

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TransTig 2200 / 2500 Comfort
TransTig 3000 / 4000 Comfort
TransTig 5000 Comfort
MagicWave 2200 / 2500 Comfort
MagicWave 3000 / 4000 Comfort
MagicWave 5000 Comfort
Instructions de service
FR
Source de courant TIG
42,0426,0063,FR 022-04012021
Page 2

Page 3

Sommaire
Consignes de sécurité 8
Explication des consignes de sécurité 8
Généralités 8
Utilisation conforme à la destination 9
Conditions environnementales 9
Obligations de l'exploitant 9
Obligations du personnel 9
Couplage au réseau 10
Protection de l'utilisateur et des personnes 10
Données relatives aux valeurs des émissions sonores 11
Risque lié aux gaz et aux vapeurs nocifs 11
Risques liés à la projection d'étincelles 12
Risque lié au courant d'alimentation et à l'intensité de soudage 12
Intensités de soudage vagabondes 13
Classification CEM des appareils 13
Mesures relatives à la CEM 14
Mesures liées aux champs électromagnétiques 14
Emplacements particulièrement dangereux 15
Exigences liées au gaz de protection 16
Risque lié aux bouteilles de gaz de protection 16
Danger ! Fuites possibles de gaz de protection 17
Mesures de sécurité sur le lieu d'installation et lors du transport 17
Mesures de sécurité en mode de fonctionnement normal 17
Mise en service, maintenance et remise en état 18
Contrôle technique de sécurité 18
Élimination 19
Marquage de sécurité 19
Sûreté des données 19
Droits d'auteur 19
FR
Informations générales 21
Généralités 23
Concept d'appareil 23
Principe de fonctionnement 23
Domaines d'utilisation 23
Composants du système 24
Généralités 24
Vue d'ensemble 24
Éléments de commande et connexions 25
Description des panneaux de commande 27
Généralités 27
Sécurité 27
Panneau de commandeMagicWave Comfort 27
Panneau de commandeTransTig Comfort 29
Raccords, sélecteurs et composants mécaniques 31
MagicWave2200 Comfort 31
MagicWave2500 / 3000 Comfort 32
MagicWave4000 / 5000 Comfort 33
TransTig2200 Comfort 34
TransTig2500 / 3000 Comfort 35
TransTig4000 / 5000 Comfort 36
Installation et mise en service 37
Équipement minimum pour le soudage 39
Généralités 39
Soudage TIG AC 39
Soudage TIG DC 39
3
Page 4

Soudage TIG automatisé 39
Soudage manuel à l’électrode enrobée 39
Avant installation et mise en service 40
Sécurité 40
Emploi conforme 40
Instructions d'installation 40
Couplage au réseau 40
Mise en service 42
Sécurité 42
Remarques sur l’unité de refroidissement 42
Généralités 42
Raccorder la bouteille de gaz 43
Créer un contact à la masse avec la pièce à souder 43
Raccordement de la torche de soudage 43
Mode soudage 45
Modes de service TIG 47
Sécurité 47
Symboles et explications 47
Mode 2 temps 48
Soudage par points 48
Mode 4 temps 49
Mode 4 temps spécial : Variante 1 50
Mode 4 temps spécial : Variante 2 50
Mode 4 temps spécial : Variante 3 51
Mode 4 temps spécial : Variante 4 51
Formation de calotte et surcharge de la calotte 52
Formation de calottes 52
Surcharge de la calotte 52
Soudage TIG 53
Sécurité 53
Paramètres de soudage : affichage et navigation 53
Paramètres TIG 53
Préparation 56
Soudage TIG 57
Amorcer l’arc électrique 59
Généralités 59
Amorcer l'arc électrique par haute fréquence(amorçage HF) 59
Amorçage par contact 60
Fin du soudage 61
Fonctions spéciales et options 62
Fonction Détection des coupures d'arc électrique 62
Fonction Ignition Time-Out 62
Mode pulsé TIG 62
Fonction de pointage 63
Soudage TIG à fil froid 64
Soudage à électrode enrobée 66
Sécurité 66
Paramètres de soudage : affichage et navigation 66
Paramètres pour les électrodes 67
Préparation 68
Soudage manuel à l'électrode enrobée 69
Fonction Hot-Start 71
Courant de démarrage < 100 % (Soft-Start) 72
Fonction Anti-Stick 72
Soudage en mode jobs 73
Sécurité 73
Paramètres de soudage : affichage et navigation 73
Paramètres TIG 73
Paramètres pour les électrodes 76
Préparation 78
4
Page 5

Soudage en mode jobs 79
Fin du soudage en mode jobs 81
Enregistrer les réglages en tant que job 83
Généralités 83
Préparation 83
Enregistrer les réglages en tant que job 84
Fin de l'enregistrement de job 89
Réglages Setup 91
Le menu Setup 93
Généralités 93
Vue d'ensemble 93
Setup TIG 94
Accéder à Setup TIG 94
Modifier les paramètres 95
Quitter Setup TIG 96
Paramètres de Setup TIG 97
Setup TIG 2nd 100
Accéder à Setup TIG 2nd 100
Modifier les paramètres 100
Quitter Setup TIG 2nd 101
Paramètres de Setup TIG 2nd 103
Setup AC 107
Généralités 107
Accéder à Setup AC 107
Modifier les paramètres 108
Quitter Setup AC 109
Paramètres de Setup AC 110
Setup AC 2nd 112
Généralités 112
Accéder à Setup AC 2nd 112
Modifier les paramètres 112
Quitter Setup AC 2nd 114
Paramètres de Setup AC 2nd 115
Setup Gaz 117
Généralités 117
Accéder à Setup Gaz 117
Modifier les paramètres 118
Quitter Setup Gaz 119
Paramètres de Setup Gaz 120
Setup Fil froid 123
Généralités 123
Accéder à Setup AC 123
Modifier les paramètres 124
Quitter Setup Fil froid 125
Paramètres de Setup Fil froid 126
Ajuster l'unité PushPull 128
Généralités 128
Ajuster l'unité PushPull 128
Généralités 130
Codes de service lors de l’ajustage de l’unité PushPull 131
Setup élec enrob (Setup électrodes) 135
Accéder à Setup électrodes 135
Modifier les paramètres 136
Quitter Setup électrodes 137
Paramètres de Setup électrodes 137
Setup élec enrob 2nd (Setup électrodes 2nd) 139
Accéder à Setup électrodes 2nd 139
Modifier les paramètres 139
Quitter Setup électrodes 2nd 140
Paramètres de Setup électrodes 2nd 142
FR
5
Page 6

Setup AC (pour électrode) 145
Généralités 145
Accéder à Setup AC 145
Modifier les paramètres 146
Quitter Setup AC 147
Paramètres de Setup AC 147
Job 149
Généralités 149
Accéder au menu Setup Job 149
Enregistrer / Appeler 149
Vue d'ensemble 150
Optimiser un job 151
Optimiser un job 151
Renommer un job 153
Terminer Optimiser le job 155
Paramètres TIG réglables 156
Paramètres réglables d'électrodes enrobées 161
Supprimer un job 166
Supprimer un job 166
Conf. de base 169
Généralités 169
Accéder aux réglages de base 169
Modifier les paramètres 170
Quitter Réglages de base 171
Paramètres de réglage de base 172
Infos 173
Généralités 173
Appeler l'écran Info 173
Quitter l'écran Info 174
Entrées sur l'écran Info 175
Verrouiller les touches 176
Généralités 176
Verrouiller les touches 176
Débloquer le verrouillage des touches 177
Factory - Réinitialiser l’installation de soudage 178
Généralités 178
Factory - Réinitialiser l’installation de soudage 178
Ajustage L/R 180
Abréviations 180
Généralités sur l'inductance du circuit de soudage L 180
Généralités sur l'inductance du circuit de soudage R 180
Ajustage L/R 180
Élimination des erreurs et maintenance 183
Diagnostic d’erreur, élimination de l'erreur 185
Généralités 185
Sécurité 185
Codes de service affichés 185
Codes de service affichés en liaison avec l'option Digital Gas Control 191
Codes de service affichés en liaison avec le dévidoir de fil froid 191
Diagnostic d’erreur source de courant 192
Maintenance, entretien et élimination 195
Généralités 195
Sécurité 195
À chaque mise en service 195
Tous les 2 mois 196
Tous les 6 mois 196
Élimination des déchets 196
Annexe 197
Valeurs moyennes de consommation pendant le soudage 199
6
Page 7

Consommation moyenne de fil-électrode pour le soudage MIG/MAG 199
Consommation moyenne de gaz de protection pour le soudage MIG/MAG 199
Consommation moyenne de gaz de protection pour le soudage TIG 199
Caractéristiques techniques 200
Tension spéciale 200
Aperçu des matières premières critiques, année de production de l'appareil 200
MagicWave 2200 Comfort 200
MagicWave 2500 Comfort 201
MagicWave 3000 Comfort 202
MagicWave 2500 Comfort MV 203
MagicWave 3000 Comfort MV 204
MagicWave 4000 Comfort 205
MagicWave 4000 Comfort MV 206
MagicWave 5000 Comfort 207
MagicWave 5000 Comfort MV 208
TransTig 2200 Comfort 209
TransTig 2500 Comfort 210
TransTig 3000 Comfort 211
TransTig 2500 Comfort MV 212
TransTig 3000 Comfort MV 213
TransTig 4000 Comfort 215
TransTig 4000 Comfort MV 216
TransTig 5000 Comfort 217
TransTig 5000 Comfort MV 217
Explication des notes de bas de page 218
FR
7
Page 8

Consignes de sécurité
Explication des
consignes de
sécurité
DANGER!
Signale un risque de danger immédiat.
S'il n'est pas évité, il peut entraîner la mort ou des blessures graves.
▶
AVERTISSEMENT!
Signale une situation potentiellement dangereuse.
Si elle n'est pas évitée, elle peut entraîner la mort ou des blessures graves.
▶
ATTENTION!
Signale une situation susceptible de provoquer des dommages.
Si elle n'est pas évitée, elle peut entraîner des blessures légères ou minimes, ainsi
▶
que des dommages matériels.
REMARQUE!
Signale la possibilité de mauvais résultats de travail et de dommages sur l'équipement.
Généralités Cet appareil est fabriqué selon l'état actuel de la technique et conformément aux règles
techniques de sécurité en vigueur. Cependant, en cas d'erreur de manipulation ou de
mauvaise utilisation, il existe un risque
- de blessure et de mort pour l'utilisateur ou des tiers,
- de dommages pour l'appareil et les autres biens de l'utilisateur,
- d'inefficacité du travail avec l'appareil.
Toutes les personnes concernées par la mise en service, l'utilisation, la maintenance et
la remise en état de l'appareil doivent
- posséder les qualifications correspondantes,
- avoir des connaissances en soudage et
- lire attentivement et suivre avec précision les prescriptions des présentes Instructions de service.
Les Instructions de service doivent être conservées en permanence sur le lieu d'utilisation de l'appareil. En complément des présentes instructions de service, les règles
générales et locales en vigueur concernant la prévention des accidents et la protection
de l'environnement doivent être respectées.
Concernant les avertissements de sécurité et de danger présents sur l'appareil
- veiller à leur lisibilité permanente
- ne pas les détériorer
- ne pas les retirer
- ne pas les recouvrir, ni coller d'autres autocollants par-dessus, ni les peindre.
Vous trouverez les emplacements des avertissements de sécurité et de danger présents
sur l'appareil au chapitre « Généralités » des Instructions de service de votre appareil.
Éliminer les pannes qui peuvent menacer la sécurité avant de mettre l'appareil sous tension.
Votre sécurité est en jeu !
8
Page 9

Utilisation
conforme à la
destination
Cet appareil est exclusivement destiné aux applications dans le cadre d'un emploi
conforme aux règles en vigueur.
L'appareil est exclusivement conçu pour le mode opératoire de soudage indiqué sur la
plaque signalétique.
Toute autre utilisation est considérée comme non conforme. Le fabricant ne saurait être
tenu pour responsable des dommages consécutifs.
Font également partie de l'emploi conforme
- la lecture attentive et le respect de toutes les remarques des instructions de service
- la lecture attentive et le respect de tous les avertissements de sécurité et de danger
- le respect des travaux d'inspection et de maintenance.
Ne jamais utiliser cet appareil pour les applications suivantes :
- Dégeler des conduites
- Charger des batteries / accumulateurs
- Démarrer des moteurs
Cet appareil est configuré pour une utilisation dans le secteur industriel et artisanal. Le
fabricant ne saurait être tenu pour responsable des dommages dus à une utilisation
dans les zones résidentielles.
Le fabricant décline toute responsabilité en cas de résultats de travail défectueux ou
insatisfaisants.
FR
Conditions environnementales
Obligations de
l'exploitant
Tout fonctionnement ou stockage de l'appareil en dehors du domaine d'utilisation indiqué
est considéré comme non conforme. Le fabricant ne saurait être tenu pour responsable
des dommages consécutifs.
Plage de températures pour l'air ambiant :
- en service : -10 °C à + 40 °C (14 °F à 104 °F)
- lors du transport et du stockage : -20 °C à +55 °C (-4 °F à 131 °F)
Humidité relative de l'air :
- jusqu'à 50 % à 40 °C (104 °F)
- jusqu'à 90 % à 20 °C (68 °F)
Air ambiant : absence de poussières, acides, gaz ou substances corrosives, etc.
Altitude au-dessus du niveau de la mer :jusqu'à 2000 m (6561 ft. 8.16 in.)
L'exploitant s'engage à laisser travailler sur l'appareil uniquement des personnes qui
- connaissent les dispositions de base relatives à la sécurité du travail et à la prévention des accidents et sont formées à la manipulation de l'appareil
- ont attesté par leur signature avoir lu et compris les présentes instructions de service, en particulier le chapitre « Consignes de sécurité »
- ont suivi une formation conforme aux exigences relatives aux résultats de travail.
La sécurité de travail du personnel doit être contrôlée à intervalles réguliers.
Obligations du
personnel
Toutes les personnes qui sont habilitées à travailler avec l'appareil s'engagent, avant de
commencer à travailler
- à respecter les dispositions de base relatives à la sécurité du travail et à la prévention des accidents
- à lire les présentes instructions de service, en particulier le chapitre « Consignes de
sécurité », et à confirmer par leur signature qu'elles les ont comprises et vont les
respecter.
9
Page 10

Avant de quitter le poste de travail, assurez-vous qu'aucun dommage corporel ou
matériel ne peut survenir, même en votre absence.
Couplage au
réseau
Protection de
l'utilisateur et des
personnes
En raison de leur absorption de courant élevée, les appareils à puissance élevée influent
sur la qualité énergétique du réseau d'alimentation.
Certains types d'appareils peuvent être touchés sous la forme :
- de restrictions de raccordement ;
-
d'exigences relatives à l'impédance maximale autorisée du secteur *) ;
-
d'exigences relatives à la puissance de court-circuit minimale nécessaire *) ;
*)
à l'interface avec le réseau public
voir caractéristiques techniques
Dans ce cas, l'exploitant ou l'utilisateur de l'appareil doit s'assurer que l'appareil peut être
raccordé au réseau, au besoin en prenant contact avec le fournisseur d'électricité.
IMPORTANT ! Veiller à la bonne mise à la terre du couplage au réseau !
Le maniement de l'appareil expose à de nombreux risques, par exemple :
- projection d'étincelles, projection de morceaux de pièces métalliques chaudes ;
- rayonnement d'arc électrique nocif pour les yeux et la peau ;
- champs magnétiques nocifs pouvant être à l'origine d'un risque vital pour les porteurs de stimulateurs cardiaques ;
- risque électrique lié au courant d'alimentation et à l'intensité de soudage ;
- nuisances sonores élevées ;
- fumées de soudage et gaz nocifs.
Lors du maniement de l'appareil, porter des vêtements de protection adaptés. Les
vêtements de protection doivent présenter les caractéristiques suivantes :
- être difficilement inflammables ;
- être isolants et secs ;
- couvrir tout le corps, être sans dommage et en bon état ;
- inclure un casque de protection ;
- inclure un pantalon sans revers.
Font également partie des vêtements de protection :
- Protéger les yeux et le visage au moyen d'un écran de protection muni d'une cartouche filtrante conforme avec protection contre les rayons UV, la chaleur et les projections d'étincelles.
- Derrière l'écran de protection, porter des lunettes de protection conformes avec protection latérale.
- Porter des chaussures solides et isolantes, y compris en milieu humide.
- Protéger les mains au moyen de gants adaptés (isolation électrique, protection
contre la chaleur).
- Porter une protection auditive pour réduire les nuisances sonores et se prémunir
contre les lésions.
Tenir à distance les autres personnes, en particulier les enfants, pendant le fonctionnement de l'appareil et lors du process de soudage. Si des personnes se trouvent malgré
tout à proximité :
- les informer de tous les risques qu'elles encourent (risque de blessure dû aux projections d'étincelles, risque d'éblouissement dû aux arcs électriques, fumées de soudage nocives, nuisances sonores, danger potentiel dû au courant d'alimentation et à
l'intensité de soudage, etc.),
- mettre à leur disposition des moyens de protection appropriés ou,
- mettre en place des écrans et des rideaux de protection.
10
Page 11

Données relatives aux valeurs
des émissions
sonores
L'appareil émet un niveau de puissance acoustique < 80 dB(A) (réf. 1pW) en marche à
vide ainsi que dans la phase de refroidissement après fonctionnement au point de travail
maximal autorisé en charge normale, conformément à la norme EN 60974-1.
Une valeur d'émission rapportée au poste de travail ne peut pas être indiquée pour le
soudage (et le découpage) car celle-ci est fonction du mode opératoire de soudage utilisé et des conditions environnementales. Elle dépend de paramètres les plus divers
comme p. ex. du mode opératoire de soudage (MIG/MAG, TIG), du type de courant
choisi (continu, alternatif), de la plage de puissance, de la nature du métal fondu, du
comportement à la résonance de la pièce à usiner, de l'environnement du poste de travail, etc.
FR
Risque lié aux
gaz et aux
vapeurs nocifs
La fumée qui se dégage lors du soudage contient des gaz et des vapeurs nocifs pour la
santé.
Les fumées de soudage contiennent des substances cancérogènes selon la monographie 118 du centre international de recherche sur le cancer.
Effectuer une aspiration ponctuelle, de la pièce notamment.
Si nécessaire, utiliser la torche de soudage avec un dispositif d'aspiration intégré.
Tenir la tête à l'écart des fumées de soudage et des dégagements gazeux.
Concernant la fumée et les gaz nocifs dégagés
- ne pas les respirer ;
- les aspirer vers l'extérieur de la zone de travail par des moyens appropriés.
Veiller à assurer une aération suffisante. S'assurer que le taux de ventilation soit toujours
de 20 m³/heure.
Si la ventilation n'est pas suffisante, utiliser un casque de soudage avec apport d'air.
Si la puissance d'aspiration semble insuffisante, comparer les valeurs d'émissions
nocives mesurées avec les valeurs limites autorisées.
Les composants suivants sont, entre autres, responsables du degré de nocivité des
fumées de soudage :
- métaux utilisés pour la pièce à souder
- électrodes
- revêtements
- détergents, dégraissants et produits similaires
- process de soudage utilisé
Tenir compte des fiches techniques de sécurité des matériaux et des consignes correspondantes des fabricants pour les composants mentionnés.
Les recommandations pour les scénarios d'exposition, les mesures de gestion du risque
et l'identification des conditions opérationnelles sont disponibles sur le site Internet de la
European Welding Association, section Health & Safety (https://european-welding.org).
Éloigner les vapeurs inflammables (par exemple vapeurs de solvants) de la zone de
rayonnement de l'arc électrique.
Fermer la soupape de la bouteille de gaz de protection ou de l'alimentation principale en
gaz si aucun soudage n'est en cours.
11
Page 12
Risques liés à la
projection d'étincelles
Les projections d'étincelles peuvent provoquer des incendies et des explosions.
Ne jamais réaliser des opérations de soudage à proximité de matériaux inflammables.
Les matériaux inflammables doivent être éloignés d'au moins 11 mètres (36 ft. 1.07 in.)
de l'arc électrique ou être recouverts d'une protection adéquate.
Prévoir des extincteurs adaptés et testés.
Les étincelles et les pièces métalliques chaudes peuvent également être projetées dans
les zones environnantes à travers des petites fentes et des ouvertures. Prendre les
mesures adéquates pour éviter tout danger de blessure et d'incendie.
Ne pas souder dans les zones présentant un risque d'incendie et d'explosion et sur des
réservoirs, des conteneurs ou des tubes fermés si ceux-ci ne sont pas conditionnés de
façon conforme aux normes nationales et internationales correspondantes.
Aucune opération de soudage ne peut être réalisée sur les conteneurs dans lesquels
sont, ou ont été, stockés des gaz, combustibles, huiles minérales, etc. Risque d'explosion en raison des résidus.
Risque lié au
courant d'alimentation et à l'intensité de soudage
Une décharge électrique est fondamentalement dangereuse et peut être mortelle.
Éviter tout contact avec des pièces conductrices à l'intérieur et à l'extérieur de l'appareil.
En soudage MIG/MAG et TIG, le fil d'apport, la bobine de fil, les galets d'entraînement
ainsi que toutes les pièces métalliques en liaison avec le fil d'apport sont également
conducteurs de courant.
Toujours placer le dévidoir sur un support suffisamment isolé ou sur un support pour
dévidoir isolant adapté.
Veiller à se protéger soi-même et les autres personnes de manière adéquate, au moyen
d'une couverture ou d'un support sec et suffisamment isolant par rapport au potentiel de
la terre ou de la masse. La couverture ou le support doit recouvrir entièrement
l'ensemble de la zone située entre le corps et le potentiel de la terre ou de la masse.
Tous les câbles et toutes les conduites doivent être solides, intacts, isolés et de capacité
suffisante. Remplacer sans délai les connexions lâches, les câbles et conduites encrassés, endommagés ou sous-dimensionnés.
Avant chaque utilisation, vérifier manuellement la bonne fixation des alimentations électriques.
Pour les câbles de courant avec prise de courant à baïonnette, tourner le câble de courant d'au moins 180° autour de l'axe longitudinal et le pré-tendre.
Ne pas enrouler les câbles et les conduites autour du corps ou de parties du corps.
12
Concernant les électrodes (électrodes enrobées, électrodes en tungstène, fil
d'apport, ...) :
- ne jamais les tremper dans un liquide pour les refroidir ;
- ne jamais les toucher lorsque la source de courant est activée.
La double tension à vide d'une installation de soudage peut se produire, par exemple,
entre les électrodes de deux installations de soudage. Le contact simultané des potentiels des deux électrodes peut, dans certaines circonstances, entraîner un danger de
mort.
Faire contrôler régulièrement le câble secteur de l'appareil par un électricien spécialisé
afin de vérifier le bon fonctionnement du conducteur de terre.
Page 13

Les appareils de classe de protection I nécessitent un réseau avec conducteur de terre
et un système de prise avec contact de terre pour un fonctionnement correct.
L'utilisation de l'appareil sur un réseau sans conducteur de terre et une prise sans
contact de terre n'est autorisée que si toutes les dispositions nationales relatives à la
séparation de protection sont respectées.
Dans le cas contraire, il s'agit d'une négligence grave. Le fabricant ne saurait être tenu
responsable des dommages consécutifs.
Si nécessaire, effectuer une mise à la terre suffisante de la pièce à souder par des
moyens adéquats.
Débrancher les appareils non utilisés.
Pour les travaux en hauteur, utiliser un harnais de sécurité afin d'éviter les chutes.
Avant de réaliser des travaux sur l'appareil, éteindre ce dernier et débrancher la fiche
secteur.
Placer un écriteau parfaitement lisible et compréhensible sur l'appareil pour que personne ne le rallume ou ne rebranche la fiche secteur.
Après avoir ouvert l'appareil :
- décharger tous les composants qui emmagasinent des charges électriques ;
- s'assurer de l'absence de courant dans tous les composants de l'appareil.
Si des travaux sont nécessaires sur des éléments conducteurs, faire appel à une
deuxième personne qui déconnectera le commutateur principal en temps voulu.
FR
Intensités de soudage vagabondes
Si les consignes ci-dessous ne sont pas respectées, il est possible que des intensités de
soudage vagabondes soient générées, qui peuvent avoir les conséquences suivantes :
- Risque d'incendie
- Surchauffe des composants qui sont en liaison avec la pièce à souder
- Destruction des conducteurs de terre
- Dommages causés à l'appareil et aux autres équipements électriques
Veiller à une liaison solide de la pince à pièces à usiner avec la pièce à souder.
Fixer la pince à pièces à usiner le plus près possible de l'emplacement à souder.
Dans un environnement électro-conducteur, installer l'appareil avec une isolation suffisante, par exemple : isolation par rapport à un sol conducteur ou isolation par rapport à
des supports conducteurs.
En cas d'utilisation de distributeurs de courant, de logements à deux têtes, etc. respecter
ce qui suit : l'électrode de la torche de soudage/du porte-électrode non utilisé(e) est
également conductrice de potentiel. Veiller à un rangement suffisamment isolant de la
torche de soudage/du porte-électrode non utilisé(e).
Pour les applications automatisées MIG/MAG, le cheminement du fil-électrode doit
impérativement être isolé entre le fût de fil de soudage, la grande bobine ou la bobine de
fil et le dévidoir.
Classification
CEM des appareils
Les appareils de la classe d'émissions A :
- ne sont prévus que pour une utilisation dans les zones industrielles
- peuvent entraîner dans d'autres zones des perturbations de rayonnement liées à
leur puissance.
13
Page 14
Les appareils de la classe d'émissions B :
- répondent aux exigences d'émissions pour les zones habitées et les zones industrielles. ainsi que pour les zones habitées dans lesquelles l'alimentation énergétique
s'effectue à partir du réseau public basse tension.
Classification CEM des appareils conformément à la plaque signalétique ou aux caractéristiques techniques.
Mesures relatives
à la CEM
Dans certains cas, des influences peuvent se manifester dans la zone d'application
prévue malgré le respect des valeurs limites normalisées d'émissions (p. ex. en
présence d'appareils sensibles sur le site d'installation ou lorsque ce dernier est situé à
proximité de récepteurs radio ou TV).
L'exploitant est alors tenu de prendre les mesures nécessaires pour éliminer les dysfonctionnements.
Vérifier et évaluer l'immunité des dispositifs dans l'environnement de l'appareil selon les
dispositions nationales et internationales. Exemples de dispositifs sensibles pouvant être
influencés par l'appareil :
- Dispositifs de sécurité
- Câbles d'alimentation, de transmission de signaux et de transfert de données
- Équipements informatiques et équipements de télécommunication
- Équipements de mesure et d'étalonnage
Mesures d'assistance visant à éviter les problèmes de compatibilité électromagnétique :
1. Alimentation du secteur
- Si des perturbations électromagnétiques se produisent malgré la réalisation
d'un couplage au réseau réglementaire, prendre des mesures supplémentaires
(utiliser par ex. un filtre secteur approprié).
2. Câbles de soudage
- Utiliser des câbles de longueur aussi réduite que possible.
- Les placer en veillant à ce qu'ils soient bien groupés le long de leur parcours
(également pour éviter les problèmes de champs électromagnétiques).
- Les poser loin des autres câbles.
3. Compensation de potentiel
4. Mise à la terre de la pièce à souder
- Le cas échéant, réaliser une connexion de terre à l'aide de condensateurs
adéquats.
5. Blindage, le cas échéant
- Blinder les autres équipements à proximité
- Blinder l'ensemble de l'installation de soudage
Mesures liées
aux champs électromagnétiques
14
Les champs électromagnétiques peuvent provoquer des problèmes de santé qui ne sont
pas encore bien connus :
- Répercussions sur l'état de santé des personnes se trouvant à proximité, par ex.
porteurs de stimulateurs cardiaques et d'appareils auditifs
- Les porteurs de stimulateurs cardiaques doivent consulter leur médecin avant de
pouvoir se tenir à proximité immédiate de l'appareil et du procédé de soudage
- Pour des raisons de sécurité, les distances entre les câbles de soudage et la tête /
le corps de la torche doivent être aussi importantes que possible
- Ne pas porter le câble de soudage et les faisceaux de liaison sur l'épaule et ne pas
les enrouler autour du corps ou de certaines parties du corps
Page 15

Emplacements
particulièrement
dangereux
Tenir les mains, cheveux, vêtements et outils à l'écart des pièces en mouvement, telles
que :
- ventilateurs
- pignons rotatifs
- galets de roulement
- arbres
- bobines de fil et fils d'apport
Ne pas intervenir manuellement dans les engrenages en mouvement de l'entraînement
du fil ou dans des pièces d'entraînement en mouvement.
Les capots et les panneaux latéraux ne peuvent être ouverts / enlevés que pendant la
durée des opérations de maintenance et de réparation.
En cours d'utilisation :
- S'assurer que tous les capots sont fermés et que tous les panneaux latéraux sont
montés correctement.
- Maintenir fermés tous les capots et panneaux latéraux.
La sortie du matériau d'apport hors de la torche de soudage représente un risque de
blessure élevé (perforation de la main, blessures au visage et aux yeux, ...).
En conséquence, toujours tenir la torche de soudage éloignée du corps (appareils avec
dévidoir) et porter des lunettes de protection adaptées.
Ne pas toucher la pièce à usiner après le soudage – Risque de brûlure.
FR
Des scories peuvent se détacher des pièces à usiner en cours de refroidissement. Porter
les équipements de protection prescrits également pour les travaux de finition sur les
pièces à souder et veiller à une protection suffisante des autres personnes.
Laisser refroidir la torche de soudage et les autres composants d'installation ayant une
forte température de service avant de les traiter.
Dans les locaux exposés aux risques d'incendie et d'explosion, des dispositions
spéciales s'appliquent
– respecter les dispositions nationales et internationales en vigueur.
Les sources de courant destinées au travail dans des locaux présentant un fort risque
électrique (par exemple chaudières) doivent être identifiées au moyen de l'indication
(Safety). Toutefois, la source de courant ne doit pas se trouver dans de tels locaux.
Risque d'ébouillantage en cas d'écoulement de réfrigérant. Éteindre le refroidisseur
avant de débrancher les connecteurs d'arrivée ou de retour de réfrigérant.
Pour manipuler le réfrigérant, respecter les indications de la fiche technique de sécurité
du réfrigérant. Vous pouvez demander la fiche technique de sécurité du réfrigérant
auprès de votre service après-vente ou sur la page d'accueil du fabricant.
Utiliser uniquement les moyens de levage adaptés du fabricant pour le transport par
grue des appareils.
- Accrocher les chaînes ou élingues à tous les points prévus à cet effet sur le moyen
de levage adapté.
- Les chaînes ou les élingues doivent présenter un angle aussi réduit que possible
par rapport à la verticale.
- Éloigner la bouteille de gaz et le dévidoir (appareils MIG/MAG et TIG).
En cas d'accrochage du dévidoir à une grue pendant le soudage, toujours utiliser un
accrochage de dévidoir isolant adapté (appareils MIG/MAG et TIG).
Si l'appareil est muni d'une sangle ou d'une poignée de transport, celle-ci sert uniquement au transport à la main. Pour un transport au moyen d'une grue, d'un chariot
15
Page 16

élévateur ou d'autres engins de levage mécaniques, la sangle de transport n'est pas
adaptée.
Tous les moyens d'accrochage (sangles, boucles, chaînes, etc.) utilisés avec l'appareil
ou ses composants doivent être vérifiés régulièrement (par ex. dommages mécaniques,
corrosion ou altérations dues à d'autres conditions environnementales).
Les intervalles et l'étendue du contrôle doivent répondre au minimum aux normes et directives nationales en vigueur.
En cas d'utilisation d'un adaptateur pour le connecteur du gaz de protection, risque de
ne pas remarquer une fuite de gaz de protection, incolore et inodore. Procéder à
l'étanchéification, à l'aide d'une bande en Téflon, du filetage côté appareil de l'adaptateur
pour le connecteur du gaz de protection.
Exigences liées
au gaz de protection
Risque lié aux
bouteilles de gaz
de protection
Le gaz de protection peut endommager l'équipement et réduire la qualité de soudage, en
particulier sur les conduites en circuit fermé.
Respecter les prescriptions suivantes concernant la qualité du gaz de protection :
- Taille des particules solides <40µm
- Point de rosée <-20°C
- Teneur en huile max. <25mg/m³
En cas de besoin, utiliser des filtres !
Les bouteilles de gaz de protection contiennent un gaz sous pression et elles peuvent
exploser en cas de dommage. Comme les bouteilles de gaz de protection sont des composants du matériel de soudage, elles doivent être traitées avec précaution.
Protéger les bouteilles de gaz de protection avec gaz comprimé d'une chaleur trop
importante, des chocs mécaniques, des scories, des flammes vives, des étincelles et
des arcs électriques.
Installer verticalement les bouteilles de gaz de protection et les fixer conformément à la
notice afin qu'elles ne tombent pas.
Tenir les bouteilles de gaz de protection éloignées des circuits de soudage et autres circuits électriques.
16
Ne jamais accrocher une torche de soudage à une bouteille de gaz de protection.
Ne jamais mettre en contact une bouteille de gaz de protection avec une électrode.
Risque d'explosion – ne jamais souder sur une bouteille de gaz de protection sous pression.
N'utiliser que des bouteilles de gaz de protection adaptées à l'application correspondante ainsi que les accessoires adaptés (régulateur, tuyaux et raccords, ...). N'utiliser
que des bouteilles de gaz de protection et des accessoires en parfait état de fonctionnement.
Si une soupape d'une bouteille de gaz de protection est ouverte, détourner le visage.
Fermer la soupape de la bouteille de gaz de protection si aucun soudage n'est en cours.
Laisser le capuchon sur la soupape de la bouteille de gaz de protection si celle-ci n'est
pas utilisée.
Respecter les indications du fabricant ainsi que les directives nationales et internationales relatives aux bouteilles de gaz de protection et aux accessoires.
Page 17

Danger ! Fuites
possibles de gaz
de protection
Risque d'étouffement dû à la possibilité de fuites non contrôlées de gaz de protection
Le gaz de protection est incolore et inodore. Une fuite peut entraîner la raréfaction de
l'oxygène dans l'air ambiant.
- Veiller à assurer une ventilation suffisante – Taux de ventilation d'au moins 20 m³/
heure
- Respecter les consignes de sécurité et de maintenance relatives à la bouteille de
gaz de protection ou à l'alimentation principale en gaz.
- Fermer la soupape de la bouteille de gaz de protection ou de l'alimentation principale en gaz si aucun soudage n'est en cours.
- Avant toute mise en service, contrôler que la bouteille de gaz de protection ou l'alimentation principale en gaz ne présente pas de fuite non contrôlée.
FR
Mesures de
sécurité sur le
lieu d'installation
et lors du transport
Le basculement de l'appareil peut provoquer un danger mortel ! Installer l'appareil de
manière bien stable sur un support ferme et plat
- Un angle d'inclinaison de 10° au maximum est admis.
Dans les locaux exposés aux risques d'incendie et d'explosion, des dispositions
spéciales s'appliquent
- Respecter les dispositions nationales et internationales en vigueur.
Veiller à ce que la zone autour du poste de travail reste en permanence propre et
dégagée, au moyen de consignes et de contrôles internes à l'entreprise.
Installer et utiliser l'appareil uniquement en conformité avec l'indice de protection indiqué
sur la plaque signalétique.
Lors de la mise en place de l'appareil, vérifier si la distance périphérique de 0,5 m (1 ft.
7.69 in.) par rapport à l'appareil est bien respectée, afin que l'air de refroidissement
puisse circuler sans problème.
Lors du transport de l'appareil, veiller à ce que les directives nationales et régionales en
vigueur et les consignes de prévention des accidents soient respectées. Ceci s'applique
tout particulièrement aux directives relatives aux risques inhérents au transport.
Ne pas soulever ou transporter des appareils en fonctionnement. Éteindre les appareils
avant de les transporter ou de les soulever !
Avant tout transport de l'appareil, vidanger tout le réfrigérant et démonter les composants suivants :
- Dévidoir
- Bobine de fil
- Bouteille de gaz de protection
Mesures de
sécurité en mode
de fonctionnement normal
Après le transport et avant la mise en service, effectuer impérativement un contrôle
visuel de l'appareil afin de détecter tout dommage. Avant la mise en service, faire
remettre en état les éventuels dommages par du personnel de service formé.
Faire fonctionner l'appareil uniquement quand tous les dispositifs de sécurité sont pleinement opérationnels. Si les dispositifs de sécurité ne sont pas pleinement opérationnels, il
existe un risque :
- de blessure et de mort pour l'utilisateur ou des tiers,
- de dommages pour l'appareil et les autres biens de l'exploitant,
- d'inefficacité du travail avec l'appareil.
Les dispositifs de sécurité dont la fonctionnalité n'est pas totale doivent être remis en
état avant la mise en marche de l'appareil.
17
Page 18

Ne jamais mettre les dispositifs de sécurité hors circuit ou hors service.
Avant de mettre l'appareil en marche, s'assurer que personne ne peut être mis en danger.
Contrôler au moins une fois par semaine l'appareil afin de détecter les dommages
visibles à l'extérieur et le bon fonctionnement des dispositifs de sécurité.
Toujours bien fixer la bouteille de gaz de protection et la retirer avant le transport par
grue.
Utiliser exclusivement le réfrigérant d'origine du fabricant qui, en raison de ses propriétés
(conductivité électrique, protection contre le gel, compatibilité des matériaux, combustibilité, ...) est adapté à l'utilisation avec nos appareils.
Utiliser exclusivement le réfrigérant d'origine du fabricant.
Ne pas mélanger le réfrigérant d'origine du fabricant avec d'autres réfrigérants.
Raccorder uniquement les composants périphériques du fabricant au circuit de refroidissement.
Le fabricant décline toute responsabilité et toutes les garanties sont annulées en cas de
dommages consécutifs à l'utilisation d'autres composants périphériques ou produits
réfrigérants.
Le réfrigérant Cooling Liquid FCL 10/20 n'est pas inflammable. Dans certaines conditions, le réfrigérant à base d'éthanol est inflammable. Ne transporter le réfrigérant que
dans les conteneurs d'origine et les tenir éloignés des sources d'ignition.
Mise en service,
maintenance et
remise en état
Éliminer le réfrigérant usagé conformément aux dispositions nationales et internationales
en vigueur. La fiche technique de sécurité du réfrigérant est disponible auprès de votre
service après-vente ou sur la page d'accueil du fabricant.
L'installation étant froide, vérifier le niveau de réfrigérant avant tout démarrage du soudage.
Les pièces provenant d'autres fournisseurs n'offrent pas de garantie de construction et
de fabrication conformes aux exigences de qualité et de sécurité.
- Utiliser uniquement les pièces de rechange et d'usure d'origine (valable également
pour les pièces standardisées).
- Ne réaliser aucune modification, installation ou transformation sur l'appareil sans
autorisation du fabricant.
- Remplacer immédiatement les composants qui ne sont pas en parfait état.
- Lors de la commande, indiquer la désignation précise et la référence selon la liste
des pièces de rechange, ainsi que le numéro de série de votre appareil.
Les vis du boîtier constituent une connexion de protection appropriée pour la mise à la
terre des pièces du boîtier.
Toujours utiliser le nombre correspondant de vis de boîtier d'origine avec le couple
indiqué.
Contrôle technique de sécurité
18
Le fabricant recommande de faire effectuer au moins tous les 12 mois un contrôle technique de sécurité de l'appareil.
Au cours de ce même intervalle de 12 mois, le fabricant recommande un calibrage des
sources de courant.
Page 19

Un contrôle technique de sécurité réalisé par un électricien spécialisé agréé est recommandé
- après toute modification
- après montage ou transformation
- après toute opération de réparation, entretien et maintenance
- au moins tous les douze mois.
Pour le contrôle technique de sécurité, respecter les normes et les directives nationales
et internationales en vigueur.
Vous obtiendrez des informations plus précises concernant le contrôle technique de
sécurité et le calibrage auprès de votre service après-vente. Sur demande, ce service
tient les documents requis à votre disposition.
Élimination Ne pas jeter cet appareil avec les ordures ménagères ! Conformément à la directive
européenne relative aux déchets d'équipements électriques et électroniques et sa transposition dans le droit national, les équipements électriques usagés doivent être collectés
de manière séparée et faire l'objet d'un recyclage conforme à la protection de l'environnement. Veillez à rapporter votre appareil usagé auprès de votre revendeur ou renseignez-vous sur l'existence d'un système de collecte et d'élimination local autorisé. Le
non-respect de cette directive européenne peut avoir des conséquences potentielles sur
l'environnement et votre santé !
FR
Marquage de
sécurité
Sûreté des
données
Droits d'auteur Les droits de reproduction des présentes Instructions de service sont réservés au fabri-
Les appareils portant le marquage CE répondent aux exigences essentielles des directives basse tension et compatibilité électromagnétique (par ex. normes produits correspondantes de la série de normes EN 60 974).
Fronius International GmbH déclare que l'appareil est conforme à la directive
2014/53/UE. Le texte intégral de la déclaration UE de conformité est disponible à l'adresse suivante : http://www.fronius.com
Les appareils portant la marque CSA répondent aux exigences des normes applicables
au Canada et aux États-Unis.
L'utilisateur est responsable de la sûreté des données liées à des modifications par rapport aux réglages d'usine. Le fabricant décline toute responsabilité en cas de perte de
réglages personnels.
cant.
Les textes et les illustrations correspondent à l'état de la technique lors de l'impression.
Sous réserve de modifications. Le contenu des Instructions de service ne peut justifier
aucune réclamation de la part de l'acheteur. Nous vous remercions de nous faire part de
vos propositions d'amélioration et de nous signaler les éventuelles erreurs contenues
dans les Instructions de service.
19
Page 20

20
Page 21

Informations générales
21
Page 22

22
Page 23

Généralités
FR
Concept d'appareil
Les sources de courant TIG MagicWave
(MW) 2200 / 2500 / 3000 / 4000 / 5000
Comfort et TransTig (TT) 2200 / 2500 /
3000 / 4000 /5000 Comfort sont des
sources de courant à onduleur
entièrement numérisées et commandées
par microprocesseur.
La conception modulaire ainsi que la possibilité d'étendre facilement le système
garantissent une grande flexibilité. Les
appareils peuvent être adaptés à chaque
situation.
Les sources de courant sont compatibles
avec un générateur. Elles offrent un haut
degré de robustesse en service grâce à
des éléments de commande protégés et
un boîtier revêtu par poudre.
La fonction d'arc pulsé TIG avec plage de fréquences large est disponible aussi bien
pour MagicWave que pour TransTig.
En vue d'un déroulement optimal de l'amorçage pour le soudage TIG-AC, MagicWave ne
tient pas seulement compte du diamètre de l'électrode, mais aussi de sa température en
fonction de la durée de soudage et des pauses préalables.
L'amorçage RPI (Reverse Polarity Ignition, = amorçage avec polarité inversée) garantit
un comportement d'amorçage optimal au cours du soudage TIG-DC.
Principe de fonctionnement
Domaines d'utilisation
L'unité centrale de commande et de régulation de la source de courant est couplée à un
processeur à signaux numériques. L'unité centrale de commande et de régulation et le
processeur à signaux numérique contrôlent l'ensemble du procédé de soudage.
Les données effectives sont mesurées en permanence pendant le procédé de soudage,
et les modifications sont prises en compte immédiatement. Les algorithmes de régulation
veillent au maintien de l’état de consigne souhaité.
Ainsi, les résultats suivants sont obtenus :
- procédé de soudage de grande précision,
- parfaite reproductibilité de l'ensemble des résultats
- excellentes caractéristiques de soudage.
Les appareils sont utilisés dans le domaine de l'industrie et de l'artisanat, pour des applications TIG manuelles et automatisées avec de l'acier non allié ou faiblement allié ainsi
que de l'acier chromé/nickelé hautement allié.
Grâce à la fréquence AC adaptable, les sources de courant MagicWave fournissent des
performances remarquables pour le soudage de l'aluminium, des alliages d'aluminium et
du magnésium.
23
Page 24

Composants du système
FRONIUS
A
V
(6)
(1)
(2)
(8)
(9)
(3)
(4)
(11)
(10)
(7)
(5)
Généralités Les sources de courant TransTig et MagicWave peuvent être exploitées avec de nombr-
euses extensions système et options.
Vue d'ensemble
Extensions système et options
Pos. Désignation
(1) Torche de soudage TIG robot
Alimentations de fil froid avec entraînement du fil
(2) Sources de courant
(3) Refroidisseurs
(4) Chariot avec support de bouteille de gaz
(5) Pédales de commande à distance
(6) Dévidoirs à fil froid
(7) Torche de soudage TIG Standard / Up/Down
(8) Torche de soudage JobMaster TIG
(9) Télécommandes et accessoires robot
(10) Câble de mise à la masse
(11) Câble à électrode
24
Page 25

Éléments de commande et
connexions
25
Page 26

26
Page 27

Description des panneaux de commande
(3)
(12)
(6)
(9)
(1)
(11)
(10)
(4)
(14)
(13)
)5()2(
(8)
(7)
(15)
FR
Généralités
Sécurité
REMARQUE!
En raison des mises à jour de logiciel, il est possible que certaines fonctions non
décrites dans les présentes Instructions de service soient disponibles sur votre
appareil ou inversement.
En outre, certaines illustrations peuvent différer légèrement des éléments de commande
disponibles sur votre appareil. Toutefois, le fonctionnement de ces éléments de commande est identique.
AVERTISSEMENT!
Danger en cas d'erreur de manipulation.
Risque de dommages corporels et matériels graves.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service des composants périphérique, et notamment les consignes de
sécurité !
Panneau de commande
MagicWave
Comfort
N° Fonction
(1) Indication Impulsions
s'allume lorsque le paramètre Setup F-P a été réglé sur une fréquence
d’impulsions
(2) Indication Soudage par points
s'allume lorsque le paramètre Setup SPt a été réglé sur une durée de soudage par points
27
Page 28

N° Fonction
(3) Indication Dévidoir à fil froid
allumée quand un dévidoir à fil froid est raccordé
(4) Display
(5) Indication Pointage
s'allume lorsque le paramètre Setup tAC a été réglé sur une durée
(6) Indication Électrode surchargée
s'allume en cas de surcharge de l'électrode en tungstène
Pour de plus amples informations concernant l'indication Électrode surchargée, consulter le chapitre Mode de soudage, section Soudage TIG.
(7) Indication Blocage des touches
s'allume lorsque le blocage des touches est activé
(8) Touche Procédé
pour la sélection du procédé, en fonction du mode de service sélectionné
Mode de service 2 temps / 4 temps :
formation de calotte automatique ;
uniquement en relation avec le procédé de soudage TIG AC
Procédé Soudage TIG AC
Procédé Soudage TIG DC
Mode de service Soudage manuel à l’électrode enrobée :
Procédé Soudage à l’électrode enrobée AC
Procédé Soudage manuel à l’électrode enrobée DC-
Procédé Soudage manuel à l’électrode enrobée DC+
La LED s'allume au niveau du symbole correspondant lorsqu'un mode
opératoire de soudage est sélectionné
(9) Touche droite
pour la navigation dans le menu
(10) Touche Mode de service
sert à la sélection du mode de service
Mode 2 temps
Mode 4 temps
Soudage manuel à l’électrode
La LED s'allume au niveau du symbole correspondant lorsqu'un mode de service est sélectionné.
28
(11) Touche Contrôle gaz
pour régler le débit de gaz de protection nécessaire au niveau du détendeur
Après avoir appuyé sur la touche Contrôle gaz, du gaz de protection est diffusé
pendant 30 s. Appuyer à nouveau sur la touche pour interrompre le processus
prématurément.
Page 29

N° Fonction
(3)
(11)
(6)
(8)
(1)
(10)
(9)
(4)
(13)
(12)
)7()5()2(
(14)
Panneau de commande
TransTig
Comfort
(12) Molette de réglage
- Rotation de la molette de réglage : sélectionner un paramètre
- Pression sur la molette de réglage : pour confirmer une sélection du
menu, valider des valeurs
(13) Touche Menu
pour afficher le menu concerné dans le procédé sélectionné
(14) Touche gauche
pour la navigation dans le menu
(15) Indication Amorçage HF (amorçage haute fréquence)
s'allume si le paramètre amorçage haute fréquence a été réglé sur un
intervalle pour les impulsions haute fréquence
FR
N° Fonction
(1) Indication Impulsions
s'allume lorsque le paramètre Setup F-P a été réglé sur une fréquence
d’impulsions
(2) Indication Soudage par points
s'allume lorsque le paramètre Setup SPt a été réglé sur une durée de soudage par points
(3) Indication Dévidoir à fil froid
allumée quand un dévidoir à fil froid est raccordé
(4) Display
(5) Indication Pointage
s'allume lorsque le paramètre Setup tAC a été réglé sur une durée
(6) Indication Électrode surchargée
s'allume en cas de surcharge de l'électrode en tungstène
Pour de plus amples informations concernant l'indication Électrode surchargée, consulter le chapitre Mode de soudage, section Soudage TIG.
(7) Indication Blocage des touches
s'allume lorsque le blocage des touches est activé
29
Page 30

N° Fonction
(8) Touche droite
pour la navigation dans le menu
(9) Touche Mode de service
sert à la sélection du mode de service
Mode 2 temps
Mode 4 temps
Soudage manuel à l’électrode
La LED s'allume au niveau du symbole correspondant lorsqu'un mode de service est sélectionné.
(10) Touche Contrôle gaz
pour régler le débit de gaz de protection nécessaire au niveau du détendeur
Après avoir appuyé sur la touche Contrôle gaz, du gaz de protection est diffusé
pendant 30 s. Appuyer à nouveau sur la touche pour interrompre le processus
prématurément.
(11) Molette de réglage
- Rotation de la molette de réglage : sélectionner un paramètre
- Pression sur la molette de réglage : pour confirmer une sélection du
menu, valider des valeurs
(12) Touche Menu
pour afficher le menu concerné dans le procédé sélectionné
(13) Touche gauche
pour la navigation dans le menu
(14) Indication Amorçage HF (amorçage haute fréquence)
s'allume si le paramètre amorçage haute fréquence a été réglé sur un
intervalle pour les impulsions haute fréquence
30
Page 31

Raccords, sélecteurs et composants mécaniques
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
MagicWave
2200 Comfort
FR
MagicWave 2200 Comfort - Face avant
N° Fonction
(1) Raccord torche de soudage
pour raccorder
- la torche de soudage TIG
- le câble d'électrode (soudage manuel à l'électrode enrobée)
(2) Raccord LocalNet
raccord standardisé pour extensions du système (par exemple commande à distance, torche de soudage JobMaster TIG, etc.)
(3) Poignée de transport
(4) Raccord commande de la torche
- pour raccorder la fiche de commande des torches de soudage classiques
- Entrée pour le signal de protection anticollision lors de la connexion d’une
interface robot ou d’un coupleur de bus de terrain
(5) Raccord câble de masse
pour le branchement du câble de masse
(6) Raccord gaz de protection
(7) Interrupteur d'alimentation
pour la mise en service et hors service de la source de courant
MagicWave 2200 Comfort - Face arrière
(8) Câble secteur avec antitraction
31
Page 32

MagicWave
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2500 / 3000 Comfort
MagicWave 2500 / 3000 Comfort - Face avant
N° Fonction
(1) Raccord câble de masse
pour le branchement du câble de masse
(2) Raccord LocalNet
raccord standardisé pour extensions du système (par exemple commande à distance, torche de soudage JobMaster TIG, etc.)
(3) Poignée de transport
(4) Raccord commande de la torche
- pour raccorder la fiche de commande des torches de soudage classiques
- Entrée pour le signal de protection anticollision lors de la connexion d’une
interface robot ou d’un coupleur de bus de terrain
(5) Raccord torche de soudage
pour raccorder
- la torche de soudage TIG
- le câble d'électrode (soudage manuel à l'électrode enrobée)
(6) Raccord gaz de protection
(7) Câble secteur avec antitraction
(8) Interrupteur d'alimentation
pour la mise en service et hors service de la source de courant
MagicWave 2500 / 3000 Comfort - Face arrière
32
Page 33

MagicWave
MagicWave 4000
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(7)
(8)
(9)
4000 / 5000 Comfort
FR
MagicWave 4000 / 5000 Comfort - Face avant
Nº Fonction
(1) Interrupteur secteur
pour la mise en service et hors service de la source de courant
(2) Raccord torche de soudage
pour raccorder la torche de soudage TIG
(3) Raccord Porte-électrode
pour raccorder le câble d'électrode dans le cas du soudage manuel à l'électrode
enrobée
(4) Raccord Commande de la torche
- pour raccorder la fiche de commande des torches de soudage classiques
- Entrée pour le signal de protection anti-collision lors de la connexion d'une
(5) Raccord LocalNet
interface robot ou d'un coupleur de bus de terrain
raccord standardisé pour extensions du système (par exemple commande à distance, torche de soudage JobMaster TIG, etc.)
(6) Raccord câble de masse
pour le branchement du câble de mise à la masse
(7) Fausses prises
prévues pour le raccord Fronius Solar Net
MagicWave 4000 / 5000 Comfort - Face arrière
(8) Câble secteur avec anti-traction
(9) Raccord de gaz de protection
33
Page 34

TransTig
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2200 Comfort
TransTig 2200 Comfort - Face avant
TransTig 2200 Comfort - Face arrière
Nº Fonction
(1) Connecteur (+) à verrouillage à baïonnette
pour raccorder
- le câble de mise à la masse pour le soudage TIG
- le câble d'électrode ou câble de mise à la masse pour le soudage manuel à
l'électrode enrobée (en fonction du type d'électrode)
(2) Raccord LocalNet
raccord standardisé pour extensions du système (par exemple commande à distance, torche de soudage JobMaster TIG, etc.)
(3) Poignée de transport
(4) Raccord Commande de la torche
- pour raccorder la fiche de commande des torches de soudage classiques
- Entrée pour le signal de protection anti-collision lors de la connexion d'une
interface robot ou d'un coupleur de bus de terrain
(5) Connecteur (-) à verrouillage à baïonnette
pour raccorder
- la torche de soudage TIG
- le câble d'électrode ou câble de mise à la masse pour le soudage manuel à
l'électrode enrobée (en fonction du type d'électrode)
(6) Raccord de gaz de protection
(7) Interrupteur secteur
pour la mise en service et hors service de la source de courant
(8) Câble secteur avec anti-traction
34
Page 35

TransTig
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
2500 / 3000 Comfort
FR
TransTig 2500 / 3000 Comfort - Face avant
TransTig 2500 / 3000 Comfort - Face arrière
N° Fonction
(1) (+)-Prise de courant à verrouillage à baïonnette
pour raccorder
- le câble de mise à la masse pour le soudage TIG
- du câble d'électrode ou câble de mise à la masse pour le soudage à l’électrode (en fonction du type d'électrode)
(2) Raccord LocalNet
raccord standardisé pour extensions du système (par exemple commande à distance, torche de soudage JobMaster TIG, etc.)
(3) Poignée de transport
(4) Raccord commande de la torche
- pour raccorder la fiche de commande des torches de soudage classiques
- Entrée pour le signal de protection anticollision lors de la connexion d’une
interface robot ou d’un coupleur de bus de terrain
(5) (-)-Prise de courant à verrouillage à baïonnette
pour raccorder
- la torche de soudage TIG
- du câble d'électrode ou câble de mise à la masse pour le soudage à l’électrode (en fonction du type d'électrode)
(6) Raccord gaz de protection
(7) Câble secteur avec antitraction
(8) Interrupteur d'alimentation
pour la mise en service et hors service de la source de courant
35
Page 36

TransTig
TransTig 4000
(1)
(2)
(3)
(4)
(7)
(6)
(5)
(8)
(6)
4000 / 5000 Comfort
TransTig 4000 / 5000 Comfort - Face avant
TransTig 4000 / 5000 Comfort - Face arrière
Nº Fonction
(1) Connecteur (+) à verrouillage à baïonnette
pour raccorder
- le câble de mise à la masse pour le soudage TIG
- le câble d'électrode ou câble de mise à la masse pour le soudage manuel à
l'électrode enrobée (en fonction du type d'électrode)
(2) Raccord Fronius Solar Net
raccord standardisé pour extensions du système (par exemple commande à distance, torche de soudage JobMaster TIG, etc.)
(3) Raccord Commande de la torche
- pour raccorder la fiche de commande des torches de soudage classiques
- Entrée pour le signal de protection anti-collision lors de la connexion d'une
interface robot ou d'un coupleur de bus de terrain
(4) Connecteur (-) à verrouillage à baïonnette
pour raccorder
- la torche de soudage TIG
- le câble d'électrode ou câble de mise à la masse pour le soudage manuel à
l'électrode enrobée (en fonction du type d'électrode)
(5) Interrupteur d'alimentation
pour la mise en service et hors service de la source de courant
OFF = - O ON = - I -
36
(6) Fausses prises
prévues pour le raccord Fronius Solar Net
(7) Câble secteur avec anti-traction
(8) Raccord de gaz de protection
Page 37

Installation et mise en service
37
Page 38

38
Page 39

Équipement minimum pour le soudage
Généralités Pour pouvoir travailler avec la source de courant, il vous faut un équipement minimum
qui varie en fonction du procédé de soudage utilisé.
Les procédés de soudage et l’équipement minimum nécessaire pour chaque mode de
soudage sont décrits dans la section Raccordement.
Soudage TIG AC - Source de courant MagicWave
- Câble de mise à la masse
- Torche TIG avec commutateur à bascule
- Raccordement au gaz (alimentation en gaz de protection) avec détendeur
- Matériau additionnel en fonction de l’application
Soudage TIG DC - Source de courant
- Câble de mise à la masse
- Torche de soudage TIG
- Alimentation en gaz de protection avec robinet détendeur
- Matériau d'apport en fonction de l'application
FR
Soudage TIG
automatisé
Soudage manuel
à l’électrode
enrobée
- Source de courant
- Interface robot ou connexion bus de terrain
- Câble de mise à la masse
- Torche de soudage TIG automatique ou torche de soudage TIG pour robot
(un refroidisseur est requis en supplément pour les torches de soudage automatiques ou pour robot refroidies par eau)
- Raccord à gaz (alimentation en gaz de protection)
- Dévidoir à fil froid et matériau d'apport en fonction de l’application
- Source de courant
- Câble de mise à la masse
- Porte-électrode
- Électrodes enrobées en fonction de l’application
39
Page 40

Avant installation et mise en service
Sécurité
Danger en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
▶
▶
▶
Emploi conforme La source de courant est conçue exclusivement pour le soudage manuel à l’électrode et
le soudage TIG.
Toute autre utilisation sera considérée non conforme.
Le fabricant ne saurait être tenu pour responsable des dommages consécutifs.
Font également partie de l'emploi conforme
- le respect de toutes les remarques des Instructions de service
- le respect des travaux d'inspection et de maintenance
AVERTISSEMENT!
Toutes les fonctions et tous les travaux décrits dans le présent document doivent
uniquement être exécutés par du personnel qualifié.
Ce document doit être lu et compris dans son intégralité.
Toutes les instructions de service des composants périphériques, en particulier les
consignes de sécurité, doivent être lues et comprises dans leur intégralité.
Instructions
d'installation
L'appareil est contrôlé conformément à l'indice de protection IP 23, ce qui signifie :
- protection contre l'entrée de corps étrangers solides d'un diamètre supérieur à
12,5 mm (0.49 in.) ;
- protection contre l'eau de pulvérisation jusqu'à un angle de 60° par rapport à la verticale.
L'appareil peut être installé et utilisé en plein air conformément à l'indice de protection
IP23.
Les éléments électriques intégrés doivent être protégés contre les effets directs de
l'humidité (pluie par ex.).
AVERTISSEMENT!
Le renversement ou le basculement de l'appareil peut entraîner des dangers mortels.
Installer l'appareil de manière bien stable sur un sol ferme et plan.
▶
Le canal d'aération est un dispositif de sécurité essentiel. Lorsque vous choisissez
l'emplacement de l'appareil, vous devez vous assurer que l'air de refroidissement peut
entrer ou sortir sans problème par les fentes d'aération placées à l'avant et au dos de
l'appareil. Les poussières électroconductrices (produites par exemple lors de travaux de
ponçage) ne doivent pas être directement aspirées dans l'appareil.
Couplage au
réseau
40
Les appareils sont conçus pour la tension du secteur indiquée sur la plaque signalétique.
Si votre modèle d'appareil ne comprend ni câble secteur, ni fiche secteur, il faut les monter en veillant à ce qu'ils correspondent aux normes nationales. Pour les fusibles de la
ligne d'alimentation, se reporter aux spécifications techniques.
Page 41

ATTENTION!
Une installation électrique insuffisamment dimensionnée peut être à l'origine de
dommages importants sur l'appareil.
La ligne d'alimentation et ses fusibles doivent être configurés de manière adéquate
▶
par rapport à l'alimentation en courant disponible. Les spécifications techniques
valables sont celles de la plaque signalétique.
FR
41
Page 42

Mise en service
Sécurité
Remarques sur
l’unité de refroidissement
AVERTISSEMENT!
Une décharge électrique peut être mortelle.
Si l'appareil est branché sur le secteur pendant l'installation, il existe un risque de dommages corporels et matériels graves.
Ne réaliser des travaux sur l'appareil que lorsque l'interrupteur principal est placé
▶
sur « O ».
Avant de réaliser des travaux sur l'appareil, débrancher l'appareil du secteur.
▶
AVERTISSEMENT!
Risque d'électrocution en cas de poussières électro-conductrices dans l'appareil.
Cela peut entraîner des dommages corporels et matériels graves.
Utiliser l'appareil uniquement si le filtre à air est monté. Le filtre à air constitue un
▶
dispositif de sécurité essentiel pour atteindre l'indice de protection IP 23.
Nous recommandons l'utilisation d'un refroidisseur pour les applications suivantes :
- Torche de soudage JobMaster TIG
- Mode robot
- Faisceaux de liaison de plus de 5 m de long
- Soudage TIG AC
- Soudures dans les plages de puissance élevées en général
Le refroidisseur est alimenté en courant par la source de courant. Le refroidisseur est
prêt au fonctionnement en mettant l’interrupteur d’alimentation en position - I -.
Pour en savoir plus sur le refroidisseur, consultez les Instructions de service du refroidisseur.
Généralités La mise en service de la source de courant est décrite comme suit :
- pour l'application principale en soudage TIG,
- au moyen d'une configuration standard d'installation de soudage TIG.
Composants périphériques de la configuration standard :
- source de courant ;
- torche de soudage manuelle TIG ;
- robinet détendeur ;
- bouteille de gaz.
42
Page 43
Raccorder la bouteille de gaz
AVERTISSEMENT!
Risque de dommages corporels et matériels graves en cas de chute de la bouteille
de gaz.
Installer les bouteilles de gaz de manière stable sur un sol ferme et plan
▶
Sécuriser les bouteilles de gaz contre les chutes : fixer la courroie sur la partie
▶
supérieure de la bouteille de gaz
Ne jamais fixer la courroie au col de la bouteille
▶
Respectez les consignes de sécurité du fabricant de la bouteille de gaz.
Fixer la bouteille de gaz
1
Enlever le bouchon de protection de la bouteille de gaz
2
Tourner légèrement le robinet de la bouteille de gaz pour enlever les saletés accu-
3
mulées autour
Vérifier le joint du détendeur
4
Visser le détendeur sur la bouteille et serrer.
5
En cas d’utilisation d’une torche de soudage TIG avec raccord à gaz intégré :
Raccorder le détendeur au moyen du tuyau de gaz avec le raccord de gaz de pro-
6
tection sur la face arrière de la source de courant
Serrer l'écrou-raccord du tuyau de gaz
7
FR
Créer un contact
à la masse avec
la pièce à souder
Raccordement de
la torche de soudage
En cas d’utilisation d’une torche de soudage TIG sans raccord à gaz intégré :
Relier le tuyau de gaz de la torche de soudage TIG au détendeur
8
commuter l’interrupteur du secteur en position - O -
1
Brancher le câble de mise à la masse et le verrouiller
2
- avec MagicWave : dans le connecteur du câble de mise à la masse
- avec TransTig : dans la prise de courant (+)
Réaliser la liaison avec la pièce à usiner avec l’autre extrémité du câble de mise à la
3
masse
ATTENTION!
Risque de dommages matériels dus à la haute fréquence.
Ne pas utiliser la torche de soudage JobMaster TIG en combinaison avec un réparti-
▶
teur Fronius Solar Net.
Commuter l'interrupteur du secteur en position - O -.
1
Brancher le câble de soudage de la torche de soudage TIG et le verrouiller en tour-
2
nant vers la droite :
- pour MagicWave : dans le connecteur de la torche de soudage
- pour TransTig : dans le connecteur (-)
43
Page 44
Brancher la fiche de commande de la torche au raccord de la commande de la
3
torche et verrouiller
ou
Raccorder le câble de commande de la torche de soudage JobMaster TIG au raccord Fronius Solar Net.
REMARQUE!
Ne pas utiliser d'électrodes en tungstène pour les sources de courant TransTig
(couleur caractéristique : vert).
Équiper la torche de soudage conformément aux instructions de service.
4
Uniquement en cas d'utilisation d'une torche refroidie par eau et refroidisseur :
5
Brancher les raccords d'eau de la torche de soudage aux raccords arrivée d'eau
(noir) et retour d'eau (rouge) du refroidisseur.
44
Page 45

Mode soudage
45
Page 46

46
Page 47

Modes de service TIG
FR
Sécurité
Symboles et
explications
AVERTISSEMENT!
Danger en cas d'erreur de manipulation.
Risque de dommages corporels et matériels graves.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service des composants périphérique, et notamment les consignes de
sécurité !
Vous trouverez les données concernant le réglage, la plage de réglage et les unités de
mesure des paramètres disponibles au chapitre « Menu Setup ».
Repousser et maintenir la gâchette de la torche / Relâcher la gâchette de la torche / Repousser brièvement la
gâchette de la torche (< 0,5 s)
Pousser et maintenir la gâchette de la torche / Relâcher la gâchette de la torche
GPr
Temps de prédébit de gaz
I
S
Phase de courant d'amorçage : réchauffement délicat avec peu d'intensité de
soudage afin de positionner correctement le matériau d'apport
t
up
Phase Up-Slope : augmentation continue du courant d'amorçage jusqu’au
courant principal (intensité de soudage)
I
1
I
1
Phase courant principal (phase intensité
de soudage) : apport de température
régulier dans le matériau de base
réchauffé par la chaleur qui afflue
SPt
Durée de soudage par points
I
E
Phase de courant de fin de soudage :
sert à éviter la surchauffe locale du
matériau de base par accumulation de
chaleur à la fin du soudage. Ceci évite à
la soudure de s’affaisser.
t
down
Phase Down-Slope : réduction continue
de l'intensité de soudage jusqu’au courant de cratère final
I
2
Phase de courant de descente : abaissement intermédiaire de l'intensité de
soudage pour éviter la surchauffe locale
du matériau de base
47
Page 48

G-H
I
t
I
1
G-L / G-HGPr t
up
t
down
I
S
GPr t
E
I
E
t
S
G-L
G-H
Temps postdébit de gaz avec intensité
de soudage maximum
G-L
Temps postdébit de gaz avec intensité
de soudage minimum
Mode 2 temps - Souder : tirer et maintenir la gâchette de la torche
- Fin du soudage : relâcher la gâchette de la torche
REMARQUE!
Lorsque le mode 2 temps est sélectionné, pour pouvoir travailler également en
mode 2 temps, le paramètre Setup SPt doit être réglé sur « OFF », et l'indication
Soudage par points ne doit pas être allumée sur le panneau de commande.
Mode 2 temps
... application manuelle ... application automatisée
Soudage par
points
Si une valeur a été réglée pour le paramètre Setup SPt, le mode 2 temps correspond au
mode de soudage par points. Le voyant spécial de soudage par points s'allume sur le
panneau de commande.
- Souder : Repousser brièvement la gâchette de la torche
La durée de soudage correspond à la valeur indiquée au paramètre Setup SPt.
- Interruption temporaire du processus de soudage : repousser à nouveau la gâchette
de la torche
En cas d'utilisation d'une pédale de commande à distance, la durée de soudage par
points commence en actionnant la pédale de commande à distance. La puissance ne
peut pas être réglée au moyen de cette pédale de commande à distance.
48
Page 49

I
t
I
1
GPr t
up
t
down
SPt
G-L
G-H
I
S
t
E
I
E
t
S
Soudage par points
I
t
I
1
GPr
I
S
t
up
t
down
I
E
I
2
G-L
G-H
I
1
*)
Mode 4 temps - Début du soudage avec courant de démarrage IS : tirer et maintenir la gâchette de
la torche
- Soudage avec courant principal I1 : relâcher la gâchette de la torche
- Abaisser au courant final IE : tirer et maintenir la gâchette de la torche
- Fin du soudage : relâcher la gâchette de la torche
FR
REMARQUE!
Pour le mode 4 temps, le paramètre Setup 4‑temps spécial (SFS) doit être réglé sur
« OFF ».
Mode 4 temps
*) Abaissement intermédiaire
Lors de l'abaissement intermédiaire, l'intensité de soudage est abaissée au courant de
descente réglé I2 pendant la phase de courant principal :
- Pour activer l'abaissement intermédiaire, pousser et maintenir la gâchette de la
torche.
49
- Pour reprendre le courant principal, lâcher la gâchette de la torche.
Page 50

Mode 4 temps
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
spécial :
Variante 1
La variante 1 du mode spécial 4 temps est activée lorsque le paramètre 4‑temps spécial
(SFS) est réglé sur « 1 ».
L'abaissement intermédiaire au courant de descente réglé I2 se fait en repoussant
brièvement la gâchette de la torche. Le courant principal I1 est à nouveau disponible en
repoussant brièvement une seconde fois la gâchette de la torche.
Mode 4 temps spécial : Variante 1
Mode 4 temps
spécial :
Variante 2
La variante 2 du mode spécial 4 temps est activée lorsque le paramètre 4‑temps spécial
(SFS) est réglé sur « 2 ».
L'abaissement intermédiaire se fait également en variante 2 par les valeurs Slope
réglées Down-Slope t
et Up-Slope tup :
down
- Appuyer sur la gâchette de la torche et la maintenir : l'intensité de soudage baisse
sur la Down-Slope réglée de façon continue jusqu'à la valeur donnée pour le courant de descente réglé I2. Le courant de descente I2 persiste jusqu’au relâchement
de la gâchette de la torche.
- Après avoir relâché la gâchette de la torche : l'intensité de soudage remonte selon
le paramètre réglé Up-Slope au courant principal I1.
50
Mode 4 temps spécial : Variante 2
Page 51

Mode 4 temps
I
t
I
1
GPr
I
S
G-L / G-H
I
1
I
2
t
up
I
t
I
1
GPr
I
S
t
down
I
E
G-L
G-H
I
1
I
2
t
up
t
E
t
S
spécial :
Variante 3
La variante 3 du mode 4 temps spécial est activée lorsque le paramètre 4‑temps spécial
(SFS) est réglé sur « 3 ».
En variante 3, l'abaissement intermédiaire de l'intensité de soudage se fait en appuyant
sur la gâchette de la torche et en la maintenant enfoncée. Le courant principal I1 est à
nouveau disponible en relâchant la gâchette de la torche.
En repoussant la gâchette de la torche, la fin du soudage se produit immédiatement,
sans Downslope ni courant de cratère final.
FR
Mode 4 temps
spécial :
Variante 4
Mode 4 temps spécial : Variante 3
La variante 4 du mode spécial à 4 temps spécial est activée lorsque le paramètre Setup
SFS est réglé sur « 4 ».
- Démarrage du soudage et soudage : repousser brièvement la gâchette de la torche
et relâcher - l'intensité de soudage remonte du courant d'amorçage IS au courant
principal I1 au-delà du Up-Slope réglé.
- Abaissement intermédiaire en appuyant sur la gâchette de la torche et en maintenant la pression
- Le courant principal I1 est à nouveau disponible en relâchant la gâchette de la
torche
- Fin du soudage : repousser brièvement la gâchette de la torche et relâcher
Mode 4 temps spécial : Variante 4
51
Page 52

Formation de calotte et surcharge de la calotte
(2)(1)
Formation de
calottes
(1) avant l'amorçage
(2) après l'amorçage
REMARQUE!
Avec le procédé de soudage TIG AC,
la fonction de formation automatique
de calotte est disponible pour les
sources de courant MagicWave :
- activer la fonction de formation
automatique de calotte si le
procédé de soudage TIG AC est
sélectionné
- La calotte optimale est formée
pendant le démarrage du soudage
pour le diamètre d'électrode en
tungstène donné.
Il n'est pas nécessaire de faire un
essai sur une pièce à usiner.
- Ensuite, la fonction de formation
de calotte automatique est réinitialisée et désactivée.
La fonction de formation automatique de calotte doit être activée
séparément pour chaque électrode en tungstène.
Surcharge de la
calotte
La fonction de formation de calotte automatique n'est pas requise quand une
calotte de dimensions suffisantes est formée sur l'électrode en tungstène.
Une surcharge de la calotte peut entraîner un risque de formation d'une calotte trop
grande sur l'électrode en tungstène. Une calotte surdimensionnée a un effet négatif sur
les caractéristiques d'amorçage.
En cas de surcharge de la calotte, le voyant « Électrode surchargée » s'allume
sur le panneau de commande.
Causes possibles de surcharge de la calotte :
- électrode en tungstène avec diamètre trop faible ;
- courant principal I1 réglé sur une valeur trop élevée.
- balance réglée trop loin en direction de « + »
Solution :
- Utiliser une électrode en tungstène de diamètre plus important
- Réduire le courant principal et/ou régler la balance davantage en direction de "-"
REMARQUE!
52
Le voyant « Électrode surchargée » est coordonné exactement aux électrodes en
tungstène suivantes :
Soudage TIG AC : électrodes en tungstène pur
Soudage TIG DC : électrodes au cérium
Pour toutes les autres électrodes, le voyant « Électrode surchargée » a une valeur indicative.
Page 53

Soudage TIG
FR
Sécurité
Paramètres de
soudage : affichage et navigation
AVERTISSEMENT!
Danger en cas d'erreur de manipulation.
Risque de dommages corporels et matériels graves.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service des composants périphérique, et notamment les consignes de
sécurité !
AVERTISSEMENT!
Une décharge électrique peut être mortelle.
Si la source de courant est branchée sur le secteur pendant l'installation, il existe un
risque de dommages corporels et matériels graves.
Réaliser des travaux sur l'appareil uniquement lorsque l'interrupteur principal de la
▶
source de courant est placé sur - O -.
Avant de réaliser des travaux sur l'appareil, débrancher la source de courant du sec-
▶
teur.
Les paramètres de soudage TIG sont affichés dès que le mode de service 2 temps ou 4
temps est sélectionné.
Paramètres TIG
La navigation à l'intérieur des paramètres s'effectue à l'aide des touches droite et
gauche.
Courant de démarrage, mode 2 temps
Unité % (du courant principal)
Plage de
réglage
Paramètre usine 35 AC, 50 DC
IMPORTANT ! Le courant de démarrage se mémorise séparément pour les modes de
service Soudage TIG AC et Soudage TIG DC.
30 - 200 AC, 0 - 200 DC
Courant de démarrage, mode 4 temps
53
Page 54

UpSlope, mode 2 temps
UpSlope, mode 4 temps
Unité s
Plage de
0,0 à 9,9
réglage
Paramètre usine 0,1
IMPORTANT ! La valeur UpSlope s'enregistre séparément pour les modes 2 temps et
4 temps.
Courant principal, mode 2 temps
Courant principal, mode 4 temps
Unité A
Plage de
réglage
MW 2200 Comfort 3-220
MW 2500 Comfort 3-250
MW 3000 Comfort 3-300
MW 4000 Comfort 3-400
MW 5000 Comfort 3-500
TT 2200 Comfort 3 - 220
TT 2500 Comfort 3 - 250
TT 3000 Comfort 3 - 300
TT 4000 Comfort 3 - 400
TT 5000 Comfort 3 - 500
Paramètre usine -
IMPORTANT ! Pour les torches de soudage à fonction up/down, il est possible de
sélectionner toute la plage de réglage pendant la marche à vide de l'appareil. Pendant
le processus de soudage, il est possible de corriger le courant principal par paliers de
+/- 20 A.
en mode 4 temps
Unité % (du courant principal)
Plage de
0 à 100
réglage
Paramètre usine 50
54
Page 55

FR
Évanouissement, mode 2 temps
Évanouissement, mode 4 temps
Unité s
Plage de
0,0 à 9,9
réglage
Paramètre usine 1,0
IMPORTANT ! L'évanouissement s'enregistre séparément pour les modes 2 temps et
4 temps.
Courant final, mode 2 temps
Courant final, mode 4 temps
Unité % (du courant principal)
Plage de
0 à 100
réglage
Paramètre usine 30
uniquement avec MagicWave pour le procédé de soudage TIG AC
Unité 1
Plage de
-5 à +5
réglage
Paramètre usine 0
-5 : performance de fusion maximum, effet de nettoyage minimum
+5 : effet de nettoyage maximum, performance de fusion minimum
55
Page 56

avec option dévidoir à fil froid
Unité m/min ipm
Préparation
Plage de
réglage
Paramètre usine OFF
Unité mm in.
Plage de
réglage
Paramètre usine 2,4 0,1
Brancher la fiche secteur.
1
ATTENTION!
OFF / 0,1 à max. OFF / 3,9 à max.
OFF - max. OFF - max.
Risque de dommages corporels et matériels par décharge électrique.
Dès que l'interrupteur du secteur est en position - I -, l'électrode en tungstène de la
torche de soudage est conductrice de courant.
Veiller à ce que l'électrode en tungstène n'entre en contact ni avec des personnes,
▶
ni avec des pièces conductrices, ni avec des éléments mis à la terre (par ex. boîtier,
etc.).
Commuter l'interrupteur du secteur en position - I -.
2
La séquence de démarrage avec le logo Fronius, la version du micrologiciel actuellement installée ainsi que l'adresse Internet de Fronius, apparaissent pendant environ
1 seconde sur l'écran :
56
Page 57

Soudage TIG
Sélectionner le mode de service TIG souhaité au moyen de la touche Mode de ser-
1
vice :
FR
Mode 2 temps
Mode 4 temps
Le graphique des paramètres TIG apparaît sur l'écran :
Paramètres TIG pour le mode 2 temps (paramètre
Courant principal sélectionné)
Uniquement avec MagicWave : Sélectionner le mode de service TIG souhaité au
2
Paramètres TIG pour le mode 4 temps (paramètre
Courant principal sélectionné)
moyen de la touche Mode de service :
Procédé Soudage AC
Procédé Soudage AC à formation de calotte automatique
Procédé Soudage DC
Sélectionner les paramètres correspondants avec la touche droite
3
Régler les paramètres sélectionnés au moyen de la molette sur la valeur souhaitée
4
Si nécessaire, régler les paramètres dans le menu Setup :
5
- Appuyer sur la touche Menu
Le menu concerné s'affiche :
- Sélectionner le menu Setup souhaité avec la molette de réglage
- Ouvrir le menu Setup sélectionné en appuyant sur la molette de réglage
- Sélectionner le paramètre avec la molette de réglage
- Appuyer sur la molette de réglage pour modifier le paramètre
- Modifier la valeur du paramètre au moyen de la molette de réglage
- Appuyer sur la molette de réglage.
- Quitter le menu Setup
57
Page 58

REMARQUE!
Par principe, l'ensemble des valeurs de consigne de paramètre réglées au moyen
de la molette de réglage restent enregistrées jusqu'à la prochaine modification.
Ceci est également valable quand la source de courant a été déconnectée entre-temps,
puis reconnectée.
Ouvrir la soupape de la bouteille de gaz.
6
Régler la quantité de gaz de protection :
7
Appuyer sur la touche Contrôle gaz
Le débit de gaz de test afflue pendant 30 secondes au maximum. Appuyer à nouveau sur la touche pour interrompre le processus prématurément.
- Tourner la vis de réglage située au bas du robinet détendeur jusqu'à ce que le
manomètre indique la quantité de gaz souhaitée.
Si le faisceau de liaison est long et en cas de formation d'eau de condensation après
8
une période de repos prolongée au froid :
prérinçage gaz de protection - régler le paramètre Setup GPU sur une valeur de
temps
Commencer à souder (amorcer l'arc électrique).
9
58
Page 59
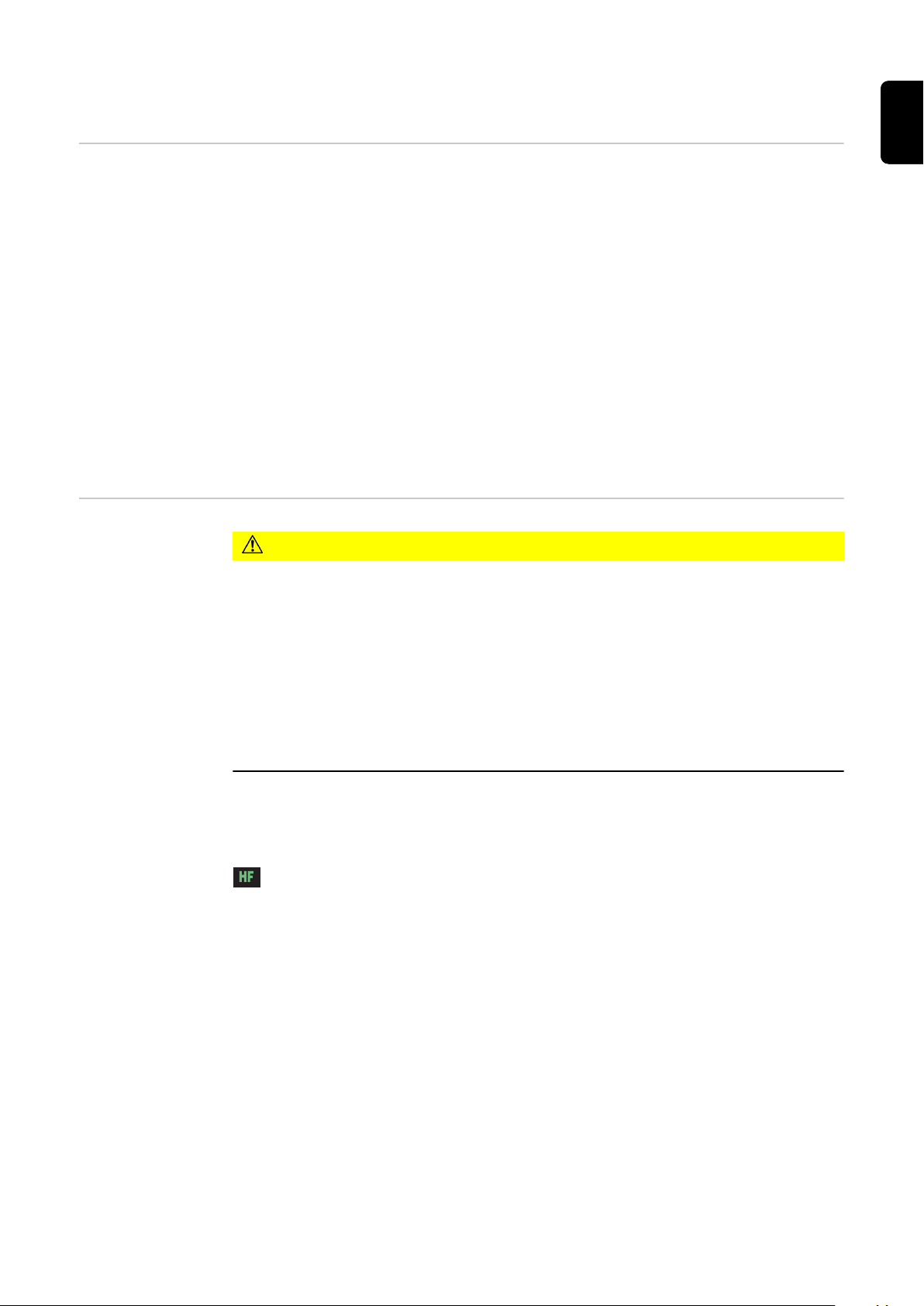
Amorcer l’arc électrique
Généralités Les sources de courant MagicWave tiennent compte des données suivantes en vue d’un
déroulement optimal de l’amorçage quand le procédé Soudage TIG AC a été sélectionné :
- diamètre de l'électrode
- température actuelle de l'électrode en tungstène en fonction de la durée de soudage
écoulée et des pauses dans le soudage
Pour un déroulement optimal de l'amorçage dans le procédé de soudage TIG DC, les
sources de courant MagicWave disposent de la fonction RPI (Reverse Polarity Ignition =
amorçage avec polarité inversée).
La polarité est brièvement inversée au début du soudage. Les électrons sortent de la
pièce à usiner et rencontrent l'électrode tungstène. Un réchauffement rapide de l’électrode tungstène s’ensuit - c’est une des conditions essentielles pour des caractéristiques
d’amorçage optimales.
Pour de plus amples informations concernant la fonction RPI, consulter le chapitre
Paramètres Setup, section « Setup TIG 2nd »
FR
Amorcer l'arc
électrique par
haute fréquence
(amorçage HF)
ATTENTION!
Risque de blessure dû aux effets de la peur liée à la décharge électrique.
Même si les appareils Fronius répondent à toutes les normes pertinentes, l'amorçage
haute fréquence peut, dans certaines circonstances, provoquer une décharge électrique
inoffensive mais perceptible.
Utiliser les vêtements de protection prescrits, en particulier les gants !
▶
Utiliser uniquement des faisceaux de liaison TIG adaptés et en parfait état !
▶
Ne pas travailler dans des environnements humides ou mouillés !
▶
Faire particulièrement attention lors de travaux sur des échafaudages, sur des plate-
▶
formes de travail, dans des positions de contrainte, dans des espaces étroits, difficiles d'accès ou exposés !
L'amorçage HF est activé si une valeur de temps a été réglée pour le paramètre Setup
HFt.
L'indicateur spécial d'amorçage HF s'allume sur le panneau de commande.
Contrairement à l’amorçage par contact, il n’y a pas de risque de salissure de l’électrode
tungstène et de la pièce à usiner avec l’amorçage HF.
Procédure à suivre pour l'amorçage HF :
59
Page 60

Placer la buse gaz au point
1
d’amorçage, de manière à ce qu’il y ait
un écart d’env. 2 à 3 mm (5/64 à 1/8
in.) entre l’électrode tungstène et la
pièce à usiner.
Augmenter l’inclinaison de la torche et
2
actionner la gâchette de la torche suivant le mode de service sélectionné
L’amorçage de l’arc électrique se fait sans
contact avec la pièce à usiner.
Amorçage par
contact
Incliner la torche en position normale.
3
Réaliser la soudure
4
Si le paramètre Setup HFt est réglé sur « OFF », l’amorçage HF est désactivé. L’arc
électrique s’amorce lorsque l’électrode tungstène touche la pièce à souder.
Procédure à suivre pour l’amorçage de l’arc électrique au moyen de l'amorçage par
contact :
60
Page 61

Placer la buse gaz au point
1
d’amorçage, de manière à ce qu’il y ait
un écart d’env. 2 à 3 mm (5/64 à 1/8
in.) entre l’électrode tungstène et la
pièce à usiner
Actionner la gâchette de la torche
2
Le gaz de protection est diffusé
Redresser lentement la torche, jusqu’à
3
ce que l’électrode tungstène touche la
pièce à usiner.
FR
Fin du soudage
Relever la torche et la mettre en posi-
4
tion normale
L'arc électrique s'amorce.
Réaliser la soudure
5
Terminer le soudage selon le mode de service réglé en relâchant la gâchette de la
1
torche
Attendre le post-débit de gaz réglé, maintenir la torche de soudage en position au-
2
dessus de l'extrémité de la soudure.
61
Page 62

Fonctions spéciales et options
Fonction Détection des coupures d'arc électrique
Fonction Ignition
Time-Out
Si l’arc électrique est coupé et s’il n’y a pas d’arrivée de courant dans le laps de temps
réglé dans le menu Setup, la source de courant s’arrête automatiquement. Le panneau
de commande affiche le code de service « no | Arc ».
Appuyer sur une touche quelconque sur le panneau de commande ou sur la gâchette de
la torche pour reprendre le procédé de soudage.
Le réglage du paramètre Setup Détection des coupures d’arc électrique (Arc) est décrit
au chapitre « Setup TIG 2nd ».
La source de courant dispose de la fonction IgnitionTime-out.
Le prédébit de gaz démarre dès que l’on appuie sur la touche de la torche. Ensuite, le
processus d’amorçage est enclenché. Si aucun arc électrique n’apparaît dans le temps
réglé au menu Setup, la source de courant se met hors service automatiquement. Le
panneau de commande affiche le code de service « no | IGn ».
Le message « E55 » est émis au niveau de la torche JobMaster TIG.
Appuyer sur une touche quelconque sur le panneau de commande ou sur la gâchette de
la torche pour effectuer une nouvelle tentative.
Le réglage du paramètre Ignition Time-Out (ito) est décrit au chapitre « Setup TIG 2nd ».
Mode pulsé TIG L'intensité de soudage réglée au début du soudage ne doit pas toujours être considérée
comme adéquate pour l'ensemble du processus de soudage :
- si l'intensité du courant est trop faible, le matériau de base ne fond pas assez,
- en cas de surchauffe, il existe un risque que le bain de fusion liquide s'égoutte.
La fonction Mode pulsé TIG (soudage TIG avec intensité de soudage pulsée) peut être
une solution :
un courant de base plus faible I-G augmente après une montée rapide pour atteindre un
courant d'impulsion I1 nettement supérieur, puis retombe après une durée donnée dcY
(Duty-Cycle) au courant de base I-G.
Avec le mode pulsé TIG, de petites sections du point de soudage fondent rapidement,
puis durcissent à nouveau tout aussi rapidement.
Dans les applications manuelles, avec le mode pulsé TIG, le fil de soudage est placé en
phase de courant maximal (uniquement possible dans la basse plage de fréquence de
0,25 à 5 Hz). Les fréquences d'impulsions plus élevées sont majoritairement utilisées en
mode automatisé et servent principalement à stabiliser l'arc électrique.
Le mode pulsé TIG est utilisé pour souder des tubes en acier dans des situations de
contrainte ou pour souder des tôles minces.
62
Page 63

Mode de fonctionnement du mode pulsé TIG si le procédé de soudage TIG DC est
1/F-P
I
1
I-G
I
t
t
up
t
down
I
S
I
E
dcY
sélectionné :
Mode pulsé TIG - cours de l'intensité de soudage
Légende :
FR
Fonction de pointage
I
S
I
E
t
up
t
Down
Courant de démarrage F-P Fréquence d’impulsions *)
Courant final dcY Duty cycle
Up-Slope I-G Courant de base
Down-Slope I
1
Courant principal
*) (1/F-P = intervalle entre deux impulsions)
La fonction de pointage est disponible pour le procédé de soudage TIG DC.
Dès qu'une durée est réglée pour le paramètre Setup tAC (pointage), les modes 2 temps
et 4 temps sont réglés sur la fonction de pointage. Le déroulement des modes de service
reste le même.
Pendant cette durée, une intensité de soudage pulsée favorisant la fusion du bain de
fusion au pointage de deux composantes est disponible.
Mode de fonctionnement de la fonction de pointage si le procédé de soudage TIG DC
est sélectionné :
63
Page 64

tAC
I
1
I
t
t
up
t
down
I
S
I
E
Fonction de pointage – Intensité de soudage
Légende :
tAC Durée de l'intensité de soudage pulsée pour le procédé de pointage
I
S
I
E
t
up
t
Down
I
1
Courant de démarrage
Courant final
UpSlope
Évanouissement
Courant principal
REMARQUE!
La règle suivante s'applique pour l'intensité de soudage pulsée :
La source de courant règle automatiquement les paramètres d'impulsion en fonction
▶
du courant principal réglé I1.
Il n'est pas nécessaire de régler des paramètres d'impulsion.
▶
L'intensité de soudage pulsée commence :
- à la fin de la phase de courant de démarrage I
- avec la phase UpSlope t
up
S
En fonction de la durée tAC réglée, l'intensité de soudage pulsée peut durer jusqu'à la
phase de courant final IE (paramètre Setup tAC réglé sur « On »).
Une fois la durée tAC écoulée, le soudage se poursuit avec une intensité de soudage
constante, les paramètres d'impulsion éventuellement réglés sont disponibles.
REMARQUE!
Le paramètre Setup tAC peut être combiné au paramètre Setup SPt (durée de soudage par points) afin de pouvoir régler un temps de pointage défini.
Soudage TIG à fil
froid
Le soudage TIG à fil froid n'est possible qu'avec un dévidoir à fil.
64
Page 65

Mode de fonctionnement du soudage à fil froid TIG si la fréquence d'impulsions est
1/F-P
I
1
I-G
dt2
I
v
D
a)
b)
t
dt1
t
up
t
down
I
S
I
E
Fd.2
Fd.1
t
dcY
réglée et que le procédé de soudage DC est sélectionné :
a) Courbe d'intensité
b) Courbe de la vitesse d'avance du fil
FR
Légende :
I
S
I
E
t
up
t
Down
Courant de démarrage dcY Duty cycle
Courant final I-G Courant de base
Up-Slope I
1
Down-Slope F-P
Courant principal
Fréquence d'impulsion
1)
Fd.1 Vitesse d'avance du fil 1 Fd.2 Vitesse d'avance du fil 2
dt1 Décalage du début de l'avance
du fil à partir du début de la
phase de courant principal I
1)
(1/F-P = intervalle entre deux impulsions)
1
dt2 Décalage de la fin de l'avance
du fil à partir de la fin de la
phase de courant principal I
1
65
Page 66

Soudage à électrode enrobée
Sécurité
Paramètres de
soudage : affichage et navigation
AVERTISSEMENT!
Danger en cas d'erreur de manipulation.
Risque de dommages corporels et matériels graves.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service des composants périphérique, et notamment les consignes de
sécurité !
AVERTISSEMENT!
Une décharge électrique peut être mortelle.
Si la source de courant est branchée sur le secteur pendant l'installation, il existe un
risque de dommages corporels et matériels graves.
Réaliser des travaux sur l'appareil uniquement lorsque l'interrupteur principal de la
▶
source de courant est placé sur - O -.
Avant de réaliser des travaux sur l'appareil, débrancher la source de courant du sec-
▶
teur.
Les paramètres de soudage pour le soudage manuel à l'électrode enrobée sont affichés
dès lors que le mode de service Soudage manuel à l'électrode enrobée a été sélectionné.
La navigation à l'intérieur des paramètres s'effectue à l'aide des touches droite et
gauche.
66
Page 67

Paramètres pour
les électrodes
FR
Courant de démarrage : Courant de démarrage < Courant principal (« Soft-Start »)
Courant de démarrage : Courant de démarrage > Courant principal (« Hot-Start »)
Courant de démarrage : Courant de démarrage
= Courant principal
Unité % (du courant principal)
Plage de
0 à 200
réglage
Paramètre usine 150
Courant principal : Courant de démarrage < Courant
principal (« Soft-Start »)
Courant principal : Courant de démarrage =
Courant principal
Courant principal : Courant de démarrage > Courant
principal (« Hot-Start »)
Unité A
Plage de
réglage
MW 2200 Comfort 10 - 180
MW 2500 Comfort 10 - 250
MW 3000 Comfort 10 - 300
MW 4000 Comfort 10 - 400
MW 5000 Comfort 10 - 500
Paramètre usine -
TT 2200 Comfort 10 - 180
TT 2500 Comfort 10 - 250
TT 3000 Comfort 10 - 300
TT 4000 Comfort 10 - 400
TT 5000 Comfort 10 - 500
67
Page 68

Dans de nombreux cas, il est nécessaire de régler la dynamique pour obtenir un résultat de soudage optimal.
Unité % (du courant principal)
Plage de
0 à 100
réglage
Paramètre usine 20
0 arc électrique plus doux et à faibles projections
100 arc électrique plus dur et plus stable
Principe de fonctionnement :
l'intensité de courant augmente pendant un bref laps de temps au moment du transfert
de goutte ou en cas d'apparition de court-circuit. L'intensité de soudage augmente
temporairement pour obtenir un arc électrique stable. Quand l'électrode enrobée
risque de plonger dans le bain de fusion, cette mesure empêche la solidification du
bain de fusion, de même que le court-circuitage de l'arc électrique pendant une durée
prolongée. Ceci permet d'éviter dans une large mesure à l'électrode enrobée de rester
collée.
uniquement avec MagicWave pour le procédé de soudage à l'électrode AC
Préparation
Unité 1
Plage de
-5 à +5
réglage
Paramètre usine 0
-5 : performance de fusion maximum, effet de nettoyage minimum
+5 : effet de nettoyage maximum, performance de fusion minimum
Éteindre le refroidisseur le cas échéant (régler le paramètre Setup C-C sur OFF)
1
Commuter l'interrupteur du secteur en position - O -.
2
Débrancher la fiche secteur.
3
Démonter la torche de soudage TIG.
4
Brancher le câble de mise à la masse et le verrouiller :
5
- pour MagicWave : dans le connecteur du câble de mise à la masse
- pour TransTig : dans le connecteur (+)
Avec l'autre extrémité du câble de mise à la masse, établir la connexion avec la
6
pièce à souder.
68
Page 69

Brancher le câble de l'électrode et le verrouiller en tournant vers la droite :
7
- pour MagicWave : dans le connecteur de la torche de soudage
- pour TransTig : dans le connecteur (-)
Brancher la fiche secteur.
8
ATTENTION!
Risque de dommages corporels et matériels par décharge électrique.
Dès que l'interrupteur du secteur est en position - I -, l'électrode enrobée dans le porteélectrode est conductrice de courant.
Veiller à ce que l'électrode enrobée n'entre en contact ni avec des personnes, ni
▶
avec des pièces conductrices, ni avec des éléments mis à la terre (par ex. le boîtier,
etc.).
Commuter l'interrupteur du secteur en position - I -.
9
La séquence de démarrage avec le logo Fronius, la version du micrologiciel actuellement installée ainsi que l'adresse Internet de Fronius, apparaissent pendant environ
1 seconde sur l'écran :
FR
Soudage manuel
à l'électrode
enrobée
Sélectionner le mode de service au moyen de la touche Mode de service :
1
Mode de service Soudage manuel à l'électrode enrobée
REMARQUE!
En cas de sélection du mode de service Soudage manuel à l'électrode enrobée, la
tension de soudage n'est disponible qu'après un décalage de 3 secondes.
Le graphique des paramètres de soudage à l'électrode enrobée apparaît sur l'écran :
Uniquement avec MagicWave : sélectionner le procédé de soudage souhaité au
2
moyen de la touche Procédé :
69
Page 70

REMARQUE!
La source de courant TransTig ne peut pas être commutée du procédé Soudage
manuel à l'électrode enrobée DC- au procédé Soudage manuel à l'électrode
enrobée DC+.
Procédure à suivre avec la source de courant TransTig pour passer du procédé Soudage
manuel à l'électrode enrobée DC- au procédé Soudage manuel à l'électrode enrobée DC
+ :
a) Commuter l'interrupteur du secteur en position - O -.
b) Débrancher la fiche secteur.
c) Intervertir le porte-électrode et le câble de mise à la masse au niveau des connec-
teurs
d) Brancher la fiche secteur.
Procédé Soudage manuel à l'électrode enrobée AC
Procédé Soudage manuel à l'électrode enrobée DC-
Procédé Soudage manuel à l'électrode enrobée DC+
ATTENTION!
Risque de dommages corporels et matériels par décharge électrique.
Dès que l'interrupteur du secteur est en position - I -, l'électrode enrobée dans le
porte-électrode est conductrice de courant.
Veiller à ce que l'électrode enrobée n'entre en contact ni avec des personnes, ni
▶
avec des pièces conductrices, ni avec des éléments mis à la terre (par ex. le
boîtier, etc.).
e) Commuter l'interrupteur du secteur en position - I -.
La séquence de démarrage avec le logo Fronius, la version du micrologiciel actuellement installée ainsi que l'adresse Internet de Fronius, apparaissent pendant
environ 1 seconde sur l'écran :
Sélectionner les paramètres correspondants avec la touche droite
3
Régler les paramètres sélectionnés au moyen de la molette sur la valeur souhaitée
4
70
Page 71

Si nécessaire, régler les paramètres dans le menu Setup :
5
- Appuyer sur la touche Menu
Le menu concerné s'affiche :
- Sélectionner le menu Setup souhaité avec la molette de réglage
- Ouvrir le menu Setup sélectionné en appuyant sur la molette de réglage
- Sélectionner le paramètre avec la molette de réglage
- Appuyer sur la molette de réglage pour modifier le paramètre
- Modifier la valeur du paramètre au moyen de la molette de réglage
- Appuyer sur la molette de réglage
- Quitter le menu Setup
REMARQUE!
Par principe, l'ensemble des valeurs de consigne de paramètre réglées au moyen
de la molette de réglage restent enregistrées jusqu'à la prochaine modification.
Ceci est également valable quand la source de courant a été déconnectée puis reconnectée entre-temps.
FR
Fonction HotStart
Commencer à souder.
6
La fonction Hot-Start doit être réglée dans certains cas pour obtenir un résultat de soudage optimal.
Avantages
- Amélioration des caractéristiques d’amorçage, même pour les électrodes dont les
caractéristiques laissent à désirer
- Meilleure fusion du matériau de base dans la phase de départ, donc moins d’emplacements froids
- Dans une large mesure, prévention d'inclusions de scories
Vous trouverez le réglage des paramètres disponibles au chapitre « Setup élec enrob
2nd ».
71
Page 72

I (A)
t (s)
0,5 1 1,5
Hti
I
1
HCU
100
150
Légende
I (A)
t
90A
30A
(1)
(3)
(2)
Hti Hot-current time = Temps de
courant à chaud, 0-2 s, réglage
usine 0,5 s
HCU Hot-start-current = Courant de
HotStart, 0-200 %,
réglage usine 150 %
Courant de
démarrage <
100 %
(Soft-Start)
I
1
Courant principal = Intensité de
soudage paramétrée
Mode de fonctionnement
L'intensité de soudage I1 est augmentée à
la valeur de courant de HotStart HCU pen-
dant le temps de courant à chaud (Hti)
Exemple de fonction Hot-Start
paramétré.
Pour activer la fonction Hot-Start, le courant de HotStart HCU doit être > 100.
Un courant de démarrage < 100 % (Soft-Start) convient pour les électrodes basiques.
L'amorçage se fait avec une intensité de soudage faible. Dès que l'arc électrique est
stable, l'intensité de soudage augmente en continu jusqu'à atteindre la valeur de
consigne réglée pour l'intensité de soudage.
Avantages :
- Amélioration des qualités d'amorçage
pour les électrodes qui s'amorcent
avec une faible intensité de soudage.
- Prévention des inclusions de scories
dans une large mesure.
- Réduction des projections de soudure.
Fonction AntiStick
(1) Courant de démarrage
(2) Temps de courant de démarrage
(3) Courant principal
Le réglage du temps de courant de
démarrage est réalisé dans le menu Élec-
Exemple pour un courant de démarrage < 100 %
(Soft-Start)
trode enrobée.
Quand l’arc électrique devient plus court, la tension de soudage peut s’abaisser au point
que l’électrode reste collée. En outre, l’électrode peut cuire à bloc.
La fonction Anti-Stick, une fois activée, empêche à l’électrode de cuire à bloc. La source
de courant met hors service l'intensité de soudage dès que l’électrode commence à coller. Le soudage peut continuer sans problème dès que l’électrode a été détachée de la
pièce à usiner.
La fonction Anti-Stick peut être activée et désactivée dans le menu « Setup élec enrob
2nd ».
72
Page 73

Soudage en mode jobs
FR
Sécurité
Paramètres de
soudage : affichage et navigation
AVERTISSEMENT!
Danger en cas d'erreur de manipulation.
Risque de dommages corporels et matériels graves.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service.
N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc-
▶
tions de service des composants périphérique, et notamment les consignes de
sécurité !
AVERTISSEMENT!
Une décharge électrique peut être mortelle.
Si la source de courant est branchée sur le secteur pendant l'installation, il existe un
risque de dommages corporels et matériels graves.
Réaliser des travaux sur l'appareil uniquement lorsque l'interrupteur principal de la
▶
source de courant est placé sur - O -.
Avant de réaliser des travaux sur l'appareil, débrancher la source de courant du sec-
▶
teur.
Les paramètres pour le soudage en mode jobs sont affichés dès qu'un job est sélectionné. En fonction du procédé et du mode de service du job sélectionné, les DEL des
symboles correspondant s'allument.
La navigation à l'intérieur des paramètres s'effectue à l'aide des touches droite et
gauche.
Paramètres TIG
Courant de démarrage, mode 2 temps
Unité % (du courant principal)
Plage de
réglage
Paramètre usine 35 AC, 50 DC
IMPORTANT ! Le courant de démarrage se mémorise séparément pour les modes de
service Soudage TIG AC et Soudage TIG DC.
30 - 200 AC, 0 - 200 DC
Courant de démarrage, mode 4 temps
73
Page 74

UpSlope, mode 2 temps
UpSlope, mode 4 temps
Unité s
Plage de
0,0 à 9,9
réglage
Paramètre usine 0,1
IMPORTANT ! La valeur UpSlope s'enregistre séparément pour les modes 2 temps et
4 temps.
Courant principal, mode 2 temps
Courant principal, mode 4 temps
Unité A
Plage de
réglage
MW 2200 Comfort 3-220
MW 2500 Comfort 3-250
MW 3000 Comfort 3-300
MW 4000 Comfort 3-400
MW 5000 Comfort 3-500
TT 2200 Comfort 3 - 220
TT 2500 Comfort 3 - 250
TT 3000 Comfort 3 - 300
TT 4000 Comfort 3 - 400
TT 5000 Comfort 3 - 500
Paramètre usine -
IMPORTANT ! Pour les torches de soudage à fonction up/down, il est possible de
sélectionner toute la plage de réglage pendant la marche à vide de l'appareil. Pendant
le processus de soudage, il est possible de corriger le courant principal par paliers de
+/- 20 A.
en mode 4 temps
Unité % (du courant principal)
Plage de
0 à 100
réglage
Paramètre usine 50
74
Page 75

FR
Évanouissement, mode 2 temps
Évanouissement, mode 4 temps
Unité s
Plage de
0,0 à 9,9
réglage
Paramètre usine 1,0
IMPORTANT ! L'évanouissement s'enregistre séparément pour les modes 2 temps et
4 temps.
Courant final, mode 2 temps
Courant final, mode 4 temps
Unité % (du courant principal)
Plage de
0 à 100
réglage
Paramètre usine 30
uniquement avec MagicWave pour le procédé de soudage TIG AC
Unité 1
Plage de
-5 à +5
réglage
Paramètre usine 0
-5 : performance de fusion maximum, effet de nettoyage minimum
+5 : effet de nettoyage maximum, performance de fusion minimum
75
Page 76

avec option dévidoir à fil froid
Unité m/min ipm
Paramètres pour
les électrodes
Plage de
OFF / 0,1 à max. OFF / 3,9 à max.
réglage
Paramètre usine OFF
Unité mm in.
Plage de
OFF - max. OFF - max.
réglage
Paramètre usine 2,4 0,1
76
Courant de démarrage : Courant de démarrage < Courant principal (« Soft-Start »)
Courant de démarrage : Courant de démarrage > Courant principal (« Hot-Start »)
Courant de démarrage : Courant de démarrage
= Courant principal
Unité % (du courant principal)
Plage de
0 à 200
réglage
Paramètre usine 150
Page 77

FR
Courant principal : Courant de démarrage < Courant
principal (« Soft-Start »)
Courant principal : Courant de démarrage =
Courant principal
Courant principal : Courant de démarrage > Courant
principal (« Hot-Start »)
Unité A
Plage de
réglage
MW 2200 Comfort 10 - 180
MW 2500 Comfort 10 - 250
MW 3000 Comfort 10 - 300
MW 4000 Comfort 10 - 400
MW 5000 Comfort 10 - 500
Paramètre usine -
TT 2200 Comfort 10 - 180
TT 2500 Comfort 10 - 250
TT 3000 Comfort 10 - 300
TT 4000 Comfort 10 - 400
TT 5000 Comfort 10 - 500
Dans de nombreux cas, il est nécessaire de régler la dynamique pour obtenir un résultat de soudage optimal.
Unité % (du courant principal)
Plage de
0 à 100
réglage
Paramètre usine 20
0 arc électrique plus doux et à faibles projections
100 arc électrique plus dur et plus stable
Principe de fonctionnement :
l'intensité de courant augmente pendant un bref laps de temps au moment du transfert
de goutte ou en cas d'apparition de court-circuit. L'intensité de soudage augmente
temporairement pour obtenir un arc électrique stable. Quand l'électrode enrobée
risque de plonger dans le bain de fusion, cette mesure empêche la solidification du
bain de fusion, de même que le court-circuitage de l'arc électrique pendant une durée
prolongée. Ceci permet d'éviter dans une large mesure à l'électrode enrobée de rester
collée.
77
Page 78

uniquement avec MagicWave pour le procédé de soudage à l'électrode AC
Unité 1
Préparation
Plage de
réglage
Paramètre usine 0
-5 : performance de fusion maximum, effet de nettoyage minimum
+5 : effet de nettoyage maximum, performance de fusion minimum
Monter et installer la source de courant correspondant au job à souder.
1
Brancher la fiche secteur.
2
ATTENTION!
Risque de dommages corporels et matériels par décharge électrique.
Dès que l'interrupteur du secteur est en position - I -, l'électrode en tungstène de la
torche de soudage est conductrice de courant.
Veiller à ce que l'électrode en tungstène n'entre en contact ni avec des personnes,
▶
ni avec des pièces conductrices, ni avec des éléments mis à la terre (par ex. boîtier,
etc.).
Commuter l'interrupteur du secteur en position - I -.
3
-5 à +5
La séquence de démarrage avec le logo Fronius, la version du micrologiciel actuellement installée ainsi que l'adresse Internet de Fronius, apparaissent pendant environ
1 seconde sur l'écran :
78
Page 79

Soudage en
mode jobs
Appuyer sur la touche Menu
1
Le menu principal actuel s'affiche, par exemple :
Sélectionner « Job » avec la molette de réglage (tourner la molette de
2
réglage)
Appuyer sur la molette de réglage
3
FR
Les points de menu de job sont affichés :
Sélectionner « Appel » avec la molette de réglage (tourner la molette de
4
réglage)
79
Page 80

Appuyer sur la molette de réglage
5
Le dernier job appelé s’affiche :
Un emplacement mémoire libre est affiché p. ex. comme suit :
Sélectionner le job choisi avec la molette de réglage (tourner la molette de
6
réglage)
Pour modifier des paramètres de soudage en fonction de la correction du
7
job intégré à celui-ci :
- Sélectionner le paramètre avec les touches gauche et droite
- Appuyer sur la molette de réglage
La valeur du paramètre sélectionné est affichée dans un cadre :
80
Page 81

- Régler la valeur choisie avec la molette de réglage (tourner la
molette de réglage)
- Appuyer sur la molette de réglage
La valeur modifiée du paramètre sélectionné est enregistrée
FR
Fin du soudage
en mode jobs
Commencer à souder
8
Arrêter le soudage
1
Appuyer sur la touche Menu
2
Le menu principal pour le soudage en mode jobs s'affiche :
Sélectionner « Job » avec la molette de réglage (tourner la molette de
3
réglage)
Appuyer sur la molette de réglage
4
Les points de menu pour un job actif s'affichent :
81
Page 82

Sélectionner « Fin » avec la molette de réglage (tourner la molette de
5
réglage)
Appuyer sur la molette de réglage
6
Le paramètre du procédé actuellement appliqué s'affiche, p. ex. :
Courant d'amorçage, mode 2 temps
82
Page 83

Enregistrer les réglages en tant que job
Généralités Des réglages et paramètres peuvent être enregistrés sous la forme de 100 jobs dans les
différents procédés de soudage (Numéro de job 0 - 99).
FR
Préparation
Sélectionner le mode de service à sauvegarder au moyen de la touche
1
mode de service :
Mode de service TIG 2 temps
Mode de service TIG 4 temps
Mode de service électrode
Le graphique correspondant aux paramètres apparaît à l'écran, par ex. :
Paramètres TIG pour le mode 2 temps
(paramètre Courant principal sélectionné)
Uniquement avec Magic Wave : sélectionner le procédé de soudage sou-
2
haité au moyen de la touche Procédé :
Procédé de soudage TIG AC / Soudage à l’électrode enrobée AC
Procédé Soudage TIG AC à formation de calotte automatique /
Soudage manuel à l’électrode enrobée DC-
Procédé de soudage TIG DC / Soudage à l’électrode enrobée DC
+
Sélectionner les différents paramètres avec la touche droite
3
Modifier la valeur des paramètres au moyen de la molette de réglage (tour-
4
ner la molette de réglage)
Pour procéder au réglage d'autres paramètres dans le menu Setup,
5
appuyer sur la touche Menu
Le menu concerné s'affiche, p. ex. :
Sélectionner le menu Setup souhaité avec la molette de réglage
6
83
Page 84

Ouvrir le menu Setup sélectionné en appuyant sur la molette de réglage
7
Sélectionner le paramètre avec la molette de réglage
8
Appuyer sur la molette de réglage pour modifier un paramètre
9
Modifier la valeur du paramètre au moyen de la molette de réglage
10
Appuyer sur la molette de réglage
11
Appuyer sur la touche Menu
12
Le menu principal s'affiche, p. ex. :
Enregistrer les
réglages en tant
que job
REMARQUE!
Lors de l'enregistrement de réglages en tant que job, tous les réglages effectués
pour les paramètres ainsi que dans les menus Setup correspondants sont enregistrés dans un job.
Il est donc impératif de prendre également en compte les paramètres dans les menus
Setup lors de la création de jobs.
Sélectionner « Job » dans le menu Setup correspondant en tournant la
1
molette de réglage
Appuyer sur la molette de réglage
2
Les points de menu de job sont affichés :
84
Page 85

Sélectionner « Enregistrer » avec la molette de réglage (tourner la molette
3
de réglage)
FR
Appuyer sur la molette de réglage
4
Le premier écran « Enregistrer job » s'affiche :
En tournant la molette de réglage, sélectionner le numéro de job sous
5
lequel les réglages doivent être enregistrés
Appuyer sur la molette de réglage
6
- Si un emplacement mémoire est libre, les réglages sont enregistrés
sous le numéro de job sélectionné.
- Si l'emplacement mémoire est occupé, une demande de confirmation
s'affiche.
Le deuxième écran « Enregistrer le job » s'affiche brièvement :
Emplacement mémoire libre :
L'écran « Nommer le job » s'affiche :
85
Page 86

Nommer le job :
7
- Sélectionner les lettres / les chiffres choisis en tournant la molette de
réglage :
- Valider les lettres / les chiffres choisis en appuyant sur la molette de
- Pour supprimer les lettres / les chiffres choisis, tourner la molette de
- Appuyer sur la molette de réglage, le dernier signe est supprimé :
réglage :
réglage et sélectionner « Annuler » :
- Pour valider le nom choisi, appuyer sur la touche droite (OK)
86
Page 87

Les réglages sont enregistrés, le troisième écran « Enregistrer job »
s'affiche :
FR
Appuyer sur la touche droite (OK)
8
L'aperçu des numéros de jobs s'affiche :
Une demande de confirmation s'affiche :
Emplacement mémoire occupé :
Appuyer sur la touche gauche ou droite :
9
- Touche gauche (Non) : ne pas écraser le job, revenir à l'aperçu des
numéros de jobs
- Touche droite (Oui) : enregistrer les réglages parmi les numéros de
jobs sélectionnés :
L'écran « Nommer le job » s'affiche :
- Le cas échéant, supprimer le nom de job existant : tourner la molette
de réglage et sélectionner « Annuler »
87
Page 88
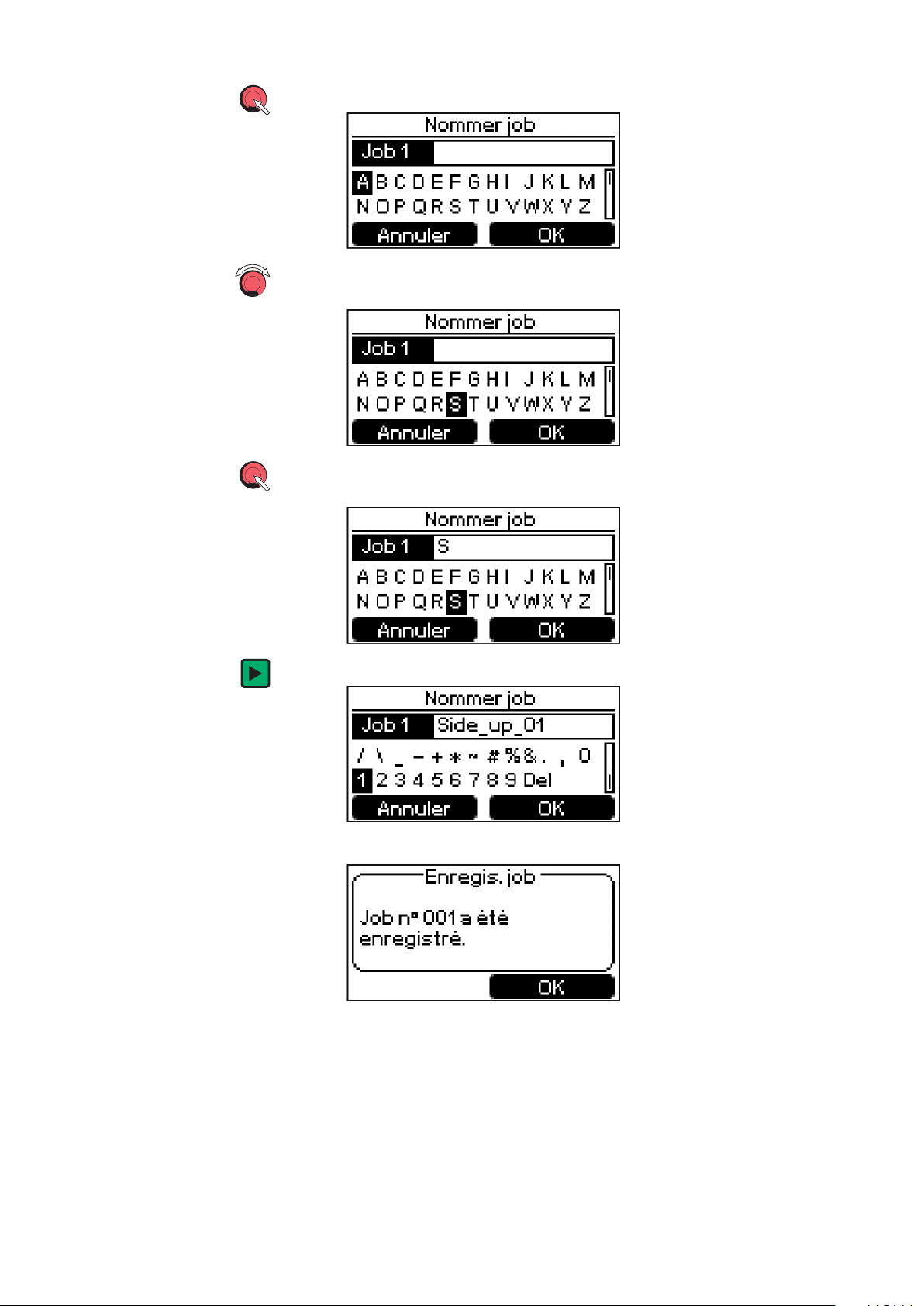
- Appuyer sur la molette de réglage, le dernier signe est supprimé :
- Sélectionner les lettres / les chiffres choisis en tournant la molette de
- Valider les lettres / les chiffres choisis en appuyant sur la molette de
- Pour valider le nom choisi, appuyer sur la touche droite (OK)
réglage :
réglage :
88
Les réglages sont enregistrés, l'écran « Job enregistré » s'affiche :
Page 89

Appuyer sur la touche droite (OK)
10
Fin de l'enregistrement de job
L'aperçu des numéros de jobs s'affiche :
Appuyer sur la touche Menu
1
ou
- Sélectionner le symbole fléché en tournant la molette de réglage
FR
- Appuyer sur la molette de réglage
Les points de menu de job sont affichés :
Appuyer sur la touche Menu
2
ou
- Sélectionner le symbole fléché en tournant la molette de réglage
89
Page 90
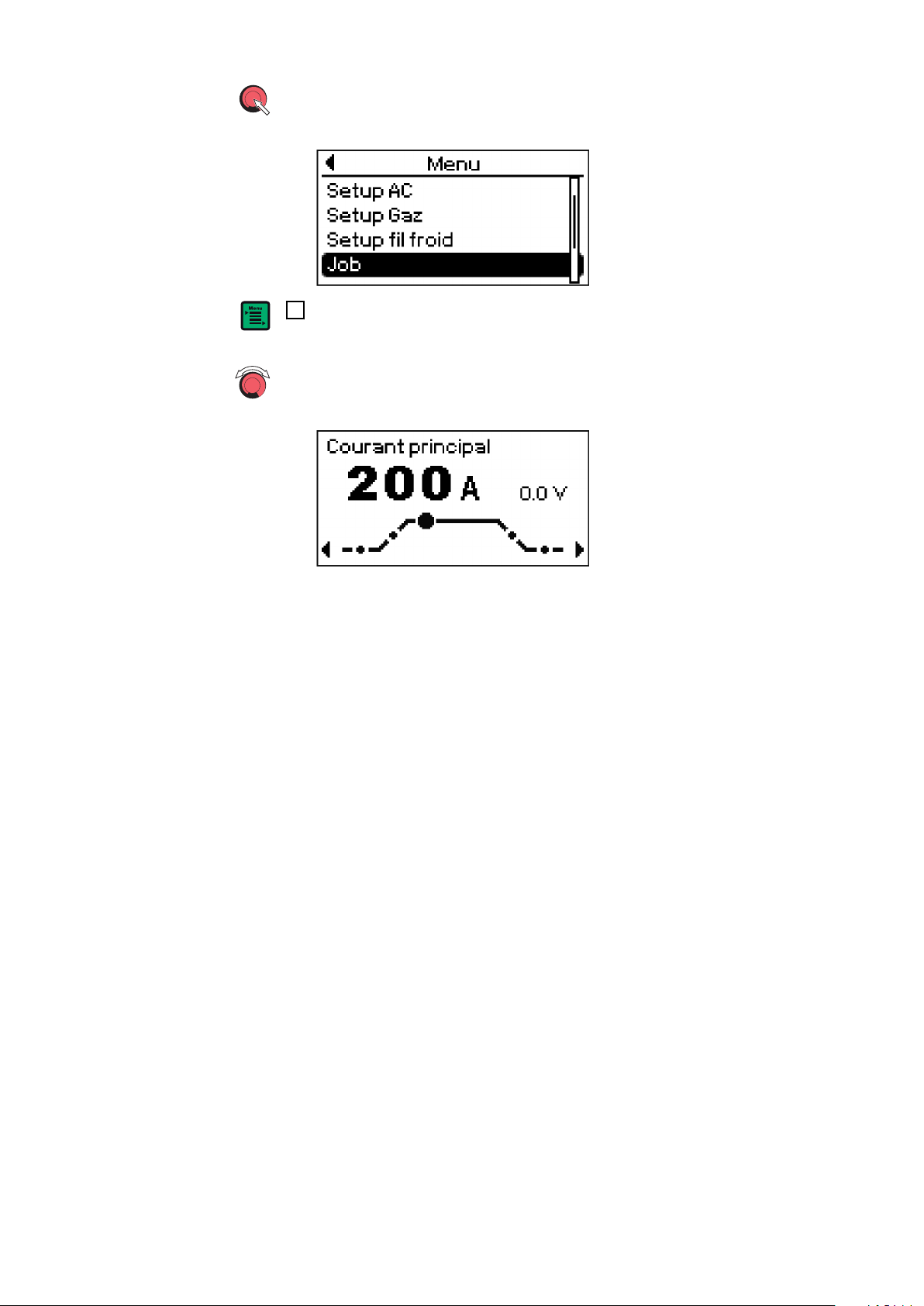
- Appuyer sur la molette de réglage
Le menu Setup actuel s'affiche :
Appuyer sur la touche Menu
3
ou
- Sélectionner le symbole fléché en tournant la molette de réglage
Les paramètres de soudage actuels s'affichent, p. ex. :
Paramètres TIG pour le mode 2 temps
(paramètre Courant principal sélectionné)
90
Page 91

Réglages Setup
91
Page 92

92
Page 93

Le menu Setup
Généralités Le menu Setup permet d’accéder très simplement aux connaissances d’experts dans la
source de courant ainsi qu’à plusieurs fonctions complémentaires. Ce menu Setup permet d’adapter les paramètres aux instructions les plus diverses.
- Vous trouverez tous les paramètres Setup ayant des conséquences directes sur le
processus de soudage dans le menu Setup.
- Vous trouverez tous les paramètres Setup pour le préréglage de l'installation de
soudage dans le 2e niveau du menu Setup (2nd).
Les paramètres sont répartis en groupes logiques.
Vue d'ensemble Le « Menu Setup » se compose des sections suivantes :
- Setup TIG
- Setup TIG 2nd
- Setup AC
- Setup AC 2nd
- Setup Gaz
- Setup Fil froid
- Ajuster l'unité PushPull
- Setup élec enrob (Setup électrodes)
- Setup élec enrob 2nd (Setup électrodes 2nd)
- Setup AC (pour électrode)
- Job
- Configuration de base
- Infos
- Verrouiller les touches
- Factory - Réinitialiser l'installation de soudage
- Ajustage L/R
FR
93
Page 94

Setup TIG
Accéder à Setup
TIG
Sélectionner le mode 2 temps ou 4 temps au moyen de la touche Mode de
1
service.
Le graphique des paramètres TIG apparaît sur l'écran :
Paramètres TIG pour le mode 2 temps
Paramètres TIG pour le mode 4 temps
Appuyer sur la touche Menu
2
Le Menu principal s'affiche :
Sélectionner 'Setup TIG' avec la molette de réglage (tourner la molette de
3
réglage)
Appuyer sur la molette de réglage
4
Les paramètres de Setup TIG s'affichent :
94
La source de courant se trouve maintenant dans Setup TIG.
Page 95

Modifier les
paramètres
Sélectionner le paramètre souhaité en tournant la molette de réglage :
1
FR
Appuyer sur la molette de réglage pour régler le paramètre
2
La valeur du paramètre sélectionné peut maintenant être modifiée :
Modifier la valeur du paramètre en tournant la molette de réglage :
3
Appuyer sur la molette de réglage pour appliquer/valider la valeur du
4
paramètre
95
Page 96

Quitter Setup TIG
Appuyer sur la touche Menu
1
ou
- Sélectionner le symbole fléché en tournant la molette de réglage
- Appuyer sur la molette de réglage
Le Menu principal s'affiche :
Appuyer sur la touche Menu
2
ou
- Sélectionner le symbole fléché en tournant la molette de réglage
- Appuyer sur la molette de réglage
Le graphique des paramètres de soudage TIG apparaît :
96
Page 97

FR
Paramètres TIG pour le mode 2 temps
Paramètres TIG pour le mode 4 temps
Paramètres de
Setup TIG
Les indications « min » et « max » sont utilisées pour les plages de réglage différentes
en fonction de la source de courant, du dévidoir, du programme de soudage, etc.
Durée de soudage par points
Unité s
Plage de réglage OFF / 0,05 - 25,0
Réglage usine OFF
Si une valeur a été réglée pour la durée de soudage par points, le mode de service à
2‑temps correspond au mode de soudage par points.
Le voyant Soudage par points s'allume sur le panneau de commande tant qu'une
valeur est indiquée pour la durée de soudage par points.
Fonction pointage
pour le procédé Soudage TIG DC : durée de l'intensité de soudage pulsée au début du
processus de pointage
Unité s
Plage de réglage OFF / 0,1 - 9,9 / ON
Réglage usine OFF
ON l'intensité de soudage pulsée est maintenu jusqu’à la fin du
processus de pointage
0,1 - 9,9 s Le temps réglé commence avec la phase Up-Slope. Une fois
cette durée écoulée, on continue à souder avec une intensité
de soudage constante, les paramètres d’impulsions éventuellement réglés sont disponibles.
OFF Fonction de pointage mise hors service
Le voyant Pointage s'allume sur le panneau de commande tant qu'une valeur est
indiquée pour le temps de pointage.
97
Page 98

Fréquence d’impulsion
Unité Hz / kHz
Plage de réglage OFF / 0,20 Hz - 2,00 kHz
Réglage usine OFF
La fréquence de répétition des impulsions réglée est également reprise pour le cour-
ant de descente I2.
IMPORTANT ! Si la fréquence d'impulsions est réglée sur « OFF » :
- les paramètres Duty Cycle, Courant de base et Vitesse fil 2 (de Setup Fil froid)
ne sont pas disponibles
- la vitesse de fil réglée sur le panneau de commande est reprise pour l'avance du
fil constante lorsque l'intensité de soudage est constante.
Le voyant Impulsions s'allume sur le panneau de commande tant qu'une valeur est
indiquée pour la fréquence d'impulsions
Sélection de la fréquence d'impulsion :
0,2 Hz à 5 Hz Mode pulsé thermique (soudage dans une situation de contr-
ainte, soudage automatisé)
1 kHz à 2 kHz Mode pulsé stabilisant l’arc électrique (stabilisation de l’arc
électrique avec une intensité de soudage réduite)
Duty Cycle
Rapport entre la durée des impulsions et la durée du courant de base quand la
fréquence des impulsions est réglée
Unité %
Plage de réglage 10 - 90
Réglage usine 50
Courant de base
Unité % (du courant principal I1)
Plage de réglage 0 - 100
Réglage usine 50
Tps ct amorçage
Unité s
Plage de réglage OFF / 0,01 - 9,9
Réglage usine OFF
Le temps de courant d'amorçage t-S indique la durée de la phase de courant
d'amorçage Is.
IMPORTANT ! Le temps de courant d'amorçage n’est valable que pour le mode 2
temps. En mode de service à 4 temps, la durée de la phase de courant d'amorçage I
se détermine au moyen de la gâchette de la torche de soudage.
s
98
Page 99

I
t
I
1
GPr
I
S
t
up
t
down
I
E
t
S
t
E
Tps ct fin sd
Unité s
Plage de réglage OFF / 0,01 - 9,9
Réglage usine OFF
Le temps de courant de fin de soudage t-E indique la durée de la phase de courant de
fin de soudage IE.
IMPORTANT ! Le temps de courant final n’est valable que pour le mode 2 temps. En
mode de service à 4 temps, la durée de la phase de courant d'amorçage IE se déter-
mine au moyen de la gâchette de la torche de soudage (section « Modes de service
TIG »).
FR
Mode 2 temps : Durée Courant d'amorçage et de fin de soudage
Légende :
GPr Temps pré-gaz
I
s
t
s
t
up
Setup TIG 2nd
Courant de démarrage
Tps ct amorçage
Up-Slope
I
1
t
down
I
E
t
E
Courant principal
Down-Slope
Courant final
Tps ct fin sd
deuxième niveau du Setup TIG
99
Page 100

Setup TIG 2nd
Accéder à Setup
TIG 2nd
Accéder à Setup TIG
1
Sélectionner le paramètre 'Setup TIG 2nd'
2
Appuyer sur la molette de réglage
3
Les paramètres de Setup TIG 2nd s'affichent :
Modifier les
paramètres
La source de courant se trouve maintenant dans Setup TIG 2nd
Sélectionner le paramètre souhaité en tournant la molette de réglage :
1
Appuyer sur la molette de réglage pour régler le paramètre
2
La valeur du paramètre sélectionné peut maintenant être modifiée :
100
 Loading...
Loading...