

Fronius TransTig 2200-5000 Comfort, MagicWave 2200-5000 Comfort Operating Instruction [ET, DE]

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TransTig 2200 / 2500 Comfort
TransTig 3000 / 4000 Comfort
TransTig 5000 Comfort
MagicWave 2200 / 2500 Comfort
MagicWave 3000 / 4000 Comfort
MagicWave 5000 Comfort
Bedienungsanleitung
DE
WIG-Stromquelle
42,0426,0063,DE 022-10122020


Inhaltsverzeichnis
Sicherheitsvorschriften 8
Erklärung Sicherheitshinweise 8
Allgemeines 8
Bestimmungsgemäße Verwendung 9
Umgebungsbedingungen 9
Verpflichtungen des Betreibers 9
Verpflichtungen des Personals 9
Netzanschluss 10
Selbst- und Personenschutz 10
Angaben zu Geräuschemissions-Werten 11
Gefahr durch schädliche Gase und Dämpfe 11
Gefahr durch Funkenflug 11
Gefahren durch Netz- und Schweißstrom 12
Vagabundierende Schweißströme 13
EMV Geräte-Klassifizierungen 13
EMV-Maßnahmen 13
EMF-Maßnahmen 14
Besondere Gefahrenstellen 14
Anforderung an das Schutzgas 15
Gefahr durch Schutzgas-Flaschen 16
Gefahr durch austretendes Schutzgas 16
Sicherheitsmaßnahmen am Aufstellort und beim Transport 16
Sicherheitsmaßnahmen im Normalbetrieb 17
Inbetriebnahme, Wartung und Instandsetzung 18
Sicherheitstechnische Überprüfung 18
Entsorgung 18
Sicherheitskennzeichnung 18
Datensicherheit 19
Urheberrecht 19
DE
Allgemeine Informationen 21
Allgemeines 23
Gerätekonzept 23
Funktionsprinzip 23
Einsatzgebiete 23
Systemkomponenten 24
Allgemeines 24
Übersicht 24
Bedienelemente und Anschlüsse 25
Beschreibung der Bedienpanele 27
Allgemeines 27
Sicherheit 27
BedienpanelMagicWave Comfort 27
BedienpanelTransTig Comfort 29
Anschlüsse, Schalter und mechanische Komponenten 31
MagicWave 2200 Comfort 31
MagicWave2500 / 3000 Comfort 32
MagicWave4000 / 5000 Comfort 33
TransTig2200 Comfort 34
TransTig2500 / 3000 Comfort 35
TransTig4000 / 5000 Comfort 36
Installation und Inbetriebnahme 37
Mindestausstattung für den Schweißbetrieb 39
Allgemeines 39
WIG AC Schweißen 39
WIG DC Schweißen 39
3

WIG-Schweißen automatisiert 39
Stabelektroden-Schweißen 39
Vor Installation und Inbetriebnahme 40
Sicherheit 40
Bestimmungsgemäße Verwendung 40
Aufstellbestimmungen 40
Netzanschluss 40
Inbetriebnahme 42
Sicherheit 42
Anmerkungen zum Kühlgerät 42
Allgemeines 42
Gasflasche anschließen 43
Masseverbindung zum Werkstück herstellen 43
Schweißbrenner anschließen 43
Schweißbetrieb 45
WIG-Betriebsarten 47
Sicherheit 47
Symbolik und Erklärung 47
2-Takt Betrieb 48
Punktieren 48
4-Takt Betrieb 49
Sonder 4-Takt Betrieb: Variante 1 49
Sonder 4-Takt Betrieb: Variante 2 50
Sonder 4-Takt Betrieb: Variante 3 50
Sonder 4-Takt Betrieb: Variante 4 51
Kalottenbildung und Überbelastung der Kalotte 52
Kalottenbildung 52
Überbelastung der Kalotte 52
WIG-Schweißen 53
Sicherheit 53
Schweißparameter: Anzeige und Navigation 53
Schweißparameter bei WIG 53
Vorbereitung 56
WIG-Schweißen 56
Lichtbogen zünden 59
Allgemeines 59
Lichtbogen zünden mittels Hochfrequenz(HF-Zünden) 59
Berührungszünden 60
Schweißende 61
Sonderfunktionen und Optionen 62
Funktion Lichtbogen-Abriss Überwachung 62
Funktion Ignition Time-Out 62
WIG-Pulsen 62
Heftfunktion 63
WIG Kaltdraht-Schweißen 64
Stabelektroden-Schweißen 66
Sicherheit 66
Schweißparameter: Anzeige und Navigation 66
Schweißparameter bei Stabelektroden 67
Vorbereitung 68
Stabelektroden-Schweißen 69
Funktion Hot-Start 71
Startstrom < 100 % (Soft-Start) 71
Funktion Anti-Stick 72
Job-Schweißen 73
Sicherheit 73
Schweißparameter: Anzeige und Navigation 73
Schweißparameter bei WIG 73
Schweißparameter bei Stabelektroden 76
Vorbereitung 78
4

Job-Schweißen 79
Job-Schweißen beenden 81
Einstellungen als Job speichern 83
Allgemeines 83
Vorbereitung 83
Einstellungen als Job speichern 84
Job speichern beenden 89
Setup Einstellungen 91
Das Setup-Menü 93
Allgemeines 93
Übersicht 93
WIG-Setup 94
In das WIG-Setup einsteigen 94
Parameter ändern 95
WIG-Setup verlassen 96
Parameter im WIG-Setup 97
WIG-Setup 2nd 100
In das WIG-Setup 2nd einsteigen 100
Parameter ändern 100
WIG-Setup 2nd verlassen 101
Parameter im WIG-Setup 2nd 103
AC-Setup 107
Allgemeines 107
In das AC-Setup einsteigen 107
Parameter ändern 108
AC-Setup verlassen 109
Parameter im AC-Setup 110
AC-Setup 2nd 112
Allgemeines 112
In das AC-Setup 2nd einsteigen 112
Parameter ändern 112
AC-Setup 2nd verlassen 114
Parameter im AC-Setup 2nd 115
Gas-Setup 117
Allgemeines 117
In das Gas-Setup einsteigen 117
Parameter ändern 118
Gas-Setup verlassen 119
Parameter im Gas-Setup 120
Kaltdraht-Setup 123
Allgemeines 123
In das AC-Setup einsteigen 123
Parameter ändern 124
Kaltdraht-Setup verlassen 125
Parameter im Kaltdraht-Setup 126
PushPull-Einheit abgleichen 128
Allgemeines 128
PushPul-Einheit abgleichen 128
Allgemeines 130
Service-Codes beim Abgleichen der PushPull-Einheit 131
Stabelektr.-Setup (Stabelektroden Setup) 135
In das Stabelektroden-Setup einsteigen 135
Parameter ändern 136
Stabelektroden-Setup verlassen 137
Parameter im Stabelektroden-Setup 137
Stabelektr.-Setup 2nd (Stabelektroden Setup 2nd) 139
In das Stabelektroden-Setup 2nd einsteigen 139
Parameter ändern 139
Stabelektroden-Setup 2nd verlassen 140
Parameter im Stabelektroden-Setup 2nd 142
DE
5

AC-Setup (für Stabelektroden) 145
Allgemeines 145
In das AC-Setup einsteigen 145
Parameter ändern 146
AC-Setup verlassen 147
Parameter im AC-Setup 147
Job 149
Allgemeines 149
In das Job Setup-Menü einsteigen 149
Speichern / Abrufen 149
Übersicht 150
Job optimieren 151
Job optimieren 151
Job umbenennen 153
Job optimieren beenden 155
Einstellbare WIG-Parameter 156
Einstellbare Stabelektroden-Parameter 161
Job löschen 165
Job löschen 165
Grundeinstellung 168
Allgemeines 168
In die Grundeinstellungen einsteigen 168
Parameter ändern 169
Grundeinstellungen verlassen 170
Grundeinstellungs-Parameter 171
Info 172
Allgemeines 172
Infoscreen aufrufen 172
Infoscreen verlassen 173
Einträge im Infoscreen 174
Tasten sperren 175
Allgemeines 175
Tasten sperren 175
Tastensperre aufheben 176
Factory - Schweißanlage zurücksetzen 177
Allgemeines 177
Factory - Schweißanlage zurücksetzen 177
L/R-Abgleich 179
Abkürzungen 179
Allgemeines zur Schweißkreis-Induktivität L 179
Allgemeines zum Schweißkreis-Widerstand R 179
L/R-Abgleich 179
Fehlerbehebung und Wartung 183
Fehlerdiagnose, Fehlerbehebung 185
Allgemeines 185
Sicherheit 185
Angezeigte Service-Codes 185
Angezeigte Service-Codes in Verbindung mit der Option Digital Gas Control 191
Angezeigte Service-Codes in Verbindung mit Kaltdraht-Vorschub 191
Fehlerdiagnose Stromquelle 192
Pflege, Wartung und Entsorgung 195
Allgemeines 195
Sicherheit 195
Bei jeder Inbetriebnahme 195
Alle 2 Monate 196
Alle 6 Monate 196
Entsorgung 196
Anhang 197
Durchschnittliche Verbrauchswerte beim Schweißen 199
6

Durchschnittlicher Drahtelektroden-Verbrauch beim MIG/MAG-Schweißen 199
Durchschnittlicher Schutzgas-Verbrauch beim MIG/MAG-Schweißen 199
Durchschnittlicher Schutzgas-Verbrauch beim WIG-Schweißen 199
Technische Daten 200
Sonderspannung 200
Übersicht mit kritischen Rohstoffen, Produktionsjahr des Gerätes 200
MagicWave 2200 Comfort 200
MagicWave 2500 Comfort 201
MagicWave 3000 Comfort 202
MagicWave 2500 Comfort MV 203
MagicWave 3000 Comfort MV 204
MagicWave 4000 Comfort 205
MagicWave 4000 Comfort MV 206
MagicWave 5000 Comfort 207
MagicWave 5000 Comfort MV 208
TransTig 2200 Comfort 209
TransTig 2500 Comfort 210
TransTig 3000 Comfort 211
TransTig 2500 Comfort MV 212
TransTig 3000 Comfort MV 213
TransTig 4000 Comfort 215
TransTig 4000 Comfort MV 216
TransTig 5000 Comfort 216
TransTig 5000 Comfort MV 217
Erklärung der Fußnoten 218
DE
7

Sicherheitsvorschriften
Erklärung Sicherheitshinweise
GEFAHR!
Bezeichnet eine unmittelbar drohende Gefahr.
Wenn sie nicht gemieden wird, sind Tod oder schwerste Verletzungen die Folge.
▶
WARNUNG!
Bezeichnet eine möglicherweise gefährliche Situation.
Wenn sie nicht gemieden wird, können Tod und schwerste Verletzungen die Folge
▶
sein.
VORSICHT!
Bezeichnet eine möglicherweise schädliche Situation.
Wenn sie nicht gemieden wird, können leichte oder geringfügige Verletzungen sowie
▶
Sachschäden die Folge sein.
HINWEIS!
Bezeichnet die Möglichkeit beeinträchtigter Arbeitsergebnisse und von Schäden
an der Ausrüstung.
Allgemeines Das Gerät ist nach dem Stand der Technik und den anerkannten sicherheitstechnischen
Regeln gefertigt. Dennoch drohen bei Fehlbedienung oder Missbrauch Gefahr für
- Leib und Leben des Bedieners oder Dritte,
- das Gerät und andere Sachwerte des Betreibers,
- die effiziente Arbeit mit dem Gerät.
Alle Personen, die mit der Inbetriebnahme, Bedienung, Wartung und Instandhaltung des
Gerätes zu tun haben, müssen
- entsprechend qualifiziert sein,
- Kenntnisse vom Schweißen haben und
- diese Bedienungsanleitung vollständig lesen und genau befolgen.
Die Bedienungsanleitung ist ständig am Einsatzort des Gerätes aufzubewahren.
Ergänzend zur Bedienungsanleitung sind die allgemein gültigen sowie die örtlichen
Regeln zu Unfallverhütung und Umweltschutz zu beachten.
Alle Sicherheits- und Gefahrenhinweise am Gerät
- in lesbarem Zustand halten
- nicht beschädigen
- nicht entfernen
- nicht abdecken, überkleben oder übermalen.
Die Positionen der Sicherheits- und Gefahrenhinweise am Gerät, entnehmen Sie dem
Kapitel „Allgemeines“ der Bedienungsanleitung Ihres Gerätes.
Störungen, die die Sicherheit beeinträchtigen können, vor dem Einschalten des Gerätes
beseitigen.
Es geht um Ihre Sicherheit!
8

Bestimmungsgemäße Verwendung
Das Gerät ist ausschließlich für Arbeiten im Sinne der bestimmungsgemäßen Verwendung zu benutzen.
Das Gerät ist ausschließlich für die am Leistungsschild angegebenen Schweißverfahren
bestimmt.
Eine andere oder darüber hinaus gehende Benutzung gilt als nicht bestimmungsgemäß.
Für hieraus entstandene Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
- das vollständige Lesen und Befolgen aller Hinweise aus der Bedienungsanleitung
- das vollständige Lesen und Befolgen aller Sicherheits- und Gefahrenhinweise
- die Einhaltung der Inspektions- und Wartungsarbeiten.
Das Gerät niemals für folgende Anwendungen verwenden:
- Auftauen von Rohren
- Laden von Batterien/Akkumulatoren
- Start von Motoren
Das Gerät ist für den Betrieb in Industrie und Gewerbe ausgelegt. Für Schäden, die auf
den Einsatz im Wohnbereich zurückzuführen sind, haftet der Hersteller nicht.
Für mangelhafte oder fehlerhafte Arbeitsergebnisse übernimmt der Hersteller ebenfalls
keine Haftung.
DE
Umgebungsbedingungen
Verpflichtungen
des Betreibers
Betrieb oder Lagerung des Gerätes außerhalb des angegebenen Bereiches gilt als nicht
bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Temperaturbereich der Umgebungsluft:
- beim Betrieb: -10 °C bis + 40 °C (14 °F bis 104 °F)
- bei Transport und Lagerung: -20 °C bis +55 °C (-4 °F bis 131 °F)
Relative Luftfeuchtigkeit:
- bis 50 % bei 40 °C (104 °F)
- bis 90 % bei 20 °C (68 °F)
Umgebungsluft: frei von Staub, Säuren, korrosiven Gasen oder Substanzen, usw.
Höhenlage über dem Meeresspiegel: bis 2000 m (6561 ft. 8.16 in.)
Der Betreiber verpflichtet sich, nur Personen am Gerät arbeiten zu lassen, die
- mit den grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung vertraut und in die Handhabung des Gerätes eingewiesen sind
- diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschriften“ gelesen, verstanden und dies durch ihre Unterschrift bestätigt haben
- entsprechend den Anforderungen an die Arbeitsergebnisse ausgebildet sind.
Das sicherheitsbewusste Arbeiten des Personals ist in regelmäßigen Abständen zu
überprüfen.
Verpflichtungen
des Personals
Alle Personen, die mit Arbeiten am Gerät beauftragt sind, verpflichten sich, vor Arbeitsbeginn
- die grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung zu befolgen
- diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschriften“ zu
lesen und durch ihre Unterschrift zu bestätigen, dass sie diese verstanden haben
und befolgen werden.
9

Vor Verlassen des Arbeitsplatzes sicherstellen, dass auch in Abwesenheit keine Personen- oder Sachschäden auftreten können.
Netzanschluss Geräte mit hoher Leistung können auf Grund ihrer Stromaufnahme die Energiequalität
des Netzes beeinflussen.
Das kann einige Gerätetypen betreffen in Form von:
- Anschluss-Beschränkungen
-
Anforderungen hinsichtlich maximal zulässiger Netzimpedanz
-
Anforderungen hinsichtlich minimal erforderlicher Kurzschluss-Leistung
*)
jeweils an der Schnittstelle zum öffentlichen Netz
*)
*)
siehe Technische Daten
In diesem Fall muss sich der Betreiber oder Anwender des Gerätes versichern, ob das
Gerät angeschlossen werden darf, gegebenenfalls durch Rücksprache mit dem Energieversorgungs-Unternehmen.
WICHTIG! Auf eine sichere Erdung des Netzanschlusses achten!
Selbst- und Personenschutz
Beim Umgang mit dem Gerät setzen Sie sich zahlreichen Gefahren aus, wie beispielsweise.:
- Funkenflug, umherfliegende heiße Metallteile
- augen- und hautschädigende Lichtbogen-Strahlung
- schädliche elektromagnetische Felder, die für Träger von Herzschrittmachern
Lebensgefahr bedeuten
- elektrische Gefährdung durch Netz- und Schweißstrom
- erhöhte Lärmbelastung
- schädlichen Schweißrauch und Gase
Beim Umgang mit dem Gerät geeignete Schutzkleidung verwenden. Die Schutzkleidung
muss folgende Eigenschaften aufweisen:
- schwer entflammbar
- isolierend und trocken
- den ganzen Körper bedeckend, unbeschädigt und in gutem Zustand
- Schutzhelm
- stulpenlose Hose
Zur Schutzbekleidung zählt unter anderem:
- Augen und Gesicht durch Schutzschild mit vorschriftsgemäßem Filtereinsatz vor UVStrahlen, Hitze und Funkenflug schützen.
- Hinter dem Schutzschild eine vorschriftsgemäße Schutzbrille mit Seitenschutz tragen.
- Festes, auch bei Nässe isolierendes Schuhwerk tragen.
- Hände durch geeignete Handschuhe schützen (elektrisch isolierend, Hitzeschutz).
- Zur Verringerung der Lärmbelastung und zum Schutz vor Verletzungen Gehörschutz
tragen.
10
Personen, vor allem Kinder, während des Betriebes von den Geräten und dem
Schweißprozess fernhalten. Befinden sich dennoch Personen in der Nähe
- diese über alle Gefahren (Blendgefahr durch Lichtbogen, Verletzungsgefahr durch
Funkenflug, gesundheitsschädlicher Schweißrauch, Lärmbelastung, mögliche
Gefährdung durch Netz- oder Schweißstrom, ...) unterrichten,
- geeignete Schutzmittel zur Verfügung stellen oder
- geeignete Schutzwände und -Vorhänge aufbauen.

Angaben zu
Geräuschemissions-Werten
Das Gerät erzeugt einen maximalen Schallleistungspegel <80dB(A) (ref. 1pW) bei Leerlauf sowie in der Kühlungsphase nach Betrieb entsprechend dem maximal zulässigem
Arbeitspunkt bei Normlast gemäß EN 60974-1.
Ein arbeitsplatzbezogener Emissionswert kann beim Schweißen (und Schneiden) nicht
angegeben werden, da dieser verfahrens- und umgebungsbedingt ist. Er ist abhängig
von den verschiedensten Parametern wie z.B. Schweißverfahren (MIG/MAG-, WIGSchweißen), der angewählten Stromart (Gleichstrom, Wechselstrom), dem Leistungsbereich, der Art des Schweißgutes, dem Resonanzverhalten des Werkstückes, der Arbeitsplatzumgebung u.a.m.
DE
Gefahr durch
schädliche Gase
und Dämpfe
Beim Schweißen entstehender Rauch enthält gesundheitsschädliche Gase und Dämpfe.
Schweißrauch enthält Substanzen, welche gemäß Monograph 118 der International
Agency for Research on Cancer Krebs auslösen.
Punktuelle Absaugung und Raumabsaugung anwenden.
Falls möglich, Schweißbrenner mit integrierter Absaugvorrichtung verwenden.
Kopf von entstehendem Schweißrauch und Gasen fernhalten.
Entstehenden Rauch sowie schädliche Gase
- nicht einatmen
- durch geeignete Mittel aus dem Arbeitsbereich absaugen.
Für ausreichend Frischluft-Zufuhr sorgen. Sicherstellen, dass eine Durchlüftungsrate von
mindestens 20 m³ / Stunde zu jeder Zeit gegeben ist.
Bei nicht ausreichender Belüftung einen Schweißhelm mit Luftzufuhr verwenden.
Besteht Unklarheit darüber, ob die Absaugleistung ausreicht, die gemessenen Schadstoff-Emissionswerte mit den zulässigen Grenzwerten vergleichen.
Folgende Komponenten sind unter anderem für den Grad der Schädlichkeit des
Schweißrauches verantwortlich:
- für das Werkstück eingesetzte Metalle
- Elektroden
- Beschichtungen
- Reiniger, Entfetter und dergleichen
- verwendeter Schweißprozess
Gefahr durch
Funkenflug
Daher die entsprechenden Materialsicherheits-Datenblätter und Herstellerangaben zu
den aufgezählten Komponenten berücksichtigen.
Empfehlungen für Expositions-Szenarien, Maßnahmen des Risikomanagements und zur
Identifizierung von Arbeitsbedingungen sind auf der Website der European Welding
Association im Bereich Health & Safety zu finden (https://european-welding.org).
Entzündliche Dämpfe (beispielsweise Lösungsmittel-Dämpfe) vom Strahlungsbereich
des Lichtbogens fernhalten.
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasversorgung
schließen.
Funkenflug kann Brände und Explosionen auslösen.
Niemals in der Nähe brennbarer Materialien schweißen.
11

Brennbare Materialien müssen mindestens 11 Meter (36 ft. 1.07 in.) vom Lichtbogen entfernt sein oder mit einer geprüften Abdeckung zugedeckt werden.
Geeigneten, geprüften Feuerlöscher bereithalten.
Funken und heiße Metallteile können auch durch kleine Ritzen und Öffnungen in umliegende Bereiche gelangen. Entsprechende Maßnahmen ergreifen, dass dennoch keine
Verletzungs- und Brandgefahr besteht.
Nicht in feuer- und explosionsgefährdeten Bereichen und an geschlossenen Tanks,
Fässern oder Rohren schweißen, wenn diese nicht gemäß den entsprechenden nationalen und internationalen Normen vorbereitet sind.
An Behältern in denen Gase, Treibstoffe, Mineralöle und dgl. gelagert sind/waren, darf
nicht geschweißt werden. Durch Rückstände besteht Explosionsgefahr.
Gefahren durch
Netz- und
Schweißstrom
Ein elektrischer Schlag ist grundsätzlich lebensgefährlich und kann tödlich sein.
Spannungsführende Teile innerhalb und außerhalb des Gerätes nicht berühren.
Beim MIG/MAG- und WIG-Schweißen sind auch der Schweißdraht, die Drahtspule, die
Vorschubrollen sowie alle Metallteile, die mit dem Schweißdraht in Verbindung stehen,
spannungsführend.
Den Drahtvorschub immer auf einem ausreichend isolierten Untergrund aufstellen oder
eine geeignete, isolierende Drahtvorschub-Aufnahme verwenden.
Für geeigneten Selbst- und Personenschutz durch gegenüber dem Erd- oder Massepotential ausreichend isolierende, trockene Unterlage oder Abdeckung sorgen. Die Unterlage oder Abdeckung muss den gesamten Bereich zwischen Körper und Erd- oder Massepotential vollständig abdecken.
Sämtliche Kabel und Leitungen müssen fest, unbeschädigt, isoliert und ausreichend
dimensioniert sein. Lose Verbindungen, angeschmorte, beschädigte oder unterdimensionierte Kabel und Leitungen sofort erneuern.
Vor jedem Gebrauch die Stromverbindungen durch Handgriff auf festen Sitz überprüfen.
Bei Stromkabeln mit Bajonettstecker das Stromkabel um min. 180° um die Längsachse
verdrehen und vorspannen.
Kabel oder Leitungen weder um den Körper noch um Körperteile schlingen.
Die Elektrode (Stabelektrode, Wolframelektrode, Schweißdraht, ...)
- niemals zur Kühlung in Flüssigkeiten eintauchen
- niemals bei eingeschalteter Stromquelle berühren.
12
Zwischen den Elektroden zweier Schweißgeräte kann zum Beispiel die doppelte Leerlauf-Spannung eines Schweißgerätes auftreten. Bei gleichzeitiger Berührung der Potentiale beider Elektroden besteht unter Umständen Lebensgefahr.
Netz- und Gerätezuleitung regelmäßig von einer Elektro-Fachkraft auf Funktionstüchtigkeit des Schutzleiters überprüfen lassen.
Geräte der Schutzklasse I benötigen für den ordnungsgemäßen Betrieb ein Netz mit
Schutzleiter und ein Stecksystem mit Schutzleiter-Kontakt.
Ein Betrieb des Gerätes an einem Netz ohne Schutzleiter und an einer Steckdose ohne
Schutzleiter-Kontakt ist nur zulässig, wenn alle nationalen Bestimmungen zur Schutztrennung eingehalten werden.
Andernfalls gilt dies als grob fahrlässig. Für hieraus entstandene Schäden haftet der
Hersteller nicht.
Falls erforderlich, durch geeignete Mittel für eine ausreichende Erdung des Werkstückes
sorgen.

Nicht verwendete Geräte ausschalten.
Vagabundierende
Schweißströme
Bei Arbeiten in größerer Höhe Sicherheitsgeschirr zur Absturzsicherung tragen.
Vor Arbeiten am Gerät das Gerät abschalten und Netzstecker ziehen.
Das Gerät durch ein deutlich lesbares und verständliches Warnschild gegen Anstecken
des Netzsteckers und Wiedereinschalten sichern.
Nach dem Öffnen des Gerätes:
- alle Bauteile die elektrische Ladungen speichern entladen
- sicherstellen, dass alle Komponenten des Gerätes stromlos sind.
Sind Arbeiten an spannungsführenden Teilen notwendig, eine zweite Person hinzuziehen, die den Hauptschalter rechtzeitig ausschaltet.
Werden die nachfolgend angegebenen Hinweise nicht beachtet, ist die Entstehung vagabundierender Schweißströme möglich, die folgendes verursachen können:
- Feuergefahr
- Überhitzung von Bauteilen, die mit dem Werkstück verbunden sind
- Zerstörung von Schutzleitern
- Beschädigung des Gerätes und anderer elektrischer Einrichtungen
Für eine feste Verbindung der Werkstück-Klemme mit dem Werkstück sorgen.
Werkstück-Klemme möglichst nahe an der zu schweißenden Stelle befestigen.
DE
EMV Geräte-Klassifizierungen
Das Gerät mit ausreichender Isolierung gegenüber elektrisch leitfähiger Umgebung aufstellen, z.B.: Isolierung gegenüber leitfähigem Boden oder Isolierung zu leitfähigen
Gestellen.
Bei Verwendung von Stromverteilern, Doppelkopf-Aufnahmen, etc., folgendes beachten:
Auch die Elektrode des nicht verwendeten Schweißbrenners / Elektrodenhalters ist
potentialführend. Sorgen Sie für eine ausreichend isolierende Lagerung des nicht verwendeten Schweißbrenners / Elektrodenhalters.
Bei automatisierten MIG/MAG Anwendungen die Drahtelektrode nur isoliert von
Schweißdraht-Fass, Großspule oder Drahtspule zum Drahtvorschub führen.
Geräte der Emissionsklasse A:
- sind nur für den Gebrauch in Industriegebieten vorgesehen
- können in anderen Gebieten leitungsgebundene und gestrahlte Störungen verursachen.
Geräte der Emissionsklasse B:
- erfüllen die Emissionsanforderungen für Wohn- und Industriegebiete. Dies gilt auch
für Wohngebiete, in denen die Energieversorgung aus dem öffentlichen Niederspannungsnetz erfolgt.
EMV Geräte-Klassifizierung gemäß Leistungsschild oder technischen Daten.
EMV-Maßnahmen In besonderen Fällen können trotz Einhaltung der genormten Emissions-Grenzwerte
Beeinflussungen für das vorgesehene Anwendungsgebiet auftreten (z.B. wenn empfindliche Geräte am Aufstellungsort sind oder wenn der Aufstellungsort in der Nähe von
Radio- oder Fernsehempfängern ist).
In diesem Fall ist der Betreiber verpflichtet, angemessene Maßnahmen für die Störungsbehebung zu ergreifen.
13

Die Störfestigkeit von Einrichtungen in der Umgebung des Gerätes gemäß nationalen
und internationalen Bestimmungen prüfen und bewerten. Beispiele für störanfällige Einrichtungen welche durch das Gerät beeinflusst werden könnten:
- Sicherheitseinrichtungen
- Netz-, Signal- und Daten-Übertragungsleitungen
- EDV- und Telekommunikations-Einrichtungen
- Einrichtungen zum Messen und Kalibrieren
Unterstützende Maßnahmen zur Vermeidung von EMV-Problemen:
1. Netzversorgung
- Treten elektromagnetische Störungen trotz vorschriftsgemäßem Netzanschluss
auf, zusätzliche Maßnahmen ergreifen (z.B. geeigneten Netzfilter verwenden).
2. Schweißleitungen
- so kurz wie möglich halten
- eng zusammen verlaufen lassen (auch zur Vermeidung von EMF-Problemen)
- weit entfernt von anderen Leitungen verlegen
3. Potentialausgleich
4. Erdung des Werkstückes
- Falls erforderlich, Erdverbindung über geeignete Kondensatoren herstellen.
5. Abschirmung, falls erforderlich
- Andere Einrichtungen in der Umgebung abschirmen
- Gesamte Schweißinstallation abschirmen
EMF-Maßnahmen Elektromagnetische Felder können Gesundheitsschäden verursachen, die noch nicht
bekannt sind:
- Auswirkungen auf die Gesundheit benachbarter Personen, z.B. Träger von Herzschrittmachern und Hörhilfen
- Träger von Herzschrittmachern müssen sich von ihrem Arzt beraten lassen, bevor
sie sich in unmittelbarer Nähe des Gerätes und des Schweißprozesses aufhalten
- Abstände zwischen Schweißkabeln und Kopf/Rumpf des Schweißers aus Sicherheitsgründen so groß wie möglich halten
- Schweißkabel und Schlauchpakete nicht über der Schulter tragen und nicht um den
Körper und Körperteile wickeln
Besondere
Gefahrenstellen
Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen fernhalten, wie
zum Beispiel:
- Ventilatoren
- Zahnrädern
- Rollen
- Wellen
- Drahtspulen und Schweißdrähten
Nicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antriebsteile greifen.
Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und Reparaturarbeiten geöffnet / entfernt werden.
14
Während des Betriebes
- Sicherstellen, dass alle Abdeckungen geschlossen und sämtliche Seitenteile ordnungsgemäß montiert sind.
- Alle Abdeckungen und Seitenteile geschlossen halten.
Austritt des Schweißdrahtes aus dem Schweißbrenner bedeutet ein hohes Verletzungsrisiko (Durchstechen der Hand, Verletzung von Gesicht und Augen, ...).
Daher stets den Schweißbrenner vom Körper weghalten (Geräte mit Drahtvorschub) und
eine geeignete Schutzbrille verwenden.
Werkstück während und nach dem Schweißen nicht berühren - Verbrennungsgefahr.

Von abkühlenden Werkstücken kann Schlacke abspringen. Daher auch bei Nacharbeiten
von Werkstücken die vorschriftsgemäße Schutzausrüstung tragen und für ausreichenden
Schutz anderer Personen sorgen.
Schweißbrenner und andere Ausrüstungskomponenten mit hoher Betriebstemperatur
abkühlen lassen, bevor an ihnen gearbeitet wird.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften
- entsprechende nationale und internationale Bestimmungen beachten.
Stromquellen für Arbeiten in Räumen mit erhöhter elektrischer Gefährdung (z.B. Kessel)
müssen mit dem Zeichen (Safety) gekennzeichnet sein. Die Stromquelle darf sich jedoch
nicht in solchen Räumen befinden.
Verbrühungsgefahr durch austretendes Kühlmittel. Vor dem Abstecken von Anschlüssen
für den Kühlmittelvorlauf oder -rücklauf, das Kühlgerät abschalten.
Beim Hantieren mit Kühlmittel, die Angaben des Kühlmittel Sicherheits-Datenblattes
beachten. Das Kühlmittel Sicherheits-Datenblatt erhalten Sie bei Ihrer Service-Stelle
oder über die Homepage des Herstellers.
Für den Krantransport von Geräten nur geeignete Last-Aufnahmemittel des Herstellers
verwenden.
- Ketten oder Seile an allen vorgesehenen Aufhängungspunkten des geeigneten LastAufnahmemittels einhängen.
- Ketten oder Seile müssen einen möglichst kleinen Winkel zur Senkrechten einnehmen.
- Gasflasche und Drahtvorschub (MIG/MAG- und WIG-Geräte) entfernen.
DE
Anforderung an
das Schutzgas
Bei Kran-Aufhängung des Drahtvorschubes während des Schweißens, immer eine
geeignete, isolierende Drahtvorschub-Aufhängung verwenden (MIG/MAG- und WIGGeräte).
Ist das Gerät mit einem Tragegurt oder Tragegriff ausgestattet, so dient dieser ausschließlich für den Transport per Hand. Für einen Transport mittels Kran, Gabelstapler
oder anderen mechanischen Hebewerkzeugen, ist der Tragegurt nicht geeignet.
Alle Anschlagmittel (Gurte, Schnallen, Ketten, etc.) welche im Zusammenhang mit dem
Gerät oder seinen Komponenten verwendet werden, sind regelmäßig zu überprüfen
(z.B. auf mechanische Beschädigungen, Korrosion oder Veränderungen durch andere
Umwelteinflüsse).
Prüfintervall und Prüfumfang haben mindestens den jeweils gültigen nationalen Normen
und Richtlinien zu entsprechen.
Gefahr eines unbemerkten Austrittes von farb- und geruchlosem Schutzgas, bei Verwendung eines Adapters für den Schutzgas-Anschluss. Das geräteseitige Gewinde des
Adapters, für den Schutzgas-Anschluss, vor der Montage mittels geeignetem TeflonBand abdichten.
Insbesondere bei Ringleitungen kann verunreinigtes Schutzgas zu Schäden an der
Ausrüstung und zu einer Minderung der Schweißqualität führen.
Folgende Vorgaben hinsichtlich der Schutzgas-Qualität erfüllen:
- Feststoff-Partikelgröße < 40 µm
- Druck-Taupunkt < -20 °C
- max. Ölgehalt < 25 mg/m³
Bei Bedarf Filter verwenden!
15

Gefahr durch
Schutzgas-Flaschen
Schutzgas-Flaschen enthalten unter Druck stehendes Gas und können bei
Beschädigung explodieren. Da Schutzgas-Flaschen Bestandteil der Schweißausrüstung
sind, müssen sie sehr vorsichtig behandelt werden.
Schutzgas-Flaschen mit verdichtetem Gas vor zu großer Hitze, mechanischen Schlägen,
Schlacke, offenen Flammen, Funken und Lichtbögen schützen.
Die Schutzgas-Flaschen senkrecht montieren und gemäß Anleitung befestigen, damit
sie nicht umfallen können.
Schutzgas-Flaschen von Schweiß- oder anderen elektrischen Stromkreisen fernhalten.
Niemals einen Schweißbrenner auf eine Schutzgas-Flasche hängen.
Niemals eine Schutzgas-Flasche mit einer Elektrode berühren.
Explosionsgefahr - niemals an einer druckbeaufschlagten Schutzgas-Flasche
schweißen.
Stets nur für die jeweilige Anwendung geeignete Schutzgas-Flaschen und dazu passendes, geeignetes Zubehör (Regler, Schläuche und Fittings, ...) verwenden. SchutzgasFlaschen und Zubehör nur in gutem Zustand verwenden.
Wird ein Ventil einer Schutzgas-Flasche geöffnet, das Gesicht vom Auslass wegdrehen.
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche schließen.
Gefahr durch
austretendes
Schutzgas
Sicherheitsmaßnahmen
am Aufstellort
und beim Transport
Bei nicht angeschlossener Schutzgas-Flasche, Kappe am Ventil der Schutzgas-Flasche
belassen.
Herstellerangaben sowie entsprechende nationale und internationale Bestimmungen für
Schutzgas-Flaschen und Zubehörteile befolgen.
Erstickungsgefahr durch unkontrolliert austretendes Schutzgas
Schutzgas ist farb- und geruchlos und kann bei Austritt den Sauerstoff in der Umgebungsluft verdrängen.
- Für ausreichend Frischluft-Zufuhr sorgen - Durchlüftungsrate von mindestens 20
m³ / Stunde
- Sicherheits- und Wartungshinweise der Schutzgas-Flasche oder der Hauptgasversorgung beachten
- Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasversorgung
schließen.
- Schutzgas-Flasche oder Hauptgasversorgung vor jeder Inbetriebnahme auf unkontrollierten Gasaustritt überprüfen.
Ein umstürzendes Gerät kann Lebensgefahr bedeuten! Das Gerät auf ebenem, festem
Untergrund standsicher aufstellen
- Ein Neigungswinkel von maximal 10° ist zulässig.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften
- entsprechende nationale und internationale Bestimmungen beachten.
16
Durch innerbetriebliche Anweisungen und Kontrollen sicherstellen, dass die Umgebung
des Arbeitsplatzes stets sauber und übersichtlich ist.
Das Gerät nur gemäß der am Leistungsschild angegebenen Schutzart aufstellen und
betreiben.

Beim Aufstellen des Gerätes einen Rundumabstand von 0,5 m (1 ft. 7.69 in.) sicherstellen, damit die Kühlluft ungehindert ein- und austreten kann.
Beim Transport des Gerätes dafür Sorge tragen, dass die gültigen nationalen und regionalen Richtlinien und Unfallverhütungs-Vorschriften eingehalten werden. Dies gilt speziell für Richtlinien hinsichtlich Gefährdung bei Transport und Beförderung.
Keine aktiven Geräte heben oder transportieren. Geräte vor dem Transport oder dem
Heben ausschalten!
Vor jedem Transport des Gerätes, das Kühlmittel vollständig ablassen, sowie folgende
Komponenten demontieren:
- Drahtvorschub
- Drahtspule
- Schutzgas-Flasche
Vor der Inbetriebnahme, nach dem Transport, unbedingt eine Sichtprüfung des Gerätes
auf Beschädigungen vornehmen. Allfällige Beschädigungen vor Inbetriebnahme von
geschultem Servicepersonal instandsetzen lassen.
DE
Sicherheitsmaßnahmen
im Normalbetrieb
Das Gerät nur betreiben, wenn alle Sicherheitseinrichtungen voll funktionstüchtig sind.
Sind die Sicherheitseinrichtungen nicht voll funktionstüchtig, besteht Gefahr für
- Leib und Leben des Bedieners oder Dritte,
- das Gerät und andere Sachwerte des Betreibers
- die effiziente Arbeit mit dem Gerät.
Nicht voll funktionstüchtige Sicherheitseinrichtungen vor dem Einschalten des Gerätes
instandsetzen.
Sicherheitseinrichtungen niemals umgehen oder außer Betrieb setzen.
Vor Einschalten des Gerätes sicherstellen, dass niemand gefährdet werden kann.
Das Gerät mindestens einmal pro Woche auf äußerlich erkennbare Schäden und Funktionstüchtigkeit der Sicherheitseinrichtungen überprüfen.
Schutzgas-Flasche immer gut befestigen und bei Krantransport vorher abnehmen.
Nur das Original-Kühlmittel des Herstellers ist auf Grund seiner Eigenschaften (elektrische Leitfähigkeit, Frostschutz, Werkstoff-Verträglichkeit, Brennbarkeit, ...) für den Einsatz in unseren Geräten geeignet.
Nur geeignetes Original-Kühlmittel des Herstellers verwenden.
Original-Kühlmittel des Herstellers nicht mit anderen Kühlmitteln mischen.
Nur Systemkomponenten des Herstellers an den Kühlkreislauf anschließen.
Kommt es bei Verwendung anderer Systemkomponenten oder anderer Kühlmittel zu
Schäden, haftet der Hersteller hierfür nicht und sämtliche Gewährleistungsansprüche
erlöschen.
Cooling Liquid FCL 10/20 ist nicht entzündlich. Das ethanolbasierende Kühlmittel ist
unter bestimmten Voraussetzungen entzündlich. Das Kühlmittel nur in geschlossenen
Original-Gebinden transportieren und von Zündquellen fernhalten
Ausgedientes Kühlmittel den nationalen und internationalen Vorschriften entsprechend
fachgerecht entsorgen. Das Kühlmittel Sicherheits-Datenblatt erhalten Sie bei Ihrer Service-Stelle oder über die Homepage des Herstellers.
Bei abgekühlter Anlage vor jedem Schweißbeginn den Kühlmittel-Stand prüfen.
17

Inbetriebnahme,
Wartung und
Instandsetzung
Bei fremdbezogenen Teilen ist nicht gewährleistet, dass sie beanspruchungs- und
sicherheitsgerecht konstruiert und gefertigt sind.
- Nur Original-Ersatz- und Verschleißteile verwenden (gilt auch für Normteile).
- Ohne Genehmigung des Herstellers keine Veränderungen, Ein- oder Umbauten am
Gerät vornehmen.
- Bauteile in nicht einwandfreiem Zustand sofort austauschen.
- Bei Bestellung genaue Benennung und Sachnummer laut Ersatzteilliste, sowie Seriennummer Ihres Gerätes angeben.
Die Gehäuseschrauben stellen die Schutzleiter-Verbindung für die Erdung der Gehäuseteile dar.
Immer Original-Gehäuseschrauben in der entsprechenden Anzahl mit dem angegebenen Drehmoment verwenden.
Sicherheitstechnische
Überprüfung
Entsorgung Werfen Sie dieses Gerät nicht in den Hausmüll! Gemäß Europäischer Richtlinie über
Der Hersteller empfiehlt, mindestens alle 12 Monate eine sicherheitstechnische
Überprüfung am Gerät durchführen zu lassen.
Innerhalb desselben Intervalles von 12 Monaten empfiehlt der Hersteller eine Kalibrierung von Stromquellen.
Eine sicherheitstechnische Überprüfung durch eine geprüfte Elektro-Fachkraft wird empfohlen
- nach Veränderung
- nach Ein- oder Umbauten
- nach Reparatur, Pflege und Wartung
- mindestens alle zwölf Monate.
Für die sicherheitstechnische Überprüfung die entsprechenden nationalen und internationalen Normen und Richtlinien befolgen.
Nähere Informationen für die sicherheitstechnische Überprüfung und Kalibrierung erhalten Sie bei Ihrer Service-Stelle. Diese stellt Ihnen auf Wunsch die erforderlichen Unterlagen zur Verfügung.
Elektro- und Elektronik-Altgeräte und Umsetzung in nationales Recht, müssen verbrauchte Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Stellen Sie sicher, dass Sie Ihr gebrauchtes Gerät bei Ihrem
Händler zurückgeben oder holen Sie Informationen über ein lokales, autorisiertes Sammel- und Entsorgungssystem ein. Ein Ignorieren dieser EU-Direktive kann zu potentiellen Auswirkungen auf die Umwelt und Ihre Gesundheit führen!
Sicherheitskennzeichnung
18
Geräte mit CE-Kennzeichnung erfüllen die grundlegenden Anforderungen der Niederspannungs- und Elektromagnetischen Verträglichkeits-Richtlinie (z.B. relevante Produktnormen der Normenreihe EN 60 974).
Fronius International GmbH erklärt, dass das Gerät der Richtlinie 2014/53/EU entspricht.
Der vollständige Text der EU-Konformitätserklärung ist unter der folgenden InternetAdresse verfügbar: http://www.fronius.com
Mit dem CSA-Prüfzeichen gekennzeichnete Geräte erfüllen die Anforderungen der relevanten Normen für Kanada und USA.

Datensicherheit Für die Datensicherung von Änderungen gegenüber den Werkseinstellungen ist der
Anwender verantwortlich. Im Falle gelöschter persönlicher Einstellungen haftet der Hersteller nicht.
Urheberrecht Das Urheberrecht an dieser Bedienungsanleitung verbleibt beim Hersteller.
Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung. Änderungen vorbehalten. Der Inhalt der Bedienungsanleitung begründet keinerlei Ansprüche seitens des Käufers. Für Verbesserungsvorschläge und Hinweise auf Fehler in der Bedienungsanleitung sind wir dankbar.
DE
19

20

Allgemeine Informationen
21

22

Allgemeines
Gerätekonzept Die WIG-Stromquellen MagicWave (MW)
2200 / 2500 / 3000 / 4000 / 5000 Comfort
sowie TransTig (TT) 2200 / 2500 / 3000 /
4000 / 5000 Comfort sind vollkommen
digitalisierte, mikroprozessorgesteuerte
Inverter-Stromquellen.
Modulares Design und einfache Möglichkeit zur Systemerweiterung gewährleisten
hohe Flexibilität. Die Geräte lassen sich an
jede Gegebenheit anpassen.
Die Stromquellen sind generatortauglich.
Sie bieten durch geschützt untergebrachte
Bedienelemente und pulverbeschichtetes
Gehäuse hohe Robustheit im Betrieb.
Sowohl für MagicWave als auch TransTig steht die Funktion eines WIG Impuls- Lichtbogens mit weitem Frequenz-Bereich zur Verfügung.
DE
Für einen optimalen Zündablauf beim WIG-AC Schweißen berücksichtigt die MagicWave
neben dem Elektroden-Durchmesser auch die aktuelle Elektrodentemperatur, abhängig
von der vorangegangenen Schweißdauer und Schweißpause.
Beim WIG-DC Schweißen sorgt die RPI-Zündung (Reverse Polarity Ignition, Zünden mit
umgekehrter Polarität) für ein hervorragendes Zündverhalten.
Funktionsprinzip Die zentrale Steuer- und Regelungseinheit der Stromquellen ist mit einem digitalen
Signalprozessor gekoppelt. Zentrale Steuer- und Regelungseinheit und Signalprozessor
steuern den gesamten Schweißprozess.
Während des Schweißprozesses werden laufend Istdaten gemessen, auf Veränderungen wird sofort reagiert. Regelalgorithmen sorgen dafür, dass der gewünschte Sollzustand erhalten bleibt.
Daraus resultieren:
- Ein präziser Schweißprozess,
- Eine exakte Reproduzierbarkeit sämtlicher Ergebnisse
- Hervorragende Schweißeigenschaften.
Einsatzgebiete Die Geräte kommen in Gewerbe und Industrie zum Einsatz: manuelle und automatisierte
WIG-Anwendungen mit unlegiertem und niedrig legiertem Stahl sowie mit hochlegiertem
Chrom/Nickel-Stahl.
Die MagicWave-Stromquellen leisten auf Grund der anpassbaren AC-Frequenz hervorragende Dienste beim Schweißen von Aluminium, Aluminium-Legierungen und Magnesium.
23

Systemkomponenten
FRONIUS
A
V
(6)
(1)
(2)
(8)
(9)
(3)
(4)
(11)
(10)
(7)
(5)
Allgemeines Die Stromquellen TransTig und MagicWave können mit zahlreichen Systemerweiterun-
gen und Optionen betrieben werden.
Übersicht
Systemerweiterungen und Optionen
Pos Bezeichnung
(1) WIG Roboter-Schweißbrenner
Kaltdraht-Zuführungen mit Drahtantrieb
(2) Stromquellen
(3) Kühlgeräte
(4) Fahrwagen mit Gasflaschen-Halterung
(5) Fuß-Fernbedienungen
(6) Kaltdraht-Vorschübe
(7) WIG-Schweißbrenner Standard / Up/Down
(8) WIG-Schweißbrenner JobMaster TIG
(9) Fernbedienungen und Roboter-Zubehör
(10) Massekabel
(11) Elektrodenkabel
24

Bedienelemente und Anschlüsse
25

26

Beschreibung der Bedienpanele
(3)
(12)
(6)
(9)
(1)
(11)
(10)
(4)
(14)
(13)
)5()2(
(8)
(7)
(15)
DE
Allgemeines
Sicherheit
HINWEIS!
Auf Grund von Software-Aktualisierungen können Funktionen an Ihrem Gerät
verfügbar sein, die in dieser Bedienungsanleitung nicht beschrieben sind oder
umgekehrt.
Zudem können sich einzelne Abbildungen geringfügig von den Bedienelementen an
Ihrem Gerät unterscheiden. Die Funktionsweise dieser Bedienelemente ist jedoch identisch.
WARNUNG!
Gefahr durch Fehlbedienung.
Schwerwiegende Personen- und Sachschäden möglich.
Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung
▶
vollständig gelesen und verstanden wurde.
Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanleitungen
▶
der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen
und verstanden wurden!
Bedienpanel
MagicWave
Comfort
Nr. Funktion
(1) Anzeige Pulsen
leuchtet, wenn der Setup-Parameter F-P auf eine Pulssfrequenz eingestellt
wurde
(2) Anzeige Punktieren
leuchtet, wenn der Setup-Parameter SPt auf eine Punktierzeit eingestellt
wurde
27

Nr. Funktion
(3) Anzeige Kaltdraht-Vorschub
leuchtet bei angeschlossenem Kaltdraht-Vorschub
(4) Display
(5) Anzeige Heften
leuchtet, wenn der Setup-Parameter tAC auf eine Zeitdauer eingestellt
wurde
(6) Anzeige Elektrode überlastet
leuchtet bei einer Überbelastung der Wolframelektrode
Weitere Informationen zur Anzeige Elektrode überlastet befinden sich im
Kapitel Schweißbetrieb, Abschnitt WIG-Schweißen.
(7) Anzeige Tastensperre
leuchtet bei aktivierter Tastensperre
(8) Taste Verfahren
zur Anwahl des Verfahrens, abhängig von der gewählten Betriebsart
Betriebsart 2-Takt Betrieb / 4-Takt Betrieb:
automatische Kalottenbildung;
nur in Verbindung mit dem Verfahren WIG AC Schweißen
Verfahren WIG AC Schweißen
Verfahren WIG DC- Schweißen
Betriebsart Stabelektroden-Schweißen:
Verfahren Stabelektroden AC Schweißen
Verfahren Stabelektroden DC- Schweißen
Verfahren Stabelektroden DC+ Schweißen
Bei ausgewähltem Verfahren leuchtet die LED am entsprechenden Symbol.
(9) Taste rechts
zu Navigation im Menü
(10) Taste Betriebsart
zur Anwahl der Betriebsart
2-Takt Betrieb
4-Takt Betrieb
Stabelektroden-Schweißen
Bei ausgewähltem Betriebsart leuchtet die LED am entsprechenden Symbol.
28
(11) Taste Gasprüfen
zum Einstellen der benötigten Schutzgas-Menge am Druckminderer
Nach Drücken der Taste Gasprüfen strömt für 30 s Schutzgas aus. Durch
erneutes Drücken wird der Vorgang vorzeitig beendet.
(12) Einstellrad
- Einstellrad drehen: Parameter auswählen
- Einstellrad drücken: zur Bestätigung einer Auswahl im Menü, Übernehmen vonWerten

Nr. Funktion
(3)
(11)
(6)
(8)
(1)
(10)
(9)
(4)
(13)
(12)
)7()5()2(
(14)
Bedienpanel
TransTig
Comfort
(13) Taste Menü
zum Aufrufen des jeweiligen Menüs im eingestellten Verfahren
(14) Taste links
zur Navigation im Menü
(15) Anzeige HF-Zünden (Hochfrequenz-Zünden)
leuchtet, wenn der Parameter HF-Zündung auf ein Intervall für die Hochfrequenz-Impulse eingestellt wurde
DE
Nr. Funktion
(1) Anzeige Pulsen
leuchtet, wenn der Setup-Parameter F-P auf eine Pulssfrequenz eingestellt
wurde
(2) Anzeige Punktieren
leuchtet, wenn der Setup-Parameter SPt auf eine Punktierzeit eingestellt
wurde
(3) Anzeige Kaltdraht-Vorschub
leuchtet bei angeschlossenem Kaltdraht-Vorschub
(4) Display
(5) Anzeige Heften
leuchtet, wenn der Setup-Parameter tAC auf eine Zeitdauer eingestellt
wurde
(6) Anzeige Elektrode überlastet
leuchtet bei einer Überbelastung der Wolframelektrode
Weitere Informationen zur Anzeige Elektrode überlastet befinden sich im
Kapitel Schweißbetrieb, Abschnitt WIG-Schweißen.
(7) Anzeige Tastensperre
leuchtet bei aktivierter Tastensperre
(8) Taste rechts
zu Navigation im Menü
29

Nr. Funktion
(9) Taste Betriebsart
zur Anwahl der Betriebsart
2-Takt Betrieb
4-Takt Betrieb
Stabelektroden-Schweißen
Bei ausgewähltem Betriebsart leuchtet die LED am entsprechenden Symbol.
(10) Taste Gasprüfen
zum Einstellen der benötigten Schutzgas-Menge am Druckminderer
Nach Drücken der Taste Gasprüfen strömt für 30 s Schutzgas aus. Durch
erneutes Drücken wird der Vorgang vorzeitig beendet.
(11) Einstellrad
- Einstellrad drehen: Parameter auswählen
- Einstellrad drücken: zur Bestätigung einer Auswahl im Menü, Übernehmen vonWerten
(12) Taste Menü
zum Aufrufen des jeweiligen Menüs im eingestellten Verfahren
(13) Taste links
zur Navigation im Menü
(14) Anzeige HF-Zünden (Hochfrequenz-Zünden)
leuchtet, wenn der Parameter HF-Zündung auf ein Intervall für die Hochfrequenz-Impulse eingestellt wurde
30

Anschlüsse, Schalter und mechanische Kompo-
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
nenten
MagicWave 2200
Comfort
MagicWave 2200 Comfort - Vorderseite
Nr. Funktion
DE
MagicWave 2200 Comfort - Rückseite
(1) Anschluss Schweißbrenner
zum Anschließen:
- des WIG-Schweißbrenners
- des Elektrodenkabels beim Stabelektroden-Schweißen
(2) Anschluss LocalNet
Standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbedienung,
Schweißbrenner JobMaster TIG, etc.)
(3) Tragegriff
(4) Anschluss Brennersteuerung
- zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners
- Eingang für das Kollisionsschutz-Signal bei Anschluss eines Roboter-Interfaces oder Feldbus-Kopplers
(5) Anschluss Massekabel
zum Anschließen des Massekabels
(6) Anschluss Schutzgas
(7) Netzschalter
zum Ein- und Ausschalten der Stromquelle
(8) Netzkabel mit Zugentlastung
31

MagicWave
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2500 / 3000 Comfort
MagicWave 2500 / 3000 Comfort - Vorderseite
Nr. Funktion
(1) Anschluss Massekabel
zum Anschließen des Massekabels
(2) Anschluss LocalNet
Standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbedienung,
Schweißbrenner JobMaster TIG, etc.)
(3) Tragegriff
(4) Anschluss Brennersteuerung
- zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners
- Eingang für das Kollisionsschutz-Signal bei Anschluss eines Roboter-Interfaces oder Feldbus-Kopplers
(5) Anschluss Schweißbrenner
zum Anschließen:
- des WIG-Schweißbrenners
- des Elektrodenkabels beim Stabelektroden-Schweißen
(6) Anschluss Schutzgas
(7) Netzkabel mit Zugentlastung
MagicWave 2500 / 3000 Comfort - Rückseite
(8) Netzschalter
zum Ein- und Ausschalten der Stromquelle
32

MagicWave
MagicWave 4000
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(7)
(8)
(9)
4000 / 5000 Comfort
DE
MagicWave 4000 / 5000 Comfort - Vorderseite
Nr. Funktion
(1) Netzschalter
zum Ein- und Ausschalten der Stromquelle
(2) Anschluss Schweißbrenner
zum Anschließen des WIG-Schweißbrenners
(3) Anschluss Elektrodenhalter
zum Anschließen des Elektrodenkabels beim Stabelektroden-Schweißen
(4) Anschluss Brennersteuerung
- zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners
- Eingang für das Kollisionsschutz-Signal bei Anschluss eines Roboter-Inter-
(5) Anschluss LocalNet
faces oder Feldbus-Kopplers
Standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbedienung,
Schweißbrenner JobMaster TIG, etc.)
(6) Anschluss Massekabel
zum Anschließen des Massekabels
(7) Blindabdeckungen
vorgesehen für Anschluss LocalNet
MagicWave 4000 / 5000 Comfort - Rückseite
(8) Netzkabel mit Zugentlastung
(9) Anschluss Schutzgas
33

TransTig
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2200 Comfort
TransTig 2200 Comfort - Vorderseite
TransTig 2200 Comfort - Rückseite
Nr. Funktion
(1) (+)-Strombuchse mit Bajonettverschluss
zum Anschließen
- des Massekabels beim WIG-Schweißen
- des Elektrodenkabels oder des Massekabels beim StabelektrodenSchweißen (je nach Elektrodentype)
(2) Anschluss LocalNet
standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbedienung,
Schweißbrenner JobMaster TIG, etc.)
(3) Tragegriff
(4) Anschluss Brennersteuerung
- zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners
- Eingang für das Kollisionsschutz-Signal bei Anschluss eines Roboter-Interfaces oder Feldbus-Kopplers
(5) (-)-Strombuchse mit Bajonettverschluss
zum Anschließen
- des WIG-Schweißbrenners
- des Elektrodenkabels oder des Massekabels beim StabelektrodenSchweißen (je nach Elektrodentype)
(6) Anschluss Schutzgas
(7) Netzschalter
zum Ein- und Ausschalten der Stromquelle
(8) Netzkabel mit Zugentlastung
34

TransTig
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2500 / 3000 Comfort
DE
TransTig 2500 / 3000 Comfort - Vorderseite
TransTig 2500 / 3000 Comfort - Rückseite
Nr. Funktion
(1) (+)-Strombuchse mit Bajonettverschluss
zum Anschließen
- des Massekabels beim WIG-Schweißen
- des Elektrodenkabels oder des Massekabels beim StabelektrodenSchweißen (je nach Elektrodentype)
(2) Anschluss LocalNet
standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbedienung,
Schweißbrenner JobMaster TIG, etc.)g
(3) Tragegriff
(4) Anschluss Brennersteuerung
- zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners
- Eingang für das Kollisionsschutz-Signal bei Anschluss eines Roboter-Interfaces oder Feldbus-Kopplers
(5) (-)-Strombuchse mit Bajonettverschluss
zum Anschließen
- des WIG-Schweißbrenners
- des Elektrodenkabels oder des Massekabels beim StabelektrodenSchweißen (je nach Elektrodentype)
(6) Anschluss Schutzgas
(7) Netzkabel mit Zugentlastung
(8) Netzschalter
zum Ein- und Ausschalten der Stromquelle
35

TransTig
TransTig 4000
(1)
(2)
(3)
(4)
(7)
(6)
(5)
(8)
(6)
4000 / 5000 Comfort
TransTig 4000 / 5000 Comfort - Vorderseite
TransTig 4000 / 5000 Comfort - Rückseite
Nr. Funktion
(1) (+)-Strombuchse mit Bajonettverschluss
zum Anschließen
- des Massekabels beim WIG-Schweißen
- des Elektrodenkabels oder des Massekabels beim StabelektrodenSchweißen (je nach Elektrodentype)
(2) Anschluss LocalNet
standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbedienung,
Schweißbrenner JobMaster TIG, etc.)g
(3) Anschluss Brennersteuerung
- zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners
- Eingang für das Kollisionsschutz-Signal bei Anschluss eines Roboter-Interfaces oder Feldbus-Kopplers
(4) (-)-Strombuchse mit Bajonettverschluss
zum Anschließen
- des WIG-Schweißbrenners
- des Elektrodenkabels oder des Massekabels beim StabelektrodenSchweißen (je nach Elektrodentype)
(5) Netzschalter
zum Ein- und Ausschalten der Stromquelle
OFF = - O ON = - I -
36
(6) Blindabdeckungen
vorgesehen für Anschluss LocalNet
(7) Netzkabel mit Zugentlastung
(8) Anschluss Schutzgas

Installation und Inbetriebnahme
37

38

Mindestausstattung für den Schweißbetrieb
Allgemeines Je nach Schweißverfahren ist eine bestimmte Mindestausstattung erforderlich, um mit
der Stromquelle zu arbeiten.
Im Anschluss werden die Schweißverfahren und die entsprechende Mindestausstattung
für den Schweißbetrieb beschrieben.
DE
WIG AC
Schweißen
WIG DC
Schweißen
WIG-Schweißen
automatisiert
- Stromquelle MagicWave
- Massekabel
- WIG-Schweißbrenner mit Wippschalter
- Gasanschluss (Schutzgas-Versorgung) mit Druckminderer
- Zusatz-Werkstoff je nach Anwendung
- Stromquelle
- Massekabel
- WIG-Schweißbrenner
- Schutzgas-Versorgung mit Druckminderer
- Zusatz-Werkstoff je nach Anwendung
- Stromquelle
- Roboterinterface oder Feldbus-Anbindung
- Massekabel
- WIG Maschinen-Schweißbrenner oder WIG Roboter-Schweißbrenner
(bei wassergekühlten Maschinen-Schweißbrennern oder Roboter-Schweißbrennern
ist zusätzlich ein Kühlgerät erforderlich)
- Gasanschluss (Schutzgas-Versorgung)
- Kaltdraht-Vorschub und Zusatz-Werkstoff je nach Anwendung
StabelektrodenSchweißen
- Stromquelle
- Massekabel
- Elektrodenhalter
- Stabelektroden je nach Anwendung
39

Vor Installation und Inbetriebnahme
Sicherheit
Bestimmungsgemäße Verwendung
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument angeführten Arbeiten und Funktionen dürfen nur von
▶
geschultem Fachpersonal durchgeführt und angewendet werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicher-
▶
heitsvorschriften vollständig lesen und verstehen.
Die Stromquelle ist ausschließlich zum WIG-Schweißen und zum StabelektrodenSchweißen bestimmt.
Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß.
Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
- das Beachten aller Hinweise aus der Bedienungsanleitung
- die Einhaltung der Inspektions- und Wartungsarbeiten
Aufstellbestimmungen
Netzanschluss Die Geräte sind für die am Leistungsschild angegebene Netzspannung ausgelegt. Sind
Das Gerät ist nach Schutzart IP23 geprüft, das bedeutet:
- Schutz gegen Eindringen fester Fremdkörper größer ø 12,5 mm (0.49 in.)
- Schutz gegen Sprühwasser bis zu einem Winkel von 60° zur Senkrechten
Das Gerät kann gemäß Schutzart IP23 im Freien aufgestellt und betrieben werden.
Unmittelbare Nässeeinwirkung (z.B. durch Regen) ist zu vermeiden.
WARNUNG!
Umstürzende oder herabfallende Geräte können Lebensgefahr bedeuten.
Geräte auf ebenem und festem Untergrund standsicher aufstellen.
▶
Der Lüftungskanal stellt eine wesentliche Sicherheitseinrichtung dar. Bei der Wahl des
Aufstellorts ist zu beachten, dass die Kühlluft ungehindert durch die Luftschlitze an Vorder- und Rückseite ein- oder austreten kann. Anfallender elektrisch leitender Staub (z.B.
bei Schleifarbeiten) darf nicht direkt in das Gerät gesaugt werden.
Netzkabel oder Netzstecker bei Ihrer Geräteausführung nicht angebracht, müssen diese
den nationalen Normen entsprechend montiert werden. Die Absicherung der Netzzuleitung ist den Technischen Daten zu entnehmen.
40

VORSICHT!
Nicht ausreichend dimensionierte Elektroinstallation kann zu schwerwiegenden
Sachschäden führen.
Die Netzzuleitung sowie deren Absicherung sind entsprechend der vorhandenen
▶
Stromversorgung auszulegen. Es gelten die Technischen Daten auf dem Leistungsschild.
DE
41

Inbetriebnahme
Sicherheit
Anmerkungen
zum Kühlgerät
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Ist das Gerät während der Installation am Netz angesteckt, besteht die Gefahr schwerwiegender Personen- und Sachschäden.
Sämtliche Arbeiten am Gerät nur durchführen, wenn der Netzschalter in Stellung - O
▶
- geschaltet ist.
Sämtliche Arbeiten am Gerät nur durchführen, wenn das Gerät vom Netz getrennt
▶
ist.
WARNUNG!
Gefahr durch elektrischen Strom infolge von elektrisch leitendem Staub im Gerät.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Das Gerät nur mit montiertem Luftfilter betreiben. Der Luftfilter stellt eine wesentli-
▶
che Sicherheitseinrichtung dar, um die Schutzart IP23 zu erreichen.
Für folgende Anwendungen wird ein Kühlgerät empfohlen:
- Schweißbrenner JobMaster TIG
- Roboterbetrieb
- Schlauchpakete über 5 m Länge
- WIG AC Schweißen
- Schweißungen im höheren Leistungsbereich allgemein
Die Stromversorgung des Kühlgerätes erfolgt über die Stromquelle. Wird der Netzschalter der Stromquelle auf Stellung - I - geschaltet, ist das Kühlgerät betriebsbereit.
Weitere Informationen zum Kühlgerät entnehmen Sie der Bedienungsanleitung des
Kühlgerätes.
Allgemeines Die Inbetriebnahme der Stromquelle wird wie folgt beschrieben:
- für den Haupt-Anwendungsfall WIG-Schweißen,
- anhand einer Standard-Konfiguration für eine WIG-Schweißanlage.
Die Standard-Konfiguration besteht aus folgenden Systemkomponenten:
- Stromquelle
- WIG Hand-Schweißbrenner
- Druckminderer
- Gasflasche
42

Gasflasche
anschließen
WARNUNG!
Gefahr schwerwiegender Personen- und Sachschäden durch umfallende Gasflaschen.
Gasflaschen auf ebenem und festem Untergrund standsicher aufstellen
▶
Gasflaschen gegen Umfallen sichern: Sicherungsband in der Höhe des oberen Tei-
▶
les einer Gasflasche fixieren
Sicherungsband niemals am Flaschenhals fixieren
▶
Beachten Sie die Sicherheitsvorschriften des Gasflaschen-Herstellers.
Gasflasche fixieren
1
Schutzkappe der Gasflasche entfernen
2
Ventil der Gasflasche kurz öffnen, um umliegenden Schmutz zu entfernen
3
Dichtung am Druckminderer überprüfen
4
Druckminderer auf Gasflasche aufschrauben und festziehen
5
Bei Verwendung eines WIG-Schweißbrenners mit integriertem Gasanschluss:
Druckminderer und Anschluss Schutzgas an der Rückseite der Stromquelle mittels
6
Gasschlauch verbinden
Überwurfmutter des Gasschlauches festziehen
7
DE
Masseverbindung
zum Werkstück
herstellen
Schweißbrenner
anschließen
Bei Verwendung eines WIG-Schweißbrenners ohne integriertem Gasanschluss:
Gasschlauch des WIG-Schweißbrenners am Druckminderer anschließen
8
Netzschalter in Stellung - O - schalten
1
Massekabel einstecken und verriegeln
2
- bei MagicWave: in den Anschluss Massekabel
- bei TransTig: in die (+)-Strombuchse
Mit dem anderen Ende des Massekabels Verbindung zum Werkstück herstellen
3
VORSICHT!
Gefahr von Sachschäden durch Hochfrequenz.
Den Schweißbrenner JobMaster TIG nicht in Verbindung mit einem LocalNet Vertei-
▶
ler verwenden.
Netzschalter in Stellung - O - schalten
1
Schweißkabel des WIG-Schweißbrenners einstecken und durch Drehen nach rechts
2
verriegeln:
- bei MagicWave: in den Anschluss Schweißbrenner
- bei TransTig: in die (-)-Strombuchse
Steuerstecker des Schweißbrenners am Anschluss Brennersteuerung einstecken
3
und verriegeln
oder
Steuerleitung des Schweißbrenners JobMaster TIG am Anschluss LocalNet
anschließen
43

HINWEIS!
Für die Stromquellen TransTig keine reinen Wolframelektroden verwenden (Kennfarbe: grün).
Schweißbrenner gemäß Bedienungsanleitung des Schweißbrenners bestücken
4
Nur bei Verwendung von wassergekühltem Brenner und Kühlgerät:
5
Wasseranschlüsse des Schweißbrenners an den Anschlüssen Wasservorlauf
(schwarz) und Wasserrücklauf (rot) des Kühlgerätes anstecken.
44

Schweißbetrieb
45

46

WIG-Betriebsarten
DE
Sicherheit
Symbolik und
Erklärung
WARNUNG!
Gefahr durch Fehlbedienung.
Schwerwiegende Personen- und Sachschäden möglich.
Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung
▶
vollständig gelesen und verstanden wurde.
Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanleitungen
▶
der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen
und verstanden wurden!
Die Angaben über Einstellung, Stellbereich und Maßeinheiten der verfügbaren Parameter dem Abschnitt „Das Setup-Menü“ entnehmen.
Brennertaste zurückziehen und halten | Brennertaste loslassen | Brennertaste kurz zurückziehen (< 0,5 s)
Brennertaste vordrücken und halten | Brennertaste loslassen
GPr
Gas-Vorströmzeit
I
S
Startstrom-Phase: vorsichtiges
Erwärmen mit geringem Schweißstrom,
um den Zusatz-Werkstoff korrekt zu
positionieren
t
up
Up-Slope Phase: kontinuierliche
Erhöhung des Startstromes auf den
Hauptstrom (Schweißstrom) I
I
1
Hauptstrom-Phase (SchweißstromPhase): gleichmäßige Temperatureinbringung in das durch vorlaufende
Wärme erhitzte Grundmaterial
G-H
Gas-Nachströmzeit bei maximalem
Schweißstrom
1
SPt
Punktierzeit
I
E
Endstrom-Phase: zur Vermeidung einer
örtlichen Überhitzung des Grundmateriales durch Wärmestau am
Schweißende. Ein mögliches Durchfallen der Schweißnaht wird verhindert.
t
down
Down-Slope Phase: kontinuierliche
Absenkung des Schweißstromes auf
den Endkrater-Strom
I
2
Absenkstrom-Phase: Zwischenabsenkung des Schweißstromes zur Vermeidung einer örtlichen Überhitzung des
Grundmateriales
G-L
Gas-Nachströmzeit bei minimalem
Schweißstrom
47
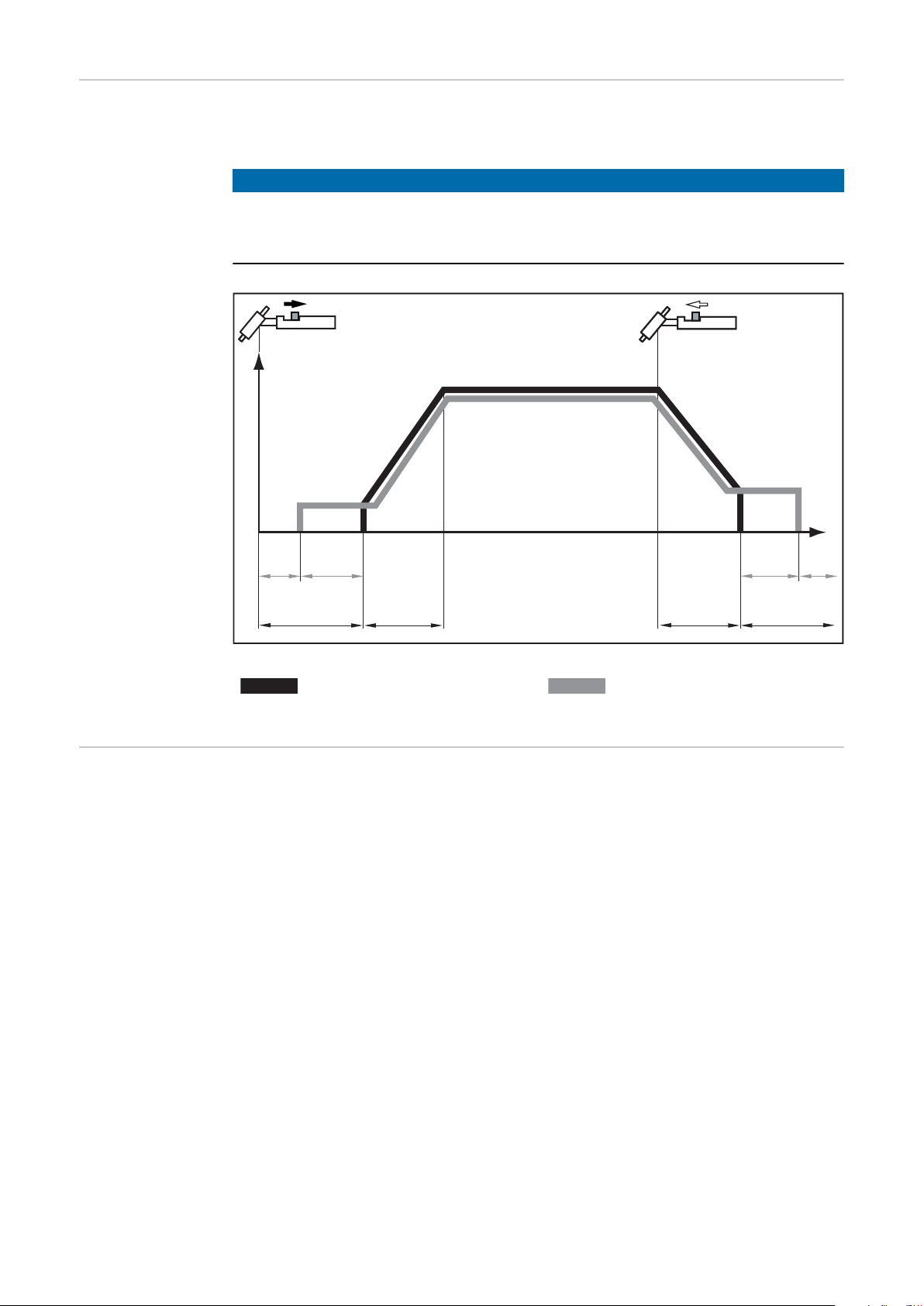
2-Takt Betrieb - Schweißen: Brennertaste zurückziehen und halten
I
t
I
1
G-L / G-HGPr t
up
t
down
I
S
GPr t
E
I
E
t
S
G-L
G-H
- Schweißende: Brennertaste loslassen
HINWEIS!
Um bei ausgewählter Betriebsart 2-Takt Betrieb auch im 2-Takt Betrieb zu arbeiten,
muss der Setup-Parameter SPt auf „OFF“ eingestellt sein, die Anzeige Punktieren
am Bedienpanel darf nicht leuchten.
2-Takt Betrieb
... manuelle Anwendung ... automatisierte Anwendung
Punktieren Wurde für den Setup-Parameter SPt ein Wert eingestellt, entspricht die Betriebsart 2-
Takt Betrieb der Betriebsart Punktieren. Die Sonderanzeige Punktieren am Bedienpanel
leuchtet.
- Schweißen: Brennertaste kurz zurückziehen
Die Schweißdauer entspricht dem Wert, der beim Setup-Parameter SPt eingegeben
wurde.
- vorzeitiges Beenden des Schweißvorganges: Brenenrtaste erneut zurückziehen
Bei Verwendung einer Fuß-Fernbedienung startet die Punktierzeit beim Betätigen der
Fuß-Fernbedienung. Die Leistung ist mit der Fuß-Fernbedienung nicht regulierbar.
48

I
t
I
1
GPr t
up
t
down
SPt
G-L
G-H
I
S
t
E
I
E
t
S
Punktieren
I
t
I
1
GPr
I
S
t
up
t
down
I
E
I
2
G-L
G-H
I
1
*)
4-Takt Betrieb - Schweißstart mit Startstrom IS: Brennertaste zurückziehen und halten
- Schweißen mit Hauptstrom I1: Brennertaste loslassen
- Absenken auf Endstrom IE: Brennertaste zurückziehen und halten
- Schweißende: Brennertaste loslassen
HINWEIS!
DE
Für den 4-Takt Betrieb muss der Setup-Parameter Sonder 4‑Takt (SFS) auf „OFF“
eingestellt sein.
4-Takt Betrieb
*) Zwischenabsenkung
Bei der Zwischenabsenkung wird während der Hauptstrom-Phase der Schweißstrom auf
den eingestellten Absenkstrom I2 abgesenkt.
- Zum Aktivieren der Zwischenabsenkung Brennertaste vordrücken und halten
- zum Wiederaufnehmen des Hauptstroms Brennertaste loslassen
Sonder 4-Takt
Betrieb:
Variante 1
Die Variante 1 des Sonder 4-Takt Betriebes ist aktiviert, wenn der Setup-Parameter Sonder 4‑Takt (SFS) auf „1“ eingestellt wurde.
Die Zwischenabsenkung auf den eingestellten Absenkstrom I2 erfolgt durch kurzes
49

Zurückziehen der Brennertaste. Nach erneutem kurzen Zurückziehen der Brennertaste
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
steht wieder der Hauptstrom I1 zur Verfügung.
Sonder 4-Takt Betrieb: Variante 1
Sonder 4-Takt
Betrieb:
Variante 2
Die Variante 2 des Sonder 4-Takt Betriebes ist aktiviert, wenn der Setup-Parameter Sonder 4‑Takt (SFS) auf „2“ eingestellt wurde.
Die Zwischenabsenkung erfolgt in Variante 2 auch über die eingestellten Slope-Werte
Down-Slope t
und Up-Slope tup:
down
- Vordrücken und Halten der Brennertaste: der Schweißstrom sinkt über den eingestellten Down-Slope kontinuierlich bis auf den Wert für den eingestellten Absenkstrom I2. Der Absenkstrom I2 verbleibt bis zum Loslassen der Brennertaste.
- Nach Loslassen der Brennertaste: der Schweißstrom steigt über den eingestellten
Up-Slope auf den Hauptstrom I1.
Sonder 4-Takt Betrieb: Variante 2
Sonder 4-Takt
Betrieb:
Variante 3
Die Variante 3 des Sonder 4-Takt Betriebes ist aktiviert, wenn der Setup-Parameter Sonder 4‑Takt (SFS) auf „3“ eingestellt wurde.
Die Zwischenabsenkung des Schweißstromes erfolgt in Variante 3 durch Vordrücken und
Halten der Brennertaste. Nach dem Loslassen der Brennertaste steht wieder der Haupt-
50
strom I1 zur Verfügung.

Beim Zurückziehen der Brennertaste erfolgt das Schweißende sofort, ohne Downslope
I
t
I
1
GPr
I
S
G-L / G-H
I
1
I
2
t
up
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
t
E
t
S
und Endkraterstrom.
Sonder 4-Takt Betrieb: Variante 3
DE
Sonder 4-Takt
Betrieb:
Variante 4
Die Variante 4 des Sonder 4-Takt Betriebes ist aktiviert, wenn der Setup-Parameter SFS
auf „4“ eingestellt wurde.
- Schweißstart und Schweißen: Brennertaste kurz zurückziehen und loslassen - der
Schweißstrom steigt vom Startstrom IS über den eingestellten Up-Slope auf den
Hauptstrom I1.
- Zwischenabsenkung durch Vordrücken und Halten der Brennertaste
- nach Loslassen der Brennertaste steht wieder der Hauptstrom I1 zur Verfügung
- Schweißende: Brennertaste kurz zurückziehen und loslassen
Sonder 4-Takt Betrieb: Variante 4
51

Kalottenbildung und Überbelastung der Kalotte
(2)(1)
Kalottenbildung
(1) vor dem Zünden
(2) nach dem Zünden
HINWEIS!
Für das Verfahren WIG AC
Schweißensteht bei den MagicWaveStromquellen die Funktion zur automatischen Kalottenbildung zur Verfügung:
- bei ausgewähltem Verfahren WIG
AC Schweißen die Funktion automatische Kalottenbildung aktivieren
- Für den eingegebenen Durchmesser der Wolframelektrode wird
während des Schweißstartes die
optimale Kalotte gebildet.
Eine separate Kalottenbildung an
einem Versuchs-Werkstück ist
nicht erforderlich.
- Danach wird die Funktion automatische Kalottenbildung wieder
zurückgesetzt und deaktiviert.
Die Funktion automatische Kalottenbildung ist für jede Wolframelektrode separat zu aktivieren.
Überbelastung
der Kalotte
Die Funktion automatische Kalottenbildung ist nicht erforderlich, wenn an der
Wolframelektrode eine ausreichend große Kalotte ausgebildet ist.
Durch eine Überbelastung der Kalotte besteht die Gefahr des Ausbildens einer
übergroßen Kalotte an der Wolframelektrode. Eine übergroße Kalotte wirkt sich negativ
auf die Zündeigenschaften aus.
Bei Überbelastung der Kalotte leuchtet die Anzeige „Elektrode überlastet“ am
Bedienpanel.
Mögliche Ursachen für eine Überbelastung der Kalotte:
- Wolframelektrode mit zu geringem Durchmesser
- Hauptstrom I1 auf einen zu hohen Wert eingestellt
- Balance zu weit in Richtung „+“ eingestellt
Abhilfe:
- Wolframelektrode mit größerem Durchmesser verwenden
- Den Hauptstrom reduzieren und/oder die Balance weiter in Richtung „-“ einstellen
HINWEIS!
52
Die Anzeige „Elektrode überlastet“ ist exakt auf folgende Wolframelektroden abgestimmt:
WIG AC Schweißen: Reinwolfram-Elektroden
WIG DC Schweißen: Cerierte Elektroden
Für alle anderen Elektroden gilt die Anzeige „Elektrode überlastet“ als Richtwert.

WIG-Schweißen
DE
Sicherheit
Schweißparameter: Anzeige und
Navigation
WARNUNG!
Gefahr durch Fehlbedienung.
Schwerwiegende Personen- und Sachschäden möglich.
Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung
▶
vollständig gelesen und verstanden wurde.
Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanleitungen
▶
der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen
und verstanden wurden!
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Ist die Stromquelle während der Installation am Netz angesteckt, besteht die Gefahr
schwerwiegender Personen- und Sachschäden.
Sämtliche Arbeiten am Gerät nur durchführen, wenn der Netzschalter der Strom-
▶
quelle in Stellung - O - geschaltet ist.
Sämtliche Arbeiten am Gerät nur durchführen, wenn die Stromquelle vom Netz
▶
getrennt ist.
Die WIG-Schweißparameter werden angezeigt, sobald die Betriebsart 2-Takt oder die
Betriebsart 4-Takt ausgewählt wurde.
Schweißparameter bei WIG
Die Navigation innerhalb der Schweißparameter erflogt mittels der Tasten links und
rechts.
Startstrom, 2-Takt Betrieb
Einheit % (vom Hauptstrom)
Einstellbereich 30 - 200 AC, 0 - 200 DC
Werkseinstellung
WICHTIG! Der Startstrom wird für die Betriebsarten WIG AC Schweißen und WIG DC
Schweißen getrennt gespeichert.
35 AC, 50 DC
Startstrom, 4-Takt Betrieb
53

Up-Slope, 2-Takt Betrieb
Up-Slope, 4-Takt Betrieb
Einheit s
Einstellbereich 0,0 - 9,9
Werkseinstel-
0,1
lung
WICHTIG! Der Up-Slope wird für die Betriebsarten 2-Takt Betrieb und 4-Takt Betrieb
getrennt gespeichert.
Hauptstrom, 2-Takt Betrieb
Hauptstrom, 4-Takt Betrieb
Einheit A
Einstellbereich MW 2200 Comfort 3-220
MW 2500 Comfort 3-250
MW 3000 Comfort 3-300
MW 4000 Comfort 3-400
MW 5000 Comfort 3-500
TT 2200 Comfort 3 - 220
TT 2500 Comfort 3 - 250
TT 3000 Comfort 3 - 300
TT 4000 Comfort 3 - 400
TT 5000 Comfort 3 - 500
Werkseinstel-
-
lung
WICHTIG! Bei Schweißbrennern mit Up/Down-Funktion kann während des GeräteLeerlaufes der volle Einstellbereich angewählt werden. Während des Schweißvorganges ist eine Hauptstrom-Korrektur in Schritten von +/-20 A möglich.
bei 4-Takt Betrieb
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 100
Werkseinstel-
50
lung
54

DE
Down-Slope, 2-Takt Betrieb
Down-Slope, 4-Takt Betrieb
Einheit s
Einstellbereich 0,0 - 9,9
Werkseinstel-
1,0
lung
WICHTIG! Der Down-Slope wird für die Betriebsarten 2-Takt Betrieb und 4-Takt
Betrieb getrennt gespeichert.
Endstrom, 2-Takt Betrieb
Endstrom, 4-Takt Betrieb
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 100
Werkseinstel-
30
lung
nur bei MagicWave für das Verfahren WIG AC Schweißen
Einheit 1
Einstellbereich -5 - +5
Werkseinstel-
0
lung
-5: höchste Aufschmelzleistung, geringste Reinigungswirkung
+5: höchste Reinigungswirkung, geringste Aufschmelzleistung
55
bei vorhandener Option Kaltdraht-Vorschub
Einheit m/min ipm
Einstellbereich OFF / 0,1 - max. OFF / 3.9 - max.
Vorbereitung
Werkseinstellung
Einheit mm in.
Einstellbereich OFF - max. OFF - max.
Werkseinstellung
Netzstecker einstecken
1
VORSICHT!
Gefahr von Personen- und Sachschäden durch elektrischen Schlag.
Sobald der Netzschalter in Stellung - I - geschaltet ist, ist die Wolframelektrode des
Schweißbrenners spannungsführend.
Darauf achten, dass die Wolframelektrode keine Personen oder elektrisch leitenden
▶
oder geerdeten Teile berührt (z.B. Gehäuse, etc.).
OFF
2,4 0.1
WIG-Schweißen
56
Netzschalter in Stellung - I - schalten
2
Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktueller
Firmware-Version und Fronius Internet-Adresse angezeigt:
Mittels Taste Betriebsart die gewünschte WIG-Betriebsart anwählen:
1

Betriebsart 2-Takt Betrieb
Betriebsart 4-Takt Betrieb
Am Display wird die Graphik für die WIG-Schweißparameter angezeigt:
WIG-Schweißparameter für 2-Takt Betrieb
(Schweißparameter Hauptstrom ausgewählt)
Nur bei Magic Wave: Mittels Taste Betriebsart die gewünschte WIG-Betriebsart
2
WIG-Schweißparameter für 4-Takt Betrieb
(Schweißparameter Hauptstrom ausgewählt)
anwählen:
Verfahren AC Schweißen
Verfahren AC Schweißen mit automatischer Kalottenbildung
Verfahren DC Schweißen
DE
Mittels Taste rechts die entsprechenden Schweißparameter auswählen
3
Ausgewählte Parameter mit dem Einstellrad auf den gewünschten Wert einstellen
4
Falls erforderlich, weitere Paramter im Setup-Menü einstellen:
5
- Taste Menü drücken
Das jeweilige Menü wird angezeigt:
- Mittels Einstellrad das gewünschte Setup-Menü auswählen
- Ausgewähltes Setup-Menü durch Drücken des Einstellrades öffnen
- Mittels Einstellrad den Parameter auswählen
- Zum Verändern des Parameters Einstellrad drücken
- Wert des Parameters mittels Einstellrad verändern
- Einstellrad drücken
- Aus dem Setup-Menü aussteigen
HINWEIS!
Grundsätzlich bleiben sämtliche mittels Einstellrad eingestellten Parameter-Sollwerte bis zur nächsten Änderung gespeichert.
Dies gilt auch, wenn die Stromquelle zwischenzeitlich aus- und wieder eingeschaltet
wurde.
Gasflaschen-Ventil öffnen
6
57

Schutzgas-Menge einstellen:
7
Taste Gasprüfen drücken
Die Test-Gasströmung erfolgt für höchstens 30 Sekunden. Durch erneutes Drücken
wird der Vorgang vorzeitig beendet.
- Stellschraube an der Unterseite des Druckminderers drehen, bis das Manome-
ter die gewünschte Gasmenge anzeigt
Bei langen Schlauchpaketen und bei Kondenswasser-Bildung nach längerer Still-
8
standszeit in der Kälte:
Schutzgas vorspülen - den Setup-Parameter GPU auf einen Zeitwert einstellen
Schweißvorgang einleiten (Lichtbogen zünden)
9
58

Lichtbogen zünden
Allgemeines Für einen optimalen Zündablauf beim Verfahren WIG AC Schweißen berücksichtigen die
Stromquellen MagicWave:
- den Durchmesser der Wolframelektrode
- die aktuelle Temperatur der Wolframelektrode unter Berücksichtigung der vorangegangenen Schweißdauer und Schweißpause
Für einen optimalen Zündablauf beim Verfahren WIG DC Schweißen verfügen die
Stromquellen MagicWave über die Funktion RPI (Reverse Polarity Ignition = Zünden mit
umgekehrter Polarität).
Zu Schweißbeginn erfolgt eine kurzzeitige Umkehr der Polarität. Elektronen treten aus
dem Werkstück aus und treffen auf die Wolframelektrode auf. Daraus resultiert eine
rasche Erwärmung der Wolframelektrode - eine wesentliche Voraussetzung für optimale
Zündeigenschaften.
Weitere Informationen zur Funktion RPI befinden sich im Kapitel Setup-Einstellungen,
Abschnitt „WIG-Setup 2nd“.
DE
Lichtbogen
zünden mittels
Hochfrequenz
(HF-Zünden)
VORSICHT!
Verletzungsgefahr durch Schreckwirkung infolge eines elektrischen Schlages
Obwohl Fronius-Geräte alle relevanten Normen erfüllen, kann das HochfrequenzZünden unter bestimmten Gegebenheiten einen ungefährlichen aber spürbaren elektrischen Schlag übertragen.
Vorgeschriebene Schutzkleidung verwenden, insbesondere Handschuhe!
▶
Nur geeignete, vollkommen intakte und unbeschädigte WIG-Schlauchpakete ver-
▶
wenden!
Nicht in feuchter oder nasser Umgebung arbeiten!
▶
Besondere Vorsicht bei Arbeiten auf Gerüsten, Arbeitsplattformen, in Zwangslagen,
▶
an engen, schwer zugänglichen oder exponierten Stellen!
Das HF-Zünden ist aktiviert, wenn für den Setup-Parameter HFt ein Zeitwert eingestellt
wurde.
Am Bedienpanel leuchtet die Sonderanzeige HF-Zünden.
Gegenüber dem Berührungszünden entfällt beim HF-Zünden das Risiko der Verunreinigung von Wolframelektrode und Werkstück.
Vorgehensweise für das HF-Zünden:
59
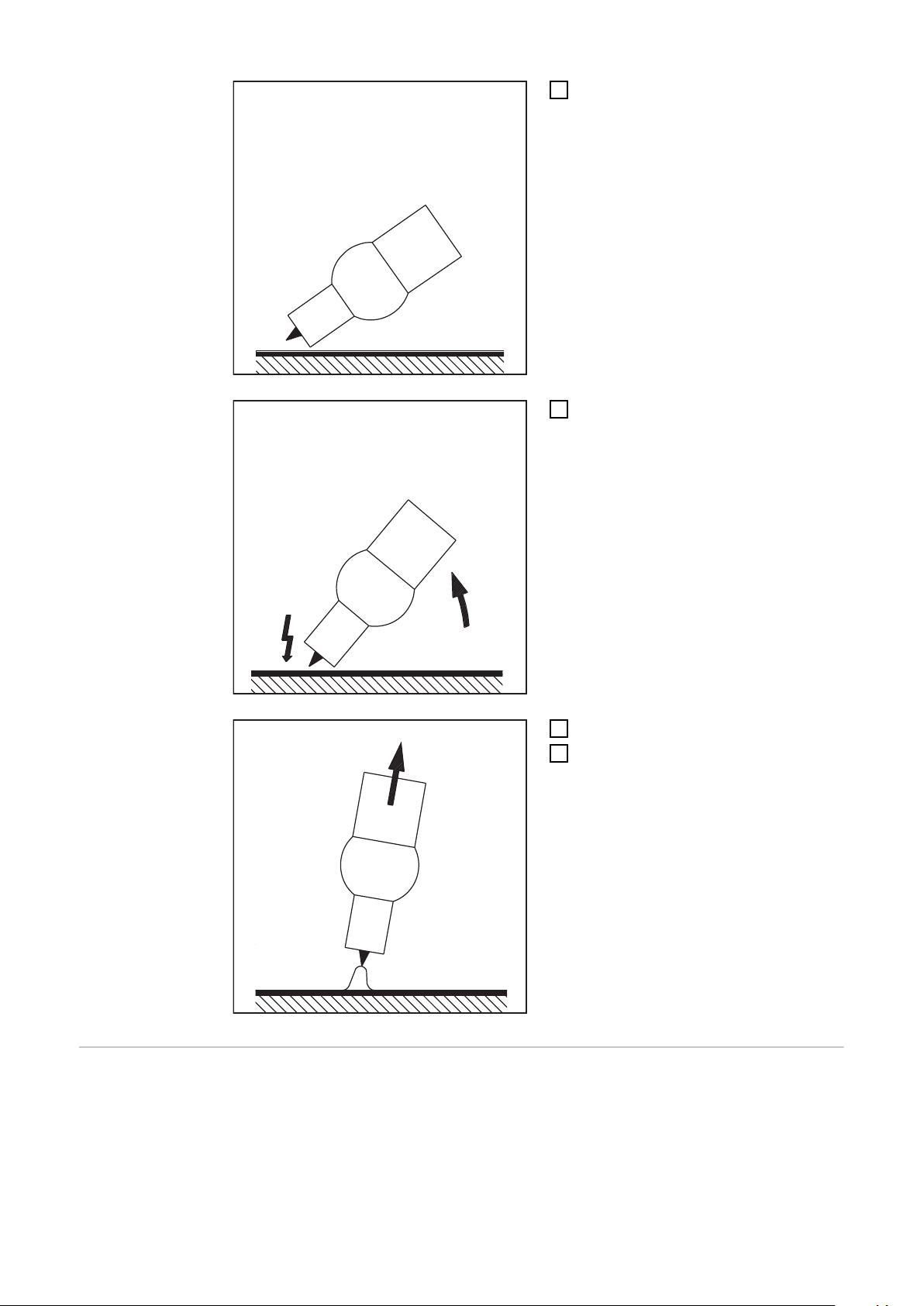
Gasdüse an der Zündstelle aufsetzen,
1
sodass zwischen Wolframelektrode
und Werkstück ca. 2 bis 3 mm (5/64 1/8 in.) Abstand besteht.
Neigung des Brenners erhöhen und
2
Brennertaste gemäß angewählter
Betriebsart betätigen
Der Lichtbogen zündet ohne WerkstückBerührung.
Brenner in Normallage neigen
3
Schweißung durchführen
4
BerührungszündenIst der Setup-Parameter HFt auf OFF eingestellt, ist das HF-Zünden deaktiviert. Die
Zündung des Lichtbogens erfolgt durch Berühren des Werkstückes mit der Wolframelektrode.
Vorgehensweise für das Zünden des Lichtbogens mittels Berührungszünden:
60

Gasdüse an der Zündstelle aufsetzen,
1
sodass zwischen Wolframelektrode
und Werkstück ca. 2 bis 3 mm (5/64
bis 1/8 in.) Abstand besteht
Brennertaste betätigen
2
Schutzgas strömt
Schweißbrenner langsam aufrichten,
3
bis die Wolframelektrode das
Werkstück berührt
DE
Schweißende
Schweißbrenner anheben und in Nor-
4
mallage schwenken
Der Lichtbogen zündet.
Schweißung durchführen
5
Schweißung je nach eingestellter Betriebsart durch Loslassen der Brennertaste
1
beenden
Eingestellte Gas-Nachströmung abwarten, Schweißbrenner in Position über dem
2
Ende der Schweißnaht halten.
61

Sonderfunktionen und Optionen
Funktion Lichtbogen-Abriss Überwachung
Funktion Ignition
Time-Out
Reißt der Lichtbogen ab und kommt innerhalb einer im Setup-Menü eingestellten Zeitspanne kein Stromfluss zustande, schaltet die Stromquelle selbsttätig ab. Das Bedienpanel zeigt den Service-Code „no | Arc“.
Zur Wiederaufnahme des Schweißprozesses eine beliebige Taste am Bedienpanel oder
die Brennertaste drücken.
Die Einstellung des Setup-Parameters Lichtbogen-Abriss Überwachung (Arc) ist im
Abschnitt „WIG-Setup 2nd“ beschrieben.
Die Stromquelle verfügt über die Funktion Ignition Time-Out.
Wird die Brennertaste gedrückt, beginnt sofort die Gas-Vorströmung. Anschließend wird
der Zündvorgang eingeleitet. Kommt innerhalb einer im Setup-Menü eingestellten, Zeitdauer kein Lichtbogen zustande, schaltet die Stromquelle selbsttätig ab. Das Bedienpanel zeigt den Service-Code „no | IGn“.
Am Schweißbrenner JobMaster TIG wird die Anzeige „E55“ ausgegeben.
Für einen erneuten Versuch eine beliebige Taste am Bedienpanel oder die Brennertaste
drücken.
Die Einstellung des Parameters Ignition Time-Out (ito) ist im Abschnitt „WIG-Setup 2nd“
beschrieben.
WIG-Pulsen Der zu Beginn der Schweißung eingestellte Schweißstrom muss nicht immer für den
gesamten Schweißvorgang von Vorteil sein:
- bei zu geringer Stromstärke wird der Grund-Werkstoff nicht genügend aufgeschmolzen,
- bei Überhitzung besteht die Gefahr, dass das flüssige Schmelzbad abtropft.
Abhilfe bietet die Funktion WIG-Pulsen (WIG-Schweißen mit pulsierendem
Schweißstrom):
ein niedriger Grundstrom I-G steigt nach steilem Anstieg auf den deutlich höheren Pulsstrom I1 und fällt je nach eingestellter Zeit dcY (Duty-Cycle) wieder auf den Grundstrom
I-G ab.
Beim WIG-Pulsen werden kleine Abschnitte der Schweißstelle schnell aufgeschmolzen,
welche auch schnell wieder erstarren.
Bei manuellen Anwendungen erfolgt beim WIG-Pulsen das Zusetzen des Schweißdrahtes in der Maximal-Stromphase (nur möglich im niedrigen Frequenzbereich von 0,25 - 5
Hz). Höhere Pulsfrequenzen werden meist im automatisierten Betrieb angewandt und
dienen vorwiegend der Stabilisierung des Lichtbogens.
WIG-Pulsen kommt beim Schweißen von Stahlrohren in Zwangslage oder beim
Schweißen dünner Bleche zur Anwendung.
62
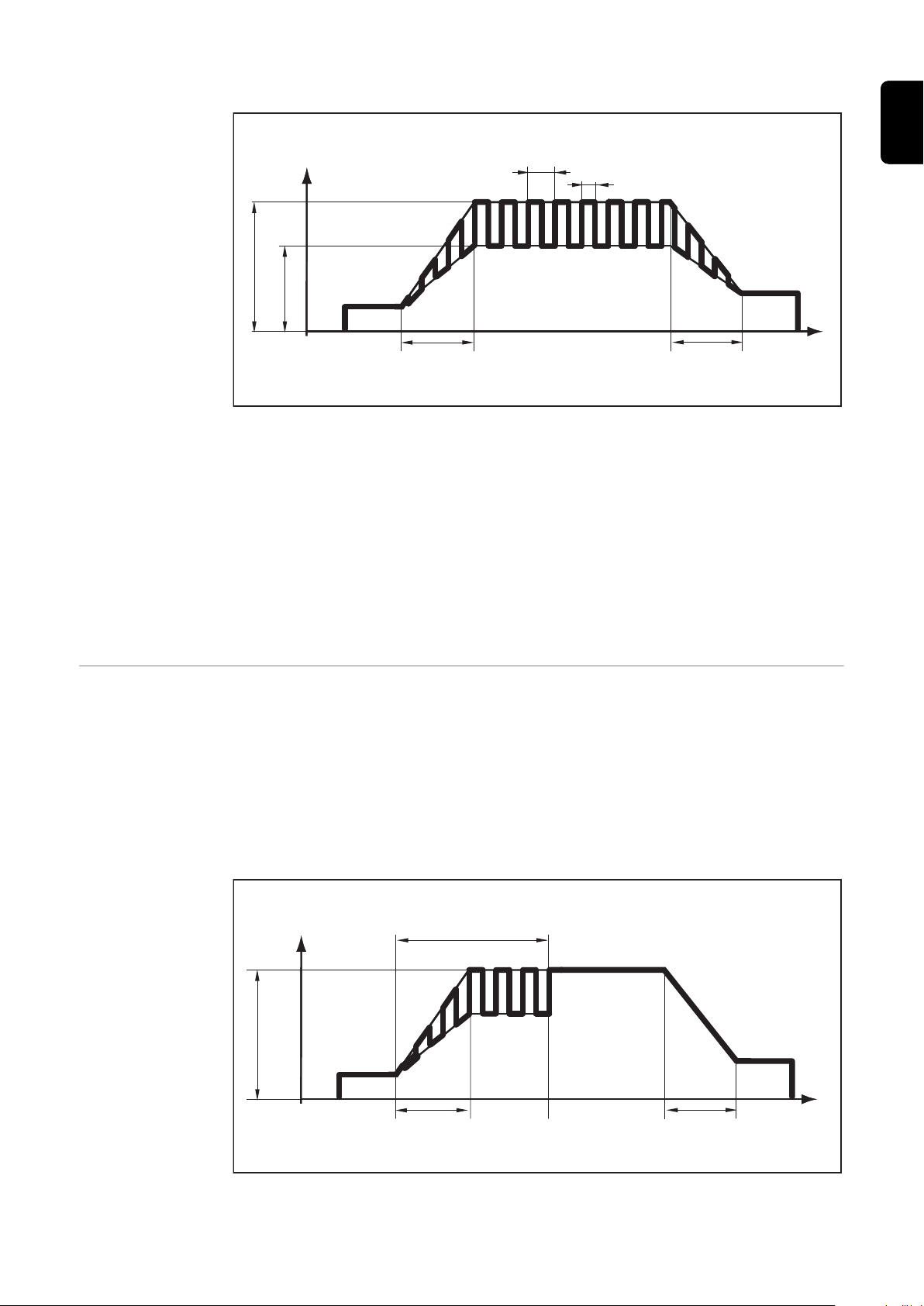
Funktionsweise des WIG-Pulsens bei angewähltem Verfahren WIG DC Schweißen:
1/F-P
I
1
I-G
I
t
t
up
t
down
I
S
I
E
dcY
tAC
I
1
I
t
t
up
t
down
I
S
I
E
WIG-Pulsen - Verlauf des Schweißstromes
Legende:
DE
I
S
I
E
t
up
t
Down
Startstrom F-P Pulsfrequenz *)
Endstrom dcY Duty cycle
Up-Slope I-G Grundstrom
Down-Slope I
1
Hauptstrom
*) (1/F-P = Zeitabstand zweier Impulse)
Heftfunktion Für das Verfahren WIG DC Schweißen steht die Heftfunktion zur Verfügung.
Sobald für den Setup-Parameter tAC (Heften) eine Zeitdauer eingestellt wird, sind die
Betriebsarten 2-Takt Betrieb und 4-Takt Betrieb mit der Heftfunktion belegt. Der Ablauf
der Betriebsarten bleibt unverändert.
Während dieser Zeit steht ein gepulster Schweißstrom zur Verfügung, der das Ineinanderfließen des Schmelzbades beim Heften zweier Bauteile optimiert.
Funktionsweise der Heftfunktion bei angewähltem Verfahren WIG DC Schweißen:
Heftfunktion - Verlauf des Schweißstromes
63

Legende:
tAC Dauer des gepulsten Schweißstromes für den Heftvorgang
I
S
I
E
t
up
t
Down
I
1
HINWEIS!
Für den gepulsten Schweißstrom gilt:
▶
▶
Der gepulste Schweißstrom beginnt
- nach Ablauf der Startstromphase I
- mit der Up-Slope Phase t
Je nach eingestellter tAC-Zeit kann der gepulste Schweißstrom bis einschließlich der
Endstrom-Phase IE anhalten (Setup-Parameter tAC auf „On“).
Nach Ablauf der tAC-Zeit wird mit konstantem Schweißstrom weitergeschweißt, gegebenenfalls eingestellte Puls-Parameter stehen zur Verfügung.
Startstrom
Endstrom
Up-Slope
Down-Slope
Hauptstrom
Die Stromquelle regelt automatisch die Puls-Parameter in Abhängigkeit des eingestellten Hauptstromes I1.
Es müssen keine Puls-Parameter eingestellt werden.
S
up
WIG KaltdrahtSchweißen
HINWEIS!
Um eine definierte Heftzeit einzustellen kann der Setup-Parameter tAC mit dem
Setup-Parameter SPt (Punktierzeit) kombiniert werden.
In Verbindung mit einem Kaltdraht-Vorschub ist WIG Kaltdraht-Schweißen möglich.
Funktionsweise WIG Kaltdraht-Schweißen bei eingestellter Pulsfrequenz und
angewähltem Verfahren DC Schweißen:
a) Stromverlauf
b) Verlauf Drahtgeschwindigkeit
64

1/F-P
I
1
I-G
dt2
I
v
D
a)
b)
t
dt1
t
up
t
down
I
S
I
E
Fd.2
Fd.1
t
dcY
Legende:
DE
I
S
I
E
t
up
t
Down
Startstrom dcY Duty cycle
Endstrom I-G Grundstrom
Up-Slope I
1
Down-Slope F-P
Hauptstrom
Pulsfrequenz
1)
Fd.1 Drahtgeschwindigkeit 1 Fd.2 Drahtgeschwindigkeit 2
dt1 Verzögerung des Draht-Förder-
beginns ab Beginn der Hauptstrom-Pase I
1)
(1/F-P = Zeitabstand zweier Impulse)
1
dt2 Verzögerung des Draht-Förder-
endes ab Ende der HauptstromPhase I
1
65

Stabelektroden-Schweißen
Sicherheit
Schweißparameter: Anzeige und
Navigation
WARNUNG!
Gefahr durch Fehlbedienung.
Schwerwiegende Personen- und Sachschäden möglich.
Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung
▶
vollständig gelesen und verstanden wurde.
Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanleitungen
▶
der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen
und verstanden wurden!
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Ist die Stromquelle während der Installation am Netz angesteckt, besteht die Gefahr
schwerwiegender Personen- und Sachschäden.
Sämtliche Arbeiten am Gerät nur durchführen, wenn der Netzschalter der Strom-
▶
quelle in Stellung - O - geschaltet ist.
Sämtliche Arbeiten am Gerät nur durchführen, wenn die Stromquelle vom Netz
▶
getrennt ist.
Die Schweißparameter für das Stabelektroden-Schweißen werden angezeigt, sobald die
Betriebsart Stabelektroden-Schweißen ausgewählt wurde.
Die Navigation innerhalb der Schweißparameter erflogt mittels der Tasten links und
rechts.
66

Schweißparameter bei Stabelektroden
Startstrom: Startstrom < Hauptstrom („Soft-Start“) Startstrom: Startstrom = Hauptstrom
Startstrom: Startstrom > Hauptstrom („Hot-Start“)
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 200
DE
Werkseinstel-
150
lung
Hauptstrom: Startstrom < Hauptstrom („Soft-Start“) Hauptstrom: Startstrom = Hauptstrom
Hauptstrom: Startstrom > Hauptstrom („Hot-Start“)
Einheit A
Einstellbereich MW 2200 Comfort 10-180
MW 2500 Comfort 10-250
MW 3000 Comfort 10-300
MW 4000 Comfort 10-400
MW 5000 Comfort 10-500
TT 2200 Comfort 10 - 180
TT 2500 Comfort 10 - 250
TT 3000 Comfort 10 - 300
TT 4000 Comfort 10 - 400
TT 5000 Comfort 10 - 500
Werkseinstellung
-
67

Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen die Dynamik
einzustellen.
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 100
Werkseinstel-
20
lung
0 weicher und spritzerarmer Lichtbogen
100 härterer und stabilerer Lichtbogen
Funktionsprinzip:
Im Moment des Tropfenüberganges oder im Kurzschluss-Fall erfolgt eine kurzfristige
Erhöhung der Stromstärke. Um einen stabilen Lichtbogen zu erhalten, erhöht sich der
Schweißstrom vorübergehend. Droht die Stabelektrode im Schmelzbad einzusinken,
verhindert diese Maßnahme ein Erstarren des Schmelzbades, sowie ein längeres
Kurzschließen des Lichtbogens. Eine festsitzende Stabelektrode ist hierdurch weitgehend ausgeschlossen.
nur bei MagicWave für das Verfahren Stabelektroden AC Schweißen
Einheit 1
Einstellbereich -5 - +5
Vorbereitung
Werkseinstel-
0
lung
-5: höchste Aufschmelzleistung, geringste Reinigungswirkung
+5: höchste Reinigungswirkung, geringste Aufschmelzleistung
Vorhandene Kühlgeräte ausschalten (Setup-Parameter C-C auf OFF einstellen)
1
Netzschalter in Stellung - O - schalten
2
Netzstecker ausstecken
3
WIG-Schweißbrenner abmontieren
4
Massekabel einstecken und verriegeln:
5
- bei MagicWave: in den Anschluss Massekabel
- bei TransTig: in die (+)-Strombuchse
Mit dem anderen Ende des Massekabels Verbindung zum Werkstück herstellen
6
Elektrodenkabel einstecken und durch Drehen nach rechts verriegeln:
7
- bei MagicWave: in den Anschluss Schweißbrenner
- bei TransTig: in die (-)-Strombuchse
68

Netzstecker einstecken
8
VORSICHT!
Gefahr von Personen- und Sachschäden durch elektrischen Schlag.
Sobald der Netzschalter in Stellung - I - geschaltet ist, ist die Stabelektrode im Elektrodenhalter spannungsführend.
Darauf achten, dass die Stabelektrode keine Personen oder elektrisch leitenden
▶
oder geerdeten Teile berührt (z.B. Gehäuse, etc.).
Netzschalter in Stellung - I - schalten
9
Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktueller
Firmware-Version und Fronius Internet-Adresse angezeigt:
DE
StabelektrodenSchweißen
Mittels Taste Betriebsart anwählen:
1
HINWEIS!
Wird die Betriebsart Stabelektrodenschweißen angewählt, steht die Schweißspannung erst nach einer Verzögerung von 3 Sekunden zur Verfügung.
Am Display wird die Graphik für die Stabelektroden-Schweißparameter angezeigt:
Nur bei MagicWave: mittels Taste Verfahren das gewünschte Schweißverfahren
2
anwählen:
Verfahren Stabelektroden AC Schweißen
Verfahren Stabelektroden AC Schweißen
Verfahren Stabelektroden DC- Schweißen
Verfahren Stabelektroden DC+ Schweißen
69

HINWEIS!
Die Stromquelle TransTig verfügt über keine Umschaltmöglichkeit zwischen den
Verfahren Stabelektroden DC- Schweißen und Stabelektroden DC+ Schweißen.
Vorgehensweise, um bei der Stromquelle TransTig vom Verfahren Stabelektroden DCSchweißen auf Stabelektroden DC+ Schweißen zu wechseln:
a) Netzschalter in Stellung - O - schalten
b) Netzstecker ausstecken
c) Elektrodenhalter und Massekabel an den Strombuchsen vertauschen
d) Netzstecker einstecken
VORSICHT!
Gefahr von Personen- und Sachschäden durch elektrischen Schlag.
Sobald der Netzschalter in Stellung - I - geschaltet ist, ist die Stabelektrode im Elektrodenhalter spannungsführend.
Darauf achten, dass die Stabelektrode keine Personen oder elektrisch leitenden
▶
oder geerdeten Teile berührt (z.B. Gehäuse, etc.)
e) Netzschalter in Stellung - I - schalten
Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktueller
Firmware-Version und Fronius Internet-Adresse angezeigt:
Mittels Taste rechts die entsprechenden Schweißparameter auswählen
3
Ausgewählte Parameter mit dem Einstellrad auf den gewünschten Wert einstellen
4
Falls erforderlich, weitere Paramter im Setup-Menü einstellen:
5
- Taste Menü drücken
Das jeweilige Menü wird angezeigt:
- Mittels Einstellrad das gewünschte Setup-Menü auswählen
- Ausgewähltes Setup-Menü durch Drücken des Einstellrades öffnen
- Mittels Einstellrad den Parameter auswählen
- Zum Verändern des Parameters Einstellrad drücken
- Wert des Parameters mittels Einstellrad verändern
- Einstellrad drücken
- Aus dem Setup-Menü aussteigen
70

HINWEIS!
I (A)
t (s)
0,5 1 1,5
Hti
I
1
HCU
100
150
Funktion HotStart
Grundsätzlich bleiben sämtliche mittels Einstellrad eingestellten Parameter-Sollwerte bis zur nächsten Änderung gespeichert.
Dies gilt auch, wenn die Stromquelle zwischenzeitlich aus- und wieder eingeschaltet
wurde.
Schweißvorgang einleiten
6
Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen die Funktion HotStart einzustellen.
Vorteile
- Verbesserung der Zündeigenschaften, auch bei Elektroden mit schlechten Zündeigenschaften
- Besseres Aufschmelzen des Grund-Werkstoffes in der Startphase, dadurch weniger
Kaltstellen
- Weitgehende Vermeidung von Schlacken-Einschlüssen
Die Einstellung der verfügbaren Parameter ist im Abschnitt „Stabelektr.-Setup 2nd“
beschrieben.
Legende
DE
Startstrom
< 100 %
(Soft-Start)
Hti Hot-current time = Hotstrom-
Zeit, 0-2 s, Werkseinstellung 0,5
s
HCU Hot-start-current = Hotstart-
Strom, 0-200 %,
Werkseinstellung 150 %
I
1
Hauptstrom = eingestellter
Schweißstrom
Funktionsweise
Während der eingestellten Hotstrom-Zeit
(Hti) wird der Schweißstrom I1 auf den
Hotstart-Strom HCU erhöht.
Beispiel für die Funktion Hot-Start
Um die Funktion Hot-Start zu aktivieren,
muss der Hotstart-Strom HCU > 100 sein.
Ein Startstrom < 100 % (Soft-Start) ist für basische Elektroden geeignet. Die Zündung
erfolgt mit niedrigem Schweißstrom. Sobald der Lichtbogen stabil ist, steigt der
Schweißstrom kontinuierlich bis zum eingestellten Schweißstrom-Sollwert.
71

I (A)
t
90A
30A
(1)
(3)
(2)
Beispiel für einen Startstrom < 100 % (Soft-Start)
Vorteile:
- Verbesserung der Zündeigenschaften
bei Elektroden, die bei niedrigem
Schweißstrom zünden
- Weitgehende Vermeidung von Schlacken-Einschlüssen
- Reduktion von Schweißspritzern
(1) Startstrom
(2) Startstrom-Zeit
(3) Hauptstrom
Die Einstellung der Startstrom-Zeit erfolgt
im Stabelektroden-Menü.
Funktion AntiStick
Bei kürzer werdendem Lichtbogen kann die Schweißspannung soweit absinken, dass
die Stabelektrode zum Festkleben neigt. Außerdem kann es zu einem Ausglühen der
Stabelektrode kommen.
Ein Ausglühen wird bei aktivierter Funktion Anti-Stick verhindert. Beginnt die Stabelektrode festzukleben, schaltet die Stromquelle den Schweißstrom sofort ab. Nach dem
Abtrennen der Stabelektrode vom Werkstück, kann der Schweißvorgang problemlos fortgesetzt werden.
Die Funktion Anti-Stick kann im Menü „Stabelektr.-Setup 2nd“ aktiviert und deaktiviert
werden.
72

Job-Schweißen
DE
Sicherheit
Schweißparameter: Anzeige und
Navigation
WARNUNG!
Gefahr durch Fehlbedienung.
Schwerwiegende Personen- und Sachschäden möglich.
Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung
▶
vollständig gelesen und verstanden wurde.
Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanleitungen
▶
der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen
und verstanden wurden!
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Ist die Stromquelle während der Installation am Netz angesteckt, besteht die Gefahr
schwerwiegender Personen- und Sachschäden.
Sämtliche Arbeiten am Gerät nur durchführen, wenn der Netzschalter der Strom-
▶
quelle in Stellung - O - geschaltet ist.
Sämtliche Arbeiten am Gerät nur durchführen, wenn die Stromquelle vom Netz
▶
getrennt ist.
Die Schweißparameter für das Job-Schweißen werden angezeigt, sobald ein Job ausgewählt wurde. Je nach Verfahren und Betriebsart des ausgewählten Jobs leuchten die
LEDs an den entsprechenden Symbolen.
Schweißparameter bei WIG
Die Navigation innerhalb der Schweißparameter erflogt mittels der Tasten links und
rechts.
Startstrom, 2-Takt Betrieb
Einheit % (vom Hauptstrom)
Einstellbereich 30 - 200 AC, 0 - 200 DC
Werkseinstellung
WICHTIG! Der Startstrom wird für die Betriebsarten WIG AC Schweißen und WIG DC
Schweißen getrennt gespeichert.
35 AC, 50 DC
Startstrom, 4-Takt Betrieb
73

Up-Slope, 2-Takt Betrieb
Up-Slope, 4-Takt Betrieb
Einheit s
Einstellbereich 0,0 - 9,9
Werkseinstel-
0,1
lung
WICHTIG! Der Up-Slope wird für die Betriebsarten 2-Takt Betrieb und 4-Takt Betrieb
getrennt gespeichert.
Hauptstrom, 2-Takt Betrieb
Hauptstrom, 4-Takt Betrieb
Einheit A
Einstellbereich MW 2200 Comfort 3-220
MW 2500 Comfort 3-250
MW 3000 Comfort 3-300
MW 4000 Comfort 3-400
MW 5000 Comfort 3-500
TT 2200 Comfort 3 - 220
TT 2500 Comfort 3 - 250
TT 3000 Comfort 3 - 300
TT 4000 Comfort 3 - 400
TT 5000 Comfort 3 - 500
Werkseinstel-
-
lung
WICHTIG! Bei Schweißbrennern mit Up/Down-Funktion kann während des GeräteLeerlaufes der volle Einstellbereich angewählt werden. Während des Schweißvorganges ist eine Hauptstrom-Korrektur in Schritten von +/-20 A möglich.
bei 4-Takt Betrieb
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 100
Werkseinstel-
50
lung
74

DE
Down-Slope, 2-Takt Betrieb
Down-Slope, 4-Takt Betrieb
Einheit s
Einstellbereich 0,0 - 9,9
Werkseinstel-
1,0
lung
WICHTIG! Der Down-Slope wird für die Betriebsarten 2-Takt Betrieb und 4-Takt
Betrieb getrennt gespeichert.
Endstrom, 2-Takt Betrieb
Endstrom, 4-Takt Betrieb
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 100
Werkseinstel-
30
lung
nur bei MagicWave für das Verfahren WIG AC Schweißen
Einheit 1
Einstellbereich -5 - +5
Werkseinstel-
0
lung
-5: höchste Aufschmelzleistung, geringste Reinigungswirkung
+5: höchste Reinigungswirkung, geringste Aufschmelzleistung
75
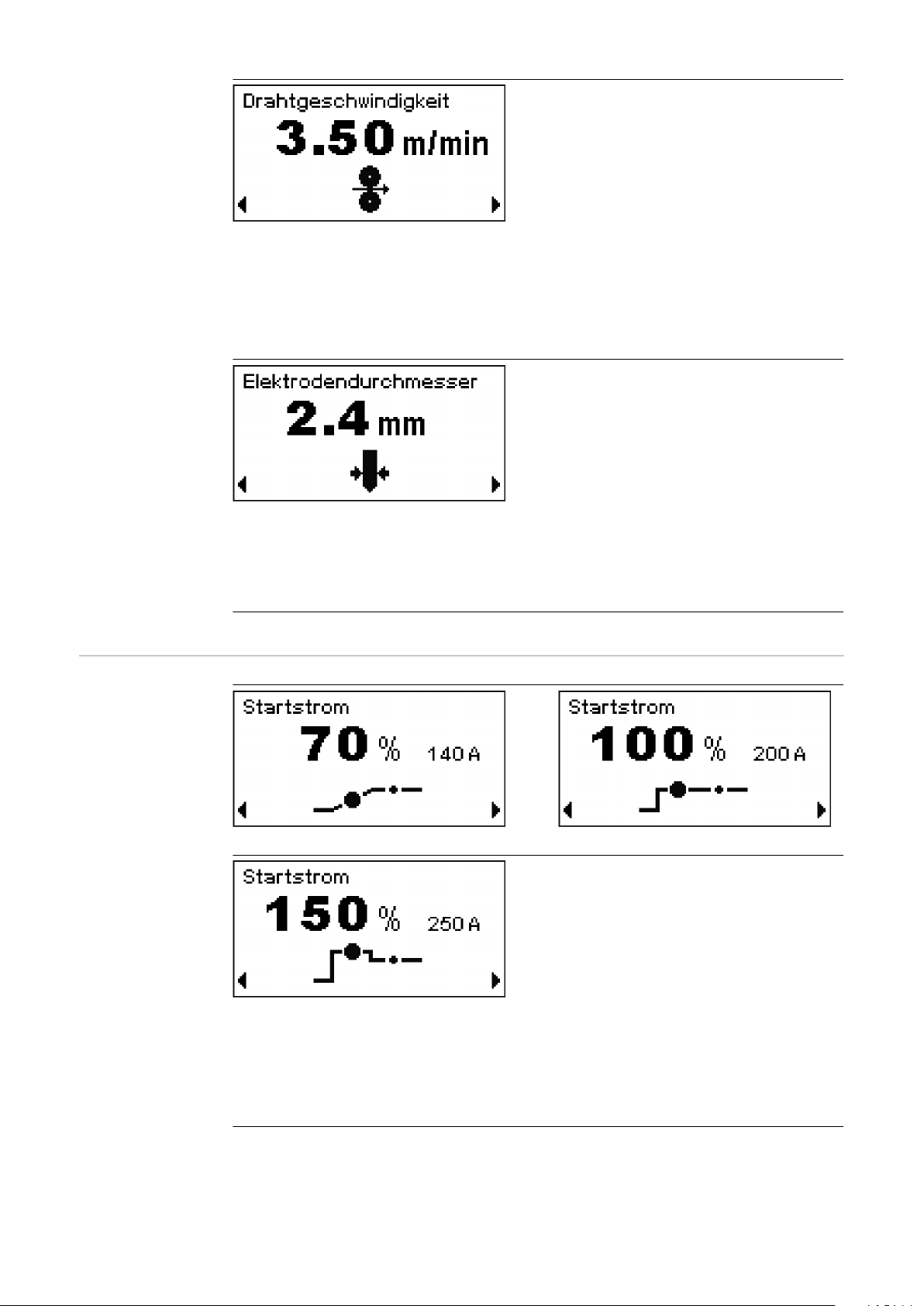
bei vorhandener Option Kaltdraht-Vorschub
Einheit m/min ipm
Einstellbereich OFF / 0,1 - max. OFF / 3.9 - max.
Schweißparameter bei Stabelektroden
Werkseinstel-
OFF
lung
Einheit mm in.
Einstellbereich OFF - max. OFF - max.
Werkseinstel-
2,4 0.1
lung
76
Startstrom: Startstrom < Hauptstrom („Soft-Start“) Startstrom: Startstrom = Hauptstrom
Startstrom: Startstrom > Hauptstrom („Hot-Start“)
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 200
Werkseinstel-
150
lung

Hauptstrom: Startstrom < Hauptstrom („Soft-Start“) Hauptstrom: Startstrom = Hauptstrom
Hauptstrom: Startstrom > Hauptstrom („Hot-Start“)
Einheit A
DE
Einstellbereich MW 2200 Comfort 10-180
MW 2500 Comfort 10-250
MW 3000 Comfort 10-300
MW 4000 Comfort 10-400
MW 5000 Comfort 10-500
Werkseinstel-
-
TT 2200 Comfort 10 - 180
TT 2500 Comfort 10 - 250
TT 3000 Comfort 10 - 300
TT 4000 Comfort 10 - 400
TT 5000 Comfort 10 - 500
lung
Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen die Dynamik
einzustellen.
Einheit % (vom Hauptstrom)
Einstellbereich 0 - 100
Werkseinstel-
20
lung
0 weicher und spritzerarmer Lichtbogen
100 härterer und stabilerer Lichtbogen
Funktionsprinzip:
Im Moment des Tropfenüberganges oder im Kurzschluss-Fall erfolgt eine kurzfristige
Erhöhung der Stromstärke. Um einen stabilen Lichtbogen zu erhalten, erhöht sich der
Schweißstrom vorübergehend. Droht die Stabelektrode im Schmelzbad einzusinken,
verhindert diese Maßnahme ein Erstarren des Schmelzbades, sowie ein längeres
Kurzschließen des Lichtbogens. Eine festsitzende Stabelektrode ist hierdurch weitgehend ausgeschlossen.
77

nur bei MagicWave für das Verfahren Stabelektroden AC Schweißen
Einheit 1
Einstellbereich -5 - +5
Vorbereitung
Werkseinstellung
-5: höchste Aufschmelzleistung, geringste Reinigungswirkung
+5: höchste Reinigungswirkung, geringste Aufschmelzleistung
Stromquelle dem zu verschweißenden Job entsprechend aufbauen und installieren
1
Netzstecker einstecken
2
VORSICHT!
Gefahr von Personen- und Sachschäden durch elektrischen Schlag.
Sobald der Netzschalter in Stellung - I - geschaltet ist, ist die Wolframelektrode des
Schweißbrenners spannungsführend.
Darauf achten, dass die Wolframelektrode keine Personen oder elektrisch leitenden
▶
oder geerdeten Teile berührt (z.B. Gehäuse, etc.).
Netzschalter in Stellung - I - schalten
3
Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktueller
Firmware-Version und Fronius Internet-Adresse angezeigt:
0
78

Job-Schweißen
Taste Menü drücken
1
Das aktuelle Hauptmenü wird angezeigt, z.B.:
Mittels Einstellrad „Job“ auswählen (Einstellrad drehen)
2
Einstellrad drücken
3
DE
Die Job-Menüpunkte werden angezeigt:
Mittels Einstellrad „Abrufen“ auswählen (Einstellrad drehen)
4
79

Einstellrad drücken
5
Der zuletzt aufgerufene Job wird angezeigt:
Ein freier Speicherplatz wird z.B. so angezeigt:
Mittels Einstellrad den gewünschten Job auswählen (Einstellrad drehen)
6
Um Schweißparameter entsprechend der im Job hinterlegten Job-Korrektur
7
zu ändern:
- Schweißparameter mittels Tasten links und rechts auswählen
- Einstellrad drücken
Der Wert des ausgwählten Schweißparameters wird in einem Rahmen angezeigt:
80

- Mittels Einstellrad den gewünschten Wert einstellen (Einstellrad drehen)
- Einstellrad drücken
Der geänderte Wert des ausgewählten Schweißparameters wird
übernommen
DE
Job-Schweißen
beenden
Schweißvorgang einleiten
8
Schweißvorgang beenden
1
Taste Menü drücken
2
Das Hauptmenü für das Job-Schweißen wird angezeigt:
Mittels Einstellrad „Job“ auswählen (Einstellrad drehen)
3
Einstellrad drücken
4
Die Job-Menüpunkte für einen aktiven Job werden angezeigt:
81

Mittels Einstellrad „Beenden“ auswählen (Einstellrad drehen)
5
Einstellrad drücken
6
Die Schweißparameter des aktuell eingestellten Verfahrens werden angezeigt, z.B.:
Startstrom, 2-Takt Betrieb
82

Einstellungen als Job speichern
Allgemeines In den einzelnen Schweißverfahren können Einstellungen und Schweißparameter in 100
Jobs gespeichert werden (Jobnummer 0 - 99).
DE
Vorbereitung
Mittels Taste Betriebsart die zu speichernde Betriebsart anwählen:
1
Betriebsart WIG 2-Takt Betrieb
Betriebsart WIG 4-Takt Betrieb
Betriebsart Stabelektroden
Am Display wird die entsprechende Graphik für die Schweißparameter
angezeigt, z.B.:
WIG-Schweißparameter für 2-Takt Betrieb
(Schweißparameter Hauptstrom ausgewählt)
Nur bei Magic Wave: mittels Taste Verfahren das gewünschte Schweißver-
2
fahren anwählen
Verfahren WIG AC Schweißen / Stabelektroden AC Schweißen
Verfahren WIG AC Schweißen mit automatischer Kalottenbil-
dung / Stabelektroden DC- Schweißen
Verfahren WIG DC Schweißen / Stabelektroden DC+ Schweißen
Mittels Taste rechts die einzelnen Schweißparameter auswählen
3
Den Wert der Schweißparameter mittels Einstellrad verändern (Einstellrad
4
drehen)
Zum Einstellen weiterer Parameter im Setup-Menü Taste Menü drücken
5
Das jeweilige Menü wird angezeigt, z.B.:
Mittels Einstellrad das gewünschte Setup-Menü auswählen
6
Ausgewähltes Setup-Menü durch Drücken des Einstellrades öffnen
7
83

Mittels Einstellrad Parameter auswählen
8
Zum Verändern eines Parameters Einstellrad drücken
9
Wert des Parameters mittels Einstellrad verändern
10
Einstellrad drücken
11
Taste Menü drücken
12
Das aktuelle Menü wird angezeigt, z.B.:
Einstellungen als
Job speichern
HINWEIS!
Beim Speichern von Einstellungen als Job werden alle Einstellungen in den
Schweißparametern sowie in den entsprechenden Setup-Menüs in einem Job
gespeichert.
Beim Erstellen von Jobs daher auch unbedingt die Parameter in den Setup-Menüs
berücksichtigen.
Im jeweiligen Setup-Menü durch Drehen des Einstellrades „Job“ auswählen
1
Einstellrad drücken
2
Die Job-Menüpunkte werden angezeigt:
84
Mittels Einstellrad „Speichern“ auswählen (Einstellrad drehen)
3

Einstellrad drücken
4
Der erste Screen „Job speichern“ wird angezeigt:
Durch Drehen des Einstellrades die Jobnummer auswählen, unter der die
5
DE
Einstellungen gespeichert werden sollen
Einstellrad drücken
6
- Bei freiem Speicherplatz werden die Einstellungen unter der ausgewählten Jobnummer gespeichert.
- Bei belegtem Speicherplatz wird eine Sicherheitsabfrage angezeigt.
Der zweite Screen „Job speichern“ wird kurz angezeigt:
Freier Speicherplatz:
Der Screen „Job benennen“ wird angezeigt:
Job benennen:
7
- Durch Drehen des Einstellrades die gewünschten Buchstaben / Ziffern auswählen:
85

- Durch Drücken des Einstellrades die Buchstaben / Ziffern übernehmen:
- Zum Löschen von Buchstaben / Ziffern Einstellrad drehen und ‘Del‘
- Einstellrad drücken, das letzte Zeichen wird gelöscht:
- Zum Übernehmen der Benennung Taste rechts (OK) drücken
auswählen:
86
Die Einstellungen werden gespeichert, der dritte Screen „Job speichern“
wird angezeigt:

Taste rechts (OK) drücken
8
Die Jobnummern-Übersicht wird angezeigt:
Eine Sicherheitsabfrage wird angezeigt:
Belegter Speicherplatz:
Taste links oder rechts drücken:
9
- Taste links (Nein): Job nicht überschreiben, zurück zur JobnummernÜbersicht
DE
- Taste rechts (Ja): Einstellungen unter der ausgewählten Jobnummer
abspeichern:
Der Screen „Job benennen“ wird angezeigt:
- Gegebenenfalls vorhandene Job-Benennung löschen: Einstellrad drehen und ‘Del’ auswählen
- Einstellrad drücken, das letzte Zeichen wird gelöscht:
87

- Durch Drehen des Einstellrades die gewünschten Buchstaben / Ziffern auswählen:
- Durch Drücken des Einstellrades die Buchstaben / Ziffern überneh-
- Zum Übernehmen der Benennung Taste rechts (OK) drücken
Die Einstellungen werden gespeichert, der Screen „Job gespeichert“
men:
wird angezeigt:
88
Taste rechts (OK) drücken
10
Die Jobnummern-Übersicht wird angezeigt:
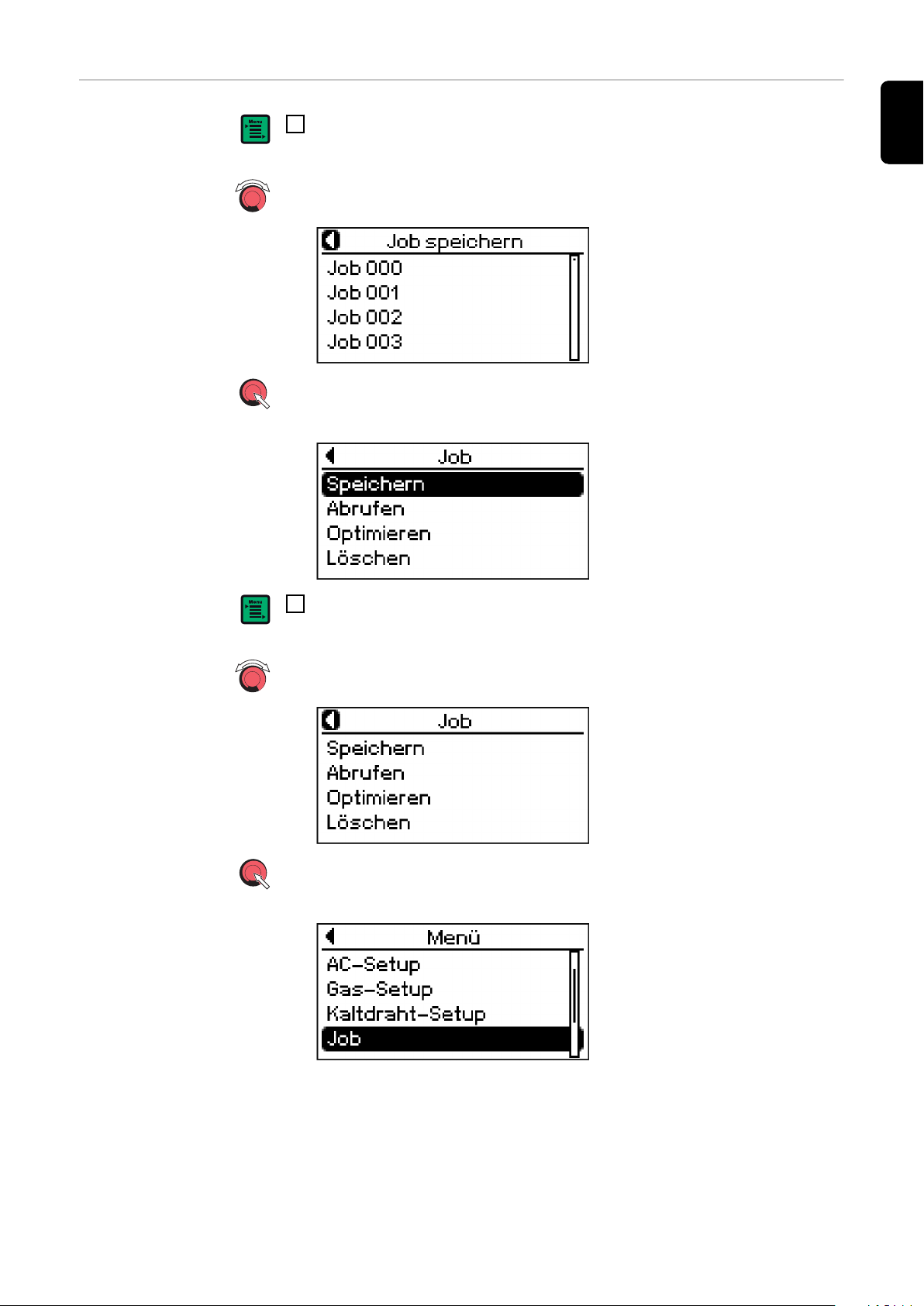
Job speichern
beenden
Taste Menü drücken
1
oder
DE
- Pfeilsymbol durch Drehen des Einstellrades auswählen
- Einstellrad drücken
Die Job-Menüpunkte werden angezeigt:
Taste Menü drücken
2
oder
- Pfeilsymbol durch Drehen des Einstellrades auswählen
- Einstellrad drücken
Das aktuelle Setup-Menü wird angezeigt:
89

Taste Menü drücken
3
oder
- Pfeilsymbol durch Drehen des Einstellrades auswählen
Die aktuellen Schweißparameter werden angezeigt, z.B.:
WIG-Schweißparameter für 2-Takt Betrieb
(Schweißparameter Hauptstrom ausgewählt)
90

Setup Einstellungen
91

92

Das Setup-Menü
Allgemeines Das Setup-Menü bietet einfachen Zugriff auf das Expertenwissen in der Stromquelle
sowie auf zusätzliche Funktionen. Im Setup-Menü ist eine einfache Anpassung der Parameter an die unterschiedlichen Aufgabenstellungen möglich.
- Im Setup-Menü befinden sich alle Setup-Parameter mit unmittelbarer Auswirkung
auf den Schweißprozess.
- In der 2. Ebene des Setup-Menüs (2nd) befinden sich alle Setup-Parameter für die
Voreinstellung der Schweißanlage.
Die Parameter sind nach logischen Gruppen geordnet.
Übersicht „Das Setup-Menü“ setzt sich aus folgenden Abschnitten zusammen:
- WIG-Setup
- WIG-Setup 2nd
- AC-Setup
- AC-Setup 2nd
- Gas-Setup
- Kaltdraht-Setup
- PushPull-Einheit abgleichen
- Stabelektr.-Setup (Stabelektroden-Setup)
- Stabelektr.-Setup 2nd (Stabelektroden-Setup 2nd)
- AC-Setup (für Stabelektroden)
- Job
- Grundeinstellung
- Info
- Tasten sperren
- Factory - Schweißanlage zurücksetzen
- L/R-Abgleich
DE
93

WIG-Setup
In das WIG-Setup
einsteigen
Mittels Taste Betriebsart die Betriebsart 2-Takt Betrieb oder die Betriebsart
1
4-Takt Betrieb anwählen
Am Display wird die Graphik für die WIG-Schweißparameter angezeigt:
WIG-Schweißparameter für 2-Takt Betrieb
WIG-Schweißparameter für 4-Takt Betrieb
Taste Menü drücken
2
Das Hauptmenü wird angezeigt:
Mittels Einstellrad ‘WIG-Setup’ auswählen (Einstellrad drehen)
3
Einstellrad drücken
4
Die Parameter des WIG-Setup werden angezeigt:
94
Die Stromquelle befindet sich nun im WIG-Setup.

Parameter ändern
Durch Drehen des Einstellrades den gewünschten Parameter anwählen:
1
DE
Zum Einstellen des Parameters Einstellrad drücken
2
Der Wert des ausgewählten Parameters kann nun verändert werden:
Wert des Parameters durch Drehen des Einstellrades ändern:
3
Zum Übernehmen des Parameterwertes Einstellrad drücken
4
95

WIG-Setup verlassen
Taste Menü drücken
1
oder
- Pfeilsymbol durch Drehen des Einstellrades auswählen
- Einstellrad drücken
Das Hauptmenü wird angezeigt:
Taste Menü drücken
2
oder
- Pfeilsymbol durch Drehen des Einstellrades auswählen
- Einstellrad drücken
Die Graphik für die WIG-Schweißparameter wird angezeigt.:
96

DE
WIG-Schweißparameter für 2-Takt Betrieb
WIG-Schweißparameter für 4-Takt Betrieb
Parameter im
WIG-Setup
Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche je nach
Stromquelle, Drahtvorschub, Schweißprogramm, etc. unterschiedlich sind.
Punktierzeit
Einheit s
Einstellbereich OFF / 0,05 - 25,0
Werkseinstellung OFF
Wurde für die Punktierzeit ein Wert eingestellt, entspricht die Betriebsart 2‑Takt Betrieb
dem Punktierbetrieb.
Am Bedienpanel leuchtet die Anzeige Punktieren, solange ein Wert für die Punk-
tierzeit angegeben wurde.
Heftfunktion
für das Verfahren WIG DC Schweißen: Zeitdauer des gepulsten Schweißstromes zu
Beginn des Heftvorganges
Einheit s
Einstellbereich OFF / 0,1 - 9,9 / ON
Werkseinstellung OFF
ON der gepulste Schweißstrom bleibt bis zum Ende des Heftvor-
ganges bestehen
0,1 - 9,9 s Die eingestellte Zeit beginnt mit der Up-Slope Phase. Nach
Ablauf der eingestellten Zeit wird mit konstantem
Schweißstrom weitergeschweißt, die ggf. eingestellten PulsParameter stehen zur Verfügung.
OFF Heftfunktion abgeschaltet
Am Bedienpanel leuchtet die Anzeige Heften, solange ein Wert für die Heftzeit
angegeben wurde.
97

Pulsfrequenz
Einheit Hz / kHz
Einstellbereich OFF / 0,20 Hz - 2,00 kHz
Werkseinstellung OFF
Die eingestellte Pulsfrequenz wird auch für den Absenkstrom I2 übernommen.
WICHTIG! Ist die Pulsfrequenz auf „OFF“ eingestellt:
- stehen die Parameter Duty Cycle, Grundstrom und Drahtgeschw. 2 (aus dem
Kaltdraht-Setup) nicht zur Verfügung
- wird für die konstante Drahtförderung bei konstantem Schweißstrom die am
Bedienpanel eingestellte Drahtgeschwindigkeit übernommen.
Am Bedienpanel leuchtet die Anzeige Pulsen, solange ein Wert für die Pulsfre-
quenz angegeben wurde.
Auswahl der Pulsfrequenz:
0,2 Hz bis 5 Hz Thermisches Pulsen (Schweißen in Zwangslage, automatisier-
tes Schweißen)
1 kHz bis 2 kHz Lichtbogen-stabilisierendes Pulsen (Stabilisieren des Lichtbo-
gens bei geringem Schweißstrom)
Duty Cycle
Verhältnis Impulsdauer zur Grundstrom-Dauer bei eingestellter Pulsfrequenz
Einheit %
Einstellbereich 10 - 90
Werkseinstellung 50
Grundstrom
Einheit % (vom Hauptstrom I1)
Einstellbereich 0 - 100
Werkseinstellung 50
Startstrom-Zeit
Einheit s
Einstellbereich OFF / 0,01 - 9,9
Werkseinstellung OFF
Die Startstromzeit t-S gibt die Dauer der Startstrom-Phase Is an.
WICHTIG! Die Startstrom-Zeit gilt nur für die Betriebsart 2-Takt Betrieb. Im 4-Takt
Betrieb wird die Dauer der Startstromphase Is mittels Brennertaste bestimmt
Endstrom-Zeit
Einheit s
Einstellbereich OFF / 0,01 - 9,9
98
Werkseinstellung OFF
Die Endstromzeit t-E gibt die Dauer der Endstrom-Phase IE an.
WICHTIG! Die Endstrom-Zeit gilt nur für die Betriebsart 2-Takt Betrieb. Im 4-Takt
Betrieb wird die Dauer der Endstromphase IE mittels Brennertaste bestimmt (Abschnitt
„WIG-Betriebsarten“).

I
t
I
1
GPr
I
S
t
up
t
down
I
E
t
S
t
E
2-Takt Betrieb: Start- und Endstrom-Zeit
DE
Legende:
GPr Gas-Vorströmzeit
I
s
t
s
t
up
WIG-Setup 2nd
Startstrom
Startstrom-Zeit
Up-Slope
zweite Ebene des WIG-Setup
I
1
t
down
I
E
t
E
Hauptstrom
Down-Slope
Endstrom
Endstrom-Zeit
99

WIG-Setup 2nd
In das WIG-Setup
2nd einsteigen
In das WIG-Setup einsteigen
1
Parameter ‘WIG-Setup 2nd’ anwählen
2
Einstellrad drücken
3
Die Parameter des WIG-Setup 2nd werden angezeigt:
Parameter ändern
Die Stromquelle befindet sich nun im WIG-Setup 2nd
Durch Drehen des Einstellrades den gewünschten Parameter anwählen:
1
Zum Einstellen des Parameters Einstellrad drücken
2
Der Wert des ausgewählten Parameters kann nun verändert werden:
100
 Loading...
Loading...