

Page 1
Operating
instructions
TransSteel 3000c Pulse
Návod k obsluze
CS
42,0426,0354,CS 007-04052022
Page 2

Page 3
Obsah
Bezpečnostní předpisy 7
Vysvětlení bezpečnostních pokynů 7
Všeobecné informace 7
Předpisové použití 8
Okolní podmínky 8
Povinnosti provozovatele 8
Povinnosti pracovníků 8
Síťové připojení 9
Vlastní ochrana a ochrana jiných osob 9
Nebezpečí vznikající působením škodlivých par a plynů 10
Nebezpečí představované odletujícími jiskrami 10
Nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu 11
Bludné svařovací proudy 12
Klasifikace přístrojů podle EMC 12
Opatření EMC 12
Opatření EMF 13
Místa, kde hrozí zvláštní nebezpečí 13
Požadavky na ochranný plyn 14
Nebezpečí související s lahvemi s ochranným plynem 14
Nebezpečí ohrožení unikajícím ochranným plynem 15
Bezpečnostní opatření v místě instalace a při přepravě 15
Bezpečnostní předpisy v normálním provozu 16
Uvedení do provozu, údržba a opravy 16
Bezpečnostní přezkoušení 17
Likvidace odpadu 17
Bezpečnostní označení 17
Zálohování dat 18
Autorské právo 18
CS
Všeobecné informace 19
Všeobecné informace 21
Koncepce přístroje 21
Princip funkce 21
Oblasti použití 21
Varovná upozornění na přístroji 22
Popis varování umístěných na přístroji 23
Svařovací postup, procesy a svařovací charakteristiky pro svařování MIG/MAG 25
Všeobecné informace 25
Stručný popis standardního synergického svařování MIG/MAG 25
Stručný popis pulzního synergického svařování MIG/MAG 25
Stručný popis svařování SynchroPuls 25
Systémové komponenty 26
Všeobecné informace 26
Bezpečnost 26
Přehled 26
Ovládací prvky a přípojky 27
Ovládací panel 29
Všeobecné informace 29
Bezpečnost 29
Ovládací panel 30
Servisní parametry 35
Uzamčení tlačítek 36
Přípojky, přepínače a mechanické součásti 37
Přední a zadní strana 37
Boční pohled 38
Instalace a uvedení do provozu 39
3
Page 4
Minimální vybavení pro svařovací práce 41
Všeobecné informace 41
Svařování MIG/MAG chlazené plynem 41
Vodou chlazené svařování MIG/MAG 41
Svařování obalenou elektrodou 41
Svařování TIG DC 41
Před instalací a uvedením do provozu 42
Bezpečnost 42
Předpisové použití přístroje 42
Předpisy pro umístění 42
Síťová přípojka 43
Připojte síťový kabel. 44
Předepsané síťové kabely a odlehčení tahu 44
Bezpečnost 44
Připojení síťového kabelu 44
Montáž odlehčení tahu 45
Montáž odlehčení tahu pro Kanadu/USA 46
Provoz s generátorem 47
Provoz s elektrocentrálou 47
Uvedení do provozu 48
Bezpečnost 48
Všeobecné informace 48
Informace o systémových komponentách 48
Sestavení systémových komponent 49
Vytvoření uzemnění 49
Nasazení/výměna podávacích kladek 50
Nasazení cívky s drátem 51
Nasazení košové cívky 52
Zavedení drátové elektrody 53
Nastavení přítlaku 55
Nastavení brzdy 56
Konstrukce brzdy 56
Při prvním uvedení do provozu nastavte datum a čas 57
Svařování MIG/MAG 59
Omezení na hranici výkonu 61
Bezpečnostní funkce 61
Provozní režimy MIG/MAG 62
Všeobecné informace 62
Symboly a vysvětlivky 62
Režim 2takt 63
Režim 4takt 63
Režim speciální 2takt 64
Režim speciální 4takt 64
Bodové svařování 65
Intervalové svařování – 2takt 65
Intervalové svařování – 4takt 66
Svařování MIG/MAG 67
Bezpečnost 67
Příprava 67
Přehled 67
Synergické svařování MIG/MAG 68
Synergické svařování MIG/MAG 68
Korekce během svařování 70
Svařování SynchroPuls 70
Standardní ruční svařování MIG/MAG 72
Všeobecné informace 72
Dostupné parametry 72
Standardní ruční svařování MIG/MAG 72
Korekce během svařování 73
Bodové svařování a intervalové svařování 74
4
Page 5
Všeobecné informace 74
Bodové svařování 74
Intervalové svařování 75
Režim EasyJob 77
Všeobecné informace 77
Uložení pracovních bodů EasyJob 77
Vyvolání pracovních bodů EasyJob 77
Smazání pracovních bodů EasyJob 77
Vyvolání pracovních bodů EasyJob na svařovacím hořáku Up/Down 78
Svařování TIG 79
Svařování TIG 81
Bezpečnost 81
Příprava 81
Svařování TIG 82
Zapálení oblouku 83
Ukončení svařování 83
Pulzní svařování 84
Možnosti použití 84
Princip funkce 84
Aktivace pulzního svařování 85
Svařování obalenou elektrodou 87
Svařování obalenou elektrodou 89
Bezpečnost 89
Příprava 89
Svařování obalenou elektrodou 90
Korekce během svařování 90
Funkce HotStart 92
Funkce Anti-Stick 92
CS
Easy Documentation 93
Všeobecné informace 95
Všeobecné informace 95
Dokumentovaná svařovací data 95
Nový soubor CSV 96
Sestava PDF / signatura Fronius 96
Aktivace/deaktivace funkce Easy Documentation 97
Aktivace funkce Easy Documentation 97
Nastavení data a času 97
Deaktivace funkce Easy Documentation 98
Nastavení Setup 99
Nabídka Setup 101
Všeobecné informace 101
Ovládání 101
Parametry Setup pro synergické svařování MIG/MAG 102
Parametr Setup pro standardní ruční svařování MIG/MAG 104
Parametr Setup pro svařování obalenou elektrodou 105
Parametry pro svařování TIG 106
Nabídka Setup - 2. úroveň 108
Omezení 108
Ovládání (nabídka Setup – 2. úroveň) 108
Parametry pro synergické svařování MIG/MAG v nabídce Setup - 2. úroveň 109
Parametry pro standardní ruční svařování MIG/MAG v nabídce Setup – 2. úroveň 111
Parametry pro svařování obalenou elektrodou v nabídce Setup - 2. úroveň 113
Parametry pro svařování TIG (nabídka Setup - 2. úroveň) 113
Zjištění velikosti odporu svařovacího obvodu (r) 115
Všeobecné informace 115
Zjištění odporu svařovacího obvodu (svařování MIG/MAG) 115
5
Page 6
Zjištění odporu svařovacího obvodu (svařování obalenou elektrodou) 116
Dotaz na indukčnost svařovacího obvodu L 117
Všeobecné informace 117
Zjištění indukčnosti svařovacího obvodu. 117
Správné uložení hadicového vedení 117
Odstraňování závad a údržba 119
Diagnostika a odstraňování závad 121
Všeobecné informace 121
Bezpečnost 121
Zobrazované servisní kódy 121
Zobrazované servisní kódy se spojení s rozšířenou výbavou Easy Documentation 126
Péče, údržba a likvidace odpadu 127
Všeobecné informace 127
Bezpečnost 127
Při každém uvedení do provozu 127
V případě potřeby 127
Každé 2 měsíce 127
Každých 6 měsíců 128
Likvidace odpadu 128
Příloha 129
Průměrné hodnoty spotřeby při svařování 131
Průměrná spotřeba drátové elektrody při svařování MIG/MAG 131
Průměrná spotřeba ochranného plynu při svařování MIG/MAG 131
Průměrná spotřeba ochranného plynu při svařování TIG 131
Technické údaje 132
Přehled s kritickými surovinami, rok výroby zařízení 132
Zvláštní napětí 132
Vysvětlení pojmu dovolené zatížení 132
TSt 3000c Pulse TSt 3000c Pulse nc 134
Tabulky svařovacích programů 136
Nálepka svařovacích programů na přístroji 136
Tabulky svařovacích programů TSt 3000c Pulse 137
Tabulky svařovacích programů TSt 3000c Pulse – US 139
6
Page 7
Bezpečnostní předpisy
CS
Vysvětlení bezpečnostních pokynů
NEBEZPEČÍ!
Označuje bezprostředně hrozící nebezpečí,
které by mělo za následek smrt nebo velmi těžká zranění, pokud by nebylo
▶
odstraněno.
VAROVÁNÍ!
Označuje případnou nebezpečnou situaci,
která by mohla mít za následek smrt nebo velmi těžká zranění, pokud by ne-
▶
byla odstraněna.
POZOR!
Označuje případnou závažnou situaci,
která by mohla mít za následek drobná poranění nebo lehká zranění a mate-
▶
riální škody, pokud by nebyla odstraněna.
UPOZORNĚNĹ!
Upozorňuje na možné ohrožení kvality pracovních výsledků a na případné
poškození zařízení.
Všeobecné informace
Přístroj je vyroben podle současného stavu techniky a v souladu s uznávanými
bezpečnostně technickými předpisy. Přesto hrozí při neodborné obsluze nebo
chybném používání nebezpečí, které se týká:
ohrožení zdraví a života obsluhy nebo dalších osob,
-
poškození přístroje a jiného majetku provozovatele,
-
zhoršení efektivnosti práce s přístrojem.
-
Všechny osoby, které instalují, obsluhují, ošetřují a udržují přístroj, musí
mít odpovídající kvalifikaci,
-
mít znalosti ze svařování a
-
v plném rozsahu přečíst a pečlivě dodržovat tento návod k obsluze.
-
Návod k obsluze přechovávejte vždy na místě, kde se s přístrojem pracuje. Kromě
tohoto návodu k obsluze je nezbytné dodržovat příslušné všeobecně platné
i místní předpisy týkající se předcházení úrazům a ochrany životního prostředí.
Všechny popisy na přístroji, které se týkají bezpečnosti provozu, je třeba:
udržovat v čitelném stavu,
-
nepoškozovat,
-
neodstraňovat,
-
nezakrývat, nepřelepovat ani nezabarvovat.
-
Umístění bezpečnostních upozornění na přístroji najdete v kapitole „Všeobecné
informace“ návodu k obsluze vašeho přístroje.
Jakékoli závady, které by mohly narušit bezpečný provoz přístroje, musí být před
jeho zapnutím odstraněny.
Jde o vaši bezpečnost!
7
Page 8

Předpisové
použití
Přístroj je dovoleno používat pouze pro práce odpovídající jeho určení.
Přístroj je určen výlučně pro svařovací postupy uvedené na výkonovém štítku.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za
takto vzniklé škody výrobce neručí.
K předpisovému používání přístroje patří rovněž
kompletní přečtení a dodržování pokynů obsažených v tomto návodu k obslu-
-
ze,
kompletní přečtení a dodržování bezpečnostních a varovných pokynů,
-
provádění pravidelných inspekčních a údržbářských prací.
-
Přístroj nikdy nepoužívejte k následujícím činnostem:
rozmrazování potrubí,
-
nabíjení baterií/akumulátorů,
-
startování motorů.
-
Přístroj je určen pro použití v průmyslu a v komerční oblasti. Výrobce nepřebírá
odpovědnost za škody vzniklé v důsledku používání přístroje v obytných oblastech.
Výrobce rovněž nepřebírá odpovědnost za nedostatečné či chybné pracovní
výsledky.
Okolní podmínky Provozování nebo uložení přístroje v podmínkách, které vybočují z dále uvedených
mezí, se považuje za nepředpisové. Za takto vzniklé škody výrobce neručí.
Teplotní rozmezí okolního vzduchu:
při provozu: -10 °C až +40 °C (14 °F až 104 °F)
-
při přepravě a skladování: -20 °C až +55 °C (-4 °F až 131 °F)
-
Relativní vlhkost vzduchu:
do 50 % při 40 °C (104 °F)
-
do 90 % při 20 °C (68 °F)
-
Okolní vzduch: nesmí obsahovat prach, kyseliny, korozivní plyny či látky apod.
nadmořská výška: do 2000 m (6561 ft. 8.16 in.)
Povinnosti provozovatele
Provozovatel se zavazuje, že s přístrojem budou pracovat pouze osoby, které
jsou seznámeny se základními předpisy týkajícími se pracovní bezpečnosti a
-
předcházení úrazům a jsou zaškoleny v zacházení s přístrojem,
přečetly tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“, po-
-
rozuměly všemu a stvrdily toto svým podpisem,
jsou vyškoleny v souladu s požadavky na výsledky práce.
-
V pravidelných intervalech je třeba ověřovat, zda pracovní činnost personálu odpovídá zásadám bezpečnosti práce.
Povinnosti pracovníků
8
Všechny osoby, které jsou pověřeny pracovat s tímto přístrojem, jsou povinny před
zahájením práce
dodržet všechny základní předpisy o bezpečnosti práce a předcházení
-
úrazům,
přečíst si tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“ a
-
stvrdit svým podpisem, že všemu náležitě porozuměly a že budou pokyny dodržovat.
Page 9
Před opuštěním pracoviště je zapotřebí učinit taková opatření, aby nedošlo v
nepřítomnosti pověřeného pracovníka k újmě na zdraví ani k věcným škodám.
Síťové připojení Vysoce výkonné přístroje mohou na základě vlastního odběru proudu ovlivnit kva-
litu energie v síti.
Dopad na některé typy přístrojů se může projevit:
omezením přípojek
-
-
požadavky ohledně maximální přípustné síťové impedance
-
požadavky ohledně minimálního potřebného zkratového výkonu
*)
vždy na rozhraní s veřejnou elektrickou sítí
*)
*)
viz Technické údaje
V tomto případě se provozovatel nebo uživatel přístroje musí ujistit, zda přístroj
smí být připojen, případně může problém konzultovat s dodavatelem energie.
DŮLEŽITÉ! Dbejte na bezpečné uzemnění síťového připojení!
CS
Vlastní ochrana
a ochrana jiných
osob
Manipulaci s přístrojem doprovází řada bezpečnostních rizik, např.:
odletující jiskry, poletující horké kovové díly
-
poranění očí a pokožky zářením oblouku
-
škodlivá elektromagnetická pole, která mohou představovat nebezpečí pro
-
osoby s kardiostimulátory
nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu
-
zvýšená hladina hluku
-
škodlivý svařovací kouř a plyny
-
Při manipulaci s přístrojem používejte vhodný ochranný oděv. Ochranný oděv
musí mít následující vlastnosti:
je nehořlavý
-
dobře izoluje a je suchý
-
zakrývá celé tělo, je nepoškozený a v dobrém stavu
-
zahrnuje ochrannou kuklu
-
kalhoty nemají záložky
-
K ochrannému oděvu pro svářeče patří mimo jiné:
Ochrana očí a obličeje před UV zářením, tepelným sáláním a odletujícími jis-
-
krami vhodným ochranným štítem s předepsaným filtrem.
Předepsané ochranné brýle s bočnicemi, které se nosí pod ochranným štítem.
-
Pevná obuv, která izoluje také ve vlhku.
-
Ochrana rukou vhodnými ochrannými rukavicemi (elektricky izolujícími a
-
chránícími před horkem).
Sluchové chrániče pro snížení hlukové zátěže a jako ochrana před poško-
-
zením sluchu.
V průběhu práce se svařovacím přístrojem nepouštějte do blízkosti svařovacího
procesu jiné osoby, především děti. Pokud se přesto nacházejí v blízkosti další
osoby, je nutno
poučit je o všech nebezpečích (nebezpečí oslnění obloukem, zranění odle-
-
tujícími jiskrami, zdraví nebezpečný svařovací kouř, hluková zátěž, možnost
ohrožení síťovým a svařovacím proudem atd.),
dát jim k dispozici vhodné ochranné prostředky nebo
-
postavit ochranné zástěny, resp. závěsy.
-
9
Page 10

Nebezpečí vznikající působením
škodlivých par a
plynů
Kouř vznikající při svařování obsahuje zdraví škodlivé plyny a výpary.
Svařovací kouř obsahuje látky, které podle monografie 118 Mezinárodní agentury
pro výzkum rakoviny vyvolávají rakovinu.
Používejte bodové a prostorové odsávání.
Pokud je to možné, používejte svařovací hořák s integrovaným odsáváním.
Hlavu udržujte co nejdále od vznikajícího svařovacího kouře a plynů.
Vznikající kouř a škodlivé plyny
nevdechujte
-
odsávejte z pracovní oblasti pomocí vhodných zařízení.
-
Zajistěte dostatečný přívod čerstvého vzduchu. Zajistěte, aby míra provzdušnění
byla vždy alespoň 20 m³/hodinu.
Pokud nedostačuje větrání, použijte svářečskou kuklu s přívodem vzduchu.
V případě nejasností, zda dostačuje výkon odsávání, porovnejte naměřené emisní
hodnoty škodlivin s povolenými mezními hodnotami.
Na míru škodlivosti svařovacího kouře mají vliv mimo jiné následující komponenty:
kovy použité pro svařenec,
-
elektrody,
-
povrchové vrstvy,
-
čisticí, odmašťovací a podobné prostředky
-
a použitý svařovací proces.
-
Nebezpečí představované odletujícími jiskrami
Z tohoto důvodu mějte na zřeteli také bezpečnostní datové listy a údaje výrobce
výše uvedených komponent.
Doporučení pro scénáře expozice a opatření řízení rizik a pro identifikaci pracovních podmínek najdete na webových stránkách European Welding Association
v části Health & Safety (https://european-welding.org).
V blízkosti elektrického oblouku se nesmí vyskytovat vznětlivé výpary (například
páry rozpouštědel).
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo hlavní
přívod plynu.
Odletující jiskry mohou být příčinou požáru a výbuchu.
Nikdy nesvařujte v blízkosti hořlavých materiálů.
Hořlavé materiály musejí být vzdálené od oblouku minimálně 11 metrů (36 ft.
1.07 in.) nebo zakryté prověřeným krytem.
Mějte vždy v pohotovosti vhodný, přezkoušený hasicí přístroj.
Jiskry a horké kovové částečky mohou proniknout do okolí i malými štěrbinami a
otvory. Přijměte proto odpovídající opatření, aby nevzniklo nebezpečí zranění nebo požáru.
10
Nesvařujte v prostorách s nebezpečím požáru nebo výbuchu, dále na uzavřených
zásobnících, sudech nebo potrubních rozvodech, pokud nejsou pro takové práce
připraveny podle příslušných národních a mezinárodních norem.
Na zásobnících, ve kterých se skladovaly či skladují plyny, paliva, minerální oleje
apod., se nesmějí provádět žádné svářečské práce. Zbytky těchto látek představují nebezpečí výbuchu.
Page 11
Nebezpečí představované proudem ze síťového
rozvodu a
svařovacího
okruhu
Úraz elektrickým proudem je životu nebezpečný a může být smrtelný.
Nedotýkejte se částí pod napětím, a to ani uvnitř, ani vně přístroje.
Při svařování MIG/MAG a TIG jsou pod napětím také svařovací drát, cívka s
drátem, podávací kladky a rovněž všechny kovové díly, které jsou ve styku se
svařovacím drátem.
Podavač drátu stavte vždy na dostatečně izolovaný podklad, nebo použijte izolované uchycení podavače drátu.
Zabezpečte vhodnou vlastní ochranu i ochranu jiných osob před uzemňovacím
potenciálem (kostra) dostatečně izolovanou suchou podložkou nebo krytem.
Podložka, popř. kryt musí kompletně pokrývat celou oblast mezi tělem a
uzemňovacím potenciálem.
Všechny kabely a vedení musí být pevné, nepoškozené, izolované a dostatečně dimenzované. Uvolněné spoje, spálené nebo jinak poškozené či poddimenzované
kabely, hadice a další vedení ihned vyměňte.
Před každým použitím zkontrolujte pevné usazení elektrických propojení.
Elektrické kabely s bajonetovým konektorem otočte minimálně o 180° okolo
podélné osy a natáhněte je.
Dbejte na to, aby se vám kabely či vedení neovinuly kolem těla nebo jeho částí.
Manipulace s elektrodou (obalená i wolframová elektroda, svařovací drát aj.):
nikdy neponořujte elektrodu do kapalin za účelem ochlazení,
-
nikdy se jí nedotýkejte, je-li svařovací zdroj zapnutý.
-
CS
Mezi elektrodami dvou svařovacích zdrojů může např. vzniknout rozdíl potenciálů
rovný dvojnásobku napětí svařovacího zdroje naprázdno. Současný dotyk obou
elektrod může být za určitých okolností životu nebezpečný.
U síťového a vlastního přívodního kabelu nechte elektrotechnickým odborníkem v
pravidelných intervalech přezkoušet funkčnost ochranného vodiče.
Přístroje ochranné třídy I vyžadují pro řádný provoz síť s ochranným vodičem a
zásuvný systém s ochranným kontaktem.
Provoz přístroje v síti bez ochranného vodiče a v zásuvce bez ochranného kontaktu je přípustný pouze za dodržení všech národních předpisů o ochranném odpojení.
V opačném případě se jedná o hrubou nedbalost. Za takto vzniklé škody výrobce
neručí.
V případě potřeby zajistěte dostatečné uzemnění svařence pomocí vhodných
prostředků.
Přístroje, které právě nepoužíváte, vypněte.
Při práci ve větší výšce používejte zabezpečovací prostředky proti pádu.
Před zahájením práce na vlastním přístroji jej vypněte a vytáhněte síťovou
zástrčku.
Přístroj zabezpečte proti zapojení síťové zástrčky a proti opětovnému zapnutí
dobře čitelným a srozumitelným varovným štítkem.
Po otevření přístroje:
vybijte všechny součástky, na kterých se hromadí elektrický náboj,
-
přesvědčte se, že všechny součásti přístroje jsou bez napětí.
-
Pokud je nutné provádět práce na vodivých dílech, přizvěte další osobu, která
včas vypne hlavní vypínač.
11
Page 12

Bludné svařovací
proudy
V případě nerespektování níže uvedených upozornění mohou vznikat bludné
svařovací proudy s těmito důsledky:
nebezpečí požáru
-
přehřátí součástek, které jsou ve styku se svařencem
-
zničení ochranných vodičů
-
poškození přístroje a dalších elektrických zařízení
-
Dbejte na pevné připojení přípojné svorky ke svařenci.
Přípojnou svorku upevněte na svařenci co nejblíže ke svařovanému místu.
Přístroj instalujte s dostatečnou izolací od elektricky vodivého okolí, například s
izolací od vodivé podlahy nebo s izolací od vodivých podstavců.
Při používání rozboček, dvouhlavých uchycení apod. dbejte následujících pokynů:
Také elektroda v nepoužívaném svařovacím hořáku / držáku elektrody je pod
napětím. Dbejte proto na dostatečně izolované uložení nepoužívaného
svařovacího hořáku / držáku elektrody.
Při použití automatizovaného postupu MIG/MAG veďte drátovou elektrodu
z bubnu se svařovacím drátem, velké cívky nebo cívky s drátem k podavači drátu,
elektroda musí být izolovaná.
Klasifikace
přístrojů podle
EMC
Opatření EMC Ve zvláštních případech může i přes dodržení normovaných mezních hodnot
Přístroje emisní třídy A:
Jsou určeny pouze pro použití v průmyslových oblastech.
-
V jiných oblastech mohou způsobovat problémy související s vedením a
-
zářením.
Přístroje emisní třídy B:
Splňují emisní požadavky pro obytné a průmyslové oblasti. Toto platí také pro
-
obytné oblasti s přímým odběrem energie z veřejné nízkonapěťové sítě.
Klasifikace přístrojů dle EMC podle výkonového štítku nebo technických údajů.
emisí dojít k ovlivnění ve vyhrazené oblasti použití (například v případě, že jsou v
prostoru umístění citlivé přístroje nebo se v blízkosti nachází rozhlasové a televizní přijímače).
V případě, že se toto rušení vyskytne, je povinností provozovatele přijmout
opatření, která rušení odstraní.
Přezkoušejte a vyhodnoťte odolnost zařízení proti rušení v okolí přístroje podle
národních a mezinárodních předpisů. Příklady citlivých zařízení, která mohou být
přístrojem nepříznivě ovlivněna:
bezpečnostní zařízení
-
síťové rozvody, vedení pro přenos signálů a dat
-
zařízení výpočetní a telekomunikační techniky
-
měřicí a kalibrační zařízení
-
12
Opatření, kterými se zabrání vzniku problémů s elektromagnetickou kompatibilitou:
Síťové napájení
1.
Pokud se i v případě předpisově provedeného síťového připojení vyskytne
-
elektromagnetické rušení, přijměte dodatečná opatření (např. použití
vhodného typu síťového filtru).
Page 13

Svářecí kabely
2.
Používejte co nejkratší.
-
Pokládejte těsně vedle sebe (také kvůli zabránění problémům s EMF).
-
Pokládejte daleko od ostatního vedení.
-
Vyrovnání potenciálu
3.
Uzemnění svařence
4.
Je-li to nutné, vytvořte uzemnění pomocí vhodných kondenzátorů.
-
Odstínění, je-li zapotřebí
5.
Proveďte odstínění ostatních zařízení v okolí.
-
Proveďte odstínění celé svařovací instalace.
-
Opatření EMF Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud
známé:
Negativní účinky na zdraví osob pohybujících se v okolí, například uživatele
-
kardiostimulátorů a naslouchadel.
Uživatelé kardiostimulátorů se musí poradit se svým lékařem, dříve než se
-
začnou zdržovat v bezprostřední blízkosti svařovacího procesu.
Z bezpečnostních důvodů je třeba dodržovat pokud možno co největší
-
vzdálenost mezi svářecími kabely a hlavou nebo tělem svářeče.
Nenoste svářecí kabely a hadicová vedení přes ramena a neomotávejte si je
-
kolem těla.
CS
Místa, kde hrozí
zvláštní nebezpečí
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy,
části oděvu a nářadí. Jedná se např. o tyto části přístroje:
ventilátory
-
ozubená kola
-
kladky
-
hřídele
-
cívky s drátem a svařovací dráty
-
Nesahejte do otáčejících se ozubených kol pohonu drátu ani do jeho rotujících
hnacích součástí.
Kryty a bočnice se smí otevřít či odstranit pouze na dobu trvání údržbářských
prací a oprav.
Během provozu
Zajistěte, aby byly všechny kryty zavřené a všechny bočnice řádně namonto-
-
vané.
Udržujte všechny kryty a bočnice zavřené.
-
Výstup svařovacího drátu ze svařovacího hořáku představuje značné riziko úrazu
(propíchnutí ruky, zranění obličeje, očí apod.).
Držte proto vždy svařovací hořák směrem od těla (přístroje s podavačem drátu) a
používejte vhodné ochranné brýle.
Nedotýkejte se svařence v průběhu svařování ani po jeho ukončení – nebezpečí
popálení.
Z chladnoucích svařenců může odskakovat struska. Proto noste předepsané
ochranné vybavení i při dodatečných pracích na svařenci a zabezpečte dostatečnou ochranu i pro ostatní osoby.
Před započetím práce nechte svařovací hořák a ostatní části zařízení s vysokou
provozní teplotou vychladnout.
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
– dodržujte příslušná národní i mezinárodní ustanovení.
13
Page 14

Svařovací zdroje určené pro práce v prostorách se zvýšeným elektrickým
ohrožením (např. kotle) musí být označeny značkou S (Safety). Vlastní svařovací
zdroj však musí být umístěn mimo tyto prostory.
Vytékající chladicí médium může způsobit opaření. Před odpojením přípojek chladicího okruhu proto vypněte chladicí modul.
Při manipulaci s chladicím médiem respektujte informace uvedené v bezpečnostním datovém listu chladicího média. Bezpečnostní datový list chladicího média
získáte v servisním středisku, příp. na domovské stránce výrobce.
Při přepravě přístrojů jeřábem používejte pouze vhodné závěsné prostředky
dodávané výrobcem.
Řetězy nebo lana zavěste do všech určených závěsných bodů vhodného
-
závěsného prostředku.
Řetězy, příp. lana musejí svírat se svislou rovinou co možná nejmenší úhel.
-
Odmontujte lahev s plynem a podavač drátu (přístroje MIG/MAG a TIG).
-
V případě zavěšení podavače drátu na jeřáb v průběhu svařování používejte vždy
vhodné izolované uchycení podavače drátu (přístroje MIG/MAG a TIG).
Je-li přístroj vybaven nosným popruhem nebo držadlem, jsou popruh nebo
držadlo určeny výhradně pro ruční přenášení. Nosný popruh není vhodný pro
přepravu přístroje pomocí jeřábu, vidlicového zdvižného vozíku anebo podobného
mechanického zdvihacího zařízení.
Požadavky na
ochranný plyn
Všechny vázací prostředky (pásy, spony, řetězy atd.), které se používají v souvislosti s přístrojem nebo jeho součástmi, je zapotřebí pravidelně kontrolovat (např.
kvůli případnému mechanickému poškození, korozi nebo změnám vlivem okolního
prostředí).
Interval a rozsah kontrol musí odpovídat alespoň aktuálně platným národním
normám a směrnicím.
Při použití adaptéru pro připojení ochranného plynu hrozí nebezpečí nepozorovaného úniku ochranného plynu, který je bez barvy a bez zápachu. Před montáží
opatřete závity adaptéru pro připojení ochranného plynu, které budou ve styku se
závity přístroje, odpovídajícím teflonovým těsněním.
Zejména u okružních vedení může znečištěný ochranný plyn způsobit poškození
vybavení a zhoršení kvality svařování.
Ohledně kvality ochranného plynu je nutné splnit následující požadavky:
velikost pevných částic < 40 μm
-
tlakový rosný bod < -20 °C
-
max. obsah oleje < 25 mg/m³
-
V případě potřeby použijte filtry!
Nebezpečí související s lahvemi s
ochranným plynem
14
Lahve s ochranným plynem obsahují stlačený plyn a při poškození mohou vybuchnout. Protože tyto lahve tvoří součást svařovacího vybavení, musí se s nimi zacházet velmi opatrně.
Chraňte tlakové lahve před vysokými teplotami, mechanickými nárazy, struskou,
otevřeným plamenem, jiskrami a elektrickým obloukem.
Tlakové lahve montujte ve svislé poloze a upevněte je podle návodu, aby se nemohly převrhnout.
Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení či jiných
elektrických obvodů.
Page 15
Nikdy nezavěšujte svařovací hořák na tlakovou lahev.
Nebezpečí
ohrožení unikajícím
ochranným plynem
Nikdy se elektrodou nedotýkejte lahve s ochranným plynem.
Nebezpečí výbuchu - nikdy neprovádějte svařovací práce na lahvi s ochranným
plynem, která je pod tlakem.
Používejte vždy předepsaný typ lahví s ochranným plynem a k tomu určené
příslušenství (redukční ventil, hadice a spojky apod.). Používejte pouze bezvadné
lahve s ochranným plynem a příslušenství.
Při otevírání ventilu na lahvi s ochranným plynem odvraťte obličej od vývodu plynu.
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem.
V případě, že lahev není připojená, ponechte na ventilu lahve s ochranným plynem krytku.
Dodržujte údaje výrobce a příslušné národní i mezinárodní předpisy pro tlakové
lahve a jejich příslušenství.
Nebezpečí udušení nekontrolovaně unikajícím ochranným plynem
Ochranný plyn je bez barvy a bez zápachu a při úniku může vytěsňovat kyslík z
okolního vzduchu.
Zajistěte dostatečný přívod čerstvého vzduchu – míra provzdušnění alespoň
-
20 m³/hodinu.
Dodržujte bezpečnostní pokyny a pokyny pro údržbu lahve s ochranným ply-
-
nem nebo hlavního přívodu plynu.
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo
-
hlavní přívod plynu.
Před každým uvedením do provozu zkontrolujte lahev s ochranným plynem
-
nebo hlavní přívod plynu.
CS
Bezpečnostní
opatření v místě
instalace a při
přepravě
Převrácení přístroje může znamenat ohrožení života! Přístroj postavte na rovný a
pevný podklad.
Úhel náklonu maximálně 10° je přípustný.
-
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
dodržujte příslušná národní a mezinárodní ustanovení.
-
Prostřednictvím vnitropodnikových směrnic a kontrol zajistěte, aby bylo okolí
pracoviště stále čisté a přehledné.
Umístění a provoz přístroje musí odpovídat stupni krytí uvedenému na jeho výkonovém štítku.
Přístroj umístěte tak, aby kolem něho byl volný prostor do vzdálenosti 0,5 m (1 ft.
7.69 in.), tím se zajistí volné proudění chladicího vzduchu.
Při přepravě přístroje dbejte na dodržování platných národních a místních
směrnic a předpisů pro předcházení úrazům. To platí zejména pro směrnice, které
zajišťují bezpečnost v oblasti dopravy.
Aktivní přístroje nezvedejte ani nepřepravujte. Přístroje před přepravou nebo
zvednutím vypněte!
15
Page 16
Před každou přepravou přístroje zcela odčerpejte chladicí médium a demontujte
následující součásti:
Rychlost drátu
-
cívku s drátem
-
lahev s ochranným plynem
-
Před opětovným uvedením přístroje do provozu po přepravě bezpodmínečně vizuálně zkontrolujte, zda přístroj není poškozen. Pokud zjistíte jakékoliv poškození,
nechte je před uvedením do provozu odstranit proškolenými servisními pracovníky.
Bezpečnostní
předpisy v
normálním provozu
Používejte přístroj pouze tehdy, jsou-li všechna bezpečnostní zařízení plně
funkční. Pokud tato bezpečnostní zařízení nejsou zcela funkční, existuje nebezpečí
ohrožení zdraví a života obsluhy nebo dalších osob,
-
poškození přístroje a jiného majetku provozovatele.
-
zhoršení efektivnosti práce s přístrojem.
-
Před zapnutím přístroje opravte bezpečnostní zařízení, která nejsou plně funkční.
Bezpečnostní zařízení nikdy neobcházejte ani nevyřazujte z funkce.
Před zapnutím přístroje se přesvědčte, že nemůžete nikoho ohrozit.
Nejméně jednou týdně prohlédněte přístroj, zda nevykazuje vnější viditelná
poškození, a přezkoušejte funkčnost bezpečnostních zařízení.
Lahev s ochranným plynem vždy dobře upevněte a před přepravou jeřábem ji demontujte.
Pro použití v našich přístrojích je z důvodu fyzikálně chemických vlastností (elektrická vodivost, mrazuvzdornost, snášenlivost s ostatními materiály apod.)
vhodné pouze originální chladicí médium výrobce.
Používejte pouze originální chladicí médium výrobce.
Nemíchejte originální chladicí médium výrobce s jinými chladicími médii.
Uvedení do provozu, údržba a
opravy
Ke chladicímu modulu připojujte pouze systémové komponenty výrobce.
Dojde-li při použití jiných systémových komponent nebo chladicí média k jakékoliv škodě, výrobce nepřebírá záruku a všechny ostatní záruční nároky zanikají.
Cooling Liquid FCL 10/20 není vznětlivý. Chladicí médium na bázi ethanolu je za
určitých okolností vznětlivé. Chladicí médium přenášejte pouze v uzavřených originálních nádobách a udržujte mimo dosah zápalných zdrojů.
Po skončení upotřebitelnosti chladicí kapaliny ji odborně zlikvidujte v souladu s
národními a mezinárodními předpisy. Bezpečnostní datový list chladicího média
získáte v servisním středisku, příp. na domovské stránce výrobce.
Před každým započetím svařovacích prací zkontrolujte stav chladicího média.
U dílů pocházejících od cizích výrobců nelze zaručit, že jsou navrženy a vyrobeny
tak, aby vyhověly bezpečnostním a provozním nárokům.
16
Page 17
Používejte pouze originální náhradní a spotřební díly (platí i pro normalizo-
-
vané součásti).
Bez svolení výrobce neprovádějte na přístroji žádné změny, vestavby ani přes-
-
tavby.
Součásti, které vykazují nějakou vadu, ihned vyměňte.
-
V objednávkách uvádějte přesný název, číslo podle seznamu náhradních dílů
-
a sériové číslo přístroje.
Šrouby pláště zajišťují spojení s ochranným vodičem pro uzemnění dílů pláště.
Vždy používejte originální šrouby pláště v odpovídajícím počtu a s uvedeným
krouticím momentem.
CS
Bezpečnostní
přezkoušení
Likvidace odpadu
Výrobce doporučuje nechat provést alespoň jednou za 12 měsíců bezpečnostní
přezkoušení přístroje.
Stejný interval 12 měsíců doporučuje výrobce pro kalibraci svařovacích zdrojů.
Bezpečnostní přezkoušení prováděné oprávněným technikem se doporučuje
po provedené změně,
-
po vestavbě nebo přestavbě,
-
po opravě a údržbě,
-
nejméně jednou za dvanáct měsíců.
-
Při bezpečnostních přezkoušeních respektujte odpovídající národní a mezinárodní
předpisy.
Bližší informace o bezpečnostních přezkoušeních a kalibraci získáte v servisním
středisku, které vám na přání poskytne požadované podklady, normy a směrnice.
Odpadní elektrická a elektronická zařízení musí být sbírána odděleně a
recyklována způsobem šetrným k životnímu prostředí v souladu s evropskou
směrnicí a vnitrostátními právními předpisy. Použité spotřebiče je třeba odevzdat
obchodníkovi nebo prostřednictvím místního autorizovaného systému sběru a likvidace odpadu. Správná likvidace starého přístroje podporuje udržitelnou recyklaci materiálových zdrojů. Nedodržování předpisů může mít negativní dopad na
zdraví a životní prostředí.
Bezpečnostní označení
Obalové materiály
Třídění odpadu. Řiďte se předpisy své obce. Stlačujte kartony, aby se zmenšil jejich objem.
Přístroje s označením CE splňují základní požadavky směrnic pro nízkonapěťovou
a elektromagnetickou kompatibilitu (např. odpovídající výrobkovým normám řady
EN 60 974).
Společnost Fronius International GmbH prohlašuje, že přístroj odpovídá směrnici
2014/53/EU. Úplný text prohlášení o shodě EU je dostupný na internetové adrese: http://www.fronius.com.
Svařovací přístroje s označením CSA splňují požadavky obdobných norem
platných pro USA a Kanadu.
17
Page 18
Zálohování dat Uživatel je odpovědný za zálohování dat při změně nastavení oproti továrnímu na-
stavení přístroje. Výrobce neručí za ztrátu či vymazání vašich uživatelských nastavení uložených v tomto zařízení.
Autorské právo Autorské právo na tento návod k obsluze zůstává výrobci.
Text a vyobrazení odpovídají technickému stavu v době zadání do tisku. Změny vyhrazeny. Obsah tohoto návodu k obsluze nezakládá žádné nároky ze strany kupujícího. Uvítáme jakékoliv návrhy týkající se zlepšení dokumentace a upozornění
na případné chyby v návodu k obsluze.
18
Page 19

Všeobecné informace
19
Page 20

20
Page 21
Všeobecné informace
CS
Koncepce
přístroje
Přístroj je vybaven bezpečnostní funkcí „omezení na hranici výkonu“. Díky tomu je
možný provoz svařovacího zdroje na hranici výkonu, aniž by přitom došlo k omezení bezpečnosti procesu. Podrobnosti naleznete v kapitole „Svařovací režim“.
Princip funkce Centrální řídicí a regulační jednotka svařovacího zdroje je propojena s digitálním
signálním procesorem. Centrální řídicí a regulační jednotka a signální procesor
řídí celý svařovací proces.
Aktuální údaje při svařovacím procesu se průběžně měří a na jakékoliv změny
přístroj ihned reaguje. Řídicí algoritmy zajišťují udržení požadovaných hodnot.
Svařovací zdroj TransSteel (TSt) 3000c
Pulse je plně digitalizovaný, mikroprocesorem řízený invertorový zdroj.
Modulární design a možnost snadného
rozšíření systému zaručují jejich vysokou flexibilitu. Přístroj je dimenzovaný
pro následující svařovací postupy:
Pulzní svařování MIG/MAG
-
Standardní svařování MIG/MAG
-
Svařování TIG
-
Svařování obalenou elektrodou
-
Výsledkem jsou:
precizní svařovací proces,
-
přesná reprodukovatelnost veškerých výsledků,
-
vynikající svařovací vlastnosti.
-
Oblasti použití Přístroj TSt 3000c Pulse je určen k ručnímu použití pro klasické oceli a pozinko-
vané plechy v komerční oblasti a v průmyslu.
Svařovací zdroj je koncipován pro následující odvětví:
výroba strojů a technologických zařízení
-
výroba ocelových konstrukcí
-
výroba zařízení a zásobníků
-
kovové a portálové konstrukce
-
výroba kolejových vozidel
-
kovozpracující průmysl
-
21
Page 22
Varovná upo-
40,0006,3035
inside
zornění na
přístroji
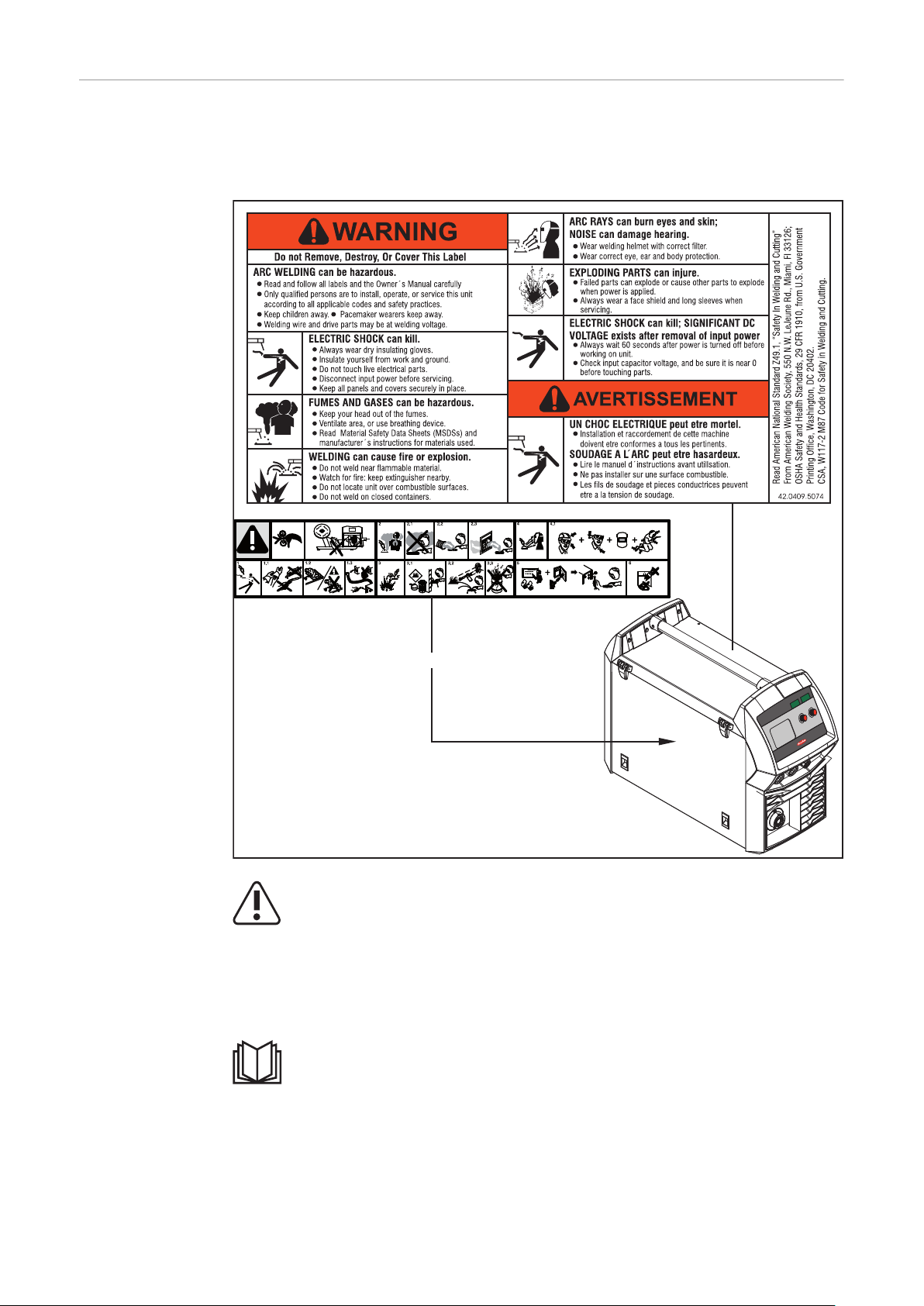
Na svařovacích zdrojích se nachází varovná upozornění a bezpečnostní symboly.
Tato varovná upozornění a bezpečnostní symboly nesmějí být odstraněny ani zabarveny. Upozornění a symboly varují před chybnou obsluhou, jejímž následkem
mohou být závažné škody na zdraví a majetku.
22
Svařování je nebezpečné. Musí být splněny tyto základní předpoklady:
dostatečná kvalifikace pro svařování
-
vhodné ochranné vybavení
-
dodržování odstupu nepovolaných osob
-
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty a
porozumíte jejich obsahu:
tento návod k obsluze
-
všechny návody k obsluze systémových komponent, zejména bezpečnostní
-
předpisy
Page 23

Popis varování
A B
umístěných na
přístroji
U některých provedení přístroje jsou varování umístěna na přístroji.
Uspořádání symbolů se může lišit.
! Varování! Pozor!
Symboly představují možná nebezpečí.
A Podávací kladky mohou způsobit zranění prstů.
B Svařovací drát a díly pohonu jsou během provozu pod svařovacím napětím.
Udržujte mimo jejich dosah ruce a kovové předměty!
CS
1. Úraz elektrickým proudem může být smrtelný.
1.1 Noste suché izolační rukavice. Nedotýkejte se drátové elektrody holýma
rukama. Nenoste vlhké ani poškozené rukavice.
1.2 K ochraně před úrazem elektrickým proudem používejte podložku izolova-
nou od podlahy i pracovní plochy.
1.3 Před zahájením práce na vlastním přístroji jej vypněte a vytáhněte síťovou
zástrčku nebo odpojte napájení.
2. Vdechnutí svařovacích zplodin může být zdraví škodlivé.
2.1 Udržujte hlavu v dostatečné vzdálenosti od vznikajících svařovacích zplo-
din.
23
Page 24
2.2 K odstranění svařovacích zplodin použijte nucené větrání nebo místní
xx,xxxx,xxxx *
odsávání.
2.3 K odstranění svařovacích zplodin použijte ventilátor.
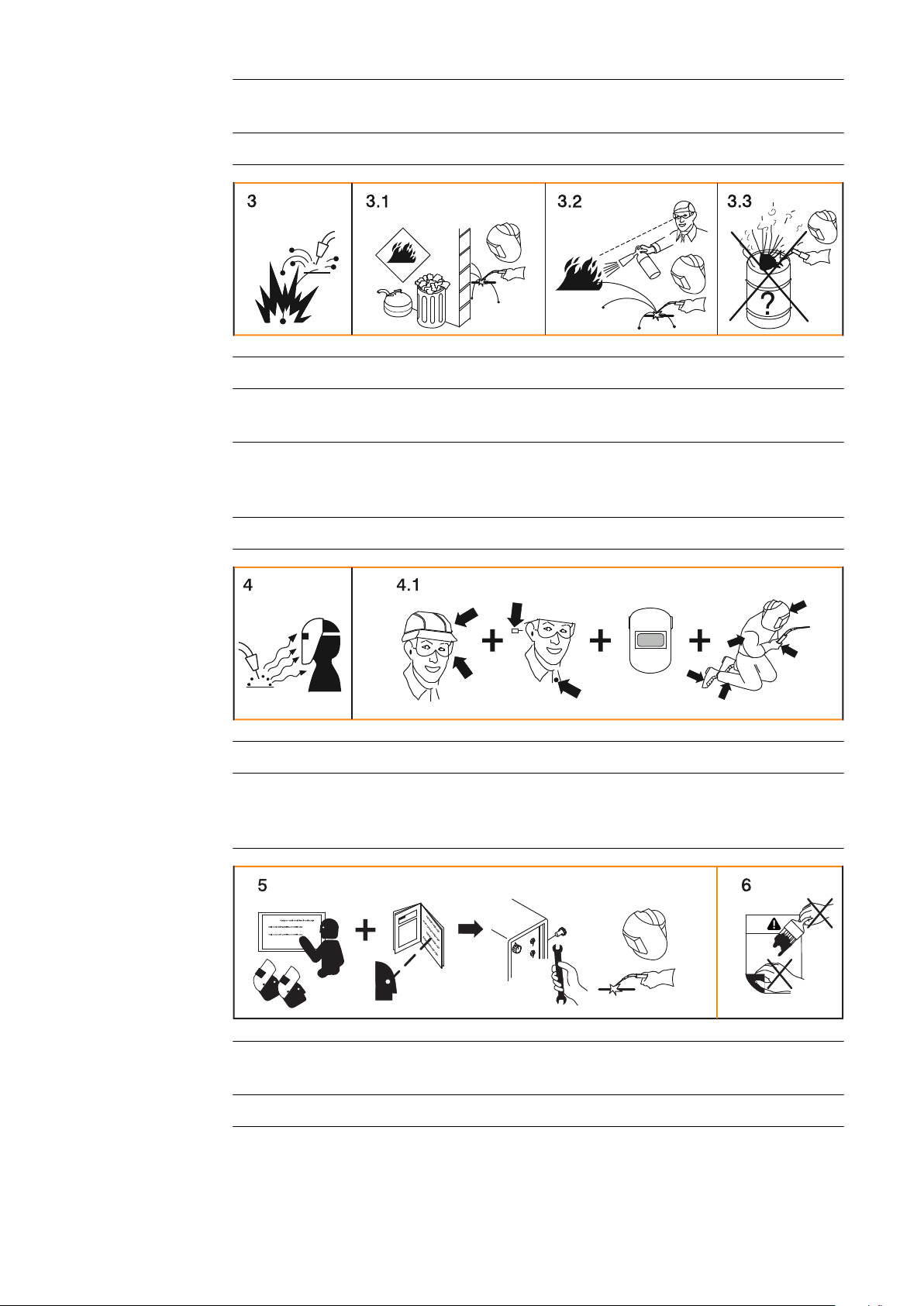
3 Svařovací jiskry mohou způsobit výbuch nebo požár.
3.1 Udržujte hořlavé materiály v dostatečné vzdálenosti od svařovacího proce-
su. Nikdy nesvařujte v blízkosti hořlavých materiálů.
3.2 Svařovací jiskry mohou způsobit požár. Mějte připravený hasicí přístroj.
Případně mějte k dispozici osobu provádějící dozor, která dokáže ovládat
hasicí přístroj.
3.3 Nesvařujte na sudech ani na uzavřených nádobách.
4. Paprsky oblouku mohou spálit oči a poranit pokožku.
4.1 Noste pokrývku hlavy a ochranné brýle. Použijte ochranu sluchu a košili
s límečkem na knoflík. Použijte svářečskou kuklu se správným tónováním.
Na celém těle noste určený ochranný oděv.
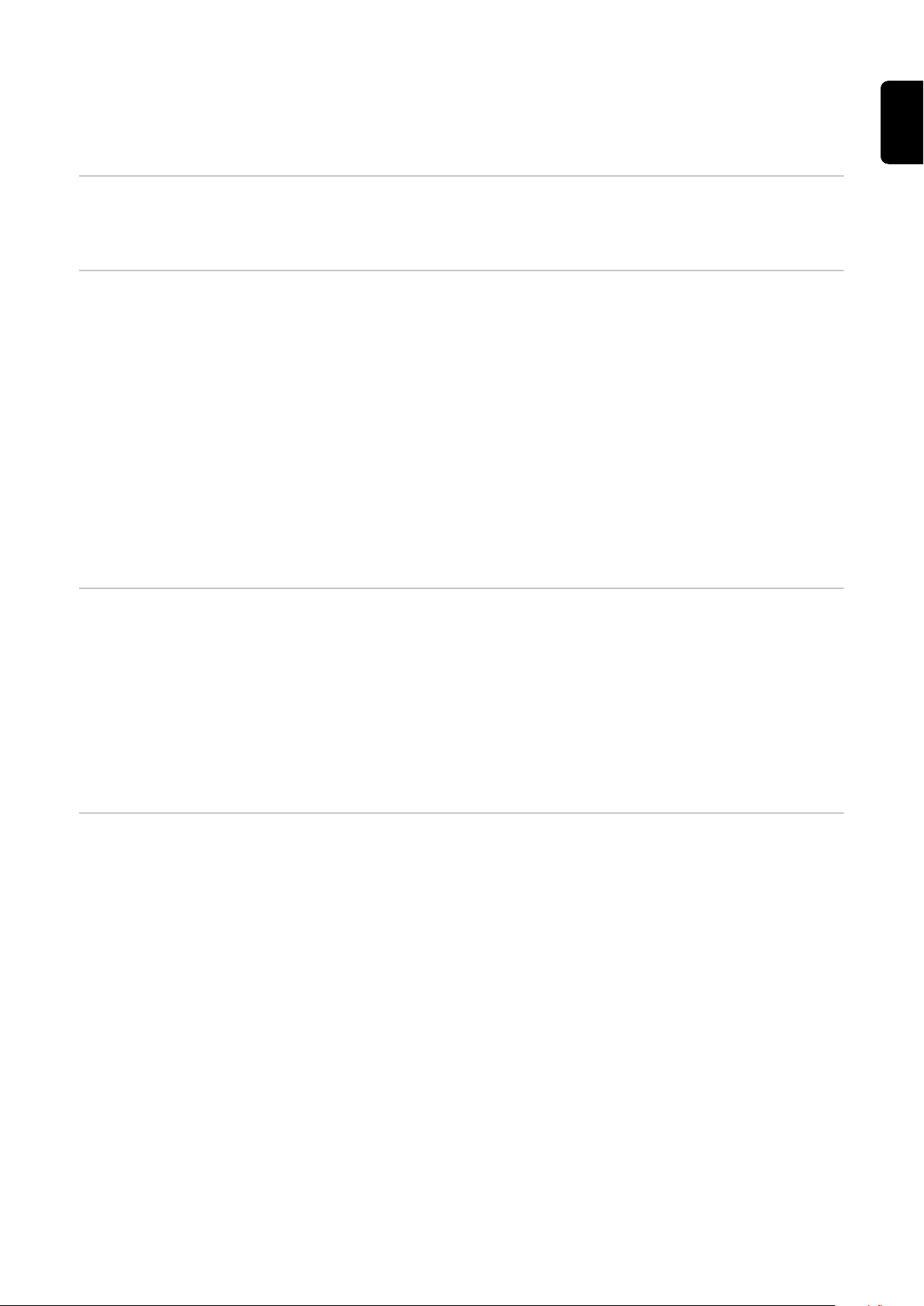
5. Před prací na stroji nebo před svařováním:
absolvujte školení pro dané zařízení a přečtěte si pokyny!
6. Samolepku s varováními neodstraňujte ani nezakrývejte barvou.
* Objednací číslo samolepky od výrobce
24
Page 25
Svařovací postup, procesy a svařovací charakteristiky pro svařování MIG/MAG
Všeobecné informace
Stručný popis
standardního synergického
svařování
MIG/MAG
Aby bylo možné efektivně zpracovávat nejrůznější materiály, jsou u svařovacího
zdroje k dispozici různé svařovací postupy, procesy a svařovací charakteristiky.
Standardní synergické svařování MIG/MAG
Standardní synergické svařování MIG/MAG je svařovací proces MIG/MAG přes
celý rozsah výkonu svařovacího zdroje s následujícími typy oblouku:
Zkratový oblouk
Přechod kapky probíhá ve zkratu ve spodní části rozsahu výkonu.
Přechodový oblouk
Na konci drátové elektrody se kapka zvětšuje a ve střední části rozsahu výkonu je
ještě ve zkratu předána.
Sprchový oblouk
V horní části rozsahu výkonu dochází k bezzkratovému přechodu materiálu.
CS
Stručný popis
pulzního synergického
svařování
MIG/MAG
Stručný popis
svařování SynchroPuls
Pulzní synergické svařování MIG/MAG
Pulzní synergické svařování MIG/MAG je proces využívající pulzní oblouk, s
řízeným přechodem mezi materiály.
Ve fázi základního proudu se přitom sníží přívod proudu natolik, že oblouk ještě
stabilně hoří a povrch svařence se předehřívá. Ve fázi pulzního proudu zajišťuje
přesně dávkovaný proudový pulz cílené uvolnění kapky svařovaného materiálu.
Tento princip je zárukou téměř bezrozstřikového svařování a přesné práce v
celém rozsahu výkonu.
Svařování SynchroPuls je k dispozici pro všechny standardní synergické a pulzní
synergické procesy.
Cyklickou změnou svařovacího výkonu mezi dvěma pracovními body se pomocí
svařování SynchroPuls dosáhne šupinatého vzhledu svaru a nesouvislého vnosu
tepla.
25
Page 26

Systémové komponenty
(1)
(2)
(3)
(4)
(5)
(6)
(7)
Všeobecné informace
Bezpečnost
Přehled
Svařovací zdroje mohou být používány s různými systémovými komponentami a
příslušenstvím. Podle oblasti použití zdroje mohou být optimalizovány průběhy
svařování a zjednodušena údržba a obsluha.
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
(1) Svařovací hořák MIG/MAG
(2) Stabilizace držáku plynových lahví
(3) Svařovací zdroj
(4) Chladicí modul
(5) Podvozek s držákem plynových lahví
(6) Zemnicí kabel a kabel elektrody
(7) Svařovací hořák TIG
26
Page 27

Ovládací prvky a přípojky
27
Page 28

28
Page 29

Ovládací panel
CS
Všeobecné informace
Bezpečnost
Ovládací panel je sestaven logicky podle jednotlivých funkcí. Jednotlivé parametry nutné pro svařování je možné
zvolit pomocí tlačítek,
-
změnit pomocí tlačítek nebo zadávacího kolečka,
-
zobrazit během svařování na digitálním displeji.
-
V důsledku působení synergické funkce se při změně jednoho parametru změní
také všechny ostatní.
UPOZORNĚNĹ!
Na základě aktualizace softwaru vašeho přístroje mohou být na přístroji k dispozici funkce, které nejsou v tomto návodu k obsluze popsány, a naopak.
Některá vyobrazení ovládacích prvků se mohou mírně lišit od prvků na vašem
přístroji. Funkce těchto ovládacích prvků je však totožná.
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
29
Page 30

Ovládací panel
(1)
(2)
(3)
(4)
(5)
(6)(7)
(14)(13) (17)
(12)
(11)
(10) (8)
(9)
(15)(16)
Č. Funkce
(1) Pravé tlačítko volby parametru
a) k volbě následujících parametrů
Korekce délky oblouku
pro korekci délky oblouku
Svařovací napětí ve V *)
Před začátkem svařování se automaticky zobrazí směrná hodnota vyplývající z naprogramovaných parametrů. Během svařovacího postupu se
zobrazuje aktuální hodnota.
30
Page 31

Korekce pulzu/dynamiky
pro plynulou korekci energie uvolnění kapky u pulzního synergického
svařování MIG/MAG
- ... menší síla uvolnění kapky
0 ... střední síla uvolnění kapky
+ ... zvýšená síla uvolnění kapky
pro ovlivnění zkratové dynamiky v okamžiku přechodu kapky u standardního synergického svařování MIG/MAG, standardního ručního
svařování MIG/MAG a svařování obalenou elektrodou
- ... tvrdší a stabilnější oblouk
0 ... střední oblouk
+ ... měkký oblouk s minimálním rozstřikem
b) ke změně parametrů v nabídce Setup
(2) Levé tlačítko volby parametru
a) k volbě následujících parametrů
CS
Tloušťka plechu
Tloušťka plechu v mm nebo in.
Pokud například není znám vhodný svařovací proud, postačí zadat tloušťku
plechu a požadovaný svařovací proud a další parametry označené *) se nastaví automaticky.
Svařovací proud *)
Svařovací proud v A
Před začátkem svařování se automaticky zobrazí směrná hodnota vyplývající z naprogramovaných parametrů. Během svařovacího postupu se
zobrazuje aktuální hodnota.
Rychlost drátu
*)
Rychlost drátu v m/min nebo ipm.
b) ke změně parametrů v nabídce Setup
(3) Pravé zadávací kolečko
ke změně parametrů korekce délky oblouku, svařovacího napětí a dynamiky
31
Page 32
ke změně parametrů v nabídce Setup
(4) Levé zadávací kolečko
ke změně parametrů tloušťky plechu, svařovacího proudu a rychlosti drátu
k volbě parametrů v nabídce Setup
(5) Tlačítka pro ukládání EasyJobů
Pro uložení až 5 pracovních bodů
(6)
Tlačítko svařovacího postupu
**)
pro volbu svařovacího postupu
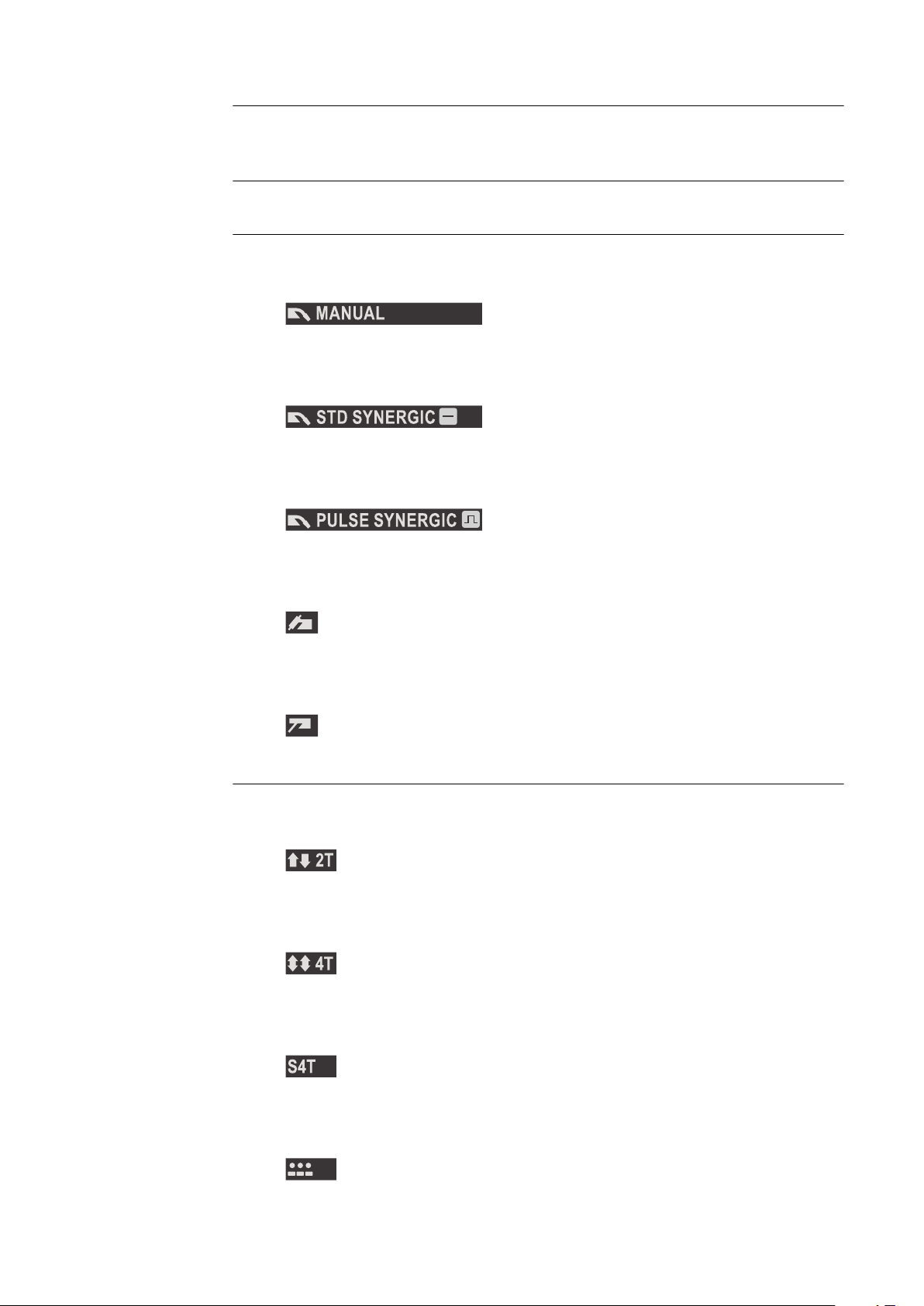
Standardní ruční svařování MIG/MAG
Standardní synergické svařování MIG/MAG
Pulzní synergické svařování MIG/MAG
Svařování TIG
Svařování obalenou elektrodou
(7) Tlačítko provozního režimu
pro volbu provozního režimu
Režim 2takt
Režim 4takt
Režim speciální 4takt
32
Page 33
Bodové svařování / intervalové svařování
(8) Tlačítko ochranného plynu
Pro volbu použitého ochranného plynu. Parametr SP je vyhrazen pro dodatečné ochranné plyny.
Po zvolení ochranného plynu se rozsvítí LED kontrolka za příslušným
ochranným plynem.
(9) Tlačítko průměru drátu
Pro volbu použitého průměru drátu. Parametr SP je vyhrazen pro dodatečné průměry drátu.
Po zvolení průměru drátu se rozsvítí LED kontrolka za příslušným
průměrem drátu.
(10) Tlačítko druhu materiálu
K volbě použitého přídavného materiálu. Parametr SP je vyhrazen pro dodatečné materiály.
Po zvolení druhu materiálu se rozsvítí LED kontrolka za příslušným symbolem přídavného materiálu.
(11) Tlačítko zavedení drátu
Stisknutí a podržení tlačítka:
Zavedení drátu do hadicového vedení svařovacího hořáku bez plynu
CS
Po dobu stisknutí tlačítka pracuje pohon drátu rychlostí zavádění drátu.
(12) Tlačítko zkoušky plynu
Nastavení potřebného množství plynu na redukčním ventilu.
Jedno stisknutí tlačítka: Ochranný plyn proudí ven.
Opětovné stisknutí tlačítka: Zastavení proudu ochranného plynu.
V případě, že nedojde k opětovnému stisku tlačítka zkoušky plynu,
proudění ochranného plynu se po 30 s zastaví.
(13) SF – indikace bodového svařování / intervalového svařování / Synchro-
Puls
svítí, pokud je při aktivovaném provozním režimu bodového svařování
-
nebo intervalového svařování u parametru Setup Doba bodování nebo
Interval doby svařování (SPt) nastavena hodnota,
svítí, pokud je při aktivovaném synergickém postupu MIG/MAG u pa-
-
rametru Setup Frekvence (F) nastavena hodnota.
(14) Indikace přechodového oblouku
Mezi krátkým obloukem a sprchovým obloukem vzniká odstřikující přechodový oblouk. Na tuto kritickou oblast upozorňuje rozsvícená indikace
přechodového oblouku.
(15) Indikace HOLD
Na konci každého svařování se uloží do paměti aktuální hodnoty
svařovacího proudu a svařovacího napětí a rozsvítí se indikace HOLD.
33
Page 34
(16) Indikace pulzů
svítí, je-li zvolen postup pulzního synergického svařování MIG/MAG
(17) Real Energy Input
k zobrazení energie, která byla vnesena do svařování.
Indikace vstupu Real Energy Input musí být aktivována v nabídce Setup –
2. úroveň – Parametr EnE. Během svařování se tato hodnota plynule
zvyšuje podle stále se zvyšujícího vnosu energie. Na konci svařování zůstane konečná hodnota uložená až do zahájení dalšího svařování nebo nového
zapnutí svařovacího zdroje – indikace HOLD svítí.
*) V případě zvolení jednoho z těchto parametrů dojde na základě synergické
funkce u standardního synergického svařování MIG/MAG a pulzního synergického svařování MIG/MAG k automatickému nastavení všech
ostatních parametrů včetně parametru Svařovací napětí.
**) V kombinaci s volitelnou výbavou VRD slouží tato indikace aktuálně zvo-
leného svařovacího postupu zároveň jako indikace stavu:
Indikace nepřetržitě svítí: Funkce snížení napětí (VRD) je aktivní a
-
omezuje výstupní napětí na méně než 35 V.
Indikace bliká, jakmile je zahájeno svařování; výstupní napětí může být
-
větší než 35 V.
34
Page 35
Servisní parame-
+
try
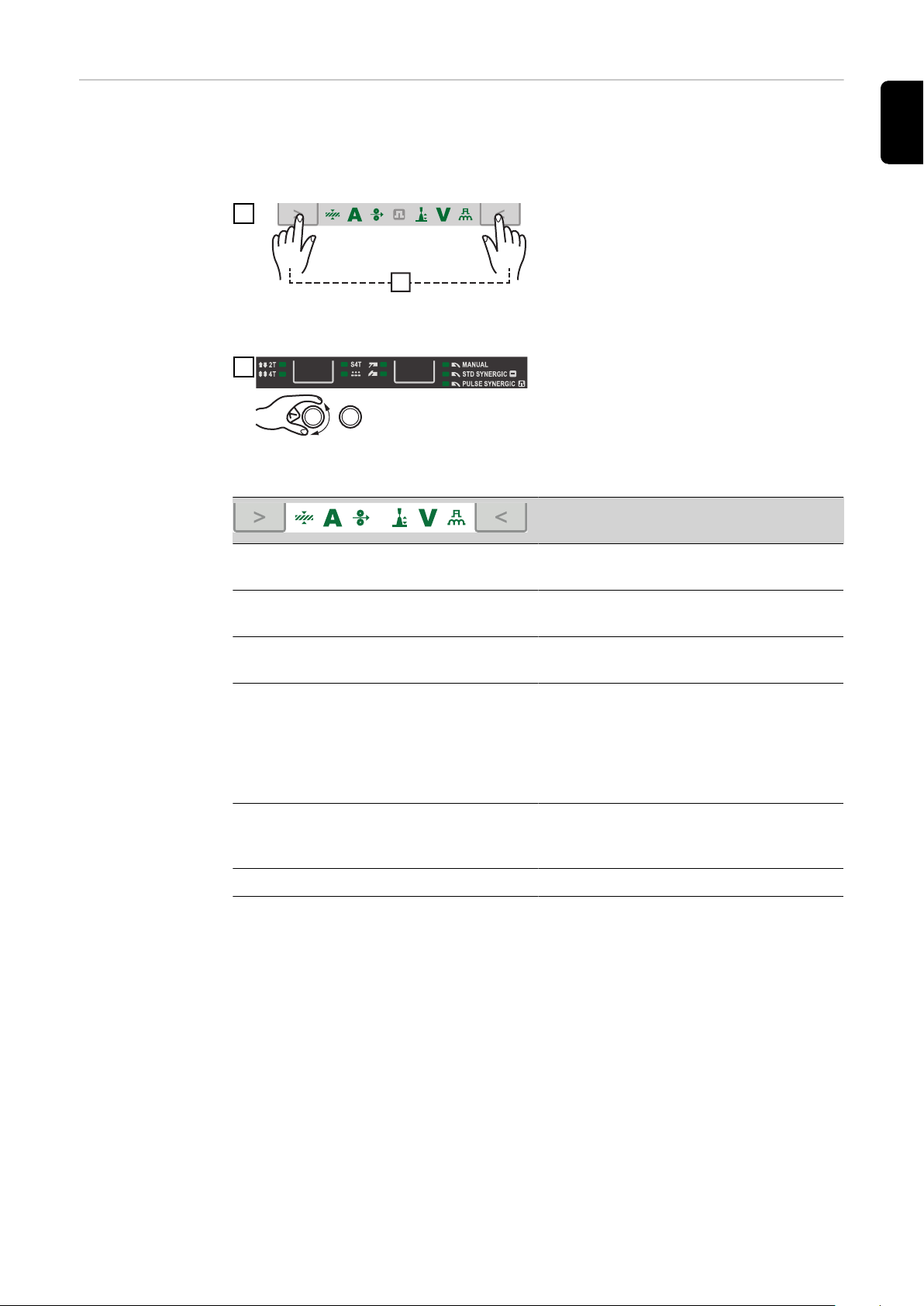
Současným stisknutím tlačítek volby parametrů je možné vyvolat různé servisní
parametry.
Otevření zobrazení
CS
1
Volba parametru
2
Dostupné parametry
Příklad:
1.00 | 4.21
Příklad:
2 | 491
Příklad:
r 2 | 290
Zobrazí se první parametr „verze firmwaru“, např. „1.00 | 4.21“
Pomocí tlačítek provozního režimu a
svařovacího postupu nebo zadávacího
kolečka vlevo zvolte požadovaný parametr Setup
Vysvětlení
Verze firmwaru
Konfigurace svařovacího programu
Číslo aktuálně zvoleného svařovacího
programu
Příklad:
654 | 32.1
= 65 432,1 h
= 65 432 h 6 min
Indikace skutečného času hoření oblouku od prvního uvedení do provozu
Upozornění: Zobrazení času hoření oblouku není určeno jako podklad pro
výpočet poplatků za vypůjčení, trvání
záruky a podobně.
Příklad:
iFd | 0.0
Proud motoru pro pohon drátu v A
Hodnota se změní, jakmile se motor
rozběhne.
2nd 2. úroveň nabídky pro servisní techniky
35
Page 36

Uzamčení
+
tlačítek
Pokud chcete předejít nechtěným změnám nastavení na ovládacím panelu, je
možné zvolit uzamčení tlačítek. Dokud je uzamčení tlačítek aktivní
není možné provádět žádná nastavení na ovládacím panelu
-
je možné vyvolat pouze nastavení parametrů
-
jsou všechna obsazená tlačítka pro ukládání dostupná, pokud bylo v
-
okamžiku uzamčení zvoleno obsazené tlačítko pro ukládání
Aktivace/deaktivace uzamčení tlačítek:
1
Uzamčení tlačítek je aktivní:
Na displejích se zobrazí zpráva „CLO |
SEd“.
Uzamčení tlačítek je neaktivní:
Na displejích se zobrazí zpráva „OP |
En“.
Uzamčení tlačítek je možné aktivovat a deaktivovat také pomocí volitelného
přepínače klíče.
36
Page 37
Přípojky, přepínače a mechanické součásti
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(11)
(8)
(9)
(10)
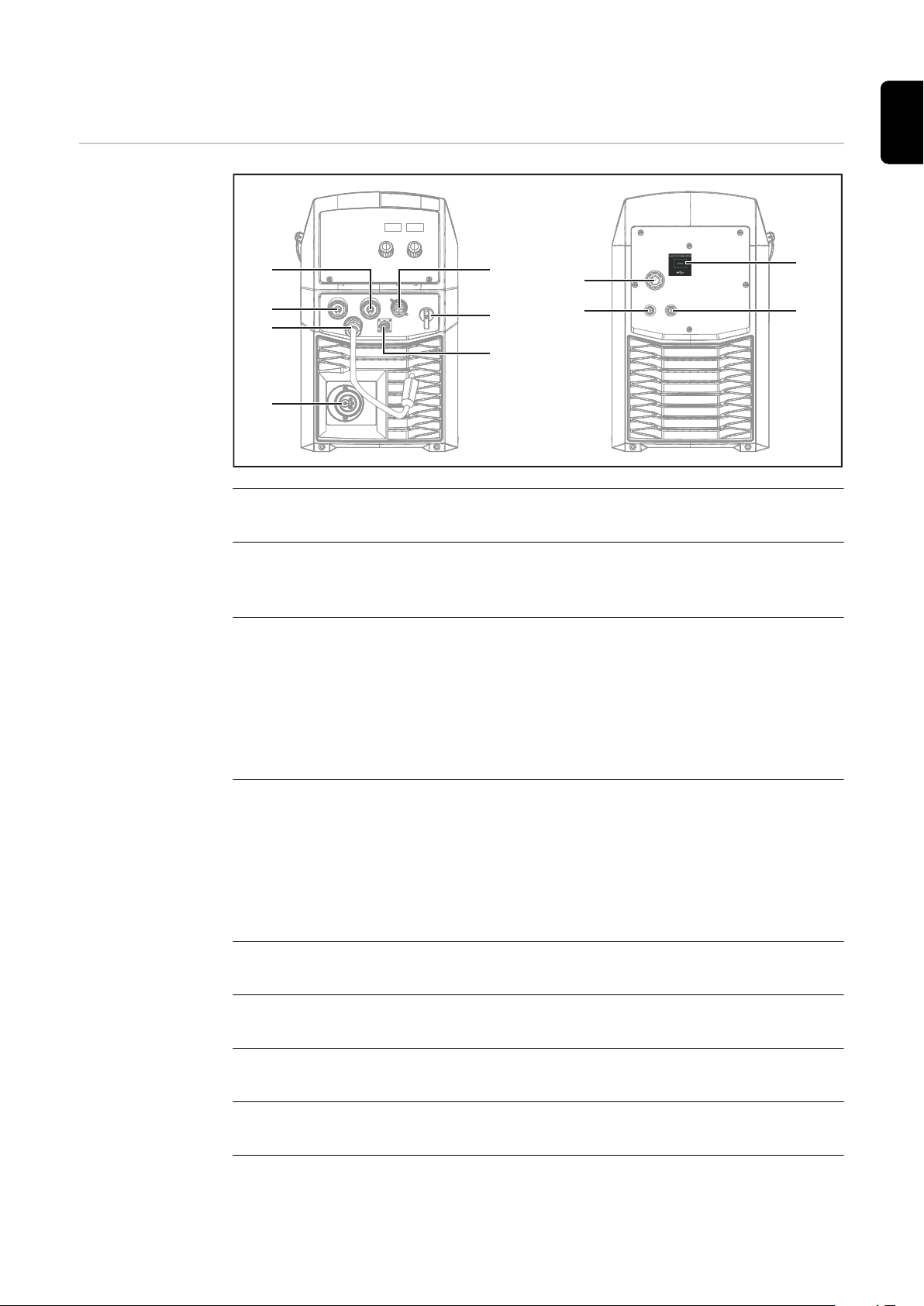
Přední a zadní
strana
(1) Přípojka svařovacího hořáku
k připojení svařovacího hořáku
CS
(2) Pólový měnič
pro výběr svařovacího potenciálu, který bude na svařovacím hořáku
MIG/MAG
(3) Záporná (-) proudová zásuvka s bajonetovým zajištěním
slouží pro
připojení zemnicího kabelu nebo pólového měniče při svařování
-
MIG/MAG (v závislosti na drátové elektrodě)
připojení elektrodového, resp. zemnicího kabelu při svařování obalenou
-
elektrodou (podle druhu elektrody)
připojení svařovacího hořáku TIG
-
(4) Kladná (+) proudová zásuvka s bajonetovým zajištěním
slouží pro
připojení pólového měniče nebo zemnicího kabelu při svařování
-
MIG/MAG (v závislosti na drátové elektrodě)
připojení elektrodového, resp. zemnicího kabelu při svařování obalenou
-
elektrodou (podle druhu elektrody)
připojení zemnicího kabelu při svařování TIG
-
(5) Přípojka LocalNet
Standardizovaná přípojka dálkového ovladače
(6) Síťový vypínač
pro zapnutí a vypnutí svařovacího zdroje
(7) Přípojka TMC (TIG Multi Connector)
pro připojení svařovacího hořáku TIG
(8) Přípojka ochranného plynu MIG/MAG
(9) Síťový kabel s příchytkou
pro napájení přípojky svařovacího hořáku (1) ochranným plynem
není předmontovaný u všech přístrojových variant
37
Page 38

(10) Nálepka EASY DOCUMENTATION
(2)(1)
*
(11) Přípojka ochranného plynu TIG
pro napájení záporné (-) proudové zásuvky (3) ochranným plynem
Boční pohled
Č. Funkce
(1) Uchycení cívky drátu s brzdou
pro uchycení normované cívky
drátu o průměru max. 300 mm
(11.81 in.) a hmotnosti max.
19 kg (41.89 lbs.)
(2) 4kladkový pohon
* Bočnice je skryta
38
Page 39

Instalace a uvedení do provozu
39
Page 40

40
Page 41
Minimální vybavení pro svařovací práce
CS
Všeobecné informace
Svařování
MIG/MAG chlazené plynem
Vodou chlazené
svařování
MIG/MAG
V závislosti na použitém svařovacím postupu je pro svařovací zdroj nezbytné
určité minimální vybavení.
Následující popis uvádí potřebné minimální vybavení pro jednotlivé svařovací postupy.
Svařovací zdroj
-
Zemnicí kabel
-
Svařovací hořák MIG/MAG chlazený plynem
-
Přípojka plynu (přívod ochranného plynu)
-
Drátová elektroda
-
Svařovací zdroj
-
Chladicí modul včetně chladicího média
-
Zemnicí kabel
-
Vodou chlazený svařovací hořák MIG/MAG
-
Přípojka plynu (přívod ochranného plynu)
-
Drátová elektroda
-
Svařování obalenou elektrodou
Svařování TIG
DC
Svařovací zdroj
-
Zemnicí kabel
-
Držák elektrody
-
Obalené elektrody
-
Svařovací zdroj
-
zemnicí kabel
-
Svařovací hořák TIG s kolébkovým spínačem nebo bez něj
-
Přípojka plynu (přívod ochranného plynu)
-
Přídavný materiál v závislosti na použití
-
41
Page 42

Před instalací a uvedením do provozu
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
Po otevření přístroje se pomocí vhodného měřicího přístroje ujistěte, že
▶
součásti, které mohou mít elektrický náboj (např. kondenzátory), jsou vybité.
Předpisové
použití přístroje
Předpisy pro
umístění
Přístroj je určen výlučně pro svařování pracovními postupy MIG/MAG, TIG a
svařování obalenou elektrodou. Jakékoliv jiné a tento rámec přesahující použití se
nepovažuje za předpisové. Za škody vzniklé tímto používáním výrobce neručí.
K předpisovému správnému používání přístroje patří rovněž
dodržování pokynů obsažených v tomto návodu k obsluze
-
provádění pravidelných revizí a úkonů údržby
-
Přístroj je vybaven krytím IP 23, které představuje:
ochranu proti vniknutí cizích těles větších než ø 12 mm (0.49 in.)
-
ochranu proti vodě stříkající pod úhlem 60° od svislé roviny
-
Přístroj může být v souladu s krytím IP 23 postaven a provozován ve venkovním
prostředí.
Přesto je zařízení třeba chránit před bezprostředními účinky vody (např. vlivem
deště).
VAROVÁNÍ!
Nebezpečí v důsledku pádu, resp. převrácení přístroje.
Následkem mohou být těžká poranění a materiální škody.
Přístroj postavte na rovný a pevný podklad.
▶
Po montáži přezkoušejte pevné usazení všech šroubových spojení.
▶
42
Page 43
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku elektricky vodivého prachu
v přístroji.
Následkem mohou být těžká poranění a materiální škody.
Přístroj provozujte pouze s namontovaným vzduchovým filtrem. Vzduchový
▶
filtr představuje důležité bezpečnostní zařízení pro dosažení krytí IP 23.
Vzduchový kanál představuje důležité bezpečnostní zařízení. Při volbě umístění
přístroje proto dbejte, aby chladicí vzduch mohl vzduchovými štěrbinami na
přední a zadní straně nerušeně vcházet a vycházet. Elektricky vodivý kovový
prach (vznikající např. při broušení) nesmí být nasáván do přístroje.
Síťová přípojka Přístroje jsou navrženy pro síťové napětí uvedené na výkonovém štítku. Pokud
provedení přístroje nezahrnuje nasazený napájecí kabel nebo síťovou zástrčku,
namontujte je v souladu s národními normami. Jištění síťového vedení musí odpovídat technickým údajům přístroje.
POZOR!
Nebezpečí v důsledku nedostatečně dimenzované elektroinstalace.
Může dojít k hmotným škodám.
Dbejte na správné dimenzování síťového vedení a pojistek podle dostupného
▶
napájení.
Směrodatné jsou technické údaje uvedené na výkonovém štítku.
CS
43
Page 44

Připojte síťový kabel.
Předepsané
síťové kabely a
odlehčení tahu
Bezpečnost
Pro provoz svařovacího zdroje jsou potřeba následující síťové kabely:
Evropa:
Průřez kabelu 4G2.5
USA/Kanada:
Průřez kabelu AWG 12, extra-hard usage
V závislosti na provedení je na svařovacím zdroji namontované odlehčení tahu odpovídající průřezu kabelu.
Čísla položek jednotlivých kabelů naleznete v seznamu náhradních dílů.
VAROVÁNÍ!
Nebezpečí v důsledku nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Níže popsané práce smějí provádět jen odborně vyškolené osoby.
▶
Dodržujte národní normy a směrnice.
▶
POZOR!
Připojení
síťového kabelu
Nebezpečí v důsledku nesprávně připraveného síťového kabelu.
Následkem mohou být zkraty a materiální škody.
Všechny fázové vodiče i ochranný vodič odizolovaného síťového kabelu
▶
opatřete izolací vodiče.
Není-li připojen síťový kabel, musí být před uvedením do provozu namontován
síťový kabel odpovídající napětí přípojky.
Ochranný vodič by měl být asi o 10–15 mm (0.4 - 0.6 in.) delší než fázové vodiče.
Názorné vyobrazení pro připojení síťového kabelu naleznete v následujících
oddílech týkajících se montáže odlehčení tahu. Postup pro připojení síťového kabelu:
Odmontujte bočnici přístroje
1
Síťový kabel je třeba zasunout tak daleko, aby ochranný vodič a fázové vodiče
2
mohly být řádně upevněny ve svorkovnici.
Ochranný vodič a fázové vodiče opatřete izolací vodiče
3
Ochranný vodič a fázové vodiče upevněte ve svorkovnici
4
Upevněte síťový kabel pomocí odlehčení tahu
5
Namontujte bočnici přístroje
6
44
Page 45

Montáž od-
1,2 Nm
lehčení tahu
1 2
3 4
CS
DŮLEŽITÉ! Fázové vodiče svažte v blízkosti svorkovnice pomocí kabelové
příchytky.
45
Page 46

Montáž odlehčení tahu pro
Kanadu/USA
1 2
3 4
DŮLEŽITÉ! Fázové vodiče svažte v blízkosti svorkovnice pomocí kabelové
příchytky.
46
Page 47

Provoz s generátorem
CS
Provoz s elektrocentrálou
Svařovací zdroj je schopen provozu s elektrocentrálou.
Pro definování potřebného výkonu generátoru je požadován maximální zdánlivý
výkon S
Maximální zdánlivý výkon S
svařovacího zdroje.
1max
svařovacího zdroje se vypočte pro 3fázové
1max
přístroje následovně:
S
= I
1max
I
a U1 podle výkonového štítku na přístroji nebo technických údajů
1max
Potřebný zdánlivý výkon generátoru S
1max
x U1 x √3
se vypočte pomocí následujícího vzor-
GEN
ce:
S
GEN
= S
1max
x 1,35
Pokud se nesvařuje s plným výkonem, je možné použít menší generátor.
DŮLEŽITÉ! Zdánlivý výkon generátoru S
zdánlivý výkon S
svařovacího zdroje!
1max
nesmí být menší než maximální
GEN
UPOZORNĚNĹ!
Odevzdané napětí generátoru nesmí v žádném případě podkročit nebo překročit
oblast tolerance síťového napětí.
Údaj o toleranci síťového napětí je uveden v části „Technické údaje“.
47
Page 48
Uvedení do provozu
Bezpečnost
Všeobecné informace
VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Při připojení svařovacího zdroje k elektrické síti během instalace existuje nebezpečí závažného zranění osob a poškození majetku.
Veškeré práce na zařízení provádějte pouze v případě, že je síťový vypínač
▶
svařovacího zdroje v poloze O.
Všechny práce na přístroji provádějte, jen když je svařovací zdroj odpojený od
▶
sítě.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku elektricky vodivého prachu
v přístroji.
Následkem mohou být těžká poranění a materiální škody.
Přístroj provozujte pouze s namontovaným vzduchovým filtrem. Vzduchový
▶
filtr představuje důležité bezpečnostní zařízení pro dosažení krytí IP 23.
Uvedení do provozu je popsáno na příkladu ručního, vodou chlazeného postupu
MIG/MAG.
Informace o
systémových
komponentách
Následně popsané pracovní kroky a činnosti obsahují upozornění týkající se
nejrůznějších systémových komponent, jako jsou například
podvozek
-
stojánková konzola
-
chladicí moduly
-
svařovací hořák atd.
-
Bližší informace ohledně montáže a připojení systémových komponent naleznete
v příslušných návodech k obsluze jednotlivých systémových komponent.
48
Page 49
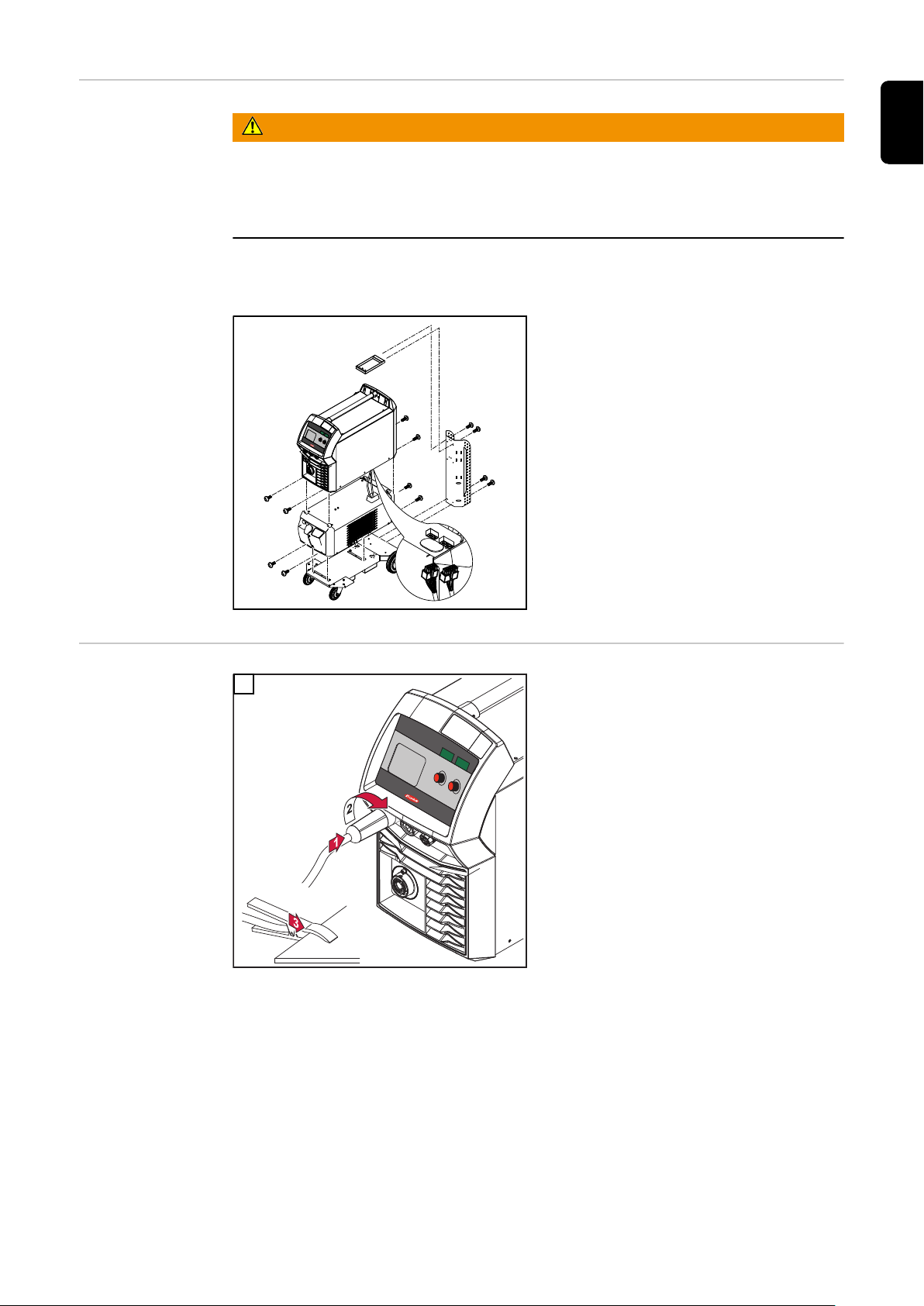
Sestavení
systémových
komponent
VAROVÁNÍ!
Chybně provedená práce může zapříčinit závažné zranění osob a materiální škody.
Následující činnosti smějí provádět jen odborně vyškolené osoby!
▶
Dodržujte pokyny uvedené v kapitole „Bezpečnostní předpisy“!
▶
Následující vyobrazení vám poskytne přehled o sestavení jednotlivých
systémových komponent.
CS
Vytvoření
uzemnění
1
49
Page 50
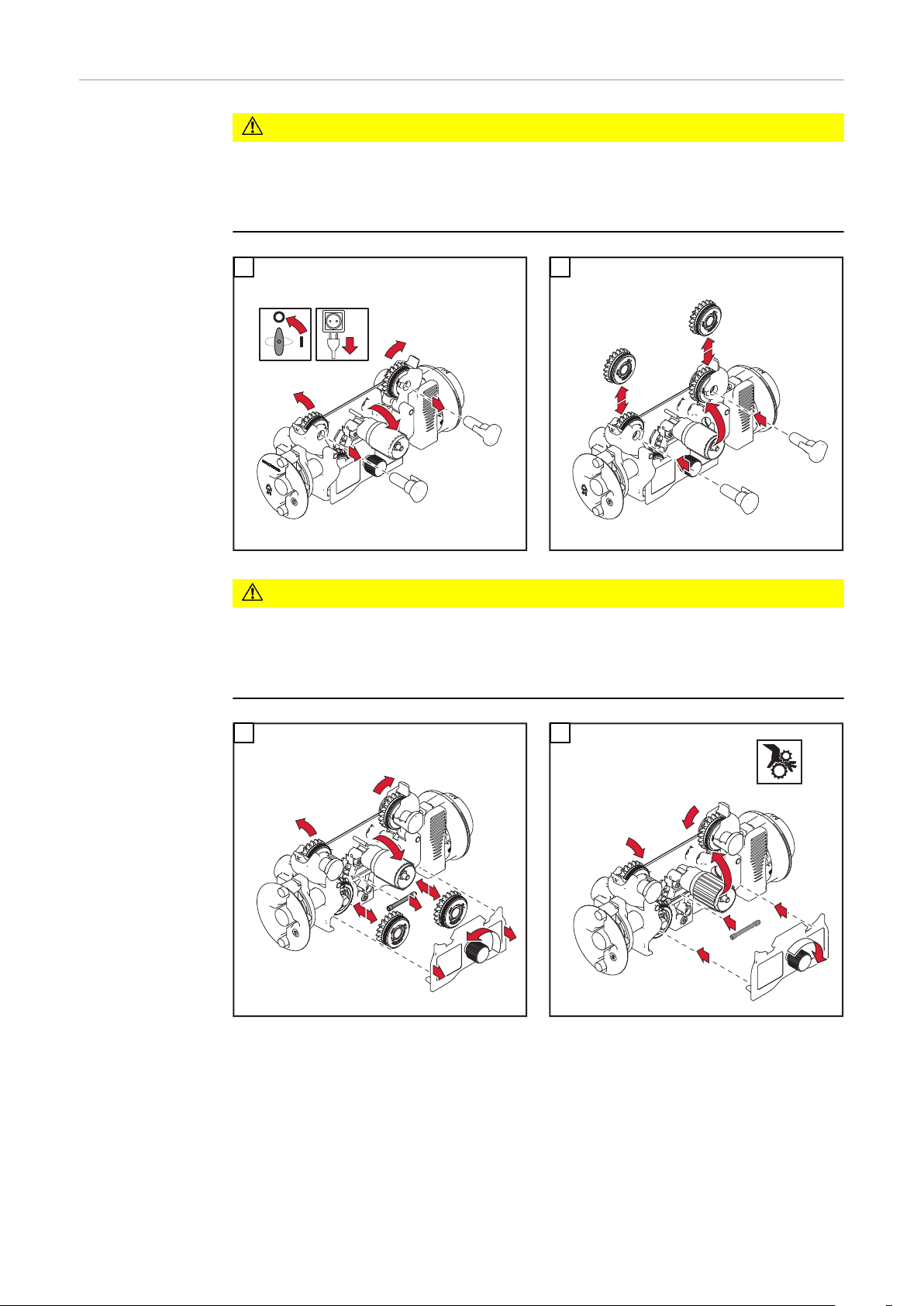
Nasazení/
2
1
4
4
5
6
3
6
3
31
2
4
5
7
3
8
6
7
9
3
1
2
2
5
4
4
4
5
5
6
1
2
3
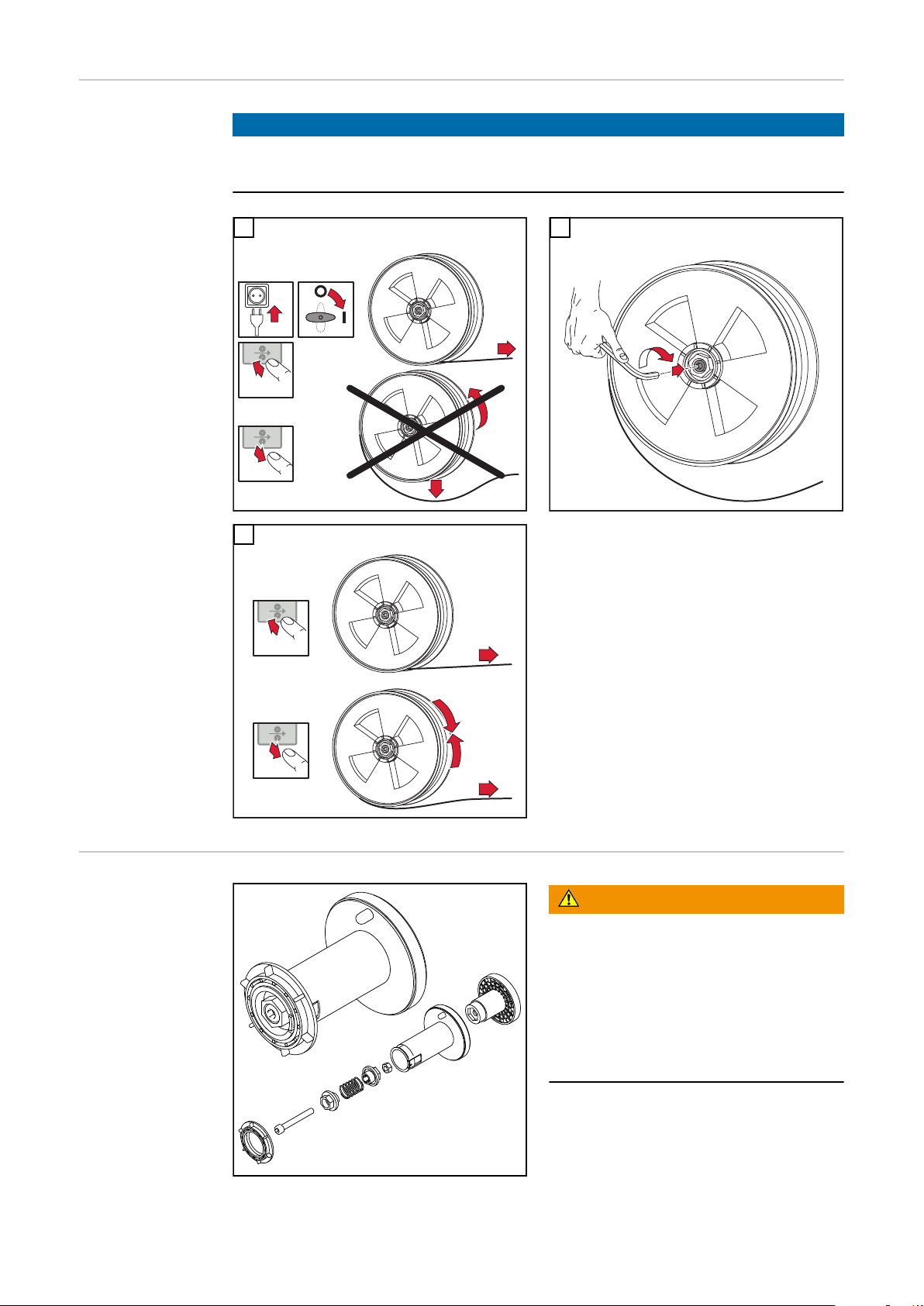
výměna
podávacích kladek
POZOR!
Nebezpečí v důsledku vymrštěných držáků podávacích kladek.
Následkem mohou být zranění a poškození zdraví.
Během odjišťování napínací páky mějte prsty v dostatečné vzdálenosti nalevo
▶
i napravo od napínací páky.
1
2
POZOR!
Nebezpečí v důsledku přístupných podávacích kladek.
Následkem mohou být zranění a poškození zdraví.
Po nasazení/výměně podávacích kladek vždy namontujte ochranný kryt
▶
4kladkového pohonu.
3
4
50
Page 51

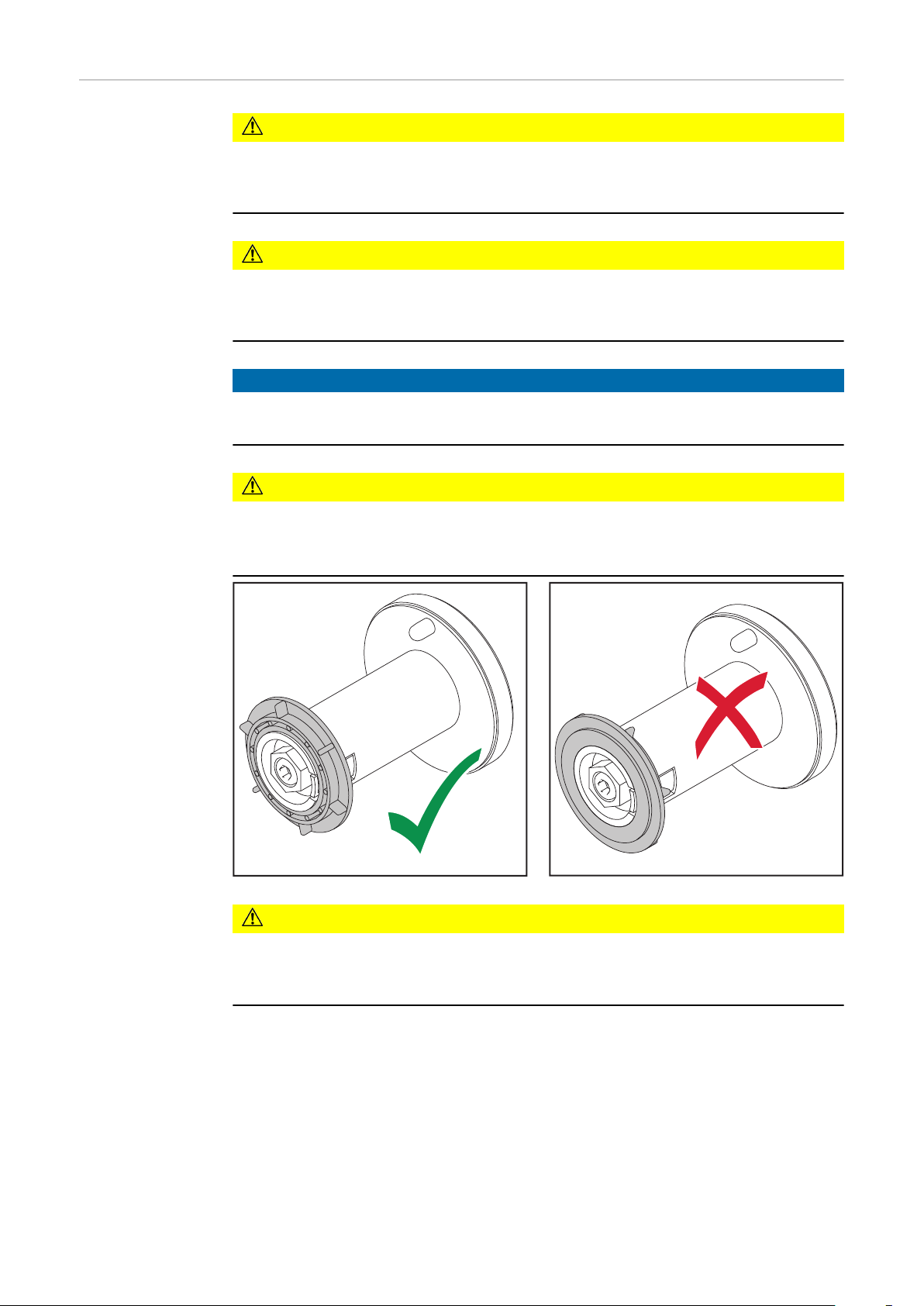
Nasazení cívky
s drátem
POZOR!
Nebezpečí poranění v důsledku působení pružnosti navinuté drátové elektrody.
Při nasazování cívky s drátem pevně držte konec drátové elektrody, abyste
▶
zabránili poranění v důsledku jejího rychlého zpětného protočení.
POZOR!
Nebezpečí poranění padající cívkou s drátem.
Je třeba zajistit pevné usazení cívky s drátem v uchycení cívky drátu.
▶
POZOR!
Při opačně nasazeném pojistném kroužku hrozí nebezpečí úrazu a materiálních
škod v důsledku padající cívky s drátem.
Pojistný kroužek nasazujte vždy podle obrázku vlevo.
▶
CS
1
51
Page 52
Nasazení košové
cívky
POZOR!
Nebezpečí poranění v důsledku působení pružnosti navinuté drátové elektrody.
Při nasazování košové cívky pevně držte konec drátové elektrody, abyste za-
▶
bránili poranění v důsledku jejího rychlého zpětného protočení.
POZOR!
Nebezpečí poranění padající košovou cívkou.
Je zapotřebí zajistit pevné usazení košové cívky s košovým adaptérem v uchy-
▶
cení cívky drátu.
UPOZORNĚNĹ!
Při práci s košovými cívkami používejte výlučně adaptér na košové cívky, který je
součástí dodávky přístroje!
POZOR!
Při opačně nasazeném pojistném kroužku hrozí nebezpečí úrazu a materiálních
škod v důsledku padající košové cívky.
Pojistný kroužek nasazujte vždy podle obrázku vlevo.
▶
52
POZOR!
Nebezpečí ohrožení osob a poškození majetku v důsledku padající košové cívky.
Košovou cívku nasaďte na dodaný adaptér na košové cívky tak, aby příčky
▶
košové cívky ležely ve vodicích drážkách adaptéru.
Page 53

1 2
CS
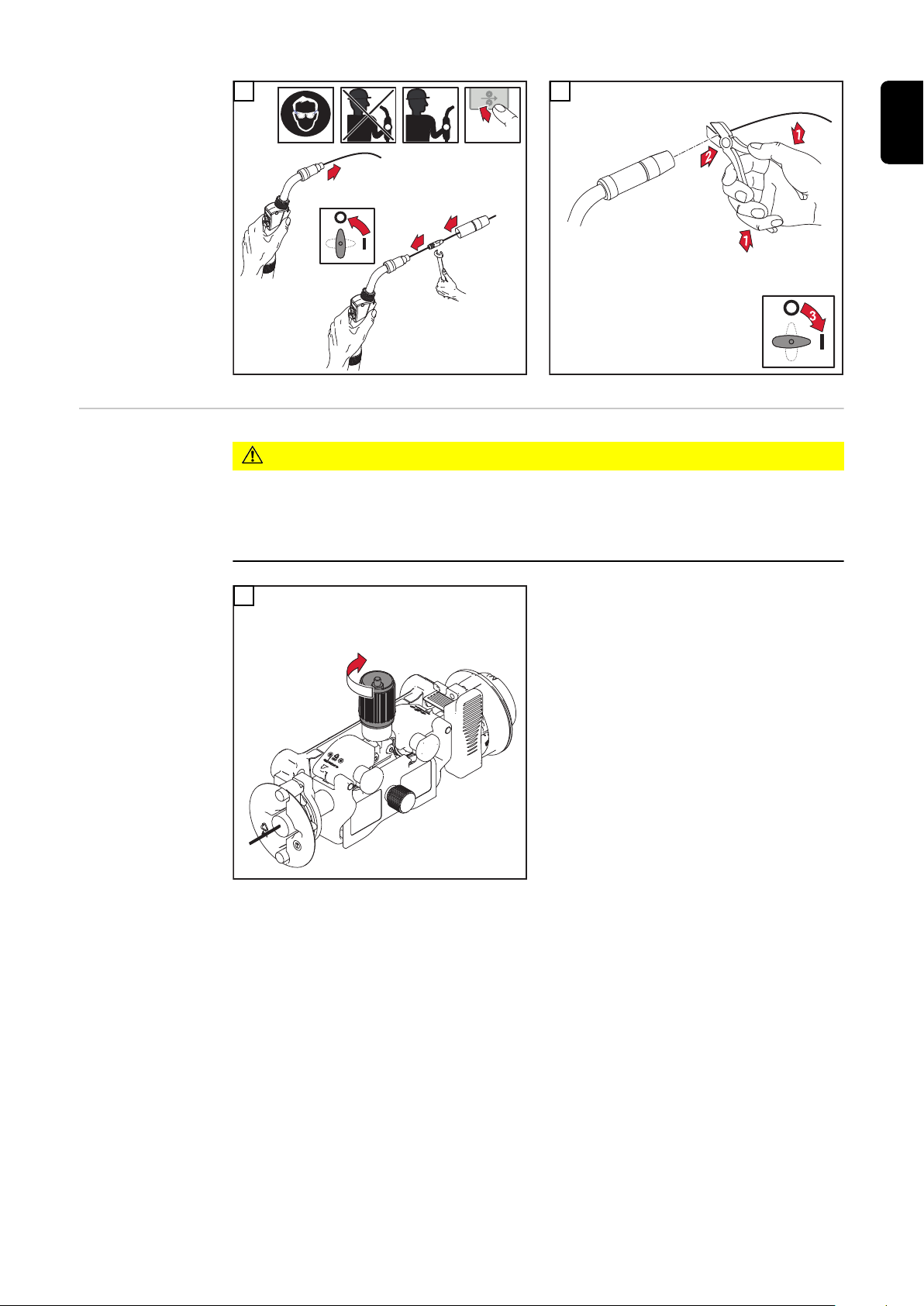
Zavedení drátové
elektrody
POZOR!
Nebezpečí poranění v důsledku působení pružnosti navinuté drátové elektrody.
Při zavádění drátové elektrody do 4kladkového pohonu pevně držte konec
▶
drátové elektrody, abyste zabránili poranění v důsledku jejího rychlého
zpětného protočení.
POZOR!
Nebezpečí poškození svařovacího hořáku ostrým koncem drátové elektrody.
Před zaváděním drátové elektrody pečlivě odstraňte otřepy na jejím konci.
▶
1 2
POZOR!
Nebezpečí poranění vysunutou drátovou elektrodou.
Během tisknutí tlačítka zavedení drátu nebo tlačítka hořáku držte svařovací
▶
hořák směrem od obličeje a těla a používejte vhodné ochranné brýle.
DŮLEŽITÉ! Pro usnadnění přesného nasměrování drátové elektrody dodržujte při
stisknutí a držení tlačítka zavedení drátu níže popsaný postup.
53
Page 54

Fdi
1
2 3
4
5
2,5
1
t (s)
(m/min, ipm)
Podržení tlačítka po dobu jedné
-
sekundy ... Rychlost drátu bude
během první sekundy 1 m/min nebo 39.37 ipm.
Podržení tlačítka až po dobu
-
2,5 sekundy... Po uplynutí jedné
sekundy se rychlost drátu během
následující 1,5 sekundy rovnoměrně zvyšuje.
Podržení tlačítka déle než
-
2,5 sekundy... Po uplynutí
2,5 sekundy následuje konstantní
posuv drátu rychlostí nastavenou
pro parametr Fdi.
Je-li tlačítko zavedení drátu uvolněno a opět stisknuto během jedné sekundy,
začne celý proces od začátku. Tímto způsobem lze v případě potřeby dlouhodobě
přibližovat drát nízkou rychlostí 1 m/min nebo 39.37 ipm.
Není-li k dispozici tlačítko zavedení drátu, můžete analogicky pokračovat pomocí
tlačítka hořáku. Před zavedením drátu pomocí tlačítka hořáku postupujte následovně:
Pomocí tlačítka provozního režimu vyberte režim 2takt
1
V nabídce Setup nastavte parametr „Ito“ na hodnotu „Off“
2
POZOR!
Nebezpečí úrazu elektrickým proudem a poškození majetku vysouvanou drátovou elektrodou.
Při stisknutí tlačítka hořáku
Držte svařovací hořák směrem od obličeje a těla
▶
Používejte vhodné ochranné brýle
▶
Nemiřte svařovacím hořákem na jiné osoby
▶
Dbejte na to, aby se drátová elektroda nedotýkala žádných elektricky vo-
▶
divých nebo uzemněných částí (např. pláště atd.)
DŮLEŽITÉ! Pokud místo tlačítka zavedení drátu stisknete tlačítko hořáku,
rozběhne se svařovací drát během prvních 3 sekund rychlostí přibližování, která
závisí na svařovacím programu. Po těchto 3 sekundách dojde ke krátkému
přerušení podávání drátu.
Svařovací systém rozpozná, že nemá být zahájeno svařování, ale že je požadováno
zavedení drátu. Zároveň se uzavře magnetický plynový ventil a svařovací napětí
drátové elektrody se vypne.
54
Zůstane-li tlačítko hořáku stisknuté, bude ihned znovu zahájeno podávání drátu,
nyní bez ochranného plynu a svařovacího napětí, a vše bude pokračovat tak, jak je
popsáno výše.
Page 55
2
4
5
3
1
3 4
1
CS
Nastavení přítlaku
POZOR!
Riziko v důsledku příliš vysokého přítlaku.
Následkem mohou být značné hmotné škody a špatné svařovací vlastnosti.
Přítlak nastavte tak, aby drátová elektroda nebyla deformována, ale přesto
▶
bylo zaručeno dokonalé podávání drátu.
1
Směrné hodnoty přítlaku pro drážky
ve tvaru U:
Ocel: 4–5
CrNi: 4–5
Plněné drátové elektrody: 2–3
55
Page 56
Nastavení brzdy
4
6
7
1
2
STOP
3
5
2
1
2
4
STOP
OK
1
3
UPOZORNĚNĹ!
Po uvolnění tlačítka zavedení drátu se nesmí cívka s drátem dále otáčet.
Pokud se otáčí, upravte seřízení brzdy.
▶
1
3
2
Konstrukce brzdy
56
VAROVÁNÍ!
Nebezpečí v důsledku chybné
montáže.
Následkem mohou být těžká poranění
a materiální škody.
Nerozebírejte brzdu.
▶
Údržbářské a servisní práce nechte
▶
provádět pouze vyškoleným odborným personálem.
Brzda je k dispozici pouze jako komplet.
Vyobrazení brzdy slouží pouze pro informaci!
Page 57

Při prvním uvedení do provozu
nastavte datum
a čas
Po prvním zapnutí svařovacího zdroje je nutné nastavit datum a čas. Svařovací
zdroj přejde do druhé úrovně servisní nabídky, je zvolený parametr yEA.
Nastavení data a času viz str. 97, pracovní krok 5
CS
57
Page 58

58
Page 59

Svařování MIG/MAG
59
Page 60

60
Page 61

Omezení na hranici výkonu
CS
Bezpečnostní
funkce
„Omezení na hranici výkonu“ je bezpečnostní funkce pro svařování MIG/MAG.
Díky tomu je možný provoz svařovacího zdroje na hranici výkonu, a bezpečnost
procesu je přesto zachována.
Určujícím parametrem pro svařovací výkon je rychlost drátu. Pokud je tato rychlost příliš vysoká, oblouk se zkracuje a hrozí jeho zhasnutí. Aby se zabránilo zhasnutí oblouku, dojde ke snížení svařovacího výkonu.
Při zvoleném svařovacím postupu „Standardní synergické svařování MIG/MAG“
nebo „Pulzní synergické svařování MIG/MAG“ začne symbol pro parametr „Rychlost drátu“ blikat, jakmile bezpečnostní funkce zareaguje. Blikání trvá až do
dalšího zahájení svařování nebo do další změny parametru.
Pokud je například zvolen parametr „Rychlost drátu“, zobrazí se odpovídající
snížená hodnota rychlosti drátu.
61
Page 62

Provozní režimy MIG/MAG
Všeobecné informace
Symboly a vysvětlivky
VAROVÁNÍ!
Chybná obsluha může způsobit závažná poranění osob a materiální škody.
Popsané funkce používejte teprve poté, co přečtete celý tento návod k obslu-
▶
ze a porozumíte jeho obsahu.
Popsané funkce používejte teprve poté, co si v plném rozsahu přečtete
▶
všechny návody k obsluze všech systémových komponent, zejména bezpečnostní předpisy, a porozumíte jejich obsahu.
Údaje týkající se významu, nastavení, rozsahu nastavení a jednotkách dostupných
parametrů (např. GPr) se nachází v kapitole „Nastavení Setup“.
Stiskněte tlačítko hořáku | Podržte tlačítko hořáku| Uvolněte tlačítko hořáku
GPr Doba předfuku plynu
I-S Startovací proud
podle způsobu použití může být zvýšen nebo snížen
SL Slope
kontinuální pokles startovacího proudu na svařovací proud a svařovacího
proudu na proud koncového kráteru
I Fáze svařovacího proudu
rovnoměrný přísun tepla do základního materiálu rozehřátého
předbíhajícím teplem.
I-E Závěrný proud
pro vyplnění koncového kráteru
GPo Doba dofuku plynu
SPt Doba bodování / interval doby svařování
SPb Interval doby pauzy
62
Page 63

Režim 2takt
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
Provozní režim 2takt je vhodný především pro
stehování
-
krátké svarové švy
-
automatizovaný a robotový provoz
-
CS
Režim 4takt
Provozní režim 4takt je vhodný především pro delší svarové švy.
63
Page 64
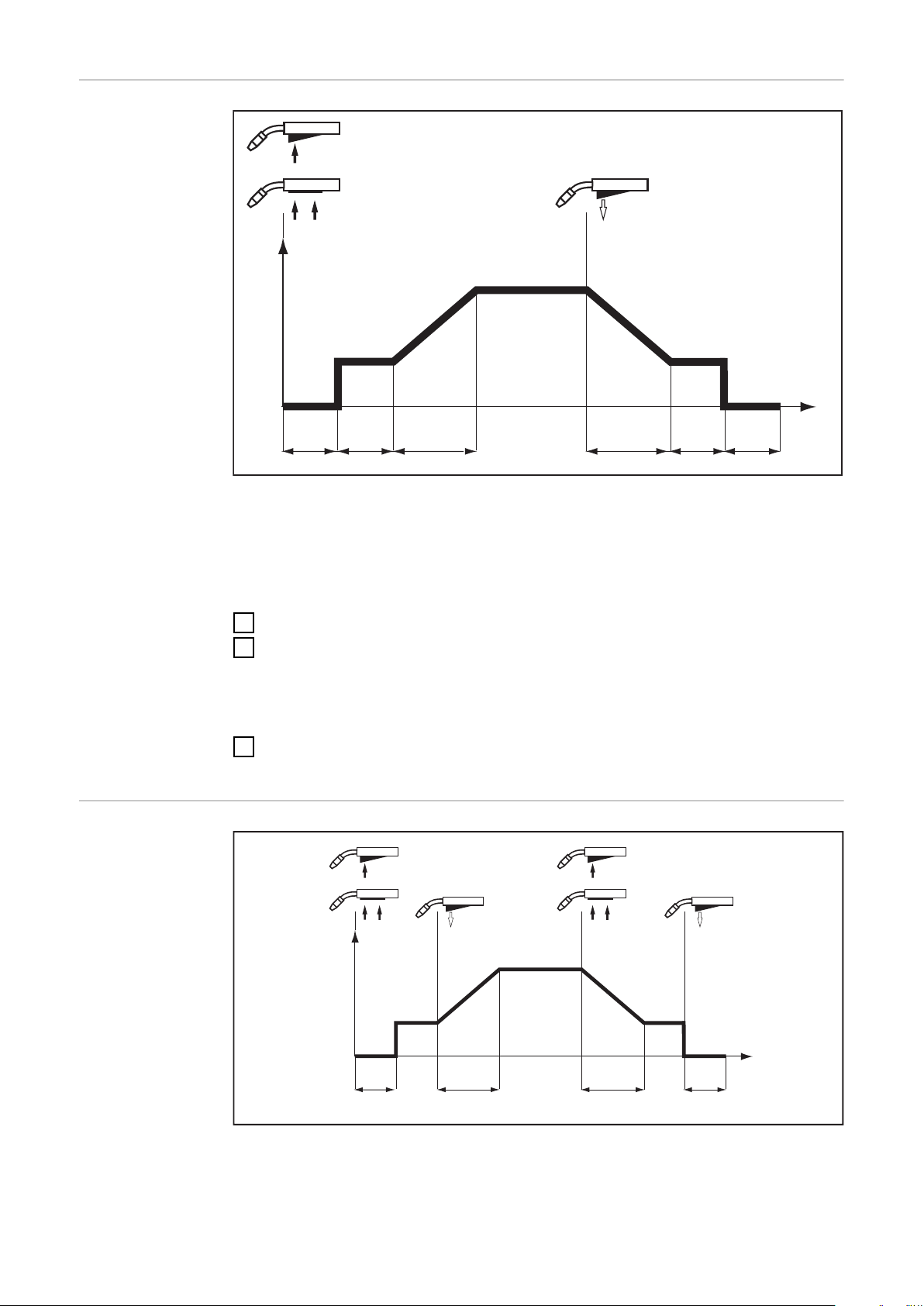
Režim speciální
GPr
GPo
I
I-S
SLt-S t-ESL
I-E
+
t
I
+ +
I
I-S I-E
GPr SL SL
GPo
2takt
Režim speciální 2takt je vhodný především pro svařování při vyšším výkonu. V
režimu speciální 2takt se oblouk zapálí při nižším výkonu, výsledkem je snadnější
stabilizace oblouku.
Režim speciální
4takt
Aktivace režimu speciální 2takt:
Vyberte provozní režim 2takt
1
V nabídce Setup nastavte parametry t-S (doba startovacího proudu) a t-E
2
(doba závěrného proudu) na hodnotu > 0
Režim speciální 2takt je aktivován.
V nabídce Setup nastavte parametr SL (Slope), I-S (startovací proud) a I-E
3
(závěrný proud)
Provozní režim „Speciální 4takt“ dodatečně k výhodám režimu 4takt nabízí
možnost nastavení startovacího a závěrného proudu.
64
Page 65

Bodové
I
+
I
GPr GPoSPt
t
< SPt
GPr SPt SPtSPb
GPo
I I
+
svařování
CS
Režim bodového svařování je vhodný především pro svarové spoje překrývajících
se plechů.
Spuštění stisknutím a uvolněním tlačítka hořáku – doba předfuku plynu GPr –
fáze svařovacího proudu pro dobu bodování SPt – doba dofuku plynu GPo.
Pokud před koncem doby bodování (< SPt) znovu stisknete tlačítko hořáku, proces se okamžitě přeruší.
Intervalové
svařování – 2takt
Intervalové svařování – 2takt
Provozní režim „Intervalové svařování – 2takt“ je vhodný pro krátké svarové švy
na tenkých plechách, aby se předešlo propadnutí základního materiálu.
65
Page 66
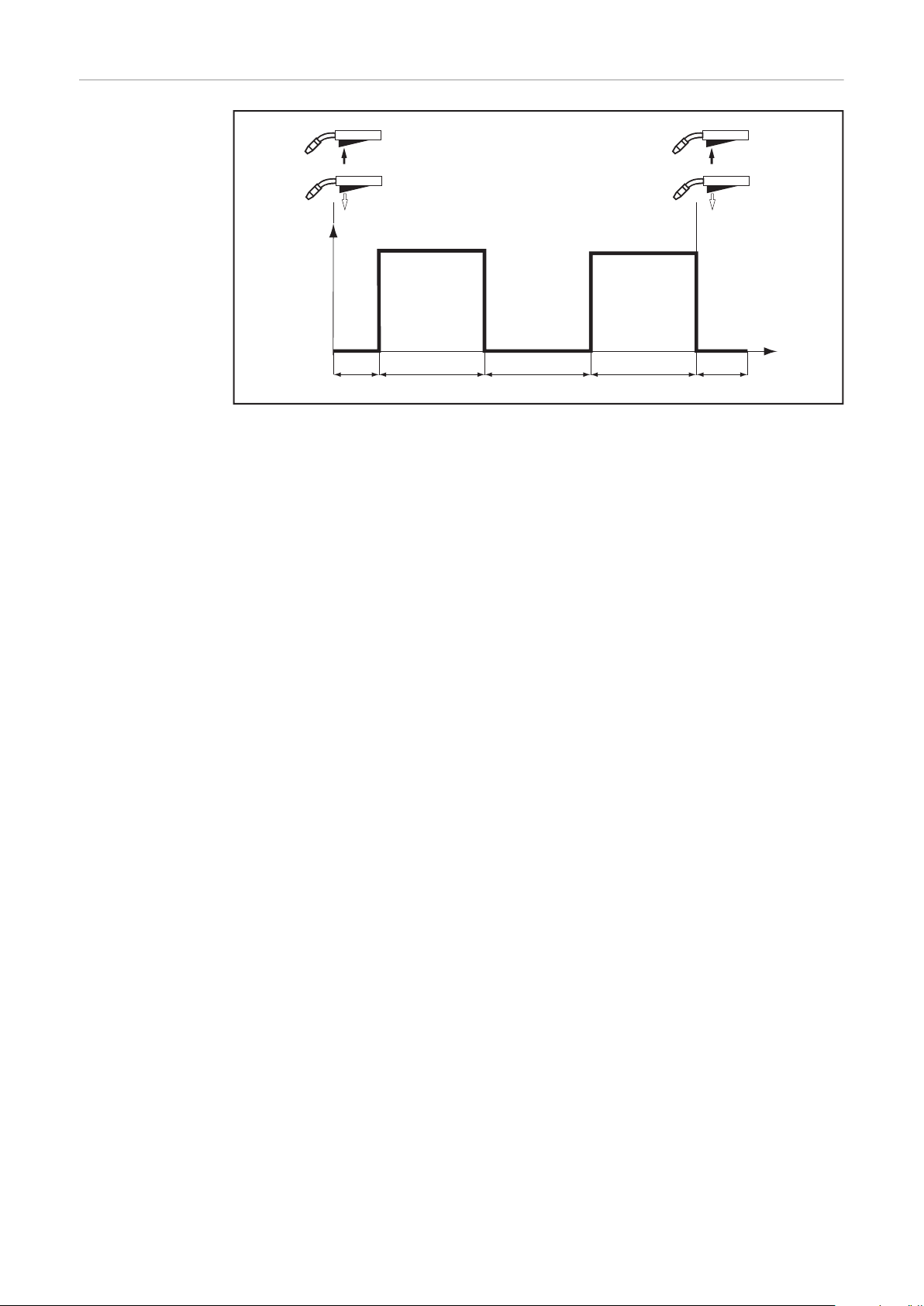
Intervalové
I
I
GPr SPt SPtSPb
GPo
+
+
svařování – 4takt
Intervalové svařování – 4takt
Provozní režim „Intervalové svařování – 4takt“ je vhodný pro delší svarové švy na
tenkých plechách, aby se předešlo propadnutí základního materiálu.
66
Page 67
Svařování MIG/MAG
CS
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
Po otevření přístroje se pomocí vhodného měřicího přístroje ujistěte, že
▶
součásti, které mohou mít elektrický náboj (např. kondenzátory), jsou vybité.
Příprava
Přehled Popis svařování MIG/MAG se skládá z následujících odstavců:
Vodní hadice svařovacího hořáku nasaďte na příslušné přípojky chladicího mo-
1
dulu
(při použití chladicího modulu a vodou chlazeného svařovacího hořáku)
Zapojte síťovou zástrčku
2
Přepněte síťový vypínač do polohy -I-:
3
Veškeré kontrolky na ovládacím panelu se krátce rozsvítí
-
Pokud je k dispozici: Chladicí modul začne pracovat
-
DŮLEŽITÉ! Dodržujte bezpečnostní předpisy a provozní podmínky uvedené v
návodu k obsluze chladicího modulu.
Synergické svařování MIG/MAG
-
Standardní ruční svařování MIG/MAG
-
Bodové svařování a intervalové svařování
-
67
Page 68
Synergické svařování MIG/MAG
Synergické
svařování
MIG/MAG
Pomocí tlačítka druhu materiálu zvolte použitý přídavný materiál.
1
Pomocí tlačítka průměru drátu zvolte průměr použité drátové elektrody.
2
Pomocí tlačítka ochranného plynu zvolte použitý ochranný plyn.
3
Obsazení pozice SP vychází z tabulek svařovacích programů v příloze.
Pomocí tlačítka pracovního postupu zvolte požadovaný svařovací postup:
4
Standardní synergické svařování MIG/MAG
Pulzní synergické svařování MIG/MAG
Pomocí tlačítka provozního režimu zvolte požadovaný provozní režim MIG/
5
MAG:
Režim 2takt
Režim 4takt
Režim speciální 4takt
DŮLEŽITÉ! Parametry nastavené na ovládacím panelu jedné systémové komponenty, např. dálkového ovladače nebo podavače drátu, nemusí být možné změnit
na ovládacím panelu svařovacího zdroje.
68
Page 69
Pomocí tlačítek volby parametrů vyberte požadovaný parametr svařování, po-
6
mocí kterého bude zadán svařovací výkon:
Tloušťka plechu
Svařovací proud
Rychlost drátu
Svařovací napětí
Pomocí příslušného zadávacího kolečka nastavte parametr svařování.
7
Hodnota parametru se zobrazí na digitálním displeji nad tímto parametrem.
Parametry tloušťka plechu, svařovací proud, rychlost drátu a svařovací napětí
jsou vzájemně propojené. Změna jednoho parametru vyvolá automatické
přizpůsobení ostatních parametrů
CS
V zásadě platí, že všechny požadované hodnoty parametrů zůstávají zachovány až
do příští změny. To platí i v případech, kdy byl svařovací zdroj mezitím vypnut a
znovu zapnut. Chcete-li během procesu svařování zobrazovat aktuální svařovací
proud, vyberte parametr Svařovací proud.
Otevřete ventil plynové lahve
8
Nastavte množství ochranného plynu:
9
Klepněte na tlačítko zkoušky plynu
-
Otáčejte stavěcím šroubem na spodní straně redukčního ventilu, až bude
-
manometr ukazovat požadované množství plynu
Znovu klepněte na tlačítko zkoušky plynu
-
POZOR!
Nebezpečí úrazu elektrickým proudem a poškození majetku vysouvanou drátovou elektrodou.
Při stisknutí tlačítka hořáku
Držte svařovací hořák směrem od obličeje a těla
▶
Používejte vhodné ochranné brýle
▶
Nemiřte svařovacím hořákem na jiné osoby
▶
Dbejte na to, aby se drátová elektroda nedotýkala žádných elektricky vo-
▶
divých nebo uzemněných částí (např. pláště atd.)
Stiskněte tlačítko hořáku a zahajte svařovací proces
10
69
Page 70
Korekce během
svařování
Pomocí parametrů Korekce délky oblouku a Dynamika je možné dodatečně optimalizovat svařovací výsledek.
Korekce délky oblouku:
- = kratší oblouk, snížení svařovacího napětí
0 = střední oblouk
+ = delší oblouk, zvýšení svařovacího napětí
Korekce pulzu/dynamiky
pro plynulou korekci energie uvolnění kapky u pulzního synergického svařování
MIG/MAG
- menší síla uvolnění kapky
0 střední síla uvolnění kapky
+ zvýšená síla uvolnění kapky
pro ovlivnění zkratové dynamiky v okamžiku přechodu kapky při standardním synergickém svařování MIG/MAG
- = tvrdý a stabilní oblouk
0 = střední oblouk
+ = měkký oblouk s minimálním rozstřikem
Svařování SynchroPuls
Svařování SynchroPuls se doporučuje pouze pro svarová spojení s hliníkovými slitinami, jejichž svarové švy mají získat šupinkový vzhled. Tohoto efektu se dosáhne
změnami svařovacího výkonu, který osciluje mezi dvěma pracovními body.
Oba pracovní body jsou odvozeny ze střídavé změny svařovacího výkonu v
kladném i záporném směru, přičemž velikost této změny se nastavuje v nabídce
Setup jako parametr dFd (odchylka podávací rychlosti: 0,0 - 3,0 m/min nebo 0.0 -
118.1 ipm).
Další parametry pro SynchroPuls:
frekvence F pro změnu pracovního bodu (nastavitelná v nabídce Setup)
-
korekce délky oblouku pro nižší pracovní bod (nastavuje se pomocí parametru
-
korekce délky oblouku na ovládacím panelu)
korekce délky oblouku pro vyšší pracovní bod (nastavuje se v nabídce Setup,
-
parametr Al.2)
Chcete-li aktivovat funkci SynchroPuls, je v nabídce Setup pracovního postupu
nutné změnit alespoň hodnotu parametru F (frekvence) ze stavu OFF na libovolnou hodnotu v rozsahu 0,5 až 5 Hz.
UPOZORNĚNĹ!
V případě nastavení standardního ručního svařování není funkce SynchoPuls
podporována.
70
Page 71
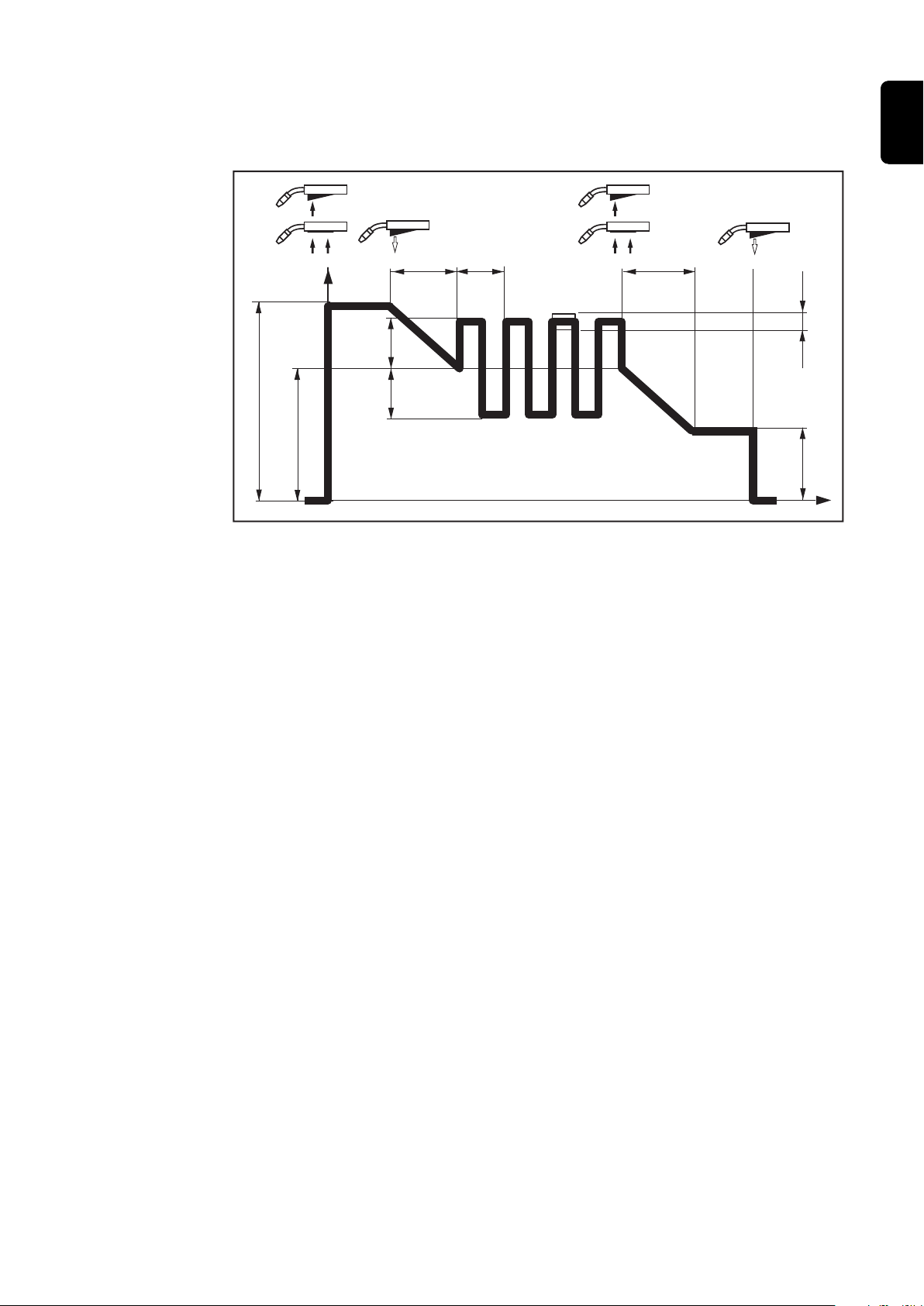
Princip funkce SynchroPuls při použití u provozního režimu „Speciální 4takt“
I v
D
Al.2
LSLS
+ +
dFd
1/F
v
I-S
dFd
t
I-E
I-S = fáze startovacího proudu, SL = Slope, I-E = fáze koncového kráteru, v =
rychlost drátu
Princip funkce SynchroPuls
CS
71
Page 72
Standardní ruční svařování MIG/MAG
Všeobecné informace
Dostupné parametry
Standardní ruční svařování MIG/MAG je svařovacím postupem MIG/MAG bez synergické funkce.
Změna jednoho parametru nevyvolá automatické přizpůsobení ostatních parametrů. Všechny volitelné parametry je zapotřebí jednotlivě nadefinovat s ohledem
na požadavky konkrétního svařovacího procesu.
U ručního svařování MIG/MAG jsou k dispozici následující parametry:
Rychlost drátu
1 m/min (39.37 ipm.) - maximální rychlost drátu, např. 25 m/min (984.25 ipm.)
Svařovací napětí
TSt 4000 Pulse: 15,5 - 31,5 V
TSt 5000 Pulse: 14,5 - 39 V
Standardní ruční
svařování
MIG/MAG
Dynamika
k ovlivnění zkratové dynamiky v okamžiku přechodu kapky
Svařovací proud
pouze jako zobrazení aktuální hodnoty
Pomocí tlačítka pracovního postupu zvolte požadovaný svařovací postup:
1
Standardní ruční svařování MIG/MAG
Pomocí tlačítka provozního režimu zvolte požadovaný provozní režim MIG/
2
MAG:
Režim 2takt
72
Režim 4takt
U standardního ručního svařování MIG/MAG odpovídá provozní režim speciální
4takt běžnému režimu 4takt.
Page 73

DŮLEŽITÉ! Parametry nastavené na ovládacím panelu jedné systémové komponenty, např. dálkového ovladače nebo podavače drátu, nemusí být možné změnit
na ovládacím panelu svařovacího zdroje.
Pomocí tlačítka volby parametru zvolte parametr Rychlost drátu
3
Zadávacím kolečkem nastavte požadovanou rychlost drátu
4
Pomocí tlačítka volby parametru zvolte parametr Svařovací napětí
5
Zadávacím kolečkem nastavte požadované svařovací napětí
6
Hodnoty parametrů se zobrazí na příslušném digitálním displeji.
V zásadě platí, že všechny požadované hodnoty parametrů zůstávají zachovány až
do příští změny. To platí i v případech, kdy byl svařovací zdroj mezitím vypnut a
znovu zapnut. Chcete-li během procesu svařování zobrazovat aktuální svařovací
proud, vyberte parametr Svařovací proud.
Pro zobrazení aktuální hodnoty svařovacího proudu během svařování:
Pomocí tlačítka volby parametru zvolte parametr Svařovací proud
-
Na digitálním displeji se během svařování zobrazí aktuální hodnota
-
svařovacího proudu.
Otevřete ventil plynové lahve
7
Nastavte množství ochranného plynu:
8
Klepněte na tlačítko zkoušky plynu
-
Otáčejte stavěcím šroubem na spodní straně redukčního ventilu, až bude
-
manometr ukazovat požadované množství plynu
Znovu klepněte na tlačítko zkoušky plynu
-
CS
Korekce během
svařování
POZOR!
Nebezpečí úrazu elektrickým proudem a poškození majetku vysouvanou drátovou elektrodou.
Při stisknutí tlačítka hořáku
Držte svařovací hořák směrem od obličeje a těla
▶
Používejte vhodné ochranné brýle
▶
Nemiřte svařovacím hořákem na jiné osoby
▶
Dbejte na to, aby se drátová elektroda nedotýkala žádných elektricky vo-
▶
divých nebo uzemněných částí (např. pláště atd.)
Stiskněte tlačítko hořáku a zahajte svařovací proces
9
Pro dosažení optimálního výsledku svařování je v některých případech zapotřebí
nastavit dynamiku.
Tlačítkem pro volbu parametrů zvolte parametr Dynamika
1
Zadávacím kolečkem nastavte požadovanou hodnotu dynamiky
2
Hodnota parametru se zobrazí na příslušném digitálním displeji.
73
Page 74

Bodové svařování a intervalové svařování
Všeobecné informace
Bodové
svařování
Provozní režimy bodového svařování a intervalového svařování jsou svařovací procesy MIG/MAG. Aktivace provozního režimu bodové svařování a intervalové
svařování se provádí na ovládacím panelu.
Bodové svařování se používá u jednostranně přístupných svarových spojů na
překrývajících se plechách.
Intervalové svařování se používá pro tenké plechy.
Přívod drátové elektrody neprobíhá kontinuálně, proto se může tavná lázeň v intervalech doby pauzy ochladit. Tak je možné z větší části předcházet místnímu
přehřátí a následnému propálení základního materiálu.
V nabídce Setup nastavte dobu bodování / interval doby svařování SPt
1
DŮLEŽITÉ! Pro bodové svařování musí být nastaven interval doby pauzy SPb
= OFF!
Jen při synergickém svařování:
2
Pomocí příslušných tlačítek zvolte použitý přídavný materiál, průměr drátu a
ochranný plyn
Zvolte požadovaný svařovací postup:
3
Standardní ruční svařování MIG/MAG
Standardní synergické svařování MIG/MAG
Pulzní synergické svařování MIG/MAG
Vyberte provozní režim Bodové svařování / Intervalové svařování:
4
Bodové svařování / Intervalové svařování
Na ovládacím panelu svítí indikace bodového svařování / intervalového
svařování / SynchroPuls (SF)
V závislosti na zvoleném svařovacím postupu navolte požadované parametry
5
svařování a pomocí příslušného zadávacího kolečka je nastavte
Otevřete ventil plynové lahve
6
Nastavte množství ochranného plynu
7
74
Page 75
POZOR!
Intervalové
svařování
Nebezpečí úrazu elektrickým proudem a poškození majetku vysouvanou drátovou elektrodou.
Při stisknutí tlačítka hořáku
Držte svařovací hořák směrem od obličeje a těla
▶
Používejte vhodné ochranné brýle
▶
Nemiřte svařovacím hořákem na jiné osoby
▶
Dbejte na to, aby se drátová elektroda nedotýkala žádných elektricky vo-
▶
divých nebo uzemněných částí (např. pláště atd.)
Bodové svařování
8
Postup při zhotovení svařovaného bodu:
Držte svařovací hořák kolmo
1
Stiskněte a uvolněte tlačítko hořáku
2
Udržujte polohu svařovacího hořáku
3
Vyčkejte do uplynutí doby dofuku plynu
4
Oddalte svařovací hořák
5
V nabídce Setup nastavte interval doby pauzy SPb
1
Intervalové svařování je aktivováno.
Parametr Int (Interval) se zobrazí v nabídce Setup.
CS
V nabídce Setup u parametru Int zadejte provozní režim pro intervalové
2
svařování (2T/4T)
V nabídce Setup nastavte dobu bodování / interval doby svařování SPt
3
Jen při synergickém svařování:
4
Pomocí příslušných tlačítek zvolte použitý přídavný materiál, průměr drátu a
ochranný plyn
Zvolte požadovaný svařovací postup:
5
Standardní ruční svařování MIG/MAG
Standardní synergické svařování MIG/MAG
Pulzní synergické svařování MIG/MAG
75
Page 76

Vyberte provozní režim Bodové svařování / Intervalové svařování:
6
Bodové svařování / Intervalové svařování
Na ovládacím panelu svítí indikace bodového svařování / intervalového
svařování / SynchroPuls (SF).
V závislosti na zvoleném svařovacím postupu navolte požadované parametry
7
svařování a pomocí příslušného zadávacího kolečka je nastavte
Otevřete ventil plynové lahve
8
Nastavte množství ochranného plynu
9
POZOR!
Nebezpečí úrazu elektrickým proudem a poškození majetku vysouvanou drátovou elektrodou.
Při stisknutí tlačítka hořáku
Držte svařovací hořák směrem od obličeje a těla
▶
Používejte vhodné ochranné brýle
▶
Nemiřte svařovacím hořákem na jiné osoby
▶
Dbejte na to, aby se drátová elektroda nedotýkala žádných elektricky vo-
▶
divých nebo uzemněných částí (např. pláště atd.)
Intervalové svařování
10
Postup při intervalovém svařování:
Držte svařovací hořák kolmo
1
V závislosti intervalovém provozním režimu nastaveném pod parametrem Int:
2
Stiskněte a podržte tlačítko hořáku (režim 2takt)
Stiskněte a uvolněte tlačítko hořáku (režim 4takt)
Udržujte polohu svařovacího hořáku
3
Vyčkejte na interval svařování
4
Umístěte svařovací hořák k dalšímu bodu
5
Chcete-li ukončit intervalové svařování, v závislosti na intervalovém pro-
6
vozním režimu nastaveném pod parametrem Int:
Uvolněte tlačítko hořáku (režim 2takt)
Stiskněte a uvolněte tlačítko hořáku (režim 4takt)
Vyčkejte do uplynutí doby dofuku plynu
7
Oddalte svařovací hořák
8
76
Page 77

Režim EasyJob
CS
Všeobecné informace
Uložení pracovních bodů EasyJob
Vyvolání pracovních bodů EasyJob
Tlačítka pro ukládání umožňují uložení až 5 pracovních bodů EasyJob. Každý pracovní bod odpovídá příslušným nastavením na ovládacím panelu.
EasyJoby je možné ukládat pro všechny svařovací postupy.
DŮLEŽITÉ! Parametry Setup se neukládají.
Pro uložení aktuálního nastavení ovládacího panelu podržte jedno
1
z tlačítek pro ukládání, např.:
Na levém displeji se zobrazí údaj „Pro“
-
Po krátké době se změní údaj na levém displeji na počáteční
-
hodnotu
Uvolněte tlačítko pro ukládání
2
Pro vyvolání uložených nastavení krátce stiskněte odpovídající
1
tlačítko pro ukládání, např.:
Na ovládacím panelu se zobrazí uložená nastavení
-
Smazání pracovních bodů EasyJob
Chcete-li vymazat obsah paměti některého tlačítka pro ukládání,
1
podržte stisknuté odpovídající tlačítko pro ukládání, např.:
Na levém displeji se zobrazí údaj „Pro“.
-
Po krátké době se změní údaj na levém displeji na počáteční
-
hodnotu
Tlačítko pro ukládání držte dále stisknuté
2
Na levém displeji se zobrazí údaj „CLr“.
-
Po krátké době se na obou displejích zobrazí „---“
-
Uvolněte tlačítko pro ukládání
3
77
Page 78

Vyvolání pracovních bodů EasyJob na
svařovacím
hořáku Up/Down
Pro vyvolání uložených nastavení pomocí svařovacího hořáku Up/Down musí být
stisknuté jedno z tlačítek pro ukládání na ovládacím panelu.
Stiskněte jedno z tlačítek pro ukládání na ovládacím panelu, např.:
1
Na ovládacím panelu se zobrazí uložená nastavení.
Nyní je možná volba tlačítek pro ukládání pomocí tlačítek na svařovacím hořáku
Up/Down. Neobsazená tlačítka pro ukládání se přitom přeskočí.
Kromě rozsvícení čísel tlačítek pro ukládání dojde k zobrazení čísla přímo na
svařovacím hořáku Up/Down:
Indikace na svařovacím hořáku Up/
Down
Pracovní bod EasyJob na ovládacím
panelu
78
Page 79

Svařování TIG
79
Page 80

80
Page 81
Svařování TIG
CS
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
Po otevření přístroje se pomocí vhodného měřicího přístroje ujistěte, že
▶
součásti, které mohou mít elektrický náboj (např. kondenzátory), jsou vybité.
Příprava
Přepněte síťový vypínač do polohy - O -
1
Odpojte síťovou zástrčku
2
Odmontujte svařovací hořák MIG/MAG
3
Odpojte zemnicí kabel od záporné proudové zásuvky (-)
4
Zastrčte zemnicí kabel do kladné proudové zásuvky (+) a zajistěte ho
5
Připojte druhý konec zemnicího kabelu ke svařenci
6
Zasuňte bajonetovou proudovou zástrčku svařovacího hořáku TIG do záporné
7
proudové zásuvky (-) a zajistěte otočením doprava
Na lahev s plynem (argon) našroubujte redukční ventil a pevně jej utáhněte
8
Nasaďte plynovou hadici na regulační ventil a na přípojku ochranného plynu
9
TIG na svařovacím zdroji
Zapojte síťovou zástrčku
10
81
Page 82

Svařování TIG
POZOR!
Nebezpečí úrazu elektrickým proudem a vzniku materiálních škod.
Jakmile je síťový vypínač v poloze - I -, wolframová elektroda svařovacího hořáku
je pod napětím.
Dbejte na to, aby wolframová elektroda nepřišla do styku s osobami ani se
▶
nedotýkala žádných elektricky vodivých nebo uzemněných částí (např. kryt
zařízení atd.).
Přepněte síťový vypínač do polohy - I -: Všechny kontrolky na ovládacím pane-
1
lu se krátce rozsvítí
Pomocí tlačítka pracovního postupu vyberte svařování TIG:
2
Se zpožděním 3 sekund bude na přípojku svařovacího kabelu přivedeno
svařovací napětí.
DŮLEŽITÉ! Parametry nastavené na ovládacím panelu jedné systémové komponenty, např. podavače drátu nebo dálkového ovladače, nemusí být možné změnit
na ovládacím panelu svařovacího zdroje.
Pomocí tlačítka volby parametru zvolte parametr Velikost proudu.
3
Pomocí zadávacího kolečka nastavte požadovanou velikost proudu.
4
Hodnota pro velikost proudu se zobrazí na levém digitálním displeji.
V zásadě platí, že zůstávají zachovány všechny požadované hodnoty parametrů nastavené zadávacím kolečkem vždy do té doby, než je obsluha změní. To
platí i v případech, kdy byl svařovací zdroj mezitím vypnut a znovu zapnut.
Na redukčním ventilu nastavte požadované množství ochranného plynu
5
Začněte svařovat (zapalte oblouk)
6
82
Page 83
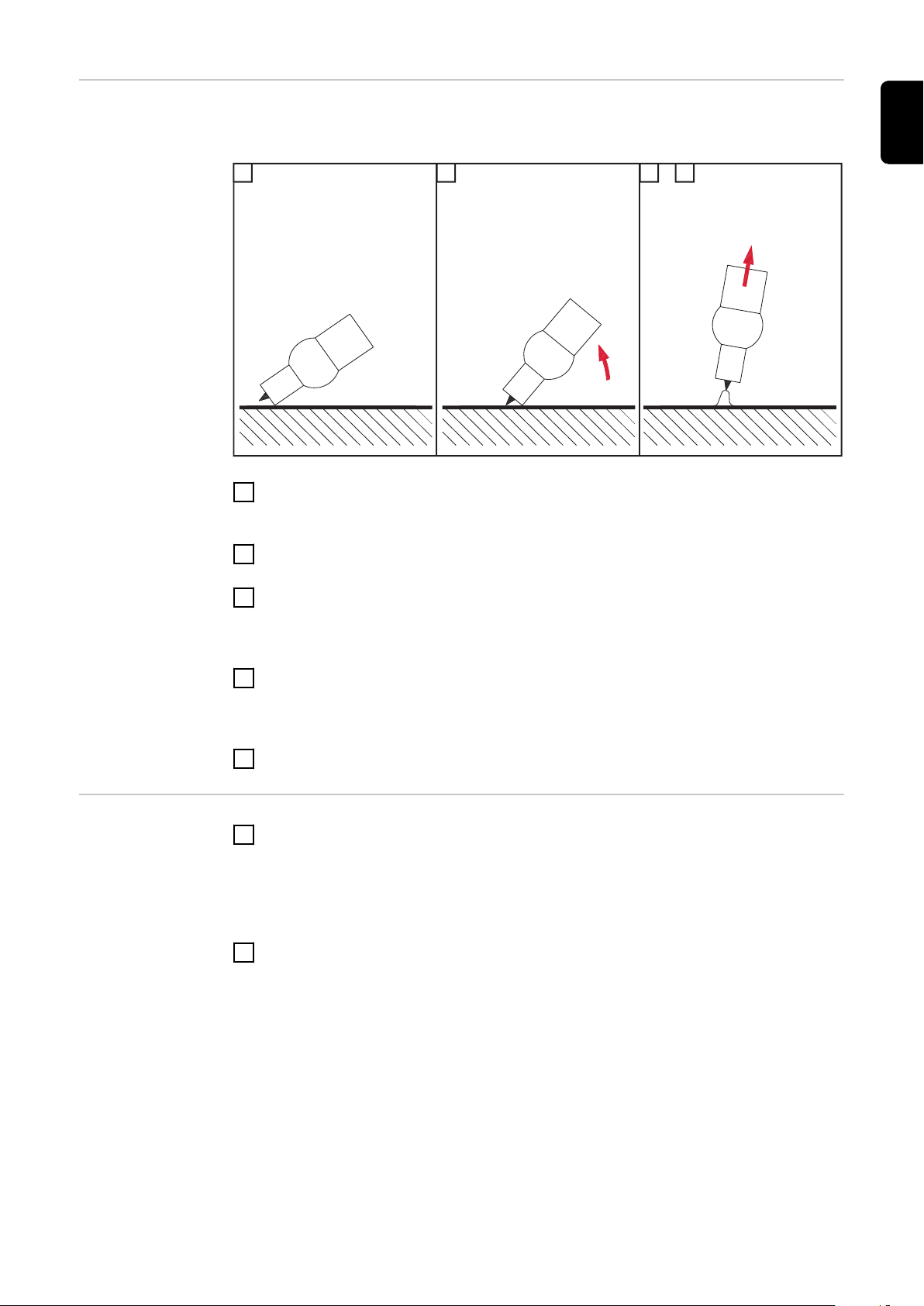
Zapálení oblouku Při použití svařovacího hořáku s tlačítkem hořáku a konektorem TMC (s továrním
1 2 3 4
+
nastavením režimu 2takt):
Nasaďte plynovou hubici na místo, kde se má zapálit oblouk, tak, aby vzdále-
1
nost mezi wolframovou elektrodou a svařencem byla asi 2 až 3 mm (0.078 až
0.118 inch)
Pozvolna napřimujte svařovací hořák, až se wolframová elektroda dotkne
2
svařence
Zatáhněte tlačítko hořáku zpět a podržte je
3
CS
Ochranný plyn proudí.
Oddalte svařovací hořák a nakloňte ho do normální polohy
4
Oblouk se zapálí.
Proveďte svařování
5
Ukončení
Zvedněte svařovací hořák TIG od svařence, až oblouk zhasne.
1
svařování
DŮLEŽITÉ! Na ochranu wolframové elektrody nechte na konci svařování
ochranný plyn proudit tak dlouho, až bude wolframová elektroda dostatečně
ochlazená.
Uvolněte tlačítko hořáku
2
83
Page 84
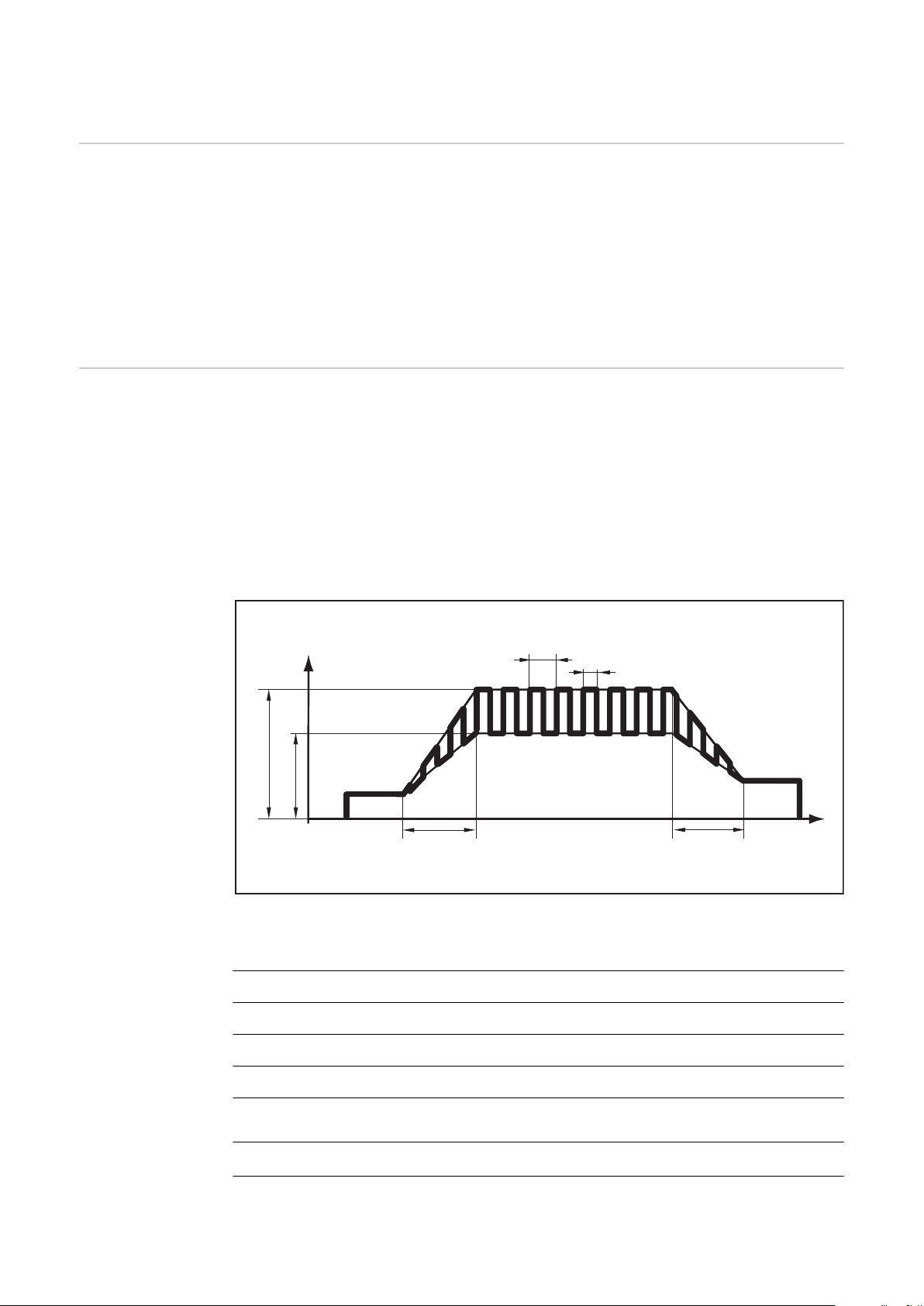
Pulzní svařování
1/F-P
I-P
I-G
I
t
t
up
t
down
I-S
I-E
dcY
Možnosti použití Pulzní svařování je svařování s pulzujícím svařovacím proudem. Používá se
především při polohovém svařování ocelových trubek nebo při svařování tenkých
plechů.
U těchto způsobů použití nemusí být svařovací proud nastavený na začátku
svařování optimální pro celý průběh svařování:
při příliš malé velikosti proudu nedojde k dostatečnému natavení základního
-
materiálu,
při přehřátí vyvstává nebezpečí odkapu tekuté tavné lázně.
-
Princip funkce
Nízký základní proud I-G po strmém vzestupu stoupá na znatelně vyšší pulzní
-
proud I-P a po nastavené době Duty cycle dcY opět klesá na základní proud
I-G.
Z toho vyplývá střední hodnota proudu, který je nižší než nastavený pulzní
-
proud I-P.
Při pulzním svařování jsou rychle natavovány krátké svařované úseky, které
-
poté také rychle ztuhnou.
Svařovací zdroj reguluje parametry Duty-Cycle dcY a základní proud I-G podle
nastaveného pulzního proudu (svařovacího proudu) a nastavené pulzní frekvence.
84
Průběh svařovacího proudu
Nastavitelné parametry:
I-S Startovací proud
I-E Závěrný proud
F-P Pulzní frekvence (1/F-P = časový odstup dvou pulzů)
I-P Pulzní proud (nastavený svařovací proud)
Nenastavitelné parametry:
t
t
up
down
UpSlope
Down Slope
Page 85

dcY Duty-Cycle
Aktivace
pulzního
svařování
I-G Základní proud
Nastavte hodnotu pro Setup parametr F-P (pulzní frekvence)
1
Rozsah nastavení: 1 - 990 Hz
-
Popis parametrů najdete v části Parametry pro svařování TIG od str. 106.
CS
85
Page 86

86
Page 87

Svařování obalenou elektrodou
87
Page 88

88
Page 89
Svařování obalenou elektrodou
CS
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
Po otevření přístroje se pomocí vhodného měřicího přístroje ujistěte, že
▶
součásti, které mohou mít elektrický náboj (např. kondenzátory), jsou vybité.
Příprava
Přepněte síťový vypínač do polohy - O -
1
Odpojte síťovou zástrčku
2
DŮLEŽITÉ! Informace, zda se s obalenou elektrodou svařuje na kladném (+),
či záporném (-) pólu, najdete na balení obalené elektrody.
Podle typu elektrody zastrčte zemnicí kabel do kladné (+) nebo záporné (-)
3
proudové zásuvky a zajistěte ho otáčením doprava
Připojte druhý konec zemnicího kabelu ke svařenci
4
Bajonetovou zástrčku kabelu držáku elektrody zastrčte podle typu elektrody
5
do volné proudové zásuvky s opačnou polaritou a otočením doprava ji zajistěte
Zapojte síťovou zástrčku
6
89
Page 90
Svařování obalenou elektrodou
POZOR!
Nebezpečí úrazu elektrickým proudem a vzniku materiálních škod.
Jakmile je síťový vypínač přepnutý do polohy - I -, obalená elektroda v držáku
elektrody je pod napětím.
Dbejte na to, aby obalená elektroda nepřišla do styku s osobami ani se ne-
▶
dotýkala žádných elektricky vodivých nebo uzemněných částí (např. kryt
zařízení atd.)
Přepněte síťový vypínač do polohy - I -: Všechny kontrolky na ovládacím pane-
1
lu se krátce rozsvítí
Pomocí tlačítka pracovního postupu zvolte postup svařování obalenou elek-
2
trodou:
Se zpožděním 3 sekund bude na přípojku svařovacího kabelu přivedeno
svařovací napětí.
Po výběru postupu svařování obalenou elektrodou se automaticky vypne
chladicí modul (pokud je k dispozici). Nelze ho zapnout.
DŮLEŽITÉ! Parametry nastavené na ovládacím panelu jedné systémové komponenty, např. dálkového ovladače nebo podavače drátu, nemusí být možné změnit
na ovládacím panelu svařovacího zdroje.
Korekce během
svařování
Pomocí tlačítka volby parametru zvolte parametr Velikost proudu.
3
Pomocí zadávacího kolečka nastavte velikost požadovaného proudu.
4
Hodnota proudu se zobrazí na levém digitálním displeji.
V zásadě platí, že všechny požadované hodnoty parametrů nastavené
zadávacím kolečkem zůstávají uložené až do provedení další změny. To platí i
v případech, kdy byl svařovací zdroj mezitím vypnut a znovu zapnut.
Začněte svařovat
5
Pro zobrazení aktuální hodnoty svařovacího proudu během svařování:
Pomocí tlačítka volby parametru zvolte parametr Svařovací proud
-
Na digitálním displeji se během svařování zobrazí aktuální hodnota
-
svařovacího proudu.
Pro dosažení optimálního výsledku svařování je v některých případech zapotřebí
nastavit dynamiku.
Tlačítkem pro volbu parametrů zvolte parametr Dynamika
1
Zadávacím kolečkem nastavte požadovanou hodnotu dynamiky
2
90
Hodnota parametru se zobrazí na příslušném digitálním displeji.
Ovlivnění zkratové dynamiky v okamžiku přechodu kapky:
Page 91

- = tvrdý a stabilní oblouk
0 = střední oblouk
+ = měkký oblouk s minimálním rozstřikem
CS
91
Page 92

Funkce HotStart Pro dosažení optimálních pracovních výsledků je v některých případech nutno na-
I (A)
300
200
HCU
I
H
HCU > I
H
t (s)
0,5
1
1,5
Hti
stavit funkci HotStart.
Výhody
Zlepšení zapalovacích vlastností i v případě elektrod se špatnými zapalo-
-
vacími vlastnostmi
Lepší natavení základního materiálu na začátku svaru a v důsledku toho
-
snížení počtu svarových chyb
Výrazné omezení tvorby struskových vměstků
-
Nastavení parametrů, které jsou pro tuto funkci k dispozici, najdete v části „Nastavení Setup“, „Nabídka Setup - 2. úroveň“.
Popis
Hti Hot-current time = doba trvání
zvýšeného (startovacího) proudu,
0 až 2 s,
tovární nastavení 0,5 s
HCU HotStart-current = proud Hot-
Start,
100 až 200 %,
tovární nastavení 150 %
Funkce AntiStick
I
Hlavní proud = nastavený
H
svařovací proud
Princip funkce
V průběhu nastavené doby trvání startovacího proudu (Hti) se svařovací
proud zvýší na určitou hodnotu. Tato
hodnota (HCU) je vyšší než nastavený
svařovací proud (IH).
Při zkracování oblouku může svařovací napětí klesnout do té míry, že obalená
elektroda jeví tendenci k přivaření („lepení“) na svařenec. Kromě toho může dojít
k rozžhavení obalené elektrody.
Aktivovaná funkce Anti-Stick („antilepení“) tomuto rozžhavení zabrání. Pokud se
začne obalená elektroda „lepit“, svařovací zdroj okamžitě odpojí svařovací proud.
Po oddělení obalené elektrody od svařence je možné ve svařování bez problémů
pokračovat.
Funkci Anti-Stick (Ast) je možné aktivovat a deaktivovat v nabídce Setup u parametrů Setup pro svařování obalenou elektrodou.
92
Page 93

Easy Documentation
93
Page 94

94
Page 95

Všeobecné informace
CS
Všeobecné informace
Dokumentovaná
svařovací data
Pokud je svařovací zdroj vybaven funkcí Easy Documentation, je možné
nejdůležitější svařovací data každého svařování zdokumentovat a uložit jako soubor CSV na USB flash disk.
Se svařovacími daty se uloží také signatura Fronius, jejímž prostřednictvím je
možné zkontrolovat a zajistit pravost dat.
Aktivace/deaktivace funkce Easy Documentation se provádí zapojením/odpojením dodaného Fronius USB flash disku s formátováním FAT32 na zadní straně
svařovacího zdroje.
DŮLEŽITÉ! Chcete-li dokumentovat svařovací data, musí být správně nastavené
datum a čas.
Dokumentují se následující data:
Typ přístroje
Název souboru
Číslo položky
Sériové číslo
Verze firmwaru ve svařovacím zdroji
Firmware PC-Boardu DOCMAG (Easy Documentation)
Verze dokumentu
https://www.easydocu.weldcube.com (Pod tímto odkazem je možné z vybraných
svařovacích dat vytvořit sestavu PFDF)
Nr. Počitadlo
Začátek se zapojením USB flash disku;
Po vypnutí a zapnutí svařovacího zdroje počitadlo pokračuje od posledního čísla svarového švu.
Po dosažení 1000 svařování se vytvoří nový soubor CSV.
Date Datum rrrr-mm-dd
Time Čas hh:mm:ss
při zahájení průtoku proudu
Duration Doba v [s]
od zahájení do konce průtoku proudu (signál průtoku proudu)
I Svařovací proud * v [A]
U Svařovací napětí * ve [V]
vd Rychlost drátu * v [m/min]
wfs Rychlost drátu * v [ipm]
IP Výkon * z aktuálních hodnot ve [W]
IE Energie při aktuálních hodnotách v [kJ]
v průběhu celého svařování
I-Mot Proud motoru * v [A]
Synid Číslo charakteristiky
pro každé svařování
Job Číslo EasyJobu
pro svarový šev
95
Page 96
Process Svařovací proces
Mode Režim
Status PASS: regulérní svařování
IGN: svařování přerušeno během fáze zapálení
Err | xxx: svařování přerušeno z důvodu chyby; příslušný servisní
kód se zadokumentuje
Interval Číslo svarového švu při provozním režimu „Interval“
Signatu-reSignatura pro každé číslo svaru
* platí pro hlavní fázi procesu;
při přerušení fáze zapálení se uloží střední hodnota ve fázi zapálení
a vygeneruje se označení pro dosažení hlavní fáze procesu
Svařovací data se dokumentují vždy jako střední hodnoty hlavní fáze procesu, a to
pro každé svařování.
Nový soubor
CSV
Sestava PDF /
signatura Fronius
Nový soubor CSV se vygeneruje:
když se při zapnutém svařovacím zdroji odpojí a znovu připojí USB flash disk,
-
při změně data a času,
-
po 1000 svařování,
-
při aktualizaci firmwaru,
-
když se USB flash disk odpojí a znovu připojí k jinému svařovacímu zdroji
-
(= změna sériového čísla).
Pod uvedeným odkazem...
je možné vytvořit PDF sestavu vybraných svařovacích dat,
-
je možné zkontrolovat a zajistit pravost dat prostřednictvím
-
signatury Fronius načtené společně se svařovacími daty.
https://easydocu.weldcube.com
96
Page 97

Aktivace/deaktivace funkce Easy Documentation
1
USB 3.1
FAT32
1
+
...
+
...
CS
Aktivace funkce
Easy Documentation
Na displeji svařovacího zdroje se zobrazí:
Funkce Easy Documentation je aktivovaná.
doc | on se také zobrazí, když vypnete
a znovu zapnete svařovací zdroj s
připojeným USB flash diskem.
Zasuňte USB flash disk
Funkce Easy Documentation zůstane
aktivovaná.
Potvrďte zobrazení na displeji stisknutím tlačítka se šipkou
2
Nastavení data a času
3
Nastavení data a
Nastavení data a času se provádí ve 2. úrovni servisní nabídky.
času
1
Zobrazí se první parametr servisní
nabídky.
2
Pomocí levého zadávacího kolečka
zvolte parametr Setup „2nd“
3
Zobrazí se první parametr ve 2. úrovni
servisní nabídky.
4
Pomocí levého zadávacího kolečka
zvolte parametr Setup „yEA“ (= rok)
97
Page 98
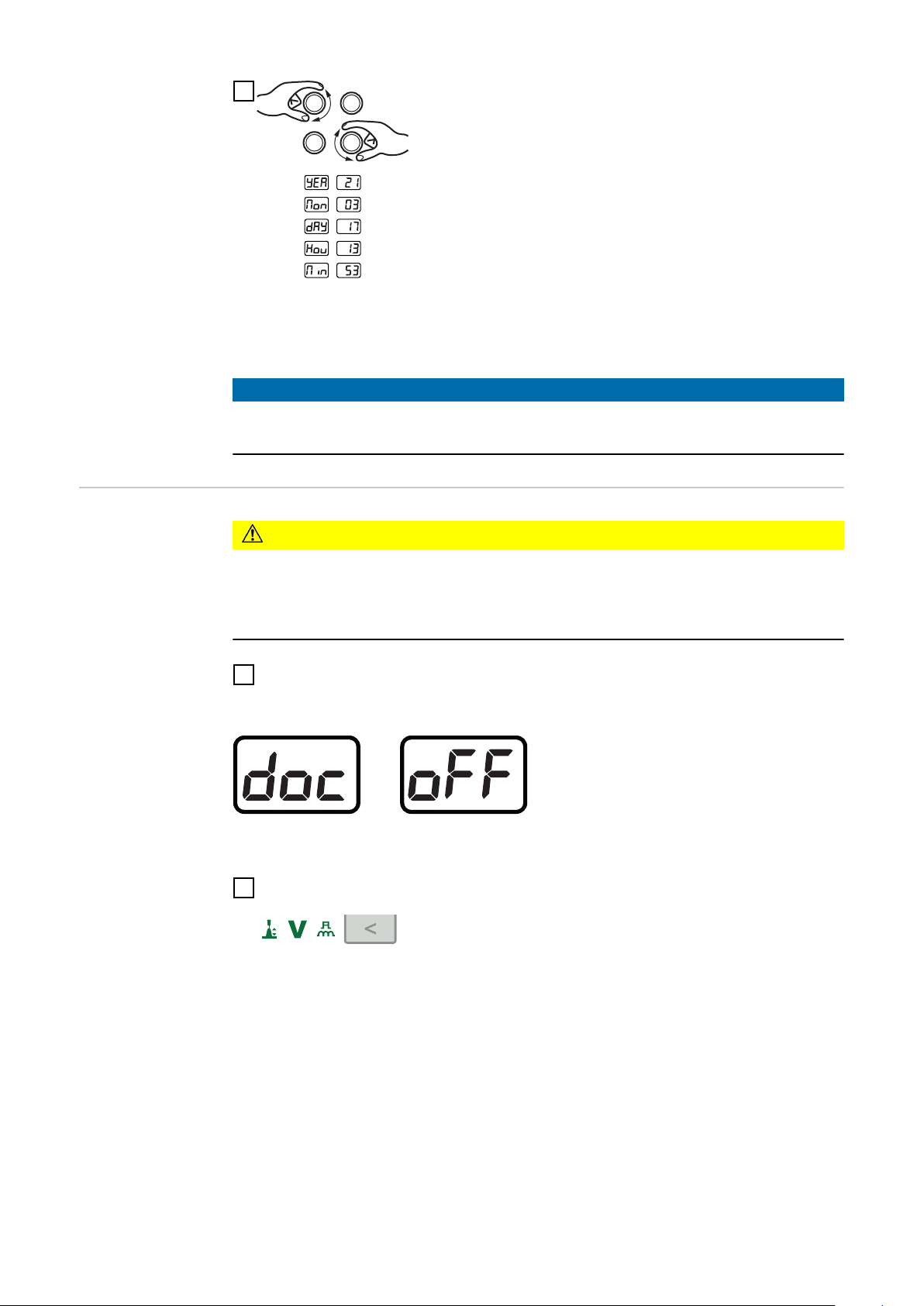
5
UPOZORNĚNĹ!
Při vrácení svařovacího zdroje do továrního nastavení prostřednictvím Setup parametru FAC zůstávají datum a čas uložené.
Nastavení data a času:
levé zadávací kolečko:
-
výběr parametru
pravé zadávací kolečko:
-
změna hodnoty
Rozsahy nastavení:
yEA rok (20rr; 0–99)
Mon měsíc (mm; 1–12)
dAY den (dd; 1–31)
Hou hodina (hh; 0–24)
Min minuta (mm; 0–59)
Deaktivace funkce Easy Documentation
POZOR!
Nebezpečí ztráty nebo poškození dat v důsledku předčasného odpojení USB fla-
sh disku
USB flash disk odpojujte až po cca 10 sekundách od skončení posledního
▶
svařování, aby se zajistil správný přenos dat.
Odpojte USB flash disk od svařovacího zdroje
1
Na displeji svařovacího zdroje se zobrazí:
Funkce Easy Documentation je deaktivovaná.
Potvrďte zobrazení na displeji stisknutím tlačítka se šipkou
2
98
Page 99

Nastavení Setup
99
Page 100

100
 Loading...
Loading...