


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TransTig 800 Job
TransTig 2200 Job
TransTig 2500 / 3000 Job
TransTig 4000 / 5000 Job
MagicWave 1700 / 2200 Job
MagicWave 2500 / 3000 Job
MagicWave 4000 / 5000 Job
Upute za upotrebu
HR
Izvor struje za TIG
42,0426,0025,HR 023-30062021


Sadržaj
Sigurnosni propisi 8
Objašnjenje sigurnosnih napomena 8
Općenito 8
Propisna primjena 9
Okolni uvjeti 9
Obaveze vlasnika 9
Obaveze osoblja 9
Mrežni priključak 10
Vlastita zaštita i zaštita drugih osoba 10
Podaci za vrijednosti emisije buke 10
Opasnost od opasnih plinova i para 11
Opasnost putem iskakanja iskre 11
Opasnosti od mrežne struje i struje zavarivanja 12
Lutajuće struje zavarivanja 13
EMC kategorizacija uređaja 13
EMC mjere 13
EMF mjere 14
Osobito kritične točke 14
Zahtjev za zaštitni plin 15
Opasnost putem boca zaštitnog plina 15
Opasnost od izlazećeg zaštitnog plina 16
Sigurnosne mjere na mjestu montaže i prilikom transporta 16
Sigurnosne mjere tijekom normalnog rada 17
Puštanje u pogon, održavanje i servisiranje 17
Sigurnosno-tehnička provjera 18
Odlaganje 18
Sigurnosna oznaka 18
Sigurnost podataka 18
Autorska prava 18
HR
Opće informacije 19
Općenito 21
Koncept uređaja 21
Princip funkcioniranja 22
Područja djelovanja 22
Upozorenja na uređaju 23
Komponente sustava 24
Općenito 24
Pregled 24
Upravljački elementi i priključci 25
Opis upravljačkih ploča 27
Općenito 27
Sigurnost 27
Pregled 28
Upravljačka ploča MagicWave 29
Upravljačka pločaMagicWave 29
Upravljačka ploča TransTig 35
Upravljačka pločaTransTig 35
Kombinacije tipki – posebne funkcije 40
Općenito 40
Zaključavanje tipkovnice 40
Prikaz verzije softvera, trajanje rada i protok rashladnog sredstva 40
Priključci, prekidači i mehaničke komponente 42
MagicWave1700 / 2200 Job 42
MagicWave2500 / 3000 Job 43
MagicWave4000 / 5000 Job 44
TransTig800 / 2200 Job 45
TransTig2500 / 3000 Job 46
3

TransTig4000 / 5000 Job 47
Instalacija i puštanje u pogon 49
Minimalna oprema za pogon zavarivanja 51
Općenito 51
TIG AC zavarivanje 51
TIG DC zavarivanje 51
Zavarivanje TIG postupkom, automatizirano 51
Ručno elektrolučno zavarivanje 51
Prije instalacije i puštanja u pogon 52
Sigurnost 52
Propisna primjena 52
Odredbe za postavljanje 52
Mrežni priključak 52
Generatorski pogon (MW 1700 / 2200, TT 800 / 2200) 53
Priključivanje mrežnog kabela kod električnih generatora za američko tržište 54
Općenito 54
Propisani mrežni kabeli i vlačna rasterećenja 54
Sigurnost 54
Priključivanje mrežnog kabela 54
Zamijenite vlačno rasterećenje 55
Stavljanje u pogon 57
Sigurnost 57
Napomene o rashladnom uređaju 57
Općenito 57
Priključite bocu za plin 58
Uspostavite uzemljenje s izratkom 58
priključite gorionik za zavarivanje 58
Pogon zavarivanja 61
Načini rada pri TIG zavarivanju 63
Sigurnost 63
Simboli i objašnjenje 63
2-taktni pogon 64
Točkasto zavarivanje 64
4-taktni pogon 65
Posebni 4-taktni pogon: Varijanta 1 65
Posebni 4-taktni pogon: Varijanta 2 66
Posebni 4-taktni pogon: Varijanta 3 66
Posebni 4-taktni pogon: Varijanta 4 67
Posebni 4-taktni pogon: Varijanta 5 68
Posebni 4-taktni pogon: Varijanta 6 68
Stvaranje kapica i preopterećenej kalote 70
Stvaranje kapica 70
Preopterećenje kalote 70
Zavarivanje TIG postupkom 71
Sigurnost 71
Parametri zavarivanja 71
Priprema 73
Zavarivanje TIG postupkom 73
Paljenje električnog luka 75
Općenito 75
Paljenje električnog luka visokom frekvencijom(HF-paljenje) 75
Paljenje dodirom 76
Kraj zavarivanja 77
Posebne funkcije i opcije 78
Funkcija Nadzor prekida električnog luka 78
Funkcija Ignition Time-Out (istek vremena za paljenje) 78
TIG pulsiranje 78
Funkcija pripajanja 79
Zavarivanje hladnom žicom TIG postupkom 80
4

Ručno elektrolučno zavarivanje 82
Sigurnost 82
Priprema 82
Ručno elektrolučno zavarivanje 82
Funkcija HotStart 83
Funkcija Anti-Stick 84
Pogon Job 85
Općenito 85
Kratice 85
Spremiti radnu točku 85
Pozivanje radne točke 86
Pozivanje radne točke preko gorionika JobMaster TIG 87
Kopiranje / pisanje preko radne točke 88
Brisanje radne točke 89
Postavljanje postavki 91
Korekcija Joba 93
Općenito 93
Uđite u izbornik Korekcija radne točke 93
Izmjena parametra 93
Napuštanje izbornika Korekcija Joba 93
Parametri u izborniku Korekcija radne točke koji se mogu korigirati 93
Izbornik postavki 99
Općenito 99
Pregled 99
Izbornik za postavke Zaštitni plin 100
Općenito 100
Ulaz u izbornik postavki Zaštitni plin 100
Izmjena parametra 100
Napuštanje izbornika postavki 100
Parametri u izborniku postavki Zaštitni plin 100
Izbornik postavki za TIG 102
Ulaz u izbornik postavki za TIG 102
Izmjena parametra 102
Napuštanje izbornika postavki 102
Parametri u izborniku postavki za TIG 102
Izbornik postavki TIG – razina 2 106
Ulaz u izbornik postavki TIG – razina 2 106
Izmjena parametra 106
Izlazak iz izbornika postavki za TIG – razina 2 106
Parametri u izborniku postavki za TIG – razina 2 106
Izbornik postavki za AC / izmjenjivanje polova 111
Općenito 111
Ulaz u izbornik postavki za AC / izmjenjivanje polova 111
Izmjena parametra 111
Napuštanje izbornika postavki 111
Parametri u izborniku postavki za AC / izmjenjivanje polova 111
Izbornik postavki za AC / izmjenjivanje polova – razina 2 113
Općenito 113
Ulaz u Izbornik postavki za AC / izmjenjivanje polova – razina 2 113
Izmjena parametra 113
Izađite iz razine 2. izbornika postavki za AC / izmjenjivanje polova 113
Parametri u izborniku postavki za AC / izmjenjivanje polova – razina 2 113
Izbornik postavki za DC 115
Općenito 115
Ulaz u izbornik postavki za DC 115
Izmjena parametra 115
Napuštanje izbornika postavki 115
Parametri u izborniku postavki za DC 115
Izbornik postavki za DC – razina 2 116
Općenito 116
HR
5

Ulaz u izbornik postavki za DC – razina 2 116
Izmjena parametra 116
Izlazak iz izbornika postavki za DC – razina 2 116
Parametri u izborniku postavki za DC – razina 2 116
Izbornik postavki za štapnu elektrodu 117
Uđite u Izbornik za postavke Štapna elektroda 117
Izmjena parametra 117
Napuštanje izbornika postavki 117
Parametri u izborniku postavki za štapnu elektrodu 117
Izbornik za postavke Štapna elektroda – razina 2 119
Ulaz u Izbornik za postavke Štapna elektroda – razina 2 119
Izmjena parametra 119
Izlazak iz izbornika postavki za štapnu elektrodu – razina 2 119
Parametri izbornika postavki za štapnu elektrodu – razina 2 119
Utvrđivanje otpora kruga zavarivanja r 123
Općenito 123
Utvrđivanje strujnog otpora kruga zavarivanja r 123
Prikaz induktivnosti kruga zavarivanja L 124
Općenito o induktivitetu strujnog kruga zavarivanja L 124
Prikaži induktivitet strujnog kruga zavarivanja L 124
Uklanjanje grešaka i održavanje 125
Dijagnoza grešaka, uklanjanje grešaka 127
Općenito 127
Sigurnost 127
Prikazani servisni kodovi 127
Dijagnosticiranje pogrešaka električnog generatora 131
Njega, održavanje i odlaganje 133
Općenito 133
Sigurnost 133
Pri svakom stavljanju u pogon 133
Svaka 2 mjeseca 133
Svakih 6 mjeseci 134
Odlaganje 134
Dodatak 135
Prosječne vrijednosti potrošnje pri zavarivanju 137
Prosječna potrošnja žičanih elektroda pri zavarivanju MIG/MAG postupkom 137
Prosječna potrošnja zaštitnog plina pri zavarivanju MIG/MAG postupkom 137
Prosječna potrošnja zaštitnog plina pri zavarivanju TIG postupkom 137
Tehnički podaci 138
Posebni napon 138
Pregled s ključnim sirovinama, godina proizvodnje uređaja 138
MagicWave 1700 Job 138
MagicWave 2200 Job 139
MagicWave 2500 Job 140
MagicWave 3000 Job 141
MagicWave 2500 Job MV 142
MagicWave 3000 Job MV 143
MagicWave 4000 Job 144
MagicWave 5000 Job 145
MagicWave 4000 Job MV 146
MagicWave 5000 Job MV 147
TransTig 800 Job 148
TransTig 2200 Job 149
TransTig 2500 Job 150
TransTig 3000 Job 151
TransTig 2500 Job MV 152
TransTig 3000 Job MV 154
TransTig 4000 Job 155
TransTig 5000 Job 156
6

TransTig 4000 Job MV 157
TransTig 5000 Job MV 158
Objašnjenje fusnota 158
Korišteni pojmovi i kratice 160
Općenito 160
Pojmovi i kratice A – C 160
Pojmovi i kratice D – E 160
Pojmovi i kratice F 161
Pojmovi i kratice G – H 161
Pojmovi i kratice I – P 162
Pojmovi i kratice R – 2nd 163
HR
7

Sigurnosni propisi
Objašnjenje
sigurnosnih
napomena
OPASNOST!
Označava neposrednu opasnost.
Ako se ona ne izbjegne, posljedice mogu biti smrtonosne ili vrlo teške ozljede.
▶
UPOZORENJE!
Označava moguću opasnu situaciju.
Ako se ona ne izbjegne, posljedice mogu biti smrtonosni i najteži oblici ozljeda.
▶
OPREZ!
Označava moguću štetnu situaciju.
Ako se ona ne izbjegne, posljedice mogu biti male ili manje ozljede, kao i materijalna
▶
šteta.
NAPOMENA!
Označava mogućnost manjkavih rezultata rada i štete na opremi.
Općenito Uređaj je izrađen pomoću najnovije tehnologije i u skladu s priznatim sigurnosno-
tehničkim propisima. Međutim, nepravilna upotreba ili zloupotreba može ugroziti
- život i zdravlje korisnika ili trećih osoba,
- uređaj i ostalu imovinu korisnika,
- učinkovit rad s uređajem.
Sve osobe koje sudjeluju u postavljanju, upotrebi, održavanju i servisiranju uređaja moraju
- imati odgovarajuće kvalifikacije,
- posjedovati znanje o zavarivanju i
- temeljito pročitati ove upute za upotrebu te ih se strogo pridržavati.
Upute za upotrebu moraju se stalno čuvati na lokaciji upotrebe uređaja. Osim uputa za
upotrebu, obavezno je pridržavati se općih i lokalnih propisa o sprečavanju nesreća i
zaštiti okoliša.
Sve napomene o sigurnosti i opasnostima na uređaju
- držite u čitljivom stanju
- nemojte oštetiti
- nemojte ukloniti
- nemojte prekriti, zalijepiti ili premazati.
Položaje napomena o sigurnosti i opasnostima na uređaju možete pronaći u poglavlju
„Općenito” u sklopu uputa za upotrebu uređaja.
Smetnje koje mogu utjecati na sigurnost moraju se ukloniti prije uključivanja uređaja.
Riječ je o vašoj sigurnosti!
8

Propisna primjena
Okolni uvjeti Upotreba ili skladištenje uređaja izvan navedenog raspona smatraju se nepropisnim.
Uređaj služi za rad isključivo u svrhe za koje je namijenjen.
Uređaj je namijenjen isključivo za postupke zavarivanja koji su navedeni na natpisnoj
pločici.
Svaki drugi oblik upotrebe smatra se nepropisnim. Proizvođač ne snosi odgovornost za
tako nastale štete.
Propisna primjena obuhvaća i sljedeće:
- temeljito čitanje i pridržavanje svih napomena iz uputa za upotrebu
- temeljito čitanje i pridržavanje svih napomena o sigurnosti i opasnostima
- pravilno provođenje inspekcijskih radova i radova na održavanju.
Uređaj nikada ne upotrebljavajte za sljedeće:
- odmrzavanje cijevi
- punjenje baterija/akumulatora
- pokretanje motora
Uređaj je namijenjen za pogon u industriji i obrtima. Proizvođač ne odgovara za štete
koje nastaju uslijed korištenja u stambenom prostoru.
Za nepotpune ili pogrešne rezultate rada proizvođač također ne preuzima nikakvu odgovornost.
Proizvođač ne snosi odgovornost za tako nastale štete.
HR
Raspon temperature okolnog zraka:
- tijekom rada: od -10 °C do +40 °C (od 14 °F do 104 °F)
- tijekom transporta i skladištenja: od -20 °C do +55 °C (od -4 °F do 131 °F)
Relativna vlažnost zraka:
- do 50 % pri 40 °C (104 °F)
- do 90 % pri 20 °C (68 °F)
Okolni zrak: ne sadržava prašinu, kiseline, nagrizajuće plinove ili tvari itd.
Maksimalna nadmorska visina: do 2000 m (6561 ft. 8.16 in)
Obaveze vlasnika Vlasnik se obvezuje da će dopustiti da na uređaju rade samo osobe koje su
- upoznate s temeljnim propisima o sigurnosti na radu i sprečavanju nesreća i
upućene u rukovanje uređajem
- pročitale i razumjele upute za upotrebu, osobito poglavlje „Sigurnosni propisi” te to
svojim potpisom potvrdile
- obučene u skladu sa zahtjevima za rezultate rada.
Savjestan rad osoblja u pogledu sigurnosti potrebno je provjeravati u redovitim razmacima.
Obaveze osoblja Sve osobe koje su zadužene za rad na uređaju obavezne su prije početka rada
- slijediti osnovne propise o sigurnosti na radu i sprečavanju nesreća
- pročitati ove upute za uporabu, osobito poglavlje „Sigurnosni propisi”, i potvrditi svojim potpisom da su ih razumjele i da će ih slijediti.
Prije napuštanja radnog mjesta pobrinite se da ni u vašoj odsutnosti ne može doći do
ozljeđivanja osoba ili materijalne štete.
9
Mrežni priključak Uređaji velike snage mogu zbog svoje potrošnje električne struje smanjiti energetsku
kvalitetu mreže.
To može utjecati na pojedine vrste uređaja na sljedeće načine:
- ograničenja priključka
-
zahtjevi koji se odnose na maksimalnu dopuštenu mrežnu impedanciju
-
zahtjevi koji se odnose na minimalnu dopuštenu snagu kratkog spoja
*)
na svakom priključenju na javnu mrežu
*)
*)
pogledajte Tehničke podatke
U tom slučaju rukovatelj ili korisnik uređaja mora osigurati da je priključenje uređaja
dopušteno, eventualno u konzultaciji s poduzećem za opskrbu električnom energijom.
VAŽNO! Potrebno je sigurno uzemljiti mrežni priključak!
Vlastita zaštita i
zaštita drugih
osoba
Pri radu s uređajem izlažete se brojnim opasnostima, kao što su:
- iskrenje, vrući metalni dijelovi koji lete uokolo
- zračenje električnog luka koje je štetno za oči i kožu
- štetna elektromagnetska polja, koja mogu ugroziti život osoba sa srčanim stimulatorom
- opasnost od mrežne struje i struje zavarivanja
- povećana izloženost buci
- štetni dim koji nastaje pri zavarivanju i plinovi
Pri radu s uređajem nosite prikladnu zaštitnu odjeću. Zaštitna odjeća mora imati sljedeća
svojstva:
- teško se može zapaliti
- izolirajuća je i suha
- prekriva cijelo tijelo, neoštećena je i u dobrom je stanju
- zaštitna kaciga
- hlače koje nisu zavrnute
U zaštitnu opremu ubraja se između ostaloga:
- Oči i lice zaštitite štitnikom za zaštitu očiju i lica s filtrom koji je u skladu s propisima
od UV zračenja, vrućine i iskrenja.
- Iza štitnika za zaštitu očiju i lica nosite propisne zaštitne naočale sa zaštitnim
vizirom.
- Nosite izdržljive cipele koje izoliraju i u vlažnim uvjetima.
- Ruke zaštitite prikladnim rukavicama (koje izoliraju od električne struje, štite od
vrućine).
- Za smanjenje izloženosti buci i zaštitu od ozljeda nosite zaštitu za sluh.
Podaci za vrijednosti emisije
buke
10
Osobe, a prvenstveno djeca, moraju se držati podalje tijekom rada uređaja i izvođenja
postupka zavarivanja. Ako se osobe ipak nalaze u blizini,
- podučite ih o svim opasnostima (opasnost od osljepljivanja putem električnog luka,
opasnost od ozljeđivanja zbog iskrenja, dim koji nastaje pri zavarivanju i koji je opasan za zdravlje, izloženost buci, moguće opasnosti putem mrežne struje ili struje
zavarivanja...),
- stavite im na raspolaganje zaštitna sredstva ili
- izgradite prikladne zaštitne zidove i zastore.
Uređaj proizvodi maksimalnu razinu buke <80dB(A) (ref. 1pW) prilikom praznog hoda te
u fazi hlađenja nakon rada, u skladu s maksimalno dopuštenom radnom točkom prilikom
normalnog opterećenja prema normi EN 60974-1.

Vrijednost emisija koja se odnosi na radno mjesto prilikom zavarivanja (i rezanja) nije
navedena jer ona ovisi o postupcima i okruženju. Ona ovisi o najrazličitijim parametrima,
kao što su npr. postupak zavarivanja (MIG/MAG, TIG zavarivanje), odabrana vrsta struje
(istosmjerna struja, izmjenična struja), raspon snage, vrsta materijala za zavarivanje,
rezonantno ponašanje radnog dijela, okruženju radnog mjesta i ostalima.
HR
Opasnost od
opasnih plinova i
para
Dim koji nastaje pri zavarivanju sadržava plinove i pare koji su opasni za zdravlje.
Dim koji nastaje pri zavarivanju sadržava tvari koje prema retku 118. Međunarodne
agencije za istraživanje raka uzrokuju rak.
Primjenjujte precizno usisavanje i usisavanje prostorije.
Ako je moguće, upotrijebite gorionik za zavarivanje s ugrađenim uređajem za usisavanje.
Držite glavu podalje od dima koji nastaje pri zavarivanju i plinova koji nastaju tijekom
rada.
Nastali dim i opasne plinove
- nemojte udisati
- isišite ih pomoću prikladnih sredstava iz radnog područja.
Osigurajte dovoljno dovoda svježeg zraka. Pobrinite se da u svakom trenutku postoji
stopa cirkulacije zraka od najmanje 20 m³ / sat.
Ako ventilacija nije dostatna, upotrebljavajte zavarivačku kacigu s dovodom zraka.
Ako postoje nejasnoće o tome je li kapacitet usisa dovoljan, izmjerene vrijednosti emisije
štetnih tvari usporedite s dopuštenim graničnim vrijednostima.
Sljedeće su komponente među ostalim odgovorne za stupanj štetnosti dima koji nastaje
prilikom zavarivanja:
- metali upotrijebljeni za izradak
- elektrode
- naneseni slojevi
- sredstva za čišćenje, odmašćivanje i slično
- primijenjeni postupak zavarivanja
Opasnost putem
iskakanja iskre
Stoga se pridržavajte odgovarajućih sigurnosnih podatkovnih listova za materijale i
navoda proizvođača za nabrojene komponente.
Preporuke za scenarije izloženosti, mjere za upravljanje rizikom i utvrđivanje radnih
uvjeta možete pronaći na web-stranici udruženja European Welding Association u
području Health & Safety (https://european-welding.org).
Zapaljive pare (primjerice, pare otapala) držite podalje od područja emitiranja električnog
luka.
Ako se ne vrši zavarivanje, zatvorite ventil boce zaštitnog plina ili glavni dovod plina.
Iskakanje iskre može izazvati požare i eksplozije.
Nikada ne zavarujte u blizini zapaljivih materijala.
Zapaljivi materijali moraju biti barem 11 metara (36 ft. 1,07 in.) udaljeni od električnog
luka ili poklopljeni provjerenom prekrivnom pločom.
Imajte spremne prikladne, ispitane aparate za gašenje požara.
Iskre i vrući metalni dijelovi mogu dospjeti u okolno područje i kroz male pukotine i
otvore. Poduzmite odgovarajuće mjere kako biste spriječili opasnost od ozljeda i požara.
11

Nemojte zavarivati u područjima u kojima postoji opasnost od požara i eksplozije te na
zatvorenim spremnicima, bačvama ili cijevima, ako oni nisu pripremljeni u skladu s odgovarajućim nacionalnim i međunarodnim normama.
Nije dopušteno zavarivati na spremnicima u kojima se skladište / su skladišteni plinovi,
pogonska goriva, mineralna ulja i sl. Zbog mogućih ostataka postoji opasnost od eksplozije.
Opasnosti od
mrežne struje i
struje zavarivanja
Strujni udar u načelu je opasan po život i može dovesti do smrti.
Ne dodirujte dijelove unutar i izvan uređaja koji su pod naponom.
Prilikom zavarivanja postupkom MIG/MAG i postupkom TIG pod naponom su i žica za
zavarivanje, kolut za žicu, valjci za dovod i svi metalni dijelovi koji su povezani sa žicom
za zavarivanje.
Dodavač žice uvijek postavljajte na dovoljno izoliranu podlogu ili koristite prikladan, izolirajući prihvatnik za pomicanje žice.
Za prikladnu osobnu zaštitu od potencijala uzemljenja ili mase osigurajte dostatno izolirajuću, suhu podlogu ili pokrivnu ploču. Podloga ili pokrivna ploča u potpunosti moraju
pokrivati cijelo područje između tijela i potencijala uzemljenja ili mase.
Svi kabeli i žice moraju biti pričvršćeni, neoštećeni, izolirani i prikladnih dimenzija.
Labave spojeve, spaljene, oštećene ili nedovoljno dimenzionirane kabele i žice potrebno
je odmah zamijeniti.
Prije svake upotrebe provjerite jesu li priključci za napajanje pričvršćeni na svojem
mjestu.
Kod kabela za napajanje s bajonet-priključcima okrenite kabel za napajanje za min. 180°
po uzdužnoj osi i osigurajte prednapon.
Kabel ili žice nemojte ovijati oko tijela niti dijelova tijela.
Elektrodu (štapnu elektrodu, volframovu elektrodu, žicu za zavarivanje ...)
- nikad ne uranjajte u tekućine kako bi se ohladila
- nikad nemojte dodirivati ako je uključen izvor struje.
Između elektroda dvaju aparata za zavarivanje može se na primjer pojaviti dvostruki
napon praznog hoda jednog aparata za zavarivanje. Istovremeno dodirivanje potencijala
obiju elektroda pod određenim uvjetima može biti opasno po život.
Električar mora redovito provjeravati funkcionalnost zaštitnog vodiča na mrežnim
kabelima i kabelima uređaja.
Za propisnu upotrebu uređaja razreda zaštite I potrebna je mreža sa zaštitnim vodičem i
utičnim sustavom s kontaktom za zaštitni vodič.
Upotreba uređaja na mreži bez zaštitnog vodiča i utičnici bez kontakta za zaštitni vodič
dopuštena je samo ako su zadovoljeni svi nacionalni propisi koji se odnose na zaštitno
odvajanje.
U protivnom se takva upotreba smatra grubim nemarom. Proizvođač ne snosi odgovornost za tako nastale štete.
Ako je potrebno, putem prikladnog sredstva osigurajte odgovarajuće uzemljenje radnog
komada.
Isključite uređaje koji se ne upotrebljavaju.
U slučaju radova na većim visinama nosite sigurnosni pojas za rad na visini kako biste
se osigurali od pada.
Prije rada na uređaju isključite uređaj i izvucite mrežni utikač.
12

Osigurajte uređaj jasno čitljivom i razumljivom pločom s upozorenjima kako netko ne bi
uključio mrežni utikač i ponovno uključio uređaj.
Nakon otvaranja uređaja:
- ispraznite sve komponente od električnog naboja
- pobrinite se da ni u jednoj komponenti uređaja nema struje.
Ako su potrebni radovi na dijelovima pod naponom, dogovorite se s drugom osobom da
pravovremeno isključi glavnu sklopku.
HR
Lutajuće struje
zavarivanja
Ako se ne pridržavate napomena koje su navedene u nastavku, moguć je nastanak lutajućih struja zavarivanja, koje mogu izazvati sljedeće:
- opasnost od požara
- pregrijavanje komponenti s kojima je radni komad povezan
- uništavanje zaštitnih vodiča
- oštećenje uređaja i druge električne opreme
Pobrinite se da je stezaljka radnog komada čvrsto povezana s radnim komadom.
Stezaljku radnog komada pričvrstite što bliže mjestu na kojem se zavaruje.
Uređaj postavite tako da dovoljna količina izolacije bude okrenuta prema okolnom električki vodljivom području, npr. izolacija prema podlozi ili postoljima koja provode električnu struju.
Ako upotrebljavate strujne razdjelnike, prihvatnike s dvije glave itd., pridržavajte se
sljedećeg: I elektroda gorionika za zavarivanje / držača elektroda koji se ne upotrebljavaju može provoditi potencijal. Pobrinite se da se gorionik za zavarivanje / držač elektroda koji se ne upotrebljavaju skladište uz odgovarajuću izolaciju.
Ako se radi o automatskim MIG/MAG primjenama, žičanu elektrodu do dodavača žice
vodite samo ako je izolirana od bubnja žice za zavarivanje, velikog koluta ili koluta za
žicu.
EMC kategorizacija uređaja
EMC mjere U posebnim slučajevima, unatoč pridržavanju standardizirane emisijske granice, mogu
Uređaji emisijskog razreda A:
- predviđeni su samo za upotrebu u industrijskim zonama
- u drugim područjima mogu prouzročiti smetnje povezane s vodičima i zračenjem.
Uređaji emisijskog razreda B:
- ispunjavaju emisijske zahtjeve za stambene i industrijske zone. To vrijedi i za stambene zone u kojima se energetska opskrba odvija putem javne niskonaponske
mreže.
EMC kategorizacija uređaja prema nazivnoj pločici ili tehničkim podacima.
nastupiti smetnje za predviđeno područje primjene (npr. ako se na mjestu upotrebe nalaze osjetljivi uređaji ili ako je mjesto upotrebe u blizini radijskih ili televizijskih prijamnika).
U tom slučaju korisnik je obvezan poduzeti mjere za uklanjanje smetnji.
Provjerite i ocijenite otpornost na smetnje opreme u okruženju uređaja u skladu s nacionalnim i međunarodnim odredbama. Ovo su primjeri opreme sklone smetnjama na koju
uređaj može utjecati:
- sigurnosna oprema
- električni vodovi i vodovi za prijenos signala i podataka
- računalna i telekomunikacijska oprema
- oprema za mjerenje i kalibriranje
13

Potporne mjere za izbjegavanje EMC problema:
1. Opskrba električnom energijom
- Ako se elektromagnetske smetnje pojavljuju usprkos korištenju strujnog prik-
ljučka koji je u skladu s propisima, poduzmite dodatne mjere (npr. koristite prikladni strujni filter).
2. Vodovi za zavarivanje
- neka budu što kraći
- neka budu što bliže jedan drugome (i za izbjegavanje EMF problema)
- položeni daleko od drugih vodova
3. Izjednačavanje potencijala
4. Uzemljenje radnog dijela
- Ako je potrebno, uspostavite uzemljenje preko prikladnih kondenzatora.
5. Ako je potrebno, zaštitite ga
- Zaštitite drugu opremu u okruženju
- Zaštitite cijelu instalaciju za zavarivanje
EMF mjere Elektromagnetska polja mogu naštetiti zdravlju na način koji još nije poznat:
- Djelovanje na zdravlje osoba u blizini, npr. osoba koje nose srčane elektrostimulatore ili pomagala za sluh
- Osobe koje nose srčane elektrostimulatore moraju se savjetovati sa svojim
liječnikom prije nego što se budu zadržavale u neposrednoj blizini uređaja i postupka zavarivanja
- Razmak između kablova za zavarivanje i glave/trupa zavarivača iz sigurnosnih
razloga mora biti što veći
- Kabel za zavarivanje i pakete crijeva ne nosite preko ramena i ne omatajte oko tijela
ili dijelova tijela
Osobito kritične
točke
Ruke, kosu, dijelove odjeće i alate držite podalje od pokretnih dijelova, kao što su na
primjer:
- ventilatori
- zupčanici
- valjci
- vratila
- kolutovi za žicu i žice za zavarivanje.
Ne posežite u rotirajuće zupčanike pogona za žicu ili rotirajuće komponente pogona.
Pokrivne ploče i bočne dijelove dopušteno je otvoriti/ukloniti samo tijekom trajanja
radova na održavanju i popravaka.
Tijekom rada
- Osigurajte da su sve pokrivne ploče zatvorene i da su svi bočni dijelovi pravilno
montirani.
- Držite sve pokrivne ploče i bočne dijelove zatvorenima.
Izlazak žice za zavarivanje iz gorionika za zavarivanje predstavlja visok rizik od
ozljeđivanja (probadanje ruke, ozljeđivanje lica i očiju...).
Stoga gorionik za zavarivanje uvijek držite podalje od tijela (uređaji sa sustavom za
pomicanje žice) i upotrebljavajte prikladne zaštitne naočale.
Izradak ne dodirujte tijekom i nakon zavarivanja – postoji opasnost od opeklina.
14
S ohlađenog izratka može otpasti troska. Stoga i prilikom naknadne obrade izradaka
nosite zaštitnu opremu u skladu s propisima i osigurajte odgovarajuću zaštitu za druge
osobe.
Gorionik za zavarivanje i ostale komponente opreme s visokim radnim temperaturama
ostavite da se ohlade prije nego što budete radili na njima.

U prostorijama u kojima postoji opasnost o požara i eksplozije vrijede posebni propisi
– pridržavajte se odgovarajućih nacionalnih i međunarodnih odredaba.
Izvori struje za radove u prostorijama s povećanom električnom opasnosti (npr. kotao)
moraju biti označeni znakom (Safety). Izvor struje ne smije se međutim nalaziti u takvim
prostorijama.
Rashladno sredstvo koje izlazi predstavlja opasnost od opeklina. Prije isključenja priključaka za protok ili povratni tok rashladnog sredstva, isključite rashladni uređaj.
Prilikom rukovanja rashladnim sredstvom pridržavajte se navoda sa sigurnosnog podatkovnog lista rashladnog sredstva. Sigurnosni podatkovni list rashladnog sredstva možete
dobiti u svojoj servisnoj službi ili na službenoj stranici proizvođača.
Za transport uređaja dizalicom koristite samo odgovarajuću proizvođačevu opremu za
prijenos tereta.
- Lance ili užad prikvačite na sve predviđene točke za montiranje odgovarajuće
opreme za prijenos tereta.
- Lanci ili užad moraju imati što je moguće manji kut na okomiti pravac.
- Uklonite bocu za plin i sustav za pomicanje žice (MIG/MAG i TIG uređaji).
Ako je sustav za pomicanje žice ovješen na dizalicu prilikom zavarivanja, uvijek koristite
prikladan, izolirajući ovjes za pomicanje žice (MIG/MAG i TIG uređaji).
Ako je uređaj opremljen remenom ili ručkom za nošenje, oni isključivo služe za transport
uređaja rukom. Remen za nošenje nije prikladan za transport uz pomoć dizalice, viličara
ili drugog mehaničkog uređaja za podizanje.
HR
Zahtjev za
zaštitni plin
Opasnost putem
boca zaštitnog
plina
Sva sredstva za podizanje (remenje, kopče, lanci itd.) koja se koriste zajedno s uređajem
ili njegovim komponentama potrebno je redovito provjeravati (npr. postoje li mehanička
oštećenja, korozija ili druge promjene uzrokovane utjecajem okoliša).
Interval i opseg provjere moraju odgovarati barem važećim nacionalnim normama i smjernicama.
Postoji opasnost od neopaženog istjecanja zaštitnog plina bez boje i mirisa u slučaju
korištenja adaptera za priključak za zaštitni plin. Navoje adaptera na strani uređaja za
priključivanje zaštitnog plina potrebno je prije montaže zabrtviti pomoću prikladne teflonske trake.
Onečišćeni zaštitni plin, posebno u prstenastim vodovima, može prouzročiti oštećenja
opreme i smanjenu kvalitetu zavarivanja.
Treba ispuniti sljedeća pravila o kvaliteti zaštitnog plina:
- veličina čestica krute tvari < 40 µm
- temperatura rosišta plina pod tlakom < -20 °C
- maks. sadržaj ulja < 25 mg/m³
Po potrebi koristite filtre!
Boce zaštitnog plina sadrže plin pod tlakom i u slučaju oštećenja mogu eksplodirati.
Budući da su boce zaštitnog plina sastavni dio opreme za zavarivanje, potrebno je jako
oprezno rukovati njima.
Boce zaštitnog plina sa zabrtvljenim plinom zaštitite od previsoke temperature,
mehaničkih udaraca, troske, otvorenog plamena, iskri i električnih lukova.
Boce zaštitnog plina montirajte okomito i pričvrstite u skladu s uputama kako se ne bi
mogle prevrnuti.
Boce zaštitnog plina držite podalje od krugova zavarivanja ili drugih električnih strujnih
krugova.
15

Nikad nemojte objesiti gorionik za zavarivanje na bocu zaštitnog plina.
Nikad nemojte elektrodom dodirivati bocu zaštitnog plina.
Opasnost od eksplozije – nikad nemojte zavarivati na boci zaštitnog plina koja je pod tlakom.
Uvijek koristite samo prikladne boce zaštitnog plina i odgovarajući prikladni pribor (regulator, crijeva i priključke...) za svaku primjenu. Boce zaštitnog plina i pribor koristite samo
ako su u dobrom stanju.
Ako je ventil boce zaštitnog plina otvoren, okrenite lice od ispusta.
Ako se ne zavaruje, zatvorite ventil boce zaštitnog plina.
Ako boca zaštitnog plina nije priključena, ostavite poklopac na ventilu boce zaštitnog
plina.
Pridržavajte se navoda proizvođača te odgovarajućih nacionalnih i međunarodnih odredaba za boce zaštitnog plina i dijelove pribora.
Opasnost od
izlazećeg zaštitnog plina
Sigurnosne mjere
na mjestu
montaže i prilikom transporta
Opasnost od gušenja nekontrolirano izlazećim zaštitnim plinom
Zaštitni je plin bezbojan i bezmirisan i može pri izlasku potisnuti kisik iz okolnog zraka.
- Osigurajte dovoljan dovod svježeg zraka – stopa cirkulacije zraka mora iznositi najmanje 20 m³ po satu
- Slijedite sigurnosna upozorenja i upozorenja u vezi s održavanjem boce zaštitnog
plina ili glavnog dovoda plina
- Ako se ne vrši zavarivanje, zatvorite ventil boce zaštitnog plina ili glavni dovod plina.
- Prije svakog stavljanja u pogon provjerite istječe li nekontrolirano plin iz boce zaštitnog plina ili glavnog dovoda plina.
Uređaj koji se prevrne može predstavljati opasnost po život! Uređaj postavljajte na ravnim, fiksnim podlogama tako da bude stabilan
- Dopušten je nagibni kut od maksimalno 10°.
U prostorima u kojima postoji opasnost od požara i eksplozije vrijede posebni propisi
- Pridržavajte se odgovarajućih nacionalnih i međunarodnih odredaba.
Putem internih uputa i kontrola osigurajte da je okruženje radnog mjesta uvijek čisto i
pregledno.
Uređaj postavljajte i upotrebljavajte isključivo u skladu sa stupnjem IP zaštite navedenim
na označnoj pločici.
16
Prilikom postavljanja uređaja osigurajte slobodni prostor oko uređaja od 0,5 m (1 ft. 7,69
in.) kako bi hladni zrak mogao slobodno ulaziti i izlaziti.
Pobrinite se prilikom transporta uređaja da se pridržavate svih važećih nacionalnih i
regionalnih smjernica i propisa za sprečavanje nesreća. To osobito vrijedi za smjernice
koje se odnose na opasnosti prilikom transporta i otpremanja.
Ne podižite i ne transportirajte aktivne uređaje. Isključite uređaje prije transporta i podizanja!
Prije svakog transporta uređaja u potpunosti ispustite rashladno sredstvo te demontirajte
sljedeće komponente:
- Dodavanje žice
- kolut žice
- bocu zaštitnog plina
Prije stavljanja u pogon, nakon transporta obvezno provjerite vizualnim pregledom postoje li oštećenja na uređaju. Neka sva moguća oštećenja popravi obučeno servisno
osoblje prije stavljanja u pogon.
HR
Sigurnosne mjere
tijekom normalnog rada
Uređaj upotrebljavajte samo kada svi sigurnosni uređaji u potpunosti funkcioniraju. Ako
sigurnosni uređaji ne funkcioniraju u potpunosti, postoji opasnost za
- život i zdravlje korisnika ili trećih osoba,
- uređaj i ostalu imovinu korisnika
- učinkovit rad s uređajem.
Prije uključivanja uređaja popravite sigurnosne uređaje koji ne funkcioniraju u potpunosti.
Sigurnosni uređaji nikada se ne smiju izbjegavati niti staviti izvan pogona.
Prije uključivanja uređaja osigurajte da nitko nije u opasnosti.
Barem jednom tjedno provjerite postoje li na uređaju izvana vidljiva oštećenja i provjerite
funkcionalnost sigurnosnih uređaja.
Bocu zaštitnog plina uvijek dobro pričvrstite i u slučaju transporta uređaja dizalicom
prethodno je skinite.
Samo je originalno rashladno sredstvo proizvođača zbog njegovih svojstava (električna
vodljivost, zaštita od smrzavanja, kompatibilnost s materijalom, gorivost...) prikladno za
upotrebu u našim uređajima.
Upotrebljavajte samo prikladno originalno rashladno sredstvo proizvođača.
Originalno rashladno sredstvo proizvođača nemojte miješati s drugim rashladnim
sredstvima.
Puštanje u
pogon,
održavanje i servisiranje
Na rashladni krug priključite samo komponente sustava proizvođača.
Ako u slučaju korištenja drugim komponentama sustava ili drugim rashladnim sredstvima
dođe do oštećenja, proizvođač ne odgovara za njih i prestaju vrijediti svi jamstveni zahtjevi.
Rashladno sredstvo FCL 10/20 nije zapaljivo. Rashladno sredstvo na bazi etanola pod
određenim je uvjetima zapaljivo. Rashladno sredstvo transportirajte samo u zatvorenim
originalnim spremnicima i držite ih podalje od izvora zapaljenja
Istrošeno rashladno sredstvo stručno odložite u skladu s nacionalnim i međunarodnim
propisima. Sigurnosni podatkovni list rashladnog sredstva možete dobiti u svojoj servisnoj službi ili na službenoj stranici proizvođača.
U rashlađenom sustavu prije svakog početka zavarivanja provjerite razinu rashladnog
sredstva.
Za dijelove trećih strana ne može se jamčiti da su osmišljeni i izrađeni u skladu sa zahtjevima i sigurnosnim propisima.
- Upotrebljavajte samo originalne rezervne i potrošne dijelove (vrijedi i za standardizirane dijelove).
- Uređaj se ne smije mijenjati ni dopunjavati bez odobrenja proizvođača.
- Odmah zamijenite komponente koje nisu u besprijekornom stanju.
- Prilikom naručivanja navedite točan naziv i broj dijela prema popisu zamjenskih dijelova te serijski broj svog uređaja.
Vijci kućišta predstavljaju veze za zaštitne vodiče za uzemljenje dijelova kućišta.
Uvijek koristite odgovarajući broj originalnih vijaka kućišta s navedenim okretnim
momentom.
17
Sigurnosnotehnička provjera
Odlaganje Ne odlažite uređaj s kućnim otpadom! Sukladno europskoj Direktivi 2002/96/EZ o elek-
Proizvođač preporučuje da se najmanje svakih 12 mjeseci provede sigurnosno-tehnička
provjera.
Unutar istog intervala od 12 mjeseci proizvođač preporučuje kalibriranje izvora struje.
Preporučuje se da ovlašteni električar izvede sigurnosno-tehničku provjeru
- nakon izmjena
- nakon ugradnje ili dogradnje
- nakon popravaka i održavanja
- najmanje svakih 12 mjeseci.
Prilikom sigurnosno-tehničke provjere potrebno je pridržavati se odgovarajućih
međunarodnih i nacionalnih normi i smjernica.
Više informacija o sigurnosno-tehničkoj provjeri i kalibriranju možete dobiti u svojoj servisnoj službi. Ondje možete dobiti i potrebnu dokumentaciju.
tričnom i elektroničkom otpadu i njezinoj provedbi u nacionalnom pravu, iskorišteni električni alati moraju se prikupljati odvojeno i reciklirati na ekološki prihvatljiv način. Vratite
svoj iskorišteni uređaj dobavljaču ili nabavite informacije o lokalnom, ovlaštenom
poduzeću za prikupljanje i odlaganje otpada. Nepridržavanje ove Direktive EU-a može
negativno utjecati na okoliš i vaše zdravlje!
Sigurnosna
oznaka
Sigurnost
podataka
Autorska prava Proizvođač zadržava autorska prava za ove upute za upotrebu.
Uređaji s oznakom CE ispunjavaju osnovne zahtjeve Direktive o niskonaponskoj i elektromagnetskoj kompatibilnosti (npr. relevantne norme proizvoda iz serije normi EN 60
974).
Fronius International GmbH izjavljuje da je uređaj u skladu s Direktivom 2014/53/EU.
Potpuni tekst EU izjave o sukladnosti možete pronaći na sljedećoj internetskoj adresi:
http://www.fronius.com
Uređaji s CSA kontrolnim znakom ispunjavaju zahtjeve relevantnih normi za Kanadu i
SAD.
Korisnik je odgovoran za stvaranje pričuvne kopije promjena tvorničkih postavki.
Proizvođač ne snosi odgovornost u slučaju brisanja osobnih postavki.
Tekst i ilustracije odgovaraju tehničkom stanju u vrijeme tiskanja. Zadržavamo pravo na
izmjene. Sadržaj ovih uputa za upotrebu ne predstavlja temelj ni za kakve zahtjeve
kupca. Bit ćemo vam zahvalni na prijedlozima za poboljšanja i napomene o pogreškama
u uputama za upotrebu.
18

Opće informacije
19

20

Općenito
HR
Koncept uređaja
TransTig 2200 Job, MagicWave 1700 Job i
MagicWave 2200 Job s rashladnim uređajem
Izvori struje za TIG MagicWave
(MW)1700 / 2200 / 2500 / 3000 / 4000 /
5000 kao i TransTig (TT) 800 / 2200 /
2500 / 3000 / 4000 / 5000 potpuno su
digitalizirani pretvarači izvora struje s
mikroprocesorom.
Modularni dizajn i jednostavne
mogućnosti proširivanja sustava jamče
visoku fleksibilnost. Uređaje je moguće
prilagoditi svakoj okolnosti.
Jednostavni koncept funkcioniranja bitne
funkcije u tren oka mogu se razaznati i
postaviti.
Način rada Job omogućuje jednostavno
pohranjivanje i učitavanje često korištenih
podataka o zavarivanju.
Standardizirano LocalNet sučelje
omogućuje optimalne uvjete za jednostavno priključivanje na digitalna proširenja
sustava (npr.: gorionik za zavarivanje JobMaster TIG, robotski gorionik za zavarivanje, daljinsko upravljanje itd.).
MagicWave 3000 Job s rashladnim uređajem i
MagicWave 2500 Job
Automatsko stvaranje kapica za AC-zavarivanje s izvorima struje MagicWave za
optimalne rezultate uzima u obzir promjer
upotrijebljene volframove elektrode.
Izvori struje prikladni su za upotrebu s
generatorom. Zahvaljujući zaštićenim
upravljačkim elementima i kućištu s
praškastim premazom nude visoku otpornost dok su u pogonu.
21

TransTig 5000 Job i MagicWave 5000 Job,
s rashladnim uređajima i kolicima
I MagicWave i TransTig raspolažu funkcijom TIG impulsnog električnog luka sa
širokim rasponom frekvencija.
Za optimalan tijek paljenja pri TIG-AC
zavarivanju, MagicWave osim promjera
elektrode uzima u obzir i trenutačnu temperaturu elektrode, ovisno o trajanju
prethodnog zavarivanja i pauze.
Pri TIG-DC zavarivanju RPI paljenje
(Reverse Polarity Ignition, paljenje s obrnutim polovima) omogućuje izvrsnu zapaljivost.
Princip funkcioniranja
Područja djelovanja
Središnja upravljačka i regulacijska jedinica izvora struje povezana je s digitalnim signalnim procesorom. Središnja upravljačka i regulacijska jedinica te signalni procesor upravljaju cijelim postupkom zavarivanja.
Tijekom postupka zavarivanja kontinuirano se mjere stvarni podaci, odmah se reagira na
promjene. Regulacijski algoritam osigurava da će se zadržati željeno zadano stanje.
Iz toga rezultira:
- Precizan postupak zavarivanja,
- Točna mogućnost reproduciranja svih rezultata
- Izvanredna svojstva zavarivanja.
Uređaji se mogu koristiti u obrtima i u industriji: ručna i automatizirana primjena TIG postupka s nelegiranim i niskolegiranim čelikom kao i s visokolegiranim krom-nikal čelikom.
Izvori struje MagicWave na osnovi prilagodljive AC-frekvencije imaju izvanredne performanse pri zavarivanju aluminija, aluminijskih legura i magnezija.
22

Upozorenja na
uređaju
Izvori struje u SAD-u opremljeni su dodatnim upozorenjima na uređaju. Upozorenja se
ne smiju ukloniti ni premazati bojom.
HR
Izvori struje u SAD-u s dodatnim upozorenjima, npr. MagicWave 2200
23

Komponente sustava
FRONIUS
A
V
(6)
(1)
(2)
(8)
(9)
(3)
(4)
(11)
(10)
(7)
(5)
Općenito Izvore struje TransTig i MagicWave moguće je pogoniti različitim proširenjima sustava i
opcijama.
Pregled
Proširenja sustava i opcije
Pol. Opis
(1) Gorionik za zavarivanje za TIG robote
Dovodi hladne žice s pogonom za žicu
(2) Izvori struje
(3) Rashladni uređaji
(4) Kolica s držačem za plinske boce
(5) Nožni daljinski upravljači
(6) Jedinice za pomicanje hladne žice
(7) Tijelo gorionika za TIG standard / Up/Down (gore/dolje)
(8) Tijelo gorionika za TIG JobMaster TIG
(9) Daljinski upravljači i pribor za robote
(10) Maseni kabel
(11) Kabel elektrode
24

Upravljački elementi i priključci
25

26

Opis upravljačkih ploča
Općenito Bitna značajka upravljačke ploče jest logični raspored upravljačkih elemenata. Svi bitni
parametri za dnevni rad mogu se jednostavno
- odabrati tipkama
- promijeniti okretnim gumbom
- prikazivati tijekom zavarivanja na digitalnom zaslonu.
NAPOMENA!
Zbog ažuriranja softvera na vašem uređaju mogu biti dostupne funkcije koje u
ovim uputama za rad nisu opisane ili obrnuto.
Osim toga, pojedinačne se slike mogu neznatno razlikovati od kontrola na uređaju. Način
djelovanja tih kontrola ipak je jednak.
HR
Sigurnost
UPOZORENJE!
Opasnost od nepravilnog rukovanja.
Mogućnost ozbiljnih tjelesnih ozljeda i materijalne štete.
Opisane funkcije primijenite tek nakon što temeljito i s razumijevanjem pročitate ove
▶
upute za upotrebu.
Funkcije opisane u nastavku provedite tek nakon što temeljito i s razumijevanjem
▶
pročitate upute za upotrebu komponenti sustava, a osobito sigurnosne propise!
27

Pregled
(1)
(3)
(2)
(4)
(6)
(5)
„Opis upravljačkih ploča” sastoji se od sljedećih odjeljaka:
- Upravljačka ploča MagicWave
- Upravljačka ploča TransTig
- Kombinacije tipki – posebne funkcije
MagicWave upravljačke ploče: TransTig upravljačke ploče:
(1) MW 1700 / 2200 (4) TT 800 / 2200
(2) MW 2500 / 3000 (5) TT 2500 / 3000
(3) MW 4000 / 5000 (6) TT 4000 / 5000
28

Upravljačka ploča MagicWave
(3)
(12)
(6)
(9)
(1)
(11) (10)
(4)
(14) (13)
(2) (5)
(8)
(7)
(15)
(16)
Upravljačka
ploča
MagicWave
HR
Br. Funkcija
(1) Posebni prikazi
Prikaz Pulsiranje
svijetli kad se parametar postavki F-P postavi na pulsirajuću frekvenciju
Prikaz Točkasto zavarivanje
svijetli kad se parametar postavki SPt postavi na vrijeme točkanja (SPt)
Prikaz Pripajanje
svijetli kad se parametar postavki tAC postavi na vremenski interval
Prikaz Elektroda preopterećena
svijetli kad dođe do preopterećenja volframove elektrode
Prikaz Zaključavanje tipkovnice
Prikaz inch (samo kod MagicWave 2500 / 3000 / 4000 / 5000)
Prikaz VF paljenje (visokofrekventno paljenje)
Prikaz Dodavanje hladne žice
(2) Lijevi digitalni zaslon
Dodatne informacije o prikazu Elektroda preopterećena nalaze se u
poglavlju Pogon zavarivanja, odjeljku Zavarivanje TIG postupkom.
svijetli kad se aktivira zaključavanje tipkovnice
svijetli kad je parametar postavki SEt postavljen na US (SAD)
svijetli kad se parametar postavki HFt postavi na interval za impulse
visoke frekvencije
svijetli kad je priključena jedinica za dodavanje hladne žice
29

Br. Funkcija
(3) Prikaz HOLD
nakon svakog kraja zavarivanja spremaju se trenutačne vrijednosti struje zavarivanja i napona zavarivanja – svijetli prikaz Hold.
Prikaz Hold odnosi se na zadnju ostvarenu glavnu struju I1. Ako se biraju drugi
parametri, indikator Hold se briše. Nakon ponovnog odabira parametra I1 vrijednosti indikatora Hold ponovno stoje na raspolaganju.
Prikaz Hold briše se:
- ponovnim početkom zavarivanja
- namještanjem struje zavarivanja I
- zamjenom načina rada
- zamjenom postupka
VAŽNO! Vrijednosti za Hold neće se stvoriti ako
- faza glavne struje nikad nije dostignuta,
ili
- upotrebljavalo se nožno daljinsko upravljanje.
(4) Desni digitalni zaslon
(5) Prikaz Napon zavarivanja
svijetli kad se odabere parametar I
Tijekom zavarivanja na desnom digitalnom zaslonu prikazuje se trenutačna vri-
jednost napona zavarivanja.
1
1
Prije zavarivanja desni digitalni zaslon prikazuje
- 0,0 pri odabranim načinima rada za zavarivanje TIG postupkom
- 50 V pri odabranom načinu rada ručno elektrolučno zavarivanje (nakon
odgode od 3 sekunde; 50 V otprilike je srednja vrijednost pulsirajućeg
napona praznog hoda)
(6) Prikazi jedinica
Prikaz m/min
svijetli kad je odabran parametar Fd.1 ili parametar postavki Fd.2
Prikaz Job N
svijetli u načinu rada Job
Prikaz kHz
svijetli kad se odabere parametar postavki F-P, ako je unesena vrijednost za pulsirajuću frekvenciju >/= 1000 Hz
Prikaz Hz
svijetli kad se:
- odabere parametar postavki F-P, ako je postignuta vrijednost za
pulsirajuću frekvenciju < 1000 Hz
- odabere parametar postavki ACF
Prikaz A
Prikaz %
svijetli kad su odabrani parametri IS, I2 i IE kao i parametri postavki dcY,
I-G i HCU
o
30

Br. Funkcija
Prikaz s
svijetli kad su odabrani parametri tup i t
postavki:
- GPr
- G-L
- G-H
- SPt
- tAC
- t-S
- t-E
- dt1
Prikaz mm
svijetli kad je odabran parametar postavki Fdb
(7) Tipka Postupak zavarivanja
za odabir postupka zavarivanja, ovisno o odabranom načinu rada
Način rada 2-taktni pogon / 4-taktni pogon:
automatsko stvaranje kapica;
samo u kombinaciji s postupkom zavarivanja TIG AC
Postupak zavarivanja TIG AC
Postupak zavarivanja TIG DC-
Način rada Job:
Prikazuju se spremljeni postupci zavarivanja za trenutačni posao (Job).
, kao i sljedeći parametri
down
- dt2
- Hti
- Ct
- HFt
HR
- Ito
- Arc
Način rada Ručno elektrolučno zavarivanje:
Postupak Ručno elektrolučno AC zavarivanje
Postupak Ručno elektrolučno DC zavarivanje
Postupak Ručno elektrolučno DC+ zavarivanje
Kada odaberete postupak, zasvijetlit će LED na odgovarajućem simbolu.
(8) Tipka Način rada
za odabir načina rada
2-taktni pogon
4-taktni pogon
Način rada Job
Ručno elektrolučno zavarivanje
Kada odaberete način rada, zasvijetlit će LED na odgovarajućem simbolu.
(9) Tipka Odabir parametara desno
za odabir parametara zavarivanja unutar Pregleda parametara zavarivanja (11)
Kada odaberete parametar, zasvijetlit će LED na odgovarajućem simbolu parametra.
(10) Tipka Provjera plina
za namještanje potrebne količine zaštitnog plina na regulatoru tlaka plina.
Nakon pritiskanja tipke za provjeru plina, zaštitni plin istječe u trajanju od 30 s.
Ponovnim pritiskom postupak se prijevremeno zaustavlja.
31

Br. Funkcija
(11) Pregled parametara zavarivanja
Pregled parametara zavarivanja sadrži najvažnije parametre zavarivanja za
pogon zavarivanja. Redoslijed parametara zavarivanja zadano je postavljen u
obliku trake. Unutar Pregleda parametara zavarivanja navigira se tipkama
Odabir parametara lijevo i desno.
Pregled parametara zavarivanja
Pregled parametara zavarivanja sadrži sljedeće parametre zavarivanja:
Početna struja Is
za zavarivanje TIG postupkom
Početna struja IS odvojeno se pohranjuje za načine rada Zavarivanje
TIG AC i Zavarivanje TIG DC-.
UpSlope t
up
vremenski interval u kojemu se pri zavarivanju TIG postupkom početna
struja IS podiže na zadanu glavnu struju I
Parametar UpSlope tup odvojeno se pohranjuje za načine rada 2-taktni
pogon i 4-taktni pogon.
Glavna struja I1 (struja zavarivanja)
- za zavarivanje TIG postupkom
- za ručno elektrolučno zavarivanje
Padajuća struja I
2
za 4-taktni pogon zavarivanja TIG postupkom i specijalni 4-taktni
pogon zavarivanja TIG postupkom
DownSlope t
down
vremenski interval u kojemu se pri zavarivanju TIG postupkom zadana
glavna struja I1 spušta na završnu struju I
1
E
32
Parametar DownSlope t
taktni pogon i 4-taktni pogon.
Završna struja I
za zavarivanje TIG postupkom
odvojeno se pohranjuje za načine rada 2-
down
E

Br. Funkcija
Ravnoteža
pri zavarivanju TIG AC postupkom za podešavanje kapaciteta taljenja /
učinka čišćenja
Brzina žice (samo MagicWave 4000 / 5000)
ako je omogućena opcija Pomicanje hladne žice za postavljanje parametra Fd.1
Job N
o
U načinu rada Job (Posao) za pozivanje spremljenog skupa parametara putem brojeva radnih točaka („jobova”).
Promjer elektroda
pri zavarivanju TIG postupkom za unos promjera volframove elektrode
(12) Okretni gumb
za mijenjanje parametara. Ako svijetli prikaz na okretnom gumbu, moguće je
promijeniti odabrani parametar.
(13) Prikaz Struja zavarivanja
za prikaz struje zavarivanja za parametre
- Početna struja I
- Struja zavarivanja I
- Padajuća struja I
- Završna struja I
S
1
2
E
HR
Prije početka zavarivanja lijevi digitalni zaslon prikazuje zadanu vrijednost. Za
IS, I2 i IE desni digitalni zaslon dodatno prikazuje postotni udjel struje zavari-
vanja I1.
Nakon početka zavarivanja automatski je odabran parametar I1. Lijevi digitalni
zaslon prikazuje trenutačnu vrijednost struje zavarivanja.
Odgovarajući položaj u postupku zavarivanja prikazuje se u Pregledu parametara zavarivanja (11) putem svijetlećih LED žaruljica parametara (IS, tup, itd.).
(14) Tipka Store
za spremanje Jobova i ulaz u izbornik za postavke
(15) Tipka Odabir parametara lijevo
za odabir parametara zavarivanja unutar Pregleda parametara zavarivanja (11)
Kada odaberete parametar, zasvijetlit će LED na odgovarajućem simbolu parametra.
(16) Prikaz Previsoka temperatura
svijetli kada se izvor struje prejako zagrije (npr. uslijed prekoračenja trajanja
primjene). Dodatne informacije pronaći ćete u odjeljku „Dijagnoza grešaka,
uklanjanje grešaka”.
33

Br. Funkcija
(17)
Prekidač na ključ (opcija za MW 2500 / 3000 / 4000 / 5000)
Ako je ključ u vodoravnom položaju, uz iznimku trenutačno odabranog parametra ili trenutačno odabrane funkcije, svi su ostali parametri ili funkcije zaključani.
(17)
Položaj prekidača na ključ
VAŽNO! Analogno upravljačkoj ploči izvora struje, funkcije upravljačke ploče na
komponentama sustava isto tako su ograničene.
34

Upravljačka ploča TransTig
(3)
(11)
(6)
(8)
(1)
(10) (9)
(4)
(13) (12)
(2) (5)
(7)
(14)
(15)
Upravljačka
ploča
TransTig
HR
Br. Funkcija
(1) Posebni prikazi
Prikaz Pulsiranje
svijetli kad se parametar postavki F-P postavi na pulsirajuću frekvenciju
Prikaz Točkasto zavarivanje
svijetli kad se parametar postavki SPt postavi na vrijeme točkanja (SPt)
Prikaz Pripajanje
svijetli kad se parametar postavki tAC postavi na vremenski interval
Prikaz Elektroda preopterećena
svijetli kad dođe do preopterećenja volframove elektrode
Dodatne informacije o prikazu Elektroda preopterećena nalaze se u
Prikaz Zaključavanje tipkovnice
Prikaz inch (samo kod TransTig 2500 / 3000 / 4000 / 5000)
Prikaz VF paljenje (visokofrekventno paljenje)
Prikaz Pomicanje hladne žice
poglavlju „Pogon zavarivanja”, odjeljku Zavarivanje TIG postupkom.
svijetli kad se aktivira zaključavanje tipkovnice
svijetli kad je parametar postavki SEt postavljen na „US” (SAD)
svijetli kad se parametar postavki HFt postavi na interval za impulse
visoke frekvencije
svijetli kad je priključena jedinica za dodavanje hladne žice
(2) Lijevi digitalni zaslon
35

Br. Funkcija
(3) Prikaz HOLD
nakon svakog kraja zavarivanja spremaju se trenutačne ostvarene vrijednosti
struje zavarivanja i napona zavarivanja – svijetli prikaz Hold.
Prikaz Hold odnosi se na zadnju ostvarenu glavnu struju I1. Ako se biraju drugi
parametri, prikaz Hold se briše. Nakon ponovnog odabira parametra I1 vrijednosti indikatora Hold ponovno stoje na raspolaganju.
Prikaz Hold briše se:
- ponovnim početkom zavarivanja
- namještanjem struje zavarivanja I
1
- zamjenom načina rada
- zamjenom postupka
VAŽNO! Vrijednosti za Hold neće se stvoriti ako
- faza glavne struje nikad nije dostignuta,
ili
- upotrebljavalo se nožno daljinsko upravljanje.
(4) Desni digitalni zaslon
(5) Prikaz Napon zavarivanja
svijetli kad se odabere parametar I
1
Tijekom zavarivanja na desnom digitalnom zaslonu prikazuje se trenutačna vrijednost napona zavarivanja.
Prije zavarivanja desni digitalni zaslon prikazuje
- 0.0 pri odabranim načinima rada za zavarivanje TIG postupkom
- 50 V pri odabranom načinu rada ručno elektrolučno zavarivanje (nakon
odgode od 3 sekunde; 50 V otprilike je srednja vrijednost pulsirajućeg
napona praznog hoda)
(6) Prikazi jedinica
Prikaz m/min
svijetli kad je odabran parametar Fd.1 ili parametar postavki Fd.2
Prikaz Job N
svijetli u načinu rada Job
Prikaz kHz
svijetli kad se odabere parametar postavki F-P, ako je postignuta vrijednost za pulsirajuću frekvenciju >/= 1000 Hz
Prikaz Hz
svijetli kad se:
- odabere parametar postavki F-P, ako je postignuta vrijednost za
pulsirajuću frekvenciju < 1000 Hz
- odabere parametar postavki ACF
Prikaz A
Prikaz %
svijetli kad su odabrani parametri IS, I2 i IE kao i parametri postavki dcY,
I-G i HCU
o
36

Br. Funkcija
Prikaz s
svijetli kad su odabrani parametri tup i t
postavki:
- GPr
- G-L
- G-H
- SPt
- tAC
- t-S
- t-E
- dt1
Indikator mm
svijetli kad je odabran parametar postavki Fdb
(7) Tipka Način rada
za odabir načina rada
2-taktni pogon
4-taktni pogon
Način rada Job
Ručno elektrolučno zavarivanje
Kada odaberete način rada, zasvijetlit će LED na odgovarajućem simbolu.
(8) Tipka Odabir parametara desno
za odabir parametara zavarivanja unutar Pregleda parametara zavarivanja (10)
, kao i sljedeći parametri
down
- dt2
- Hti
- Ct
- HFt
HR
- Ito
- Arc
Kada odaberete parametar, zasvijetlit će LED na odgovarajućem simbolu parametra.
(9) Tipka Provjera plina
za namještanje potrebne količine zaštitnog plina na regulatoru tlaka plina.
Nakon pritiskanja tipke za provjeru plina, zaštitni plin istječe u trajanju od 30 s.
Ponovnim pritiskom postupak se prijevremeno zaustavlja.
(10) Pregled parametara zavarivanja
Pregled parametara zavarivanja sadrži najvažnije parametre zavarivanja za
pogon zavarivanja. Redoslijed parametara zavarivanja zadano je postavljen u
obliku trake. Unutar Pregleda parametara zavarivanja navigira se tipkama
Odabir parametara lijevo i desno.
Pregled parametara zavarivanja
Pregled parametara zavarivanja sadrži sljedeće parametre zavarivanja:
37

Br. Funkcija
Početna struja I
s
za zavarivanje TIG postupkom
Početna struja IS odvojeno se pohranjuje za načine rada Zavarivanje
TIG AC i Zavarivanje TIG DC-.
UpSlope t
up
vremenski interval u kojemu se pri zavarivanju TIG postupkom početna
struja IS podiže na zadanu glavnu struju I
Parametar UpSlope tup odvojeno se pohranjuje za načine rada 2-taktni
pogon i 4-taktni pogon.
Glavna struja I1 (struja zavarivanja)
- za zavarivanje TIG postupkom
- za ručno elektrolučno zavarivanje
Padajuća struja I
2
za 4-taktni pogon zavarivanja TIG postupkom i specijalni 4-taktni
pogon zavarivanja TIG postupkom
DownSlope t
down
vremenski interval u kojemu se pri zavarivanju TIG postupkom zadana
glavna struja I1 spušta na završnu struju I
1
E
Parametar DownSlope t
odvojeno se pohranjuje za načine rada 2-
down
taktni pogon i 4-taktni pogon.
Završna struja I
E
za zavarivanje TIG postupkom
Brzina žice (samo MagicWave 4000 / 5000)
ako je omogućena opcija Pomicanje hladne žice za postavljanje parametra Fd.1
Job N
o
U načinu rada Job (Posao) za pozivanje spremljenog skupa parametara putem brojeva radnih točaka („jobova”).
Promjer elektroda
pri zavarivanju TIG postupkom za unos promjera volframove elektrode
(11) Okretni gumb
za mijenjanje parametara. Ako svijetli prikaz na okretnom gumbu, moguće je
promijeniti odabrani parametar.
38

Br. Funkcija
(12) Prikaz Struja zavarivanja
za prikaz struje zavarivanja za parametre
- Početna struja I
- Struja zavarivanja I
- Padajuća struja I
- Završna struja I
S
1
2
E
Prije početka zavarivanja lijevi digitalni zaslon prikazuje zadanu vrijednost. Za
IS, I2 i IE desni digitalni zaslon dodatno prikazuje postotni udjel struje zavari-
vanja I1.
Nakon početka zavarivanja automatski je odabran parametar I1. Lijevi digitalni
zaslon prikazuje trenutačnu vrijednost struje zavarivanja.
Odgovarajući položaj u postupku zavarivanja prikazuje se u Pregledu parametara zavarivanja (10) putem svjetlećih LED žaruljica parametara (IS, tup, itd.).
(13) Tipka Store
za spremanje Jobova i ulaz u izbornik za postavke
(14) Tipka Odabir parametara lijevo
za odabir parametara zavarivanja unutar Pregleda parametara zavarivanja
(10)
Kada odaberete parametar, zasvijetlit će LED na odgovarajućem simbolu parametra.
HR
(15) Prikaz Previsoka temperatura
svijetli kada se izvor struje prejako zagrije (npr. uslijed prekoračenja trajanja
primjene). Dodatne informacije pronaći ćete u odjeljku „Dijagnoza grešaka,
uklanjanje grešaka”.
(16)
Prekidač na ključ (opcija za TT 2500 / 3000 / 4000 / 5000)
Ako je ključ u vodoravnom položaju, uz iznimku trenutačno odabranog parametra ili trenutačno odabrane funkcije, svi su ostali parametri ili funkcije zaključani.
(16)
Položaj prekidača na ključ
VAŽNO! Analogno upravljačkoj ploči izvora struje, funkcije upravljačke ploče na
komponentama sustava isto tako su ograničene.
39

Kombinacije tipki – posebne funkcije
Općenito Istovremenim ili ponovljenim pritiskanjem tipki na upravljačkim pločama MagicWave i
TransTig moguće je aktivirati funkcije koje su opisane u nastavku.
Zaključavanje tipkovnice
Aktiviranje zaključavanja tipkovnice:
Držati pritisnutom tipku Store i pritisnuti tipku Odabir parametara
desno
Na digitalnim zaslonima na kratko se pojavljuje poruka o zaključanom statusu „CLo|SEd”.
Na upravljačkoj ploči svijetli posebni prikaz Zaključavanje tipkovnice
Pritisne li se bilo koja tipka, na digitalnim zaslonima pojavit će se
poruka o zaključanom statusu „CLo|SEd”. Okretnim gumbom
može se izmijeniti samo onaj parametar koji je bio odabran u trenutku zaključavanja tipkovnice.
NAPOMENA! Tipkovnica ostaje zaključana i nakon isključivanja i
ponovnog uključivanja izvora struje.
Deaktiviranje zaključavanja tipkovnice:
Držati pritisnutom tipku Store i pritisnuti tipku Odabir parametara
desno
Na digitalnim zaslonima na kratko se pojavljuje poruka o
otključanom statusu „‑OP|En‑.“
Posebni prikaz Zaključavanje tipkovnice isključuje se
Prikaz verzije
softvera, trajanje
rada i protok
rashladnog
sredstva
Prikaz verzije softvera:
Držati pritisnutom tipku Store i pritisnuti tipku Odabir parametara
lijevo.
Na digitalnim zaslonima pojavit će se oznaka verzije softvera.
Prikaz trajanja rada:
Ponovno pritisnuti tipku Odabir parametara lijevo
Trajanje rada bilježi stvarno trajanje gorenja električnog luka od
prvog puštanja u pogon.
Primjer: „654 | 32.1” = 65 432,1 h = 65 432 h | 6 min
VAŽNO! Prikaz trajanja rada električnog luka nije prikladan kao
osnova izračuna‑naknada za najam, opsega jamstva ili slično.
Prikaz protoka rashladnog sredstva (samo u kombinaciji s rash-
ladnim uređajem s opcijom kontrolnika strujanja):
ponovno pritisnuti tipku Odabir parametara lijevo
Trenutačni protok rashladnog sredstva prikazuje se u l/min (CFL =
Coolant Flow)
Pri protoku rashladnog sredstva < 0,7 l/min izvor struje isključuje
se nakon vremenskog intervala postavljenog u parametru C-t, prikazuje se poruka o greški „no | H2O”.
40

Izlaz se vrši pritiskom tipke Store.
HR
41

Priključci, prekidači i mehaničke komponente
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
MagicWave
1700 / 2200 Job
MagicWave 1700 / 2200 Job - prednja strana
Br. Funkcija
(1) Priključak gorionika za zavarivanje
za priključivanje:
- gorionika za zavarivanje TIG postupkom
- kabela za elektrodu kod ručnog zavarivanja štapnim elektrodama
(2) Priključak LocalNet
Standardizirana priključna utičnica za proširenja sustava (npr. daljinsko upravljanje, gorionik za zavarivanje JobMaster TIG itd.)
(3) Ručka za nošenje (samo kod MagicWave 2200)
Remen za nošenje kod MagicWave 1700
(4) Priključak za upravljanje gorionikom za zavarivanje
- za priključivanje upravljačkog utikača konvencionalnog gorionika za zavarivanje
- Ulaz za signal zaštite od kolizije kod priključenog sučelja robota ili spojne
sabirnice
(5) Priključak masenog kabela
za priključivanje masenog kabela
(6) Priključak zaštitnog plina
(7) Mrežni prekidač
za uključivanje i isključivanje izvora struje
MagicWave 1700 / 2200 Job - stražnja strana
(8) Mrežni kabel s vlačnim rasterećenjem
42

MagicWave
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2500 / 3000 Job
HR
MagicWave 2500 / 3000 Job - prednja strana
MagicWave 2500 / 3000 Job - stražnja strana
Br. Funkcija
(1) Priključak masenog kabela
za priključivanje masenog kabela
(2) Priključak LocalNet
Standardizirana priključna utičnica za proširenja sustava (npr. daljinsko upravljanje, gorionik za zavarivanje JobMaster TIG itd.)
(3) Ručka za nošenje
(4) Priključak za upravljanje gorionikom za zavarivanje
- za priključivanje upravljačkog utikača konvencionalnog gorionika za zavarivanje
- Ulaz za signal zaštite od kolizije kod priključenog sučelja robota ili spojne
sabirnice
(5) Priključak gorionika za zavarivanje
za priključivanje:
- gorionika za zavarivanje TIG postupkom
- kabela za elektrodu kod ručnog zavarivanja štapnim elektrodama
(6) Priključak zaštitnog plina
(7) Mrežni kabel s vlačnim rasterećenjem
(8) Mrežni prekidač
za uključivanje i isključivanje izvora struje
43

MagicWave
(6) (5) (4) (3) (2)
(1)
(7)
(7)
(8)
(9)
4000 / 5000 Job
MagicWave 4000 / 5000 Job - prednja strana
MagicWave 4000 / 5000 Job - stražnja strana
Br. Funkcija
(1) Mrežni prekidač
za uključivanje i isključivanje izvora struje
(2) Priključak gorionika za zavarivanje
za priključivanje tijela gorionika za TIG
(3) Priključak za držač elektroda
za priključivanje kabela za elektrodu kod ručnog zavarivanja štapnim elektrodama
(4) Priključak za upravljanje gorionikom za zavarivanje
- za priključivanje upravljačkog utikača konvencionalnog gorionika za zavarivanje
- Ulaz za signal zaštite od kolizije kod priključenog sučelja robota ili spojne
sabirnice
(5) Priključak LocalNet
Standardizirana priključna utičnica za proširenja sustava (npr. daljinsko upravljanje, gorionik za zavarivanje JobMaster TIG itd.)
(6) Priključak masenog kabela
za priključivanje masenog kabela
(7) Slijepi pokrovi
predviđeno za priključak LocalNet
44
(8) Mrežni kabel s vlačnim rasterećenjem
(9) Priključak zaštitnog plina

TransTig
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
800 / 2200 Job
HR
TransTig 800 / 2200 Job - prednja strana
TransTig 800 / 2200 Job - stražnja strana
Br. Funkcija
(1) (+) – utičnica za struju s bajunetnim zaporom
za priključivanje
- masenog kabela kod zavarivanja TIG postupkom
- kabela za elektrode ili masenog kabela kod ručnog zavarivanja štapnim
elektrodama (ovisno o vrsti elektrode)
(2) Priključak LocalNet
standardizirana priključna utičnica za proširenja sustava (npr. daljinsko upravljanje, gorionik za zavarivanje JobMaster TIG itd.)
(3) Ručka za nošenje (samo kod TransTig 2200)
Remen za nošenje kod TransTig 800
(4) Priključak za upravljanje gorionikom za zavarivanje
- za priključivanje upravljačkog utikača konvencionalnog gorionika za zavarivanje
- Ulaz za signal zaštite od kolizije kod priključenog sučelja robota ili spojne
sabirnice
(5) (-) – utičnica za struju s bajunetnim zaporom
za priključivanje
- gorionika za zavarivanje TIG postupkom
- kabela za elektrode ili masenog kabela kod ručnog zavarivanja štapnim
elektrodama (ovisno o vrsti elektrode)
(6) Priključak zaštitnog plina
(7) Mrežni prekidač
za uključivanje i isključivanje izvora struje
(8) Mrežni kabel s vlačnim rasterećenjem
45

TransTig
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2500 / 3000 Job
TransTig 2500 / 3000 Job - prednja strana
TransTig 2500 / 3000 Job - stražnja strana
Br. Funkcija
(1) (+) – utičnica za struju s bajunetnim zaporom
za priključivanje
- masenog kabela kod zavarivanja TIG postupkom
- kabela za elektrode ili masenog kabela kod ručnog zavarivanja štapnim
elektrodama (ovisno o vrsti elektrode)
(2) Priključak LocalNet
standardizirana priključna utičnica za proširenja sustava (npr. daljinsko upravljanje, gorionik za zavarivanje JobMaster TIG itd.)
(3) Ručka za nošenje
(4) Priključak za upravljanje gorionikom za zavarivanje
- za priključivanje upravljačkog utikača konvencionalnog gorionika za zavarivanje
- Ulaz za signal zaštite od kolizije kod priključenog sučelja robota ili spojne
sabirnice
(5) (-) – utičnica za struju s bajunetnim zaporom
za priključivanje
- gorionika za zavarivanje TIG postupkom
- kabela za elektrode ili masenog kabela kod ručnog zavarivanja štapnim
elektrodama (ovisno o vrsti elektrode)
(6) Priključak zaštitnog plina
(7) Mrežni kabel s vlačnim rasterećenjem
(8) Mrežni prekidač
za uključivanje i isključivanje izvora struje
46

TransTig
(1)
(4)
(3)
(2)
(7)
(6)
(5)
(8)
(6)
4000 / 5000 Job
HR
TransTig 4000 / 5000 Job - prednja strana
TransTig 4000 / 5000 Job - stražnja strana
Br. Funkcija
(1) (+) – utičnica za struju s bajunetnim zaporom
za priključivanje
- masenog kabela kod zavarivanja TIG postupkom
- kabela za elektrode ili masenog kabela kod ručnog zavarivanja štapnim
elektrodama (ovisno o vrsti elektrode)
(2) Priključak LocalNet
standardizirana priključna utičnica za proširenja sustava (npr. daljinsko upravljanje, gorionik za zavarivanje JobMaster TIG itd.)
(3) Priključak za upravljanje gorionikom za zavarivanje
- za priključivanje upravljačkog utikača konvencionalnog gorionika za zavarivanje
- Ulaz za signal zaštite od kolizije kod priključenog sučelja robota ili spojne
sabirnice
(4) (-) – utičnica za struju s bajunetnim zaporom
za priključivanje
- gorionika za zavarivanje TIG postupkom
- kabela za elektrode ili masenog kabela kod ručnog zavarivanja štapnim
elektrodama (ovisno o vrsti elektrode)
(5) Mrežni prekidač
za uključivanje i isključivanje izvora struje
OFF = - O ON = - I -
(6) Slijepi pokrovi
predviđeno za priključak LocalNet
(7) Mrežni kabel s vlačnim rasterećenjem
(8) Priključak zaštitnog plina
47

48

Instalacija i puštanje u pogon
49

50

Minimalna oprema za pogon zavarivanja
Općenito Ovisno o postupku zavarivanja, potrebna je određena minimalna oprema kako bi se
radilo s izvora struje.
U nastavku su opisani postupci zavarivanja i odgovarajuća minimalna oprema za pogon
zavarivanja.
HR
TIG AC zavarivanje
TIG DC zavarivanje
Zavarivanje TIG
postupkom, automatizirano
- Izvor struje MagicWave
- Maseni kabel
- Gorionik za zavarivanje TIG postupkom s ozibnim prekidačem
- Priključak zaštitnog plina (opskrba zaštitnim plinom) s regulatorom tlaka plina
- Dodatni materijal ovisno o primjeni
- izvor struje
- maseni kabel.
- Tijelo gorionika za TIG
- Opskrba zaštitnim plinom s regulatorom tlaka plina
- Dodatni materijal ovisno o primjeni
- Izvor struje
- Robotsko sučelje ili poveznica sabirnice polja
- Maseni kabel
- Gorionik za zavarivanje za TIG strojeve ili gorionik za zavarivanje za TIG robote
(kod gorionika za strojeve ili za robote koji su hlađeni vodom potreban je dodatan
rashladni uređaj)
- Priključak za plin (opskrba zaštitnim plinom)
- Jedinica za pomicanje hladne žice i dodatni materijal ovisno o primjeni
Ručno elektrolučno zavarivanje
- izvor struje
- maseni kabel.
- držač elektroda
- Štapne elektrode ovisno o primjeni
51

Prije instalacije i puštanja u pogon
Sigurnost
Propisna primjena
UPOZORENJE!
Opasnost od nepravilnog rukovanja i neispravno izvedenih radova.
Posljedica mogu biti teške ozljede i materijalna šteta.
Sve radove i funkcije navedene u ovom dokumentu smije obavljati i upotrebljavati
▶
samo osposobljeno stručno osoblje.
S razumijevanjem u cijelosti pročitajte ovaj dokument.
▶
S razumijevanjem u cijelosti pročitajte ove upute za upotrebu komponenti sustava, a
▶
posebno sigurnosne propise.
Izvor struje namijenjen je isključivo zavarivanju TIG postupkom i ručnom zavarivanju
štapnom elektrodom.
Svaki drugi oblik upotrebe smatra se nepropisnim.
Proizvođač ne snosi odgovornost za tako nastale štete.
Propisna primjena obuhvaća i sljedeće:
- pridržavanje svih napomena iz uputa za upotrebu
- pravilno provođenje inspekcijskih radova i radova na održavanju.
Odredbe za postavljanje
Mrežni priključak Uređaji su namijenjeni za mrežni napon koji je naveden na natpisnoj pločici. Ako mrežni
Uređaj je ispitan prema stupnju zaštite IP 23, što podrazumijeva sljedeće:
- zaštita od prodiranja krutih stranih tijela promjera većeg od ø 12,5 mm (0,49 in)
- zaštitu od prskajuće vode do kuta od 60° na okomiti pravac.
Uređaj je prema stupnju zaštite IP 23 moguće postaviti na otvoreni prostor i pogoniti ga.
Potrebno je izbjegavati neposredno djelovanje vlage (npr. putem kiše).
UPOZORENJE!
Prevrtanje ili pad uređaja mogu biti opasni po život.
Uređaje postavite na ravnu i čvrstu podlogu tako da su stabilni.
▶
Ventilacijski kanal predstavlja bitan sigurnosni uređaj. Prilikom odabira mjesta postavljanja pripazite da rashladni zrak neometano može ulaziti ili izlaziti kroz ventilacijske
otvore na prednjoj i stražnjoj strani uređaja. Prašina (npr. prilikom brušenja) koja pada, a
koja vodi električnu energiju, ne smije biti izravno usisana u uređaj.
kabel ili mrežni utikač nisu postavljeni na vašoj izvedbi uređaja, njih je potrebno montirati
u skladu s nacionalnim standardima. Osiguranje mrežnog kabela moguće je pronaći u
tehničkim podacima.
52
OPREZ!
Elektroinstalacije nedovoljnih dimenzija mogu dovesti do velike materijalne štete.
Mrežni kabel i njegovu zaštitu potrebno je postaviti u skladu s postojećom opskrbom
▶
struje. Vrijede tehnički podaci na označnoj pločici.

Generatorski
pogon (MW 1700 /
2200, TT 800 /
2200)
Izvori struje MW 1700 / 2200 i TT 800 / 2200 prikladni su za upotrebu s generatorom,
ako maksimalna prividna snaga generatora iznosi najmanje 10 kVA.
VAŽNO! Navedeni napon generatora ne smije ni u kom slučaju biti ispod ili iznad raspona tolerancije mrežnog napona. Podaci o toleranciji mrežnog napona nalaze se u
odjeljku „Tehnički podaci”.
HR
53

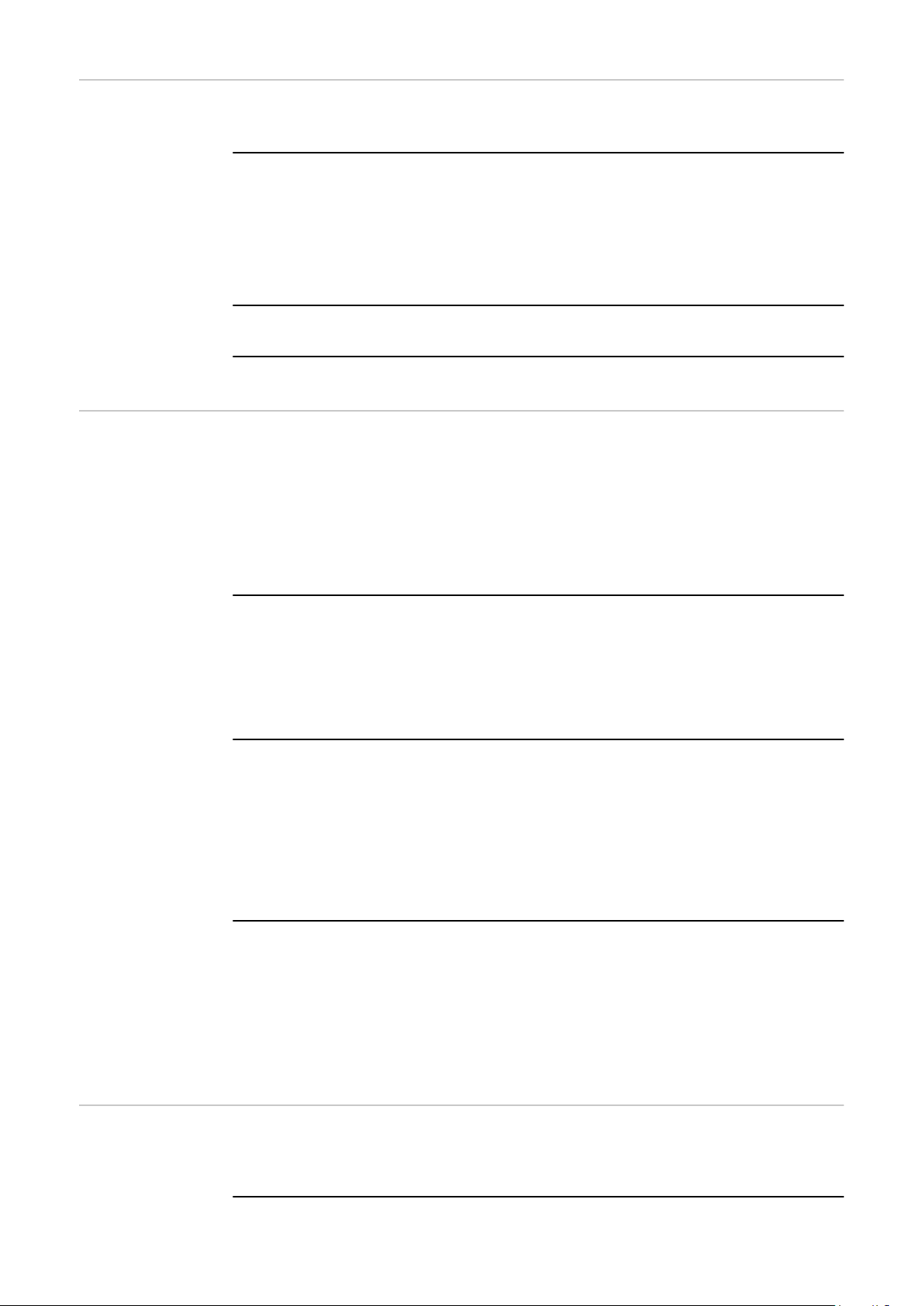
Priključivanje mrežnog kabela kod električnih generatora za američko tržište
Općenito Električni generatori za američko tržište isporučuju se bez mrežnog kabela. Prije
puštanja u pogon potrebno je montirati mrežni kabel koji odgovara priključnom naponu.
Vlačno rasterećenje za kabel presjeka AWG 10 montirano je na električni generator.
Vlačna rasterećenja za veće presjeke kabela potrebno je postaviti na odgovarajući način.
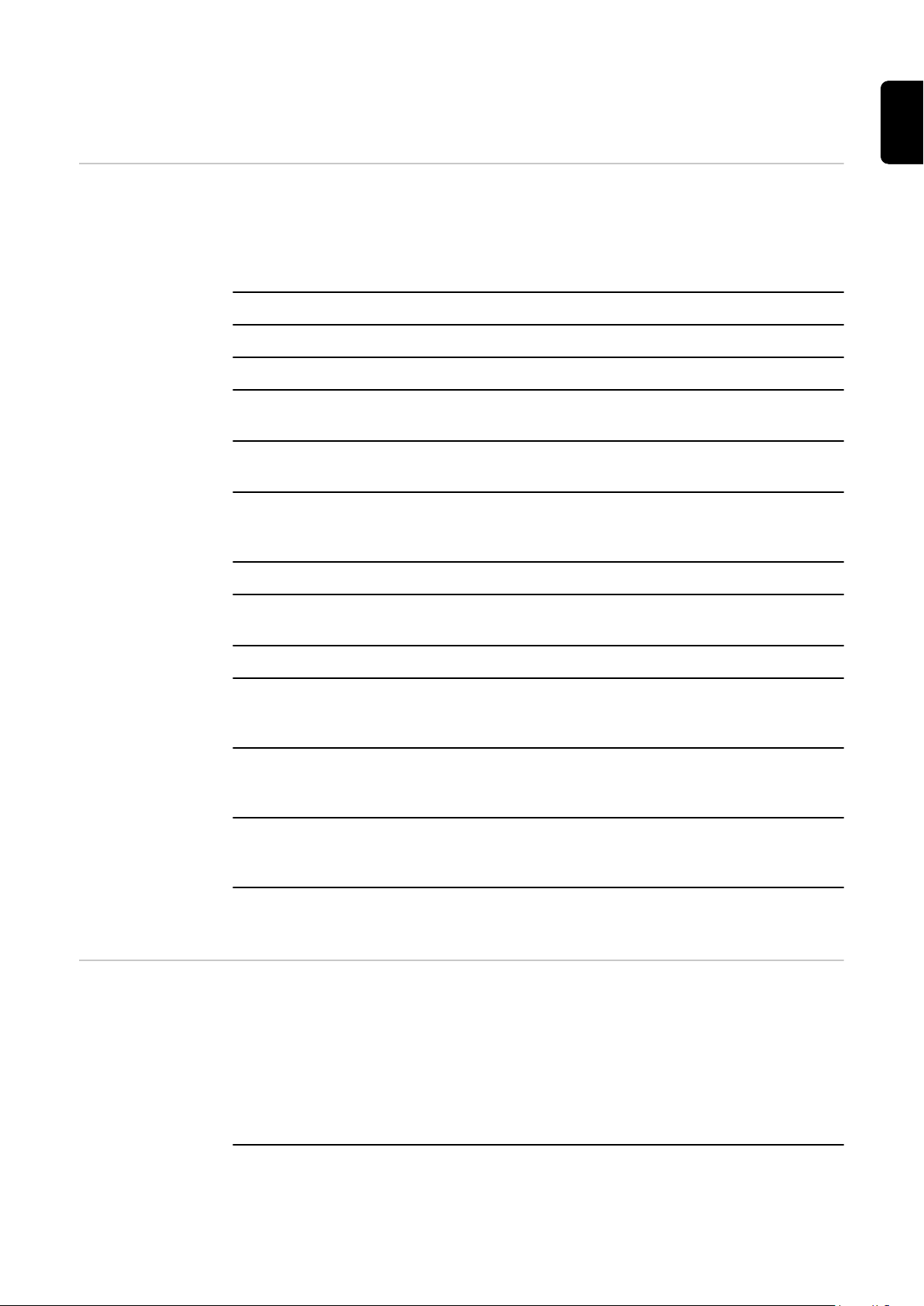
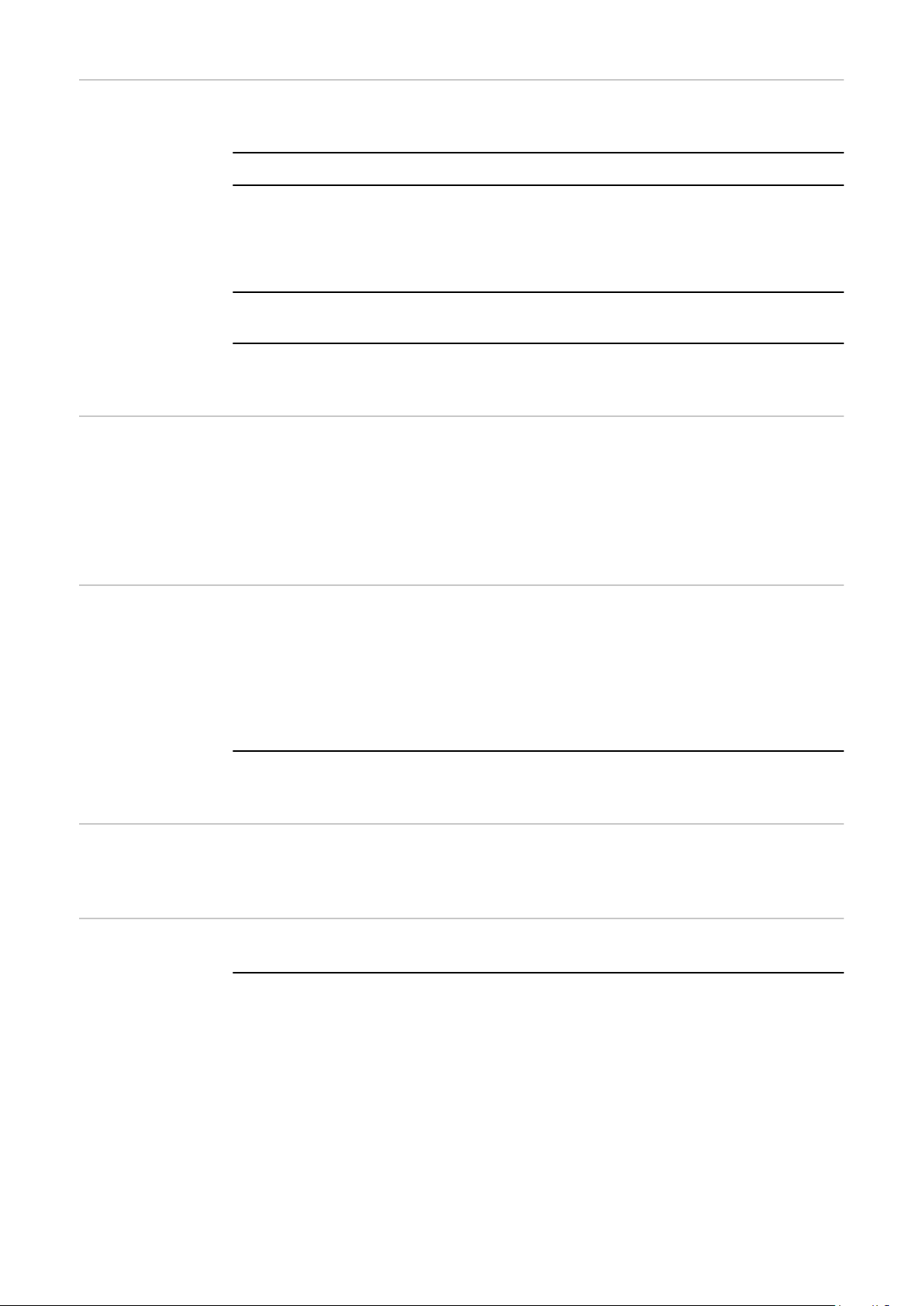
Propisani mrežni
kabeli i vlačna
rasterećenja
Sigurnost
Izvor struje Napon mreže Presjek kabela
TT 4000/5000 MV Job, MW 4000/5000
MV Job
AWG ... American Wire Gauge (= američki presjek žice)
UPOZORENJE!
Opasnost zbog neispravno izvedenih radova.
Posljedica mogu biti teške ozljede i materijalna šteta.
Radove koji su opisani u nastavku smije provoditi samo obučeno stručno osoblje.
▶
Nužno je poštovati nacionalne standarde i smjernice.
▶
OPREZ!
Opasnost zbog nepropisno pripremljenog mrežnog kabela.
Posljedica mogu biti kratki spojevi i materijalna šteta.
Postavite kabelske završetke na sve fazne vodiče te zaštitni vodič mrežnog kabela s
▶
kojeg je skinuta izolacija.
3 x 380 - 460 V
3 x 200 - 240 V
AWG 10
AWG 6
Priključivanje
mrežnog kabela
54
Odmontirajte lijevi bočni dio električnog generatora
1
Skinite izolaciju s kraja mrežnog kabela oko 100 mm (4 in.)
2
NAPOMENA!
Zaštitni vodič (zeleni ili zeleni sa žutom trakom) trebao bi biti oko 10 – 15 mm
(0,4 – 0,6 in) dulji od faznog vodiča.
Na vodič faze i zaštitni vodič mrežnog kabela dodajte metalnu kapicu za žile,
3
metalnu kapicu za žile fiksirajte kliještima za stopice
OPREZ!
Opasnost od kratkih spojeva!
Ako se ne koriste metalne kapice za žile postoji opasnost od kratkog spoja između
vodiča faze ili između vodiča faze i zaštitnog vodiča.
Postavite metalne kapice za žile na sve fazne vodiče te zaštitne vodiča
▶
mrežnog kabela s kojeg je skinuta izolacija.
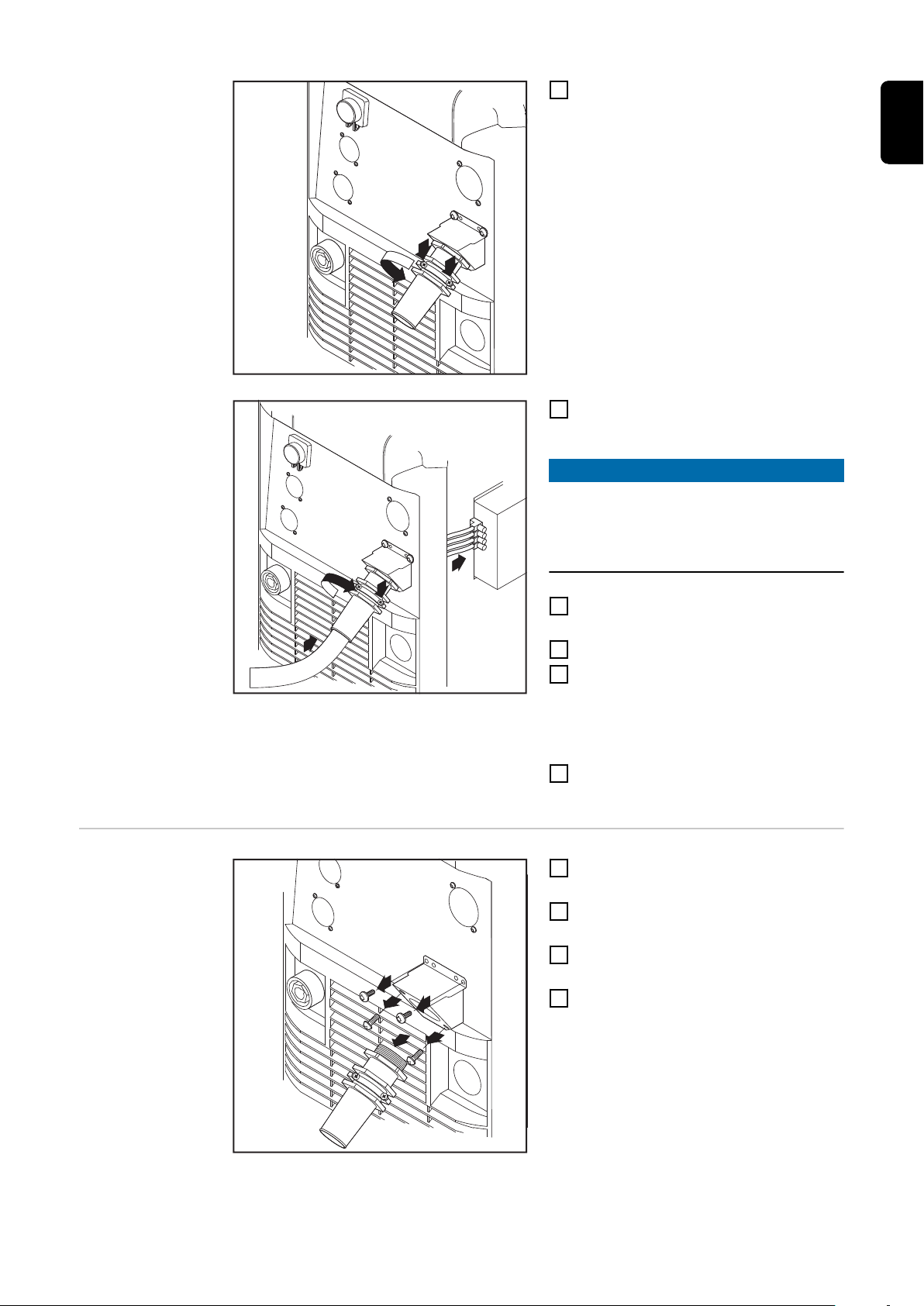
Otpustite vijke (2 x) i priključnu maticu
P
E
W
1
V1
U1
5
7
8
6
2
3
2
4
4
4
SW 30 na vlačnom rasterećenju
Ugurajte mrežni kabel u vlačno ras-
5
terećenje
NAPOMENA!
Mrežni kabel ugurajte toliko da se
zaštitni vodič i fazni vodič pravilno
mogu priključiti na terminal blok priključak.
HR
Zamijenite vlačno
rasterećenje
Pritegnite priključnu maticu SW 30
6
mm
Pritegnite vijke (2 x)
7
Mrežni kabel pravilno priključite na
8
blokirajuću stezaljku:
- Zaštitni vodič (zeleni ili zeleni sa
žutim trakicama) na priključak PE
- Fazni vodič na priključke L1 – L3
Ponovno montirajte lijevi bočni dio
9
električnog generatora
Odmontirajte lijevi bočni dio elek-
1
tričnog generatora
Uklonite vijke s postojećeg vlačnog
2
rasterećenja (2 x)
Postojeće vlačno rasterećenje skinite
3
prema naprijed
Uklonite vijke s lima za adapter, uklo-
4
nite lim za adapter
55

Šesterobridnu maticu SW 50 mm pos-
6
7
7
1
tavite u lim držača
NAPOMENA!
Za pouzdano uzemljenje s kućištem
električnog generatora vrhovi na
šesterobridnoj matici moraju pokazivati
prema limu držača.
Prednji dio velikog vlačnog ras-
2
terećenja uvijte u šesterobridnu maticu
SW 50 mm. Šesterobridna matica SW
50 mm razupire se u lim držača.
Prikvačite veliko vlačno rasterećenje
3
na kućište i pričvrstite ga s 2 vijka
Priključivanje mrežnog kabela
4
Ponovno montirajte lijevi bočni dio
5
električnog generatora
56

Stavljanje u pogon
HR
Sigurnost
Napomene o
rashladnom
uređaju
UPOZORENJE!
Strujni udar može biti smrtonosan.
Ako je uređaj tijekom instalacije priključen na mrežu, postoji opasnost od teških tjelesnih
ozljeda i velike materijalne štete.
Sve radove na uređaju provodite samo ako je mrežni prekidač prebačen u položaj -
▶
O -.
Sve radove na uređaju provodite samo ako je uređaj odvojen od mreže.
▶
UPOZORENJE!
Opasnost od električne struje uslijed prašine u uređaju koja provodi električnu
energiju.
Posljedica mogu biti teške ozljede i materijalna šteta.
Uređaj smije raditi samo kad je montiran filtar za zrak. Filtar za zrak predstavlja bitni
▶
sigurnosni uređaj za postizanje IP zaštite IP 23.
Za sljedeće primjene preporučuje se rashladni uređaj:
- Gorionik za zavarivanje JobMaster TIG
- Robotski pogon
- Pakete crijeva duže od 5 m
- TIG AC zavarivanje
- Općenita zavarivanja u višim rasponima snage
Opskrba rashladnog uređaja strujom vrši se preko izvora struje. Ako se mrežni prekidač
izvora struje prebaci u položaj - I -, rashladni uređaj je spreman za rad.
Ostale informacije o rashladnom uređaju možete pronaći u uputama za rad rashladnog
uređaja.
Općenito Stavljanje izvora struje u pogon opisano je kako slijedi:
- za glavnu namjenu zavarivanja TIG postupkom,
- prema standardnoj konfiguraciji za sustav za zavarivanje TIG postupkom.
Standardna konfiguracija sastoji se od sljedećih komponenti sustava:
- izvor struje
- ručni gorionik za zavarivanje za TIG
- regulator tlaka plina
- Boca za plin
57

Priključite bocu
za plin
UPOZORENJE!
Opasnost od teških tjelesnih ozljeda i materijalne štete uslijed pada boce za plin.
boce za plin postavite na ravnu i čvrstu podlogu tako da su stabilne
▶
osigurajte boce za plin od prevrtanja: pričvrstite sigurnosni remen u visini gornjeg
▶
dijela boce za plin
nikad nemojte pričvršćivati sigurnosni remen na grlo boce
▶
Pridržavajte se sigurnosnih propisa proizvođača boca za plin.
fiksirajte bocu za plin
1
uklonite zaštitnu kapicu boce za plin
2
Kratko otvorite ventil boce za plin kako biste uklonili prljavštinu koja se nalazi okolo
3
Provjerite brtvu na reduktoru tlaka plina
4
zavrnite i pritegnite reduktor tlaka plina na boci za plin
5
Pri upotrebi gorionika za zavarivanje TIG postupkom s ugrađenim priključkom za plin:
crijevom za plin povežite reduktor tlaka plina i priključak zaštitnog plina na stražnjoj
6
strani izvora struje
zategnite spojnu maticu crijeva za plin
7
Uspostavite
uzemljenje s
izratkom
priključite gorionik za zavarivanje
Pri upotrebi gorionika za zavarivanje TIG postupkom bez ugrađenog priključka za plin:
priključite crijevo za plin gorionika za zavarivanje TIG postupkom na reduktor tlaka
8
plina
prebacite mrežni prekidač u položaj - O -
1
priključite maseni kabel i blokirajte ga
2
- za MagicWave: u priključak za maseni kabel
- za TransTig: u (+) utičnicu za struju
drugim krajem masenog kabela uspostavite vezu s izratkom
3
OPREZ!
Opasnost od materijalne štete uslijed visoke frekvencije.
Ne upotrebljavajte gorionik JobMaster TIG u kombinaciji s razdjelnikom LocalNet.
▶
Prebacite mrežni prekidač u položaj - O -
1
ukopčajte kabel gorionika za zavarivanje TIG postupkom i blokirajte ga okretanjem
2
udesno:
- za MagicWave: u priključak za gorionik
- za TransTig: u (-) utičnicu za struju
ukopčajte upravljački utikač gorionika za zavarivanje u priključak za upravljanje
3
gorionikom i blokirajte ga
ili
priključite upravljački vod gorionika JobMaster TIG na priključak LocalNet
58

NAPOMENA!
Ne upotrebljavajte čiste volframove elektrode za izvore struje TransTig (boja za
označavanje: zelena).
gorionik za zavarivanje opremite prema pripadajućim uputama za upotrebu
4
Samo kod primjene gorionika hlađenog vodom i rashladnog uređaja:
5
priključke za vodu za gorionik povezati s priključcima rashladnog uređaja za protok
vode (crni) i za povratni tok vode (crveni).
HR
59

60

Pogon zavarivanja
61

62

Načini rada pri TIG zavarivanju
HR
Sigurnost
Simboli i
objašnjenje
UPOZORENJE!
Opasnost od nepravilnog rukovanja.
Mogućnost ozbiljnih tjelesnih ozljeda i materijalne štete.
Opisane funkcije primijenite tek nakon što temeljito i s razumijevanjem pročitate ove
▶
upute za upotrebu.
Funkcije opisane u nastavku provedite tek nakon što temeljito i s razumijevanjem
▶
pročitate upute za upotrebu komponenti sustava, a osobito sigurnosne propise!
Podatke o namještanju, području postavljanja i mjernim jedinicama dostupnih parametara pronađite u odjeljku „Izbornik postavki”.
povucite natrag i držite tipku gorionika / otpustite tipku gorionika / kratko povucite natrag tipku gorionika (< 0,5
s)
pritisnite tipku gorionika prema naprijed i držite / otpustite tipku gorionika
GPr
Vrijeme prethodnog protoka plina
I
S
Faza početne struje: pažljivo zagrijavanje s malom strujom zavarivanja kako
bi se ispravno pozicionirao dodatni
materijal
t
S
Trajanje početne struje
t
up
Faza UpSlope: kontinuirano podizanje
početne struje na glavnu struju (struju
zavarivanja) I
I
1
Faza glavne struje (faza struje zavarivanja): ravnomjeran dovod temperature
u osnovni materijal koji je zagrijan predgrijavanjem
1
SPt
Vrijeme točkanja
I
E
Faza završne struje: za sprečavanje
pregrijavanja osnovnog materijala na
jednom mjestu zbog akumulacije topline
na kraju zavarivanja. Sprečava se
moguć neuspjeh zavarenog spoja.
t
E
trajanje završne struje
t
down
Faza DownSlope: kontinuirano opadanje struje zavarivanja na konačnu
struju
I
2
Faza padajuće struje: međuopadanje
struje zavarivanja za sprečavanje pregrijavanja osnovnog materijala na jednom
mjestu
63

G-H
I
t
I
1
G-L / G-H
GPr t
up
t
down
I
S
GPr t
E
I
E
t
S
G-L
G-H
Vrijeme naknadnog protoka plina pri
maksimalnoj struji zavarivanja
G-L
Vrijeme naknadnog protoka plina pri
minimalnoj struji zavarivanja
2-taktni pogon - Zavarivanje: Tipku gorionika povucite unatrag i držite
- Kraj zavarivanja: Otpustite tipku gorionika
NAPOMENA!
Da bi se pri odabranom načinu rada 2-taktni pogon moglo raditi u 2-taktnom
pogonu, parametar postavki SPt mora biti postavljen na „OFF”, a prikaz Točkasto
zavarivanje na upravljačkoj ploči ne smije svijetliti.
2-taktni pogon
... ručna primjena ... automatizirana primjena
Točkasto zavarivanje
Ako je za parametar postavki SPt postavljena neka vrijednost, način rada 2-taktni pogon
odgovara načinu rada Točkasto zavarivanje. Posebni prikaz Točkasto zavarivanje svijetli
na upravljačkoj ploči.
- Zavarivanje: kratko povucite natrag tipku gorionika
Trajanje zavarivanja odgovara vrijednosti koja je unesena za parametar postavki
SPt.
- prijevremeni prekid postupka zavarivanja: ponovno povucite natrag tipku gorionika
Pri upotrebi nožnog daljinskog upravljanja vrijeme točkastog zavarivanja započinje aktivacijom nožnog daljinskog upravljanja. Snaga se ne može regulirati nožnim daljinskim
upravljanjem.
64
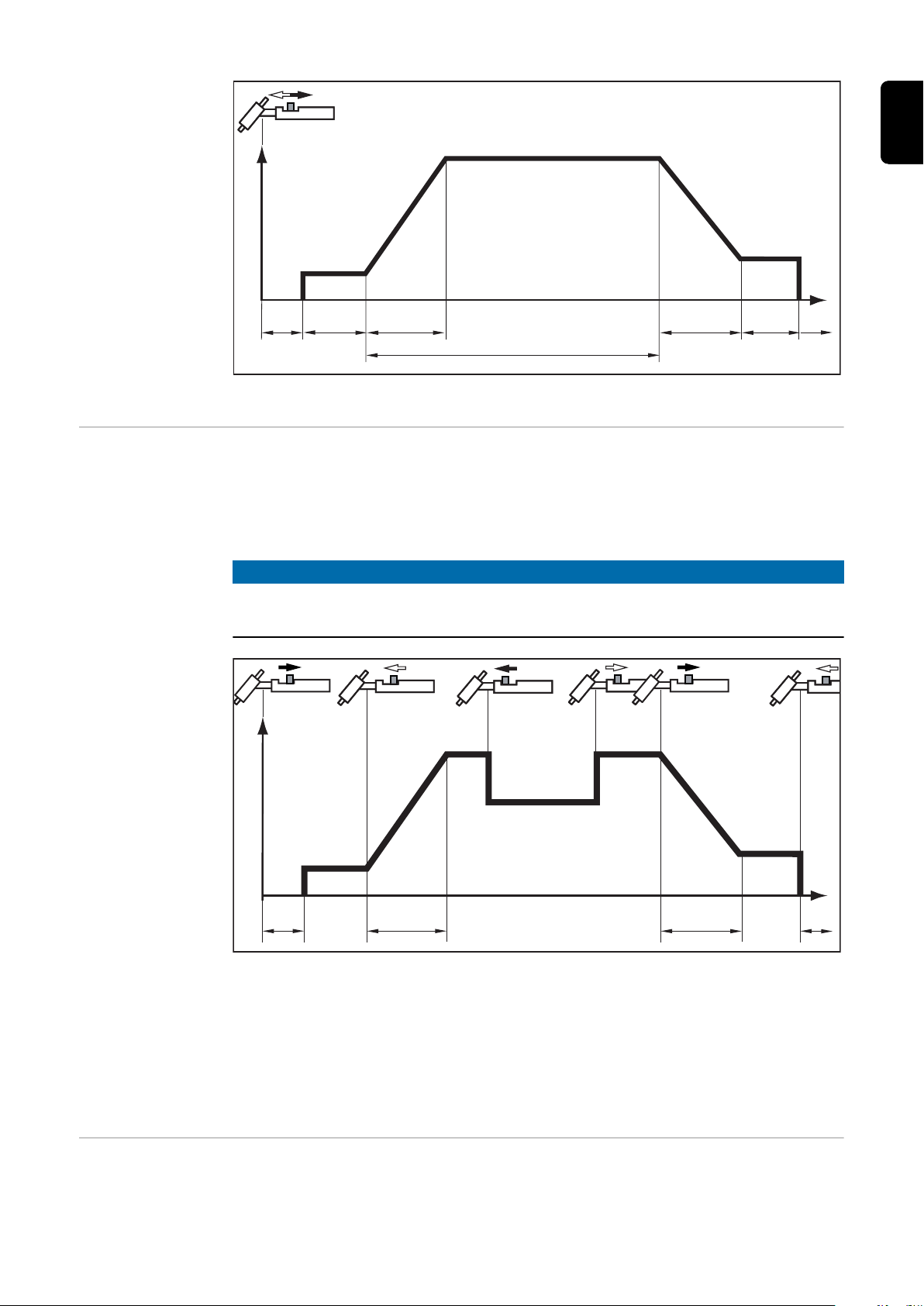
I
t
I
1
GPr
t
up
t
down
SPt
G-L
G-H
I
S
t
E
I
E
t
S
Točkasto zavarivanje
I
t
I
1
GPr
I
S
t
up
t
down
I
E
I
2
G-L
G-H
I
1
*)
4-taktni pogon - Početak zavarivanja s početnom strujom IS: Tipku gorionika povucite unatrag i držite
- Zavarivanje s glavnom strujom I1: Otpustite tipku gorionika
- Spuštanje na završnu struju IE: Tipku gorionika povucite unatrag i držite
- Kraj zavarivanja: Otpustite tipku gorionika
NAPOMENA!
HR
Za 4-taktni pogon parametar postavki Posebni 4‑taktni (SFS) mora biti postavljen
na „OFF”.
4-taktni pogon
*) Međuopadanje
U slučaju međopadanja, struja zavarivanja spušta se tijekom faze glavne struje na postavljenu padajuću struju I2.
- Za aktivaciju međuopadanja pritisnite tipku gorionika prema naprijed i držite
- za nastavak punjenja glavne struje otpustite tipku gorionika
Posebni 4-taktni
pogon:
Varijanta 1
Varijanta 1 posebnog 4-taktnog pogona aktivira se kada je parametar postavki Posebni
4‑taktni (SFS) postavljen na „1”.
Međuopadanje na postavljenu padajuću struju I2 pokreće se kratkim povlačenjem tipke
65

gorionika unatrag. Nakon ponovnog kratkog povlačenja tipke gorionika unatrag glavna
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
struja I1 ponovno je na raspolaganju.
Posebni 4-taktni pogon: Varijanta 1
Posebni 4-taktni
pogon:
Varijanta 2
Varijanta 2 posebnog 4-taktnog pogona aktivira se kada je parametar postavki Posebni
4‑taktni (SFS) postavljen na „2”.
Međuopadanje u varijanti 2 pokreće se i preko postavljenih vrijednosti DownSlope t
down
UpSlope tup:
- Pritisnite tipku gorionika prema naprijed i držite: struja zavarivanja kontinuirano
opada preko postavljenog parametra DownSlope do vrijednosti za postavljenu
padajuću struju I2. Padajuća struja I2 zadržava se do otpuštanja tipke gorionika.
- Nakon otpuštanja tipke gorionika: struja zavarivanja raste preko postavljenog parametra UpSlope na glavnu struju I1.
i
Posebni 4-taktni pogon: Varijanta 2
Posebni 4-taktni
pogon:
Varijanta 3
Varijanta 3 posebnog 4-taktnog pogona aktivira se kada je parametar postavki Posebni
4‑taktni (SFS) postavljen na „3”.
Međuopadanje struje zavarivanja u varijanti 3 pokreće se pritiskanjem prema naprijed i
držanjem tipke gorionika. Nakon otpuštanja tipke gorionika glavna struja I1 ponovno je
66
na raspolaganju.

Povlačenjem tipke gorionika unatrag odmah nastupa kraj zavarivanja, bez faze DownS-
I
t
I
1
GPr
I
S
G-L / G-H
I
1
I
2
t
up
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
t
E
t
S
lope i konačne struje.
Posebni 4-taktni pogon: Varijanta 3
HR
Posebni 4-taktni
pogon:
Varijanta 4
Varijanta 4 posebnog 4-taktnog pogona aktivira se kada je parametar postavki SFS postavljen na „4”.
- Početak zavarivanja i zavarivanje: Kratko povucite tipku gorionika pa je otpustite:
struja zavarivanja raste od početne struje IS preko postavljenog parametra UpSlope
na glavnu struju I1.
- Međuopadanje pritiskom prema naprijed i držanjem tipke gorionika
- nakon otpuštanja tipke gorionika unatrag glavna struja I1 ponovno je na raspolaganju
- Kraj zavarivanja: kratko povucite natrag pa otpustite tipku gorionika
Posebni 4-taktni pogon: Varijanta 4
67

Posebni 4-taktni
GPr t
down
G-L
G-H
t
up
I
t
I
1
I
S
I
E
I1 >
I1 <
pogon:
Varijanta 5
Varijanta 5 posebnog 4-taktnog pogona aktivira se kada je parametar postavki SFS postavljen na „5”.
Varijanta 5 omogućuje povećanje i smanjenje struje zavarivanja bez Up/Down gorionika
za zavarivanje.
- Što dulje se tipka gorionika pritišće prema naprijed, to se više povećava struja zavarivanja (do maksimuma).
- Nakon otpuštanja tipke gorionika struja zavarivanja ostaje konstantna.
- Što dulje se tipka gorionika ponovno pritišće prema naprijed, to se više smanjuje
struja zavarivanja.
Posebni 4-taktni
pogon:
Varijanta 6
Posebni 4-taktni pogon: Varijanta 5
Varijanta 6 posebnog 4-taktnog pogona aktivira se kada je parametar postavki SFS postavljen na „6”.
- Početak zavarivanja s početnom strujom IS i funkcijom UpSlope: povucite natrag i
držite tipku gorionika
- Međuopadanje na I2 i zamjena s I2 nazad na glavnu struju I1: kratko pritiskanje
(< 0,5 s) i otpuštanje tipke gorionika
- Dovršetak postupka zavarivanja: dugi pritisak (> 0,5 s) i otpuštanje tipke gorionika.
Postupak se automatski završava nakon faze DownSlope i faze završne struje.
Ako se tijekom faze DownSlope ili faze završne struje kratko pritisne (< 0,5 s) pa otpusti
tipka gorionika, započinje UpSlope sve do glavne struje i postupak zavarivanja se
nastavlja.
68

< 0,5 s
< 0,5 s
< 0,5 s< 0,5 s
GPr t
down
G-L
G-H
t
up
I
t
I
1
I
S
I
E
I
1
I
1
I
2
> 0,5 s
Posebni 4-taktni pogon: Varijanta 6
HR
69

Stvaranje kapica i preopterećenej kalote
(2)(1)
Stvaranje kapica
Kod izvorâ struje MagicWave za zava-
rivanje TIG AC postupkom dostupna je
funkcija automatskog stvaranja kapica:
- pri odabiru postupka zavarivanja
TIG AC aktivira se funkcija automatsko stvaranje kapica
- Pri započetom zavarivanju stvara
se optimalna kapica za uneseni
promjer volframove elektrode.
Zasebno stvaranje kapica na probnom izratku nije potrebno.
- Nakon toga funkcija automatsko
stvaranje kapica ponovno se vraća
na početne postavke i deaktivira.
Funkcija automatsko stvaranje
kapica mora se aktivirati za svaku
pojedinu volframovu elektrodu.
(1) prije paljenja
(2) nakon paljenja
NAPOMENA!
Preopterećenje
kalote
Funkcija automatsko stvaranje kapica nije potrebna ako je na volframovoj elektrodi stvorena dovoljno velika kalota.
Uslijed preopterećenja kalote nastaje opasnost stvaranja prevelike kapice na volframovoj
elektrodi. Prevelika kalota negativno utječe na svojstva paljenja.
Pri preopterećenju kalote na upravljačkoj ploči svijetli prikaz „Elektroda preopterećena”.
Mogući uzroci preopterećenja kalote:
- volframova elektroda premalog promjera
- glavna struja I1 postavljena na previsoku vrijednost
- ravnoteža postavljena previše u smjeru „+”
Pomoć:
- upotrijebite volframovu elektrodu s većim promjerom
- smanjite glavnu struju i/ili postavite ravnotežu u smjeru „-”
NAPOMENA!
Prikaz „Elektroda preopterećena” precizno je usklađen sa sljedećim volframovim
elektrodama:
TIG AC zavarivanje: elektrode od čistog volframa
TIG DC zavarivanje: elektrode legirane cerij oksidom
70
Za sve druge elektrode prikaz „Elektroda preopterećena” indikativna je vrijednost.

Zavarivanje TIG postupkom
HR
Sigurnost
Parametri zavarivanja
UPOZORENJE!
Opasnost od nepravilnog rukovanja.
Mogućnost ozbiljnih tjelesnih ozljeda i materijalne štete.
Opisane funkcije primijenite tek nakon što temeljito i s razumijevanjem pročitate ove
▶
upute za upotrebu.
Funkcije opisane u nastavku provedite tek nakon što temeljito i s razumijevanjem
▶
pročitate upute za upotrebu komponenti sustava, a osobito sigurnosne propise!
UPOZORENJE!
Strujni udar može biti smrtonosan.
Ako je izvor struje tijekom instalacije priključen na mrežu, postoji opasnost od teških tjelesnih ozljeda i velike materijalne štete.
Sve radove na uređaju provodite samo ako je mrežni prekidač izvora struje
▶
prebačen u položaj - O -.
Sve radove na uređaju provodite samo ako je izvor struje odvojen od mreže.
▶
Jedinica %
Početna struja I
S
Raspon postavke 0 – 200 % od glavne struje I
tvornička postavka 35 AC, 50 DC
Početna struja IS odvojeno se pohranjuje za načine rada Zavarivanje TIG AC i
Zavarivanje TIG DC.
Jedinica s
Raspon postavke 0,0 – 9,9
tvornička postavka 0,5
Parametar UpSlope tup odvojeno se pohranjuje za načine rada 2-taktni pogon i
UpSlope t
4-taktni pogon.
up
1
71

Glavna struja I
1
Jedinica A
Raspon postavke MW 1700 Job...... 3 – 170 TT 800 Job ..... 0,5 – 80,0
MW 2200 Job...... 3 – 220 TT 2200 Job ... 3 – 220
MW 2500 Job...... 3 – 250 TT 2500 Job ... 3 – 250
MW 3000 Job...... 3 – 300 TT 3000 Job ... 3 – 300
MW 4000 Job...... 3 – 400 TT 4000 Job ... 3 – 400
MW 5000 Job...... 3 – 500 TT 5000 Job ... 3 – 500
tvornička postavka –
VAŽNO! Kod gorionika za zavarivanje s funkcijom Up/Down tijekom praznog hoda
uređaja može se odabrati cijeli raspon postavke. Tijekom postupka zavarivanja
moguća je korekcija glavne struje u koracima od +/-20 A.
Padajuća struja I2 (4-taktni pogon)
Jedinica % (od glavne struje I1)
Raspon postavke 0 – 100
tvornička postavka 50
DownSlope t
down
Jedinica s
Raspon postavke 0,01 – 9,9
tvornička postavka 1,0
Parametar DownSlope t
odvojeno se pohranjuje za načine rada 2-taktni
down
pogon i 4-taktni pogon.
Jedinica % (od glavne struje I1)
Završna struja I
E
Raspon postavke 0 – 100
tvornička postavka 30
Ravnoteža (samo kod MagicWave za postupak TIG AC zavarivanja)
72
Jedinica 1
Raspon postavke Od -5 do +5
tvornička postavka 0
-5: najviši kapacitet taljenja, najniži učinak čišćenja
+5: najviši učinak čišćenja, najniži kapacitet taljenja
Brzina žice (samo kod MW 4000 / 5000 i TT 4000 / 5000)
ako postoji opcija pomicanja hladne žice
Jedinica m/min ipm
Raspon postavke OFF (isključeno) / 0,1 –
maks.
tvornička postavka OFF (isključeno)
OFF (Isključeno) / 3,9 –
maks.

Promjer elektrode
Priprema
Jedinica mm in.
Raspon postavke OFF (isključeno) – maks. OFF (isključeno) – maks.
tvornička postavka 2,4 0,095
Priključite mrežni utikač
1
OPREZ!
Opasnost od tjelesnih ozljeda i materijalne štete uslijed električnog udara.
Čim se mrežni prekidač prebaci u položaj - I -, volframova je elektroda gorionika za zavarivanje pod naponom.
Pripazite da volframove elektrode ne dodiruju osobe niti dijelove koji provode elek-
▶
tričnu struju ili su uzemljeni (npr. kućište itd.)
Prebacite mrežni prekidač u položaj - I -
2
Kratko će zasvijetliti svi prikazi na upravljačkoj ploči.
HR
Zavarivanje TIG
postupkom
Pomoću tipke Način rada odaberite željeni TIG način rada:
1
način rada 2-taktni pogon
način rada 4-taktni pogon
Samo MagicWave: Pomoću tipke Način rada odaberite željeni TIG način rada:
2
Postupak AC zavarivanje
Postupak AC zavarivanje s automatskim stvaranjem kapica
Postupak DC zavarivanje
Pomoću tipke Odabir parametara lijevo ili desno odaberite odgovarajući parametar u
3
Pregledu parametara zavarivanja
73

Postavite odabrane parametre pomoću okretnog gumba na željenu vrijednost
4
NAPOMENA!
Parametar Brzina žice kod izvorâ struje MW 1700 / 2200 / 2500 / 3000 i TT
2200 / 2500 / 3000 ne nalazi se u Pregledu parametara zavarivanja, ali je ipak
dostupan.
Postavljanje parametra Brzina žice kod MW 1700 / 2200 / 2500 / 3000 i kod
TT 2200 / 2500 / 3000
a) Pritišćite tipku Odabir parametara lijevo sve dok više ne svijetli nijedan LED u
pregledu parametara zavarivanja
Na prikazima jedinica mjere svijetli prikaz m/min
b) Parametar Brzina žice pomoću okretnog gumba postavite na željenu vrijednost
Vrijednost za brzinu žice prikazuje se na desnom digitalnom zaslonu.
U osnovi sve zadane vrijednosti parametara postavljene preko okretnog gumba ostaju spremljene do sljedeće izmjene. To vrijedi i kada se izvor struje u međuvremenu
isključi i ponovno uključi.
Otvorite ventil na boci plina
5
Namještanje količine zaštitnog plina:
6
Pritisnite tipku Provjera plina
Uslijedit će testni protok plina u trajanju najviše 30 sekundi. Ponovnim pritiskom postupak se prijevremeno zaustavlja.
- Okrećite vijak za namještanje na donjoj strani regulatora tlaka dok manometar
ne prikaže željenu količinu plina
u slučaju paketa dugačkih crijeva i kondenzacije vode nakon duljeg vremena miro-
7
vanja na hladnoći:
predisprati zaštitni plin – parametar postavki GPU postaviti na određenu vremensku
vrijednost
Pokretanje postupka zavarivanja (paljenje električnog luka)
8
74

Paljenje električnog luka
Općenito Za optimalan tijek paljenja pri TIG AC zavarivanju, izvori struje MagicWave uzimaju u
obzir:
- promjer volframove elektrode
- trenutačnu temperaturu volframove elektrode ovisno o trajanju prethodnog zavarivanja i pauze
Za optimalan tijek paljenja pri TIG DC zavarivanju izvori struje MagicWave raspolažu
funkcijom RPI (Reverse Polarity Ignition = paljenje s obrnutim polovima).
Na početku zavarivanja dolazi do kratkotrajne promjene polova. Elektroni izbijaju iz
izratka i dospijevaju na volframovu elektrodu. To rezultira vrlo brzim zagrijavanjem volframove elektrode - što je bitan preduvjet za optimalna svojstva paljenja.
Dodatne informacije o funkciji RPI nalaze se u poglavlju Namještanje postavki, odjeljku
„Izbornik postavki DC - razina 2”.
HR
Paljenje električnog luka visokom frekvencijom
(HF-paljenje)
OPREZ!
Opasnost od ozljeda zbog šoka uslijed električnog udara
Iako uređaji tvrtke Fronius zadovoljavaju sve relevantne norme, visokofrekvencijsko paljenje može u određenim okolnostima prenijeti bezopasan, ali osjetan električni udar.
Nosite propisanu zaštitnu odjeću, posebice rukavice!
▶
Upotrebljavajte samo prikladne, potpuno očuvane i neoštećene TIG pakete crijeva!
▶
Nemojte raditi u vlažnom ili mokrom radnom okruženju!
▶
Budite posebno oprezni pri radu na skelama, radnim platformama, u prinudnim
▶
položajima, na uskim, teško dostupnim ili izloženim mjestima!
HF-paljenje aktivirano je kad se parametar postavki HFt postavi na određenu vremensku
vrijednost.
Na upravljačkoj ploči svijetli posebni prikaz HF-paljenje.
Za razliku od paljenja putem dodira, pri HF-paljenju ne postoji rizik od onečišćenja volframove elektrode i izratka.
Postupak HF-paljenja:
75

Postavite plinsku sapnicu na mjesto
1
paljenja, tako da između volframove
elektrode i izratka bude oko 2 do 3
mm (od 5/64 do 1/8 in.) razmaka.
povećajte nagib gorionika i aktivirajte
2
tipku gorionika prema odabranom
načinu rada
Električni luk pali se bez dodirivanja
izratka.
nagnite gorionik u normalan položaj
3
provedite zavarivanje
4
Paljenje dodirom Ako je parametar postavki HFt postavljen na OFF, HF-paljenje je deaktivirano. Paljenje
električnog luka vrši se dodirivanjem izratka volframovom elektrodom.
Postupak za paljenje električnog luka putem paljenja dodirom:
76

Postavite plinsku sapnicu na mjesto
1
paljenja, tako da između volframove
elektrode i radnog dijela bude oko 2
do 3 mm (od 5/64 do 1/8 in.) razmaka
aktivirajte tipku gorionika
2
protječe zaštitni plin
gorionik za zavarivanje lagano
3
uspravljajte dok volframova elektroda
ne dodirne izradak
HR
Kraj zavarivanja
podignite gorionik za zavarivanje i
4
pomaknite ga u normalni položaj
Električni luk gori.
provedite zavarivanje
5
završite zavarivanje prema postavljenom načinu rada otpuštanjem tipke gorionika
1
Pričekajte da protekne namješteno vrijeme naknadnog protoka plina, držite gorionik
2
u položaju nad završetkom zavarenog spoja.
77

Posebne funkcije i opcije
Funkcija Nadzor
prekida električnog luka
Funkcija Ignition
Time-Out (istek
vremena za paljenje)
Ako se električni luk prekine i ako se unutar vremena postavljenog u izborniku postavki
ne ostvari tok struje, izvor struje sâm se isključuje. Upravljačka ploča prikazuje servisni
kôd „no | Arc” (nema | električnog luka).
Za nastavak postupka zavarivanja pritisnite bilo koju tipku na upravljačkoj ploči ili tipku
gorionika.
Namještanje parametra postavki Nadzor prekida električnog luka (Arc) opisano je u
odjeljku „Izbornik postavki za TIG– razina 2”.
Izvor struje raspolaže funkcijom Ignition Time-Out (istek vremena za paljenje).
Ako se pritisne tipka za aktiviranje gorionika, odmah započinje predtok plina. Nakon toga
započinje postupak paljenja. Ako se unutar vremenskog trajanja postavljenog u izborniku
za postavke ne ostvari tok struje, izvor struje sâm se isključuje. Upravljačka ploča prikazuje servisni kôd „no | IGn” (nema | paljenja).
Na gorioniku za zavarivanje JobMaster TIG pojavljuje se indikator „E55”.
Za ponovni pokušaj pritisnite bilo koju tipku na upravljačkoj ploči ili pritisnite tipku gorionika.
Namještanje parametra Ignition Time-Out (ito, istek vremena za paljenje) opisano je u
odjeljku „Izbornik postavki za TIG – razina 2”.
TIG pulsiranje Struja zavarivanja koja je namještena na početku zavarivanja ne pruža uvijek prednosti
za cijeli postupak zavarivanja:
- u slučaju premale snage struje zavarivanja osnovni se materijal ne otapa dovoljno,
- prilikom pregrijavanja postoji opasnost da tekući materijal iscuri iz posude za taljenje.
Pomoć pri tome pruža funkcija TIG pulsiranje (zavarivanje TIG postupkom s pulsirajućom strujom zavarivanja):
niska osnovna struja I-G raste nakon strmog porasta na znatno višu pulsirajuću struju I1 i
nakon postavljenog vremena dcY (Duty cycle) ponovno pada na I-G.
Kod zavarivanja TIG postupkom brzo se tope mali dijelovi mjesta zavarivanja koji se
zatim ponovno brzo stvrdnjavaju.
Kod ručnih primjena pri TIG pulsiranju žica za zavarivanje dodaje se u maksimalnoj fazi
struje (moguće je samo u niskom frekvencijskom području od 0,25 do 5 Hz). Više frekvencije pulsiranja uglavnom se primjenjuju u automatskom načinu rada i služe pretežno
stabilizaciji električnog luka.
TIG pulsiranje primjenjuje se za zavarivanje čeličnih cijevi u prinudnim položajima ili prilikom zavarivanja tankih limova.
78

Funkcioniranje TIG pulsiranja pri odabranom postupku zavarivanja TIG DC:
1/F-P
I
1
I-G
I
t
t
up
t
down
I
S
I
E
dcY
tAC
I
1
I
t
t
up
t
down
I
S
I
E
TIG pulsiranje – tok struje zavarivanja
Legenda:
HR
Funkcija pripajanja
I
S
I
E
t
up
t
Down
Početna struja F-P Frekvencija pulsiranja *)
Završna struja dcY Duty cycle
UpSlope I-G Osnovna struja
DownSlope I
1
Glavna struja
*) (1/F-P = vremenski razmak dvaju impulsa)
Za postupak zavarivanja TIG DC na raspolaganju je funkcija pripajanja.
Čim se postavi vremenski interval za parametar postavki tAC (Spajanje), načinima rada
2-taktni pogon i 4-taktni pogon dodijeljena je funkcija pripajanja. Tijek načinâ rada ostaje
neizmijenjen.
Tijekom namještenog trajanja na raspolaganju stoji pulsirajuća struja zavarivanja koja
optimizira sjedinjavanje posude za taljenje prilikom spajanja dvaju sastavnih dijelova.
Funkcioniranje funkcije spajanja pri odabranom postupku zavarivanja TIG DC:
Funkcija pripajanja – tok struje zavarivanja
79

Legenda:
tAC Trajanje pulsirajuće struje zavarivanja za postupak pripajanja
I
S
I
E
t
up
t
Down
I
1
NAPOMENA!
Za pulsirajuću struju zavarivanja vrijedi:
▶
▶
Pulsirajuća struja zavarivanja započinje
- nakon isteka faze početne struje I
- s UpSlope fazom t
Ovisno o postavljenom vremenu tAC, pulsirajuća struja zavarivanja može se zadržati do
faze završne struje IE, uključujući i tu fazu (parametar postavki tAC postavljen na „ON”).
Nakon isteka vremena tAC dalje se zavaruje konstantnom strujom zavarivanja,
namješteni parametri pulsiranja po potrebi stoje na raspolaganju.
Početna struja
završna struja
UpSlope
DownSlope
glavna struja
Izvor struje automatski regulira parametar pulsiranja ovisno o namještenoj glavnoj
struji I1.
Parametri pulsiranja ne moraju se namjestiti.
S
up
Zavarivanje hladnom žicom TIG
postupkom
NAPOMENA!
Da bi se definiralo vrijeme spajanja, parametar postavki tAC može se kombinirati s
parametrom SPt (vrijeme točkanja).
U kombinaciji s pomicanjem hladne žice moguće je zavarivanje hladnom žicom TIG postupkom.
Način funkcioniranja zavarivanja hladnom žicom TIG postupkom pri postavljenoj pulsirajućoj frekvenciji i odabranom postupku zavarivanja TIG DC:
a) Protok struje
b) Protok brzine žice
80

1/F-P
I
1
I-G
dt2
I
v
D
a)
b)
t
dt1
t
up
t
down
I
S
I
E
Fd.2
Fd.1
t
dcY
Legenda:
HR
I
S
I
E
t
up
t
Down
Početna struja dcY Duty cycle
Završna struja I-G Osnovna struja
UpSlope I
1
DownSlope F-P
Glavna struja
Frekvencija pulsiranja
1)
Fd.1 Brzina žice 1 Fd.2 Brzina žice 2
dt1 Odgoda početka dovoda žice od
početka faze glavne struje I
1)
(1/F-P = vremenski razmak dvaju impulsa)
1
dt2 Odgoda početka dovoda žice od
završetka faze glavne struje I
1
81

Ručno elektrolučno zavarivanje
Sigurnost
Priprema
UPOZORENJE!
Opasnost od nepravilnog rukovanja.
Mogućnost ozbiljnih tjelesnih ozljeda i materijalne štete.
Opisane funkcije primijenite tek nakon što temeljito i s razumijevanjem pročitate ove
▶
upute za upotrebu.
Funkcije opisane u nastavku provedite tek nakon što temeljito i s razumijevanjem
▶
pročitate upute za upotrebu komponenti sustava, a osobito sigurnosne propise!
UPOZORENJE!
Strujni udar može biti smrtonosan.
Ako je izvor struje tijekom instalacije priključen na mrežu, postoji opasnost od teških tjelesnih ozljeda i velike materijalne štete.
Sve radove na uređaju provodite samo ako je mrežni prekidač izvora struje
▶
prebačen u položaj - O -.
Sve radove na uređaju provodite samo ako je izvor struje odvojen od mreže.
▶
isključite rashladne uređaje (postavite parametar postavki C-C na OFF)
1
Prebacite mrežni prekidač u položaj - O -
2
Isključite mrežni prekidač
3
Demontirajte gorionik za TIG zavarivanje
4
priključite maseni kabel i blokirajte ga:
5
- za MagicWave: u priključak za maseni kabel
- za TransTig: u (+) utičnicu za struju
Drugi kraj masenog kabela povežite s izratkom
6
ukopčajte kabel elektrode i blokirajte okretanjem udesno:
7
- za MagicWave: u priključak za gorionik
- za TransTig: u (-) utičnicu za struju
Priključite mrežni utikač
8
Ručno elektrolučno zavarivanje
82
OPREZ!
Opasnost od tjelesnih ozljeda i materijalne štete uslijed električnog udara.
Čim se mrežni prekidač prebaci u položaj - I -, štapna je elektroda u držaču elektroda
pod naponom.
Pripazite da štapna elektroda ne dodiruje osobe ni dijelove koji provode električnu
▶
struju ili su uzemljeni (npr. kućište itd.).
Prebacite mrežni prekidač u položaj - I -
9
Kratko će zasvijetliti svi prikazi na upravljačkoj ploči.
Odaberite pomoću tipke Način rada:
1

način rada Ručno elektrolučno zavarivanje
NAPOMENA!
Ako je odabran način rada Ručno elektrolučno zavarivanje, napon zavarivanja
uspostavlja se s odgodom od 3 sekunde.
Samo MagicWave: pomoću tipke Postupak odaberite željeni postupak zavarivanja:
2
NAPOMENA!
Izvor struje TransTig nema mogućnost prebacivanja između postupaka ručnog
DC- i ručnog DC+ zavarivanja štapnim elektrodama.
Postupak promjene iz postupka ručnog DC- u ručno DC+ elektrolučno zavarivanje za
izvor struje TransTig:
a) Prebacite mrežni prekidač u položaj - O b) Isključite mrežni prekidač
c) zamijenite mjesta držaču elektrode i masenom kabelu na utičnicama za struju
d) Priključite mrežni utikač
Postupak Ručno elektrolučno AC zavarivanje
Postupak Ručno elektrolučno DC zavarivanje
Postupak Ručno elektrolučno DC+ zavarivanje
HR
OPREZ!
Opasnost od tjelesnih ozljeda i materijalne štete uslijed električnog udara.
Čim se mrežni prekidač prebaci u položaj - I -, štapna je elektroda u držaču elektroda pod naponom.
Pripazite da štapna elektroda ne dodiruje osobe ni dijelove koji provode elek-
▶
tričnu struju ili su uzemljeni (npr. kućište itd.)
e) Prebacite mrežni prekidač u položaj - I -
kratko će zasvijetliti svi prikazi na upravljačkoj ploči
Pomoću okretnog gumba namjestite željenu struju zavarivanja
3
Vrijednost za struju zavarivanja prikazuje se na lijevom digitalnom zaslonu.
NAPOMENA!
U osnovi sve zadane vrijednosti parametara postavljene preko okretnog gumba
ostaju spremljene do sljedeće izmjene.
To vrijedi i kada se izvor struje u međuvremenu isključi i ponovno uključi.
Pokrenite postupak zavarivanja
4
Funkcija HotStart Kako bi se postigao optimalan rezultat zavarivanja, u nekim je slučajevima potrebno pos-
taviti funkciju HotStart.
Prednosti
83

- poboljšavanje svojstava paljenja i kod elektroda sa slabim svojstvima paljenja
I (A)
t (s)
0,5 1 1,5
Hti
I
1
HCU
100
150
- bolje otapanje osnovnog materijala u početnoj fazi, time manji broj hladnih mjesta
- značajno izbjegavanje stvaranja uključaka troske
Namještanje raspoloživih parametara opisano je u odjeljku „Izbornik postavki – razina 2”.
Legenda
Hti Hot-current time = vrijeme vruće
struje, 0 – 2 s, tvornička postavka 0,5 s
HCU HotStart-current = HotStart
struja, 0 – 200 %,
tvornička postavka 150 %
I
1
Glavna struja = namještena
struja zavarivanja
Način funkcioniranja
Tijekom namještenog vremena vruće
struje (Hti) struja zavarivanja I1 povećava
se na vrijednost HotStart struje (HCU).
Primjer za funkciju „HotStart”
Za aktivaciju funkcije HotStart, HotStart
struja (HCU) mora biti > 100.
Primjeri postavki:
HCU = 100
HotStart struja odgovara trenutačnoj postavljenoj struji zavarivanja I1.
Funkcija HotStart nije aktivirana.
HCU = 170
HotStart struja viša je za 70 % od trenutačne postavljene struje zavarivanja I1.
Funkcija HotStart je aktivirana.
HCU = 200
Vruća početna struja odgovara dvostrukoj vrijednosti trenutačne postavljene struje zavarivanja I1.
Funkcija HotStart je aktivirana, HotStart struja je na maksimumu.
HCU = 2 x I
1
Funkcija AntiStick
84
Kod kraćih električnih lukova napon zavarivanja može toliko pasti da štapna elektroda
teži lijepljenju. Osim toga, može doći do žarenja štapne elektrode.
Ako je aktivna funkcija Anti-Stick sprečava se žarenje. Ako se štapna elektroda počinje
lijepiti, izvor struje odmah isključuje struju zavarivanja. Nakon odvajanja štapne elektrode
s izratka bez problema je moguće nastaviti postupak zavarivanja.
Funkciju Anti-Stick moguće je aktivirati i deaktivirati u izborniku za postavke: razina 2.

Pogon Job
Općenito Način rada Job povećava kvalitetu u proizvodnji zavarivanjem, kao i u ručnim pogonima
te automatiziranim pogonima.
Do 100 dokazanih Jobova (radnih točaka) moguće je reproducirati u pogonu Job, bez
potrebe za ručnom dokumentacijom parametara.
Dodatna je prednost trenutna spremnost izvora struje na zavarivanje sa željenim parametrima. Prema tijeku izrade možete rasporediti Jobove u odgovarajućem redoslijedu.
Također je podržano grupiranje Jobova (npr. prema različitim sastavnim dijelovima).
Rezultat su minimalno trajanje prekidâ rada uz kvalitetu koju je moguće potpuno reproducirati.
Kratice U radu s radnim točkama mogu se prikazati sljedeće poruke:
- - - ..... Na programskom mjestu ne nalazi se radna točka (pozivanje radne točke)
nPG ....Na programskom mjestu ne nalazi se radna točka (spremanje radne točke)
PrG .... Na programskom mjestu nalazi se radna točka
Pro ..... Kratkotrajni prikaz tijekom spremanja
dEL .... Kratkotrajni prikaz tijekom brisanja
HR
Spremiti radnu
točku
NAPOMENA!
Izrada radnih točki ne vrši se u postupku načina rada Job.
Radne točke mogu se izraditi u postupcima Zavarivanje TIG AC postupkom, Zavarivanje
TIG DC postupkom i Ručno zavarivanje štapnim elektrodama.
Nijedna radna točka nije tvornički programirana. Kako biste izradili radnu točku, postupite
na sljedeći način:
namjestite parametre zavarivanja koje je potrebno spremiti kao radnu točku
1
NAPOMENA!
Spremaju se sve trenutačne postavke.
Iznimka: Postavke specifične za izvore struje u izborniku postavki - razina 2
Kratko pritisnite tipku Store (Pohraniti) kako biste prešli na izbornik Job.
2
Prikazuje se prvo slobodno programsko mjesto za radnu točku.
85

Pomoću okretnog gumba odaberite željeno programsko mjesto ili zadržite
3
predloženo programsko mjesto.
Pritisnite i držite tipku Store (Pohraniti)
4
NAPOMENA!
Ako se na odabranom programskom mjestu već nalazi radna točka, preko
postojeće prepisat će se nova radna točka.
Tu radnju nije moguće poništiti.
Na lijevom digitalnom zaslonu prikazano je „Pro” – radna točka sprema se na
prethodno namješteno programsko mjesto.
Ako se na lijevom digitalnom zaslonu prikazuje „PrG”, postupak spremanja je
dovršen.
Pozivanje radne
točke
Pustite tipku Store (Pohraniti)
5
Kratko pritisnite tipku Store (Pohraniti) kako biste napustili izbornik Job.
6
Izvor struje prebacuje se na postavku koja je bila aktivna prije spremanja radne
točke.
NAPOMENA!
Prije pozivanja Joba osigurajte da je sustav za zavarivanje konstruiran i instaliran
u skladu s Jobom.
1
Pomoću tipke Način rada odaberite način rada Job.
Prikazuje se posljednje korištena radna točka.
86

Pomoću okretnog gumba odaberite željenu radnu točku
+
-
(1)
(1) (1) (1)
Job (1)
Job (2)
Job (3)
Job (4)
nPG (5)
Job (6)
Job (7)
Job (8)
nPG (9)
nPG (10)
Job (11)
Job (12)
Job (13)
(a) (b) (c)
2
- Tipkama Odabir parametara lijevo i desno možete pregledavati postavke programirane u radnoj točki. Nije moguće promijeniti postavke.
- Prikazuju se način rada i postupak zavarivanja (MagicWave) spremljene radne
točke.
- Prilikom pozivanja radne točke na izvoru struje nije moguće odabrati programska mjesta koja nisu zauzeta (simbolizirano s „- - -”).
Pokretanje postupka zavarivanja
3
Zavarivanje se vrši prema parametrima za zavarivanje koji su spremljeni u radnoj
točki. Tijekom postupka zavarivanja bez prekida se moguće prebaciti na drugu radnu
točku (npr. na robotski pogon).
Prebacivanjem na drugi postupak prekida se način rada Job.
HR
Pozivanje radne
točke preko
gorionika JobMaster TIG
Radne točke za TIG mogu se odabrati i pomoću gorionika za zavarivanje JobMaster TIG
ako je odabran način rada Job.
Pomoću gorionika za zavarivanje JobMaster TIG moguće je odabrati samo programirana
programska mjesta. Pri spremanju je moguće grupiranje radnih točaka koje pripadaju
zajedno, tako što se nakon svake skupine radnih točaka zadrži jedno nezauzeto programsko mjesto.
Pri pozivanju radnih točki putem gorionika JobMaster TIG tipkom Mode (1) prelazi se iz
radnih točki jedne grupe u radne točke druge grupe.
Primjer za pozivanje radnih točki putem gorionika JobMaster TIG
Legenda:
a) ... Grupa 1 b) ... Grupa 2 c) ... Grupa 3
Prelazak na radne točke druge grupe pomoću gorionika JobMaster TIG:
- tipku Postavke parametara (1) držati pritisnutom dulje od 2 s
- prelazi se na sljedeću višu ili nižu grupu
NAPOMENA!
Prelazak iz grupe u grupu nije moguć tijekom zavarivanja.
87

Kopiranje /
pisanje preko
radne točke
U načinu rada Job moguće je radnu točku koja je već spremljena na jedno programsko
mjesto kopirati na drugo proizvoljno programsko mjesto. Kako biste kopirali radnu točku,
postupite na sljedeći način:
1
Pomoću tipke Način rada odaberite način rada Job.
Prikazuje se posljednje korištena radna točka.
Pomoću okretnog gumba odaberite željenu radnu točku
2
Kratko pritisnite tipku Store (Pohraniti) kako biste prešli na izbornik Job.
3
Prikazuje se prijedloženo prvo slobodno programsko mjesto za radnu točku koja se
kopira.
Pomoću okretnog gumba odaberite željeno programsko mjesto ili zadržite
4
predloženo programsko mjesto.
Pritisnite i držite tipku Store (Pohraniti)
5
NAPOMENA!
Ako se na odabranom programskom mjestu već nalazi radna točka, preko
postojeće prepisat će se nova radna točka.
Tu radnju nije moguće poništiti.
Na lijevom digitalnom zaslonu prikazan je „Pro” – radna točka se kopira na
prethodno namješteno programsko mjesto.
Ako se na lijevom digitalnom zaslonu prikazuje „PrG”, postupak kopiranja je dovršen.
Pustite tipku Store (Pohraniti)
6
Kratko pritisnite tipku Store (Pohraniti) kako biste napustili izbornik Job
7
Izvor struje prebacuje se na postavku koja je bila aktivna prije kopiranja radne točke.
88

Brisanje radne
točke
Spremljene radne točke moguće je ponovno izbrisati. Kako biste izbrisali radnu točku,
postupite na sljedeći način:
Kratko pritisnite tipku Store (Pohraniti) kako biste prešli na izbornik Job.
1
Prikazuje se prvo slobodno programsko mjesto.
Pomoću okretnog gumba odaberite radnu točku koju je potrebno izbrisati (na tipki za
2
provjeru plina svijetli simbol „DEL” (IZBRIŠI))
Pritisnite i držite tipku za provjeru plina „DEL” (IZBRIŠI).
3
Na lijevom digitalnom zaslonu prikazuje se „DEL” (IZBRIŠI) – Job se briše.
Ako se na lijevom digitalnom zaslonu prikazuje „nPG”, postupak brisanja je dovršen.
HR
otpustite tipku Provjera plina
4
Kratko pritisnite tipku Store (Pohraniti) kako biste napustili izbornik Job.
5
Izvor struje prebacuje se na postavku koja je bila aktivna prije brisanja radne točke.
89

90

Postavljanje postavki
91

92

Korekcija Joba
Općenito U izborniku Korekcija radne točke parametre postavki moguće je prilagoditi posebnim
zahtjevima pojedinačnih radnih točki.
HR
Uđite u izbornik
Korekcija radne
točke
Izmjena parametra
Pomoću tipke Način rada odaberite način rada „Job”
1
Pritisnite i držite tipku Store (Pohraniti)
2
Pritisnite tipku Način rada
3
Električni generator sada je u izborniku Korekcija radne točke. Prikazuje
se prvi parametar „Job”. Parametar „Job” služi za odabir radnih točaka
za koje je potrebno prilagoditi parametre.
okretnim gumbom odaberite radnu točku čije parametre treba izmijeniti
1
pomoću tipke Odabir parametara lijevo ili desno odaberite parametar koji
2
treba korigirati
pomoću okretnog gumba promijenite vrijednost parametra
3
VAŽNO! Izmijenjeni parametri odmah se spremaju i preuzimaju za pos-
tupak zavarivanja.
Napuštanje izbornika Korekcija
Joba
Parametri u izborniku Korekcija
radne točke koji
se mogu korigirati
Pritisnite tipku Store (Pohraniti)
1
NAPOMENA!
Neki parametri posebno vrijede za izbornik Korekcija radne točke i odnose se
npr.na izmjenu postavki koje su spremljene prilikom prvog spremanja radne točke
na kontrolnoj ploči.
Na popisu u nastavku nalazi se odgovarajuće objašnjenje za te parametre i navedena su
područja postavki za njih.
Sljedeće parametre možete mijenjati za svaku spremljenu radnu točku:
Eld
Electrode Diameter – promjer elektrode
Jedinica mjere mm in.
Raspon postavke OFF (isključeno) – maks. OFF (isključeno) – maks.
Tvornička postavka 2,4 0.095
93

I-S
I (current) – Starting – početna struja I
S
Jedinica mjere % (od glavne struje I1)
Raspon postavke 0 – 200
Tvornička postavka 35
UPS
Up-Slope tup – vrijeme za prijelaz od početne struje Is na glavnu struju I
Jedinica mjere s
Raspon postavke 0,0 – 9,9
Tvornička postavka 0,5
I-1
I (current)-1 – glavna struja I
Jedinica mjere A
1
1
Raspon postavke MW 1700 Job......3 – 170
MW 2200 Job......3 – 220
MW 2500 Job......3 – 250
MW 3000 Job......3 – 300
MW 4000 Job......3 – 400
MW 5000 Job......3 – 500
TT 800 Job.....0,5 – 80,0
TT 2200 Job...3 – 220
TT 2500 Job...3 – 250
TT 3000 Job...3 – 300
TT 4000 Job...3 – 400
TT 5000 Job...3 – 500
Tvornička postavka -
I-2
I (current)-2 – padajuća struja I2 (aktivno samo u 4-taktnom pogonu)
Jedinica mjere % (od glavne struje I1)
Raspon postavke 0 – 100
Tvornička postavka 50
dSL
Down-Slope t
– vrijeme za prijelaz od glavne struje I1 na završnu struju I
down
Jedinica mjere s
Raspon postavke 0,0 – 9,9
Tvornička postavka 1,0
I-E
I (current) – End – završna struja I
E
E
94
Jedinica mjere % (od glavne struje I1)
Raspon postavke 0 – 100
Tvornička postavka 30
JSL
Job Slope – Za izmjenu radnih točaka tijekom zavarivanja. „JSL” je vrijeme za nepreki-
nut prijelaz struje zavarivanja od trenutačne radne točke do one radne točke na koju je
potrebno prijeći.
Jedinica mjere s
Raspon postavke OFF / 0,1 – 9,9
Tvornička postavka „OFF”
VAŽNO! Job-Slope „JSL” možete postaviti zasebno za svaku spremljenu radnu točku.

NAPOMENA!
Prebacivanje s jedne radne točke na sljedeću bez prekidanja postupka zavarivanja
moguće je samo s pomoću gorionika JobMaster TIG, sučelja robota ili sabirnice
polja.
GPr
Gas pre-flow time – Vrijeme predprotoka plina
Jedinica mjere s
Raspon postavke 0 – 9,9
Tvornička postavka 0,4
G-L
Gas-Low – Vrijeme naknadnog protoka plina pri minimalnoj struji zavarivanja
(minimalno vrijeme naknadnog protoka plina)
Jedinica mjere s
Raspon postavke 0 – 25
Tvornička postavka 5
G-H
Gas-High – povećanje vremena naknadnog protoka plina pri maksimalnoj struji zavarivanja
Jedinica mjere s
HR
Raspon postavke 0 – 40 / Aut
Tvornička postavka Aut
Dodatne informacije o parametru G-H nalaze se u izborniku postavki za TIG.
tAC
Tacking – funkcija pripajanja: Trajanje pulsirajuće struje zavarivanja za početak
postupka pripajanja
Jedinica mjere s
Raspon postavke OFF (isključeno) / 0,1 – 9,9 /
ON (uključeno)
Tvornička postavka „OFF”
Dodatne informacije o parametru tAC nalaze se u izborniku postavki za TIG.
F-P
Frequency-pulsing – Pulsirajuća frekvencija
Jedinica mjere Hz / kHz
Raspon postavke OFF / 0,20 Hz – 2,00 kHz
Tvornička postavka „OFF”
Dodatne informacije o parametru F-P nalaze se u izborniku postavki za TIG.
dcY
Duty cycle – odnos trajanja impulsa u odnosu na trajanje osnovne struje pri postavljenoj
pulsirajućoj frekvenciji
Jedinica mjere %
Raspon postavke 10 – 90
Tvornička postavka 50
95

I-G
I (current)-Ground – osnovna struja
Jedinica mjere % (od glavne struje I1)
Raspon postavke 0 – 100
Tvornička postavka 50
tri
trigger – odabir načina rada
Jedinica mjere -
Raspon postavke 2t / 4t
2t = način rada 2-taktni pogon
4t = način rada 4-taktni pogon
SPt
Spot-welding time – vrijeme točkanja
Jedinica mjere s
Raspon postavke OFF (isključeno) / 0,01 – 9,9
Tvornička postavka „OFF”
Dodatne informacije o parametru SPt nalaze se u izborniku postavki za TIG.
t-S
time-Starting – vrijeme početne struje
Jedinica mjere s
Raspon postavke OFF (isključeno) / 0,01 – 9,9
Tvornička postavka „OFF”
Dodatne informacije o parametru t-S nalaze se u izborniku postavki za TIG.
t-E
time-End – vrijeme završne struje
Jedinica mjere s
Raspon postavke OFF (isključeno) / 0,01 – 9,9
Tvornička postavka „OFF”
Dodatne informacije o parametru t-E nalaze se u izborniku postavki za TIG.
POL
Polarity – polaritet struje zavarivanja
Jedinica mjere -
Raspon postavke AC / nEG / POS
AC = AC zavarivanje
nEG = DC- zavarivanje
POS = DC+ zavarivanje
ACF
AC-frequency – AC-frekvencija
96
Jedinica mjere Hz
Raspon postavke Syn / 40 - 250
Tvornička postavka 60
Dodatne informacije o parametru ACF nalaze se u izborniku postavki
AC / izmjenjivanje polova.

Io
Pomak AC struje
Jedinica mjere %
Raspon postavke -70 do +70
Tvornička postavka 0
Dodatne informacije o parametru Io nalaze se u izborniku postavki
AC / izmjenjivanje polova.
bAL
Balance – odnos između kapaciteta taljenja i učinka čišćenja
Jedinica mjere 1
Raspon postavke -5 do +5
Tvornička postavka 0
HR
-5
+5
I-c
I (current) correction - I1–područje korekcije za učitavanje radne točke
Jedinica mjere %
Raspon postavke OFF / 1 – 100
Tvornička postavka „OFF”
VAŽNO! Područje korekcije I1 vrijedi samo za učitavanje radne točke.
U radnim točkama sve su postavke fiksno spremljene. Parametar I-c ipak omogućava
dodatnu korekciju glavne struje I1.
Primjer
Parametar postavki I-c postavljen je na 30 %:
- Struja zavarivanja I1 može se smanjivati ili povećavati za do 30 %.
VAŽNO! Svaka naknadna korekcija glavne struje I1 vraća se na početne vrijednosti prili-
kom isključivanja izvora struje.
Fd.1
Feeder 1 – Brzina žice 1 (opcija pomicanja hladne žice)
= najviši kapacitet taljenja, najmanji učinak čišćenja
= najveći učinak čišćenja, najniži kapacitet taljenja
Jedinica mjere m/min ipm.
Raspon postavke OFF (isključeno) / 0,1 – maks. OFF (isključeno) / 3.94 –
maks.
Tvornička postavka „OFF” „OFF”
Fd.2
Feeder 2 – Brzina žice 2 (opcija pomicanja hladne žice)
Jedinica mjere m/min ipm.
Raspon postavke OFF (isključeno) / 0,1 – maks. OFF (isključeno) / 3.94 –
maks.
Tvornička postavka „OFF” „OFF”
Dodatne informacije o parametru Fd.2 nalaze se u izborniku postavki za TIG.
97

dYn
dynamic – korekcija dinamike
Jedinica mjere -
Raspon postavke 0 – 100
Tvornička postavka 20
Dodatne informacije o parametru dYn nalaze se u izborniku postavki za štapne elek-
trode.
HCU
Hot-start current – Struja Hotstart
Jedinica mjere %
Raspon postavke 0 – 200
Tvornička postavka 150
dt1
delay time 1 – odgoda početka dovoda žice od početka faze glavne struje I1 (opcija
pomicanja hladne žice)
Jedinica mjere s
Raspon postavke OFF / 0,1 – 9,9
Tvornička postavka „OFF”
dt2
delay time 2 – Odgoda početka dovoda žice od završetka faze glavne struje I1 (opcija
pomicanja hladne žice)
Jedinica mjere s
Raspon postavke OFF / 0,1 – 9,9
Tvornička postavka „OFF”
Fdi
Feeder inching – brzina uvlačenja žice (opcija pomicanja hladne žice)
Jedinica mjere m/min ipm.
Raspon postavke 1,0 – maks. 39.37 – maks.
Tvornička postavka 5 197
Fdb
Feeder backward – brzina povlačenja žice (opcija pomicanja hladne žice)
Jedinica mjere mm in.
Raspon postavke OFF / 1 – 50 OFF / 0.04 – 1.97
Tvornička postavka „OFF” „OFF”
Dodatne informacije o parametru Fdb nalaze se u izborniku postavki za TIG.
98

Izbornik postavki
Općenito Izbornik postavki nudi jednostavan pristup znanju stručnjaka za izvore struje te dodatnim
funkcijama. U izborniku za postavke moguće je jednostavno prilagođavanje parametara
na različite zadatke.
- U izborniku postavki nalaze se svi parametri postavki s neposrednim djelovanjem na
postupak zavarivanja.
- Na 2. razini izbornika postavki nalaze se svi parametri postavki za standardno
namještanje uređaja za zavarivanje.
Parametri su raspoređeni prema logičnim grupama. Pojedine grupe otvaraju se kombinacijama tipki koje su im dodijeljene.
Pregled „Izbornik postavki” sastoji se od sljedećih odjeljaka:
- Izbornik postavki Zaštitni plin
- Izbornik postavki TIG
- Izbornik postavki TIG – razina 2
- Izbornik postavki za AC / izmjenjivanje polova
- Izbornik postavki za AC / izmjenjivanje polova – razina 2
- izbornik postavki za štapnu elektrodu
- Izbornik postavki Štapna elektroda – razina 2
- Prikaži otpor strujnog kruga zavarivanja r
- Prikaži induktivitet strujnog kruga zavarivanja L
HR
99

Izbornik za postavke Zaštitni plin
Općenito Izbornik postavki Zaštitni plin nudi jednostavan pristup postavkama za zaštitni plin.
Ulaz u izbornik
postavki Zaštitni
plin
Izmjena parametra
Napuštanje izbornika postavki
Parametri u izborniku postavki
Zaštitni plin
Pritisnite i držite tipku Store (Pohraniti)
1
Pritisnite tipku Provjera plina
2
Izvor struje sada se nalazi u izborniku za postavke Zaštitni plin. Prikazuje se posljednje odabrani parametar.
pomoću tipke Odabir parametara lijevo ili desno odaberite parametar koji
1
treba izmijeniti
pomoću okretnog gumba promijenite vrijednost parametra
2
Pritisnite tipku Način rada
1
Podaci „min.” i „maks.” upotrebljavaju se kod raspona namještanja koji se razlikuju
ovisno o izvoru struje, sustavu za pomicanje žice, programu zavarivanja itd.
GPr
Gas pre-flow time – Vrijeme predprotoka plina
Jedinica mjere s
Raspon postavke 0,0 – 9,9
Tvornička postavka 0,4
G-L
Gas-Low – Vrijeme naknadnog protoka plina pri minimalnoj struji zavarivanja
(minimalno vrijeme naknadnog protoka plina)
Jedinica mjere s
Raspon postavke 0 – 25
Tvornička postavka 5
G-H
Gas-High – povećanje vremena naknadnog protoka plina pri maksimalnoj struji zavarivanja
Jedinica mjere s
Raspon postavke 0 – 40 / Aut
Tvornička postavka Aut
100
 Loading...
Loading...