


Operating
Instructions
TransSteel 2700c
TransSteel 2700c MV
TransSteel 3500c
NO
Bruksanvisning
42,0426,0107,NO 048-12122022


Innholdsfortegnelse
Sikkerhetsforskrifter 7
Forklaring sikkerhetsanvisninger 7
Generelt 7
Forskriftsmessig bruk 8
Omgivelsesbetingelser 8
Operatørens forpliktelser 8
Personalets forpliktelser 8
Strømnettilkobling 9
Verneutstyr 9
Fare på grunn av skadelige gasser og damper 9
Fare på grunn av gnistsprut 10
Fare på grunn av nett- og sveisestrøm 11
Vagabonderende sveisestrømmer 12
Klassifisering av EMV-apparater 12
EMC-tiltak 12
EMF-tiltak 13
Spesielle faresteder 13
Krav til beskyttelsesgassen 14
Fare på grunn av beskyttelsesgassflasker 14
Fare på grunn av beskyttelsesgass som strømmer ut 15
Sikkerhetstiltak ved normal drift 15
Idriftsetting, vedlikehold og reparasjon 16
Sikkerhetsteknisk kontroll 16
Avhending 16
Sikkerhetsmerking 16
Datasikkerhet 17
Opphavsrett 17
NO
Generell informasjon 19
Generelt 21
Apparatkonsept 21
Funksjonsprinsipp 21
Bruksområder 21
Advarsler på apparatet 22
Systemkomponenter 23
Generelt 23
Sikkerhet 23
Oversikt 23
Alternativer 25
VRD: Sikkerhetsfunksjon 25
VRD: Sikkerhetsprisipp 25
Betjeningselementer og tilkoblinger 27
Betjeningspanel Synergic Central 29
Generelt 29
Sikkerhet 29
Betjeningspanel Synergic 30
Service-parametre 32
Tastelås 33
Tilkoblinger, brytere og mekaniske komponenter 34
For- og bakside TSt 2700c 34
For- og bakside TSt 3500c 35
Sett fra siden 36
Installering og idriftsetting 37
Minsteutstyr for sveisedrift 39
Generelt 39
MIG/MAG-sveising, gasskjølt 39
3

MIG/MAG-sveising, vannkjølt 39
Stavelektrodesveising 39
Før installering og idriftsetting 40
Sikkerhet 40
Forskriftsmessig bruk 40
Forskrifter for oppstilling 40
Strømnettilkobling 41
Koble til strømledning 42
Generelt 42
Foreskrevet strømledning og trekkavlastning 42
Sikkerhet 42
Koble til strømledning 43
Montere trekkavlastning, TSt 2700c MV, enfaset drift 43
Montere trekkavlastning, TSt 2700c 44
Montere trekkavlastning, TSt 2700c MV 45
Montere trekkavlastning, TSt 3500c 46
Montere trekkavlastning for Canada/USA, TSt 3500c 47
Generatordrift 48
Generatordrift 48
Enfaset drift 49
Enfaset drift 49
Forklaring av begrepet innkoblingsvarighet ved enfaset drift 50
Sveisetid ved enfaset drift 50
Montere/koble til systemkomponenter 52
Informasjon om systemkomponentene 52
Montering på tralle 52
Koble til gassflaske 53
Koble til MIG/MAG-sveisepistol 53
Opprette jordforbindelse 54
Sette i / bytte materull 54
Sette i trådspole/kurvspole 55
Spole inn trådelektrode 57
Still inn arbeidstrykket 58
Stille inn bremsen 59
Bremsens oppbygging 60
Idriftsetting 61
Generelt 61
Forutsetninger 61
Idriftsetting 61
Sveisedrift 63
Effektbegrensning 65
Sikkerhetsfunksjon 65
MIG/MAG-driftstyper 66
Generelt 66
2-takts drift 66
4-takts drift: 66
Spesiell 4-taktsdrift 67
Punktsveising 67
Intervallsveising 2-takt 68
Intervallsveising 4-takt 68
MIG/MAG-sveising 69
Sikkerhet 69
Oversikt 69
MIG/MAG-Standard-Synergic-sveising 70
MIG/MAG-Standard-Synergic-sveising 70
Korreksjoner under sveising 71
MIG/MAG-Standard-manuell sveising 72
Generelt 72
Tilgjengelige parametre 72
MIG/MAG-Standard-manuell-sveising 72
4

Korreksjoner under sveising 73
Stavelektrodesveising 74
Sikkerhet 74
Forberedelse 74
Elektrodesveising 74
Korreksjoner under sveising 75
Funksjonen HotStart 75
Funksjonen anti-stick 76
Lagre og hente opp arbeidspunkter 77
Generelt 77
Lagre EasyJob-arbeidspunkter 77
Åpne EasyJob-arbeidspunkter 77
Slette EasyJob-arbeidspunkter 77
Hente opp arbeidspunkter på sveisepistol med Up/Down 77
Setup-innstillinger 79
Setup-meny 81
Generelt 81
Still inn setup-parameter 81
Setup-parametere for MIG/MAG-standard-manuell-sveising 81
Setup-parametere for MIG/MAG-standard-synergic-sveising 83
Setup-parametre for stavelektrodesveising 84
Setup-meny nivå 2 86
Begrensninger 86
Still inn setup-parameter 86
Parameter for MIG/MAG-sveising i nivå 2 av setup-menyen 87
Parameter for stavelektrodesveising i nivå 2 av setup-menyen 89
Finn sveisekretsmotstand 90
Generelt 90
Finn sveisekretsmotstand (MIG/MAG-sveising) 90
Vis sveisekretsinduktivitet L 91
Generelt 91
Vis sveisekretsinduktivitet 91
Korrekt legging av slangepakkene 91
NO
Feilutbedring og vedlikehold 93
Feildiagnose, feilutbedring 95
Generelt 95
Sikkerhet 95
Feildiagnose 95
Viste servicekoder 98
Pleie, vedlikehold og avhending 104
Generelt 104
Sikkerhet 104
Ved hver bruk 104
Ved behov 104
Annenhver måned 105
Hvert halvår 105
Avhending 105
Gjennomsnittlige forbruksverdier ved sveising 106
Gjennomsnittlig trådelektrodeforbruk ved MIG/MAG-sveising 106
Gjennomsnittlig beskyttelsesgassforbruk ved MIG/MAG-sveising 106
Gjennomsnittlig beskyttelsesgassforbruk ved TIG-sveising 106
Tekniske data 107
Spesialspenning 107
Forklaring av begrepet "innkoblingsvarighet" 107
TSt 2700c 107
TSt 2700c MV 109
TSt 3500c 112
Oversikt over kritiske råstoffer, produksjonsår for apparatet 114
Vedlegg 115
5

Kort bruksanvisning 115
Sveiseprogramtabell TSt 2700c 117
Sveiseprogramtabell TSt 2700c USA 118
Sveiseprogramtabeller TransSteel 3500 Euro 119
Sveiseprogramtabeller TransSteel 3500 US 120
6

Sikkerhetsforskrifter
NO
Forklaring sikkerhetsanvisninger
ADVARSEL!
Betegner en umiddelbart truende fare.
Hvis den ikke unngås, fører den til død eller alvorlige skader.
▶
FARE!
Betegner en situasjon som kan være farlig.
Hvis den ikke unngås, kan den føre til død eller alvorlige skader.
▶
FORSIKTIG!
Betegner en situasjon som kan være skadelig.
Hvis den ikke unngås, kan den føre til lette eller begrensede skader samt ma-
▶
terielle skader.
MERKNAD!
Betegner muligheten for reduserte arbeidsresultater og mulige skader på utstyret.
Generelt Apparatet er produsert i henhold til dagens standard og kjente sikkerhetsteknis-
ke regler. Likevel er det ved feilbetjening eller misbruk fare for
operatør eller tredje persons liv og helse
-
materielle skader på apparat og andre gjenstander hos operatøren
-
apparatets effektivitet i arbeid
-
Alle personer som jobber med idriftsetting, betjening, vedlikehold og reparasjon
av apparatet, skal
være tilsvarende kvalifisert
-
ha kjennskap til sveising
-
ha lest hele bruksanvisningen og følge denne
-
Bruksanvisningen skal alltid oppbevares der apparatet er i bruk. I tillegg til
bruksanvisningen skal også generelle og lokale regler om ulykkesforebygging og
miljø følges.
Alle sikkerhets- og fareanvisninger på apparatet skal
holdes i lesbar stand
-
ikke skades
-
ikke fjernes
-
ikke tildekkes, males over eller gjøres usynlige
-
Du finner informasjon om plasseringen av sikkerhets- og fareanvisninger på apparatet i kapittelet "Generelt" i bruksanvisningen til apparatet.
Feil som kan redusere sikkerheten, må utbedres før apparatet slås på.
Det gjelder sikkerheten din!
7

Forskriftsmessig
bruk
Apparatet skal utelukkende brukes til arbeider i henhold til forskriftsmessig
bruk.
Apparatet er utelukkende beregnet for sveiseprosessene som er angitt på effektskiltet.
Annen bruk eller bruk som går ut over dette, gjelder som ikke-forskriftsmessig.
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk.
Med til forskriftsmessig bruk regnes også
at hele bruksanvisningen leses og at alle henvisninger i den følges
-
at alle sikkerhets- og fareanvisninger leses og følges
-
at kontrollarbeid og vedlikeholdsarbeid overholdes
-
Bruk aldri apparatet til følgende bruk:
opptining av rør
-
lading av batterier / akkumulatorer
-
starting av motorer
-
Apparatet er konstruert for bruk innen industri og anlegg. Produsenten tar ikke
noe ansvar for skader som har oppstått som følge av bruk i bebodde rom.
Produsenten tar heller intet ansvar for mangelfulle eller feil arbeidsresultater.
Omgivelsesbetingelser
Operatørens forpliktelser
Bruk eller oppbevaring av apparatet utenfor angitt område gjelder som ikke-forskriftsmessig. Produsentens garanti gjelder ikke for skader som oppstår ved ikkeforskriftsmessig bruk.
Lufttemperatur i omgivelsen:
ved bruk: -10 °C til + 40 °C (14 °F til 104 °F)
-
ved transport og oppbevaring: -20 °C til + +55 °C (-4 °F til 131 °F)
-
Relativ luftfuktighet:
inntil 50 % ved 40 °C (104 °F)
-
inntil 90 % ved 20 °C (68 °F)
-
Omgivelsesluft: fri for støv, syrer, korrosive gasser eller substanser osv.
Høyde over havet: inntil 2000 m (6561 ft. 8.16 in.)
Operatøren er forpliktet til å sørge for at apparatet bare brukes av personer som
er fortrolige med de grunnleggende forskriftene om arbeidssikkerhet og
-
ulykkesforbygging og har fått opplæring i håndteringen av apparatet
har lest og forstått denne bruksanvisningen, spesielt kapittelet "Sikkerhets-
-
forskrifter", og har underskrevet på dette
er utdannet i henhold til kravene til arbeidsresultatet
-
Kontroller jevnlig at personalet arbeider sikkerhetsbevist.
Personalets forpliktelser
8
Alle personer som har fått i oppgave å utføre arbeider på apparatet, er før arbeidet påbegynnes forpliktet til å
følge de grunnleggende forskriftene om arbeidssikkerhet og ulykkesforebyg-
-
ging
lese denne bruksanvisningen, spesielt kapittelet "Sikkerhetsforskrifter" og
-
skrive under på at de har forstått og følger denne

Før arbeidsplassen forlates, må personalet forsikre seg om at det ikke kan oppstå
skader på personer eller materiell.
NO
Strømnettilkobling
Apparater med høy effekt kan påvirke energikvaliteten til strømnettet på grunn
av sitt strømopptak.
Det kan påvirke noen apparattyper i form av:
tilkoblingsbegrensninger
-
-
krav med hensyn til maksimal tillatt nettimpedans
-
krav med hensyn til minimalt nødvendig kortslutningseffekt
*)
alltid ved grensesnittet til det offentlige strømnettet
*)
*)
, se tekniske data
I tilfelle må driftsansvarlig eller bruker av apparatet forsikre seg om at apparatet
kan kobles til, eventuelt ved å ta kontakt med strømleverandøren.
VIKTIG! Pass på at strømnettilkoblingen er sikkert jordet.
Verneutstyr Ved håndtering av apparatet er du utsatt for mange farer, som for eksempel:
sprutende gnister, varme, flyvende metalldeler
-
øye- og hudskadelig lysbuestråling
-
skadelige elektromagnetiske felt som er livsfarlige for personer med pace-
-
maker
elektrisk fare på grunn av nett- og sveisestrøm
-
økt støybelastning
-
skadelige sveiserøyk og gasser
-
Bruk egnet verneutstyr ved håndtering av apparatet. Verneutstyret må ha følgende egenskaper:
vanskelig antennelig
-
isolerende og tørt
-
heldekkende, uskadd og i god stand
-
vernehjelm
-
bukse uten oppbrett
-
Som verneutstyr regnes blant annet:
Beskyttelse av øyne og ansikt med beskyttelsesvisir med forskriftsmessig fil-
-
terinnsats mot UV-stråling, varme og gnister.
Bak visiret brukes forskriftsmessige vernebriller med sidebeskyttelse.
-
Faste sko som isolerer også ved fuktighet.
-
Vernehansker (elektrisk isolering, varmebeskyttelse).
-
Bruk hørselvern for å redusere støybelastningen og beskytte ørene.
-
Personer, spesielt barn, skal holdes unna under bruk av apparatene og sveiseprosessen. Hvis det likevel oppholder seg personer i nærheten
må disse informeres om alle farene (blendingsfare fra lysbuen, fare for skade
-
på grunn av sprutende gnister, helsefarlig sveiserøyk, støybelastning, mulig
fare pga. nett- og sveisestrøm)
må egnet beskyttelsesutstyr stilles til rådighet eller
-
egnet beskyttelsesvegg eller -forheng monteres
-
Fare på grunn av
skadelige gasser
og damper
Røyken som oppstår under sveising inneholder helseskadelige gasser og damper.
Sveiserøyk inneholder substanser som kan virke kreftfremkallende i henhold til
monografi 118 fra International Agency for Research on Cancer.
9
Bruk punktvis oppsuging og romluftsoppsuging.
Bruk en sveisepistol med integrert avgassuger hvis mulig.
Hold hodet unna sveiserøyk og gasser.
Røyken og de skadelige gassene
skal ikke pustes inn
-
suges ut av arbeidsområdet med egnede midler
-
Sørg for tilstrekkelig tilførsel av frisk luft. Sørg for en ventilasjonshastighet på
minst 20 m³/time til enhver tid.
Bruk sveisehjelm med lufttilførsel ved manglende lufting.
Hvis du er usikker på om oppsugingseffekten er god nok, sammenligner du de
målte skadestoff-utslippsverdiene med tillatte grenseverdier.
Følgende komponenter er blant annet avgjørende for hvor skadelig sveiserøyken
er:
metallene som brukes til arbeidsemnet
-
elektrodene
-
beleggingene
-
rengjøringsmidler, fettfjerner og lignende
-
sveiseprosessen som brukes
-
Ta derfor hensyn til databladene om materialsikkerhet og produsentopplysningene for de nevnte komponentene.
Fare på grunn av
gnistsprut
Du finner anbefalinger for eksponeringsscenarier, risikostyringstiltak og identifisering av arbeidsforhold på nettstedet til European Welding Association i
området Health & Safety (https://european-welding.org).
Hold antennelige damper (f.eks. løsemiddeldamp) unna strålingsområdet til lysbuen.
Steng ventilen på beskyttelsesgassflasken eller hovedgasstilførselen når du ikke
sveiser.
Gnistsprut kan forårsake brann og eksplosjon.
Sveis aldri i nærheten av brennbart materiale.
Det må være en avstand på minst 11 meter (36 ft. 1.07 in.) mellom brennbart materiale og lysbuen, eller brennbart materiale må tildekkes med et godkjent deksel.
Ha en egnet, testet brannslukker tilgjengelig.
Gnister og varme metalldeler kan også komme ut i området rundt gjennom små
sprekker og åpninger. Iverksett treffende tiltak for å unngå fare for skader og
brann.
10
Sveis ikke på ild- og eksplosjonsfarlige områder og på lukkede tanker, beholdere
eller rør, dersom disse ikke er klargjort i henhold til gjeldende nasjonale og internasjonale standarder.
Det er ikke tillatt å sveise på beholdere som inneholder/har inneholdt gass, drivstoff, mineralolje og lignende. Det er eksplosjonsfare på grunn av restforekomster.

Fare på grunn av
nett- og
sveisestrøm
Elektrisk støt er i prinsippet livsfarlig og kan være dødelig.
Ta ikke på spenningsførende deler inni og utenpå apparatet.
Ved MIG/MAG- og TIG-sveising er også sveisetråden, trådspolen, materullene
samt alle metalldeler som står i forbindelse med sveisetråden, spenningsførende.
Sett alltid opp trådmateren på et tilstrekkelig isolert underlag eller bruk en egnet, isolerende trådmaterfatning.
Sørg for tilstrekkelig isolerende, tørt underlag eller deksel for jordpotensiale for
å oppnå egnet selv- eller personbeskyttelse. Underlaget eller dekselet må dekke
hele området mellom kropp og jordpotensiale fullstendig.
Alle kabler og ledninger må være sikkert tilkoblet, uskadd, isolert og tilstrekkelig
dimensjonert. Skift ut løse tilkoblinger samt forbrente, skadede eller underdimensjonerte kabler og ledninger.
Før hver bruk må du kontroller for hånd om strømtilførselen sitter ordentlig.
Ved strømkabler med bajonettkontakt må du dreie kabelen med min. 180° i
lengderetningen og stramme den.
Ikke slyng kabler eller ledninger rundt kroppen eller kroppsdeler.
Elektroden (stavelektrode, wolframelektrode, sveisetråd ...)
må aldri dykkes i væske
-
må aldri berøres når strømkilden er slått på
-
NO
Mellom elektrodene fra to sveiseapparater kan det for eksempel oppstå dobbel
tomgangsspenning på et sveiseapparat. Hvis potensialene til begge elektrodene
berøres samtidig, kan det medføre livsfare.
Få funksjonen til jordledningen i strømledningen kontrollert regelmessig av elektriker.
Enheter i beskyttelsesklasse I krever et nettverk med jordledning og et pluggsystem med jordledningskontakt for forskriftsmessig bruk.
Bruk av enheten i et nettverk uten jordledning og med en stikkontakt uten jordledningskontakt er bare tillatt dersom alle nasjonale forskrifter for galvanisk skille overholdes.
Ellers regnes dette som grov uaktsomhet. Produsentens garanti gjelder ikke for
skader som oppstår ved ikke-forskriftsmessig bruk.
Sørg om nødvendig for tilstrekkelig jording av arbeidsemnet med et egnet middel.
Slå av apparater som ikke er i bruk.
Bruk sikkerhetsutstyr for fallsikring ved arbeid i store høyder.
Slå av apparatet og trekk ut strømledningen før du utfører arbeider på apparatet.
Sikre apparatet med et godt lesbart og forståelig varselskilt mot innsetting av
strømpluggen og gjeninnkobling.
Etter at du har åpnet apparatet:
lad ut den elektriske ladingen på alle komponenter
-
forsikre deg om at alle komponenter i apparatet er strømløse
-
Dersom det er nødvendig med arbeid på strømførende deler, må du få hjelp av en
person som kan slå av hovedbryteren i tide.
11
Vagabonderende
sveisestrømmer
Hvis de følgende anvisningene ikke følges, kan det oppstå vagabonderende
sveisestrømmer som kan forårsake følgende:
brannfare
-
overoppheting av komponenter som er i kontakt med arbeidsemnet
-
skader på jordledere
-
skader på apparatet og andre elektriske innretninger
-
Sørg for en fast forbindelse mellom arbeidsemnet og festeklemmen.
Fest festeklemmen så nærme stedet som skal sveises som mulig.
Sett opp apparatet med tilstrekkelig isolering mot elektrisk ledende omgivelser,
for eksempel isolering mot elektrisk ledende gulv eller isolering mot elektrisk ledende stativ.
Ta hensyn til følgende ved bruk av strømfordelere, dobbelthode-opptak osv:
Også elektroden til sveisepistolen / elektrodeholderen som ikke er i bruk, er potensialledende. Sørg for en tilstrekkelig isolerende oppbevaring av sveisepistolen / elektrodeholderen som ikke er i bruk.
Ved automatisert MIG/MAG-bruk må trådelektroden ledes til trådmateren bare
isolert av sveisetrådspole, storspole eller trådspole.
Klassifisering av
EMV-apparater
EMC-tiltak I spesielle tilfeller kan bruksområdet påvirkes selv om de standardiserte ut-
Apparater i utslippsklasse A:
er bare konstruert for bruk innen industri
-
kan forårsake ledningsbundede feil og strålefeil i andre områder
-
Apparater i utslippsklasse B:
oppfyller utslippskravene for bolig- og industriområder. Dette gjelder også
-
for boligområder, der energitilførselen stammer fra det offentlige lavspenningsnettet.
Klassifisering av EMV-apparater i henhold til effektskilt eller tekniske data.
slipps-grenseverdiene overholdes (f.eks. hvis det finnes ømfintlige apparater eller
oppstillingsplassen er i nærheten av radio- eller fjernsynsmottakere).
I slike tilfeller er operatøren forpliktet til å iverksette tilpassede tiltak for å oppheve feilen.
Kontroller og vurder interferensstabiliteten til innretninger i apparatets omgivelser i henhold til nasjonale og internasjonale bestemmelser. Eksempler på innretninger som kan bli påvirket av apparatet:
sikkerhetsinnretninger
-
nett-, signal- og dataoverføringsledninger
-
IKT-innretninger
-
innretninger for måling og kalibrering
-
12
Støttende tiltak for å unngå EMC-problemer:
Nettforsyning
1.
Dersom det oppstår elektromagnetisk interferens tross forskriftsmessig
-
strømnettilkobling, må det iverksettes ekstra tiltak (f.eks. bruk av egnet
nettfilter).
Sveiseledninger
2.
må holdes så korte som mulig
-
må legges så tett sammen som mulig (også for å unngå EMI-problemer)
-
må forlegges langt borte fra andre ledninger
-
Potensialutligning
3.
Jording av arbeidsemnet
4.
Hvis nødvendig må det opprettes jordforbindelse ved hjelp av egnede
-
kondensatorer.
Avskjerming, hvis nødvendig
5.
andre innretninger i omgivelsene avskjermes
-
hele sveiseinstallasjonen avskjermes
-
EMF-tiltak Elektromagnetiske felt kan forårsake helseskader som ennå ikke er kjent:
påvirkning på helsen til personer i nærheten, f.eks. bærere av pacemakere og
-
høreapparat
bærere av pacemaker må rådføre seg med legen sin før de oppholder seg i
-
nærheten av apparatet og sveiseprosessen
av sikkerhetsgrunner må avstanden mellom sveisekabler og sveiserens hode/
-
kropp holdes så stor som mulig
ikke bær sveisekabel og slangepakke over skulderen og ikke vikle dem rundt
-
kroppen eller kroppsdeler
NO
Spesielle
faresteder
Hold hender, hår, klær og verktøy unna bevegelige deler som for eksempel:
vifter
-
tannhjul
-
ruller
-
aksler
-
trådspoler og sveisetråder
-
Grip ikke inn i roterende tannhjul i tråddriften eller i roterende drivdeler.
Deksler og sidedeler skal bare åpnes/demonteres for vedlikehold eller reparasjoner.
Under drift
Forsikre deg om at alle deksler er lukket og at alle sidedeler er forskriftsmes-
-
sig montert.
Hold alle deksler og sidedeler lukket.
-
Det er økt fare for skader når sveisetråden kommer ut av sveisepistolen (gjennomboring av hånden, skader på ansikt og øyne).
Hold derfor alltid sveisepistolen bort fra kroppen (apparat med trådmater) og
bruk egnede sveisebriller.
Ta ikke på arbeidsemnet under og etter sveisingen – fare for forbrenning.
Det kan løsne slagg fra arbeidsemner som avkjøles. Bruk derfor også forskriftsmessig sveiseutstyr ved etterarbeiding av arbeidsemnet og sørg for tilstrekkelig
beskyttelse av andre personer.
La sveisepistol og andre utstyrskomponenter med høy driftstemperatur avkjøles
før de bearbeides.
I brann- og eksplosjonsfarlige rom gjelder spesielle forskrifter
– følg nasjonale og internasjonale bestemmelser.
Strømkilder for arbeid i rom med økt elektrisk fare (eksempelvis kjeler) må være
merket med tegnet (Safety). Selve strømkilden må likevel ikke befinne seg inne i
slike rom.
Fare for skålding på grunn av lekkende kjølemiddel. Slå av kjøleapparatet før tilkoblingen av kjølemiddeltilførsel eller -retur plugges ut.
13
Ta hensyn til informasjonen i sikkerhetsdatabladet for kjølemiddel ved håndtering av kjølemiddel. Du får tak i sikkerhetsdatabladet for kjølemiddel ved å ta
kontakt med serviceverkstedet eller på produsentens hjemmeside.
Bruk bare egnet last-opptaksmiddel fra produsenten ved krantransport av apparater.
Hekt inn kjetting eller tau på alle hektepunktene som er beregnet på dette
-
på det egnede last-opptaksmiddelet.
Kjetting eller tau må ha minst mulig vinkel fra loddrett.
-
Fjern gassflaske og trådmater (MIG/MAG- og TIG-apparater).
-
Ved kranoppheng av trådmateren under sveising må det alltid brukes et egnet,
isolerende trådmateroppheng (MIG/MAG- og TIG-apparater).
Hvis apparatet er utstyrt med en bæresele eller bærehåndtak, skal disse utelukkende brukes til transport for hånd. Bæreselen er ikke egnet til transport med
kran, gaffeltruck eller annet mekanisk løfteutstyr.
Alle festemidler (sele, sneller, kjettinger osv.) som brukes sammen med apparatet
eller dets komponenter, skal kontrolleres regelmessig (eksempelvis for mekaniske skader, korrosjon eller forandringer forårsaket av andre påvirkninger fra omgivelsene).
Kontrollintervaller og kontrollomfang skal minst tilsvare gjeldende nasjonale
standarder og retningslinjer.
Fare for ubemerket lekkasje av farge- og luktløs beskyttelsesgass ved bruk av en
adapter for beskyttelsesgasstilkoblingen. Gjengene til adapteren på apparatsiden
som er beregnet på tilkobling av beskyttelsesgass, må før montering tettes med
teflonbånd.
Krav til beskyttelsesgassen
Fare på grunn av
beskyttelses-
gassflasker
Spesielt ved ringledninger kan forurenset beskyttelsesgass føre til skader på utstyret og dårligere sveisekvalitet.
Overhold følgende retningslinjer med tanke på kvaliteten til beskyttelsesgassen:
faststoffpartikkelstørrelse < 40 µm
-
trykk-duggpunk < -20 °C
-
maks. oljeinnhold < 25 mg/m³
-
Bruk filter ved behov.
Beskyttelsesgassflasker inneholder gass som står under trykk, og kan eksplodere
ved skader. Siden beskyttelsesgassflaskene er en del av sveiseutstyret, må de behandles ytterst forsiktig.
Beskyttelsesgassflasker med fortettet gass må beskyttes mot høy varme, mekaniske slag, slagg, åpen ild, gnister og lysbuer.
Beskyttelsesgassflaskene skal monteres loddrett og festes i henhold til anvisningene slik at de ikke kan velte.
Hold beskyttelsesgassflaskene på god avstand fra sveise- eller andre elektriske
strømkretser.
Heng aldri en sveisepistol på en beskyttelsesgassflaske.
14
Berør aldri en beskyttelsesgassflaske med en elektrode.
Eksplosjonsfare – sveis aldri på en beskyttelsesgassflaske som står under trykk.

Bruk bare beskyttelsesgassflasker som egner seg til den tiltenkte bruken og utstyr som passer og er egnet til (regulator, slanger og armatur osv.). Bruk bare beskyttelsesgassflasker og tilbehør som er i feilfri stand.
Hvis ventilen på en beskyttelsesgassflaske åpnes, må du vende ansiktet bort fra
utslippet.
Steng ventilen på beskyttelsesgassflasken når du ikke sveiser.
La hetten på ventilen være på beskyttelsesgassflasken når den ikke er tilkoblet.
Følg produsentens anvisninger samt nasjonale og internasjonale bestemmelser
for beskyttelsesgassflasker og tilbehørsdeler.
NO
Fare på grunn av
beskyttelsesgass
som strømmer
ut
Sikkerhetstiltak
ved normal drift
Fare for kvelning på grunn av beskyttelsesgass som strømmer ukontrollert ut
Beskyttelsesgassen er farge- og luktfri, og kan fortrenge oksygenet i luften i omgivelsene.
Sørg for tilstrekkelig tilførsel av frisk luft – gjennomstrømningen må være på
-
minst 20 m³/time.
Følg retningslinjene for sikkerhet og vedlikehold for beskyttelsesgassflasken
-
eller hovedgasstilførselen.
Steng ventilen på beskyttelsesgassflasken eller hovedgasstilførselen når du
-
ikke sveiser.
Kontroller beskyttelsesgassflasken eller hovedgasstilførselen for ukontrol-
-
lert gassutstrømming før hver idriftsetting.
Bruk bare apparatet når alle sikkerhetsinnretninger fungerer som de skal. Hvis
ikke sikkerhetsinnretningene fungerer ordentlig, er det fare for
liv og helse til bruker eller tredjemann
-
materielle skader på apparat og andre gjenstander hos operatøren
-
apparatets effektivitet i arbeid
-
Reparer sikkerhetsinnretninger som ikke fungerer ordentlig, før apparatet slås
på.
Du må aldri ignorere sikkerhetsinnretningene eller sette dem ut av drift.
Forsikre deg om at ingen er i fare før du slår på apparatet.
Kontroller apparatet for synlige skader og sjekk at sikkerhetsinnretningene fungerer minst én gang i uken.
Fest alltid beskyttelsesgassflasken ordentlig og ta den av før krantransport.
Kun originalt kjølemiddel fra produsenten er egnet for bruk med våre apparater
på grunn av sine egenskaper (elektrisk ledningsevne, frostbeskyttelse, materialkompatibilitet, brennbarhet osv.).
Bruk kun originalt kjølemiddel fra produsenten.
Bland ikke originalt kjølemiddel fra produsenten med andre kjølemidler.
Koble kun systemkomponenter fra produsenten til kjøleapparatet.
Dersom bruk av andre systemkomponenter eller annet kjølemiddel fører til skader, tar produsenten ikke noe ansvar for dette og alle garantikrav slettes.
Cooling Liquid FCL 10/20 er ikke antennelig. Det etanolbaserte kjølemiddelet
kan antenne under bestemte forhold. Kjølemiddelet skal bare transporteres i original beholder og holdes unna tennkilder.
15

Gammelt kjølemiddel avhendes i henhold til nasjonale og internasjonale forskrifter. Du får tak i sikkerhetsdatabladet for kjølemiddel ved å ta kontakt med serviceverkstedet eller på produsentens hjemmeside.
Kon0troller kjølemiddelnivået før du begynner å sveise og mens anlegget fortsatt
er kaldt.
Idriftsetting,
vedlikehold og
reparasjon
Sikkerhetsteknisk kontroll
Ved bruk av deler fra andre produsenter er det ikke sikkert at de er konstruert og
produsert i henhold til kravene og sikkerhetsforskriftene.
Bruk bare originale reserve- og forbruksdeler (gjelder også for normdeler).
-
Foreta ingen endringer, på- eller ombygginger på apparatet uten tillatelse fra
-
produsenten.
Komponenter som ikke er i teknisk feilfri stand, må byttes ut umiddelbart.
-
Oppgi nøyaktig betegnelse og delenummer iht. reservedelslisten, samt serie-
-
nummeret til apparatet.
Skruene på huset fungerer som jordingsforbindelse for delene på huset.
Bruk alltid riktig antall originale skruer med det oppgitte dreiemomentet på huset.
Produsenten anbefaler å få gjennomført en sikkerhetsteknisk kontroll minst én
gang i året.
Innen samme årlige intervall anbefaler produsenten en kalibrering av strømkilden.
Det anbefales å få sikkerhetsteknisk kontroll utført av godkjent elektriker
etter forandringer
-
etter på- og ombygging
-
etter reparasjon, pleie og vedlikehold
-
minst én gang i året
-
Følg de gjeldende nasjonale og internasjonale standardene og retningslinjene for
sikkerhetsteknisk kontroll.
Ta kontakt med serviceverkstedet for nærmere informasjon om sikkerhetsteknisk
kontroll og kalibrering. Her kan du på forespørsel få de nødvendige dokumentene.
Avhending Gamle elektriske og elektroniske produkter skal sorteres og leveres til gjenvin-
ning i henhold til det europeiske rådsdirektivet og nasjonale retningslinjer. Brukte
apparater kan returneres til forhandleren eller leveres til en lokal miljøstasjon.
Fagmessig avhending av gamle apparater bidrar til bærekraftig gjenvinning av
materialressurser. Dersom dette ignoreres, kan det få negative konsekvenser for
helse og miljø.
Emballasjemateriale
Kildesorteres. Ta hensyn til lokale forskrifter. Esker brettes sammen før de avhendes.
Sikkerhetsmerking
Apparater med CE-merking oppfyller de grunnleggende kravene i direktivet for
lavspenning og elektromagnetisk kompatibilitet (eksempelvis relevante produktstandarder i standard EN 60 974).
16

Fronius International GmbH erklærer herved at apparatet samsvarer med direktiv 2014/53/EU. Du finner hele EU-samsvarserklæringen på følgende Internettadresse: http://www.fronius.com
Apparater som er merket med CSA-kontrollmerke oppfyller kravene i relevante
standarder i Canada og USA.
Datasikkerhet Brukeren er ansvarlig for datasikkerheten ved endringer i forhold til fabrikkinn-
stillingene. Produsenten har intet ansvar ved sletting av personlige innstillinger.
Opphavsrett Produsenten har opphavsretten til denne bruksanvisningen.
Tekst og bilder fyller de tekniske kravene på tidspunktet for trykking. Med forbehold om endringer. Innholdet i bruksanvisningen gir ingen rett til krav fra kjøper.
Vi er takknemlige for forbedringsforslag og henvisninger om feil i bruksanvisningen.
NO
17

18

Generell informasjon
19

20

Generelt
Apparatkonsept Strømkildene TransSteel (TSt) 2700c
og 3500c er komplett digitaliserte,
mikroprosessorstyrte vekselretterstrømkilder.
Modulær utforming og enkel mulighet
for systemutvidelse sikrer høy fleksibi-
litet. Apparatene er konstruert for
stålsveising.
Alle apparatene er konstruert for:
MIG/MAG-sveising
-
Stavelektrodesveising
-
NO
Funksjonsprinsipp
Bruksområder Apparatene brukes i industri og anlegg: manuell bruk med klassisk stål, galvani-
Den sentrale styre- og reguleringsenheten til strømkilden er koblet med en digital signalprosessor. En sentral styre- og reguleringsenhet og signalprosessor styrer hele sveiseprosessen.
Under sveiseprosessen måles de faktiske dataene kontinuerlig, og det reageres
umiddelbart på forandringer. Regulatoralgoritmer sørger for at ønsket nominell
tilstand opprettholdes.
Apparatet er utstyrt med sikkerhetsfunksjonen "Begrensning på effektgrensen".
Slik blir drift av strømkilden ved effektgrensen mulig uten at prosessikkerheten
blir innskrenket.
Resultatet blir:
en presis sveiseprosess
-
en høy reproduserbarhet for alle resultater
-
fremragende sveiseegenskaper
-
serte plater.
Bruksområdet for strømkildene TSt 2700c er hovedsakelig tynne stålplater
(lettstålbygging). Reparasjon, vedlikehold og montasje på verft, billeverandører,
verksteder eller møbelproduksjon hører til de viktigste bruksområdene. Strømkildene TSt 2700c plasserer seg dermed i ytelsesklassen mellom håndverk og industri.
Strømkildene TSt 3500c er konstruert for:
maskin- og apparatbygging
-
stålindustri
-
anleggs- og beholderproduksjon
-
metall- og portalbygg
-
bygging av skinnegående kjøretøy
-
21

Advarsler på ap-
40,0006,3035
inside
paratet
På strømkildene er det advarsler og sikkerhetssymboler. Disse advarslene og sikkerhetssymbolene må verken fjernes eller males over. Advarslene og symbolene
advarer om feilbetjening som kan føre til alvorlige personskader eller materielle
skader.
22
Sveising medfører fare. Følgende grunnforutsetninger må være oppfylt:
brukeren må være kvalifisert til sveising
-
det må brukes egnet verneutstyr
-
uvedkommende personer må holdes på avstand
-
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått følgende dokumenter:
denne bruksanvisningen
-
alle bruksanvisningene til systemkomponentene, spesielt sikkerhetsforskrif-
-
tene

Systemkomponenter
(1)
(2)
(3)
(4)
(5)
Generelt Strømkildene kan brukes med forskjellige systemkomponenter og ekstrautstyr.
Avhengig av bruksområde for strømkildene kan fremgangsmåter optimeres,
håndteringen eller betjeningen bli enklere.
NO
Sikkerhet
Oversikt
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
TSt 2700c
(1) Sveisepistol
(2) Stabilisering av gassflaskeholder
(3) Strømkilde
(4) Tralle og gassflaskeholder
(5) Jord- og elektrodekabel
23

(1)
(2)
(3)
(4)
(5)
(6)
TSt 3500c
(1) Sveisepistol
(2) Stabilisering av gassflaskeholder
(3) Strømkilde
(4) kjøleapparat
Kun TSt 3500c
(5) Tralle og gassflaskeholder
(6) Jord- og elektrodekabel
24

Alternativer
NO
VRD: Sikkerhetsfunksjon
Voltage Reduction Device (VRD) er en ekstra sikkerhetsinnretning for spenningsreduksjon. Den anbefales i omgivelser der det er økt risiko for elektrisk støt eller
elektriske uhell ved lysbuesveising:
ved lav kroppslig motstand hos sveiseren
-
hvis sveiseren er utsatt for stor risiko for å berøre arbeidsemnet eller andre
-
deler av sveisekretsen
Lav kroppslig motstand er sannsynlig ved:
vann i omgivelsene
-
fuktighet
-
varme, spesielt ved omgivelsestemperaturer på over 32 °C
-
På våte, fuktige eller varme steder kan fuktighet eller svette redusere hudens
motstand samt isolasjonsmotstanden til verneutstyr og klær betraktelig.
Slike omgivelser kan være:
provisoriske demningsbygg for å tørrlegge bestemte områder av et bygge-
-
område under bygging (fangdam)
graver
-
gruver
-
regn
-
delvis vanndekte områder
-
soner med vannsprut
-
Alternativet VRD reduserer spenningen mellom elektrode og arbeidsemne. I sikker tilstand lyser visningen for aktuelt valgt sveiseprosess permanent. Sikker tilstand defineres som følger:
I tomgang er utgangsspenningen begrenset til maks. 35 V.
-
VRD: Sikkerhetsprisipp
Så lenge sveisedriften er aktiv (sveisekretsmotstand < 200 Ohm), blinker visningen for den aktuelle sveiseprosessen, og utgangsspenningen kan overskride 35 V.
Sveisekretsmotstanden er større enn
minimal legememotstand (større eller
lik 200 Ohm):
VRD er aktiv
-
Tomgangsspenning er begrenset til
-
35 V
Utilsiktet kontakt med utgangs-
-
spenningen medfører ingen fare
Sveisekretsmotstanden er mindre enn
minimal legememotstand (mindre enn
200 Ohm):
VRD er ikke aktiv
-
Ingen begrensning av utgangs-
-
spenningen for å sikre tilstrekkelig
sveiseeffekt
Eksempel: Sveisestart
-
Gjelder for driftstypen stavelektrodesveising:
Innen 0,3 sekunder etter sveiseslutt:
25

VRD er aktiv igjen
-
Begrensning av utgangsspenning på 35 V er igjen sikret
-
26

Betjeningselementer og tilkoblin-
ger
27

28

Betjeningspanel Synergic Central
Generelt Betjeningspanelet er logisk oppbygd i henhold til funksjonene. De enkelte para-
metrene som trengs til sveisingen, kan
velges på enkelt vis med taster
-
endres med tasten eller stillhjulet
-
vises i digitalvisningen under sveising
-
Med betjeningspanelet Synergic regner strømkilden ut optimal innstilling av
sveiseparametrene ut fra platetykkelse, tilsatsmateriale, tråddiameter og beskyttelsesgass. Dermed kan den lagrede ekspertkunnskapen benyttes når som helst.
Det kan alltid foretas manuelle korreksjoner. I tillegg støtter betjeningspanelet
Synergic fullstendig manuell innstilling av parametrene.
MERKNAD!
På grunn av programvareoppdateringer kan funksjoner som ikke er beskrevet i
denne bruksanvisningen, være tilgjengelig på ditt apparat eller omvendt.
I tillegg kan enkelte bilder avvike fra betjeningselementene på ditt apparat. Disse
betjeningselementene fungerer likevel på samme måte.
NO
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
29

Betjeningspanel
(1)
(2)
(3)
(4)
(5)
(6)(7)
(14)
(15)
(11)
(12)
(10) (8)
(9)
(13)
Synergic
(1) Knapp for parametervalg til høyre
Til valg av følgende parametre og endring av parametre i setup-menyen
Ved den valgte parameteren lyser tilsvarende symbolet.
Lengdekorrigering av lysbue
-
for lengdekorrigering av lysbuen
Sveisespenning i V *)
-
Før sveisingen begynner, vises det automatisk en standardverdi som er beregnet ut i fra de programmerte parameterne. Under sveisingen vises den gjeldende faktiske verdien.
Dynamikk
-
påvirker kortslutningsdynamikken i øyeblikket for dråpeovergangen
- ... hardere og mer stabil lysbue
0 ... nøytral lysbue
+ ... myk og sprutfattig lysbue
Real Energy Input
-
for å vise energien som er tilført ved sveisingen **)
30

(2) Knapp for parametervalg til venstre
Til valg av følgende parametre og endring av parametre i setup-menyen
Ved den valgte parameteren lyser tilsvarende symbolet.
Platetykkelse i mm eller in.
-
Dersom man for eksempel ikke vet hvilken sveisestrøm
som skal velges, er det tilstrekkelig å oppgi platetykkelsen,
og dermed vil påkrevd sveisestrøm samt andre parametre
merket med *) stilles inn automatisk.
Sveisestrøm i A *)
-
Før sveisingen begynner, vises det automatisk en standardverdi som er beregnet ut i fra de programmerte parameterne. Under sveisingen vises den gjeldende faktiske verdien.
Trådhastighet i m/min eller ipm *)
-
(3) Høyre stillhjul
for å endre parametrene Lengdekorrigering av lysbue, Sveisespenning
og Dynamikk, samt for å endre parametre i Setup-menyen
(4) Venstre stillhjul
for å endre parametrene Platetykkelse, Sveisestrøm og Trådhastighet,
samt for å endre parametrene i Setup-menyen
(5) Minnetaster (Easy Job)
til lagring av inntil 5 arbeidspunkter
NO
(6) Tasten sveiseprosess ***)
for valg av sveiseprosess
MANUAL - MIG/MAG-Standard-manuell sveising
-
SYNERGIC - MIG/MAG-Standard-synergic-sveising
-
STICK - stavelektrodesveising
-
(7) Tasten driftstype
for valg av driftstype
2 T - 2-taktsdrift
-
4 T - 4-taktsdrift
-
S 4 T - Spesiell 4-taktsdrift
-
(8) Tasten beskyttelsesgas
for valg av hvilken beskyttelsesgass som skal brukes. Parameteren SP er
beregnet på ekstra beskyttelsesgasser.
LED-lampen lyser ved siden av den beskyttelsesgassen som er valgt.
(9) Tasten tråddiameter
for valg av hvilken tråddiameter som skal brukes. Parameteren SP er beregnet på ekstra tråddiametrer.
LED-lampen lyser ved siden av den tråddiameteren som er valgt.
(10) Tasten materialtype
For å velge hvilket tilsatsmateriale som skal brukes. Parameteren SP er
beregnet på ekstra materialer.
LED-lampen lyser ved siden av det tilsatsmaterialet som er valgt.
31

(11) Tasten for gassprøver
Innstilling av nødvendig gassmengde på trykkreduksjonsventilen.
Trykk en gang på tasten: Beskyttelsesgassen strømmer ut.
-
Trykk på tasten igjen: Strømmen av beskyttelsesgass stopper
-
Dersom man ikke trykker på tasten for gassprøver en gang til, stopper beskyttelsesgass-strømmen etter 30 s.
(12) Tasten trådføring
Trykk på tasten og hold den inne:
Inntræing av gassløs tråd i sveisepistol-slangepakken
Når tasten holdes inne, arbeider tråddriften med trådtræingshastigheten.
(13) Indikator for overgangslysbue
Det oppstår en sprutende overgangslysbue mellom kort lysbue og sprederlysbue. For å gjøre oppmerksom på dette kritiske området lyser indikatoren for overgangslysbue.
(14) Visningen HOLD
Ved hver sveiseslutt lagres de gjeldende faktiske verdiene for
sveisestrøm og sveisespenning - visningen HOLD lyser.
(15) SF - Indikator for punktsveising/intervall
lyser når det er stilt inn en verdi for setup-parameteren punktertid/
intervallsveisetid (SPt) (driftstypen punktsveising eller intervallsveising
er aktivert)
Service-parametre
*) Dersom en av disse parametrene er valgt, vil Synergic-funksjonen føre til
at også alle andre parametre samt parametersveisespenningen vil være
innstilt ved sveiseprosessen MIG/MAG Standard-Synergic.
**) Visningen til Real Energy Input må aktiveres i setup-menyen på nivå 2 –
parameter EnE. Under sveisingen økes verdien forløpende i takt med den
stadig økende energitilførselen. Frem til neste sveisestart eller frem til
strømkilden slås på igjen, vil den endelige verdien være lagret etter
sveiseslutt - indikatoren HOLD lyser.
***) I kombinasjon med VRD (ekstrautstyr) fungerer visningen av valgt sveise-
prosess samtidig som tilstandsindikator:
Visningen lyser permanent: Spenningsreduksjonen (VRD) er aktivert
-
og begrenser utgangsspenningen til mindre enn 35 V.
Visningen blinker med en gang det finner sted en sveiseprosess hvor
-
utgangsspenningen kan være større enn 35 V.
Man kan hente opp diverse service-parametre ved å trykke på tastene på parametervalg samtidig.
Åpne visning
32
Trykk på venstre tast for parametervalg og hold den inne
1
Trykk på høyre tast for parametervalg
2
Slipp opp tastene for parametervalg
3
Den første parameteren fastvareversjon vises, f.eks. "1.00 | 4.21"

Velge parameter
velg ønsket setup-parameter ved på trykke på tastene for
1
driftstype og sveiseprosess eller venstre stillhjul
Tilgjengelige parametre
Eksempel: 1.00 | 4.21
Fastvareversjon
Eksempel: 2 | 491
Sveiseprogramkonfigurasjon
Eksempel: r 2 | 290
Nummeret til det gjeldende valgte sveiseprogrammet
Eksempel: iFd | 0.0
Motorstrøm for tråddrift i A
Verdien endrer seg med en gang motoren går.
Eksempel: 654 | 32.1 = 65 432,1 h = 65 432 h 6 min
Visning av faktisk brennetid for lysbue siden førstegangs idriftsetting
Merk: Visningen av brennetid for lysbue egner seg ikke som beregningsgrunnlag
for leiepriser, garantiytelser eller lignende.
NO
2nd
2. Menynivå for serviceteknikere
Tastelås For å unngå utilsiktede endringer av innstillingene på betjeningspanelet kan du
velge tastelås. Så lenge tastelåsen er aktiv,
er det ikke å mulig å foreta noen innstillinger på betjeningspanelet.
-
Det er kun mulig å hente opp parameterinnstillinger.
-
Det er mulig å hente opp alle tilordnede minnetaster såfremt en tilordnet
-
minnetast var valgt da tastelåsen ble aktivert.
Aktiver/deaktiver tastelåsen som følger:
Trykk på tasten for driftstype og hold den inne
1
Trykk på høyre tast for parametervalg
2
Slipp opp tastene for driftstype og parametervalg
3
Tastelåsen er aktivert:
I visningene vises meldingen "CLO | SEd".
Tastelåsen er deaktivert:
I visningene vises meldingen "OP | En".
33

Tilkoblinger, brytere og mekaniske komponenter
(1) (7)(8)
(2) (3) (4) (5) (6)
For- og bakside
TSt 2700c
TSt 2700c
(1) Tilkobling sveisepistol
for tilkobling av sveisepistol
(2) (-) - Strømbøssing med bajonettlukking
brukes til
tilkobling av jordkabelen ved MIG/MAG-sveising
-
tilkobling av elektrode- eller jordkabelen ved stavelektrodesveising
-
(avhengig av elektrodetype)
(3) Tilkobling LocalNet
Standardisert tilkobling for fjernkontroll
(4) (+) - Strømbøssing med bajonettlukking
(5) Tilkobling beskyttelsesgass
(6) Nettbryter
(7) Nettkabel med trekkavlastning
brukes til
tilkobling av elektrode- eller jordkabelen ved stavelektrodesveising
-
(avhengig av elektrodetype)
til å slå strømkilden på og av
34
(8) Luftfilter

For- og bakside
(1) (8) (7)
(2) (3) (4) (5) (6)
TSt 3500c
NO
TSt 3500c
(1) Tilkobling sveisepistol
for tilkobling av sveisepistol
(2) (-) - Strømbøssing med bajonettlukking
brukes til
tilkobling av jordkabelen ved MIG/MAG-sveising
-
tilkobling av elektrode- eller jordkabelen ved stavelektrodesveising
-
(avhengig av elektrodetype)
(3) (+) - Strømbøssing med bajonettlukking
brukes til
tilkobling av elektrode- eller jordkabelen ved stavelektrodesveising
-
(avhengig av elektrodetype)
(4) Tilkobling LocalNet
Standardisert tilkobling for fjernkontroll
(5) Nettbryter
til å slå strømkilden på og av
(6) Nettkabel med trekkavlastning
(7) Luftfilter
(8) Tilkobling beskyttelsesgass
35

Sett fra siden
(1) (2)
(3)
(1) Trådspolefeste med bremse
Til festing av standard trådspoler med en diameter på maks.
300 mm (11.81 in.) og en vekt
på maks. 19 kg (41.89 lbs.)
(2) 4-rulledrift
(3) Innvendig LED-lys trådspole
(kun på TSt 2700c)
Utkoblingstiden kan stilles inn
med setup-parameteren LED
36

Installering og idriftsetting
37

38

Minsteutstyr for sveisedrift
Generelt Avhengig av sveiseprosess er det nødvendig med et minimum av utstyr for å kun-
ne arbeide med strømkilden.
Nedenfor beskrives sveiseprosessene og tilsvarende minsteutstyr for sveisedriften.
NO
MIG/MAG-sveising, gasskjølt
MIG/MAG-sveising, vannkjølt
Stavelektrodesveising
Strømkilde
-
jordkabel
-
MIG/MAG-sveisepistol, gasskjølt
-
Tilkobling beskyttelsesgass (forsyning av beskyttelsesgass)
-
Trådelektrode
-
Strømkilde
-
Kjøleapparat inklusive kjølemiddel
-
Jordkabel
-
MIG/MAG-sveisepistol, vannkjølt
-
Tilkobling beskyttelsesgass (forsyning av beskyttelsesgass)
-
Trådelektrode
-
Strømkilde
-
Jordkabel
-
elektrodeholder
-
Stavelektrode
-
39

Før installering og idriftsetting
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
Forskriftsmessig
bruk
Forskrifter for
oppstilling
Strømkilden er utelukkende konstruert for MIG/MAG- og stavelektrodesveising.
Annen bruk eller bruk utover dette gjelder som ikke forskriftsmessig.
Produsenten tar intet ansvar for skader som oppstår som følge av dette.
Med til forskriftsmessig bruk regnes også
at alle anvisninger i bruksanvisningen følges
-
at kontrollarbeid og vedlikeholdsarbeid overholdes
-
Apparatet er testet i henhold til beskyttelsesklasse IP23, som betyr:
Beskyttelse mot inntrengning av faste fremmedlegemer med en diameter på
-
over 12 mm (0.49 in.)
Beskyttelse mot vanndusj inntil en vinkel på 60° vertikalt
-
Apparatet kan i henhold til beskyttelsesklasse IP23 settes opp og brukes
utendørs.
Unngå direkte væskepåvirkning (f.eks. regn).
FARE!
Pericol din cauza căderii sau răsturnării obiectelor.
Urmarea o pot reprezenta vătămări corporale grave și pagube materiale majore.
Plasaţi aparatul în poziţie stabilă pe o suprafaţă plană şi solidă.
▶
După montaj, verificați ca toate îmbinările cu șurub să fie fixate corect.
▶
40

FARE!
Strømnettilkobling
Fare på grunn av elektrisk strøm på grunn av elektrisk ledende støv i apparatet.
Følgene kan bli alvorlige personskader og materielle skader.
Apparatet må bare brukes med montert luftfilter. Luftfilteret er en viktig sik-
▶
kerhetsinnretning for å oppnå beskyttelsesklasse IP23.
Luftekanalen er en viktig sikkerhetsinnretning. Når du velger oppstillingsplass må
du passe på at kjøleluften kan strømme uhindret inn og ut av lufteåpningene på
for- og baksiden. Eventuelt elektriske ledende støv (f.eks. ved slipearbeid) skal
ikke suges direkte inn i anlegget.
Apparatene er konstruert for nettspenningen som står oppført på effektskiltet.
Dersom det ikke er montert strømledning eller nettplugg på din apparatutførelse, må disse monteres i henhold til nasjonale standarder. Du finner informasjon
om sikring av strømledningen i de tekniske dataene.
FORSIKTIG!
Fare på grunn av utilstrekkelig dimensjonerte elektriske installasjoner.
Følgene kan bli materielle skader.
Strømledningen samt sikringen skal dimensjoneres i henhold til
▶
strømtilførselen.
De tekniske dataene på effektskiltet gjelder.
NO
41

Koble til strømledning
Generelt Det må monteres trekkavlastning for følgende kabeltverrsnitt på strømkilden:
Strømkilde Kabeltverrsnitt
Canada / US Europa
TSt 2700c AWG 14 til AWG 6 *) 4G2.5
TSt 3500c AWG 12 *) 4G2.5
*) Kabeltype Canada / US: Extra-hard usage
Trekkavlastninger for andre kabeltverrsnitt må monteres tilsvarende.
Foreskrevet
strømledning og
trekkavlastning
Strømkilde Nettspenning Kabeltverrsnitt
Canada / US Europa
TSt 2700c 1 x 230 / 240 V AWG 14 (15 A) *) 3G2.5 (16 A)
TSt 2700c 1 x 240 V AWG 12 (20 A) *) TSt 2700c 1 x 240 V AWG 12 (30 A) *) TSt 2700c 3 x 200 V AWG 12 4G2.5
TSt 2700c 3 x 230 / 240 V AWG 14 4G2.5
TSt 2700c 3 x 380 / 400 V AWG 14 *) 4G2.5
3 x 460 V AWG 14 *) 4G2.5
TSt 3500c 3 x 380 / 400 V AWG 12 *) 4G2.5
3 x 460 V AWG 12 *) 4G2.5
*) Kabeltype Canada / US: Extra-hard usage
Du finner artikkelnummeret til de forskjellige kablene i reservedelslisten.
American wire gauge (= amerikansk trådmål)
Sikkerhet
42
FARE!
Fare på grunn av mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Arbeidene som beskrives nedenfor, skal utelukkende utføres av opplært fag-
▶
personale.
Overhold nasjonale standarder og retningslinjer.
▶
FORSIKTIG!
Fare på grunn av ikke-forskriftsmessig klargjort strømledning.
Følgene kan bli kortslutning og materielle skader.
Alle faseledninger samt jordledningen til den avisolerte strømledningen skal
▶
utstyres med endehylser til kabel.

Koble til
3,5 Nm
2
N L2
L1
strømledning
Dersom det ikke er tilkoblet noen strømledning, må det før idriftsetting monteres en strømledning som passer til tilkoblingsspenningen.
Jordledningen skal være ca. 10–15 mm (0,4 - 0,6 in.) lengre enn faseledningen.
De følgende avsnittene inneholder en illustrasjon av strømledningstilkoblingen
for montering av trekkavlastningen. Gå frem på følgende måte for å koble til
strømledningen:
Demonter sidedelen på apparatet.
1
Skyv strømledningen så langt inn at jordledningen og faseledningen kan kob-
2
les riktig til kroneklemmen.
Utstyr jordledningen og faseledningen med endehylser til kabel.
3
Koble jordledningen og faseledningen til kroneklemmen.
4
Fest strømledningen med trekkavlastningen.
5
Monter sidedelen på apparatet.
6
NO
Montere trekkavlastning, TSt
2700c MV, enfaset drift
1
3
2
4
43

5
1,2 Nm
VIKTIG!
Bind sammen faseledningen med kabelbindere i nærheten av trekkavlastningen.
Montere trekkavlastning, TSt
2700c
1
3 4
2
44

5
3,5 Nm
VIKTIG!
Bind sammen faseledningen med kabelbindere i nærheten av trekkavlastningen.
NO
Montere trekkavlastning, TSt
2700c MV
1
3 4
2
45

5
1,2 Nm
VIKTIG!
Bind sammen faseledningen med kabelbindere i nærheten av trekkavlastningen.
Montere trekkavlastning, TSt
3500c
1 2
3 4
46
VIKTIG!
Bind sammen faseledningen med kabelbindere i nærheten av rekkeklemmen.

Montere trekkavlastning for
Canada/USA,
TSt 3500c
1 2
3 4
NO
VIKTIG!
Bind sammen faseledningen med kabelbindere i nærheten av rekkeklemmen.
47

Generatordrift
Generatordrift Strømkilden kan brukes med generator.
For dimensjonering av den nødvendige generatoreffekten er maksimal syneffekten S
Den maksimale syneffekten S
for strømkilden nødvendig.
1max
for strømkilden regnes ut som følger:
1max
Trefasede apparater: S
Enfasede apparater: S
I
og U1 i henhold til apparatets effektskilt eller tekniske data
1max
Nødvendig generator-syneffekt S
1max
1max
= I
= I
1max
1max
x U1 x √3
x U
1
regnes ut etter følgende tommelfingerre-
GEN
gel:
S
GEN
= S
1max
x 1,35
Hvis det ikke sveises med full effekt, kan det brukes en liten generator.
VIKTIG! Generator-syneffekten S
syneffekten S
for strømkilden.
1max
må ikke være mindre enn den maksimale
GEN
Ved bruk av enfaseapparater på trefasegeneratorer må du være oppmerksom på
at den angitte generator-syneffekten ofte bare er tilgjengelig totalt for alle tre
fasene til generatoren. Ta eventuelt kontakt med generatorprodusenten for
nærmere informasjon om enkeltfaseeffekten til generatoren.
MERKNAD!
Den angitte spenningen for generatoren skal ikke under noen omstendigheter
under- eller overskride området for nettspenningstoleransen.
Nettspenningstoleransen er angitt i avsnittet "Tekniske data".
48

Enfaset drift
Enfaset drift Multispenningsvarianten (MV) av strømkilden gjør det mulig, som alternativ til
trefasedrift, å sveise med begrenset effekt eller varighet, med kun trefaset forsyning. Her er maks. sveiseeffekt begrenset av nettsikringens dimensjonering, og
strømkildens sikkerhetsutkobling retter seg etter dette.
Dersom mateledningen har en sikring på 20 A eller 30 A, er det tillatt å endre parameteren FUS til 20 A eller 30 A. Dermed blir det mulig å sveise med høyere
maksimumseffekt eller å sveise lenger. Parameteren FUS er på nivå 2 i setup-menyen og kan stilles inn ved enfaset forsyning samt US-Setting (parameter SEt på
US).
For at strømkilden skal kunne brukes med én fase, må følgende forutsetning
være oppfylt:
Strømkilden må ha korrekt enfaset forsyning iht. kapittelet "Montering og
-
idriftsetting", avsnittet "Tilkobling av strømledning" – "Montere trekkavlastning, enfaset drift".
Følgende tabell viser ved hvilken nettspenning og sikingsstyrker det oppstår begrensning av sveisestrømmen ved enfasedrift.
NO
Nettspenning Sikringsstyrke Begrensning av sveisestrømmen
230 V
230 V
230 V
240 V 15 A MIG/MAG-sveising:
240 V 20 A MIG/MAG-sveising:
240 V 30 A MIG/MAG-sveising:
10 A
13 A
16 A
MIG/MAG-sveising:
maks. 170 A; 100 A ved 100 %*
stavelektrodesveising:
maks. 140 A; 100 A ved 100 %*
MIG/MAG-sveising:
maks. 160 A; 150 A ved 100 %*
stavelektrodesveising:
maks. 140 A; 120 A ved 100 %*
MIG/MAG-sveising:
maks. 180 A; 145 A ved 100 %*
stavelektrodesveising:
maks. 150 A; 130 A ved 100 %*
maks. 180 A; 145 A ved 100 %*
stavelektrodesveising:
maks. 150 A; 125 A ved 100 %*
maks. 200 A; 160 A ved 100 %*
stavelektrodesveising:
maks. 180 A; 140 A ved 100 %*
maks. 220 A; 175 A ved 100 %*
stavelektrodesveising:
maks. 180 A; 140 A ved 100 %
* 100 %-angivelsene gjelder sveising uten tidsbegrensning, uten avkjølings-
pauser.
Angivelsene for sveisestrøm gjelder ved en omgivelsestemperatur på 40 °C
(104 °F).
49

Dersom nettspenningen er 240 V og sikringsstyrken er 30 A, er det mulig med en
t (min:s)1:30 2:30 6:30 7:30 9 104 5
I (A)
180 A
maksimumsverdi på 220 A for MIG/MAG-sveising, for eksempel ved 40 % innkoblingsvarighet.
Ved enfaset drift er det en sikkerhetsutkobling som hindrer sikringen i å utløses
ved høyere sveiseeffekt. Sikkerhetsutkoblingen er aktiv ved sikringsstyrkene 15
A, 16 A og 20 A, og den bestemmer hvilken sveisevarighet som er mulig uten at
sikringen utløses. Hvis det skjer en utkobling av sveisestrømmen fordi den
forhåndsberegnede sveisetiden er overskredet, vises servicekoden "toF". I tillegg
til visningen "toF" starter umiddelbart en nedtelling som tidsangivelse av den
gjenværende ventetiden til strømkilden igjen er klar til sveising. Deretter slukkes
meldingen og strømkilden er klar til bruk igjen.
Når sikringsstyrken er 30 A, sørger strømkildens temperaturovervåkning for at
sveisestrømmen kobles ut i tide. Da vises det er servicekode: "to1" til "to7". Du
finner detaljert informasjon om servicekodene "to1" til "to7" i kapittelet "Feildiagnose, feilutbedring", avsnittet "Viste servicekoder". Dersom det ikke finnes noen
defekt eller forurensning på kjølekomponentene, er det også her klart til sveising
igjen etter en adekvat sveisepause.
Forklaring av begrepet innkoblingsvarighet ved
enfaset drift
Ved enfaset drift inneholder kapittelet "Tekniske data" en angivelse av verdier for
innkoblingsvarighet, etter aktuell sikringsstyrke og sveisestrøm. Prosentangivelsene for disse innkoblingsvarighetsverdiene gjelder riktignok for 10 minutters
syklus, som forklart for generell innkoblingsvarighet i kapittelet "Tekniske data",
men sikringens avkjølingsfase er angitt til 60 s. Deretter er strømkilden klar til
sveising igjen.
Av standardtekniske grunner er innkoblingsvarigheten kun angitt frem til utkobling i første sveisesyklus ved enfasedrift. Dersom 10 minutters syklus skulle vært
gjeldende for avkjølingsfasene også, slik det vanligvis er tilfellet for angivelse av
innkoblingsvarighet, ville resultatet i praksis blitt lengre sveisefaser enn angitt.
Angivelsen gjelder nemlig avkjølingsfaser på kun ca. 60 s, og etter disse er
strømkilden klar til sveising igjen.
Følgende eksempel viser sveise- og pausesykluser i samsvar med standardene,
ved 180 A sveisestrøm og en innkoblingsvarighet på 15 %.
Sveisetid ved enfaset drift
50
Følgende diagram viser mulig sveisetid etter standard, avhengig av aktuell sikringsstyrke og sveisestrøm.
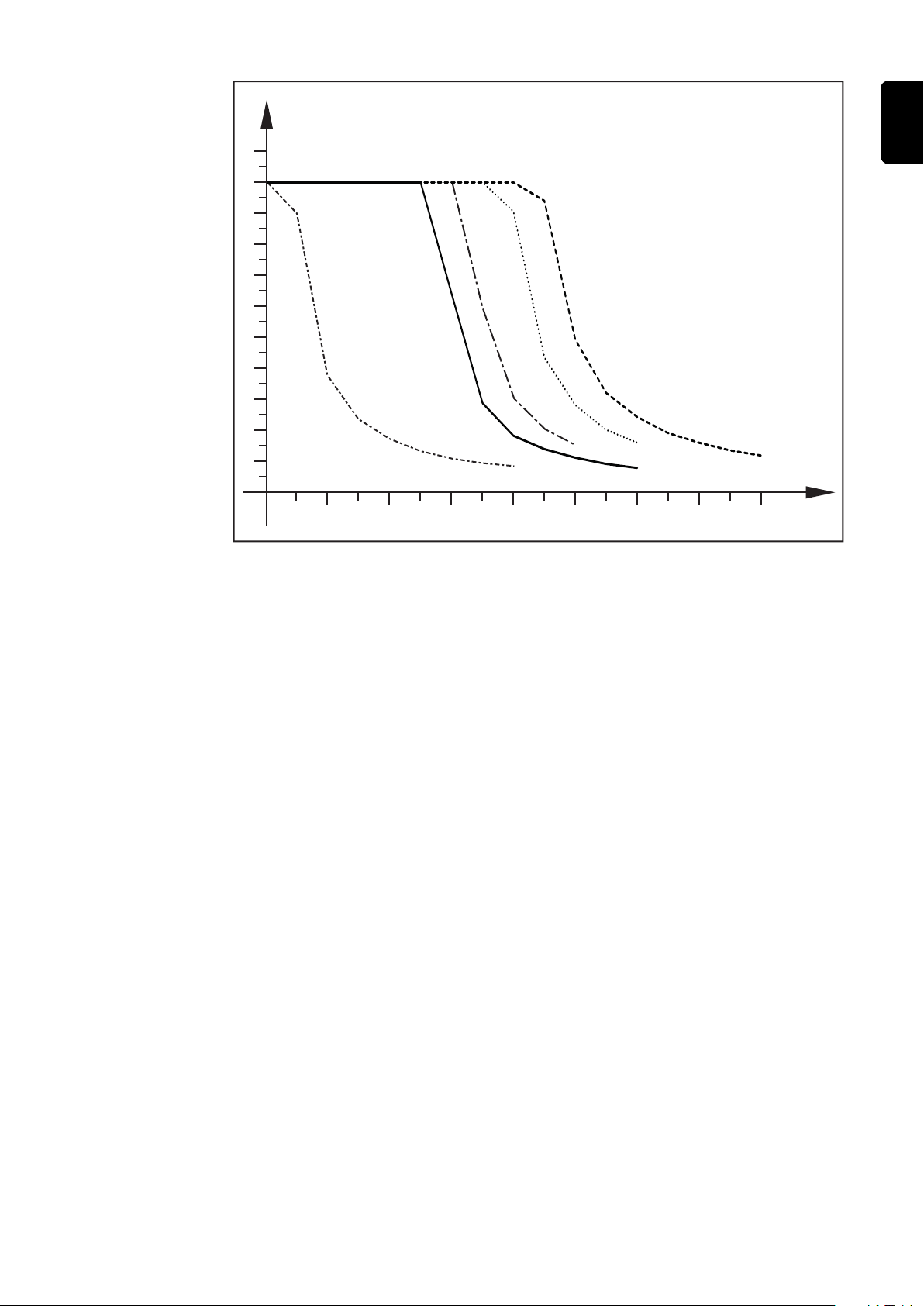
t (min)
130120 140 150 160 170 180 190 200
I2 (A)
1
2
3
4
5
6
7
8
9
10
11
(1) (2) (3) (4) (5)
(1) Nettsikring 10 A (2) Nettsikring 13 A (3) Nettsikring 15 A
(4) Nettsikring 16 A (5) Nettsikring 20 A
NO
51

Montere/koble til systemkomponenter
Informasjon om
systemkomponentene
Montering på
tralle
Arbeidstrinnene og handlingene som er beskrevet nedenfor, inneholder henvisninger til forskjellige systemkomponenter som
Tralle
-
Kjøleapparater (kun på TSt 3500c)
-
Sveisepistol osv.
-
Du finner nærmere informasjon om montering og tilkobling av systemkomponentene i bruksanvisningene som følger med systemkomponentene.
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
Bildet nedenfor gir en oversikt over oppbyggingen av de enkelte systemkomponentene.
Du finner mer detaljert informasjon om de forskjellige arbeidstrinnene i bruksanvisningene for de enkelte systemkomponentene.
52
TSt 2700c TSt 3500c
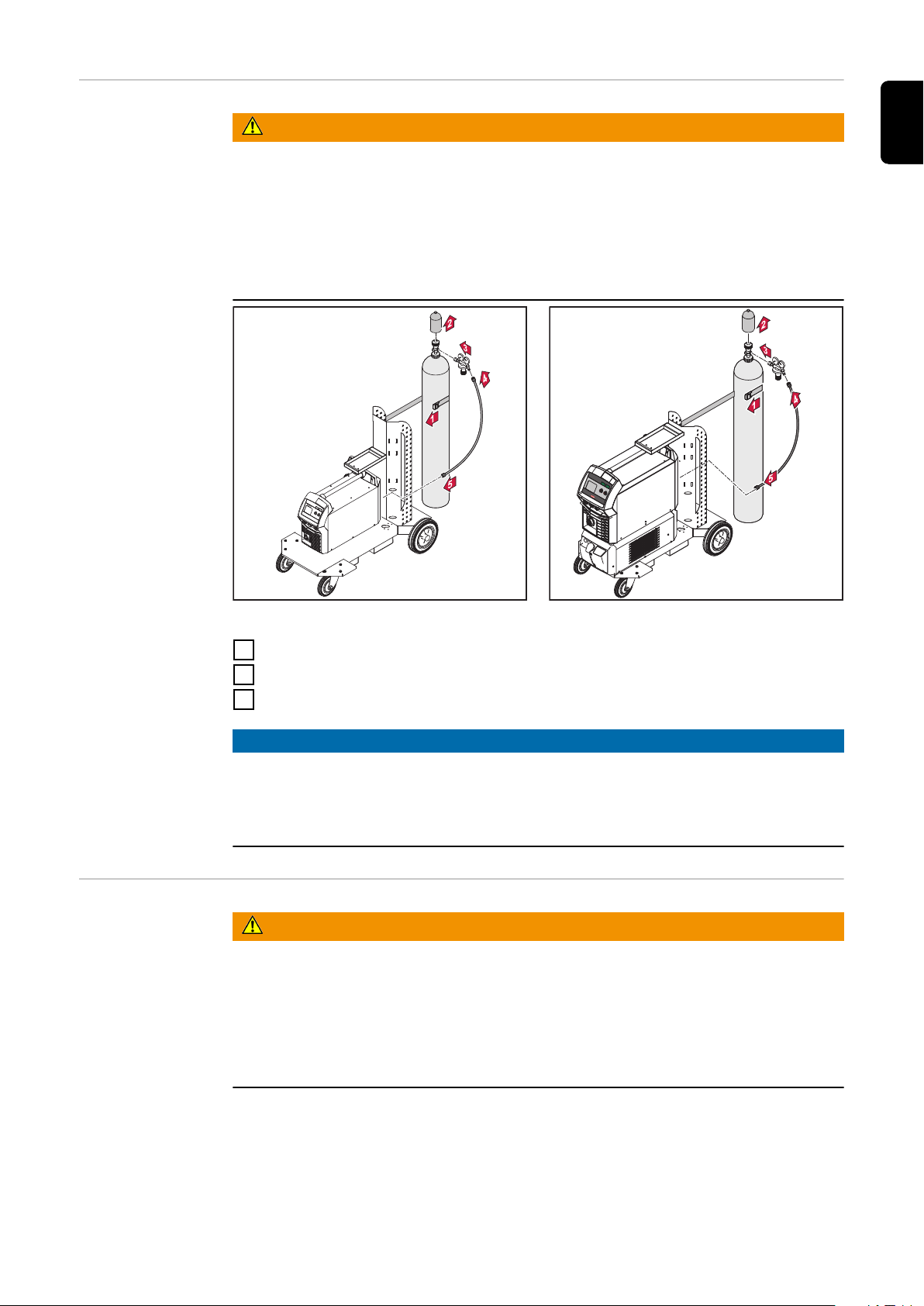
Koble til gass-
flaske
FARE!
Fare for alvorlige personskader og materielle skader på grunn av gassflasker
som kan velte.
Ved bruk av gassflasker
Sett opp gassflasker på et jevnt og stabilt underlag
▶
Sikre gassflasker mot å velte
▶
Montere trådmaterfatning (ekstrautstyr)
▶
Vær oppmerksom på sikkerhetsforskriftene fra produsenten av gassflaskene.
▶
NO
Koble til MIG/
MAG-sveisepistol
TSt 2700c TSt 3500c
Feste gassflaske med stropp
1
Åpne gassflaskeventilen et kort øyeblikk for å fjerne omliggende smuss
2
Kontroller tetningen på reduksjonsventilen
3
MERKNAD!
US-apparater (kun TSt 3500c) leveres med en adapter til gasslangen:
Tett de utvendige gjengene på gass-magnetventilen med egnet middel før du
▶
skrur på adapteren.
Kontroller at adapteren ikke lekker gass.
▶
FARE!
Gevaar door elektrische stroom als gevolg van beschadigde systeemcomponenten en onjuiste bediening.
Dit kan ernstig letsel en schade aan eigendommen veroorzaken.
Alle kabels, leidingen en slangenpakketten moeten altijd goed vastzitten, on-
▶
beschadigd en correct geïsoleerd zijn.
Alleen kabels, leidingen en slangenpakketten met voldoende capaciteit ge-
▶
bruiken.
53

1
Opprette jordforbindelse
Sette i / bytte
materull
1
FORSIKTIG!
Når materullholderne slår ut, kan de forårsake personskader.
Hold fingrene på avstand fra området til høyre og venstre for spaken når du
▶
låser opp spaken.
54
For å sikre optimal mating av trådelektroden, må materullene være tilpasset
tråddiameteren og trådlegeringen som skal sveises.
Du finner en oversikt over tilgjengelige materuller i reservedelslisten.

2
1
4
4
5
6
3
1
6
3
31
2
4
5
7
3
8
6
7
9
3
1
2
2
5
4
4
4
5
5
6
1
2
3
2
NO
Sette i trådspole/kurvspole
3
4
FORSIKTIG!
Fare for personskader på grunn av fjæreffekten i den innspolte trådelektroden.
Hold godt fast i enden på trådelektroden når du setter i trådspole/kurvspole
▶
for å unngå skader hvis trådelektroden smekker tilbake.
FORSIKTIG!
Fare for personskader ved fallende trådspole / kurvspole.
Forsikre deg om at trådspolen eller kurvspolen med kurvspoleadapter sitter
▶
ordentlig i trådspolefestet.
FORSIKTIG!
Fare for personskader og materielle skader ved fallende trådspole/kurvspole
hvis sikringsringen er satt i feil vei.
Sett alltid sikringsringen på til venstre som vist på bildet.
▶
55

Sette i trådspole
1
MERKNAD!
Bruk bare kurvspoleadapteren som fulgte med apparatet når du arbeider med
kurvspoler!
Sette i kurvspole
56
1 2

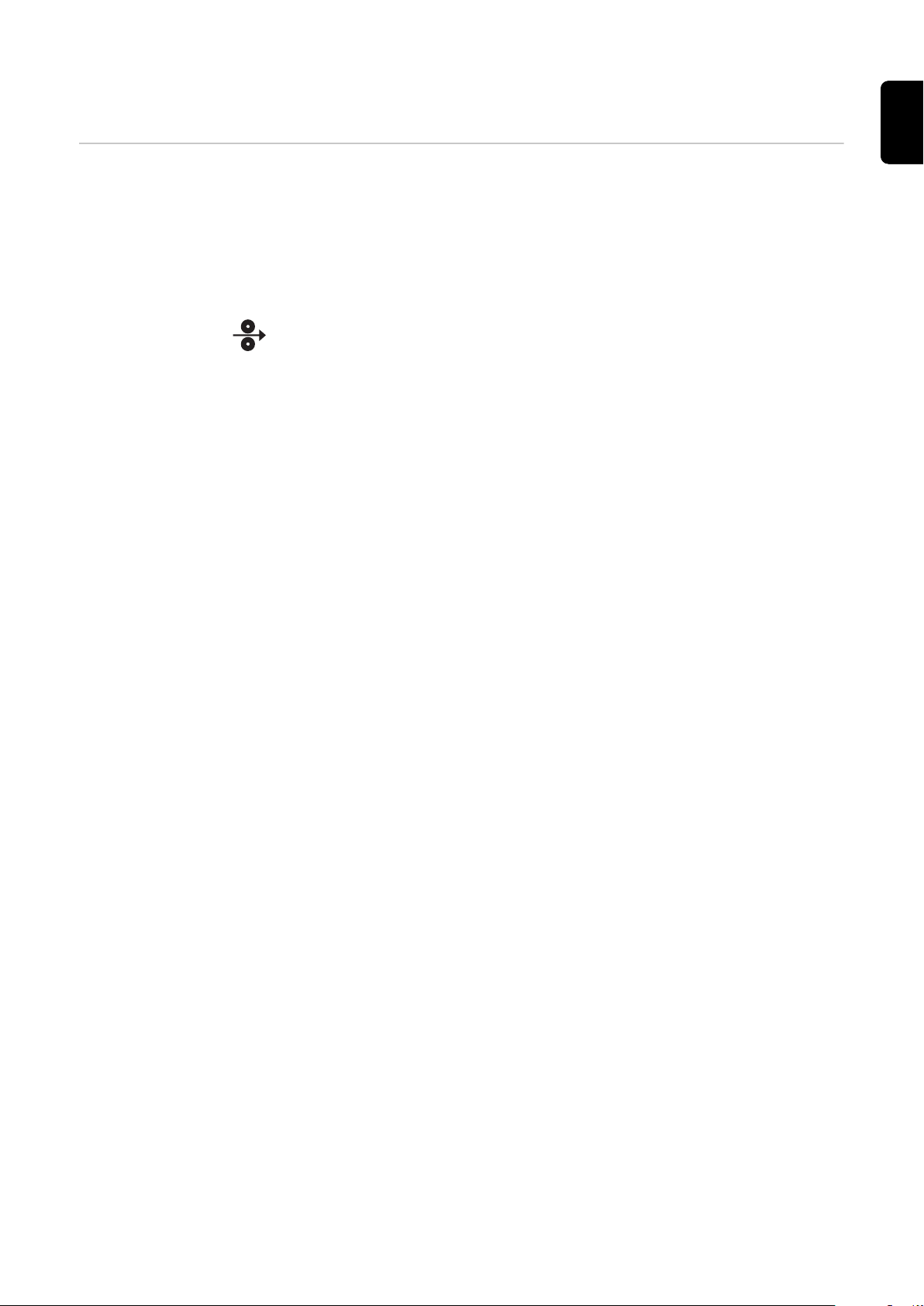
Spole inn
Fdi
1
2 3
4
5
2,5
1
t (s)
(m/min, ipm)
trådelektrode
FORSIKTIG!
Fare for personskader på grunn av fjæreffekten i den innspolte trådelektroden.
Hold godt fast i enden på trådelektroden når du skyver trådelektroden inn i
▶
4-rulledriften for å unngå skader hvis trådelektroden smekker tilbake.
FORSIKTIG!
Fare for skader på sveisepistolen på grunn av skarpe kanter på trådelektrodeenden.
Avgrad enden på trådelektroden nøye før den føres inn.
▶
1 2
NO
FORSIKTIG!
Fare for personskader på grunn av utstikkende trådelektrode.
Hold sveisepistolen vendt bort fra ansikt og kropp og bruk vernebriller når du
▶
trykker på tasten for trådføring eller brennertasten.
VIKTIG! For å gjøre trådføringen lettere skjer følgende når du trykker på og tasten for trådføring og holder den inne.
Tasten holdes inne i inntil ett se-
-
kund ... trådhastigheten blir
værende på 1 m/min eller 39.37
ipm det første sekundet.
Tasten holdes inne i inntil 2,5 se-
-
kunder ... Etter ett sekund økes
trådhastigheten i løpet av det neste 1,5 sekundet.
Tasten holdes inne lenger 2,5 se-
-
kunder ... Etter til sammen 2,5 sekunder blir trådmatingen konstant
i samsvar med den trådhastigheten
som er stilt inn for parameteren
Fdi.
57

Dersom du slipper opp tasten for trådføring før det har gått et sekund og trykker
2
4
5
3
1
på den igjen, begynner prosessen på nytt. På denne måten kan posisjoneringen
ved behov gjøres kontinuerlig med lav trådhastighet på 1 m/min eller 39.37 ipm.
I stedet for å bruke tasten for trådføring / gassprøver kan man gå frem på samme måte med brennertasten. Før trådføring med brennertasten går du frem som
følger:
Velg driftstypen 2-taktsdrift med tasten for driftstype
1
Sett parameteren "Ito" på "Off" i setup-menyen
2
FORSIKTIG!
Fare for personskader og materielle skader på grunn av elektrisk støt og utstikkende trådelektrode.
Når du trykker på brennertasten:
Hold sveisepistolen bort fra ansikt og kropp.
▶
Bruk egnede vernebriller.
▶
Ikke rett sveisepistolen mot personer.
▶
Pass på at trådelektroden ikke berører elektrisk ledende eller jordede deler
▶
(f.eks. huset osv.).
VIKTIG! Dersom man trykker på brennertasten i stedet for tasten for
trådføring / gassprøver, går sveisetråden med den sveiseprogramavhengige, smygende hastigheten de første 3 sekundene. Etter disse 3 sekundene blir det et
kort avbrudd i trådmatingen.
Sveisesystemet forstår at det ikke skal påbegynnes noen sveiseprosedyre, men at
det er ønskelig med trådføring. Samtidig lukkes gassmagnetventilen, og sveisespenningen på trådelektroden slås av.
Dersom brennertasten fortsatt holdes inne, vil trådmatingen umiddelbart starte
igjen uten beskyttelsesgass og sveisespenning, og forløpet fortsetter som beskrevet ovenfor.
3 4
Still inn arbeidstrykket
58
MERKNAD!
Still inn arbeidstrykket slik at trådelektroden ikke blir deformert, men sikrer en
problemfri trådtransport.

1
Standardverdier for ruller med U-for-
4
STOP
6
7
1
2
3
5
3
5
2
1
4
6
OK
STOP
3
5
met spor:
Stål: 4–5
CrNi: 4–5
Fyllingstrådelektroder: 2–3
NO
Stille inn bremsen
MERKNAD!
Når du slipper brennertasten, skal trådspolen ikke fortsette å bevege seg.
I så fall må bremsen etterjusteres.
1
3
2
59

Bremsens oppbygging
FARE!
Fare på grunn av mangelfull montering.
Følgene kan bli alvorlige personskader
og materielle skader.
Ta ikke bremsen fra hverandre.
▶
Vedlikehold og servicearbeid på
▶
bremsen skal kun utføres av
opplært fagpersonale.
Bremsen er bare tilgjengelig komplett.
Bildet av bremsen nedenfor er bare
ment til informasjon!
60

Idriftsetting
NO
Generelt
Feilbetjening kan føre til alvorlige personskader og materielle skader.
▶
▶
Ved manuell bruk startes apparatet ved at man trykker på brennertasten.
Forutsetninger Følgende forutsetninger må være oppfylt før apparatet tas i bruk:
-
-
-
-
-
-
-
-
FARE!
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått denne
bruksanvisningen.
Ikke ta de beskrevne funksjonene i bruk før samtlige bruksanvisningen for
systemkomponentene, især sikkerhetsforskriftene, er lest i sin helhet og
forstått.
Sveisepistolen er tilkoblet
Materullene er satt inn
Trådspole eller kurvspole med kurvspoleadapter er satt inn
Trådelektroden er trukket inn.
Bremsen er stilt inn
Arbeidstrykket til materullene er stilt inn.
Alle deksler er lukket, alle sidedeler er montert, alle beskyttelsesinnretninger er intakt og plassert på sine bestemte plasser.
Eventuelle vanntilkoblinger er tilkoblet
Idriftsetting Før videre fremgangsmåte iht. kapittelet "Sveisedrift" er følgende handlinger
påkrevd for sveiseprosessene "MIG/MAG-standard-synergic-sveising" og MiG/
MAG-standard-manuell sveising":
Sett i støpselet
1
Sett nettbryteren i stilling -I-
2
61

62

Sveisedrift
63

64
Effektbegrensning
NO
Sikkerhetsfunksjon
Effektbegrensning er en sikkerhetsfunksjon for MIG/MAG-sveising. Med den er
det mulig kjøre strømkilden helt på effektgrensen samtidig som prosess-sikkerheten ivaretas.
Trådhastigheten er en avgjørende parameter for sveiseytelsen. Dersom den er for
høy, blir lysbuen stadig kortere og truer med å slokne. For å hindre at lysbuen
slokner, reduseres sveiseytelsen.
Når sveiseprosessen "MIG/MAG-Standard-Synergic" er valgt, blinker symbolet
for parameteren "trådhastighet" med en gang sikkerhetsfunksjonen har reagert.
Blinkingen fortsetter helt til neste sveisestart eller til neste parameterendring.
Dersom for eksempel parameteren "trådhastighet" velges, vises den tilsvarende
reduserte verdien for trådhastighet.
65

MIG/MAG-driftstyper
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
Generelt
2-takts drift
FARE!
Feilbetjening kan føre til alvorlige personskader og materielle skader.
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått denne
▶
bruksanvisningen.
Ikke ta de beskrevne funksjonene i bruk før samtlige bruksanvisningen for
▶
systemkomponentene, især sikkerhetsforskriftene, er lest i sin helhet og
forstått.
Opplysninger om betydning, innstilling, innstillingsområde og måleenheter for de
tilgjengelige parametrene (f.eks. GPr) står i kapittelet "setup-innstillinger".
Driftstypen 2-taktsdrift er egnet til
festearbeid
-
korte sveisesømmer
-
automat- og robotdrift
-
4-takts drift:
66

Spesiell 4-takts-
+ +
I
I-S I-E
GPr SL SL
GPo
I
+
I
GPr GPoSPt
t
< SPt
drift
Driftstypen 4-taktsdrift er egnet til lengre sveisesømmer.
NO
Driftstypen "spesiell 4-takts drift" byr på ytterligere innstillingsmuligheter for
start- og sluttstrøm i tillegg til fordelene ved 4-takts drift
Punktsveising
Driftsmodusen "punktsveising" egner seg for sveiseforbindelser på overlappende
plater.
Start ved å trykke på og slippe opp brennertasten – gassforstrømmingstid GPr –
sveisestrømfase over tidsrommet for punktertid SPt – gassetterstrømmingstid
GPo.
Hvis brennertasten trykkes inn på nytt før slutten av punktertiden (< SPt), vil
prosessen avbrytes umiddelbart.
67

Intervallsveising
GPr SPt SPtSPb
GPo
I I
+
I
I
GPr SPt SPtSPb
GPo
+
+
2-takt
Intervallsveising
4-takt
Intervallsveising 2-takt
Driftstypen "Intervallsveising 2-takt" egner seg for korte sveisesømmer på tynne
plater for å hindre gjennomfall av grunnmaterialet.
Intervallsveising 4-takt
Driftstypen "Intervallsveising 4-takt" egner seg for lengre sveisesømmer på tynne plater for å hindre gjennomfall av grunnmaterialet.
68

MIG/MAG-sveising
NO
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
Oversikt MIG/MAG-sveising består av følgende deler:
MIG/MAG-Standard-Synergic-sveising
-
MIG/MAG-Standard-manuell-sveising
-
69

MIG/MAG-Standard-Synergic-sveising
MIG/MAG-Standard-Synergicsveising
Velg tilsatsmateriale med tasten for materialtype.
1
Velg diameter for trådelektroden med tasten for tråddiameter.
2
Velg beskyttelsesgass med tasten for beskyttelsesgass.
3
Tilordningen for posisjon fremgår av sveiseprosesstabellene i vedlegget.
Velg sveiseprosess med tasten for sveiseprosess.
4
MIG/MAG-Standard-Synergic-sveising
-
Velg MIG/MAG-driftstype med tasten for driftstype:
5
2-taktsdrift
-
4-taktsdrift
-
Spesiell 4-taktsdrift
-
VIKTIG!! Parametre som er stilt inn på betjeningspanel for en systemkomponent (fjernkontroll TR 2000 eller TR 3000), kan i visse tilfeller ikke
endres på strømkildens betjeningspanel.
Med tasten for parametervalg velger du de sveiseparametrene som sveise-
6
ytelsen skal angis med:
7
Platetykkelse
-
Sveisestrøm
-
Trådhastighet
-
Sveisespenning
-
Still inn de respektive sveiseparametrene med tilsvarende stillhjul.
Parametrenes verdier vises i den digitale visningen over.
Prinsipielt vil alle nominelle verdier for parametre være lagret til neste
endring. Dette gjelder også selv om strømkilden har blitt slått av og på
igjen i mellomtiden. Velg parameteren sveisestrøm for å vise faktisk
sveisestrøm under sveiseprosedyren.
Åpne gassflaskeventilen.
8
Still inn mengden av beskyttelsesgass:
9
Trykk på tasten for gassprøver
-
Drei på stillskruen på undersiden av trykkreduksjonsventilen inntil
-
manometeret viser ønsket gassmengde.
Trykk på tasten for gassprøver igjen
-
70

FORSIKTIG!
Korreksjoner under sveising
Fare for personskader og materielle skader på grunn av elektrisk støt og utstikkende trådelektrode.
Når du trykker på brennertasten:
hold sveisepistol bort fra ansikt og kropp
▶
Bruk egnede vernebriller
▶
Ikke rett sveisepistolen mot personer.
▶
pass på at trådelektroden ikke berører elektrisk ledende eller jordede deler
▶
(f.eks. huset osv)
Trykk på brennertasten og begynn sveisingen.
10
I en del tilfeller må parametrene lengdekorrigering av lysbue og dynamikk stilles
inn for å oppnå et optimalt sveiseresultat.
Velg korreksjonsparametre med tastene for parametervalg.
1
Still inn ønsket verdi for de valgte parametrene med stillhjulene.
2
Parametrenes verdier vises i visningene over.
NO
71

MIG/MAG-Standard-manuell sveising
Generelt Sveiseprosessen MIG/MAG-Standard-manuell-sveising er en MIG/MAG-sveise-
prosess uten Synergic-funksjon.
Hvis én parameter endres, skjer det ingen automatisk tilpasning av de øvrige parametrene. Alle parametre som kan endres, må stilles inn enkeltvis i henhold til
de kravene sveiseprosessen stiller.
Tilgjengelige parametre
MIG/MAG-Standard-manuellsveising
Ved MIG/MAG-manuell-sveising er følgende parametre tilgjengelige:
Trådhastighet
1 m/min (39.37 ipm.) - maks. trådhastighet, f.eks. 25 m/min (984.25
ipm.)
Sveisespenning
TSt 2700c: 14,4 - 34,9 V
TSt 3500c: 14,5 - 38,5 V
Dynamikk
påvirker kortslutningsdynamikken i øyeblikket for dråpeovergangen
Sveisestrøm
kun som visning av faktisk verdi
Velg sveiseprosess med tasten for sveiseprosess.
1
MIG/MAG-Standard-manuell-sveising
-
Velg MIG/MAG-driftstype med tasten for driftstype:
2
2-taktsdrift
-
4-taktsdrift
-
Driftstypen spesiell 4-takt tilsvarer vanlig 4-takts drift ved MIG/MAG-
-
standard-manuell-sveising.
VIKTIG! Parametre som er stilt inn på betjeningspanel for en systemkomponent (fjernkontroll TR 2000 eller TR 3000), kan i visse tilfeller ikke endres på trådmaterens betjeningspanel.
Velg parameteren trådhastighet med tasten for parametervalg
3
Still inn ønsket verdi for trådhastighet med stillhjulet.
4
Velg parameteren sveisespenning med tasten for parametervalg
5
Still inn ønsket verdi for sveisespenning med stillhjulet.
6
Parametrenes verdier vises i den digitale visningen over.
Prinsipielt vil alle nominelle verdier for parametre være lagret til neste
endring. Dette gjelder også selv om strømkilden har blitt slått av og på
igjen i mellomtiden. Velg parameteren sveisestrøm for å vise faktisk
sveisestrøm under sveiseprosedyren.
72

For visning av faktisk sveisestrøm under sveiseprosedyren:
Velg parameteren sveisestrøm med tasten for parametervalg
-
Den faktiske sveisestrømmen vises i den digitale visningen under
-
sveiseprosedyren.
Åpne gassflaskeventilen.
7
Still inn mengden av beskyttelsesgass:
8
Trykk på tasten for gassprøver
-
Drei på stillskruen på undersiden av trykkreduksjonsventilen inntil
-
manometeret viser ønsket gassmengde.
Trykk på tasten for gassprøver igjen
-
FORSIKTIG!
Fare for personskader og materielle skader på grunn av elektrisk støt og utstikkende trådelektrode.
Når du trykker på brennertasten:
hold sveisepistol bort fra ansikt og kropp
▶
Bruk egnede vernebriller
▶
Ikke rett sveisepistolen mot personer.
▶
pass på at trådelektroden ikke berører elektrisk ledende eller jordede deler
▶
(f.eks. huset osv)
NO
Korreksjoner under sveising
Trykk på brennertasten og begynn sveisingen.
9
I en del tilfeller må parameteren dynamikk stilles inn for å oppnå et optimalt
sveiseresultat.
Velg parameteren dynamikk med tasten for parametervalg
1
Still inn ønsket verdi for dynamikk med stillhjulet.
2
Parameterens verdi vises i den digitale visningen over.
73

Stavelektrodesveising
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
Forberedelse
Elektrodesveising
Sett strømbryteren i stilling - O -
1
Trekk ut støpselet
2
VIKTIG! Informasjon om hvorvidt stavelektroden skal sveises til (+) eller til
(-), står på forpakningen til stavelektroden.
Plugg i jordkabelen i (-)-strømkontakten eller (+)-strømkontakten, avhengig
3
av elektrodetypen, og lås den ved å vri til høyre
Opprett forbindelse til arbeidsemnet med den andre enden av jordkabelen
4
Sett bajonettpluggen på elektrodeholder-kabelen i den ledige strømbøssin-
5
gen med motsatt polaritet, avhengig av elektrodetype, og lås ved å dreie mot
høyre
Sett i strømpluggen
6
Velg sveiseprosessen elektrodesveising med tasten for sveisepro-
1
sess:
Sveisespenningen kobles til sveisekontakten med en forsinkelse på 3 s.
MERKNAD! Parametre som er stilt inn på betjeningspanel for en systemkomponent (TR 2000, TR 3000), kan i visse tilfeller ikke endres på
strømkildens betjeningspanel.
74
Velg parameteren strømstyrke med tasten for parametervalg
2
Still inn ønsket strømstyrke med stillhjulet.
3
Verdien for strømstyrken vises i den venstre digitalvisningen.

Prinsipielt vil alle nominelle verdier for parametre være lagret til neste
I (A)
300
200
HCU
I
H
HCU > I
H
t (s)
0,5
1
1,5
Hti
endring. Dette gjelder også selv om strømkilden har blitt slått av og på
igjen i mellomtiden.
Start sveiseprosedyren.
4
For visning av faktisk sveisestrøm under sveiseprosedyren:
Velg parameteren sveisestrøm med tasten for parametervalg
-
Den faktiske sveisestrømmen vises i den digitale visningen under
-
sveiseprosedyren.
NO
Korreksjoner under sveising
Funksjonen HotStart
I en del tilfeller må parameteren dynamikk stilles inn for å oppnå et optimalt
sveiseresultat.
Velg parameteren dynamikk med tasten for parametervalg
1
Still inn ønsket verdi for dynamikk med stillhjulet.
2
Parameterens verdi vises i den digitale visningen over.
I en del tilfeller må funksjonen HotStart stilles inn for å oppnå et optimalt
sveiseresultat.
Fordeler
Forbedrer tennegenskapene, også ved elektroder med dårlig tennegenskaper
-
Bedre smeltegrad av grunnmaterialet i startfasen, derfor mindre kaldpunkter
-
Unngår i stor grad innkapsling av slagg
-
Innstilling av de tilgjengelige parametrene er beskrevet i avsnittet "Setup-innstillinger", "setup-meny - nivå 2".
Tegnforklaring
Hti Hot-current time = var-
mestrømtid,
0–2 s,
fabrikkinnstilling 0,5 s
HCU HotStart-current = HotStart-
strøm,
100–200 %, fabrikkinnstilling
150 %
I
Hovedstrøm = innstilt
H
sveisestrøm
Funksjonsmåte
I løpet av den innstilte varmestrømtiden (Hti) økes sveisestrømmen til en
bestemt verdi. Denne verdien (HCU) er
høyere enn den innstilte
sveisestrømmen (IH).
75

Funksjonen antistick
Dersom lysbuen blir kortere, kan sveisespenningen synke så lavt at stavelektrodene har en tendens til å klebe seg fast. Dessuten kan stavelektroden gløde ut.
Når anti-stick-funksjonen er aktivert, forhindres utgløding. Dersom stavelektroden begynner å klebe seg fast, kobler strømkilden ut sveisestrømmen umiddelbart. Når stavelektroden er tatt bort fra arbeidsemnet, kan sveiseprosessen fortsette uten problemer.
Funksjonen anti-stick (Ast) kan aktiveres og deaktiveres med setup-innstillingene
i "setup-menyen: nivå ".
76

Lagre og hente opp arbeidspunkter
Generelt Med minnetastene er det umulig å lagre opptil 5 EasyJob-arbeidspunkter. Hver
arbeidspunkt tilsvarer de innstillingene som er gjort på betjeningspanelet.
EasyJobs kan lagres for alle sveiseprosessene.
VIKTIG! Det lagres ingen setup-parametre samtidig med dette.
NO
Lagre EasyJobarbeidspunkter
Åpne EasyJobarbeidspunkter
Slette EasyJobarbeidspunkter
Du lagrer de gjeldende innstillingene på betjeningspanelet ved å
1
holde en av minnetastene inne, f.eks.:
Venstre visning viser "Pro"
-
Etter kort tid går venstre visning tilbake til den opprinnelige
-
verdien
Slipp opp minnetasten
2
Du åpner de innstillingene som er lagret, ved å trykke på tilsvaren-
1
de minnetast, f.eks.:
Betjeningspanelet viser de lagrede innstillingene
-
Du sletter det innholdet som er lagret på en minnetast, ved å hol-
1
de tilsvarende minnetast inn, f.eks.:
Venstre visning viser "Pro".
-
Etter kort tid går venstre visning tilbake til den opprinnelige
-
verdien
Fortsett å holde minnetasten inne
2
Venstre visning viser "CLr".
-
Etter kort tid viser begge visningene "---"
-
Hente opp arbeidspunkter på
sveisepistol med
Up/Down
Slipp opp minnetasten
3
Når du skal hente opp de lagrede innstillingene på sveisepistolen med Up/Down,
må en av minnetastene holdes inne på betjeningspanelet.
Trykk på en av minnetastene på betjeningspanelet, f.eks.:
1
Betjeningspanelet viser de lagrede innstillingene
-
Nå kan du velge minnetaster med tastene Up/Down på sveisepistolen. Det hoppes over minnetaster uten tilordning.
I tillegg til at minnetastnummeret lyser opp, vises nummeret rett på Up/Downsveisepistolen:
77

Nummer 1
Nummer 2
Nummer 3
Nummer 4
Nummer 5
78

Setup-innstillinger
79

80

Setup-meny
Generelt Setup-menyen gir enkelt tilgang til ekspertkunnskapen i strømkilden og tilleggs-
funksjoner. I setup-menyen er det mulig å tilpasse parametrene etter de forskjellige oppgavene på enkelt vis.
NO
Still inn setupparameter
Innstilling av setup-parametrene beskrives med sveiseprosessen "MIG/MAGstandard-Synergic-sveising" som eksempel. Fremgangsmåten for endring av andre setup-parametre er identisk.
Åpne setup-menyen
Velg sveiseprosessen "MIG/MAG Standard-Synergic-svei-
1
sing med tasten for sveiseprosess
Trykk på tasten driftstype og hold den inne
2
Trykk på tasten for sveiseprosess
3
Slipp opp tastene for driftstype og sveiseprosess
4
Betjeningspanelet står nå i setup-menyen for sveiseprosessen "MIG/MAG-Standard-Synergic-sveising" - her vises den setup-parameteren som ble valgt sist.
Endre parameter
velg ønsket setup-parameter ved på trykke på tastene for
1
driftstype og sveiseprosess eller venstre stillhjul
Setup-parametere for MIG/
MAG-standardmanuell-sveising
endre verdi for setup-parameter med tastene for parame-
2
tervalg eller høyre stillhjul
Gå ut av setup-menyen
Trykk på tasten driftstype og hold den inne
1
Trykk på tasten for sveiseprosess
2
Slipp opp tastene for driftstype og sveiseprosess
3
Angivelsene "min." og "max." brukes på innstillingsområder som varierer avhengig
av strømkilde, sveiseprogram, etc.
81

GPr Gassforstrømningstid
Enhet: s
Innstillingsområde: 0–9,9
Fabrikkinnstilling: 0,1
GPo Gassetterstrømningstid
Enhet: s
Innstillingsområde: 0–9,9
Fabrikkinnstilling: 0,5
Fdi Trådtræingshastighet
Enhet: m/min (ipm.)
Innstillingsområde: 1–maks. (39.37–maks.)
Fabrikkinnstilling: 10 (393.7)
bbc Etterbrenningseffekt
Etterbrenningseffekt gjennom forsinket utkobling av sveisestrømmen
etter stoppet trådelektrodemating. Det dannes en kule på trådelektroden.
Enhet: s
Innstillingsområde: AUt, 0–0,3
Fabrikkinnstilling: AUt
IGC Tennstrøm
Einheit: A
Innstillingsområde: 100–650
Fabrikkinnstilling: 500
Ito Trådlengde frem til sikkerhetsutkobling
Enhet: mm (in.)
Innstillingsområde: OFF, 5–100 (OFF, 0.2–3.94)
Fabrikkinnstilling: OFF
MERKNAD!
Funksjonen Ito (trådlengde til sikkerhetsutkobling) er en sikkerhetsfunksjon.
Særlig ved høy trådhastighet kan det hende at den nødvendige trådlengden frem
til sikkerhetsutkobling ikke stemmer overens med den innstilte trådlengden.
SPt Punktertid/intervallsveisetid
Enhet: s
Innstillingsområde: 0,3–5
Fabrikkinnstilling: 0,3
SPb Intervallpausetid
Enhet: s
Innstillingsområde: OFF, 0,3–10 (i trinn på 0,1 s)
Fabrikkinnstilling: OFF
82
Int Intervall
vises kun når det er stilt inn en verdi for SPb
Einheit: Innstillingsområde: 2T (2-takt), 4T (4-takt)
Fabrikkinnstilling: 2T (2-Takt)

FAC Tilbakestilling av strømkilde
Hold en av tastene for parametervalg inne i 2 s for å tilbakestille til fabrikkinnstillinger
- når digitalvisningen viser "PrG", er strømkilden tilbakestilt
VIKTIG! Dersom strømkilden tilbakestilles, går alle personlige innstillinger i setup-menyen tapt.
Arbeidspunkter som er lagret med minnetastene, vil fortsatt være lagret
etter at strømkilden er tilbakestilt. Funksjonene i andre nivå av setup-menyen (2nd) slettes heller ikke. Unntak: Parameteren Ignition Time-Out
(ito).
2nd Andre nivå av Setup-menyen (se avsnittet "Setup-meny - nivå 2")
NO
Setup-parametere for MIG/
MAG-standardsynergic-sveising
Angivelsene "min." og "max." brukes på innstillingsområder som varierer avhengig
av strømkilde, sveiseprogram, etc.
GPr Gas pre-flow time - gassforstrømmingstid
Enhet: s
Innstillingsområde: 0–9,9
Fabrikkinnstilling: 0,1
GPo Gas post-flow time - gassetterstrømmingstid
Enhet: s
Innstillingsområde: 0–9,9
Fabrikkinnstilling: 0,1
SL Slope
Enhet: s
Innstillingsområde: 0–9,9
Fabrikkinnstilling: 0,1
I-S I (current) - Starting - startstrøm
Enhet: % (av sveisestrømmen)
Innstillingsområde: 0–200
Fabrikkinnstilling: 100
I-E I (current) - End: Sluttstrøm
Enhet: % (av sveisestrømmen)
Innstillingsområde: 0–200
Fabrikkinnstilling: 50
t-S t (time) - Starting - startstrømvarighet
Enhet: s
Innstillingsområde: OFF, 0,1 - 9,9
Fabrikkinnstilling: OFF
t-E t (time) - End: sluttstrømvarighet
Enhet: s
Innstillingsområde: OFF, 0,1 - 9,9
Fabrikkinnstilling: OFF
Fdi Feeder inching - trådtræingshastighet
Enhet: m/min (ipm.)
Innstillingsområde: 1 - maks. (39.37 - maks.)
83

Fabrikkinnstilling: 10 (393.7)
bbc burn back time correction -
Etterbrenningseffekt på grunn av trådreturbrenning på sveiseslutt
Enhet: s
Innstillingsområde: Aut, 0 - 0,3
Fabrikkinnstilling: Aut
Ito Ignition Time-Out - trådlengde frem til sikkerhetsutkobling
Enhet: mm (in.)
Innstillingsområde: OFF, 5 - 100 (OFF, 0.2 - 3.94)
Fabrikkinnstilling: OFF
MERKNAD!
Funksjonen Ignition Time-Out (ito) er en sikkerhetsfunksjon.
Særlig ved høy trådhastighet kan det hende at den nødvendige trådlengden frem
til sikkerhetsutkobling ikke stemmer overens med den innstilte trådlengden.
Funksjonen Ignition Time-Out (ito) forklares i avsnittet "Spesialfunksjoner og alternativer".
SPt Spot time - punktertid/intervallsveisetid
Enhet: s
Innstillingsområde: OFF, 0,1 - 5
Fabrikkinnstilling: OFF
SPb Spot break - intervallpausetid
Enhet: s
Innstillingsområde: OFF, 0,1 - 10 (i trinn på 0,1 s)
Fabrikkinnstilling: OFF
FAC Factory - tilbakestilling av strømkilde
Hold en av tastene for parametervalg inne i 2 s for å tilbakestille til fabrikkinnstillinger
- når digitalvisningen viser "PrG", er strømkilden tilbakestilt.
VIKTIG! Dersom strømkilden tilbakestilles, går alle personlige innstillinger i setup-menyen tapt.
Arbeidspunkter som er lagret med minnetastene, slettes ikke når
strømkilden tilbakestilles – de vil fortsatt være lagret. Funksjonene i andre nivå av setup-menyen (2nd) slettes heller ikke. Unntak: Parameteren Ignition Time-Out (ito).
2nd andre nivå av setup-menyen (se avsnittet "Setup-meny - nivå 2")
Setup-parametre for stavelektrodesveising
84
VIKTIG! Når strømkilden tilbakestilles ved hjelp av setup-parameter Factory
FAC, tilbakestilles også setup-parametrene varmestrømtid (Hti) og HotStartstrøm (HCU).
HCU HotStart current - HotStart-strøm
Enhet: %
Innstillingsområde: 100–200

Fabrikkinnstilling: 150
Hti Hot-current time - varmestrømtid
Enhet: s
Innstillingsområde: 0–2,0
Fabrikkinnstilling: 0,5
Ast Anti-stick
Enhet: Innstillingsområde: On, OFF
Fabrikkinnstilling: OFF
FAC Factory - tilbakestilling av strømkilde
Hold en av tastene for parametervalg inne i 2 s for å tilbakestille til fabrikkinnstillinger
- når digitalvisningen viser "PrG", er strømkilden tilbakestilt.
VIKTIG! Dersom strømkilden tilbakestilles, går alle personlige innstillinger tapt.
Arbeidspunkter som er lagret med minnetastene, slettes ikke når
strømkilden tilbakestilles – de vil fortsatt være lagret. Funksjonene i andre nivå av setup-menyen (2nd) slettes heller ikke. Unntak: Parameteren Ignition Time-Out (ito).
2nd andre nivå av setup-menyen (se avsnittet "Setup-meny - nivå 2")
NO
85

Setup-meny nivå 2
Begrensninger I forbindelse med setup-menyen nivå 2 finnes følgende begrensninger:
Setup-meny nivå 2 kan ikke velges:
under sveisingen
-
mens funksjonen gassprøver er aktiv
-
mens funksjonen trådføring er aktiv
-
mens funksjonen trådtilbaketrekking er aktiv
-
mens funksjonen utblåsing er aktiv
-
Så lenge setup-meny nivå 2 er valgt, vil følgende funksjoner ikke være tilgjengelige, heller ikke ved bruk av robot:
Sveisestart, for roboten uteblir signalet "strømkilde klar"
-
Gassprøver
-
Trådføring
-
Trådtilbaketrekking
-
Utblåsing
-
Still inn setupparameter
Åpne setup-menyen
Trykk på tasten driftstype og hold den inne
1
Trykk på tasten for sveiseprosess
2
Slipp opp tastene for driftstype og sveiseprosess
3
Betjeningspanelet står nå i setup-menyen – her vises den setup-parameteren
som ble valgt sist.
Velg parameteren "2nd"
velg ønsket setup-parameteren "2nd" ved på trykke på tas-
1
ten for driftstype og sveiseprosess eller med venstre stillhjul
Gå til nivå 2 i setup-menyen
86
Trykk på tasten driftstype og hold den inne
1
Trykk på tasten for sveiseprosess
2
Slipp opp tastene for driftstype og sveiseprosess
3

Endre parameter
velg ønsket setup-parameter ved på trykke på tasten for
1
driftstype og sveiseprosess eller med venstre stillhjul
endre verdi for setup-parameter med tastene for parame-
2
tervalg eller høyre stillhjul
Gå ut av nivå 2 i setup-menyen
Trykk på tasten driftstype og hold den inne
1
Trykk på tasten for sveiseprosess
2
Slipp opp tastene for driftstype og sveiseprosess
3
Gå ut av setup-menyen
NO
Parameter for
MIG/MAG-sveising i nivå 2 av
setup-menyen
Trykk på tasten driftstype og hold den inne
1
Trykk på tasten for sveiseprosess
2
Slipp opp tastene for driftstype og sveiseprosess
3
C-C Cooling unit Control – styring kjøleapparat
(kun hvis kjøleapparat er tilkoblet)
Enhet: Innstillingsområde: Aut, On, OFF
Fabrikkinnstilling: Aut
Aut: Kjøleapparatet slår seg av etter 2 minutters pause i sveisingen.
VIKTIG! Dersom ekstrautstyret temperaturovervåkning av kjølevæske
og gjennomstrømningovervåkning er innebygd i kjøleapparatet, slås
kjøleapparatet av med en gang returtemperaturen synker under 50 °C,
men tidligst etter 2 minutters pause i sveisingen.
On: Kjøleapparatet er slått på kontinuerlig
OFF: Kjøleapparatet er slått av kontinuerlig
VIKTIG! Når parameteren FAC brukes, tilbakestilles ikke parameteren
C-C til fabrikkinnstilling. Når elektrodesveising er valgt som sveiseprosess, vil kjøleapparatet være slått av i alle tilfeller, også i stillingen "On".
87

C-t Cooling Time
(kun hvis kjøleapparat er tilkoblet)
Tidsrom mellom reaksjon i gjennomstrømningsovervåkningen og avgivelse av servicekode "no | H2O". Dersom det oppstår luftbobler i kjølesystemet, slås ikke kjøleapparatet av før etter det innstilte tidsrommet.
Enhet: s
Innstillingsområde: 5–25
Fabrikkinnstilling: 10
VIKTIG! Til testformål går kjøleapparatet i 180 sekunder hver gang
strømkilden slås på.
SEt Setting – landsinnstilling (standard/USA) ... Std / US
Enhet: Innstillingsområde: Std, US (standard/USA)
Fabrikkinnstilling:
Standardversjon: Std (Målenheter: cm/mm)
USA-versjon: US (Måleenheter: in.)
r r (resistance) – sveisekretsmotstand (i mOhm)
se avsnittet "Finn sveisekretsmotstand r"
L L (inductivity) – sveisekretsinduktivitet (i mikrohenry)
se avsnittet "Vis sveisekretsinduktivitet L"
EnE Real Energy Input – lysbuens elektriske energi relatert til sveisehas-
tighet
Enhet: kJ
Innstillingsområde: ON / OFF
Fabrikkinnstilling: OFF
Fordi ikke hele verdiområdet (1 kJ - 99999 kJ) kan vises på det tredelte
displayet, har følgende visningsvariant blitt valgt:
Verdi i kJ / visning på display:
1 til 999 / 1 til 999
1000 til 9999 / 1.00 til 9.99 (med to desimaler, f.eks. 5270 kJ -> 5.27)
10000 til 99999 / 10.0 til 99.9
(med én desimal, f.eks. 23580 kJ -> 23.6)
ALC Arc Length Correction – lengdekorrigering av lys bue ut fra sveise-
spenning
Innstillingsområde: ON / OFF
Fabrikkinnstilling: OFF
Lysbuelengden er avhengig av sveisespenningen. Sveisespenningen kan
stilles inn individuelt i synergic-drift.
88
Dersom parameteren ALC står på "OFF", er det ikke mulig å foreta individuell innstilling av sveisespenningen. Sveisespenningen retter seg
automatisk etter den sveisestrømmen eller trådhastigheten som er
valgt. Ved tilpasning av lengdekorrigering av lysbue endrer spenningen
seg mens sveisestrømmen og trådhastigheten holder seg konstant.
Mens lengdekorrigering av lysbue stilles inn med stillhjul, brukes venstre visning for korreksjonsverdi for lysbuelengde. I den høyre visningen
endrer også verdien for sveisespenning seg simultant. Deretter viser
venstre visning den opprinnelige verdien igjen, f.eks. sveisestrøm.

Ejt EasyJob Trigger – for aktivering / deaktivering av omkoblingen av Ea-
syJobs ved hjelp av brennertasten
Enhet: Innstillingsområde: ON / OFF
Fabrikkinnstilling: OFF
Funksjon med MIG/MAG brennertast
Trykk kort på brennertasten (< 0,5 sek)
Ingen sveisedrift:
Det blas gjennom alle MIG/MAG EasyJobs i rekkefølge.
-
Hvis ingen EasyJob er valgt, fungerer brennertasten normalt.
-
Hvis ingen MIG/MAG EasyJob er valgt, gjøres ingen endring.
-
I sveisedrift:
Det blas gjennom MIG/MAG EasyJobs med samme driftstype (4-
-
takt, spesial-4-takt, intervallsveising 4-takt) og med samme sveiseprosess.
Omstilling er ikke mulig ved punktsveising.
-
Funksjon med MIG/MAG Up/Down-tast
Hvis EasyJob er valgt, endres EasyJob, ellers sveisestrømmen.
-
Ingen sveisedrift:
Det blas gjennom alle MIG/MAG EasyJobs i rekkefølge.
-
NO
Parameter for
stavelektrodesveising i nivå 2
av setup-menyen
I sveisedrift:
Det blas gjennom MIG/MAG EasyJobs med samme driftstype (2-
-
takt, 4-takt, spesial-4-takt, intervallsveising 4-takt) og med samme
sveiseprosess.
Tilbakestilling er mulig.
-
r r (resistance) – sveisekretsmotstand (i mOhm)
Se avsnittet "Finn sveisekretsmotstand r" fra side 90.
L L (inductivity) – sveisekretsinduktivitet (i mikrohenry)
Se avsnittet "Vis sveisekretsinduktivitet L" fra side91.
89

Finn sveisekretsmotstand
Generelt Ved å beregne sveisekretsmotstanden r er det mulig å oppnå konstant sveisere-
sultat selv med forskjellige slangepakkelengder – dermed reguleres sveisespenningen på lysbuen hele tiden helt nøyaktig uavhengig av slangepakkelengden og
slangepakketverrsnittet. Bruken av Lengdekorrigering av lysbue er ikke lenger
nødvendig.
Sveisekretsmotstand vises på displayet etter at den har blitt beregnet.
r = Sveisekretsmotstand i milliohm (mOhm)
Den innstilte sveisespenningen tilsvarer helt nøyaktig sveisespenningen på lysbuen når beregning av sveisekretsmotstand r er utført riktig. Dersom spenningen
på strømkildens utgangskontakter måles manuelt, er den høyere enn sveisespenningen på lysbuen med slangepakkens spenningsfall.
Sveisekretsmotstanden er avhengig av hvilken slangepakke som brukes:
Dersom slangepakkelengden eller slangepakketverrsnittet endres, må sveise-
-
kretsmotstanden beregnes på nytt
Finn sveisekretsmotstanden r separat for hver enkelt sveiseprosess med
-
tilhørende sveiseledninger
Finn sveisekretsmotstand (MIG/
MAG-sveising)
MERKNAD!
Risiko for feilaktig måling av sveisekretsmotstanden.
Dette kan ha negativ innvirkning på sveiseresultatet.
Påse at arbeidsemnet har optimal kontaktflate i sveiseklemmeområdet (over-
▶
flaten er rengjort, renset for rust etc.).
Kontroller at prosessen MANUAL eller SYNERGIC er valgt
1
Sørg for jordforbindelse med arbeidsemnet
2
Gå til nivå 2 i setup-menyen (2nd)
3
Velg parameteren "r"
4
Fjern gassdysen fra sveisepistolen
5
Skru fast kontaktrøret
6
Kontroller at trådelektroden ikke stikker ut av kontaktrøret
7
MERKNAD!
Risiko for feilaktig måling av sveisekretsmotstanden.
Dette kan ha negativ innvirkning på sveiseresultatet.
Påse at arbeidsemnen har optimal kontaktflate for kontaktrøret (overflaten
▶
er rengjort, renset for rust etc.).
90
Sett kontaktrøret tett inntil arbeidsemnets overflate
8
Trykk kort på brennertasten
9
Sveisekretsmotstanden beregnes. Under målingen viser displayet "run"
-
Målingen er avsluttet når displayet viser sveisekretsmotstand i mOhm (f.eks.
11,4).
Monter gassdysen på sveisepistolen igjen
10

Vis sveisekretsinduktivitet L
Generelt Hvordan slangepakkene er lagt, har vesentlig innvirkning på sveisekretsinduktivi-
teten og påvirker dermed også sveiseprosessen. For å oppnå best mulig sveiseresultat er det derfor viktig å legge slangepakkene riktig.
NO
Vis sveisekretsinduktivitet
Korrekt legging
av slangepakkene
Med setup-parameteren "L" vises den siste sveisekretsinduktiviteten som ble beregnet. Den egentlige utligningen av sveisekretsinduktiviteten skjer samtidig som
sveisekretsmotstanden beregnes. Detaljert informasjon om dette står i kapittelet
"Finn sveisekretsmotstand".
Gå til nivå 2 i setup-menyen (2nd)
1
Velg parameter "L"
2
Den sist beregnede sveisekretsinduktiviteten L vises i høyre digitalvisning.
L ... Sveisekretsinduktivitet (i mikrohenry)
91

92

Feilutbedring og vedlikehold
93

94

Feildiagnose, feilutbedring
Generelt Apparatene er utstyrt med et intelligent sikkerhetssystem. Det betyr at det i stor
grad er unødvendig å bruke smeltesikringer. Derfor er det ikke nødvendig å skifte
smeltesikringer lenger. Etter at en potensiell driftsfeil er utbedret, er apparatet
klart til bruk igjen.
NO
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
FARE!
Fare på grunn av utilstrekkelig jordledningsforbindelser.
Følgene kan bli alvorlige personskader og materielle skader.
Husskruene utgjør en beskyttelseslederforbindelse for jordingen av huset.
▶
Husskruene må aldri erstattes med andre skruer uten tillatt beskyttelsesle-
▶
derforbindelse.
Feildiagnose Noter serienummeret og konfigurasjon av apparatet, samt send en detaljert feil-
beskrivelse til kundeservice hvis
det oppstår feil som ikke står oppført nedenfor
-
de oppførte utbedringstiltakene ikke hjelper
-
95

Strømkilden er uten funksjon
Nettbryteren er slått på, indikasjonene lyser ikke.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Ingen funksjon etter at brennertasten er trykket.
Nettbryteren på strømkilden er slått på, indikasjonene lyser.
Årsak:
Utbedring:
Årsak:
Utbedring:
Brudd på strømledningen, strømpluggen er ikke satt i.
Kontroller strømledningen, sett eventuelt i strømpluggen.
Stikkontakten eller strømpluggen er defekt.
Bytt defekte deler.
Nettsikring
Bytt nettsikringen.
Kortslutning på 24 V forsyningen til SpeedNet-tilkoblingen eller ekstern sensor.
Plugg ut tilkoblede komponenter.
Kun på sveisepistoler med ekstern styreplugg: Styreplugg er ikke satt
i.
Sett inn styrepluggen.
Sveisepistol eller sveisepistol-styreledning er defekt.
Bytt sveisepistolen.
Ingen funksjon etter at det er trykt på brennertasten.
Nettbryteren for strømkilden er slått på, på strømkilden lyser indikatoren for
strømkilde på, indikatorene på trådmateren lyser ikke
Årsak:
Utbedring:
Ingen sveisestrøm.
Nettbryteren er slått på, en av overtemperatur-servicekodene "to" vises. Du finner mer informasjon om servicekodene "to0" til "to6" i avsnittet "Viste servicekoder".
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Forbindelsesslangepakken er defekt eller ikke riktig koblet til.
Kontroller forbindelsesslangepakken
Overbelastning
Ta hensyn til innkoblingsvarigheten.
Termo-automatsikringen har koblet ut.
Vent i avkjølingsfasen; etter kort tid kobler strømkilden inn igjen
automatisk.
Begrenset kjøleluft-tilførsel.
Trekk luftfilteret på baksiden av huset ut til siden og rengjør det, sik-
re fri passasje til kanalene for kjøleluft.
96
Årsak:
Utbedring:
Viften i strømkilden er defekt.
Ta kontakt med kundeservice.

Ingen sveisestrøm
Nettbryteren på strømkilden er slått på, indikasjonene lyser.
NO
Årsak:
Utbedring:
Årsak:
Utbedring:
Ingen beskyttelsesgass.
Alle andre funksjoner er tilgjengelige.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Jordtilkoblingen er feil.
Kontroller polariteten på jordtilkobling.
Strømledningen i sveisepistolen er brutt.
Bytt sveisepistolen.
Gassflasken er tom.
Bytt gassflasken.
Trykkreduksjonsventilen er defekt.
Bytt trykkreduksjonsventilen.
Gasslange er ikke montert eller skadet.
Monter eller bytt gasslangen.
Sveisepistolen er defekt.
Bytt sveisepistolen.
Gass-magnetventilen er defekt.
Ta kontakt med kundeservice.
trådhastigheten er uregelmessig
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Trådmatingsproblemer
ved bruk med lange sveispistol-slangepakker
Årsak:
Utbedring:
Bremsen er for kraftig innstilt.
Løsne bremsen.
Hullet til kontaktrøret er for trangt.
Bruk passende kontaktrør.
Trådmaterkjernen i sveisepistolen er defekt.
Kontroller trådmaterkjernen for brudd, smuss osv, og bytt den om
nødvendig.
Materullene egner seg ikke til trådelektroden som brukes.
Bruk passende materuller.
Feil arbeidstrykk på materullene.
Optimer arbeidstrykket.
Sveispistol-slangepakken er ikke fagmessig lagt.
Legg sveispistol-slangepakken så rett som mulig, unngå små bøyera-
diuser.
97

Sveisepistolen blir svært varm
Årsak:
Utbedring:
Sveisepistolen er for svakt dimensjonert.
Ta hensyn til innkoblingsvarighet og belastningsgrenser
Årsak:
Utbedring:
Kun ved vannkjølte anlegg: For lav kjølemiddelgjennomstrømning
Kontroller kjølemiddelnivå, kjølemiddelgjennomstrømning, kjølemid-
delforurensning osv. Du finner nærmere informasjon i bruksanvisningen til kjøleapparatet.
Dårlige sveiseegenskaper
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Feil sveiseparameter.
Kontroller innstillingene.
Dårlig jordforbindelse.
Opprett god kontakt til arbeidsemnet.
Ingen eller for lite beskyttelsesgass.
Kontroller trykkreduksjonsventil, gasslange, gass-magnetventil,
sveisepistol-gasstilkobling osv.
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisepistolen er ikke tett.
Bytt sveisepistolen.
Feil eller slitt kontaktrør.
Bytt kontaktrøret.
Viste servicekoder
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Feil trådlegering eller feil trådspolediameter.
Kontroller trådelektroden som er satt inn.
Feil trådlegering eller feil trådspolediameter.
Kontroller grunnmaterialets sveisbarhet.
Beskyttelsesgassen er ikke egnet for trådlegeringen.
Bruk riktig beskyttelsesgass.
Dersom det vises en feilmelding som ikke står oppført her, prøv først å løse problemet på følgende måte:
Sett nettbryteren til strømkilden i stilling -0-.
1
Vent 10 sekunder
2
Sett nettbryteren i stilling -I-
3
Dersom feilen fortsatt foreligger etter flere forsøk, eller dersom de nevnte tiltakene ikke hjelper:
98
Noter deg feilmeldingen
1
Noter strømkildens konfigurasjon
2
Meld fra til kundeservice og oppgi en detaljert beskrivelse av feilen
3

ESr | 20
Årsak:
Utbedring:
-----
Årsak:
Utbedring:
ELn | 8
Årsak:
Utbedring:
ELn | 12
Årsak:
Utbedring:
ELn | 13
Årsak:
Utbedring:
Det kjøleapparatet som brukes, er ikke kompatibelt med strømkilden
Koble til et kompatibelt kjøleapparat
Det har blitt hentet opp en ugyldig sveiseprosess (nr. 37) på robotgrensesnittet, eller det har blitt valgt en tom merking (nr. 32)
Hent opp en gyldig sveiseprosess eller velg en minnetast som er i
bruk
Den trådmateren som er koblet til, støttes ikke
Koble til en trådmater som støttes
Det er betjeningspaneler av forskjellig type for materialvalg i systemet
Koble til betjeningspaneler av lik type
Ugyldig bytte av sveiseprosess under sveisingen
Ikke gjennomfør noe ulovlig bytte av sveiseprosess under sveisingen,
og bekreft feilmeldingen med en vilkårlig tast
NO
ELn | 14
Årsak:
Utbedring:
ELn | 15
Årsak:
Utbedring:
Err | IP
Årsak:
Utbedring:
Err | PE
Årsak:
Utbedring:
Det er koblet til mer enn ett robot-grensesnitt
Det er bare ett robot-grensesnitt som kan være tilkoblet. Kontroller
systemkonfigurasjonen
Det er koblet til mer enn én fjernkontroll
Det er bare én fjernkontroll som kan være tilkoblet. Kontroller sys-
temkonfigurasjonen
Styringen på strømkilden har registrert primær overspenning.
Kontroller nettspenningen.
Dersom servicekoden fortsatt er der, må du vente 10 sekunder og
deretter slå på strømkilden igjen.
Dersom feilen fortsatt foreligger, må du melde fra til kundeservice
Sluttstrømovervåkning har utløst sikkerhetsutkobling av strømkilden.
Slå av strømkilden
Plasser strømkilden på et isolerende underlag
Koble jordkabelen til en del av arbeidsemnet som er nærmere lysbuen
Vent 10 sekunder og slå deretter strømkilden på igjen
Err | Ur
Årsak:
Utbedring:
Dersom feilen fortsatt foreligger etter flere forsøk, meld fra til
kundeservice
Tomgangsspenningsgrensen på 35 V har blitt overskredet ved bruk av
ekstrautstyret VRD.
Slå av strømkilden
Vent 10 sekunder og slå deretter strømkilden på igjen
99

no | UrL
Årsak:
Utbedring:
E-Stop
Årsak:
Utbedring:
-St | oP-
Årsak:
Utbedring:
PHA | SE
Årsak:
Utbedring:
VRD (ekstrautstyr) har reagert for tidlig.
Kontroller om alle sveiseledninger og styreledninger er tilkoblet.
Slå av strømkilden
Vent 10 sekunder og slå deretter strømkilden på igjen
Dersom feilen opptrer flere ganger, meld fra til kundeservice.
Eksternt stopp (ekstrautstyr) har blitt utløst
Rett opp i den hendelsen som har ført til eksternt stopp
Flagget på robot-grensesnittet har ikke blitt slettet fra roboten
Slett signalet "Roboter Ready" på robot-grensesnittet
Fasefeil
spesielt på TSt 2700c:
Dersom feilen oppstår under sveisingen, stoppes sveisingen.
spesielt på TSt 2700 MV:
1-faset drift med begrenset effekt er mulig:
Når strømkilden slås på, vises "PHA | SE1" for å gjøre oppmerksom
på at man må regne med redusert effekt.
Dersom det skiftes fra fra 3-faset til 1-faset forsyning under sveisingen (i displayet: "PHA | SE1") eller fra 1-faset til 3-faset forsyning (i
displayet: "PH | ASE 3"), stoppes sveisingen.
Kontroller nettsikringen, mateledningen og pluggen.
Slå av strømkilden, vent 10 sekunder og slå på strømkilden igjen.
PHA | SE1
Årsak:
Utbedring:
PHA | SE3
Årsak:
Utbedring:
Err | 51
Årsak:
Utbedring:
Err | 52
Årsak:
Utbedring:
EFd 5
Årsak:
Utbedring:
Strømkilden brukes med 1 fase
-
Strømkilden brukes med 3 faser
-
Nettunderspenning Nettspenningen har underskredet toleranseområdet
Kontroller nettspenningen. Dersom servicekoden fortsatt er der,
meld fra til kundeservice
Nettoverspenning Nettspenningen har overskredet toleranseområdet
Kontroller nettspenningen. Dersom servicekoden fortsatt er der,
meld fra til kundeservice
Ugyldig trådmater er tilkoblet
Koble til en gyldig trådmater
100
EFd 8
Årsak:
Utbedring:
Overtemperatur på trådmater
La trådmateren avkjøles
 Loading...
Loading...