Steuerleitung
Gas,- Stromanschluß
Schlauchmuffe
Abb. 7 Ausführung mit Fronius Brenner-Zentralanschluß F: Brenneranschluß gasgekühlt
7

Inbetriebnahme Allgemein
WARNUNG! Elektrische Eingriffe, sowie das Auf- bzw. Ummontieren des
Netzsteckers darf nur ein geschulter Elektrofachmann durchführen.
WARNUNG! Ist das Gerät für eine Sonderspannung ausgelegt, so gelten die
technischen Daten am Geräte-Leistungsschild!
WARNUNG! Der Netzstecker muss der Netzspannung und der Stromaufnahme des Gerätes entsprechen (siehe Technische Daten)!
WARNUNG! Die Absicherung der Netzzuleitung ist auf die Stromaufnahme des
Schweißgerätes auszulegen!
WARNUNG! Das Schweißgerät nie zum Auftauen von Rohren verwenden.
Netzbetrieb
Sie können die TT1600 / TT1700 mit einer Netzspannung von 230V (+/-15% Toleranzbereich) betreiben.
195V 265V230V
Abb. 8 Toleranzbereich der Netzspannung
HINWEIS! Bei der WIG-Schweißung mit Hochfrequenz können Störungseinflüsse nach Außen auftreten. Die anliegende HF (bei berührungslosem
Zünden des Lichtbogens) kann bei ungenügend geschirmten Computeranlagen,
Rechenzentren, Robotern etc. Störungen verursachen bzw. den Ausfall dieser
Systeme zur Folge haben. Ferner können Telefonnetze, Rundfunk und Fernsehempfang gestört werden.
+15%-15%
Aufstellbestimmungen
Schutzart IP23
Das Schweißgerät ist nach Schutzart IP23 geprüft, daß heißt:
- Schutz gegen Eindringen fester Fremdkörper größer Ø 12mm
- Schutz gegen Sprühwasser bis zu einem Winkel von 60° zur Senkrechten
Betrieb im Freien
Sie können die Anlage gemäß ihrer Schutzart IP23 im Freien aufstellen und betreiben.
Die eingebauten elektrischen Teile sind jedoch vor unmittelbarer Nässeeinwirkung zu
schützen. (siehe Schutzart IP23)
Kühlluft und Staub
Die Anlage so aufstellen, daß die Kühlluft ungehindert durch die Luftschlitze ein- und
austreten kann. Die Kühlluft gelangt über Luftschlitze in den Geräteinnenteil und strömt
über inaktive Bauteile zum Lüftungsaustritt. Der Lüftungskanal stellt eine wesentliche
Sicherheitseinrichtung dar. Eine vollelektronische Thermosicherheitsautomatik steuert
den Kühlablauf (siehe Abb.1). Anfallender metallischer Staub (z.B. bei Schmirgelarbeiten) darf nicht direkt in die Anlage gesaugt werden.
Standfestigkeit
Die Schweißstromquelle kann mit einer Neigung von bis zu 15° aufgestellt werden! Bei
einer Neigung größer 15° kann die Schweißstromquelle umfallen.
8

WIG-Betriebsarten
Warnung! Fehlbedienung kann schwerwiegende Personen- und Sachschäden
verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
Allgemeines
DE
2-Taktbetrieb
- Abruf über WIG-Brennertasterwippe
- hauptsächlich zum Heftschweißen verwendet
- in Programmebene "EBENE VOREINSTELLUNGEN ---", Parameter WIG, muß die
Einstellung für StS auf "OFF" stehen
Funktionsablauf
1. Zurückziehen und Halten der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit dem Wert des eingestellten Suchlichtbogenstromes IS (bei HF
- Zünden: HF schaltet nach dem Zündvorgang selbsttätig ab)
- nach dem Zündvorgang steigt der Schweißstrom über den intern eingestellten UpSlope auf den Schweißstrom IH an
- LED (10) leuchtet
2. Loslassen der Brennertasterwippe
- Lichtbogen erlischt (mit oder ohne Stromabsenkung)
- intern eingestellte Gasnachströmzeit läuft ab
Bei Verwendung des Fußfernreglers TR 52mc schaltet die Anlage automatisch auf
2-Taktbetrieb um.
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
I
H
S
bogens mit
Zyklus-Start
Gasvorströmzeit
Zünden des Licht-
Suchlichtbogenstrom I
Abb. 9 Funktionsablauf 2-Taktbetrieb
Stromanstieg
über Up-Slope
H
Schweißen mit einge-
stelltem Hauptstrom I
9
t
E
Down-Slope auf
Endkraterstrom I
Gasnachströmzeit
Schweißende über

Spezial-2Taktbetrieb
- Abruf über WIG-Brennertasterwippe
- hauptsächlich zum Heftschweißen verwendet
- in Programmebene "EBENE VOREINSTELLUNGEN ---" (Kapitel „Arbeiten mit den
Programmebenen“), Parameter WIG, muß die Einstellung für StS auf "ON" stehen
Funktionsablauf
1. Zurückziehen und Halten der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit dem Wert des eingestellten Suchlichtbogenstromes IS (bei
HF - Zünden: HF schaltet nach dem Zündvorgang selbsttätig ab)
- Schweißstrom steigt ohne Up-Slope auf den Schweißstrom IH an
- LED (10) leuchtet
2. Loslassen der Brennertasterwippe
- Lichtbogen erlischt (ohne Stromabsenkung)
- intern eingestellte Gasnachströmzeit läuft ab
Bei Verwendung des Fußfernreglers TR 52mc schaltet die Anlage automatisch auf
2-Taktbetrieb um.
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
I
H
Zünden des
Zyklus-Start
Lichtbogens
Gasvorströmzeit
Abb. 10 Funktionsablauf Spezial-2-Taktbetrieb
H
Schweißen mit einge-
stelltem Hauptstrom I
t
Schweißende
Gasnachströmzeit
10

4-Taktbetrieb ohne Zwischenabsenkung
- im Handschweiß- oder Automatenbetrieb für fehlerfreie Schweißverbindungen
- einstellbare Parameter wie Gasvorströmung, Suchlichtbogen, Stromanstiegszeit,
Hauptstrom, Stromabsenkzeit, Endkraterstrom und Gasnachströmzeit
- in Programmebene "EBENE VOREINSTELLUNGEN ---" (Kapitel „Arbeiten mit den
Programmebenen“), Parameter WIG, muß die Einstellung für SFS auf "OFF" stehen
Funktionsablauf
1. Zurückziehen und Halten der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit dem Wert des eingestellten Suchlichtbogenstromes IS (bei
HF - Zünden: HF schaltet nach dem Zündvorgang selbsttätig ab)
- LED-Anzeige (9) leuchtet
2. Loslassen der Brennertasterwippe
- Strom steigt mit eingestellter Zeit (Up-Slope) bis zum Wert des eingestellten Hauptstromes IH (Regler 15) an.
- LED-Anzeige (10) leuchtet
3. Erneutes Zurückziehen und Halten der Brennertasterwippe
- Schweißstrom sinkt mit der eingestellten Zeit (Down-Slope, Regler 11) bis zum Wert
des eingestellten Endkraterstromes IE ab (Regler (16), Endkraterfüllung)
- LED (12) leuchtet
4. Loslassen der Brennertasterwippe
- Lichtbogen erlischt
- intern eingestellte Gasnachströmzeit läuft ab
DE
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
I
I
S
S
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
Stromanstieg über Up-Slope
H
H
Schweißen mit einge-
stelltem Hauptstrom I
Abb. 11 Funktionsablauf 4-Taktbetrieb - ohne Zwischenabsenkung
I
E
Down-Slope
Stromabsenkung über
Schweißende
Endkraterstrom
t
Gasnachströmzeit
11

4-Taktbetrieb - mit
Zwischenabsenkung
- Abruf über WIG-Brenner mit Doppeltaster-Funktion
- Zwischenabsenkung auf den Absenkstrom IE:
- Absenkmöglichkeit des Schweißstromes vom Haupt- auf den Absenkstrom I
E
und zurück, ohne den Schweißablauf zu unterbrechen
- in Programmebene "EBENE VOREINSTELLUNGEN ---" (Kapitel „Arbeiten mit den
Programmebenen“), Parameter WIG, muß die Einstellung für SFS auf "OFF" stehen
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Erneutes Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
I
S
S
Zyklus-Start
Gasvorströmzeit
Stromanstieg über
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
I
H
H
Up-Slope
Down-Slope
Schweißen mit einge-
Stromabsenkung über
stelltem Hauptstrom I
I
E
Endkraterstrom
I
H
H
Up-Slope
Stromanstieg über
Schweißen mit einge-
stelltem Hauptstrom I
I
E
Down-Slope
Schweißende
Endkraterstrom
Gasnachströmzeit
Stromabsenkung über
t
Abb. 12 Funktionsablauf im 4-Taktbetrieb - Variante I - mit Zwischenabsenkung
Wichtig!
- Stromabsenkung ohne Schweißablaufunterbrechung kann nur bei aktiviertem
Hauptstrom erfolgen
- kein Zündvorgang bei irrtümlichem Vordrücken der Brennertasterwippe im Leerlauf
12

Spezial-4-Taktbetrieb - Variante I
- ermöglicht den Abruf des 4-Taktbetriebes mit WIG-Brennern ohne DoppeltasterFunktion
- Zwischenabsenkung auf den Absenkstrom I3 (Einstellung siehe Kapitel „Arbeiten mit
den Programmebenen“)
- Absenkmöglichkeit des Schweißstromes vom Haupt- auf den Absenkstrom I
3
und zurück, ohne den Schweißablauf zu unterbrechen
- in Programmebene "EBENE VOREINSTELLUNGEN ---" (Kapitel „Arbeiten mit den
Programmebenen“), Parameter I3, kann der Absenkstrom I3 in % vom Hauptstrom
IH eingestellt werden
- in Programmebene "EBENE VOREINSTELLUNGEN ---" (Kapitel „Arbeiten mit den
Programmebenen“), Parameter WIG, muß die Einstellung für SFS auf "1" stehen
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
kurzes Drücken (Vordrücken) der Brennertasterwippe
kurzes Drücken (Vordrücken) der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
DE
I
I
I
S
S
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
H
I
3
H
Up-Slope
Stromanstieg über
Schweißen mit einge-
stelltem Hauptstrom I
3
(Setup)
Schweißen mit einge-
stelltem Absenkstrom I
Abb. mit Zwischenabsenkung
Abb. 13 Funktionsablauf im Spezial-4-Taktbetrieb - Variante I
I
H
I
E
H
Down-Slope
Schweißen mit einge-
Stromabsenkung über
stelltem Hauptstrom I
Schweißende
Endkraterstrom
Gasnachströmzeit
t
13

Spezial-4-Taktbetrieb - Variante II /
III / IV / V
- ermöglicht den Abruf des 4-Taktbetriebes mit WIG-Brennern mit DoppeltasterFunktion
- in Programmebene "EBENE VOREINSTELLUNGEN ---" (Kapitel „Arbeiten mit den
Programmebenen“), Parameter WIG, die Einstellung für SFS
- auf "2" stellen für Variante 2
- auf „3“ stellen für Variante 3
- auf „4“ stellen für Variante 4
- auf „5“ stellen für Variante 5
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
kurzes Vordrücken der Brennertasterwippe
I
I
I
S
S
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
H
I
E
H
Up-Slope
Stromanstieg über
Down-Slope
Schweißen mit einge-
stelltem Hauptstrom I
stelltem Absenkstrom
Schweißen mit einge-
Stromabsenkung über
Abb. mit Zwischenabsenkung
Up-Slope
Stromanstieg über
Abb. 14 Funktionsablauf im Spezial-4-Taktbetrieb - Variante II
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
I
H
I
H
I
E
H
Down-Slope
Schweißen mit einge-
Stromabsenkung über
stelltem Hauptstrom I
I
H
Schweißende
Endkraterstrom
Gasnachströmzeit
t
I
I
S
S
Zyklus-Start
Gasvorströmzeit
Suchlichtbogenstrom I
Stromanstieg über Up-Slope
Zünden des Lichtbogens mit
Schweißen mit einge-
stelltem Hauptstrom I
E
H
Down-Slope
Endkraterstrom
Stromabsenkung über
Stromanstieg über Up-Slope
Abb. mit Zwischenabsenkung
Abb. 15 Funktionsablauf im Spezial-4-Taktbetrieb - Variante III
14
I
E
H
Down-Slope
Schweißen mit einge-
Stromabsenkung über
stelltem Hauptstrom I
Schweißende
Endkraterstrom
Gasnachströmzeit
t

Spezial-4-Taktbetrieb - Variante II /
III / IV / V
(Fortsetzung)
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Loslassen der Brennertasterwippe
DE
I
I
S
S
Zyklus-Start
Gasvorströmzeit
Stromanstieg über
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
I
H
I
E
H
Up-Slope
Down-Slope
Schweißen mit einge-
Stromabsenkung über
stelltem Hauptstrom I
Up-Slope
Endkraterstrom
Stromanstieg über
Abb. mit Zwischenabsenkung
I
H
H
Schweißende
Schweißen mit einge-
stelltem Hauptstrom I
t
Gasnachströmzeit
Abb. 16 Funktionsablauf im Spezial-4-Taktbetrieb - Variante IV
Die Variante V (Abb. 17) ermöglicht eine Erhöhung und Verringerung des Schweißstromes ohne Up / Down Brenner.
Je länger die Brennertasterwippe während des Schweißens vorgedrückt wird, desto
weiter erhöht sich der Schweißstrom (bis zum Maximum).
Nach dem Loslassen der Brennertasterwippe bleibt der Schweißstrom konstant. Je
länger die Brennertasterwippe erneut vorgedrückt wird, desto weiter verringert sich der
Schweißstrom.
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
I
H
I
S
S
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
H
Schweißen mit einge-
stelltem Hauptstrom I
Stromanstieg über Up-Slope
H
Hauptsrom I
Stromanstieg bei
Stromabsenkung bei
Schweißen mit erhöhtem
vorgedrückter Brennertaste
Abb. 17 Funktionsablauf im Spezial-4-Taktbetrieb - Variante V
I
E
H
Down-Slope
Hauptstrom I
vorgedrückter Brennertaste
Schweißen mit verringertem
Endkraterstrom
Stromabsenkung über
t
Schweißende
Gasnachströmzeit
15

Arbeiten mit den Programmebenen
Einstieg in die
jeweilige Programmebene
Ebene Voreinstellungen ---
- Gerät bei gedrückter Taste (4) einschalten
- Es erscheint --- -> Ebene Voreinstellungen
- Brennertasterwippe solange drücken bis
1. P1 erscheint -> Ebene Service-Menü
2. P2 erscheint -> Ebene Codeschloß
3. erneut --- erscheint -> Ebene Voreinstellungen
- Taste (4) loslassen
Mit Taste (4) die Parameter anwählen und mit der Brennertasterwippe deren Wert
ändern.
Parameter werden nur entsprechend der eingestellten Betriebsart (WIG/Elektrode)
angezeigt.
Parameter Betriebsart WIG DC
GAS Gasvorströmung 0-20s.
G-L Gasnachströmung bei I
G-H Gasnachströmung bei I
2,0-26s.
min
2,0-26s.
max
UPS Up-Slope 0,1-7s.
SCU Start Current - Suchlichtbogen 0-100%
I3 Absenkstrom 0-100% von I
H
HFt HF-Periodenzeit (von 0,01s - 0,4s)
SCU Start Current - AbS vom max. Hauptstrom (160A/ 170 A)
rEL vom eingest. Hauptstrom
StS Spezial-2-Taktbetrieb ON/OFF
SFS Spezial-4-Taktbetrieb OFF/1/2/3/4/5
ELd Wolframelektrodendurchmesser (von 0-3,2mm)
PRO Programm - Abspeichern der eingestellten Parameter durch Drücken der
Brennertasterwippe
FAC Factory - Aktivieren der von Fronius voreingestellten Parameter durch
Drücken der Brennertasterwippe
Ebene ServiceMenu P1
Parameter Betriebsart Elektrode
Hti Hotstart Zeit 0,2-2s
HCU Hotstartstrom 0-100%
dYn Dynamik 0-100A
PRO Programm - Abspeichern der eingestellten Parameter durch Drücken der
Brennertasterwippe
FAC Factory - Aktivieren der von Fronius voreingestellten Parameter durch
Drücken der Brennertasterwippe
vorgegebene Parameter des Fronius-Programmes (FAC)
GAS 0,4s SCU rEL
G-L 5,0s StS OFF
G-H 15,0 SFS OFF
UPS 1,0s ELd 2,4mm
SCU 29% Hti 0,5s
I3 50% HCU 50%
HFt 0,01s dyn 30A
Service-Menü mit verschiedenen Testprogrammen
Eine ausführliche Beschreibung des Service-Menüs befindet sich in der optional erhältlichen Bedienungsanleitung „Setup-Funktionen / Error-Anzeigen“ (42,0410,0494).
16

Ebene Codeschloss P2
Das Gerät ist mit einem elektronischen Codeschloß ausgerüstet.
Fabriksmäßig ist das Codeschloß deaktiviert. Geänderte Zahlenkombinationen sollten
Sie unbedingt schriftlich vermerken. Es kann nur ein dreistelliger Code vergeben werden. Bei Neugeräten ist der Code 321.
1. Vorgangsweise
- in Ebene Codeschloß P2 einsteigen
- am Display erscheint "Cod _?_"
- aktuellen Code eingeben (bei Neugeräten ist Code 321)
- mit Regler IH (15) Ziffer einstellen
- mit Taste (4) Ziffer bestätigen
- Vorgang zweimal wiederholen bis "Cod OFF" oder "Cod ON" am Display erscheint
2. Code ändern und aktivieren
a.) am Display ist "Cod OFF" zu lesen
- mit Brennertasterwippe auf "Cod ON" stellen (weiter siehe Pkt 2b.)
b.) am Display ist "Cod ON" zu lesen
- mit Funktionstaste (4) auf "CYC __?" wechseln
CYC ... Zyklus, gibt an wie oft das Gerät eingeschaltet werden kann, ohne daß
eine Code-Eingabe erfolgen muß
- mit Brennerwippe Anzahl der Zyklen einstellen
- Funktionstaste (4) drücken bis "Cod ?--" am Display erscheint
- neuen Zahlen-Code eingeben
- mit Brennertasterwippe zwischen 0-9/A-H einstellen
- mit Funktionstaste Ziffer bestätigen
- Vorgang zweimal wiederholen bis neuer Code eingegeben ist
- Wippe drücken
- am Display erscheint "Cod _-_"
- neuen Code zur Kontrolle nochmals eingeben
- mit Regler IH (15) Ziffer einstellen
- mit Funktionstaste (4) Ziffer bestätigen
- Vorgang zweimal wiederholen bis Code eingegeben ist
- bei dritter Quittierung erfolgt eine automatische Abspeicherung des Codes
DE
HINWEIS! Bei dreimaliger falscher Codeeingabe (ERR) schaltet die Anlage
selbsttätig auf "LOC". Sie müssen die Maschine ausschalten und den gesamten
Vorgang wiederholen!
- Maschine ist schweißbereit
3. Code deaktivieren
- am Display ist "Cod ON" zu lesen
- mit Brennertasterwippe auf "Cod OFF" stellen
- mit Taste (4) auf "PRO" wechseln
- durch Drücken der Wippe ist der aktuelle Code deaktiviert
- Maschine ist schweißbereit
Wichtig! Der Code ist ab nun wieder 321!
Inbetriebnahme des Gerätes bei aktiviertem Code-Schloß
- Netzhauptschalter (1) einschalten - am Display erscheint die Aufforderung zur
Eingabe der Code-Nummer ("Cod _?_")
- mit Regler IH (15) erste Ziffer der Kombination eingeben
- mit Funktionstaste (4) Ziffer quittieren
- Vorgang noch zweimal wiederholen
- Gerät ist schweißbereit
17
WIG-Schweissen mit Hochfrequenzzünden (HF)
WARNUNG! Das eingesteckte Elekroden-Handkabel ist bei WIG-Schweißen
spannungsführend wenn:
- der Netzhauptschalter (1) eingeschaltet ist
- die Betriebsart auf oder geschaltet ist und über die Brennertaste Schweißstart gegeben wird
WARNUNG! Achten Sie darauf, daß das nicht benützte Elektroden-Handkabel
abmontiert bzw. so isoliert am Gerät befestigt ist, daß Mantelelektrode und
Elektrodenhalter keine elektrisch leitenden oder geerdeten Teile berühren.
Sicherheit
Abb. 18 Transtig 1600 / 1700 als WIG-Schweißanlage bestehend aus: Stromquelle mit Steuereinheit,
Inbetriebnahme
- Schweißbrenner mit Wolframelektrode und Gasdüse bestücken (siehe jeweilige
- Massekabel in Strombuchse [B] einstecken und verriegeln
- Gasschlauch an Anlage und Gasdruckminderer anschließen
- Netzstecker einstecken
- Netzhauptschalter (1) einschalten
- mit Funktionwahltaste (4) auf oder schalten, LED (7) bzw. (8) leuchtet
- falls nötig, Fernregler anschließen
- Wahl der Schweißparameter vornehmen (Sollwertanzeige des Hauptstromes IH über
- Gasflaschenventil durch Drehen nach links öffnen
Zünden des Lichtbogens
- bei abgeschaltetem Schweißstrom: Elektrode an Zündstelle aufsetzen, Brenner
- Schutzblende schließen
- Brennertaste betätigen
- Lichtbogen zündet ohne Werkstückberührung (siehe Abb.19b)
- Brenner in Normallage bringen (siehe Abb. 19c)
Vorteil: keine Elektroden- und Werkstückverunreinigung
Wichtig: Hochfrequenz schaltet nach dem Zündvorgang selbsttätig ab
Handschweißbrenner, Massekabel, (Gasflasche mit Druckminderer ohne Abb.)
Brenner-Bedienungsanleitung)
Amperemeter 2)
zurückneigen bis Gasdüse mit Rand auf Werkstück aufliegt und zwischen Elektrodenspitze und Werkstück 2 bis 3 mm Abstand bestehen (siehe Abb. 19a)
18

Inbetriebnahme
(Fortsetzung)
a) Gasdüse aufsetzen b) Berührungslose HF-Zündung c) Lichtbogen gezündet
DE
Abb. 19 Zünden mit Hochfrequenz
Zündüberwachung
Wird vom Schweißer nach erfolglosem Zünden oder Abreißen des Lichtbogens der
Steuerablauf (2-Takt/4-Takt) durch die Brennertaste nicht unterbrochen, kommt es durch
ständiges Austreten des Schutzgases zu ungewolltem Gasverlust. In diesem Fall unterbricht die Überwachungssteuerung den Steuerablauf nach ca. 5 Sekunden selbsttätig.
Ein erneuter Zündvorgang muß abermals über die Brennertaste eingeleitet werden.
19

WIG-Schweissen mit Berührungszünden (ohne HF)
WARNUNG! Das eingesteckte Elekroden-Handkabel ist bei WIG-Schweißen
spannungsführend wenn:
- der Netzhauptschalter (1) eingeschaltet ist
- die Betriebsart auf oder geschaltet ist und über die Brennertaste Schweißstart gegeben wird
WARNUNG! Achten Sie darauf, daß das nicht benützte Elektroden-Handkabel
abmontiert bzw. so isoliert am Gerät befestigt ist, daß Mantelelektrode und
Elektrodenhalter keine elektrisch leitenden oder geerdeten Teile berühren.
Sicherheit
Inbetriebnahme
- Schweißbrenner mit Wolframelektrode und Gasdüse bestücken (siehe BrennerBedienungsanleitung)
- Massekabel in Strombuchse einstecken und verriegeln
- Gasschlauch an Anlage und Gasdruckminderer anschließen
- Netzstecker einstecken
- Netzhauptschalter (1) einschalten
- mit Funktionswahltaste (4) auf und oder und schalten,
LED's (6) und (8) bzw. (6) und (7) leuchten
- falls nötig, Fernregler anschließen
- Wahl der Schweißparameter vornehmen (Sollwertanzeige des Hauptstromes IH über
A-Meter 2)
- Gasflaschenventil durch Drehen nach links öffnen
Zünden des Lichtbogens
- bei abgeschaltetem Schweißstrom: Elektrode an Zündstelle aufsetzen, Brenner
zurückneigen bis Gasdüse mit Rand am Werkstück aufliegt und zwischen Elektrodenspitze und Werkstück 2 bis 3 mm Abstand bestehen (siehe Abb. 20a)
- Schutzblende schließen
- Brennertaste betätigen - Schutzgas strömt
- Brenner über Düsenrand langsam aufrichten bis Elektrodenspitze das Werkstück
berührt (siehe Abb. 20b)
- Lichtbogen zündet durch Abheben des Brenners
- in Normallage schwenken (siehe Abb. 20c)
- Schweißvorgang einleiten
a) Gasdüse aufsetzen b) Zünden durch
Abb. 20 Zünden mit Berührungszünden
Werkstückberührung
20
c) Lichtbogen gezündet

Elektroden-Handschweissen
WARNUNG! Die Wolframelektrode des montierten Schweißbrenners ist
ständig spannungsführend, sobald Sie den Netzhauptschalter (1) einschalten
und auf Betriebsart schalten. Sie müssen den nicht benützten Schweißbrenner entweder abmontieren oder so isoliert am Gerät befestigen, daß die
Wolframelektrode keine elektrisch leitenden oder geerdeten Teile berührt.
Warnung! Fehlbedienung kann schwerwiegende Personen- und Sachschäden
verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
Sicherheit
DE
Inbetriebnahme
Abb. 21 Transtig 1600 / 1700 als E-Handschweißgerät bestehend aus: Stromquelle mit Steuereinheit,
Handfernregler TPmc (wahlweise) und Schweißkabeln
- Schweißkabel laut Buchsenbezeichnung in Strombuchse einstecken und durch
Drehung nach rechts verriegeln (Kabelquerschnitt 35-50mm2)
- Polarität je nach Elektrodentyp richtig wählen
- Netzhauptschalter (1) auf “1” schalten
- Funktionswahltaste (4) auf schalten, LED-Anzeige (5) und Schweißstromanzeige (10) leuchtet
- Digital-Voltmeter (3) zeigt Leerlaufspannung an
- ev. Fernregler TPmc anschließen (Dynamic u. Hot-Start einstellen)
- Schweißstrom vorwählen (Sollwertanzeige des Hauptstromes IH über A-Meter 2)
- Schweißvorgang einleiten
21
Fernreglerbetrieb Allgemein
Allgemein
WIG-Pulsfernregler TR 50mc
Eine Fernbedienung ist zweckmäßig, sobald Sie Einstellungen direkt vom Schweißplatz
aus vornehmen möchten. Durch spezielle Fernreglerkabel in den Längen von 5m bzw.
10m ist der Fernregler mit der Stromquelle elektrisch verbunden.
Folgende Fernreglertypen stehen zur Verfügung:
- E-Hand- und WIG-Fernregler ........................... TPmc
- WIG-Pulsfernregler ......................................TR50mc
- WIG-Punktierfernregler ................................ TR51mc
- WIG-Fußfernregler ....................................... TR52mc
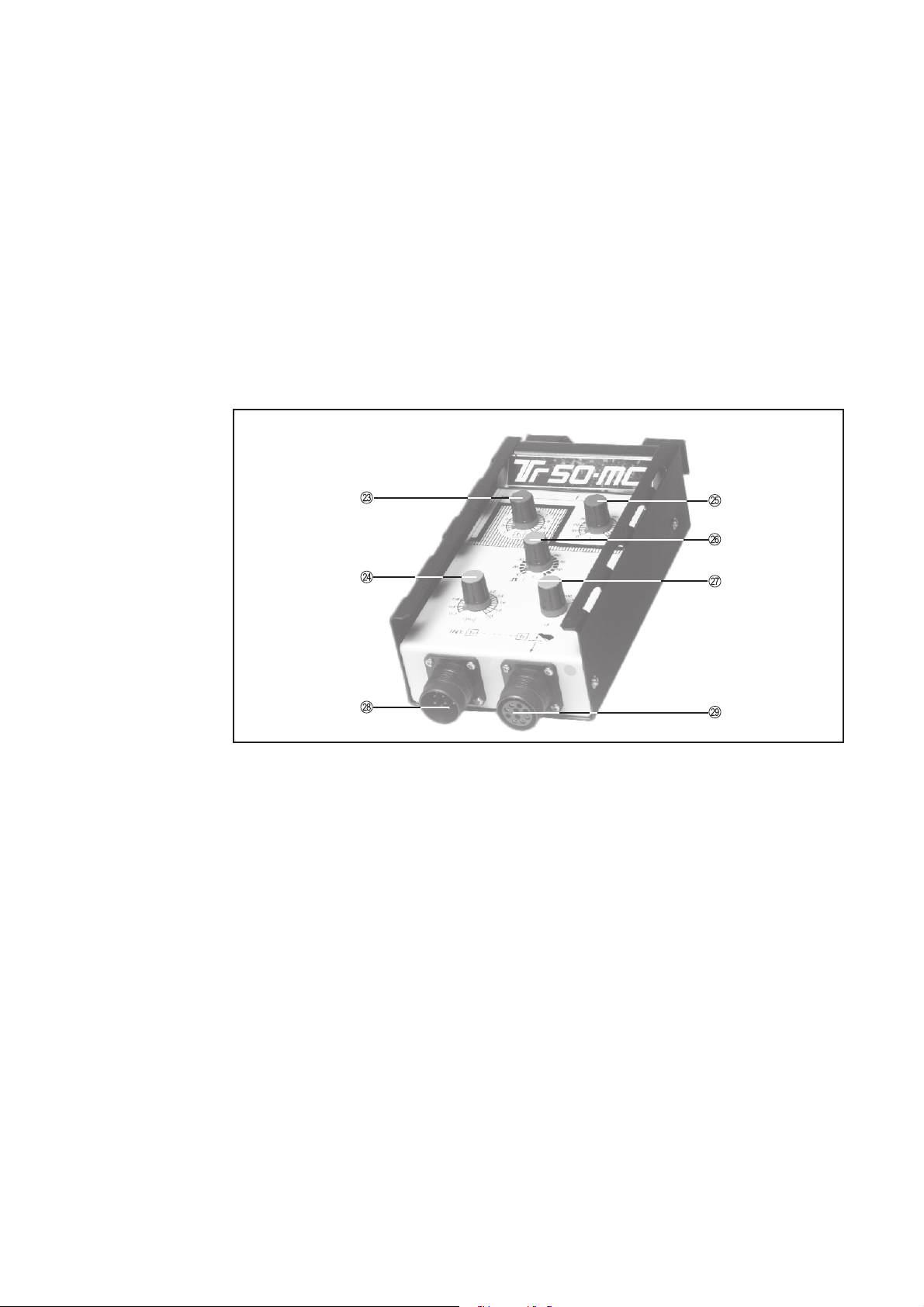
Abb. 22 WIG-Pulsfernregler TR 50 mc
Die zu Beginn der Schweißung eingestellte Stromstärke muß nicht für den gesamten
Schweißvorgang von Vorteil sein. Bei zu geringer Stromstärke wird der Grundwerkstoff
nicht genügend aufgeschmolzen; bei Überhitzung droht das flüssige Schmelzbad abzutropfen. Daher bedient man sich des pulsierenden Schweißstromes (z.B. beim Schweißen von Stahlrohren in Zwangslage). Ein verhältnismäßig niedriger Schweißstrom
(Grundstrom I2) erreicht durch steilen Anstieg einen deutlich höheren Wert (Impulsstrom
I1) und fällt je nach eingestellter Zeit (Duty-Cycle) wieder auf den Grundwert (Grundstrom I2) ab.
So werden beim Schweißvorgang kleinere Abschnitte der Schweißstelle schnell aufgeschmolzen. Auch erstarren diese schnell wieder. Der Nahtaufbau ist auf diese Weise
wesentlich einfacher zu beherrschen. Auch beim Schweißen dünner Bleche wird diese
Technik angewendet. Ein Schmelzpunkt überschneidet sich mit dem Nächsten - es
entsteht ein gleichmäßig gezeichnetes Nahtbild. Wird mit der WIG-Pulstechnik von Hand
geschweißt, erfolgt das Zusetzen des Schweißstabes in der Maximal-Stromphase (nur
möglich im niedrigen Frequenzbereich von 0,2-2 Hz).
Höhere Pulsfrequenzen werden meist im Automatenbetrieb an-gewandt und dienen
vorwiegend der Stabilisierung des Lichtbogens.
22
WIG-Pulsfernregler TR 50mc
(Fortsetzung)
Beim Pulsfernregler TR 50mc sind zwei Betriebsarten möglich.
- Impulsstromregulierung I1 am Fernregler TR 50mc
- Impulsstromverstellung I1 mit Fußfernregler TR 52mc
(23) Pulsstrom-Regler I1 (Hauptstrom)
- stufenlose Einstellmöglichkeit des Puls-Hauptstromes
(24) Pulsfrequenz-Regler f (Hz)
- stufenlose Einstellmöglichkeit der Pulsfrequenz in Abhängigkeit des vorgewählten Frequenzbereiches mittels Wahlschalter (27).
DE
(25) Grundstrom-Regler I
2
- Einstellung des Grundstromes I2 erfolgt prozentuell vom eingestellten Wert
des Pulsstromes I
1
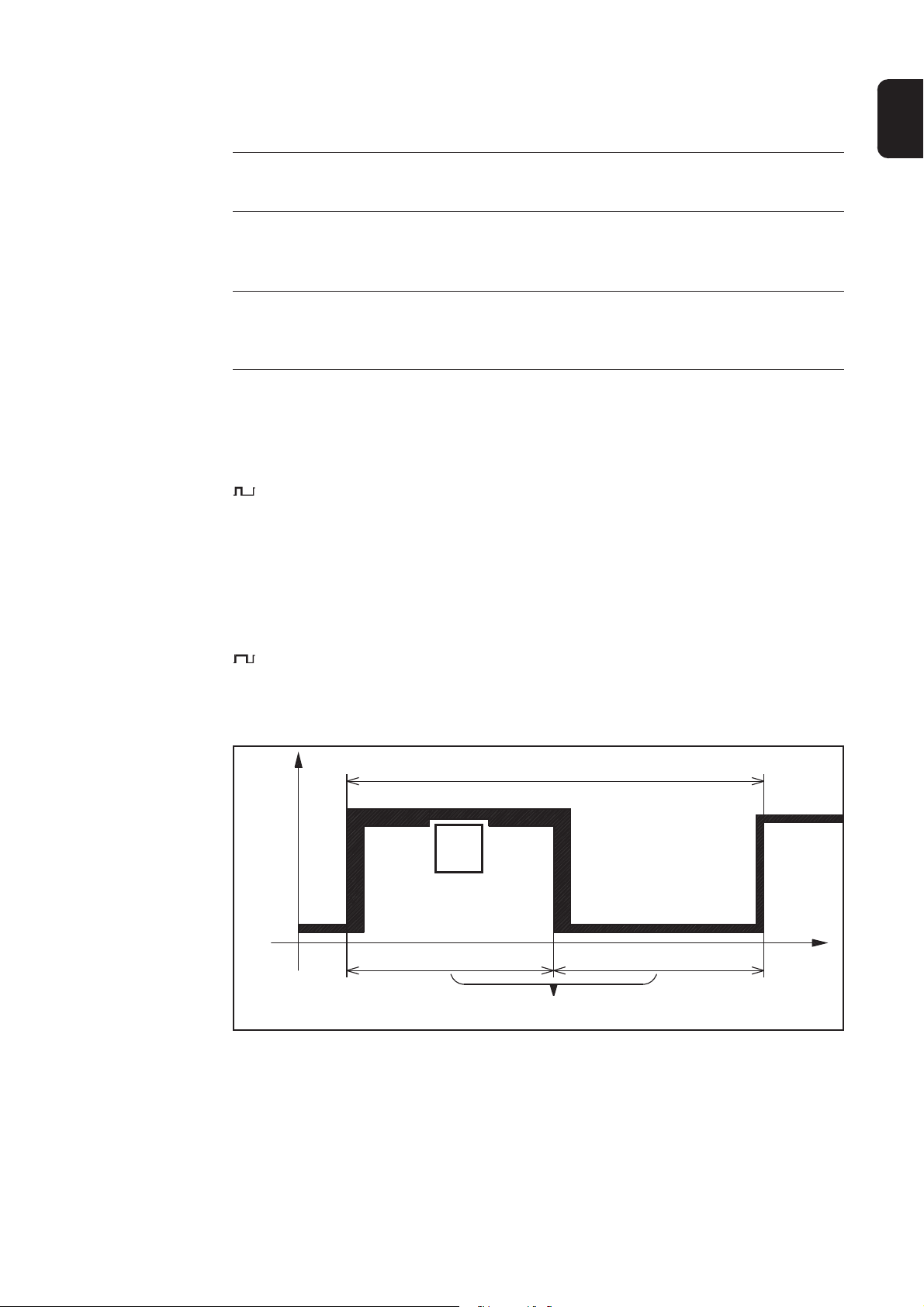
(26) Duty-Cycle-Regler %
- Einstellregler für Puls-Pausenverhältnis = prozentuelles Verhältnis zwischen
Pulsstromphase und Grundstromphase
Einstellbeispiele:
Duty-Cycle-Regler in Position "10"
- kurze Pulsstromphase von 10%
- lange Grundstromphase von 90%
- geringe Wärmeeinbringung
Duty-Cycle-Regler in Position "50" (siehe Abb.23)
- Pulsstromphase und Grundstromphase betragen je 50%
- mittlere Wärmeeinbringung
Duty-Cycle-Regler in Position "90"
- lange Pulsstromphase von 90%
- kurze Grundstromphase von 10%
- höchste Wärmeeinbringung
I
I
1
0
Abb. 23 Einstellbeispiel Duty-Cycle auf Position "50"
50% 50%
T= 1/f
(Hz)
Duty-Cycle
I
2
t
23

WIG-Pulsfernregler TR 50mc
(Fortsetzung)
(27) Frequenzbereichsschalter
Betriebsart: Pulsstromregulierung I1 mit Fernregler
- Anschlußbuchse [G] der Stromquelle mittels Fernreglerkabel mit Buchse (28) des
Fernreglers elektrisch verbinden
- Steckverbindungen seitenrichtig einstecken und Überwurfmuttern bis zum Anschlag
aufschrauben
- LED (13) an der Stromquelle blinkt
- mit Funktionswahltaste (4) gewünschte Betriebsart einstellen
- dazugehörige LED-Anzeige (5), (6), (7) oder (8) leuchtet
- Frequenzbereich mittels Bereichsschalter (27) vorwählen
(0,2-2Hz / 2-20Hz / 20-200Hz / 200-2000Hz)
- Pulsstrom I
mit dem Einstellregler (23) stufenlos einstellen
1
- Grundstrom I2 mit Einstellregler (25) prozentuell vom Pulsstrom I1 einstellen
- Duty-Cycle mit Regler (26) auswählen
- Pulsfrequenzregler (24) auf gewünschten Wert einstellen
- Anzeige des Schweißstrommittelwertes am A-Display
- Parameter für Down-Slope an der Stromquelle einstellen
Die Pulsphase beginnt beim 4-Taktbetrieb im Up-Slope bereits nach dem Loslassen der
Brennertaste. Wie aus Abb.12 ersichtlich, wird in der Absenkphase gepulst.
Wichtig! Um während des Pulsbetriebes vom Haupt- auf den Endkraterstrom schalten
zu können (ohne Unterbrechung des Schweißvorganges) verwenden Sie:
- den 4-Taktbetrieb und einen FRONIUS WIG-Brenner mit Doppeltaster-Funktion
- den Spezial-4-Taktbetrieb und einen handelsüblichen WIG-Brenner
Genauere Details zu 4-Taktbetrieb bzw. Spezial-4-Taktbetrieb befinden sich in dem
Kapitel „Beschreibung der Bedienungselemente“.
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Erneutes Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
f (Hz)
I
I
S
O
Zyklus-Start
Gasvorströmzeit
S
strom I
Zünden des
Lichtbogens mit
Suchlichtbogen-
Abb. 24 Funktionsablauf im Pulsbetrieb mit TR 50mc (4-Takt)
1
Pulsierender
Stromanstieg
über Up-Slope
I
2
Schweißen im
Pulsbetrieb
/f/Duty-Cycle
2
,I
1
I
I
E
E
Down-Slope
mit Puls über
Stromabsenkung
Schweißende
Endkraterstrom I
t
Gasnachströmzeit
24

WIG-Pulsfernregler TR 50mc
(Fortsetzung)
Betriebsart: Pulsstromregler I1 mit Fußregler TR 52mc
Besonders von Vorteil beim WIG-Handschweißen: um den Puls-Schweißstrom während
des Schweißvorganges verändern zu können (z.B. variable Materialstärke).
- Anschlußbuchse [G] der Stromquelle mittels Fernreglerkabel mit Buchse (28) des
Pulsfernreglers elektrisch verbinden
- Pulsfernregler (Anschlußbuchse 29) mit dem Fußfernregler (Buchse 30) elektrisch
verbinden
- Steckverbindungen seitenrichtig einstecken und Überwurfmuttern bis zum Anschlag
aufschrauben
- Anlage schaltet beim Anschließen des Fußfernreglers
TR 52mc auf 2-Taktbetrieb
- LED (13) an der Stromquelle blinkt
- mit Funktionswahltaste (4) gewünschte Betriebsart einstellen
- dazugehörige LED-Anzeige (5), (6) oder (8) leuchtet Betriebsart Elektrode - LED (5) - ist möglich
- Anzeige des Schweißstrommittelwertes am A-Display (keine Hold-Funktion)
- Zündvorgang durch leichtes Auftreten auf das Pedal ein-leiten
- Suchlichtbogen, Pulsstromes I1 und Endkraterstrom sind auch mit dem Fußpedal
steuerbar
- eingestellter Grundstrom I2 am TR 50mc (Regler 25) paßt sich prozentuell dem
Pulsstrom I1 an.
- den Schweißstrom können Sie durch vollständiges Entlasten des Pedales abschalten, der Schweißvorgang ist unterbrochen
- Gasnachströmzeit läuft ab
DE
Drücken des Fußpedals -> Schweißen "EIN"
Fußpedal entlastet -> Schweißen "AUS"
I
I
O
Fußpedal
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogen
Abb. 25 Funktionsablauf im Pulsbetrieb in Verbindung mit dem Fußfernregler TR52mc (2-Takt)
regelbar mit
Pulsierender
Stromanstieg
mit Minimalstrom
1
I
2
2
- I
1
I
Pulsbetrieb
Schweißen im
Pulsierende
Schweißende
Stromabsenkung
Gasnachströmzeit
regelbar mit Fußpedal
t
25

WIG-Fussfernregler TR 52mc
Oft müssen Sie, bedingt durch komplizierte Werkstückformen, die Stromstärke während
des Schweißens verändern (z.B. Reparatur von Werkzeugkanten, Ausbessern von
Schnittwerkzeugen etc.).
Für solche Arbeiten ist der Fußfernreglers TR 52mc gedacht.
Fernregleranschluß
- Anschlußbuchse [G] der Stromquelle
mittels Fernreglerkabel mit Buchse
(30) des Fernreglers elektrisch
verbinden
- Steckverbindungen seitenrichtig
einstecken und Überwurfmutter bis
zum Anschlag aufschrauben
Abb. 26 Fußfernregler TR 52mc
Funktionsbeschreibung
- Anlage schaltet beim Anschließen des Fußfernreglers TR52mc automatisch auf 2Taktbetrieb
- mit Funktionswahltaste (4) gewünschte Betriebsart wählen
- dazugehörige LED-Anzeige (5), (6) oder (8) leuchtet -Betriebsart Elektrode (LED 5)
möglich
- Anzeige des Schweißstrommittelwertes am A-Display (keine Hold-Funktion)
- Gasvorströmzeit und Gasnachströmzeit direkt an der Stromquelle einstellen
- Zündvorgang durch leichtes Auftreten auf das Pedal einleiten
- Suchlichtbogen, Hauptstrom IH und Endkraterstrom sind mit dem Fußpedal steuerbar
- Schweißstrom durch vollständiges Entlasten des Pedales abschalten - der Schweißvorgang ist unterbrochen; die Gasnachströmzeit läuft ab
Hauptstrombegrenzung
Stellen Sie intern die Maximalstrombegrenzung des Hauptstromreglers IH (15) ein. Der
Schweißstrom überschreitet beim Durchtreten des Pedales den vorgewählten Wert
nicht. Es steht immer der max. Pedalweg für den gewählten Strombereich zur Verfügung.
Drücken des Fußpedals -> Schweißen "EIN"
Stromänderung über Fußpedal
Pedal entlastet -> Schweißen "AUS"
I
O
Zyklus-Start
Gasvorströmzeit
mit Minimumstrom
Zünden des Lichtbogens
Abb. 27 Funktionsablauf mit Fußfernregler TR 52mc
I
H
mit Fußpedal
begrenzt durch
Stromabsenkung
Max. Schweißstrom,
Stromanstieg regelbar
regelbar mit Fußpedal
Hauptstromregler intern
I
H
verminderter
Schweißstrom
Gewünschter
regelbar mit Fußpedal
erneuter Stromanstieg
Schweißstrom
Schweißende
Fußpedal regelbar
Stromabsenkung über
t
Gasnachströmzeit
26
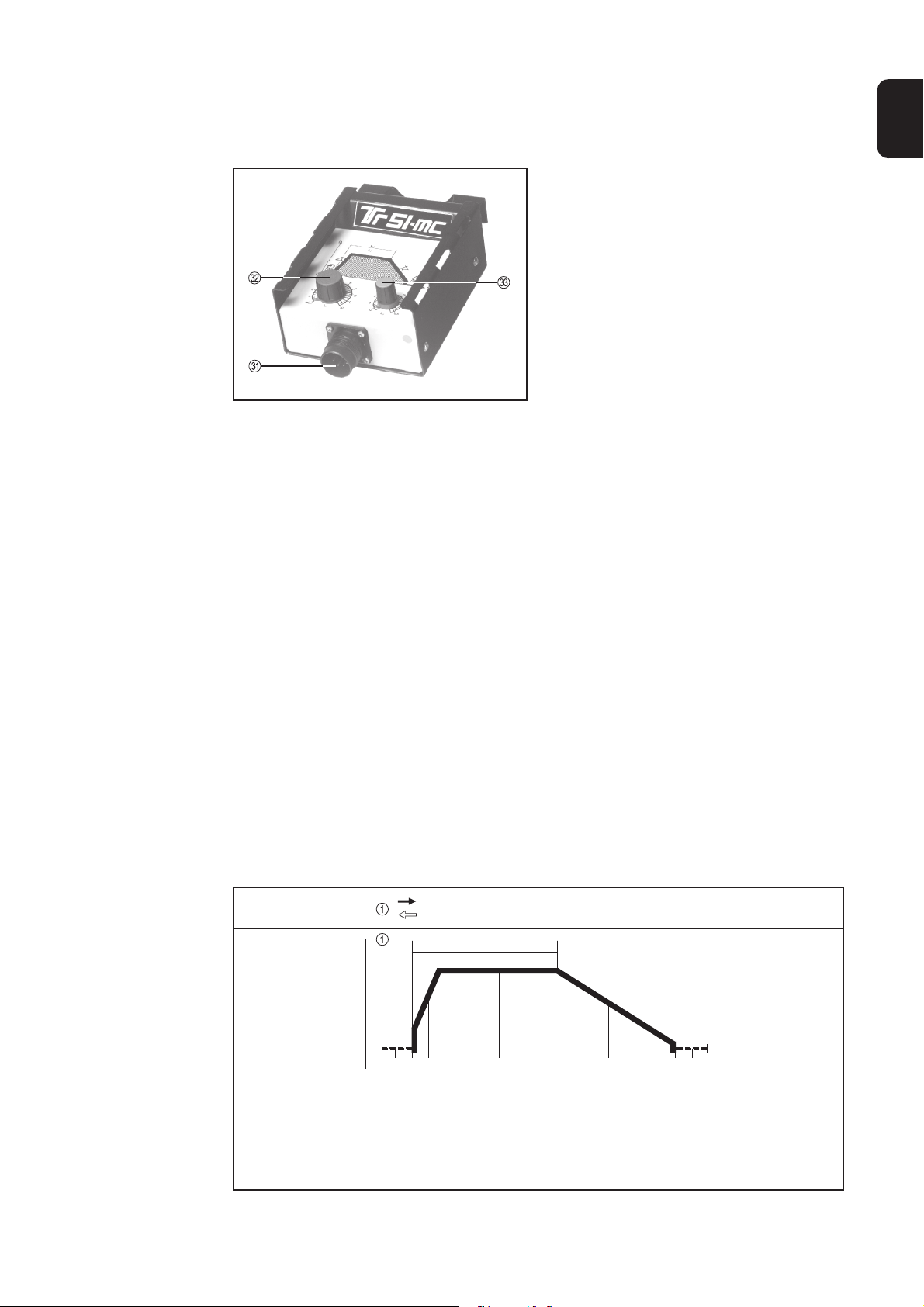
WIG-Punktierfernregler TR
51mc
Das Schweißen rostfreier Konstruktionen im Dünnblechbereich ist bedingt durch starken
Materialverzug oftmals nicht möglich. Hier kommt die Punktschweißung zur Anwendung.
Ebenso können Verbindungsstellen, welche nur einseitig zugänglich sind, nach dem
WIG-Punktverfahren problemlos bewältigen werden.
Fernregleranschluß
- Anschlußbuchse [G] der Stromquelle
mittels Fernreglerkabel mit Buchse
(31) des Fernreglers elektrisch
verbinden.
- Steckverbindungen seitenrichtig
einstecken und Überwurfmuttern bis
zum Anschlag aufschrauben.
Abb. 28 WIG-Punktierfernregler TR 51mc
Funktionsablauf
- Anlage schaltet auf 2-Taktbetrieb
- LED-Anzeige (8) leuchtet
- Stromabsenkzeit an der Stromquelle einstellen
- spezielle Punktdüse verwenden (sitzt isoliert am Konus)
- Wolframelektrode vom Düsenrand zurückgesetzt montieren (ca. 2-3mm je nach
Punktgröße)
- Punktierstrom und -zeit am Fernregler einstellen
- Brenner auf das Blech setzen und leichten Druck auf das Grundmaterial ausüben
- Punktiervorgang durch Betätigen der Brennertasterwippe einleiten (Luftspalt vermeiden)
DE
Der Punktiervorgang läuft wie folgt ab
- Zurückziehen und Loslassen der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit Suchlichtbogenstrom
- Strom steigt über den eingestellten Up-Slope auf den Wert des eingestellten
Punktierstromes an (Regler 32)
- eingestellte Punktierzeit (0,1 - 8 Sec.) läuft ab (Regler 33)
- Strom sinkt in der eingestellten Zeit über den Down-Slope (Regler 11) auf den
Endkraterstrom ab
- Gasnachströmzeit läuft ab
Wichtig! Sie können den automatischen Punktierablauf durch erneutes Zurückziehen
und Loslassen der Brennertasterwippe im Störfall unterbrechen.
Zurückziehen und
Loslassen der Brennertaste
I
O
t
H
I
H
H
H
t
Zyklus-Start
Abb. 29 Funktionsablauf mit WIG-Punktierfernregler TR 51mc
Up-Slope
Gasvorströmzeit
Stromanstieg über
Zünden des Lichtbogens
Punktzeit t
Schweißstrom I
in Verbindung mit
Punkten mit eingestelltem
27
Down-Slope
Stromabsenkung über
Schweißende
Gasnachströmzeit

Fernregler TP mc Verwenden Sie diesen Arbeitsplatzfernregler speziell für die Elektrodenhand- und WIG-
DC-Schweißung.
Abb. 30 Fernregler TPmc
(34) Schweißstrom-Regler
- stufenlose Einstellmöglichkeit des Schweißstromes
(35) Dynamik-Regler
- beeinflußt die Kurzschlußstromstärke im Moment des Tropfenüberganges
(Elektrode / Werkstück)
Bei Skalenwert “0” erhöht sich die Kurzschluß-Stromstärke im Moment des
Tropfenüberganges nicht (weicher Lichtbogen).
Anwendungsbereich: Rutil-Elektroden, Kb-Elektroden im mittleren und oberen
Stromstärkenbereich
HINWEIS! Kb-Elektroden neigen, wenn sie unterbelastet verschweißt werden,
zum Festkleben am Werkstück.
Bei Skalenwert “10” erhöht sich die Kurzschluß-Stromstärke im Moment
des Tropfenüberganges erheblich (harter Lichtbogen).
Anwendungsbereich: Kb-Elektroden (grobtropfig) sofern diese im unteren Strombereich verschweißt werden (Steignaht, Kantenauftragung, Wurzel usw.).
Wichtig! Mit Erhöhung der Einstellwerte am Dynamikregler ergeben sich bei Rutil, Kb- und Sonderelektroden folgende Merkmale:
- gutes Zündverhalten
- Verminderung von Schweißaussetzern
- geringes Festbrennen
- gute Wurzelerfassung
- fallweise etwas mehr Spritzer
- Gefahr des “Durchfallens” bei der Dünnblechschweißung
28

Fernregler TP mc
(Fortsetzung)
Diese Symptome treffen für feintropfige Elektroden (Ti) eher nicht zu, da der Werkstoffübergang beinahe kurzschlußfrei erfolgt.
DE
V
60
50
40
30
20
10
0
Abb. 31 Beeinflussung der Konstantstromkennlinie durch den Dynamikregler (35) im Kurzschlussmoment.
Eingestellter Schweißstrom: 100 A
50 150 200 250
DYNAMIKREGLER
100
5
100
A
(36) Hot-Start-Einstellregler
- nur wirksam während der Zündphase der Elektrode
- verbesserte Zündeigenschaften auch bei schwer zündbaren Elektroden
- besseres Aufschmelzen des Grundmaterials in der Zündphase, daher weniger Kaltstellen
- Vermeidung von Schlackeeinschlüssen
- prozentuelle Addition zum eingestellten Schweißstrom
A
200
100%
150
50
HOT-START
100
0
0 1.0 t sec
Abb. 32 Zündphase mit HOT-START; Eingestellter Schweißstrom: 100A
Wichtig! Der Hot-Start Gesamtstrom wird durch den Maximalstrom der Anlage begrenzt.
Fernregleranschluss
- Anschlußbuchse [G] der Stromquelle mittels Fernreglerkabel mit Buchse des
Handfernreglers elektrisch verbinden.
- Steckverbindungen seitenrichtig einstecken und Überwurfmuttern bis zum Anschlag
aufschrauben
- Funktionswahltaste (4) in die für die Betriebsart richtige Position schalten
Schweißen ohne Fernregler
Die Parameter für Hot-Start und Dynamik sind im Gerät auf einen Mittelwert eingestellt.
29

WARNUNG! Ein Elektroschock kann tödlich sein. Vor Öffnen des Gerätes
- Netzschalter in Stellung „O“ schalten
- Gerät vom Netz trennen
- ein verständliches Warnschild gegen Wiedereinschalten anbringen
- mit Hilfe eines geeigneten Messgerätes sicherstellen, dass elektrisch
geladene Bauteile (z.B. Kondensatoren) entladen sind
VORSICHT! Unzureichende Schutzleiterverbindung kann schwerwiegende
Personen- und Sachschäden verursachen. Die Gehäuse-Schrauben stellen
eine geeignete Schutzleiterverbindung für die Erdung des Gehäuses dar und
dürfen keinesfalls durch andere Schrauben ohne zuverlässige Schutzleiterverbindung ersetzt werden.
Fehlerdiagnose und -behebung
Sicherheit
Angezeigte
Service-Codes
Fehlerdiagnose
Erscheint eine hier angeführte Fehlermeldung an den Anzeigen ist der Fehler nur durch
den Servicedienst zu beheben. Notieren Sie die angezeigte Fehlermeldung sowie
Seriennummer und Konfiguration der Stromquelle und verständigen Sie den Servicedienst mit einer detaillierten Fehlerbeschreibung.
Fehler wird vom Print TMS16 gemeldet
Err 002 Thermofühler-Kurzschluß
Err 003 Thermofühler-Unterbrechung
Err 006 Isoll-Kompensation-Fehler
Err 007 RAM-Zugriffs-Fehler
Err 008 SEEPROM-Zugriffs-Fehler
Err 009 sek. Überspannungs-Fehler
Err 012 ADC Offset-Fehler
Err 013 ADC Gain-Fehler
Err 017 primär Überstrom-Fehler
Err 018 Versorgungsspannungs-Fehler (+5V, +15V)
Err 021 Stack-Overflow
U-P primär Überspannung
1. Gerät hat keine Funktion
Netzhauptschalter eingeschaltet, jeweilige Betriebszustands-Led leuchtet nicht, Digitalanzeigen leuchten nicht
Ursache: Netzzuleitung unterbrochen, Netzstecker nicht eingesteckt
Behebung: Netzzuleitung überprüfen, eventuell Netzspannung kontrollieren
Ursache: Netzsicherung defekt
Behebung: Sicherung wechseln
Ursache: Netzsteckdose oder -stecker defekt
Behebung: defekte Teile austauschen
30

Fehlerdiagnose
(Fortsetzung)
2. Kein Eintasten mit Brennertasterwippe möglich
Netzhauptschalter eingeschaltet, jeweilige Betriebszustands-Led leuchtet, Digitalanzeigen leuchten, Led-Anzeigen (9), (10), (12) leuchten nicht beim Eintasten
Ursache: Brenner-Steuerstecker nicht eingesteckt oder Steckverbindung defekt
Behebung: Steuerstecker einstecken und verriegeln, Steckverbindung überprüfen,
ggf. wechseln
Ursache: Brennertasterwippe (Microschalter) oder Brenner-Steuerleitung defekt
Behebung: Brenner reparieren bzw. austauschen
Ursache: Power on Resetzeit (10 Sek.) nach dem Einschalten noch nicht abgelaufen
Behebung: nach Einschalten des Netzhauptschalters ca. 10 Sek. warten, dann
Schweißung beginnen
3. Kein Schweißstrom
Netzhauptschalter eingeschaltet, jeweilige Betriebszustands-Led leuchtet, Digitalanzeigen leuchten, Led-Anzeigen (9), (10), (12) leuchten beim Eintasten. HF und Schutzgas
sind vorhanden
Ursache: Massekabel nicht angeschlossen
Behebung: Masseverbindung zum Werkstück herstellen
Ursache: Massekabel in falsche Strombuchse gesteckt
Behebung: Massekabel in Buchse einstecken
DE
Ursache: Schweißbrenner defekt
Behebung: Brenner wechseln
Ursache: Kurzschluß im Schweißstromkreis bei EL-Betrieb (länger als 1sec)
Behebung: Kurzschluß im Schweißstromkreis beheben
4. Kein Schweißstrom
Netzhauptschalter (1) eingeschaltet, jeweilige Betriebszustands-Led leuchtet, Digitalanzeigen (2) und (3) zeigen t - S z.B.: 8 1 °C (Übertemp. Sek.) an
Ursache: ED überschritten od. Lüfter defekt (Anzeige zeigt Sek. Temperatur an) t - S
Behebung: Gerät abkühlen lassen -> nicht ausschalten, Lüfterlauf kontrollieren
Ursache: Kühlluftzufuhr unzureichend
Behebung: für ausreichende Luftzufuhr sorgen
Ursache: Leistungsteil stark verschmutzt
Behebung: Gerät mit trockener Preßluft ausblasen
5. Lichtbogen reisst bei E-Handschweißung fallweise ab
Ursache: zu hohe Brennspannung der Elektrode
Behebung: falls möglich Alternativelektrode verwenden
6. Kein Schutzgas
alle anderen Funktionen vorhanden
Ursache: Gasflasche leer
Behebung: Gasflasche wechseln
Ursache: Gasdruckminderer defekt
Behebung: Gasdruckminderer tauschen
Ursache: Gasschlauch nicht montiert oder schadhaft
Behebung: Gasschlauch montieren oder wechseln
Ursache: Schweißbrenner defekt
Behebung: Brenner wechseln
31

WARNUNG! Müssen Sicherungen gewechselt werden, sind diese durch
gleiche Werte zu ersetzen. Bei Verwendung zu starker Sicherungen erlischt der
Garantieanspruch nach eventuellen Folgeschäden!
Fehlerdiagnose
(Fortsetzung)
Ursache: Gasmagnetventil defekt
Behebung: Gerät zum Service
7. Keine Gasnachströmung
Wolframelektrode verfärbt sich nach dem Schweißende
Ursache: Gasnachströmzeit zu kurz eingestellt
Behebung: Gasnachströmzeit über interne Pro-grammparameter verlängern (Zeit ist
von der Höhe des Schweißstromes abhängig)
8. Lichtbogen zündet schlecht
Ursache: Gasvorströmzeit zu kurz eingestellt
Behebung: Gasvorströmzeit verlängern
Ursache: Hochfrequenz zu schwach
Behebung: siehe Fehlersuchhilfe Punkt 9
Ursache: Wolframelektrode auflegiert oder Spitze beschädigt
Behebung: Wolframelektrode neu anspitzen
Ursache: Wolframelektrode unterbelastet
Behebung: Elektrode der jeweiligen Stromstärke anpassen (Suchlichtbogenstrom
muß Durchmesser auch entsprechen)
Ursache: Gasdüse verschmutzt; HF springt über die Gasdüse auf das Werkstück
über
Behebung: neue keramische Gasdüse verwenden
Ursache: Gasdüse für den verwendeten Elektrodendurchmesser zu klein
Behebung: größere Gasdüse verwenden
Ursache: Schweißbrenner beschädigt: Brennerkörper, Schutzschlauch usw. schad-
haft
Behebung: beschädigte Teile wechseln oder Brenner austauschen
9. HF zu schwach
Ursache: kein bzw. zu wenig Schutzgas
Behebung: siehe Fehlersuchhilfe Punkt 6
10. Fernregler hat keine Funktion
(alle anderen Funktionen vorhanden)
Ursache: Fernreglerkabel falsch angeschlossen
Behebung: Fernreglerkabel seitenrichtig einstecken
Ursache: Fernregler bzw. Fernreglerkabel defekt
Behebung: Fernregler bzw. Fernreglerkabel tauschen
Ursache: 10-polige Fernreglerbuchse defekt
Behebung: Fernreglerbuchse austauschen
32

Pflege, Wartung und Entsorgung
WARNUNG! Ein Elektroschock kann tödlich sein. Vor Öffnen des Gerätes
- Netzschalter in Stellung „OFF“ schalten
- Gerät vom Netz trennen
- ein verständliches Warnschild gegen Wiedereinschalten anbringen
- mit Hilfe eines geeigneten Messgerätes sicherstellen, dass elektrisch
geladene Bauteile (z.B. Kondensatoren) entladen sind
DE
Allgemeines
Bei jeder Inbetriebnahme
Die Stromquelle benötigt unter normalen Betriebsbedingungen nur ein Minimum an
Pflege und Wartung. Das Beachten einiger Punkte ist jedoch unerlässlich, um die
Schweißanlage über Jahre hinweg einsatzbereit zu halten.
- Netzstecker und Netzkabel sowie Schweißbrenner, Verbindungsschlauchpaket und
Masseverbindung auf Beschädigung prüfen
- Prüfen, ob der Rundumabstand des Gerätes 0,5 m (1.6 ft.) beträgt, damit die
Kühlluft ungehindert zuströmen und entweichen kann
HINWEIS! Zusätzlich dürfen die Lufteintritts- und Austrittsöffnungen keinesfalls
verdeckt sein, auch nicht teilweise.
Alle 2 Monate
Alle 6 Monate
Entsorgung
- Falls vorhanden: Luftfilter reinigen
- Geräteseitenteile demontieren und das Geräteinnere mit trockener, reduzierter
Druckluft sauberblasen
HINWEIS! Gefahr der Beschädigung elektronischer Bauteile. Elektronische
Bauteile nicht aus kurzer Entfernung anblasen.
- Bei starkem Staubanfall auch die Kühlluftkanäle reinigen
Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmungen
durchführen.
33

Technische Daten
TransTig 1600 /
TransTig 1700
TransTig 1600 TransTig 1700
Netzspannung 1 x 230 V 1 x 230 V
Netzspannungstoleranz +/- 15 % +/- 15 %
Netzfrequenz 50 / 60 Hz 50 / 60 Hz
Netzabsicherung träge 16 A 16 A
Scheinleistung 50% ED* 7,0 kVA 6,2 kVA
100% ED* 3,7 kVA 5,0 kVA
Cos phi 100 A 0,99 -
120 A - 0,99
Wirkungsgrad 50 A 90 % -
80 A - 89 %
Schweißstrombereich WIG 2 - 160 A 2 - 170 A
EL 2 - 140 A 2 - 140 A
Schweißstrom WIG
10 min/40°C (104°F) 35% ED* 160 A 170 A
10 min/40°C (104°F) 60% ED* - 135 A
10 min/40°C (104°F) 100% ED* 110 A 120 A
Schweißstrom EL
10 min/40°C (104°F) 50% ED* 140 A 140 A
10 min/40°C (104°F) 100% ED* 100 A 115 A
genormte Arbeitsspannung
WIG 10,1 - 16,4 V 10,1 - 16,8 V
Elektrode 20,1 - 25,6 V 20,1 - 25,6 V
Leerlaufspannung 230 V 45 V DC 92 V DC
Isolationsklasse B B
Schutzart IP 23 IP 23
Kühlung AF AF
Prüfzeichen S, CE S, CE
*Einsatzdauer
34

Ersatzteilliste
DEENFRITESPT-BRNLNOCSRUSKSVTR
Schaltplan
Spare Parts List
Circuit Diagram
Liste de pièces de rechange
Schéma de connexions
Lista parti di ricambio
Schema
Lista de repuestos
Esquema de cableado
Lista de peças sobresselentes
Esquema de conexões
Onderdelenlijst
Bedradingsschema
Reservdelsliste
Koblingsplan
Seznam náhradních dílù
Schéma zapojení
Список запасных частей
Электрическая схема
Zoznam náhradných dielov
Schéma zapojenia
Reservdelslistan
Kopplingsschema
ud_fr_st_tb_00149 012012
Parça Listesi
Baðlantý þemasý
Czyszczenie palnika
PL
Schemat po³¹czeñ

TransTig 1600 G/Z 4,075,089
TransTig 1600 G/F 4,075,089,636
TransTig 1700 G/Z 4,075,115
TransTig 1700 G/F 4,075,115,636
TransTig 1700 G/F/US 4,075,115,800
42,0406,0295
45,0200,1103
* gewünschte Länge angeben
* Specify the length required
* Indiquer la longueur désirée
* Indicar la longitud deseada
* Indicare la lunghezza desiderat
* indicar o comprimento desejado
* uved'te požadovanou délku
43,0004,0519
43,0004,1993 - US
43,0002,0295
4,070,748 - BSV16
4,070,548,Z - BPS16
43,0001,0600
42,0409,2819
43,0001,3252
42,0406,0102
42,0406,0133
12,0405,0184
BSV16
BPS16
41,0012,0047
41,0003,0267
33,0010,0308
43,0006,0153
43,0030,0021
43,0001,1144
HF66
42,0409,2530
42,0409,2987 - US
TMS16
42,0300,0648
32,0405,0183
43,0004,1670
BE2,0200,9088
42,0001,3541 - US
43,0013,0015
42,0407,0284
40,0001,0310 - *
4,070,549 - TMS16
4,070,708,Z - HF66
ZF
33,0005,0451
42,0409,2531
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,001,603
42,0407,0273
33,0005,0485
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,100,423
42,0409,2981
42,0407,0273
TransTig 1600 / 1700
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00156 012004
1/1
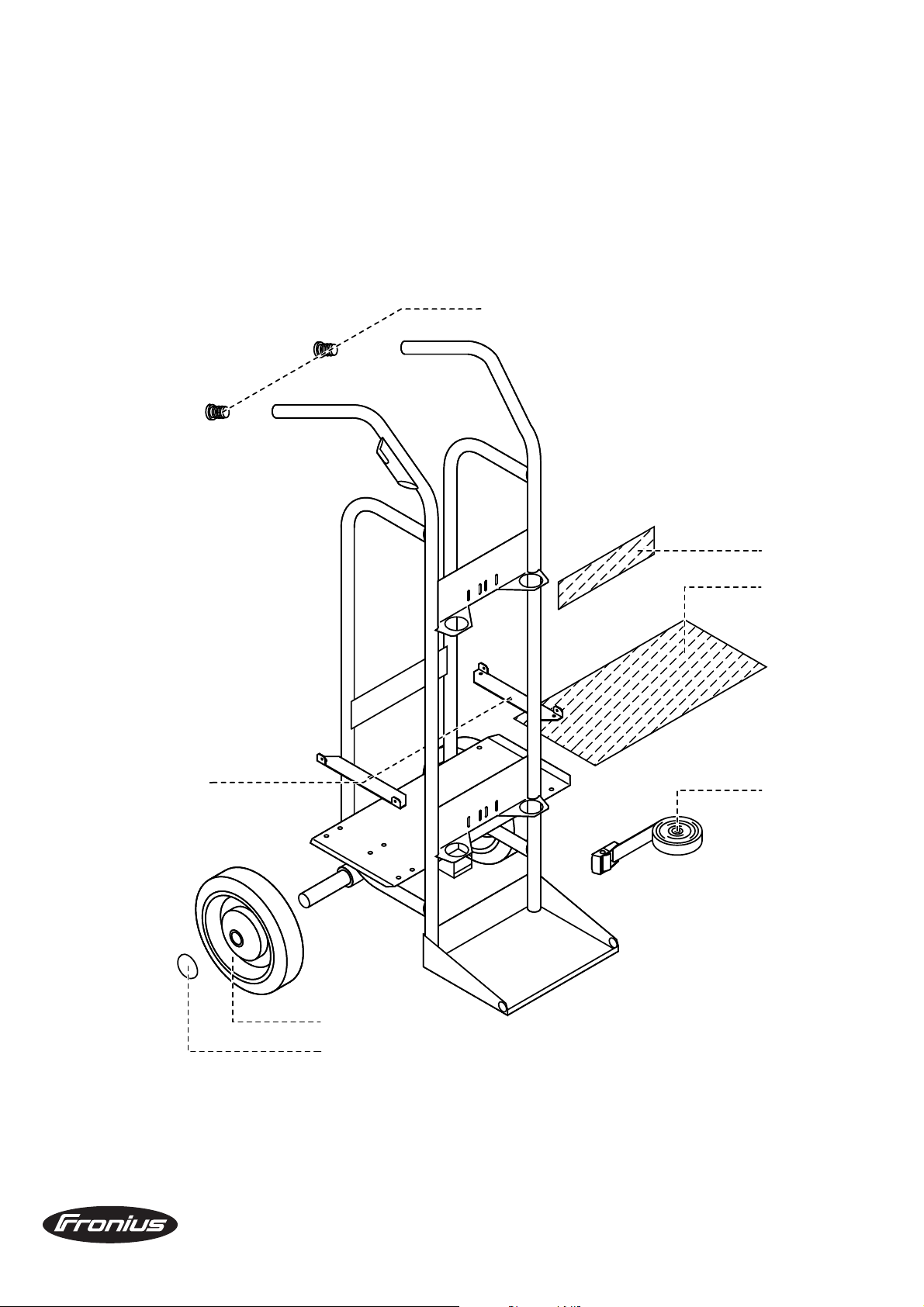
Carriage Easy- LT 4,045,917
42,0402,0215
BP2,0200,9218
42,0300,1583
42,0300,2619
42,0406,0293
44,0001,0042
44,0001,0105
Carriage Easy- LT
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_so_00701 012003
1/1



FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...