


TransTig 1600
TransTig 1700
Manual de instruções
P
Lista de peças sobresselentes
Fonte de alimentação WIG
42,0426,0023,PT 003-08112013
42,0426,0023,PT 012006


Estimado leitor
Introdução
Agradecemos-lhe a confiança que depositou em nós e felicitamo-lo por ter adquirido
este produto Fronius de primeira qualidade. Estas instrução de uso ajudá-lo-ão a familiarizar-se com a sua tradução. A partir da leitura atenta das instruções ficará a conhecer
as diversas possibilidade de utilização do seu produto Fronius. Só assim poderá aproveitar ao máximo as suas múltiplas vantagens.
Respeite também as normas de segurança e garanta uma maior segurança no local de
utilização do produto. Um manuseamento cuidadoso do produto contribuirá para um
aumento da durabilidade e fiabilidade da sua utilização. Tratam-se de requisitos importantes para alcançar resultados extraordinários.
ud_fr_st_et_00521 012004


Normas de segurança
PERIGO!
ALERTA!
CUIDADO!
AVISO!
Importante!
„PERIGO!“ significa um perigo iminente. Se não for evitado, as conse-
quências serão a morte ou ferimentos muito graves.
„ALERTA!“ significa uma situação potencialmente perigosa. Se não for
evitada, as consequências podem ser a morte ou ferimentos muito graves.
„CUIDADO!“ significa uma situação possívelmente prejudicial. Se não for
evitada, as consequências podem ser ferimentos ligeiros ou também
danos materiais.
„AVISO!“ significa o perigo de maus resultados do trabalho e possíveis
danos no equipamento.
„Importante!“ significa indicações relevantes à utilização e outras informações excepcionalmente úteis. Não se trata de uma palavra de advertência para uma situação
prejudicial ou perigosa.
Quando ver um dos símbolos indicados nas normas de segurança, deverá prestar uma
atenção especial.
PT
Generalidades
O aparelho foi fabricado de acordo com o mais recente nível tecnológico e
os regulamentos técnicos de segurança reconhecidas. Apesar disso a sua
operação ou uso incorrecto representam risco para
- a saúde e a vida do utilizador ou de terceiros,
- o aparelho e outros bens materiais do proprietário,
- o trabalho eficiente com o aparelho.
Todas as pessoas envolvidas na colocação em serviço, operação, manutenção e conservação do aparelho têm de
- possuir qualificação adequada,
- possuir conhecimentos sobre soldadura e
- ler inteiramente e respeitar rigorosamente as presentes instruções de
serviço.
As instruções de serviço devem ser sempre quardadas no local de utilização do aparelho. Para completar as instruções de serviço devem ser postas
à disposição e respeitadas as normas gerais como também as normas
locais para evitar acidentes e da protecção do ambiente.
Todas as indicações de segurança e de perigo no aparelho
- devem ser mantidas em estado legível
- não devem ser danificadas, nem removidas
- não devem ser tapadas nem cobertas com autocolantes nem pintadas.
As posições das indicações de segurança e de perigo no aparelho podem ser
vistas no capítulo „Generalidades“ das instruções de serviço do aparelho.
Eliminar anomalias que possam prejudicar a segurança antes de ligar o
aparelho.
Trata-se da sua segurança!
I
ud_fr_st_sv_00470 012013

Utilização correcta
O aparelho deverá ser exclusivamente utilizada para trabalhos no âmbito de
uma utilização segundo a finalidade a que se destina.
O aparelho é adequado exclusivamente para o processo de soldadura,
indicado na chapa indicadora de potência.
Uma outra utilização ou uma utilização além da acima indicada é considerada como incorrecta. O fabricante não se responsabiliza para danos daí
resultantes.
No conceito de utilização correcta também se insere
- a leitura completa e o cumprimento de todas as indicações constantes
do manual de instruções
- a leitura completa e o cumprimento de todas as indicações de segurança e de perigo
- a realização dos trabalhos de inspecção e de manutenção
Nunca utilizar o aparelho para as seguintes utilizações:
- descongelar tubos
- carregar baterias/acumuladores
- arrancar motores
O aparelho foi concebido para ser utilizado na indústria. O fabricante não se
responsabiliza por danos decorrentes da utilização a nível doméstico.
O fabricante não se responsabiliza igualmente por resultados de trabalho
deficientes ou incorrectos.
Condições do
ambiente
Deveres do
proprietário da
máquina
O funcionamento e o armazenamento do aparelho fora da gama indicada são
considerados como incorrectos. O fabricante não se responsabiliza por danos
daí decorrentes.
Gama de temperaturas do ar ambiente:
- durante o funcionamento: - 10 °C a + 40 °C (14 °F a 104 °F)
- durante o transporte e o armazenamento: - 25 °C a + 55 °C (-13 °F a 131 °F)
Humidade reltiva do ar:
- até 50 % a 40 °C (104 °F)
- até 90 % a 20 °C (68 °F)
Ar ambiente: isento de poeiras, ácidos, gases ou substâncias corrosivas, etc.
Altitude acima do nível do mar: até 2000 m (6500 ft)
O proprietário da máquina compromete-se a deixar trabalhar na fonte de
alimentação apenas pessoas
- familiarizadas com as normas básicas sobre segurança no trabalho e
protecção de acidentes e com competência para manipular a fonte de
alimentação
- que tenham lido e compreendido o capítulo de segurança e as advertências constantes deste manual de instruções, confirmando-o por meio
de assinatura
- que receberam a formação em conformidade com as exigências dos
resultados de trabalho
ud_fr_st_sv_00470 012013
Verificar regularmente se o pessoal está ciente das normas de segurança
no trabalho.
II

Deveres do
pessoal
Todas as pessoas encarregues de trabalhos no aparelho comprometem-se
a, antes do início do trabalho,
- respeitar as normas básicas de segurança no trabalho e prevenção de
acidentes
- ler o capítulo „Normas de Segurança“ e as advertências constantes
deste manual de instruções e confirmar por meio de assinatura que as
compreenderam e que as irão respeitar.
Antes de deixar o local de trabalho, deve ser assegurado que mesmo
durante a ausência não possam ocorrer danos pessoais ou materiais.
Ligação à rede Os aparelhos com potência elevada podem ter influência na qualidade da
rede, devido ao seu consumo de energia.
Este facto pode afectar alguns tipos de aparelhos das seguintes formas:
- limitações nas ligações
- requisitos relativos à impedância de rede máxima permitida
- requisitos relativos à potência de curto-circuito mínima necessária
*
Para a interface com a rede pública
*
*
Ver Características técnicas
Neste caso, o operador ou o utilizador do aparelho deve assegurar que
pode ligar de facto o aparelho, contactando, se necessário, a respectiva
companhia de electricidade.
PT
Equipamento de
protecção pessoal
Durante a soldadura os perigos são numerosos como, por exemplo:
- lançamento de faíscas e de peças quentes de metal
- radiação ultra violeta nocíva aos olhos e à pele
- campos electromagnéticos prejudiciais, que podem significar um perigo
de vida para os portadores de pacemaker
- risco eléctrico proveniente de correntes de rede e de soldadura
- elevada poluição sonora
- fumos de soldadura e gases nocivos
As pessoas encarregues de trabalhos na peça durante a soldadura devem
utilizar vestuário de protecção adequado com as caracterísicas seguintes:
- dificilmente inflammável
- isolante e seco
- cobrindo todo o corpo, não danificado e em bom estado
- capacete de protecção
- calças sem dobras
III
ud_fr_st_sv_00470 012013

Equipamento de
protecção pessoal
(Continuação)
Como vestuário de protecção incluem-se também:
- Proteger os olhos e a face contra radiação ultravioleta, calor e lançamento de faíscas por meio de viseira com filtro conforme as disposições.
- por detrás da viseira devem ser utilizados óculos com protecção lateral
conforme as disposições.
- utilizar calçado robusto e isolante inclusive sobre piso molhado
- Proteger as mãos com luvas adequadas (isolantes contra a corrente
eléctrica e o calor).
- Para reduzir a poluição sonora e para proteger contra ferimentos utilizar
protecção para os ouvidos.
Manter afastadas as pessoas, em especial crianças, durante a operação
dos aparelhos e do processo de soldadura. Em caso de se encontrarem
pessoas na vizinhança
- informá-las sobre todos os perigos (encandeamento pelo arco voltaico,
perigo de ferimento por lançamento de faíscas, fumos de soldadura
nocívos à saúde, poluição sonora, possibilidade de perigos provenientes de correntes de rede e de soldadura, ...),
- pôr à disposição meios de protecção adequados, ou seja,
- montar biombos ou cortinas de protecção adequadas.
Informações
sobre valores de
emissão de
ruídos
Risco proveniente de gases e
vapores nocivos
O aparelho produz uma potência acústica máxima de <80dB(A) (ref. 1pW)
em ponto morto, bem como na fase de resfriamento após a operação, de
acordo com o ponto de funcionamento máximo permitido com carga normal,
conforme NE 60974-1.
Não é possível fornecer um valor de emissão referente ao local de trabalho
no caso de soldagem (e corte), pois este está sujeito ao tipo de processo
MIG e às condições do ambiente. O valor depende de diferentes parâmetros, como o método de soldagem (soldagem MIG/MAG ou TIG), o tipo de
corrente adotada (corrente contínua, corrente alternada), a margem de
potência, o tipo de material de fundição, o comportamento de ressonância
do material de trabalho, as condições do local de trabalho, entre outros.
O fumo que se forma durante a soldadura contém gases e vapores nocivos
à saúde.
O fumo da soldadura contém substâncias que podem, em certas circunstâncias, provocar deformações no feto e cancro.
Manter a cabeça afastada do fumo e dos gases formados no processo.
O Fumo e os gases
- não devem ser inalados
- devem ser aspirados do local de trabalho com meios adequados.
ud_fr_st_sv_00470 012013
Providenciar para que haja entrada de ar fresco suficiente.
Em caso de insuficiência de ar fresco, utilizar máscara protectora com
alimentação própria de ar.
Em caso de dúvida sobre se a aspiração é adequada, comparar os valores
apurados das emissões com os valores máximos permitidos.
Quando não estiver a soldar, fechar a válvula da garrafa de gás inerte ou
fechar a abastecimento de gás central.
IV

Risco proveniente de gases e
vapores nocivos
(Continuação)
Os componentes seguintes são responsáveis, entre outros, pelo grau de
nocividade do fumo de soldadura:
- os componentes metálicos da peça
- os eléctrodos
- os revestimentos
- produtos de limpeza, de desengordurar e similares
Por esta razão, considerar os folhetos de segurança dos materiais e as
indicações dos fabricantes dos componentes acima mencionados.
Afastar os vapores inflamáveis (por ex. de solventes) da zona de radiação
do arco voltaico.
Risco proveniente do lançamento
de faíscas
Riscos provenientes da corrente
de rede e de
soldadura
O lançamento de faíscas pode provocar incêndios e explosões.
Nunca soldar perto de materiais inflamáveis.
Os materiais inflamáveis devem estar a uma distância de pelo menos 11
metros (35 pés) do arco voltaico ou cobertos com uma cobertura aprovada.
Ter à disposição um extintor adequado e aprovado.
Faíscas e pedaços metálicos quentes podem atingir zonas adjacentes
através de pequenas fendas e aberturas. Tomar as medidas correspondentes para que não possam ocorrer perigos de ferimentos ou de incêndio.
Não soldar em zonas com perigo de incêndio e de explosão nem em tanques e em depósitos e canos fechados quando estes não tiverem sido
devidamente preparados segundo as normas nacionais e internacionais.
Não pode ser realizada soldadura em recipientes que contenham ou tenham contido gases, combustíveis, óleos minerais e semelhantes. A existência de eventuais resíduos constitui perigo de explosão.
Um choque eléctrico é por princípio perigoso e pode ser mortal.
Não tocar em peças conductoras de corrente dentro ou fora do aparelho.
No processo de soldadura MIG/MAG e TIG o arame de soldadura, a bobina
do arame, os rolos propulsores, como também todos os componentes
metálicos em contacto com o arame de soldadura encontram-se sob tensão
eléctrica.
PT
Sempre colocar a unidade de alimentação de arame sobre um chão isolado
ou utilizar uma plataforma adequada e isoladora para a unidade de alimentação de arame.
Providenciar uma protecção própria e pessoal adequadas com uma base
ou cobertura de isolamento suficiente, seca, contra o potencial da terra ou
da massa. A base ou a cobertura deve tapar completamente toda a zona
entre o corpo e o potencial da terra ou da massa.
Todos os cabos e condutores devem ser firmes, estar intactos, isolados e
adequadamente dimensionados. Conexões soltas, cabos e condutores
queimados, danificados ou sub-dimensionados devem ser imediatamente
substituídos.
Não enrolar cabos ou condutores à volta do corpo nem à volta de membros
do corpo.
V
ud_fr_st_sv_00470 012013

Riscos provenientes da corrente
de rede e de
soldadura
(continuação)
O eléctrodo de soldadura (eléctrodo, eléctrodo de tungsténio, arame de
soldadura, ...)
- nunca deve ser mergulhado em líquidos para arrefecimento
- nunca deve ser tocado quando a fonte de alimentação eléctrica está
ligada.
Entre dois eléctrodos de dois aparelhos de soldadura pode ocorrer, por
exemplo, o dobro da tensão em vazio de um aparelho de soldadura. Tocando nos potenciais de dois eléctrodos em simultâneo pode implicar em
princípio um risco de vida.
Mandar verificar regularmente a alimentação da rede e dos aparelhos por
um electricista quanto à operacionalidade dos condutores de protecção.
O aparelho deve ser sempre e só ligado a uma rede com condutor de
protecção e a uma tomada com ligação à terra.
Se o aparelho for ligado a uma rede sem condutor de protecção ou a uma
tomada sem ligação à terra, isso será considerado negligência. O fabricante
não se responsabiliza por danos decorrentes desta situação.
Em caso de necessidade, providenciar uma ligação à terra adequada da peça.
Desligar aparelhos não utilizados.
Correntes parasitas de soldadura
Ao trabalhar a grandes alturas, usar equipamento de suspensão para evitar
quedas.
Desligar o aparelho e tirar a ficha da tomada da rede antes de efectuar
trabalhos no aparelho.
Proteger o aparelho contra a reintrodução da ficha na tomada de rede e
uma religação, afixando uma placa de adventência bem legível e bem
compreensível.
Depois de abrir o aparelho:
- descarregar todos os componentes que acumulam carga eléctrica
- certifique-se de que todos os componentes do aparelho se encontram
isentos de corrente.
Se forem necessários trabalhos em peças sob tensão, chamar uma segunda pessoa que possa desligar o interruptor principal em caso de emergência.
Se os avisos apresentados a seguir não forem respeitados, pode ocorrer a
presença de correntes parasitas, que podem provocar o seguinte:
- perigo de incêndio
- Sobreaquecimento de componentes ligados à peça
- destruição de condutores de protecção
- danificação do aparelho e de outras instalações eléctricas
ud_fr_st_sv_00470 012013
Providenciar uma ligação firme da pinça da peça com a peça de trabalho.
Fixar a pinça da peça o mais perto possível do ponto a soldar.
No caso de um chão condutor de electricidade, instalar o aparelho com
isolamento suficiente relativamente ao chão.
Se o aparelho estiver equipado com uma correia de transporte, esta só
deverá usar-se para o transporte à mão. A correia de transporte não está
VI

Correntes parasitas de soldadura
(continuação)
apta para o transporte mediante uma grua, carreta elevadora ou outras
ferramentas elevadoras mecânicas.
Em aplicações MIG/MAG automatizadas, conduzir o eléctrodo de arame
para o avanço de arame apenas estando isolado do recipiente do arame de
soldadura, da bobina grande ou da bobina de arame.
Classificações
dos aparelhos
relativas à compatibilidade
electromagnética
Medidas de
compatibilidade
electromagnética
Os aparelhos da classe de emissão A:
- destinam-se apenas a utilização em zonas industriais
- podem provocar, noutras zonas, interferências radiadas e em circuitos
ligados à rede.
Os aparelhos da classe de emissão B:
- cumprem os requisitos de emissão para zonas residenciais e industriais.
Estes requisitos aplicam-se também nas zonas residenciais cuja alimentação eléctrica é fornecida por uma rede pública de baixa tensão.
Classificação dos aparelhos relativa à compatibilidade electromagnética de
acordo com a placa indicadora de potência ou as características técnicas
Em casos particulares, podem verificar-se interferências na zona de utilização prevista apesar de serem cumpridos os limites de emissão normalizados (por exemplo, quando se encontram aparelhos sensíveis no local de
instalação ou quando o local de instalação se encontra na proximidade de
receptores de rádio ou televisão).
Neste caso, o operador tem obrigação de encontrar medidas para resolver
estas interferências.
Verificar e avaliar os possíveis problemas electromagnéticos e a resistência
às interferências de equipamentos vizinhos de acordo com as disposições
nacionais e internacionais:
- Dispositivos de segurança
- Cabos de rede, de sinal e de transferência de dados
- Aparelhos informáticos e de telecomunicações
- Dispositivo de medição e calibração
PT
Medidas auxiliares para prevenção de problemas de incompatibilidade
electromagnética:
a) Alimentação da rede
- Se ocorrerem interferências electromagnéticas apesar de a ligação à
rede estar conforme as disposições, tomar medidas adicionais (por ex.,
filtros de rede)
b) Cabos de soldadura
- Devem ser tão curtos quanto possível
- Devem andar tão juntos quanto possível (nomeadamente para evitar
problemas electromagnéticos)
- Devem ser instalados em local distante de outros cabos
c) Compensação do potencial
d) Ligação à terra da peça a trabalhar
- Se necessário, estabelecer a ligação à terra através de condensadores
adequados
e) Blindagem, caso seja necessária
- Blindar outros aparelhos que se encontrem nas imediações
- Blindar toda a instalação de soldadura
VII
ud_fr_st_sv_00470 012013

Medidas de
Campos electromagnéticos
Campos electromagnéticos podem causar danos ainda desconhecidos à
saúde.
- Efeitos à saúde de pessoas próximas, por ex., portadores de pacemakers e aparelhos auditivos
- Os portadores de pacemakers devem consultar o médico antes de
permanecerem próximo do local da soldadura
- Por motivos de segurança, as distâncias entre os cabos de soldadura e
a cabeça/o tronco do operador deviam ser mantidas maior possível
- Não levar os cabos de soldadura e os pacotes de mangueiras nos
ombros e/ou não enrolá-los à volta do corpo ou de partes do corpo
Locais especiais
de perigo
Manter afastados os cabelos, vestuário e ferramenta de componentes em
movimento como, por exemplo:
- Ventiladores
- Carretos
- Rolos
- Veios
- Bobinas e arames de soldadura
Não tocar nas rodas dentadas em rotação do accionamento do arame.
Coberturas e tampas laterais só podem ser abertas ou retiradas durante o
tempo necessário para os trabalhos de manutenção e de reparação.
Durante a operação
- certifique-se de que todas as coberturas estão fechadas e que todas a
tampas laterais estão bem montadas.
- Manter as coberturas e tampas laterais fechadas.
A saída do arame de soldadura do queimador representa um elevado risco
de ferimentos (perfuração da mão, ferimentos no rosto e olhos, etc.). Por
esta razão, afastar sempre o queimador do corpo (aparelhos com dispositivo de avanço de arame).
Durante e após a soldadura, não tocar na peça - perigo de queimadura.
As peças trabalhadas podem lançar escorias durante o arrefecimento. Por
esta razão deve-se, quando efectuar trabalhos a seguir, continuar a utilizar
o equipamento de protecção segundo as disposições vigentes e assegurar
a protecção adequada de outras pessoas.
Deixar arrefecer maçaricos e outros componentes do equipamento com
altas temperaturas de serviço antes de trabalhar neles.
Em espaços fechados que apresentem risco de incêndio ou de explosão
aplicam-se normas especiais - respeitar as disposições nacionais e internacionais correspondentes.
As fontes de alimentação de corrente para trabalhos em salas com elevado
perigo eléctrico (por exemplo, caldeira) têm que ser assinaladas com a letra
(Safety (Segurança)). Contudo, a fonte de corrente não pode situar-se
nesses locais.
Perigo de queimadura devido ao agente de refrigeração que transborda.
Antes de alinhar as ligações para o avanço ou recuo da água, desligar o
aparelho de refrigeração.
ud_fr_st_sv_00470 012013
VIII

Locais especiais
de perigo
(continuação)
Utilizar apenas os mecanismos prensores de carga do fabricante adequados para o transporte por grua de aparelhos.
- Engatar as correntes ou os cabos em todos os sítios de engate previstos no dispositivo de suspensão de carga adequado.
- As correntes ou os cabos devem formar um ângulo o mais pequeno
possível em relação à vertical.
- retirar a garrafa de gás e o dispositivo de avanço do arame (aparelhos
MIG/MAG e TIG).
Caso o dispositivo de avanço do arame seja suspenso por grua, usar
sempre uma suspensão de avanço do arame isolante durante a soldadura
(aparelhos MIG/MAG e TIG).
Se o aparelho estiver equipado com uma correia de transporte, esta só
deverá usar-se para o transporte à mão. A correia de transporte não está
apta para o transporte mediante uma grua, carreta elevadora ou outras
ferramentas elevadoras mecânicas.
Todos os meios de fixação (correias, fivelas, correntes, etc.), utilizados
juntamente com o aparelho ou os seus componentes, devem ser regularmente verificados (por exemplo, quanto a danos mecânicos, corrosão ou
alterações devido a influências ambientais). Os intervalos e a abrangência
das verificações devem satisfazer, pelo menos, as respectivas normas e
directivas nacionais aplicáveis.
Prejuízo dos
resultados de
soldadura
Riscos provenientes de garrafas
de gás inerte
Quando se utiliza um adaptador para a ligação de gás inerte, há perigo de
sair despercebidamente gás inerte incolor e inodoro. Antes da montagem,
vedar a rosca do adaptador do lado do aparelho, para a ligação do gás
inerte, com fita de Teflon adequada.
Para o funcionamento correcto e seguro do sistema de soldadura devem
ser respeitadas as seguintes especificações relativamente à qualidade do
gás de protecção.
- Tamanho das partículas sólidas <40µm
- Ponto de condensação da pressão <-20°C
- Teor máx. de óleo <25mg/m³
Se necessário, utilizar filtros.
NOTA! Existe perigo de sujidade especialmente em circuitos em anel.
Garrafas de gás inerte contêm gás sob pressão e podem explodir quando
danificadas. Como as garrafas de gás inerte fazem parte do equipamento
de soldadura, essas devem ser tratadas com grande cuidado.
Proteger as garrafas com gás inerte comprimido contra excesso de temperatura, pancadas mecânicas, escorias, chamas vivas, faíscas e arcos voltaicos.
PT
Montar as garafas de gás inerte em posição vertical e fixá-las como indicado nas instruções, para evitar que elas tombam.
Manter as garrafas de gás inerte afastadas de circuitos de correntes de
soldadura ou de outros circuitos de correntes eléctricos.
Nunca pendurar um maçarico numa garrafa de gás inerte.
Nunca tocar numa garrafa de gás inerte com um eléctrodo de soldadura.
Perigo de explosão - nunca soldar numa garrafa de gás inerte sob pressão.
IX
ud_fr_st_sv_00470 012013

Riscos provenientes de garrafas
de gás inerte
(continuação)
Unicamente utilizar garrafas de gás inerte adequadas para a aplicação em
questão e os respectivos acessórios adequados (reguladores, mangueiras,
connectores, etc.). Só utilizar as garrafas de gás inerte e os acessórios se
se encontrarem em bom estado.
Quando abrir uma válvula de uma garrafa de gás inerte, afastar a cara da
saída do gás.
Quando não estiver a soldar, fechar a válvula da garrafa de gás inerte.
Manter a tampa sobre a válvula em garrafas de gás inerte não utilizadas.
Respeitar as indicações do fabricante, assim como as respectivas disposições nacionais e internacionais para garrafas de gás inerte e os acessórios.
Medidas de
segurança no
local de instalação e durante o
transporte
A queda de um aparelho pode significar um perigo de vida! Instalar o
aparelho em chão plano e firme, de forma estável
- O ângulo de inclinação máximo admitido é 10°.
Em espaços fechados que apresentem risco de incêndio ou de explosão
aplicam-se normas especiais - respeitar as disposições nacionais e internacionais correspondentes.
Mediante instruções e controlos internos da empresa, certifique-se de que
as imediações do local de trabalho estão sempre limpas e arrumadas.
Instalar e manusear o aparelho apenas de acordo com o modo de protecção indicado na chapa indicadora de potência.
Ao instalar o aparelho, deixar um intervalo de 0,5 m (1,6 pés) à volta, para
que o ar frio possa entrar e sair sem obstáculos.
Ao transportar o aparelho respeitar sempre as directivas vigentes nacionais
e regionais e as normas de prevenção de acidentes. Isto aplica-se sobretudo nas directivas referentes ao perigo durante o transporte e expedição.
Antes de transportar o aparelho, esvaziar totalmente o agente de refrigeração, bem como desmontar os seguintes componentes:
- avanço do fio
- bobina do fio
- garrafa do gás de protecção
Medidas de
segurança em
serviço normal
ud_fr_st_sv_00470 012013
Antes da colocação em serviço, após o transporte, verificar impreterivelmente
através de um exame visal se o aparelho tem danos. Mandar reparar eventuais
danos antes da colocação em serviço ao pessoal especializado do fabricante.
Operar apenas a fonte de alimentação quando todos os dispositivos de
protecção se encontrarem em perfeitas condições de funcionamento.
No caso de os dispositivos de protecção não se encontrarem em perfeitas
condições de funcionamento, existe perigo para
- a saúde e a vida do operador e de terceiros,
- o aparelho e outros bens do operador
- o trabalho eficiente com o aparelho.
Reparar os dispositivos de segurança que não se encontram em perfeito
estado de funcionamento antes de ligar o aparelho.
Nunca eliminar ou deixar inoperacionais os dispositivos de protecção.
X

Medidas de
segurança em
serviço normal
(continuação)
Antes de ligar o aparelho de soldadura assegurar-se de que não coloca em
risco quaisquer pessoas.
- Verificar, pelo menos uma vez por semana, se o aparelho apresenta
sinais exteriores de danos bem como a operacionalidade dos dispositivos de segurança.
- Fixar sempre bem a garrafa de gás inerte e, no caso de transporte por
grua, retirá-la previamente.
- Devido às suas características (condutividade eléctrica, protecção
contra congelação, compatibilidade com as peças a trabalhar, inflamabilidade, etc.), só o agente de refrigeração original do fabricante é adequado para utilizar nos nossos aparelhos.
- Utilizar unicamente um agente de refrigeração original do fabricante.
- Não misturar o agente de refrigeração original do fabricante com outros
agentes.
- Se ocorrerem danos devido à utilização de outros agentes de refrigeração, o fabricante não se responsabiliza por estes e todas as garantias
perdem a validade.
- Em determinadas condições, o agente de refrigeração é inflamável.
Transporte sempre o agente de refrigeração nas embalagens originais
fechadas e mantenha-o afastado de fontes de ignição.
- O agente de refrigeração usado deve ser eliminado de forma adequada,
em conformidade com as normas nacionais. Consultar o folheto com
informações sobre segurança do seu serviço de assistência técnica ou
no homepage do fabricante.
- Antes de cada início de soldadura, verificar o nível do agente de refrigeração com o aparelho arrefecido.
PT
Manutenção e
reparação
Verificação
técnica de segurança
No caso de peças não originais não está garantido que estas tenham sido
fabricadas e feitas de acordo com os requisitos e a segurança. Utilizar
apenas peças sobressalentes e de desgaste originais (o mesmo se aplica
às peças normalizadas).
Não efectuar quaisquer modificações ou alterações na fonte de alimentação
sem a aprovação prévia do fabricante.
Substituir imediatamente as peças que não se encontrem em perfeitas condições.
Ao efectuar uma encomenda, indicar a designação exacta e o número de
referência de acordo com a lista de peças sobressalentes, bem como o
número de série do seu aparelho.
O fabricante recomenda executar pelo menos a cada 12 meses uma verificação técnica de segurança no aparelho.
Durante o mesmo intervalo de 12 meses, o fabricante recomenda uma
calibragem das fontes de solda.
É recomendada uma verificação técnica de segurança por um eletricista
autorizado
- após alteração,
- após montagens ou adaptações,
- após reparo, conservação e manutenção e
- pelo menos a cada doze meses.
Para a verificação técnica de segurança, seguir as respectivas normas e
diretrizes nacionais e internacionais.
Informações mais detalhadas sobre a verificação técnica de segurança e a
calibragem podem ser obtidas em sua assistência técnica. Esta pode
disponibilizar o suporte necessário mediante sua solicitação.
XI
ud_fr_st_sv_00470 012013

Eliminação
Não elimine este aparelho juntamente com o lixo doméstico!
De acordo com a Directiva Europeia 2002/96/EG relativa a resíduos de
equipamentos eléctricos e electrónicos e respectiva implementação de
acordo com a lei nacional, o equipamento eléctrico que atingiu o fim da sua
vida útil deve ser recolhido separadamente e entregue em instalações de
reciclagem ambientalmente compatíveis. Entregue o aparelho usado ao seu
revendedor ou obtenha informações sobre um sistema de recolha e eliminação local autorizado.
O não cumprimento desta Directiva Europeia poderá ter efeitos adversos
para o ambiente e para a saúde!
Marca de segurança
Protecção de
dados
Direitos de autor
Aparelhos com a marca CE satisfazem as exigências fundamentais da
directiva relativa a baixas tensões e à compatibilidade electromagnética
(p.ex., as normas de produto relevantes da série de normas EN 60 974).
Aparelhos com a marca CSA satisfazem as exigências das normas relevantes para o Canadá e para os EUA.
O utilizador é responsável pela protecção de dados de alterações aos
ajustes de fábrica. O fabricante não se responsabiliza pelo apagamento de
ajustes pessoais.
Os direitos de autor destas instruções de serviço permanecem na posse do
fabricante.
O texto e as figuras correspondem ao nível técnico na data da impressão.
Reserva-se o direito a alterações.O contéudo das instruções não pode dar
razões a quaisquer exigências por parte do comprador. Ficaremos gratos
por sugestões de melhoramentos e indicações de erros nas instruções de
serviço.
ud_fr_st_sv_00470 012013
XII

Índice
Generalidades ............................................................................................................................................... 2
Princípio ................................................................................................................................................... 2
Estrutura do aparelho............................................................................................................................... 2
Decurso do funcionamento ...................................................................................................................... 2
Descrição dos elementos de comando ......................................................................................................... 3
Painel de comando TT 1700 .................................................................................................................... 3
Descrição das funções............................................................................................................................. 3
Conectores, interruptores e extensões do sistema ....................................................................................... 6
Conectores na parte da frente do aparelho.............................................................................................. 6
Conectores e interruptores na parte posterior do aparelho...................................................................... 6
Montagem do queimador de um queimador de soldadura TIG refrigerado a gás......................................... 7
Modelo com ligação central do queimador GWZ .....................................................................................7
Modelo com ligação central do queimador F da Fronius ......................................................................... 7
Colocação em funcionamento: Generalidades ............................................................................................. 8
Exploração de redes ................................................................................................................................ 8
Disposições de montagem....................................................................................................................... 8
Modos de operação TIG ............................................................................................................................... 9
Generalidades .......................................................................................................................................... 9
Modo de funcionamento de 2 ciclos......................................................................................................... 9
Modo de funcionamento especial de 2 ciclos ........................................................................................ 10
Modo de funcionamento de 4 ciclos - sem redução intermédia .............................................................. 11
Modo de funcionamento de 4 ciclos - com redução intermédia ............................................................. 12
Modo de funcionamento especial de 4 ciclos - Variante II / III / IV / V ................................................... 14
Trabalhar com os niveis do programa......................................................................................................... 16
Entrar no nível do programa desejado ................................................................................................... 16
Nível predefiniçoes................................................................................................................................. 16
Nível menu de assistência P1 ................................................................................................................ 16
Nível código de acesso P2..................................................................................................................... 17
Soldadura TIG com ignição de alta frequência (AF) ................................................................................... 18
Colocação em serviço ............................................................................................................................ 18
Soldadura TIG com ignição de contacto (sem AF)...................................................................................... 20
Colocação em serviço ............................................................................................................................ 20
Soldadura manual por eléctrodos ............................................................................................................... 21
Colocação em serviço ............................................................................................................................ 21
Funcionamento do regulador à distância: Generalidades ...........................................................................22
Regulador à distância de impulsos TIG TR 50mc.................................................................................. 22
Regulador à distância de pedal TIG TR 52mc ....................................................................................... 26
Regulador à distância de pontilhar TIG TR 51mc ..................................................................................27
Regulador à distância TP mc ................................................................................................................. 28
Diagnóstico e resolução de avarias ............................................................................................................ 30
Segurança .............................................................................................................................................. 30
Códigos de serviço indicados ................................................................................................................ 30
Diagnóstico ............................................................................................................................................ 30
Cuidado, manutenção e eliminação ............................................................................................................ 33
Características técnicas .............................................................................................................................. 34
TransTig 1600 / TransTig 1700 ............................................................................................................. 34
Lista de peças sobresselentes
Esquema de conexões
Fronius Worldwide
1
Generalidades
Princípio O rectificador de soldadura TRANSTIG 1600 / 1700 (DC), uma instalação de soldadura
com ciclo primário, é um aperfeiçoamento de instalações de soldadura controladas por
transístor, sendo particularmente indicado para a soldadura manual TIG e a soldadura
manual por eléctrodos com corrente contínua. O tamanho mínimo, o pouco peso e o
menor consumo de energia são vantagens importantes quer no âmbito da produção
quer no âmbito da reparação. O comando Up/Down (regulação progressiva da corrente
de soldadura através do botão do queimador) também vem integrado de série.
Estrutura do
aparelho
Decurso do
funcionamento
Uma caixa de chapa com revestimento de pó, elementos de comando montados com
protecção de quadros em plástico e conectores de corrente com fecho de baioneta
fazem face aos mais elevados requisitos. A correia transportadora facilita o transporte,
tanto a nível interno como em estaleiros.
A tensão de alimentação é rectificada e interrompida através de um interruptor rápido de
transístor com 100 kHz. Produz-se a tensão de trabalho desejada, que é rectificada e
transmitida aos conectores de saída. Um regulador electrónico adapta a curva característica da fonte de alimentação ao método de soldadura escolhido.
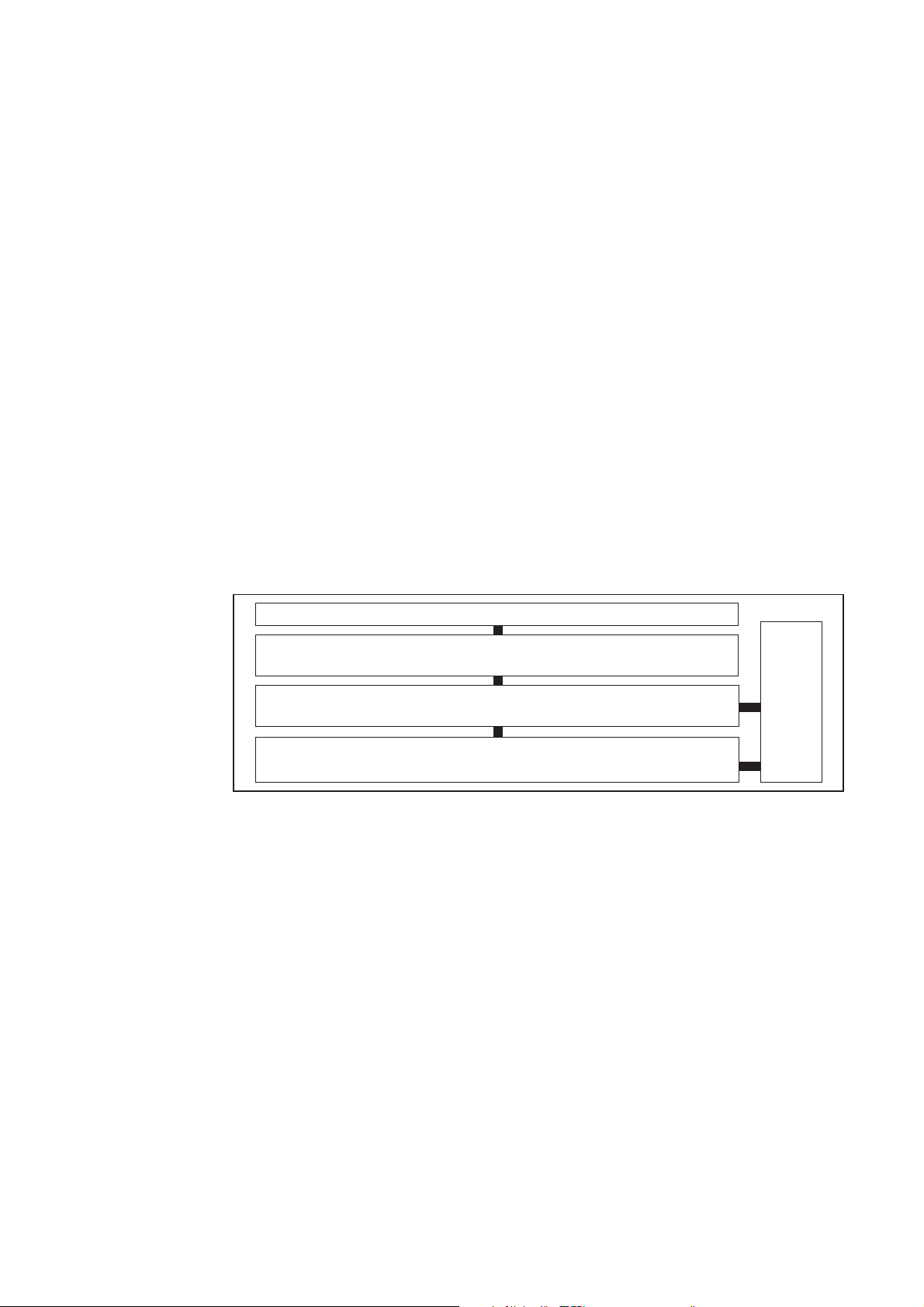
Indicador de pronto a funcionar aceso
Regulação da corrente de soldadura no regulador
de corrente de soldadura - Início da soldadura
+45°C nos dissipadores de calor -> Ventilador ON
+40°C nos dissipadores de calor -> Ventilador OFF
+85°C no dissipador de calor secundário -> Corrente de soldadura OFF
+80°C no dissipador de calor secundário -> Corrente de soldadura ON
Fig. 1 Princípio de funcionamento do dispositivo automático de segurança térmica
de segurança térmica
Dispositivo automático
2

Descrição dos elementos de comando
ATENÇÃO! Uma operação incorrecta pode causar danos pessoais e materiais
graves. Só utilizar as funções descritas depois de ter lido e compreendido
perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, nomeadamente as normas de segurança
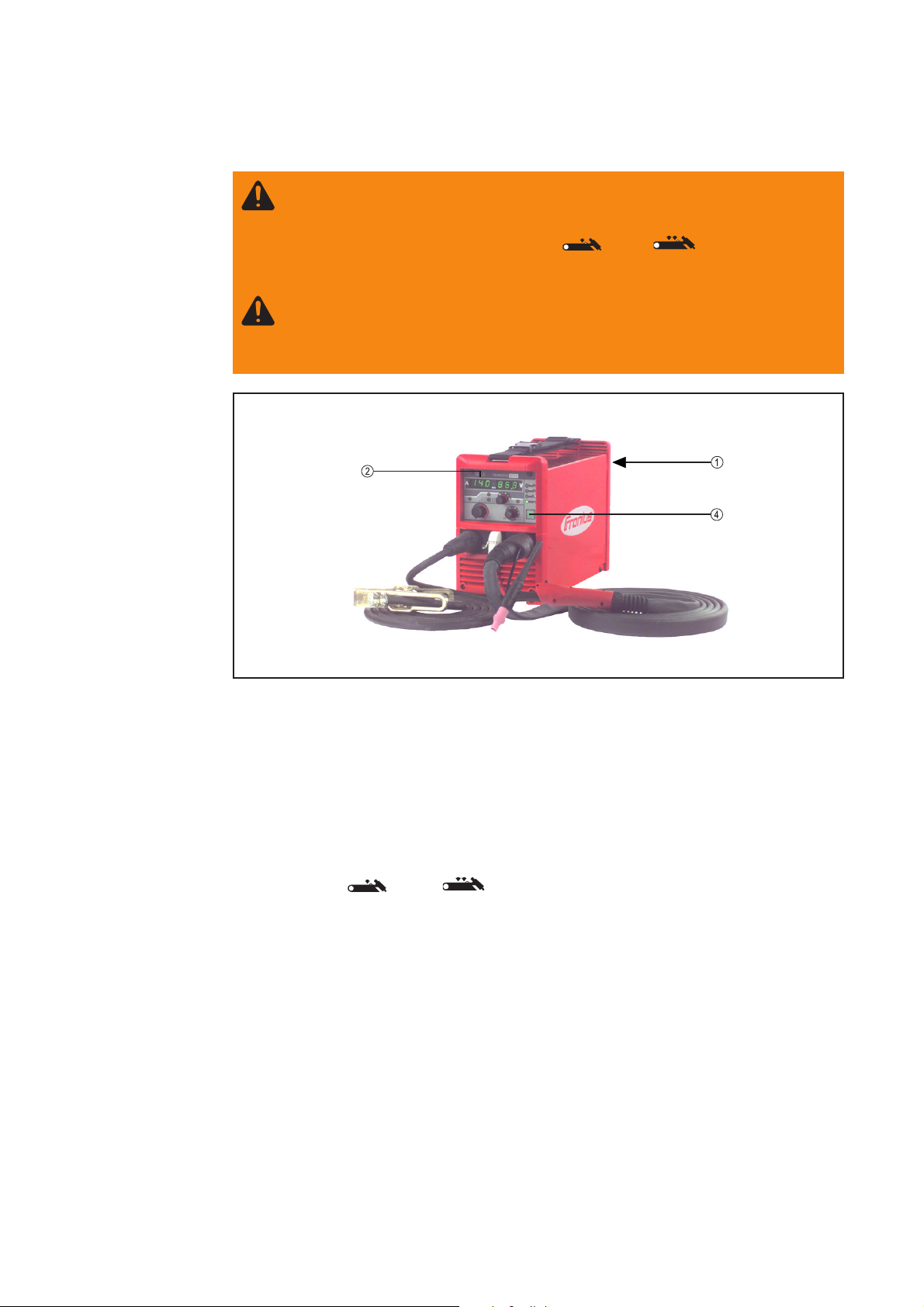
Painel de comando TT 1700
214 3
8
Descrição das
funções
11
10
9
13
15
Fig. 2 Placa frontal do Transtig 1700
Pos. Função
(1) Interruptor principal de rede (ver Fig.5)
(2) Amperímetro digital
Indicação da corrente principal
Valor nominal -> corrente de soldadura desejada
Valor real -> corrente de soldadura efectiva
(3) Voltímetro digital
Indicação da tensão de soldadura
(4) Tecla de selecção da função
Modo de funcionamento
7
6
5
12
4
16
a) ... de 2 ciclos -> Soldadura TIG com ignição AF
b) ... de 4 ciclos -> Soldadura TIG com ignição AF
+ c) ... de 2 ciclos -> Soldadura TIG com ignição de contacto
+ d) ... de 4 ciclos -> Soldadura TIG com ignição de contacto
- A dinâmica do arco voltaico e o Hot Start estão fora de serviço
- Nos reguladores à distância TR 50mc, TR 51mc e TR 52mc a comutação
para o respectivo modo de funcionamento é feita automaticamente
- Os indicadores LED (7) ou (8) ou (6) + (7) ou (6) + (8) acendem
3
Descrição das
funções
(continuação)
e) Soldadura manual por eléctrodos
- O LED (5) acende e é indicada a tensão de circuito aberto
- aplicam-se os valores pré-definidos para a dinâmica e Hot Start
- os parâmetros podem ser alterados através do regulador à distância TPmc e
do menu interno
(5) LED para soldadura manual por eléctrodos
- Selecção através da tecla de selecção de função (4)
- o LED (10) para a corrente principal IH está aceso apenas durante o processo
de soldadura
- a corrente de sold. encontra-se no conector de corrente [B],
- pode regular a corrente de soldadura através do regulador de corrente
principal (15) ou do regulador (34) do regulador à distância TPmc
(6) LED para ignição de contacto
- Selecção através de tecla de selecção de função (4)
- Acende juntamente com o LED (7) ou (8)
- A ignição do arco voltaico ocorre depois de premida a tecla e após o contacto
do eléctrodo de tungsténio com a peça a trabalhar
- A corrente de curto-circuito que circula em caso de contacto com a peça a
trabalhar corresponde à corrente mínima
Aplicação: Nos locais onde a alta frequência causa avarias aquando do processo
de ignição
(7) LED para o modo de funcionamento de 4 ciclos
(8) LED para o modo de funcionamento de 2 ciclos
(9) O mostrador LED de corrente inicial I
S
- acende quando a corrente inicial IS está activada
(10) O mostrador LED de corrente principal I
H
- acende quando a corrente principal IH está activada
(11) DOWN-SLOPE ou Tempo de redução da corrente:
- Velocidade de redução da corrente, regulável progressivamente da corrente
principal para a corrente da catera final I
E
Gama de ajuste: entre 0,1 e 20 segundos
- Se o potenciómetro do Down-Slope for accionado, o valor regulado é visualizado durante 3 segundos
Por ex.: d S L 1.0
(12) O mostrador LED da corrente de cratera final I
E
- acende quando a corrente de cratera final IE está activada
(13) LED para a soldadura TIG por impulsos
- Assim que o regulador à distância TIG com impulsos TR 50mc estiver ligado,
o LED (15) (capítulo „Regulador à distância TIG com impulsos TR 50mc“)
pisca
(14) LED "HOLD"
- Permite um controlo posterior dos parâmetros de soldadura
- Acende após a memorização do valor real (fim do processo)
- Indicação do valor médio nos indicadores digitais (2), (3) (valores de corrente
e tensão de soldadura medidos antes do fim de um processo de soldadura)
- Função não especificada em caso de utilização do regulador à distância de
pedal e com impulsos até 20 Hz
4
Descrição das
funções
(continuação)
Possibilidades de apagar a função HOLD
- Accionar o botão do queimador no intervalo da soldadura
- Desligar e voltar a ligar o aparelho
- Regular o regulador da corrente principal (15) no intervalo da soldadura
- Comutar a tecla de selecção de função (4)
- Sempre que se inicia uma nova soldadura
(15) Regulador da corrente principal IH = Corrente de soldadura
- Ajuste progressivo dentro da gama 2-140 A EL, ou 2-160 A ou 170 A TIG
- O LED (10) acende (apenas no modo de funcionamento Eléctrodo)
- O amperímetro digital indica o valor nominal da corrente já no circuito aberto,
comutando em seguida para o indicador do valor real schaltet danach auf
Istwert-Anzeige um
Valor nominal -> Corrente de soldadura desejada
Valor real -> Corrente de soldadura efectiva
(16) Corrente da cratera final I
E
- Só é possível no modo de funcionamento de 4 ciclos
- Regulação percentual da corrente principal
Se o potenciómetro da corrente da cratera final for accionado,
o valor regulado é visualizado durante 3 segundos
- Descida da corrente de soldadura para a corrente da cratera final através do
botão do queimador
- O LED (12) acende
Estão pré-definidos os seguintes parâmetros:
- Tempo de pré-corrente de gás ......................................................0,4 seg.
- Arco voltaico de busca ................................................................... 29% da I
- Up-Slope ........................................................................................ 1,0 seg.
- Tempo de pós-soldadura de gás, de acordo com a corrente ........5-15 seg.
No entanto, pode alterar estes parâmetros no menu do programa.
H
5

Conectores, interruptores e extensões do sistema
Conectores na
parte da frente do
aparelho
Conectores e
interruptores na
parte posterior
do aparelho
Fig. 3 Modelo com ligação central do queimador
GWZ
A] Ligação do queimador TIG
- para ligar a alimentação de corrente de gás do queimador de soldadura
[B] (+) Conector de corrente com fecho de baioneta
- para ligar o cabo de massa na soldadura TIG
- para ligar os cabos dos eléctrodos manuais ou da massa na soldadura
manual por eléctrodos, consoante o tipo de eléctrodo
[C] Tomada de commando do queimador
- introduzir e travar a ficha de comando do queimador de soldadura
[D] (-) Conector de corrente com fecho de baioneta
- apenas no modelo com ligação central do queimador GWZ
- para ligar os cabos dos eléctrodos manuais ou da massa na soldadura
manual por eléctrodos, consoante o tipo de eléctrodo
Fig. 4 Modelo com ligação central do queimador
F da Fronius F
Fig. 5 Parte traseira do aparelho
[E] Ligação de gás
- aparafusar e apertar bem a porca de ligação do tubo flexível de gás à peça
de ligação
[F] Cabo de rede com alívio da pressão
[G] Conector de ligação para funcionamento do regulador à distància
- introduzir pelo lado correcto a ficha do cabo do regulador à distância e fixar
com porca de capa
- regular a corrente de soldadura desejada directamente no regulador à distância
- reconhecimento automático do regulador à distância
- em caso de dano do cabo do regulador à distância, a tensão de alimentação
à prova de curto-circuitos dos reguladores à distância garante protecção para
o sistema electrónico
6

Montagem do queimador de um queimador de soldadura TIG refrigerado a gás
Modelo com
ligação central
do queimador
GWZ
- retire a manga de borracha do tubo flexível do queimador de soldadura
- aparafusar e apertar bem a porca sextavada (SW21, ligação de corrente de gás) à
ligação do queimador do lado do aparelho [A]
- deslocar a manga de borracha para a frente, para cima da porca sextavada
- introduzir a ficha de comando na tomada [C] e travar
Importante! Para obter pormenores técnicos ou quaisquer outros pormenores sobre o
queimador, a sua montagem, assistência e manutenção, consulte o manual de instruções do queimador.
Ficha de comando
Linha de comando
Conexão de gás
e de corrente
Manga do tubo flexível
Fig. 6 Modleo com ligação central do queimador GWZ: Ligação do queimador refrigerado a gás
Modelo com
ligação central
do queimador F
da Fronius
- Inserir a ficha de baioneta do queimador de soldadura na ligação central do mesmo
do lado do aparelho [A] e bloquear rodando para a direita
- Inserir a ficha de comando na tomada [D] e bloquear
Importante! Para obter pormenores técnicos e outras informações sobre o queimador,
respectiva montagem, assistência e manutenção, consulte o manual de instruções do
queimador.
Ficha de comando
Linha de comando
Conexão de gás
e de corrente
Manga do tubo flexível
Fig. 7 Modelo com ligação central do queimador F da Fronius: Ligação do queimador refrigerado a gás
7

Colocação em funcionamento: Generalidades
ATENÇÃO! Só um electricista qualificado pode efectuar trabalhos no sistema
eléctrico, bem como montar ou desmontar a ficha de rede.
ATENÇÃO! Se o aparelho estiver ajustado para outra tensão, aplicam-se as
características técnicas constantes da chapa indicadora da potência do aparelho!
ATENÇÃO! A ficha de rede tem de corresponder à tensão de rede e ao consumo de corrente do aparelho (ver "Características técnicas")!
ATENÇÃO! A protecção fusível do cabo de alimentação de rede deve ser
estabelecida de acordo com o consumo de corrente do aparelho de soldadura!
ATENÇÃO! Nunca utilizar o aparelho de soldadura para descongelar tubagens!
Exploração de
redes
Pode operar o TT1600 / TT1700 com uma tensão de rede de 230V (margem de tolerância de +/- 15%).
195V 265V230V
+15%-15%
Fig. 8 Margem de tolerância da tensão de rede
NOTA! Na soldadura TIG a alta frequência, podem passar interferências para o
exterior. No caso de aparelhos com blindagem insuficiente, tais como computadores, centros de cálculo, robôs, etc., a alta frequência adjacente (no caso de
ignição do arco voltaico sem contacto) pode ter como consequência avarias ou
a falha destes sistemas. Além disso, pode causar interferências em redes
telefónicas e na recepção de radiodifusão ou de televisão.
Disposições de
montagem
Tipo de protecção IP23
O aparelho de soldadura foi testado em conformidade com o tipo de protecção IP23, ou seja:
- protecção contra a entrada de corpos estranhos com diâmetro superior a 12 mm
- protecção contra gotas de água que caem na vertical num ângulo até 60°
Funcionamento ao ar livre
De acordo com o tipo de protecção IP23, o aparelho pode ser instalado e operado ao ar
livre. Contudo, as partes eléctricas incorporadas devem ser protegidas dos efeitos
directos da humidade (ver tipo de protecção IP23).
Ar de refrigeração e poeira
Instalar o aparelho de modo a que o ar de refrigeração possa entrar e sair livremente pelas
respectivas fendas. O ar de refrigeração entra no aparelho através das fendas, passa por
componentes inactivos e sai pela saída de ventilação. O canal de ventilação representa um
dispositivo de segurança fundamental. Um dispositivo automático de segurança térmica
inteiramente electrónico controla o processo de refrigeração (ver Fig. 1).
As poeiras metálicas produzidas (por exemplo, nos trabalhos de esmerilamento) não
podem ser aspiradas directamente para a instalação.
Estabilidade
A fonte de alimentação de soldadura pode ser instalada com uma inclinação máxima de
15°! Se a inclinação for superior a 15°, a fonte de alimentação da soldadura pode cair.
8

Modos de operação TIG
ATENÇÃO! Uma operação incorrecta pode causar danos pessoais e materiais
graves. Só utilizar as funções descritas depois de ter lido e compreendido
perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, nomeadamente as normas de segurança
Generalidades
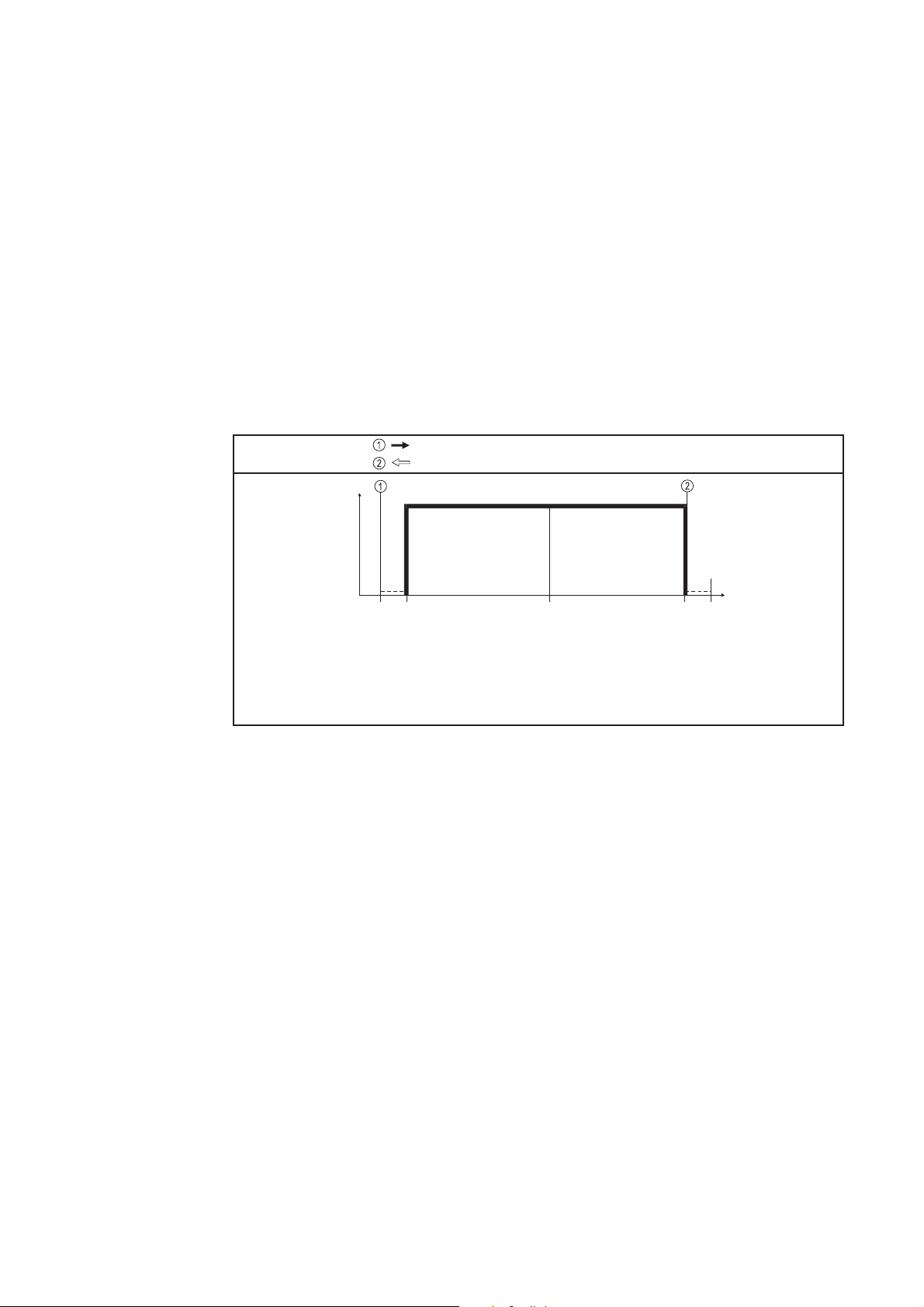
Modo de funcionamento de 2
ciclos
- Entrar através da báscula do botão do queimador TIG
- Utilizado principalmente para a soldadura por pontos
- no nível "NÍVEL PRÉ-DEFINIÇÕES ---" (capítulo „Trabalhar com os níveis do
programa“), parâmetro TIG, o ajuste de StS deve estar na posição "OFF"
Decurso do funcionamento
1. Puxar para trás e segurar a báscula do botão do queima dor
- O tempo de pré-corrente de gás começa a contar
- O arco voltaico entra em ignição com o valor regulado para a corrente do arco
voltaico de busca IS (na ignição AF: depois do processo de ignição, a AF desliga
automaticamente)
- Após o processo de ignição, a corrente de soldadura aumenta, através do Up-Slope
regulado internamente, para a corrente de soldadura I
H
- O LED (10) acende
2. Soltar a báscula do botão do queimador
- O arco voltaico apaga-se (com ou sem redução da corrente)
- O tempo de pós-corrente de gás regulado internamente começa a contar
Caso seja utilizado o regulador à distância de pedal TR 52mc, a instalação comuta
automaticamente para o modo de funcionamento de 2 ciclos.
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
I
I
busca
Início do ciclo
Ignição do arco
do arco voltaico de
através do Up-Slope
Aumento da corrente
voltaico com a corrente
Tempo de pré-corrente de gás
Fig. 9 Decurso do funcionamento do modo de 2 ciclos
H
H
principal reguladaI
Soldadura com a corrente
9
t
E
do Down-Slope para a
Fim da soldadura através
corrente da cratera final I
Tempo de pós-corrente de gás
Modo de funcionamento especial
de 2 ciclos
- Entrar através da báscula do botão do queimador TIG
- Utilizado principalmente para a soldadura por pontos
- no nível "NÍVEL PRÉ-DEFINIÇÕES ---" (capítulo „Trabalhar com os níveis do
programa“), parâmetro TIG, o ajuste de StS deve estar na posição "ON"
Decurso do funcionamento
1. Puxar para trás e segurar a báscula do botão do queima dor
- O tempo de pré-corrente de gás começa a passar
- O arco voltaico entra em ignição com o valor regulado para a corrente do arco
voltaico de busca IS (na ignição AF: depois do processo de ignição, a AF desliga
automaticamente)
- A corrente de soldadura aumenta sem Up-Slope para a corrente de soldadura I
- O LED (10) acende
2. Soltar a báscula do botão do queimador
- O arco voltaico apaga-se (sem redução de corrente)
- O tempo de pós-corrente de gás regulado internamente começa a passar
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
I
I
H
H
H
Início do ciclo
principal reguladaI
Ignição do arco voltaico
Tempo de pré-corr. do gás
Fig. 10 Decurso do funcionamento no modo especial de 2 ciclos
Soldadura com a corrente
t
Fim da soldadura
Tempo de pós-corr. do gás
10
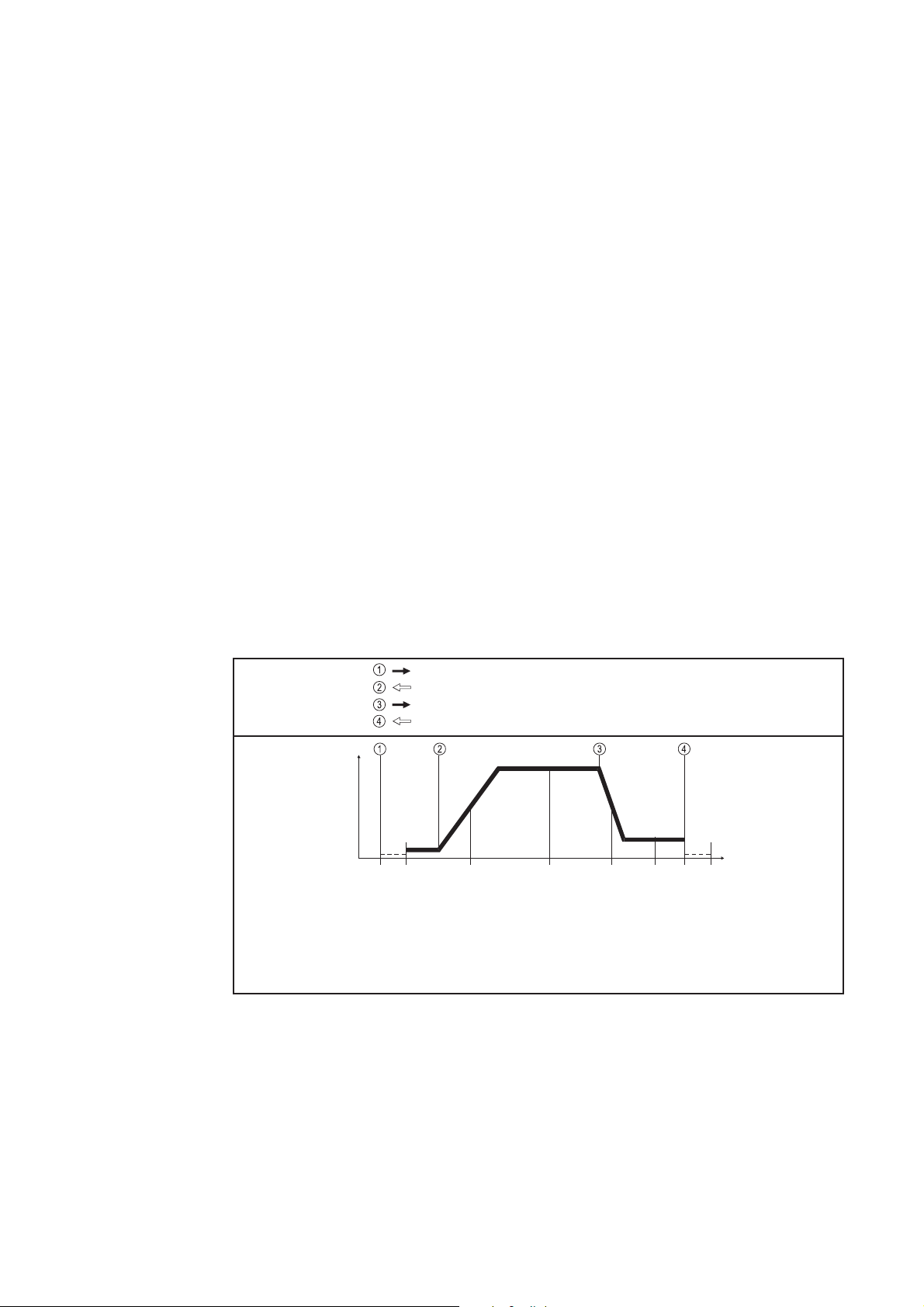
Modo de funcionamento de 4 ciclos
- sem redução
intermédia
- Na soldadura manual ou automática para uniões soldadas sem defeitos
- Parâmetros reguláveis como pré-corrente de gás, arco voltaico de busca, tempo de
subida da corrente, corrente principal, tempo de descida da corrente, corrente da
cratera final e tempo de pós-corrente de gás
- no nível "NÍVEL PRÉ-DEFINIÇÕES ---" (capítulo "Trabalhar com os níveis do
programa"), parâmetro TIG, o ajuste de SFS deve estar na posição "OFF"
Decurso do funcionamento
1. Puxar para trás e segurar a báscula do botão do queimador
- O tempo de pré-corrente de gás começa a contar
- O arco voltaico entra em ignição com o valor regulado para a corrente do arco
voltaico de busca IS (na ignição AF: depois do processo de ignição, a AF desliga
automaticamente)
- O LED (9) acende
2. Soltar a báscula do botão do queimador
- A corrente aumenta durante o tempo regulado (Up-Slope) até ao valor regulado
para a corrente principal IH (Regulador 15).
- O LED (10) acende
3. Puxar novamente para trás e segurar a báscula do botão do queimador
- A corrente de soldadura baixa durante o tempo regulado (Down-Slope, Regulador
11) até ao valor da corrente da cratera final IE (Regulador 16, enchimento da cratera
final)
- O LED (12) acende
4. Soltar a báscula do botão do queimador
- O arco voltaico apaga-se
- O tempo de pós-corrente regulado internamente começa a passar
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
I
I
I
S
S
Início do ciclo
voltaico de busca I
com corrente do arco
T. de pré-corr. de gás
Ignição do arco voltaico
através do Up-Slope
Aumento da corrente
Fig. 11 Decurso do funcionamento do modo de 4 ciclos - sem redução intermédia
H
H
regulada I
Soldadura com a
corrente principal
I
E
através do
Down-Slope
Redução da corrente
Corrente da cratera final
Fim da soldadura
T. de pós-corr. de gás
t
11

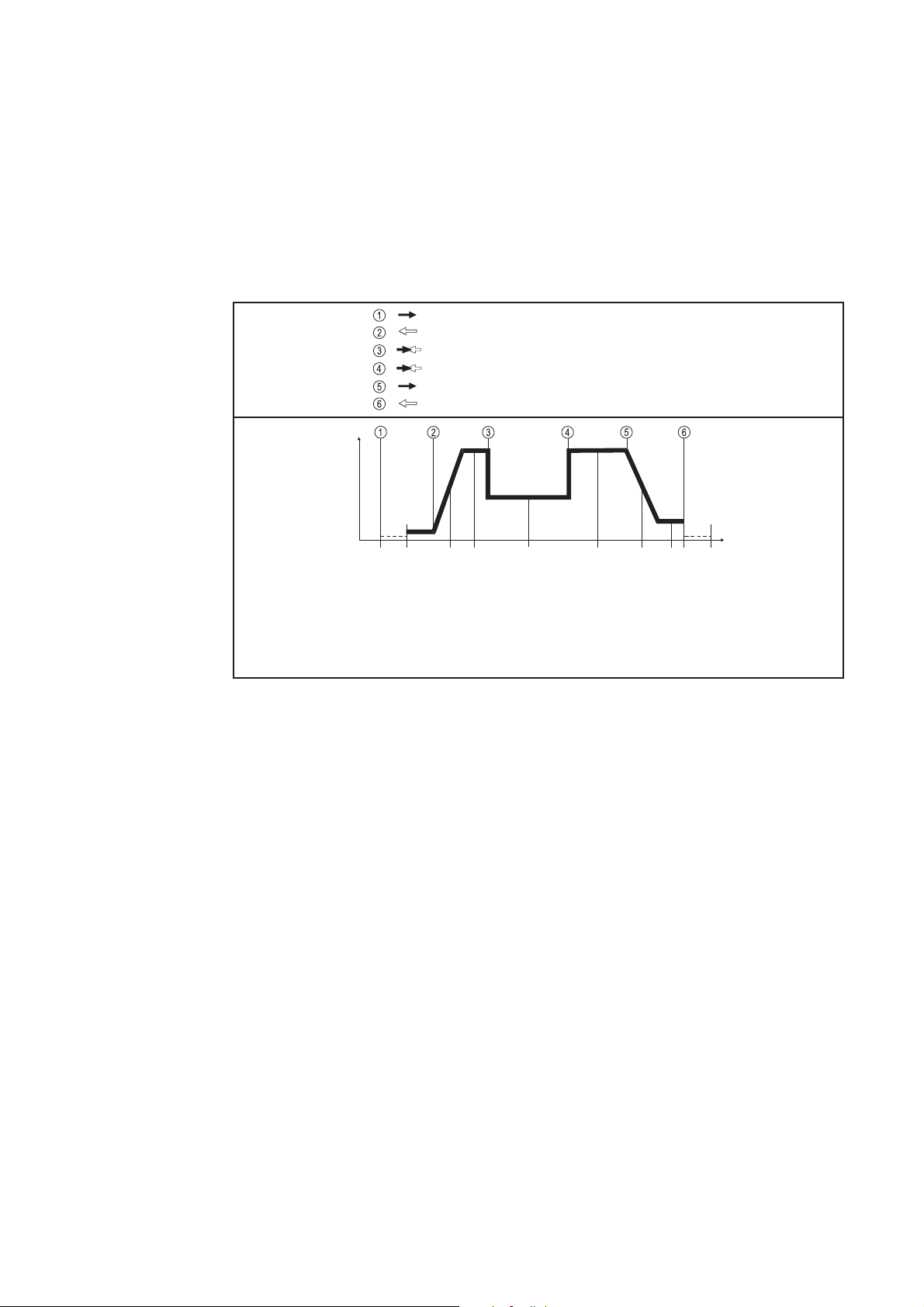
Modo de funcionamento de 4 ciclos
- com redução
intermédia
- Entrar através do queimador TIG com função de tecla dupla
- Redução intermédia na corrente e redução IE:
- Possibilidade de redução da corrente de soldadura da corrente principal para a
corrente de redução IE e viceversa, sem interromper o decurso da soldadura
- no "NÍVEL PRÉ-DEFINIÇÕES ---" (capítulo „Trabalhar com os níveis do programa“), parâmetro TIG, o ajuste de SFS deve estar na posição "OFF"
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Pressionar para a frente e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Puxar novamente para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
I
I
S
S
Início do ciclo
voltaico de busca I
com corrente do arco
T. de pré-corr. de gás
Ignição do arco voltaico
I
H
H
através do Up-Slope
principal regulada I
Aumento da corrente
Redução da corrente
Soldadura com a corr.
através do Down-Slope
I
E
Corrente da cratera final
I
H
H
Aumento da corr.
através do Up-Slope
principal regulada I
Soldadura com a corr.
I
E
Redução da corrente
Fim da soldadura
através do Down-Slope
T. de pós-corr. de gás
Corrente da cratera final
t
Fig. 12 Decurso do funcionamento no modo de 4 ciclos - variante com redução intermédia
Importante!
- A redução da corrente sem interrupção do decurso da soldadura só pode ocorrer se
a corrente principal estiver activa
- Se pressionar inadvertidamente para a frente a báscula do botão do queimador
durante a inércia, o processo de ignição não ocorre
12
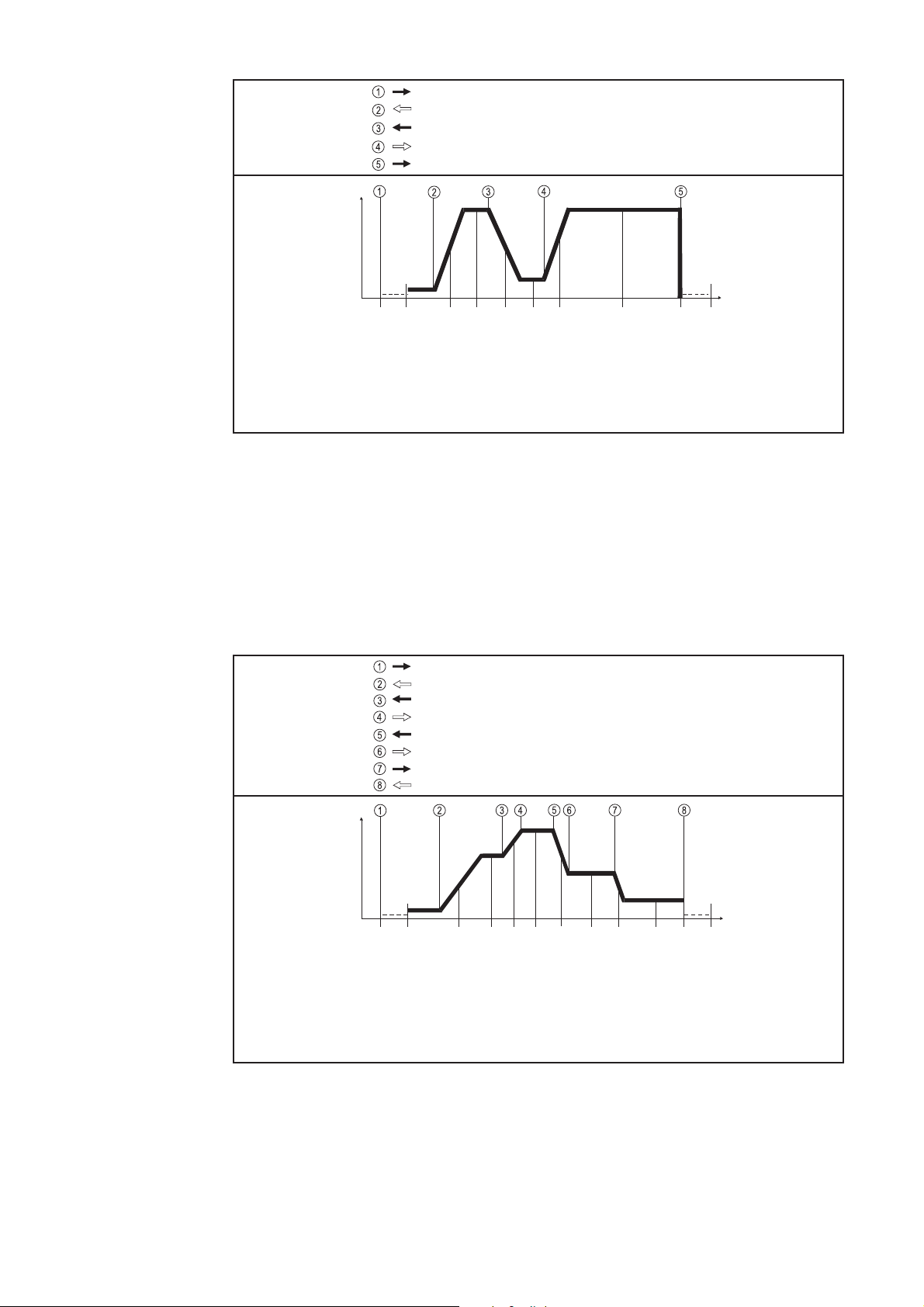
Modo de funcionamento especial de
4 ciclos - Variante I
- Permite entrar no modo de 4 ciclos através do queimador TIG sem função de tecla
dupla
- Redução intermédia para a corrente de redução I3 (ver ajuste no capítulo "Trabalhar
com os níveis do programa")
- Possibilidade de redução da corrente de soldadura da corrente principal para a
corrente de redução I3 e vice-versa, sem interromper o processo de soldadura
- no "NÍVEL PRÉ-DEFINIÇÕES ---" (capítulo "Trabalhar com os níveis do programa"), parâmetro I3, a corrente de redução I3 pode ser regulada em % da corrente
principal I
H
- no "NÍVEL PRÉ-DEFINIÇÕES ---" (capítulo "Trabalhar com os níveis do programa"), parâmetro TIG, o ajuste de SFS deve estar na posição "1"
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Leve pressão (pressão para a frente) na báscula do botão do queimador
Leve pressão (pressão para a frente) na báscula do botão do queimador
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
I
I
S
S
voltaico
Início do ciclo
de busca I
com corrente do arco
Ignição do arco voltaico
Tempo de pré-corr. de gás
I
H
I
3
H
Soldadura com a
principal regulada I
através do Up-Slope
Aumento da corrente
Soldadura com a corr.
corrente de redução
Fig. c/ redução intermédia
(Setup)
3
regulada I
I
H
I
E
H
principal regulada I
Redução da corrente
Soldadura com a corr.
através do Down-Slope
Corrente da cratera final
t
Fim da soldadura
Tempo de pós-corr. de gás
Fig. 13 Decurso do funcionamento no modo de funcionamento especial de 4 ciclos - Variante I
13

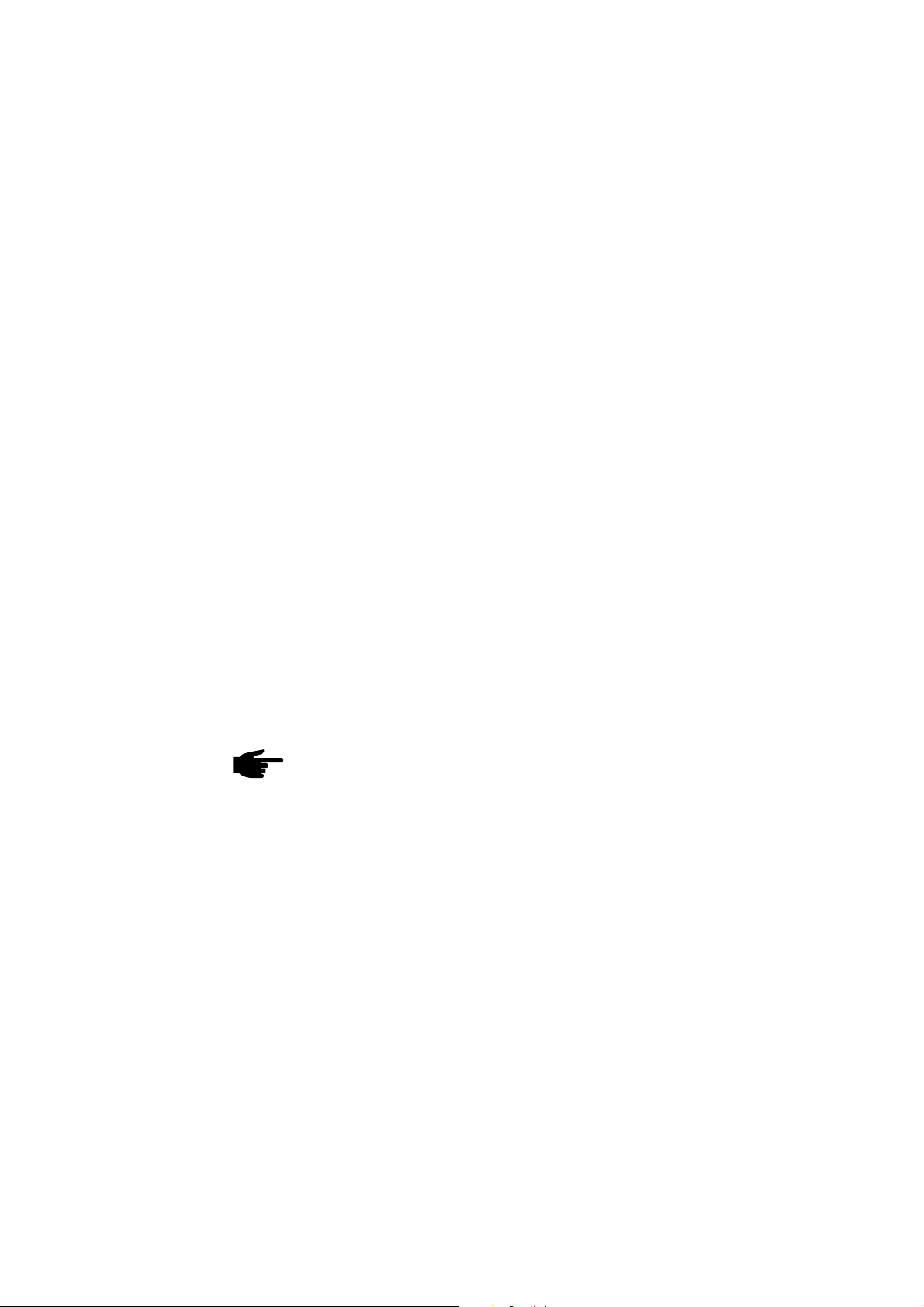
Modo de funcionamento especial
de 4 ciclos Variante II / III / IV
/ V
- Permite entrar no modo de 4 ciclos através do queimador TIG com função de tecla
dupla
- no "NÍVEL PRÉ-DEFINIÇÕES ---" (capítulo „Trabalhar com os níveis do programa“), parâmetro TIG, o ajuste de SFS deve estar
- no "2" para a variante 2
- no „3“ para a variante 3
- no „4“ para a variante 4
- no „5“ para a variante 5
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Pressionar Levemente para a frente a báscula do botão do queimador
I
I
Início do ciclo
corrente do arco voltaico
Ignição do arco voltaico com
Tempo de pré-corrente de gás
S
S
de busca I
através do Up-Slope
Aumento da corrente
I
H
I
E
H
principal regulada I
Soldadura com a corrente
de redução regulada
Redução da corrente
através do Down-Slope
Soldadura com a corrente
Fig. c/ redução intermédia
I
H
H
principal regulada I
através do Up-Slope
Aumento da corrente
Soldadura com a corrente
I
E
Redução da corrente
Fim da soldadura
através do Down-Slope
Corrente da cratera final
Tempo de pós-corrente de gás
t
Fig. 14 Decurso do funcionamento no modo de funcionamento especial de 4 ciclos - Variante II
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Pressionar para a frente e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
I
I
H
I
H
I
S
S
de busca I
Início do ciclo
principal regulada I
Aumento da corrente
através do Up-Slope
corrente do arco voltaico
Ignição do arco voltaico com
Tempo de pré-corrente de gás
Soldadura com a corrente
I
E
H
Redução da corrente
através do Down-Slope
Corrente da cratera final
H
principal regulada I
Aumento da corrente
através do Up-Slope
Soldadura com a corrente
I
E
Redução da corrente
Fim da soldadura
através do Down-Slope
Corrente da cratera final
Tempo de pós-corrente de gás
t
Fig. c/ redução intermédia
Fig. 15 Decurso do funcionamento no modo de funcionamento especial de 4 ciclos - Variante III
14
Descrição das
funções
(continuação)
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Pressionar para a frente e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Puxar para trás e segurar a báscula do botão do queimador
I
I
S
S
Início do ciclo
voltaico de busca I
através do Up-Slope
Aumento da corrente
com corrente do arco
Ignição do arco voltaico
Tempo de pré-corr. de gás
Fig. c/ redução intermédia
I
H
I
E
H
principal regulada I
Redução da corrente
Soldadura com a corr.
através do Down-Slope
Corrente da cratera final
através do Up-Slope
Aumento da corrente
I
H
H
principal regulada I
Soldadura com a corr.
Fim da soldadura
t
Tempo de pós-corr. de gás
Fig. 16 Decurso do funcionamento no modo de funcionamento especial de 4 ciclos - Variante IV
A variante V (Fig. 17) permite aumentar e reduzir a corrente de soldadura sem o queimador Up / Down.
Quanto mais tempo a báscula do botão do queimador for pressionada para a frente
durante a soldadura, mais aumenta a corrente de soldadura (até ao máximo).
Depois de soltar a báscula do botão do queimador a corrente de soldadura permanece
constante. Quanto mais tempo a báscula do botão do queimador for novamente pressionada para a frente, mais reduz a corrente de soldadura.
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Pressionar para a frente e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Pressionar para a frente e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
Puxar para trás e segurar a báscula do botão do queimador
Soltar a báscula do botão do queimador
I
I
H
I
I
S
S
Início do ciclo
voltaico de busca I
através do Up-Slope
Aumento da corrente
com corrente do arco
Ignição do arco voltaico
Tempo de pré-corrente de gás
H
principal regulada I
Soldadura com a corrente
H
principal aumentada I
Soldadura com a corrente
Aumento da corrente com o
Redução da corrente com o
botão do queimador premido
botão do queimador premido
H
principal reduzida I
Soldadura com a corrente
E
Redução da corrente
através do Down-Slope
Fim da soldadura
Corrente da cratera final
t
Tempo de pós-corrente de gás
Fig. 17 Decurso do funcionamento no modo de funcionamento especial de 4 ciclos - Variante V
15

Trabalhar com os niveis do programa
Entrar no nível
do programa
desejado
Nível predefiniçoes
- Ligar o aparelho com a tecla (4) premida
- Aparece --- -> Nível pré-definições
- Pressionar a báscula do botão do queimador até
1º aparecer P1 -> Nível Menu de Assistência
2º aparecer P2 -> Nível Código de acesso
3º novamente --- aparece -> Nível pré-definições
- Soltar a tecla (4)
Seleccionar os parâmetros através da tecla e alterar o seu valor através do botão do
queimador.
Os parâmetros são apenas visualizados de acordo com o modo de funcionamento
regulado (TIG/Eléctrodo).
Parâmetros do modo de funcionamento TIG DC
GAS Pré-corrente de gás 0-20 seg.
G-L Pós-corrente de gás com I
G-H Pós-corrente de gás com I
2,0-26 seg.
mín
2,0-26 seg.
máx
UPS Up-Slope 0,1-7 seg.
SCU Start Current (corrente de arranque)- Arco voltaico de busca 0-100%
I3 Corrente de descida 0-100% de I
H
HFt Tempo dos ciclos de AF (de 0,01 seg. - 0,4 seg.)
SCU Start Current - AbS da corrente princ. máx. (160A/170A)
rEL da corrente principal regulada
StS Modo de funcionamento especial de 2 ciclos ON/OFF
SFS Modo de funcionam. especial de 4 ciclos OFF/1/2/3/4/5
ELd Diâmetro do eléctrodo de tungsténio (de 0-3,2 mm)
PRO Programa - Memorização dos parâmetros regulados premindo o botão do
queimador
FAC Factory (fábrica) - Activação dos parâmetros pré-definidos pela Fronius premin-
do o botão do queimador
Nível menu de
assistência P1
Parâmetros do modo de funcionamento Eléctrodo
Hti Tempo de Hot Start (arranque a quente); 0,2-2 seg.
HCU Corrente de Hot Start; 0-100%
dYn Dinâmica; 0-100A
PRO Programa - Memorização dos parâmetros regulados premindo o botão do
queimador
FAC Factory - Activação dos parâmetros pré-definidos pela Fronius premindo o botão
do queimador
Parâmetros pré-definidos do programa da Fronius (FAC)
GAS 0,4 seg. SCU rEL
G-L 5,0 seg. StS OFF
G-H 15,0 SFS OFF
UPS 1,0 seg. ELd 2,4 mm
SCU 29 % Hti 0,5 seg.
I3 50 % HCU 50 %
HFt 0,01 seg. dyn 30 A
Menu de assistência com vários programas de teste
Encontra uma descrição pormenorizada do Menu de Assistência nas Instruções de
Serviço opcionais „Funções de Setup / Indicações de Erro“ (42,0410,0494).
16
Nível código de
acesso P2
O aparelho está equipado com um código de acesso electrónico.
O código de acesso vem desactivado da fábrica. É indispensável tomar nota por escrito
das alterações feitas às combinações numéricas. Só pode ser adoptado um código com
três caracteres. Nos aparelhos novos o código é 321.
1. Procedimento
- entrar no nível Código de acesso P2
- no mostrador aparece "Cod _?_"
- inserir o código actual (nos aparelhos novos o código é 321)
- regular o algarismo através do regulador IH (15)
- confirmar o algarismo através da tecla (4)
- repetir duas vezes o processo até aparecer "Cod OFF" ou "Cod ON" no mostrador
2. Alterar e activar o código
a.) no mostrador lê-se "Cod OFF"
- colocar em "Cod ON" através do botão do queimador (continua no ponto 2b.)
b.) no mostrador lê-se "Cod ON"
- mudar para "CYC __?" através da tecla de função (4)
O ciclo CYC ... indica a frequência com que se pode ligar o aparelho sem ter de
inserir um código
- regular o número de ciclos através do botão do queimador
- premir a tecla de função (4) até aparecer "Cod ?--" no mostrador
- inserir novo código numérico
- regular entre 0-9/A-H através do botão do queimador
- confirmar o algarismo através da tecla de função
- repetir duas vezes o processo até estar introduzido o novo código
- premir o botão
- no mostrador aparece "Cod _-_"
- inserir o novo código a título de confirmação
- regular o algarismo através do regulador IH (15)
- confirmar o algarismo através da tecla de função (4)
- repetir duas vezes o processo até estar introduzido o novo código
- se o código for confirmado uma terceira vez, o mesmo é memorizado auto-
maticamente
NOTA! Se se enganar três vezes no código (ERR) a instalação muda automati-
camente para "LOC". Tem de desligar a máquina e repetir todo o processo!
- a máquina está pronta a soldar
3. Desactivar o código
- no mostrador lê-se "Cod ON"
- colocar em "Cod OFF" através do botão do queimador
- mudar para "PRO" através da tecla (4)
- o código actual é desactivado quando se prime o botão
- a máquina está pronta a soldar
Importante! A partir de agora o código é novamente 321!
Colocação em funcionamento do aparelho com o código de acesso activado
- Ligar o interruptor principal de rede (1) - no mostrador; é-nos pedido o número de
código ("Cod _?_")
- inserir o primeiro algarismo da combinação através do regulador IH (15)
- confirmar o algarismo através da tecla de função (4)
- repetir mais duas vezes o processo
- o aparelho está pronto a soldar
17
Soldadura TIG com ignição de alta frequência (AF)
ATENÇÃO! O cabo manual do eléctrodo introduzido não está sob tensão na
soldadura TIG quando:
- o interruptor principal de rede (1) está ligado
- o modo de funcionamento está em ou em e o início da
soldadura é dado através do botão do queimador.
ATENÇÃO! Certifique-se de que o cabo manual do eléctrodo não utilizado
está desmontado ou fixado isoladamente no aparelho, de modo a que o
eléctrodo revestido e o porta-eléctrodos não toquem em peças condutoras
eléctricas ou ligadas à terra.
Segurança
Fig. 18 Transtig 1600 / 1700 como instalação de soldadura composta por: fonte de alimentação com
Colocação em
serviço
- Equipar o queimador de soldadura com eléctrodo de tungsténio e tubeira do gás
- Introduzir o cabo de massa no conector de corrente [B] e bloquear
- Ligar o tubo flexível de gás à instalação e ao redutor de pressão do gás
- Introduzir a ficha de rede
- Ligar o interruptor principal de rede (1)
- Colocar em ou em através da tecla de selecção da função (4),
- Se necessário, ligar o regulador à distância
- Seleccionar os parâmetros de soldadura (indicação do valor nominal da corrente
- Abrir a válvula da garrafa de gás rodando para a esquerda
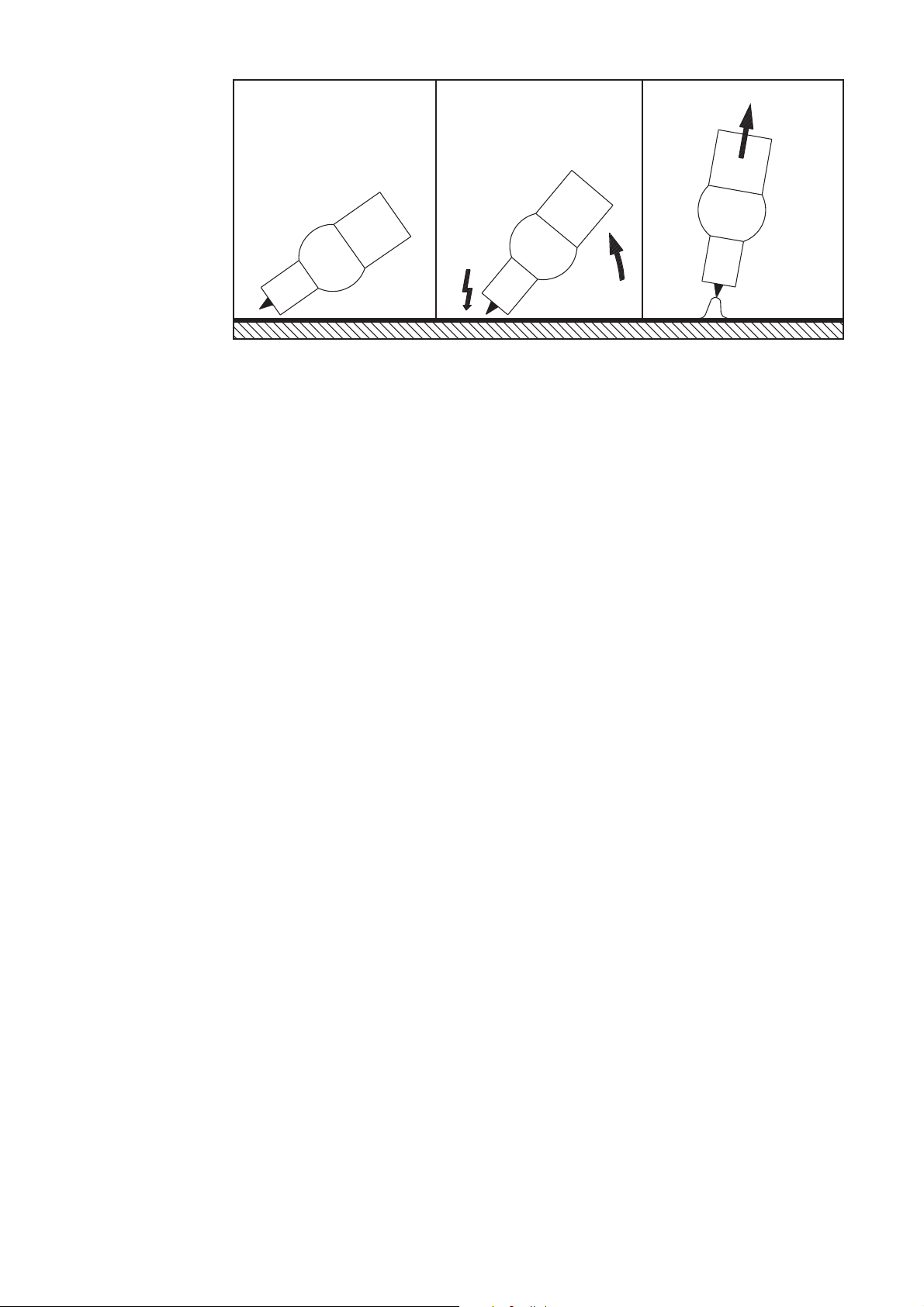
Ignição do arco voltaico
- Com a corrente de soldadura desligada: colocar o eléctrodo no ponto de ignição,
- Fechar a viseira de protecção
- Accionar o botão do queimador
- O arco voltaico acende sem tocar na peça a trabalhar (ver Fig. 19b)
- Colocar o queimador na posição normal (ver Fig. 19c)
Vantagem: não se suja o eléctrodo nem a peça a trabalhar
Importante! A alta frequência desliga-se automaticamente após o processo de ignição
unidade de comando, queimador de soldadura manual, cabo de massa, (garrafa de gás com
redutor de pressão sem Fig.)
(ver o manual de instruções do queimador)
Os LEDs (7) ou (8) acendem
principal IH pelo amperímetro 2)
endireitar o queimador até a tubeira do gás tocar na peça a trabalhar e de modo a
que entre a extremidade do eléctrodo e a peça exista uma distância de 2 a 3 mm
(ver Fig. 19a)
18
Colocação em
serviço
(continuação)
a) Colocar tubeira do gás b) Ignição com AF sem contacto c) Arco voltaico inflamase
Fig. 19 Ignição com alta frequência
Controlo da ignição
Se, depois de ignição mal sucedida ou ruptura do arco voltaico, o soldador não interromper o procedimento (2 ciclos/4 ciclos) premindo o botão do queimador, há uma
perda inadvertida de gás devido à saída contínua do gás inerte. Neste caso, passados
cerca de 5 segundos, o comando de controlo interrompe automaticamente o procedimento. Tem de se iniciar outra vez um novo processo de ignição através do botão do
queimador.
19

Soldadura TIG com ignição de contacto (sem AF)
ATENÇÃO! O cabo manual do eléctrodo introduzido não está sob tensão na
soldadura TIG quando:
- o interruptor principal de rede (1) está ligado
- o modo de funcionamento está em ou em e o início da
soldadura é dado através do botão do queimador.
ATENÇÃO! Certifique-se de que o cabo manual do eléctrodo não utilizado
está desmontado ou fixado isoladamente no aparelho, de modo a que o
eléctrodo revestido e o porta-eléctrodos não toquem em peças condutoras
eléctricas ou ligadas à terra.
Segurança
Colocação em
serviço
- Equipar o queimador de soldadura com eléctrodo de tungsténio e tubeira do gás
(ver o manual de instruções do queimador)
- Introduzir o cabo de massa no conector de corrente e bloquear
- Ligar o tubo flexível de gás à instalação e ao redutor de pressão do gás
- Introduzir a ficha de rede
- Ligar o interruptor principal de rede (1)
- Colocar em e em ou em e em através da tecla de selecção
da função (4), os LEDs (6) e (8) ou (6) e (7) acendem
- Se necessário, ligar o regulador à distância
- Seleccionar os parâmetros de soldadura (indicação do valor nominal da corrente
principal IH pelo amperímetro 2)
- Abrir a válvula da garrafa de gás rodando-a para a esquerda
Ignição do arco voltaico
- Com a corrente de soldadura desligada: colocar o eléctrodo no ponto de ignição,
endireitar o queimador até a tubeira do gás tocar na peça a trabalhar, e de modo a
que entre a extremidade do eléctrodo e a peça exista uma distância de 2 a 3 mm
(ver Fig. 20a)
- Fechar a viseira de protecção
- Accionar o botão do queimador - O gás inerte circula
- Levantar lentamente o queimador sobre o bordo da tubeira até a extremidade do
eléctrodo tocar na peça (ver Fig. 20b)
- O arco voltaico acende quando se levanta o queimador
- Rodar para a posição normal (ver Fig. 20c)
- Iniciar o processo de soldadura
a) Colocar tubeira do gás b) Ignição através de
Fig. 20 Ignição com ignição de contacto
contacto com a peça
20
c) Arco voltaico inflamase

Soldadura manual por eléctrodos
ATENÇÃO! O eléctrodo de tungsténio do queimador de soldadura montado
fica sempre sob tensão assim que se liga o interruptor principal de rede (1) e
se muda para o modo de funcionamento . Tem de desmontar o queimador de soldadura não utilizado ou fixá-lo isoladamente no aparelho de modo a
que o eléctrodo de tungsténio não toque em peças condutoras eléctricas ou
ligadas à terra.
ATENÇÃO! Uma operação incorrecta pode causar danos pessoais e materiais
graves. Só utilizar as funções descritas depois de ter lido e compreendido
perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, nomeadamente as normas de segurança
Segurança
Colocação em
serviço
Fig. 21 Transtig 1600 / 1700 como aparelho de soldadura manual por eléctrodos composto por: fonte de
alimentação com unidade de comando, regulador à distância manual TPmc (opcional) e cabos de
soldar
- Consoante a designação do conector, introduzir o cabo de soldadura no conector
de corrente e bloquear rodando para a direita (secção do cabo 35-50 mm2)
- Seleccionar correctamente a polaridade consoante o tipo de eléctrodo
- Colocar o interruptor principal de rede (1) em “1”
- Colocar a tecla de selecção da função (4) em , o LED (5) e a indicação de
corrente de soldadura (10) acendem
- O voltímetro digital (3) indica tensão de circuito aberto
- Se necessário, ligar o regulador à distância TPmc (regular a Dinâmica e o Hot Start)
- Pré-seleccionar a corrente de soldadura (indicação do valor nominal da corrente
principal IH pelo amperímetro 2)
- Iniciar o processo de soldadura
21

Funcionamento do regulador à distância: Generalidades
Generalidades
Regulador à
distância de
impulsos TIG TR
50mc
É conveniente um comando à distância assim que pretender proceder a regulações
directamente a partir do local de soldadura. O regulador à distância está ligado electricamente à fonte de alimentação através de um cabo especial para reguladores à distância
com 5 m ou 10 m de comprimento.
Estão disponíveis os seguintes modelos de reguladores à distância:
- Regulador à distância manual por eléctrodos e TIG ...................... TPmc
- Regulador à distância de impulsos TIG ..................................... TR50mc
- egulador à distância de pontilhar TIG ........................................ TR51mc
- Regulador à distância de pedal TIG ........................................... TR52mc
Fig. 22 Regulador à distância de impulsos TIG TR 50 mc
A amperagem regulada no início da soldadura não tem de ser igual para todo o processo de soldadura. Se a amperagem for muito baixa o metal de base não derrete o suficiente; se houver sobreaquecimento o banho líquido de fusão corre o risco de pingar.
Por conseguinte, é necessário controlar a corrente de soldadura pulsante (por exemplo,
no caso de soldadura de tubos de aço em posição forçada). Uma corrente de soldadura
proporcionalmente baixa (corrente básica I2) atinge, devido a uma subida abrupta, um
valor claramente mais elevado (corrente de impulsos I1) e desce novamente para o valor
básico (corrente básica I2), de acordo com o tempo regulado (Duty-Cycle).
Desta forma, aquando do processo de soldadura, derretem-se rapidamente secções
mais pequenas do ponto de soldadura. Solidificam igualmente depressa. A estrutura da
costura é deste modo bastante mais fácil de controlar. Esta técnica também é utilizada
na soldadura de chapas mais finas. Um ponto de fusão intersecta o outro - é produzida
uma costura uniforme. Se se soldar manualmente com a técnica de impulsos TIG, é
adicionada a vareta de soldar na fase de corrente máxima (só é possível na gama de
frequências baixa de 0,2-2 Hz).
As frequências de repetição de impulsos mais elevadas são utilizadas principalmente no
funcionamento automático e destinam-se sobretudo a estabilizar o arco voltaico.
22
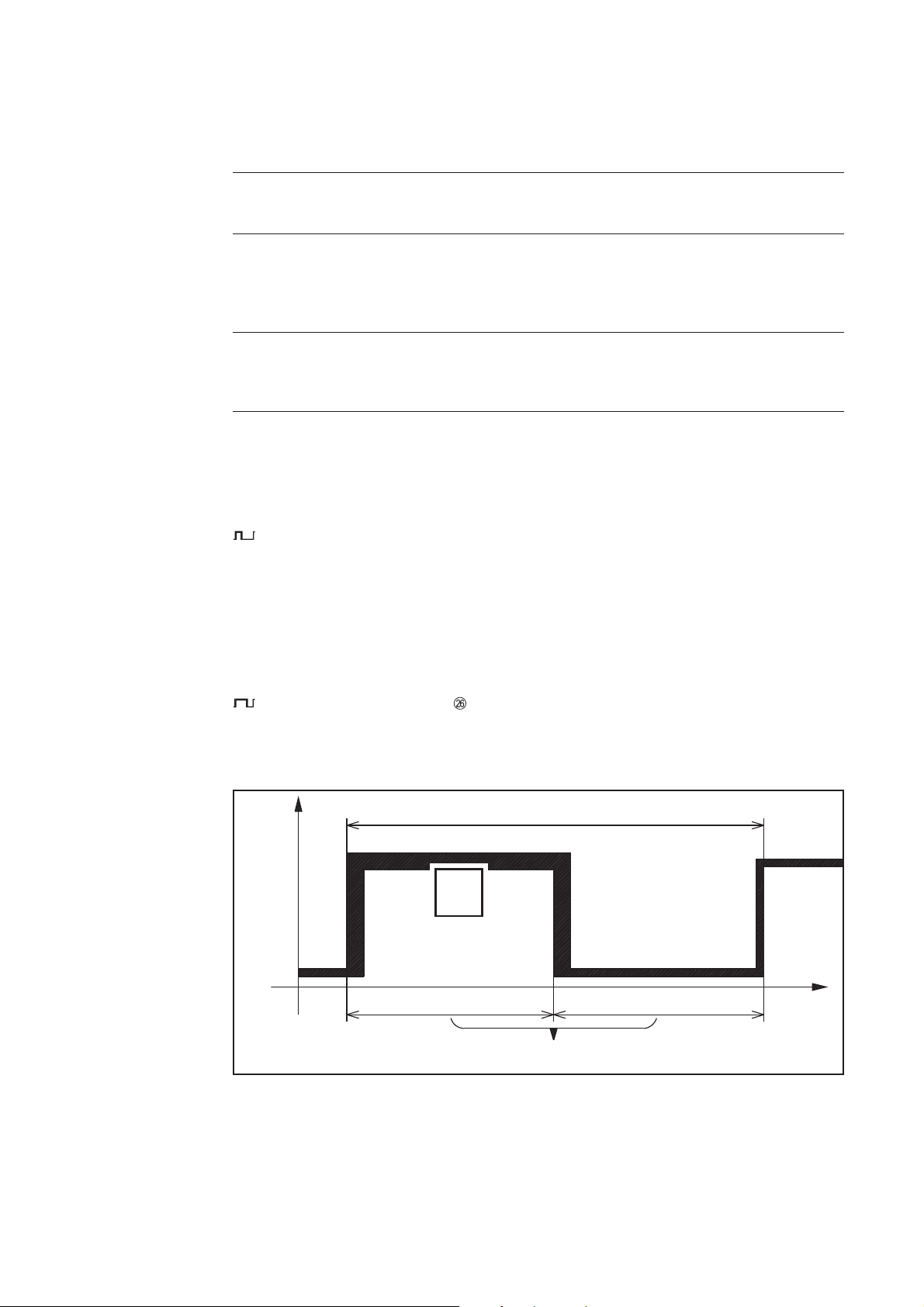
Regulador à
distância de
impulsos TIG TR
50mc
(continuação)
O regulador à distância de impulsos TR 50mc dispõe de dois modos de funcionamento.
- Regulação da corrente de impulsos I1 no regulador à distância TR 50mc
- Regulação da corrente de impulsos I1 com o regulador à distância de pedal TR
52mc
(23) Regulador da corrente de impulsos I1 (corrente principal)
- possibilidade de ajuste progressivo da corrente principal de impulsos
(24) Regulador da frequência de repetição de impulsos f (Hz)
- possibilidade de ajuste progressivo da frequência de repetição de impulsos
de acordo com a gama de frequências pré-seleccionada por meio do selector
(27).
(25) Regulador da corrente básica I
2
- A regulação da corrente básica I2 é feita percentualmente em relação ao
valor regulado da corrente de impulsos I
1
(26) Regulador do Duty-Cycle %
- Regulador de ajuste para a relação impulsos/pausas = relação percentual
entre a fase da corrente de impulsos e a fase da corrente básica
Exemplos de regulação:
Regulador do Duty-Cycle na posição "10"
- fase curta da corrente de impulsos de 10%
- fase longa da corrente básica de 90%
- baixa alimentação de calor
Regulador do Duty-Cycle na posição "50" (ver Fig. 23)
- Pulsstromphase und Grundstromphase betragen je 50%
- mittlere Wärmeeinbringung
Regulador do Duty-Cycle na posição "90"
- fase longa da corrente de impulsos de 90%
- fase curta da corrente básica de 10%
- máxima alimentação de calor
I
I
1
0
Fig. 23 Exemplo de regulação: Duty-Cycle na posição "50"
50% 50%
T= 1/f
Duty-Cycle
(Hz)
I
2
t
23

Regulador à
distância de
impulsos TIG TR
50mc
(continuação)
(27) Interruptor de gama de frequências
Modo de funcionamento
Regulação da corrente de impulsos I1 com regulador à distância
- Ligar electricamente o conector de corrente [G] da fonte de alimentação por meio
do cabo do regulador à distância ao conector (28) do regulador à distância
- Introduzir as uniões de encaixe do lado correcto e aparafusar as porcas de capa até
encostarem
- O LED (13) na fonte de alimentação pisca
- Regular o modo de funcionamento desejado através da tecla de selecção da
função (4)
- Os LEDs correspondentes (5), (6), (7) ou (8) acendem
- Pré-seleccionar a gama de frequências através do selector de banda (27)
(0,2-2 Hz / 2-20 Hz / 20-200 Hz / 200-2000 Hz)
- Regular progressivamente a corrente de impulsos I
através do regulador de ajuste
1
(23)
- Regular a corrente básica I2 através do regulador de ajuste (25) percentualmente
em relação à corrente de impulsos I
1
- Regular o Duty-Cycle através do regulador (26)
- Regular o regulador da frequência de repetição de impulsos (24) para o valor
desejado
- Indicação do valor médio da corrente de soldadura no mostrador A
- Regular os parâmetros para Down-Slope na fonte de alimentação
No modo de funcionamento de 4 ciclos, a fase de impulsos começa em Up-Slope logo
depois de se soltar o botão do queimador. Tal como se pode ver na Fig. 12, na fase de
descida da corrente é utilizado o funcionamento por impulsos.
Importante! Para que, durante o funcionamento por impulsos, se possa mudar da
corrente principal para a corrente da cratera final (sem interromper o processo de
soldadura) utilize:
- o modo de funcionamento de 4 ciclos e um queimador TIG da FRONIUS com
função de tecla dupla
- o modo de funcionamento especial de 4 ciclos e um queima dor TIG comum
Para obter mais pormenores sobre o modo de funcionamento de 4 ciclos ou sobre o
modo de funcionamento especial de 4 ciclos, leia a capítulo "Descrição dos elementos
de comando".
Premir e reter o botão do queimador
Soltar o botão do queimador
Premir e reter novamente o botão do queimador
Soltar o botão do queimador
I
f (Hz)
I
I
S
O
Início do ciclo
S
voltaico de busca I
com corrente do arco
Ignição do arco voltaico
Tempo de pré-corr. de gás
Fig. 24 Decurso do funcionamento no modo de funcionamento por impulsos com TR 50mc (4 ciclos)
1
I
de Up-Slope
Aumento pulsante
da corrente através
2
/f/Duty-Cycle
2
,I
1
I
Soldadura em modo de
funcionamento por impulsos
I
E
E
Down-Slope
Descida da corrente
com impulso através de
Fim da soldadura
Corrente da cratera final I
t
Tempo pós-corrente de gás
24
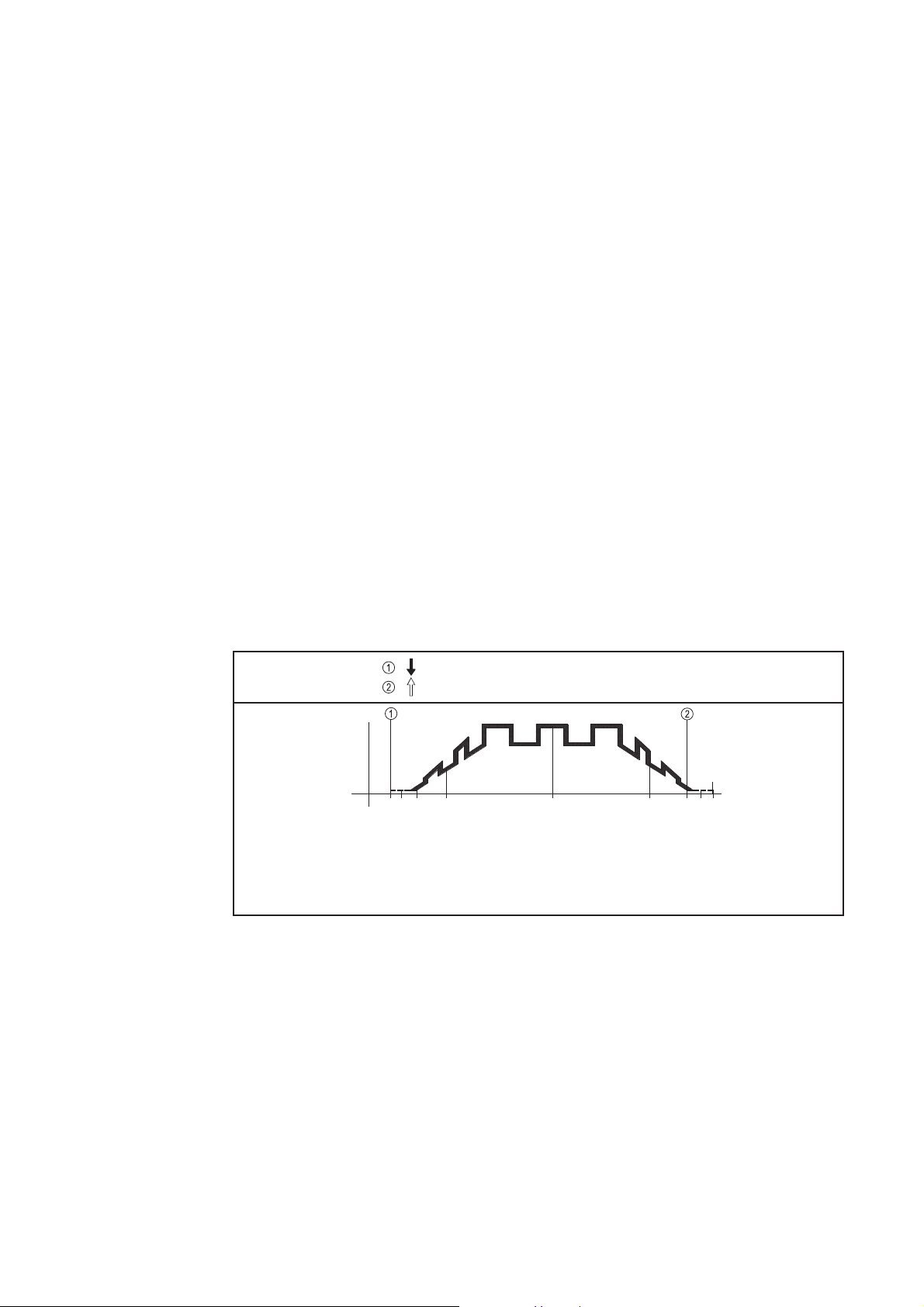
Regulador à
distância de
impulsos TIG TR
50mc
(continuação)
Modo de funcionamento
Regulação da corrente de impulsos I1 com regulador de pedal TR 52mc
Particularmente indicado na soldadura manual TIG, para poder alterar a corrente de
soldadura de impulsos durante o processo de soldadura (por exemplo, espessura
variável do material).
- Ligar electricamente o conector de corrente [G] da fonte de alimentação por meio
do cabo do regulador à distância ao conector (28) do regulador à distância de
impulsos
- Ligar electricamente o regulador à distância de impulsos (conector de corrente 29)
ao regulador à distância de pedal (conector 30)
- Introduzir as uniões de encaixe do lado correcto e aparafusar as porcas de capa até
encostarem
- Aquando da ligação do regulador à distância de pedal TR 52mc, a instalação muda
para modo de funcionamento de 2 ciclos
- O LED (13) na fonte de alimentação pisca
- Regular o modo de funcionamento desejado através da tecla de selecção da
função (4)
- Os LEDs correspondentes (5), (6) ou (8) acendem É possível o modo de funcionamento Eléctrodo - LED (5)
- Indicação do valor médio da corrente de soldadura no mostrador A (não há função
Hold)
- Iniciar o processo de ignição pisando ligeiramente o pedal
- O arco voltaico de busca, a corrente de soldadura I1 e a corrente da cratera final
também podem ser comandados com o pedal
- A corrente básica regulada I2 no TR 50mc (regulador 25) adapta-se percentualmente à corrente de impulsos I1.
- Pode desligar a corrente de soldadura soltando completamente o pedal, o processo
de soldadura é interrompido
- Inicia-se o tempo de pós-corrente de gás
Premir o pedal -> Soldadura "ON"
Soltar o pedal -> Soldadura "OFF"
I
I
O
Início do ciclo
Ignição do arco voltaico
T. de pré-corrente de gás
Fig. 25 Decurso do funcionamento em modo de funcionamento por impulsos juntamente com o regulador
à distância de pedal TR52mc (2 ciclos)
através de pedal
corrente regulável
com corrente mínima
Aumento pulsante da
1
I
2
2
- I
1
por impulsos I
de funcionamento
Soldadura em modo
através de pedal
Descida pulsante
Fim da soldadura
da corrente regulável
T. pós-corrente de gás
t
25

Regulador à
distância de
pedal TIG TR
52mc
Dadas as formas complicadas das peças a trabalhar, é necessário alterar com frequência a amperagem durante a soldadura (por exemplo, aquando da reparação de arestas
de ferramentas, do aperfeiçoamento de ferramentas de corte, etc.).
O regulador à distância de pedal TR 52mc foi pensado exactamente para esse tipo de trabalhos.
Ligação do regulador à distância
- Ligar electricamente o conector de
corrente [G] da fonte de alimentação
por meio do cabo do regulador à
distância ao conector (39) do regulador à distância. (Introduzir as uniões
de encaixe do lado correcto e aparafusar as porcas de capa até encostarem)
Fig. 26 Regulador à distância de pedal TR 52mc
Descrição do funcionamento
- Aquando da ligação do regulador à distância de pedal TR52mc a instalação muda
automaticamente para o modo de funcionamento de 2 ciclos
- Seleccionar o modo de funcionamento desejado através da tecla de selecção da
função (4)
- Os LEDs correspondentes (5), (6) ou (8) acendem - É possível o modo de funcionamento Eléctrodo (LED 5)
-
Indicação do valor médio da corrente de soldadura no mostrador A (não há função Hold)
- Regular o tempo de pré-corrente de gás e o tempo de pós-corrente de gás directamente na fonte de alimentação
- Iniciar o processo de ignição pisando ligeiramente o pedal
- O arco voltaico de busca, a corrente principal IH e a corrente da cratera final podem
ser comandados através do pedal
- Desligar a corrente de soldadura soltando completamente o pedal - o processo de
soldadura é interrompido; inicia-se o tempo de pós-corrente de gás
Limitação da corrente principal
Regule internamente a limitação da corrente máxima do regulador da corrente principal
IH (15) . Quando se carrega no pedal, a corrente de soldadura não ultrapassa o valor
pré-seleccionado. Está sempre disponível o curso máximo do pedal para a margem de
corrente seleccionada.
Premir o pedal -> Soldadura "ON"
Alteração da corrente através do pedal
Soltar o pedal -> Soldadura "OFF"
I
O
Início do ciclo
com corrente mínima
Ignição do arco voltaico
Tempo de pré-corrente de gás
Fig. 27 Decurso do funcionamento com regulador à distância de pedal TR 52mc
I
H
Aumento da corrente
regulável através de pedal
Descida da corrente
Corrente máx. de soldadura,
regulável através de pedal
limita internamente através do
regulador de corrente principal
I
H
através de pedal
Fim da soldadura
regulável através de pedal
Novo aumento da corrente
Corrente de soldadura reduzida
Descida da corrente regulável
Corrente de soldadura desejada
t
Tempo de pós-corrente de gás
26
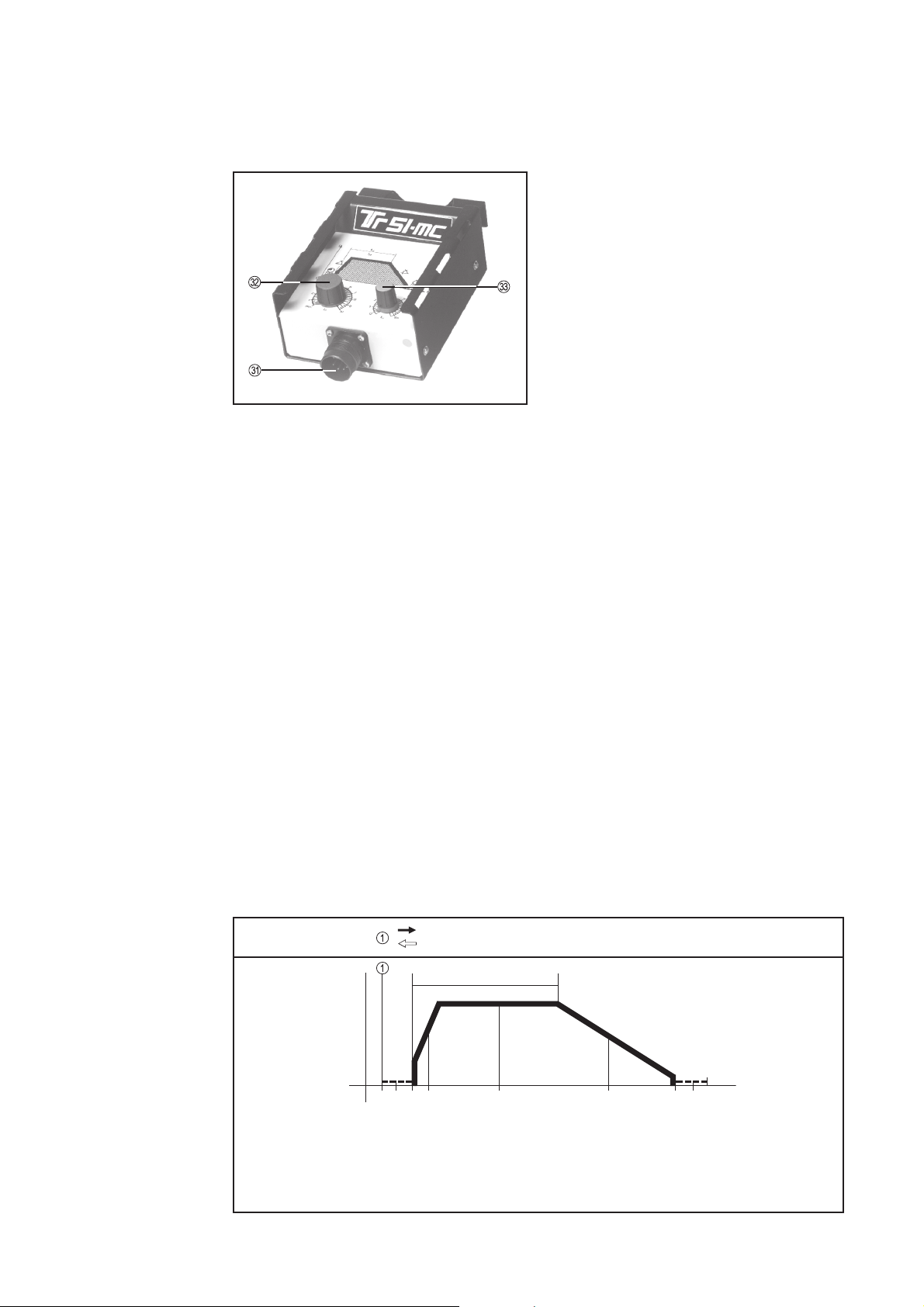
Regulador à
distância de
pontilhar TIG TR
51mc
Normalmente não é possível soldar estruturas inoxidáveis no campo das chapas finas
devido à grande estiragem do material. Neste caso é utilizada a soldadura por pontos. O
método de sol-dadura por pontos TIG permite igualmente superar sem problemas
pontos de junção a que só se tem acesso por um lado.
Ligação do regulador à distância
- Ligar electricamente o conector de
corrente [G] da fonte de alimentação
por meio do cabo do regulador à
distância ao conector (31) do regulador à distância.
- Introduzir as uniões de encaixe do
lado correcto e aparafusar as porcas
de capa até encostarem.
Fig. 28 Regulador à dist. de pontilhar TIG TR 51mc
Decurso do funcionamento
- A instalação muda para o modo de funcionamento de 2 ciclos
- O LED (8) acende
- Regular o tempo de descida da corrente na fonte de alimentação
- Utilizar um bocal de pontilhar especial (assenta isolado no cone)
- Montar o eléctrodo de tungsténio afastado do bordo do bocal (aprox. 2-3 mm
consoante o tamanho do ponto)
- Regular a corrente e o tempo de pontilhamento no regulador à distância
- Colocar o queimador sobre a chapa e exercer uma ligeira pressão sobre o material
de base
- Iniciar o processo de pontilhamento premindo o botão do queimador (evitar folgas)
O processo de pontilhamento decorre da seguinte maneira
- Puxar e soltar o botão do queimador
- Inicia-se o tempo de pré-corrente de gás
- O arco voltaico inflama-se com a corrente do arco voltaico de busca
- A corrente sobe através de Up-Slope regulado para o valor da corrente de pontilhamento regulada (regulador 32)
- Inicia-se o tempo de pontilhamento regulado (0,5 - 8 seg.) (regulador 33)
- A corrente desce no tempo regulado através de Down-Slope (regulador 11) para a
corrente da cratera final
- Inicia-se o tempo de pós-corrente de gás
Importante! Em caso de avaria, pode interromper o curso automático de pontilhamento
puxando e soltando novamente o botão do queimador.
Premir e
soltar o botão do queimador
I
O
t
H
I
H
H
t
regulada
Início do ciclo
através de Up-Slope
Aumento de corrente
Ignição do arco voltaico
Tempo de pré-corr. de gás
Fig. 29 Decurso do funcionamento com regulador à distância de pontilhar TIG TR 51mc
H
juntamente com
soldadura I
Pontos com corrente de
tempo de pontilhamento t
Descida da corrente
através de Down-Slope
Fim da soldadura
Tempo de pós-corr. de gás
27

Regulador à
distância TP mc
Utilize este regulador à distância do local de trabalho especialmente para a soldadura
manual por eléctrodos e TIG DC.
Fig. 30 Regulador à distância TPmc
(34) Regulador da corrente de soldadura
- Possibilidade de ajuste progressivo da corrente de soldadura
(35) Regulador da dinâmica
- influencia a amperagem de curto-circuito no momento da transição das gotas
(eléctrodo / peça a trabalhar)
Quando o valor da escala é “0”, a amperagem de curto-circuito não aumenta
no momento da transição das gotas (arco voltaico mais brando).
Campo de aplicação: eléctrodos de rutilo, eléctrodos com revestimento à base de
calcário na margem média e superior de amperagem
NOTA! Quando são soldados com carga parcial, os eléctrodos com revestimento à base de calcário têm tendência para se colar à peça a trabalhar.
Quando o valor da escala é “10” a amperagem de curto-circuito aumenta
substancialmente no momento da transição das gotas (arco voltaico mais duro).
Campo de aplicação: eléctrodos com revestimento à base de calcário (de gotas
grandes) desde que sejam soldados na margem inferior de corrente (costura
ascendente, aplicação nos cantos, raiz, etc.).
Importante! O aumento dos valores de ajuste no regulador da dinâmica faz com
que os eléctrodos de rutilo, os eléctrodos com revestimento à base de calcário e
os eléctrodos especiais apresentem as seguintes características:
- boa ignição
- redução de falhas de soldadura
- gripagem reduzida
- boa recolha de raízes
- em alguns casos mais salpicos
- perigo de “insucesso” na soldadura de chapas finas
28

Regulador à
distância TP mc
(continuação)
Estes sintomas não acontecem com eléctrodos de gotas pequenas (Ti), uma vez que a
transição do material ocorre quase sem curto-circuito.
V
60
50
40
30
20
10
0
REGULADOR DA DINÂMICA
Fig. 31 Influência exercida pelo regulador da dinâmica sobre a linha de corrente constante, no
momento do curto-circuito. Corrente de soldadura regulada: 100 A
50 150 200 250
100
5
100
A
(36) Regulador de ajuste de Hot-Start
- apenas em actividade na fase de ignição do eléctrodo
- melhores características de ignição mesmo com eléctrodos de difícil ignição
- melhor abertura por fusão do material de base na fase de ignição e, por
conseguinte, menos pontos frios
- evita-se a oclusão de escórias
- adição percentual à corrente de soldadura regulada
A
200
100%
150
50
HOT-START
100
0
0 1.0 t sec
Fig. 32 Fase de ignição com HOT-START; Corrente de soldadura regulada: 100A
Importante! A corrente total de Hot Start é limitada pela corrente máxima da instalação.
Ligação do regulador à distância
- Ligar electricamente o conector de corrente [G] da fonte de alimentação por meio
do cabo do regulador à distância ao conector do regulador à distância manual.
- Introduzir as uniões de encaixe do lado correcto e aparafusar as porcas de capa até
encostarem
- Colocar a tecla de selecção da função (4) na posição correcta para o modo de
funcionamento
Soldar sem regulador à distância
Os parâmetros para Hot Start e Dinâmica estão regulados no aparelho para um valor
médio.
29

Diagnóstico e resolução de avarias
ATENÇÃO! Um choque eléctrico pode ser fatal. Antes de abrir o aparelho
- colocar o interruptor de rede na posição „O“
- desligar o aparelho da rede
- colocar uma placa de aviso compreensível contra reconexão
- com a ajuda de um aparelho de medição adequado, certificar-se de que
os componentes com carga eléctrica (por exemplo, os condensadores)
estão descarregados
CUIDADO! Uma ligação insuficiente dos condutores de ligação à terra pode
causar danos pessoais e materiais graves. Os parafusos da caixa constituem
uma ligação adequada dos condutores de ligação à terra para ligar a caixa à
terra e jamais podem ser substituídos por outros parafusos sem uma ligação
segura dos condutores de ligação à terra.
Segurança
Códigos de
serviço indicados
Diagnóstico
Caso apareça nos mostradores uma mensagem de erro que esteja aqui apresentada, a
avaria só deverá ser reparada pelo serviço de assistência técnica. Tome nota da mensagem de avaria indicada, do número de série e da configuração da fonte de corrente e
forneça ao serviço de assistência técnica uma descrição detalhada da avaria.
O erro é exibido pela placa TMS16
Err 002 Curto-circuito da sonda térmica
Err 003 Interrupção da sonda térmica
Err 006 Erro de compensação real/nominal
Err 007 Erro de acesso à RAM
Err 008 Erro de acesso à SEEPROM
Err 009 Erro de sobretensão secundária
Err 012 Erro Offset ADC
Err 013 Erro Gain ADC
Err 017 Erro de sobrecorrente primária
Err 018 Erro de tensão de alimentação (+5V, +15V)
Err 021 Stack-Overflow
U-P Sobretensão primária
1. Aparelho não funciona
Interruptor principal de rede ligado, respectivo LED de estado apagado, indicadores
digitais apagados
Causa: Alimentação de rede interrompida, a ficha de rede não está inserida
Resolução: Verificar a alimentação de rede verificar eventualmente a tensão de rede
Causa: Fusível de rede danificado
Resolução: Substituir o fusível
Causa: Tomada ou ficha de rede danificadas
Resolução: Substituir as peças danificadas
30

Diagnóstico
(continuação)
2. Não é possível a entrada através do botão do queimador
Interruptor principal de rede ligado, respectivo Led de estado aceso, indicadores digitais
acesos, os Leds (9), (10), (12) não acendem aquando da entrada
Causa: A ficha de comando do queimador não está inserida ou a união de encaixe
está danificada
Resolução: Inserir e bloquear a ficha de comando, verificar a união de encaixe e, se
necessário, substituir
Causa: Botão do queimador (microinterruptor) ou linha de comando do queimador
danificados
Resolução: Reparar ou substituir o queimador
Causa: Ainda não terminou o Power on no tempo de Reset (10 seg.) após a conexão
Resolução: Aguardar cerca de 10 seg. após a conexão do interruptor principal de
rede, depois iniciar a soldadura
3. Sem corrente de soldadura
Interruptor principal de rede ligado, respectivo LED de estado aceso, indicadores digitais
acesos, os Leds (9), (10), (12) acendem aquando da entrada. AF e gás inerte disponíveis
Causa: O cabo de massa não está ligado
Resolução: Estabelecer a ligação da massa com a peça a trabalhar
Causa: O cabo de massa está inserido no conector de corrente errado
Resolução: Inserir o cabo de massa no conector
Causa: O queimador de soldadura está danificado
Resolução: Substituir o queimador
Causa: Curto-circuito no circuito de corrente de soldadura em operação EL (superi-
or a 1 seg.)
Resolução: Eliminar o curto-circuito no circuito de corrente de soldadura
4. Sem corrente de soldadura
Interruptor principal de rede (1) ligado, respectivo Led de estado aceso, indicadores
digitais (2) e (3) indicam t - S por exemplo: 8 1 °C (sobretemp. seg.)
Causa: ED ultrapassado ou ventilador danificado (o indicador indica temperatura
sec.) t - S
Resolução: Deixar arrefecer o aparelho não desligar, verificar o funcionamento do
ventilador
Causa: Alimentação de ar de refrigeração insuficiente
Resolução: Assegurar uma alimentação suficiente de ar
Causa: Peça de potência muito suja
Resolução: Purgar o aparelho com ar comprimido seco
5. Por vezes o arco voltaico rompe-se na soldadura manual por electrodos
Causa: Tensão de combustão do eléctrodo muito elevada
Resolução: Se possível, utilizar um eléctrodo alternativo
6. Sem gás inerte
Todas as funções disponíveis
Causa: Garrafa de gás vazia
Resolução: Substituir a garrafa de gás
Causa: Redutor de pressão do gás danificado
Resolução: Substituir o redutor de pressão de gás
31

ATENÇÃO! Se for necessário substituir fusíveis, tem de substituí-los por
fusíveis com os mesmos valores. Se forem utilizados fusíveis mais potentes
que causem eventuais danos, perderá o direito à garantia!
Diagnóstico
(continuação)
Causa: Tubo flexível de gás não está montado ou está danificado
Resolução: Montar ou substituir o tubo flexível de gás
Causa: Queimador de soldadura danificado
Resolução: Substituir o queimador
Causa: Válvula magnética de gás danificada
Resolução: Solicitar assistência técnica
7. Não há pós-corrente de gás
O eléctrodo de tungsténio muda de cor após o fim da soldadura
Causa: Tempo de pós-corrente de gás muito curto
Resolução: Prolongar o tempo de pós-corrente de gás através de parâmetros internos
do programa (o tempo depende da altura da corrente de soldadura)
8. O arco voltaico inflama mal
Causa: Tempo de pré-corrente de gás muito curto
Resolução: Prolongar o tempo de pré-corrente de gás
Causa: Alta frequência muito baixa
Resolução: Ver diagnóstico de erros, ponto 9
Causa: Eléctrodo de tungsténio com liga ou extremidade danificada
Resolução: Afiar novamente o eléctrodo de tungsténio
Causa: Eléctrodo de tungsténio com carga insuficiente
Resolução: Ajustar o eléctrodo à respectiva amperagem (a corrente do arco voltaico
de busca também tem de estar de acordo com o diâmetro)
Causa: Tubeira do gás suja; AF salta através da tubeira do gás para a peça a
trabalhar
Resolução: Utilizar nova tubeira cerâmica do gás
Causa: Tubeira do gás muito pequena para o diâmetro do eléctrodo utilizado
Resolução: Utilizar tubeira do gás maior
Causa: Queimador de soldadura danificado: corpo do queimador, tubo flexível de
protecção, etc. danificados
Resolução: Substituir as peças danificadas ou o queimador
9. AF muito baixa
Causa: Muito pouco ou nenhum gás inerte
Resolução: Ver diagnóstico de erros, ponto 6
10. O regulador à distância não funciona
(todas as outras funções estão disponíveis)
Causa: Cabo do regulador à distância mal ligado
Resolução: Inserir o cabo do regulador à distância do lado correcto
Causa: Regulador à distância ou cabo do regulador à distância danificados
Resolução: Substituir o regulador à distância ou o cabo do regulador à distância
Causa: Conector do regulador à distância com 10 pólos danificado
Resolução: Substituir o conector do regulador à distância
32

Cuidado, manutenção e eliminação
ATENÇÃO! Um choque eléctrico pode ser fatal. Antes de abrir o aparelho
- colocar o interruptor de rede na posição „O“
- desligar o aparelho da rede
- colocar uma placa de aviso compreensível contra reconexão
- com a ajuda de um aparelho de medição adequado, certificar-se de que
os componentes com carga eléctrica (por exemplo, os condensadores)
estão descarregados
Generalidades
Sempre que
colocar o aparelho em funcionamento
Em condições de funcionamento normais, a fonte de corrente necessita apenas do
mínimo de cuidado e manutenção. A observação de alguns pontos é, no entanto,
indispensável para que a vida útil da instalação de soldadura se mantenha por vários
anos.
- Verificar se há danos na ficha e no cabo de rede, assim como no maçarico de
soldar, no jogo de mangueiras de ligação e na ligação à terra
- Verificar se o espaço em redor do aparelho perfaz 0,5 m (1 ft. 7 in.) de modo a que
o ar de refrigeração possa afluir e sair livremente
NOTA! Além disso, nunca cobrir os orifícios de entrada e de saída do ar, nem
mesmo parcialmente.
De 2 em 2 meses
De 6 em 6 meses
Eliminação
- Caso existam: limpar o filtro do ar
- Desmontar as partes laterais do aparelho e limpar o interior do aparelho com
suficiente ar comprimido seco
NOTA! Perigo de danificação dos componentes electrónicos. Não soprar os
componentes electrónicos a curta distância.
- Em caso de muito pó, limpar também os canais de ar de refrigeração
Proceder à eliminação apenas de acordo com as disposições nacionais e regionais em
vigor.
33
Características técnicas
TransTig 1600 /
TransTig 1700
TransTig 1600 TransTig 1700
Tensão de rede 1 x 230 V 1 x 230 V
Tolerância da tensão de rede +/- 15 % +/- 15 %
Freqüência de rede 50 / 60 Hz 50 / 60 Hz
Protecção por fusível de rede de acção lenta 16 A 16 A
Potência aparente com 50% ED* 7,0 kVA 6,2 kVA
100% ED* 3,7 kVA 5,0 kVA
Cos phi 100 A 0,99 -
120 A - 0,99
Elevada eficiência 50 A 90 % -
80 A - 89 %
Margem de corrente de soldadura
TIG 2 - 160 A 2 - 170 A
EL 2 - 140 A 2 - 140 A
Corrente de soldadura TIG
10 min/40°C (104°F) 35% ED* 160 A 170 A
10 min/40°C (104°F) 60% ED* - 135 A
10 min/40°C (104°F) 100% ED* 110 A 120 A
Corrente de soldadura EL
10 min/40°C (104°F) 50% ED* 140 A 140 A
10 min/40°C (104°F) 100% ED* 100 A 115 A
Tensão de trabalho
TIG 10,1 - 16,4 V 10,1 - 16,8 V
EL 20,1 - 25,6 V 20,1 - 25,6 V
Tensão de vazio 230 V 45 V DC 92 V DC
Classe de isolamento B B
Tipo de protecção IP 23 IP 23
Tipo de refrigeração AF AF
Marca de controlo S, CE S, CE
* duração de conexão
34

Ersatzteilliste
D
Schaltplan
Spare Parts List
GB
Circuit Diagram
Liste de pièces de rechange
F
Schéma de connexions
Lista parti di ricambio
I
Schema
Lista de repuestos
E
Esquema de cableado
Lista de peças sobresselentes
P
Esquema de conexões
Onderdelenlijst
NL
Bedradingsschema
Reservdelsliste
N
Koblingsplan
Seznam náhradních dílů
CZ
Schéma zapojení
Список запасных частей
RUS
Электрическая схема
Zoznam náhradných dielov
SK
Schéma zapojenia
ud_fr_st_tb_00149 012008
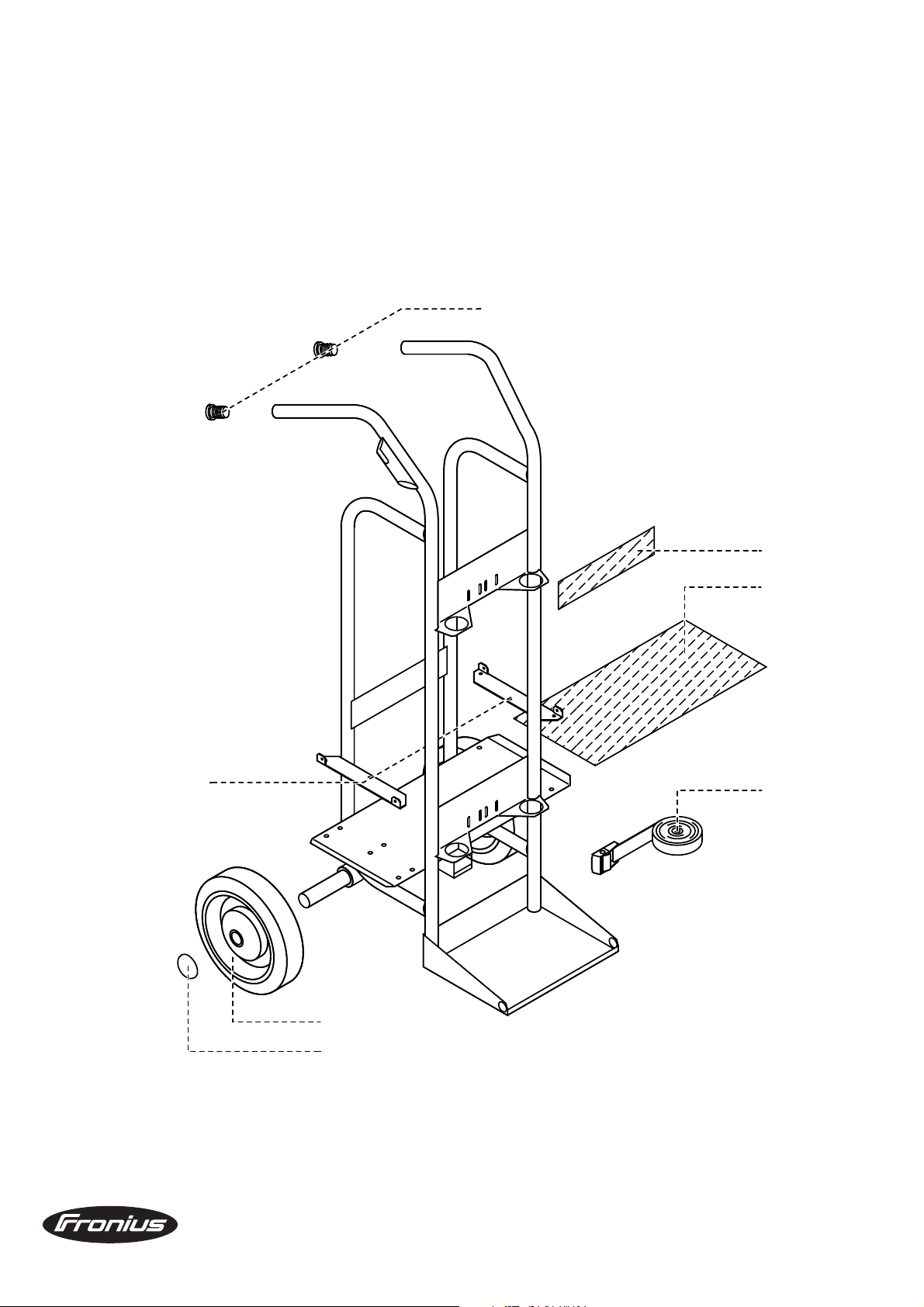
Carriage Easy- LT 4,045,917
42,0402,0215
BP2,0200,9218
42,0300,1583
42,0300,2619
42,0406,0293
44,0001,0042
44,0001,0105
Carriage Easy- LT
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_so_00701 012003
1/1

TransTig 1600 G/Z 4,075,089
TransTig 1600 G/F 4,075,089,636
TransTig 1700 G/Z 4,075,115
TransTig 1700 G/F 4,075,115,636
TransTig 1700 G/F/US 4,075,115,800
42,0406,0295
45,0200,1103
* gewünschte Länge angeben
* Specify the length required
* Indiquer la longueur désirée
* Indicar la longitud deseada
* Indicare la lunghezza desiderat
* indicar o comprimento desejado
* uved'te požadovanou délku
43,0004,0519
43,0004,1993 - US
43,0002,0295
4,070,748 - BSV16
4,070,548,Z - BPS16
43,0001,0600
42,0409,2819
43,0001,3252
42,0406,0102
42,0406,0133
12,0405,0184
BSV16
BPS16
41,0012,0047
41,0003,0267
33,0010,0308
43,0006,0153
43,0030,0021
43,0001,1144
HF66
42,0409,2530
42,0409,2987 - US
TMS16
42,0300,0648
32,0405,0183
43,0004,1670
BE2,0200,9088
42,0001,3541 - US
43,0013,0015
42,0407,0284
40,0001,0310 - *
4,070,549 - TMS16
4,070,708,Z - HF66
ZF
33,0005,0451
42,0409,2531
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,001,603
42,0407,0273
33,0005,0485
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,100,423
42,0409,2981
42,0407,0273
TransTig 1600 / 1700
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00156 012004
1/1

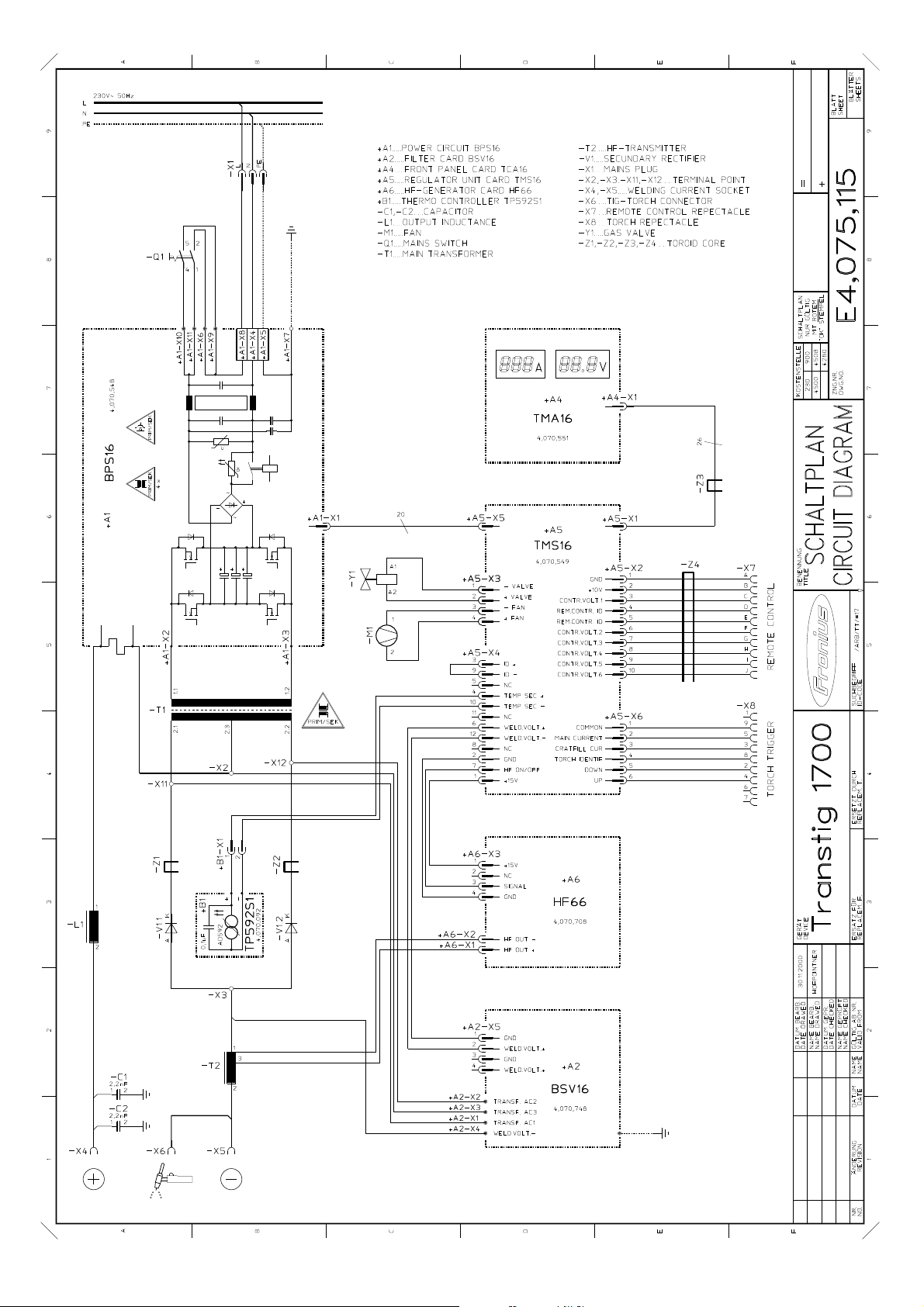

FRONIUS INTERNATIONAL GMBH
Buxbaumstraße 2, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012008
 Loading...
Loading...