

TransSteel 4000/5000 Pulse
CO2 100%
Ar + 2
-
12% CO
2
Ar + 13-25%CO
2
Ar + 2-8% O
2
Ar 100%
SP
Steel
/ER 70-120
CrNi
/Stainless
CuSi
/ER CuSi-A
AlMg
/ER 5 xxx
AlSi
/ER 4 xxx
Metal Cored
Self-shielded
SP
1
2
3
4
5
6
7
8
A
B
C
D
E
F
0,8
0,9
1,0
1,2
1,4
1,6
SP
.030
.035
.040
.045
.052
1/16
SP
1
2 3
+
คู่มือฉบับย่อสำ�หรับก�รเชื่อมซินเนอร์จิก
ความปลอดภัย
ก่อนทำ�ง�นกับอุปกรณ์ คุณต้องอ่�นและทำ�คว�มเข้�ใจเอกส�รทั้งหมดที่ให้ม� ในรูปแบบเอกส�รกระด�ษและท�งออนไลน์
เอกส�รฉบับนี้ไม่ได้อธิบ�ยฟังก์ชันทั้งหมดของอุปกรณ์ โปรดดูคำ�อธิบ�ยฉบับสมบูรณ์ของอุปกรณ์ในคู่มือก�รทำ�ง�น
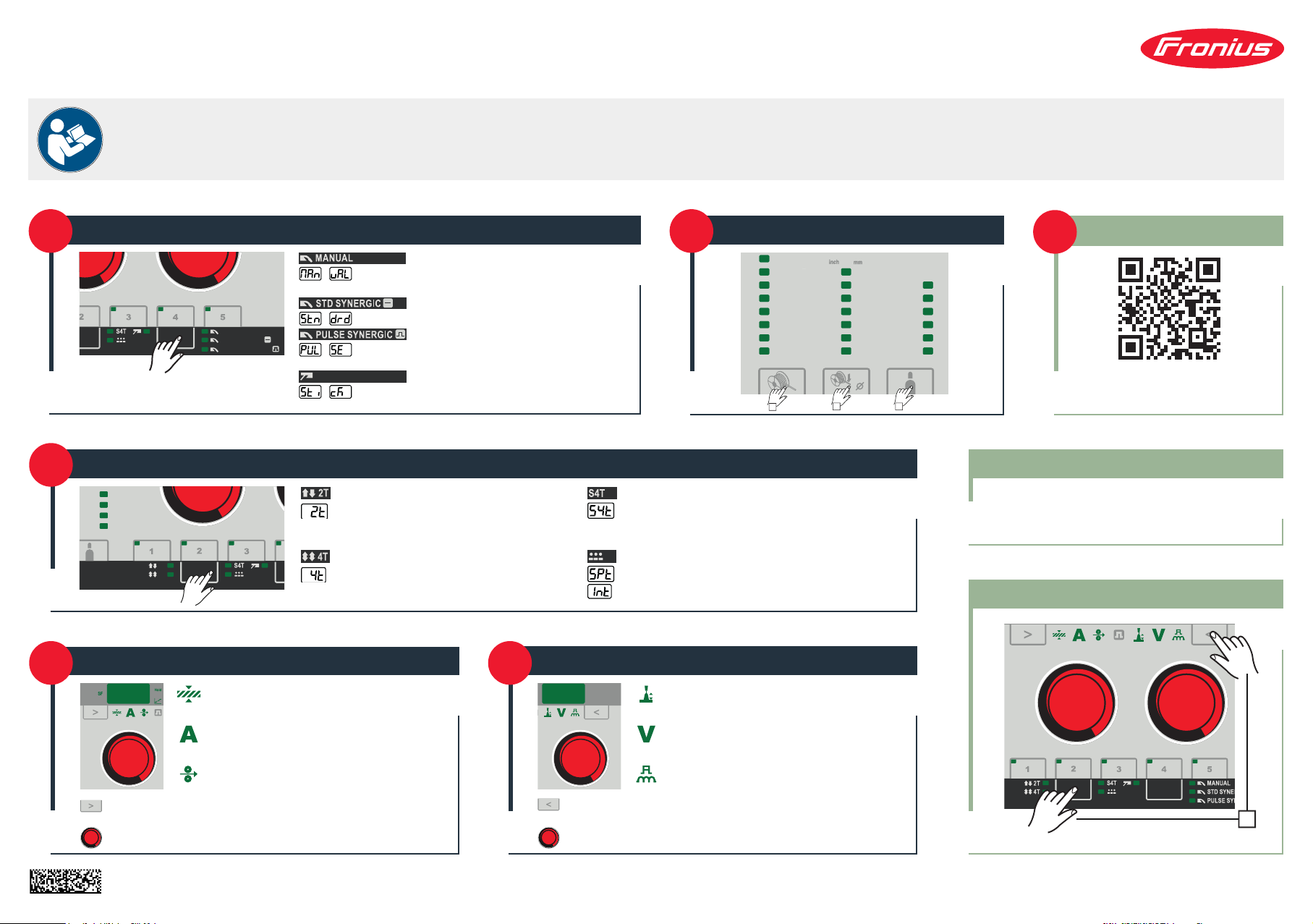
การตั้งค่ากระบวนการเชื่อม
1
ตั้งค่าโหมดการทำางาน
3
5%CO
C
2
D
-
8% O
2
E
r 100%
F
SP
2T
4T
MANUAL
STD SYNERGIC
PULSE SYNERGIC
พ�ร�มิเตอร์สำ�หรับกำ�ลังก�รเชื่อมส�ม�รถ
ตั้งค่�แยกกันได้
เมื่อตั้งค่�พ�ร�มิเตอร์กำ�ลังก�รเชื่อม
พ�ร�มิเตอร์ที่เหลือจะตั้งค่�โดยอัตโนมัติ
กระบวนก�รเชื่อมอ�ร์กโลหะด้วยมือ
โหมด 2 ขั้นตอน:
สำ�หรับตะเข็บเชื่อมสั้น, ง�นเชื่อมชั่วคร�ว
โหมด 4 ขั้นตอน:
สำ�หรับตะเข็บเชื่อมย�ว, ระดับคว�มสบ�ยสูง
ตั้งค่าโลหะเติมและแก๊สปกคลุม
2
โหมด 4 ขั้นตอนพิเศษ:
มีก�รตั้งค่�สำ�หรับกระแสก�รเริ่มและกระแสสุดท้�ยเพิ่ม
เติมจ�กโหมด 4 ขั้นตอน
ก�รตั้งค่�สำ�หรับก�รเชื่อมจุดและก�รเชื่อมจุดเกย
คู่มือการทำางาน
i
https://manuals.fronius.com/
html/4204260353
การวัดแรงต้านของวงจรการเชื่อม r
ต�มคู่มือก�รทำ�ง�นของเครื่องเชื่อม
การเปิดใช้งาน/ปิดใช้งานล็อกกุญแจ
4
ตั้งค่ากำาลังการเชื่อม
เลือกพ�ร�มิเตอร์ที่ต้องก�ร
ตั้งค่�พ�ร�มิเตอร์ที่ต้องก�ร
,,,TH
คว�มหน�แผ่นโลหะ
กระแสเชื่อม
คว�มเร็วลวดเชื่อม
-
ตั้งค่าพารามิเตอร์แก้ไข
5
kJ
เลือกพ�ร�มิเตอร์ที่ต้องก�ร
ตั้งค่�พ�ร�มิเตอร์ที่ต้องก�ร
ก�รแก้ไขระยะอ�ร์ก
แรงดันไฟฟ้�ก�รเชื่อม
ก�รแก้ไขพัลส์/ไดน�มิก

1
2
1
2
1
2
2 1
2 1
2 1
+
คำ�อธิบ�ยของพ�ร�มิเตอร์ตั้งค่�
1x
เมนูตั้งค่า MIG/MAG Synergic เมนูตั้งค่า MIG/MAG ด้วยมือ เมนูตั้งค่าลวดเชื่อม
การเข้าสู่เมนูตั้งค่า: การเข้าสู่เมนูตั้งค่า: การเข้าสู่เมนูตั้งค่า:
กดค้�ง
กด
เมนูตั้งค่าระดับ 1
ระยะเวล�พ่นแก๊สก่อนอ�ร์ก
ระยะเวล�พ่นแก๊สหลังอ�ร์ก
อัตร�กระแส (2 ขั้นตอน, 4 ขั้นตอนพิเศษ)
กระแสเชื่อมเริ่มต้น (2 ขั้นตอน, 4 ขั้นตอนพิเศษ)
กระแสเชื่อมสุดท้�ย (2 ขั้นตอน, 4 ขั้นตอนพิเศษ)
กระแสเชื่อมเริ่มต้น (2 ขั้นตอน)
กระแสเชื่อมสุดท้�ย (2 ขั้นตอน)
คว�มเร็วก�รป้อนลวด
เอฟเฟ็กต์ก�รหลอมย้อน
คว�มย�วลวดที่ป้อนก่อนระบบตัดไฟนิรภัยจะทำ�ง�น
เวล�ก�รเชื่อมจุด / เวล�ก�รเชื่อมเป็นรอบ
เวล�หยุดรอบ
รอบ
คว�มถี่ (SynchroPulse)
ก�รป้อนลวด Delta (SynchroPulse)
ก�รแก้ไขระยะอ�ร์กส่วนบน (SynchroPulse)
รีเซ็ตเครื่องเชื่อมเป็นก�รตั้งค่�จ�กโรงง�น
เมนูตั้งค่าระดับ 2
+
ก�รตั้งค่�เฉพ�ะของประเทศ (เมตริก/อิมพีเรียล)
ลักษณะเสริมกัน (EUr/US)
ส่วนควบคุมหน่วยระบ�ยคว�มร้อน
ส่วนตรวจสอบหน่วยระบ�ยคว�มร้อน
แรงต้�นของวงจรก�รเชื่อม
ก�รเหนี่ยวนำ�ของวงจรก�รเชื่อม
กำ�ลังไฟฟ้�ของอ�ร์ก
ก�รแก้ไขระยะอ�ร์ก
EasyJob Trigger
กดค้�ง
กด
เมนูตั้งค่าระดับ 1
ระยะเวล�พ่นแก๊สก่อนอ�ร์ก
ระยะเวล�พ่นแก๊สหลังอ�ร์ก
คว�มเร็วก�รป้อนลวด
เอฟเฟ็กต์ก�รหลอมย้อน
กระแสจุดอ�ร์ก
คว�มย�วลวดที่ป้อนก่อนระบบตัดไฟนิรภัยจะทำ�ง�น
เวล�ก�รเชื่อมจุด / เวล�ก�รเชื่อมเป็นรอบ
เวล�หยุดรอบ
รอบ
รีเซ็ตเครื่องเชื่อมเป็นก�รตั้งค่�จ�กโรงง�น
เมนูตั้งค่าระดับ 2
ก�รตั้งค่�เฉพ�ะของประเทศ (เมตริก/อิมพีเรียล)
ส่วนควบคุมหน่วยระบ�ยคว�มร้อน
ส่วนตรวจสอบหน่วยระบ�ยคว�มร้อน
แรงต้�นของวงจรก�รเชื่อม
ก�รเหนี่ยวนำ�ของวงจรก�รเชื่อม
กำ�ลังไฟฟ้�ของอ�ร์ก
EasyJob Trigger
การออกจากเมนูตั้งค่า
+
กดค้�ง
กด
เมนูตั้งค่าระดับ 1
กระแสเชื่อม HotStart
เวล�กระแสเชื่อมร้อน
ระบบกันลวดเชื่อมติด
รีเซ็ตเครื่องเชื่อมเป็นก�รตั้งค่�จ�กโรงง�น
เมนูตั้งค่าระดับ 2
+
ก�รตั้งค่�เฉพ�ะของประเทศ (เมตริก/อิมพีเรียล)
แรงต้�นของวงจรก�รเชื่อม
ก�รเหนี่ยวนำ�ของวงจรก�รเชื่อม
EasyJobs
กู้คืน
บันทึก
ลบ
 Loading...
Loading...