

Fronius TS 4000/5000, TPS 2700/3200/4000/5000, TIME 5000 Digital Operating Instruction [ES]

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TransSynergic 4000/5000
TransPuls Synergic 2700
TransPuls Synergic
3200/4000/5000
TIME 5000 Digital
CMT 4000 Advanced
Manual de instrucciones
ES
Fuente de corriente MIG/MAG
42,0426,0001,ES 024-15122020


Tabla de contenido
Indicaciones de seguridad 9
Explicación de las instrucciones de seguridad 9
Generalidades 9
Utilización prevista 10
Condiciones ambientales 10
Obligaciones de la empresa explotadora 10
Obligaciones del personal 11
Acoplamiento a la red 11
Protección personal 11
Indicaciones en relación con los valores de emisión de ruidos 12
Peligro originado por gases y vapores tóxicos 12
Peligro originado por proyección de chispas 13
Peligros originados por corriente de red y corriente de soldadura 13
Corrientes de soldadura vagabundas 14
Clasificaciones de equipos CEM 15
Medidas CEM 15
Medidas de campos electromagnéticos 15
Puntos de especial peligro 16
Requisitos del gas protector 17
Peligro originado por las botellas de gas protector 17
Peligro originado por la fuga de gas protector 18
Medidas de seguridad en el lugar de emplazamiento y durante el transporte 18
Medidas de seguridad en servicio normal 19
Puesta en servicio, mantenimiento y reparación 19
Comprobación relacionada con la técnica de seguridad 20
Eliminación 20
Certificación de seguridad 20
Protección de datos 20
Derechos de autor 20
ES
Información general 23
Generalidades 25
Diseño de los equipos 25
Principio de funcionamiento 25
Campos de aplicación 25
Advertencias en el equipo 26
Descripción de las advertencias en el equipo 27
Modelos especiales 29
Generalidades 29
Edición Alu 29
Edición CrNi 29
Variantes CMT 29
CMT 4000 Advanced 30
TIME 5000 Digital 30
Edición Yard 31
Edición Steel 31
Componentes del sistema 32
Generalidades 32
Sinopsis 32
Elementos de manejo y conexiones 33
Descripción de los paneles de control 35
Generalidades 35
Seguridad 35
Sinopsis 35
Panel de control estándar 36
Generalidades 36
Panel de control estándar 36
3

Combinaciones de teclas: funciones especiales 38
Indicación de la velocidad ajustada de enhebrado 38
Indicación del tiempo de flujo previo de gas y del tiempo de flujo posterior de gas 39
Indicación de la versión de software 39
Panel de control Comfort / CrNi / Steel 40
Diferencia entre los paneles de control Comfort, CrNi y Steel 40
Panel de control Comfort 40
Combinaciones de teclas: funciones especiales 44
Indicación de la velocidad ajustada de enhebrado 44
Indicación del tiempo de flujo previo de gas y del tiempo de flujo posterior de gas 45
Indicación de la versión de software 45
Panel de control EE. UU. 46
Panel de control EE. UU. 46
Combinaciones de teclas: funciones especiales 49
Indicación de la velocidad ajustada de enhebrado 50
Indicación del tiempo de flujo previo de gas y del tiempo de flujo posterior de gas 50
Indicación de la versión de software 50
Panel de control TIME 5000 Digital 51
Panel de control TIME 5000 Digital 51
Combinaciones de teclas: funciones especiales 55
Indicación de la velocidad ajustada de enhebrado 55
Indicación del tiempo de flujo previo de gas y del tiempo de flujo posterior de gas 56
Indicación de la versión de software 56
Panel de control CMT 57
Panel de control CMT 57
Combinaciones de teclas: funciones especiales 60
Indicación de la velocidad ajustada de enhebrado 60
Indicación del tiempo de flujo previo de gas y del tiempo de flujo posterior de gas 61
Indicación de la versión de software 61
Panel de control Yard 62
Panel de control Yard 62
Combinaciones de teclas: funciones especiales 65
Indicación de la velocidad ajustada de enhebrado 66
Indicación del tiempo de flujo previo de gas y del tiempo de flujo posterior de gas 66
Indicación de la versión de software 66
Panel de control Remote 67
Generalidades 67
Panel de control Remote 67
Panel de control Remote CMT 68
Generalidades 68
Panel de control Remote CMT y CMT Advanced 68
Conexiones, interruptores y componentes mecánicos 69
Fuente de corriente TPS 2700 69
Fuente de corriente TPS 2700 CMT 70
Fuente de corriente TS 4000 / 5000, TPS 3200 / 4000 / 5000, TIME 5000 Digital 71
Fuente de corriente CMT 4000 Advanced 72
Instalación y puesta en servicio 75
Equipamiento mínimo para trabajo de soldadura 77
Generalidades 77
Soldadura MIG/MAG refrigerada por gas 77
Soldadura MIG/MAG refrigerada por agua 77
Soldadura MIG/MAG automatizada 77
Soldadura CMT manual 77
Soldadura CMT automatizada 78
Soldadura CMT Advanced 78
Soldadura TIG-DC 78
Soldadura por electrodo 78
Antes de la instalación y puesta en servicio 79
Seguridad 79
Utilización prevista 79
4

Condiciones de emplazamiento 79
Conexión de red 79
Conexión del cable de red en fuentes de corriente para EE. UU. 81
Generalidades 81
Cables de red prescritos y descargas de tracción 81
Seguridad 81
Conectar el cable de red 81
Cambiar la descarga de tracción 83
Puesta en servicio 84
Seguridad 84
Notas sobre la unidad de refrigeración 84
Información sobre los componentes del sistema 84
Sinopsis 85
Puesta en servicio TPS 2700 86
Generalidades 86
Recomendación para aplicaciones refrigeradas por agua 86
Conectar la bombona de gas 86
Establecer la conexión de masa 87
Conectar la antorcha 87
Colocar/cambiar los rodillos de avance 88
Colocar la bobina de hilo 88
Colocar la bobina con fondo de cesta 89
Hacer entrar el electrodo de soldadura 90
Ajustar la presión de apriete 91
Ajustar el freno 92
Construcción del freno 92
Puesta en servicio TS 4000 / 5000, TPS 3200 / 4000 / 5000, TIME 5000 Digital 94
Generalidades 94
Montar los componentes del sistema (sinopsis) 94
Fijar la descarga de tracción 95
Conectar el paquete de mangueras de conexión 95
Conectar la bombona de gas 96
Establecer la conexión de masa 97
Conectar la antorcha 97
Otras actividades 97
Puesta en servicio CMT4000 Advanced 98
Montar los componentes del sistema (sinopsis) 98
Conectar el paquete de mangueras de conexión. la antorcha CMT y el buffer 98
Otras actividades 99
Preparar el sistema de arrastre 99
ES
Trabajo de soldadura 101
Modos de operación MIG/MAG 103
Generalidades 103
Símbolos y sus significados 103
Modo de operación de 2 tiempos 104
Operación de 4 tiempos 104
Operación especial de 4 tiempos 105
Puntear 105
Soldadura MIG/MAG 106
Seguridad 106
Actividades generales previas a la soldadura MIG/MAG 106
Sinopsis 106
Soldadura sinérgica MIG/MAG 107
Generalidades 107
Soldadura sinérgica MIG/MAG 107
Correcciones del trabajo de soldadura 108
Ajustar los parámetros de corrección 109
Nota sobre el panel de control estándar 109
Soldadura manual MIG/MAG estándar 110
Generalidades 110
5

Parámetros disponibles 110
Soldadura manual estándar MIG/MAG 110
Correcciones del trabajo de soldadura 112
Ajustar los parámetros de corrección 112
Soldadura CMT 113
Generalidades 113
Soldadura CMT 113
Correcciones del trabajo de soldadura 115
Ajustar los parámetros de corrección 116
Funciones especiales y opciones 117
Función de monitorización de ruptura del arco voltaico 117
Función Ignition Time-Out 117
Opción Spatter Free Ignition 117
Opción Synchro-Puls 118
Trabajo de soldadura de robot 120
Condición previa 120
Generalidades 120
Operación especial de 2 tiempos para interfaz de robot 120
Función Wire-Stick-Control 121
Cambio del procedimiento de soldadura durante la soldadura CMT Advanced 122
Soldadura TIG 123
Seguridad 123
Condición previa 123
Preparación 123
Soldadura TIG 124
Realizar la ignición 124
Finalizar el proceso de soldadura 125
Opción TIG-Comfort-Stop 125
Desarrollo de soldadura TIG con TIG-Comfort-Stop 126
Soldadura por electrodo 128
Seguridad 128
Condición previa 128
Preparación 128
Soldadura por electrodo 129
Correcciones del trabajo de soldadura 129
Ajustar los parámetros de corrección 130
Función HotStart 130
Función Soft-Start 130
Función Anti-Stick 131
Operación por Jobs 132
Generalidades 132
Condiciones 132
Restricciones 132
Indicaciones para la operación por Jobs en la indicación digital izquierda 132
Seleccionar el procedimiento de soldadura de operación por Jobs 132
Crear Job 133
Abrir Job 134
Copiar/sobrescribir Job 135
Borrar Job 136
Ajustes de configuración 139
Corrección de Job 141
Generalidades 141
Entrar al menú Corrección de Job 141
Modificar parámetros 141
Salir del menú Corrección de Job 141
Parámetros en el menú Corrección de Job 142
Parámetros de ajuste fijo 142
Parámetros corregibles posteriormente 145
Menú de configuración Gas protector 147
Generalidades 147
6

Menú de configuración gas protector para el panel de control estándar 147
Menú de configuración gas protector para los paneles de control Comfort, US, TIME 5000 Digital y
CMT
Parámetros en el menú de configuración Gas protector 147
Menú de configuración para el panel de control estándar 149
Generalidades 149
Menú de configuración para el panel de control estándar 149
Parámetros en el menú de configuración para el panel de control estándar 149
Menú de configuración Procedimientos 153
Generalidades 153
Menú de configuración Procedimientos para los paneles de control Comfort, US, TIME 5000 Digital y CMT
Parámetros para la soldadura MIG/MAG en el menú de configuración Procedimientos 153
Parámetros para la soldadura TIG en el menú de configuración Procedimientos 157
Parámetros para la soldadura por electrodo en el menú de configuración Procedimientos 157
Menú de configuración modo de operación 158
Generalidades 158
Menú de configuración modo de operación para los paneles de control Comfort, US, TIME 5000
Digital y CMT
Parámetros para operación especial de 2 tiempos en el menú de configuración modo de operación
Parámetros para operación especial de 4 tiempos en el menú de configuración modo de operación
Parámetros para puntear en el menú de configuración modo de operación 160
Menú de configuración nivel 2 161
Generalidades 161
Menú de configuraciónnivel 2 para el panel de control estándar 161
Menú de configuración Nivel 2 para los paneles de control Comfort, US, TIME 5000 Digital y CMT 162
Parámetros para la soldadura MIG/MAG en el menú de configuración, nivel 2 162
Parámetros para la operación paralela de fuentes de corriente en el menú de configuración
Nivel 2
Parámetros para TimeTwin Digital en el menú de configuración Nivel 2 166
Parámetros para la soldadura TIG en el menú de configuración Nivel 2 166
Parámetros para la soldadura por electrodo en el menú de configuración Nivel 2 168
Nota sobre la aplicación del parámetro FAC 170
Calibrar la unidad PushPull 171
Generalidades 171
Calibrar la unidad PushPull - sinopsis 171
Calibrar la unidad PushPull 172
Códigos de servicio calibración PushPull 176
Seguridad 176
Códigos de servicio con unidades de impulsión desacopladas (calibración de marcha sin carga) 176
Códigos de servicio con unidades de impulsión acopladas (calibración acoplada) 177
Determinar la resistencia del circuito de soldadura r 179
Generalidades 179
Determinar la resistencia del circuito de soldadura r 179
Mostrar la inductividad del circuito de soldadura L 181
Generalidades 181
Mostrar la inductividad del circuito de soldadura L 181
Tendido correcto del paquete de mangueras de conexión 181
147
153
158
159
159
166
ES
Solución de errores y mantenimiento 183
Diagnóstico de errores, solución de errores 185
Generalidades 185
Seguridad 185
Códigos de servicio mostrados 185
Diagnóstico de errores de la fuente de corriente 193
Cuidado, mantenimiento y eliminación 198
Generalidades 198
Seguridad 198
Con cada puesta en servicio 198
7

Cada 2 meses 198
Cada 6 meses 198
Eliminación 198
Anexo 199
Valores medios de consumo durante la soldadura 201
Consumo medio del electrodo de soldadura en MIG/MAG 201
Consumo medio de gas protector en la soldadura MIG/MAG 201
Consumo medio de gas protector en la soldadura TIG 201
Datos técnicos 202
Tensión especial 202
TPS 2700 202
TPS 2700 MV 203
TPS 3200 204
TPS 3200 MV 205
TPS 3200 460 V AC 206
TS/TPS 4000 208
TS/TPS 4000 MV 209
TS/TPS 5000 209
TS/TPS 5000 MV 210
Datos técnicos sobre los equipos para EE. UU. 211
Datos técnicos Edición Alu, Edición CrNi, Edición Yard y Variantes CMT 212
TIME 5000 Digital 212
CMT 4000 Advanced 213
CMT 4000 Advanced MV 214
Visión general: materias primas fundamentales y año de producción del equipo 215
Bases de datos con programas de soldadura 216
Explicación de símbolos 216
Estructura de una base de datos con programas de soldadura mediante un ejemplo 216
Términos y abreviaturas utilizados 217
Generalidades 217
Términos y abreviaturas A - C 217
Términos y abreviaturas D - F 218
Términos y abreviaturas G - I 218
Términos y abreviaturas J - R 219
Términos y abreviaturas S 219
Términos y abreviaturas T - 2nd 220
8

Indicaciones de seguridad
ES
Explicación de
las instrucciones
de seguridad
¡ADVERTENCIA!
Indica un peligro inminente.
En caso de no evitar el peligro, las consecuencias pueden ser la muerte o lesiones
▶
de carácter muy grave.
¡PELIGRO!
Indica una situación posiblemente peligrosa.
Si no se evita esta situación, se puede producir la muerte así como lesiones de
▶
carácter muy grave.
¡PRECAUCIÓN!
Indica una situación posiblemente perjudicial.
Si no se evita esta situación, se pueden producir lesiones de carácter leve o de
▶
poca importancia, así como daños materiales.
¡OBSERVACIÓN!
Indica la posibilidad de obtener unos resultados mermados de trabajo y que se
puedan producir daños en el equipamiento.
Generalidades El equipo ha sido fabricado según el estado de la técnica y las reglas reconocidas en
referencia a la seguridad. No obstante, el manejo incorrecto o el uso inadecuado implica
peligro para:
- La integridad física y la vida del operario o de terceras personas.
- El equipo y otros valores materiales de la empresa explotadora.
- El trabajo eficiente con el equipo.
Todas las personas implicadas en la puesta en servicio, el manejo, el mantenimiento y la
conservación del equipo deben:
- Poseer la cualificación correspondiente.
- Poseer conocimientos de soldadura.
- Leer completamente y seguir escrupulosamente este manual de instrucciones.
El manual de instrucciones debe permanecer guardado en el lugar de empleo del
equipo. Complementariamente al manual de instrucciones, se deben tener en cuenta las
reglas válidas a modo general, así como las reglas locales respecto a la prevención de
accidentes y la protección medioambiental.
Todas las indicaciones de seguridad y peligro en el equipo:
- Deben mantenerse en estado legible.
- No deben dañarse.
- No deben retirarse.
- No deben taparse ni cubrirse con pegamento ni pintura.
Las posiciones de las indicaciones de seguridad y peligro en el equipo figuran en el
capítulo "Generalidades" del manual de instrucciones del mismo.
Los errores que puedan mermar la seguridad deben ser eliminados antes de conectar el
aparato.
9

¡Se trata de seguridad!
Utilización prevista
El equipo se debe utilizar, exclusivamente, para los trabajos conformes a la utilización
prevista.
El equipo está construido exclusivamente para los procedimientos de soldadura indicados en la placa de características.
Cualquier otro uso se considerará como no previsto por el diseño constructivo. El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar.
También forman parte de la utilización prevista:
- La lectura completa y la consideración de todas las indicaciones del manual de instrucciones.
- La lectura completa y la consideración de todas las indicaciones de seguridad y
peligro.
- El cumplimiento de los trabajos de inspección y mantenimiento.
Jamás se debe utilizar el equipo para las aplicaciones siguientes:
- Deshelar tubos
- Cargar baterías/acumuladores
- Arrancar motores
El equipo ha sido construido para usos industriales. El fabricante declina cualquier responsabilidad por daños originados por un empleo en el ámbito doméstico.
El fabricante declina también toda responsabilidad ante resultados de trabajo deficientes
o defectuosos.
Condiciones
ambientales
Obligaciones de
la empresa explotadora
Cualquier servicio o almacenamiento del equipo fuera del campo indicado será considerado como no previsto. El fabricante declina cualquier responsabilidad frente a los daños
que se pudieran originar.
Gama de temperaturas del aire ambiental:
- En servicio: -10 °C hasta + 40 °C (14 °F hasta 104 °F)
- Durante el transporte y almacenamiento: -20 °C hasta +55 °C (-4 °F hasta 131 °F)
Humedad relativa del aire:
- Hasta el 50 % a 40 °C (104 °F)
- Hasta el 90 % a 20 °C (68 °F)
Aire ambiental: libre de polvo, ácidos, gases o sustancias corrosivas, etc.
Altura por encima del nivel del mar: hasta 2000 m (6561 ft. 8.16 in.)
La empresa explotadora se compromete a que solo trabajarán con el equipo personas
que:
- Estén familiarizadas con las prescripciones fundamentales en relación con la seguridad laboral y la prevención de accidentes y que hayan sido instruidas en el manejo
del equipo.
- Hayan leído y comprendido en particular el capítulo "Indicaciones de seguridad" en
el presente manual de instrucciones, confirmando la lectura y comprensión
mediante su firma.
- Hayan recibido la formación necesaria en relación con los requisitos de los resultados de trabajo.
10
Se debe comprobar periódicamente que el personal trabaja de forma segura.

Obligaciones del
personal
Todas las personas a las que se encomiendan trabajos en el equipo se comprometen,
antes del comienzo del trabajo, a:
- Observar las prescripciones fundamentales acerca de la seguridad laboral y la prevención de accidentes.
- Leer en particular el capítulo "Indicaciones de seguridad" en el presente manual de
instrucciones, confirmando la comprensión y cumplimiento del mismo mediante su
firma.
Antes de abandonar el puesto de trabajo, se debe asegurar que no se puedan producir
daños personales o materiales durante la ausencia.
ES
Acoplamiento a
la red
Protección personal
Por su consumo de corriente, los equipos de alta potencia pueden repercutir sobre la
calidad de energía de la red.
Esta característica puede afectar a algunos tipos de equipos y manifestarse como sigue:
- Limitaciones de conexión
-
Requisitos con respecto a la máxima impedancia de la red admisible
-
Requisitos con respecto a la mínima potencia de cortocircuito necesaria
*)
En cada caso en el interface a la red pública
*)
*)
Ver los datos técnicos
En este caso, la empresa explotadora o el usuario del equipo deben asegurar que la
conexión del equipo esté permitida y, si fuera necesario, deben consultar el caso con la
correspondiente empresa suministradora de energía.
¡IMPORTANTE! ¡Prestar atención a que la puesta a tierra del acoplamiento a la red sea
segura!
El manejo del equipo implica exponerse a múltiples peligros como, por ejemplo:
- Proyección de chispas, proyección de piezas metálicas calientes
- Radiación del arco voltaico (dañina para los ojos y la piel)
- Campos electromagnéticos perjudiciales que suponen un peligro mortal para personas con marcapasos
- Peligro eléctrico originado por corriente de red y corriente de soldadura
- Elevadas molestias acústicas
- Humo de soldadura y gases perjudiciales
Llevar ropa de protección adecuada para manejar el equipo. Características de la ropa
de protección:
- Debe ser difícilmente inflamable
- Debe ser aislante y seca
- Debe cubrir todo el cuerpo, estar intacta y en buen estado
- Se debe llevar una careta
- No remangarse los pantalones
La ropa de protección incluye, por ejemplo, los siguientes aspectos:
- Protección de los ojos y la cara mediante una careta con elemento filtrante homologado frente a rayos de luz ultravioleta, calor y proyección de chispas.
- Detrás del casco de protección se deben llevar gafas adecuadas con protección
lateral.
- Llevar zapatos robustos impermeables incluso en caso humedad.
- Protegerse las manos con unos guantes adecuados (aislamiento eléctrico, protección térmica).
- Llevar protección auditiva para reducir las molestias acústicas y evitar lesiones.
11

Las personas, especialmente los niños, se deben mantener alejados de los equipos y
del proceso de soldadura durante el servicio. Si aún así hay personas cerca:
- Se debe instruir a dichas personas acerca de todos los peligros (peligro de deslumbramiento originado por el arco voltaico, peligro de lesiones originado por la proyección de chispas, humo de soldadura dañino para la salud, molestias acústicas,
posible peligro originado por la corriente de red o la corriente de soldadura, etc.).
- Poner a disposición los medios de protección adecuados.
- Montar unas paredes y cortinas de protección adecuadas.
Indicaciones en
relación con los
valores de
emisión de ruidos
Peligro originado
por gases y vapores tóxicos
El aparato genera un máximo nivel de potencia acústica < 80 dB(A) (ref. 1 pW) en marcha sin carga, así como en la fase de enfriamiento después del servicio según el
máximo punto de trabajo admisible con carga normal según EN 60974-1.
No es posible indicar un valor de emisión relacionado con el puesto de trabajo para la
soldadura (y el corte), ya que este varía en función del procedimiento y del entorno. Este
valor depende de los parámetros más diversos como, por ejemplo, el procedimiento de
soldadura (soldadura MIG/MAG, soldadura TIG), el tipo de corriente seleccionado
(corriente continua, corriente alterna), la gama de potencia, el tipo de producto de soldadura, el comportamiento de resonancia de la pieza de trabajo, el entorno del puesto de
trabajo, etc.
El humo que se genera durante la soldadura contiene gases y vapores dañinos para la
salud.
El humo de soldadura contiene sustancias que, según la monografía 118 de la Agencia
Internacional para la Investigación del Cáncer, provocan cáncer.
Utilizar una aspiración en puntos concretos y en todo el local.
Si fuera posible, utilizar antorchas de soldadura con dispositivos de aspiración integrados.
Mantener la cabeza alejada del humo de soldadura y de los gases que se van generando.
Humo y gases perjudiciales generados:
- No inhalar
- Aspirar con unos medios adecuados fuera de la zona de trabajo
Procurar que haya suficiente alimentación de aire fresco. Garantizar como mínimo una
tasa de ventilación de 20 m³/hora en todo momento.
En caso de una ventilación insuficiente, se debe utilizar una careta de soldadura con alimentación de aire.
En caso de que existan dudas acerca de la idoneidad de la capacidad de extracción, se
deben comparar los valores de emisión de sustancias nocivas con los valores límite
admisibles.
Los componentes siguientes son responsables del nivel de nocividad del humo de soldadura:
- Metales utilizados para la pieza de trabajo
- Electrodos
- Recubrimientos
- Agentes de limpieza, desengrasantes, etc.
- Proceso de soldadura empleado
Por tanto, se deben tener en cuenta las correspondientes fichas técnica seguridad de
material y las indicaciones del fabricante para los componentes indicados.
12

Encontrará recomendaciones sobre situaciones de exposición, medidas de prevención
de riesgos e identificación de condiciones de trabajo en la página web de la European
Welding Association en la sección Health & Safety (https://european-welding.org).
Mantener los vapores inflamables (por ejemplo, vapores de disolvente) alejados del
campo de radiación del arco voltaico.
Cerrar la válvula de la bombona de gas protector o la alimentación de gas principal si no
se realizan trabajos de soldadura.
ES
Peligro originado
por proyección
de chispas
Peligros originados por corriente
de red y corriente
de soldadura
La proyección de chispas puede provocar incendios y explosiones.
Jamás se debe soldar cerca de materiales inflamables.
Los materiales inflamables se deben encontrar a una distancia mínima de 11 metros (36
ft. 1.07 in.) del arco voltaico o estar protegidos por una cubierta homologada.
Tener a disposición un extintor adecuado y homologado.
Las chispas y los fragmentos de piezas metálicas calientes también pueden entrar en
las zonas contiguas a través de pequeñas ranuras y aberturas. Tomar las correspondientes medidas para evitar cualquier riesgo de lesiones e incendios.
No se debe soldar en zonas con riesgo de incendio y explosión y en depósitos cerrados,
bidones o tubos, si estos elementos no están preparados según las correspondientes
normas nacionales e internacionales.
No se deben realizar soldaduras en recipientes en los que se almacenen o se hayan
almacenado gases, combustibles, aceites minerales y similares. Debido a los residuos
existe riesgo de explosión.
Por lo general, una descarga eléctrica puede resultar mortal.
No se debe entrar en contacto con piezas bajo tensión dentro y fuera del equipo.
Durante la soldadura MIG/MAG y la soldadura TIG también están bajo tensión el hilo de
soldadura, la bobina de hilo, los rodillos de avance, así como todas las piezas metálicas
en relación con el hilo de soldadura.
Emplazar el avance de hilo siempre sobre una base suficientemente aislada o utilizar un
soporte devanadora aislante adecuado.
Autoprotegerse y proporcionar una protección personal suficiente mediante una base o
una cubierta seca y suficientemente aislante frente al potencial de tierra o masa. La
base o la cubierta deben cubrir por completo toda la zona entre el cuerpo y el potencial
de tierra o masa.
Todos los cables y líneas deben estar fijados, intactos, aislados y tener una dimensión
suficiente. Sustituir inmediatamente las uniones sueltas, los cables chamuscados,
dañados o con una dimensión insuficiente.
Antes de cada uso, comprobar con la mano el asiento firme de las conexiones de
corriente.
En caso de cables de corriente con clavija de bayoneta, torsionar el cable de corriente al
menos 180° alrededor de su eje longitudinal y pretensarlo.
Los cables o las líneas no se deben utilizar para atar el cuerpo ni partes del cuerpo.
El electrodo (electrodo, electrodo de tungsteno, hilo de soldadura, etc.):
- Jamás debe sumergirse en líquidos para su refrigeración.
- Jamás debe tocarse estando la fuente de potencia conectada.
13

Entre los electrodos de dos sistemas de soldadura puede producirse, por ejemplo, doble
tensión de marcha sin carga de un sistema de soldadura. Cuando se entra en contacto
simultáneamente con los potenciales de ambos electrodos, es muy posible que exista
peligro mortal.
Un electricista especializado debe comprobar periódicamente la alimentación de red respecto a la capacidad de funcionamiento del conductor protector.
Los equipos de clase de protección I requieren una red con conductores protectores y
un sistema de conectores con contacto de conductor protector para un funcionamiento
correcto.
El funcionamiento del equipo en una red sin conductor protector y en un enchufe sin
contacto de conductor protector solo se permitirá si se cumplen todas las disposiciones
nacionales relativas a la separación de protección.
De lo contrario, se considerará negligencia grave. El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar.
Si fuera necesario, proporcionar una puesta a tierra suficiente de la pieza de trabajo
mediante medios adecuados.
Desconectar los equipos no utilizados.
Al realizar trabajos a gran altura, llevar un arnés de seguridad para evitar caídas.
Separar el equipo de la red y sacar la clavija para la red antes de comenzar a trabajar
en el mismo.
Corrientes de soldadura vagabundas
Mediante un rótulo de aviso claro y legible, asegurar el equipo frente a reconexiones y
conexiones de la clavija para la red.
Después de abrir el equipo:
- Descargar todos los componentes que almacenan cargas eléctricas.
- Asegurarse de que todos los componentes del equipo estén sin corriente.
Si se requieren trabajos en piezas bajo tensión, contar con la ayuda de una segunda
persona para que pueda apagar a tiempo el interruptor principal.
Si no se tienen en cuenta las indicaciones que figuran a continuación, existe la posibilidad de que se produzcan corrientes de soldadura vagabundas que puedan provocar lo
siguiente:
- Peligro de incendio
- Calentamiento excesivo de componentes en contacto con la pieza de trabajo
- Destrucción de conductores protectores
- Daño del equipo y de otras instalaciones eléctricas
Se debe proporcionar una unión fija del borne de la pieza de trabajo con la pieza de trabajo.
Fijar el borne de la pieza de trabajo lo más cerca posible del punto a soldar.
Colocar el aparato con suficiente aislamiento contra un entorno eléctrico conductivo, por
ejemplo: Aislamiento respecto al suelo conductivo o aislamiento respecto a los puntos
conductivos.
14
En caso de utilización de distribuidores de corriente, alojamientos de cabezal doble, etc.,
debe tenerse en cuenta lo siguiente: También el electrodo de la antorcha o del soporte
de electrodo sin utilizar conduce potencial. Procurar un alojamiento con suficiente aislamiento de la antorcha o del soporte de electrodo sin utilizar.
En caso de aplicaciones MIG/MAG automatizadas, el electrodo de soldadura aislado
solo se debe conducir desde el bidón de hilo de soldadura, la bobina grande o la bobina
de hilo hacia el avance de hilo.

Clasificaciones
de equipos CEM
Medidas CEM En casos especiales puede ocurrir que, a pesar de cumplirse los valores límite de
Equipos de la clase de emisión A:
- Solo están destinados al uso en zonas industriales.
- Pueden provocar perturbaciones condicionadas a la línea e irradiadas en otras
regiones.
Equipos de la clase de emisión B:
- Cumplen los requisitos de emisión en zonas residenciales e industriales. Lo mismo
es aplicable a zonas residenciales en las que la energía se suministra desde una
red de baja tensión pública.
Clasificación de equipos CEM según la placa de características o los datos técnicos.
emisión normalizados, se produzcan influencias sobre el campo de aplicaciones previsto
(por ejemplo, cuando haya equipos sensibles en el emplazamiento o cuando cerca del
emplazamiento haya receptores de radio o televisión).
En este caso, el empresa explotadora está obligada a tomar las medidas adecuadas
para eliminar las perturbaciones.
Comprobar y evaluar la resistencia a perturbaciones de las instalaciones en el entorno
del equipo según las disposiciones nacionales e internacionales. Ejemplos para instalaciones susceptibles a perturbaciones que pueden verse influidas por el equipo:
- Dispositivos de seguridad
- Cables de red, señales y transmisión de cables
- Instalaciones de procesamiento de datos y telecomunicación
- Instalaciones para medir y calibrar
ES
Medidas de campos electromagnéticos
Medidas de apoyo para evitar problemas de compatibilidad electromagnética (CEM):
1. Alimentación de red
- Si se producen perturbaciones electromagnéticas a pesar de un acoplamiento a
la red acorde a las prescripciones, se deben tomar medidas adicionales (por
ejemplo, utilización de un filtro de red adecuado).
2. Cables solda
- Mantenerlos lo más cortos posible.
- Instalarlos lo más cerca posible (para evitar problemas con campos electro-
magnéticos).
- Realizar la instalación dejando gran distancia respecto al resto de cables solda
3. Conexión equipotencial
4. Puesta a tierra de la pieza de trabajo
- Si fuera necesario, establecer la conexión a tierra mediante unos condensado-
res adecuados.
5. Blindado, si fuera necesario
- Blindar las demás instalaciones en el entorno.
- Blindar toda la instalación de soldadura.
Los campos electromagnéticos pueden causar daños para la salud que aún no son
conocidos:
- Efectos sobre la salud de las personas próximas, por ejemplo, personas que llevan
marcapasos y prótesis auditiva.
- Las personas que llevan marcapasos deben consultar a su médico antes de permanecer en las inmediaciones del aparato y del proceso de soldadura.
- Por motivos de seguridad, se deben mantener unas distancias lo más largas posibles entre los cables de soldar y la cabeza/el torso del soldador.
- Los cables de soldar y los paquetes de mangueras no se deben llevar colgados del
hombro o alrededor del cuerpo ni de las partes del cuerpo.
15

Puntos de especial peligro
Mantener alejadas las manos, el cabello, la ropa y las herramientas de las piezas
móviles como, por ejemplo:
- Ventiladores
- Ruedas dentadas
- Rodillos
- Ejes
- Bobinas de hilo e hilos de soldadura
No introducir las manos en las ruedas dentadas en rotación del accionamiento de hilo ni
en las partes de accionamiento en rotación.
Las cubiertas y los laterales solo se deben abrir ni retirar mientras duren los trabajos de
mantenimiento y reparación.
Durante el servicio:
- Asegurarse de que todas las cubiertas están cerradas y todos los laterales correctamente montados.
- Mantener cerradas todas las cubiertas y los laterales.
La salida del hilo de soldadura de la antorcha de soldadura supone un elevado riesgo de
lesiones (atravesar la mano, lesiones en la cara y en los ojos, etc.).
Es por ello que la antorcha de soldadura debe mantenerse alejada del cuerpo (equipos
con avance de hilo) y se deben llevar unas gafas de protección adecuadas.
No entrar en contacto con la pieza de trabajo durante ni después de la soldadura. Peligro de quemaduras.
Las piezas de trabajo en proceso de enfriamiento pueden desprender escoria. Por lo
tanto, al retocar las piezas de trabajo también se debe llevar puesto el equipo de protección prescrito y procurar que las demás personas estén también suficientemente protegidas.
Dejar que se enfríen las antorchas de soldadura y los demás componentes de la instalación antes de realizar trabajos en los mismos.
En locales sujetos a riesgo de incendio y explosión rigen unas prescripciones especiales.
Se deben tener en cuenta las correspondientes disposiciones nacionales e internacionales.
En locales para trabajos con un mayor riesgo eléctrico (por ejemplo, calderas) las fuentes de corriente deben estar identificadas con el símbolo (Safety). No obstante, la fuente
de corriente no debe estar en estos locales.
Peligro de escaldadura originado por la fuga de líquido de refrigeración. Desconectar la
refrigeración antes de desenchufar las conexiones para el avance o el retorno del líquido
de refrigeración.
Tener en cuenta la ficha técnica de seguridad del líquido de refrigeración al trabajar con
el mismo. Puede obtener la ficha técnica de seguridad del líquido de refrigeración a
través de su centro de servicio o la página web del fabricante.
Para el transporte de equipos con grúa, solo se deben utilizar medios de fijación de
carga adecuados del fabricante.
- Enganchar las cadenas o los cables en los puntos de suspensión previstos a tal fin
en el medio de fijación de carga adecuado.
- Las cadenas o los cables deben tener un ángulo lo más pequeño posible con respecto a la vertical.
- Retirar la botella gas y el avance de hilo (equipos MIG/MAG y TIG).
16

En caso de suspender con grúa el avance de hilo durante la soldadura, siempre debe
utilizarse un sistema amarre devanadora aislante y adecuado (equipos MIG/MAG y
TIG).
Si el equipo dispone de cinta portadora o asa de transporte, estos elementos sirven solo
para el transporte a mano. La cinta portadora no resulta adecuada para el transporte
mediante grúa, carretilla elevadora de horquilla ni otras herramientas de elevación
mecánicas.
Comprobar periódicamente todos los medios de fijación (correas, hebillas, cadenas,
etc.) que se utilicen en relación con el equipo o sus componentes (por ejemplo, con respecto a daños mecánicos, corrosión o cambios provocados por otras influencias
ambientales).
El intervalo y alcance de las pruebas deben cumplir al menos las normas y directivas
nacionales vigentes en cada momento.
En caso de utilizar un adaptador para la conexión de gas, existe peligro de no detectar
fugas de gas protector incoloro e inodoro. Antes del montaje, y utilizando una cinta de
teflón adecuada, impermeabilizar la rosca en el lado del equipo del adaptador para la
conexión de gas.
ES
Requisitos del
gas protector
Peligro originado
por las botellas
de gas protector
Especialmente en los conductos anulares, el gas protector puede producir daños en el
equipamiento y reducir la calidad de soldadura.
Se deben cumplir las siguientes especificaciones relativas a la calidad del gas protector:
- Tamaño de las partículas sólidas < 40 µm
- Punto de rocío de presión < -20 °C
- Máx. contenido de aceite < 25 mg/m³
¡En caso de ser necesario, utilizar un filtro!
Las botellas de gas protector contienen gas bajo presión y pueden explotar en caso de
estar dañadas. Como las botellas de gas protector forman parte del equipo de soldadura, deben ser tratadas con sumo cuidado.
Proteger las botellas de gas protector con gas comprimido frente a calor excesivo, golpes mecánicos, escoria, llamas desprotegidas, chispas y arcos voltaicos.
Montar las botellas de gas protector en posición vertical y fijarlas según el manual para
evitar que se puedan caer.
Mantener las botellas de gas protector alejadas de los circuitos de soldadura o de otros
circuitos de corriente eléctricos.
Jamás se debe colgar una antorcha soldadura de una botella de gas protector.
Jamás se debe entrar en contacto con una botella de gas protector por medio de un
electrodo.
Peligro de explosión: jamás se deben realizar soldaduras en una botella de gas protector bajo presión.
Utilizar siempre exclusivamente las botellas de gas protector adecuadas y los accesorios correspondientes (reguladores, tubos y racores, etc.). Utilizar exclusivamente botellas de gas protector y accesorios que se encuentren en buen estado.
Cuando se abra la válvula de una botella de gas protector, alejar la cara de la salida.
Cerrar la válvula de la botella de gas protector si no se realizan trabajos de soldadura.
17

Dejar la caperuza en la válvula de la botella de gas protector si no hay ninguna botella
de gas protector conectada.
Seguir las indicaciones del fabricante, así como las correspondientes disposiciones
nacionales e internacionales para botellas de gas protector y piezas de accesorio.
Peligro originado
por la fuga de
gas protector
Medidas de seguridad en el lugar
de emplazamiento y durante
el transporte
Peligro de asfixia originado por fugas descontrolados de gas protector
El gas protector es incoloro e inodoro y, en caso de fuga, puede expulsar el oxígeno del
aire ambiental.
- Proporcionar suficiente alimentación de aire fresco. El caudal de ventilación debe
ser de al menos 20 m³/hora.
- Tener en cuenta las instrucciones de seguridad y mantenimiento de la bombona de
gas protector o de la alimentación de gas principal.
- Cerrar la válvula de la bombona de gas protector o la alimentación de gas principal
si no se realizan trabajos de soldadura.
- Antes de cada puesta en servicio, comprobar la bombona de gas protector o la alimentación de gas principal con respecto a fugas descontroladas de gas.
¡La caída de un equipo puede suponer un peligro mortal! Colocar el equipo sobre una
base firme y nivelada.
- Se admite un ángulo de inclinación máximo de 10°.
En locales con riesgo de incendio y explosión rigen prescripciones especiales.
- Tener en cuenta las disposiciones nacionales e internacionales correspondientes.
Mediante instrucciones internas de la empresa y controles, asegurarse de que el
entorno del puesto de trabajo esté siempre limpio y visible.
Emplazar y utilizar el equipo solo según el tipo de protección indicado en la placa de
características.
En el momento de realizar el emplazamiento del equipo se debe mantener un espacio
de 0,5 m (1 ft. 7.69 in.) alrededor del mismo para que el aire de refrigeración pueda
entrar y salir sin ningún problema.
Al transportar el equipo se debe procurar cumplir las directivas y la normativa de prevención de accidentes vigentes a nivel nacional y regional. Esto se aplica especialmente
a las directivas relativas a los riesgos durante el transporte.
No se deben levantar ni transportar los equipos activos. ¡Apagar los equipos antes del
transporte o la elevación!
Antes de transportar el equipo se debe purgar completamente el refrigerante, así como
desmontar los siguientes componentes:
- Avance de hilo
- Bobina de hilo
- Bombona de gas protector
Antes de la puesta en servicio y después del transporte resulta imprescindible realizar
una comprobación visual del equipo para comprobar si ha sufrido daños. Antes de la
puesta en servicio se debe encomendar la eliminación de los daños visibles al servicio
técnico cualificado.
18

Medidas de seguridad en servicio
normal
Solo se deberá utilizar el equipo cuando todos los dispositivos de seguridad tengan
plena capacidad de funcionamiento. Si los dispositivos de seguridad no disponen de
plena capacidad de funcionamiento existe peligro para:
- La integridad física y la vida del operario o de terceras personas.
- El equipo y otros valores materiales del empresario.
- El trabajo eficiente con el equipo.
Antes de la conexión del equipo se deben reparar los dispositivos de seguridad que no
dispongan de plena capacidad de funcionamiento.
Jamás se deben anular ni poner fuera de servicio los dispositivos de seguridad.
Antes de la conexión del equipo se debe asegurar que nadie pueda resultar perjudicado.
Al menos una vez por semana, comprobar que el equipo no presenta daños visibles
desde el exterior y verificar la capacidad de funcionamiento de los dispositivos de seguridad.
Fijar la botella de gas protector siempre correctamente y retirarla previamente en caso
de transporte con grúa.
Por sus propiedades (conductividad eléctrica, protección contra heladas, compatibilidad
de materiales, inflamabilidad, etc.), solo el líquido de refrigeración original del fabricante
es adecuado para nuestros equipos.
Utilizar exclusivamente el líquido de refrigeración original adecuado del fabricante.
ES
Puesta en servicio, mantenimiento y reparación
No mezclar el líquido de refrigeración original del fabricante con otros líquidos de refrigeración.
Conectar a la refrigeración solo componentes del sistema del fabricante.
Si se producen otros daños debido al uso de otros componentes del sistema o líquidos
de refrigeración, el fabricante declina toda responsabilidad al respecto y se extinguirán
todos los derechos de garantía.
Cooling Liquid FCL 10/20 no es inflamable. El líquido de refrigeración basado en etanol
es inflamable en determinadas condiciones. Transportar el líquido de refrigeración solo
en los envases originales cerrados y mantenerlo alejado de las fuentes de chispas.
El líquido de refrigeración debe ser eliminado debidamente según las prescripciones
nacionales e internacionales. Puede obtener la ficha técnica de seguridad del líquido de
refrigeración a través de su centro de servicio o la página web del fabricante.
Antes de cada comienzo de soldadura se debe comprobar el nivel líquido refrigerante
con el equipo frío.
En caso de piezas procedentes de otros fabricantes no queda garantizado que hayan
sido diseñadas y fabricadas de acuerdo con las exigencias y la seguridad.
- Utilizar solo repuestos y consumibles originales (lo mismo rige para piezas normalizadas).
- No se deben efectuar cambios, montajes ni transformaciones en el equipo, sin previa autorización del fabricante.
- Se deben sustituir inmediatamente los componentes que no se encuentren en perfecto estado.
- En los pedidos deben indicarse la denominación exacta y el número de referencia
según la lista de repuestos, así como el número de serie del equipo.
Los tornillos de la caja representan la conexión de conductor protector para la puesta a
tierra de las partes de la caja.
19

Utilizar siempre la cantidad correspondiente de tornillos originales de la caja con el par
indicado.
Comprobación
relacionada con
la técnica de
seguridad
Eliminación ¡No tire este aparato junto con el resto de las basuras domésticas! De conformidad con
El fabricante recomienda encomendar, al menos cada 12 meses, una comprobación
relacionada con la técnica de seguridad del equipo.
El fabricante recomienda realizar una calibración de las fuentes de corriente en un intervalo de 12 meses.
Se recomienda que un electricista especializado homologado realice una comprobación
relacionada con la técnica de seguridad en los siguientes casos
- Tras cualquier cambio
- Tras montajes o transformaciones
- Tras reparación, cuidado y mantenimiento
- Al menos cada doce meses.
Para la comprobación relacionada con la técnica de seguridad se deben observar las
normas y directivas nacionales e internacionales.
Su centro de servicio le proporcionará información más detallada para la comprobación
relacionada con la técnica de seguridad y la calibración. Bajo demanda, también le proporcionará la documentación necesaria.
la Directiva europea sobre residuos de aparatos eléctricos y electrónicos y su transposición al derecho nacional, los aparatos eléctricos usados deben ser recogidos por separado y reciclados respetando el medio ambiente. Asegúrese de devolver el aparato
usado al distribuidor o solicite información sobre los sistemas de desecho y recogida
locales autorizados. ¡Hacer caso omiso a esta directiva de la UE puede acarrear posibles efectos sobre el medio ambiente y su salud!
Certificación de
seguridad
Protección de
datos
Derechos de
autor
Los equipos con declaración de conformidad UE cumplen los requisitos fundamentales
de la directiva de baja tensión y compatibilidad electromagnética (por ejemplo, las normas de producto relevantes de la serie EN 60 974).
Fronius International GmbH declara mediante la presente que el equipo cumple la Directiva 2014/53/UE. El texto completo de la declaración de conformidad UE está disponible
en la siguiente dirección de Internet: http://www.fronius.com
Los equipos identificados con la certificación CSA cumplen las disposiciones de las normas relevantes para Canadá y EE. UU.
El usuario es responsable de la salvaguardia de datos de las modificaciones frente a los
ajustes de fábrica. El fabricante no es responsable en caso de que se borren los ajustes
personales.
Los derechos de autor respecto al presente manual de instrucciones son propiedad del
fabricante.
El texto y las ilustraciones corresponden al estado de la técnica en el momento de la
impresión. Reservado el derecho a modificaciones. El contenido del manual de instrucciones no justifica ningún tipo de derecho por parte del comprador. Agradecemos cual-
20

quier propuesta de mejora e indicaciones respecto a errores en el manual de instrucciones.
ES
21

22

Información general
23

24

Generalidades
VR 70
00
ES
Diseño de los
equipos
Las fuentes de corriente TransSynergic
(TS)4000 y TS 5000, así como TransPulsSynergic (TPS) 2700, TPS 3200,
TPS4000 y TPS 5000 son fuentes de
corriente de inversor controlado por microprocesador completamente digitalizadas.
El diseño modular y la sencilla posibilidad
de realizar una ampliación del sistema
garantizan una alta flexibilidad. Los equipos pueden ser adaptados a cualquier circunstancia específica.
En el caso de la fuente de corriente TransPuls Synergic 2700 hay un accionamiento
a 4 rodillos integrado. Se suprime el
Instalación de soldadura TS 4000 / 5000, TPS 3200 /
4000 / 5000 , TPS 2700
paquete de mangueras de conexión entre
la fuente de corriente y el avance de hilo.
Gracias a esta compacta forma constructiva, la TPS 2700 resulta especialmente
idónea para la aplicación móvil.
Todos los equipos con excepción de TS 4000 / 5000 tienen capacidad de multiproceso:
- Soldadura MIG/MAG
- Soldadura TIG con cebado por contacto (no para fuentes de corriente CMT)
- Soldadura por electrodo
Principio de funcionamiento
Campos de aplicación
La unidad central de control y regulación de las fuentes de corriente está acoplada a un
procesador digital de señales. La unidad central de control y regulación y el procesador
de señales controlan todo el proceso de soldadura.
Durante el proceso de soldadura se miden continuamente los datos reales, reaccionando inmediatamente a los cambios. Los algoritmos de regulación garantizan que se
mantenga el estado nominal deseado.
De ello resulta lo siguiente:
- Un proceso de soldadura preciso
- Una reproducibilidad exacta de todos los resultados
- Unas excelentes propiedades de soldadura
Los equipos se utilizan en la industria: Aplicaciones manuales y automatizadas con
acero clásico, chapas galvanizadas, cromo/níquel y aluminio.
El accionamiento a 4 rodillos integrado, la alta potencia y el reducido peso hacen que
la fuente de corriente TPS 2700 sea idónea sobre todo para aplicaciones móviles en
obras o talleres de reparación.
Las fuentes de corriente TS 4000 / 5000 y TPS 3200 / 4000 / 5000 están concebidas
para:
25

- Industria automovilística y auxiliar
Nur vorhanden bei Stromquelle „TPS 2700“
und auf Drahtvorschüben
- Construcción de máquinas y vehículos sobre
carriles
- Construcción de instalaciones químicas
- Construcción de equipos
- Astilleros, etc.
Advertencias en
el equipo
Los modelos de fuentes de corriente para EE. UU. llevan advertencias adicionales pegadas en los equipos. Estas advertencias no se deben quitar ni cubrir o pintar.
26

Descripción de
AB
las advertencias
en el equipo
Determinadas versiones de equipos llevan las advertencias en el propio equipo.
La disposición de los símbolos puede variar.
! ¡Advertencia! ¡Cuidado!
Los símbolos identifican posibles peligros.
A Los rodillos impulsores pueden causar lesiones en los dedos.
B Durante el servicio, el hilo de soldadura y las partes de accionamiento se
encuentran bajo tensión de soldadura.
¡Mantener las manos y los objetos metálicos alejados!
ES
1. Las descargas eléctricas pueden ser mortales.
1.1 Llevar guantes aislantes secos. No entrar en contacto con el electrodo de soldadura con las manos desprotegidas. No llevar guantes húmedos o dañados.
1.2 Utilizar una base aislante contra el suelo y la zona de trabajo como protección
contra descargas eléctricas.
1.3 Antes de comenzar a trabajar con el equipo, desconectarlo de la red, extrayendo
la clavija para la red o interrumpiendo la alimentación principal.
2. La inhalación de humo de soldadura puede ser nociva para la salud.
2.1 Mantener la cabeza alejada del humo de soldadura generado.
27

2.2 Utilizar una ventilación forzada o una aspiración local para evacuar el humo de
xx,xxxx,xxxx *
soldadura.
2.3 Eliminar el humo de soldadura con un ventilador.
3 Las chispas de soldadura pueden provocar una explosión o un incendio.
3.1 Mantener los materiales inflamables alejados del proceso de soldadura. No se
debe soldar cerca de materiales inflamables.
3.2 Las chispas de soldadura pueden provocar un incendio. Mantener los extintores
de incendios preparados. En caso necesario, nombrar a un supervisor que sea
capaz de manejar el extintor.
3.3 No soldar bidones ni depósitos cerrados.
4. Los rayos del arco voltaico pueden quemar los ojos y causar lesiones en la piel.
4.1 Llevar una protección para la cabeza y gafas de protección. Utilizar protección
auditiva y un cuello camisero con botón. Utilizar una careta de soldadura con la
tonalidad correcta. Llevar ropa de protección adecuada en todo el cuerpo.
5. Antes de realizar trabajos en la máquina o soldar:
¡Familiarizarse con el equipo y leer las instrucciones!
6. No se debe eliminar ni pintar la pegatina con las advertencias.
* Número de pedido del fabricante de la pegatina
28

Modelos especiales
Generalidades Para el tratamiento profesional de diferentes materiales se necesitan programas de sol-
dadura que estén especialmente adaptados a estos materiales. Los modelos especiales
de las fuentes digitales de corriente están adaptados exactamente a estas exigencias.
Los programas de soldadura más importantes están disponibles directamente en el
panel de control de las fuentes de corriente. Además, las fuentes de corriente se distinguen por tener unas funciones de serie que ayudan al usuario durante la soldadura de
estos materiales.
¡OBSERVACIÓN!
Los datos técnicos de los modelos especiales se corresponden con los datos
técnicos de las fuentes de corriente estándar.
Edición Alu Las fuentes de corriente de la Edición Alu se han desarrollado para un tratamiento per-
fecto y cuidadoso del aluminio. Los programas de soldadura especiales para aluminio
ayudan durante el tratamiento profesional del aluminio.
Las fuentes de corriente de la Edición Alu están equipadas de serie con las siguientes
opciones:
- Programas de soldadura especiales para aluminio
- Opción SynchroPuls
ES
Edición CrNi Las fuentes de corriente de la Edición CrNi se han desarrollado para un tratamiento per-
fecto y cuidadoso del CrNi. Los programas de soldadura especiales para CrNi ayudan
durante el tratamiento profesional de los aceros inoxidables. Las fuentes de corriente de
la Edición CrNi están equipadas de serie con las siguientes opciones:
- Programas de soldadura especiales para CrNi
- Opción SynchroPuls
- Opción TIG-Comfort-Stop
- Conexión antorcha TIG
- Válvula magnética de gas
¡OBSERVACIÓN!
Un montaje de la ampliación del sistema "Uni Box" no es posible en la Edición
CrNi (por ejemplo, para la conexión del bus de campo de un control de robot).
No obstante, la Edición CrNi soporta una conexión de robot a través de las interfaces de
robot ROB 4000 / 5000.
Variantes CMT Además de los procedimientos convencionales de soldadura las variantes CMT sopor-
tan adicionalmente el proceso CMT. El proceso CMT (CMT = Cold Metal Transfer) es un
procedimiento especial de soldadura de arco voltaico corto MIG. Sus particularidades
son una reducida aportación de calor y una transferencia de material controlada y de
baja corriente.
CMT resulta adecuado para:
- Soldadura indirecta MIG prácticamente sin salpicaduras
- Soldadura de chapas finas con deformación reducida
- Ensamblaje de acero con aluminio (soldadura directa e indirecta combinada)
29

CMT 4000 Advanced
TIME 5000 Digital Concepto
Además del procedimiento de soldadura MIG/MAG convencional, la soldadura por electrodo y el proceso CMT, la fuente de corriente CMT 4000 Advanced respalda el perfeccionado proceso CMT Advanced.
El principio de funcionamiento del proceso CMT Advanced se basa en un arco voltaico
combinado con ciclos CMT de polo negativo y positivo o ciclos de pulsado de polo positivo. Entre sus particularidades destacan la aportación de calor directa, el alto rendimiento de fusión, la mayor capacidad de puenteado de ranuras, el desprendimiento
exacto de gota y un arco voltaico altamente estable.
CMT Advanced resulta adecuado para:
- Uniones de chapas extrafinas con un puenteado de ranuras alto
- Aceros de alta resistencia con baja aportación de calor
- Puntos: volumen de gotas definido con exactitud y aportación de calor definida
- Posiciones de la raíz sin backing
- Soldadura indirecta de aceros de alta y máxima resistencia
Como fuente de corriente universal la TIME 5000 Digital resulta especialmente adecuada para aplicaciones manuales. Además de los procedimientos convencionales de
soldadura la TIME 5000 Digital soporta también el procedimiento de soldadura de alto
rendimiento TIME.
Principio de funcionamiento
Frente a los procedimientos de soldadura MIG/MAG convencionales las características
siguientes permiten una mayor velocidad de soldadura con un rendimiento de fusión
hasta un 30 % mayor:
- Etapa de potencia con altas reservas de tensión
- Programas de soldadura de alto rendimiento
- Gases protectores especialmente adaptados
- Potente avance de hilo con motor de inducido de disco refrigerado por agua para
una velocidad de hilo de hasta 30 m/min
- Antorcha TIME con sistema de refrigeración de 2 circuitos
Campo de aplicación
El campo de aplicación abarca todos los sectores, en los que se requieren largos cordones de soldadura, grandes secciones transversales de cordón y una aportación controlada de calor, por ejemplo:
- En la construcción de máquinas
- En la construcción metálica
- En la construcción de grúas
- En la construcción naval
- En la construcción de calentadores de agua
Incluso en caso de aplicaciones automatizadas es posible utilizar la nueva fuente de
corriente TIME 5000 Digital.
Tipos de material
El procedimiento de soldadura de alto rendimiento resulta especialmente adecuado
para:
- Aceros sin aleación
- Aceros de baja aleación EN 10027
- Aceros de construcción de grano fino hasta 890 N/mm²
- Aceros resistentes a bajas temperaturas
30

Edición Yard Las fuentes de corriente de la edición Yard han sido concebidas especialmente para uti-
lizarlas en astilleros y en servicio offshore. Los programas de soldadura están pensados
principalmente para aplicaciones de acero y CrNi con hilos macizos y de relleno.
Edición Steel Las fuentes de corriente de la edición Steel han sido concebidas especialmente para uti-
lizarlas en el sector del metal. Las curvas características especiales pueden ajustarse,
en el panel de control, para arcos voltaicos estándar y de impulso.
ES
31

Componentes del sistema
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(11)
(10)
(9)
(8)
F
R
O
NI
U
S
Generalidades Las fuentes de corriente de la serie digital pueden operar con diferentes componentes
del sistema y opciones. Dependiendo del campo de aplicación de las fuentes de
corriente, esto permite optimizar los desarrollos y simplificar el manejo y las manipulaciones.
Sinopsis
Sinopsis de los componentes del sistema
Leyenda:
(1) "Human"
(2) Mandos a distancia
(3) Antorcha
(4) Avances de hilo
(5) Alojamiento del avance de hilo
(6) Paquetes de mangueras de conexión
(7) Accesorios de robot
(8) Fuentes de corriente
(9) Unidades de refrigeración
(10) Carro de desplazamiento y soportes de bombona de gas
(11) Cable de masa y electrodo
32

Elementos de manejo y conexiones
33

34

Descripción de los paneles de control
Generalidades Los paneles de control presentan un diseño lógico funcional. Los diferentes parámetros
necesarios para la soldadura se pueden seleccionar fácilmente con las teclas y
- se pueden modificar con las teclas o con la rueda de ajuste
- se pueden mostrar en la indicación digital durante la soldadura
Gracias a la función Synergic, al modificar un parámetro individual también se ajustan
todos los demás parámetros.
¡OBSERVACIÓN!
Debido a las actualizaciones de software puede haber funciones disponibles en su
equipo, aunque aún no estén descritas en este manual de instrucciones, y
también es posible el caso inverso.
Además, alguna ilustración puede variar ligeramente con respecto a los elementos de
manejo de su equipo. No obstante, el funcionamiento de los elementos de manejo es
idéntico.
ES
Seguridad
Peligro originado por un manejo incorrecto.
Pueden producirse daños personales y materiales graves.
▶
▶
Sinopsis "Descripción de los paneles de control" se compone de los siguientes apartados:
- Panel de control estándar
- Panel de control Comfort
- Panel de control EE. UU.
- Panel de control TIME 5000 Digital
- Panel de control CMT
- Panel de control Yard
- Panel de control Remote
- Panel de control CMT Remote
- Panel de control CrNi
- Panel de control Steel
¡PELIGRO!
Solo tras haber leído y comprendido la totalidad de este manual de instrucciones se
podrán aplicar las funciones descritas.
Solo cuando se haya leído y comprendido la totalidad del manual de instrucciones
sobre los componentes del sistema (sobre todo las normas de seguridad) se podrán
aplicar las funciones descritas.
35

Panel de control estándar
(3) (5)
(15)(14)
(6) (9) (10)(8)(7)(4)
(13)
(12) (11)
(2)(1)
(16)
Generalidades
Panel de control
estándar
¡OBSERVACIÓN!
El panel de control estándar sólo dispone del procedimiento de soldadura
MIG/MAG Standard-Synergic.
Los siguientes procedimientos de soldadura y funciones no están disponibles y no pueden ser equipados posteriormente:
Soldadura MIG/MAG Puls-Synergic
▶
Operación por Jobs
▶
Soldadura TIG
▶
Soldadura por electrodo
▶
Puntear
▶
Las modificaciones de los parámetros Corriente de soldadura y la corrección de la longitud de arco voltaico se deben efectuar en el avance de hilo.
36

N.º Función
(1) Tecla Enhebrar hilo
Para enhebrar el electrodo de soldadura sin gas ni corriente en el‑paquete de
mangueras.
Encontrará información sobre el proceso de transporte de hilo, al pulsar prolongadamente la tecla Enhebrar hilo, en el menú de configuración, parámetro
Fdi.
(2) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Espesor de chapa
Espesor de chapa en mm o in.
Corriente de soldadura
Corriente de soldadura en A
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de hilo
Velocidad de hilo en m/min o ipm.
Tensión soldadura
Tensión soldadura en V
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
ES
Si hay un parámetro seleccionado, gracias a la función Synergic también se
ajustan todos los demás parámetros.
(3) Indicación digital izquierda
(4) LED espesor de chapa
Está iluminado si está seleccionado el parámetro Espesor de chapa.
(5) LED corriente de soldadura
Está iluminado si está seleccionado el parámetro Corriente de soldadura.
(6) LED velocidad de hilo
Está iluminado si está seleccionado el parámetro Velocidad de hilo.
(7) Indicación Exceso de temperatura
Se ilumina cuando la fuente de corriente se calienta en exceso (por ejemplo, al
sobrepasar la duración de ciclo de trabajo). Encontrará más información en el
apartado "Diagnóstico de errores, solución de errores".
(8) Indicación HOLD
Al finalizar cada soldadura se memorizan los valores reales actuales de la
corriente de soldadura y de la tensión de soldadura: el indicador Hold está iluminado.
(9) Indicación digital derecha
(10) LED tensión de soldadura
Está iluminado si está seleccionado el parámetro Tensión de soldadura.
37

N.º Función
(11) Tecla Modo de operación
Para seleccionar el modo de operación.
Operación de 2 tiempos
Operación de 4 tiempos
Operación especial de 4 tiempos (inicio de soldadura de aluminio)
Si el modo de operación está seleccionado, se ilumina el LED detrás del
símbolo correspondiente.
(12) Tecla Tipo de material
Para seleccionar el material de aporte y gas protector utilizados. Los
parámetros SP1 y SP2 están previstos para materiales adicionales.
Si el tipo de material está seleccionado, se ilumina el LED detrás del material
de aporte correspondiente.
(13) Tecla Diámetro de hilo
Para seleccionar el diámetro de hilo seleccionado. El parámetro SP está previsto para diámetros de hilo adicionales.
Si el diámetro del hilo está seleccionado, se ilumina el LED detrás del
diámetro del hilo correspondiente.
Combinaciones
de teclas: funciones especiales
Indicación de la
velocidad ajustada de enhebrado
(14) Indicación arco voltaico de transición
Entre el arco voltaico corto y el arco voltaico de spray se produce un arco voltaico de transición con salpicaduras. Para indicar este margen crítico se ilumina la indicación de arco voltaico de transición.
(15) Tecla Store
Para entrar en el menú de configuración.
(16) Tecla Comprobar gas
Para ajustar la cantidad requerida de gas en el regulador de presión.
Después de pulsar la tecla Comprobar gas, el gas fluye durante 30 segundos.
Volviendo a pulsar la tecla se interrumpe el proceso prematuramente.
Pulsando al mismo tiempo o repetidamente las teclas, se pueden abrir las funciones
especiales descritas a continuación.
Se muestra la velocidad ajustada de enhebrado
(por ejemplo: Fdi | 10 m/min o Fdi | 393.70 ipm).
Con la tecla Tipo de material (12) se modifica la velocidad de
enhebrado
38
Se sale pulsando la tecla Store.

Indicación del
tiempo de flujo
previo de gas y
del tiempo de
flujo posterior de
gas
Se muestra el tiempo de flujo previo de gas ajustado (por ejemplo, GPr | 0,1 s).
Con la tecla Tipo de material (12) se modifica el tiempo de flujo
previo de gas
Pulsando a continuación la tecla Procedimiento (11) se muestra el
tiempo de flujo posterior de gas ajustado (por ejemplo, GPo | 0,5
s)
ES
Indicación de la
versión de software
Se sale pulsando la tecla Store.
Además de la versión de software, con esta función especial se puede abrir el número
de versión de la base de datos de soldadura, el número del avance de hilo, la versión
de software del avance de hilo, así como la duración de ignición del arco voltaico.
Con la tecla Tipo de material (12) se modifica el tiempo de flujo
posterior de gas
Se muestra la versión de software
Pulsando a continuación la tecla Tipo de material (12) se muestra
el número de versión de la base de datos de soldadura
(por ejemplo: 0 | 029 = M0029).
Volviendo a pulsar la tecla Tipo de material (12) se muestra el
número del avance de hilo (A o B en caso de alojamiento de
cabezal doble), así como la versión de software del avance de
hilo
(por ejemplo: A 1.5 | 0.23).
Al pulsar por tercera vez la tecla Tipo de material (12) se muestra
¡OBSERVACIÓN! La indicación de la duración de ignición del
Se sale pulsando la tecla Store.
la duración de ignición real del arco voltaico desde la primera
puesta en servicio (por ejemplo, "654 | 32.1" = 65 432,1 h = 65
432 h, 6 min)
arco voltaico no resulta adecuada como base de cálculo para
tasas de alquiler, prestaciones de garantía o similar.
39

Panel de control Comfort / CrNi / Steel
(14)(4)
(1)
(28) (26)
(25)
(5)
(18)
(15)
(12)
(11)
(10)
(3)
(6)
(9)(7)
(16)(8)
(27)
(24)
(23)
(22)
(13)
(2)
(19)
(17)
(20)
(21)
Diferencia entre
los paneles de
control Comfort,
CrNi y Steel
Panel de control
Comfort
Con excepción de la selección de material, la construcción de los paneles de control
Comfort, CrNi y Steel es idéntica. En el siguiente apartado se muestra solo el panel de
control Comfort. Todas las funciones descritas son aplicables igualmente a los paneles
de control CrNi y Steel.
N.º Función
(1) Tecla "Enhebrar hilo"
Para enhebrar el electrodo de soldadura sin gas ni corriente en el‑paquete de
mangueras.
Pulsando prolongadamente la tecla "Enhebrar hilo", en el menú de configuración, parámetro Fdi, encontrará información sobre el proceso de transporte
de hilo.
40

N.º Función
(2) Interruptor con llave (opción)
Con la llave en horizontal, las siguientes posiciones están bloqueadas:
- Selección del procedimiento de soldadura con la(s) tecla(s) "Procedimiento" (22)
- Selección del modo de operación con la(s) tecla(s) "Modo de operación"
(23)
- Selección del material de aporte con la(s) tecla(s) "Tipo de material" (24)
- Entrada al menú de configuración con la tecla "Store" (27)
- Entrada al menú de corrección de Job (apartado "Operación por Jobs")
¡OBSERVACIÓN! De manera similar al panel de control de la fuente
de corriente, la funcionalidad del panel de control de los componentes del sistema también está limitada.
(3) Tecla "Selección de parámetros"
Para seleccionar los siguientes parámetros:
Medida a
1)
En función de la velocidad ajustada para la soldadura.
Espesor de chapa
1)
Espesor de chapa en mm o in.
Corriente de soldadura
1)
Corriente de soldadura en A
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de hilo
1)
Velocidad de hilo en m/min o ipm.
ES
Indicación F1
Para mostrar el consumo de corriente del accionamiento PushPull.
Indicación "Consumo de corriente del accionamiento del avance
de hilo"
Para mostrar el consumo de corriente del accionamiento del avance
de hilo.
Cuando están iluminadas las indicaciones en la tecla "Selección de
parámetros" (3) y en la rueda de ajuste (21), el parámetro indicado/seleccionado puede ser modificado con la rueda de ajuste (21).
1)
Si uno de estos parámetros está seleccionado, en los procedimientos de soldadura MIG/MAG Puls-Synergic y soldadura MIG/MAG
Standard-Synergic también se ajustan todos los demás parámetros,
incluido el parámetro "Tensión de soldadura", gracias a la función
Synergic.
(4) LED de indicación F1
Está iluminado si está seleccionado el parámetro "Indicación F1".
(5) LED de indicación del consumo de corriente del accionamiento del
avance de hilo
Está iluminado si está seleccionado el parámetro "Indicación del consumo de
corriente del accionamiento del avance de hilo".
(6) LED de medida a
Está iluminado si está seleccionado el parámetro "Medida a".
(7) Indicación digital izquierda
41

N.º Función
(8) LED de espesor de chapa
Está iluminado si está seleccionado el parámetro "Espesor de chapa".
(9) LED de corriente de soldadura
Está iluminado si está seleccionado el parámetro "Corriente de soldadura".
(10) LED de velocidad de hilo
Está iluminado si está seleccionado el parámetro "Velocidad de hilo".
(11) Indicación "Exceso de temperatura"
Se ilumina cuando la fuente de corriente se calienta en exceso (por ejemplo, al
sobrepasar la duración de ciclo de trabajo). Encontrará más información en el
apartado "Diagnóstico de errores, solución de errores".
(12) Indicación HOLD
Al finalizar cada soldadura se memorizan los valores reales actuales de la
corriente de soldadura y de la tensión de soldadura: el indicador Hold está iluminado.
(13) LED de corrección de la longitud de arco voltaico
Está iluminado si está seleccionado el parámetro "Corrección de la longitud de
arco voltaico".
(14) LED de corrección de desprendimiento de gota / corrección de
dinámica / dinámica
Está iluminado si está seleccionado el parámetro "Corrección de desprendimiento de gota / Corrección de dinámica / Dinámica".
(15) LED de tensión de soldadura
Está iluminado si está seleccionado el parámetro "Tensión de soldadura".
(16) LED de velocidad de soldadura
Está iluminado si está seleccionado el parámetro "Velocidad de soldadura".
(17) Indicación digital derecha
(18) LED N.º Job
Está iluminado si está seleccionado el parámetro "N.º Job".
(19) LED de indicación F3
Está iluminado si está seleccionado el parámetro "Indicación F3".
42

N.º Función
(20) Tecla "Selección de parámetros"
Para seleccionar los siguientes parámetros:
Corrección de la longitud de arco voltaico
Para corregir la longitud de arco voltaico.
Corrección de desprendimiento de gota / Corrección dinámica /
Dinámica
Según el procedimiento de soldadura, está ocupado con una función
diferente. La descripción de la función correspondiente figura en el
capítulo de trabajo de soldadura del procedimiento de soldadura
correspondiente.
Tensión de soldadura
Tensión de soldadura en V
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de soldadura
Velocidad de soldadura en cm/min o ipm (se requiere para el
parámetro "Medida a").
N.º Job
Para abrir, en el procedimiento de soldadura de operación por Jobs,
secuencias de parámetros guardadas a través de los números de
Job.
ES
Indicación F3
Para mostrar el Real Energy Input en kJ. El Real Energy Input debe
activarse en el menú de configuración, nivel 2: parámetro EnE. En
caso de que la indicación no esté activada, se muestra el caudal de
líquido refrigerante si la unidad de refrigeración FK 4000 Rob está
disponible.
Cuando están iluminadas las indicaciones en la tecla "Selección de
parámetros" (20) y en la rueda de ajuste (21), el parámetro indicado/seleccionado puede ser modificado con la rueda de ajuste (21).
(21) Rueda de ajuste
Para modificar parámetros. Cuando está iluminada la indicación de la rueda
de ajuste se puede modificar el parámetro seleccionado.
(22) Tecla(s) "Procedimiento"
Para seleccionar el procedimiento de soldadura.
Soldadura MIG/MAG Puls-Synergic
Soldadura MIG/MAG Standard-Synergic
Soldadura manual estándar MIG/MAG
Operación por Jobs
Soldadura TIG con cebado por contacto
Soldadura por electrodo
Con el procedimiento de soldadura seleccionado se ilumina el LED del
símbolo correspondiente.
43
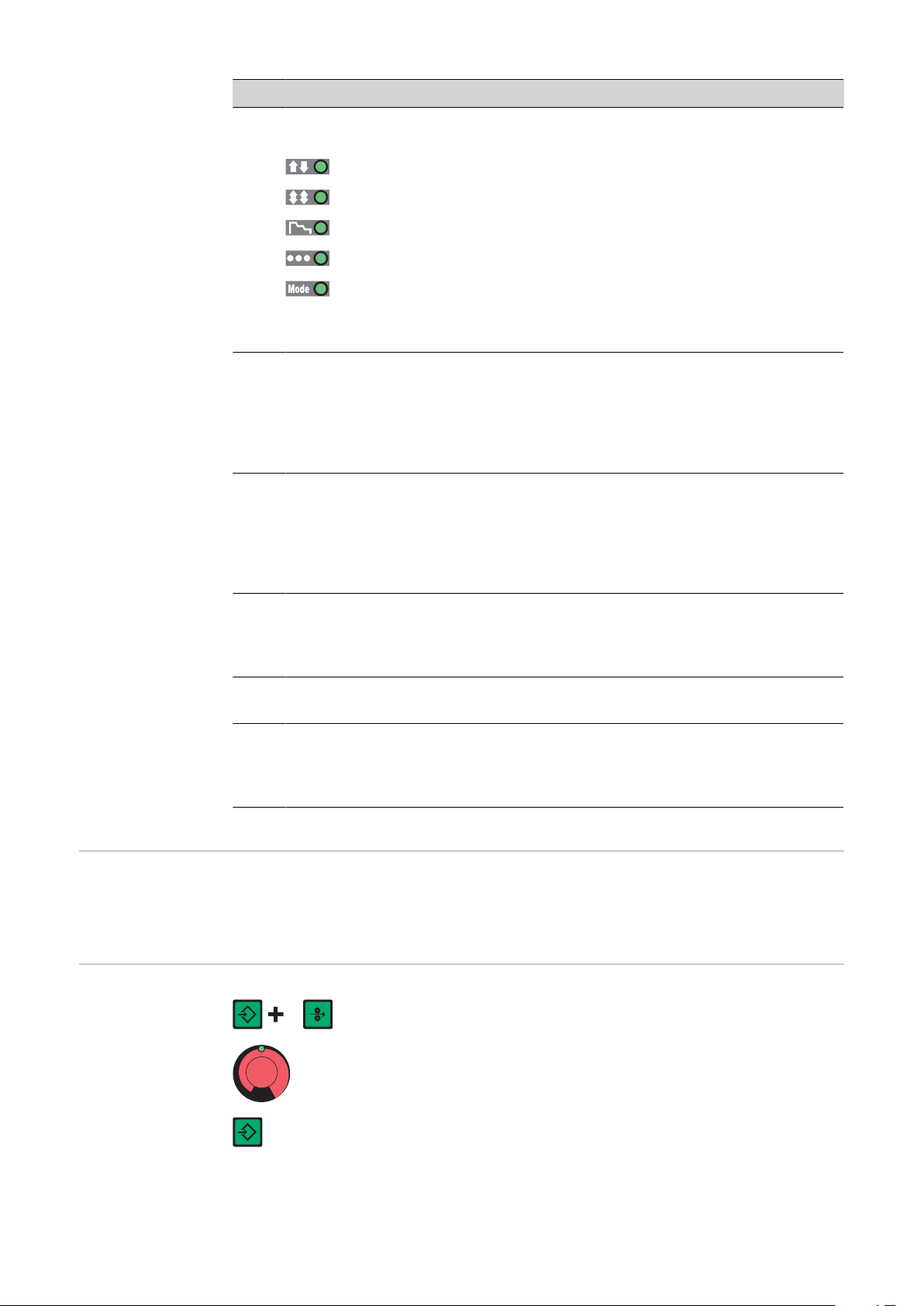
N.º Función
(23) Tecla "Modo de operación"
Para seleccionar el modo de operación.
Operación de 2 tiempos
Operación de 4 tiempos
Operación especial de 4 tiempos (inicio de soldadura de aluminio)
Modo de operación "Puntear"
Modo de operación "Mode"
Si el modo de operación está seleccionado, se ilumina el LED detrás del
símbolo correspondiente.
(24) Tecla "Tipo de material"
Para seleccionar el material de aporte y gas protector utilizados. Los
parámetros SP1 y SP2 están previstos para materiales adicionales.
Si el tipo de material está seleccionado, se ilumina el LED detrás del material
de aporte correspondiente.
(25) Tecla "Diámetro de hilo"
Para seleccionar el diámetro de hilo seleccionado. El parámetro SP está previsto para diámetros de hilo adicionales.
Combinaciones
de teclas: funciones especiales
Indicación de la
velocidad ajustada de enhebrado
Si el diámetro del hilo está seleccionado, se ilumina el LED detrás del
diámetro del hilo correspondiente.
(26) Indicación de arco voltaico de transición
Entre el arco voltaico corto y el arco voltaico de rociadura se produce un arco
voltaico de transición con salpicaduras. Para indicar este margen crítico se ilumina la indicación de arco voltaico de transición.
(27) Tecla "Store"
Para entrar en el menú de configuración.
(28) Tecla "Comprobar gas"
Para ajustar la cantidad requerida de gas en el regulador de presión.
Después de pulsar la tecla "Comprobar gas", el gas fluye durante 30 segundos. Volviendo a pulsar la tecla se interrumpe el proceso prematuramente.
Pulsando al mismo tiempo o repetidamente las teclas, se pueden abrir las funciones
especiales descritas a continuación.
Se muestra la velocidad ajustada de enhebrado
(por ejemplo: Fdi | 10 m/min o Fdi | 393.70 ipm).
Modificar la velocidad de enhebrado con la rueda de ajuste
44
Se sale pulsando la tecla Store.

Indicación del
tiempo de flujo
previo de gas y
del tiempo de
flujo posterior de
gas
Se muestra el tiempo de flujo previo de gas ajustado (por ejemplo, GPr | 0,1 s).
Modificar el tiempo de flujo previo de gas con la rueda de ajuste
Pulsando a continuación la tecla Procedimiento (22) se muestra
el tiempo de flujo posterior de gas ajustado (por ejemplo, GPo |
0,5 s)
ES
Indicación de la
versión de software
Se sale pulsando la tecla Store.
Además de la versión de software, con esta función especial se puede abrir el número
de versión de la base de datos de soldadura, el número del avance de hilo, la versión de
software del avance de hilo, así como la duración de ignición del arco voltaico.
Modificar el tiempo de flujo posterior de gas con la rueda de
ajuste
Se muestra la versión de software
Pulsando a continuación la tecla Tipo de material (24) se muestra
el número de versión de la base de datos de soldadura
(por ejemplo: 0 | 029 = M0029).
Volviendo a pulsar la tecla Tipo de material (24) se muestra el
número del avance de hilo (A o B en caso de alojamiento de
cabezal doble), así como la versión de software del avance de
hilo
(por ejemplo: A 1.5 | 0.23).
Al pulsar por tercera vez la tecla Tipo de material (24) se muestra
¡OBSERVACIÓN! La indicación de la duración de ignición del
Se sale pulsando la tecla Store.
la duración de ignición real del arco voltaico desde la primera
puesta en servicio (por ejemplo, "654 | 32.1" = 65 432,1 h = 65
432 h, 6 min)
arco voltaico no resulta adecuada como base de cálculo para
tasas de alquiler, prestaciones de garantía o similar.
45

Panel de control EE. UU.
(14)(4)
(1)
(26)
(25)
(5)
(18)
(15)
(12)
(11)
(10)
(3)
(6)
(9)(7)
(16)(8)
(24)
(23)
(22)
(13)
(2)
(19)
(17)
(20)
(21)
Panel de control
EE. UU.
N.º Función
(1) Tecla Inch Forward (Enhebrar hilo)
(2) Interruptor con llave (opción)
¡OBSERVACIÓN! De manera similar al panel de control de la fuente
Para enhebrar el electrodo de soldadura sin gas ni corriente en el‑paquete de
mangueras.
Encontrará información sobre el proceso de transporte de hilo, al pulsar prolongadamente la tecla Enhebrar hilo, en el menú de configuración, parámetro
Fdi.
Con la llave en posición horizontal, las posiciones siguientes están bloqueadas:
- Selección del procedimiento de soldadura con la(s) tecla(s) Procedimiento (20)
- Selección del modo de operación con la(s) tecla(s) Modo de operación
(21)
- Selección del material de aporte con la(s) tecla(s) Tipo de material (22)
- Entrada al menú de configuración con la tecla Store (25)
- Entrada al menú de corrección de Job (apartado Operación por Jobs)
de corriente, la funcionalidad del panel de control de los componentes del sistema también está limitada.
46

N.º Función
(3) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Espesor de chapa
1)
Espesor de chapa en mm o in.
Corriente de soldadura
Corriente de soldadura en A
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de hilo
1)
Velocidad de hilo en m/min o ipm.
Indicación F1
Para mostrar el consumo de corriente del accionamiento PushPull.
Indicación Consumo de corriente del accionamiento del avance
de hilo
Para mostrar el consumo de corriente del accionamiento del avance
de hilo.
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(3) y en la rueda de ajuste (19), el parámetro indicado/seleccionado puede ser
modificado con la rueda de ajuste (19).
ES
1)
1)
Si uno de estos parámetros está seleccionado, en los procedimientos de soldadura MIG/MAG Puls-Synergic y soldadura MIG/MAG
Standard-Synergic también se ajustan todos los demás parámetros,
así como el parámetro Tensión de soldadura, gracias a la función
Synergic.
(4) LED indicación F1
Está iluminado si está seleccionado el parámetro Indicación F1.
(5) LED indicación Consumo de corriente del accionamiento del avance de
hilo
Está iluminado si está seleccionado el parámetro Indicación del consumo de
corriente del accionamiento del avance de hilo.
(6) Indicación digital izquierda
(7) LED espesor de chapa
Está iluminado si está seleccionado el parámetro Espesor de chapa.
(8) LED corriente de soldadura
Está iluminado si está seleccionado el parámetro Corriente de soldadura.
(9) LED velocidad de hilo
Está iluminado si está seleccionado el parámetro Velocidad de hilo.
(10) Indicación Exceso de temperatura
Se ilumina cuando la fuente de corriente se calienta en exceso (por ejemplo, al
sobrepasar la duración de ciclo de trabajo). Encontrará más información en el
apartado "Diagnóstico de errores, solución de errores".
(11) Indicación HOLD
Al finalizar cada soldadura se memorizan los valores reales actuales de la
corriente de soldadura y de la tensión de soldadura: el indicador Hold está iluminado.
47

N.º Función
(12) LED corrección de la longitud de arco voltaico
Está iluminado si está seleccionado el parámetro Corrección de la longitud de
arco voltaico.
(13) LED Corrección de desprendimiento de gota / Corrección de dinámica /
Dinámica
Está iluminado si está seleccionado el parámetro Corrección de desprendimiento de gota / Corrección de dinámica / Dinámica
(14) LED tensión de soldadura
Está iluminado si está seleccionado el parámetro Tensión de soldadura.
(15) Indicación digital derecha
(16) LED Nº Job
Está iluminado si está seleccionado el parámetro Nº Job.
(17) LED indicación F3
Está iluminado si está seleccionado el parámetro Indicación F3.
(18) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Corrección de la longitud de arco voltaico
Para la corrección de la longitud de arco voltaico.
Corrección de desprendimiento de gota / Corrección dinámica /
Dinámica
Según el procedimiento de soldadura está ocupado con una función
diferente. La descripción de la función correspondiente figura en el
capítulo de trabajo de soldadura del procedimiento de soldadura
correspondiente.
Tensión soldadura
Tensión soldadura en V
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Job N
Para abrir en el procedimiento de soldadura de operación por Jobs
secuencias de parámetros guardadas a través de los números de
Job.
Indicación F3
Para mostrar el Real Energy Input en kJ. El Real Energy Input debe
activarse en el menú de configuración, nivel 2: parámetro EnE. En
caso de que la indicación no esté activada, se muestra el caudal de
líquido refrigerante si la unidad de refrigeración FK 4000 Rob está
disponible.
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(18) y en la rueda de ajuste (19), el parámetro indicado/seleccionado puede
ser modificado con la rueda de ajuste (19).
(19) Rueda de ajuste
Para modificar parámetros. Cuando esté iluminada la indicación de la rueda
de ajuste se puede modificar el parámetro seleccionado.
o
48
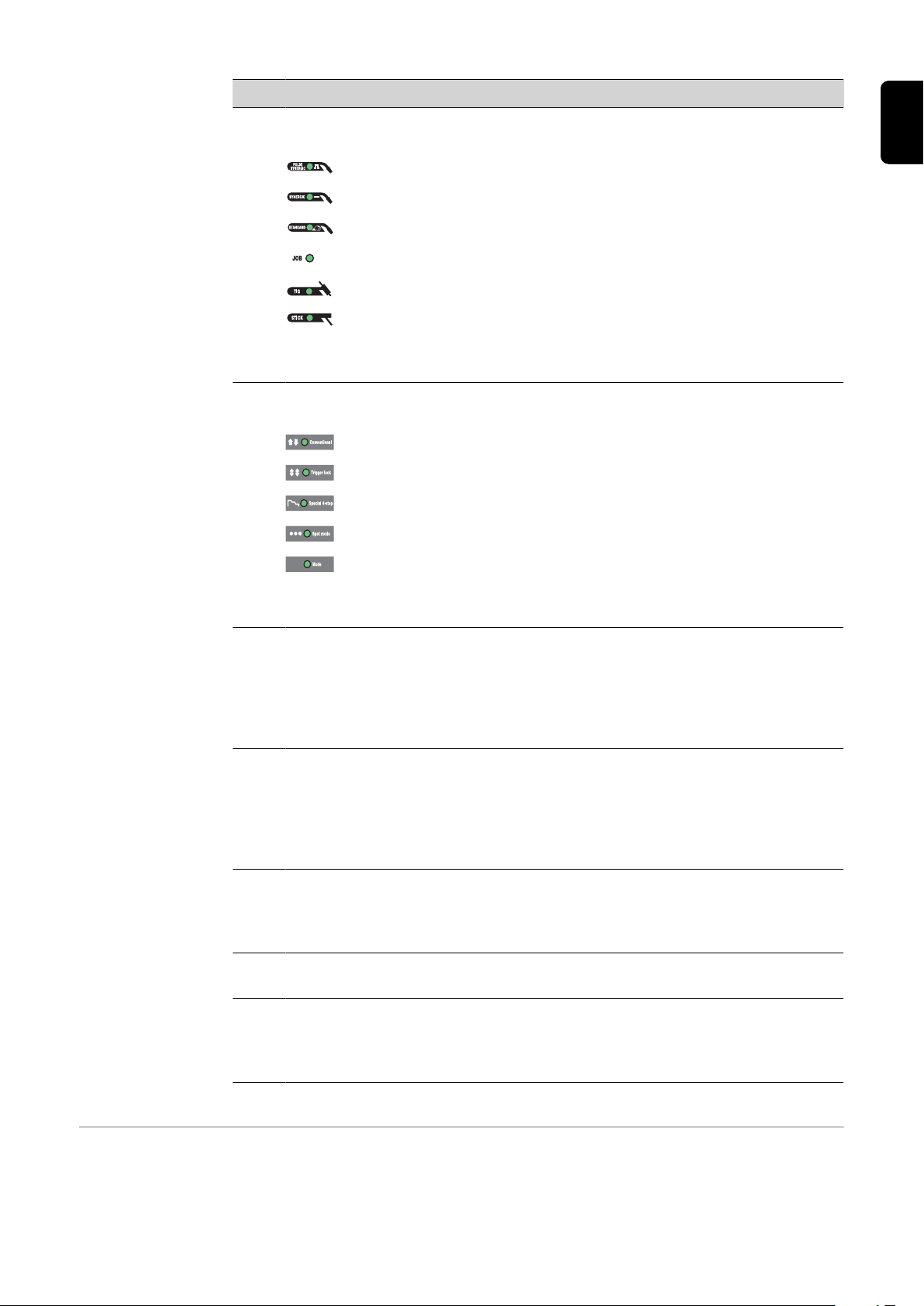
N.º Función
(20) Tecla(s) Procedimiento
Para seleccionar el procedimiento de soldadura.
Soldadura MIG/MAG Puls-Synergic
Soldadura MIG/MAG Standard-Synergic
Soldadura manual estándar MIG/MAG
Operación por Jobs
Soldadura TIG con cebado por contacto
Soldadura por electrodo
Con el procedimiento de soldadura seleccionado está iluminado el LED del
símbolo correspondiente.
(21) Tecla Modo de operación
Para seleccionar el modo de operación.
Operación de 2 tiempos
Operación de 4 tiempos
Operación especial de 4 tiempos (inicio de soldadura de aluminio)
Modo de operación Puntear
Modo de operación Mode
ES
Si el modo de operación está seleccionado, se ilumina el LED detrás del
símbolo correspondiente.
(22) Tecla Tipo de material
Para seleccionar el material de aporte y gas protector utilizados. Los
parámetros SP1 y SP2 están previstos para materiales adicionales.
Si el tipo de material está seleccionado, se ilumina el LED detrás del material
de aporte correspondiente.
(23) Tecla Diameter / Index (Diámetro del hilo)
Para seleccionar el diámetro de hilo seleccionado. El parámetro SP está previsto para diámetros de hilo adicionales.
Si el diámetro del hilo está seleccionado, se ilumina el LED detrás del
diámetro del hilo correspondiente.
(24) Indicación arco voltaico de transición
Entre el arco voltaico corto y el arco voltaico de spray se produce un arco voltaico de transición con salpicaduras. Para indicar este margen crítico se ilumina la indicación de arco voltaico de transición.
(25) Tecla Store
Para entrar en el menú de configuración.
(26) Tecla Purge (Comprobar gas)
Para ajustar la cantidad requerida de gas en el regulador de presión.
Después de pulsar la tecla Comprobar gas, el gas fluye durante 30 segundos.
Volviendo a pulsar la tecla se interrumpe el proceso prematuramente.
Combinaciones
de teclas: funciones especiales
Pulsando al mismo tiempo o repetidamente las teclas, se pueden abrir las funciones
especiales descritas a continuación.
49

Indicación de la
velocidad ajustada de enhebrado
Se muestra la velocidad ajustada de enhebrado
(por ejemplo: Fdi | 10 m/min o Fdi | 393.70 ipm).
Modificar la velocidad de enhebrado con la rueda de ajuste
Se sale pulsando la tecla Store.
Indicación del
tiempo de flujo
previo de gas y
del tiempo de
flujo posterior de
gas
Indicación de la
versión de software
Se muestra el tiempo de flujo previo de gas ajustado (por ejemplo, GPr | 0,1 s).
Modificar el tiempo de flujo previo de gas con la rueda de ajuste
Pulsando a continuación la tecla Procedimiento (20) se muestra
Se sale pulsando la tecla Store.
Además de la versión de software, con esta función especial se puede abrir el número
de versión de la base de datos de soldadura, el número del avance de hilo, la versión de
software del avance de hilo, así como la duración de ignición del arco voltaico.
el tiempo de flujo posterior de gas ajustado (por ejemplo, GPo |
0,5 s)
Modificar el tiempo de flujo posterior de gas con la rueda de
ajuste
Se muestra la versión de software
Pulsando a continuación la tecla Tipo de material (22) se muestra
¡OBSERVACIÓN! La indicación de la duración de ignición del
Se sale pulsando la tecla Store.
el número de versión de la base de datos de soldadura
(por ejemplo: 0 | 029 = M0029).
Volviendo a pulsar la tecla Tipo de material (22) se muestra el
número del avance de hilo (A o B en caso de alojamiento de
cabezal doble), así como la versión de software del avance de
hilo
(por ejemplo: A 1.5 | 0.23).
Al pulsar por tercera vez la tecla Tipo de material (22) se muestra
la duración de ignición real del arco voltaico desde la primera
puesta en servicio (por ejemplo, "654 | 32.1" = 65 432,1 h = 65
432 h, 6 min)
arco voltaico no resulta adecuada como base de cálculo para
tasas de alquiler, prestaciones de garantía o similar.
50

Panel de control TIME 5000 Digital
(14)(4)
(1)
(28) (26)
(25)
(5)
(18)
(15)
(12)
(11)
(10)
(3)
(6)
(9)(7)
(16)(8)
(27)
(24)
(23)
(22)
(13)
(2)
(19)
(17)
(20)
(21)
Panel de control
TIME 5000 Digital
ES
N.º Función
(1) Tecla Inch Forward (Enhebrar hilo)
(2) Interruptor con llave (opción)
¡OBSERVACIÓN! De manera similar al panel de control de la fuente
Para enhebrar el electrodo de soldadura sin gas ni corriente en el‑paquete de
mangueras.
Encontrará información sobre el proceso de transporte de hilo, al pulsar prolongadamente la tecla Enhebrar hilo, en el menú de configuración, parámetro
Fdi.
Con la llave en posición horizontal, las posiciones siguientes están bloqueadas:
- Selección del procedimiento de soldadura con la(s) tecla(s) Procedimiento (20)
- Selección del modo de operación con la(s) tecla(s) Modo de operación
(21)
- Selección del material de aporte con la(s) tecla(s) Tipo de material (22)
- Entrada al menú de configuración con la tecla Store (25)
- Entrada al menú de corrección de Job (apartado Operación por Jobs)
de corriente, la funcionalidad del panel de control de los componentes del sistema también está limitada.
51

N.º Función
(3) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Medida A
1)
En función de la velocidad ajustada de soldadura.
Espesor de chapa
1)
Espesor de chapa en mm o in.
Corriente de soldadura
Corriente de soldadura en A
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de hilo
1)
Velocidad de hilo en m/min o ipm.
Indicación F1
Para mostrar el consumo de corriente del accionamiento PushPull.
Indicación Consumo de corriente del accionamiento del avance
de hilo
Para mostrar el consumo de corriente del accionamiento del avance
de hilo.
1)
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(3) y en la rueda de ajuste (19), el parámetro indicado/seleccionado puede ser
modificado con la rueda de ajuste (19).
1)
Si uno de estos parámetros está seleccionado, en los procedimientos de soldadura MIG/MAG Puls-Synergic y soldadura MIG/MAG
Standard-Synergic también se ajustan todos los demás parámetros,
así como el parámetro Tensión de soldadura, gracias a la función
Synergic.
(4) LED indicación F1
Está iluminado si está seleccionado el parámetro Indicación F1.
(5) LED indicación Consumo de corriente del accionamiento del avance de
hilo
Está iluminado si está seleccionado el parámetro Indicación del consumo de
corriente del accionamiento del avance de hilo.
(6) LED medida A
Está iluminado si está seleccionado el parámetro Medida A.
(7) Indicación digital izquierda
(8) LED espesor de chapa
Está iluminado si está seleccionado el parámetro Espesor de chapa.
(9) LED corriente de soldadura
Está iluminado si está seleccionado el parámetro Corriente de soldadura.
52
(10) LED velocidad de hilo
Está iluminado si está seleccionado el parámetro Velocidad de hilo.
(11) Indicación Exceso de temperatura
Se ilumina cuando la fuente de corriente se calienta en exceso (por ejemplo, al
sobrepasar la duración de ciclo de trabajo). Encontrará más información en el
apartado "Diagnóstico de errores, solución de errores".

N.º Función
(12) Indicación HOLD
Al finalizar cada soldadura se memorizan los valores reales actuales de la
corriente de soldadura y de la tensión de soldadura: el indicador Hold está iluminado.
(13) LED corrección de la longitud de arco voltaico
Está iluminado si está seleccionado el parámetro Corrección de la longitud de
arco voltaico.
(14) LED Corrección de desprendimiento de gota / Corrección de dinámica /
Dinámica
Está iluminado si está seleccionado el parámetro Corrección de desprendimiento de gota / Corrección de dinámica / Dinámica
(15) LED tensión de soldadura
Está iluminado si está seleccionado el parámetro Tensión de soldadura.
(16) LED velocidad de soldadura
Está iluminado si está seleccionado el parámetro Velocidad de soldadura
(17) Indicación digital derecha
(18) LED Nº Job
Está iluminado si está seleccionado el parámetro Nº Job.
(19) LED indicación F3
Está iluminado si está seleccionado el parámetro Indicación F3.
ES
53

N.º Función
(20) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Corrección de la longitud de arco voltaico
Para la corrección de la longitud de arco voltaico.
Corrección de desprendimiento de gota / Corrección dinámica /
Dinámica
Según el procedimiento de soldadura está ocupado con una función
diferente. La descripción de la función correspondiente figura en el
capítulo de trabajo de soldadura del procedimiento de soldadura
correspondiente.
Tensión soldadura
Tensión soldadura en V
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de soldadura
Velocidad de soldadura en cm/min o ipm (se requiere para el
parámetro Medida A).
o
Job N
Para abrir en el procedimiento de soldadura de operación por Jobs
secuencias de parámetros guardadas a través de los números de
Job.
Indicación F3
Para mostrar el Real Energy Input en kJ. El Real Energy Input debe
activarse en el menú de configuración, nivel 2: parámetro EnE. En
caso de que la indicación no esté activada, se muestra el caudal de
líquido refrigerante si la unidad de refrigeración FK 4000 Rob está
disponible.
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(20) y en la rueda de ajuste (21), el parámetro indicado/seleccionado puede
ser modificado con la rueda de ajuste (21).
(21) Rueda de ajuste
Para modificar parámetros. Cuando esté iluminada la indicación de la rueda
de ajuste se puede modificar el parámetro seleccionado.
(22) Tecla(s) Procedimiento
Para seleccionar el procedimiento de soldadura.
Soldadura MIG/MAG Puls-Synergic
Soldadura MIG/MAG Standard-Synergic
Soldadura manual estándar MIG/MAG
Operación por Jobs
Soldadura TIG con cebado por contacto
54
Soldadura por electrodo
Con el procedimiento de soldadura seleccionado está iluminado el LED del
símbolo correspondiente.

N.º Función
(23) Tecla Modo de operación
Para seleccionar el modo de operación.
Operación de 2 tiempos
Operación de 4 tiempos
Operación especial de 4 tiempos (inicio de soldadura de aluminio)
Modo de operación Puntear
Modo de operación Mode
Si el modo de operación está seleccionado, se ilumina el LED detrás del
símbolo correspondiente.
(24) Tecla Tipo de material
Para seleccionar el material de aporte y gas protector utilizados. Los
parámetros SP1 y SP2 están previstos para materiales adicionales.
Si el tipo de material está seleccionado, se ilumina el LED detrás del material
de aporte correspondiente.
(25) Tecla Diameter / Index (Diámetro del hilo)
Para seleccionar el diámetro de hilo seleccionado. El parámetro SP está previsto para diámetros de hilo adicionales.
Si el diámetro del hilo está seleccionado, se ilumina el LED detrás del
diámetro del hilo correspondiente.
ES
Combinaciones
de teclas: funciones especiales
Indicación de la
velocidad ajustada de enhebrado
(26) Indicación arco voltaico de transición
Entre el arco voltaico corto y el arco voltaico de spray se produce un arco voltaico de transición con salpicaduras. Para indicar este margen crítico se ilumina la indicación de arco voltaico de transición.
(27) Tecla Store
Para entrar en el menú de configuración.
(28) Tecla Purge (Comprobar gas)
Para ajustar la cantidad requerida de gas en el regulador de presión.
Después de pulsar la tecla Comprobar gas, el gas fluye durante 30 segundos.
Volviendo a pulsar la tecla se interrumpe el proceso prematuramente.
Pulsando al mismo tiempo o repetidamente las teclas, se pueden abrir las funciones
especiales descritas a continuación.
Se muestra la velocidad ajustada de enhebrado
(por ejemplo: Fdi | 10 m/min o Fdi | 393.70 ipm).
Modificar la velocidad de enhebrado con la rueda de ajuste
Se sale pulsando la tecla Store.
55
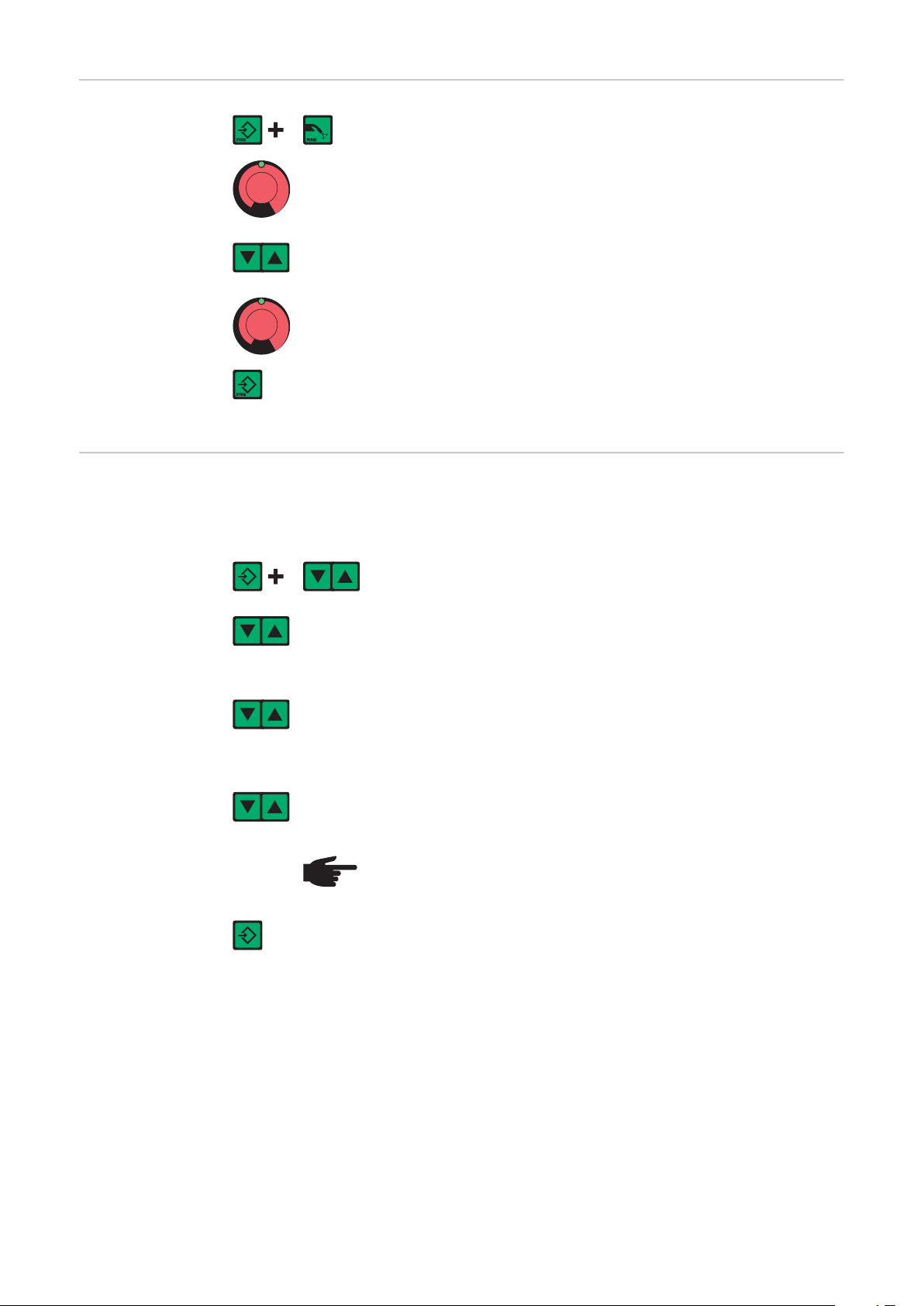
Indicación del
tiempo de flujo
previo de gas y
del tiempo de
flujo posterior de
gas
Se muestra el tiempo de flujo previo de gas ajustado (por ejemplo, GPr | 0,1 s).
Modificar el tiempo de flujo previo de gas con la rueda de ajuste
Pulsando a continuación la tecla Procedimiento (20) se muestra
Se sale pulsando la tecla Store.
el tiempo de flujo posterior de gas ajustado (por ejemplo, GPo |
0,5 s)
Modificar el tiempo de flujo posterior de gas con la rueda de
ajuste
Indicación de la
versión de software
Además de la versión de software, con esta función especial se puede abrir el número
de versión de la base de datos de soldadura, el número del avance de hilo, la versión de
software del avance de hilo, así como la duración de ignición del arco voltaico.
Se muestra la versión de software
Pulsando a continuación la tecla Tipo de material (24) se muestra
¡OBSERVACIÓN! La indicación de la duración de ignición del
Se sale pulsando la tecla Store.
el número de versión de la base de datos de soldadura
(por ejemplo: 0 | 029 = M0029).
Volviendo a pulsar la tecla Tipo de material (24) se muestra el
número del avance de hilo (A o B en caso de alojamiento de
cabezal doble), así como la versión de software del avance de
hilo
(por ejemplo: A 1.5 | 0.23).
Al pulsar por tercera vez la tecla Tipo de material (24) se muestra
la duración de ignición real del arco voltaico desde la primera
puesta en servicio (por ejemplo, "654 | 32.1" = 65 432,1 h = 65
432 h, 6 min)
arco voltaico no resulta adecuada como base de cálculo para
tasas de alquiler, prestaciones de garantía o similar.
56

Panel de control CMT
(14)(4)
(1)
(25)
(5)
(18)
(15)
(12)
(11)
(10)
(3)
(6)
(9)(7)
(16)(8)
(24)
(23)
(22)
(13)
(2)
(19)
(17)
(20)
(21)
Panel de control
CMT
ES
N.º Función
(1) Tecla Inch Forward (Enhebrar hilo)
(2) Tecla Selección de parámetros
Para enhebrar el electrodo de soldadura sin gas ni corriente en el‑paquete de
mangueras.
Encontrará información sobre el proceso de transporte de hilo, al pulsar prolongadamente la tecla Enhebrar hilo, en el menú de configuración, parámetro
Fdi.
Para seleccionar los parámetros siguientes:
Espesor de chapa
Espesor de chapa en mm o in.
Corriente de soldadura
Corriente de soldadura en A
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de hilo
Velocidad de hilo en m/min o ipm.
1)
1)
1)
57

N.º Función
Indicación F1
Para mostrar el consumo de corriente del accionamiento PushPull.
Indicación Consumo de corriente del accionamiento del avance
de hilo
Para mostrar el consumo de corriente del accionamiento del avance
de hilo.
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(3) y en la rueda de ajuste (19), el parámetro indicado/seleccionado puede ser
modificado con la rueda de ajuste (19).
1)
Si uno de estos parámetros está seleccionado, en los procedimientos de soldadura MIG/MAG Puls-Synergic y soldadura MIG/MAG
Standard-Synergic también se ajustan todos los demás parámetros,
así como el parámetro Tensión de soldadura, gracias a la función
Synergic.
(3) LED indicación F1
Está iluminado si está seleccionado el parámetro Indicación F1.
(4) LED indicación Consumo de corriente del accionamiento del avance de
hilo
Está iluminado si está seleccionado el parámetro Indicación del consumo de
corriente del accionamiento del avance de hilo.
(5) Indicación digital izquierda
(6) LED espesor de chapa
Está iluminado si está seleccionado el parámetro Espesor de chapa.
(7) LED corriente de soldadura
Está iluminado si está seleccionado el parámetro Corriente de soldadura.
(8) LED velocidad de hilo
Está iluminado si está seleccionado el parámetro Velocidad de hilo.
(9) Indicación Exceso de temperatura
Se ilumina cuando la fuente de corriente se calienta en exceso (por ejemplo, al
sobrepasar la duración de ciclo de trabajo). Encontrará más información en el
apartado "Diagnóstico de errores, solución de errores".
58
(10) Indicación HOLD
Al finalizar cada soldadura se memorizan los valores reales actuales de la
corriente de soldadura y de la tensión de soldadura: el indicador Hold está iluminado.
(11) LED corrección de la longitud de arco voltaico
Está iluminado si está seleccionado el parámetro Corrección de la longitud de
arco voltaico.
(12) LED Corrección de desprendimiento de gota / Corrección de dinámica /
Dinámica
Está iluminado si está seleccionado el parámetro Corrección de desprendimiento de gota / Corrección de dinámica / Dinámica
(13) LED tensión de soldadura
Está iluminado si está seleccionado el parámetro Tensión de soldadura.
(14) Indicación digital derecha
(15) LED Nº Job
Está iluminado si está seleccionado el parámetro Nº Job.

N.º Función
(16) LED indicación F3
Está iluminado si está seleccionado el parámetro Indicación F3.
(17) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Corrección de la longitud de arco voltaico
Para la corrección de la longitud de arco voltaico.
Corrección de desprendimiento de gota / Corrección dinámica /
Dinámica
Según el procedimiento de soldadura está ocupado con una función
diferente. La descripción de la función correspondiente figura en el
capítulo de trabajo de soldadura del procedimiento de soldadura
correspondiente.
Tensión soldadura
Tensión soldadura en V
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
o
Job N
Para abrir en el procedimiento de soldadura de operación por Jobs
secuencias de parámetros guardadas a través de los números de
Job.
Indicación F3
Para mostrar el Real Energy Input en kJ. El Real Energy Input debe
activarse en el menú de configuración, nivel 2: parámetro EnE. En
caso de que la indicación no esté activada, se muestra el caudal de
líquido refrigerante si la unidad de refrigeración FK 4000 Rob está
disponible.
ES
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(17) y en la rueda de ajuste (18), el parámetro indicado/seleccionado puede
ser modificado con la rueda de ajuste (18).
(18) Rueda de ajuste
Para modificar parámetros. Cuando esté iluminada la indicación de la rueda
de ajuste se puede modificar el parámetro seleccionado.
(19) Tecla(s) Procedimiento
Para seleccionar el procedimiento de soldadura.
Soldadura MIG/MAG Puls-Synergic
Soldadura MIG/MAG Standard-Synergic
CMT, CMT-Pulse
Soldadura manual estándar MIG/MAG
Operación por Jobs
Soldadura por electrodo
Con el procedimiento de soldadura seleccionado está iluminado el LED del
símbolo correspondiente.
59

N.º Función
(20) Tecla Modo de operación
Para seleccionar el modo de operación.
Operación de 2 tiempos
Operación de 4 tiempos
Operación especial de 4 tiempos (inicio de soldadura de aluminio)
Modo de operación Puntear
Modo de operación Mode
Si el modo de operación está seleccionado, se ilumina el LED detrás del
símbolo correspondiente.
(21) Tecla Tipo de material
Para seleccionar el material de aporte y gas protector utilizados. Los
parámetros SP1 y SP2 están previstos para materiales adicionales.
Si el tipo de material está seleccionado, se ilumina el LED detrás del material
de aporte correspondiente.
(22) Tecla Diameter / Index (Diámetro del hilo)
Para seleccionar el diámetro de hilo seleccionado. El parámetro SP está previsto para diámetros de hilo adicionales.
Combinaciones
de teclas: funciones especiales
Indicación de la
velocidad ajustada de enhebrado
Si el diámetro del hilo está seleccionado, se ilumina el LED detrás del
diámetro del hilo correspondiente.
(23) Indicación CMT-Puls
Está iluminada cuando hay una curva característica de CMT/impulsos seleccionada.
(24) Tecla Store
Para entrar en el menú de configuración.
(25) Tecla Purge (Comprobar gas)
Para ajustar la cantidad requerida de gas en el regulador de presión.
Después de pulsar la tecla Comprobar gas, el gas fluye durante 30 segundos.
Volviendo a pulsar la tecla se interrumpe el proceso prematuramente.
Pulsando al mismo tiempo o repetidamente las teclas, se pueden abrir las funciones
especiales descritas a continuación.
Se muestra la velocidad ajustada de enhebrado
(por ejemplo: Fdi | 10 m/min o Fdi | 393.70 ipm).
Modificar la velocidad de enhebrado con la rueda de ajuste
60
Se sale pulsando la tecla Store.
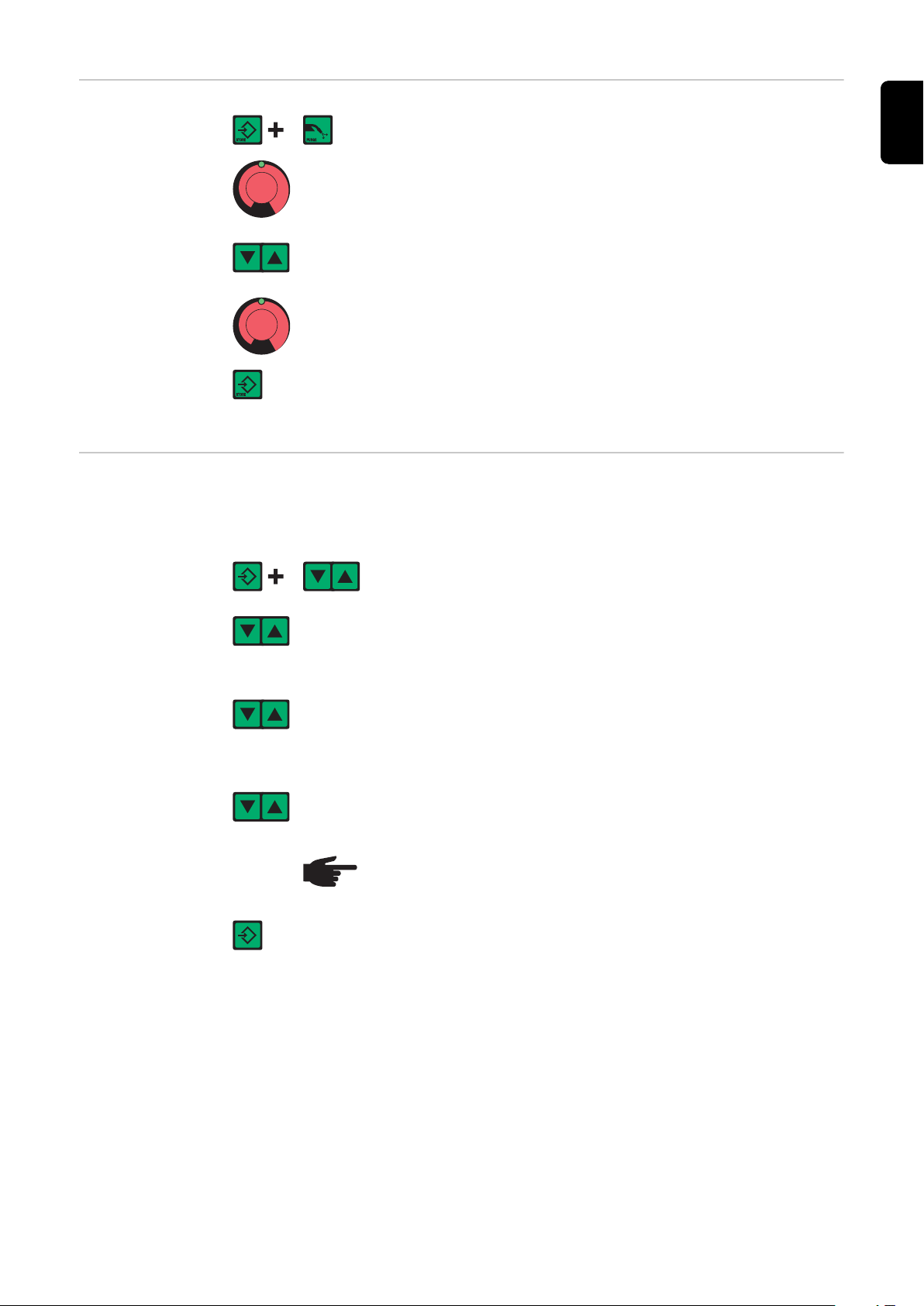
Indicación del
tiempo de flujo
previo de gas y
del tiempo de
flujo posterior de
gas
Se muestra el tiempo de flujo previo de gas ajustado (por ejemplo, GPr | 0,1 s).
Modificar el tiempo de flujo previo de gas con la rueda de ajuste
Pulsando a continuación la tecla Procedimiento (20) se muestra
Se sale pulsando la tecla Store.
el tiempo de flujo posterior de gas ajustado (por ejemplo, GPo |
0,5 s)
Modificar el tiempo de flujo posterior de gas con la rueda de
ajuste
ES
Indicación de la
versión de software
Además de la versión de software, con esta función especial se puede abrir el número
de versión de la base de datos de soldadura, el número del avance de hilo, la versión de
software del avance de hilo, así como la duración de ignición del arco voltaico.
Se muestra la versión de software
Pulsando a continuación la tecla Tipo de material (24) se muestra
¡OBSERVACIÓN! La indicación de la duración de ignición del
Se sale pulsando la tecla Store.
el número de versión de la base de datos de soldadura
(por ejemplo: 0 | 029 = M0029).
Volviendo a pulsar la tecla Tipo de material (24) se muestra el
número del avance de hilo (A o B en caso de alojamiento de
cabezal doble), así como la versión de software del avance de
hilo
(por ejemplo: A 1.5 | 0.23).
Al pulsar por tercera vez la tecla Tipo de material (24) se muestra
la duración de ignición real del arco voltaico desde la primera
puesta en servicio (por ejemplo, "654 | 32.1" = 65 432,1 h = 65
432 h, 6 min)
arco voltaico no resulta adecuada como base de cálculo para
tasas de alquiler, prestaciones de garantía o similar.
61

Panel de control Yard
(14)(4)
(1)
(25)
(5)
(18)
(15)
(12)
(11)
(10)
(3)
(6)
(9)(7)
(16)(8)
(24)
(23)
(22)
(13)
(2)
(19)
(17)
(20)
(21)
Panel de control
Yard
N.º Función
(1) Tecla Inch Forward (Enhebrar hilo)
Para enhebrar el electrodo de soldadura sin gas ni corriente en el‑paquete de
mangueras.
Encontrará información sobre el proceso de transporte de hilo, al pulsar prolongadamente la tecla Enhebrar hilo, en el menú de configuración, parámetro
Fdi.
62
N.º Función
(2) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Espesor de chapa
1)
Espesor de chapa en mm o in.
Corriente de soldadura
Corriente de soldadura en A
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Velocidad de hilo
1)
Velocidad de hilo en m/min o ipm.
Indicación F1
Para mostrar el consumo de corriente del accionamiento PushPull.
Indicación Consumo de corriente del accionamiento del avance
de hilo
Para mostrar el consumo de corriente del accionamiento del avance
de hilo.
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(2) y en la rueda de ajuste (18), el parámetro indicado/seleccionado puede ser
modificado con la rueda de ajuste (18).
ES
1)
1)
Si uno de estos parámetros está seleccionado, en los procedimientos de soldadura MIG/MAG Puls-Synergic y soldadura MIG/MAG
Standard-Synergic también se ajustan todos los demás parámetros,
así como el parámetro Tensión de soldadura, gracias a la función
Synergic.
(3) LED indicación F1
Está iluminado si está seleccionado el parámetro Indicación F1.
(4) LED indicación Consumo de corriente del accionamiento del avance de
hilo
Está iluminado si está seleccionado el parámetro Indicación del consumo de
corriente del accionamiento del avance de hilo.
(5) Indicación digital izquierda
(6) LED espesor de chapa
Está iluminado si está seleccionado el parámetro Espesor de chapa.
(7) LED corriente de soldadura
Está iluminado si está seleccionado el parámetro Corriente de soldadura.
(8) LED velocidad de hilo
Está iluminado si está seleccionado el parámetro Velocidad de hilo.
(9) Indicación Exceso de temperatura
Se ilumina cuando la fuente de corriente se calienta en exceso (por ejemplo, al
sobrepasar la duración de ciclo de trabajo). Encontrará más información en el
apartado "Diagnóstico de errores, solución de errores".
(10) Indicación HOLD
Al finalizar cada soldadura se memorizan los valores reales actuales de la
corriente de soldadura y de la tensión de soldadura: el indicador Hold está iluminado.
63

N.º Función
(11) LED corrección de la longitud de arco voltaico
Está iluminado si está seleccionado el parámetro Corrección de la longitud de
arco voltaico.
(12) LED Corrección de desprendimiento de gota / Corrección de dinámica /
Dinámica
Está iluminado si está seleccionado el parámetro Corrección de desprendimiento de gota / Corrección de dinámica / Dinámica
(13) LED tensión de soldadura
Está iluminado si está seleccionado el parámetro Tensión de soldadura.
(14) Indicación digital derecha
(15) LED Nº Job
Está iluminado si está seleccionado el parámetro Nº Job.
(16) LED indicación F3
Está iluminado si está seleccionado el parámetro Indicación F3.
(17) Tecla Selección de parámetros
Para seleccionar los parámetros siguientes:
Corrección de la longitud de arco voltaico
Para la corrección de la longitud de arco voltaico.
Corrección de desprendimiento de gota / Corrección dinámica /
Dinámica
Según el procedimiento de soldadura está ocupado con una función
diferente. La descripción de la función correspondiente figura en el
capítulo de trabajo de soldadura del procedimiento de soldadura
correspondiente.
Tensión soldadura
Tensión soldadura en V
Antes de comenzar la soldadura se indica automáticamente un valor
de orientación, resultante de los parámetros programados. Durante
el proceso de soldadura se muestra el valor real actual.
Job N
Para abrir en el procedimiento de soldadura de operación por Jobs
secuencias de parámetros guardadas a través de los números de
Job.
Indicación F3
Para mostrar el Real Energy Input en kJ. El Real Energy Input debe
activarse en el menú de configuración, nivel 2: parámetro EnE. En
caso de que la indicación no esté activada, se muestra el caudal de
líquido refrigerante si la unidad de refrigeración FK 4000 Rob está
disponible.
Cuando estén iluminadas las indicaciones en la tecla Selección de parámetros
(17) y en la rueda de ajuste (18), el parámetro indicado/seleccionado puede
ser modificado con la rueda de ajuste (18).
(18) Rueda de ajuste
Para modificar parámetros. Cuando esté iluminada la indicación de la rueda
de ajuste se puede modificar el parámetro seleccionado.
o
64

N.º Función
(19) Tecla(s) Procedimiento
Para seleccionar el procedimiento de soldadura.
Soldadura MIG/MAG Puls-Synergic
Soldadura MIG/MAG Standard-Synergic
Soldadura manual estándar MIG/MAG
Operación por Jobs
Soldadura TIG con cebado por contacto
Soldadura por electrodo
Con el procedimiento de soldadura seleccionado está iluminado el LED del
símbolo correspondiente.
(20) Tecla Modo de operación
Para seleccionar el modo de operación.
Operación de 2 tiempos
Operación de 4 tiempos
Operación especial de 4 tiempos (inicio de soldadura de aluminio)
Modo de operación Puntear
Modo de operación Mode
ES
Si el modo de operación está seleccionado, se ilumina el LED detrás del
símbolo correspondiente.
(21) Tecla Tipo de material
Para seleccionar el material de aporte y gas protector utilizados. Los
parámetros SP1 y SP2 están previstos para materiales adicionales.
Si el tipo de material está seleccionado, se ilumina el LED detrás del material
de aporte correspondiente.
(22) Tecla Diameter / Index (Diámetro del hilo)
Para seleccionar el diámetro de hilo seleccionado. El parámetro SP está previsto para diámetros de hilo adicionales.
Si el diámetro del hilo está seleccionado, se ilumina el LED detrás del
diámetro del hilo correspondiente.
(23) Indicación arco voltaico de transición
Entre el arco voltaico corto y el arco voltaico de spray se produce un arco voltaico de transición con salpicaduras. Para indicar este margen crítico se ilumina la indicación de arco voltaico de transición.
(24) Tecla Store
Para entrar en el menú de configuración.
(25) Tecla Purge (Comprobar gas)
Para ajustar la cantidad requerida de gas en el regulador de presión.
Después de pulsar la tecla Comprobar gas, el gas fluye durante 30 segundos.
Volviendo a pulsar la tecla se interrumpe el proceso prematuramente.
Combinaciones
de teclas: funciones especiales
Pulsando al mismo tiempo o repetidamente las teclas, se pueden abrir las funciones
especiales descritas a continuación.
65

Indicación de la
velocidad ajustada de enhebrado
Se muestra la velocidad ajustada de enhebrado
(por ejemplo: Fdi | 10 m/min o Fdi | 393.70 ipm).
Modificar la velocidad de enhebrado con la rueda de ajuste
Se sale pulsando la tecla Store.
Indicación del
tiempo de flujo
previo de gas y
del tiempo de
flujo posterior de
gas
Indicación de la
versión de software
Se muestra el tiempo de flujo previo de gas ajustado (por ejemplo, GPr | 0,1 s).
Modificar el tiempo de flujo previo de gas con la rueda de ajuste
Pulsando a continuación la tecla Procedimiento (20) se muestra
Se sale pulsando la tecla Store.
Además de la versión de software, con esta función especial se puede abrir el número
de versión de la base de datos de soldadura, el número del avance de hilo, la versión de
software del avance de hilo, así como la duración de ignición del arco voltaico.
el tiempo de flujo posterior de gas ajustado (por ejemplo, GPo |
0,5 s)
Modificar el tiempo de flujo posterior de gas con la rueda de
ajuste
Se muestra la versión de software
Pulsando a continuación la tecla Tipo de material (24) se muestra
¡OBSERVACIÓN! La indicación de la duración de ignición del
Se sale pulsando la tecla Store.
el número de versión de la base de datos de soldadura
(por ejemplo: 0 | 029 = M0029).
Volviendo a pulsar la tecla Tipo de material (24) se muestra el
número del avance de hilo (A o B en caso de alojamiento de
cabezal doble), así como la versión de software del avance de
hilo
(por ejemplo: A 1.5 | 0.23).
Al pulsar por tercera vez la tecla Tipo de material (24) se muestra
la duración de ignición real del arco voltaico desde la primera
puesta en servicio (por ejemplo, "654 | 32.1" = 65 432,1 h = 65
432 h, 6 min)
arco voltaico no resulta adecuada como base de cálculo para
tasas de alquiler, prestaciones de garantía o similar.
66

Panel de control Remote
TransPuls Synergic 4000
(3)
(2)
(1)
Generalidades El panel de control Remote forma parte de la fuente de corriente Remote. La fuente de
corriente Remote está destinada a la operación de autómatas o de robots y se controla
exclusivamente a través de la LocalNet.
El manejo de la fuente de corriente Remote es posible por medio de las ampliaciones
del sistema siguientes:
- Mandos a distancia
- Interfaces de robot
- Sistemas de bus de campo
Panel de control
Remote
ES
N.º Función
(1) Indicación de error
Se ilumina cuando se ha producido un error. Todos los equipos conectados a
la LocalNet y que disponen de una indicación digital soportan la indicación del
correspondiente mensaje de error.
Los mensajes de error mostrados se describen en el apartado "Diagnóstico de
errores, solución de errores".
(2) Indicación de interfaz de robot
Se ilumina con la fuente de corriente conectada cuando hay, por ejemplo, un
(3) Indicación de fuente de corriente conectada
interfaz de robot o un sistema de bus de campo conectado a la LocalNet.
Se ilumina cuando el cable de red está enchufado a la red y el interruptor de
red se encuentra en la posición - I -.
67

Panel de control Remote CMT
CMT 4000 Advanced
(3)
(2)
(1)
Generalidades El panel de control Remote CMT forma parte de la fuente de corriente Remote CMT y de
la fuente de corriente CMT Advanced. La fuente de corriente Remote CMT y la fuente de
corriente CMT Advanced están determinadas para operaciones de robot o de autómatas
y se controlan exclusivamente a través de la LocalNet.
El manejo de la fuente de corriente Remote CMT y la fuente de corriente CMT Advanced
es posible por medio de las ampliaciones del sistema siguientes:
- Mando a distancia RCU 5000i
- Interfaz de robot ROB 5000
- Sistemas de bus de campo
Panel de control
Remote CMT y
CMT Advanced
N.º Función
(1) Indicación de error
(2) Indicación de interfaz de robot
(3) Indicación de fuente de corriente conectada
Se ilumina cuando se ha producido un error. Todos los equipos conectados a
la LocalNet y que disponen de una indicación digital soportan la indicación del
correspondiente mensaje de error.
Los mensajes de error mostrados se describen en el apartado "Diagnóstico de
errores, solución de errores".
Se ilumina con la fuente de corriente conectada cuando hay, por ejemplo, un
interfaz de robot o un sistema de bus de campo conectado a la LocalNet.
Se ilumina cuando el cable de red está enchufado a la red y el interruptor de
red se encuentra en la posición - I -.
68

Conexiones, interruptores y componentes
(3)(4)(5)(6)
(7) (8)
)9()01(
)21()11(
(2)(1)
mecánicos
Fuente de
corriente TPS
2700
ES
Vista delantera / Vista posterior / Vista lateral
N.º Función
(1) Conexión LocalNet
Zócalo de conexión estandarizado para ampliaciones del sistema (por ejemplo, mando a distancia antorcha JobMaster, etc.).
(2) Conector positivo con cierre de bayoneta
Sirve para:
- Conectar el cable de masa para la soldadura TIG.
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).
(3) Conexión del control de la antorcha
Para conectar la clavija de control de la antorcha.
(4) Cubierta ciega
(5) Conector negativo con cierre de bayoneta
Sirve para:
- Conectar el cable de masa para la soldadura MIG/MAG
- Conectar la corriente de la antorcha TIG
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).
(6) Conexión de la antorcha
Para conectar la antorcha.
(7) Interruptor de red
Para encender y apagar la fuente de corriente.
(8) Cubierta ciega
Prevista para una conexión de LocalNet.
(9) Conexión de gas protector
(10) Cable de red con descarga de tracción
(11) Alojamiento de la bobina de hilo con freno
Para alojar bobinas de hilo normalizadas hasta un peso máximo de 16 kg
(35.27 lb.) y un diámetro máximo de 300 mm (11.81 in.).
69

Fuente de
(3)(4)
(5)
(6)
(2)(1)
(7) (8)
(9)
(10)(11)
(13)(12)
corriente TPS
2700 CMT
N.º Función
(12) Accionamiento a 4 rodillos
Vista delantera / Vista posterior / Vista lateral
N.º Función
(1) Conexión LocalNet
Zócalo de conexión estandarizado para ampliaciones del sistema (por ejemplo, mando a distancia antorcha JobMaster, etc.).
(2) Conexión del control de motor
Para conectar la línea de control de la unidad de impulsión CMT.
(3) Conexión del control de la antorcha
Para conectar la clavija de control de la antorcha.
(4) Conexión LHSB
Para conectar el cable LHSB de la unidad motriz CMT (LHSB = LocalNet HighSpeed Bus).
(5) Conector negativo con cierre de bayoneta
Sirve para:
- Conectar el cable de masa para la soldadura MIG/MAG
- Conectar la corriente de la antorcha TIG
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).
(6) Conexión de la antorcha
Para conectar la antorcha.
(7) Interruptor de red
Para encender y apagar la fuente de corriente.
(8) Cubierta ciega
Prevista para una conexión de LocalNet.
70
(9) Conexión de gas protector
(10) Conector positivo con cierre de bayoneta
Sirve para:
- Conectar el cable de masa para la soldadura TIG.
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).

N.º Función
(2)(1)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Fuente de
corriente TS
4000 / 5000, TPS
3200 / 4000 /
5000, TIME 5000
Digital
(11) Cable de red con descarga de tracción
(12) Alojamiento de la bobina de hilo con freno
Para alojar bobinas de hilo normalizadas hasta un peso máximo de 16 kg
(35.27 lb.) y un diámetro máximo de 300 mm (11.81 in.).
(13) Accionamiento a 4 rodillos
ES
Vista delantera / Vista posterior
N.º Función
(1) Conector negativo con cierre de bayoneta
Sirve para:
- Conectar el cable de masa para la soldadura MIG/MAG
- Conectar la corriente de la antorcha TIG
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).
(2) Interruptor de red
Para encender y apagar la fuente de corriente.
(3) Cubierta ciega
Prevista para la conexión LocalNet o la conexión LHSB (Localnet High-Speed
Bus, bus de alta velocidad)
(4) Cubierta ciega
Prevista para la conexión LocalNet o la conexión LHSB (Localnet High-Speed
Bus, bus de alta velocidad)
(5) Conexión LocalNet
Paquete de mangueras de conexión.
(6) Cubierta ciega
Prevista para la conexión LHSB (Local High-Speed Bus, bus de alta velocidad).
La conexión LHSB es de serie en las fuentes de corriente CMT.
(7) Cable de red con descarga de tracción
71

N.º Función
CMT 4000 Advanced
(1)
(2)
LHSB
(3)
(4)
(5)
(7)
(8)
(6)
(8) Segundo conector negativo con cierre de bayoneta (opción) Sirve para:
- Conectar el paquete de mangueras de conexión en la soldadura
MIG/MAG para la inversión de polaridad (por ejemplo, para la soldadura
de capa interior y la soldadura de hilo de relleno).
- Especialmente para aplicaciones de autómatas y de robots, en las cuales se desea conectar el juego de cables de conexión y el cable de masa
a un lado de la fuente de corriente (por ejemplo, en un armario eléctrico).
Segundo conector positivo con cierre de bayoneta (opción)
Para conectar un segundo cable de corriente.
Cubierta ciega
Si las opciones segundo conector negativo con cierre de bayoneta o segundo
conector positivo con cierre de bayoneta no se encuentran disponibles en la
fuente de corriente.
(9) Conector positivo con cierre de bayoneta Sirve para:
- Conectar el cable de corriente del paquete de mangueras de conexión
para la soldadura MIG/MAG.
- Conectar el cable de masa para la soldadura TIG.
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).
Fuente de
corriente CMT
4000 Advanced
Vista delantera / Vista posterior
N.º Función
(1) Conexión del cable de masa
Sirve para:
- Conectar el cable de masa en la soldadura MIG/MAG, soldadura CMT y
soldadura CMT Advanced.
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).
72
(2) Interruptor de red
Para encender y apagar la fuente de corriente.

N.º Función
(3) Conector con cierre de bayoneta
Sirve para:
- Conectar el cable de corriente del paquete de mangueras de conexión
en la soldadura MIG/MAG, soldadura CMT y soldadura CMT Advanced.
- Conectar el cable de electrodo o el cable de masa en la soldadura por
electrodo (según el tipo de electrodo).
(4) Cubierta ciega
Prevista para la conexión LocalNet.
(5) Cubierta ciega
Prevista para la conexión LocalNet.
(6) Conexión LocalNet
Paquete de mangueras de conexión.
(7) Conexión LHSB (LocalNet High-Speed Bus, bus de alta velocidad)
(8) Cable de red con descarga de tracción
ES
73

74

Instalación y puesta en servicio
75

76

Equipamiento mínimo para trabajo de soldadura
Generalidades Según el procedimiento de soldadura se requiere un determinado equipamiento mínimo
para poder trabajar con la fuente de corriente.
A continuación se describen los procedimientos de soldadura y el correspondiente equipamiento mínimo para trabajo de soldadura.
ES
Soldadura
MIG/MAG refrigerada por gas
Soldadura
MIG/MAG refrigerada por agua
Soldadura
MIG/MAG automatizada
- Fuente de corriente
- Cable de masa
- Antorcha MIG/MAG, refrigerada por gas
- Conexión de gas (alimentación de gas protector)
- Avance de hilo (sólo con TS 4000 / 5000, TPS 3200 / 4000 / 5000)
- Paquete de mangueras de conexión (sólo para TS 4000 / 5000, TPS 3200 / 4000 /
5000)
- Electrodo de soldadura
- Fuente de corriente
- Unidad de refrigeración
- Cable de masa
- Antorcha MIG/MAG, refrigerada por agua
- Conexión de gas (alimentación de gas protector)
- Avance de hilo (sólo con TS 4000 / 5000, TPS 3200 / 4000 / 5000)
- Paquete de mangueras de conexión (sólo para TS 4000 / 5000, TPS 3200 / 4000 /
5000)
- Electrodo de soldadura
- Fuente de corriente (TS 4000 / 5000, TPS 3200 / 4000 / 5000)
- Interfaz de robot o conexión del bus de campo
- Cable de masa
- Antorchas de robot MIG/MAG o antorchas de máquina MIG/MAG (para antorchas
de máquina o antorchas de robot refrigeradas por agua se precisa adicionalmente
una unidad de refrigeración)
- Conexión de gas (alimentación de gas protector)
- Avance de hilo
- Paquete de mangueras de conexión
- Electrodo de soldadura
Soldadura CMT
manual
- Fuente de corriente CMT
- Cable de masa
- Antorcha CMT incluyendo la unidad de impulsión CMT y el buffer CMT (en caso de
aplicaciones CMT refrigeradas por agua se precisa adicionalmente una unidad de
refrigeración)
- Avance de hilo CMT (sólo para TPS 3200 / 4000 / 5000)
- Paquete de mangueras de conexión CMT (sólo para TPS 3200 / 4000 / 5000)
- Electrodo de soldadura
- Conexión de gas (alimentación de gas protector)
77

Soldadura CMT
automatizada
- Fuente de corriente CMT: TPS 3200 / 4000 / 5000 (o fuente de corriente Remote
CMT con mando a distancia RCU 5000i)
- Interfaz de robot o conexión del bus de campo
- Cable de masa
- Antorcha CMT incluyendo la unidad de impulsión CMT
- Unidad de refrigeración
- Sistema de arrastre CMT
- Paquete de mangueras de conexión CMT
- Buffer CMT
- Electrodo de soldadura
- Conexión de gas (alimentación de gas protector)
Soldadura CMT
Advanced
Soldadura TIGDC
Soldadura por
electrodo
- Fuente de corriente CMT 4000 Advanced
- Mando a distancia RCU 5000i
- Interfaz de robot o conexión del bus de campo
- Cable de masa
- Antorcha CMT incluyendo la unidad de impulsión CMT
- Unidad de refrigeración
- Sistema de arrastre CMT
- Paquete de mangueras de conexión CMT
- Buffer CMT
- Electrodo de soldadura
- Conexión de gas (alimentación de gas protector)
- Fuente de corriente
- Cable de masa
- Antorcha de soplete TIG
- Conexión de gas (alimentación de gas protector)
- Material de aporte según aplicación
- Fuente de corriente
- Cable de masa
- Soporte de electrodo
- Electrodos
78

Antes de la instalación y puesta en servicio
ES
Seguridad
Utilización prevista
Condiciones de
emplazamiento
¡PELIGRO!
Peligro originado por un manejo incorrecto.
Pueden producirse daños personales y materiales graves.
Solo tras haber leído y comprendido la totalidad de este manual de instrucciones se
▶
podrán aplicar las funciones descritas.
Solo cuando se haya leído y comprendido la totalidad del manual de instrucciones
▶
sobre los componentes del sistema (sobre todo las normas de seguridad) se podrán
aplicar las funciones descritas.
La fuente de corriente está diseñada exclusivamente para la soldadura MIG/MAG, la soldadura por electrodo y la soldadura TIG. Cualquier otro uso se considera como no previsto por el diseño constructivo. El fabricante declina cualquier responsabilidad frente a
los daños que se pudieran originar.
También forman parte de la utilización prevista:
- El cumplimiento de las indicaciones del manual de instrucciones.
- El cumplimiento de los trabajos de inspección y mantenimiento.
El equipo está homologado según el tipo de protección IP23, lo que significa:
- Protección contra la penetración de cuerpos extraños sólidos cuyo Ø sea superior a
12,5 mm (0.49 in.)
- Protección contra pulverizado de agua hasta un ángulo de 60° con respecto a la
vertical.
El equipo puede ser colocado y utilizado en el exterior, según el tipo de protección IP23.
Se deben proteger los mismos contra la acción directa de la humedad (por ejemplo, lluvia).
¡PELIGRO!
La caída de un equipo puede suponer un peligro mortal.
Colocar los equipos, las consolas verticales y el carro de desplazamiento sobre una
▶
base firme y nivelada.
El canal de ventilación supone un dispositivo de seguridad esencial. Al elegir el lugar de
emplazamiento, tener en cuenta que el aire de refrigeración pueda circular libremente
por las ranuras de ventilación frontales o posteriores. La instalación no debe aspirar
directamente el polvo con conductividad eléctrica, como el producido, por ejemplo, por el
trabajo de esmerilado.
Conexión de red Los equipos están construidos para la tensión de red indicada en la placa de carac-
terísticas. Si su modelo de equipo no viniese con cable de alimentación o clavija para la
red, éstos se deben montar observando las correspondientes normativas nacionales.
Los fusibles necesarios para la alimentación de red se especifican en los datos técnicos.
79

¡OBSERVACIÓN!
Una instalación eléctrica sin las dimensiones adecuadas puede causar graves
daños materiales.
Se debe dimensionar la alimentación de red y la protección por fusible según la alimentación de corriente disponible. Rigen los datos técnicos indicados en la placa de características.
Aplicable a la fuente de corriente TIME 5000 Digital:
La clavija para la red de serie permite un servicio con una tensión de red de hasta 400 V.
Para las tensiones de red hasta 460 V se debe montar una clavija para la red homologado o instalar directamente la alimentación de red.
80

Conexión del cable de red en fuentes de corriente
para EE. UU.
Generalidades Las fuentes de corriente para EE. UU. se suministran sin cable de red. Antes de la
puesta en servicio hay que conectar un cable de red adecuado para la tensión de alimentación.
En la fuente de corriente se ha montado una descarga de tracción para una sección
transversal del cable AWG 10. Las descargas de tracción para mayores secciones transversales de cables se deben configurar con las dimensiones correspondientes.
Cables de red
prescritos y descargas de
tracción
Fuente de corriente Tensión de red Sección transver-
sal del cable
TS 4000 / 5000, TPS 4000 / 5000,
CMT 4000 Advanced
TPS 3200 3 x 460 V
AWG ... American Wire Gauge (= medida americana de cables)
3 x 460 V
3 x 230 V
3 x 230 V
AWG 10
AWG 6
AWG 10
AWG 8
ES
Seguridad
Conectar el cable
de red
¡PELIGRO!
Peligro originado por trabajos realizados incorrectamente.
Esto puede ocasionar lesiones personales graves y daños materiales.
Los trabajos descritos a continuación deben ser realizados solo por personal técnico
▶
formado.
Seguir las normas y políticas nacionales.
▶
¡PRECAUCIÓN!
Peligro por un cable de red mal preparado.
La consecuencia pueden ser cortocircuitos y daños materiales.
Colocar casquillos a todos los conductores de fase y al conductor protector del
▶
cable de red pelado.
Desmontar el lateral izquierdo de la fuente de potencia
1
Quitar aproximadamente 100 mm (4 in.) del aislamiento del cable de red
2
¡OBSERVACIÓN!
El conductor protector (verde o verde con rayas amarillas) debe ser aproximadamente 10 - 15 mm (0,4 - 0.6 in.) más largo que los conductores de fase.
81

Colocar casquillos a los conductores de fase y al conductor protector, fijar los cas-
P
E
W
1
V1
U1
5
7
8
6
3
quillos con unas pinzas de engarzar
¡PRECAUCIÓN!
Peligro originado por cortocircuitos.
Si no se utilizan casquillos hay peligro de cortocircuito entre los conductores de fase
o entre estos y el conductor protector.
Colocar casquillos a todos los conductores de fase y al conductor protector del
▶
cable de red pelado.
Soltar los tornillos (2) y la tuerca de
4
apriete, entrecaras 30, de la descarga
de tracción
Pasar el cable de red por la descarga
5
de tracción
¡OBSERVACIÓN!
Introducir el cable de red lo suficiente
como para poder conectar correctamente el conductor protector y los conductores de fase en el borne de bloque.
Apretar la tuerca de apriete, entreca-
6
ras 30 mm
Apretar los tornillos (2)
7
Conectar correctamente el cable de
8
red al borne de bloque:
- Conductor protector (verde o
verde con rayas amarillas) al
conector PE
- Conductores de fase a los conectores L1 - L3
Volver a montar el lateral izquierdo de
9
la fuente de potencia
82

Cambiar la des-
2
3
2
4
4
6
7
7
carga de tracción
Desmontar el lateral izquierdo de la
1
fuente de potencia
Quitar los tornillos de la descarga de
2
tracción existente (2)
Quitar la descarga de tracción exis-
3
tente hacia delante
Quitar los tornillos de la chapa adapta-
4
dora, retirar la chapa
Colocar la tuerca hexagonal, entreca-
5
ras 50 mm, en la chapa de sujeción
¡OBSERVACIÓN!
Para que la conexión a tierra de la caja
de las fuentes de potencia sea fiable,
las puntas de la tuerca hexagonal tienen que señalar hacia la chapa de
sujeción.
ES
Atornillar la parte delantera de la des-
6
carga de tracción grande en la tuerca
hexagonal, entrecaras 50 mm. La
tuerca hexagonal, entrecaras 50 mm,
se expande en la chapa de sujeción.
Colgar la descarga de tracción grande
7
de la caja y fijarla con 2 tornillos
Conectar el cable de red
8
Volver a montar el lateral izquierdo de
9
la fuente de potencia
83

Puesta en servicio
Seguridad
Notas sobre la
unidad de refrigeración
¡PELIGRO!
Las descargas eléctricas pueden ser mortales.
Si la fuente de potencia está conectada a la red durante la instalación, hay peligro de
sufrir graves daños personales y materiales.
Realizar todos los trabajos en el aparato solo cuando el interruptor de red de la
▶
fuente de potencia esté conmutado a la posición - O -.
Realizar todos los trabajos en el equipo solo si la fuente de potencia está desconec-
▶
tada de la red.
¡PELIGRO!
Peligro originado por corriente eléctrica debido al polvo con conductividad
eléctrica en el interior del equipo.
Esto puede ocasionar lesiones personales graves y daños materiales.
Solo se debe utilizar el equipo con el filtro de aire montado. El filtro de aire supone
▶
un dispositivo de seguridad esencial para alcanzar el tipo de protección IP 23.
Para las aplicaciones siguientes se recomienda una unidad de refrigeración FK 4000 R:
- Fuentes de corriente TS 4000 / 5000, TPS 3200 / 4000 / 5000
- Antorcha JobMaster
- Antorcha PushPull
- Operación de robot
- Paquetes de mangueras de más de 5 m de longitud
- Soldadura MIG/MAG Puls-Synergic
- Soldaduras en general en el área de altos rendimientos
Información
sobre los componentes del sistema
La alimentación de corriente de la unidad de refrigeración se efectúa por la fuente de
corriente. Cuando se pone el interruptor de red de la fuente de corriente en la posición I -, la unidad de refrigeración está preparada.
Información más detallada sobre la unidad de refrigeración figura en el manual de instrucciones de ésta.
Las actividades y los pasos de trabajo descritos a continuación incluyen indicaciones
sobre los diferentes componentes del sistema como, por ejemplo:
- Carro de desplazamiento
- Unidades de refrigeración
- Alojamientos del avance de hilo
- Avances de hilo
- Paquetes de mangueras de conexión
- Antorcha
- etc.
En los correspondientes manuales de instrucciones figura información detallada sobre el
montaje y la conexión de los componentes del sistema.
84

Sinopsis "Puesta en servicio" se compone de los siguientes apartados:
- Puesta en servicio TPS 2700
- Puesta en servicio TS 4000 / 5000, TPS 3200 / 4000 / 5000
- Puesta en servicio de CMT 4000 Advanced
ES
85

Puesta en servicio TPS 2700
Generalidades La puesta en servicio de la fuente de corriente TPS 2700 se describe mediante una apli-
cación MIG/MAG manual refrigerada por gas.
Recomendación
para aplicaciones
refrigeradas por
agua
Conectar la bombona de gas
- Utilizar una carretilla PickUp
- Montar la unidad de refrigeración en la carretilla PickUp
- Montar la fuente de corriente TPS 2700 en la unidad de refrigeración
- Utilizar sólo antorchas refrigeradas por agua con una conexión de agua externa
- Conectar las tomas de agua de la antorcha directamente a la unidad de refrigeración
¡PELIGRO!
Peligro de graves daños personales y materiales originado por la caída de bombonas de gas.
Colocar las bombonas de gas sobre una base firme y nivelada. Asegurar las bombonas
de gas contra cualquier caída.
Tener en cuenta las indicaciones de seguridad de los fabricantes de las bombonas de
gas.
Colocar la bombona de gas sobre una
1
base firme y nivelada
Asegurar la bombona de gas contra
2
cualquier caída, pero no en el cuello
de la bombona
Quitar el tapón de la bombona de gas
3
Abrir brevemente la válvula de la bom-
4
bona de gas para retirar la suciedad
interior
Comprobar la junta del regulador de
5
presión
Enroscar el regulador de presión en la
6
bombona de gas y apretarlo
Conectar el regulador de presión
7
Conectar la manguera de gas a TPS 2700
mediante una manguera de gas a la
conexión de gas protector de la fuente
de corriente
86
¡OBSERVACIÓN!
Los equipos para EE.
UU. se suministran con un adaptador para la manguera de gas:
Pegar o impermeabilizar el adaptador
▶
Comprobar la estanqueidad de gas del adaptador.
▶

Establecer la
conexión de
masa
Conectar el cable de masa a TPS 2700
Enchufar y bloquear el cable de masa
1
en el conector negativo
Establecer la unión con la pieza de
2
trabajo con el otro extremo del cable
de masa
ES
Conectar la
antorcha
Conectar la antorcha a TPS 2700
Introducir la antorcha correctamente
1
equipada con el tubo de entrada hacia
delante en la conexión de la antorcha
Apretar manualmente el racor de
2
fijación.
Enchufar la clavija de control de la
3
antorcha a la conexión de control de
antorcha y bloquearla
¡OBSERVACIÓN!
En caso de modificación de la longitud
y/o de la sección transversal del
paquete de mangueras de antorcha se
debe determinar la resistencia del circuito de soldadura r y la inductividad
del circuito de soldadura L (ver "Ajustes más detallados").
87

Colocar/cambiar
4
4
5
2
1
6
6
4
5
3
2
1
1
2
3
1
2
los rodillos de
avance
A fin de garantizar el transporte óptimo del electrodo de soldadura, los rodillos de
avance deben estar adaptados al diámetro del hilo a soldar, así como a la aleación del
hilo.
1
¡OBSERVACIÓN!
¡Sólo se deben utilizar rodillos de
avance acordes al electrodo de soldadura!
En las listas de repuestos figura una
sinopsis de los rodillos de avance disponibles y de sus posibilidades de empleo.
Los equipos para EE. UU. se suministran
sin rodillos de avance. Introducir los rodillos de avance después de introducir la
bobina de hilo.
Colocar la bobina
de hilo
2
3
¡PRECAUCIÓN!
Peligro de lesiones originado por el efecto elástico del electrodo de soldadura
bobinado.
Al colocar la bobina de hilo se debe sujetar bien el extremo del electrodo de soldadura a
fin de evitar lesiones originadas por el electrodo de soldadura lanzado hacia atrás.
¡PRECAUCIÓN!
Peligro de lesiones originado por la caída de la bobina de hilo.
Se debe asegurar el asiento firme de la bobina de hilo sobre el alojamiento de la bobina
de hilo.
88
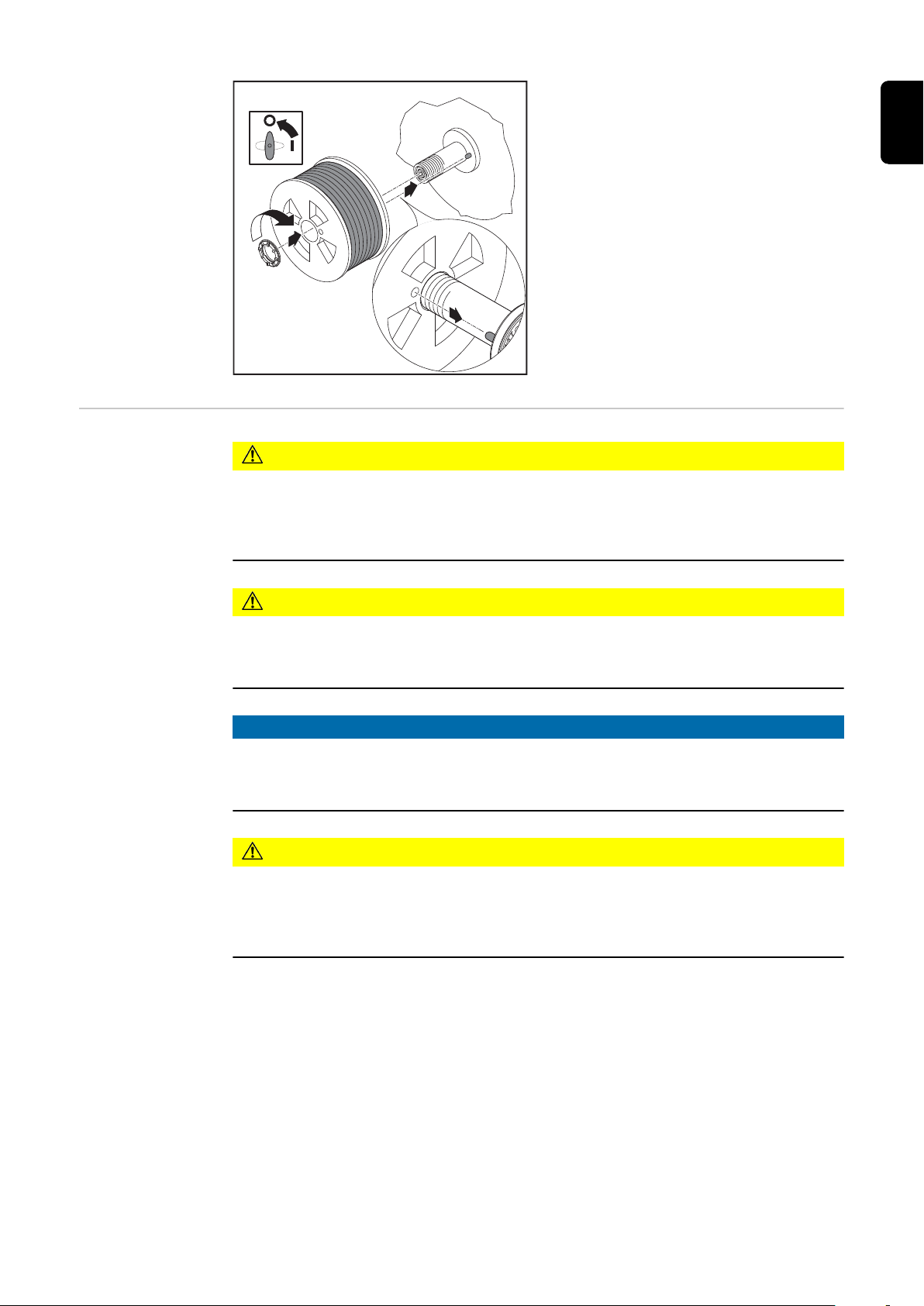
1
2
4
3
ES
Colocar la bobina
con fondo de
cesta
¡PRECAUCIÓN!
Peligro de lesiones originado por el efecto elástico del electrodo de soldadura
bobinado.
Al colocar la bobina de hilo se debe sujetar bien el extremo del electrodo de soldadura a
fin de evitar lesiones originadas por el electrodo de soldadura lanzado hacia atrás.
¡PRECAUCIÓN!
Peligro de lesiones originado por la caída de la bobina de hilo.
Se debe asegurar el asiento firme de la bobina de hilo sobre el alojamiento de la bobina
de hilo.
¡OBSERVACIÓN!
¡Al realizar trabajos con bobinas con fondo de cesta, se debe utilizar exclusivamente el adaptador de bobinas con fondo de cesta incluido en el volumen de
suministro del equipo!
¡PRECAUCIÓN!
Peligro de lesiones originado por la caída de la bobina con fondo de cesta.
Colocar la bobina con fondo de cesta sobre el adaptador de bobinas con fondo de cesta
suministrado adjunto, de tal modo que los almas de la bobina con fondo de cesta se
encuentren dentro de las ranuras de guía del adaptador de bobinas con fondo de cesta.
89

3
2
1
1
1
2
2
1
4
4
1
2
1
2
2
Hacer entrar el
electrodo de soldadura
¡PRECAUCIÓN!
Peligro de lesiones originado por el efecto elástico del electrodo de soldadura
bobinado.
Al introducir el electrodo de soldadura en el accionamiento a 4 rodillos, se debe sujetar
bien el extremo del electrodo de soldadura a fin de evitar lesiones originadas por el electrodo de soldadura lanzado hacia detrás.
¡PRECAUCIÓN!
Riesgo de dañar la antorcha debido al extremo afilado del electrodo de soldadura.
Realizar un buen desbarbado del extremo del electrodo de soldadura antes de su introducción.
1
2
90

2
2
3
3
1
3
1
5
2
3
4
1
2
4
5
3
1
1
2
3
1
1
4
¡PRECAUCIÓN!
Peligro de lesiones originado por la salida del electrodo de soldadura.
Al pulsar la tecla Enhebrar hilo / Inch Forward se debe mantener la antorcha alejada de
la cara y del cuerpo.
ES
Ajustar la presión
de apriete
5
6
¡OBSERVACIÓN!
Ajustar la presión de apriete de tal
modo que no se deforme el electrodo
de soldadura, pero garantizando un
transporte intachable de hilo.
91

Valores de orientación
4
3
STOP
6
7
5
1
2
2
1
2
1
4
STOP
OK
3
para la presión de
Rodillos semi-
circulares
Rodillos trape-
zoidales
Rodillos de
plástico
apriete
Aluminio 1,5 - 3,5 - 4,5
Acero 3 - 4 1,5 -
CrNi 3 - 4 1,5 -
Ajustar el freno
¡OBSERVACIÓN!
Después de soltar la tecla de la antorcha, la bobina de hilo no debe seguir girando.
Si fuera necesario, reajustar el freno.
1
3
2
Construcción del
freno
92
¡PRECAUCIÓN!
Riesgo originado por la caída de la bobina de hilo.
A fin de garantizar el asiento firme de la bobina de hilo y un efecto óptimo de frenado, se
debe realizar el montaje del freno según la ilustración siguiente.

1
2
PVC
1
4
3
PVC
KLEBER,
GLUE,
COLLE
ES
93

Puesta en servicio TS 4000 / 5000, TPS 3200 / 4000 /
5000, TIME 5000 Digital
Generalidades La puesta en servicio de las fuentes de corriente TS 4000 / 5000 y TPS 3200 / 4000 /
5000 se describe mediante el ejemplo de una aplicación MIG/MAG manual refrigerada
por agua.
Montar los componentes del sistema (sinopsis)
La ilustración siguiente pretende proporcionar una vista general de la construcción de
los diferentes componentes del sistema.
La información detallada acerca de los diferentes pasos de trabajo figura en los manuales de instrucciones correspondientes de los componentes del sistema.
94
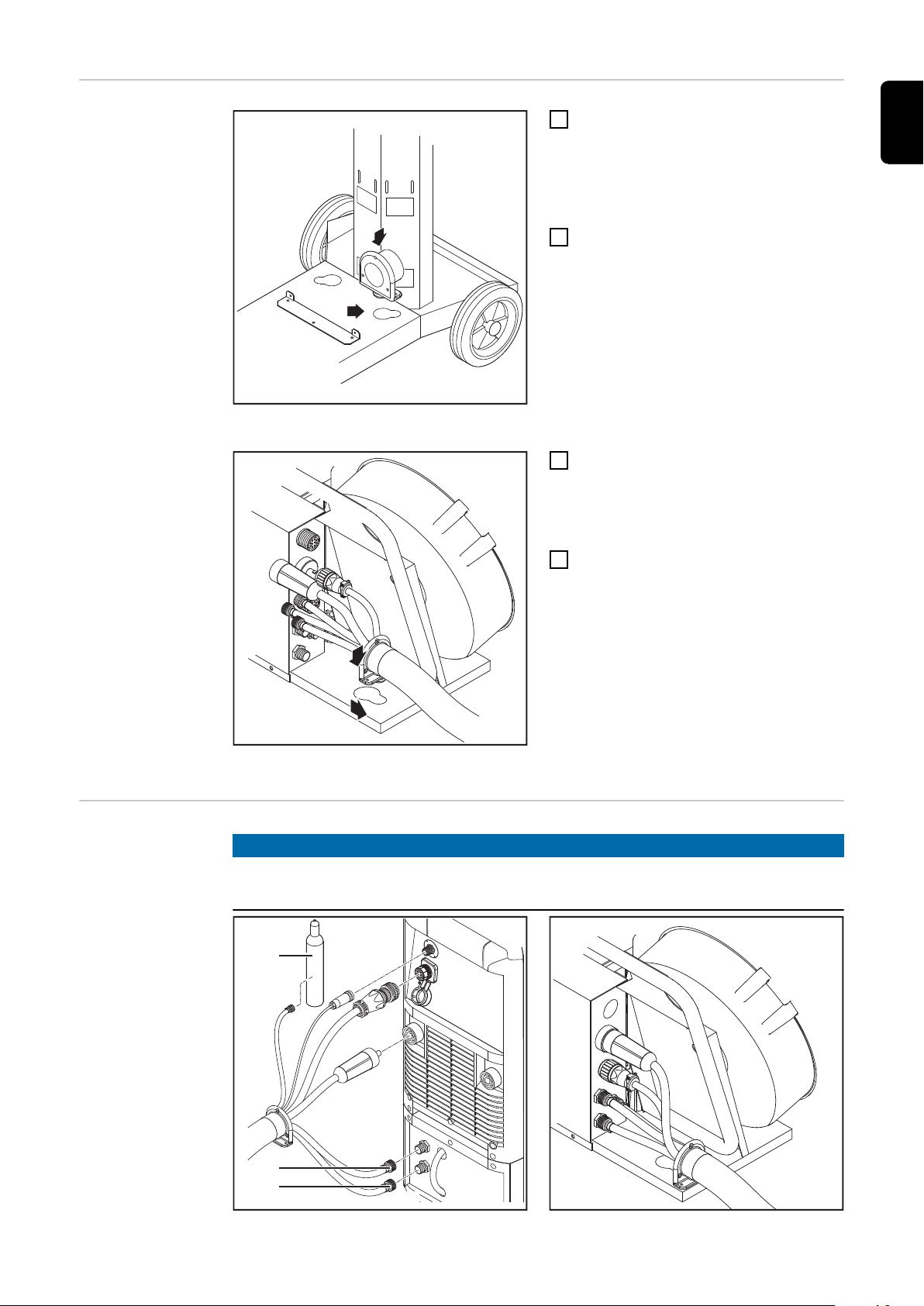
Fijar la descarga
1
2
2
1
(1)
(2)
(3)
de tracción
Fijar la descarga de tracción al carro
Introducir el pivote de la descarga de
1
tracción en el lado de la fuente de
corriente del paquete‑de mangueras
de conexión en la apertura prevista a
tal fin en el suelo del carro de desplazamiento
Atornillar la descarga de tracción con
2
los dos tornillos del volumen de suministro del paquete de mangueras de
conexión al suelo del carro de desplazamiento
Para paquetes de mangueras de
conexión con una longitud de 1,2 m (4
ft.) no se prevé ninguna descarga de
tracción.
Introducir el pivote de la descarga de
3
tracción en el lado del avance de hilo
del paquete de mangueras de
conexión en la apertura prevista a tal
fin en el avance de hilo
Atornillar la descarga de tracción con
4
los dos tornillos del volumen de suministro del paquete de mangueras de
conexión al avance de hilo
ES
Conectar el
paquete de mangueras de
conexión
Fijar la descarga de tracción al avance de hilo
¡OBSERVACIÓN!
En los sistemas refrigerados por gas no hay unidad de refrigeración.
En los sistemas refrigerados por gas no es necesaria la conexión de las tomas de agua.
95
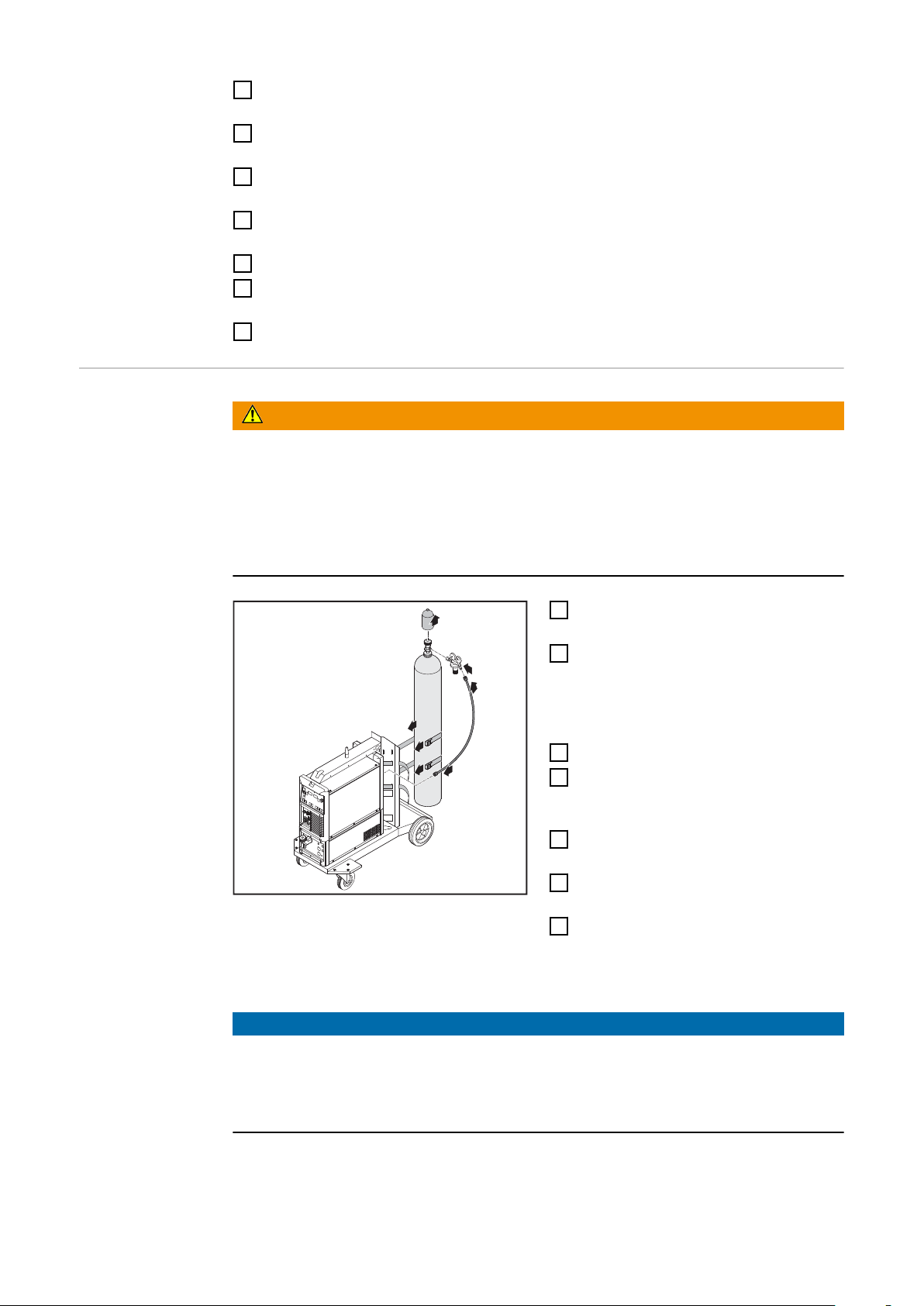
Enchufar la clavija bayoneta del potencial de soldadura del paquete de mangueras
3
1
2
2
4
5
5
1
de conexión al zócalo positivo y bloquearla girando
Enchufar la clavija LocalNet del paquete de mangueras de conexión a la conexión
2
de LocalNet y asegurar ésta con el racor
Sólo para fuentes de corriente CMT:
3
Enchufar la clavija LHSB a la conexión LHSB
Conectar la manguera para alimentación de agua (azul) (3) a la unidad de refrige-
4
ración
Conectar la manguera para retorno de agua (rojo) (2) a la unidad de refrigeración
5
Conectar la manguera de gas protector al regulador de presión de la bombona de
6
gas (1)
Conectar el paquete de mangueras al avance de hilo
7
Conectar la bombona de gas
¡PELIGRO!
Peligro de graves daños personales y materiales originado por la caída de bombonas de gas.
Colocar las bombonas de gas sobre una base firme y nivelada. Asegurar las bombonas
de gas contra cualquier caída.
Tener en cuenta las indicaciones de seguridad de los fabricantes de las bombonas de
gas.
Colocar la bombona de gas sobre el
1
suelo del carro de desplazamiento
Asegurar la bombona de gas por
2
medio de la correa de sujeción en la
parte superior de la bombona de gas
(pero no en el cuello de la bombona)
contra cualquier caída
Quitar el tapón de la bombona de gas
3
Abrir brevemente la válvula de la bom-
4
bona de gas para retirar la suciedad
interior
Comprobar la junta del regulador de
5
presión
Enroscar el regulador de presión en la
6
Fijar la bombona de gas al carro
bombona de gas y apretarlo
Conectar la manguera de gas protec-
7
tor del paquete de mangueras de
conexión por medio de la manguera
de gas con el regulador de presión
96
¡OBSERVACIÓN!
Los equipos para EE.
UU. se suministran con un adaptador para la manguera de gas:
Pegar o impermeabilizar el adaptador
▶
Comprobar la estanqueidad de gas del adaptador.
▶

Establecer la
conexión de
masa
Enchufar y bloquear el cable de masa
1
en el conector negativo
Establecer la unión con la pieza de
2
trabajo con el otro extremo del cable
de masa
ES
Conectar la
antorcha
Introducir la antorcha correctamente
1
equipada con el tubo de entrada hacia
delante en la conexión de la antorcha
en el avance de hilo
Apretar manualmente el racor de
2
fijación.
Enchufar la clavija de control de la
3
antorcha a la conexión de control de
antorcha y bloquearla
¡OBSERVACIÓN!
En caso de modificación de la longitud
y/o de la sección transversal del
paquete de mangueras de antorcha se
Conexión de la antorcha y conexión del control de
antorcha del VR 4000
debe determinar la resistencia del circuito de soldadura r y la inductividad
del circuito de soldadura L (ver "Ajustes más detallados").
Otras actividades Realizar los siguientes pasos de trabajo según el manual de instrucciones del sistema
de arrastre:
Introducir los rodillos de avance en el sistema de arrastre
1
Introducir la bobina de hilo o la bobina con fondo de cesta con adaptador de bobinas
2
con fondo de cesta en el sistema de arrastre
Hacer entrar el electrodo de soldadura
3
Ajustar la presión de apriete
4
Ajustar el freno
5
97

Puesta en servicio CMT4000 Advanced
11
1
4
7
8
9
6
5
2
2
3
3
11
1)
2)
10
10
5
3
1
2
3
Montar los componentes del sistema (sinopsis)
La ilustración siguiente pretende proporcionar una vista general de la construcción de
los diferentes componentes del sistema.
La información detallada acerca de los diferentes pasos de trabajo figura en los manuales de instrucciones correspondientes de los componentes del sistema.
¡PELIGRO!
Peligro de graves daños personales y materiales originado por la caída de bombonas de gas.
Colocar las bombonas de gas sobre una base firme y nivelada. Asegurar las bombonas
de gas contra cualquier caída.
Tener en cuenta las indicaciones de seguridad de los fabricantes de las bombonas de
gas.
1
2
Montar los componentes del sistema
1)
Fijar la unidad de refrigeración y la fuente de corriente también en el lado posterior,
cada una con 2 tornillos.
2)
Conectar el
paquete de mangueras de
conexión. la
antorcha CMT y
el buffer
Prolongación del soporte de botellas.
La información detallada acerca de los diferentes pasos de trabajo figura en los manuales de instrucciones correspondientes de los componentes del sistema.
Fijar las descargas de tracción del paquete de mangueras de conexión CMT en el
1
carro de desplazamiento y el sistema de arrastre
Conectar el paquete de mangueras de conexión CMT a la fuente de corriente y al
2
sistema de arrastre
Conectar el paquete de mangueras CMT en la unidad de impulsión CMT
3
Conectar el buffer
4
Colocar el sistema de arrastre y la bombona de gas
98

Conectar la antorcha CMT en el sistema de arrastre
5
ES
Otras actividades
Preparar el sistema de arrastre
Conectar la manguera de transporte de hilo
1
Establecer la conexión de masa entre la pieza de trabajo y la fuente de corriente
2
Conectar la bombona de gas
3
Conectar el mando a distancia RCU 5000i
4
Establecer la unión con el control del robot
5
Realizar los siguientes pasos de trabajo según el manual de instrucciones del sistema
de arrastre:
Introducir los rodillos de avance en el sistema de arrastre
1
Introducir la bobina de hilo o la bobina con fondo de cesta con adaptador de bobinas
2
con fondo de cesta en el sistema de arrastre
Hacer entrar el electrodo de soldadura
3
Ajustar la presión de apriete
4
Ajustar el freno
5
99

100
 Loading...
Loading...