


TransTig 1600
TransTig 1700
Instrucciones de uso
E
Lista de repuestos
Fuente de corriente WIG
42,0426,0023,ES 003-08112013
42,0426,0023,ES 012006


Estimado lector
Introducción
Le agradecemos la confianza que ha depositado en nosotros y le felicitamos por haber
adquirido este producto de primera calidad de Fronius. Estas instrucciones de uso le
ayudarán a familiarizarse con su uso. Mediante la lectura atenta de las instrucciones
conocerá las diversas posibilidades de uso de su producto Fronius. Solo así podrá
aprovechar al máximo sus múltiples ventajas.
Por favor tenga en cuenta también las normas de seguridad y procure usted de este
modo más seguridad en el lugar de aplicación del producto. Un manejo cuidadoso del
producto ayudará a aumentar su duración y su fiabilidad de uso. Esto son requisitos
importantes para alcanzar unos resultados extraordinarios.
ud_fr_st_et_00520 012004


Normativa de seguridad
¡PELIGRO!
¡ADVERTENCIA!
¡PRECAUCIÓN!
¡OBSERVACIÓN!
¡Importante!
„¡PELIGRO!“ Indica un peligro inminente. Si no se evita, las consecuen-
cias son la muerte o lesiones muy graves.
„¡ADVERTENCIA!“ Indica un situación potencialmente peligrosa. Si no se
evita, las consecuencias pueden ser la muerte o lesiones muy graves.
„¡PRECAUCIÓN!“ Indica una situación potencialmente dañina. Si no se
evita, las consecuencias pueden ser lesiones ligeras o daños materiales.
„¡OBSERVACIÓN!“ Indica el riesgo de resultados insatisfactorios del
trabajo y posibles daños del equipamiento.
ES
„¡Importante!“ Indica consejos de aplicación y otras informaciones particularmente
útiles. No es un término indicativo de situaciones dañinas o peligrosas.
Cuando vea uno de los símbolos representados en el capítulo „Indicaciones de seguridad“, será necesario aumentar las precauciones.
Generalidades
El aparato ha sido fabricado según el estado de la técnica y las reglas de
técnica de seguridad reconocidas. Sin embargo, en caso de una manipulación incorrecta, hay peligros para
- la integridad física y la vida del usuario o de terceros,
- el aparato y otros bienes del operador,
- el trabajo eficaz con el aparato.
Todas las personas relacionadas con la puesta en servicio, el manejo, el
mantenimiento y la reparación del aparato, deben
- tener la capacitación correspondiente,
- tener conocimientos de soldadura y
- haber leído este manual de instrucciones y seguirlo al pie de la letra.
Las Instrucciones de servicio deben guardarse siempre en el lugar de
utilización del NCD 67. Como complemento del manual de instrucciones se
debe disponer de, y observar, las reglas generales y locales aplicables para
la prevención de accidentes y la protección del medio ambiente.
Todas las indicaciones de seguridad y de peligro en el aparato
- se deben mantener en estado legible
- se deben preservar intactas, no deben ser retiradas
- no se deben cubrir, tapar con adhesivos o pintar.
Las ubicaciones de las indicaciones de seguridad y de peligro en el aparato
están descritas en el capítulo „Generalidades“ del manual de instrucciones
del aparato.
Las averías que pudiesen afectar la seguridad deben ser solucionadas
antes de encender el aparato.
¡Se trata de su seguridad!
I
ud_fr_st_sv_00503 012013

Empleo conforme a lo establecido
El aparato debe ser utilizada exclusivamente para trabajar según el uso
previsto por el diseño constructivo.
El aparato está concebido exclusivamente para el procedimiento de soldadura indicado en la placa indicadora de potencia.
Toda utilización diferente se considera como no prevista por la construcción.
El fabricante no asume responsabilidad alguna por los daños que resulten
de ello.
También forman parte del uso previsto:
- la lectura íntegra y la observación de todas las indicaciones del manual
de instrucciones
- la lectura íntegra y la observación de todas las indicaciones de seguridad y de peligros
- la observación de los trabajos de mantenimiento y de revisión.
No utilizar nunca el aparato para los siguientes usos:
- Deshielo de tuberías
- Carga de baterías/acumuladores
- Puesta en marcha de motores
El aparato está diseñado para el trabajo industrial. El fabricante no asume
la responsabilidad de daños causados por el uso en el ámbito doméstico.
El fabricante no se responsabiliza de los resultados del trabajo imperfectos
o defectuosos.
Condiciones del
entorno
Obligaciones del
operador
La operación o el almacenamiento fuera de la zona indicada se considera
como no previsto por la construcción. El fabricante no asume responsabilidad alguna por los daños que resulten de ello.
Campo de temperatura del aire del entorno:
- durante el funcionamiento: -10 °C hasta + 40 °C (14 °F hasta 104 °F)
- Transporte y almacenamiento - 25 °C hasta + 55 °C (-13 °F hasta 131 °F)
Humedad relativa:
- 50% a 40% a 104°C (104 °)
- 90% a 20% a 68°C (104 °)
Aire del entorno: sin polvo, ácidos, gases o sustancias corrosivas, etc.
Altura sobre el nivel del mar: hasta 2000 m (6500 pies)
El operador se compromete a encomendar el trabajo con el aparato exclusivamente a personas que
- estén familiarizadas con las reglamentaciones de seguridad de trabajo y
de prevención de accidentes, y que hayan sido instruidas en el manejo
del aparato
- hayan leído, comprendido y confirmado con su firma el capítulo „Indicaciones de seguridad“ y las indicaciones de aviso en este manual de
instrucciones
- cuenten con una formación que sea conforme a las exigencias que
requieren los resultados del trabajo.
ud_fr_st_sv_00503 012013
Se debe comprobar regularmente que el personal trabaje conforme a las
normativas de seguridad.
II

Obligaciones del
personal
Todas las personas encargadas de trabajar con el aparato se comprometen,
antes de iniciar estos trabajos,
- a observar las normativas básicas de seguridad en el trabajo y de
prevención de accidentes
- a leer el capítulo „Indicaciones de seguridad“ y las indicaciones de aviso
en este manual de instrucciones y confirmar con su firma que las han
comprendido y las observarán.
Antes de dejar el puesto de trabajo es necesario asegurarse de que no
puedan producirse daños personales o materiales en ausencia del usuario.
Conexión de red Por su consumo de corriente, los aparatos de alta potencia pueden repercu-
tir sobre la calidad de energía de la red.
Esta característica puede afectar a algunos tipos de aparato y manifestarse
como sigue:
- Limitaciones de conexión
- Requisitos respecto a la máxima impedancia de la red admisible
- Requisitos respecto a la mínima potencia de cortocircuito necesaria
*)
*)
Protección
propia y de
personas
*)
En cada caso, en la interfaz a la red pública
Ver los datos técnicos
En este caso, el empresario o el usuario del aparato deben asegurarse de
que la conexión del aparato está permitida y, si fuera necesario, deben
consultar el caso con la correspondiente empresa suministradora de energía.
La actividad de soldar implica una cantidad de peligros, como p.ej.:
- salto de chispas, desprendimiento de piezas metálicas calientes
- radiación de arco voltaico dañina para los ojos y la piel
- campos electromagnéticos dañinos, que significan un riesgo mortal para
los portadores de marcapasos
- peligro eléctrico por la corriente de red y la corriente de soldadura
- incremento de la carga acústica
ES
- humos de soldadura y gases nocivos
Las personas que trabajen en la pieza durante la soldadura, deben llevar la
ropa de protección adecuada, con las propiedades siguientes:
- difícilmente inflamable
- aislante y seca
- cubriendo la totalidad del cuerpo, intacta y en buen estado
- casco de protección
- pantalones sin vuelta (reborde)
III
ud_fr_st_sv_00503 012013

Protección
propia y de
personas
(Continuación)
Entre otros, también se considera parte de la vestimenta de protección:
- proteger los ojos y el rostro de los rayos UV, el calor y las chispas por
medio de una pantalla con el filtro prescrito.
- detrás de la pantalla, llevar gafas de protección reglamentarias con
protectores laterales.
- llevar calzado firme, aislante también en condiciones de humedad.
- proteger las manos con guantes adecuados (aislante eléctrico, protección térmica).
- Llevar cascos de protección de los oídos para reducir la carga acústica
y evitar posibles lesiones.
- Llevar cascos de protección de los oídos para reducir la carga acústica
y evitar posibles lesiones.
Durante el uso de los aparatos y el proceso de soldadura, mantener alejadas a todas las personas, en particular a los niños. Si a pesar de todo hay
personas en la cercanía,
- hay que informarles sobre los peligros (peligro de ser cegado por el
arco de luz, peligro de lesiones por chispas, humo de soldadura tóxico,
carga acústica, posible peligro debido a corriente de red o de soldadura,
...
- poner a disposición los medios de protección adecuados, o
- montar tabiques de protección ocortinas adecuados
Indicaciones
sobre valores de
emisión de
ruidos
Peligro por gases
y vapores dañinos
El aparato genera un máximo nivel de potencia acústica < 80 dB(A) (ref. 1
pW) en marcha sin carga, así como en la fase de enfriamiento después del
servicio según el máximo punto de trabajo admisible con carga normal
según EN 60974-1.
No es posible indicar un valor de emisión relacionado con el puesto de
trabajo para la soldadura (y el corte), ya que éste varía en función del
procedimiento y del entorno. Este valor depende de los parámetros más
diversos como, por ejemplo, el procedimiento de soldadura (soldadura MIG/
MAG, soldadura TIG), del tipo de corriente seleccionado (corriente continua,
corriente alterna), de la gama de potencia, del tipo de producto de soldadura, del comportamiento de resonancia de la pieza de trabajo, del entorno del
puesto de trabajo, etc.
Al soldar se genera humo con gases y vapores perjudiciales para la salud.
El humo de soldadura contiene sustancias que eventualmente pueden
provocar enfermedades congénitas y causar cáncer.
Mantener la cabeza alejada del humo y los gases de soldadura.
El humo y los gases nocivos
- no se deben inhalar
- se deben apirar fuera del sitio de trabajo con medios adecuados.
ud_fr_st_sv_00503 012013
Asegurar una aportación suficiente de aire fresco.
En caso de ventilación insuficiente, utilizar una máscara de respiración con
alimentación de aire.
En caso de duda sobre la capacidad de aspiración, comparar los valores de
emisión de sustancias dañinas con los valores límites admitidos.
Cerrar la válvula de la bombona de gas protector o la alimentación de gas
central si no se realizan trabajos de soldadura.
IV

Peligro por gases
y vapores dañinos
(Continuación)
Los componentes siguientes, entre otros, son responsables del grado de
nocividad del humo de soldadura:
- metales utilizados para la pieza a soldar
- electrodos
- revestimientos
- limpiadores, desengrasantes y similares
Por este motivo se deben tener en cuenta las hojas de datos de seguridad
de los materiales y las indicaciones de los fabricantes que hacen referencia
a los componentes citados.
Mantener los vapores inflamables (p.ej. vapores de solventes) alejados del
ámbito de radiación del arco voltaico.
Peligro por
proyección de
chispas
Peligros por
corriente de red y
corriente de
soldadura
La proyección de chispas puede causar incendios y explosiones.
Nunca soldar cerca de materiales inflamables.
Los materiales inflamables deben estar a por lo menos 11 metros (35 pies)
del arco voltaico, o llevar una cobertura homologada.
Tener preparado un extintor adecuado y certificado.
Las chispas y piezas de metal caliente también pueden pasar a otras zonas
del entorno a través de pequeñas ranuras y aperturas. Tomar las medidas
necesarias para evitar que haya riesgos de lesiones y de fuego.
No soldar en zonas con riesgo de inflamación o de explosión, ni en depósitos, recipientes o tubos cerrados, si éstos no estuvieran preparados según
las normas nacionales e internacionales.
No está permitido soldar en recipientes que contengan o hubieran contenido gases, carburantes, aceites minerales y similares. Hay peligro de explosión debido a los residuos.
Por lo general, una descarga eléctrica puede resultar mortal.
No tocar las piezas bajo tensión dentro y fuera del aparato.
En la soldadura MIG/MAG y TIG también llevan tensión el alambre de
soldar, la bobina de alambre, los rodillos de accionamiento, así como todas
las piezas metálicas que están en contacto con el alambre de soldar.
ES
Colocar siempre el avance de alambre sobre una superficie suficientemente
aislada, o sobre un soporte adecuado de avance de alambre con aislamiento.
Proporcionar una protección adecuada para el propio usuario y las personas, frente al potencial de tierra o de masa, con una base o cubierta seca y
aislante. La base o cubierta debe cubrir completamente toda la zona entre
el cuerpo y el potencial de masa.
Todos los cables y conductos deben ser resistentes, estar intactos, aislados
y tener un tamaño suficiente. Las conexiones flojas, los cables o conductos
chamuscados, dañados o de tamaño insuficiente deben ser sustituidos
inmediatamente.
V
ud_fr_st_sv_00503 012013

Peligros por
corriente de red y
corriente de
soldadura
(Continuación)
No colocar los cables o conductos alrededor del cuerpo o de miembros.
El electrodo de soldar (varilla, electrodo de tungsteno, alambre de soldar,...)
- nunca se debe sumergir en líquidos para enfriarlo
- nunca se debe tocar con la fuente de corriente encendida.
Entre los electrodos de soldar de dos aparatos de soldar puede haber, p.ej.
el doble de la tensión de marcha sin carga de una aparato de soldar. Al
tocar simultáneamente los potenciales de ambos electrodos puede eventualmente haber un riesgo de muerte.
Hacer comprobar regularmente por un electricista el funcionamiento del
conductor de alimentación de red y del aparato.
Utilizar el aparato solamente en una red con conductor protector y una base
de enchufe con contacto de conductor protector.
Si el aparato se utilizase en una red sin conductor protector y en una base
de enchufe sin contacto de conductor protector, esto se consideraría una
negligencia grave. El fabricante no asume responsabilidad alguna por los
daños que resulten de ello.
Si es necesario, con los medios adecuados se proporcionará la conexión de
tierra suficiente de la pieza a soldar.
Corrientes de
fuga
Desconectar los aparatos que no se utilicen.
Al realizar trabajos a una gran altura, llevar un arnés de seguridad para
evitar caídas.
Antes de trabajar en el aparato, desconectarlo y desenchufarlo de la red.
Asegurar el aparato con un letrero legible y comprensible para evitar que
sea enchufado y encendido indebidamente.
Después de abrir el aparato:
- descargar todos los componentes que almacenan carga eléctrica
- asegurar que todos los componentes estén sin corriente.
Si fuera necesario trabajar en piezas bajo tensión, recurrir a una segunda
persona que desconectase a tiempo el interruptor principal.
Si no se observan las indicaciones siguientes, es posible que se generen
corrientes vagabundas, que pueden causar lo siguiente:
- peligro de incendio
- calentamiento excesivo de componentes, que están unidos a la pieza a
soldar
- destrucción de conductores protectores
- daños al aparato y a otras instalaciones eléctricas
ud_fr_st_sv_00503 012013
Establecer una unión firme de la pinza con la pieza a soldar.
Sujetar la pinza de la pieza a soldar lo más cerca posible del punto de
soldadura.
En el caso de un suelo conductor, colocar el aparato con un aislamiento
suficiente respecto al suelo.
Al utilizar distribuidores de corriente, tomas de doble cabezal, etc. tenga en
cuenta lo siguiente: el electrodo del soplete para soldar/portaelectrodos no
VI

Corrientes de
fuga
(Continuación)
utilizado también es conductor de potencia. Procure que el lugar de almacenamiento del soplete para soldar/portaelectrodos no utilizado esté
suficientemente aislado.
En caso de aplicaciones MIG/MAG automatizadas, el electrodo de soldadura aislado sólo se debe conducir desde el bidón de hilo de soldadura, la
bobina grande o la bobina de hilo hacia el avance de hilo.
Clasificaciones
de aparatos CEM
Medidas de
compatibilidad
electromagnética
(CEM)
Aparatos de la clase de emisión A:
- Sólo están destinados al uso en zonas industriales.
- Pueden provocar perturbaciones condicionadas a la línea e irradiadas
en otras regiones.
Aparatos de la clase de emisión B:
- Cumplen los requisitos de emisión en zonas residenciales e industria-
les. Lo mismo es aplicable a zonas residenciales en las que se produce
el suministro de energía desde una red de baja tensión pública.
Clasificación de aparatos CEM según la placa de características o los datos
técnicos
En casos especiales puede ocurrir que, a pesar de cumplir valores límite de
emisión normalizados, se produzcan influencias para el campo de aplicaciones previsto (por ejemplo, cuando hay aparatos sensibles en el lugar de
emplazamiento o cuando el lugar de emplazamiento se encuentra cerca de
receptores de radio o televisión).
En este caso, el empresario está obligado a tomar unas medidas adecuadas para eliminar las perturbaciones.
Comprobar y evaluar los posibles problemas y la resistencia a interferencias de las instalaciones del entorno, según las normativas nacionales e
internacionales:
- dispositivos de seguridad
- conductores de red, de señales y de transmisión de datos
- instalaciones de informática y de telecomunicaciones
- instalaciones de medición y calibración
ES
Medidas de apoyo para evitar problemas de compatibilidad electromagnética:
a) alimentación de red
- si se presentaran interferencias electromagnéticas a pesar de una
conexión de red reglamentaria, tomar medidas adicionales (p.ej. utilizando filtros de red adecuados).
b) conductores de soldadura
- mantenerlos lo más cortos posible
- tenderlos bien juntos (también para evitar los problemas electromagnéticos)
- y alejados de otros conductores
c) compensación de potencial
d) conexión a tierra de la pieza
- si fuera necesario, establecer la tierra a través de condensadores
adecuados.
e) blindaje, si fuera necesario
- blindar otras instalaciones en el entorno.
- blindar toda la instalación de soldar.
VII
ud_fr_st_sv_00503 012013

Medidas de
campos electromagnéticos
Los campos electromagnéticos pueden causar daños a la salud, que aún
no se conocen.
- efectos nocivos para la salud de personas en la proximidad, p.ej. portadores de marcapasos y de aparatos auditivos
- los portadores de marcapasos deben consultar a su médico antes de
acercarse o permanecer en la cercanía del aparato y del proceso de
soldadura.
- por razones de seguridad, mantener la máxima distancia posible entre
los cables de soldadura y la cabeza/torso del soldador.
- no llevar los cables de soldadura ni el haz de cables sobre el hombro y
no enrollarlos en el cuerpo o partes del cuerpo.
Puntos de peligro especiales
Mantener las manos, el pelo, la ropa y las herramientas alejadas de las
piezas móviles, como por ejemplo:
- ventiladores
- engranajes
- Rodillos
- ejes
- bobinas de alambre y alambres de soldar
No introducir la mano en las ruedas dentadas del accionamiento de alambre.
Las cubiertas y las piezas laterales sólo pueden ser retiradas/abiertas
durante los trabajos de mantenimiento y reparación.
Durante el funcionamiento:
- asegurar que todas las cubiertas estén cerradas y que todos los laterales estén montados correctamente.
- mantener todas las cubiertas y los laterales cerrados.
La salida del alambre de soldar del soplete implica un alto riesgo de lesiones (perforación de la mano, lesiones de la cara y los ojos...). Por eso
mantener siempre el soplete alejado del cuerpo (aparatos con avance de
alambre).
No tocar la pieza durante y después de la soldadura - peligro de quemadura.
ud_fr_st_sv_00503 012013
Mientras las piezas se enfrían pueden desprender escoria. Llevar el equipo
de protección reglamentario y asegurar la seguridad de otras personas
también durante el tratamiento posterior de piezas.
Dejar enfriar el soplete y otros componentes del equipo con alta temperatura de trabajo, antes de trabajar en los mismos.
En los espacios con riesgos de fuego y de explosión se aplican reglas
especiales; observar las correspondientes normativas nacionales e internacionales.
Las fuentes de corriente para trabajos en espacios con elevado riesgo
eléctrico (p.ej. calderas) deben estar marcadas con el signo (Safety). Sin
embargo, la fuente de corriente no debe encontrarse en estos recintos.
Peligro de escaldadura a causa de la salida de agente refrigerante. Antes
de desenchufar las conexiones del avance o retorno del agua, desconectar
el aparato refrigerador.
VIII

Puntos de peligro especiales
(Continuación)
Utilizar sólo los adecuados mecanismos prensores de carga del fabricante
para el transporte por grúa de aparatos.
- Colgar las cadenas olos cables en los puntos de sujeción previstos del
medio de sujeción de carga adecuado.
- Cadenas oLos cables deberán tener el ángulo más pequeño posible
respecto a la vertical.
- Quitar la bombona de gas y el avance de alambre (aparatos MIG/MAG y
TIG).
Al suspender el avance de alambre de una grúa durante la soldadura,
utilizar siempre un dispositivo de suspensión de avance de alambre adecuado y aislante (aparatos MIG/MAG y TIG).
Si el aparato está equipado con una correa de transporte o un asa de
transporte, éstas sólo deberían utilizarse para el transporte manual. La
correa de transporte no es apta para el transporte por medio de una grúa,
carretilla elevadora u otras herramientas elevadoras mecánicas.
Comprobar periódicamente todos los medios de fijación (correas, hebillas,
cadenas, etc.) que se utilicen en relación con el equipo o sus componentes
(por ejemplo, con respecto a daños mecánicos, corrosión o cambios provocados por otras influencias ambientales).
El intervalo y alcance de las pruebas deben cumplir al menos las normas y
directivas nacionales vigentes en cada momento.
ES
Merma de los
resultados de
soldadura
Peligro por
bombonas de
gas protector
Peligro de escape imperceptible del gas protector (incoloro e inodoro), en
caso de que se utilice un adaptador para conectar el gas protector. La rosca
del adaptador para conectar el gas protector, que se encuentra en un lado
del aparato, se tiene que obturar, antes del montaje, con una cinta de teflón
apropiada.
Se deben cumplir las siguientes especificaciones relativas a la calidad del
gas protector para garantizar un funcionamiento seguro y correcto del
sistema de soldadura:
- Tamaño de las partículas sólidas <40µm
- Punto de rocío de presión <-20°C
- Máx. contenido de aceite <25mg/m³
Utilizar filtros si fuera necesario.
¡OBSERVACIÓN! Existe peligro de suciedad especialmente en
caso de conductos anulares.
Las bombonas de gas protector contiene gas bajo presión y pueden explotar en caso de daño. Dado que las bombonas de gas protector forman parte
del equipo de soldar, deben ser tratadas con sumo cuidado.
Proteger las bombonas de gas protector con gas comprimido contra el
exceso de calor, los golpes mecánicos, la escoria, las llamas abiertas, las
chispas y los arcos voltaicos.
Montar las bombonas de gas protector verticalmente y sujetarlas según las
instrucciones, para que no puedan volcar.
Mantener las bombonas de gas protector alejadas de los circuitos de
corriente de soldadura y otros de tipo eléctrico.
IX
ud_fr_st_sv_00503 012013

Peligro por
bombonas de
gas protector
(Continuación)
Nunca colgar un soplete sobre una bombona de gas protector.
Nunca tocar una bombona de gas protector con un electrodo de soldar.
Peligro de explosión - nunca soldar en una bombona de gas protector bajo
presión.
Utilizar siempre únicamente las bombonas de gas protector adecuadas para
la aplicación, con los accesorios correspondientes (reguladores, mangueras
y valvulería...) . Utilizar solamente bombonas de gas protector y accesorios
en buen estado.
Al abrir la válvula de una bombona de gas protector, apartar la cara de la
salida.
Cuando no se esté soldando, cerrar la válvula de gas protector.
Cuando la bombona de gas protector no esté conectada, dejar puesta la
tapa en la válvula de la misma.
Observar las instrucciones del fabricante y las correspondientes normativas
nacionales e internacionales para bombonas de gas protector y accesorios.
Medidas de
seguridad en el
sitio de colocación y durante el
transporte
¡Un aparato que vuelque puede ser un peligro mortal! Colocar el aparato de
modo estable, sobre una base plana y firme.
- Se admite un ángulo de inclinación máxima de 10º.
En los recintos con riesgo de incendio y de explosión se aplican reglamen-
taciones especiales
- observar las correspondientes normativas nacionales e internacionales.
Por medio de instrucciones y controles internos, asegurarse de que el
entorno del puesto de trabajo siempre esté limpio y ordenado.
Colocar y manejar el aparato solo de conformidad con el tipo de protección
indicado en la placa indicadora de potencia.
Al colocar el aparato, dejar una distancia en torno a él de 0,5 m aprox.,
para que el aire de refrigeración pueda circular sin problemas.
Al transportar el aparato, asegurarse que se respeten las normativas nacionales y regionales aplicables y el reglamento de prevención de accidentes.
Esto se aplica especialmente a las directrices relativas a los peligros durante el transporte y el desplazamiento.
Antes de transportar el aparato, dejar salir por completo el refrigerante y
desmontar los siguientes componentes:
- Aparato de avance del alambre
- Bobina de alambre
- Superficie de atmósfera protectora
ud_fr_st_sv_00503 012013
Después del transporte y antes de la puesta en marcha, realizar siempre un
examen visual del aparato para comprobar si hay algún daño. Antes de la
puesta en marcha, hacer reparar los daños que se puedan descubrir por
personal debidamente formado.
X

Medidas de
seguridad durante el servicio
normal
Utilizar el aparato solamente cuando todos los dispositivos de protección
estén plenamente funcionales. Si los dispositivos de protección no están
plenamente funcionales, hay peligros para
- la integridad física y la vidad del operario o terceros,
- el aparato y otros bienes del operador
- el trabajo eficiente con el trabajo.
Reparar los dispositivos de protección que no funcionen perfectamente,
antes de encender el aparato.
Nunca rodear los dispositivos de protección ni ponerlos fuera de servicio.
Antes de encender el aparato, asegurarse de que nadie esté en peligro.
- Revisar el aparato al menos un vez por semana, para detectar daños
externos y comprobar la aptitud funcional de los dispositivos de protección.
- Siempre sujetar bien la bombona de gas protector y quitarla para el
transporte con grúa.
- Solamente el refrigerante original del fabricante es apto, gracias a sus
propiedades (conductividad eléctrica, anticongelante, compatibilidad con
material, inflamabilidad...), para el uso en nuestros aparatos.
- Utilizar exclusivamente el refrigerante original del fabricante adecuado.
- No mezclar los refrigerantes originales del fabricante con otros productos refrigerantes.
- En caso de daños al utilizar otros refrigerantes, el fabricante no asume
la responsabilidad y la garantía pierde su validez.
- En determinadas condiciones, el refrigerante es inflamable. Transportar
el refrigerante solamente en los envases originales cerrados y mantenerlo alejado de fuentes de inflamación.
- Eliminar correctamente el refrigerante usado, según las normativas
nacionales e internacionales. Su centro de servicio o la página web del
fabricante le proporcionarán la hoja de datos de seguridad.
- Comprobar el nivel de refrigerante en el equipo frío, antes de cada inicio
de soldadura.
ES
Mantenimiento y
reparación
En el caso de piezas de otras marcas no se garantiza que éstas fueran
diseñadas y fabricadas para los requisitos de carga y de seguridad. Utilizar
exclusivamente repuestos y consumibles originales (aplicable también a
piezas normalizadas).
Sin la correspondiente autorización del fabricante, no efectuar ningún tipo
de modificaciones en el aparato.
Cambiar inmediatamente los componentes que no estén en perfecto estado.
Para los pedidos, indicar la denominación exacta y la referencia de la lista
de repuestos, así como el número de serie de su aparato.
XI
ud_fr_st_sv_00503 012013

Comprobación
relacionada con
la técnica de
seguridad
El fabricante recomienda encomendar, al menos cada 12 meses, una
comprobación relacionada con la técnica de seguridad del aparato.
El fabricante recomienda realizar una calibración de las fuentes de corriente
en un intervalo de 12 meses.
Se recomienda que un electricista especializado homologado realice una
comprobación relacionada con la técnica de seguridad en los siguientes
casos
- Tras cualquier cambio
- Tras montajes o transformaciones
- Tras reparación, cuidado y mantenimiento
- Al menos cada doce meses.
Para la comprobación relacionada con la técnica de seguridad se deben
observar las normas y directivas nacionales e internacionales.
Su centro de servicio le proporcionará información más detallada para la
comprobación relacionada con la técnica de seguridad y la calibración. Bajo
demanda, también le proporcionará la documentación necesaria.
Eliminación
Identificación de
seguridad
¡No tire este aparato junto con el resto de las basuras domésticas!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de
aparatos eléctricos y electrónicos y su transposición al derecho nacional,
los aparatos eléctricos usados deben ser recogidos por separado y reciclados respetando el medio ambiente. Asegúrese de devolver el aparato usado
al distribuidor o solicite información sobre los sistemas de desecho y recogida locales autorizados.
¡Hacer caso omiso de la presente directiva europea puede acarrear posibles efectos sobre el medio ambiente y su salud!
Los aparatos con el marcado CE cumplen con los requisitos básicos de la
directriz de baja tensión y compatibilidad electromagnética (p.e., las normas
de producto relevantes de la serie de normas EN 60 974).
Los aparatos con la marca de certificación CSA cumplen con los requisitos
de las normas aplicables para Canadá y EE.UU.
Seguridad de
datos
Derecho de
propiedad intelectual
ud_fr_st_sv_00503 012013
El usuario es el responsable de garantizar la seguridad de los datos frente a
cambios en los ajustes de fábrica. El fabricante no se hace responsable en
el caso de que se borren los ajustes individuales.
La propiedad intelectual de este manual de instrucciones pertenece al
fabricante.
El texto y las ilustraciones corresponden al estado de la técnica en la fecha
de impresión. Queda reservado el derecho a realizar modificaciones. El
contenido del manual de instrucciones no justifica ningún tipo de derecho
por parte del comprador. Agradecemos todas las sugerencias de mejoras y
la indicación de errores en el manual de instrucciones.
XII

Tabla de contenido
Informaciones generales............................................................................................................................... 2
Principio de funcionamiento ..................................................................................................................... 2
Construccion del aparato ......................................................................................................................... 2
Secuencia de funcionamiento .................................................................................................................. 2
Descripcion de los mandos ........................................................................................................................... 3
Panel de control TT 1700 ......................................................................................................................... 3
Descripción de las funciones ................................................................................................................... 3
Conexiones, interruptores y ampliaciones del sistema ................................................................................. 6
Conexiones en el frente de los aparatos .................................................................................................. 6
Conexiones y conmutadores en el lado posterior del aparato ................................................................. 6
Montaje de una antorcha de soldadura TIG refrigerada por gas................................................................... 7
Modelo con acoplamiento central de la antorcha GWZ ........................................................................... 7
Modelo con acoplamiento central de la antorcha F de Fronius ................................................................ 7
Puesta en servicio general ............................................................................................................................ 8
Explotación de redes................................................................................................................................ 8
Instrucciones de instalacion ..................................................................................................................... 8
Modos de operación TIG ............................................................................................................................... 9
Generalidades .......................................................................................................................................... 9
Modo 2 tiempos ....................................................................................................................................... 9
Modo especial 2 tiempos ....................................................................................................................... 10
Funcionamiento por 4 tiempos - sin reducción intermedia ...................................................................... 11
Funcionamiento por 4 tiempos - con reducción intermedia ................................................................... 12
Funcionamiento especial por 4 tiempos - Variante I ..............................................................................13
Funcionamiento especial por 4 tiempos - Variante II / III / IV / V ............................................................ 14
Trabajo con los niveles de programa .......................................................................................................... 16
Entrada en los diferentes niveles de programa ...................................................................................... 16
Nivel de preajustes --- ............................................................................................................................ 16
Nivel del menu de servicio P1 ................................................................................................................ 16
Nivel de cerradura de codigo P2 ............................................................................................................ 17
Soldadura TIG con cebado de alta frecuencia (HF) .................................................................................... 18
Puesta en servicio .................................................................................................................................. 18
Soldadura TIG con (sin HF) ........................................................................................................................ 20
Puesta en servicio .................................................................................................................................. 20
Soldadura manual con electrodos revestidos ............................................................................................. 21
Puesta en servicio .................................................................................................................................. 21
Servicio de telecomando general ................................................................................................................ 22
Mando a distancia TIG pulsado TR 50mc .............................................................................................. 22
Mando a distancia TIG de pedal TR 52mc............................................................................................. 26
Mando a distancia para soldadura por puntos TIG TR 51mc ................................................................. 27
Mando a distancia TPmc........................................................................................................................ 28
Diagnóstico y solución de errores ............................................................................................................... 30
Seguridad ............................................................................................................................................... 30
Códigos de servicio mostrados .............................................................................................................. 30
Diagnóstico y solución de errores .......................................................................................................... 30
Cuidado, mantenimiento y eliminación ........................................................................................................ 33
Datos técnicos............................................................................................................................................. 34
TransTig 1600 / TransTig 1700 ............................................................................................................. 34
Lista de repuestos
Esquema de cableado
Fronius Worldwide
1

Informaciones generales
Principio de
funcionamiento
Construccion del
aparato
Secuencia de
funcionamiento
El rectificador de soldadura TRANSTIG 1600 / 1700 (CC), concebido como máquina de
soldadura conmutada por transistor, representa el último avance en instalaciones de
soldadura controlada por transistores. Es una máquina especialmente apropiada para
soldadura TIG, manual con electrodos en zonas de corriente continua. Entre las características más ventajosas e importantes en la fabricación y reparación de este aparato
destacan sus dimensiones mínimas, su peso reducido y su bajo consumo de energía.
Lleva incorporado de serie el mando Up/Down (regulación continua de la corriente de
soldadura mediante el gatillo de la pistola).
El chasis de chapa revestido al polvo, los elementos de mando protegidos por un
bastidor de material plástico y las tomas de corriente con cierre bayoneta son algunas
de las características de un aparato que cumple con los requisitos más elevados. La
correa de transporte permite llevar el aparato con comodidad tanto por la planta como
por las obras.
La tensión de alimentación es rectificada. Por medio de un transistor rápido esta tensión
continua se invierte a una frecuencia de 100 kHz. El transformador de soldadura produce la tensión de trabajo necesaria y suministrada de manera rectificada y convertida por
el ondulador en los terminales de salida. Un regulador electrónico o un inversor transistorizado adapta las características de la fuente de potencia al procedimiento de soldadura seleccionado
El piloto de orden de marcha se enciende
Ajuste de la corriente de soldadura con el regulador
de corriente de soldadura - Comienzo de soldadura
+45°C en el termodisipador -> Ventilación MARCHA
+40°C en el termodisipador -> Ventilación PARO
+85°C en el termodisip. secundario -> Corriente de soldadura PARO
+80°C en el termodisip. secundario -> Corriente de soldad. MARCHA
Fig. 1 Principio del mando automático de seguridad térmica
seguridad térmica
Mando automático de
2

Descripcion de los mandos
¡ADVERTENCIA! El manejo incorrecto puede causar graves daños personales
y materiales. No se deben utilizar las funciones descritas antes de haber leído
y comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
Panel de control
TT 1700
214 3
8
Descripción de
las funciones
11
10
9
13
15
16
Fig. 2 Panel frontal de Transtig 1700
Pos. Función
(1) Interruptor principal MARCHA / PARADA (ver fig.5)
(2) Amperimetro numerico
Indicador de corriente principal
Valor teórico -> corriente de soldadura deseada
Valor real -> corriente de soldadura real
(3) Voltimetro numerico
Visualización de la tensión de soldadura
(4) Selector de modo de funcionamiento
7
6
5
12
4
a) func. a 2 tiempos -> soldadura TIG con cebado alta frecuencia
b) func. a 4 tiempos -> soldadura TIG con cebado alta frecuencia
+ c) func. a 2 tiempos -> soldat. TIG con cebado por contacto
+ d) func. a 4 tiempos -> soldat. TIG con cebado por contacto
- La dinámica del arco eléctrico y la ayuda al cebado están fuera de servicio
- Cuando se utilizan los mandos a distancia TR50mc, TR51mc y TR52mc, la
comutación al modo de funcionamiento correspondiente se efectúa automáticamente.
- Los indicadores LED (7) u (8) respectivamente (6) + (7) or (6) + (8) se encienden
3

Descripción de
las funciones
(continuación)
e) Soldadura manual con electrodos revestidos
- EL LED (5) se enciende y se visualiza la tensión de vacío
- Las características de soldadura son los valores definidos para DINAMICA Y
AYUDA AL CEBADO.
- Los parámetros pueden ser modificados con el mando a distancia Tpmc y el
menú interno en la posición del selector de modo de funcionamiento.
(5) LED para soldadura manual con electrodo revestido
- Accionar selector de modo de funcionamiento (4)
- El LED (10) para corriente principal I
se enciende solamente cuando se está
H
soldadndo
- La corriente de soldadura está presente en el conector de corriente [B].
- La corriente de soldadura puede regularse mediante el regulador de corriente
principal (15) o por el regulador (34) del mando a distancia TPmc
(6) LED de cebado por contacto
- Accionar selector de modo de funcionamiento (4)
- Encendido junto con LED (7) u (8)
- Para cebar el arco tocar la pieza con el electrodo de tungsteno una vez
accionado el gatillo de la pistola.
- La corriente de cortocircuito que circula durante el contacto con la pieza
corresponde a la corriente mínima.
Cuándo utilizar el cebado por contacto: siempre que la alta frecuencia del
proceso de cebado cause perturbaciones ext.
(7) LED para funcionamiento a 4 tiempos
(8) Indicador LED para modo 2 tiempos
(9) Indicación LED corriente inicial I
S
- se ilumina cuando la corriente inicial IS está activa
(10) Indicación LED corriente principal I
H
- se ilumina cuando la corriente principal IH está activa
(11) DOWN-SLOPE o tiempo de reducción de corriente
- Velocidad de reducción de corriente ajustable de continuo desde corriente
principal hasta corriente de cráter final I
E
Rango de ajuste: de 0,1 hasta 20 segundos
- Al activar el potenciómetro de Down-Slope se muestra el valor seleccionado
durante 3 segundos
p.ej.: d S L 1.0
(12) Indicación LED corriente de cráter final I
E
- se ilumina cuando la corriente de cráter final IE está activa
(13) Indicador LED para soldadura pulsada TIG
- En cuanto el mando a distancia TIG pulsado TR 50mc está conectado, el
LED (13) pasa a intermitencia (capítulo "Mando a distancia TIG pulsado TR
50mc")
(14) LED "HOLD"
- Permite el contr. posterior de los parámetros de soldadura
- Se enciende después de guardar el valor real (final de proceso)
- El valor medio aparece en los displays (2) y (3) (valores de corriente de
soldadura y de tensión de soldadura medidos antes de la finalización de la
soldadura).
- La función está activa en cada modo de funcionamiento (excepto telecomandada por pedal, impulsos por telecomando de pedal e impulsos hasta 20 Hz).
4

Descripción de
las funciones
(continuación)
Posibilidades de borrado de la función HOLD
- Accionando el gatillo de la pistola en el periodo de interrupción de la soldadura
- Desconexión y reconexión del aparato de soldadura
- Desajuste del regulador de corriente de soldadura (15) en los tiempos de
reposo
- Conmutación del selector de modo de funcionamiento (4)
- Cada vez que se empiece a soldar
(15) Regulador de corriente principal IH = corriente de soldadura
- Ajuste continuo en el rango 2-140 A EL o de 2-160 A o 170 A WIG
- LED (10) encendido (solamente en los modos de funcionamiento de electrodo)
- El amperímetro numérico indica el valor de corriente en vacío y conmuta
después automáticamente a la visualización del valor real.
valor teórico -> corriente de soldadura deseada
valor real -> corriente de soldadura real
(16) Corriente de crater final I
E
- Solamente es posible durante el funcionamiento a 4 tiempos
- Ajuste en tanto por ciento de la corriente principal
Durante el comando del potenciómetro de corriente de cráter final el valor
ajustado está indicado para 3 segundos
- La disminución de la corriente de soldadura hasta la corriente de cráter final
se efectúa mediante el gatillo de la pistola
- El LED indicador nº (12) se enciende
Los parámetros siguientes están predefinidos:
- Caudal de gas previo ........................................................... 0,4 sec.
- Arco de arranque ................................................................. 29% du I
- Up-Slope ..............................................................................1,0 sec.
- Caudal gas posterior dependiendo de la corriente ...............5-15 sec.
Todos los parámetros puede ser modificados individualmente mediante un
menú de programa.
H
5

Conexiones, interruptores y ampliaciones del sistema
Conexiones en el
frente de los
aparatos
Conexiones y
conmutadores en
el lado posterior
del aparato
Fig. 3 Modelo con acoplamiento central de la
antorcha GWZ
[A] Conector de antorcha TIG
- Sirve para conectar la alimentación de gas-corriente de la antorcha de
soldadura
[B] (+) Enchufe con acoplamiento de bayoneta
- Sirve para conectar el cable de conexión a masa durante la soldadura TIG
- Sirve de empalme del cable portaelectrodo o del cable de conexión a masa
durante la soldadura manual con electrodos revestidos según el tipo de
electrodo
[C] Enchufe de la antorcha
- Conectar y bloquear el enchufe de la antorcha de soldadura
[D] (-) Enchufe con acoplamiento de bayoneta
- Solamente en el acoplamiento central de la antorcha GWZ
- Sirve de empalme del cable portaelectrodo o del cable de conexión a masa
durante la soldadura manual con electrodos revestidos según el tipo de
electrodo.
Fig. 4 Modelo con acoplamiento central de la
antorcha F de Fronius
Fig. 5 Parte posterior del aparato
[E] Conexion del gas
- Atornillar hasta el fondo la tuerca del rácor de la manguera de gas
[F] Cable de red con desarga de traccion
[G] Zocalo de conexion para el mando a distancia
- Conectar correctamente el conector del cable del mando a distancia y fijarlo
con el collarín de fijación.
- El ajuste de los parámetros de soldadura deseados se efectúa directamente
en el mando a distancia correspondiente.
- Identificación automática del mando a distancia
- La tensión de alimentación del mando a distancia resiste a los cortocircuitos y
garantiza la protección de las partes electrónicas en caso de que se produzcan daños en el cable del mando a distancia.
6

Montaje de una antorcha de soldadura TIG refrigerada por gas
Modelo con
acoplamiento
central de la
antorcha GWZ
- Colocar la tuerca hexagonal (SW21, rácor del gas y de corriente) en [A] de la
antorcha que se encuentra por el lado del aparato y apretarla
- Empujar hacia adelante el manguito de goma sobre la tuerca hexagonal
- Enchufar el conector de mando en [C] y bloquearlo
¡Importante! Se ruega consultar el modo de empleo de la antorcha correspondiente
para los detalles técnicos, montaje y mantenimiento.
Conector de mando
Línea de mando
Conexión de gas
y de corriente
Manguito de manguera
Fig. 6 Modelo con acoplamiento central de la antorcha GWZ: Conexión de la antorcha refrigerada por
gas
Modelo con
acoplamiento
central de la
antorcha F de
Fronius
- Coloque el enchufe de bayoneta de la antorcha de soldadura en el acoplamiento
central del lado de la antorcha de soldadura [A] y bloquéelo girándolo hacia la
derecha
- Coloque el enchufe con acoplamiento de bayoneta en la caja de enchufe [D] y
bloquéelo
¡Importante! Se ruega consultar el modo de empleo de la antorcha correspondiente
para los detalles técnicos, montaje y mantenimiento.
Conector de mando
Línea de mando
Conexión de gas
y de corriente
Manguito de manguera
Fig. 7 Modelo con acoplamiento central de la antorcha F de Fronius: Conexión de la antorcha refrigerada
por gas
7

Puesta en servicio general
¡ADVERTENCIA! Las intervenciones electricas tales como el montaje de la
clavija de toma de corriente deben ser realizadas por personal especializado.
¡ADVERTENCIA! En aparatos concebidos para usar con una tension especial,
ver antes las caracteristicas tecnicas en la placa indicadora.
¡ADVERTENCIA! Las tomas de corriente deben corresponder a la tension de
red y con el consumo de corriente de la maquina. (¡ver características técnicas!)
¡ADVERTENCIA! La proteccion de los conductos de la corriente de red debe
corresponder al consumo de corriente de soldadura.
¡ADVERTENCIA! No utilice nunca la soldadora para descongelar tubos!
Explotación de
redes
La Transtig 1600 / 1700 puede operar en serie con una tensión de alimentación de
230V, (+/-15% de gama de tolerancia).
195V 265V230V
Fig. 8 Margen de tolerancia de la tensión de red
¡NOTA! En la soldadura TIG con alta frecuencia puede haber interferencias
hacia el exterior. La alta frecuencia producida (con el cebado sin contacto del
arco eléctrico) puede causar errores o incluso la avería de instalaciones de
ordenadores sin blindaje adecuado, centros de cálculo, robots, etc. También
puede haber interferencias en redes telefónicas, radiofonía y televisión.
+15%-15%
Instrucciones de
instalacion
Tipo de proteccion IP23
El aparato ha sido probado con el tipo de protección IP 23, lo que significa:
- Protección contra la penetración de cuerpos extraños sólidos con Ø mayor de 12 cm
- Protección contra el agua proyectada hasta un ángulo de 60º en relación con la
vertical
Utilizacion al aire libre
Atendiendo al tipo de protección IP23, la máquina puede ser instalada y operar al aire
libre. No obstante, es preciso proteger las partes eléctricas incorporadas contra el
efecto directo de la humedad (ver tipo de protección IP23).
Aire de enfriamiento y polvo
El aparato debe ser instalado de tal manera que el aire de enfriamiento pueda entrar y
salir libremente por las ranuras de ventilación del chasis del aparato. El aire de enfriamiento entra en el interior del aparato por las ranuras de ventilación donde enfría los
componentes inactivos en el canal de ventilación antes de volver a salir. El canal de
ventilación desempeña una función protectora importante. El ciclo de enfriamiento
descrito a continuación (Fig. 1) está controlado automáticamente por un sistema de
seguridad térmica totalmente electrónico. Vigilar que el polvo metálico, producido por
ejemplo durante trabajos de abrasión, no sea aspirado directamente por el ventilador de
la máquina.
Estabilidad
La fuente de potencia de soldadura puede ser instalada en pendientes de hasta 15º.
Con pendientes mayores corre el riesgo de volcarse.
8

Modos de operación TIG
¡ADVERTENCIA! El manejo incorrecto puede causar graves daños personales
y materiales. No se deben utilizar las funciones descritas antes de haber leído
y comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
Generalidades
Modo 2 tiempos
- Activar con gatillo de antorcha TIG
- Utilizado principalmente para el punteo
- En el nivel de programa "NIVEL DE PREAJUSTES ---", parámetro TIG, el ajuste
para StS debe estar en "OFF"
Secuencia de funcionamiento
1. Tirar y mantener el gatillo de la antorcha
- El tiempo de flujo previo de gas finaliza
- El arco eléctrico se enciende con el valor de la corriente de arco de búsqueda
seleccionada IS (con cebado de alta frecuencia: éste se desconecta automáticamente después del proceso de encendido)
- Después del proceso de encendido, la corriente de soldadura aumenta hasta la
corriente IH a través del Up-Slope ajustado internamente
- Se enciende el LED (10)
2. Soltar el gatillo de la antorcha
- El arco eléctrico se apaga (con o sin reducción de corriente)
- El tiempo de flujo posterior de gas ajustado internamente finaliza
Al utilizar el regulador de pedal TR 52mc, la instalación cambia automáticamente a
modo de 2 tiempos.
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
I
I
S
Inicio de ciclo
Aumento de corriente
corriente de arranque I
Tiempo de flujo previo de gas
Cebado del arco eléctrico con
Fig. 9 Secuencia del modo 2 tiempos
por Up-Slope
H
seleccionada
H
I
Soldar con corriente principal
9
t
E
Down-Slope a
Final de soldadura por
corriente de cráter final I
Tiempo de flujo posterior de gas

Modo especial 2
tiempos
- Activar con gatillo de antorcha TIG
- Utilizado principalmente para el punteo
- En el nivel de programa "NIVEL DE PREAJUSTES ---" (capítulo "Trabajar con los
niveles de programas"), parámetro TIG, el ajuste para StS debe estar en "ON"
Secuencia de funcionamiento
1. Tirar y mantener el gatillo de la antorcha
- El tiempo de flujo previo de gas finaliza
- El arco eléctrico se enciende con el valor de la corriente de arco de búsqueda
seleccionada IS (con cebado de alta frecuencia: éste se desconecta automáticamente después del proceso de encendido)
- La corriente de soldadura aumenta sin Up-Slope hasta la corriente de soldadura I
- Se enciende el LED (10)
2. Soltar el gatillo de la antorcha
- El arco eléctrico se apaga (sin reducción de corriente)
- El tiempo de flujo posterior de gas ajustado internamente finaliza
Al utilizar el regulador de pedal TR 52mc, la instalación conmuta automáticamente a
modo de 2 tiempos.
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
I
I
H
H
Inicio de ciclo
Cebado del arco eléctrico
Tiempo de flujo previo de gas
Fig. 10 Secuencia del modo especial 2 tiempos
seleccionada
H
Soldar con corriente
principal I
t
Final de soldadura
Tiempo de flujo posterior de gas
10

Funcionamiento
por 4 tiempos sin reducción
intermedia
- Campo de aplicación: soldadura manual o automática para una soldadura sin fallos
- Parámetros regulables, tales como caudal de gas previo, arco de arranque, periodo
de aumento de corriente, corriente principal, periodo de disminución de corriente,
corriente de cráter y caudal de gas posterior.
- En el nivel de programa "NIVEL DE PREAJUSTES ---" (capítulo "Trabajar con los
niveles de programas"), parámetro TIG, el ajuste para SFS debe estar en "OFF".
Encadenamiento de secuencias
1. Retirar y mantener el gatillo de la pistola
- Transcurre el periodo de caudal de gas previo
- El arco eléctrico se enciende con el valor de la corriente de arco de búsqueda
seleccionada IS (con cebado de alta frecuencia: ésta se desconecta automáticamente después del proceso de encendido).
- Se enciende el LED (9)
2. Soltar el gatillo de la antorcha
- La corriente aumenta con el tiempo seleccionado (Up-Slope) hasta el valor de la
corriente principal ajustada IH (regulador 15).
- Se enciende el LED (10)
3. Volver a apretar y mantener el gatillo de la antorcha
- La corriente de soldadura disminuye con el tiempo seleccionado (Down-Slope,
regulador 11) hasta el valor de la corriente de cráter final ajustada IE (regulador 16,
llenado de cráter final)
- Se enciende el LED (12)
4. Soltar el gatillo de la antorcha
- Se apaga el arco eléctrico
- Se termina el tiempo de flujo posterior de gas ajustado internamente
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
I
I
I
S
S
arranque I
Inicio de ciclo
con corriente de
T. de flujo previo de gas
Cebado del arco eléctrico
por Up-Slope
Aumento de correinte
Fig. 11 Secuencia de funcionamiento por 4 tiempos - sin reducción intermedia
H
seleccionada
H
Soldar con la corriente
principal I
por Down-Slope
Reducción de corriente
I
E
Final de soldadura
Corriente de cráter final
T. de flujo posterior de gas
t
11

Funcionamiento
por 4 tiempos con reducción
intermedia
- Llamada por antorcha TIG con función de gatillo doble
- Reducción intermedia a corriente de descenso IE:
- Posibilidad de reducción de corriente de soldadura de principal a corriente de
descenso IE y regreso sin interrumpir el proceso de soldadura
- En el nivel de programa "NIVEL DE PREAJUSTES ---" (capítulo "Trabajar con los
niveles de programas"), parámetro TIG, el ajuste para SFS debe estar en "OFF"
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Pulsar brevemente y mantener el gatillo de antorcha
Soltar el gatillo de la antorcha
Volver a tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
I
Inicio de ciclo
I
H
I
S
S
por Up-Slope
de arranque I
Soldar con corriente
Aumento de corriente
con corriente de arco
T. de flujo previo de gas
Cebado del arco eléctrico
I
E
seleccionada
H
por Down-Slope
Reducción de corriente
principal I
Corriente de cráter final
I
H
seleccionada
por Up-Slope
H
Soldar con corriente
Aumento de corriente
principal I
I
E
por Down-Slope
Final de soldadura
Reducción de corriente
Corriente de cráter final
T. de flujo posterior de gas
t
Fig. 12 Desarrollo del funcionamiento por 4 tiempos - Variante I - con reducción intermedia
¡Importante!
- La reducción de corriente sin interrupción del proceso de soldadura sólo es posible
con la corriente principal activada
- No hay proceso de cebado al adelantar el gatillo por error en la marcha sin carga
12

Funcionamiento
especial por 4
tiempos - Variante I
- Permite activar el funcionamiento por 4 tiempos con antorchas TIG sin función de
gatillo doble
- Reducción intermedia a corriente de descenso I3 (Ajuste ver capítulo "Trabajar con
los niveles de programas")
- Posibilidad de reducción de la corriente de soldadura desde corriente principal a
corriente de descenso I3 y atrás, sin interrumpir el proceso de soldadura
- En el nivel de programa "NIVEL DE PREAJUSTES ---" (capítulo "Trabajar con los
niveles de programas"), parámetro I3, la corriente de descenso I3 puede ser ajustada en % de la corriente principal I
H
- En el nivel de programa "NIVEL DE PREAJUSTES ---" (capítulo "Trabajar con los
niveles de programas"), parámetro TIG, el ajuste para SFS debe estar en "1"
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Pulsar brevemente el gatillo de la antorcha
Pulsar brevemente el gatillo de la antorcha
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
I
Inicio de ciclo
Cebado del arco eléctrico
Tiempo de flujo previo de gas
I
H
I
S
S
seleccionada
por Up-Slope
de arranque I
con corriente de arco
H
Soldar con corriente
Aumento de corriente
principal I
Fig. con reducción intermedia
I
3
3
de descenso I
Soldar con corriente
seleccionada (Setup)
I
H
seleccionada
H
Soldar con corriente
Reducción de corriente
principal I
Fig. 13 Secuencia del funcionamiento especial por 4 tiempos - Variante I
I
E
por Down-Slope
Final de soldadura
Corriente de cráter final
T. de flujo posterior de gas
t
13

Funcionamiento
especial por 4
tiempos - Variante II / III / IV / V
- Permite la llamda del funcionamiento por 4 tiempos con antorchas TIG con función
de gatillo doble
- En el nivel de programa "NIVEL DE PREAJUSTES ---" (capítulo "Trabajar con los
niveles de programas"), parámetro TIG, para ajuste de SFS:
- poner en "2" para la variante 2
- poner en "3" para la variante 3
- poner en "4" para la variante 4
- poner en "5" para la variante 5
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Pulsar brevemente el gatillo de la antorcha
I
Inicio de ciclo
Cebado del arco eléctrico
Tiempo de flujo previo de gas
I
H
I
S
S
seleccionada
por Up-Slope
de arranque I
con corriente de arco
H
Soldar con corriente
Aumento de corriente
principal I
Fig. con reducción intermedia
I
E
seleccionada
por Down-Slope
descenso
Reducción de corriente
Soldar con corriente de
I
H
seleccionada
por Up-Slope
H
Soldar con corriente
Aumento de corriente
principal I
por Down-Slope
Reducción de corriente
Fig. 14 Secuencia en el Funcionamiento especial por 4 tiempos - Variante II
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Adelantar y mantener el gatillo de antorcha
Soltar el gatillo de la antorcha
I
I
H
I
H
I
E
t
Final de soldadura
Corriente de cráter final
T. de flujo posterior de gas
I
I
S
S
Inicio de ciclo
Tiempo de flujo previo de gas
por Up-Slope
Soldar con corriente
Aumento de corriente
corriente de arranque I
Cebado del arco eléctrico con
seleccionada
principal I
E
H
por Down-Slope
Reducción de corriente
Corriente de cráter final
seleccionada
por Up-Slope
H
Soldar con corriente
Aumento de corriente
principal I
por Down-Slope
Reducción de corriente
Fig. con reducción intermedia
Fig. 15 Secuencia en el Funcionamiento especial por 4 tiempos - Variante III
14
I
E
t
Final de soldadura
Corriente de cráter final
Tiempo de flujo posterior de gas

Funcionamiento
especial por 4
tiempos - Variante II / III / IV / V
(continuación)
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Adelantar y mantener el gatillo de antorcha
Soltar el gatillo de la antorcha
Tirar y soltar el gatillo de la antorcha
I
I
H
I
S
S
Inicio de ciclo
Cebado del arco eléctrico
Tiempo de flujo previo de gas
por Up-Slope
de arranque I
con corriente de arco
Soldar con corriente
Aumento de corriente
Fig. con reducción intermedia
I
E
seleccionada
H
por Down-Slope
Reducción de corriente
principal I
Corriente de cráter final
por Up-Slope
Aumento de corriente
I
H
seleccionada
H
Soldar con corriente
principal I
Final de soldadura
t
T. de flujo posterior de gas
Fig. 16 Secuencia en el Spezial- Funcionamiento por 4 tiempos - Variante IV
La Variante V (Fig. 17) permite aumentar y reducir la corriente de soldadura sin antorcha
Up / Down.
Cuanto más tiempo se mantiene adelantado el gatillo de la antorcha durante la soldadura, tanto más aumenta la corriente de soldadura (hasta el máximo).
Después de soltar el gatillo de la antorcha la corriente de soldadura permanece constante. Cuanto más tiempo se vuelve a adelantar el gatillo de la antorcha, tanto más sigue
disminuyendo la corriente de soldadura.
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
Adelantar y mantener el gatillo de antorcha
Soltar el gatillo de la antorcha
Adelantar y mantener el gatillo de antorcha
Soltar el gatillo de la antorcha
Tirar y mantener el gatillo de la antorcha
Soltar el gatillo de la antorcha
I
I
H
I
I
S
S
I
Inicio de ciclo
Cebado del arco eléctrico
con corriente de arranque
Tiempo de flujo previo de gas
por Up-Slope
Aumento de corriente
seleccionada
H
Soldar con corriente
principal I
incrementada
H
gatillo adelantado
Soldar con corriente
principal I
Aumento de corriente con
reducida
H
gatillo adelantado
principal I
Soldar con la corriente
Reducción de corriente con
E
por Down-Slope
Reducción de corriente
Corriente de cráter final
Fig. 17 Secuencia en el Funcionamiento especial por 4 tiempos - Variante V
t
Final de soldadura
T. de flujo posterior de gas
15

Trabajo con los niveles de programa
Entrada en los
diferentes niveles
de programa
Nivel de preajustes ---
- Encender el aparato con la tecla (4) pulsada
- Se presenta --- -> Nivel ajustes previos
- Pulsar el gatillo de la antorcha hasta que
1. Se presenta P1 -> Nivel menú de servicio
2. Se presenta P2 -> Nivel contraseña
3. erneut --- erscheint -> Nivel ajustes previos
- Soltar la tecla (4)
Seleccionar mediante el selector (4) y modificar el valor accionando el gatillo de la
pistola.
Sólo aparecen los parámetros para el modo de funcionamiento seleccionado (TIG/
electrodo).
Parámetros Modo de funcionamiento TIG CC
GAS GAS caudal de gas previo 0-20s.
G-L Caudal de gas posterior I
G-H Caudal de gas posterior I
2-26s.
min
max
2-26s.
UPS Up-Slope 0,1-7s.
SCU Start Current - Arco de arranque 0-100%
I3 Corriente disminuida 0-100% de I
H
HFt HF-tiempo periódico (0,01s - 0,4s)
SCU Corriente inicial - absoluta de la corriente máxima de la conexión en serie (160A/
170A)
rel. de la corr. estandardizada de la conex.en serie
StS Modo de funcionamiento espec. a 2 tiempos ON/OFF
SFS Operación especial a 4 tiempos OFF/1/2/3/4/5
ELd Diámetro del electrodo de tungsteno (0-3,2mm)
PRO Programa - Memorización de los parámetros preajustados con el gatillo de la
pistola
FAC Factory - Activación de los parámetros preajustados con el gatillo de la pistola
Nivel del menu
de servicio P1
Parámetros Modo de funcionamiento Electrodo
Hti Periodo de de Hotstart 0,2-2s
HCU Corriente de Hotstart 0-100%
dYn Dinámico 0-100A
PRO Programa - Memorización de los parámetros preajustados con el gatillo de la
pistola
FAC Factory - Activación de los parámetros preajustados con el gatillo de la pistola
Parámetros del programa predefinido por Fronius (FAC)
GAS 0,4s SCU rEL
G-L 5,0s StS OFF
G-H 15,0 SFS OFF
UPS 1,0s ELd 2,4mm
SCU 29% Hti 0,5s
I3 50% HCU 50%
HFt 0,01s dyn 30A
Menú de servicio con diferentes programas de verificación
Encontrará una descripción detallada del menú de servicio en el manual opcional
"Funciones de configuración / Mensajes de error" (42,0410,0494).
16

Nivel de cerradura de codigo P2
El aparato está equipado con una cerradura de código electrónico. Esta cerradura no
sale de fábrica activada. Hay que tomar buena nota de los cambios en las combinaciones de cifras. Sólo se puede atribuir un código de tres cifras. Con aparatos nuevos el
código es 321.
1. Procedimiento
- Acceder al nivel de cerradura de código P2
- En el display aparecerá „Cod_?_“
- Introducir el código actual (en aparatos nuevos el código es 321)
- poner la cifra deseada con el regulador IH (15)
- confirmar la cifra con la tecla (4)
- el proceso dos veces hasta que aparezca en el display “Cod OFF” o “Cod ON”
2. Modificar y activar el código
a.) En el display aparece „Cod OFF“
- Con el gatillo de la pistola pasar a „Cod ON“ (seguir el procedimiento del punto
2b)
b.) Ahora aparece en el display „Cod ON“
- Accionando el selector de modo de funcionamiento pasar a„CYC___?“ El ciclo
CYC... indica cuantas veces el aparato puede encenderse sin tener que introducir el código
- Poner el número de ciclos por medio del gatillo de la pistola
- Pulsar el selector de modo de funcionamiento hasta que aparezca en el
display „Cod ?-- “
- Introducir las cifras del nuevo código
- Con el gatillo introducir entre 0-9/A-H
- Confirmar la cifra con el selector de modo de funcionamiento
- Repetir el proceso dos veces hasta que los tres dígitos del nuevo código
hayan sido introducidos.
- Apretar el gatillo de la pistola
- En el display aparecerá „Cod _-_“
- Introducir otra vez el nuevo código para controlar los sigiente:
- Con el regulador IH (15) introducir la cifra
- Confirmar la cifra con el selector de modo de funcionamiento (4)
- Repetir el proceso dos veces para acabar de introducir el código
- Con la tercera confirmación el código se almacena automáticamente en la
memoria
¡NOTA! Cuando se ha introducido un código equivocado (ERR), la instalación
pasa automáticamente a “LOC”. ¡Hay que apagar la máquina y repetir todo el
proceso!
- La máquina está preparada para soldar
3. Desactivar el código
- En el display aparece „Cod OFF“
- Pasar a „Cod OFF“ apretando el gatillo de la pistola
- Pasar a „PRO“ mediante el selector (4)
- Para desactivar el código actual basta con apretar el gatillo
- La máquina está preparada para soldar
¡Importante! A partir de este momento el código es de nuevo el 321!
Puesta en servicio del aparato con cerradura de código activada
- Accionar el interruptor principal de servicio (1) - en el display aparecerá la invitación
a introducir el nº de código („Cod _?_“)
- Introducir la primera cifra de la combinación mediante el regulador IH (15)
- Confirmar la cifra mediante el selector de modo de funcionamiento t (4)
- Repetir el proceso dos veces
- El aparato está preparado para soldar
17

Soldadura TIG con cebado de alta frecuencia (HF)
¡ADVERTENCIA! En la soldadura TIG el cable portaelectrodo conectado
recibe corriente cuando:
- el interruptor principal de puesta en marcha (1) está conectado
- el modo de funcionamiento está puesto en o y la soldadura
se inició accionando el gatillo de la pistola.
¡ADVERTENCIA! Vigilar que el cable portaelectrodo no utilizado esté quitado o
bien sujeto al aparato de manera aislada para que el electrodo y el portaelectrodo no toquen las partes conductoras o conectadas a tierra.
Seguridad
Fig. 18 Transtig 1600/1700, como máquina de soldadura TIG, está formada por: fuente de potencia por
Puesta en servicio
- Equipar la antorcha con un electrodo de tungsteno y una boquilla de gas (ver
- Conectar el cable de masa a la toma [B] y bloquearlo
- Conectar la manguera de gas de la instalación al manorreductor de gas
- Enchufar a la red de alimentación
- Accionar el interruptor principal de puesta en marcha (1)
- Conmutar a o con el selector (4), se enciende el LED (7) o (8)
- Si es necesario, conectar el mando a distancia
- Seleccionar los parámetros de soldadura (los valores teóricos de la corriente
- Abrir la válvula de la botella de gas girando a la izquierda
Cebado del arco electrico
- Asegurarse de que la corriente de soldadura está desconectada. Poner el electrodo
- Cerrar la pantalla protectora
- Accionar el gatillo de la antorcha
- El arco eléctrico se ceba sin contacto con la pieza (fig. 19b)
- Poner la antorcha en posición normal (fig. 19c)
Ventaja: no hay contaminación del electrodo o de la pieza
¡Importante! Después del cebado la alta frecuencia se desconecta automáticamente.
bloque de mando, antorcha manual, cable de puesta a masa (botella de gas con manorreductor,
sin figura)
instrucciones de servicio de la antorcha correspondiente).
principal IH aparecen en el amperímetro 2)
en el punto de cebado, inclinar la antorcha hacia atrás hasta que el borde de la
boquilla de gas esté en contacto con la pieza y la distancia entre la punta del electrodo y la pieza sea de 2 a 3 mm (fig. 19a)
18

Puesta en servicio
(continuación)
a) Posicionamiento de
la boquillas de gas
Fig. 19 Cebado con ayuda al cebado
b) cebado de alta frecuencia por
contacto con la pieza
c) arco cebado
Vigilancia de cebado
Si el soldador no interrumpe la secuencia de mando (2 tiempos / 4 tiempos) con el
gatillo de la pistola después de una prueba sin éxito o una rotura del arco eléctrico, el
gas protector sigue saliendo y se produce una pérdida de gas. En este caso el mando
de vigilancia interrumpe la secuencia automáticamente pasados 5 segundos. Para
hacer otra prueba de cebado hay que accionar de nuevo el gatillo.
19

Soldadura TIG con (sin HF)
¡ADVERTENCIA! En la soldadura TIG el cable portaelectrodo conectado
recibe corriente cuando:
- el interruptor principal de puesta en marcha (1) está conectado
- el modo de funcionamiento está puesto en o y la soldadura
se inició accionando el gatillo de la pistola.
¡ADVERTENCIA! Vigilar que el cable portaelectrodo no utilizado esté quitado o
bien sujeto al aparato de manera aislada para que el electrodo y el portaelectrodo no toquen las partes conductoras o conectadas a tierra.
Seguridad
Puesta en servicio
- Equipar la antorcha con un electrodo de tungsteno y una boquilla de gas (ver
instrucciones de servicio de la antorcha).
- Conectar el cable de masa a la toma de corriente y bloquearlo
- Conectar la manguera de gas de la instalación al manorreductor de gas
- Enchufar a la red de alimentación
- Accionar el interruptor principal de puesta en marcha (1)
- Conmutar a y o y con el selector (4), se encienden los
LEDS (6) y (8) o (6) y (7)
- Si es necesario, conectar el mando a distancia
- Seleccionar los parámetros de soldadura (los valores teóricos de la corriente
principal IH aparecen en el amperímetro 2)
- Abrir la válvula de la botella de gas girando a la izquierda
Cebado del arco electrico
- Asegurarse de que la corriente de soldadura está desconectada. Poner el electrodo
en el punto de cebado, inclinar la antorcha hacia atrás hasta que el borde de la
boquilla de gas esté en contacto con la pieza y la distancia entre la punta del electrodo y la pieza sea de 2 a 3 mm (fig. 20a)
- Cerrar la pantalla protectora
- Accionar el gatillo de la antorcha - el gas de protección pasa
- Enderezar la antorcha sobre el borde de la boquilla hasta que la punta del electrodo
toque la pieza (fig. 20b)
- El arco se ceba levantando la antorcha
- Volver a la posición normal (fig. 20c)
- Empezar a soldar
a) posicionamiento de la
boquilla de gas
b) cebado por contacto con
la pieza
Fig. 20 Cebado por contacto
20
c) arco cebado

Soldadura manual con electrodos revestidos
¡ADVERTENCIA! El electrodo de tungsteno de la antorcha montada siempre
recibirá corriente cuando el interruptor principal (1) está accionado y el modo
de funcionamiento está en la posición . Vigilar que la antorcha no utilizada esté desmontada o bien sujeta al aparato de manera aislada para que el
electrodo de tungsteno no pueda entrar en contacto con partes conductoras o
conectadas a tierra.
¡ADVERTENCIA! El manejo incorrecto puede causar graves daños personales
y materiales. No se deben utilizar las funciones descritas antes de haber leído
y comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
Seguridad
Puesta en servicio
Fig. 21 Transtig 1600/1700, como máquina de soldadura manual, está formada por: fuente de potencia
con bloque de mando, mando a distancia manual Tpmc (opcional) y cables de soldadura
- Conectar el cable de soldadura a la toma de corriente según la designación de la
toma y bloquear girando a la derecha (sección transversal del cable: 35 - 50 mm2)
- Seleccionar correctamente la polaridad según el tipo de electrodo
- Poner el interruptor principal (1) en la posición “1”
- Con el selector (4) seleccionar la posición , se encienden el LED (5) y el
indicador de corriente de soldadura (10)
- El voltímetro numérico (3) indica la tensión de vacío
- Si es necesario, conectar el mando a distancia Tpmc (seleccionar dinámica y ayuda
al cebado «hot start»)
- Seleccionar la corriente de soldadura (aparece en el amperímetro (2) el valor
teórico de la corriente principal IH)
- Comenzar a soldar
21

Servicio de telecomando general
Generalidades
Mando a distancia TIG pulsado
TR 50mc
Un mando a distancia es útil cuando los parámetros de soldadura deben ajustarse
directamente desde el puesto de trabajo. El mando a distancia está conectado eléctricamente con la fuente de corriente mediante cables especiales de mando a distancia de 5
ó 10 metros de longitud.
La gama disponible de mandos a distancia es la siguiente:
- Mando a distancia de soldadura manual con electrodos revestidos ........TPmc
- Mando a distancia TIG pulsado................................................................TR50mc
- Mando a distancia soldadura por puntos TIG .......................................... TR51mc
- Mando a distancia TIG de pedal .............................................................. TR52mc
Fig. 22 Mando a distancia TIG pulsado TR 50 mc
Debido a que en la práctica una intensidad de corriente de soldadura preseleccionada
no siempre es óptima para toda la secuencia de soldadura, en caso de una intensidad
de corriente demasiado baja, el material de base no se funde lo suficiente. Durante el
sobrecalentamiento el baño de soldadura líquido corre el riesgo de gotear. Por ello se
utiliza la corriente de soldadura pulsada (por ejemplo, durante la soldadura de tubos de
acero en posición). Una corriente de soldadura relativamente baja (corriente de base I2)
asciende siguiendo una pendiente pronunciada hasta un valor netamente más elevado
(corriente de impulsión I1) y siguiendo el periodo seleccionado (Duty-Cycle) vuelve a
caer al valor de base (corriente de base I2).
Durante el trabajo de soldadura pequeñas secciones del punto de soldadura se funden
rápidamente para solidificarse rápidamente. Así, la constitución de una soldadura es
considerablemente más fácil. Esta técnica se emplea también para la soldadura de
chapas finas. Los puntos de soldadura se cortan entre sí y producen una apariencia de
uniformidad en la soldadura. Durante la soldadura manual TIG pulsada la varilla de
aporte se añade en la fase de corriente máxima (solamente posible en el margen de
frecuencia baja de 0,2 - 2 Hz).
Frecuencias pulsadas más altas se utilizan sobre todo con autó-matas y sirven para
estabilizar el arco eléctrico de soldadura.
22

Mando a distancia TIG pulsado
TR 50mc
(continuación)
Con el mando a distancia de impulsos TR 50 mc se pueden conseguir dos modos de
funcionamiento:
- Regulación de la corriente pulsada I
- Regulación de la corriente pulsada I
con el mando a distancia TR 50 mc
1
con el mando a distancia TR 52 mc
1
(23) Regulador de corriente pulsada I1 (corriente principal)
- Posibilidad de regulación de la corriente principal pulsada
(24) Regulador de frecuencia pulsada f (Hz)
- Posibilidad de regulación continua de la frecuencia pulsada en función del
margen de frecuencias seleccionado mediante el selector (27).
(25) Regulador de corriente de base I
- La corriente de base I
de corriente pulsada I
está regulada en tanto por ciento del valor regulado
2
1
2
(26) Regulador de Duty-Cycle %
- Regulador de relación impulso - intervalo = Regulación de relación proporcional entre la fase de corriente pulsada y la de corriente de base
Ejemplo de regulación:
El regulador de Duty-Cycle está en posición "10"
- Fase corta de corriente pulsada de 10%
- Fase larga de corriente de base de 90%
- Poco aporte de calor
El regulador de Duty-Cycle está en posición "50" (fig.23)
- La fase de corriente pulsada y la de corriente de base son iguales (cada una al
50%)
- Aporte de calor medio.
El regulador de Duty-Cycle está en posición "90"
- Fase larga de corriente pulsada de 90%
- Fase corta de corriente de base de 10%
- Aporte de calor máximo.
I
I
1
0
Fig. 23 Ejemplo de regulación Duty-Cycle en posición "50"
50% 50%
T= 1/f
Duty-Cycle
(Hz)
I
2
t
23

Mando a distancia TIG pulsado
TR 50mc
(continuación)
(27) Selector de la gama de frecuencia
Modo de funcionamiento:
Regulación de corriente pulsada I1 con el mando a distancia
- Conectar el zócalo [G] de la fuente de potencia con el enchufe (28) del mando a
distancia mediante el cable de mando a distancia
- Conectar bien las clavijas y atornillar los collarines de fijación hasta hacer tope
- Se pone intermitente el LED (13) la fuente de potencia
- Seleccionar el modo de servicio deseado mediannte el selector de modo de funcionamiento (4)
- Dependiendo de lo que se haya seleccionado, se encenderá el LED (5), (6), (7) u
(8)
- Seleccionar la gama de frecuencia por medio del selector de gama (27) (0,2 - 2 Hz /
2 - 20 Hz / 20 - 200 Hz/ 200 - 2000Hz)
- La corriente de base I
se ajusta continuamente mediante el regulador (23) de min.-
1
max.
- La corriente de base I2 se ajusta en tanto por ciento de corriente pulsada I1 con el
regulador (25).
- Para seleccionar el Duty-Cycle usar el regulador (26)
- Colocar el regulador de frecuencia pulsada (24) en el valor deseado.
- El valor medio de la corriente de soldadura aparece en el display A.
- El parámetro Down-Slope se regula directamente en la fuente de potencia
La fase de pulsación en el modo de funcionamiento de 4 tiempos comienza después de
haber dejado el gatillo de la pistola en Up-Slope. Como se puede ver en la fig. 12, la
corriente en la fase de disminución está también pulsada.
¡Importante!: Para poder cambiar de corriente principal a corriente de cráter final
durante la soldadura al arco pulsado (sin interrumpir la soldadura) se deberá utilizar:
- el modo 4 tiempos y una antorcha TIG FRONIUS con función de gatillo doble
- el modo especial de 4 tiempos y una antorcha TIG normal
Para más información sobre los modos de 4 tiempos y el modo especial de 4 tiempos
ver la capítulo "Descripcion de los mandos".
Retirar y mantener el gatillo de la pistola
Soltar el gatillo
Retirar y mantener el gatillo de la pistola
Soltar el gatillo
I
0
I
S
S
Inicio del ciclo
por corriente de arco I
Cebado del arco eléctrico
T. de caudal de gas previo
I
Aumento de corriente
pulsada por Up-Slope
Fig. 24 Encadenamiento de secuencias en funcionamiento por corriente pulsada con TR 50 mc (4 tiempos)
1
I
2
Soldadura en
f (Hz)
/ f /
2
, I
1
régimen
pulsado I
funcionamiento con arco
Disminución de
corriente pulsada por
I
E
E
Down-Slope
Terminación soldadura
Corriente de cráter final I
t
T. caudal gas posterior
24

Mando a distancia TIG pulsado
TR 50mc
(continuación)
Modo de funcionamiento:
Regulación de la corriente pulsada I1 con el mando a distancia de pedal TR 52 mc
Ofrece muchas ventajas especialmente en la soldadura manual TIG cuando la corriente
de soldadura pulsada debe ser modificada durante la soldadura (p. ej. espesor de
materia variable).
- Conectar el zócalo [G] de la fuente de potencia con el enchufe (28) del mando a
distancia mediante el cable de mando a distancia.
- Conectar eléctricamente el mando a distancia de pulsaciones (conector 29) con el
mando a distancia de (pedal 30).
- Conectar bien las clavijas y atornillar los collarines de fijación hasta hacer tope
- Cuando se conecta el mando a distancia de pedal TR 52mc la instalación cambia
automáticamente a funcionamiento a 2 tiempos
- Se pone intermitente el LED 13 en la fuente de potencia
- Seleccionar el modo de servicio deseado mediante el selector de modo de funcionamiento (4)
- Dependiendo de lo que se haya seleccionado, se encenderá el LED (5), (6) u (8)
est allumé - es posible el modo de funcionamiento con electrodo (LED 5)
- El valor medio de la corriente de soldadura aparece en el display A - no hay función
Hold
- Apretando ligeramente el pedal se inicia el cebado
- El arco eléctrico, la corriente pulsada I1 y la corriente de cráter final pueden también
ser controladas con el pedal
- La corriente de base I2 regulada por el selector (25) del TR 50 mc se adapta también proporcionalmente a la corriente pulsada I1.
- Al soltar totalmente el pedal, la corriente de soldadura se desconecta y se interrumpe la soldadura
- Transcurre el periodo de caudal de gas posterior
Apretar el pedal = soldadura "MARCHA"
Soltar el pedal = soldadura "PARO"
I
I
0
por pedal
Inicio del ciclo
pulsada controlada
de corriente mínima
Aumento de corriente
Cebado arco eléctrico por
corriente de arco eléctrico
T. de caudal de gas previo
Fig. 25 Encadenamiento de secuencias en funcionamiento por arco pulsado con pedal TR 52 mc (2 tiempos)
1
I
2
2
- I
1
Soldadura en
arco pulsado I
funcionamiento con
t
por pedal
pulsada controlada
Disminución de corriente
Terminación de la soldad.
T. de caudal de gas posterior
25

Mando a distancia TIG de pedal
TR 52mc
Debido a las formas complicadas de las piezas de trabajo, a menudo es preciso modificar la intensidad de corriente durante el proceso de soldadura (p. ej. reparación de los
bordes de los útiles, reparación de los útiles de corte).
Para este tipo de trabajos hemos creado el mando a distancia de pedal TR 52mc.
Conexión del mando a distancia
- Conectar el zócalo [G] de la fuente de
potencia y el enchufe (30) del mando
a distancia con pedal mediante el
cable de mando a distancia (conectar
bien las conexiones enchufables y
atornillar los collarines de fijación
hasta hacer tope)
Fig. 26 Mando a distancia de pedal TR 52mc
Descripción funcional
- Cuando se conecta el mando a distancia de pedal TR 52mc la instalación cambia
automáticamente a funcionamiento a 2 tiempos
- Seleccionar el modo de servicio deseado mediante el selector de modo de funcionamiento (4)
- Dependiendo de lo que se haya seleccionado, se encenderá el LED (5), (6) u (8) es
posible el modo de funcionamiento con electrodo (LED 5)
-
El valor medio de la corriente de soldadura aparece en el display A - no hay función Hold
- Los tiempos de caudal de gas previo y posterior se regulan directamente en la
fuente de potencia
- Apretando ligeramente el pedal se inicia el cebado
- El arco eléctrico, la corriente pulsada IH y la corriente de cráter final pueden también
ser controladas con el pedal
- Al soltar totalmente el pedal, la corriente de soldadura se desconecta y se interrumpe la soldadura
- Transcurre el periodo de caudal de gas posterior
Limitación de corriente principal
Si la limitación de corriente máxima se controla internamente con el regulador de corriente
principal IH (15), la corriente de soldadura no puede superar el valor regulado cuando se
aprieta el pedal a fondo hasta la parada. Por un lado, esto presenta la ventaja de que todo
el recorrido del pedal está disponible para la gama de corriente seleccionada.
Apretar el pedal -> soldadura "MARCHA"
Modificación de corriente por pedal
Soltar el pedal -> soldadura "PARO"
I
0
Inicio del ciclo
por corriente mínima
Cebado del arco eléctrico
Tiempo caudal de gas previo
Fig. 27 Encadenamiento de secuencias en funcionamiento con pedal TR51mc
I
H
principal interna
controlada por pedal
máxima limitada por el
Corriente de soldadura
Aumento de corriente pulsada
controlable por pedal
regulador de corriente
Disminución de corriente
I
H
reducida
Corriente de soldadura
deseada
controlable por pedal
Aumento de corriente
Corriente de soldadura
t
controlable por pedal
Terminación soldadura
Disminución de corriente
T. de caudal de gas posterior
26

Mando a distancia para soldadura por puntos TIG
TR 51mc
Debido al fuerte alabeo del material en muchas ocasiones no es posible soldar
construcciones inoxidables de chapas finas. En estos casos se usa la soldadura por
puntos. Igualmente, es posible soldar sin problemas juntas que sólo son accesibles por
un lado mediante el procedimiento de puntos TIG.
Raccord de commande à distance
- Conectar el zócalo [G] de la fuente de
potencia y el enchufe (31) del mando
a distancia mediante el cable del
mando a distancia.
- Conectar las conexiones enchufables
y atornillar los collarines de fijación
hasta hacer tope
Fig. 28 Mando a distancia para soldadura por
puntos TIG TR 51 mc
Descripción funcional
- El aparato cambia automát. a funcionamiento de 2 tiempos
- Se enciende el LED (8)
- El periodo de reducción de corriente se controla en la fuente de potencia
- Utilizar una boquilla especial de punteado montada aisladamente en el cono
- Montar el electrodo de tungsteno de acuerdo con las dimensiones del punteado a
una distancia de 2-3 mm del borde de la boquilla hacia el interior
- Regular la corriente y el tiempo de la soldadura por puntos con el mando a distancia.
- Poner la antorcha con la boquilla sobre la pieza. Comenzar a soldar presionando
ligeramente sobre el material de base y accionando el gatillo de la pistola (evitar
grietas de aire)
La operación de soldadura por puntos se desarrolla como sigue
- Retirar y soltar el gatillo de la pistola
- Transcurre el periodo de gas previo
- Cebado de arco
- La corriente aumenta por Up-Slope regulado hasta el valor de corriente de soldadura por puntos seleccionada con el regulador (32)
- Transcurre el tiempo de soldadura (0,5-8 seg) transcurre (regulador 33)
- La corriente disminuye en el periodo regulado por Down-Slope (regulador 11) hasta
el valor de corriente mínimo de 3A y se desconecta
- Transcurre el periodo de gas posterior
¡Importante! En caso de fallo se puede interrumpir manualmente el proceso retirando y
soltando el gatillo de nuevo.
Retirar y
soltar el gatillo
I
O
Inicio del ciclo
Aumento de corriente
T. caudal de gas previo
Cebado del arco eléctrico
Fig. 29 Encadenamiento de secuencias en funcionamiento con TR 50mc
t
H
I
H
H
pulsada por Up-Slope
corriente de soldadura I
el tiempo de punteado, I
Soldadura por puntos con
regulada en combinación con
H
suivant Down-Slope
Diminution de courant
t
Tereminación de soldadura
T. de caudal de gas posterior
27
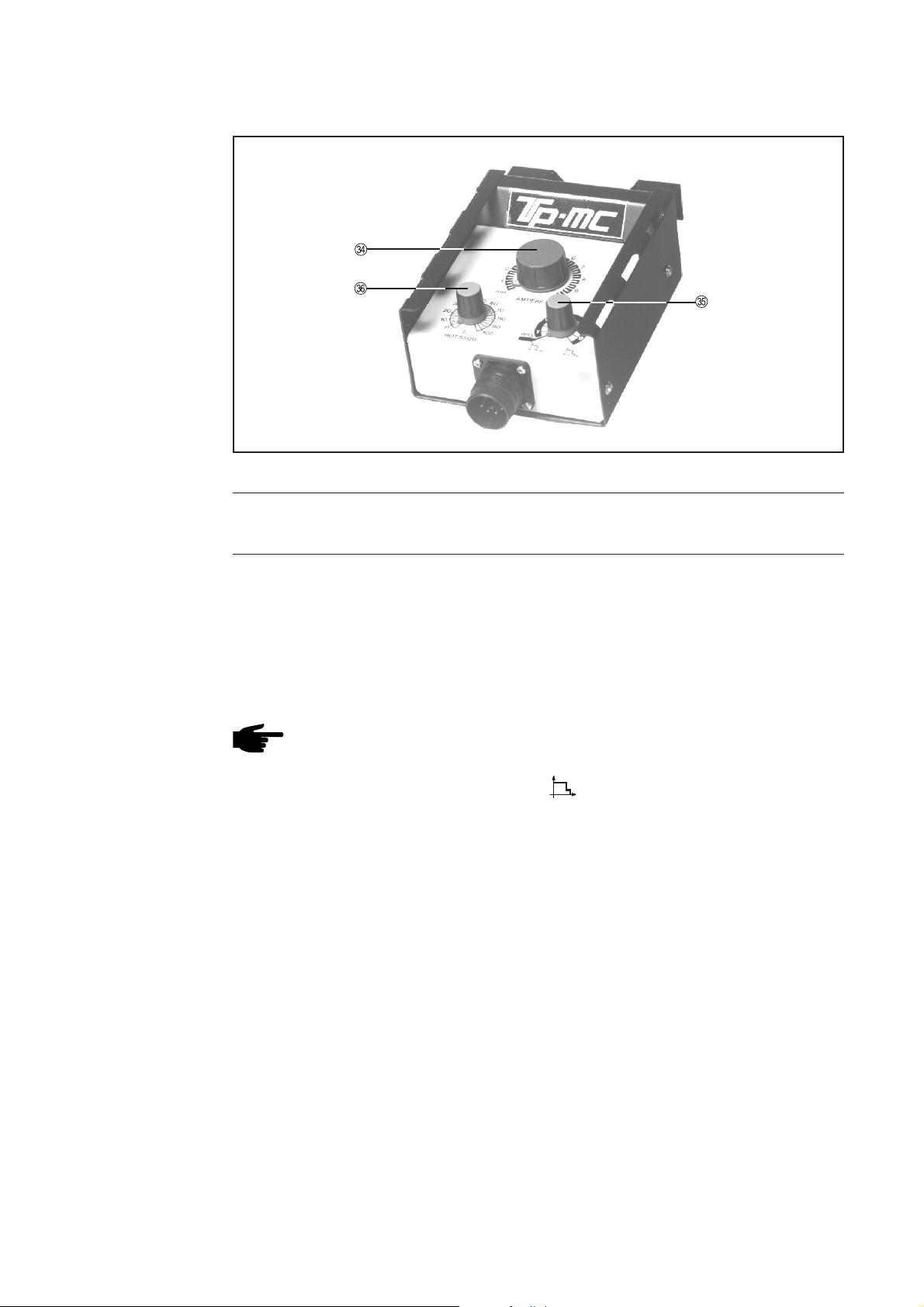
Mando a distancia TPmc
Este mando a distancia se usa especialmente para la soldadura manual con electrodos
revestidos y la soldadura TIG C.C.
Fig. 30 Mando a distancia TPmc
(34) Regulador de corriente de soldadura
- Regulación continua de la corriente de soldadura
(35) Regulador dinamico
- Regulación de la intensidad del cortocircuito en el momento de transferencia
de gotas (electrodo/pieza de trabajo)
En el valor “0” en la escala graduada la intensidad del cortocircuito no aumenta
en el momento de la transferencia de gotas (arco eléctrico blando).
Campo de aplicación: Electrodos rutilo, Electrodos Kb en la zona de intensidades
de corriente medias y superiores
¡NOTA! Cuando se sueldan con baja carga los electrodos Kb tienden a “PEGARSE A LA PIEZA DE TRABAJO”
En el valor “10” en la escala graduada la intensidad del cortocircuito aumenta considerablemente en el momento de transferencia de gotas (arco eléctrico
duro).
Campo de aplicación: Electrodos kb (de gotas gordas), cuando se sueldan en la
gama de corriente inferior (soldadura vertical ascendente, soldadura de cantos,
soldadura raíz, etc).
Consejo práctico. Aumentando los valores del selector de dinámica se obtienen
las siguientes características de los electrodos rutilo, electrodos Kb o electrodos
especiales
- Buen comportamiento de cebado
- Reducción de soldaduras defectuosas
- Menos adherencias
- Buena toma de la raíz
- A veces un poco más de proyecciones
- Durante la soldadura de chapas de poco espesor aumenta el peligro de
“atravesamiento”
28

Mando a distancia TPmc
(continuación)
Si se usan electrodos de gotas finas (Ti), estos síntomas se dan con menos frecuencia,
ya que la transferencia de materia durante el proceso de soldadura se hace casi sin
cortocircuito.
V
60
50
40
30
20
10
0
REGULADOR DINÁMICO
Fig. 31 Ajuste de la línea característica de corriente constante mediante el regulador dinámico (35) en el
momento del cortocircuito. Corriente de soldadura seleccionada: 100 A
50 150 200 250
100
5
100
A
(36) Regulador de ayuda al cebado “HOT-START“
- Solamente activo en la fase de cebado del electrodo
- Mejora de las características de cebado aun con electrodos de cebado difícil
- Fusión mejorada del material de base en la fase de cebado y por consiguiente reducción de soldaduras frías
- Considerable reducción de escorias
- Añadido proporcionalmente a la corriente de soldadura seleccionada
A
200
100%
150
50
100
0
AYUDA AL CEBADO
0 1.0 t sec
Fig. 32 Fase de ayuda al cebado HOT START; corriente de soldadura seleccio-nada:100 A
¡Importante! La corriente total de AYUDA AL CEBADO “HOT START” está limitada
automáticamente por la corriente de cortocircuito.
Conexión del mando a distancia
- Conectar el zócalo [G] de la fuente de potencia y el enchufe del mando a distancia
mediante el cable del mando a distancia.
- Conectar las conexiones enchufables y atornillar los collarines de fijación hasta
hacer tope.
- Con el selector de modo de funcionamiento (4) seleccionar la buena posición según
el modo de funcionamiento.
Soldadura sin mando a distancia
Los parámetros de ayuda al cebado “HOT START” y “DYNAMICA” están regulados en el
aparato en un valor medio.
29

Diagnóstico y solución de errores
¡Advertencia! La electrocución puede ser mortal. Antes de abrir el aparato:
- Poner el interruptor de red en la posición „O“.
- Separar el aparato de la red.
- Colocar un rótulo de aviso claro y legible para impedir cualquier reconexión.
- Asegurar con un medidor adecuado que los componentes con carga
eléctrica (por ejemplo, condensadores) estén descargados.
¡Precaución! Una conexión inapropiada del conductor de protección puede
causar graves daños personales y materiales. Los tornillos de la caja del
aparato constituyen una conexión adecuada del conductor de protección para
la puesta a tierra de la caja, y nunca deben ser sustituidos por otros tornillos
sin una conducción del conductor de protección fiable.
Seguridad
Códigos de
servicio mostrados
Diagnóstico y
solución de
errores
Cuando los indicadores muestren un mensaje de error de los enumerados aquí, el error
sólo podrá ser solucionado por el Servicio Técnico. Apunte el mensaje de error mostrado, junto con el número de serie y la configuración de la fuente de corriente y llame al
Servicio Técnico con una descripción detallada del error.
El error está señalado por la plaquita de circuitos impresos TMS16
Err 002 Cortocircuito de la sonda termométrica
Err 003 Interrupción de la sonda termométrica
Err 006 Error de compensación de I teórico
Err 007 Error de acceso a la memoria RAM
Err 008 Error de acceso a la memoria SEEPROM
Err 009 Error de sobretensión secundaria
Err 012 Error de Offset ADC
Err 013 Error de Gain ADC
Err 017 Error de sobreintensidad de corriente primaria
Err 018 Error de tensión de alimentación (+5V, +15V)
Err 021 Rebose de pila (Stack-Overflow)
U-P Sobretensión primaria
1. El aparato no funciona
Conmutador principal en posición MARCHA, el piloto correspondiente no se enciende,
los indicadores numéricos no se encienden.
Causa: La toma de red no tiene corriente. No está enchufado el equipo
Solución: Controlar alimentación de corriente y la tensión de red
Causa: Fusible defectuoso
Solución: Cambiar el fusible defectuoso
Causa: Fallo de la toma de corriente
Solución: Cambiar lo elementos defectuosos
30

Diagnóstico y
solución de
errores
(continuación)
2. No hay reacción al accionar el gatillo
Conmutador principal en pos. MARCHA, LEDS indicadores encendidos, Indicadores
numéricos, LEDS (9), (10), (12) no se encienden al accionar el gatillo.
Causa: El enchufe de la antorcha no está conecado o fallo en conector enchufable.
Solución: Enchufar bien y bloquear, controlar la toma y cambiar si es necesario.
Causa: Fallo en el gatillo de la pistola (microrruptor) o fallo en conector enchufable
Solución: Repara o cambiar la antorcha
Causa: Periodo de Power on reset (10 segundos) después de la conexión todavía
no transcurrido
Solución: Esperar 10 segundos después de la conexión del interruptor principal y
empezar a soldar
3. No hay corriente de soldadura
Conmutador principal en posicción MARCHA. LEDS indicadores encendidos. Indicadores numéricos encendidos. LEDS (9), (10), (12) se encienden al accionar el gatillo. Alta
frecuencia y gas de protección activos.
Causa: Cable de masa no conectado
Solución: Establecer la conexión a masa de la pieza.
Causa: Cable de masa conectado en la toma de corriente equivocada
Solución: Conectar el cablo de masa a la toma y bloquear
Causa: Fallo en la antorcha de soldadura
Solución: Cambiar la antorcha
Causa: Cortocircuito en el circuito de corriente de soldadura durante servicio de
electrodo
Solución: Eliminar el cortocircuito en el circuito de soldadura.
4. No hay corriente de soldadura
Conmutador principal (1) en pos. MARCHA, LEDS indicadores encen-didos. Los indicadores numéricos (2), (3) señalan t - S p.ex.: 8 1 °C (Temp. demasiado alta)
Causa: Se ha superado la duración de la puesta en servicio o fallo del ventilador
(se señala temperatura demasido alta) t - S
Solución: Dejar enfriar el aparato, -> no desconectar, vigilar la marcha del ventilador
Causa: Llega poco aire de refrigeración.
Solución: Hacer que llegue aire suficiente
Causa: Bloque de potencia muy sucio
Solución: Limpiar con aire comprimido
5. El arco se interrumpe de vez en cuando (con soldadura manual de electrodos
revestidos)
Causa: Caída de tensión en el arco del electrodo demasiado alta.
Solución: Si es posible usar un electrodo alternativo
6. No hay gas de protección
Las demás funciones están activas
Causa: Botella de gas vacía
Solución: Cambiar la botella
Causa: Fallo del manorreductor
Solución: Cambiar el manorreductor
Causa: Tubo de gas mal conectado
Solución: Montar la manguera o cambiarla si está defectuosa
31

¡AVERTENCIA! En caso de que haya que cambiar los fusibles, usar fusibles
del mismo valor, para evitar la anulación de la garantía por daños causados
por el empleo de fusibles demasiado fuertes.
Diagnóstico y
solución de
errores
(continuación)
Causa: Fallo de la antorcha
Solución: Cambiar la antorcha
Causa: Fallo de la válvula magnética de gas
Solución: Acudir al servicio técnico
7. No hay caudal de gas posterior
El electrodo de tungsteno cambia de color después de acabar de soldar
Causa: Ajuste demasiado corto del caudal de gas posterior
Solución: Prolongar el periodo de caudal de gas posterior con los parámetros de
programa internos (el periodo depende de la intensidad de la corriente de
soldadura)
8. Lichtbogen zündet schlecht
Causa: Ajuste corto del caudal de gas previo
Solución: Prolongar el caudal de gas previo
Causa: Alta frecuencia demasiado débil
Solución: Ver diagnósticos de avería y remedios (p.9)
Causa: Electrodo de tungsteno aleado o punta defectuosa
Solución: Sacar punta al electrodo
Ursache: Carga demasiado reducida del electrodo de tungsteno
Solución: Adaptar el electrodo a la intensidad de corriente (la corriente de arco
corresponde al diámetro)
Causa: Boquilla de gas sucia; la HF salta sobre la pieza pasando por la boquilla.
Solución: Usa una nueva boquilla de cerámica.
Causa: Boquilla demasiado pequeña para el diámetro del electrodo usado
Solución: Usar una boquilla más grande
Causa: Antorcha de soldadura estropeada: fallos en el cuerpo, de la funda protec-
tora,...
Solución: Cambiar las partes efectuosas o la antorcha entera
9. Alta frecuencia (HF) demasiado debil
Causa: No hay gas de protección o insuficiente gas de protección
Solución: Ver diagnóstico de avería y remedios (p. 6)
10. Telecomando sin función
(las demás funciones están activas)
Causa: Cable mal conectado
Solución: Conectar correctamente y atornillar a tope
Causa: Cable o telecomando defectuosos
Solución: Cambiar el cable o el telecomando
Causa: Conector de telecomando de 10 patillas defectuoso
Solución: Cambiar el conector
32

Cuidado, mantenimiento y eliminación
¡ADVERTENCIA! La electrocución puede ser mortal. Antes de abrir el aparato:
- Poner el interruptor de red en la posición „OFF“.
- Separar el aparato de la red.
- Colocar un rótulo de aviso claro y legible para impedir cualquier reconexión.
- Asegurar con un medidor adecuado que los componentes con carga
eléctrica (por ejemplo, condensadores) estén descargados.
Generalidades
Con cada puesta
en servicio
En condiciones normales, la fuente de corriente sólo requiere un mínimo de cuidados y
mantenimiento. No obstante, es imprescindible observar algunos puntos para conservar
el equipo de soldadura a punto a lo largo de los años.
- Comprobar respecto a daños la clavija para la red y el cable de red, así como el
soplete, el paquete de mangueras de conexión y la conexión de masa
- Comprobar que haya un espacio de 0,5 m (1,6 pies) alrededor del aparato para que
el aire de refrigeración pueda circular libremente
¡OBSERVACIÓN! Las entradas y salidas de aire nunca deben estar tapadas, ni
siquiera parcialmente.
Cada 2 meses
Cada 6 meses
Eliminación
- Si estuviera disponible: Limpiar el filtro de aire
- Desmontar los laterales del aparato y soplar el interior del mismo con aire comprimido seco, con fuerza reducida.
¡OBSERVACIÓN! Riesgo de dañar componentes electrónicos. No soplar desde
una distancia corta sobre los componentes electrónicos.
- En caso de fuertes acumulaciones de polvo, limpiar también los canales de aire de
refrigeración
Efectuar la eliminación observando las normas nacionales y regionales aplicables.
33

Datos técnicos
TransTig 1600 /
TransTig 1700
TransTig 1600 TransTig 1700
Tensión de red 1 x 230 V 1 x 230 V
Tolerancia de la red +/- 15 % +/- 15 %
Frecuencia de red 50 / 60 Hz 50 / 60 Hz
Fusible de red acción lenta 16 A 16 A
Potencia aparente con 50% ED* 7,0 kVA 6,2 kVA
100% ED* 3,7 kVA 5,0 kVA
Cos phi 100 A 0,99 -
120 A - 0,99
Grado de rendimiento 50 A 90 % -
80 A - 89 %
Margen de corriente de soldadura
TIG 2 - 160 A 2 - 170 A
EL 2 - 140 A 2 - 140 A
Corriente de soldadura TIG
10 min/40°C (104°F) 35% ED* 160 A 170 A
10 min/40°C (104°F) 60% ED* - 135 A
10 min/40°C (104°F) 100% ED* 110 A 120 A
Corriente de soldadura EL
10 min/40°C (104°F) 50% ED* 140 A 140 A
10 min/40°C (104°F) 100% ED* 100 A 115 A
Tensión de trabajo normalizada
TIG 10,1 - 16,4 V 10,1 - 16,8 V
Electrode 20,1 - 25,6 V 20,1 - 25,6 V
Tensión de marcha en vacío 230 V 45 V DC 92 V DC
Clase de aislamiento B B
Clase de protección IP 23 IP 23
Tipo de refrigeración AF AF
Certificación S, CE S, CE
* duración de ciclo de trabajo
34

Ersatzteilliste
D
Schaltplan
Spare Parts List
GB
Circuit Diagram
Liste de pièces de rechange
F
Schéma de connexions
Lista parti di ricambio
I
Schema
Lista de repuestos
E
Esquema de cableado
Lista de peças sobresselentes
P
Esquema de conexões
Onderdelenlijst
NL
Bedradingsschema
Reservdelsliste
N
Koblingsplan
Seznam náhradních dílů
CZ
Schéma zapojení
Список запасных частей
RUS
Электрическая схема
Zoznam náhradných dielov
SK
Schéma zapojenia
ud_fr_st_tb_00149 012008

TransTig 1600 G/Z 4,075,089
TransTig 1600 G/F 4,075,089,636
TransTig 1700 G/Z 4,075,115
TransTig 1700 G/F 4,075,115,636
TransTig 1700 G/F/US 4,075,115,800
42,0406,0295
45,0200,1103
* gewünschte Länge angeben
* Specify the length required
* Indiquer la longueur désirée
* Indicar la longitud deseada
* Indicare la lunghezza desiderat
* indicar o comprimento desejado
* uved'te požadovanou délku
43,0004,0519
43,0004,1993 - US
43,0002,0295
4,070,748 - BSV16
4,070,548,Z - BPS16
43,0001,0600
42,0409,2819
43,0001,3252
42,0406,0102
42,0406,0133
12,0405,0184
BSV16
BPS16
41,0012,0047
41,0003,0267
33,0010,0308
43,0006,0153
43,0030,0021
43,0001,1144
HF66
42,0409,2530
42,0409,2987 - US
TMS16
42,0300,0648
32,0405,0183
43,0004,1670
BE2,0200,9088
42,0001,3541 - US
43,0013,0015
42,0407,0284
40,0001,0310 - *
4,070,549 - TMS16
4,070,708,Z - HF66
ZF
33,0005,0451
42,0409,2531
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,001,603
42,0407,0273
33,0005,0485
43,0004,1666
43,0003,0031
42,0405,0056
42,0404,0024
4,100,423
42,0409,2981
42,0407,0273
TransTig 1600 / 1700
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00156 012004
1/1

Carriage Easy- LT 4,045,917
42,0402,0215
BP2,0200,9218
42,0300,1583
42,0300,2619
42,0406,0293
44,0001,0042
44,0001,0105
Carriage Easy- LT
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_so_00701 012003
1/1



FRONIUS INTERNATIONAL GMBH
Buxbaumstraße 2, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012008
 Loading...
Loading...