

Page 1

Operating
Instructions
TransSteel 2700c
TransSteel 2700c MV
TransSteel 3500c
JA
操作手順
42,0426,0107,JA 048-12122022
Page 2

Page 3

目次
安全上のご注意 7
安全通知の説明 7
概要 7
適切な使用 8
環境条件 8
作業者の義務 8
スタッフの義務 8
主電源接続 9
ご自身と他の人々の保護 9
有毒なガスおよび蒸気による危険 9
飛び火による危険 10
主電源電流および溶接電流による危険 10
曲りくねった溶接電流 11
EMC 装置分類 12
EMC 対策 12
EMF 対策 12
特定の危険区域 13
保護ガスの要件 14
遮へいガスシリンダーによる危険 14
保護ガス漏れの危険 14
通常運転での安全対策 15
起動、整備および修理 15
安全検査 15
廃棄 16
安全記号 16
データ保護 16
版権 16
JA
基本的情報 17
一般事項 19
装置のコンセプト 19
機能原則 19
応用分野 19
装置に関する警告通知 19
システムコンポーネント 21
一般事項 21
安全記号 21
概要 21
オプション 23
電圧低下装置:安全機能 23
電圧低下装置:安全原理 23
コントロールエレメントおよび接続部 25
シナジックセントラル制御盤 27
一般事項 27
安全規則 27
共同利用制御盤 28
サービスパラメータ 30
キーロック 31
接続、スイッチ、および機械部品 32
前面および後面、TSt 2700c 32
前面および後面、TSt 3500c 33
側面図 34
取り付けと起動 35
溶接課題に必要な、最小限の装置 37
一般事項 37
ガス冷却 MIG/MAG 溶接 37
3
Page 4

MIG/MAG 溶接、水冷式 37
手棒溶接 37
取り付けと起動の前 38
安全規則 38
意図されている目的のみに使用 38
セットアップに関する規定 38
電源接続 39
主ケーブルの接続 40
一般事項 40
規定の主電源ケーブルと歪開放装置 40
安全記号 40
主電源ケーブルの接続 41
歪開放装置の取り付け、TSt 2700c、単相作業 41
歪開放装置の取り付け、TSt 2700c 42
歪開放装置の取り付け、TSt 2700c MV 43
歪開放装置の取り付け、TSt 3500c 44
カナダ / 米国向け歪開放装置の取り付け、TSt 3500c 45
発電機運転 46
発電機運転 46
単相運転 47
単相運転 47
単相運転中の「デューティ・サイクル」の説明 48
単相運転中の溶接時間 48
システム部品を取り付け/接続します 50
システム部品についての情報 50
トロリーへの取付け 50
ガスシリンダーの接続 50
MIG/MAG 溶接トーチを接続 51
接地(アース)接続を確実に行います 52
駆動ローラの挿入/変更 52
溶接ワイヤー巻き/バスケット型スプールの挿入 53
ワイヤ電極のワイヤインチング 54
接触圧力の設定 56
ブレーキの調整 57
ブレーキの設計 58
始動 59
一般事項 59
必要条件 59
試運転 59
溶接 61
出力制限 63
安全機能 63
MIG/MAG モード 64
一般事項 64
2 ステップモード 64
4 ステップモード 64
特別な 4 ステップモード 65
スポット溶接 65
2 ステップスティッチ溶接 66
4 ステップスティッチ溶接 66
MIG/MAG 溶接 67
安全規則 67
概要 67
MIG/MAG 溶接用標準シナジック溶接 68
MIG/MAG 標準共同溶接 68
溶接中の補正 69
MIG/MAG 溶接用標準手溶接 70
一般事項 70
利用可能なパラメータ 70
MIG/MAG 標準手動溶接 70
4
Page 5

溶接中の補正 71
MMA 溶接 72
安全規則 72
準備 72
手棒溶接 72
溶接中の補正 73
HotStart 機能 73
非付着性機能 73
動作ポイントの保存と取り込み 75
一般事項 75
EasyJob 動作ポイントの保存 75
EasyJob 動作ポイントの取得 75
EasyJob 動作ポイントの削除 75
溶接トーチを上げる/下げるで動作ポイントを取り込む 75
セットアップ設定 77
設定メニュー 79
一般的な注意事項 79
設定パラメータの構成 79
MIG/MAG 標準手動溶接の設定パラメータ 79
MIG/MAG 溶接用標準シナジック溶接の設定パラメータ 81
手棒溶接用設定パラメータ 82
設定メニュー - レベル 2 84
制限 84
設定パラメータの構成 84
設定メニューレベル 2 における、MIG/MAG 溶接パラメータ 85
Setup メニューレベル 2 の手動金属アーク(MMA)溶接用パラメータ 87
溶接回路抵抗 r の測定 88
一般事項 88
溶接回路抵抗の測定(MIG/MAG 溶接) 88
溶接回誘導率 L の表示 89
一般事項 89
溶接回路・誘導率の表示 89
ホースパックを適切に設置 89
JA
トラブルシューティングとメンテナンス 91
トラブルシューティング 93
一般事項 93
安全 93
故障診断 93
表示されたサービスコード 96
点検、整備および廃棄 102
一般事項 102
安全規則 102
毎回の起動時 102
必要であれば、 102
2 ヶ月毎 103
6 ヶ月毎 103
廃棄 103
溶接中の平均消費値 104
MIG/MAG 溶接中の平均ワイヤ電極消費量 104
MIG/MAG 溶接中の平均保護ガス消費量 104
TIG 溶接中の平均保護ガス消費量 104
技術データ 105
特殊電圧 105
用語「使用率」の説明 105
TSt 2700c 105
TSt 2700c MV 107
TSt 3500c 109
重要な原材料の概要、装置の製造年 112
付録 113
5
Page 6

クイックリファレンス 113
TSt 2700c 溶接プログラムテーブル 115
TSt 2700c (米国)溶接プログラムテーブル 116
TransSteel 3500(欧州)溶接プログラムテーブル 117
TransSteel 3500(米国)溶接プログラムテーブル 118
6
Page 7

安全上のご注意
JA
安全通知の説明
警告!
差し迫った危険性があることを示します。
これを回避しないと、死亡や重傷に至ることがあります。
▶
警告!
危険状態になる可能性があることを示します。
これを回避しないと、死亡や重傷に至る可能性があります。
▶
注意!
損傷や傷害が発生するおそれがある状況を示します。
これを回避しないと、軽度の傷害や物体への軽度の損傷が発生するおそれがありま
▶
す。
注記!
不具合が生じるか、装置を損傷するおそれがあることを示します。
概要 本装置は、最先端の技術を使用し、広く認められている安全標準に基づいて、製造され
ています。誤ったまたは不適切な使い方により、下記の事故や損傷が発生するおそれが
あります
-
作業者または第三者の傷害や死亡、
-
操作する会社が所有する装置やその他の有形資産の損傷、
-
装置の効率低下。
本装置の試運転、操作、整備、修理に関係する人はすべて、下記を満足している必要が
あります。
-
適切な資格を持っており、
-
溶接に関する十分な知識を持っており、
-
これらの操作手順を注意深く読みかつこれらに従う。
装置を使用する場合は、本操作手順を常に手近なところに置いてください。操作手順に
加えて、事故防止および環境保護に関する、一般に適用されている規定およびその地域
の規定にも注意してください。
本装置に関する安全および危険に関する掲示はすべて、
-
いつでも読める状態である必要があり、
-
損傷を受けてはならず、
-
取り外されてはならず、
-
上を覆ったり、上に貼り付けたり、上に描いたりしないでください。
本装置の安全および危険に関する注意事項の記載場所については、装置の操作手順の「概
要」のセクションを参照してください。
装置の電源を入れる前に、安全性を損なうおそれのある障害をすべて取り除いてくださ
い。
ユーザーの人身の安全が危険にさらされます。
7
Page 8

適切な使用 本装置は、その使用目的に限って使用してください。
本装置は、銘板に指定されている溶接プロセスのみで使用することを目的としています。
この目的以外のいかなる使用も不適切と見なされます。このような使用によって発生す
るいかなる損傷についても、当メーカーは責任を負いません。
適切な使用には以下が含まれます。
-
操作手順に記載されているすべての指示を注意深く読み、その内容に従う
-
安全と危険に関する注意事項をすべて、注意深く読み、遵守する
-
規定された点検および保守を実施する。
本装置を決して以下の目的に使用しないでください。
-
パイプの解凍
-
バッテリーの充電
-
エンジンの起動
本装置は産業および工場で使用することを目的としています。家庭環境での使用によっ
て発生するいかなる損傷についても、当メーカーは責任を負いません。
同様に、不十分な結果および不適切な結果に対して、当メーカーは責任を負いません。
環境条件 本装置が、規定されている区域外で使用または保管された場合、使用目的に準拠してい
ないと見なされます。このような使用によって発生するいかなる損傷についても、当メ
ーカーは責任を負いません。
周囲温度の範囲:
-
作動中:-10 °C〜+40 °C (14 °F〜104 °F)
-
運搬中および保管中:-20 °C〜+ +55 °C (-4 °F〜131 °F)
相対湿度:
-
最大 50%、40 °C (104 °F)の場合
-
最大 90%、20 °C (68 °F)の場合
周囲の空気に塵、酸、腐食性の気体や物質などが含まれていてはなりません。
最高高度 2000 m (6561 ft. 8.16 in.)までで使用できます
作業者の義務 作業者は、以下の条件を満たす人のみに本装置での作業を許可する必要があります。
-
作業中の安全性および事故防止に関する基本的な指示を熟知しており、装置の使用
方法について指示を受けている
-
これらの操作手順、特に「安全上のご注意」のセクションを読んで理解しており、
このことを署名で確認している
-
必要な結果を出せるようトレーニングを受けている。
作業者が安全性を重視した方法で作業することを徹底するために、定期的に確認を実行
する必要があります。
スタッフの義務 装置を使用する前に、装置を使用するように指示を受けたすべての人は、以下を約束し
ます。
-
作業での安全性と事故防止に関する基本的な指示を遵守する
-
これらの取扱説明書、特に「安全上のご注意」のセクションを読み、その内容を理
解し、遵守することを署名により確認する
作業場を離れる前に、不在中に人または所有物に危害が加わらないように徹底します。
8
Page 9

主電源接続 より高い規格の装置は、その電流消費のために主要電源のエネルギー品質に影響をあた
える場合があります。
これにより、複数の装置種類に以下の点で影響をあたえる場合があります。
-
接続制限
-
主電源の最大許容電気抵抗に関する基準
-
最低短絡力要件に関する基準
*)
公共送電網との接点
*)
*)
「技術データ」参照
この場合、プラント作業員または装置の使用者は、電力会社と相談の上、適切な場所に
装置が接続されているかどうかを確認します。
重要!グリッド接続が適切に絶縁処理されていることを確かめてください
JA
ご自身と他の人々
の保護
本装置を使う方は、次のような多くの危険に曝されることにご注意ください。
-
飛び火や高温の金属片
-
目や皮膚に害を与える恐れのあるアーク放射
-
心臓ペースメーカー装着者の生命を危険にさらす恐れのある有害な磁界
-
主電源電流および溶接電流による感電死
-
酷い騒音公害
-
有害な溶接煙やガス
本装置を操作する際には必ず適切な防護服を着用してください。防護服には次の特性が
備わっている必要があります:
-
難燃性
-
絶縁性および乾燥
-
身体全体を覆い、損傷が無く良好な状態のもの
-
安全ヘルメット
-
折り返しのないズボン
保護衣には多様なアイテムがあります。作業者は以下に留意してください:
-
保護バイザーや調整フィルターを使用して UV 光線、熱および火花から目と顔を保護
します
-
保護バイザーの裏側に規制に従った側面保護付きの保護メガネを装着します
-
湿潤状態でも絶縁状態を維持できる頑健な靴を履いてください
-
適切なグローブで手を保護します(電気的絶縁で、熱に対する耐性があるもの)
-
騒音の悪影響を減らし障害を防ぐために防音保護具を装着します
装置の操作中または溶接の進行中は、作業区域に近づかないようにし、特に子供に注意
してください。近隣に人がいる場合は次の事に注意してください:
-
近隣住民にすべての危険性を伝えてください(アークによる強烈な光、飛び散る火
花による怪我、有害な溶接煙、騒音、主電源電流や溶接電流からの潜在的なリスク
など)
-
適切な保護装置で保護していること
-
あるいは、適切な安全スクリーン/カーテンを設置してください。
有毒なガスおよび
蒸気による危険
溶接作業中に生じる煙には、有毒なガスや蒸気が含まれています。
溶接煙には、国際がん研究機関のモノグラフ 118 の記載の通り、発がん性物質が含まれ
ています。
排出源排気および室内排気システムを使用してください。
可能な場合は、排気装置が内蔵された溶接トーチを使用してください。
溶接煙やガスに顔を近づけないでください。
9
Page 10
煙およびガスに対してい次の予防対策を実施してください。
-
吸入しないでください。
-
適切な装置を使って作業区域から除去します。
十分な外気の供給を確保します。換気率を少なくとも 20 m³/時に維持します。
換気が不十分な場合は吸気機能のある溶接ヘルメットを使用します。
排出能力が十分であるか不確かな場合は、測定した毒物排出値を許容制限値と比較しま
す。
次のコンポーネントは、溶接煙の毒性度を判断する因子です。
-
加工対象物に使用されている金属
-
電極
-
被膜剤
-
洗浄剤、脱脂剤、など
-
使用した溶接プロセス
対応する材料の安全データシートおよび上記コンポーネントのメーカーの説明書を参照
してください。
曝露のシナリオ、リスク管理対策および作業条件の特定に関する推奨については、
European Welding Association の Web サイトの Health & Safety(https://europeanwelding.org)に記載されています。
可燃性の蒸気(溶剤の煙など)、アークの放射領域に近づけないようにします。
溶接を行わないときは、保護ガスシリンダーバルブまたは主ガス供給を閉じてください。
飛
び火による危険 飛び火により、火災や爆発が発生するおそれがあります。
可燃性物質の付近では決して溶接しないでください。
可燃性物質はアークから 11 m (36 ft. 1.07 in.)以上離すか、承認済みのカバーで覆う必要
があります。
適切な、テスト済みの消火器を用意し、使用可能にする必要があります。
火花と高温の金属片は、小さな隙間や開口部を通って隣接する区域に入ることもありま
す。適切な予防策を講じて、傷害や火災の危険を防止してください。
火災や爆発が起こりがちな区域や、密封されたタンク、容器、またはパイプの近くでは、
これらが関連する国内および国際的な規格に準拠して準備されていない場合、溶接を行
ってはなりません。
ガソリン、推進剤、鉱油、または同様の製品を保管するために使用されている、または
使用されていた容器で、溶接しないでください。残留物は、爆発の危険をもたらします。
主電源電流および
溶接電流による危
険
感電は人命を脅かす危険性があり、致命的となることがあります。
装置の内外の帯電部は触らないでください。
10
MIG/MAG 溶接と TIG 溶接の際、溶接ワイヤ、溶接ワイヤ巻き、駆動ローラ、ならびに溶
接ワイヤと接触のあるすべての金属片が帯電部になります。
必ずワイヤ送給装置を充分に絶縁した面に設定するか、適切な絶縁された溶接ワイヤの
送給用取付装置を使用してください。
地電位に対して、ユーザーやそれ以外の人が適切に絶縁された乾燥したベースまたは蓋
で保護されるようにしてください。このベースまたは蓋は、本体と地電位の間のエリア
全体をカバーする必要があります。
Page 11

すべてのケーブルやリードは、固定され、損傷がなく、絶縁され、適切な寸法でなけれ
ばなりません。接続の緩みがある、焦げて損傷を受けているか不適切な寸法のケーブル
やリードは直ちに交換してください。
毎回使用前に、ハンドルを使用して、電源がしっかりと接続するようにしてください。
BNC 端子の電源ケーブルの場合は、電源ケーブルを縦軸に対して少なくとも 180°回転し
てプレテンションしてください。
ケーブルやリードを本体や本体の部品に巻き付けないでください。
電極(棒電極、タングステン電極、溶接ワイヤなど)は、
-
決して液体にひたして冷却しないでください
-
溶接電源がオンの際に電極に触れないでください。
2 つの溶接電源の溶接電極の間で、溶接電源の無負荷電圧が倍加することがあります。両
方の電極の電位に同時に触れると、特定の状況で致命的になることがあります。
主電源ケーブルを定期的に有資格の技術者にチェックさせ、接地線が適切に機能してい
ることを確認してください。
保護クラス I の装置は、正しく動作するため、接地導体のある電源および接地導体接点の
ある接続システムが必要です。
接地導体なしの電源および接地導体接点なしのソケットで装置を使用するのは、保護分
離に関する国の規制にすべて準拠している場合のみです。
それ以外の場合、これは重大な過失と見なされます。このような使用により損傷を受け
てもメーカーが責任を負うことはありません。
JA
曲りくねった
電流
溶接
必要に応じて、加工対象物に対して適切な接地を確保してください。
未使用の装置をオフにしてください。
高いところで作業を行う場合は、セーフティーハーネスを着用してください。
装置で作業を行う前に、装置をオフにして、電源プラグを抜いてください。
見やすくわかりやすい警告サインを装置に取り付け、電源プラグを差し込み直し、装置
を再度オンにする人がいないようにしてください。
装置
を開いた後:
-
すべての帯電部を放電してください
-
装置のすべての部品の通電を解除してください。
帯電部で作業を行う必要がある場合は、2 人目の作業員を指名して、主電源のスイッチを
正しい瞬間にオフにするようにしてください。
以下の指示を無視すると、曲りくねった溶接電流が増大し、以下の結果になることがあ
ります。
-
火災の危険
-
母材に接続された加工対象物の過熱
-
接地導体の損傷
-
装置およびその他の電気装置への損傷
加工対象物が加工対象物クランプでしっかり固定されていることを確認します。
加工対象物のクランプを、溶接される領域に可能な限り近づけて固定します。
本装置は、導電床に対する絶縁または導電ラックに対する絶縁など、伝導性環境に対し
て十分に絶縁されるように設置します。
分電盤、ツインヘッド取付台などを使用する場合、以下に留意してください。使用して
いない溶接トーチ/電極ホルダーの電極も帯電しています。使用していない溶接トーチ/
電極ホルダーが十分に絶縁されていることを確認します。
11
Page 12

自動 MIG/MAG アプリケーションの場合、1 個の絶縁されたワイヤー電極のみが溶接ワイ
ヤドラム、大型ワイヤ供給スプールまたは溶接ワイヤー巻きからワイヤ供給装置に配線
されていることを確認します。
EMC 装置分類 放出クラス A
-
は工業環境での使用のみを目的として設計されていて
-
他の領域では、伝導妨害および放出妨害を引き起こす場合があります。
放出クラス B の装置
-
居住地域および工業地域向けの放出基準を満たしています。これは、電源が、公共
低電源ネットワークによって供給される住宅区域にも適用されます。
EMC 装置分類 (銘板または技術データ参照)
EMC 対策 装置が標準的な放出限度値に準拠していても、適用対象領域に影響を与える場合があり
ます(例えば、同じ場所に精密機器が置いてあったり、装置が設置された場所がラジオ
またはテレビ受信機の側であったりする場合)。
この場合、事業会社は適切な行動をとり、状態を改善する義務を負います。
国内外の規定に従って、装置の近くで装置の免疫性をテストし、査定してください。こ
の装置により影響を受ける鑑賞されやすい装置の例:
-
安全装置
-
送電網、信号線、データ伝送線
-
IT 装置および通信装置
-
測定や校正のための装置
EMC の問題を回避するための支援措置:
1.送電網の電源供給
-
規制に準拠しているグリッド接続があるにも関わらず電波障害が発生する場合
は、追加措置(適切なグリッドフィルターの使用など)を講じてください。
2.溶接入力線
-
なるべく短くしてください
-
近くにまとまるようにルーティングしてください(EMF 問題を回避するためで
もあります)
-
他の線から遠くになるようにルーティングしてください
3.等電位結合
4.加工対象物の接地
-
必要に応じて、適切なコンデンサーを使用して接地を確立します。
5.必要な場合はシールドしてください
-
近くの他の装置をシールドしてください
-
溶接設置物全体をシールドしてください
EMF
対策 電磁場は、健康上問題を起こすことがあります。これはまだよく知られていません。
-
ペースメーカーや補聴器を使っている人の近くで使用された場合の健康への影響
-
ペースメーカーを使用している人は、この装置やこの溶接プロセスのすぐそばに身
を置く前に医師から助言を受ける必要があります
-
安全上の理由から、溶接入力線と溶接機のヘッド/トルソ間の距離はできるだけ大き
く取ってください
-
溶接入力線やホースパックを肩に担いだり、体に巻き付けることはしないでくださ
い
12
Page 13
特定の危険区域 次に示す可動部品に手、毛髪、衣服の一部、工具が触れないようにしてください。
-
ファン
-
ギア
-
ローラー
-
軸
-
溶接ワイヤ巻きおよび溶接ワイヤ
ワイヤー駆動の回転ギアや回転駆動部品に触れないでください。
整備作業および修理作業中のみ、蓋や側面のパネルを開閉してください。
操作中
-
すべての蓋が閉じられ、すべての側面の部品が適切に取り付けられていることを確
認してください。
-
すべての蓋と側面の部品は閉じたままにしてください。
溶接トーチからの溶接ワイヤの突起は、怪我(手の切り傷、顔および目の怪我など)の
高いリスクにつながります。
このため、溶接トーチは必ず身体から離し(ワイヤ供給装置が装備されたデバイス)、適
切な保護ゴーグルを着用してください。
溶接中や溶接後は、加工対象物に触れないでください。火傷の危険があります。
スラグが冷却中の加工対象物から飛び出すことがあります。そのため、加工対象物の再
加工を行う際は規制に準拠した保護装置も着用し、必ず他の人が十分に保護が行き届い
ているようにしてください。
JA
作業する前に、動作温度が高くなる溶接トーチおよび他の部品は、温度が低下するまで
お待ちください。
火事や爆発のリスクがある区域には特別な規制が適用されます。
適切な国内外の規制に従ってください。
電気的危険性が高い区域(ボイラーなど)での作業用の電源には、「安全」の記号を付け
る必要があります。ただし、溶接電源をそのような区域に配置することはできません。
冷却液の漏れによる火傷のリスク。冷却液供給または戻り用の接続を解除してから冷却
ユニットの電源を切ってください。
冷却液の取り扱い時は、冷却液の安全データシートの情報を順守してください。冷却液
の安全データシートは、サービスセンター、またはメーカーのWebサイトから入手で
きます。
装置をクレーンで運搬するときは、メーカーが提供する適切な積載運搬装置のみを使用
します。
-
適切な積載運搬装置の指定されたすべてのアタッチメントにチェーンやロープを 取
り付けます。
-
チェーンおよびロープは垂直に対して可能な限り最小角度にする必要があります。
-
ガスシリンダーとワイヤ供給装置(MIG/MAG 溶接およびタングステン不活性ガス溶
接装置)を取り外します。
溶接中にワイヤ送給装置をクレーンに取り付ける場合、必ず適切な絶縁された給線器ホ
イスティングアタッチメント(MIG/MAG 溶接およびタングステン不活性ガス溶接の装
置)を使用してください。
装置に運搬用ベルトまたはハンドルが装着されている場合、これは手で運搬する場合に
のみ使用します。運搬用ベルトはクレーン、カウンターバランスリフトトラックまたは
その他の機械式リフトツールでの運搬には適していません。
デバイスやその部品を持ち上げる装置(ベルト、バックル、チェーンなど)は定期的に
確認する必要があります(機械的損傷、腐食またはその他の環境の影響によって生じる
変化など)。
13
Page 14
試験間隔と試験範囲は、最低でもそれぞれの有効な国家規格および国家ガイドラインを
遵守する必要があります。
シールドガス接続ソケットにアダプターを使用する場合、色または匂いのない保護ガス
が漏れ出すリスクがあります。シールドガス接続アダプターは、取り付ける前に装置側
で適切なテフロンテープを使用してスレッドを密封してください。
保護ガスの要件 特にリングラインでは、汚染された保護ガスが機器に損傷を与え、溶接品質を低下させ
る可能性があります。保護ガスの品質に関する次の要件を満たすようにしてください。
-
固体粒径 <40 µm
-
圧力凝縮点 <-20 °C
-
最大油分 <25 mg/m³
必要に応じてフィルターを使用します。
遮へいガスシリン
ダーによる危険
遮へいガスシリンダーには加圧されたガスが含まれており、損傷を受けると爆発するこ
とがあります。遮へいガスシリンダーは溶接装置の一部であるため、最大の注意を払っ
て取り扱う必要があります。
圧縮ガスが含まれている遮へいガスシリンダーを、過度の熱、機械的衝撃、スラグ、裸
火、火花およびアークから保護します。
遮へいガスシリンダーを垂直に取り付け、指示に従って倒れないように固定します。
遮へいガスシリンダーを、溶接またはその他の電気回路から十分に遠ざけた状態を維持
します。
溶接トーチを、決して遮へいガスシリンダーに掛けないでください。
決して電極で遮へいガスシリンダーに触れないでください。
爆発のリスク - 決して加圧されている遮へいガスシリンダーを溶接しようとしないでく
ださい。
進行中のアプリケーションに適した遮へいガスシリンダーだけを、正しい適切なアクセ
サリ(調整器、ホースおよびフィッティング)とともに使用します。良好な状態にある遮へ
いガスシリンダーおよびアクセサリだけを使用します。
遮へいガスシリンダーのバルブを開ける際には顔を背けます。
溶接が行われていない場合、遮へいガスシリンダーバルブを閉じます。
遮へいガスシリンダーが接続されていない場合、バルブのキャップはシリンダーの所定
の位置に付けたままにします。
遮へいガスシリンダーおよびアクセサリに関するメーカーの説明書、適用される国内お
よび国際的な規定を、遵守する必要があります。
保護
ガス漏れの危険非制御下の保護ガス漏れによる窒息のリスク
保護ガスは無色無臭で、漏洩の際に大気中の酸素を置換することがあります。
-
少なくとも 20 m³/時の喚起速度で新鮮な空気を適切に供給するようにしてくださ
い。
-
保護ガスシリンダーまたは主要ガス源の安全および整備指示を守ってください。
-
溶接が行われていない場合、保護ガスシリンダーバルブまたは主ガス供給を閉じま
す。
-
起動前は毎回保護ガスシリンダーまたは主要ガス源で非制御のガス漏れの有無を確
認してください。
14
Page 15

通常運転での安全
対策
本装置は、すべての安全装置が完全に機能する場合のみ操作します。安全装置が完全に
機能しない場合、以下の危険があります。
-
作業者または第三者の傷害や死亡、
-
装置や作業者のその他の所有物の損傷、
-
装置の効率低下。
適切に機能していない安全装置は、本装置を起動する前に修理する必要があります。
安全装置を迂回したり、無効にしないでください。
本装置の電源を入れる前に、誰にも危険がないことを確認してください。
明らかな損傷がないか、安全装置が適切に機能しているか、本装置を少なくとも週に 1
回点検します。
遮へいガスシリンダーを必ずしっかり固定し、装置をクレーンで運ぶ必要がある場合は
事前に取り外します。
メーカー製のオリジナル冷却液だけが、その特性(電気電導性、不凍剤、材質の適合性、
可燃性など)により、当社装置での使用に適しています。
メーカー製の適切なオリジナル冷却液だけを使用します。
メーカー製のオリジナル冷却液に他の冷却液を混合しないでください。
冷却回路にはメーカー製のシステム部品のみを接続してください。
JA
当メーカーは、他のシステム部品や異なる冷却液の使用により生じた損害に責任を負い
ません。さらに、すべての保証請求が無効になります。
冷却液 FCL 10/20 は発火しません。エタノールベースの冷却液は特定の状況で発火する
ことがあります。冷却液は元のシールされた容器のみに入れて輸送し、発火源から十分
に遠ざけた状態を維持します。
使用された冷却液は、関連する国内および国際的な規定に沿って適切に廃棄する必要が
あります。冷却液の安全データシートは、サービスセンターから入手するか、メーカー
のウェブサイトからダウンロードできます。
システムがまだ冷えている間に、溶接を開始する前の冷却液レベルを確認します。
起
動、整備および修理持込部品が、これらに対する要望に適合して設計および製造されていること、または安
全要件を満たしていることについては保証できません。
-
必ず純正のスペア部品および消耗部品をご使用ください(標準部品にも適用)。
-
当メーカーの同意なしに、装置に改造、変更などを行わないでください。
-
完全な状態ではない加工対象物はただちに交換する必要があります。
-
注文の際は、スペア部品リストに記載どおりの正確な表示および部品番号、さらに
お使いのデバイスのシリアル番号をお知らせください。
ハウジングネジは、ハウジング部品を接地する接地導体です。
純正のハウジングネジを正確な本数使用して指定したトルクまで締め付けます。
安全検査 当メーカーは、少なくとも 12 ヶ月に 1 回、本装置の安全検査を実施することを推奨しま
す。
同じ 12 ヶ月の期間に電源を較正することも、当メーカーはお勧めします。
15
Page 16

安全検査は、以下の場合に認定された電気技術者が実施する必要があります
-
何らかの変更が加えられた後
-
何らかの部品が追加して取り付けられた後、または何らかの改造が加えられた後
-
修理、点検、整備を実施した後
-
少なくとも 12 ヶ月ごと。
安全検査にあたっては、適切な国内および国際的な規格と指令に準拠します。
安全検査および較正の詳細は、サービスセンターから入手できます。サービスセンター
は、ご要望に応じて必要な文書を提供します。
廃棄 電気機器および電子機器の廃棄物は個別に収集し、環境に配慮した方法で欧州指令およ
び国家法に従ってリサイクルする必要があります。使用済みの機器はディストリビュー
タに戻すか、地域で承認された回収施設や廃棄施設を通して廃棄する必要があります。
使用済みの機器の適切な廃棄により、物的資源の持続可能なリサイクルが促進されます。
使用済みの機器を適切に廃棄しないと、健康や環境に悪影響を及ぼすことがあります。
梱包材
材質に従って別々に収集してください。自治体の規制を確認してください。容器をつぶ
して、サイズを小さくしてください。
安全記号 CE ラベル付きの装置は、低燃焼電圧および電磁両立性の指令の必要不可欠な要件(EN
60974 シリーズの関連製品規格など)を満たしています。
Fronius International GmbH は本装置が 2014/53/EU 指令に準拠していることを宣言し
ます。EU 適合性宣言の全文は右記のウェブサイトから入手できます:http://
www.fronius.com
CSA テストマーク付きの装置は、カナダおよび米国の関連規格の要件を満足しています。
データ保護 工場出荷時の設定を変更した場合は、ユーザーが責任を持って、その変更を保持してく
ださい。個々の設定変更が削除された場合、当メーカーは責任を負いません。
版権 これらの操作手順の版権は、当メーカーにあります。
本文および説明図はすべて、発行時点で技術的に正確です。弊社は変更する権利を留保
します。本取扱説明書の内容は、購入者からのいかなるクレームにも根拠を与えるもの
ではありません。改善の提案がおありの場合、または説明書で見つかった誤りを指摘し
ていただく場合、弊社はお客様のコメントに大変感謝いたします。
16
Page 17

基本的情報
17
Page 18

18
Page 19

一般事項
装置のコンセプト TransSteel (TSt) 2700c および 3500c 溶接
電源は、完全にデジタル化されたマイクロ
プロセッサ制御のインバータ式溶接電源で
す。
モジュラー設計とシステム拡張が可能であ
ることで高度な柔軟性が確保されます。本
装置は鋼鉄の溶接用に設計されています。
全装置は次の用途に適しています。
-
MIG/MAG 溶接
-
手棒溶接
機能原則 溶接電源の中央制御と、調節ユニットは、デジタル信号プロセッサと結合しています。
中央制御兼調節ユニット、および信号プロセッサは溶接プロセス全体を制御します。
溶接プロセス中に実データが連続測定され、装置はあらゆる変化に即座に応答します。
制御アルゴリズムによって、所望の目標状態が維持されていることを確認することがで
きます。
JA
本装置には、「出力制限」安全機能があります。つまり、本溶接電源は、プロセスの安全
性を損なわない出力制限状態で動作できます。
これにより、次のメリットが得られます
-
精密な溶接プロセス
-
あらゆる結果に対する高度の再現性
-
優れた溶接特性。
応用分野 本装置は、従来の鋼および亜鉛めっき鋼板を対象とした、手動の溶接アプリケーション
を扱うワークショップや業界で使用されます。
TSt 2700c 溶接電源は、主に軽量鋼板(軽量の鋼鉄製品)のアプリケーションで使用されま
す。一般に、造船所内での修理、整備、組立作業、自動車部品メーカー、ワークショッ
プ、または家具組立業界などのエリアがこれに該当します。また、TSt 2700c 溶接電源は
商業/ワークショップの産業部門の電源カテゴリで使用されています。
TSt 3500c 溶接電源は以下向けに設計されています。
-
機械および装置の構築
-
鋼鉄製品
-
プラントおよびコンテナの建設
-
金属構造およびガントリの建設
-
鉄道車両建設
装置に関する警告
通知
溶接電源には警告通知と安全記号が表記されています。警告通知と安全記号を除去・塗
布してはなりません。それらは重大な傷害や損傷の原因となる可能性がある誤操作に対
する警告を示しています。
19
Page 20

40,0006,3035
inside
20
溶接は危険です。以下の基本要件を満たす必要があります。
-
適切な溶接の資格
-
適切な保護装置
-
作業資格のない者が作業を行わないこと
以下の文書を充分に読んで理解するまで、ここに説明されている機能を使用しないでく
ださい。
-
操作手順
-
安全規則をはじめとするすべてのシステム部品の操作手順
Page 21

システムコンポーネント
(1)
(2)
(3)
(4)
(5)
一般事項 溶接電源はさまざまなシステム部品およびオプションと使用できます。これにより、こ
の溶接電源を使用する特定の分野にて、必要に応じて溶接施工を最適化し、機械の取扱
いや操作を簡易化することが可能になります。
JA
安全記号
概要
警告!
誤操作、不適切な作業を行うと危険です。
人身傷害または製品に深刻なダメージが発生する可能性があります。
本書に記載されているすべての操作と機能は、技術トレーニングを受けた有資格者
▶
のみが実行してください。
この文書をすべて読み、理解してください。
▶
この装置とすべてのシステム部品のすべての安全規則とユーザー文書を読み、理解
▶
してください。
TSt 2700c
(1) 溶接トーチ
(2) ガスシリンダホルダ スタビライザ
(3) 溶接電源
(4) トロリーおよびガスシリンダホルダ
(5) 接地(アース)ケーブルおよび電極ケーブル
21
Page 22

(1)
(2)
(3)
(4)
(5)
(6)
TSt 3500c
(1) 溶接トーチ
(2) ガスシリンダホルダ スタビライザ
(3) 溶接電源
(4) 冷却ユニット
TSt 3500c 専用
(5) トロリーおよびガスシリンダホルダ
(6) 接地(アース)ケーブルおよび電極ケーブル
22
Page 23

オプション
JA
電圧低下装置:安全
機能
電圧低下装置(VRD)は、燃焼電圧を下げるためのオプションの安全装置です。アーク溶
接中に感電または電気事故の危険が大幅に増加する以下の環境に対して推奨します。
-
溶接工の人体抵抗が低いことによる
-
溶接工が加工対象物または溶接回路のその他の部品に触れる明確なリスクに曝され
る場合
以下の場合、人体の抵抗が低い可能性があります。
-
その区域に水がある
-
湿潤
-
熱、特に 32 °C(89.6°F)を超える周囲温度
濡れた、湿ったまたは高温の場所では、湿りまたは汗によって、皮膚の抵抗、および保
護装置や保護衣の絶縁抵抗が大幅に下がることがあります。
このような環境には、以下が含まれます。
-
建設作業中の現場の特定の領域を排水するための一時的な水溜め(コファダム)
-
溝
-
採掘道
-
雨
-
部分的に水に浸かった領域
-
スプレー水領域
電圧低下装置オプションにより、電極と加工対象物の間の電圧が低下します。安全な状
態では、現在選択されている溶接プロセスのインジケータは、点灯し続けます。安全な
状態は、以下のように定義されます。
-
開回路状態での出力電圧が 35 V に制限される。
電
圧低下装置:安全
原理
溶接動作がアクテイブ(溶接回路抵抗が 200 オーム未満)であるかぎり、現在選択され
ている溶接プロセスのインジケータが点滅し、出力電圧が 35 V を超えることがあります。
溶接回路抵抗が人体の最小抵抗より大きい
(200 オーム以上):
-
電圧低下装置がアクティブ
-
開回路電圧が 35 V に制限されている
-
出力電圧との思いもよらない接触は、
溶接工に危険性をもたらしません
溶接回路抵抗が人体の最小抵抗より小さい
(200 オーム未満):
-
電圧低下装置がアクティブではない
-
十分な溶接電力を確保するため、出力
電圧は制限されません
-
例:溶接開始
手動金属アーク溶接モードで:
溶接終了の 0.3 秒以内:
-
電圧低下装置が再度アクティブ
-
出力電圧は再度 35 V に制限されます
23
Page 24

24
Page 25

コントロールエレメントおよび接続部
25
Page 26

26
Page 27

シナジックセントラル制御盤
一般事項 制御盤の機能はすべて、論理的な方法で設計されています。溶接に必要なパラメータは
個別に
-
ボタンを使用して簡単に選択可
-
ボタンまたは調整ダイアルを使って変更可能
-
溶接中にデジタルディスプレイに溶接パラメータを表示可能
溶接電源では、共同利用制御盤、板厚さ、溶加材、ワイヤ径、保護ガスなどのデータの
特定の一般項目が、最適溶接パラメータを計算するために使用されます。その結果、保
存されている情報をいつでも使用できます。すべてのパラメータは手動で調整できま
す。共同利用制御盤では、パラメータを手動で設定することもできます。
注記!
ソフトウェアを更新すると、この操作手順に記載されていない特定の機能が使用できる
ようになることや、記載されている機能が使用できなくなることがあります。個々の説
明図が、使用しているデバイスの実際のコントロールと多少異なる場合もありますが、
これらのコントロールは、まったく同じように機能します。
JA
安全規則
警告!
誤操作、不適切な作業を行うと危険です。
人身傷害または製品に深刻なダメージが発生する可能性があります。
本書に記載されているすべての操作と機能は、技術トレーニングを受けた有資格者
▶
のみが実行してください。
この文書をすべて読み、理解してください。
▶
この装置とすべてのシステム部品のすべての安全規則とユーザー文書を読み、理解
▶
してください。
27
Page 28

共同利用制御盤
(1)
(2)
(3)
(4)
(5)
(6)(7)
(14)
(15)
(11)
(12)
(10) (8)
(9)
(13)
(1) 「パラメータ選択」ボタン(右)
設定メニュー内で次の溶接パラメータおよび充電パラメータの選択用
溶接パラメータが選択されると、関連した表示器が点灯します。
-
アーク長さ補正
アーク長さ補正用
-
溶接電圧、V 単位 *)
溶接を開始する前に、システムにより、プログラムされたパラメ
ータに基づく標準値が、自動的に表示されます。溶接中に、実行
値が表示されます。
-
ダイナミック
溶滴移行の瞬間に短絡動力学に及ぼす影響への対策
- ... h よりハードで、より安定したアーク
0 ... 中間のアーク
+ ... ソフトで低スパッタのアーク
-
Real Energy Input
溶接作業中に適用されたエネルギーの表示。**)
28
Page 29

(2) 「パラメータ選択」ボタン(左)
設定メニュー内で次の溶接パラメータおよび充電パラメータの選択用
溶接パラメータが選択されると、関連した表示器が点灯します。
-
mm 単位またはインチ単位での板厚。
選択する溶接電流が不明の場合、板厚を入力すれば十分です。す
ると、必要な溶接電流および *)でマークされた他の任意のパラ
メータが、自動的に調整されます。
-
溶接電流(単位:A *)
溶接を開始する前に、装置により、プログラムされたパラメータ
に基づく標準値が、自動的に表示されます。溶接中に、実行値が
表示されます。
-
ワイヤ供給速度(単位:m/分または ipm*
(3) 調整ダイアル(右)
アーク長さ補正、溶接電圧、アーク力ダイナミックパラメータの変更ならびに
設定メニューでのパラメータの変更用
(4) 調整ダイアル(左)
板厚、溶接電流、およびワイヤ供給速度パラメータの変更ならびに設定メニュ
ーでのパラメータの変更用
(5) 「保存」ボタン(簡単なジョブ)
最大 5 つの動作ポイントの保存用
JA
(6) 「プロセス」ボタン ***)
溶接プロセスの選択用
-
手動溶接 - MIG/MAG 溶接用標準手溶接
-
サイナジック - MIG/MAG 溶接用標準シナジック溶接
-
STICK - 手棒溶接
(7) 「モード」ボタン
操作モードの選択用
-
2 T - 2 ステップモード
-
4 T - 4 ステップモード
-
S 4 T - 特殊 4 ステップモード
(8) 「保護ガス」ボタン
使用する保護ガスの選択用。パラメータ SP は、保護ガスをさらに追加するた
めに、リザーブされています。
LED は選択した保護ガスの隣で点灯します。
(9) 「ワイヤ径」ボタン
使用するワイヤ径の選択用。パラメータ SP は、ワイヤ径をさらに追加する場
合のために、リザーブされています。
LED は選択したワイヤ径の隣で点灯します。
(10) 「材料」ボタン
使用する溶加材の選択用。パラメータ SP は、溶加材をさらに追加する場合の
ために、リザーブされています。
LED は選択した溶加材の隣で点灯します。
29
Page 30

(11) 「ガステスト」ボタン
必要なガス流量を圧力調整器で設定します。
-
ボタンを一度タップする:保護ガスが流出します
-
ボタンをもう一度タップする:保護ガスの流出が止まります
「ガステスト」ボタンをもう一度タップしないと、保護ガスの流れは 30 秒
後に止まります。
(12) 「ワイヤインチング」ボタン
このボタンを押し続ける:
ガスを流さずに、トーチホースパックにワイヤを装着します
ボタンが押し下げられている間、ワイヤドライブは送給寸動速度で動作します。
(13) 中間アークインジケータ
短絡移行アークとスプレーアークの間に、スパッタが生じやすい「中間アーク」
が発生します。重要な領域への注意を促し、危機回避を助けるために、中間ア
ークインジケータが点灯します。
(14) ホールド・インジケータ
溶接作業が終了するごとに、溶接電流と溶接電圧の実行値が保存されます。
[HOLD(ホールド)] インジケータが点灯します。
(15) SF - スポット/スティッチ溶接インジケータ
スポット/インターバル溶接時間設定パラメータ(SPt)の値が入力されると、
点灯します(スポットまたはスティッチ溶接操作モードが有効)
*) これらのパラメータの 1 つが MIG/MAG 溶接用標準シナジック溶接プロセスで
選択されていると、共同利用機能により、溶接電圧パラメータなどのその他のパ
ラメータすべてが、確実に自動的に調整されます。
**) Real Energy Input ディスプレイは [Setup(設定)] メニューのレベル 2 – EnE パ
ラメータで有効にする必要があります。値は溶接中、恒久的に増加するエネルギ
産出量と合致して、上昇し続けます。溶接終了時の最終値は、溶接が再開される
か溶接電源がオンに戻るまで、保存されたままです - ホールドインジケータが点
灯します。
***) 電圧低下装置オプションと連動して、現在選択されている溶接プロセス・インジ
ケータは同時に追加インジケータになります:
-
このインジケータは恒久的に点灯します:電圧低下装置(VRD)がアクティ
ブで、出力電圧を 35 V 未満に制限しています。
-
このインジケータは、出力電圧が 35 V を超えることがある溶接操作が開始
されるとすぐに、点滅し始めます。
サービスパラメータ「パラメータ選択」ボタンを押すと、同時にさまざまなサービスパラメータを取り込めま
す。
ディスプレイを開く
30
「パラメータ選択」ボタン(左)を押したまま保持します
1
「パラメータ選択」ボタン(右)を押します
2
「パラメータ選択」ボタンを解放します
3
最初のパラメータ「ファームウェアバージョン」が表示されます(例えば「1.00 | 4.21」)
パラメータを選択
Page 31

「操作モード」ボタンおよび「プロセス」ボタン、または左の選
1
択ダイアルを使用して、必要な Setup パラメータを選択します
利用可能なパラメータ
例:1.00 | 4.21
ファームウェアバージョン
例:2 | 491
溶接プログラムの設定
例:r 2 | 290
現在選択されている溶接プログラムの番号
例:iFd | 0.0
ワイヤドライブ用のモーター電流(A)
モーターが動作するとすぐに、この値が変わります。
例:654 | 32.1 = 65 432.1 h = 65 432 h 6 min
初めての起動以来の実際のアーク時間が示されます
注:アーク時間インジケータは、使用料を計算する際のベースまたは保証目的には、適
していません。
JA
キーロック
レベル 2
サービス作業者のレベル 2 メニュー
キーロックは、設定が制御盤で不注意に変更されるのを防ぐために、選択できます。キ
ーロックがアクティブであるかぎり、
-
設定は制御盤で設定することはできません
-
パラメータ設定を取り込めるだけであり、
-
キーロックが有効なときに、割り当てられた「保存」ボタンが選択された場合に、
割り当てられた任意の「保存」ボタンを取り込むことができます
キーロックは、以下のようにしてアクティブ/非アクティブにします。
「操作モード」ボタンを押し続けます
1
「パラメータ選択」ボタン(右)を押します
2
「操作モード」ボタンと「溶接パラメータ選択」ボタンを解放し
3
ます
キーロックが有効化済み:
メッセージ「CLO | SEd」がディスプレイに表示されます。
キーロックが無効化済み:
メッセージ「OP | En」がディスプレイに表示されます。
31
Page 32
接続、スイッチ、および機械部品
(1) (7)(8)
(2) (3) (4) (5) (6)
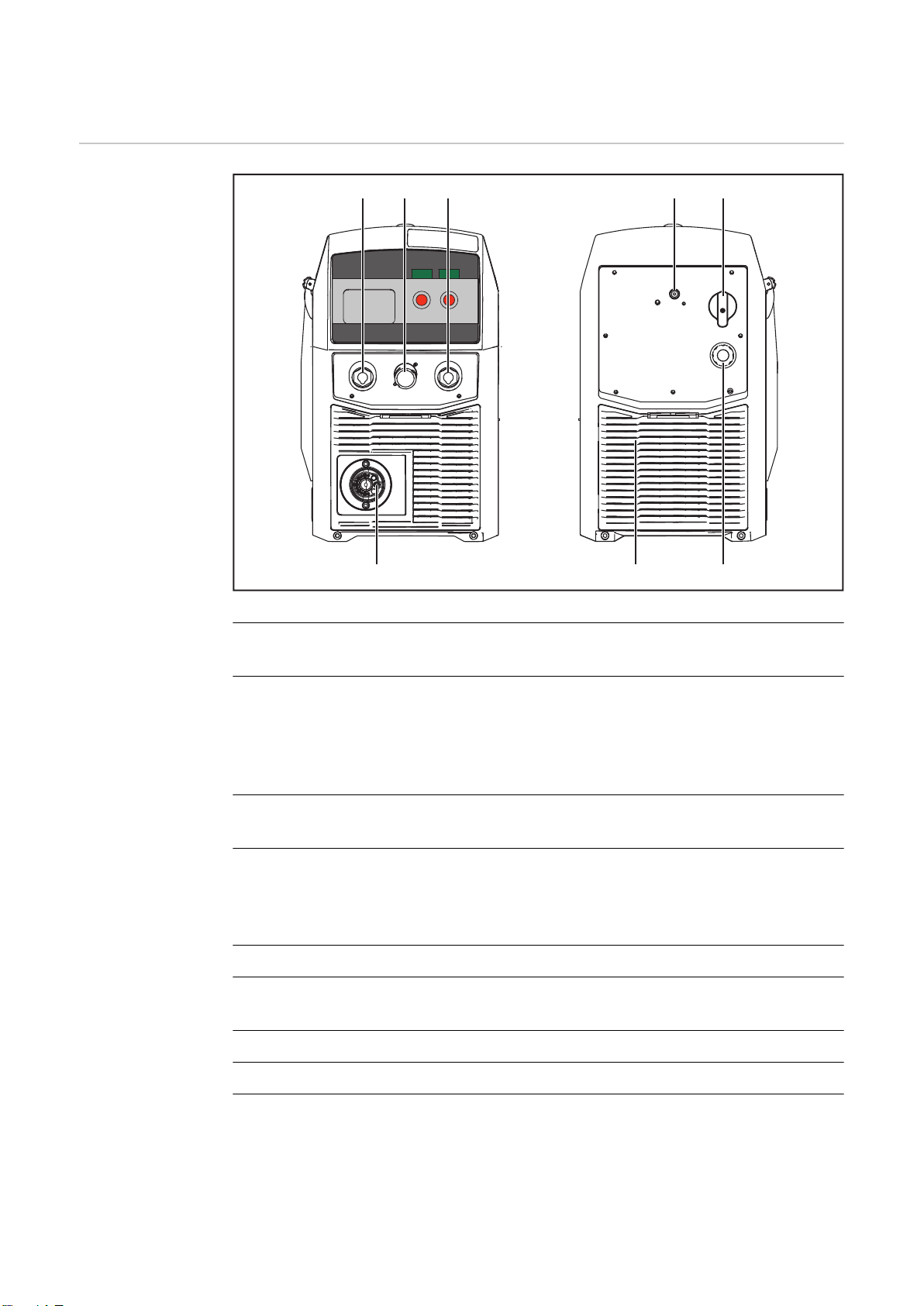
前面および後面、
TSt 2700c
TSt 2700c
(1) 欧州におけるコネクタ
溶接トーチの接続用
(2) (-) - バヨネットラッチ付き電流ソケット
以下に使用します
-
MIG/MAG 溶接中に接地(アース)ケーブルの接続用
-
(使用する電極のタイプに依存する)手棒溶接中に電極ケーブルまたは接地
(アース)ケーブルを接続します
(3) LocalNet 接続
リモート制御用の標準接続
(4) (+) - バヨネットラッチ付き電流ソケット
以下に使用します
(5) シールドガス接続ソケット
(6) グリッドスイッチ
(7) 歪み解放デバイス付き主電源ケーブル
-
(使用する電極のタイプに依存する)手棒溶接中に電極ケーブルまたは接地
(アース)ケーブルを接続します
溶接電源のオンとオフの切り替え用
32
(8) エアフィルター
Page 33

前面および後面、
(1) (8) (7)
(2) (3) (4) (5) (6)
TSt 3500c
JA
TSt 3500c
(1) 欧州におけるコネクタ
溶接トーチの接続用
(2) (-) - バヨネットラッチ付き電流ソケット
以下に使用します
-
MIG/MAG 溶接中に接地(アース)ケーブルの接続用
-
(使用する電極のタイプに依存する)手棒溶接中に電極ケーブルまたは接地
(アース)ケーブルを接続します
(3) (+) - バヨネットラッチ付き電流ソケット
以下に使用します
-
(使用する電極のタイプに依存する)手棒溶接中に電極ケーブルまたは接地
(アース)ケーブルを接続します
(4) LocalNet 接続
リモート制御用の標準接続
(5) グリッドスイッチ
溶接電源のオンとオフの切り替え用
(6) 歪み解放デバイス付き主電源ケーブル
(7) エアフィルター
(8) シールドガス接続ソケット
33
Page 34

側面図
(1) (2)
(3)
(1) ブレーキ付き溶接ワイヤー巻きの
ホルダ
最大径 300 mm(11.81 in.)および
最大重量 19 kg(41.89 lbs.)までの
標準溶接ワイヤー巻きの保持用
(2) 4 ローラードライブ
(3) LED 溶接ワイヤー巻き内部点灯
(TSt 2700c のみ)
設定パラメータ LED 付属の場合は
時間のオフを調整可能
34
Page 35

取り付けと起動
35
Page 36

36
Page 37

溶接課題に必要な、最小限の装置
一般事項 溶接電源を使用するには、どの溶接プロセスを使用するかに応じて、特定の最低限の装
置レベルが必要です。
溶接プロセス、および溶接タスクに必要な最低限の装置レベルについて、説明されてい
ます。
JA
ガス冷却 MIG/
MAG 溶接
MIG/MAG 溶接、水
冷式
手棒溶接
-
溶接電源
-
接地ケーブル
-
ガス冷却 MIG/MAG 溶接トーチ
-
ガス接続(保護ガス供給)
-
ワイヤ電極
-
溶接電源
-
冷却液を含む冷却ユニット
-
接地(アース)ケーブル
-
MIG/MAG 溶接トーチ、水冷式
-
ガス接続(保護ガス供給)
-
ワイヤ電極
-
溶接電源
-
接地(アース)ケーブル
-
電極ホルダ
-
棒電極
37
Page 38

取り付けと起動の前
安全規則
警告!
誤操作、不適切な作業を行うと危険です。
人身傷害または製品に深刻なダメージが発生する可能性があります。
本書に記載されているすべての操作と機能は、技術トレーニングを受けた有資格者
▶
のみが実行してください。
この文書をすべて読み、理解してください。
▶
この装置とすべてのシステム部品のすべての安全規則とユーザー文書を読み、理解
▶
してください。
警告!
感電の危険があります。
人身傷害または製品に深刻なダメージが発生する可能性があります。
作業を始める前に、関係するすべての装置とコンポーネントの電源を切り、それら
▶
をグリッドから切り離してください。
関係するすべての装置とコンポーネントのスイッチが再度オンにならないように固
▶
定してください。
装置を開いたら、適切な計測装置を使用して電荷を帯びた部品(コンデンサーなど)
▶
が放電されていることを確認します。
意図されている目
的のみに使用
セットアップに関
する規定
溶接電源を使用できるのは MIG/MAG 溶接、手動金属アーク溶接の場合のみです。
その他の使用はすべて、「意図する目的に準拠しない」と見なされます。
そのような使用によって発生するいかなる損傷についても、当メーカーは責任を負いま
せん。
「使用目的」に基づく使用には、次の事項を遵守してください
-
操作手順記載されたすべての情報の順守
-
指定されたすべての検査および整備作業の実施
本装置は保護クラス IP 23 準拠の検査を受けています。これは以下を意味します。
-
12 mm(0.49 in.)を超える直径の固体異物の溶込みに対する保護等級
-
垂直方向から最大 60°までの角度でのスプレー水に対する保護
本装置は、保護クラス IP 23 に従って屋外でセットアップおよび操作できます。
直接水に濡らすこと(雨など)は避けてください。
警告!
機械の転倒または落下による危険性。
人身傷害または製品に深刻なダメージが発生する可能性があります。
装置は平らで、安定した表面の上にしっかりと設置してください。
▶
設置後は、すべてのネジ接続部がしっかりと固定されていることを確認してくださ
▶
い。
38
Page 39

警告!
伝導性粉塵による電流の危険があります。
重傷を負ったり、物的損害を負う可能性があります。
本装置の操作には必ずエアフィルターを使用してください。エアフィルターは IP
▶
23 保護を満たすうえで非常に重要な安全装置です。
換気口は重要な安全装置です。セットアップ位置を選択するときは、本装置の正面と背
面にある換気口から冷却用空気が妨げられることなく出入りできることを確認してくだ
さい。伝導性の粉塵(研磨作業によって発生するもの等)が本装置内に吸い込まれない
ようにしてください。
電源接続 本装置は、銘板に指定されている主電源電圧で作動するように設計されています。お使
いのバージョンの装置で主電源ケーブルとプラグが取り付け済みでない場合、国内の規
制と規格に従ってこれらを取り付ける必要があります。主電源ケーブルのヒューズ保護
の詳細については、技術データをご覧ください。
注意!
電気設備の寸法を十分に計測しなかった場合の危険。
物的損害が発生する可能性があります。
グリッドケーブルとそのフューズはローカル電源に合うように寸法を決めます。
▶
銘板に記載されている技術データが適用されます。
JA
39
Page 40
主ケーブルの接続
一般事項 以下のケーブル断面用の歪開放装置が、溶接電源に取り付けられています。
溶接電源 ケーブル断面
カナダ/米国向け ヨーロッパ向け
TSt 2700c AWG 14〜AWG 6 *) 4G2.5
TSt 3500c AWG 12 *) 4G2.5
*) カナダ/米国向けケーブル種類:過酷な条件での使用
他のケーブル断面に対する歪開放装置は、それに応じて設計する必要があります。
規定の主電源ケー
ブルと歪開放装置
溶接電源 主電源電圧 ケーブル断面
カナダ/米国向け ヨーロッパ向け
TSt 2700c 1 x 230 / 240 V AWG 14 (15 A) *) 3G2.5 (16 A)
TSt 2700c 1 x 240 V AWG 12 (20 A) *) -
TSt 2700c 1 x 240 V AWG 12 (30 A) *) -
TSt 2700c 3 x 200 V AWG 12 4G2.5
TSt 2700c 3 x 230 / 240 V AWG 14 4G2.5
TSt 2700c 3 x 380 / 400 V AWG 14 *) 4G2.5
3 x 460 V AWG 14 *) 4G2.5
TSt 3500c 3 x 380 / 400 V AWG 12 *) 4G2.5
3 x 460 V AWG 12 *) 4G2.5
*) カナダ/米国向けケーブル種類:過酷な条件での使用
さまざまなケーブルの品目番号は、スペア部品リストに記載されています。
American Wire Gauge(米国ワイヤゲージ)
安全記号
40
警告!
不適切な運搬作業による危険。
重大な怪我や物的損害につながる可能性があります。
以下に説明されている作業は、必ず訓練を受けた有資格者が実行する必要がありま
▶
す。
国家規格および指令を順守する必要があります。
▶
注意!
不適切な主電源ケーブルの不適切な準備による危険。
これにより短絡および損傷が発生する場合があります。
絶縁部を剥がした主電源ケーブルのすべての相導体と接地線に口金を取り付けま
▶
す。
Page 41

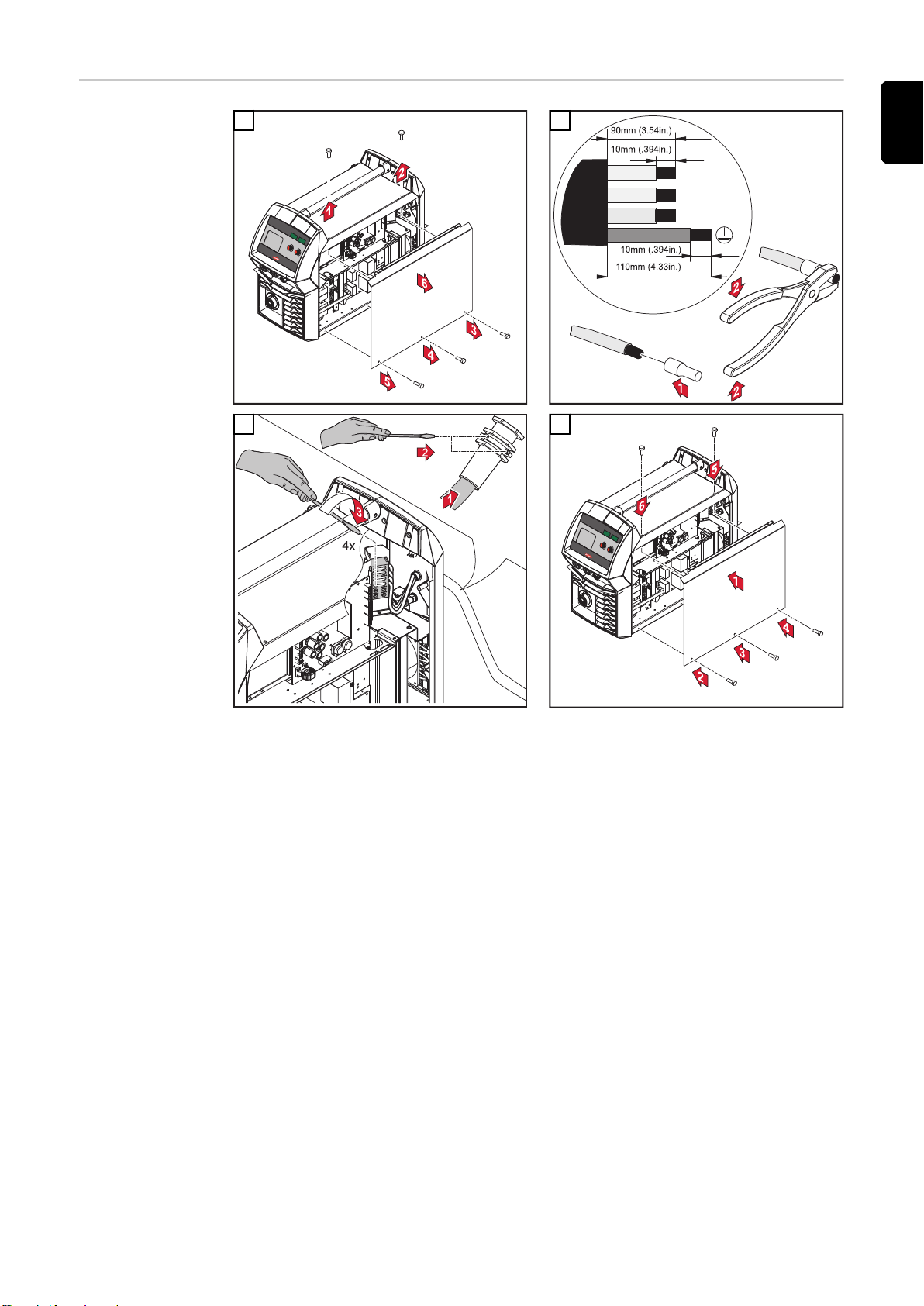
主電源ケーブルの
3,5 Nm
2
N L2
L1
接続
主電源ケーブルが接続されていない場合、接続電圧に適した主電源ケーブルを起動前に
取り付ける必要があります。
接地線は、相導体より、約 10〜15 mm(0.4〜0.6 in.)長い必要があります。
主電源ケーブル接続ソケットのグラフィック表示は、追加の「歪開放装置の取り付け」
のセクションに記載されています。主電源ケーブルを接続するには、以下のように進め
ます。
本装置の側面パネルを取り外します
1
主電源ケーブルを押し込んで、接地導体と相導体をブロック端子に正しく接続できる
2
ようにします。
口金を接地導線および相導体に取り付けます
3
接地導線および相導体をブロック端子に接続します
4
歪開放装置に主電源ケーブルを固定します
5
本装置の側面パネルを取り付けます
6
JA
歪開放装置の取り
付け、TSt 2700c、
単相作業
1
3
2
4
41
Page 42
5
1,2 Nm
驥崎ヲ・シ
ケーブルタイを使用して、相導体を歪開放装置の近くに結び付けます。
歪開放装置の取り
付け、TSt 2700c
1
3 4
2
42
Page 43

5
3,5 Nm
驥崎ヲ・シ
ケーブルタイを使用して、相導体を歪開放装置の近くに結び付けます。
JA
歪開放装置の取り
付け、TSt 2700c
MV
1
3 4
2
43
Page 44

5
1,2 Nm
驥崎ヲ・シ
ケーブルタイを使用して、相導体を歪開放装置の近くに結び付けます。
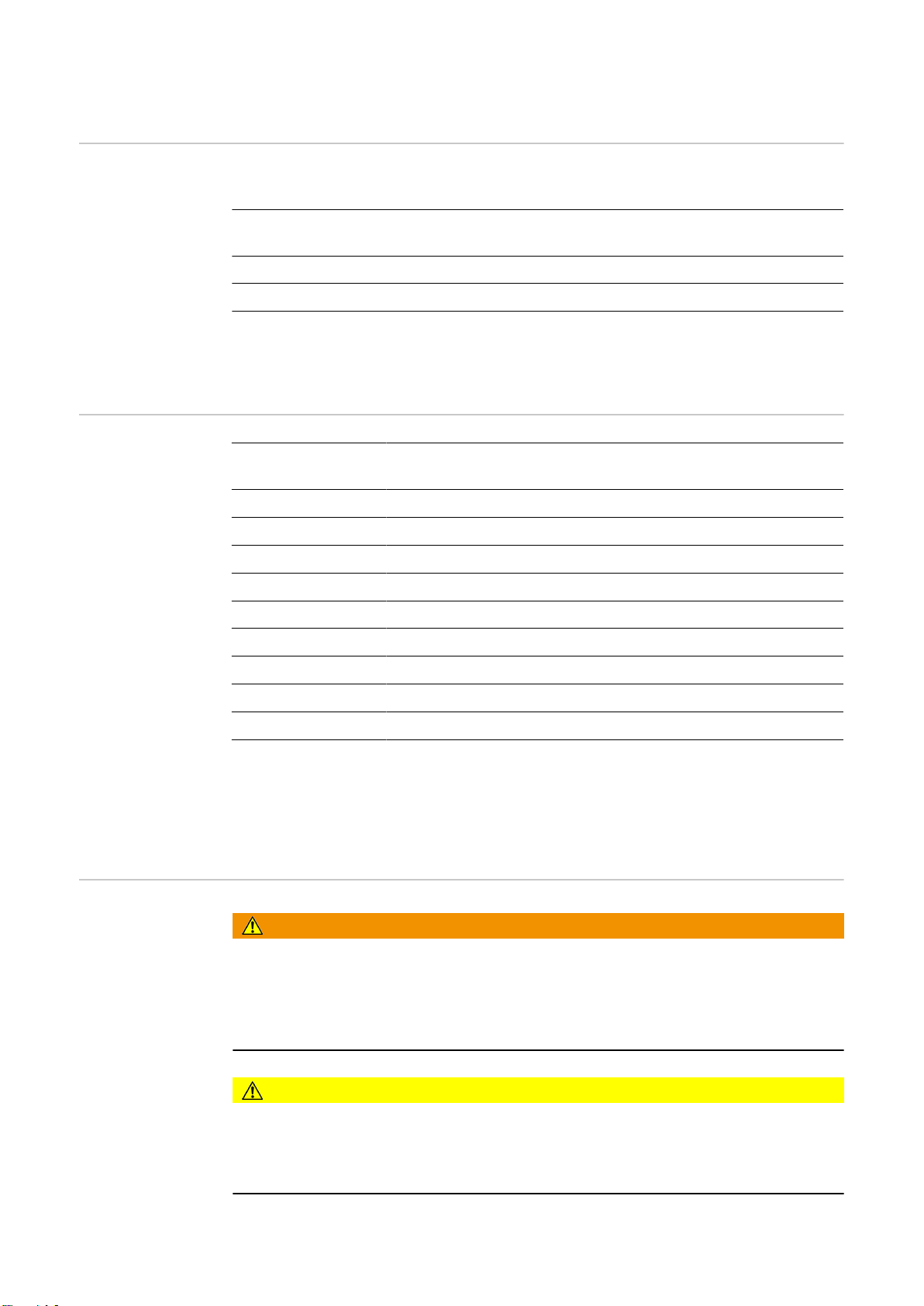
歪開放装置の取り
付け、TSt 3500c
1 2
3 4
44
驥崎ヲ・シ
ケーブルタイを使用して、相導体を歪開放装置の近くに結び付けます。
Page 45
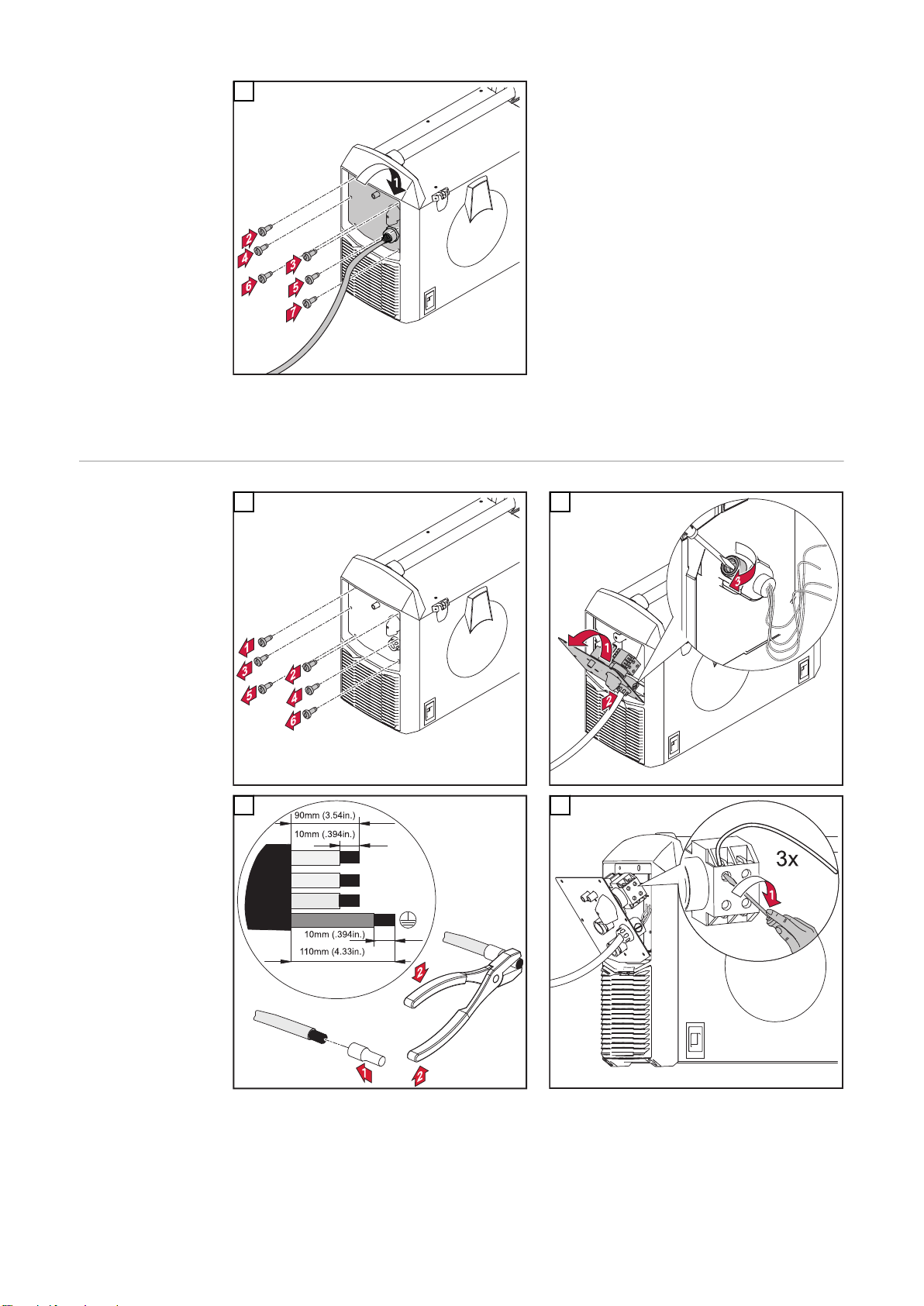
カナダ / 米国向け
歪開放装置の取り
付け、TSt 3500c
1 2
3 4
JA
驥崎ヲ・シ
ケーブルタイを使用して、相導体を歪開放装置の近くに結び付けます。
45
Page 46
発電機運転
発電機運転 溶接電源は発電機と互換性があります。
適切な発電機出力を選択するため、溶接電源の最大皮相電力 S
が把握されている必
1max
要があります。
溶接電源の最大皮相電力 S
3 相装置:S
単相装置:S
I
および U1 の値については、装置の銘板または技術データを参照してください。
1max
1max
1max
= I
= I
1max
1max
x U1 x √3
x U
必要な発電機の皮相電力 S
S
GEN
= S
1max
x 1.35
は、以下のように計算されます。
1max
1
は、以下の経験則によって計算します。
GEN
全出力で溶接しない場合、より小型の発電機を使用できます。
重要!発電機の皮相電力 S
は、必ず電源の最大皮相電力 S
GEN
より大きいである必要
1max
があります。
単相装置を三相発電機で使用する場合は、指定されている発電機皮相電力は多くの場合、
発電機の三相すべてに渡る全体として利用できるだけであることに留意してください。
必要な場合は、その発電機の単相出力についての詳細情報を、発電機のメーカーから取
得してください。
注記
!
発電機により供給される電圧は、主電源電圧許容範囲の上限または下限を決して超えて
はなりません。主電源電圧許容値の詳細については、「技術データ」セクションに記載さ
れています。
46
Page 47
単相運転
単相運転 三相運転に代わるものとして、電源の多電圧変動(MV)は単相電源からの制限された溶
接電源または持続時間での溶接作業を可能にします。最大可能溶接電力は、溶接電源の
安全な切り取りが依存する主電源ヒューズ保護の寸法設定のために制限されています。
主電源ケーブルに 20 A または 30 A のヒューズがある場合、FUS パラメータは 20 A また
は 30 A に変更可能です。したがって、最大出力点をより高くする、または長い期間の溶
接が可能です。FUS パラメータはレベル 2 設定メニューにあり、単相電源および US 設定
(SEt パラメータを US に設定)に設定できます。
単相動作で溶接電源を使用するには、次の前提条件を満たす必要があります。
-
単相溶接電源の供給の修正は、「設置と試運転」の章の「主電源ケーブルの接続の接
続」-「歪開放装置、単相運転の調整」セクションを参照してください。
以下の表は、どの主電源電圧とヒューズ値により溶接電流が単相運転を制限されるかを
示しています。
主電源電圧 ヒューズ値 溶接電流制限
JA
230 V
230 V
230 V
240 V 15 A MIG/MAG 溶接:
240 V 20 A MIG/MAG 溶接:
240 V 30 A MIG/MAG 溶接:
10 A
13 A
16 A
MIG/MAG 溶接:
最大 170 A、100% で 100 A*
手棒溶接:
最大 140 A、100% で 100 A*
MIG/MAG 溶接:
最大 160 A、100% で 150 A*
手棒溶接:
最大 140 A、100% で 120 A*
MIG/MAG 溶接:
最大 180 A、100% で 145 A*
手棒溶接:
最大 150 A、100% で 130 A*
最大 180 A、100% で 145 A*
手棒溶接:
最大 150 A、100% で 125 A*
最大 200 A、100% で 160 A*
手棒溶接:
最大 180 A、100% で 140 A*
最大 220 A、100% で 175 A*
手棒溶接:
最大 180 A、100% で 140 A*
* 100% の値は、時間制限なしで冷却休止なしでの溶接に関連しています
溶接電流データは、40°C(104°F)の周囲温度で適用されます。
240 V の主電源電圧と 30 A のヒューズ値では、例えば 40% の使用率で MIG/MAG 溶接用
に 220 A の最大値が可能です。
単相運転では、安全な切り取り機能により、より高い溶接電力値でヒューズのトリガを
防止します。安全な切り取り機能は、15 A、16 A、20 A のヒューズ値でアクティブにな
り、ヒューズのトリガなしで可能な溶接時間を決定します。事前に計算された溶接時間
47
Page 48
を超過することによって溶接電流が遮断されると、サービスコード「toF」が表示されま
t (min:s)1:30 2:30 6:30 7:30 9 104 5
I (A)
180 A
す。この読み出し「toF」に加えて、溶接準備が回復するまで、残りの待ち時間を表示す
るためにカウントダウンが実行されます。カウントダウン後、メッセージが消え、溶接
電源が再び運転可能になります。
30 A のヒューズ値では、溶接電源の温度監視により、ヒューズがトリガする前に、溶接
電流のタイムリーなシャットダウンが保証されます。これにより、サービスコード
「to1」〜「to7」が表示されます。サービスコード「to1」〜「to7」に関する詳細情報
は、「表示されるサービスコード」の章の「トラブルシューティングと整備」セクション
に記載されています。冷却コンポーネントに欠陥や汚れがない場合、溶接電源も適切な
溶接ブレーキ後に再び溶接する準備ができています。
単相運転中の「デュ
ーティ・サイクル」
の説明
単相運転のデューティ・サイクル値は、既存のヒューズ値と溶接電流より変動します。
詳細は「技術仕様データ」の章に記載されています。このデューティ・サイクル値の比
率は、一般的なデューティ・サイクルの「技術仕様データ」の章で説明されている通り、
実際には 10 分間サイクルにも関係しますが、ヒューズの冷却フェーズは約 60 秒で評価
されます。その後、溶接電源は再び運転可能になります。
技術基準のために、単相運転におけるデューティ・サイクルは、最初の溶接サイクル内
のカットアウトが生じるまでの間にのみ与えられます。実際にデューティ・サイクルを
指定するのに有効な冷却フェーズに関しても 10 分間サイクルの参照が持続する場合、実
際には指定された時間より長い溶接フェーズが可能です。この仕様は約 60 秒の冷却フ
ェーズに関連していることがわかります。その後、溶接電源はすでに再び運転していま
す。
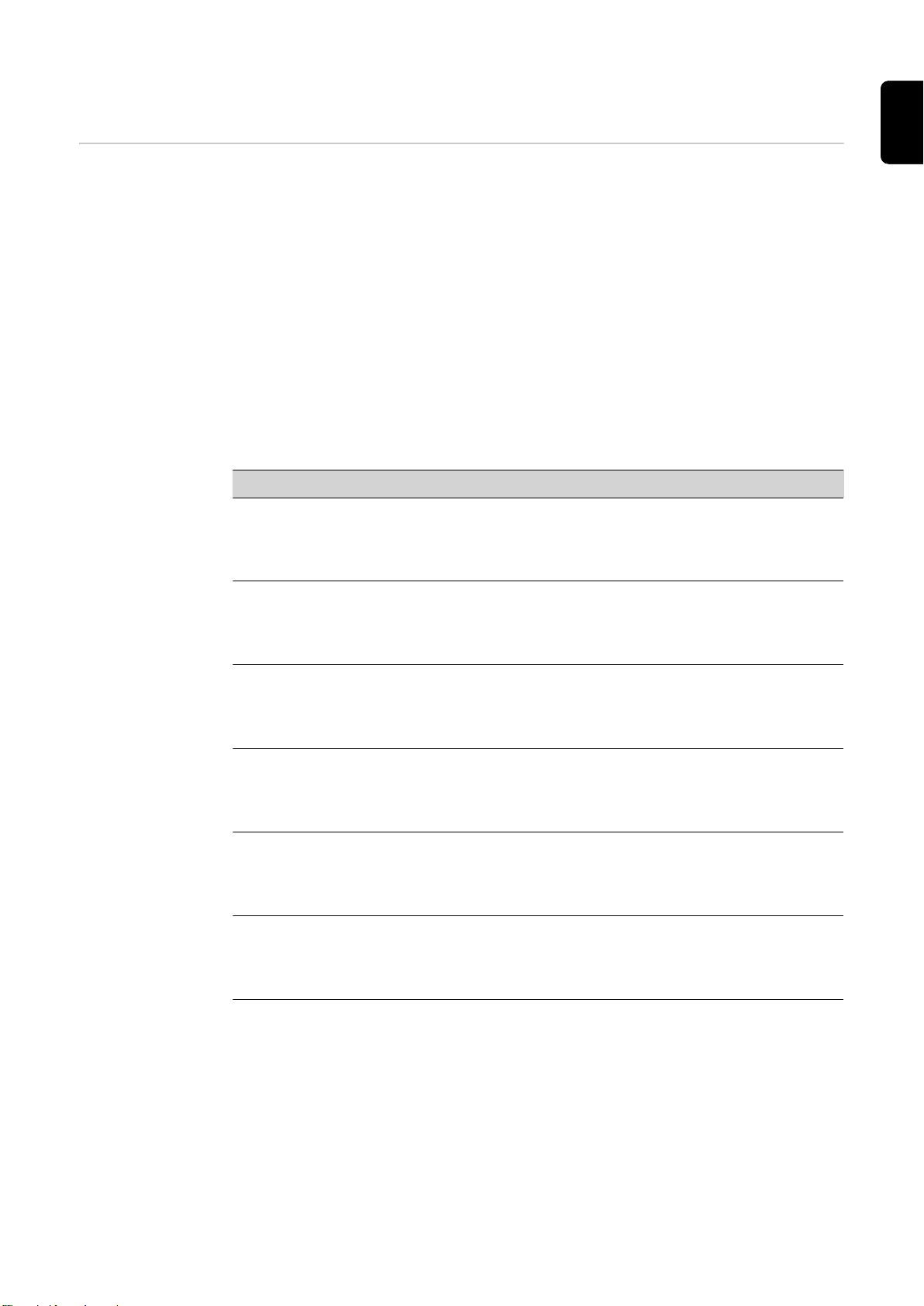
以下の例は、溶接電流 180 A、デューティ・サイクル 15% での標準的な溶接およびブレ
ーキサイクルを示しています。
単相運転中の溶接
時間
48
以下の図は、フューズ定格および溶接電流を基に、標準に沿った実施可能な溶接時間を
示しています。
Page 49

t (min)
130120 140 150 160 170 180 190 200
I2 (A)
1
2
3
4
5
6
7
8
9
10
11
(1) (2) (3) (4) (5)
(1) 10 A 主電源ヒューズ (2) 13 A 主電源ヒューズ (3) 15 A 主電源ヒューズ
(4) 16 A 主電源ヒューズ (5) 20 A 主電源ヒューズ
JA
49
Page 50

システム部品を取り付け/接続します
システム部品につ
いての情報
トロリーへの取付
け
以下で説明する手順と操作には、さまざまなシステム部品への参照も含まれています。
-
トロリー
-
冷却ユニット(TSt 3500c のみ)
-
溶接トーチなど
システム部品の取付と接続の詳細については、該当する操作手順をご覧下さい。
警告!
誤操作、不適切な作業を行うと危険です。
人身傷害または製品に深刻なダメージが発生する可能性があります。
本書に記載されているすべての操作と機能は、技術トレーニングを受けた有資格者
▶
のみが実行してください。
この文書をすべて読み、理解してください。
▶
この装置とすべてのシステム部品のすべての安全規則とユーザー文書を読み、理解
▶
してください。
以下の図に、個々のシステム部品を組み立てる方法の概要が示されています。
個々のステップの詳細については、システム部品の対応する操作手順を参照してくださ
い。
ガスシリンダーの
接続
50
TSt 2700c TSt 3500c
警告!
ガスボンベが転倒した場合、非常に深刻な怪我や損傷の危険性があります。
ガスリリンダーを使用するとき
安定しているように、堅固な水平面に設置します
▶
ガスシリンダーを固定して、倒れないようにします
▶
オプションの溶接ワイヤの送給用取付装置を取り付けます
▶
ガスシリンダーメーカーの安全規則に従ってください。
▶
Page 51

TSt 2700c TSt 3500c
ガスシリンダーをベルトで締め付けます
1
少しの間、ガスシリンダーのバルブを開いて、塵や埃を吹き飛ばします
2
圧力調整器のシール部を確認します
3
注記!
米国用装置(TSt 3500c のみ)にはガスホース用のアダプタが付属しています。
ガス電磁弁のオス型スレッドスペーサを適切な手段で、アダプタにねじ込む前にシ
▶
ールします。
アダプタをテストして、気密性確認します。
▶
JA
MIG/MAG 溶接ト
ーチを接続
警告!
欠陥のあるシステム部品および誤操作による電流の危険。
人身傷害または製品に深刻なダメージが発生する可能性があります。
すべてのケーブル、リード、ホースパックは常にしっかりと接続され、損傷がなく、
▶
適切に絶縁されている必要があります。
適切な寸法のケーブル、リード、ホースパックのみを使用してください。
▶
1
51
Page 52

接地(アース)接続
2
1
4
4
5
6
3
6
3
31
2
4
5
7
を確実に行います
1
駆動ローラの挿入/
変更
注意!
駆動ローラが上方に飛び出し、負傷する危険があります。
レバーをロック解除するとき、レバーの左および右の範囲に指を近づけないでくだ
▶
さい。
最適なワイヤ電極の送給を実現するためには、駆動ローラは溶接するワイヤの直径およ
び合金に適合したものでなければなりません。
使用可能な駆動ローラの概要はスペア部品リストに記載されています。
1
2
52
Page 53
3
8
6
7
9
3
1
2
2
5
4
4
3
4
5
5
6
1
2
3
4
JA
溶接ワイヤー巻き/
バスケット型スプ
ールの挿入
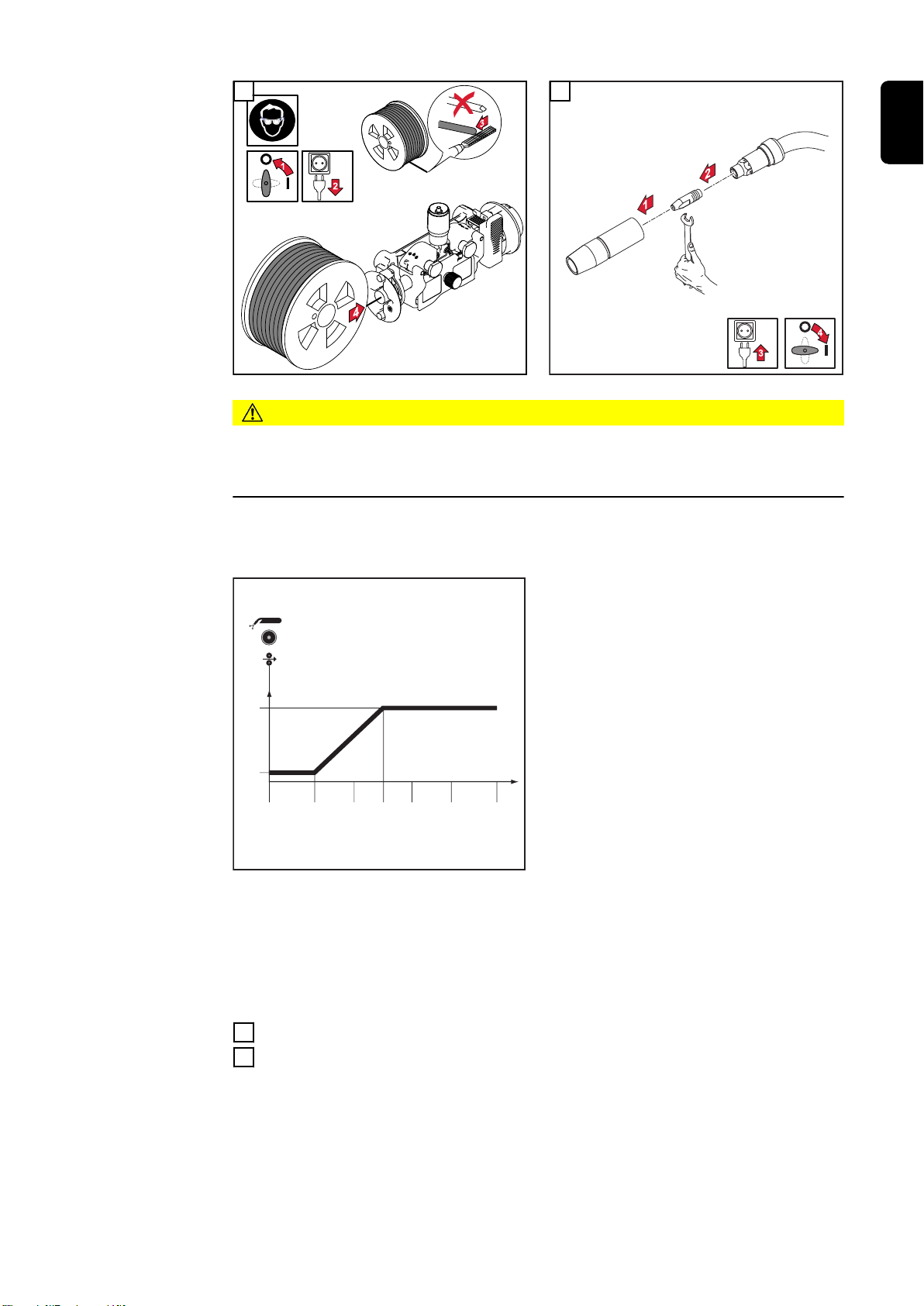
注意!
リールに巻かれたワイヤ電極の弾力性による傷害の危険性。
ワイヤ電極が跳ね返って負傷することを防ぐために、溶接ワイヤー巻き/バスケット
▶
型スプールを挿入するとき、ワイヤ電極の端部をしっかり保持してください。
注意!
溶接ワイヤー巻き/バスケット型スプールの落下により、怪我を負う危険性があります。
バスケット型スプールアダプタ付きの溶接ワイヤー巻きまたはバスケット型スプー
▶
ルが、溶接ワイヤー巻きのホルダにしっかり取り付けられていることを確認します。
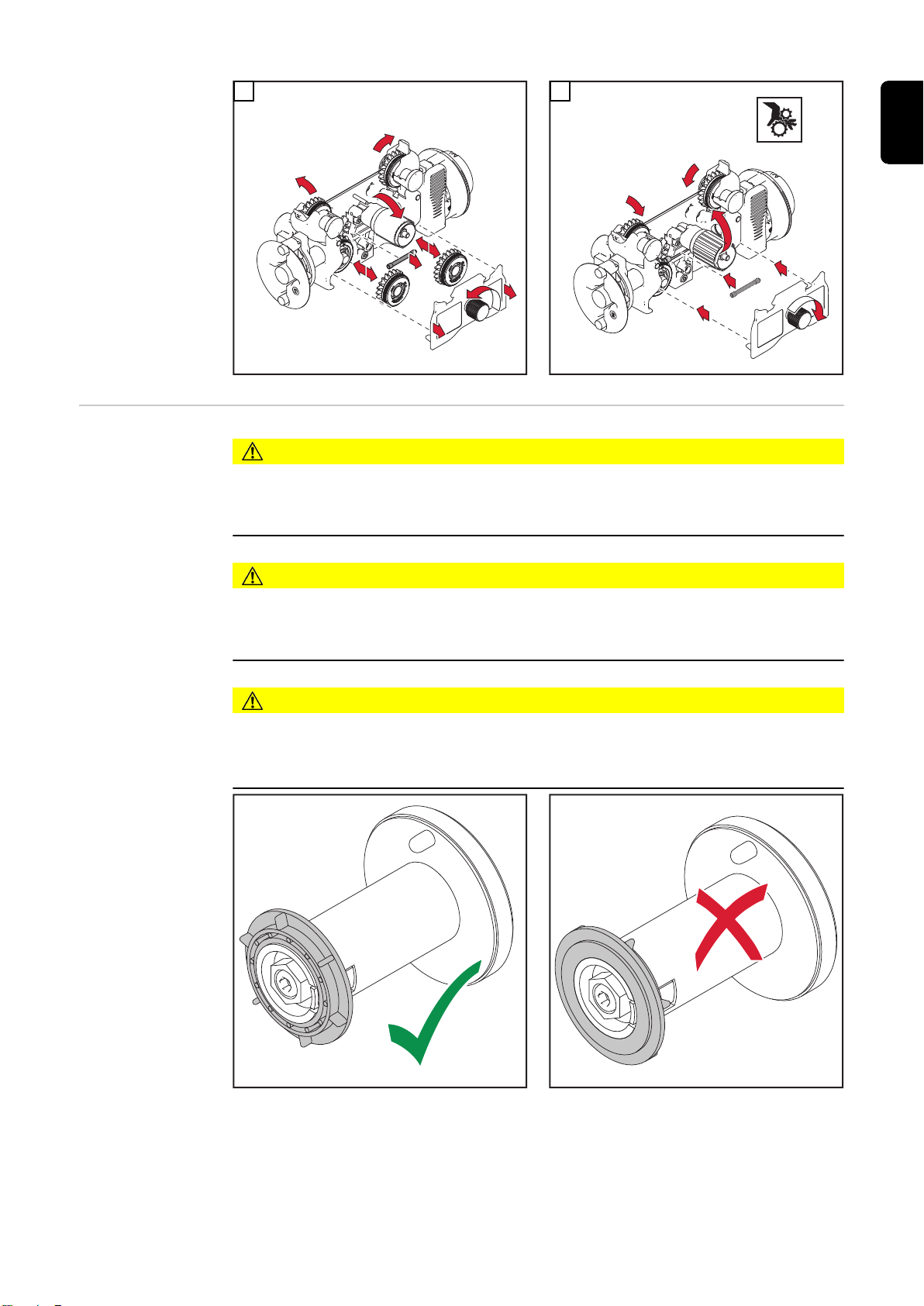
注意!
ロックリングが逆さまに取り付けられたために溶接ワイヤー巻き/バスケット型スプール
が倒れ掛かる場合、傷害および材料損傷の危険があります。
必ずロックリングを左の図に示されているように配置します。
▶
53
Page 54

溶接ワイヤー巻きの挿入
1
注記!
バスケット型スプールの取り扱い時には、本装置に付属のバスケット型スプールアダプ
タのみを使用します。
バスケット型スプールの挿入
1 2
ワイヤ電極のワイ
ヤインチング
54
注意!
リールに巻かれたワイヤ電極の弾力性による傷害の危険性。
ワイヤ電極の跳ね返りによる怪我を防ぐために、4 ローラードライブを挿入している
▶
間は、ワイヤ電極の端部をしっかりと保持してください。
注意!
ワイヤ電極の鋭利な先端部が溶接トーチに触れると損傷する危険性があります。
ワイヤ電極を通す前に、ワイヤ電極の端部のバリを取ります。
▶
Page 55
1 2
Fdi
1
2 3
4
5
2,5
1
t (s)
(m/min, ipm)
注意!
ワイヤ電極の浮かび上がりによる傷害の危険性。
「ワイヤインチング」ボタンまたはトーチトリガを押すときは、溶接トーチを顔と体
▶
から離し、適切な保護ゴーグルを着用してください。
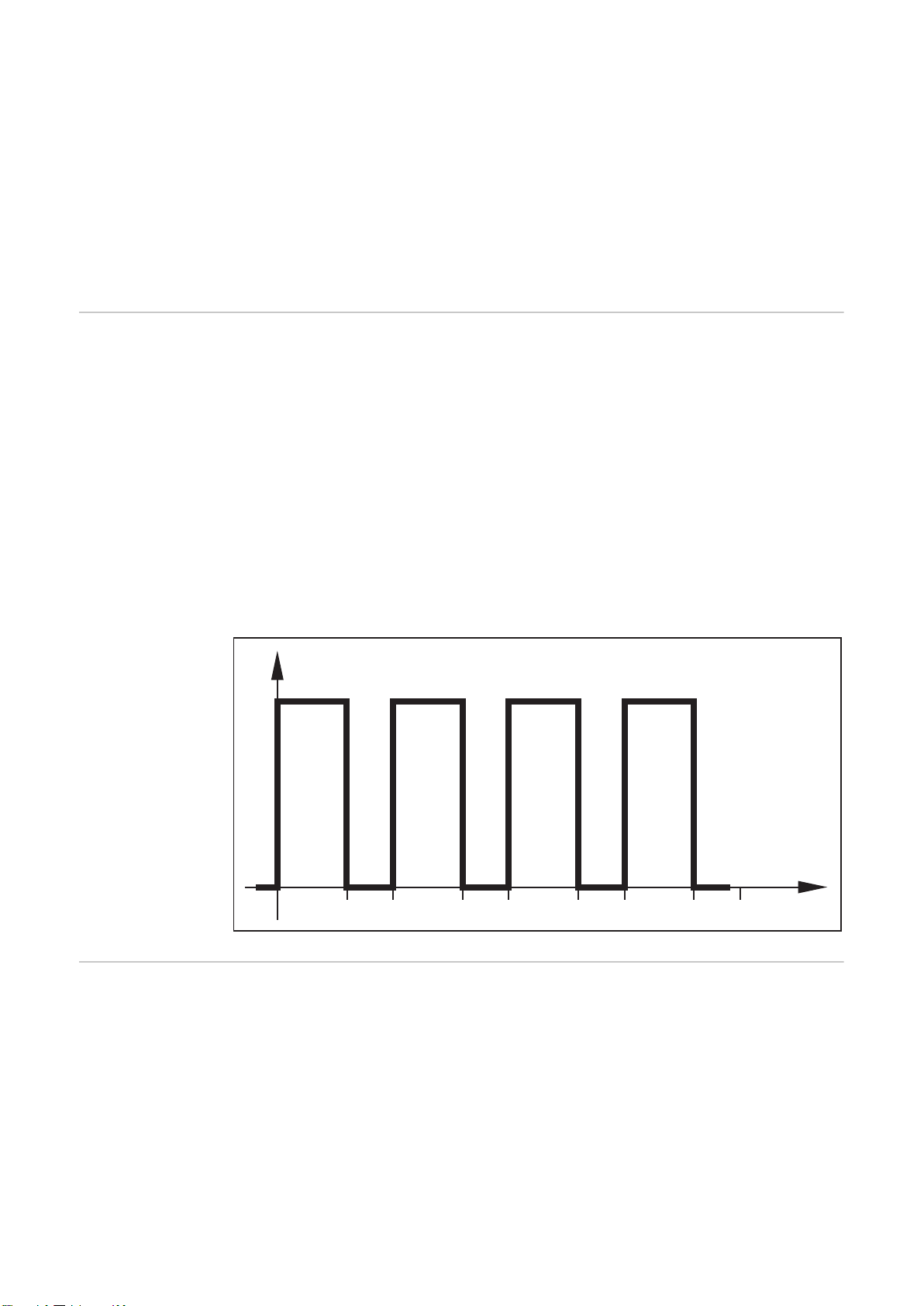
重要!ワイヤインチングを円滑に行うために、「ワイヤインチング」ボタンを押して保持
するとき、以下の手順が可能です。
JA
-
ボタンを最長 1 秒間押し続けます...
ワイヤ供給速度は最初の 1 秒間 1 m/
分または 39.37 ipm のままです。
-
ボタンを最大 2.5 秒間押し続けます。
1 秒経つと、ワイヤ供給速度は次の 1.5
秒で増加します。
-
ボタンを 2.5 秒以上押し続けます ...
2.5 秒後、ワイヤは Fdi 溶接パラメー
タに設定したワイヤ供給速度に等しい
一定の割合で送給されます。
「ワイヤインチング」ボタンを解放してから 1 秒が経過する前に再びボタンを押すと、シ
ーケンスは、最初から再開します。これにより、必要に応じて 1 m/分または 39.37 ipm
の低いワイヤ供給速度でワイヤを連続して位置決めできます。
「ワイヤインチング」/「ガステスト」ボタンがない場合、トーチトリガを同様に使用でき
ます。ワイヤインチングにトーチトリガを使用する前に、以下を実行します。
「操作モード」ボタンを押して、2 ステップモードを選択します
1
「Ito」溶接パラメータを設定メニューで「オフ」に設定します
2
55
Page 56

注意!
2
4
5
3
1
感電や、トーチから突き出たワイヤ電極による怪我や損傷の危険があります。
トーチトリガを押す際の注意事項。
顔と体から溶接トーチを離してください
▶
適切な保護ゴーグルを着用してください
▶
溶接トーチを人に向けないでください
▶
ワイヤ電極が導電性の部品または接地された部品(ハウジングなど)に、接触しな
▶
いことを確認してください
重要!「ワイヤインチング」/「ガステスト」ボタンの代わりにトーチトリガを押した場
合、溶接ワイヤは、最初の 3 秒間フィーダクリープ(溶接プログラムによって異なる)
で送給されます。この 3 秒の後、ワイヤ送給は短時間中断されます。
溶接システムは溶接プロセスを開始すべきでないことを検知しますが、ワイヤは送給さ
れます。同時に、ガス電磁弁が閉じ、ワイヤ電極の溶接電圧のスイッチがオフになりま
す。
トーチトリガを押し続けると、ワイヤ送給が保護ガスおよび溶接電圧なしで即座に再起
動し、プロセスは上記のように続行します。
3 4
接触圧力の設定
56
注記!
ワイヤ電極が変形されないだけではなく、確実にかつ適切にワイヤ送給されるように、
接触圧力を設定してください。
Page 57

1
U 字溝ローラーの標準値:
4
STOP
6
7
1
2
3
5
3
5
2
1
4
6
OK
STOP
3
5
ブレーキの調整
スチール:4〜5
CrNi: 4〜5
管状カバー付き電極。2〜3
注記!
トーチトリガを解放すると、溶接ワイヤー巻きは繰り出しを停止します。
繰り出しが続行される場合は、ブレーキを再調整します。
1
2
JA
3
57
Page 58

ブレーキの設計
警告!
不適切な設置による危険。
重傷を負ったり、物的損害を負う可能性が
あります。
ブレーキを取り外さないでください。
▶
ブレーキの整備およびサービスは、ト
▶
レーニングを受けた有資格者のみが実
行する必要があります。
ブレーキは一式としてのみ入手できます。
このブレーキ図は、情報提供のみを目的に
しています。
58
Page 59

始動
JA
一般事項
装置を不適切に操作すると、深刻な損傷や物的損害が発生することがあります。
▶
▶
トーチトリガを押すと装置が起動します(手動アプリケーション)。
必要条件 装置を起動する前に以下の条件を満たしている必要があります。
-
-
-
-
-
-
-
-
警告!
操作手順を十分に読んで理解するまで、ここに説明されている機能を使用しないで
ください。
システム部品のすべての操作手順、特に安全規則を完全に読んで理解するまでは、
記載されている機能を使用しないでください。
溶接トーチが接続されている
駆動ローラが挿入済みである
アダプタ付きの溶接ワイヤー巻きまたはバスケット型スプールが挿入されている
ワイヤ電極を巻き取っている
ブレーキが調整済みである
駆動ローラ接触圧力が設定されている
すべてのカバーが閉じ、すべてのサイドパネルが所定の場所にあり、すべての保護
装置が正常で適切な場所に配置されている
該当する場合、配水管が接続されている
試運転 「溶接モード」の章で説明した手順に進む前に、「MIG/MAG 溶接用標準シナジック溶接」
および「MIG/MAG 溶接用標準手溶接」プロセスには、以下のアクティビティが必要で
す。
溶接電源プラグを差し込んでください
1
グリッドスイッチを「I」位置に切り替えてください
2
59
Page 60

60
Page 61

溶接
61
Page 62

62
Page 63

出力制限
安全機能 「出力制限」は MIG/MAG 溶接用の安全機能です。つまり本溶接電源は、プロセスの安全
性を維持しながら出力制限状態で動作できます。
ワイヤ速度は、溶接電力の決定的パラメータです。これが高すぎると、アークがしだい
に小さくなり、消えることがあります。これを防止するため、溶接電力が下げられます。
「MIG/MAG 標準共同溶接」プロセスを選択した場合は、安全機能が作動するとすぐに、
「ワイヤ速度」パラメータの記号が点滅します。点滅は、次の溶接起動まで、または次の
パラメータ変更まで、続きます。
例えば「ワイヤ速度」パラメータを選択すると、ワイヤ速度の低減された値が表示され
ます。
JA
63
Page 64

MIG/MAG モード
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
一般事項
2 ステップモード
警告!
装置を不適切に操作すると、深刻な損傷や物的損害が発生することがあります。
操作手順を十分に読んで理解するまで、ここに説明されている機能を使用しないで
▶
ください。
システム部品のすべての操作手順、特に安全規則を完全に読んで理解するまでは、
▶
記載されている機能を使用しないでください。
利用可能な溶接パラメータ(ガスプリフロー時間など)の意味、設定、設定範囲、単位
の詳細については、「Setup パラメータ」の章を参照してください。
「2 ステップモード」は以下に適しています
-
仮付け作業
-
ショート溶接シーム
-
自動およびロボット運転
4 ステップモード
「4 ステップモード」は長い溶接シームに適しています。
64
Page 65

特別な 4 ステップ
+ +
I
I-S I-E
GPr SL SL
GPo
I
+
I
GPr GPoSPt
t
< SPt
モード
スポット溶接
JA
特殊 4 ステップモードにより、4 ステップモードの利点に加えて、始動電流および最終電
流を設定できます。
「スポット溶接」モードは、重ね合わせた板の溶接ジョイントに適しています。
まずはトーチトリガを押して解放します - GPr ガスプリフロー時間 -SPt スポット溶接時
間にわたる溶接電流相 - GPo ガスポスト流時間。
スポット溶接時間の終了前(<SPt)にトーチトリガを再度押すと、プロセスは直ちにキ
ャンセルされます。
65
Page 66

2 ステップスティ
GPr SPt SPtSPb
GPo
I I
+
I
I
GPr SPt SPtSPb
GPo
+
+
ッチ溶接
4 ステップスティ
ッチ溶接
2 ステップスティッチ溶接
「2 ステップスティッチ溶接」モードは、薄い板の短い溶接シームの溶接に適しており、
母材での溶接シームの失敗が防止されます。
4 ステップスティッチ溶接
「4 ステップスティッチ溶接」モードは、薄い板の長い溶接シームの溶接に適しており、
母材での溶接シームの失敗が防止されます。
66
Page 67

MIG/MAG 溶接
JA
安全規則
警告!
誤操作、不適切な作業を行うと危険です。
人身傷害または製品に深刻なダメージが発生する可能性があります。
本書に記載されているすべての操作と機能は、技術トレーニングを受けた有資格者
▶
のみが実行してください。
この文書をすべて読み、理解してください。
▶
この装置とすべてのシステム部品のすべての安全規則とユーザー文書を読み、理解
▶
してください。
警告!
感電の危険があります。
人身傷害または製品に深刻なダメージが発生する可能性があります。
作業を始める前に、関係するすべての装置とコンポーネントの電源を切り、それら
▶
をグリッドから切り離してください。
関係するすべての装置とコンポーネントのスイッチが再度オンにならないように固
▶
定してください。
装置を開いたら、適切な計測装置を使用して電荷を帯びた部品(コンデンサーなど)
▶
が放電されていることを確認します。
概要 MIG/MAG 溶接は以下のセクションで構成されています:
-
MIG/MAG 溶接用標準シナジック溶接
-
MIG/MAG 溶接用標準手溶接
67
Page 68

MIG/MAG 溶接用標準シナジック溶接
MIG/MAG 標準共
同溶接
「材料」ボタンを押して、使用する溶加材を選択します。
1
「ワイヤ径」ボタンを押して、使用するワイヤ電極の直径を選択します。
2
「保護ガス」ボタンを押して、使用する保護ガスを選択します。
3
SP 位置の割り当ては、付録の溶接プログラム表に記載されています。
「プロセス」ボタンを押して、必要な溶接プロセスを選択します:
4
-
MIG/MAG 標準共同溶接
「操作モード」ボタンを押して、必要な MIG/MAG モードを選択します:
5
-
2 ステップモード
-
4 ステップモード
-
特殊 4 ステップモード
驥崎ヲ・シ 特定の状況下では、溶接電源の制御盤で、システム部品(TR 2000 また
は TR 3000 リモート制御)の制御盤について設定された溶接パラメータを、変更
できないことがあります。
「パラメータ選択」ボタンを使用して、溶接電力を指定するために使用する溶接パラ
6
メータを選択します:
-
板厚
-
溶接電流
-
ワイヤスピード
-
溶接電圧
適切な調節ダイアルを使用して、関連する溶接パラメータを設定します。
7
溶接パラメータ値は、その上方のデジタルディスプレイに表示されます。
すべての溶接パラメータ設定値は、次回に変更されるまで、保存されたままです。
これは、溶接電源を切って入れ直した場合であっても、適用されます。溶接中の
実際の溶接電流を表示するには、溶接電流パラメータを選択します。
ガスシリンダーバルブを開きます
8
保護ガス流量を設定:
9
-
「ガステスト」ボタンをタップします
-
圧力ゲージが必要なガス流量を示すまで、圧力調整器の下側の調節ネジを回
します
-
「ガステスト」ボタンを再度タップします
68
Page 69

注意!
感電や、トーチから突き出たワイヤ電極による負傷や損傷の危険性があります。
トーチトリガを押す際に
顔と体から溶接トーチを離してください
▶
適切な保護ゴーグルを着用します
▶
溶接トーチを人に向けないでください
▶
ワイヤ電極が導電性の部品または接地された部品(ハウジングなど)に、接触しな
▶
いことを確認します
トーチトリガを押して、溶接を開始します
10
溶接中の補正 最高の溶接結果を得るために、アーク長さ補正およびダイナミック溶接パラメータを修
正する必要がある場合があります。
「パラメータ選択」ボタンを押して、補正するパラメータを選択します。
1
調節ダイアルを使用して、選択した溶接パラメータを必要な値に設定します。
2
溶接パラメータ値は、その上方のディスプレイに表示されます。
JA
69
Page 70

MIG/MAG 溶接用標準手溶接
一般事項 MIG/MAG 標準手動溶接プロセスは共同利用機能のない MIG/MAG 溶接プロセスです。
パラメータを 1 つ変更しても、他のパラメータは自動調節されません。このため、問題
の溶接プロセスで要求されるように、可変パラメータはすべて個々に調節する必要があ
ります。
利用可能なパラメ
ータ
MIG/MAG 標準手
動溶接
以下のパラメータは、MIG/MAG 手動溶接で使用できます。
ワイヤ供給速度
1 m/分(39.37 ipm)- 最大ワイヤ供給速度、例えば 25 m/分(984.25 ipm)
溶接電圧
TSt 2700c: 14.4 - 34.9 V
TSt 3500c: 14.5 ~ 38.5 V
ダイナミック
溶滴移行の瞬間に短絡動力学に及ぼす影響への対策
溶接電流
実行値のみを表示するため
「プロセス」ボタンを押して、必要な溶接プロセスを選択します:
1
-
MIG/MAG 標準手動溶接
「操作モード」ボタンを押して、必要な MIG/MAG モードを選択します:
2
-
2 ステップモード
-
4 ステップモード
-
MIG/MAG 標準手動溶接では、特殊 4 ステップモードが従来の 4 ステップモー
ドに対応しています。
重要!特定の状況下では、ワイヤ送給装置の制御盤で、システム部品(TR 2000 ま
たは TR 3000 リモート制御)の制御盤について設定された溶接パラメータを、変
更できないことがあります。
「パラメータ選択」ボタンを押して、ワイヤスピードパラメータを選択します
3
調節ダイアルを使用してワイヤスピードの必要な値を設定します
4
「パラメータ選択」ボタンを押して、溶接電圧パラメータを選択します
5
調節ダイアルを使用して、溶接電圧の必要な値を設定します
6
溶接パラメータ値は、その上方のデジタルディスプレイに表示されます。
すべての溶接パラメータ設定値は、次回に変更されるまで、保存されたままです。
これは、溶接電源を切って入れ直した場合であっても、適用されます。溶接中の
実際の溶接電流を表示するには、溶接電流パラメータを選択します。
溶接中に実際の溶接電流を表示するには:
-
「パラメータ選択」ボタンを押して、溶接電流パラメータを選択します
-
実際の溶接電流が溶接中にデジタルディスプレイに表示されます。
70
Page 71
ガスシリンダーバルブを開きます
7
保護ガス流量を設定:
8
-
「ガステスト」ボタンをタップします
-
圧力ゲージが必要なガス流量を示すまで、圧力調整器の下側の調節ネジを回
します
-
「ガステスト」ボタンを再度タップします
注意!
感電や、トーチから突き出たワイヤ電極による負傷や損傷の危険性があります。
トーチトリガを押す際に
顔と体から溶接トーチを離してください
▶
適切な保護ゴーグルを着用します
▶
溶接トーチを人に向けないでください
▶
ワイヤ電極が導電性の部品または接地された部品(ハウジングなど)に、接触しな
▶
いことを確認します
トーチトリガを押して、溶接を開始します
9
JA
溶接中の補正 最高の溶接結果を得るために、ダイナミックパラメータを修正する必要がある場合があ
ります。
「パラメータ選択」ボタンを押して、ダイナミックパラメータを選択します
1
調節ダイアルを使用して必要なダイナミック値を設定します
2
溶接パラメータ値は、その上方のデジタルディスプレイに表示されます。
71
Page 72

MMA 溶接
安全規則
警告!
誤操作、不適切な作業を行うと危険です。
人身傷害または製品に深刻なダメージが発生する可能性があります。
本書に記載されているすべての操作と機能は、技術トレーニングを受けた有資格者
▶
のみが実行してください。
この文書をすべて読み、理解してください。
▶
この装置とすべてのシステム部品のすべての安全規則とユーザー文書を読み、理解
▶
してください。
警告!
感電の危険があります。
人身傷害または製品に深刻なダメージが発生する可能性があります。
作業を始める前に、関係するすべての装置とコンポーネントの電源を切り、それら
▶
をグリッドから切り離してください。
関係するすべての装置とコンポーネントのスイッチが再度オンにならないように固
▶
定してください。
装置を開いたら、適切な計測装置を使用して電荷を帯びた部品(コンデンサーなど)
▶
が放電されていることを確認します。
準備
手棒溶接
電源スイッチを- O -に設定します
1
電源プラグを外します
2
重要!棒電極パッケージを確認して、棒電極が(+)溶接か(-)溶接のどちらかを判
定します。
電極の種類に応じて、接地ケーブルを(-)電流ソケットまたは(+)電流ソケットに
3
挿入し、時計回りにねじってロックします
接地ケーブルのもう一方の端を加工対象物に接続してください
4
電極の種類に応じて、電極ホルダーケーブルの差し込みコネクタを反対の極性の自由
5
電流ソケットに挿入し、時計回りに回してロックします
電源プラグを差し込みます
6
「プロセス」ボタンを押して、手動金属アーク溶接プロセスを選択しま
1
す:
溶接電圧は 3 秒のタイムラグ(時間差)で、溶接ソケットに印加されます。
注記! 特定の状況下では、溶接電源の制御盤で、システム部品(TR 2000 または TR
3000)の制御盤について設定された溶接パラメータを、変更できないことがあり
ます。
72
「パラメータ選択」ボタンを押して、アンペア数パラメータを選択します。
2
選択ダイアルを使用して、必要なアンペア数を設定します。
3
アンペア数値は左側のデジタルディスプレイに表示されます。
Page 73

すべての溶接パラメータ設定値は、次回に変更されるまで、保存されたままです。
I (A)
300
200
HCU
I
H
HCU > I
H
t (s)
0,5
1
1,5
Hti
これは一時的に溶接電源を切ってから再投入した場合でも、同様です。
溶接プロセスを開始する
4
溶接中に実際の溶接電流を表示するには:
-
「パラメータ選択」ボタンを押して、溶接電流パラメータを選択します
-
溶接中にデジタルディスプレイに実際の溶接電流が表示されます。
溶接中の補正 最高の溶接結果を得るために、ダイナミックパラメータを修正する必要がある場合があ
ります。
「パラメータ選択」ボタンを押して、ダイナミックパラメータを選択します
1
調節ダイアルを使用して必要なダイナミック値を設定します
2
溶接パラメータ値は、その上方のデジタルディスプレイに表示されます。
HotStart 機能 可能なかぎり最高の溶接結果を実現するには、ホットスタート機能の修正が必要な場合
があります。
JA
利点
-
点火特性が不十分な電極を使用している場合でも、点火特性が向上
-
試運転相中に母材が良好に溶融することによって冷え止まり欠陥が減少
-
スラグ混入を大幅に回避
使用可能なパラメータの設定については、「セットアップ設定」、「設定メニュー - レベル
2」のセクションで説明しています。
主要
Hti Hot Current 時間、
0〜2 秒、
工場出荷時設定 0.5 秒
HCU HotStart 電流、
100〜200%、
工場出荷時設定 150%
I
H
主電流 = 設定溶接電流
機能
指定された Hot-Current 時間(Hti)中に、
溶接電流は特定の値まで増加します。この
値(HCU)は選択した溶接電流(IH)より
も高い値です。
非付着性機能 アークが短くなると、溶接電圧が降下して棒電極が「付着」しやすくなる傾向がありま
す。これにより棒電極が「焼損」するおそれがあります。
73
Page 74

電極の焼損は非付着性機能を作動させることにより、防ぐことができます。棒電極が付
着し始めると、溶接電源はすぐに溶接電流をオフにします。加工対象物から棒電極を取
り外せば、溶接運転は問題なく継続することができます。
非付着性(AST)機能の作動と停止については、「セットアップ・メニュー - レベル 2」の
パラメータの設定を参照してください。
74
Page 75

動作ポイントの保存と取り込み
一般事項 「保存」ボタンにより、最大 5 つの EasyJob 動作ポイントを保存できます。各動作ポイ
ントが、制御盤での設定モードに対応します。
EasyJobs は各溶接プロセスに対して保存可能です。
重要!この時点では、設定パラメータは保存されません。
JA
EasyJob 動作ポイ
ントの保存
EasyJob 動作ポイ
ントの取得
EasyJob 動作ポイ
ントの削除
「保存」ボタンの 1 つを長押しして、現在の設定を制御盤に保存します。
1
例:
-
左のディスプレイに「Pro」が表示されます
-
しばらくすると、左のディスプレイが元の値に切り替わります
「保存」ボタンを解放します
2
保存されている設定を取り込むには、対応する「保存」ボタンを少しの
1
間押します。例えば:
-
保存されている設定が制御盤に表示されます
関連する「保存」ボタンを押したまま保持して、その「保存」ボタンの
1
メモリ内容を削除します。例:
-
左のディスプレイに「Pro」が表示されます。
-
しばらくすると、左のディスプレイが元の値に切り替わります
「保存」ボタンを押し下げたままにします
2
-
左のディスプレイに「CLr」が表示されます。
-
しばらくすると、両方のディスプレイに「---」が表示されます
溶接トーチを上げ
る/下げるで動作ポ
イントを取り込む
「保存」ボタンを解放します
3
制御盤の「保存」ボタンの 1 つを押して、溶接トーチを上げる/下げるを使用して保存さ
れている設定を取り込みます。
制御盤の「保存」ボタンの 1 つを押します。例えば:
1
-
保存されている設定が制御盤に表示されます
溶接トーチを上げる/下げるで、ボタンを使用して「保存」ボタンを選択できるようにな
りました。空の「保存」ボタンはスキップされます。
点灯している「保存」ボタン番号に加えて、番号が溶接トーチを上げる/下げるに直接表
示されます。
番号 1
75
Page 76
番号 2
番号 3
番号 4
番号 5
76
Page 77

セットアップ設定
77
Page 78

78
Page 79

設定メニュー
一般的な注意事項 Setup メニューにより、溶接電源の専門知識と追加機能に、簡単にアクセスできます。
Setup メニューを使用して、さまざまなジョブ設定に合わせて溶接パラメータを簡単に
調節できます。
JA
設定パラメータの
構成
「MIG/MAG 溶接用標準シナジック溶接」プロセスに関連して、設定パラメータの構成が
ここに説明されています。他の設定パラメータの変更手順についても、同様です。
設定メニューにアクセス
「プロセス」ボタンを押して、「MIG/MAG 溶接用標準シナジック
1
溶接」プロセスを選択します
「操作モード」ボタンを押し続けます
2
「プロセス」ボタンを押します
3
「操作モード」ボタンと「プロセス」ボタンを解放します
4
これで制御盤は「MIG/MAG 溶接用標準シナジック溶接」の設定メニューの中にあります
- 選択した直前の設定パラメータが表示されます。
溶接パラメータの変更
「操作モード」ボタンおよび「プロセス」ボタンまたは左の調節
1
ダイアルを使用して、必要な設定パラメータを選択します
MIG/MAG 標準手
動溶接の設定パラ
メータ
「パラメータ選択」ボタンまたは右側の調節ダイアルを使用して、
2
設定パラメータの値を変更します
設定メニューの終了
「操作モード」ボタンを押し続けます
1
「プロセス」ボタンを押します
2
「操作モード」ボタンと「プロセス」ボタンを解放します
3
「最小」と「最大」の指定は、溶接電源、溶接プログラムなどに応じて異なる範囲を設定
するのに使用します。
GPr プリフロー時間
単位:秒
79
Page 80

設定範囲:0〜9.9
工場出荷時の設定:0.1
GPo ガスポスト流時間
単位:秒
設定範囲:0〜9.9
工場出荷時の設定:0.5
Fdi 送給寸動速度
単位:m/分(ipm)
設定範囲:1〜最大(39.37〜最大)
工場出荷時の設定:10 (393.7)
bbc 焼け戻り効果
ワイヤ電極が停止した後の溶接電流の遅延スイッチオフによる焼け戻り効果。ワ
イヤー電極上にボールが形成されます。
単位:秒
設定範囲:AUt、0 〜 0.3
工場出荷時の設定:AUt
IGC 点火電流
単位:A
設定範囲:100〜650
工場出荷時の設定:500
Ito 安全な切り取りがトリップする前にワイヤが送給される長さ
単位:mm(インチ)
設定範囲:OFF、5〜100(オフ、0.2〜3.94)
工場出荷時の設定:オフ
注記
!
Ito 機能(安全な切り取りがトリップするまで供給されるワイヤーの長さ)は安全機能で
す。
特にワイヤ供給速度が速いとき、安全な切り取りがトリップするまで供給されるワイヤ
の長さが、設定されたワイヤ長から逸脱する可能性があります。
SPt スポット溶接時間/インターバル溶接時間
単位:秒
設定範囲:0.3〜5
工場出荷時の設定:0.3
SPb インターバル一時停止時間
単位:秒
設定範囲:OFF、0.3〜10(0.1 秒間隔)
工場出荷時の設定:オフ
Int インターバル
値が SPb に設定される場合にのみ表示されます
単位:
設定範囲:2T(2 ステップ)、4T(4 ステップ)
工場出荷時の設定:2T(2 ステップ)
80
Page 81
FAC 溶接電源を工場出荷時設定にリセット
「パラメータ選択」ボタンの 1 つを約 2 秒間押し、工場出荷時設定を復元します
- デジタルディスプレイに「PrG」が表示されると、溶接電源はリセットされてい
ます
重要!溶接電源をリセットすると、セットアップ・メニューでパーソナライズさ
れた設定がすべて消失されます。
保存ボタンを使用して保存された動作ポイントは、溶接電源がリセットされたと
きも保持されます。設定メニューのレベル 2 の機能(2nd)も削除されません。
例外:点火機能パラメータ(ito)。
レベル2設定メニューのレベル 2(「設定メニュー - レベル 2」を参照)
JA
MIG/MAG 溶接用
標準シナジック溶
接の設定パラメー
タ
「最小」と「最大」を使用し、溶接電源、溶接プログラムなどに応じて異なる範囲を設定
します。
GPr ガスプリフロー時間
単位:秒
設定範囲:0 ~ 9.9
工場出荷時の設定:0.1
GPo ガスポスト流時間
単位:秒
設定範囲:0 ~ 9.9
工場出荷時の設定:0.1
SL スロープ
単位:秒
設定範囲:0 ~ 9.9
工場出荷時の設定:0.1
I-S I(電流)- 始動電流
単位:%(/溶接電流)
設定範囲:0 ~ 200
工場出荷時の設定:100
I-E I(電流)- 終了:最終電流
単位:%(/溶接電流)
設定範囲:0 ~ 200
工場出荷時の設定:50
I-S t(時間)- 開始 - 始動電流 - 継続時間
単位:秒
設定範囲:OFF、0.1〜9.9
工場出荷時の設定:OFF
t-E t(時間)- 終了:最終電流時間
単位:秒
設定範囲:OFF、0.1〜9.9
工場出荷時の設定:OFF
Fdi ワイヤインチング - 送給寸動速度
単位:m/分(ipm)
設定範囲:1 - 最大(39.37 - 最大)
81
Page 82

工場出荷時の設定:10(393.7)
bbc バーンバック時間補正 -
溶接終了時のワイヤ引き込みによるワイヤ・バーンバック効果
単位:秒
設定範囲:Aut、0 〜 0.3
工場出荷時の設定:Aut
Ito 点火機能 - 安全な切り取りがトリガされる前にワイヤが送給される長さ
単位:mm(インチ)
設定範囲:OFF、5〜100(オフ、0.2〜3.94)
工場出荷時の設定:OFF
注記!
「点火機能」(ito)は安全機能です。安全な切り取りの前に、送給されるワイヤの長さは
事前に設定されたワイヤ長さとは異なる可能性があります。ワイヤ送給速度を高速にし
てワイヤを送給する場合は、特に異なる可能性が高いです。
「点火機能」(ito)については、「特殊な機能とオプション」の章で説明しています。
SPt スポット時間 - スポット/インターバル溶接時間
単位:秒
設定範囲:OFF、0.1〜5
工場出荷時の設定:OFF
手
棒溶接用設定パ
ラメータ
SPb スポット遮断 - スティッチ中断時間
単位:秒
設定範囲:OFF、0.1〜10(0.1 秒間隔)
工場出荷時の設定:OFF
FAC 工場 - 溶接電源を工場出荷時設定にリセット
「パラメータ選択」ボタンの 1 つを約 2 秒間押し続けると、工場出荷時設定が復
元します
- デジタルディスプレイに「PrG」が表示されると、溶接電源はリセットされてい
ます。
重要!溶接電源をリセットすると、設定メニューの個人設定はすべて失われます。
溶接電源がリセットされると、「保存」ボタンを使用して保存された動作ポイント
は削除されず、メモリに保持されます。設定メニューのレベル 2 の機能(2nd)
も削除されません。例外:点火機能パラメータ(ito)。
2nd 設定メニューのレベル 2(「設定メニュー - レベル 2」を参照)
重要!FAC 工場出荷時設定パラメータを使用して溶接電源をリセットすると、HotCurrent 時間(Hti)および HotStart 電流(HCU)設定パラメータもリセットされます。
82
HCU HotStart 電流
単位:%
設定範囲:100 ~ 200
Page 83
工場出荷時の設定:150
Hti Hot-Current 時間
単位:秒
設定範囲:0 ~ 2.0
工場出荷時の設定:0.5
Ast 非付着性
単位:設定範囲:ON、OFF
工場出荷時の設定:OFF
FAC 工場 - 溶接電源を工場出荷時設定にリセット
「パラメータ選択」ボタンの 1 つを約 2 秒間押し続けると、工場出荷時設定が復
元します
- デジタルディスプレイに「PrG」が表示されると、溶接電源はリセットされてい
ます。
重要!溶接電源がリセットされると、個人設定はすべて失われます。
溶接電源がリセットされると、「保存」ボタンを使用して保存された動作ポイント
は削除されず、メモリに保持されます。設定メニューのレベル 2 の機能(2nd)
も削除されません。例外:点火機能パラメータ(ito)。
2nd 設定メニューのレベル 2(「設定メニュー - レベル 2」を参照)
JA
83
Page 84

設定メニュー - レベル 2
制限 設定メニューのレベル 2 に関連して、次の制限が発生します。
以下の場合は設定メニューのレベル 2 は選択できません。
-
溶接中
-
「ガステスト」機能がアクティブである
-
「ワイヤインチング」機能がアクティブである
-
「ワイヤ引き込み」機能がアクティブである
-
「ブロースルー」機能がアクティブである
設定メニューのレベル 2 が選択されている場合、以下の機能はロボット操作モードであ
っても利用できません。
-
溶接試運転 - 「溶接電源準備完了」信号が発信されない
-
ガステスト中
-
ワイヤインチング
-
ワイヤ引き抜き中
-
ブロースルー
設定パラメータの
構成
設定メニューにアクセス
「操作モード」ボタンを押し続けます
1
「プロセス」ボタンを押します
2
「操作モード」ボタンと「プロセス」ボタンを解放します
3
これで制御盤は設定メニューの中にあります。選択した直前の設定パラメータが表示さ
れます。
「2nd」パラメータを選択
「操作モード」ボタンおよび「プロセス」ボタン、または左の調
1
節ダイアルを使用して、「2nd」設定パラメータを選択します
レベル 2 設定メニューへのアクセス
「操作モード」ボタンを押し続けます
1
84
「プロセス」ボタンを押します
2
「操作モード」ボタンと「プロセス」ボタンを解放します
3
溶接パラメータの変更
「操作モード」ボタンおよび「プロセス」ボタン、または左の調
1
節ダイアルを使用して、必要な設定パラメータを選択します
Page 85

「パラメータ選択」ボタンまたは右側の調節ダイアルを使用して、
2
設定パラメータの値を変更します
レベル 2 設定メニューの終了
「操作モード」ボタンを押し続けます
1
「プロセス」ボタンを押します
2
「操作モード」ボタンと「プロセス」ボタンを解放します
3
設定メニューの終了
「操作モード」ボタンを押し続けます
1
「プロセス」ボタンを押します
2
「操作モード」ボタンと「プロセス」ボタンを解放します
3
JA
設定メニューレベ
ル 2 における、
MIG/MAG 溶接パ
ラメータ
C-C 冷却ユニットの制御
(冷却ユニットが接続されている場合のみ)
単位:設定範囲:Aut、ON、OFF
工場出荷時設定:Aut
Aut:冷却ユニットは、2 分間の溶接オフタイム後に停止します。
重要!冷却液温度および流量の監視オプションが冷却ユニットに取り付けら
れている場合、冷却水の戻り温度が 50 °C 未満に低下してすぐに、ただし早く
ても溶接オフタイム 2 分後に、冷却ユニットが停止します。
ON:冷却ユニットが常時 ON
OFF:冷却ユニットが常時 OFF
重要!FAC 溶接パラメータを使用する場合、C-C パラメータは工場出荷時設定
にリセットされません。手棒溶接プロセスが選択されている場合、冷却ユニッ
トは、スイッチが「ON」位置にあっても、常に電源はオフです。
85
Page 86

C-t 冷却時間
(冷却ユニットが接続されている場合のみ)
送液モニターがトリガされたときから「no | H2O」サービスコードが出力され
るまでの時間。たとえば、冷却システムに気泡がある場合、事前に設定された
この時間が終了するまで冷却装置は停止しません。
単位:秒
設定範囲:5〜25
工場出荷時設定:10
重要!溶接電源をオンにするたびに、冷却装置は 180 秒間テストを実行しま
す。
SEt 設定 - 国別設定(標準/米国)など Std/US
単位:設定範囲:Std、US(標準/米国)
工場出荷時の設定:
標準バージョン:Std(測定:cm/mm)
米国バージョン:US(測定:インチ)
r r(抵抗)- 溶接回路抵抗(mohm 単位)
「溶接回路抵抗 r の測定」を参照してください
L L(誘導率)- 溶接回路誘導率(マイクロヘンリー単位)
「溶接回路誘導率 L を表示」を参照
EnE Real Energy Input - 溶接速度に関連したアークの電気エネルギー
単位:kJ
設定範囲:ON/OFF
工場出荷時の設定:OFF
値の範囲全体(1 kJ〜99999 kJ)を 3 桁表示のディスプレイに表示できないた
め、以下のディスプレイ形式が選択されています。
値(kJ 単位)/ディスプレイでのインジケータ:
1〜999 / 1〜999
1000〜9999 / 1.00〜9.99(「1」の桁なし、例えば 5270 kJ -> 5.27)
10000〜99999 / 10.0〜99.9
(「1」および「10」の桁なし、例えば 23580 kJ -> 23.6)
ALC アーク長さ補正 - 溶接電圧を介したアーク長さの補正
設定範囲:ON/OFF
工場出荷時の設定:OFF
アーク長はアーク電圧に応じて決定されます。シナジックオペレーションの
個別のニースに合うように溶接電圧を調整できます。
ALC パラメータが「OFF」に設定されると、溶接電圧は調節できません。溶接
電圧は、選択した溶接電流またはワイヤスピードによって、自動的に決定され
ます。アーク長さ補正が調節されると電圧が変わりますが、溶接電流とワイヤ
供給速度は同じままです。調節ダイアルを使用してアーク長さ補正を設定す
ると、左のディスプレイがアーク長さの補正値に使用されます。右のディスプ
レイでアーク電圧値が、同時に変わります。その後左のディスプレイに元の値
(例えば溶接電流)が表示されます。
86
Page 87

Ejt EasyJob トリガ - トーチトリガにより EasyJob の切り替えをアクティブ化/
非アクティブ化するため
単位:-
設定範囲:ON/OFF
工場出荷時の設定:OFF
MIG/MAG トーチトリガの機能
トーチトリガを短時間(0.5 秒未満)押します
溶接オペレーションなし:
-
すべての MIG/MAG EasyJob が連続して切り替えられます。
-
選択されている EasyJob がない場合、トーチトリガは正常に機能します。
-
選択されている MIG/MAG EasyJob がない場合、何も変更は行われませ
ん。
溶接中:
-
同じ操作モード(4 ステップ、特別 4 ステップモード、4 ステップスティ
ッチ溶接)と同じ溶接プロセスによる MIG/MAG EasyJob の切り替え。
-
スポット溶接中に切り替えは行えません。
MIG/MAG の上向き/下向きボタンの機能
-
EasyJob が選択されていると、EasyJob が変更されます。選択されてい
ないと、溶接電流が変更されます。
JA
Setup メニューレ
ベル 2 の手動金属
アーク(MMA)溶
接用パラメータ
溶接オペレーションなし:
-
すべての MIG/MAG EasyJob が連続して切り替えられます。
溶接中:
-
同じ操作モード(2 ステップ、4 ステップ、特別 4 ステップモード、4 ス
テップスティッチ溶接)と同じ溶接プロセスによる MIG/MAG EasyJob の
切り替え。
-
切り替えて元に戻すこともできます。
r r(抵抗) - 溶接回路抵抗(単位: m オーム )
88 ページの「溶接回路抵抗 r の測定」を参照してください。
L L(誘導) 溶接回誘導率(マイクロヘンリー)
89 ページの「溶接回誘導率 L の表示」を参照してください。
87
Page 88

溶接回路抵抗 r の測定
一般事項 溶接回路抵抗の測定によって、ホースパックの長さが異なっている場合でも、常に一定
の溶接結果を出すことが可能になります。ホースパックの長さと断面積に関係なく、ア
ークでの溶接電圧が常に正確に調節されます。アーク長さ補正は必要なくなりました。
計算された溶接回路抵抗が、ディスプレイに表示されます。
r = 溶接回路抵抗(m オーム)
溶接回路抵抗が正しく測定されると、設定されている溶接電圧はアークでの溶接電圧に
正確に一致するようになります。溶接電源の出力ジャックで電圧を手動で測定すると、
この電圧はアークでの溶接電圧よりも高くなります。つまり、ホースパックの電圧低下
と同量の電圧分が高くなります。
溶接回路抵抗は使用するホースパックに応じて決まります。
-
ホースパックの長さや断面積が変わった場合は、溶接回路抵抗を測定し直してくだ
さい
-
適切な溶接入力線とは別に、すべての溶接プロセスごとに溶接回路抵抗を測定しま
す
溶接回路抵抗の測
定(MIG/MAG 溶
接)
注記!
溶接回路抵抗の測定が正しくないと、リスクが発生します。
これは溶接結果に悪影響を及ぼす可能性があります。
加工対象物のアース用クランプの領域が最適な接触面であることを確認してくださ
▶
い(表面がきれい、錆がないなど)。
溶接プロセスは MANUAL または SYNERGIC が選択されていることを確認してくだ
1
さい
アース接続を加工対象物に接続します
2
設定メニューのレベル 2(2nd)にアクセスします
3
パラメータ「r」を選択します
4
溶接トーチからガスノズルを取り外します
5
コンタクトチップをネジで留めます
6
ワイヤ電極がコンタクトチップから突出していないことを確認してください
7
注記!
溶接回路抵抗の測定が正しくないと、リスクが発生します。
これは溶接結果に悪影響を及ぼす可能性があります。
加工対象物にコンタクトチップ用の最適な接触面があることを確認してください
▶
(表面がきれい、錆がないなど)。
88
コンタクトチップを加工対象物表面にぴったりくっつけます
8
トーチトリガを短く押します
9
-
溶接回路抵抗が計算されます。測定中に「実行」がディスプレイに表示されます
溶接回路抵抗がディスプレイに m オーム単位で表示されると(例えば 11.4)、測定は終
了します。
溶接トーチにガスノズルを取り付けます
10
Page 89

溶接回誘導率 L の表示
一般事項 ホースパックの設置は溶接回路誘導率に大きな影響を与え、これによって溶接プロセス
に影響します。可能な最高の溶接結果を得るために、適切にホースパックを接地するこ
とが重要です。
JA
溶接回路・誘導率の
表示
ホースパックを適
切に設置
最新の溶接回路誘導率計算値を表示するため、Setup パラメータ「L」が使用されます。
溶接回誘導率は溶接回路抵抗が測定されると調整されます。これに関する詳細情報は
「溶接回路抵抗」の章に記載されています。
設定メニューのレベル 2(2nd)にアクセスします
1
パラメータ「L」を選択します
2
最新の溶接回路誘導率計算値 L が、右側のデジタルディスプレイに表示されます。
L ...溶接回誘導率(μH)
89
Page 90

90
Page 91

トラブルシューティングとメンテナン
ス
91
Page 92

92
Page 93

トラブルシューティング
一般事項 本装置には、インテリジェント安全システムが装備されています。つまり、かなりの程
度まで、溶融タイプのヒューズなしですますことが可能になっています。このため、溶
融タイプのヒューズを交換する必要はなくなっています。可能性のある動作不良を修理
したら、本装置は再使用の準備が完了しています。
JA
安全
警告!
誤操作、不適切な作業を行うと危険です。
人身傷害または製品に深刻なダメージが発生する可能性があります。
本書に記載されているすべての操作と機能は、技術トレーニングを受けた有資格者
▶
のみが実行してください。
この文書をすべて読み、理解してください。
▶
この装置とすべてのシステム部品のすべての安全規則とユーザー文書を読み、理解
▶
してください。
警告!
感電の危険があります。
人身傷害または製品に深刻なダメージが発生する可能性があります。
作業を始める前に、関係するすべての装置とコンポーネントの電源を切り、それら
▶
をグリッドから切り離してください。
関係するすべての装置とコンポーネントのスイッチが再度オンにならないように固
▶
定してください。
装置を開いたら、適切な計測装置を使用して電荷を帯びた部品(コンデンサーなど)
▶
が放電されていることを確認します。
警告!
不十分な接地導体接続の危険性。
人身傷害または製品に深刻なダメージが発生する可能性があります。
ハウジングのネジは、ハウジングの接地に適した接地線接続を提供します。
▶
いかなる状況でも、信頼できる接地線接続なしで、ハウジングのネジを他のネジ他
▶
のネジと交換しないでください。
故障診断 装置のシリアル番号と設定をメモし、エラーの詳細な説明とともに当社のアフターサー
ビスチームにお問い合わせください。
-
以下に記載されていないエラーが発生した場合
-
一覧されているトラブルシューティング措置が不成功であった場合
93
Page 94

溶接電源が機能していません
主電源がオンですが、インジケーターが点灯していません
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
トーチトリガを押しても、何も起こりません
溶接電源の主電源スイッチがオンになっており、インジケータが点灯している
原因:
対策:
原因:
対策:
主電源ケーブルが破損しています。電源プラグが差し込まれていません
主電源ケーブルをチェックします。電源プラグが差し込まれていることを
確認してください
主電源ソケットまたは電源プラグに故障があります
不具合のある部品を交換してください
主電源ヒューズ
主電源ヒューズを交換してください
SpeedNet 接続ソケットもしくは、外部センサの 24 V 電源での短絡
部品に接続されているプラグを抜きます
外部制御プラグ付き溶接トーチの場合のみ:制御プラグが、差し込まれてい
ない
制御プラグを、差し込みます
溶接トーチ、または溶接トーチ制御ケーブルが故障している
溶接トーチを交換します
トーチトリガを押しても、何も起こりません
溶接電源の主電源スイッチがオン、溶接電源での溶接電源オン指示が点灯、ワイヤ送給
装置での指示が不点灯
原因:
対策:
溶接電流が得られません
溶接電源スイッチがオンであり、過熱サービス・コードの 1 つである「to」が表示され
ています。サービスコード「to0」〜「to6」の詳細については、「表示されるサービスコ
ード」セクションに記載されています。
原因:
対策:
原因:
対策:
原因:
対策:
連結ホースに不具合があるか、適切に接続されていない
連結ホースパックを確認下さい
過負荷
使用率を考慮に入れます。
サーモスタットの安全停止が起動した。
冷却段階終了後に、溶接電源が自動的にオンに戻るまで待ちます。
冷却空気の供給が限られている。
ハウジング背部のエア・フィルタを側面から取り外し、清掃します。冷却空
気ダクトをアクセス可能な状態にします。
94
原因:
対策:
電源のファンが故障している。
アフター・サービスにお問い合わせください。
Page 95

溶接電流が流せません。
溶接電源のスイッチがオンになっており、インジケータが点灯しています。
JA
原因:
対策:
原因:
対策:
保護ガスシールドが、流れていません
他の機能はすべて OK
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
接地(アース)接続が、正しくない。
接地(アース)接続の極性が、正しいことを確認します。
溶接トーチの溶接電源ケーブルが、破損している。
溶接トーチを交換します。
ガスシリンダが空
ガスシリンダを変更します
ガス圧力調整器が、故障している
ガス圧力調整器を交換します
ガスホースが取り付けられていないか、損傷している
ガスホースを取り付けるか、交換します
溶接トーチに欠陥がある
溶接トーチを交換します
ガス電磁弁が、故障している
アフターサービスにお問い合わせください
不規則なワイヤ送給速度
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
ワイヤ送給装置の問題
長い溶接トーチホースパック付きのアプリケーションを使用するとき
原因:
対策:
制動力の設定が高すぎる。
ブレーキを緩めます。
接触チップの穴が狭すぎる。
適した接触チップを使用します。
溶接トーチのインナー・ライナが故障している。
インナー・ライナにねじれ、汚れなどがないか確認し、必要に応じて交換し
ます。
使用されているワイヤ電極に駆動ローラが適していない。
適切な駆動ローラを使用します。
駆動ローラでの接触圧力が正しくない。
接触圧力を最適化します。
溶接トーチホースパックの不適切な配置
溶接トーチホースパックをできるだけ真っ直ぐに、曲りを避けて配置します
95
Page 96

溶接トーチが非常に高温になります
原因:
対策:
溶接トーチのサイズが不十分です
使用率と負荷制限を遵守してください
原因:
対策:
溶接特性不良
原因
:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
原因:
対策:
水冷式システムの場合のみ:冷却液の流量が低すぎる
冷却液レベル、冷却液流量、冷却液の汚れなどを確認します。詳細について
は、冷却ユニットの操作手順を参照してください
正しくない、溶接パラメータ
設定を確認します。
接地(アース)接続が不良。
加工対象物との良好な接触を確保します。
保護ガスシールドが不十分、もしくは、流れていない。
圧力調整器、ガスホース、ガス電磁弁、トーチガス接続などを確認します。
溶接トーチに漏れがある。
溶接トーチを交換します。
接触チップを間違えているか、老朽化している。
接触チップを交換します。
ワイヤ合金または、ワイヤ径が正しくない。
挿入されたワイヤ電極を確認します。
表示されたサービ
スコード
原因:
対策:
原因:
対策:
ワイヤ合金またはワイヤ径が正しくない。
母材の溶接性を確認します。
シールドガスが、このワイヤ合金に適していない。
正しいシールド・ガスを使用します。
ここに記載されていないエラー・メッセージがディスプレイに表示される場合は、問題
を解決するため、以下のように進めます。
溶接電源のメインスイッチを「O」位置に回します
1
10 秒間待ちます
2
主電源スイッチを「I」位置に切り替えます
3
エラーを解消するための数回の試行にもかかわらずエラーが再発する場合、またはここ
にリストされているトラブルシューティング方策が成功しない場合。
表示されるエラーメッセージをメモします
1
溶接電源の構成を書き留めます
2
エラーの詳細な説明と合わせて、当社のアフターサービスチームにお問い合わせくだ
3
さい。
ESr | 20
原因:
対策:
選択した冷却ユニットが溶接電源に適合していない
適合する冷却ユニットを接続します
96
Page 97

-----
原因:
対策:
ELn | 8
原因:
対策:
ELn | 12
原因:
対策:
ELn | 13
原因:
対策:
ELn | 14
原因:
対策:
無効な溶接プロセスがロボットインターフェースで呼び出された(No. 37)
か、空のフラグが選択された(No. 32)
有効な溶接プロセスを呼び出すか、割り当てられている「保存」ボタンを選
択します
接続されているワイヤ送給装置がサポートされていない
サポートされているワイヤ送給装置を接続します
システムに、材料選択用の異なる制御盤がある
材料選択用の類似の制御盤を接続します
溶接時の溶接プロセスの変更が無効です
溶接中に溶接プロセスの不当な変更を一切せず、任意のボタンを押してエラ
ーメッセージをリセットします
1 つのみではなく、2 つ以上のロボットインターフェースが接続されている
接続できるロボットインターフェースは 1 つのみです。システム構成を確
認します
JA
ELn | 15
原因:
対策:
Err | IP
原因:
対策:
Err | PE
原因:
対策:
Err | Ur
原因:
対策:
1 つのみではなく、2 つ以上の RCU が接続されている
接続できる RCU は 1 つのみです。システム構成を確認します
電源制御が一次過電圧を検出しました
グリッド電圧を確認してください。
それでもサービスコードが表示される場合は、溶接電源をオフにし、10 秒
間待機した後でもう一度溶接電源をオンにします。
エラーが解消しない場合は、アフターサービスチームまでご連絡ください
地電流ウォッチドッグが、溶接電源の安全停止を引き起こした。
溶接電源の電源を切ります
溶接電源を絶縁された表面の上に置きます
接地(アース)ケーブルをアークに近い加工対象物のセクションに接続しま
す
10 秒間待ってから、溶接電源の電源を再び入れます
これを数回試行してエラーが再発し続ける場合は、アフターサービスにお問
い合わせください
電圧低下装置オプションを使用できる場合、開回路電圧制限 35 V を超えて
います。
溶接電源をオフにします
10 秒間待機した後に、もう一度溶接電源をオンにします
97
Page 98
no | UrL
原因:
対策:
E 停止
原因:
対策:
-St | oP-
原因:
対策:
PHA | SE
原因:
対処方法:
電圧低下装置オプションの作動が早すぎました。
溶接入力線および制御ラインがすべて接続されているか、確認します。
溶接電源の電源を切ります
10 秒間待って、溶接電源の電源をオンに再び戻します
エラーが再発する場合 - アフターサービスにお問い合わせください。
「外部停止」が作動している
外部停止をトリガしたイベントを修理します
ロボットインターフェースで、フラグがロボットによって削除されなかった
ロボットインターフェースで準備完了状態の信号ロボットを、削除します
フェーズが
TSt 2700c の場合に特に破断する。
溶接中に破断が発生した場合、溶接運転が停止する。
TSt 2700c MV の場合。
限られた電源で単相運転が実行されている可能性がある:
電源を入れると、電力低減が有効になることを示すために「PHA | SE1」が
表示されます。
溶接中に三相から単相に供給が変化する場合(表示:「PHA | SE1」)または単
相から三相の場合(表示:「PH | ASE 3」)、溶接運転が停止する。
主電源ヒューズ、主電源ケーブル、および電源プラグを点検してください。
溶接電源のスイッチをオフにして、10 秒間経ってから溶接電源を再度入れ
ます。
PHA | SE1
原因:
対策:
PHA | SE3
原因:
対策:
Err | 51
原因:
対策:
Err | 52
原因:
対策:
EFd 5
原因:
対策:
EFd 8
原因:
対策:
溶接電源が単相モードで動作している
-
溶接電源が 3 相モードで動作している
-
主電源の電圧不足:主電源電圧が許容範囲よりも下回ったため。
主電源電圧を確認し、エラーが再発し続ける場合は、アフターサービスにお
問い合わせください
主電源の過電圧:主電源電圧が許容範囲よりも高くなったため。
主電源電圧を確認し、エラーが再発し続ける場合は、アフターサービスにお
問い合わせください
不適切なワイヤ送給装置が接続されている
適切なワイヤ送給装置を接続します
ワイヤ送給装置の過熱
ワイヤ送給装置が冷えるのを待ちます
98
Page 99

EFd | 81、EFd | 83
原因:
対策:
ワイヤ送給装置での故障(ワイヤ送給装置ドライブでの過電流)
ホースパックをできるかぎり真っ直ぐになるよう調整します。インナーラ
イナにねじれや汚れがないか、確認します。4 ローラードライブでの接触圧
力を確認します
JA
原因:
対策:
to0 | xxx
注:xxx は温度値を意味します
原因:
対策:
to1 | xxx
注:xxx は温度値を意味します
原因:
対策:
to2 | xxx
注:xxx は温度値を意味します
原因:
対策:
ワイヤ送給装置のモーターが、固着しているか欠陥がある
ワイヤ送給装置のモーターを確認するか、アフターサービスにお問い合わせ
ください
溶接電源の一次側回路の過熱
溶接電源が冷えるのを待ち、必要に応じて空気フィルターをチェックし、フ
ァンがオンになっていることを確認します
溶接電源の昇圧器の過熱
溶接電源が冷えるのを待ち、必要に応じて空気フィルターをチェックし、フ
ァンがオンになっていることを確認します
溶接電源の二次側回路の過熱
溶接電源が冷えるのを待ち、ファンがオンであることを確認します
to3 | xxx
注意:xxx は温度値を意味します
原因:
対策:
to4 | xxx
注意:xxx は温度値を意味します
原因:
対策:
to5 | xxx
注:xxx は温度値を意味します
原因:
対策:
to6 | xxx
注:xxx は温度値を意味します
原因:
対策:
ワイヤ送給装置のモーターの過熱
ワイヤ送給装置が冷えるのを待ちます
溶接トーチの過熱
溶接トーチが冷えるのを待ちます
冷却ユニットの過熱
冷却ユニットが冷えるのを待ち、ファンがオンであることを確認します
溶接電源の溶接トランスの過熱
溶接電源が冷えるのを待ち、必要に応じて空気フィルターをチェックし、フ
ァンがオンになっていることを確認します
99
Page 100

to7 | xxx
注:xxx は温度値です
原因:
対策:
toF | xxx
原因:
対処方法:
tu0 | xxx
注意:xxx は温度値を意味します
原因:
対策:
tu1 | xxx
注:xxx は温度値を意味します
原因:
対策:
tu2 | xxx
注意:xxx は温度値を意味します
溶接電源の過熱
溶接電源が冷えるのを待ち、必要に応じてエアフィルターをチェックし、フ
ァンがオンになっていることを確認します
単相操作モードで TSt 2700c MV 溶接電源を運転中の場合、主電源ヒューズ
がトリップしないように、溶接電源の安全な切り取りがトリップした。
約 60 秒間溶接を停止すると、メッセージが表示され、溶接電源が再び動作
するようになります。
溶接電源一次側回路の温度不足
溶接電源を加熱された室内に置いて、温まるのを待ちます
溶接電源の昇圧器の温度不足
溶接電源を加熱された室内に置いて、温まるのを待ちます
原因:
対策:
tu3 | xxx
注意:xxx は温度値を意味します
原因:
対策:
tu4 | xxx
注意:xxx は温度値を意味します
原因:
対策:
tu5 | xxx
注意:xxx は温度値を意味します
原因:
対策:
tu6 | xxx
注:xxx は温度値を意味します
溶接電源二次側回路の温度不足
溶接電源を加熱された室内に置いて、温まるのを待ちます
ワイヤ送給装置のモーターの温度不足
ワイヤ送給装置を加熱された室内に置いて、温まるのを待ちます
溶接トーチの温度不足
溶接トーチを加熱された室内に置いて、温まるのを待ちます
冷却ユニットの温度不足
冷却ユニットを加熱された室内に置いて、温まるのを待ちます
100
原因:
対策:
溶接電源のトランスの温度不足
溶接電源を加熱された室内に置いて、温まるのを待ちます
 Loading...
Loading...