


Operating
instructions
TransSteel 4000 Pulse
TransSteel 5000 Pulse
Kullanım kılavuzu
TR
42,0426,0353,TR 007-04052022


İçindekiler
Güvenlik kuralları 7
Güvenlik talimatları açıklaması 7
Genel 7
Amaca uygun kullanım 8
Ortam koşulları 8
İşletme sahibinin yükümlülükleri 8
Personelin yükümlülükleri 8
Ağ bağlantısı 9
Kendini koruma ve çalışanların korunması 9
Zararlı gazlar ve buharlardan kaynaklanan tehlike 9
Kıvılcımdan kaynaklanan tehlike 10
Şebeke ve kaynak akımından kaynaklanan tehlikeler 11
Kaçak kaynak akımları 12
EMU cihaz sınıfları 12
EMU önlemleri 12
EMA ile ilgili önlemler 13
Özel tehlike noktaları 13
Koruyucu gazda aranan nitelikler 14
Koruyucu gaz tüpleri nedeniyle tehlike 14
Dışarıya sızan koruyucu gaz sebebiyle tehlike 15
Kurulum yerinde ve taşıma esnasında güvenlik tedbirleri 15
Normal işletim durumunda güvenlik önlemleri 16
Devreye alma, bakım ve onarım 16
Teknik güvenlik denetimi 17
Atık yönetimi 17
Güvenlik işareti 17
Veri yedekleme 17
Telif hakkı 17
TR
Genel Bilgiler 19
Genel bilgi 21
Cihaz konsepti 21
Çalışma prensibi 21
Kullanım alanları 21
Cihaz üzerindeki uyarı notları 22
MIG/MAG kaynağı için kaynak yöntemi, prosesler ve kaynak karakteristik eğrileri 24
Genel 24
MIG/MAG standart sinerjik kaynağın kısaca tanımlanması 24
MIG/MAG darbeli sinerjik kaynağın kısaca tanımlanması 24
SynchroPuls kaynağın kısaca tanıtılması 24
Hava karbon ark kesicilerin kısa tanımı (Arc Air Gouging) 25
Sistem bileşenleri 26
Genel bilgi 26
Güvenlik 26
Genel bakış 27
VRD: Güvenlik fonksiyonu 28
VRD: Güvenlik fonksiyonu 28
VRD: Güvenlik prensibi 28
Kumanda elemanları ve bağlantılar 31
Kumanda paneli 33
Genel 33
Güvenlik 33
Kumanda paneli 34
Servis parametresi 39
Tuş kilidi 40
Bağlantılar, şalterler ve mekanik bileşenler 41
TransSteel 4000/5000 Pulse bağlantıları 41
3

Kurulum ve işletmeye alma 43
Kaynak işletimi için minimum konfigürasyon 45
Genel bilgi 45
Gaz soğutmalı MIG/MAG kaynağı 45
Su soğutmalı MIG/MAG kaynağı 45
Örtülü elektrot kaynağı 45
Hava karbon ark kesme asgari donanım 45
Kurulumdan ve işletmeye almadan önce 46
Güvenlik 46
Amaca uygun kullanım 46
Kurulum yönetmelikleri 46
Şebeke bağlantısı 47
Şebeke kablosunu bağlayın 48
Genel 48
Belirtilen şebeke kabloları ve gerilim azaltıcılar 48
Güvenlik 49
Şebeke kablosunu bağlayın 49
Avrupa için gerilim azaltıcının monte edilmesi 50
Kanada/ABD için gerilim azaltıcının monte edilmesi 51
Jeneratör işletimi 52
Jeneratör işletimi 52
İşletmeye alma 53
Güvenlik 53
Genel bilgiler 53
Sistem bileşenlerine ait bilgiler 53
Sistem bileşenlerini oluşturma (Genel görünüm) 54
Tel sürme ünitesini güç kaynağı üzerine yerleştirme 55
Bağlantı hortum paketinin gerilim azaltıcısının monte edilmesi 55
Bağlantı hortum paketinin bağlanması 56
Bağlantı hortum paketinin doğru yerleşimi 57
Gaz tüpünü bağlama 58
Şasi bağlantısı oluşturma 59
MIG/MAG torcu bağlama 60
Diğer işlemler 60
İlk kez devreye alındığında tarih ve saati ayarlama 60
MIG/MAG kaynağı 61
Güç ünitesi kısıtlaması 63
Güvenlik fonksiyonu 63
MIG/MAG işletim modları 64
Genel 64
Semboller ve anlamları 64
2 tetik modu 65
4 tetik modu 65
Özel 2 tetik modu 66
Özel 4 tetik modu 66
Punta kaynağı 67
Metod kaynağı 2 tetik 67
Metod kaynağı 4 tetik 68
MIG/MAG kaynağı 69
Güvenlik 69
Hazırlık 69
Genel bakış 69
MIG/MAG Synergic kaynağı 70
MIG/MAG sinerjik kaynağı 70
Kaynak işletiminde düzeltmeler 72
SynchroPuls kaynağı 72
MIG/MAG standart manuel kaynak 74
Genel bilgiler 74
Mevcut parametreler 74
4

MIG/MAG standart manuel kaynak 74
Kaynak işletiminde düzeltmeler 75
Punta kaynağı ve metod kaynağı 76
Genel 76
Punta kaynağı 76
Metod kaynağı 77
EasyJob işletimi 79
Genel 79
EasyJob çalıma noktalarının kaydedilmesi 79
EasyJob çalışma noktalarının çağrılması 79
EasyJob çalışma noktalarının silinmesi 79
EasyJob çalışma noktalarının Up/Down torcundan çağrılması 80
Örtülü elektrot kaynağı, hava karbon ark kesme 81
Örtülü elektrot kaynağı 83
Güvenlik 83
Hazırlık 83
Örtülü elektrot kaynağı 84
Kaynak işletiminde düzeltmeler 85
Sıcak çalıştırma fonksiyonu 86
Anti-Stick fonksiyonu 86
Karbon kesme 87
Güvenlik 87
Hazırlık 87
Hava karbon ark kesme 87
TR
Easy Documentation 89
Genel bilgi 91
Genel 91
Belgelenen kaynak verileri 91
Yeni CSV dosyası 92
PDF raporu / Fronius imzası 92
Easy Documentation etkinleştirme / devre dışı bırakma 93
Easy Documentation etkinleştirme 93
Tarih ve saati ayarlama 93
Easy Documentation devre dışı bırakma 94
Kurulum Ayarları 95
Ayar menüsü 97
Genel bilgi 97
Kullanım 97
MIG/MAG sinerjik kaynağı için ayar parametresi 98
MIG/MAG standart manuel kaynak için ayar parametresi 100
Örtülü elektrot kaynağı için ayar parametresi 101
Ayar menüsü Seviye 2 102
Kısıtlamalar 102
Kullanım (Seviye 2 Ayar Menüsü) 102
Ayar menüsü seviye 2’de MIG/MAG sinerjik kaynağı için parametre 103
Ayar menüsü seviye 2’de MIG/MAG standart manuel kaynak için parametre 105
Ayar Menüsü Seviye 2’de örtülü elektrot kaynağı için parametre 107
Kaynak devresi direnci r'yi hesaplama 108
Genel bilgiler 108
Kaynak devresi direncini hesaplayın (MIG/MAG kaynağı) 108
Kaynak devresi direncini belirleyin (Örtülü elektrot kaynağı) 109
Kaynak devresi endüktansının sorgulanması 110
Genel bilgi 110
Kaynak devresi endüktansını gösterir 110
Hortum paketinin doğru şekilde yerleştirilmiş hali 110
Sorun Giderme ve Bakım 111
5

Arıza tespiti, arıza giderme 113
Genel bilgi 113
Güvenlik 113
Görüntülenen Servis Kodları 113
OPT Easy Documentation ile bağlantılı görüntülenen servis kodları 118
Bakım, onarım ve atık yönetimi 120
Genel bilgiler 120
Güvenlik 120
Her devreye alma sırasında 120
Her 2 ayda bir 120
Her 6 ayda bir 121
İmha etme 121
Ek 123
Kaynak yapımı sırasında ortalama tüketim değerleri 125
MIG/MAG kaynağı sırasında ortalama kaynak teli tüketimi 125
MIG/MAG kaynağında ortalama koruyucu gaz tüketimi 125
MAG kaynağında ortalama koruyucu gaz tüketimi 125
Teknik özellikler 126
Kritik ham maddeleri içeren genel bakış, cihazın üretim yılı 126
Özel gerilim 126
Devrede kalma oranı kavramının açıklaması 126
TransSteel 4000 Pulse TransSteel 4000 Pulse nc 128
TSt 4000 Pulse MV nc 130
TSt 5000 Pulse TSt 5000 Pulse nc 132
TSt 5000 Pulse MV nc 134
Kaynak programı tabloları 136
Cihaz üzerindeki kaynak programı etiketi 136
Kaynak programı tabloları TransSteel 4000 Pulse TransSteel 5000 Pulse 137
Kaynak programı tabloları TransSteel 4000 Pulse TransSteel 5000 Pulse US 139
6

Güvenlik kuralları
TR
Güvenlik talimatları açıklaması
UYARI!
Doğrudan tehdit oluşturan bir tehlikeyi ifade eder.
Bu tehlike önlenmediği takdirde ölüm ya da ciddi yaralanma meydana gelir.
▶
TEHLİKE!
Tehlikeli oluşturması muhtemel bir durumu ifade eder.
Bu tehlike önlenmediği takdirde ölüm ve ciddi yaralanma meydana gelebilir.
▶
DİKKAT!
Zarar vermesi muhtemel bir durumu ifade eder.
Bu tehlike önlenmediği takdirde hafif ya da küçük çaplı yaralanmalar ve mad-
▶
di kayıplar meydana gelebilir.
NOT!
Yapılan işlemin sonuçlarını etkileyebilecek ihtimali ve ekipmanda meydana gelebilecek hasar ihtimalini ifade eder.
Genel Cihaz, günümüz teknolojisine ve geçerliliği kabul edilmiş düzenlemelere uygun ol-
arak üretilmiştir. Bununla birlikte hatalı ya da amaç dışı kullanımda;
operatörün ya da üçüncü kişilerin hayatları,
-
cihaz ve işletme sahibinin maddi varlıkları,
-
cihazla verimli çalışma açısından tehlike mevcuttur.
-
Cihazın devreye alınması, kullanılması, bakımı ve onarımı ile görevli kişilerin,
gerekli yetkinliğe sahip olması,
-
kaynak bilgisine sahip olması ve
-
bu kullanım kılavuzunu eksiksiz bir şekilde okuyarak tam olarak uygulaması
-
zorunludur.
Kullanım kılavuzu, sürekli olarak cihazın kullanıldığı yerde muhafaza edilmelidir.
Kullanım kılavuzuna ek olarak, kazaları önlemeye ve çevrenin korunmasına yönelik
genel ve yerel düzenlemelere de uyulması zorunludur.
Cihaz üzerindeki tüm güvenlik ve tehlike notları,
okunur durumda bulunacak
-
zarar verilmeyecek
-
yerinden çıkartılmayacak
-
üzeri kapatılamayacak, üzerine herhangi bir şey yapıştırılmayacak ya da üzeri
-
boyanmayacaktır.
Cihaz üzerinde bulunan güvenlik ve tehlike talimatlarının yerleri için cihazınızın
kullanım kılavuzunun "Genel bilgi" bölümüne bakın.
Güvenliği etkileyebilecek arızaları cihazı devreye almadan önce ortadan kaldırın.
Söz konusu olan sizin güvenliğiniz!
7
Amaca uygun
kullanım
Cihaz yalnızca kullanım amacına uygun işler için kullanılmalıdır.
Cihaz yalnızca anma değerleri plakasında belirtilen kaynak yöntemleri için tasarl-
anmıştır.
Başka türlü ya da bu çerçevenin dışına çıkan kullanımlar, kullanım amacına uygun
olarak kabul edilmez. Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değildir.
Amaca uygun kullanım kapsamına şu hususlar da dahildir
kullanım kılavuzundaki tüm bilgi notlarının tam olarak okunması ve tatbik
-
edilmesi
tüm güvenlik ve tehlike notlarının tam olarak okunması ve tatbik edilmesi
-
denetleme ve bakım işlemlerinin yapılması.
-
Cihazı aşağıdaki uygulamalar için asla kullanmayın:
Boruların buzunu çözme
-
Pilleri/Aküleri şarj etme
-
Motorlara yol verme
-
Cihaz, endüstri ve ticaret alanında kullanılmak üzere tasarlanmıştır. Yaşam alanında kullanımdan kaynaklanan zararlardan üretici sorumlu tutulamaz.
Kusurlu ya da hatalı iş sonuçları dolayısıyla üretici hiçbir sorumluluk kabul etmez.
Ortam koşulları Cihazın belirtilen alanlar dışında çalıştırılması ya da depolanması da amaç dışı kul-
lanım olarak değerlendirilir. Bu türden kullanımlardan doğan hasarlardan üretici
sorumlu değildir.
Ortam havasının sıcaklık aralığı:
işletme esnasında: -10 ° C ila + 40 ° C (14 ° F ila 104 ° F)
-
taşıma ve depolama esnasında: -20 ° C ila +55 ° C (-4 ° F ila 131 ° F)
-
Bağıl hava nemi:
40 ° C'de (104 ° F) % 50
-
20° C'de (68 ° F) % 90'a kadar
-
Ortam havası: tozdan, asitlerden, aşındırıcı gazlardan ya da kimyasal maddelerden
vb. arındırılmış olmalıdır
Deniz seviyesinden yükseklik: en fazla 2000 m (6561 ft. 8.16 in.)
İşletme sahibinin
yükümlülükleri
Sadece
iş güvenliği ve kazaları önleme konusunda temel kurallara aşina ve cihazın kul-
-
lanımı konusunda eğitilmiş,
bu kullanım kılavuzunu, özellikle "Güvenlik kuralları" bölümünü okumuş, anl-
-
amış ve bunu imzasıyla onaylamış,
taleplere uygun iş sonuçları konusunda eğitimli kişilerin cihaz üzerinde
-
çalışması işletme sahibinin yükümlülüğü altındadır.
Personelin
yükümlülükleri
8
Personelin güvenlik bilinciyle çalışıp çalışmadığı düzenli aralıklarla kontrol edilmelidir.
Cihazda çalışmakla yükümlü tüm kişiler, çalışma öncesinde
iş güvenliği ve kazaları önleme konusunda temel kurallara uymakla
-
bu kullanım kılavuzunu, özellikle "Güvenlik kuralları" bölümünü ve uyarı notl-
-
arını okumakla ve bunları anladıklarını ve uyguladıklarını imza ile onaylamakla
mükelleftir.
İşyerini terk etmeden önce, kimse yokken dahi can ve mal kayıplarının oluşmaya-
cağından emin olun.
Ağ bağlantısı Yüksek güçlü cihazlar akım tüketimleri nedeniyle şebekenin enerji kalitesini etkile-
yebilirler.
Bu durum bazı cihaz tiplerini aşağıdaki şekillerde ilgilendirebilir:
Bağlantı ile ilgili sınırlamalar
-
-
İzin verilen maksimum şebeke empedansı ile ilgili gereksinimler
-
Gerekli minimum kısa devre kapasitesi ile ilgili gereksinimler
*)
umumi şebekeye yapılan her bir arabirim üzerinde
*)
*)
bkz. Teknik Veriler
Bu durumda işletme sahibi ya da cihaz kullanıcısı, cihaz bağlantısının yapılıp
yapılamayacağına elektrik dağıtım şirketine danışarak karar vermek zorundadır.
ÖNEMLİ! Ağ bağlantısının güvenli bir topraklamaya sahip olmasına dikkat edin!
TR
Kendini koruma
ve çalışanların
korunması
Cihazı kullanırken birçok tehlikeyle karşı karşıya kalırsınız, örneğin:
Kıvılcım, etrafa saçılan sıcak metal parçalar
-
gözlere ve deriye zarar veren ark ışınımı
-
kalp pili taşıyan kişiler için hayati tehlike anlamına gelen tehlikeli elektroman-
-
yetik alanlar
şebeke ve kaynak akımından kaynaklanan elektriksel tehlike
-
artan gürültü kirliliği
-
zararlı kaynak dumanı ve gazlar
-
Cihazı kullanırken uygun koruyucu giysi kullanın. Koruyucu giysi aşağıdaki özelliklere sahip olmalıdır:
aleve dayanıklı
-
izole ve kuru
-
tüm bedeni kaplayan, hasar görmemiş ve iyi durumda
-
koruyucu kask
-
paçasız pantolon
-
Koruyucu giysilere ayrıca şunlar dahildir:
Uygun filtre içeren koruyucu siperlik vasıtasıyla gözleri ve yüzü UV ışınlarına,
-
ısıya ve kıvılcıma karşı koruyun.
Koruyucu siperlik gerisinde kenar koruması olan uygun bir koruyucu gözlük
-
takın.
Islak yüzeylerde bile yalıtım sağlayan sağlam ayakkabı giyin.
-
Elleri uygun eldivenlerle koruyun (elektrik yalıtımı, ısıdan koruma).
-
Gürültü kirliliğini azaltmak ve yaralanmalardan korunmak için kulaklık takın.
-
Zararlı gazlar ve
buharlardan kaynaklanan tehlike
İnsanları, özellikle çocukları, cihazların işletimi ve kaynak prosesi esnasında uzak
tutun. Buna rağmen etrafta insanlar bulunduğu takdirde
ortaya çıkabilecek tehlikeler konusunda (ark nedeniyle parlama, kıvılcım,
-
sağlığa zararlı kaynak dumanı, gürültü kirliliği nedeniyle yaralanma tehlikesi,
şebeke ya da kaynak akımı nedeniyle olası kazalar vb.) bu kişileri bilgilendirin,
uygun korunma araçları bulundurun ya da
-
uygun koruyucu duvarlar ve perdeler inşa edin.
-
Kaynak esnasında ortaya çıkan duman sağlığa zararlı gazlar ve buharlar içerir.
9

Kaynak dumanında, International Agency for Research on Cancer'in 118. Monografı uyarınca kansere yol açan içerikler bulunmaktadır.
Noktaya odaklı çekiş ve oda çekişi uygulayın.
Mümkünse entegre çekiş düzeneği olan torç kullanın.
Başınızı ortaya çıkan kaynak dumanından ve gazlardan uzak tutun.
Ortaya çıkan duman ve zararlı gazları
solumayın
-
uygun araçlarla çalışma alanından tahliye edin.
-
Yeterli taze hava girişi sağlayın. Havalandırma oranının her zaman saatte en az 20
m³ olmasını sağlayın.
Yetersiz havalandırma durumunda, hava girişi olan bir kaynak kaskı kullanın.
Emiş gücünün yeterli olup olmadığı konusunda belirsizlik varsa, ölçülen zararlı
madde emisyon değerlerini izin verilen sınır değerlerle karşılaştırın.
Aşağıdaki bileşenler diğerlerine nazaran kaynak dumanının zararlılık derecesinden
sorumludur:
iş parçası için teşkil edilen metaller
-
Elektrotlar
-
Kaplamalar
-
Temizleyiciler, yağ gidericiler ve benzerleri
-
kullanılan kaynak prosesi
-
Kıvılcımdan kaynaklanan tehlike
Bu nedenle listelenen bileşenlere ilişkin uygun malzeme güvenliği veri sayfalarını
ve üretici verilerini göz önünde bulundurun.
Maruz kalma senaryoları, risk yönetimi önlemleri ve iş koşulları tanımlanması için
tavsiyeleri European Welding Association web sitesindeHealth & Safety alanında
bulabilirsiniz (https://european-welding.org).
Alev alabilir buharları (örneğin solvent buharları) arkın ışının alanından uzak tutun.
Kaynak yapılmadığı takdirde, koruyucu gaz tüpünün vanasını veya ana gaz besle-
mesini kapatın.
Kıvılcım, yangınlara ve patlamalara neden olabilir.
Yanıcı maddelerin yakınında asla kaynak yapmayın.
Yanıcı maddeler arktan en az 11 metre (36 ft. 1.07 in.) yüksekte olmalı veya onaylanmış bir kapakla kapatılmalıdır.
Uygun, test edilmiş yangın söndürücüleri hazır bulundurun.
Kıvılcım ve sıcak metal parçaları küçük çatlak ve deliklerden bile etraftaki alanlara
ulaşabilir. Yaralanma ve yangın tehlikesi oluşmaması için uygun tedbirler alın.
10
Uygun ulusal ve uluslararası standartlara göre hazırlanmayan, yangın ve patlama
tehlikesi olan alanlarda ve kapalı tanklarda, varillerde ya da borularda kaynak yap-
mayın.
İçinde gaz, yakıt, mineral yağı vb. depolanmış olan konteynerlerde kaynak yapılmamalıdır. Artık madde nedeniyle patlama tehlikesi olabilir.

Şebeke ve kaynak akımından
kaynaklanan teh-
likeler
Elektrik çarpması çok tehlikelidir ve öldürücü olabilir.
Cihazın içindeki ve dışındaki gerilim altında bulunan parçalara dokunmayın.
MIG/MAG ve TIG kaynağında, kaynak teli, tel makarası, besleme makaraları ve
kaynak teli ile bağlantılı olan tüm metal parçalar da gerilim altında bulunur.
Tel sürme ünitesini daima yeterli şekilde yalıtılmış alt zemine yerleştirin ya da uygun, yalıtılmış tel sürme ünitesi tespit yuvası kullanın.
Kişisel korunma ve çalışanların korunması için toprak ya da toprak potansiyeli
karşısında bulunan yeterli şekilde yalıtılmış, kuru altlık ya da kapak sağlayın. Altlık
ya da kapak, tüm bölgeyi gövde ve toprak ya da toprak potansiyeli arasında tamamen kaplamalıdır.
Tüm kablo ve iletim hatları sıkı, hasarsız, izole edilmiş ve yeterli ölçülere sahip ol-
malıdır. Gevşek bağlantıları, yanık, hasar görmüş ya da yetersiz ölçülere sahip kabloları ve iletim hatlarını derhal yenileyin.
Her kullanımdan önce manuel olarak akım bağlantısı sıkı oturma bakımından
kontrol edin.
Bajonet soketli akım kablolarında akım kablosunu uzunlamasına eksende en az
180° döndürün ve gerin.
Kabloları ya da iletim hatlarını ne gövde ne de gövde parçaları etrafına dolamayın.
MMA (örtülü elektrot, tungsten elektrot, kaynak teli...)
soğutmak için asla sıvı içine daldırmayın
-
devrede bulunan güç kaynağına asla temas etmeyin.
-
TR
İki kaynak sisteminin elektrotları arasında, örneğin bir kaynak sisteminin iki kat
boşta çalışma gerilimi ortaya çıkabilir. Her iki elektrot potansiyeline aynı anda temas edince muhtemelen hayati tehlikeye neden olabilir.
Şebeke ve cihaz kablosunu, koruyucu iletkenin fonksiyonel etkinliği açısından uz-
man bir elektrikçiye düzenli olarak kontrol ettirin.
Koruma sınıfı I olan cihazların düzenli çalışması için koruyucu iletkeni olan bir ağ
ve koruyucu iletken kontağı olan bir priz sistemi gerekmektedir.
Cihazın koruyucu iletkeni olan bir ağ ve koruyucu iletken kontağı olan bir priz sistemi olmadan çalıştırılmasına sadece güvenli ayırma yönündeki tüm ulusal kurallar uyulması durumunda izin verilmektedir.
Aksi takdirde ağır ihmal olarak kabul edilir. Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değildir.
Gerekirse iş parçasını yeterli düzeyde topraklamak için uygun araçlar temin edin.
Kullanılmayan cihazları kapatın.
Yüksekte çalışırken düşmeyi önlemek için emniyet kemeri takın.
Cihaz üzerinde çalışmadan önce, cihazı kapatın ve şebeke fişini çekin.
Cihazı, şebeke fişi takılmasın ve tekrar açılmasın diye açık şekilde okunabilen ve
anlaşılır bir uyarı levhası ile güvenceye alın.
Cihazı açtıktan sonra:
elektrik yükleri depolayan tüm iş parçalarını deşarj edin
-
cihazın tüm bileşenlerinin enerjisiz olduğundan emin olun.
-
Gerilim altında bulunan parçalarda çalışmak gerekirse, ana şalteri zamanında dev-
reden çıkaracak ikinci bir kişi çağırın.
11

Kaçak kaynak
akımları
Aşağıda belirtilen uyarılar dikkate alınmazsa, kaçak kaynak akımı oluşması
mümkündür, bu akımlar aşağıdakilere neden olabilir:
Yangın tehlikesi
-
İş parçasına bağlı olan yapı parçalarının aşırı ısınması
-
Koruyucu iletkenlerin tahrip olması
-
Cihazın ve diğer elektrik tesisatının hasar görmesi
-
İş parçası klemensinin iş parçasına sağlam şekilde bağlanmasını sağlayın.
İş parçası klempini, kaynak yapılacak yere mümkün olduğunca yakın şekilde sabit-
leyin.
Cihazı elektrik iletkenliği olan ortama karşı yeterli bir izolasyonla kurun, örn. iletken zemin veya iletken raflara karşı izolasyon sağlayın.
Akım bölücü, çift başlıklı yuva, ... kullanımında, aşağıdakilere dikkat edin: Kullanılmayan torç / elektrot tutucu elektrotu bile gerilim taşır. Kullanılmayan torç /
elektrot tutucu için yeterli düzeyde yalıtılmış bir depolama alanı sağlayın.
Otomatik MIG/MAG uygulamalarında, tel sürme için sadece kaynak teli fıçısından,
büyük makaradan ya da tel makarasından izole edilen kaynak teli sürün.
EMU cihaz sınıfları
EMU önlemleri Bazı özel durumlarda normlarda belirtilen emisyon sınır değerleri aşılmamasına
Emisyon sınıfı A olan cihazlar:
yalnızca sanayi bölgelerinde kullanım için uygundur
-
bunun dışındaki bölgelerde performansı etkileyen ve tahrip edici arızalara yol
-
açabilir.
Emisyon sınıfı B olan cihazlar:
yerleşim ve sanayi bölgeleri için öngörülen emisyon şartlarını sağlarlar. Bu du-
-
rum enerjinin umumi bir alçak gerilim şebekesinden temin edildiği yerleşim
bölgeleri için de geçerlidir.
Anma değerleri plakasına ya da teknik özelliklere uygun EMU cihaz sınıfı.
rağmen öngörülen uygulama alanına yönelik bazı etkiler ortaya çıkabilir (ör. kuru-
lumun yapıldığı yerde hassas cihazlar varsa ya da kurulumun yapıldığı yerin yakınlarında radyo ya da televizyon alıcıları varsa).
Bu tür bir durumda arızanın ortadan kaldırılması için gerekli önlemleri almak işlet-
me sahibinin sorumluluğundadır.
Cihazın çevresindeki ekipmanların ulusal ve uluslararası yönetmeliklere uygun-
luğunu test edin ve değerlendirin. Cihazdan etkilenebilecek arızalı ekipmanlara
örnekler şu şekildedir:
Güvenlik donanımları
-
Ağ, sinyal ve veri aktarım hatları
-
EDV ve telekomünikasyon ekipmanları
-
Ölçme ve kalibre etme ekipmanları
-
12
EMU sorunlarını önleyecek destekleyici tedbirler:
Ağ beslemesi
1.
Uygun şebeke bağlantısına rağmen elektromanyetik arızalar ortaya çıkar-
-
sa, ek tedbirler alın (örneğin uygun şebeke filtresi kullanın).
Akım kabloları
2.
mümkün olduğunca kısa tutun
-
birbirine yakın çektirin (aynı zamanda EMF sorunlarını önlemek için)
-
diğer hatlardan oldukça uzağa yerleştirin
-
Eşpotansiyel bağlantısı
3.
İş parçasını topraklama
4.
Gerekirse, toprak bağlantısını uygun kondansatörler üzerinden yapın.
-
Gerekirse perdeleme
5.
Ortamdaki diğer ekipmanları perdeleyin
-
Komple kaynak donanımını perdeleyin
-
TR
EMA ile ilgili
önlemler
Özel tehlike noktaları
Elektromanyetik alanlar, sebebi henüz bilinmeyen sağlık sorunlarına neden olabi-
lirler:
Yakında bulunan kişilerin sağlığı üzerinde etkiler, ör. kalp pili ve işitme cihazları
-
taşıyanlar
Kalp pili taşıyan kişiler, cihazın ve kaynak prosesinin hemen yakınında durmad-
-
an önce, doktorundan tavsiye almalıdır
Akım kablolarını ve torcun başlık/gövde kısımları arasındaki mesafe güvenlik
-
nedeniyle mümkün olduğunca büyük tutulmalıdır
Akım kablosunu ve hortum paketlerini sırtınızda taşımayın ve vücut ve vücu-
-
dun parçaları etrafına sarmayın
Elleri, saçları, giysi parçalarını ve aletleri hareketli parçalardan uzak tutun,
örneğin:
Vantilatörler
-
Dişliler
-
Makaralar
-
Akslar
-
Tel makaraları ve kaynak telleri
-
Tel tahrik motorunun dönen dişlilerini ya da dönen tahrik parçalarını tutmayın.
Kapaklar ve yan parçalar sadece bakım ve onarım çalışması esnasında açılabilir /
uzaklaştırılabilir.
İşletim esnasında
Tüm kapakların kapalı ve tüm kenar parçalarının düzenli şekilde monte edil-
-
diğinden emin olun.
Bütün kapaklar ve kenar parçaları kapalı halde tutulmalıdır.
-
Torçtan kaynak teli sızıntısı yüksek yaralanma riski anlamına gelir (elin delinmesi,
yüzün ve gözlerin yaralanması...).
Bu nedenle, torcu vücudunuzdan uzak tutun (tel sürmeli cihazlar) ve koruyucu bir
gözlük kullanın.
Kaynak esnasında ve kaynaktan sonra iş parçasına dokunmayın - yanma tehlikesi.
Soğuyan iş parçalarından cüruf dökülebilir. Bu nedenle iş parçasını düzeltme
çalışmasında dahi uygun koruyucu ekipman takın ve diğer kişilerin yeterli şekilde
korunmasını sağlayın.
Yüksek çalışma sıcaklığı olan torç ve diğer donanım parçalarını üzerinde çalışmad-
an önce soğumasını bekleyin.
Yangın ve patlama tehlikesi olan yerlerde özel kurallar geçerlidir
- ilgili ulusal ve uluslararası hükümlere riayet edin.
Elektrik tehlikesi yüksek olan alanlarda çalışacak güç kaynakları (ör. boyler), (Safety) işareti ile işaretlenmelidir. Güç kaynağı yine de bu tür yerlerde bulunmam-
alıdır.
Kaçak soğutucu madde nedeniyle yanık tehlikesi. İleri ve geri su akışı için
bağlantıları tanımlamadan önce, soğutma ünitesini devre dışı bırakın.
13

Soğutma maddesiyle çalışırken, soğutucu madde güvenlik bilgi formu talimatlarını gözetin. Soğutucu madde güvenlik bilgi formunu servis noktanızdan ya da
üreticinin internet sayfasından elde edebilirsiniz.
Cihazları vinçle taşımak için, sadece üreticinin uygun yük taşıma ekipmanlarını kul-
lanın.
Uygun yük taşıma ekipmanının ön görülen tüm askı noktalarına zincir ya da
-
halat asın.
Zincir ya da halatlar dikeyden olabildiğince küçük bir açı ile durmalıdır.
-
Gaz tüpünü ve tel sürme ünitesini (MIG/MAG ve TIG cihazları) uzaklaştırın.
-
Kaynak esnasında tel sürme ünitesinin vinç askısında daima uygun, izole bir tel
makarası asma tertibatı kullanın (MIG/MAG ve TIG cihazları).
Cihaz taşıma kayışı ya da taşıma tutamağı ile teçhiz edilmişse, bu özellikle elle
taşıma yapmaya yarar. Vinç, çatallı forklift ya da diğer mekanik kaldırma araçları
vasıtasıyla taşıma yapmak için, taşıma kayışı uygun değildir.
Cihaz veya bileşenleri ile birlikte kullanılan tüm kaldırma aksesuarlarının (kayış,
toka, zincir, ...) düzenli olarak kontrol edilmesi gerekmektedir (ör. mekanik hasar,
korozyon veya çevresel koşullardan kaynaklanan diğer değişimlere karşı).
Test aralıkları ve testin kapsamı en azından ulusal normlar ve yönetmeliklere uygun olmalıdır.
Koruyucu gaz bağlantı soketi için adaptör kullanımında, renksiz ve kokusuz koru-
yucu gazın fark edilmeden sızıntı yapma tehlikesi. Koruyucu gaz bağlantı soketi
için, adaptörün cihaz tarafındaki vida dişlerini montaj öncesinde uygun teflon
bantla sarın.
Koruyucu gazda
aranan nitelikler
Koruyucu gaz
tüpleri nedeniyle
tehlike
Özellikle halka bağlantılarında kirlenmiş koruyucu gaz, donanımda hasara ve kaynak kalitesinde düşüşe sebep olabilir.
Koruyucu gaz kalitesinin sağlanması için aşağıdaki gereklilikler sağlanmalıdır:
Katı tanecik boyutu < 40 µm
-
Basınç yoğuşma noktası < -20 °C
-
maks. yağ içeriği < 25 mg/m³
-
Gerekirse filtre kullanın!
Koruyucu gaz tüpleri basınç altında bulunan gaz içerir ve hasar gördüğünde patla-
yabilir. Koruyucu gaz tüpleri, kaynak ekipmanının parçası olduğu için, çok dikkatli
bir şekilde kullanılmalıdır.
Sıkıştırılmış gaz içeren koruyucu gaz tüplerini, aşırı ısıya, mekanik şoklara, çapağa,
çıplak ateşe, kıvılcıma ve arka karşı koruyun.
Koruyucu gaz tüplerini dikey monte edin ve devrilmemesi için kılavuza göre sabit-
leyin.
Koruyucu gaz tüplerini kaynak ya da diğer akım devrelerinden uzak tutun.
Torcu asla koruyucu gaz tüpüne asmayın.
Koruyucu gaz tüpüne asla bir elektrotla dokunmayın.
14
Patlama tehlikesi - basınçlı koruyucu gaz tüpü üzerinde asla kaynak yapmayın.
Sadece uygun koruyucu gaz tüplerinin ilgili kullanımı için daima buna uyan, uygun
aksesuar (regülatör, hortum ve bağlantı elemanları, ...) kullanın. Koruyucu gaz
tüplerini ve aksesuarı sadece iyi durumda kullanın.

Koruyucu gaz tüpü vana ile açılırsa, yüzünüzü ağızdan öteye çevirin.
Dışarıya sızan
koruyucu gaz sebebiyle tehlike
Kaynak yapılmadığı takdirde, koruyucu gaz tüpünün vanasını kapatın.
Koruyucu gaz tüpü bağlı değilken, kapağı koruyucu gaz tüpünün vanası üzerinde
bırakın.
Koruyucu gaz tüplerine ve aksesuar parçalarına yönelik üretici verilerine ve ilgili
ulusal ve uluslararası hükümlere uyun.
Kontrolsüz sızan koruyucu gaz sebebiyle boğulma tehlikesi
Koruyucu gaz renksiz ve kokusuzdur ve dışarıya sızması durumunda ortam hav-
asındaki oksijeni bastırabilir.
Yeterli ölçüde temiz hava girişi sağlayın; havalandırma oranı saatte en az 20
-
m³ olmalı
Koruyucu gaz tüpündeki veya ana gaz beslemesindeki güvenlik ve bakım uy-
-
arılarını dikkate alın
Kaynak yapılmadığı takdirde, koruyucu gaz tüpünün vanasını veya ana gaz
-
beslemesini kapatın.
Koruyucu gaz tüpünü veya ana gaz beslemesini her kullanımdan önce kont-
-
rolsüz gaz sızıntısı yönünde kontrol edin.
TR
Kurulum yerinde
ve taşıma esnasında güvenlik
tedbirleri
Devrilecek bir cihaz hayati tehlike anlamına gelebilir! Cihazı düz, sağlam alt zemine hizalı bir şekilde yerleştirin
Maksimum 10° eğim açısına izin verilir.
-
Yangın ve patlama tehlikesi olan yerlerde özel kurallar geçerlidir
ilgili ulusal ve uluslararası hükümlere riayet edin.
-
Kurum içi talimatlar ve kontroller yardımıyla işyeri çevresinin daima temiz ve ferah
olmasını sağlayın.
Cihaz yalnızca anma değerleri plakasında belirtilen IP'de kurulmalı ve çalıştırılmalıdır.
Cihaz kurulumunda, cihaz çevresinde 0,5 m (1 ft. 7.69 in.) boşluk olmasını
sağlayın, böylece soğutma havasının serbestçe içeri akmasını ve dışarı çıkmasını
sağlamış olursunuz.
Cihazı taşıma esnasında, geçerli ulusal ve yerel talimatnamelere ve kaza önleme
kurallarına uyulmasını sağlayın. Bu özellikle taşıma ve sevk esnasında oluşan hasarla ilgili direktifler için geçerlidir.
Aktif cihazları kaldırmayın veya taşımayın. Cihazları taşımadan veya kaldırmadan
önce kapatın!
Cihaz her taşındığında, soğutucu maddeyi tamamen boşaltın ve aşağıdaki bileşenleri demonte edin:
Tel sürme
-
Tel makarası
-
Koruyucu gaz tüpü
-
Taşıma sonrasında devreye almadan önce, cihazı hasar açısından görsel kontrol
yapın. Devreye alma öncesi olası hasarlar eğitimli servis personeli tarafından onarılmalıdır.
15

Normal işletim
durumunda
güvenlik önlem-
leri
Cihazı, tüm güvenlik donanımlarının tam olarak işlevlerini yerine getirdiklerinden
emin olduktan sonra çalıştırın. Güvenlik donanımlarının tam olarak işlevlerini yerine getirmemesi durumunda
operatörün ya da üçüncü kişilerin hayatları,
-
cihaz ve işletme sahibinin maddi varlıkları,
-
cihazla verimli çalışma açısından tehlike mevcuttur.
-
Cihazı devreye almadan önce tam fonksiyonlu olmayan güvenlik donanımlarını onarın.
Güvenlik donanımlarını asla baypas etmeyin ya da devre dışı bırakmayın.
Cihazı devreye almadan önce kimsenin risk altında olmadığından emin olun.
Cihazı en azından haftada bir defa, dışarıdan fark edilebilir hasarlar ve güvenlik
donanımlarının fonksiyonelliği açısından kontrol edin.
Koruyucu gaz tüpünü daima iyi sabitleyin ve vinçle taşıma esnasında önceden
ağırlığını azaltın.
Cihazlarımızda kullanılmak üzere özellikleri nedeniyle (elektriksel iletkenlik, don-
maya karşı koruma, malzeme uygunluğu, yanabilirlik, ...) sadece üreticinin orijinal
soğutma maddesi uygundur.
Sadece üreticinin uygun orijinal soğutma maddesini kullanın.
Üreticinin orijinal soğutma maddesini diğer soğutucu maddelerle karıştırmayın.
Devreye alma,
bakım ve onarım
Sadece üreticiye ait sistem bileşenlerini soğutma ünitesi devresine bağlayın.
Başka sistem bileşenleri veya başka soğutucu madde kullanımı esnasında hasarlar
ortaya çıkarsa, üretici bundan sorumlu tutulamaz ve bu tür durumlarda garanti
geçersizdir.
Cooling Liquid FCL 10/20 yanıcı değildir. Etanol temelli soğutucu madde belirli
koşullar altında yanıcıdır. Soğutucu maddeyi sadece kapalı orijinal kutusunda
taşıyın ve ateşleme kaynaklarından uzak tutun
Artık kullanılmayan soğutucu maddeyi ulusal ve uluslararası kurallara uygun olarak profesyonel şekilde atığa çıkartın. Soğutucu madde güvenlik bilgi formunu ser-
vis noktanızdan ya da üreticinin internet sayfasından elde edebilirsiniz.
Soğutulan tesiste her kaynak başlangıcından önce soğutucu madde seviyesini
kontrol edin.
Dışarıdan satın alınan parçaların, strese dayanıklı ve güvenlik koşullarını yerine getirecek şekilde tasarlanmış ve üretilmiş olduğu garanti edilmez.
Yalnızca orijinal yedek parçalar ve sarf malzemeleri kullanın (norm parçalar
-
dahil).
Üreticinin onayı olmadan cihaz üzerinde değişiklik, ilave ya da tadilat yapm-
-
ayın.
Kusursuz durumda olmayan yapı parçalarını derhal değiştirin.
-
Sipariş esnasında yedek parça listesine göre tam adı ve malzeme numarasını
-
yanı sıra cihazın seri numarasını belirtin.
16
Mahfaza vidaları, mahfaza parçalarının topraklaması için koruyucu iletken
bağlantısını oluşturur.
Daima uygun sayıda orijinal mahfaza vidasını belirtilen dönme momenti ile kullanın.

Teknik güvenlik
denetimi
Atık yönetimi Eski elektrikli ve elektronik aletler, Avrupa direktifine ve ulusal yasaya göre ayrı ol-
Üretici, en az her 12 ayda bir cihaz üzerinde teknik güvenlik denetimi yaptırmanızı
tavsiye eder.
Üretici, aynı 12 aylık zaman aralığı içinde bir güç kaynağı kalibrasyonu tavsiye eder.
Teknik güvenlikle ilgili denetimi lisanslı, uzman bir elektrikçinin gerçekleştirmesi
tavsiye edilir
modifikasyon ardından
-
montaj ve tadilat ardından
-
tamirat, bakım ve onarım ardından
-
en azından her on iki ayda bir.
-
Teknik güvenlikle ilgili denetimler için uygun ulusal ve uluslararası standartlara ve
direktiflere uyun.
Teknik güvenlikle ilgili denetimlere ve kalibrasyona yönelik daha fazla bilgiyi servis
noktasından elde edebilirsiniz. Bu, istek üzerine size gerekli dokümanları temin
eder.
arak toplanmak ve çevresel koruma çerçevesinde geri kazanıma yönlendirilmek
zorundadır. Kullanılmış cihazlar, satıcı ya da yerel ve yetkili bir toplama ve imha et-
me sistemi üzerinden iade edilmelidir. Eski cihazların uzmanca imha edilmesi,
maddesel kaynakların sürdürülebilir bir şekilde geri kazanımını desteklemektedir.
Bunların göz ardı edilmesi, sağlık / çevre üzerinde potansiyel bazı etkilerin ortaya
çıkmasına yol açabilir.
TR
Ambalaj malzemeleri
Ayrı biriktirilmelidir. Bulunduğunuz belediyenin kurallarını kontrol edin ve karto-
nun volümünü azaltın.
Güvenlik işareti CE işareti olan cihazlar, alçak gerilim ve elektromanyetik uyumluluk direktiflerin-
de belirtilen temel koşulları yerine getirir (ör. EN 60 974 standart serisinin önemli
ürün normları).
Fronius International GmbH, cihazın 2014/53/EU yönetmeliğine uygun olduğunu
açıklar. AB Uygunluk bildiriminin tam metni aşağıdaki internet adresinde mevcut-
tur: http://www.fronius.com
CSA uygunluk işareti ile işaretlenmiş cihazlar, Kanada ve ABD için önemli stand-
artların koşullarını yerine getirir.
Veri yedekleme Fabrika ayarlarında yapılacak değişikliklere ilişkin verilerin yedeklenmesi kull-
anıcının sorumluluğundadır. Kişisel ayarların silinmesi durumunda üretici hiçbir so-
rumluluk kabul etmez.
Telif hakkı Bu kullanım kılavuzunun telif hakkı üreticiye aittir.
Metin ve resimler, baskının hazırlandığı tarihte geçerli olan teknik düzeyi yansıtm-
aktadır. Değişiklik yapma hakkı saklıdır. Kullanım kılavuzunun içeriği, alıcıya hiçbir
hak vermez. İyileştirme önerileri ve kullanım kılavuzundaki hatalara yönelik bilgi-
lendirmeler için teşekkür ederiz.
17

18

Genel Bilgiler
19

20

Genel bilgi
TR
Cihaz konsepti
TransSteel (TSt) 4000 Pulse ve TransSteel 5000 Pulse akım kaynakları
tamamen dijital, mikroişlemci kontrollü
dönüştürücülü akım kaynaklarıdır.
Modüler tasarımı ve kolay bir şekilde
sistem genişletme imkanı sunması
yüksek düzeyde bir esneklik sağlar.
Cihazlar aşağıdaki kaynak yöntemi için
tasarlanmıştır:
MIG/MAG darbeli kaynağı
-
MIG/MAG standart kaynak
-
Örtülü elektrot kaynağı
-
TransSteel 4000/5000 Pulse
Cihazlarda “Güç limitinde kısıtlama” güvenlik işlevi mevcuttur. Bu sayede, proses
güvenliğini etkilemeden akım kaynaklarının güç kısıtlaması ile çalıştırılması
mümkündür. Bu fonksiyona ilişkin ayrıntılı bilgileri “Kaynak İşletimi” bölümünde
bulabilirsiniz.
Çalışma prensibi Güç kaynaklarının merkezi kontrol ve regülasyon ünitesi bir dijital sinyal işlemci ile
birbirine bağlanır. Merkezi kontrol ve regülasyon ünitesi ve sinyal işlemci tüm kay-
nak prosesini kontrol eder.
Kaynak prosesi sırasında mevcut veriler sürekli olarak ölçülür, değişikliklere anında
tepki verilir. Kontrol algoritmaları, istenilen hedef durumun devamlılığını sağlar.
Bunların sonucunda:
Kusursuz bir kaynak prosesi,
-
Tüm sonuçlarda yüksek bir tekrarlanabilirlik
-
Üstün kaynak özellikleri elde edilir.
-
Kullanım alanları Cihazlar, ticari ve endüstriyel uygulamalara yönelik klasik çelik ve galvanize saclar
için manuel ve otomatik uygulamalarda kullanılmaktadır:
Makine ve alet yapımı,
-
Çelik konstrüksiyon,
-
Tesis inşaatı ve konteyner yapımı,
-
Tersaneler ve Offshore,
-
Metal ve portal imalatı,
-
Raylı taşıt yapımı
-
Metal işleme sektörü
-
21

Cihaz üzerindeki
uyarı notları
Güç kaynağında uyarı notları ve güvenlik sembolleri bulunur. Bu uyarı notları ve
güvenlik sembolleri yerlerinden çıkartılmamalı ya da bunların üzeri kapatılmam-
alıdır. Notlar ve semboller, mal ve can kaybına yol açabilecek hatalı kullanımlara
karşı sizi uyarır.
22
Güç kaynağındaki uyarı notları
Kaynak yapmak tehlikelidir. Aşağıdaki temel koşullar yerine getirilmelidir:
Yeterli düzeyde kaynak yapma kalifikasyonu
-
Uygun koruma ekipmanı
-
İlgisi olmayan personelin uzak tutulması
-
Tarif edilen işlevleri, aşağıdaki dokümanları tam olarak okuduktan ve anladıktan
sonra kullanın:

bu kullanım kılavuzu
-
başta güvenlik kuralları olmak üzere sistem bileşenlerine ait tüm kullanım
-
kılavuzları
TR
23

MIG/MAG kaynağı için kaynak yöntemi, prosesler
ve kaynak karakteristik eğrileri
Genel Birbirinden çok farklı malzemeleri efektif olarak işleyebilmek için, güç kaynağında
farklı kaynak yöntemleri, prosesler ve kaynak karakteristik eğrileri mevcuttur.
MIG/MAG standart sinerjik kaynağın kısaca
tanımlanması
MIG/MAG darbeli sinerjik kaynağın kısaca
tanımlanması
MIG/MAG standart sinerjik
MIG/MAG standart sinerjik kaynağı, aşağıdaki ark biçimlerine sahip olan tüm güç
aralığı üzerine bir MIG/MAG kaynak prosesidir:
Kısa ark
Damlacık geçişi, kısa devre sırasında düşük güç aralığında gerçekleşir.
Geçiş arkı
Kaynak damlacığı, kaynak telinin ucunda büyür ve orta güç aralığında daha kısa
devre sırasında aktarılır.
Sprey arkı
Yüksek güç aralığında kısa devreden muaf bir malzeme aktarımı gerçekleşir.
MIG/MAG darbeli sinerjik
MIG/MAG darbeli sinerjik kaynağı, kontrollü metal geçişine sahip bir darbeli ark
prosesidir.
Bu sırada ana akım fazında enerji aktarımı arkın sadece kararlı yanmasını sağlayacak ve iş parçasının yüzeyi bir ön ısınmaya tabi tutulacak kadar azaltılmaktadır.
Darbe akımı evresinde dozu tam olarak ayarlanmış bir akım darbesi, bir kaynak
malzemesi damlasının hedef dahilinde çözülmesini sağlamaktadır.
Bu prensip az çapaklı bir kaynak işlemi ile tüm performans aralığında kusursuz
biçimde çalışmayı garanti etmektedir.
SynchroPuls
kaynağın kısaca
tanıtılması
24
SynchroPuls standart sinerjik ve darbeli sinerjik prosesleri için kullanılır.
Kaynak gücünün iki çalışma noktası arasındaki döngüsel değişikliği sayesinde
SynchroPuls ile pulsu bir dikiş görüntüsü ve sürekli olmayan bir ısı girdisi elde edi-
lir.

Hava karbon ark
kesicilerin kısa
tanımı (Arc Air
Gouging)
Karbon kesme işlemi esnasında karbon elektrot ve iş parçası arasında bir ark
ateşlenir, ana malzeme eritilir ve basınçlı havayla üflenir.
Karbon kesme için işletim parametreleri özel bir karakteristik eğri ile tanıml-
anmıştır.
Uygulamalar:
İş parçalarındaki boşlukların, gözeneklerin veya çapak kalıntılarının giderilme-
-
si
Dökümhanelerde dökümlerin ayrılması veya komple iş parçası yüzeylerinin
-
işlenmesi
Kaba saclar için kenar hazırlığı
-
Kaynak dikişlerinin hazırlanması ve düzeltilmesi
-
Kök pasolarının ve hatalı yerlerin düzeltilmesi
-
Hava boşluklarının oluşturulması
-
TR
25

Sistem bileşenleri
Genel bilgi Güç kaynakları farklı sistem bileşenleri ve opsiyonları ile çalıştırılabilir. Güç kayn-
aklarının kullanım alanına bağlı olarak prosedürler optimize edilebilir, kullanım ve
işletim basitleştirilebilir.
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece teknik olar-
▶
ak eğitimli uzman personel tarafından yerine getirilmelidir.
Bu doküman komple okunmalı ve anlaşılmalıdır.
▶
Bu cihazın ve tüm sistem bileşenlerinin tüm güvenlik kuralları ve kullanıcı
▶
dokümanları okunmalı ve anlaşılmalıdır.
26

Genel bakış
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
TR
(1) Torç
(2) Tel sürme
(3) Tel sürme ünitesi tespit yuvası
(4) Bağlantı hortum paketleri
(5) Akım kaynağı
(6) Soğutma ünitesi
(7) Taşıma arabası ve gaz tüpü tutucusu
(8) Şasi ve elektrot kablosu
27
VRD: Güvenlik fonksiyonu
VRD: Güvenlik
fonksiyonu
Voltage Reduction Device (VRD) gerilim azaltmaya yönelik opsiyonel bir güvenlik
ekipmanıdır. Ark kaynağı sebebiyle elektrik çarpması veya elektrik kazası riskinin
oldukça yüksek olduğu ortamlar için önerilir:
Kaynakçının vücut direnci düşükse
-
Kaynakçı, iş parçasına veya kaynak devresinin başka bir parçasına dokunmak
-
suretiyle çok belirgin bir tehlikeye maruz kalmışsa
Düşük bir vücut direnci şu durumlarda olasıdır:
Çevrede su olması
-
Nem
-
Yüksek ısı, özellikle 32 ° C (89,6 ° F) üzerindeki ortam sıcaklıklarında
-
Islak, nemli veya sıcak ortamlarda, nem veya ter, cilt direncinin yanı sıra koruyucu
ekipman ve giysilerin izolasyon direncini belirgin derecede azaltır.
Bu tür ortamlara şunlar olabilir:
İnşaat sırasında inşaat alanının belirli alanlarının kurutulması için kurulan
-
geçici baraj inşaatları (koferdam/su tutmalık)
Çukur
-
Maden ocakları
-
Yağmur
-
kısmen suyla kaplanmış alanlar
-
Su püskürtülen bölgeler
-
VRD seçeneği, elektrot ve iş parçası arasındaki gerilimi düşürür. Emniyetli durum-
da, aktüel olarak seçilmiş kaynak yönteminin göstergesi sürekli yanar. Emniyetli
durum aşağıdaki gibi tanımlanır:
Çıkış gerilimi, rölantide azami 35 V ile sınırlanmıştır.
-
VRD: Güvenlik
prensibi
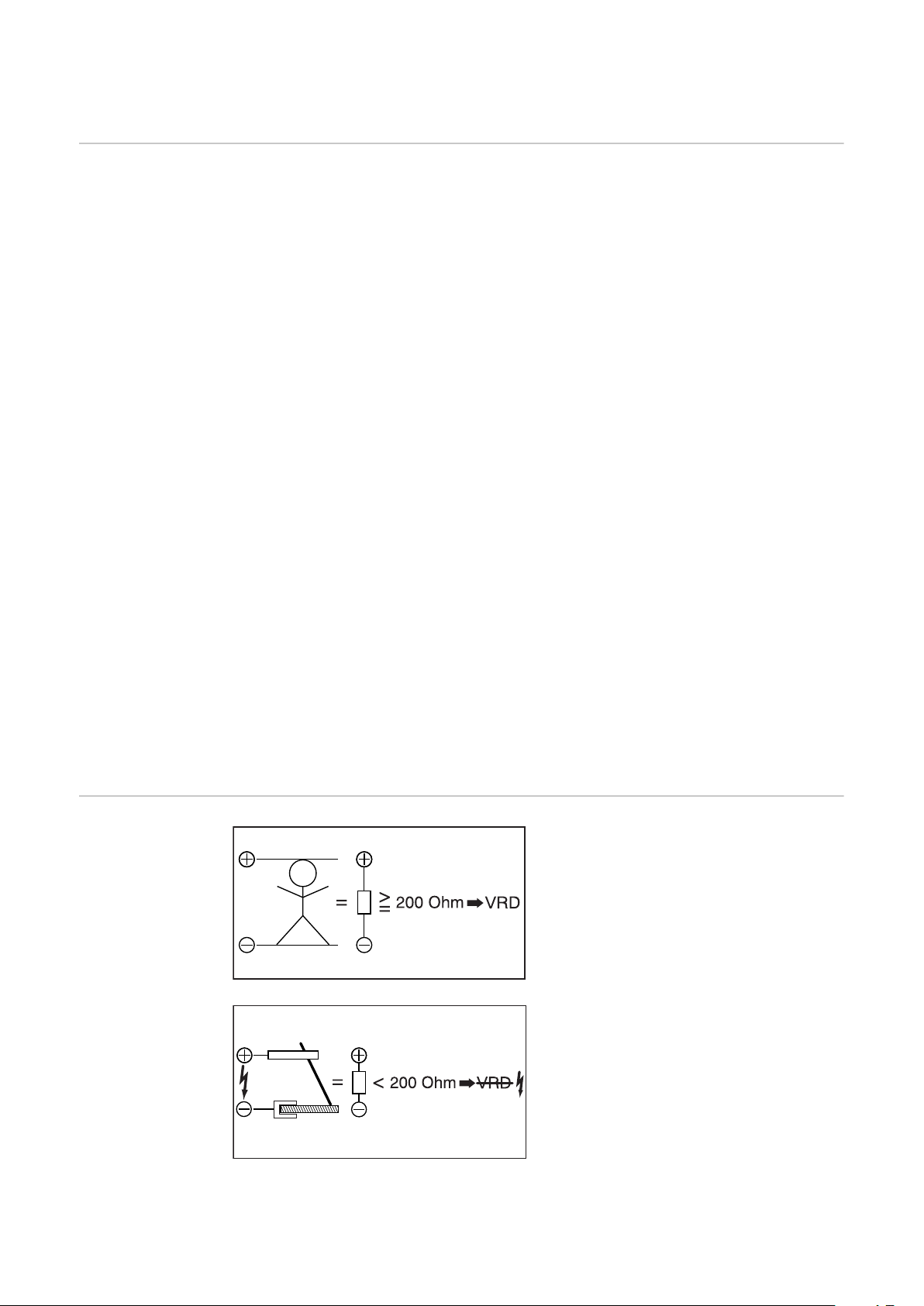
Kaynak işletimi etkin olduğu sürece (kaynak devresi direnci < 200 Ohm), aktüel ol-
arak seçili kaynak yönteminin göstergesi yanıp söner ve çıkış gerilimi 35 V sınırını
aşabilir.
Kaynak devresi direnci minimum gövde
direncinden büyüktür (200 Ohm
değerinden büyük veya tam 200 Ohm):
VDÜ etkin
-
Boşta çalışma gerilimi 35 V değeri-
-
ne sınırlanmıştır
Çıkış gerilimiyle istenmeyen kontak
-
tehlikeli değildir
Kaynak devresi direnci asgari vücut di-
rencinden küçüktür (200 Ohm değerinden küçük):
VRD etkin değil
-
Yeterli kaynak gücü temin etmek
-
için çıkış gerilimi sınırlaması olmaz
Örnek: Kaynak başlangıcı
-
28
Örtülü elektrot kaynağı işletim türü için geçerli:
Kaynak bitiminden sonra 0,3 saniye içinde:

VRD tekrar etkin
-
Çıkış geriliminin 35 V değerine sınırlanması yeniden sağlanır
-
TR
29

30

Kumanda elemanları ve bağlantılar
31

32

Kumanda paneli
Genel Kumanda paneli, fonksiyonlar bakımından mantıklı bir biçimde kurulmuştur. Kayn-
ak için gerekli her bir parametre
tuşlar aracılığıyla seçilir,
-
tuşlar veya ayar düğmesi ile değiştirilir,
-
kaynak işlemi sırasında dijital göstergede görüntülenir.
-
Sinerjik fonksiyonu nedeni ile parametre değişikliği sırasında diğer tüm parametre-
ler de birlikte ayarlanır.
NOT!
Yazılım güncellemeleri nedeniyle, cihazınızda bu kullanım kılavuzunda açıklanmamış fonksiyonlar bulunabilir veya tersi durum söz konusu olabilir.
Ayrıca bazı resimler cihazınızdaki kontrol elemanlarından biraz farklı olabilir. Ancak bu kontrol elemanlarının çalışma prensibi özdeştir.
TR
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece teknik olar-
▶
ak eğitimli uzman personel tarafından yerine getirilmelidir.
Bu doküman komple okunmalı ve anlaşılmalıdır.
▶
Bu cihazın ve tüm sistem bileşenlerinin tüm güvenlik kuralları ve kullanıcı
▶
dokümanları okunmalı ve anlaşılmalıdır.
33

Kumanda paneli
(1)
(2)
(3)
(4)
(5)
(6)(7)
(14)(13) (17)
(12)
(11)
(10) (8)
(9)
(15)(16)
No. Fonksiyon
(1) Parametre seçim tuşu sağ
a) aşağıdaki parametreleri seçmek içindir
Ark uzunluğu düzeltimi
ark uzunluğunu düzeltmek içindir
V cinsinden kaynak gerilimi *)
Kaynak başlangıcından önce programlanmış parametrelerden elde edilen
bir referans değer otomatik olarak görüntülenir. Kaynak işlemi sırasında
mevcut gerçekleşen değer görüntülenir.
34

Darbe/dinamik düzeltme
MIG/MAG darbeli sinerjik kaynağında damlacık transferi gücünün kademesiz düzeltilmesi içindir
- ... düşük damlacık transferi kuvveti
0 ... nötr damlacık transferi kuvveti
+ ... yüksek damlacık transferi kuvveti
MIG/MAG standart sinerjik kaynağında, MIG/MAG standart manuel kaynakta ve örtülü elektrot kaynağında damlacık geçişi anında kısa devre dina-
miğinin etkisi içindir
- ... daha sert ve daha kararlı ark
0 ... nötr ark
+ ... zayıf ve az çapaklı ark
b) ayar menüsünde parametre değiştirmek içindir
(2) Parametre seçim tuşu sol
a) aşağıdaki parametreleri seçmek içindir
TR
Malzeme kalınlığı
mm veya in. olarak malzeme kalınlığı.
Örneğin, seçilecek kaynak akımı bilinmiyorsa, malzeme kalınlığının girilmesi
yeterlidir ve gereken kaynak akımı ve *) ila işaretli diğer parametreler otom-
atik olarak ayarlanır.
Kaynak akımı *)
A olarak kaynak akımı
Kaynak başlangıcından önce programlanmış parametrelerden elde edilen
bir referans değer otomatik olarak görüntülenir. Kaynak işlemi sırasında
mevcut gerçekleşen değer görüntülenir.
Tel sürme hızı
*)
m/dak veya ipm. cinsinden tel sürme hızı.
b) ayar menüsünde parametre değiştirmek içindir
(3) Sağdaki ayar düğmesi
ark uzunluğu düzeltimi, kaynak gerilimi ve dinamik parametrelerini değiştirmek içindir
35

ayar menüsünde parametre değiştirmek içindir
(4) Soldaki ayar düğmesi
malzeme kalınlığı, kaynak akımı ve tel sürme hızı parametrelerini değiştirmek içindir
ayar menüsünde parametre seçmek içindir
(5) EasyJob hafıza tuşları
en fazla 5 çalışma noktasını hafızaya alır
(6)
Kaynak yöntemi tuşu
Kaynak yöntemi seçmek içindir
MIG/MAG standart manuel kaynak
MIG/MAG standart sinerjik kaynağı
MIG/MAG darbeli sinerjik kaynağı
Örtülü elektrot kaynağı
(7) İşletim modu tuşu
işletim modunu seçmek içindir
**)
2 tetik modu
4 tetik modu
Özel 4 tetik modu
Punta kaynağı/Metod kaynağı
(8) Koruyucu gaz tuşu
Kullanılan koruyucu gazı seçmek içindir. SP parametresi ek koruyucu gazl-
ar için öngörülmüştür.
36
Seçilen koruyucu gazla birlikte ilgili koruyucu gaz arkasındaki LED yanar.
(9) Tel çapı tuşu
Kullanılan tel makarası çapını seçmek içindir. SP parametresi ilave tel mak-
arası çapı için öngörülmüştür.
Seçilen tel çapı ile birlikte ilgili tel çapı arkasındaki LED yanar.
(10) Malzeme tipi tuşu
Kullanılan ilave malzemeyi seçmek içindir. SP parametresi ilave malzeme-
ler için öngörülmüştür.
Malzeme tipi seçildiğinde ilgili ilave malzeme arkasındaki LED yanar.
(11) Boşta tel sürme tuşu
Tuşa basın ve basılı tutun:
Torç hortum paketine gazsız boşta tel sürme
Tuş basılı tutulduğu esnada tel tahriki tel sürme hızıyla çalışır.
(12) Gaz kontrol tuşu
Basınç düşürücüde gerekli gaz miktarının ayarlanması.
TR
Tuşa bir kez basın: Koruyucu gaz akışı başlar
Tuşa yeniden basın: Koruyucu gaz akışı durur
Gaz kontrol tuşuna tekrar dokunulmadı takdirde koruyucu gaz akışı 30 s
sonra durur.
(13) Punta kaynağı/aralık/SynchroPuls SF - göstergesi
punta kaynağı veya metod kaynağı işletim modu etkinleştirilmiş du-
-
rumdayken puntalama süresi/metod kaynağı süresi (SPt) ayar parametresinde bir değer ayarlanmış olduğunda yanar
MIG/MAG sinerjik yöntemi etkinleştirilmiş durumdayken frekans (F)
-
ayar parametresinde bir değer ayarlanmış olduğunda yanar.
(14) Metal geçişli ark göstergesi
Kısa ark ve sprey ark arasında çapaklı bir geçiş arkı ortaya çıkar. Bu kritik
bölgeye dikkat çekmek için, metal geçişli ark göstergesi yanar.
(15) HOLD göstergesi
Her kaynak sonunda kaynak akımının ve kaynak geriliminin mevcut gerçekleşen değerleri kaydedilir - HOLD göstergesi yanar.
(16) Puls göstergesi
MIG/MAG darbeli sinerjik kaynağı kaynak yöntemi seçilmiş ise yanar
(17) Gerçek Enerji Girdisi
kaynakta kullanılan enerjinin gösterilmesi içindir.
Gerçek enerji girdisi göstergesi ayar menüsü seviye 2’de etkinleştirilmelidir
- EnE parametresi. Kaynak yapma sırasında değer sürekli olarak artan
enerji verimine uygun biçimde sürekli olarak artar. Bir sonraki kaynak
başlangıcına veya akım kaynağının yeniden açılmasına kadar kaynak sonunu
takiben beliren son değer kayıtlı kalır - HOLD göstergesi yanar.
37

*) Bu parametrelerden biri seçilirse, MIG/MAG standart sinerjik kaynak ve
MIG/MAG darbeli sinerjik kaynağı yöntemlerinde, sinerjik fonksiyonu nede-
ni ile diğer tüm parametreler ve kaynak gerilimi parametresi de otomatik
olarak birlikte ayarlanır.
**) Voltaj düşürme ünitesi opsiyonuyla bağlantılı olarak, seçili mevcut kaynak
yöntemi göstergesi aynı zamanda durum göstergesi işlevi görür:
Gösterge sürekli yanar: Gerilim azaltma (Voltaj düşürme ünitesi) etkin-
-
dir ve çıkış gerilimini minimum 35 V ile sınırlar.
Bir kutup çıkışı meydana geldiğinde gösterge yanıp söner, böylelikle
-
çıkış gerilimi 35 V’nin üzerinde olabilir.
38

Servis paramet-
+
resi
Eş zamanlı olarak parametre seçim tuşlarına basarak çeşitli servis parametrelerinin sorgulanması mümkündür.
Göstergenin açılması
TR
1
Parametre seçimi
2
Mevcut parametreler
Örneğin:
1.00 | 4.21
Örnek:
2 | 491
Örneğin:
r 2 | 290
Ekranda ilk parametre olan “Donanım
yazılımı sürümü” görüntülenir, örn.
“1.00 | 4.21”
İşletim modu ve kaynak yöntemi tuşları
ya da soldaki ayar düğmesi vasıtasıyla
istediğiniz ayar parametresini seçin
Açıklama
Donanım yazılımı sürümü
Kaynak programı konfigürasyonu
Güncel olarak seçilmiş kaynak programının numarası
Örnek:
654 | 32.1
= 65 432,1 sa
= 65 432 h 6 dak.
İlk devreye almadan itibaren geçen
gerçek ark yanma süresine ilişkin ekran
Not: Ark yakma süresi göstergesi, kira
bedeli, garanti hizmeti veya benzeri
durumlar için hesaplama bazı olarak
uygun değildir.
Örneğin:
iFd | 0.0
Tel tahriki için A cinsinden motor akımı
Bu değer motor çalıştığı sürece değişir.
2. 2. Servis teknisyenleri için menü aşaması
39

Tuş kilidi Kumanda panelinde kazara meydana gelen ayar değişikliklerini engellemek için
+
tuş kilidi seçilir. Tuş kilidi etkin olduğu sürece
kumanda paneli üzerinde ayar yapılamaz
-
yalnızca parametre ayarlarına erişilebilir
-
kilitleme sırasında dolu bir hafıza tuşu seçilmişse dolu hafıza tuşlarının her bi-
-
rini görüntülemek mümkündür
Tuş kilidini aktif hale getirme/devreden çıkarma:
1
Tuş kilidi etkin:
Göstergelerde “CLO | SEd” mesajı
görüntülenir.
Tuş kilidi devre dışı:
Göstergelerde “OP | En” mesajı
görüntülenir.
Tuş kilidi mekanik ön panel kilidi opsiyonu üzerinden de etkinleştirilebilir ve devre
dışı bırakılabilir.
40

Bağlantılar, şalterler ve mekanik bileşenler
(1)
(2)
(3)
(4)
(6)
(7)
(9)
(8)
(5)
TransSteel
4000/5000 Pulse bağlantıları
No. Fonksiyon
(1) Bayonet kilit mekanizmalı (-) akım soketi
kullanım alanları
MIG/MAG kaynağı durumunda şasi kablosunun bağlanması
-
Örtülü elektrot kaynağında elektrot veya şasi kablosunun bağlanması
-
(elektrot tipine bağlı olarak)
TR
(2) Şebeke şalteri
akım kaynağını devreye almak ve devreden çıkarmak içindir
(3) Bayonet kilit mekanizmalı (+) akım soketi
kullanım alanları
MIG/MAG kaynağı konumunda bağlantı hortum paketinden akım kab-
-
losunun bağlanması
Örtülü elektrot kaynağında elektrot veya şasi kablosunun bağlanması
-
(elektrot tipine bağlı olarak)
(4) Gaz ön ısıtıcı prizi (opsiyonel)
(5) Otomat arayüzü (opsiyonel)
(6) EASY DOCUMENTATION etiketi
(7) Gerilim azaltıcısına sahip şebeke kablosu
(8) Fronius Solar Net bağlantısı
Tel sürme ünitesi için standart hale getirilmiş bağlantı (bağlantı hortum pa-
keti)
(9) Hava filtresi
temizlik için yana doğru çekerek çıkarın
41

42

Kurulum ve işletmeye alma
43

44

Kaynak işletimi için minimum konfigürasyon
Genel bilgi Güç kaynağı ile çalışmak için kaynak yöntemine bağlı olarak belirli bir minimum
konfigürasyon gereklidir.
Aşağıda kaynak işletimi için kaynak yöntemleri ve bunlara uygun minimum konfigürasyon tanımlanmıştır.
TR
Gaz soğutmalı
MIG/MAG kaynağı
Su soğutmalı
MIG/MAG kaynağı
Örtülü elektrot
kaynağı
Akım kaynağı
-
Şasi kablosu
-
MIG/MAG torcu, gaz soğutmalı
-
Koruyucu gaz bağlantısı (koruyucu gaz beslemesi)
-
Tel sürme (VR 5000 Remote)
-
Bağlantı hortum paketi, gaz soğutmalı
-
Kaynak teli
-
Güç kaynağı
-
Soğutma ünitesi
-
Şasi kablosu
-
Su soğutmalı MIG/MAG torcu
-
Koruyucu gaz bağlantısı (koruyucu gaz beslemesi)
-
Tel sürme (VR 5000 Remote)
-
Su soğutmalı opsiyonu (VR 5000 Remote için)
-
Su soğutmalı bağlantı hortum paketi
-
Kaynak teli
-
Güç kaynağı
-
Şasi kablosu
-
Elektrot tutucu
-
Örtülü elektrotlar
-
Hava karbon ark
kesme asgari donanım
TSt 4000 / 5000 Puls, TSt 5000 Syn güç kaynağı
-
Şasi kablosu 120 mm²
-
Hava karbon ark kesici KRIS 13
-
Basınçlı hava beslemesi
-
45

Kurulumdan ve işletmeye almadan önce
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece teknik olar-
▶
ak eğitimli uzman personel tarafından yerine getirilmelidir.
Bu doküman komple okunmalı ve anlaşılmalıdır.
▶
Bu cihazın ve tüm sistem bileşenlerinin tüm güvenlik kuralları ve kullanıcı
▶
dokümanları okunmalı ve anlaşılmalıdır.
TEHLİKE!
Elektrik akımı nedeniyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Çalışmaya başlamadan önce çalışma kapsamındaki tüm cihazları ve bileşenle-
▶
ri kapatın ve ana şebekeden ayırın.
Çalışma kapsamındaki tüm cihazları ve bileşenleri tekrar açılmaya karşı emni-
▶
yete alın.
Cihazı uygun bir ölçüm cihazı kullanarak açtıktan sonra, elektrik yüklü bi-
▶
leşenlerin (örn. kondansatörler) deşarj olduğundan emin olun.
Amaca uygun
kullanım
Kurulum yönet-
melikleri
Güç kaynağı yalnızca MIG/MAG ve örtülü elektrot kaynağı için tahsis edilmiştir.
Başka türlü ya da bu çerçevenin dışına çıkan kullanımlar, kullanım amacına uygun
olarak kabul edilmez.
Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değildir.
Amaca uygun kullanım kapsamına şu hususlar da dahildir:
kullanım kılavuzundaki tüm bilgi notlarına uyulması
-
denetim ve bakım işlerinin yapılması
-
Cihaz, IP23 koruma derecesine göre test edilmiştir, bunun anlamı şudur:
ø 12 mm’den (0.49 in.) daha büyük katı yabancı maddelerin girişine karşı koru-
-
ma
Düşey doğrultudan 60°’lik açıya kadar püskürtme suyuna karşı koruma
-
Cihaz, IP23 koruma derecesi uyarınca dış mekana yerleştirilebilir ve çalıştırılabilir.
Doğrudan neme (örn. yağmur nedeniyle) maruz kalması önlenmelidir.
TEHLİKE!
Cihazın aşağı düşmesinden veya devrilmesinden doğabilecek tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Cihazı düz, sağlam alt zemine hizalı bir şekilde yerleştirin.
▶
Montaj sonrasında tüm vida bağlantılarının sıkı yapılmış olduğunu kontrol
▶
edin.
46

TEHLİKE!
Şebeke
bağlantısı
Cihazdaki elektrik ileten toz sebebiyle elektrik çarpma tehlikesi mevcuttur.
Ciddi can ve mal kayıpları meydana gelebilir.
Cihaz sadece hava filtresi monte edilmişse çalıştırılmalı. Hava filtresi IP23 se-
▶
viyesinde bir koruma derecesi sağlamak için önemli bir güvenlik donanımı
oluşturur.
Havalandırma kanalı çok önemli bir güvenlik donanımıdır. Kurulum yerinin
seçiminde soğutma havasının ön ve arka taraftaki hava yarıklarından serbestçe girip çıkabilmesine dikkat edilmelidir. Ortaya çıkabilecek elektriği ileten tozun (örn.
taşlama işleri) cihaz içine çekilmesine izin verilmemelidir.
Cihazlar güç levhasında belirtilen şebeke gerilimi için tasarlanmıştır. Şebeke kab-
losu veya fişi cihaz modeliniz için uygun değilse, bunlar ulusal standartlara uygun
olarak monte edilmelidir. Şebeke kablosunun sigortası teknik verilere uygun olar-
ak temin edilmelidir.
DİKKAT!
Yeterince boyutlandırılmamış elektrik tesisatları nedeniyle tehlikesi söz konusudur.
Maddi hasarlara neden olabilir.
Şebeke kablosunu ve sigortasını mevcut güç beslemesine uygun olarak belir-
▶
lenmelidir.
Güç levhasındaki teknik veriler geçerlidir.
TR
47

Şebeke kablosunu bağlayın
Genel Şebeke kablosu bağlı değilse, devreye alma öncesinde bağlantı gerilimine uygun
bir şebeke kablosu monte edilmelidir.
Aşağıdaki kablo kesitleri için akım kaynağına bir gerilim azaltma monte edilmelidir:
Akım kaynağı Kablo kesiti
olarak monte edilmiş gerilim azaltıcı
Kanada/ABD için
TransSteel 4000 Pulse AWG 12 *) 4G2.5
TransSteel 5000 Pulse AWG 10 *) 4G4
Avrupa
Belirtilen şebeke
kabloları ve geri-
lim azaltıcılar
TransSteel 4000 MV
Pulse
TransSteel 5000 MV
Pulse
*) Kablo tipi Kanada/ABD: Extra-hard usage
Diğer kablo kesitleri için uygun gerilim azaltıcılar belirlenmelidir.
Akım kaynağı Şebeke gerilimi Kablo kesiti
TransSteel 4000
Pulse
3 x 460 V AWG 12 *) 4G2.5
TransSteel 5000
Pulse
3 x 460 V AWG 10 *) 4G4
TransSteel 4000 MV
Pulse
AWG 10 *) 4G4
AWG 6 *) 4G10
Kanada/ABD Avrupa
3 x 380 / 400 V AWG 12 *) 4G2.5
3 x 380 / 400 V AWG 8 *) 4G4
3 x 208 / 230 / 400 /460VAWG 10 *) 4G4
48
TransSteel 5000 MV
Pulse
*) Kablo tipi Kanada/ABD: Extra-hard usage
Farklı kablolara yönelik ürün numarasını cihazın yedek parça listesinde bulabilirsi-
niz.
AWG ... American wire gauge (= Amerikan tel ölçüsü)
3 x 208 / 230 / 400 /
460 V
AWG 6 *) 4G10

Güvenlik
TEHLİKE!
Hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Aşağıda açıklanan işlemler yalnızca eğitimli uzman personel tarafından
▶
yapılmalıdır.
Ulusal normları ve yönetmelikleri dikkate alın.
▶
DİKKAT!
Doğru hazırlanmayan şebeke kablosu sebebiyle tehlike.
Kısa devreler ve maddi hasarlar meydana gelebilir.
Sıyrılmış şebeke kablosunun tüm faz iletkenlerini ve koruyucu iletkenini kablo
▶
yüksükleri ile donatın.
TR
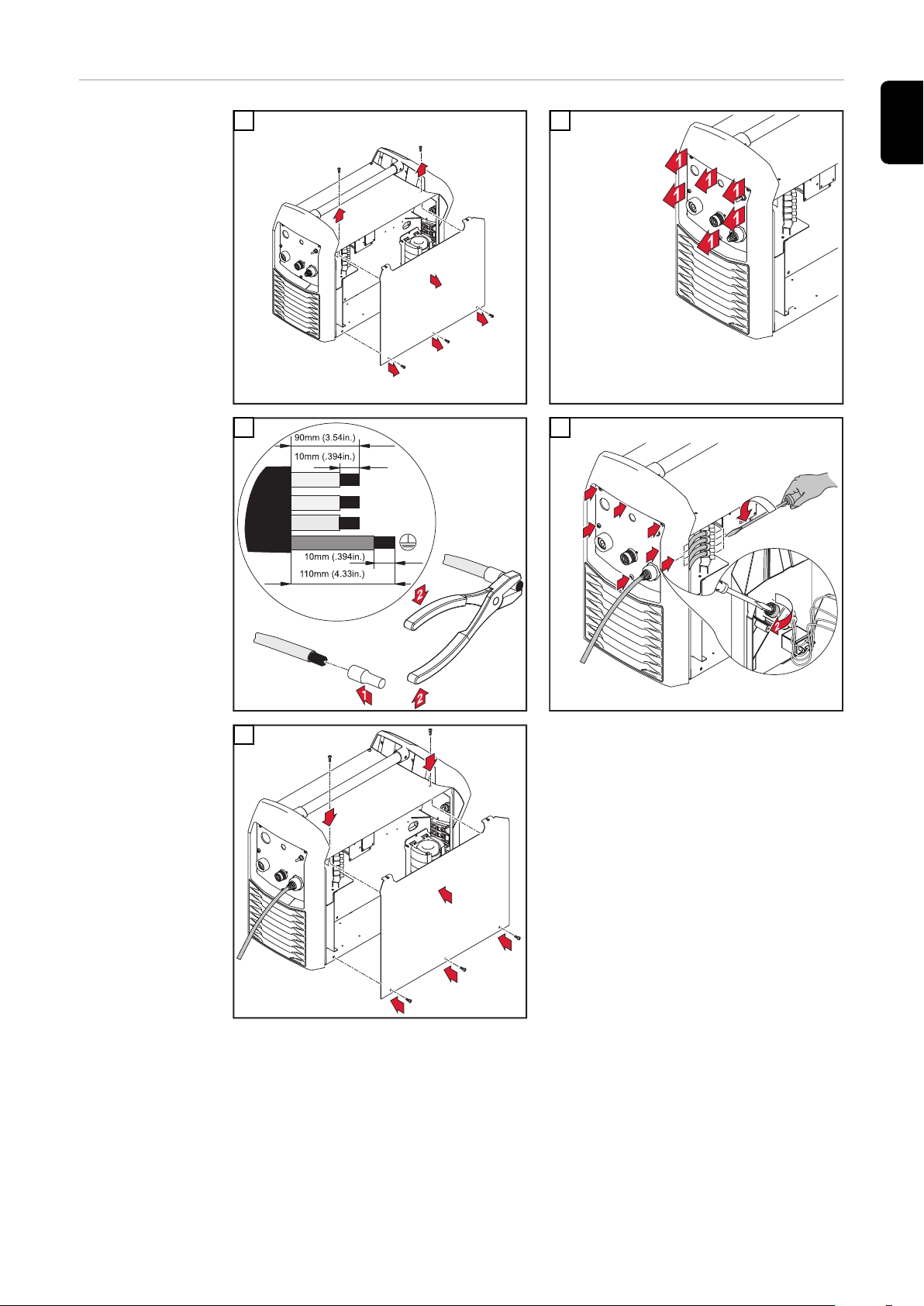
Şebeke kablosunu bağlayın
Şebeke kablosu bağlı değilse, devreye alma öncesinde bağlantı gerilimine uygun
bir şebeke kablosu monte edilmelidir.
Koruyucu iletken, faz iletkenlerinden yakl. 10 - 15 mm (0.4 - 0.6 in.) daha uzun ol-
malıdır.
Şebeke kablosu bağlantısına yönelik resimli bir gösterim, aşağıdaki gerilim azaltm-
ayı monte etme ya da Kanada/ABD için gerilim azaltmayı monte etme bölümlerin-
de bulunur. Şebeke kablosunu bağlamak için aşağıdaki adımları takip edin:
Cihazın yan tarafını sökün
1
Şebeke kablosunu, koruyucu iletken ve faz iletkenleri bağlantı terminaline
2
düzgünce bağlanabilecek şekilde takın.
Koruyucu iletkene ve faz iletkenine damar uç manşonu takın
3
Koruyucu iletkeni ve faz iletkenini bağlantı terminaline bağlayın
4
Şebeke kablosunu gerilim azaltıcı vasıtasıyla sabitleyin
5
Cihazın yan tarafını yerine takın
6
49

Avrupa için geri-
3
1
2
5
4
7
3
4
100mm
(4inch)
PE
2
1
3
3
3
3
3
4
4x
3
1,2 Nm
1
4
3
2
5
6
lim azaltıcının
monte edilmesi
1
2
3
5
4
ÖNEMLİ! Faz iletkenini kablo bağını
kullanarak bağlantı terminali yakınınd-
an birleştirin.
50
Kanada/ABD için
3
1
2
5
4
7
1
3
3
3
3
3
4
4x
3
3,5 Nm
1
4
3
2
5
6
gerilim azaltıcının monte
edilmesi
1 2
TR
3
5
4
ÖNEMLİ! Faz iletkenini kablo bağını
kullanarak bağlantı terminali yakınınd-
an birleştirin.
51

Jeneratör işletimi
Jeneratör işleti-
mi
Akım kaynağı jeneratör için uygundur.
Gerekli jeneratör gücünün ayarlanması için akım kaynağının maksimum görünür
gücü S
Akım kaynağının maksimum görünür gücü S
1maks
gereklidir.
3 fazlı cihazlar için şu şekilde
1maks
hesaplanır:
S
Cihaz performans tabelası veya teknik verilere göre I
Jeneratörün gerekli görünür gücü S
S
1maks
GEN
= I
= S
1maks
1maks
x U1 x √3
x 1,35
ve U
1maks
aşağıdaki el kararı formül ile hesaplanır:
GEN
1
Tam güçle kaynak yapılmadığında, daha küçük bir jeneratör kullanılabilir.
ÖNEMLİ! Jeneratörün görünür gücü S
gücünden S
küçük olamaz!
1max
akım kaynağının maksimum görünür
GEN
NOT!
Jeneratörün verili gerilimi, şebeke gerilimi toleransı aralığının hiç bir zaman altına
düşmemeli veya üstüne çıkmamalıdır.
Şebeke gerilimi tolerans bilgisi “Teknik veriler” bölümünde yer almaktadır.
52
İşletmeye alma
TR
Güvenlik
Elektrik çarpması öldürücü olabilir.
Güç kaynağı kurulum sırasında şebekeye bağlanırsa, ciddi can ve mal kaybı tehlikesi oluşabilir.
▶
▶
Cihazdaki elektrik ileten toz sebebiyle elektrik çarpma tehlikesi mevcuttur.
Ciddi can ve mal kayıpları meydana gelebilir.
▶
Genel bilgiler Devreye alma işlemi manuel, su soğutmalı MIG/MAG kullanımına dayalı olarak
açıklanmaktadır.
TEHLİKE!
Cihaz üzerinde yapılacak tüm çalışmaları sadece güç kaynağının şebeke şalteri - O - konumuna getirilmiş ise yapın.
Cihaz üzerinde yapılacak tüm çalışmaları sadece güç kaynağı şebekeden
ayrılmış ise yapın.
TEHLİKE!
Cihaz sadece hava filtresi monte edilmişse çalıştırılmalı. Hava filtresi IP 23 seviyesinde bir koruma derecesi sağlamak için önemli bir güvenlik donanımı
oluşturur.
Sistem bileşenlerine ait bilgiler
Aşağıda belirtilen çalışma adımları ve işlemler, aşağıdaki birbirinden farklı sistem
bileşenlerine yönelik notlar içerir
Taşıma arabası
-
Ayaklı konsol
-
Soğutma üniteleri
-
Tel sürme üniteleri
-
Bağlantı hortum paketleri
-
Torç vb.
-
Sistem bileşenlerinin montajına ve bağlantısına yönelik ayrıntılı bilgileri sistem bileşenlerinin ilgili kullanım kılavuzlarından elde edebilirsiniz.
53

Sistem bileşenlerini oluşturma
(Genel görünüm)
TEHLİKE!
Hatalı olarak gerçekleştirilen işlemler ciddi can ve mal kayıplarına yol açabilir.
Aşağıda tarif edilen işlemler yalnızca eğitimli uzman personel tarafından
▶
yapılmalıdır!
"Güvenlik kuralları" bölümünü dikkate alın!
▶
Aşağıdaki resim her bir sistem bileşeninin yapısı hakkında sizler için genel bir bakış
ortaya koyacaktır.
54

Tel sürme ünite-
1
1
2
3
4
2
1
3
4
sini güç kaynağı
üzerine yerleştirme
DİKKAT!
Düşen tel sürme nedeniyle can ve mal kaybı tehlikesi.
Tel sürme ünitesini pivot pimi üzerine sağlam bir şekilde oturmasını ve cihazl-
▶
arın, ayaklı konsolların ve taşıma arabasının dengeli bir şekilde yerleşimini
sağlayın.
1
TR
Bağlantı hortum
paketinin gerilim
azaltıcısının
monte edilmesi
1
Gerilim azaltıcının taşıma arabasına monte edil-
mesi
2
Gerilim azaltıcının tel sürme ünitesine monte
edilmesi
ÖNEMLİ! Aşınma belirtilerinin önüne geçmek için kablolar montajı esnasında "içe
doğru döngü" oluşturmamalıdır. 1,2 m (3 ft. 11.24 in.) uzunluğundaki bağlantı hortum paketleri için bir gerilim giderici öngörülmemiştir.
55
Bağlantı hortum
1
2
7
4
5
6
3
paketinin
bağlanması
TEHLİKE!
Hatalı montaj ciddi can ve mal kayıplarına yol açabilir.
Tarif edilen çalışma adımlarını yalnızca kullanım kılavuzunu tamamen oku-
▶
duğunuzda ve anladığınızda uygulayın.
NOT!
Bağlantı hortum paketi bağlantısı esnasında,
tüm bağlantıların sıkı bir şekilde yapıldığını,
▶
tüm kablo, iletim hatları ve hortum paketlerinin hasarsız ve doğru şekilde izo-
▶
le edilmiş olduğunu kontrol edin
ÖNEMLİ! Gaz soğutmalı sistemlerde soğutma ünitesi bulunmaz. Gaz soğutmalı
sistemlerde su kaynağı bağlantısı iptal edilir.
1
2
56

Bağlantı hortum
paketinin doğru
yerleşimi
ÖNEMLİ! Bağlantı hortum paketinin devrede kalma oranı değerlerine (DKO) sade-
ce yerleştirme doğru ise ulaşılabilir.
TR
Bağlantı hortum paketinin doğru yerleşimi
57

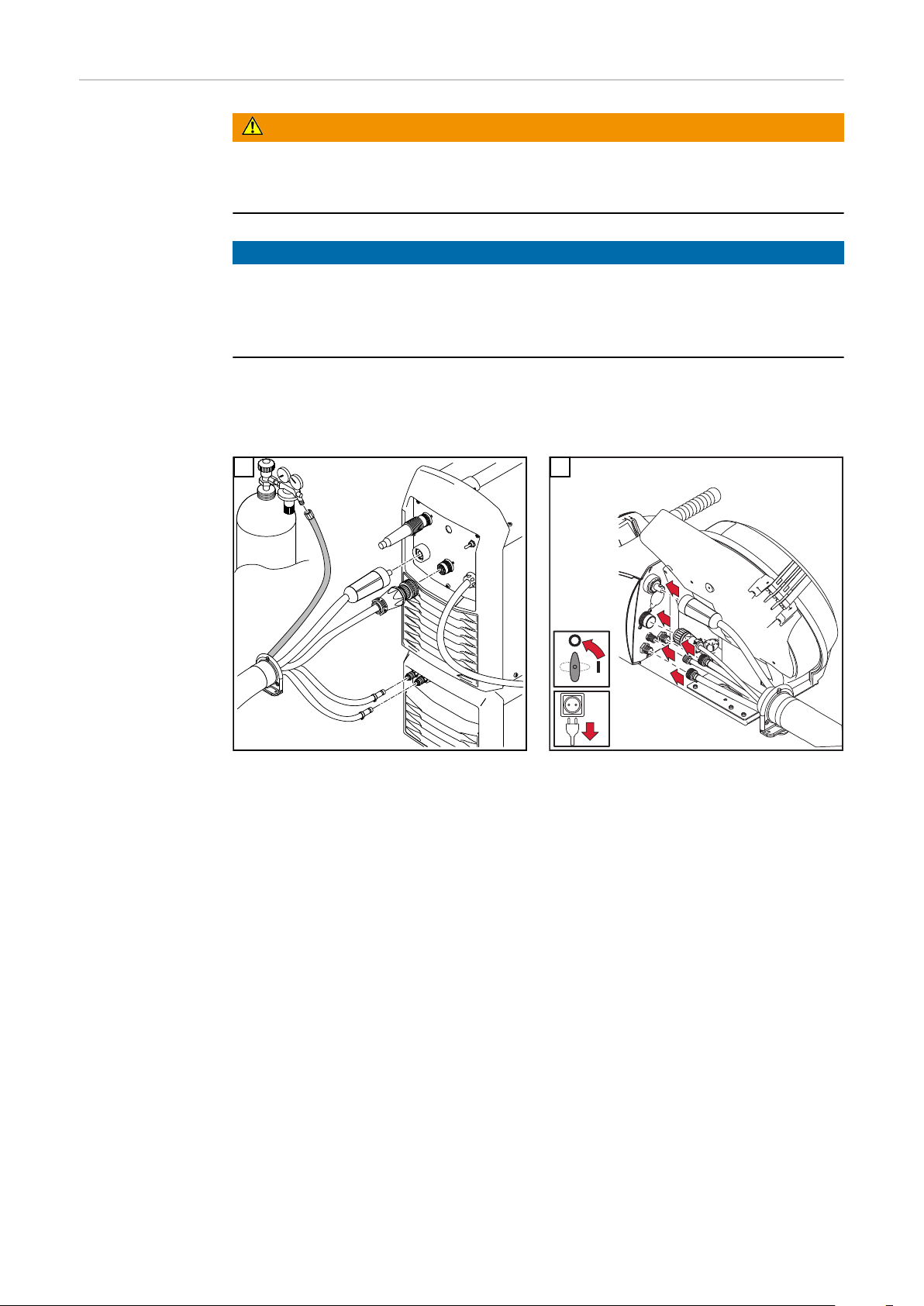
Gaz tüpünü
bağlama
TEHLİKE!
Devrilen gaz tüpleri nedeniyle ciddi can ve mal kaybı tehlikesi.
Gaz tüplerinin kullanımında
Gaz tüplerini düz ve sağlam alt zemine dengeli bir şekilde yerleştirin
▶
gaz tüplerini devrilmemeleri için sıkıca tutturun
▶
VR-Yuva opsiyonunu monte edin
▶
Gaz tüpü üreticisinin güvenlik kurallarına riayet edin
▶
Gaz tüpünü taşıma arabasının tab-
1
anı üzerine yerleştirin
Gaz tüpünü tüp kemeri vasıtasıyla
2
gaz şişesinin üst bölgesine (ancak
boyun bölgesinden tutturmayın)
devrilmemesi için sıkıca tutturun
Gaz tüpünün koruma klapesini
3
çıkartın
Etrafındaki kiri uzaklaştırmak için
4
gaz tüpünün vanasını hafifçe açın
Basınç düşürücüdeki contayı kont-
5
rol edin
Basınç düşürücüyü gaz tüpü üzeri-
6
ne döndürerek yerleştirin ve sıkın
Bağlantı hortum paketinin koruyu-
7
cu gaz hortumunu gaz hortumu
vasıtasıyla basınç düşürücüye
bağlayın
NOT!
US cihazları gaz hortumu için bir adaptörle tedarik edilir:
Adaptörü çevirmeden önce gaz manyetik valfinin erkek dişlerini uygun vasıtal-
▶
arla sızdırmaz hale getirin.
Adaptörü gaz kaçağı açısından kontrol edin.
▶
58

Şasi bağlantısı
1
3
2
oluşturma
NOT!
Şasi bağlantısı oluşturulurken aşağıdaki noktalara dikkat edin:
Her güç kaynağı için ayrı bir şasi kablosu kullanın
▶
Artı kabloyu ve şasi kablosunu mümkün olduğunca uzun ve birbirine yakın tu-
▶
tun
Tekli güç kaynaklarının kaynak devresi hatlarını alansal olarak birbirinden
▶
ayırın
Birden fazla şasi kablosunu paralel döşemeyin;
▶
bir paralel döşeme yapılması mecbursa, kaynak devresi hatları arasında en az
30 cm’lik bir mesafe bırakın
Şasi kablosunu olabildiğince kısa tutun, kablo kesitini büyük tutun
▶
Şasi kablosunu çaprazlamayın
▶
şasi kablosu ve bağlantı hortum paketi arasında ferromanyetik malzemeler-
▶
den kaçının
Uzun şasi kablolarını çözmeyin - Bobin etkisi!
▶
uzun şasi kablolarını düğümlerle döşeyin
Şasi kablolarını demir borulara, metal kablo içlerine veya çelik traverslere
▶
döşemeyin, kablo kanalları oluşmasını önleyin;
(bir demir boruya artı kablosunun ve şasi kablosunun birlikte döşenmesi sorun
yaratmaz)
Birden fazla şasi kablosu mevcutsa, iş parçasındaki şasi noktalarını mümkün
▶
olduğunca birbirinden ayırın ve tekli arkların altında çapraz elektrik yolları
oluşmasına izin vermeyin.
dengelenmiş bağlantı hortum paketleri kullanın (entegre şasi kablolu bağlantı
▶
hortum paketleri)
TR
1
59

MIG/MAG torcu
bağlama
1
* monte edilen su bağlantı noktası ve
su soğutmalı torç opsiyonu için
Diğer işlemler Aşağıdaki işlem adımlarını tel sürme ünitesinin kullanım kılavuzu uyarınca gerçek-
leştirin:
Tel sürme makaralarını tel sürme ünitesine yerleştirin
1
Tel makarasını veya tel bobini adaptörüne sahip tel bobinini tel sürme ünitesi-
2
ne yerleştirin
Kaynak telini içeri ilerletme
3
Temas basıncını ayarlama
4
Freni ayarlama
5
İlk kez devreye
alındığında tarih
ve saati ayarlama
Güç kaynağı ilk kez açıldığında tarih ve saat ayarlanmalıdır. Bunun için güç kaynağı
servis menüsünün ikinci seviyesine geçiş yapar ve yEA parametresi seçilir.
Tarih ve saat ayarı, bkz. sayfa 93, işlem adımı 5
60

MIG/MAG kaynağı
61

62

Güç ünitesi kısıtlaması
TR
Güvenlik fonksiyonu
“Güç ünitesi kısıtlaması” MIG/MAG kaynağına ilişkin bir güvenlik fonksiyonudur.
Bu sayede akım kaynağının güç sınır değerinde devreye alınması mümkün olup,
buna karşın proses güvenliği sağlanır.
Kaynak gücü için belirleyici bir parametre tel sürme hızıdır. Bu hız fazla yüksekse
ark sürekli kısalır ve sönme tehlikesi ortaya çıkar. Arkın sönmesinin önüne geçmek
için kaynak gücünde azaltıma gidilir.
Seçilmiş olan “MIG/MAG standart sinerjik kaynağı” veya “MIG/MAG darbeli sinerjik kaynağı” kaynak yönteminde “tel sürme hızı” parametresi güvenlik fonksiyonu
devreye girer girmez yanıp sönmeye başlar. Yanıp sönme işlemi bir sonraki kaynak
işlemi başlayana veya bir parametre değişikliği yapılana dek devam eder.
Örneğin “tel sürme” parametresi seçildiği takdirde tel sürmeye ilişkin ilgili
düşürülmüş değer gösterilir.
63

MIG/MAG işletim modları
Genel
Semboller ve anlamları
TEHLİKE!
Hatalı kullanım ciddi can ve mal kayıplarına yol açabilir.
Burada tarif edilen işlevleri yalnızca bu kullanım kılavuzunu tam olarak oku-
▶
duktan ve anladıktan sonra kullanın.
Burada tarif edilen işlevleri, sistem bileşenlerine ait tüm kullanım kılavuzlarını,
▶
özellikle de güvenlik kurallarını tam olarak okuduktan ve anladıktan sonra kullanın.
Mevcut parametrelerin (örn. GPr) anlamı, ayarı, ayar aralığı ve ölçüm birimleri
hakkındaki bilgileri “Kurulum ayarları” bölümünde bulabilirsiniz.
Tetiğe basın | Tetiği tutun | Tetiği bırakın
GPr Gaz ön akış süresi
I-S Start akımı
uygulamaya göre yükseltilebilir veya azaltılabilir
SL Slope
Start akımının kaynak akımına ve kaynak akımının son krater akımına sürekli olarak azalması
I Kaynak akımı fazı
önceki ısı nedeniyle ana malzemeye eşit dağılımlı ısı transferi
I-E Son akım
son kraterin doldurulması içindir
GPo Son gaz akış süresi
SPt Puntalama süresi / Aralıklı kaynak süresi
SPb Aralık mola süresi
64

2 tetik modu
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
“2 tetik modu” işletim modu şunlar için uygundur
Tutturma çalışmaları
-
Kısa kaynak dikişleri
-
Otomatik ve robot işletim
-
TR
4 tetik modu
“4 tetik modu” işletim modu daha uzun kaynak dikişleri için uygundur.
65

Özel 2 tetik mo-
GPr
GPo
I
I-S
SLt-S t-ESL
I-E
+
t
I
+ +
I
I-S I-E
GPr SL SL
GPo
du
“Özel 2 tetik modu” işletim modu özellikle yüksek performans aralığında kaynak
yapmak için uygundur. Özel 2 tetik modunda ark düşük güçle başlar, bu şekilde
daha kolay bir ark kararlılığı ortaya çıkar.
Özel 4 tetik modu
Özel 2 tetik modunu etkinleştirme:
Özel 2 tetik modunu seçin
1
Ayar menüsünden t-S (Start akımı süresi) ve t-E (Son akım süresi) parametre-
2
lerini > 0 değerine ayarlayın
Özel 2 tetik modu etkindir.
Ayar menüsünden SL (Eğim), I-S (Start akımı) ve I-E (Son akım) parametrele-
3
rini ayarlayın
“Özel 4 tetik modu” işletim modu, 4 tetik işletimin avantajlarına ek olarak
başlangıç ve son akım için ayar imkanları sunmaktadır.
66

Punta kaynağı
I
+
I
GPr GPoSPt
t
< SPt
GPr SPt SPtSPb
GPo
I I
+
TR
“Punta kaynağı” işletim modu üst üste bindirilmiş saclarda kaynak bağlantıları için
uygundur.
Tetiğe basarak ve bırakarak başlatma - Gaz Ön Akış Süresi GPr - SPt puntalama
süresi boyunca kaynak akımı fazı - Son gaz akış süresi GPo.
Puntalama süresi (< SPt) sona ermeden önce tetiğe tekrar basıldığında, proses
derhal iptal edilir.
Metod kaynağı 2
tetik
Metod kaynağı 2 tetik
“Metod kaynağı 2 tetik” işletim modu, ana malzemenin düşmesini engellemek için
ince saclarda yapılan kısa kaynak dikişleri için uygundur.
67

Metod kaynağı 4
I
I
GPr SPt SPtSPb
GPo
+
+
tetik
Metod kaynağı 4 tetik
“Metod kaynağı 4 tetik” işletim modu, ana malzemenin düşmesini engellemek için
ince saclarda yapılan daha uzun kaynak dikişleri için uygundur.
68

MIG/MAG kaynağı
TR
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece teknik olar-
▶
ak eğitimli uzman personel tarafından yerine getirilmelidir.
Bu doküman komple okunmalı ve anlaşılmalıdır.
▶
Bu cihazın ve tüm sistem bileşenlerinin tüm güvenlik kuralları ve kullanıcı
▶
dokümanları okunmalı ve anlaşılmalıdır.
TEHLİKE!
Elektrik akımı nedeniyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Çalışmaya başlamadan önce çalışma kapsamındaki tüm cihazları ve bileşenle-
▶
ri kapatın ve ana şebekeden ayırın.
Çalışma kapsamındaki tüm cihazları ve bileşenleri tekrar açılmaya karşı emni-
▶
yete alın.
Cihazı uygun bir ölçüm cihazı kullanarak açtıktan sonra, elektrik yüklü bi-
▶
leşenlerin (örn. kondansatörler) deşarj olduğundan emin olun.
Hazırlık
Genel bakış MIG/MAG kaynağı aşağıdaki bölümlerden oluşur:
Torcun su hortumunu tel sürme ünitesinin ilgili bağlantı soketine takın
1
(soğutma ünitesi ve su soğutmalı torç kullanılması durumunda)
Şebeke fişini takın
2
Şebeke şalterini - I - konumuna çevirin:
3
kumanda paneli üzerindeki tüm göstergeler kısa süre yanarlar
-
eğer varsa: Soğutma ünitesi çalışmaya başlar
-
ÖNEMLİ! Soğutma ünitesinin kullanım kılavuzundaki güvenlik kurallarını ve işle-
tim koşullarını dikkate alın.
MIG/MAG sinerjik kaynağı
-
MIG/MAG standart manuel kaynak
-
Punta kaynağı ve metod kaynağı
-
69

MIG/MAG Synergic kaynağı
MIG/MAG siner-
jik kaynağı
Malzeme tipi tuşu vasıtasıyla kullanılan ilave malzemeyi seçin.
1
Tel çapı tuşu vasıtasıyla kullanılan kaynak telinin çapını seçin.
2
Koruyucu gaz tuşuyla kullanılan koruyucu gazı seçin.
3
SP pozisyonunun ataması, ekteki kaynak programı tablosunda belirtilmiştir.
Kaynak yöntemi tuşu vasıtasıyla dilediğiniz kaynak yöntemini seçin:
4
MIG/MAG standart sinerjik kaynağı
MIG/MAG darbeli sinerjik kaynağı
İşletim modu tuşu vasıtasıyla dilediğiniz MIG/MAG işletim modunu seçin:
5
2 tetik modu
4 tetik modu
Özel 4 tetik modu
ÖNEMLİ! Uzaktan kumanda ünitesi veya tel sürme gibi bir sistem bileşeninin kumanda panelinde ayarlanmış olan parametreler, akım kaynağının kumanda panelin-
deki imkanlar dahilinde değiştirilemez.
Parametre seçme tuşları vasıtasıyla kaynak gücünün önceden tanımlanacağı
6
istenilen kaynak parametrelerini seçin:
Malzeme kalınlığı
Kaynak akımı
70
Tel sürme hızı
Kaynak gerilimi

İlgili ayar düğmesi ile ilgili kaynak parametresini ayarlayın.
7
Parametrenin değeri yukarıda bulunan dijital göstergede görüntülenir.
Malzeme kalınlığı, kaynak akımı, tel sürme hızı ve kaynak gerilimi parametreleri
doğrudan ilişkilidir. Diğer parametreler anında buna uyarlanacağı için bir paramet-
reyi değiştirmek yeterlidir
Genel olarak tüm parametre ayar değerleri bir sonraki değişikliğe kadar kayıtlı halde bulunur. Bu durum akım kaynağı arada kapatılıp tekrar açıldığında bile geçerli-
dir. Kaynak işlemi esnasında mevcut kaynak akımının gösterilmesi için kaynak
akımı parametresini seçin.
Gaz tüpü valfini açın
8
Koruyucu gaz miktarını ayarlayın:
9
Gaz kontrol tuşuna dokunun
-
Manometre istediğiniz gaz miktarını gösterene kadar basınç düşürücünün
-
altındaki ayar vidasını döndürün
Gaz kontrol tuşuna yeninden dokunun
-
DİKKAT!
Elektrik çarpması ve dışarı çıkan kaynak teli nedeniyle can ve mal kaybı tehlikesi.
Tetiğe basıldığında
Torcu yüzünüzden ve vücudunuzdan uzak tutun
▶
Koruyucu bir gözlük kullanın
▶
Torcu insanlara doğru yöneltmeyin
▶
kaynak telinin elektriği ileten veya topraklanmış herhangi bir parçaya temas
▶
etmediğinden emin olun (örn. mahfaza vs.)
TR
Tetiğe basın ve kaynak işlemini başlatın
10
71

Kaynak işletiminde düzeltmeler
Ark uzunluğu düzeltimi ve dinamik parametreleriyle kaynak sonucu ek olarak optimize edilebilir.
Ark uzunluğu düzeltimi:
- = daha kısa ark, kaynak geriliminde azalma
0 = nötr ark
+ = daha uzun ark, kaynak geriliminde artış
Darbe/dinamik düzeltmesi
MIG/MAG darbeli sinerjik kaynağında damlacık transferi gücünün kademesiz
düzeltilmesi içindir
- düşük damlacık transferi kuvveti
0 nötr damlacık transferi kuvveti
+ yüksek damlacık transferi kuvveti
MIG/MAG standart sinerjik kaynağında damlacık geçişi anında kısa devre dina-
miğinin etkisi içindir
- = sert ve kararlı ark
0 = nötr ark
+ = zayıf ve az cüruflu ark
SynchroPuls
kaynağı
SynchroPuls, kaynak dikişleri pullu bir görünüme sahip olması gereken alüminyum
alaşımlar içeren kaynak bağlantıları için tavsiye edilir. Bu etki, iki çalışma noktası
arasında değişkenlik gösteren bir kaynak gücü ile elde edilir.
Her iki çalışma noktası, ayar menüsünde ayarlanabilen bir dFd değerinde (Tel
sürme kaldırma mesafesi: 0,0 - 3,0 m/dak veya 0.0 - 118.1 ipm) pozitif ve negatif
bir kaynak gücü değişikliğinden ortaya çıkar.
SynchroPuls için diğer parametreler:
Çalışma noktası değişiminin frekansı F (ayar menüsünde ayarlanmalıdır)
-
Daha düşük çalışma noktası için ark uzunluğu düzeltimi (kumanda panelinde
-
ark boyu düzeltme parametresi ile ayarlanmalıdır)
Daha yüksek çalışma noktası için ark uzunluğu düzeltimi (Ayar menüsünde,
-
Parametre Al.2’de ayarlanmalıdır)
SynchroPuls’u etkinleştirmek için ayar menüsü yönteminde parametre F (Frekans) değeri en az OFF’tan (Kapalı) 0,5 - 5 Hz aralığındaki bir değere ayarlanmalıdır.
NOT!
SynchroPuls, seçilen standart manuel kaynak yönteminde desteklenmez.
72
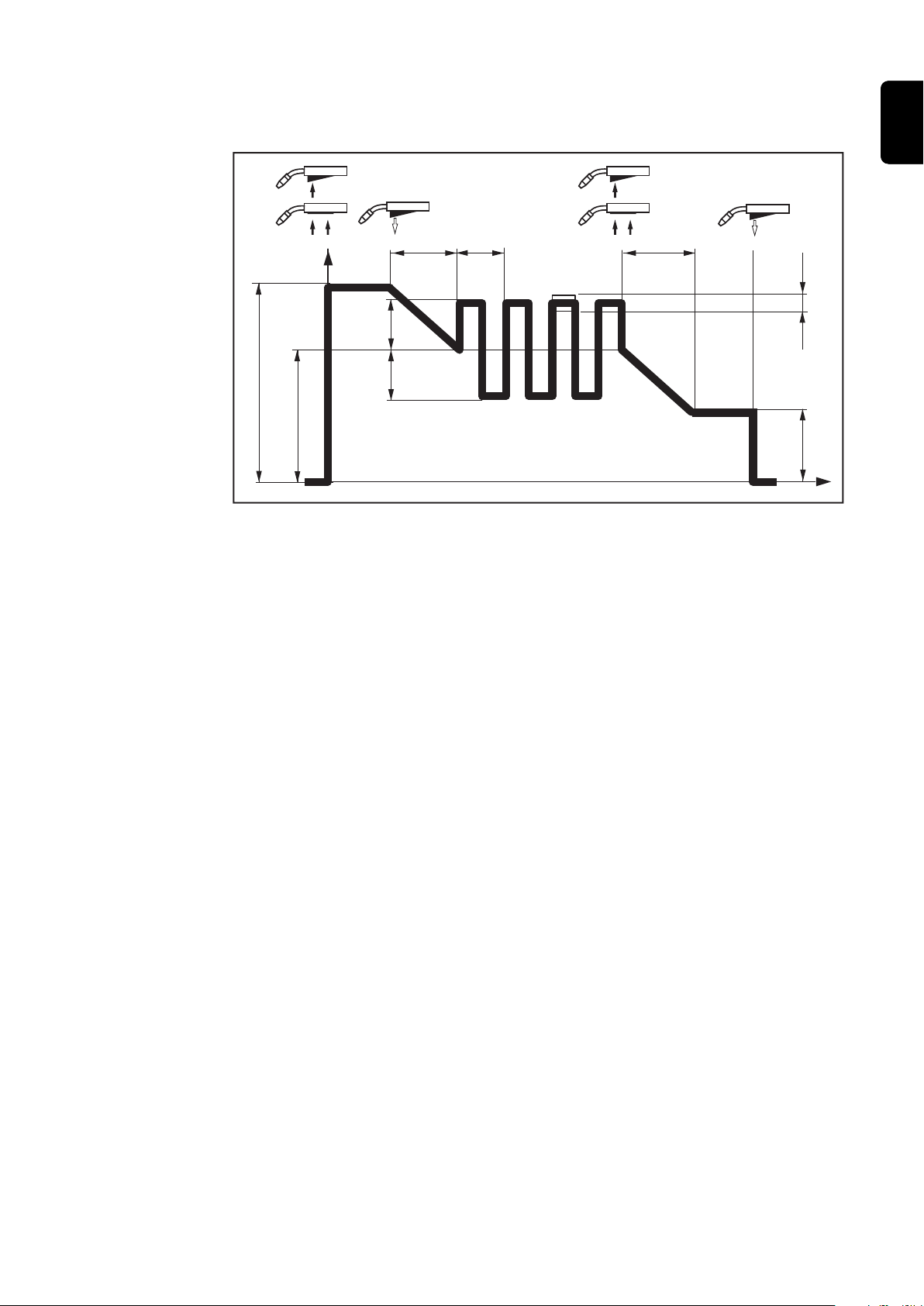
“Özel 4 tetik” işletim modu uygulamasında SynchroPuls’un çalışma şekli
I v
D
Al.2
LSLS
+ +
dFd
1/F
v
I-S
dFd
t
I-E
I-S = Start akımı fazı, SL = Eğim, I-E = Son krater fazı, v = Tel sürme hızı
SynchroPuls’un çalışma şekli
TR
73

MIG/MAG standart manuel kaynak
Genel bilgiler MIG/MAG standart manuel kaynak yöntemi, sinerji fonksiyonsuz bir MIG/MAG
kaynak yöntemidir.
Bir parametrenin değişimi kalan diğer parametrelerin buna otomatik olarak uyum
sağlamasını gerektirmez. Tüm değişken parametreler kaynak prosesinin gereksinimlerine uygun olarak tek tek ayarlanmalıdır.
Mevcut parametreler
MIG/MAG manuel kaynakta aşağıdaki parametreler bulunmaktadır:
Tel sürme hızı
1 m/dak (39.37 ipm.) - azami tel sürme hızı, örn. 25 m/dak (984.25 ipm.)
Kaynak gerilimi
TSt 4000 Pulse: 15,5 - 31,5 V
TSt 5000 Pulse: 14,5 - 39 V
Dinamik
... damlacık geçişi anında kısa devre dinamiğini kontrol etmeye yarar
Kaynak akımı
sadece gerçekleşen değer göstergesi olarak
MIG/MAG standart manuel kaynak
74
Kaynak yöntemi tuşu vasıtasıyla dilediğiniz kaynak yöntemini seçin:
1
MIG/MAG standart manuel kaynak
İşletim modu tuşu vasıtasıyla dilediğiniz MIG/MAG işletim modunu seçin:
2
2 tetik modu
4 tetik modu
Özel 4 tetik modu işletim modu, MIG/MAG standart manuel kaynağında klasik 4
tetik moduna karşılık gelir.

ÖNEMLİ! Uzaktan kumanda ünitesi veya tel sürme gibi bir sistem bileşeninin kumanda panelinde ayarlanmış olan parametreler, akım kaynağının kumanda panelin-
deki imkanlar dahilinde değiştirilemez.
Parametre seçim tuşu vasıtasıyla tel sürme parametresini seçin
3
Ayar düğmesi ile tel sürme hızını istediğiniz değere ayarlayın
4
Parametre seçim tuşu vasıtasıyla kaynak gerilimi parametresini seçin
5
Ayar düğmesi ile kaynak gerilimini istediğiniz değere ayarlayın
6
Parametre değerleri üst kısma yerleştirilen dijital göstergede görüntülenir.
Genel olarak tüm parametre ayar değerleri bir sonraki değişikliğe kadar kayıtlı halde bulunur. Bu durum akım kaynağı arada kapatılıp tekrar açıldığında bile geçerli-
dir. Kaynak işlemi esnasında mevcut kaynak akımının gösterilmesi için kaynak
akımı parametresini seçin.
Kaynak işlemi sırasında gerçekleşen kaynak akımını görüntülemek için:
Parametre seçim tuşu vasıtasıyla kaynak akımı parametresini seçin
-
Kaynak işlemi sırasında gerçekleşen kaynak akımı dijital göstergede
-
görüntülenir.
Gaz tüpü valfini açın
7
Koruyucu gaz miktarını ayarlayın:
8
Gaz kontrol tuşuna dokunun
-
Manometre istediğiniz gaz miktarını gösterene kadar basınç düşürücünün
-
altındaki ayar vidasını döndürün
Gaz kontrol tuşuna yeninden dokunun
-
TR
Kaynak işletimin-
de düzeltmeler
DİKKAT!
Elektrik çarpması ve dışarı çıkan kaynak teli nedeniyle can ve mal kaybı tehlikesi.
Tetiğe basıldığında
Torcu yüzünüzden ve vücudunuzdan uzak tutun
▶
Koruyucu bir gözlük kullanın
▶
Torcu insanlara doğru yöneltmeyin
▶
kaynak telinin elektriği ileten veya topraklanmış herhangi bir parçaya temas
▶
etmediğinden emin olun (örn. mahfaza vs.)
Tetiğe basın ve kaynak işlemini başlatın
9
Optimum bir kaynak sonucu elde etmek için çoğu durumda Dinamik parametresi
ayarlanmalıdır.
Parametre seçim tuşu vasıtasıyla dinamik parametreyi seçin
1
Ayar düğmesi ile dinamiği istediğiniz değere ayarlayın
2
Parametrenin değeri üst kısma yerleştirilen dijital göstergede görüntülenir.
75

Punta kaynağı ve metod kaynağı
Genel Punta kaynağı ve metod kaynağı işletim modları MIG/MAG kaynak prosesleridir.
Punta kaynağı ve metod kaynağı işletim modları, kumanda panelinden devreye
alınır.
Punta kaynağı, tek taraflı girişli kaynaklı bağlantılarda ve bindirmeli olan saclarda
kullanılır.
Metod kaynağı, ince sac alanında kullanılır.
Kaynak telinin iletimi sürekli gerçekleşmediğinden dolayı, kaynak havuzu aralık
mola sürelerinde soğuyabilir. Yerel bir aşırı ısınma ve bunun sonucunda da ana
malzemenin yanması büyük ölçüde engellenebilir.
Punta kaynağı
Ayar menüsünden SPt puntalama süresini/metod kaynağı süresini ayarlayın
1
ÖNEMLİ! Punta kaynağı için metod kaynağı SPb = OFF (Kapalı) olarak ayarl-
anmış olmalıdır!
Yalnızca sinerjik kaynağında:
2
İlgili tuşlarla kullanılan ilave malzemeyi, tel çapını ve koruyucu gazı seçin
İstenilen kaynak yöntemini seçin:
3
MIG/MAG standart manuel kaynak
MIG/MAG standart sinerjik kaynağı
MIG/MAG darbeli sinerjik kaynağı
Punta kaynağı/metod kaynağı işletim modunu seçin:
4
76
Punta kaynağı/metod kaynağı
Kumanda panelinde punta kaynağı/metod kaynağı/SynchroPuls (SF) göster-
gesi yanar
Seçilen kaynak yöntemine göre istenilen kaynak parametresini seçin ve ilgili
5
ayar düğmesi ile ayarlayın
Gaz tüpü valfini açın
6
Koruyucu gaz miktarını ayarlayın
7

DİKKAT!
Metod kaynağı
Elektrik çarpması ve dışarı çıkan kaynak teli nedeniyle can ve mal kaybı tehlikesi.
Tetiğe basıldığında
Torcu yüzünüzden ve vücudunuzdan uzak tutun
▶
Koruyucu bir gözlük kullanın
▶
Torcu insanlara doğru yöneltmeyin
▶
kaynak telinin elektriği ileten veya topraklanmış herhangi bir parçaya temas
▶
etmediğinden emin olun (örn. mahfaza vs.)
Punta kaynağı
8
Bir kaynak puntası oluşturmak için takip edilecek işlem sırası:
Torcu dik tutun
1
Tetiğe basın ve bırakın
2
Torcun konumunu koruyun
3
Son gaz akışı süresini bekleyin
4
Torcu yukarı kaldırın
5
Ayar menüsünden SPb metod kaynağı süresini ayarlayın
1
TR
Metod kaynağı etkindir.
Int (Metod kaynağı) parametresi ayar menüsünde görüntülenir.
Ayar menüsünden Int parametresinde metod kaynağı işletim modunu seçin
2
(2T/4T)
Ayar menüsünden puntalama süresini/metod kaynağı süresini ayarlayın
3
Yalnızca sinerjik kaynağında:
4
İlgili tuşlarla kullanılan ilave malzemeyi, tel çapını ve koruyucu gazı seçin
İstenilen kaynak yöntemini seçin:
5
MIG/MAG standart manuel kaynak
MIG/MAG standart sinerjik kaynağı
MIG/MAG darbeli sinerjik kaynağı
Punta kaynağı/metod kaynağı işletim modunu seçin:
6
Punta kaynağı/metod kaynağı
Kumanda panelinde punta kaynağı/metod kaynağı/SynchroPuls (SF) göstergesi yanar.
77

Seçilen kaynak yöntemine göre istenilen kaynak parametresini seçin ve ilgili
7
ayar düğmesi ile ayarlayın
Gaz tüpü valfini açın
8
Koruyucu gaz miktarını ayarlayın
9
DİKKAT!
Elektrik çarpması ve dışarı çıkan kaynak teli nedeniyle can ve mal kaybı tehlikesi.
Tetiğe basıldığında
Torcu yüzünüzden ve vücudunuzdan uzak tutun
▶
Koruyucu bir gözlük kullanın
▶
Torcu insanlara doğru yöneltmeyin
▶
kaynak telinin elektriği ileten veya topraklanmış herhangi bir parçaya temas
▶
etmediğinden emin olun (örn. mahfaza vs.)
Metod kaynağı
10
Metod kaynağı için yapılacak işlemler:
Torcu dik tutun
1
Int parametresi altında ayarlanan metod kaynağı işletim moduna göre:
2
Tetiğe basın ve basılı tutun (2 tetik modu)
Tetiğe basın ve bırakın (4 tetik modu)
Torcun konumunu koruyun
3
Dönüştürücülü akım kaynağını bekleyin
4
Torcu bir sonraki noktaya konumlandırın
5
Metod kaynağını sonlandırmak için, Int parametresi altında ayarlanan metod
6
kaynağı işletim moduna göre:
Tetiği bırakın (2 tetik modu)
Tetiğe basın ve bırakın (4 tetik modu)
Son gaz akışı süresini bekleyin
7
Torcu yukarı kaldırın
8
78

EasyJob işletimi
Genel Hafıza tuşları, en fazla 5 EasyJob çalışma noktasının hafızaya alınmasına izin verir.
Her bir çalışma noktası kumanda panelinde bunlar için yapılmış ayarlara uygundur.
EasyJob’lar her kaynak yöntemi için hafızaya alınabilir.
ÖNEMLİ! Ayar parametreleri kaydedilmez.
TR
EasyJob çalıma
noktalarının kay-
dedilmesi
EasyJob çalışma
noktalarının
çağrılması
EasyJob çalışma
noktalarının si-
linmesi
Kumanda paneli üzerinde güncel ayarları hafızaya almak için,
1
hafıza tuşlarından birini basılı tutun, örn.:
Soldaki gösterge “Pro” parametresini görüntüler
-
Kısa bir süre sonra soldaki gösterge orijinal içeriğine döner
-
Hafıza tuşunu bırakın
2
Kaydedilmiş olan ayarları geri çağırmak için ilgili hafıza tuşuna kısa
1
süreli basın, örn.:
Kumanda paneli kaydedilmiş olan ayarları görüntüler
-
Hafıza tuşunun kaydedilmiş içeriğini silmek için ilgili hafıza tuşunu
1
basılı tutun, örn.:
Soldaki gösterge “Pro” parametresini görüntüler.
-
Kısa bir süre sonra soldaki gösterge orijinal içeriğine döner
-
Hafıza tuşunu basılı tutmaya devam edin
2
Soldaki gösterge “CLr” parametresini görüntüler.
-
Kısa süre sonra her iki göstergede de “---” görüntülenir
-
Hafıza tuşunu bırakın
3
79

EasyJob çalışma
noktalarının Up/
Down torcundan
çağrılması
Up/Down torcu ile kaydedilmiş ayarları çağırmak için kumanda panelindeki hafıza
tuşlarından birine basılmış olmalıdır.
Kumanda panelindeki hafıza tuşlarından birine basın, örn.:
1
Kumanda paneli kaydedilmiş olan ayarları görüntüler.
Artık hafıza tuşlarının Up/Down torcu üzerindeki tuşlarıyla seçilmesi mümkündür.
Kullanılmayan hafıza tuşları bu esnada atlanır.
Buna ek olarak hafıza tuşu numarasının gösterilmesi için numara doğrudan Up/
Down torcunda görüntülenir:
Up/Down torcunda gösterim Kumanda panelinde EasyJob çalışma
noktası
80

Örtülü elektrot kaynağı, hava kar-
bon ark kesme
81

82

Örtülü elektrot kaynağı
TR
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece teknik olar-
▶
ak eğitimli uzman personel tarafından yerine getirilmelidir.
Bu doküman komple okunmalı ve anlaşılmalıdır.
▶
Bu cihazın ve tüm sistem bileşenlerinin tüm güvenlik kuralları ve kullanıcı
▶
dokümanları okunmalı ve anlaşılmalıdır.
TEHLİKE!
Elektrik akımı nedeniyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Çalışmaya başlamadan önce çalışma kapsamındaki tüm cihazları ve bileşenle-
▶
ri kapatın ve ana şebekeden ayırın.
Çalışma kapsamındaki tüm cihazları ve bileşenleri tekrar açılmaya karşı emni-
▶
yete alın.
Cihazı uygun bir ölçüm cihazı kullanarak açtıktan sonra, elektrik yüklü bi-
▶
leşenlerin (örn. kondansatörler) deşarj olduğundan emin olun.
Hazırlık
Şebeke şalterini - O - konumuna çevirin
1
Şebeke fişini çıkartın
2
akım kaynağı üzerindeki tüm kabloları tel sürme ünitesine kaldırın
3
ÖNEMLİ! Örtülü elektrotların (+) veya (-)’ye kaynak yapılması konusundaki
bilgileri örtülü elektrotların ambalajında bulabilirsiniz.
Şasi kablosunu elektrot tipine göre (-) veya (+) akım soketine takın ve sabitle-
4
yin
Şasi kablosunun diğer ucuyla iş parçası ile bağlantı oluşturun
5
Elektrot tutucu kablosunun bayonet elektrik fişini elektrot tipine göre zıt pol-
6
ariteye sahip boşta bulunan akım soketine takın ve döndürerek sağa doğru sa-
bitleyin
Şebeke fişini takın
7
83

Örtülü elektrot
kaynağı
DİKKAT!
Elektrik çarpması nedeniyle can ve mal kaybı tehlikesi.
Şebeke şalteri - I - konumuna alınır alınmaz elektrot tutucudaki örtülü elektrot
gerilim altında bulunur.
Örtülü elektrodun insanlara veya elektriği ileten ya da topraklanmış herhangi
▶
bir parçaya temas etmediğinden emin olun (örn. mahfaza vb.)
Şebeke şalterini - I - konumuna alın: kumanda paneli üzerindeki tüm göster-
1
geler kısa süre yanarlar
Kaynak yöntemi tuşu vasıtasıyla örtülü elektrot kaynağı kaynak yöntemini
2
seçin:
Kaynak gerilimi 3 saniyelik bir gecikme ile kaynak girişine uygulanır.
Örtülü elektrot kaynak prosesi seçildiğinde, gerekli durumlarda mevcut bir
soğutma ünitesi otomatik olarak devre dışı bırakılır. Bunu devreye almak
mümkün değildir.
ÖNEMLİ! Uzaktan kumanda ünitesi veya tel sürme gibi bir sistem bileşeninin kumanda panelinde ayarlanmış olan parametreler, akım kaynağının kumanda panelin-
deki imkanlar dahilinde değiştirilemez.
Parametre seçim tuşu vasıtasıyla akım şiddeti parametresini seçin.
3
Ayar düğmesi vasıtasıyla dilediğiniz akım şiddetini ayarlayın.
4
Akım şiddeti değeri soldaki dijital göstergede görüntülenir.
Genel olarak ayar tuşunu kullanarak ayarlanan tüm parametre ayar değerleri
bir sonraki değişikliğe kadar kayıtlı halde bulunur. Bu durum akım kaynağı arada kapatılıp tekrar açıldığında bile geçerlidir.
Kaynak işlemini başlatın
5
Kaynak işlemi sırasında gerçekleşen kaynak akımını görüntülemek için:
Parametre seçim tuşu vasıtasıyla kaynak akımı parametresini seçin
-
Kaynak işlemi sırasında gerçekleşen kaynak akımı dijital göstergede
-
görüntülenir.
84
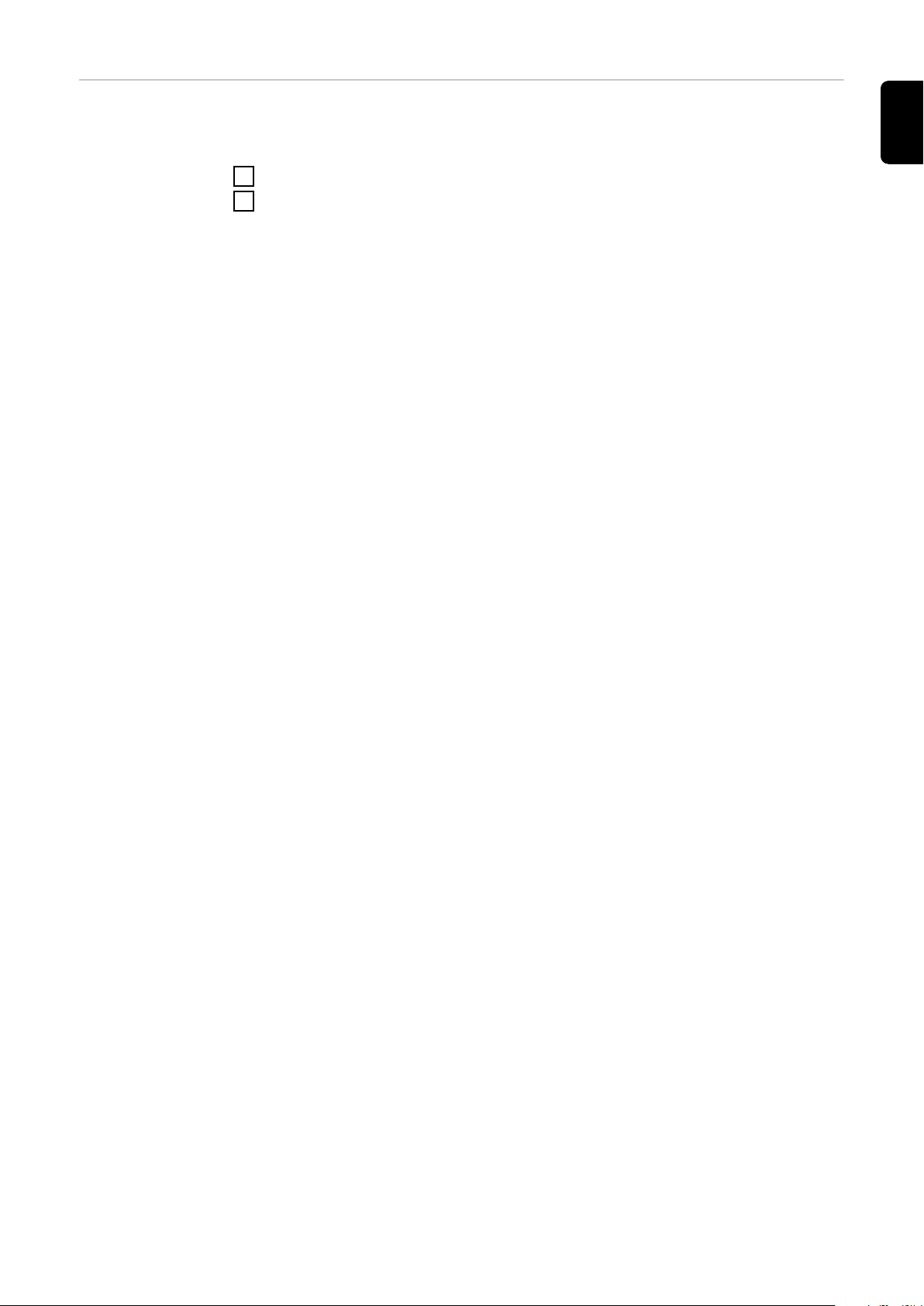
Kaynak işletiminde düzeltmeler
Optimum bir kaynak sonucu elde etmek için çoğu durumda Dinamik parametresi
ayarlanmalıdır.
Parametre seçim tuşu vasıtasıyla dinamik parametreyi seçin
1
Ayar düğmesi ile dinamiği istediğiniz değere ayarlayın
2
Parametrenin değeri üst kısma yerleştirilen dijital göstergede görüntülenir.
Damlacık geçişi anında kısa devre dinamiğinin etkisi:
- = sert ve kararlı ark
0 = nötr ark
+ = zayıf ve az cüruflu ark
TR
85

Sıcak çalıştırma
I (A)
300
200
HCU
I
H
HCU > I
H
t (s)
0,5
1
1,5
Hti
fonksiyonu
Optimum bir kaynak sonucu elde etmek için çoğu durumda sıcak çalıştırma fonk-
siyonu ayarlanmalıdır.
Avantajları
Kötü ateşleme özelliklerine sahip elektrotlarda bile ateşleme özelliklerini iyi-
-
leştirme
Başlangıç aşamasında ana malzemeyi daha iyi eriterek, daha az soğuk nokt-
-
anın oluşması
Hemen hemen hiç çapak kalıntısı kalmaz
-
Mevcut parametrelerin ayarı “Kurulum ayarları”, “Kurulum menüsü - Seviye 2”
bölümünde açıklanmıştır.
Anahtar kelimeler
Hti Hot-current time = Sıcak akım
süresi,
0 - 2 s,
fabrika ayarı 0,5 s
HCU Hot-start-current = Sıcak
çalıştırma akımı,
%100 - 200,
fabrika ayarı %150
Anti-Stick fonk-
siyonu
I
Ana akım = ayarlanan kaynak
H
akımı
Çalışma prensibi
Ayarlanan sıcak akım süresi (Hti) boyunca kaynak akımı belirli bir değere
artırılır. Bu değer (HCU) ayarlanan kaynak akımından daha yüksektir (IH).
Daha kısa arkta kaynak gerilimini örtülü elektrot yapışma eğilimi gösterene kadar
azaltın. Ayrıca örtülü elektrotun tavlanma durumu söz konusu olabilir.
Aktif Anti-Stick fonksiyonu ile tavlanmanın önüne geçilir. Örtülü elektrot
yapışmaya başlarsa güç kaynağı kaynak akımını derhal keser. Örtülü elektrot iş
parçasından ayrıldıktan sonra kaynak işlemine sorunsuz bir şekilde devam edilebi-
lir.
Anti-Stick (Ast) fonksiyonu ayar menüsündeki örtülü elektrot kaynağı ayar parametresi üzerinden aktif hale getirilebilir ve devre dışı bırakılabilir.
86

Karbon kesme
TR
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece teknik olar-
▶
ak eğitimli uzman personel tarafından yerine getirilmelidir.
Bu doküman komple okunmalı ve anlaşılmalıdır.
▶
Bu cihazın ve tüm sistem bileşenlerinin tüm güvenlik kuralları ve kullanıcı
▶
dokümanları okunmalı ve anlaşılmalıdır.
TEHLİKE!
Elektrik akımı nedeniyle tehlike.
Ciddi mal ve can kaybı meydana gelebilir.
Çalışmaya başlamadan önce çalışma kapsamındaki tüm cihazları ve bileşenle-
▶
ri kapatın ve ana şebekeden ayırın.
Çalışma kapsamındaki tüm cihazları ve bileşenleri tekrar açılmaya karşı emni-
▶
yete alın.
Cihazı uygun bir ölçüm cihazı kullanarak açtıktan sonra, elektrik yüklü bi-
▶
leşenlerin (örn. kondansatörler) deşarj olduğundan emin olun.
Hazırlık ÖNEMLİ! Hava karbon ark kesme için 120 mm²'lik bir şasi kablosu gereklidir.
Şebeke şalterini - O - konumuna çevirin
1
Şebeke fişini çıkartın
2
MIG/MAG torcunu demonte edin
3
Şasi kablosu (-) akım soketine takın ve sabitleyin
4
Şasi kablosunun diğer ucuyla iş parçası ile bağlantı oluşturun
5
Hava karbon ark keserin bayonet elektrik fişini (+) akım soketine takın ve
6
döndürerek sağa doğru sabitleyin
Hava karbon ark kesicinin basınçlı hava bağlantısını basınçlı hava beslemesine
7
bağlayın
Çalışma basıncı: 5 - 7 bar (sabit)
Karbon elektrodu, elektrot ucu yakl. 100 mm hava karbon ark kesiciden sark-
8
acak şekilde gerin;
hava karbon ark kesicinin hava çıkış girişi aşağıda olmalıdır
Şebeke fişini takın
9
Hava karbon ark
kesme
Elektrik çarpması nedeniyle can ve mal kaybı tehlikesi.
Şebeke şalteri - I - konumuna alınır alınmaz hava karbon ark kesicideki elektrot
gerilim altında bulunur.
▶
DİKKAT!
Elektrodun insanlara veya elektriği ileten veya topraklanmış herhangi bir
parçaya temas etmediğinden emin olun (örn. mahfaza vb.)
87

DİKKAT!
Yüksek işletme gürültüsü sebebiyle kişisel hasarlara yol açabilir.
Karbon kesme esnasında uygun kulak koruması kullanın!
▶
Şebeke şalterini - I - konumuna alın: kumanda paneli üzerindeki tüm göster-
1
geler kısa süre yanarlar
Kaynak yöntemi tuşu vasıtasıyla örtülü elektrot kaynağı kaynak yöntemini
2
seçin:
Kaynak gerilimi 3 saniyelik bir gecikme ile kaynak girişine uygulanır.
Örtülü elektrot kaynak yöntemi seçildiğinde, gerekli durumlarda mevcut bir
soğutma ünitesi otomatik olarak devre dışı bırakılır. Bunu devreye almak
mümkün değildir.
ÖNEMLİ! Uzaktan kumanda ünitesi veya tel sürme gibi bir sistem bileşeninin kumanda panelinde ayarlanmış olan parametreler, güç kaynağının kumanda panelin-
deki imkanlar dahilinde değiştirilemez.
Örtülü elektrot kaynağı için ayar menüsünde AAG parametresini “on” konu-
3
muna ayarlayın;
ayar menüsüne giriş için bkz. sayfa 97.
NOT!
Kopma geriliminin ayarları ve start akımı süresi dikkate alınmaz.
Örtülü elektrot kaynağı için ayar menüsünden çıkın
4
Parametre seçim tuşu vasıtasıyla akım şiddeti parametresini seçin.
5
Ana akımı elektrot çapına bağlı olarak ayar düğmesi vasıtasıyla elektrot amba-
6
lajındaki bilgiler uyarınca ayarlayın
Akım şiddeti değeri soldaki dijital göstergede görüntülenir.
NOT!
Daha yüksek akım gücü kullanıldığında hava karbon ark kesiciyi iki elle kullanın!
Uygun kaynak kaskı kullanın.
▶
Hava karbon ark kesicinin tutamağındaki basınçlı hava valfini açın
7
İşlem sürecini başlatın
8
Karbon elektrodun yaklaşma açısı ve birleştirme hızı, hava boşluğunun derinliğini
belirlemektedir.
Hava karbon ark kesme için parametreler, örtülü elektrot kaynağı için kaynak par-
ametreleri ile aynıdır, bkz. sayfa 101.
88

Easy Documentation
89

90

Genel bilgi
Genel Güç kaynağında Easy Documentation opsiyonu mevcutsa, her kaynak işleminin en
önemli kaynak verileri belgelenebilmekte ve CSV dosyası olarak bir USB belleğe
kaydedilebilmektedir.
Kaynak verileriyle birlikte bir Fronius imzası da kaydedilmekte ve bunun üzerinden
verilerin gerçekliği kontrol edilip güvence sağlanabilmektedir.
Easy Documentation opsiyonunun aktif hale getirilmesi / devre dışı bırakılması,
teslimat kapsamındaki FAT32 formatlı Fronius USB belleğin, güç kaynağının arka
tarafına takılması / çıkartılması sayesinde gerçekleşmektedir.
ÖNEMLİ! Kaynak verilerini belgelemek için, tarih ve saat doğru ayarlanmalıdır.
TR
Belgelenen kaynak verileri
Şu veriler belgelenir:
Cihaz tipleri
Dosya adı
Ürün numarası
Seri numarası
Güç kaynağının donanım yazılımı versiyonu
Print DOCMAG (Easy Documentation) donanım yazılımı
Doküman versiyonu
https://www.easydocu.weldcube.com (bu link üzerinden, seçilen kaynak verisi için
bir PFDF raporu oluşturulabilmektedir)
Nr. Sayaç
USB bellek takılarak başlangıç;
Güç kaynağı kapatılıp açıldığında, sayaç son kaynak dikişi numarasından devam eder.
1000 kaynaktan sonra yeni bir CSV dosyası oluşturulur.
Date Tarih yyyy-aa-gg
Time Elektrik akımı başlangıcındaki saat ss:dd:snsn
Duration [S] olarak süre
elektrik akımı başlangıcından elektrik sonuna kadar (elektrik akımı
sinyali)
I [A] olarak kaynak akımı *
U [V] olarak kaynak gerilimi *
vd [m/dak] olarak tel sürme hızı *
wfs [ipm] olarak tel sürme hızı *
IP [W] olarak güncel değerlerden çıkan güç *
IE [kJ]
olarak tüm kaynak boyunca güncel değerlerden çıkan enerji
I-Mot [A] olarak motor akımı *
Synid Karakteristik eğrisi numarası
kaynak başına
Job EasyJob numarası
kaynak dikişi başına
91

Process Kaynak prosesleri
Mode İşletim modu
Status PASS: standart kaynak
IGN: Kaynak yapımı ateşleme fazı esnasında kesildi
Err | xxx: Kaynak yapımı bir hata sebebiyle kesildi; ilgili servis kodu
belgelenecek
Interval “Metod” işletim modunda kaynak dikişi numarası
Signatu-reKaynak dikişi numarası başına imza
* ana proses aşamasından;
ateşleme fazı kesildiğinde, ortalama değer ateşleme fazında kaydedilir ve ana proses aşamasına ulaşılması için bir tanım verilir
Kaynak verileri ana proses aşamasında ortalama değer olarak ve kaynak işlemi
başına belgelenmektedir.
Yeni CSV dosyası Yeni bir CSV dosyası oluşturulur:
Güç kaynağı açıkken USB bellek çıkartılıp takılırsa,
-
Tarih ve saat değiştirilirse,
-
1000 kaynak işlemine ulaşılırsa,
-
Donanım yazılımı güncellendiğinde,
-
USB bellek çıkartılır ve başka bir güç kaynağına tekrar takılırsa
-
(=Seri numarası değişimi).
PDF raporu /
Fronius imzası
Aşağıdaki bağlantı altında ...
Seçilen kaynak verilerinin bir PDF raporu oluşturulabilir,
-
Kaynak verileriyle birlikte okunan Fronius imzası üzerinden
-
verilerin gerçekliği kontrol edilebilir ve güvence verilebilir.
https://easydocu.weldcube.com
92

Easy Documentation etkinleştirme / devre dışı
1
USB 3.1
FAT32
1
+
...
+
...
bırakma
Easy Document-
ation etkinleştirme
USB belleği takma
Ekran göstergesini ok tuşuna basarak onaylayın
2
TR
Güç kaynağının ekranında gösterilir:
Easy Documentation aktif durumda.
USB bellek takılıyken güç kaynağı kapatılır ve tekrar açılırsa, doc | on gösteri-
lir.
Easy Documentation aktif durumda
kalır.
Tarih ve saati ayarlama
3
Tarih ve saati ayarlama
Tarih ve zaman ayarlaması servis menüsünün 2. seviyesinde gerçekleşir.
1
2
3
4
Servis menüsünde ilk parametre göste-
rilir.
Soldaki ayar düğmesini kullanarak
“2nd” ayar parametresini seçin
Servis menüsünün 2. seviyesindeki ilk
parametre gösterilir.
Soldaki ayar düğmesini kullanarak
“yEA” (= Yıl) ayar parametresini seçin
93

5
NOT!
Güç kaynağı, FAC ayar parametresi üzerinden fabrika ayarlarına döndürülürse,
tarih ve saat kayıtlı kalır.
Tarih ve saati ayarlama:
sol ayar düğmesi:
-
Parametre seçimi
sağ ayar düğmesi:
-
Değer değiştirme
Ayar aralıkları:
yEA Yıl (20yy; 0 - 99)
Mon Ay (mm; 1 - 12)
dAY Gün (dd; 1 - 31)
Hou Saat (hh; 0 - 24)
Min Dakika (mm; 0 - 59)
Easy Documentation devre dışı
bırakma
DİKKAT!
USB belleğin erken çıkartılması sonucu ver kaybı veya verinin hasar görme tehli-
kesi
Doğru bir veri aktarımı elde etmek için, USB belleği son kaynak tamaml-
▶
andıktan yakl. 10 saniye sonra çıkartın.
USB belleği güç kaynağından çıkartın
1
Güç kaynağının ekranında gösterilir:
Easy Documentation devre dışı.
Ekran göstergesini ok tuşuna basarak onaylayın
2
94

Kurulum Ayarları
95

96
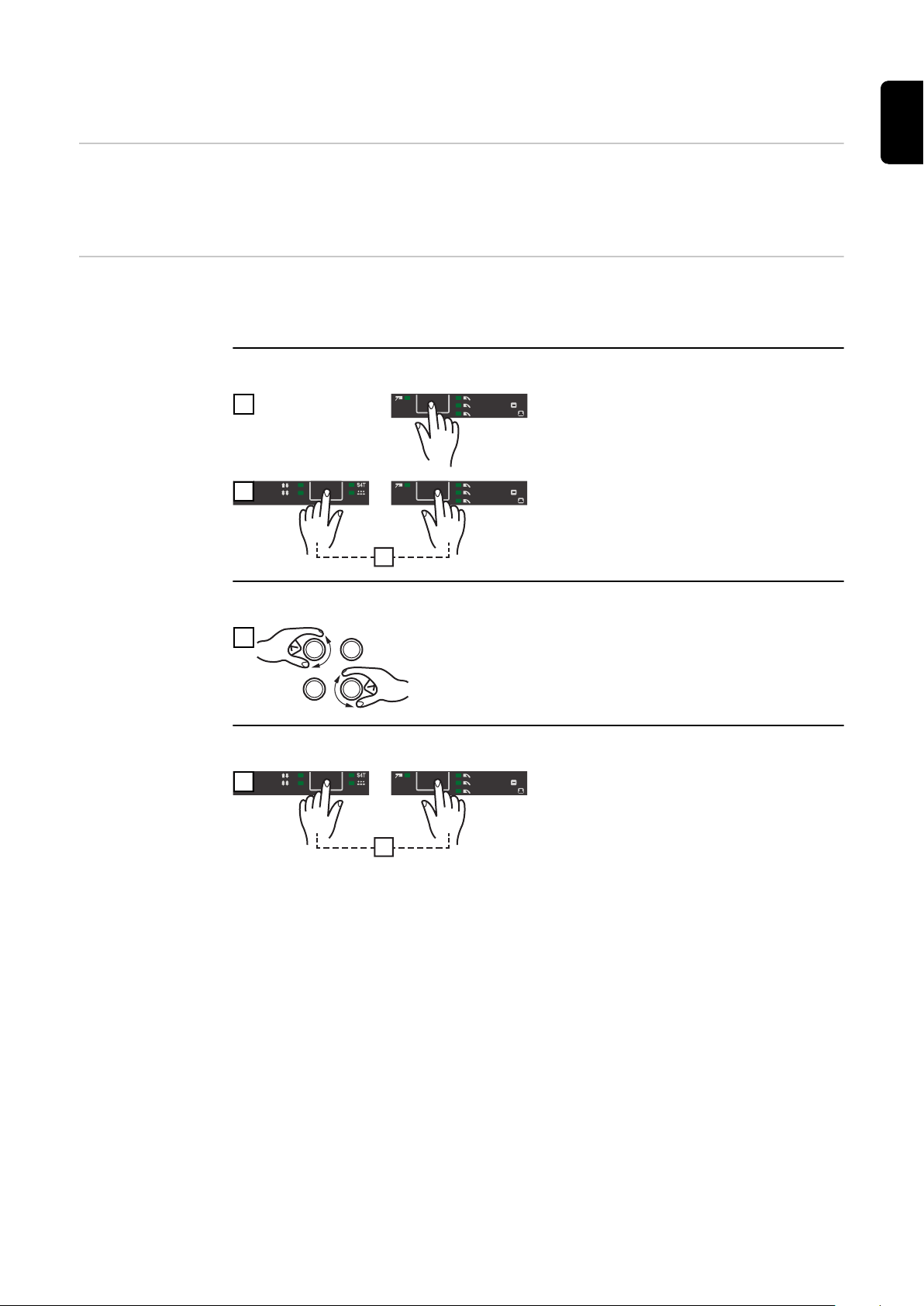
Ayar menüsü
MANUAL
STD SYNERGI C
PULSE SYNER GIC
MANUAL
STD SYNERGI C
PULSE SYNER GIC
2T
4T
+
+
MANUAL
STD SYNERGI C
PULSE SYNER GIC
2T
4T
+
+
Genel bilgi Ayar menüsü güç kaynağındaki uzmanlık bilgilerine ve ek fonksiyonlara kolay
erişim sağlar. Ayar menüsünde parametreleri farklı görevlere kolayca uyarlamak
mümkündür.
Kullanım Ayar menüsüne giriş, MIG/MAG standart sinerjik kaynak yöntemi üzerinden açıkl-
anmıştır.
Diğer kaynak yöntemlerinde giriş aynı şekildedir.
Ayar menüsüne girme
TR
1
2
Parametre değiştirme
1
Ayar menüsünden çıkma
1
Kaynak yöntemi tuşu vasıtasıyla
“MIG/MAG standart sinerjik kaynağı”
kaynak yöntemini seçin
Kumanda paneli şimdi “MIG/MAG standart sinerjik kaynağı” kaynak yönte-
minin ayar menüsünde bulunuyor - son
seçilen ayar parametresi görüntülenir.
Soldaki ayar düğmesini kullanarak iste-
diğiniz ayar parametresini seçin
Sağdaki ayar düğmesi vasıtasıyla ayar
parametresinin değerini değiştirin
97
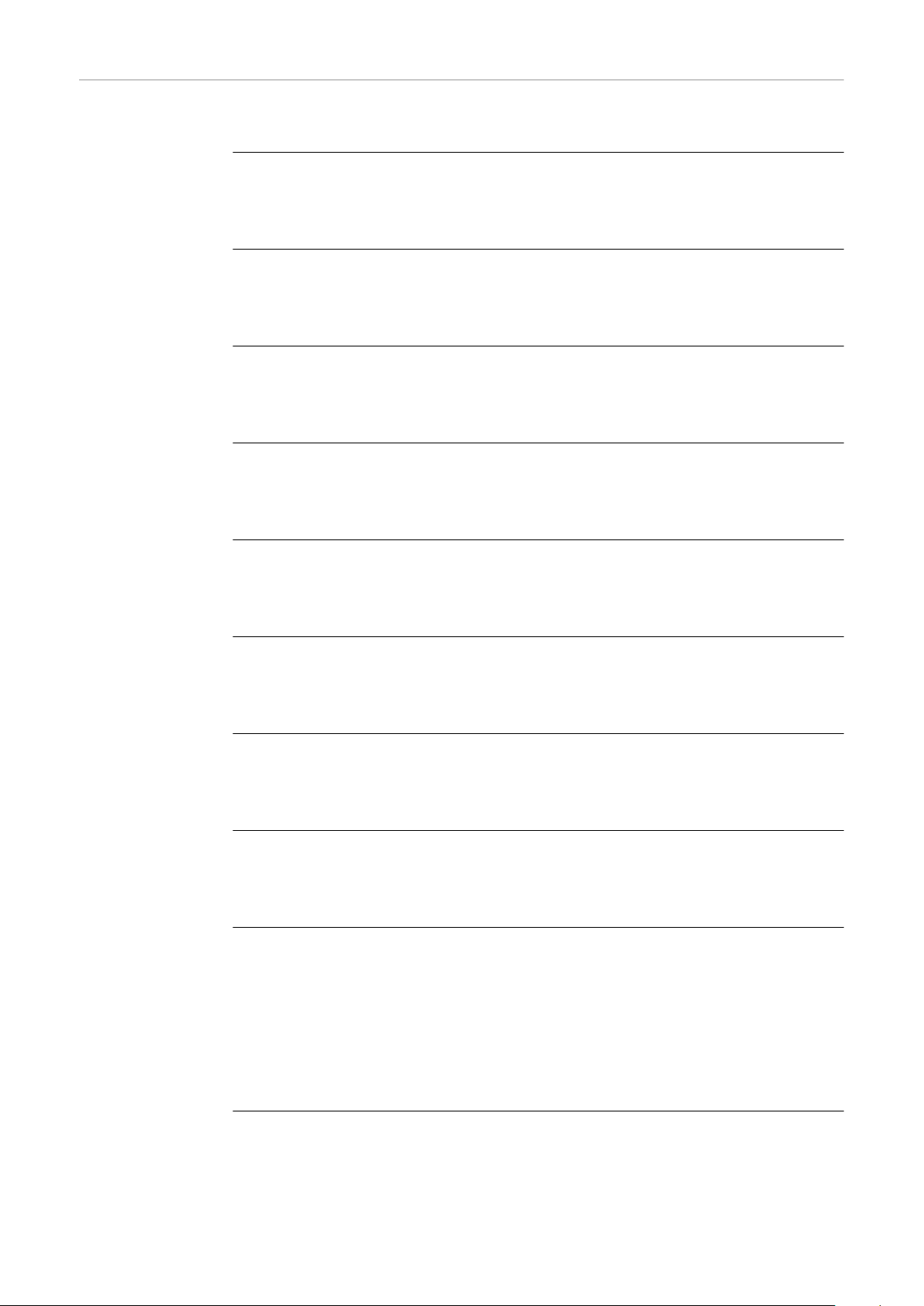
MIG/MAG sinerjik kaynağı için
ayar parametresi
“min.” ve “maks.” bilgileri, akım kaynağına, kaynak programına vb. göre farklı olan
ayarlama bölgelerinde kullanılır.
GPr Gaz ön akış süresi
Birim: s
Ayarlama aralığı: 0 - 9,9
Fabrika ayarı: 0,1
GPo Son gaz akışı süresi
Birim: s
Ayarlama aralığı: 0 - 9,9
Fabrika ayarı: 0,5
SL Eğim (özel 2 tetik ve özel 4 tetik için)
Birim: s
Ayarlama aralığı: 0 - 9,9
Fabrika ayarı: 0,1
I-S Start akımı (özel 2 tetik ve özel 4 tetik için)
Birim: (kaynak akımının) %
Ayarlama aralığı: 0 - 200
Fabrika ayarı: 100
I-E Son akım (özel 2 tetik ve özel 4 tetik için)
Birim: (kaynak akımının) %
Ayarlama aralığı: 0 - 200
Fabrika ayarı: 50
t-S Start akımı süresi (sadece özel 2 tetik için)
Birim: s
Ayarlama aralığı: 0,0 - 9,9
Fabrika ayarı: 0,0
t-E Son akım süresi (sadece özel 2 tetik için)
Birim: s
Ayarlama aralığı: 0,0 - 9,9
Fabrika ayarı: 0,0
Fdi Tel sürme hızı
Birim: m/dak (ipm.)
Ayarlama aralığı: 1 - maks. (39.37 - maks.)
Fabrika ayarı: 10 (393.7)
bbc Geri yanma efekti
Kaynak sonunda tel geri çekmeden dolayı geri yanma efekti
Kaynak akımı kapatıldıktan sonra, kaynak teli 7,5 m/dak ile ayarlanan bbc
değeri süresi boyunca geri çekilir.
Birim: s
Ayarlama aralığı: 0 - 0,2
Fabrika ayarı: 0
98
Ito Emniyet sigortasına kadar tel boyu
Birim: mm (in.)
Ayarlama aralığı: OFF, 5 - 100 (OFF, 0.2 - 3.94)
Fabrika ayarı: OFF

NOT!
Ito fonksiyonu (Emniyet kapamasına kadar tel uzunluğu) bir güvenlik fonksiyonudur.
Özellikle yüksek tel sürme hızlarında emniyet kapamasına kadar sürülen tel uzunluğu ayarlanan tel uzunluğundan farklı olabilir.
SPt Puntalama süresi/Aralıklı kaynak süresi
Birim: s
Ayarlama aralığı: 0,3 - 5
Fabrika ayarı: 1
SPb Aralık mola süresi
Birim: s
Ayarlama aralığı: OFF, 0,3 - 10 (0,1 s adımlarla)
Fabrika ayarı: OFF
ÖNEMLİ! Punta kaynağı için SPb = OFF (Kapalı) ayarlanmalıdır!
Int Aralık
yalnızca SPb için bir değer ayarlanmış olduğunda görüntülenir
Birim: Ayarlama aralığı: 2T (2 tetik), 4T (4 tetik)
Fabrika ayarı: 2T (2 tetik)
TR
F SynchroPuls için frekans
Birim: Hz
Ayarlama aralığı: OFF, 0,5 - 5
Fabrika ayarı: OFF
dFd Tel sürme kaldırma mesafesi
SynchroPuls opsiyonu için kaynak gücü ofseti
Birim: m/dak (ipm.)
Ayarlama aralığı: 0 - 3 (0 - 118,1)
Fabrika ayarı: 2 (78,7)
AL2 Üst SynchroPuls çalışma noktası için ark uzunluğu düzeltmesi
Birim: (kaynak gücünün) %
Ayarlama aralığı: -30 - +30
Fabrika ayarı: 0
FAC Akım kaynağının sıfırlanması
Sevkiyat durumunu geri yüklemek için parametre seçimi tuşlarından birine
2 s basılı tutun
- dijital göstergede “PrG” görüntülenir, akım kaynağı sıfırlanır
ÖNEMLİ! Akım kaynağı sıfırlanırsa, ayar menüsündeki tüm kişisel ayarlar
kaybedilir.
Hafıza tuşları kullanılarak kaydedilen çalışma noktaları, akım kaynağı sıfırl-
andığında kayıtlı kalır. Ayar menüsünün ikinci seviyesindeki (2.) fonksiyonlar
da silinmez. İstisna: Ateşleme zaman aşımı (ito) parametresi.
2. ayar menüsünün ikinci seviyesi (bkz. “Ayar Menüsü - Seviye 2” bölümü)
99

MIG/MAG standart manuel kaynak için ayar par-
ametresi
“min.” ve “maks.” bilgileri, akım kaynağına, kaynak programına vb. göre farklı olan
ayarlama bölgelerinde kullanılır.
GPr Gaz ön akış süresi
Birim: s
Ayarlama aralığı: 0 - 9,9
Fabrika ayarı: 0,1
GPo Son gaz akışı süresi
Birim: s
Ayarlama aralığı: 0 - 9,9
Fabrika ayarı: 0,5
Fdi Tel sürme hızı
Birim: m/dak (ipm.)
Ayarlama aralığı: 1 - maks. (39.37 - maks.)
Fabrika ayarı: 10 (393.7)
bbc Geri yanma efekti
Kaynak teli beslemesi durdurduktan sonra kaynak akımının gecikmeli kapatılmasından kaynaklanan geri yanma efekti. Kaynak teli üzerinde bir küre
oluşur.
Birim: s
Ayarlama aralığı: AUt, 0 - 0,3
Fabrika ayarı: AUt
IGC Ateşleme akımı
Birim: A
Ayarlama aralığı: 100 - 650
Fabrika ayarı: 500
Ito Emniyet sigortasına kadar tel boyu
Birim: mm (in.)
Ayarlama aralığı: OFF, 5 - 100 (OFF, 0.2 - 3.94)
Fabrika ayarı: OFF
NOT!
Ito fonksiyonu (Emniyet kapamasına kadar tel uzunluğu) bir güvenlik fonksiyonudur.
Özellikle yüksek tel sürme hızlarında emniyet kapamasına kadar sürülen tel uzunluğu ayarlanan tel uzunluğundan farklı olabilir.
SPt Puntalama süresi/Aralıklı kaynak süresi
Birim: s
Ayarlama aralığı: 0,3 - 5
Fabrika ayarı: 0,3
SPb Aralık mola süresi
Birim: s
Ayarlama aralığı: OFF, 0,3 - 10 (0,1 s adımlarla)
Fabrika ayarı: OFF
100
Int Aralık
yalnızca SPb için bir değer ayarlanmış olduğunda görüntülenir
 Loading...
Loading...