

Page 1

Operating
Instructions
TransSteel 2700c
TransSteel 2700c MV
TransSteel 3500c
Instrukcja obsługi
PL
42,0426,0107,PL 048-12122022
Page 2

Page 3

Spis treści
Przepisy dotyczące bezpieczeństwa 7
Objaśnienie do wskazówek bezpieczeństwa 7
Informacje ogólne 7
Użytkowanie zgodne z przeznaczeniem 8
Warunki otoczenia 8
Obowiązki użytkownika 8
Obowiązki personelu 9
Przyłącze sieciowe 9
Ochrona osób 9
Zagrożenie ze względu na kontakt ze szkodliwymi gazami i oparami 10
Niebezpieczeństwo wywołane iskrzeniem 11
Zagrożenia stwarzane przez prąd z sieci i prąd spawania 11
Błądzące prądy spawania 12
Klasyfikacja kompatybilności elektromagnetycznej urządzeń (EMC) 13
Środki zapewniające kompatybilność elektromagnetyczną 13
Środki zapobiegania zakłóceniom elektromagnetycznym 14
Miejsca szczególnych zagrożeń 14
Wymogi dotyczące gazu osłonowego 15
Niebezpieczeństwo stwarzane przez butle z gazem ochronnym 15
Niebezpieczeństwo stwarzane przez wypływający gaz ochronny 16
Środki bezpieczeństwa w normalnym trybie pracy 16
Uruchamianie, konserwacja i naprawa 17
Kontrola zgodności z wymogami bezpieczeństwa technicznego 17
Utylizacja 18
Znak bezpieczeństwa 18
Bezpieczeństwo danych 18
Prawa autorskie 18
PL
Informacje ogólne 19
Informacje ogólne 21
Koncepcja urządzenia 21
Zasada działania 21
Obszary zastosowań 21
Ostrzeżenia na urządzeniu 22
Komponenty systemu 24
Informacje ogólne 24
Bezpieczeństwo 24
Przegląd 24
Opcje 26
VRD: Funkcja zabezpieczająca 26
VRD: Zasada bezpieczeństwa 26
Elementy obsługi oraz przyłącza 29
Panel obsługowy Synergic Central 31
Informacje ogólne 31
Bezpieczeństwo 31
Panel obsługowy Synergic 32
Parametry serwisowe 34
Blokada klawiatury 35
Przyłącza, przełączniki i elementy mechaniczne 37
Przód i tył TSt 2700c 37
Przód i tył TSt 3500c 38
Widok z boku 39
Instalacja i uruchamianie 41
Minimalne wyposażenie, niezbędne do spawania 43
Informacje ogólne 43
Spawanie metodą MIG/MAG z chłodzeniem gazowym 43
3
Page 4

Spawanie MIG/MAG, z chłodzeniem wodnym 43
Spawanie elektrodą topliwą 43
Przed instalacją i uruchomieniem 44
Bezpieczeństwo 44
Użytkowanie zgodne z przeznaczeniem 44
Wskazówki dotyczące ustawienia 44
Przyłącze sieciowe 45
Podłączanie kabla sieciowego 46
Informacje ogólne 46
Zalecane kable zasilania i uchwyty odciążające 46
Bezpieczeństwo 46
Podłączenie kabla zasilającego 47
Montaż uchwytu odciążająceg TSt 2700c, praca w trybie zasilania jednofazowego. 47
Montaż uchwytu odciążającego, TSt 2700c 48
Montaż uchwytu odciążającego, TSt 2700c MV 49
Montaż uchwytu odciążającego, TSt 3500c 50
Montaż uchwytu odciążającego Kanada/USA, TSt 3500c 51
Tryb pracy generatora 52
Tryb pracy generatora 52
Tryb zasilania jednofazowego 53
Tryb zasilania jednofazowego 53
Objaśnienie pojęcia „Czas włączenia w trybie zasilania jednofazowego” 54
Czas spawania w trybie zasilania jednofazowego 55
Montaż/podłączanie komponentów systemu 56
Informacje na temat komponentów systemu 56
Montaż na wózku 56
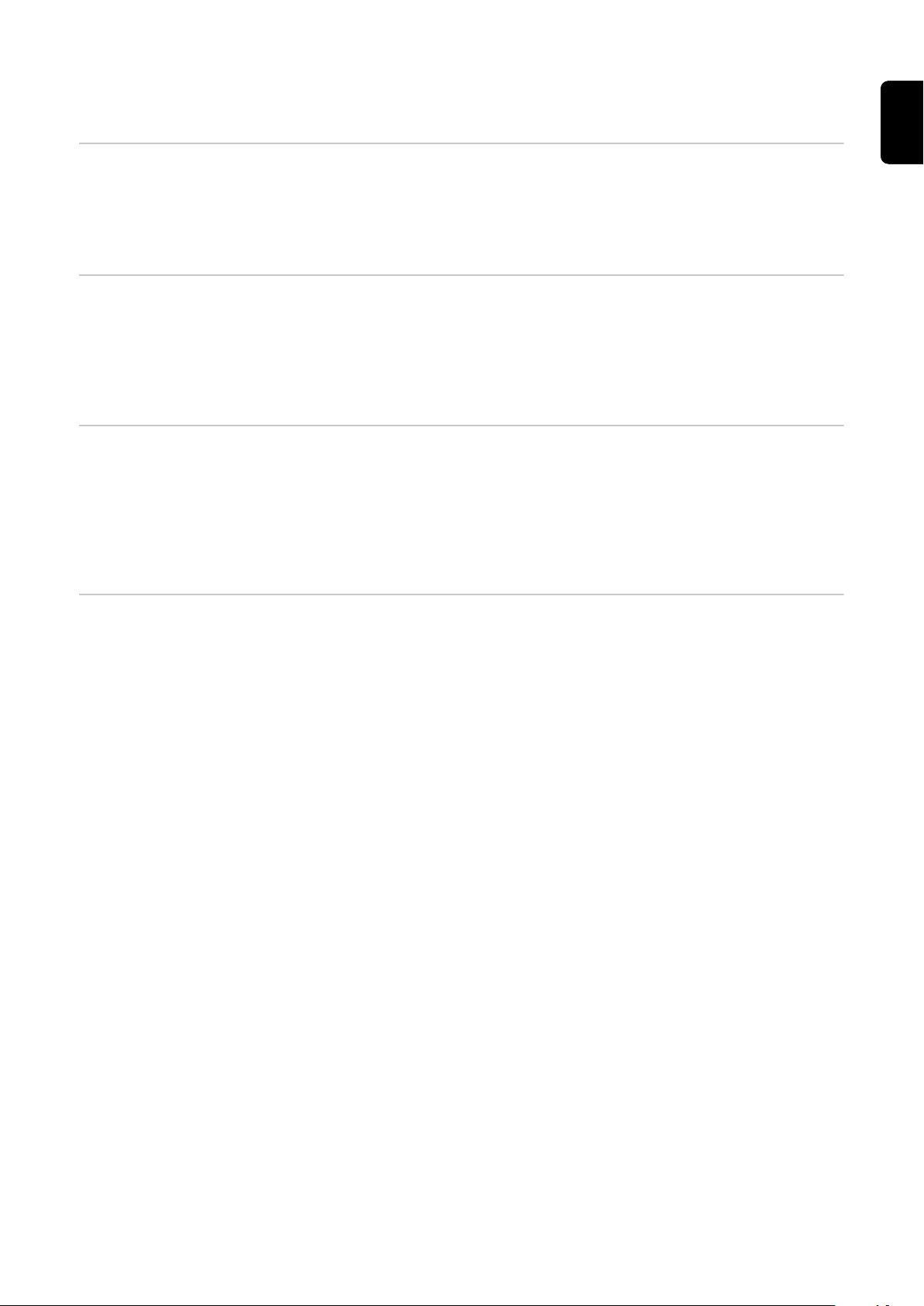
Podłączanie butli z gazem 57
Podłączanie palnika spawalniczego MIG/MAG 57
Wykonywanie połączenia z masą 58
Włożenie/wymiana rolek podających 58
Wkładanie szpuli drutu lub szpuli z koszykiem 59
Wprowadzanie drutu elektrodowego 61
Ustawianie siły docisku 63
Ustawianie hamulca 63
Konstrukcja hamulca 64
Uruchamianie 65
Informacje ogólne 65
Warunki 65
Uruchamianie 65
Spawanie 67
Ograniczenie limitu mocy 69
Funkcja zabezpieczająca 69
Tryby pracy MIG/MAG 70
Informacje ogólne 70
Tryb 2-taktowy 70
4-takt specjalny 70
4-takt specjalny 71
Spawanie punktowe 71
Spawanie wielościegowe 2-taktowe 72
Spawanie wielościegowe 4-taktowe 72
Spawanie MIG/MAG 73
Bezpieczeństwo 73
Przegląd 73
Spawanie metodą MIG/MAG Standard Synergic 74
Spawanie metodą MIG/MAG Standard Synergic 74
Korekty w trybie spawania 75
Spawanie metodą MIG/MAG Standard Manual 76
Informacje ogólne 76
Dostępne parametry 76
Spawanie metodą MIG/MAG Standard Manual 76
4
Page 5
Korekty w trybie spawania 77
Spawanie elektrodą topliwą 78
Bezpieczeństwo 78
Przygotowanie 78
Spawanie ręczne elektrodą otuloną 78
Korekty w trybie spawania 79
Funkcja gorącego startu 79
Funkcja Anti-Stick 80
Zapisywanie i wywoływanie punktów pracy 81
Informacje ogólne 81
Zapis punktów pracy EasyJob 81
Wywołanie punktów pracy EasyJob 81
Kasowanie punktów pracy EasyJob 81
Wywoływanie punktów pracy w palniku spawalniczym z regulacją parametrów góra/dół 81
Ustawienia Setup 83
Menu Setup 85
Informacje ogólne 85
Ustawianie parametrów Setup 85
Parametry Setup dla spawania MIG/MAG Standard Manual 86
Parametry Setup dla spawania metodą MIG/MAG Standard Synergic 87
Parametry Setup dla spawania elektrodą otuloną 89
Menu Setup Poziom 2 90
Ograniczenia 90
Ustawianie parametrów Setup 90
Parametry spawania MIG/MAG w menu Setup Poziom 2 91
Parametry dla spawania elektrodą otuloną w menu Setup Poziom 2 94
Ustalanie rezystancji r obwodu spawania 95
Informacje ogólne 95
Ustalanie rezystancji obwodu spawania (spawanie metodą MIG/MAG) 95
Wyświetlanie indukcyjności obwodu spawania 97
Informacje ogólne 97
Wyświetlanie indukcyjności obwodu spawania 97
Prawidłowe ułożenie wiązki uchwytu 97
PL
Usuwanie usterek i konserwacja 99
Lokalizacja i usuwanie usterek 101
Informacje ogólne 101
Bezpieczeństwo 101
Lokalizacja usterek 101
Wyświetlane kody serwisowe 104
Czyszczenie, konserwacja i utylizacja 111
Informacje ogólne 111
Bezpieczeństwo 111
Podczas każdego uruchamiania 111
W razie potrzeby 111
Co 2 miesiące 112
Co 6 miesięcy 112
Utylizacja 112
Średnie wartości zużycia podczas spawania 113
Średnie zużycie drutu elektrodowego podczas spawania metodą MIG/MAG 113
Średnie zużycie gazu osłonowego podczas spawania metodą MIG/MAG 113
Średnie zużycie gazu osłonowego podczas spawania TIG 113
Dane techniczne 114
Napięcie specjalne 114
Objaśnienie pojęcia „Cykl pracy” 114
TSt 2700c 114
TSt 2700c MV 116
TSt 3500c 119
Zestawienie z krytycznymi surowcami, rok produkcji urządzenia 122
Załącznik 123
5
Page 6

Skrócona instrukcja 123
Tabela programów spawania TSt 2700c 125
Tabela programów spawania TSt 2700c USA 126
Tabele programów spawania TransSteel 3500 Euro 127
Tabele programów spawania TransSteel 3500 US 128
6
Page 7

Przepisy dotyczące bezpieczeństwa
PL
Objaśnienie do
wskazówek bezpieczeństwa
OSTRZEŻENIE!
Oznacza bezpośrednie niebezpieczeństwo.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem będzie
▶
kalectwo lub śmierć.
NIEBEZPIECZEŃSTWO!
Oznacza sytuację niebezpieczną.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być
▶
najcięższe obrażenia ciała lub śmierć.
OSTROŻNIE!
Oznacza sytuację potencjalnie szkodliwą.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być
▶
okaleczenia lub straty materialne.
WSKAZÓWKA!
Oznacza możliwość pogorszonych rezultatów pracy i uszkodzeń wyposażenia.
Informacje
ogólne
Urządzenie zostało zbudowane zgodnie z najnowszym stanem techniki oraz uznanymi zasadami bezpieczeństwa technicznego. Mimo to w przypadku błędnej
obsługi lub nieprawidłowego zastosowania istnieje niebezpieczeństwo:
odniesienia obrażeń lub śmiertelnych wypadków przez użytkownika lub osoby
-
trzecie,
uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
-
zmniejszenia wydajności urządzenia.
-
Wszystkie osoby, zajmujące się uruchomieniem, obsługą, konserwacją i utrzymywaniem sprawności technicznej urządzenia, muszą
posiadać odpowiednie kwalifikacje,
-
posiadać wiedzę na temat spawania oraz
-
zapoznać się z niniejszą instrukcją obsługi i dokładnie jej przestrzegać.
-
Instrukcję obsługi należy przechowywać wraz z urządzeniem. Jako uzupełnienie
do instrukcji obsługi obowiązują ogólne oraz miejscowe przepisy BHP i przepisy
dotyczące ochrony środowiska.
Wszystkie wskazówki dotyczące bezpieczeństwa i ostrzeżenia umieszczone na
urządzeniu należy
utrzymywać w czytelnym stanie;
-
chronić przed uszkodzeniami;
-
nie usuwać ich;
-
pilnować, aby nie były przykrywane, zaklejane ani zamalowywane.
-
Umiejscowienie poszczególnych wskazówek dotyczących bezpieczeństwa
i ostrzeżeń na urządzeniu przedstawiono w rozdziale instrukcji obsługi „Informacje ogólne”.
Usterki mogące wpłynąć na bezpieczeństwo użytkowania usuwać przed włączeniem urządzenia.
7
Page 8
Liczy się przede wszystkim bezpieczeństwo użytkownika!
Użytkowanie
zgodne z przeznaczeniem
Urządzenie nadaje się do wykonywania prac wyłącznie zgodnie z opisem zawartym w części o użytkowaniu zgodnym z przeznaczeniem.
Urządzenie jest przeznaczone wyłącznie do zastosowania z wykorzystaniem metod spawania podanych na tabliczce znamionowej.
Inne lub wykraczające poza takie użytkowanie jest traktowane jako niezgodne z
przeznaczeniem. Producent nie ponosi odpowiedzialności za szkody powstałe w
wyniku użytkowania niezgodnego z powyższym zaleceniem.
Do zastosowania zgodnego z przeznaczeniem zalicza się również:
zapoznanie się ze wszystkimi wskazówkami zawartymi w instrukcji obsługi
-
i ich przestrzeganie,
zapoznanie się ze wszystkimi zasadami bezpieczeństwa i ostrzeżeniami oraz
-
ich przestrzeganie,
przestrzeganie terminów przeglądów i czynności konserwacyjnych.
-
Nigdy nie używać urządzenia do czynności wymienionych poniżej:
rozmrażania rur,
-
ładowania akumulatorów/baterii,
-
uruchamiania silników.
-
Urządzenie zostało zaprojektowane z myślą o eksploatacji przemysłowej. Producent nie odpowiada za szkody, jakie mogą wyniknąć z użytkowania w obszarach
mieszkalnych.
Producent nie ponosi również odpowiedzialności za niezadowalające lub
niewłaściwe wyniki pracy.
Warunki otoczenia
Obowiązki użytkownika
Korzystanie z urządzenia lub jego przechowywanie poza przeznaczonym do tego
obszarem jest uznawane za niezgodne z przeznaczeniem. Producent nie ponosi
odpowiedzialności za szkody powstałe w wyniku użytkowania niezgodnego z powyższym zaleceniem.
Zakres temperatur powietrza otoczenia:
podczas pracy: od -10°C do +40°C (od 14°F do 104°F)
-
podczas transportu i przechowywania: od -20°C do +55°C (od -4°F do 131°F)
-
Wilgotność względna powietrza:
do 50% przy 40°C (104°F)
-
do 90% przy 20°C (68°F)
-
Powietrze otoczenia: wolne od pyłu, kwasów, gazów lub substancji korozyjnych.
Wysokość nad poziomem morza: maks. 2000 m (6561 ft. 8.16 in.)
Użytkownik zobowiązuje się zezwalać na pracę z użyciem urządzenia tylko osobom, które:
zapoznały się z podstawowymi przepisami BHP oraz zostały poinstruowane o
-
sposobie obsługi urządzenia,
przeczytały instrukcję obsługi, a zwłaszcza rozdział „Przepisy dotyczące bez-
-
pieczeństwa”, przyswoiły sobie ich treść i potwierdziły to swoim podpisem,
posiadają wykształcenie odpowiednie do wymagań związanych z wynikami
-
pracy.
8
Page 9

Należy regularnie kontrolować personel pod względem wykonywania pracy zgodnie z zasadami bezpieczeństwa.
PL
Obowiązki personelu
Wszystkie osoby, którym powierzono wykonywanie pracy przy użyciu urządzenia,
przed rozpoczęciem pracy zobowiązują się
przestrzegać podstawowych przepisów BHP,
-
przeczytać niniejszą instrukcję obsługi, a zwłaszcza rozdział „Przepisy do-
-
tyczące bezpieczeństwa” i potwierdzić swoim podpisem, że je zrozumiały i
będą ich przestrzegać.
Przed opuszczeniem stanowiska pracy upewnić się, że w trakcie nieobecności nie
istnieje żadne zagrożenie dla ludzi ani ryzyko strat materialnych.
Przyłącze siecio-weUrządzenia o wysokiej mocy mogą mieć wpływ na jakość energii elektrycznej w
sieci ze względu na duży prąd wejściowy.
Może to dotyczyć niektórych typów urządzeń, przyjmując postać:
ograniczeń w zakresie możliwości podłączenia,
-
-
wymagań dotyczących maks. dopuszczalnej impedancji sieci *),
-
wymagań dotyczących minimalnej wymaganej mocy zwarciowej *).
*)
zawsze na połączeniu z siecią publiczną
patrz Dane techniczne
W takim przypadku użytkownik lub osoba korzystająca z urządzenia muszą
sprawdzić, czy urządzenie może zostać podłączone, w razie potrzeby zasięgając
opinii u dostawcy energii elektrycznej.
WAŻNE! Zwracać uwagę na prawidłowe uziemienie przyłącza sieciowego!
Ochrona osób Prace związane z urządzeniem narażają operatora na liczne zagrożenia, np.:
iskrzenie, rozrzucanie gorących metalowych cząstek;
-
promieniowanie łuku spawalniczego szkodliwe dla oczu i dla skóry;
-
emitowanie szkodliwych pól elektromagnetycznych, mogących stanowić za-
-
grożenie dla życia osób z wszczepionym rozrusznikiem serca;
zagrożenie elektryczne stwarzane przez prąd z sieci i prąd spawania;
-
zwiększone natężenie hałasu;
-
emitowanie szkodliwych dymów spawalniczych i gazów.
-
Podczas wykonywania prac związanych z urządzeniem należy nosić odpowiednią
odzież ochronną. Odzież ochronna musi wykazywać następujące właściwości:
trudnopalna;
-
izolująca i sucha;
-
zakrywająca całe ciało, nieuszkodzona i w dobrym stanie;
-
kask ochronny;
-
spodnie bez mankietów.
-
9
Page 10

Odzież ochronna obejmuje między innymi:
ochronę oczu i twarzy za pomocą przyłbicy z zalecanym przepisami wkładem
-
filtrującym, chroniącym przed promieniami UV, wysoką temperaturą i iskrami;
noszenie pod przyłbicą zalecanych przepisami okularów ochronnych z osłoną
-
boczną;
noszenie sztywnego obuwia, izolującego również w przypadku wilgoci;
-
ochronę dłoni za pomocą odpowiednich rękawic (izolujących elektrycznie, z
-
ochroną przed poparzeniem);
stosowanie ochrony słuchu w celu zmniejszenia narażenia na hałas i ochrony
-
przed urazami.
W trakcie pracy wszystkie osoby z zewnątrz, a w szczególności dzieci, powinny
przebywać z dala od urządzenia i procesu spawania. Jeśli jednak w pobliżu przebywają osoby postronne:
Należy poinstruować je o istniejących zagrożeniach (oślepienia przez łuk spa-
-
walniczy, zranienia przez iskry, szkodliwe dla zdrowia gazy, hałas, możliwe zagrożenia powodowane przez prąd z sieci i prąd spawania, itp.).
Udostępnić odpowiednie środki ochrony lub
-
ustawić odpowiednie ścianki ochronne i zasłony.
-
Zagrożenie ze
względu na kontakt ze szkodliwymi gazami i
oparami
Dym powstający podczas spawania zawiera szkodliwe dla zdrowia gazy i opary.
Dym spawalniczy zawiera substancje, które według monografii 118 wydanej przez
International Agency for Research on Cancer wywołują raka.
Używać wyciągu punktowego i wyciągu w pomieszczeniu.
Jeśli to możliwe, używać palnika spawalniczego ze zintegrowanym wyciągiem.
Trzymać głowę z dala od powstającego dymu spawalniczego i gazów.
Powstającego dymu oraz szkodliwych gazów
nie wdychać,
-
odsysać je z obszaru roboczego za pomocą odpowiednich urządzeń.
-
Zadbać o doprowadzenie świeżego powietrza w wystarczającej ilości. Zadbać o to,
aby zawsze był zapewniony przepływ powietrza na poziomie co najmniej 20 m³ na
godzinę.
W przypadku niedostatecznej wentylacji stosować przyłbicę spawalniczą z doprowadzeniem powietrza.
Jeśli istnieją wątpliwości co do tego, czy wydajność odciągu jest wystarczająca,
należy porównać zmierzone wartości emisji substancji szkodliwych z dozwolonymi
wartościami granicznymi.
Za stopień szkodliwości dymu spawalniczego odpowiedzialne są między innymi
następujące składniki:
metale stosowane w elemencie spawanym;
-
elektrody;
-
powłoki;
-
środki czyszczące, odtłuszczacze itp.;
-
stosowany proces spawania.
-
10
Dlatego też należy uwzględnić odpowiednie karty charakterystyki materiałów i
podane przez producenta informacje na temat wymienionych składników.
Zalecenia dotyczące scenariuszy narażenia, środków zarządzania ryzykiem i identyfikowania warunków roboczych można znaleźć na stronie internetowej European Welding Association w sekcji Health & Safety (https://european-welding.org).
Palne pary (na przykład pary z rozpuszczalników) nie mogą mieć kontaktu z obszarem promieniowania łuku spawalniczego.
Page 11

Jeśli nie są prowadzone prace spawalnicze, należy zamknąć zawór butli z gazem
ochronnym lub główny dopływ gazu.
PL
Niebezpieczeństwo wywołane iskrzeniem
Zagrożenia stwarzane przez prąd
z sieci i prąd spawania
Iskry mogą stać się przyczyną pożarów i eksplozji.
Nigdy nie spawać w pobliżu palnych materiałów.
Materiały palne muszą być oddalone co najmniej o 11 metrów (36 ft. 1.07 in.) od
łuku spawalniczego lub należy je przykryć odpowiednią osłoną.
Przygotować odpowiednią, atestowaną gaśnicę.
Iskry oraz gorące elementy metalowe mogą przedostać się do otoczenia również
przez małe szczeliny i otwory. Należy zastosować odpowiednie środki, aby zapobiec niebezpieczeństwu zranienia lub pożaru.
Nie wykonywać spawania w obszarach zagrożonych pożarem lub eksplozją oraz
przy zamkniętych zbiornikach, beczkach lub rurach, jeśli nie są one przygotowane
zgodnie z odpowiednimi normami krajowymi i międzynarodowymi.
Nie wolno spawać w pobliżu zbiorników, w których przechowywane są lub były gazy, paliwa, oleje mineralne itp. Ich pozostałości stwarzają niebezpieczeństwo eksplozji.
Porażenie prądem elektrycznym jest zasadniczo groźne dla życia i może spowodować śmierć.
W obrębie urządzenia i poza nim nie dotykać żadnych części, które przewodzą
prąd elektryczny.
W przypadku spawania MIG/MAG i TIG napięcie jest przewodzone również przez
drut spawalniczy, szpulę drutu, rolki podające oraz wszystkie elementy metalowe,
które są połączone z drutem spawalniczym.
Podajnik drutu należy zawsze ustawiać na odpowiednio izolowanym podłożu lub
też stosować odpowiedni, izolowany uchwyt podajnika drutu.
Aby zapewnić odpowiednią ochronę sobie i innym osobom, zastosować suchą
podkładkę lub też osłonę izolującą odpowiednio od potencjału ziemi albo masy.
Podkładka lub pokrywa musi zakrywać cały obszar między ciałem a potencjałem
ziemi lub masy.
Wszystkie kable i przewody muszą być kompletne, nieuszkodzone, zaizolowane i
o odpowiednich parametrach. Luźne połączenia, przepalone, uszkodzone lub niedostosowane parametrami kable i przewody należy niezwłocznie wymienić.
Przed każdym użyciem ręcznie sprawdzić solidność połączeń elektrycznych.
W przypadku kabli zasilających z wtykiem bagnetowym należy obrócić kabel o co
najmniej 180° wokół osi wzdłużnej i naprężyć.
Nie owijać kabli i przewodów wokół ciała ani wokół części ciała.
Elektrody (elektrody topliwej, elektrody wolframowej, drutu spawalniczego itp.)
nie należy nigdy zanurzać w cieczach w celu ochłodzenia,
-
nigdy nie dotykać przy włączonym źródle spawalniczym.
-
Między elektrodami dwóch źródeł spawalniczych może wystąpić np. zdublowane
napięcie trybu pracy jałowej źródła spawalniczego. W przypadku jednoczesnego
dotknięcia potencjałów obu elektrod, w pewnych warunkach może wystąpić zagrożenie dla życia.
11
Page 12

Należy regularnie zlecać wykwalifikowanym elektrykom sprawdzanie kabla zasilania pod kątem prawidłowego działania przewodu ochronnego.
Urządzenia klasy ochrony I do prawidłowego działania potrzebują sieci z przewodem ochronnym i systemu wtykowego ze stykiem przewodu ochronnego.
Użytkowanie urządzenia w sieci bez przewodu ochronnego i gniazda bez styku
przewodu ochronnego jest dozwolone wyłącznie wtedy, gdy przestrzega się
wszystkich krajowych przepisów dotyczących rozłączenia ochronnego.
W innym przypadku jest to traktowane jako rażące zaniedbanie. Producent nie
ponosi odpowiedzialności za powstałe w wyniku tego szkody.
W razie potrzeby zadbać o odpowiednie uziemienie elementu spawanego za pomocą odpowiednich środków.
Wyłączać nieużywane urządzenia.
Podczas prac na wysokości stosować uprząż zabezpieczającą przed upadkiem.
Przed przystąpieniem do prac przy urządzeniu wyłączyć urządzenie i wyjąć
wtyczkę zasilania.
Urządzenie należy zabezpieczyć przed włożeniem wtyczki zasilania i ponownym
włączeniem za pomocą czytelnej i zrozumiałej tabliczki ostrzegawczej.
Po otwarciu urządzenia:
Rozładować wszystkie elementy, gromadzące ładunki elektryczne.
-
Upewnić się, że żadne podzespoły urządzenia nie są pod napięciem.
-
Błądzące prądy
spawania
Jeśli konieczne jest przeprowadzenie prac dotyczących części przewodzących
napięcie elektryczne, należy poprosić o pomoc drugą osobę, która w odpowiednim czasie wyłączy urządzenie wyłącznikiem głównym.
W przypadku nieprzestrzegania przedstawionych poniżej zaleceń możliwe jest
powstawanie błądzących prądów spawania, które mogą spowodować następujące
zagrożenia:
Niebezpieczeństwo pożaru
-
Przegrzanie elementów połączonych z elementem spawanym
-
Zniszczenie przewodów ochronnych
-
Uszkodzenie urządzenia oraz innych urządzeń elektrycznych
-
Zadbać o odpowiednie połączenie zacisku przyłączeniowego z elementem spawanym.
Zamocować zacisk przyłączeniowy elementu spawanego w miarę możliwości jak
najbliżej spawanego miejsca.
Urządzenie ustawić z wystarczającą izolacją od przewodzącego elektrycznie otoczenia, na przykład izolacja od przewodzącego podłoża lub izolacja od przewodzących stelaży.
W przypadku zastosowania rozdzielaczy prądowych, uchwytów z podwójną
głowicą itp. należy przestrzegać poniższych zaleceń: Również elektrody nieużywanego uchwytu spawalniczego / uchwytu elektrody przewodzą potencjał. Zadbać o
odpowiednią izolację miejsca składowania nieużywanego obecnie uchwytu spawalniczego / uchwytu elektrody.
12
W zautomatyzowanych zastosowaniach MIG/MAG drut elektrodowy prowadzić
do podajnika drutu w pełnej izolacji od zasobnika drutu spawalniczego, dużej
szpuli lub szpuli zwykłej.
Page 13
Klasyfikacja
kompatybilności
elektromagnetycznej urządzeń
(EMC)
Urządzenia klasy emisji A:
przewidziane do użytku wyłącznie na obszarach przemysłowych,
-
na innych obszarach mogą powodować zakłócenia przenoszone po przewo-
-
dach lub na drodze promieniowania.
Urządzenia klasy emisji B:
spełniają wymagania dotyczące emisji na obszarach mieszkalnych i prze-
-
mysłowych. Dotyczy to również obszarów mieszkalnych zaopatrywanych w
energię z publicznej sieci niskonapięciowej.
Klasyfikacja kompatybilności elektromagnetycznej urządzeń wg tabliczki znamionowej lub danych technicznych
PL
Środki zapewniające kompatybilność elektromagnetyczną
W szczególnych przypadkach, mimo przestrzegania wartości granicznych emisji
wymaganych przez normy, w przewidzianym obszarze zastosowania mogą
wystąpić nieznaczne zakłócenia (np., gdy w pobliżu miejsca ustawienia znajdują
się czułe urządzenia lub miejsce ustawienia znajduje się w pobliżu odbiorników radiowych i telewizyjnych).
W takim przypadku użytkownik jest zobowiązany do podjęcia odpowiednich
działań, zapobiegających tym zakłóceniom.
Odporność na zakłócenia instalacji znajdujących się w otoczeniu urządzenia należy sprawdzić i określić w oparciu o uregulowania krajowe i międzynarodowe.
Przykłady instalacji podatnych na zakłócenia, które mogą być spowodowane
przez urządzenie:
urządzenia zabezpieczające;
-
przewody sieciowe, do transmisji sygnałów i danych;
-
urządzenia do elektronicznego przetwarzania danych i urządzenia telekomu-
-
nikacyjne;
urządzenia do pomiarów i kalibracji.
-
Środki pomocnicze, umożliwiające uniknięcie problemów z kompatybilnością
elektromagnetyczną:
Zasilanie sieciowe
1.
W przypadku wystąpienia zakłóceń elektromagnetycznych mimo pra-
-
widłowego połączenia z siecią należy zastosować dodatkowe środki (np.
użyć odpowiedniego filtra sieciowego).
Przewody prądowe
2.
powinny być jak najkrótsze;
-
muszą przebiegać blisko siebie (również w celu uniknięcia problemów
-
EMF);
należy ułożyć z dala od innych przewodów.
-
Wyrównanie potencjałów
3.
Uziemienie elementu spawanego
4.
W razie konieczności wykonać połączenie uziemiające za pośrednictwem
-
odpowiednich kondensatorów.
Ekranowanie, w razie potrzeby
5.
Ekranować inne urządzenia w otoczeniu
-
Ekranować całą instalację spawalniczą
-
13
Page 14
Środki zapobiegania zakłóceniom elektromagnetycznym
Pola elektromagnetyczne mogą powodować nieznane dotychczas zagrożenia dla
zdrowia:
w następstwie oddziaływania na zdrowie osób znajdujących się w pobliżu, np.
-
używających rozruszników serca lub aparatów słuchowych
użytkownicy rozruszników serca powinni zasięgnąć porady lekarza, zanim
-
będą przebywać w bezpośrednim pobliżu urządzenia oraz procesu spawania
ze względów bezpieczeństwa odstępy pomiędzy przewodami prądowymi oraz
-
głowicą/kadłubem spawarki powinny być jak największe
nie nosić przewodu prądowego i pakietu przewodów na ramieniu i nie owijać
-
ich wokół ciała lub części ciała
Miejsca
szczególnych zagrożeń
Nie zbliżać dłoni, włosów, części odzieży ani narzędzi do ruchomych elementów,
np.:
wentylatorów,
-
kół zębatych,
-
rolek,
-
wałków,
-
szpul drutu oraz drutów spawalniczych.
-
Nie sięgać dłonią w obszar pracy obracających się kół zębatych napędu drutu, ani
też w obszar pracy obracających się części napędu.
Pokrywy i elementy boczne można otwierać i zdejmować tylko na czas wykonywania czynności konserwacyjnych i napraw.
Podczas eksploatacji:
Upewnić się, czy wszystkie pokrywy są zamknięte, a wszystkie elementy bocz-
-
ne prawidłowo zamontowane.
Wszystkie pokrywy i elementy boczne muszą być zamknięte.
-
Wysuwanie drutu spawalniczego z uchwytu spawalniczego oznacza duże ryzyko
obrażeń ciała (przebicia dłoni, zranienia twarzy i oczu, itp.).
Z tego względu uchwyt spawalniczy należy trzymać stale z dala od ciała (urządzenia z podajnikiem drutu) i stosować odpowiednie okulary ochronne.
Nie dotykać elementu zgrzewanego podczas zgrzewania i bezpośrednio po jego
zakończeniu — niebezpieczeństwo oparzenia.
14
Ze stygnących elementów zgrzewanych może odpryskiwać żużel. Dlatego też
również podczas obróbki dodatkowej elementów zgrzewanych stosować zalecane
przepisami środki ochrony i zadbać o wystarczającą ochronę innych osób.
Należy zostawić uchwyt spawalniczy oraz inne elementy wyposażenia o wysokiej
temperaturze roboczej do ostygnięcia, zanim przeprowadzi się na nich jakiekolwiek prace.
W pomieszczeniach zagrożonych pożarem lub eksplozją obowiązują specjalne
przepisy
— przestrzegać odpowiednich przepisów krajowych i międzynarodowych.
Źródła energii, przeznaczone do pracy w przestrzeniach o podwyższonym zagrożeniu elektrycznym (np. kotłach), muszą być oznaczone znakiem bezpieczeństwa (Safety). Źródło energii nie może się jednak znajdować w takich pomieszczeniach.
Niebezpieczeństwo oparzenia przez wyciekający płyn chłodzący. Przed rozłączeniem przyłączy dopływu i odpływu płynu chłodzącego wyłączyć chłodnicę.
Page 15
Podczas stosowania płynu chłodzącego przestrzegać informacji zawartych w karcie charakterystyki bezpieczeństwa płynu chłodzącego. Kartę charakterystyki
bezpieczeństwa płynu chłodzącego można otrzymać w punkcie serwisowym lub
za pośrednictwem strony internetowej producenta.
Do transportu urządzeń przy użyciu żurawi stosować tylko odpowiedni osprzęt,
dostarczony przez producenta.
Zaczepiać łańcuchy lub liny odpowiedniego osprzętu do transportu we
-
wszystkich przewidzianych do tego celu punktach zaczepienia.
Łańcuchy i liny mogą być odchylone od pionu tylko o niewielki kąt.
-
Usunąć butlę z gazem i podajnik drutu (urządzenia MIG/MAG oraz TIG).
-
W przypadku zawieszenia podajnika drutu do żurawia podczas spawania, należy
zawsze stosować odpowiednie, izolujące zaczepy do zawieszania podajnika drutu
(urządzenia MIG/MAG i TIG).
Jeśli urządzenie jest wyposażone w pasek lub uchwyt do przenoszenia, służy on
wyłącznie do jego ręcznego transportu. Pasek do przenoszenia ręcznego nie nadaje się do transportu żurawiem, wózkiem widłowym i innymi mechanicznymi
urządzeniami podnośnikowymi.
Wszystkie elementy mocujące (pasy, sprzączki, łańcuchy itd.), które będą używane razem z urządzeniem lub jego podzespołami, poddawać regularnej kontroli
(np. pod kątem uszkodzeń mechanicznych, korozji lub zmian wywołanych innymi
wpływami środowiskowymi).
Okresy przeprowadzania kontroli oraz ich zakres muszą odpowiadać przynajmniej
obowiązującym normom i dyrektywom krajowym.
PL
Wymogi dotyczące gazu
osłonowego
Niebezpieczeństwo stwarzane przez butle z gazem
ochronnym
Niebezpieczeństwo niezauważonego wycieku bezbarwnego i bezwonnego gazu
osłonowego w przypadku zastosowania adaptera do przyłącza gazu osłonowego.
Gwint adaptera do przyłącza gazu osłonowego po stronie urządzenia należy
przed montażem uszczelnić za pomocą taśmy teflonowej.
Zanieczyszczenie gazu osłonowego może spowodować uszkodzenia wyposażenia
i obniżenie jakości spawania, w szczególności w przypadku stosowania przewodów
pierścieniowych.
Konieczne jest spełnienie niżej wymienionych wymogów dotyczących jakości gazu
osłonowego:
rozmiar cząstek stałych < 40 µm,
-
ciśnieniowy punkt rosy < -20°C,
-
maks. zawartość oleju < 25 mg/m³.
-
W razie potrzeby użyć filtrów!
Butle z gazem ochronnym zawierają znajdujący się pod ciśnieniem gaz i w przypadku uszkodzenia mogą wybuchnąć. Ponieważ butle z gazem ochronnym stanowią element wyposażenia spawalniczego, należy obchodzić się z nimi bardzo
ostrożnie.
Butle ze sprężonym gazem ochronnym należy chronić przed zbyt wysoką temperaturą, uderzeniami mechanicznymi, żużlem, otwartym ogniem, iskrami i łukiem
spawalniczym.
Butle z gazem ochronnym należy montować w pozycji pionowej i mocować zgodnie z instrukcją, aby nie mogły spaść.
Trzymać butle z gazem ochronnym z dala od obwodów spawalniczych lub też innych obwodów elektrycznych.
15
Page 16

Nigdy nie zawieszać palnika spawalniczego na butli z gazem ochronnym.
Nigdy nie dotykać butli z gazem ochronnym elektrodą.
Niebezpieczeństwo wybuchu — nigdy nie spawać w pobliżu butli z gazem ochronnym, znajdującej się pod ciśnieniem.
Zawsze należy używać butli z gazem ochronnym odpowiedniej dla danego zastosowania oraz dostosowanego, odpowiedniego wyposażenia (regulatora, przewodów, złączek itp.). Używać butli z gazem ochronnym oraz wyposażenia tylko w
dobrym stanie technicznym.
W przypadku otwarcia zaworu butli z gazem ochronnym należy odsunąć twarz od
wylotu.
Jeśli nie są prowadzone prace spawalnicze, zawór butli z gazem ochronnym należy zamknąć.
Jeśli butla z gazem ochronnym nie jest podłączona, kapturek należy pozostawić
na zaworze butli.
Stosować się do zaleceń producenta oraz odpowiednich przepisów krajowych i
międzynarodowych, dotyczących butli z gazem ochronnym oraz elementów wyposażenia.
Niebezpieczeństwo stwarzane przez
wypływający gaz
ochronny
Środki bezpieczeństwa w normalnym trybie
pracy
Niebezpieczeństwo uduszenia przez niekontrolowany wypływ gazu ochronnego
Gaz ochronny jest bezbarwny i bezwonny, a w przypadku wypływu może wyprzeć
tlen z powietrza otoczenia.
Zapewnić wystarczający dopływ świeżego powietrza — przepływ na poziomie
-
co najmniej 20 m³ na godzinę.
Przestrzegać instrukcji bezpieczeństwa i konserwacji butli z gazem ochron-
-
nym lub głównego dopływu gazu.
Jeśli nie są prowadzone prace spawalnicze, należy zamknąć zawór butli z ga-
-
zem ochronnym lub główny dopływ gazu.
Przed każdym uruchomieniem skontrolować butlę z gazem ochronnym lub
-
główny dopływ gazu pod kątem niekontrolowanego wypływu gazu.
Urządzenie może być eksploatowane tylko wtedy, gdy wszystkie urządzenia zabezpieczające są w pełni sprawne. Jeśli urządzenia zabezpieczające nie są w pełni
sprawne, występuje niebezpieczeństwo:
odniesienia obrażeń lub śmiertelnych wypadków przez użytkownika lub osoby
-
trzecie,
uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
-
zmniejszenia wydajności urządzenia.
-
Urządzenia zabezpieczające, które nie są w pełni sprawne, należy naprawić przed
włączeniem urządzenia.
16
Nigdy nie demontować ani nie wyłączać urządzeń zabezpieczających.
Przed włączeniem urządzenia upewnić się, czy nie stanowi ono dla nikogo zagrożenia.
Co najmniej raz w tygodniu sprawdzać urządzenie pod kątem widocznych z
zewnątrz uszkodzeń i sprawności działania urządzeń zabezpieczających.
Butlę z gazem ochronnym należy zawsze dobrze mocować i zdejmować podczas
transportu z użyciem żurawia.
Page 17

Ze względu na właściwości (przewodność elektryczna, ochrona przed zamarzaniem, tolerancja materiałowa, palność itp.), do użytku w naszych urządzeniach
nadają się tylko oryginalne płyny chłodzące producenta.
Stosować tylko odpowiednie, oryginalne płyny chłodzące producenta.
Nie mieszać oryginalnego płynu chłodzącego producenta z innymi płynami
chłodzącymi.
Do obiegu chłodnicy podłączać wyłącznie komponenty systemu producenta.
Jeśli w następstwie zastosowania innych komponentów systemu lub innego płynu
chłodzącego powstaną szkody, producent nie ponosi za nie odpowiedzialności, a
ponadto tracą ważność wszelkie roszczenia z tytułu gwarancji.
Płyn Cooling Liquid FCL 10/20 nie jest łatwopalny. Płyn chłodzący na bazie etanolu może być palny w określonych warunkach. Płyn chłodzący należy transportować tylko w zamkniętych, oryginalnych pojemnikach i trzymać z dala od źródeł
ognia.
Zużyty płyn chłodzący należy zutylizować w fachowy sposób zgodnie z przepisami krajowymi i międzynarodowymi. Kartę charakterystyki bezpieczeństwa płynu
chłodzącego można otrzymać w punkcie serwisowym lub za pośrednictwem strony internetowej producenta.
W ostygniętym urządzeniu, przed każdorazowym rozpoczęciem spawania sprawdzić poziom płynu chłodzącego.
PL
Uruchamianie,
konserwacja i naprawa
Kontrola zgodności z wymogami bezpieczeństwa technicznego
W przypadku części obcego pochodzenia nie ma gwarancji, że zostały wykonane i
skonstruowane zgodnie z wymogami w zakresie ich wytrzymałości i bezpieczeństwa.
Stosować wyłącznie oryginalne części zamienne i elementy ulegające zużyciu
-
(obowiązuje również dla części znormalizowanych).
Dokonywanie wszelkich zmian w zakresie budowy urządzenia bez zgody pro-
-
ducenta jest zabronione.
Elementy wykazujące zużycie należy niezwłocznie wymieniać.
-
Przy zamawianiu należy podać dokładną nazwę oraz numer artykułu wg listy
-
części zamiennych, jak również numer seryjny posiadanego urządzenia.
Śruby obudowy mają połączenie z przewodem ochronnym zapewniającym uziemienie elementów obudowy.
Należy zawsze używać oryginalnych śrub obudowy w odpowiedniej liczbie,
dokręcając je podanym momentem.
Producent zaleca, aby przynajmniej co 12 miesięcy zlecać przeprowadzenie kontroli zgodności z wymogami bezpieczeństwa technicznego.
W tym samym okresie 12 miesięcy producent zaleca również kalibrację źródeł
prądu spawalniczego.
Zalecana jest kontrola zgodności z wymogami bezpieczeństwa technicznego
przez uprawnionego elektryka:
po dokonaniu modyfikacji;
-
po rozbudowie lub przebudowie;
-
po wykonaniu naprawy, czyszczenia lub konserwacji;
-
przynajmniej co 12 miesięcy.
-
Podczas kontroli zgodności z wymogami bezpieczeństwa technicznego należy
przestrzegać odpowiednich krajowych i międzynarodowych norm i dyrektyw.
17
Page 18

Dokładniejsze informacje na temat kontroli zgodności z wymogami bezpieczeństwa technicznego oraz kalibracji można uzyskać w najbliższym punkcie serwisowym. Udostępni on na życzenie wszystkie niezbędne dokumenty.
Utylizacja Stare urządzenia elektryczne i elektroniczne podlegają obowiązkowi selektywnej
zbiórki i recyklingu zgodnie z Dyrektywą Europejską i przepisami krajowymi.
Zużyty sprzęt należy zwrócić u sprzedawcy lub korzystając z lokalnego, autoryzowanego systemu zbiórki i utylizacji odpadów. Prawidłowa utylizacja starego
sprzętu pozwala na odzyskanie cennych materiałów wtórnych. Zignorowanie tej
informacji może mieć potencjalnie szkodliwe skutki dla zdrowia i środowiska naturalnego.
Materiały opakowaniowe
Selektywna zbiórka odpadów. Proszę zapoznać się z przepisami obowiązującymi
w Państwa gminie. Zgnieść karton przed wyrzuceniem, aby zmniejszyć jego
objętość.
Znak bezpieczeństwa
Bezpieczeństwo
danych
Prawa autorskie Wszelkie prawa autorskie w odniesieniu do niniejszej instrukcji obsługi należą do
Urządzenia z oznaczeniem CE spełniają wymagania dyrektyw dotyczących
urządzeń niskonapięciowych i kompatybilności elektromagnetycznej (np. odpowiednie normy dotyczące produktów, z serii norm EN 60 974).
Fronius International GmbH oświadcza, że urządzenie spełnia wymogi dyrektywy
2014/53/UE. Pełny tekst deklaracji zgodności UE jest dostępny pod
następującym adresem internetowym: http://www.fronius.com
Urządzenia oznaczone znakiem atestu CSA spełniają wymagania najważniejszych
norm Kanady i USA.
Za zabezpieczenie danych o zmianach w zakresie ustawień fabrycznych odpowiada użytkownik. W wypadku skasowania ustawień osobistych użytkownika producent nie ponosi odpowiedzialności.
producenta.
Tekst oraz ilustracje odpowiadają stanowi technicznemu w momencie oddania instrukcji do druku. Zastrzega się możliwość wprowadzenia zmian. Treść instrukcji
obsługi nie może być podstawą do roszczenia jakichkolwiek praw ze strony nabywcy. Będziemy wdzięczni za udzielanie wszelkich wskazówek i informacji o
błędach znajdujących się w instrukcji obsługi.
18
Page 19

Informacje ogólne
19
Page 20

20
Page 21

Informacje ogólne
PL
Koncepcja
urządzenia
Zasada działania Centralny zespół sterujący i regulacyjny źródeł prądu spawania jest połączony
z cyfrowym procesorem sygnałowym. Centralny zespół sterujący i regulacyjny
oraz procesor sygnałowy sterują całym procesem spawania.
Podczas procesu spawania mierzone są na bieżąco dane rzeczywiste, co wiąże się
z natychmiastową reakcją na zmiany. Algorytmy regulacji zapewniają, że utrzymywany jest oczekiwany stan zadany.
Źródła prądu spawalniczego TransSteel
(TSt) 2700c i 3500c to całkowicie cyfrowe, sterowane mikroprocesorowo,
inwerterowe źródła prądu spawalniczego.
Modułowa konstrukcja i możliwość
łatwego rozszerzenia systemu zapewniają dużą elastyczność. Urządzenia
zostały zaprojektowane z przeznaczeniem do spawania stali.
Wszystkie urządzenia są zaprojektowane do następujących metod spawania:
Spawanie MIG/MAG
-
Spawanie ręczne elektrodą otuloną
-
Obszary zastosowań
Urządzenie jest wyposażone w funkcję bezpieczeństwa „Ograniczenie limitu mocy”. Dzięki temu możliwa jest eksploatacja źródła prądu spawania z limitem mocy,
bez negatywnego wpływu na bezpieczeństwo procesu.
Skutkuje to:
precyzją procesu spawania,
-
wysoką powtarzalnością wszystkich wyników,
-
doskonałymi właściwościami spawania.
-
Urządzenia używane są do zastosowań przemysłowych: ręcznych i zautomatyzowanych do spawania klasycznej stali, blach ocynkowanych.
Obszar zastosowania źródeł prądu spawalniczego TSt 2700c to głównie spawanie
cienkich blach stalowych (lekkich konstrukcji stalowych). Do typowych obszarów
zastosowania zaliczają się naprawy, konserwacje oraz montaż w stoczniach,
zakładach przemysłu motoryzacyjnego, warsztatach lub przemyśle meblarskim.
Ze względu na swoją klasę mocy, źródła prądu spawalniczego TSt 2700c lokują
się między zastosowaniem w sektorze drobnej wytwórczości / rzemiosła a zastosowaniami przemysłowymi.
Źródła prądu spawalniczego TSt 3500c zostały skonstruowane z myślą o
następujących zastosowaniach:
produkcja maszyn i aparatury,
-
konstrukcje stalowe,
-
budowa instalacji i zbiorników,
-
konstrukcje metalowe i bramy,
-
produkcja pojazdów szynowych,
-
21
Page 22

Ostrzeżenia na
40,0006,3035
inside
urządzeniu
Na źródłach spawalniczych znajdują się następujące wskazówki ostrzegawcze
oraz symbole bezpieczeństwa. Zabronione jest usuwanie lub zamalowywanie
wskazówek ostrzegawczych i symboli bezpieczeństwa. Wskazówki oraz symbole
ostrzegają przed nieprawidłową obsługą, która mogłaby skutkować poważnymi
obrażeniami ciała i powodować straty materialne.
22
Spawanie jest niebezpieczne. Koniecznie spełnić następujące warunki podstawowe:
Spawacz musi posiadać wystarczające kwalifikacje.
-
Posiadać odpowiednie wyposażenie ochronne.
-
Osoby postronne muszą zachować bezpieczną odległość.
-
Z opisanych funkcji można korzystać dopiero po dokładnym zapoznaniu się
z następującymi dokumentami:
Page 23

tą instrukcją obsługi;
-
wszystkimi instrukcjami obsługi komponentów systemu, w szczególności
-
przepisami dotyczącymi bezpieczeństwa.
PL
23
Page 24

Komponenty systemu
(1)
(2)
(3)
(4)
(5)
Informacje
ogólne
Bezpieczeństwo
Przegląd
Źródła prądu spawalniczego mogą być używane z różnymi elementami systemowymi i opcjami. W zależności od obszaru zastosowania źródeł prądu spawalniczego można w ten sposób optymalizować procedury, upraszczać czynności robocze
lub obsługę.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
24
TSt 2700c
(1) Palnik spawalniczy
(2) Stabilizacja uchwytu butli z gazem
(3) Źródło prądu spawalniczego
(4) Wózek oraz uchwyt butli gazowej
(5) Kable masy i elektrody
Page 25

(1)
(2)
(3)
(4)
(5)
(6)
TSt 3500c
(1) Palnik spawalniczy
(2) Stabilizacja uchwytu butli z gazem
(3) Źródło prądu spawalniczego
PL
(4) Chłodnica
Tylko w przypadku TSt 3500c
(5) Wózek oraz uchwyt butli gazowej
(6) Kable masy i elektrody
25
Page 26
Opcje
VRD: Funkcja zabezpieczająca
Voltage Reduction Device (VRD) jest opcjonalnym wyposażeniem służącym do redukcji napięcia. Zastosowanie VRD jest zalecane w warunkach, w których podczas
spawania łukowego występuje podwyższone ryzyko porażenia elektrycznego lub
wypadków spowodowanych prądem elektrycznym:
przez niską rezystancję ciała spawacza,
-
przez znaczne ryzyko wystawienia spawacza na kontakt z elementem spawa-
-
nym lub inną częścią obwodu spawalniczego.
Niska rezystancja ciała może wystąpić wskutek:
obecności wody w otoczeniu;
-
obecności wilgoci;
-
obecności wysokiej temperatury, zwłaszcza w przypadku temperatur otocze-
-
nia powyżej 32°C (89.6°F).
W mokrych, wilgotnych lub gorących miejscach, wilgoć lub pot mogą znacznie
obniżyć rezystancję skóry oraz rezystancję izolacji wyposażenia ochronnego
i odzieży.
Takimi otoczeniami mogą być:
prowizoryczne nasypy budowlane służące osuszaniu określonych obszarów
-
placu budowlanego w czasie trwania budowy (koferdamy);
rowy;
-
kopalnie;
-
deszcze;
-
obszary częściowo pokryte wodą;
-
strefy rozpryskiwania wody.
-
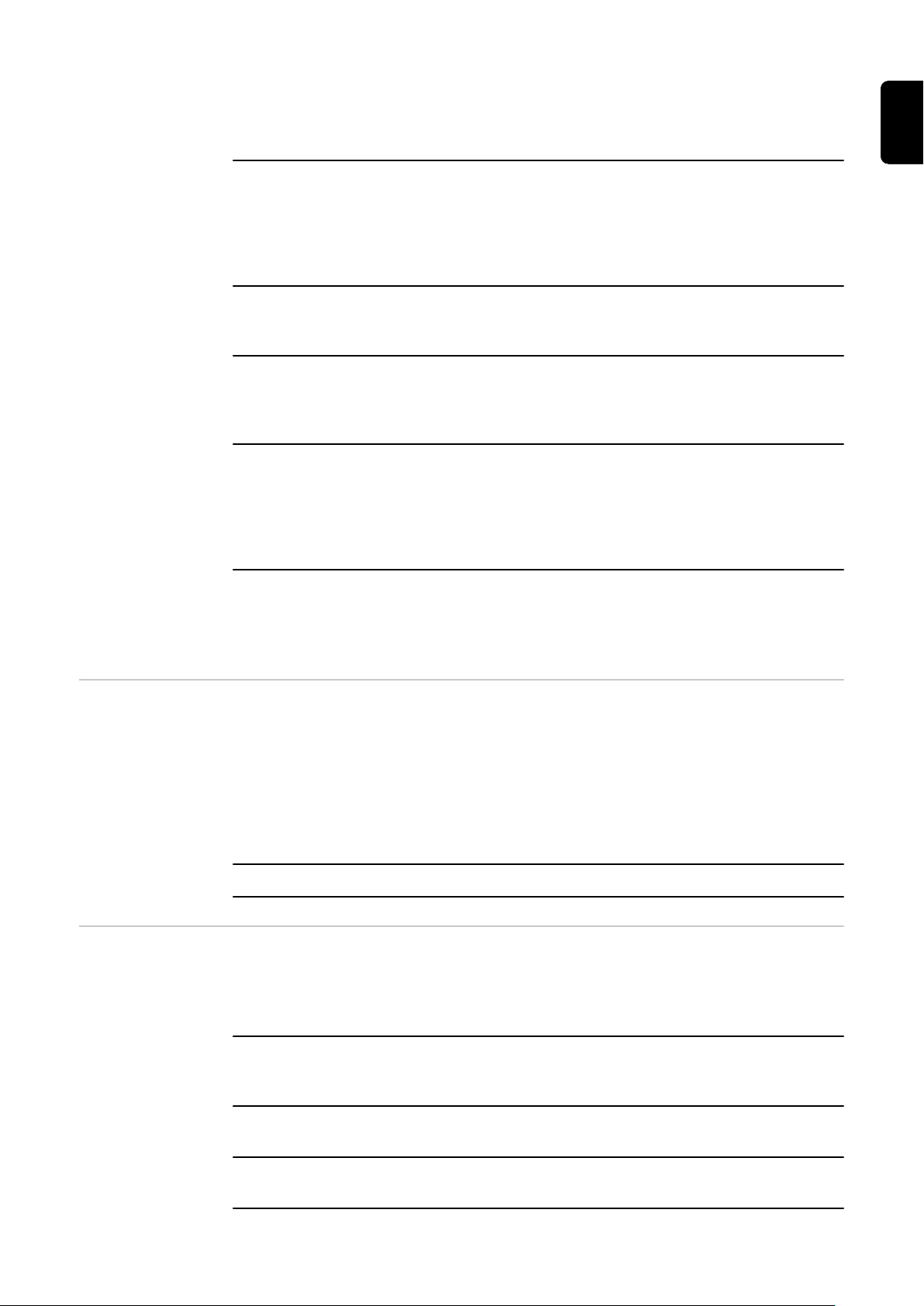
VRD: Zasada
bezpieczeństwa
Opcja VRD obniża napięcie między elektrodą a elementem spawanym. W stanie
bezpiecznym wskaźnik aktualnie wybranej metody spawania świeci światłem
ciągłym. Stan bezpieczny jest definiowany następująco:
W trybie pracy jałowej napięcie wyjściowe jest ograniczone do maks. 35 V.
-
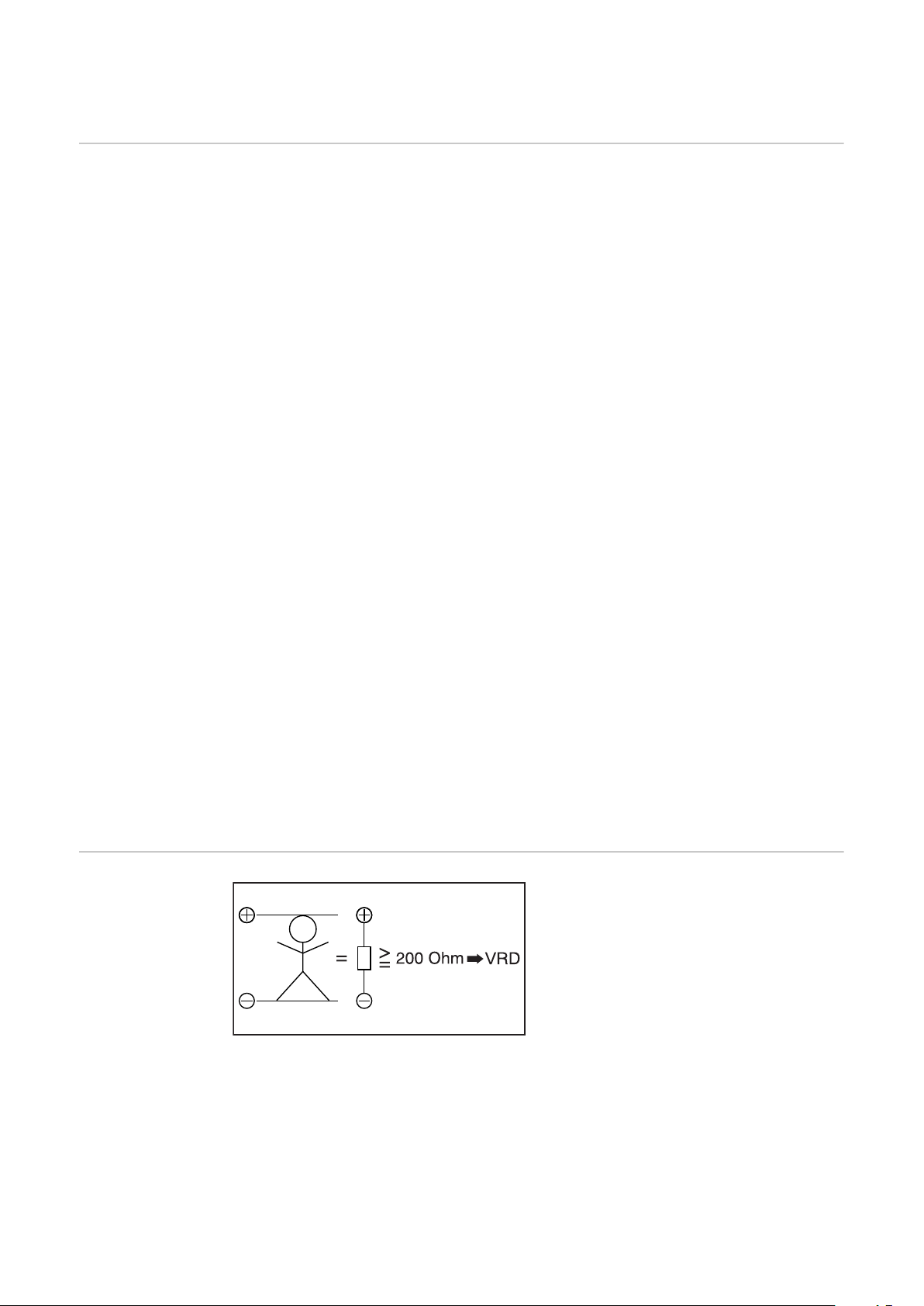
Dopóki aktywny jest tryb spawania (rezystancja obwodu spawania < 200 Ω),
wskaźnik aktualnie wybranej metody spawania miga i napięcie wyjściowe może
przekraczać wartość 35 V.
Rezystancja obwodu spawania jest
wyższa niż minimalna rezystancja ciała
(wyższa lub równa 200 Ω):
VRD jest aktywne.
-
Napięcie trybu pracy jałowej jest
-
ograniczone do 35 V.
Niezamierzony kontakt z na-
-
pięciem wyjściowym nie stanowi
zagrożenia.
26
Page 27
Rezystancja obwodu spawania jest
niższa niż minimalna rezystancja ciała
(niższa niż 200 Ω):
VRD jest nieaktywne.
-
Brak ograniczenia napięcia wyjścio-
-
wego w celu zapewnienia wystarczającej mocy spawania.
Przykład: początek spawania
-
Dotyczy trybu spawania ręcznego elektrodą otuloną:
w czasie 0,3 s po zakończeniu spawania:
VRD jest ponownie aktywne.
-
Przywrócone jest ograniczenie napięcia wyjściowego do 35 V.
-
PL
27
Page 28

28
Page 29
Elementy obsługi oraz przyłącza
29
Page 30

30
Page 31

Panel obsługowy Synergic Central
PL
Informacje
ogólne
Bezpieczeństwo
Panel obsługi ma strukturę logiczną, wyprowadzoną z funkcji. Poszczególne parametry, niezbędne do spawania, można w łatwy sposób
wybierać za pomocą przycisków
-
zmieniać za pomocą przycisków lub pokrętła regulacyjnego,
-
wyświetlać podczas spawania na wyświetlaczu cyfrowym.
-
Za pomocą panelu obsługowego Synergic, na podstawie danych ogólnych, takich
jak grubość blachy, spoiwo, średnica drutu oraz gaz ochronny, źródło prądu spawalniczego oblicza optymalne ustawienia parametrów spawania. Dzięki temu w
każdej chwili można skorzystać z zapisanej wiedzy eksperckiej. W każdej chwili
można wprowadzić ręczne korekty. W ten sam sposób panel obsługowy Synergic
wspomaga ręczne wprowadzanie parametrów.
WSKAZÓWKA!
Z powodu aktualizacji oprogramowania w danym urządzeniu mogą być dostępne
funkcje, które nie są opisane w Instrukcji obsługi lub odwrotnie.
Ponadto poszczególne ilustracje mogą nieznacznie różnić się od elementów
obsługi w danym urządzeniu. Sposób działania elementów obsługi jest jednak
identyczny.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
31
Page 32

Panel obsługowy
(1)
(2)
(3)
(4)
(5)
(6)(7)
(14)
(15)
(11)
(12)
(10) (8)
(9)
(13)
Synergic
(1) Prawy przycisk wyboru parametrów
do wyboru następujących parametrów i do zmiany parametrów w menu
Setup
Przy wybranym parametrze świeci odpowiedni symbol.
Korekta długości łuku spawalniczego
-
do korekty długości łuku spawalniczego
Napięcie spawania w V *)
-
Przed rozpoczęciem spawania automatycznie wyświetlana
jest wartość orientacyjna, wynikająca z zaprogramowanych
parametrów. Podczas procesu spawania wyświetlana jest
zawsze aktualna wartość rzeczywista.
Dynamika
-
do regulacji dynamiki prądu zwarcia w momencie przejścia
kropli
- ... twardszy i bardziej stabilny łuk spawalniczy
0 ... neutralny łuk spawalniczy
+ ... bardziej miękki i bezrozpryskowy łuk spawalniczy
Rzeczywisty pobór energiieal
-
do wskazywania energii wprowadzonej do spawania **)
32
Page 33

(2) Lewy przycisk wyboru parametrów
do wyboru następujących parametrów i do zmiany parametrów w menu
Setup
Przy wybranym parametrze świeci odpowiedni symbol.
Grubość blachy w mm lub in.
-
Jeżeli, przykładowo, nie jest znana wartość prądu spawania,
która ma zostać zastosowana, wystarczy podanie grubości
blachy, a wymagana wartość prądu spawania oraz inne parametry oznaczone symbolem *) zostaną ustawione automatycznie.
Prąd spawania w A *)
-
Przed rozpoczęciem spawania automatycznie wyświetlana
jest wartość orientacyjna, wynikająca z zaprogramowanych
parametrów. Podczas procesu spawania wyświetlana jest
zawsze aktualna wartość rzeczywista.
Prędkość podawania drutu w m/min lub ipm*)
-
(3) Prawe pokrętło regulacyjne
zdo zmiany takich parametrów jak: korekta długości łuku spawalniczego,
napięcie spawania i dynamika oraz do zmiany parametrów w menu Setup
(4) Lewe pokrętło regulacyjne
do zmiany takich parametrów jak: grubość blachy, prąd spawania i
prędkość podawania drutu oraz do zmiany parametrów w menu Setup
PL
(5) Przyciski zapisywania (Easy Job)
do zapisywania maks. 5 punktów pracy
(6) Przycisk wyboru metody spawania ***)
do wybierania metody spawania
MANUAL — spawanie metodą MIG/MAG Standard Manual
-
SYNERGIC — spawanie metodą MIG/MAG Standard Sy-
-
nergic
STICK — spawanie ręczne elektrodą otuloną
-
(7) Przycisk wyboru trybu pracy
do wybierania trybu pracy
2 T — tryb 2-taktowy
-
4 T — tryb 4-taktowy
-
S 4 T – 4-takt specjalny
-
(8) Przycisk wyboru gazu ochronnego
Do wybierania stosowanego gazu ochronnego. Parametr SP jest przewidziany dla dodatkowych gazów ochronnych.
Świeci dioda obok wybranego gazu ochronnego.
(9) Przycisk wyboru średnicy drutu
Do wyboru zastosowanej średnicy drutu. Parametr SP jest przewidziany
dla dodatkowych średnic drutu.
Świeci dioda obok wybranej średnicy drutu.
33
Page 34

(10) Przycisk wyboru rodzaju materiału
Do wybierania stosowanego spoiwa. Parametr SP jest przewidziany dla
dodatkowych materiałów.
Świeci dioda obok wybranego spoiwa.
(11) Przycisk pomiaru przepływu gazu
Ustawianie wymaganej ilości gazu na reduktorze ciśnienia.
Nacisnąć przycisk raz: gaz ochronny wypływa
-
Ponownie nacisnąć przycisk: zatrzymanie wypływu gazu ochronnego
-
Jeśli przycisk Pomiar przepływu gazu nie zostanie ponownie naciśnięty, przepływ gazu ochronnego zostanie zatrzymany po upływie
30 s.
(12) Przycisk nawlekania drutu
Naciśnięcie i przytrzymanie przycisku:
Nawlekanie drutu do wiązki uchwytu palnika spawalniczego bez gazu
Podczas gdy przycisk jest przytrzymywany, napęd drutu pracuje z
prędkością nawlekania drutu.
(13) Wskaźnik pośredniego łuku spawalniczego
Między łukiem zwarciowym a łukiem do spawania natryskowego powstaje pośredni łuk spawalniczy z rozpryskami. Aby wskazać ten krytyczny
obszar, świeci wskaźnik Pośredni łuk spawalniczy.
(14) Wskaźnik HOLD
Po każdym zakończeniu spawania, zapisywane są aktualne wartości rzeczywiste prądu spawania oraz napięcia spawania — świeci wskaźnik
HOLD.
(15) SF — wskaźnik spawania punktowego / wielościegowego
świeci, gdy ustawiono wartość dla parametru „Czas spawania punktowego / czas spawania wielościegowego (SPt)” (tryb pracy „Spawanie punktowe” lub „Spawanie wielościegowe” jest aktywny)
*) Jeśli został wybrany jeden z tych parametrów, w przypadku metody spa-
wania MIG/MAG Standard-Synergic, w wyniku działania funkcji Synergic,
automatycznie ustawiane są również wszystkie inne parametry oraz parametr „Napięcie spawania”.
**) Wskaźnik Rzeczywisty pobór energii należy uaktywnić w menu Setup Po-
ziom 2 — parametr EnE. Podczas spawania wartość zwiększa się na
bieżąco, odpowiednio do stale zwiększającego się wkładu energii. Do czasu następnego rozpoczęcia spawania lub ponownego włączenia źródła
prądu spawalniczego zachowana pozostaje ostateczna wartość po zakończeniu spawania — świeci wskaźnik HOLD.
***) W połączeniu z opcją VRD, wskaźnik ten służy równocześnie jako
wskaźnik stanu aktualnie wybranej metody spawania:
Wskaźnik świeci światłem ciągłym: redukcja napięcia (VRD) jest ak-
-
tywna i ogranicza napięcie wyjściowe do wartości niższej niż 35 V.
Wskaźnik zaczyna migać, gdy tylko rozpocznie się proces spawania, w
-
czasie którego napięcie wyjściowe może być wyższe niż 35 V.
Parametry serwisowe
34
Jednoczesne naciśnięcie przycisków Wybór parametrów umożliwia wywołanie
różnych parametrów serwisowych.
Otwarcie wskaźnika
Page 35

Nacisnąć i przytrzymać lewy przycisk wyboru parametrów.
1
Nacisnąć prawy przycisk wyboru parametrów.
2
Zwolnić przycisk wyboru parametrów.
3
Zostanie wyświetlony pierwszy parametr „Wersja oprogramowania sprzętowego”,
np. „1.00 | 4.21”
Wybór parametrów
Przyciskami „Tryb pracy” i „Metoda spawania” lub lewym
1
pokrętłem regulacyjnym wybrać żądany parametr Setup.
Dostępne parametry
Przykład: 1.00 | 4.21
Wersja oprogramowania sprzętowego
Przykład: 2 | 491
Konfiguracja programu spawania
PL
Blokada klawiatury
Przykład: r 2 | 290
Numer aktualnie wybranego programu spawania
Przykład:iFd | 0.0
Prąd silnika dla napędu drutu w A
Wartość ulega zmianie wraz z uruchomieniem silnika.
Przykład: 654 | 32.1 = 65 432,1 h = 65 432 h 6 min
Wyświetlenie rzeczywistego czasu jarzenia się łuku od czasu pierwszego uruchomienia
Wskazówka: Wskaźnik czasu jarzenia się łuku spawalniczego nie nadaje się do zastosowania jako podstawa naliczania opłat za wypożyczanie, świadczeń gwarancyjnych itp.
2nd
2 poziom menu dla pracowników serwisu
Aby zapobiec przypadkowym zmianom ustawień panelu obsługowego, można aktywować blokadę klawiatury. Dopóki aktywna jest blokada klawiatury
nie ma możliwości wprowadzania żadnych zmian w panelu obsługowym
-
można wywoływać wyłącznie ustawianie parametrów
-
wywoływanie dowolnego zajętego przycisku pamięci jest możliwe, o ile w mo-
-
mencie blokowania klawiatury dany przycisk pamięci był wybrany
Blokadę klawiatury można aktywować / dezaktywować następująco:
Nacisnąć i przytrzymać przycisk wyboru trybu pracy.
1
Nacisnąć prawy przycisk wyboru parametrów.
2
35
Page 36

Zwolnić przyciski Tryb pracy i Wybór parametrów.
3
Blokada klawiatury aktywna:
Na wskaźnikach pojawia się komunikat „CLO | SEd”.
Blokada klawiatury nieaktywna:
Na wskaźnikach pojawia się komunikat „OP | En”.
36
Page 37

Przyłącza, przełączniki i elementy mechaniczne
(1) (7)(8)
(2) (3) (4) (5) (6)
Przód i tył TSt
2700c
PL
TSt 2700c
(1) Przyłącze palnika spawalniczego
do mocowania palnika spawalniczego
(2) Gniazdo prądowe (–) z zamkiem bagnetowym
służy do:
podłączenia przewodu masy podczas spawania metodą MIG/MAG;
-
podłączenia przewodu elektrody lub masy podczas spawania ręcznego
-
elektrodą otuloną (w zależności od typu elektrody).
(3) Przyłącze LocalNet
Standaryzowane przyłącze zdalnego sterowania
(4) Gniazdo prądowe (+) z zamkiem bagnetowym
(5) Przyłącze gazu ochronnego
(6) Wyłącznik zasilania
(7) Przewód sieciowy z uchwytem odciążającym
służy do:
podłączenia przewodu elektrody lub masy podczas spawania ręcznego
-
elektrodą otuloną (w zależności od typu elektrody).
do włączania i wyłączania źródła prądu spawalniczego
(8) Filtr powietrza
37
Page 38

Przód i tył TSt
(1) (8) (7)
(2) (3) (4) (5) (6)
3500c
TSt 3500c
(1) Przyłącze palnika spawalniczego
do mocowania palnika spawalniczego
(2) Gniazdo prądowe (–) z zamkiem bagnetowym
służy do:
podłączenia przewodu masy podczas spawania metodą MIG/MAG;
-
podłączenia przewodu elektrody lub masy podczas spawania ręcznego
-
elektrodą otuloną (w zależności od typu elektrody).
(3) Gniazdo prądowe (+) z zamkiem bagnetowym
służy do:
podłączenia przewodu elektrody lub masy podczas spawania ręcznego
-
elektrodą otuloną (w zależności od typu elektrody).
(4) Przyłącze LocalNet
Standaryzowane przyłącze zdalnego sterowania
(5) Wyłącznik zasilania
do włączania i wyłączania źródła prądu spawalniczego
(6) Przewód sieciowy z uchwytem odciążającym
(7) Filtr powietrza
(8) Przyłącze gazu ochronnego
38
Page 39
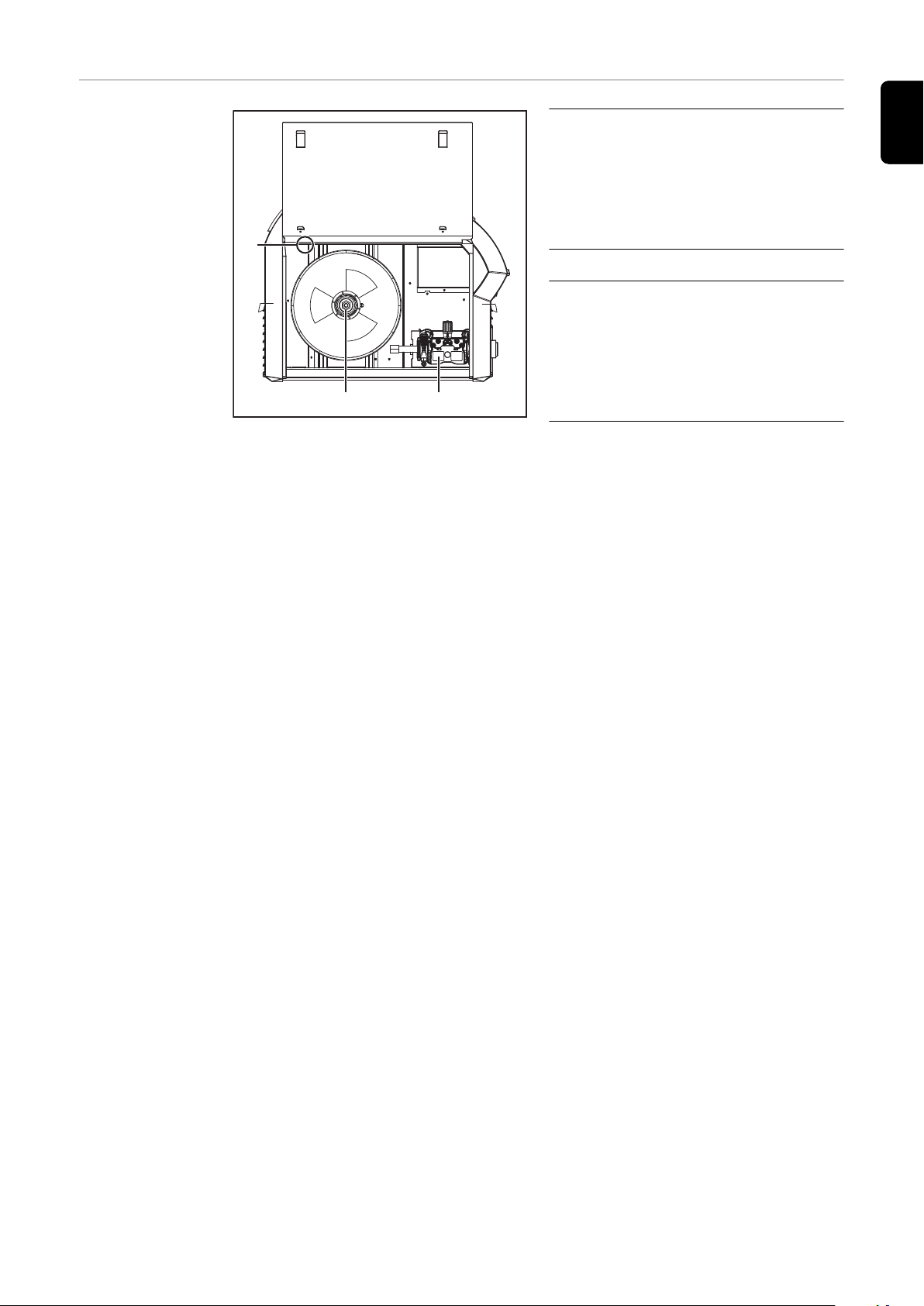
Widok z boku
(1) (2)
(3)
(1) Uchwyt szpuli drutu z hamul-
cem
do mocowania znormalizowanych szpul drutu o średnicy
maks. 300 mm (11.81 in.) i masie do maks. 19 kg (41.89 lbs.)
(2) Napęd 4-rolkowy
(3) Oświetlenie LED wnętrza szpuli
drutu (tylko w przypadku TSt
2700c)
czas wyłączenia można regulowany przy użyciu parametru Setup „LED”
PL
39
Page 40

40
Page 41

Instalacja i uruchamianie
41
Page 42

42
Page 43
Minimalne wyposażenie, niezbędne do spawania
PL
Informacje
ogólne
Spawanie metodą MIG/MAG z
chłodzeniem gazowym
Spawanie MIG/
MAG, z chłodzeniem wodnym
W zależności od metody spawania niezbędne jest określone wyposażenie minimalne, umożliwiające pracę z użyciem źródła prądu spawalniczego.
Poniżej zostały opisane metody spawania oraz odpowiednie wyposażenie minimalne, niezbędne do spawania.
Źródło spawalnicze
-
Przewód masy
-
Palnik spawalniczy MIG/MAG z chłodzeniem gazowym
-
Przyłącze gazu osłonowego (doprowadzanie gazu osłonowego)
-
Drut elektrodowy
-
Źródło prądu spawalniczego
-
Chłodnica z płynem chłodzącym
-
Przewód masy
-
Palnik spawalniczy MIG/MAG, z chłodzeniem wodnym
-
Przyłącze gazu (doprowadzanie gazu ochronnego)
-
Drut elektrodowy
-
Spawanie elektrodą topliwą
Źródło prądu spawalniczego
-
Przewód masy
-
uchwyt elektrody
-
Elektroda prętowa
-
43
Page 44

Przed instalacją i uruchomieniem
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez energię elektryczną.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed rozpoczęciem prac wyłączyć wszystkie używane urządzenia i kompo-
▶
nenty i odłączyć je od sieci zasilającej.
Zabezpieczyć wszystkie używane urządzenia i komponenty przed ponownym
▶
włączeniem.
Po otwarciu urządzenia sprawdzić odpowiednim przyrządem pomiarowym,
▶
czy wszystkie elementy naładowane elektrycznie (np. kondensatory) są
rozładowane.
Użytkowanie
zgodne z przeznaczeniem
Wskazówki dotyczące ustawienia
Źródło prądu spawalniczego jest przeznaczone wyłącznie do spawania MIG/MAG
i spawania elektrodą topliwą.
Inne lub wykraczające poza ww. zastosowanie jest uważane za niezgodne z przeznaczeniem.
Producent nie odpowiada za powstałe w ten sposób szkody.
Do zastosowania zgodnego z przeznaczeniem zalicza się również:
przestrzeganie wszystkich wskazówek zawartych w instrukcji obsługi,
-
przestrzeganie terminów przeglądów i konserwacji.
-
Urządzenie posiada stopień ochrony IP 23, co oznacza:
zabezpieczenie przed wnikaniem stałych ciał obcych o średnicy większej niż
-
12 mm (0.49 in);
zabezpieczenie przed rozpylaną wodą przy maksymalnym kącie odchylenia
-
od pionu 60°.
Zgodnie ze stopniem ochrony IP 23 urządzenie można ustawić i eksploatować na
wolnym powietrzu.
Należy unikać bezpośredniego oddziaływania wilgoci (np. w wyniku deszczu).
44
Page 45

NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo spowodowane przez spadające lub przewracające się
urządzenia.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Ustawić urządzenie stabilnie na równym, stałym podłożu.
▶
Po zakończeniu montażu, wszystkie połączenia śrubowe należy skontrolować
▶
pod kątem prawidłowego zamocowania.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez prąd elektryczny wskutek obecności w
urządzeniu pyłu przewodzącego prąd elektryczny.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Urządzenie użytkować tylko z zamontowanym filtrem powietrza. Filtr powie-
▶
trza jest istotnym urządzeniem zabezpieczającym, umożliwiającym uzyskanie
stopnia ochrony IP23.
Kanał wentylacyjny jest istotnym urządzeniem zabezpieczającym. Podczas wyboru miejsca ustawienia należy zwracać uwagę na to, aby powietrze chłodzące
mogło wpływać i wypływać bez przeszkód przez szczeliny wentylacyjne na przedniej i tylnej ściance. Powstający pył, przewodzący prąd elektryczny (np. podczas
prac szlifierskich) nie może być zasysany bezpośrednio do urządzenia.
PL
Przyłącze siecio-weUrządzenia zostały zaprojektowane dla napięcia sieciowego, wskazanego na ta-
bliczce znamionowej. Jeśli w danej wersji urządzenia brak zamontowanego kabla
zasilającego lub wtyczki zasilania, należy je zamontować zgodnie z normami krajowymi. Zabezpieczenie przewodu doprowadzającego określono w rozdziale „Dane techniczne”.
OSTROŻNIE!
Niebezpieczeństwo wskutek niedostatecznych parametrów instalacji elektrycznej.
Skutkiem mogą być straty materialne.
Przewód doprowadzający oraz jego zabezpieczenie muszą być odpowiednie.
▶
Obowiązują dane techniczne umieszczone na tabliczce znamionowej.
45
Page 46

Podłączanie kabla sieciowego
Informacje
ogólne
Zalecane kable
zasilania i
uchwyty odciążające
Uchwyt odciążający dla przekrojów przewodów wymienionych poniżej jest zamontowany w źródle prądu spawalniczego:
Źródło prądu spawalniczego
TSt 2700c AWG 14 do AWG 6 *) 4G2.5
TSt 3500c AWG 12 *) 4G2.5
*) Typ kabla Kanada/USA: Extra-hard usage
Uchwyty odciążające do kabli o innych przekrojach należy dobrać odpowiednio do
kabla.
Źródło prądu spawania
TSt 2700c 1 x 230/240 V AWG 14 (15 A) *) 3G2.5 (16 A)
TSt 2700c 1 x 240 V AWG 12 (20 A) *) -
TSt 2700c 1 x 240 V AWG 12 (30 A) *) -
TSt 2700c 3 x 200 V AWG 12 4G2.5
Przekrój kabla
Kanada/USA Europa
Napięcie sieciowe Przekrój kabla
Kanada/USA Europa
Bezpieczeństwo
TSt 2700c 3 x 230/240 V AWG 14 4G2.5
TSt 2700c 3 x 380/400 V AWG 14 *) 4G2.5
3 x 460 V AWG 14 *) 4G2.5
TSt 3500c 3 x 380/400 V AWG 12 *) 4G2.5
3 x 460 V AWG 12 *) 4G2.5
*) Typ kabla Kanada/USA: Extra-hard usage
Numery artykułów różnych kabli można znaleźć na liście części zamienny.
American wire gauge (= amerykański wymiar drutu)
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wywołane błędnym wykonaniem prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie niżej opisane czynności mogą wykonywać tylko przeszkoleni pra-
▶
cownicy wykwalifikowani.
Przestrzegać krajowych norm i dyrektyw.
▶
46
Page 47

OSTROŻNIE!
3,5 Nm
Podłączenie kabla zasilającego
Niebezpieczeństwo stwarzane przez nieprawidłowo przygotowany kabel zasilający.
Skutkiem mogą być zwarcia i straty materialne.
Na wszystkie przewody fazowe oraz na przewód ochronny odizolowanego ka-
▶
bla zasilającego nałożyć okucia kablowe.
Jeśli nie podłączono kabla zasilającego, przed uruchomieniem należy zamontować kabel zasilający odpowiedni dla napięcia przyłączowego.
Przewód ochronny powinien być o ok. 10–15 mm (0.4–0,6 in.) dłuższy niż przewody fazowe.
Ilustracja podłączania kabla zasilającego znajduje się w kolejnych sekcjach dotyczących montażu uchwytu odciążającego. W celu podłączenia kabla zasilającego wykonać następujące czynności:
Zdemontować boczną część urządzenia
1
Wsunąć kabel zasilający na tyle, aby możliwe było prawidłowe podłączenie
2
przewodu ochronnego oraz przewodów fazowych do zacisku blokowego.
Założyć okucie kablowe na przewód ochronny i przewody fazowe.
3
Podłączyć przewód ochronny i przewody fazowe do zacisku blokowego.
4
Przymocować kabel zasilający uchwytem odciążającym.
5
Zamontować boczną część urządzenia
6
PL
Montaż uchwytu
odciążająceg TSt
2700c, praca w
trybie zasilania
jednofazowego.
1
2
47
Page 48

3
2
N L2
L1
1,2 Nm
5
4
Montaż uchwytu
odciążającego,
TSt 2700c
WAŻNE!
Związać ze sobą przewody fazowe opaskami zaciskowymi w pobliżu uchwytu odciążającego.
1
2
48
Page 49

3 4
3,5 Nm
5
PL
Montaż uchwytu
odciążającego,
TSt 2700c MV
WAŻNE!
Związać ze sobą przewody fazowe opaskami zaciskowymi w pobliżu uchwytu odciążającego.
1
2
49
Page 50

3 4
5
Montaż uchwytu
odciążającego,
TSt 3500c
WAŻNE!
Związać ze sobą przewody fazowe opaskami zaciskowymi w pobliżu uchwytu odciążającego.
1 2
50
Page 51

1,2 Nm
3 4
WAŻNE!
Związać ze sobą przewody fazowe w pobliżu łącznika za pomocą opasek zaciskowych.
PL
Montaż uchwytu
odciążającego
Kanada/USA,
TSt 3500c
1 2
3 4
WAŻNE!
Związać ze sobą przewody fazowe w pobliżu łącznika za pomocą opasek zaciskowych.
51
Page 52

Tryb pracy generatora
Tryb pracy generatora
Źródło prądu spawalniczego jest przystosowane do pracy z generatorem.
W celu obliczenia dokładnej wartości niezbędnej mocy generatora konieczne jest
podanie maksymalnej mocy pozornej S
Maksymalną moc pozorna S
źródła prądu spawalniczego oblicza się
1max
źródła prądu spawalniczego.
1max
następująco:
dla urządzeń 3-fazowych: S
dla urządzeń 1-fazowych: S
I
i U1 zgodnie z tabliczką znamionową urządzenia lub danymi technicznymi
1max
Wymaganą moc pozorną generatora S
1max
1max
= I
= I
1max
1max
GEN
x U1 x √3
x U
1
oblicza się na podstawie następującego
wzoru:
S
GEN
= S
1max
x 1,35
Jeżeli nie odbywa się spawanie z pełną mocą, można zastosować mniejszy generator.
WAŻNE! Moc pozorna generatora S
moc pozorna S
źródła prądu spawalniczego!
1max
nie może być mniejsza niż maksymalna
GEN
W przypadku eksploatacji urządzenia jednofazowego z generatorami trójfazowymi należy pamiętać, że podawana moc pozorna generatora często jest dostępna
tylko jako całość złożona z trzech faz generatora. W razie potrzeby należy zasięgnąć dodatkowych informacji na temat mocy poszczególnych faz generatora u
producenta generatora.
WSKAZÓWKA!
Napięcie wytwarzane przez generator w żadnym razie nie może być niższe ani
wyższe od zakresu tolerancji napięcia sieciowego.
Tolerancja napięcia sieciowego jest podana w rozdziale „Dane techniczne”.
52
Page 53

Tryb zasilania jednofazowego
PL
Tryb zasilania
jednofazowego
Wariant „Multivoltage” (MV) źródła prądu spawalniczego umożliwia, alternatywnie do eksploatacji w trybie zasilania trójfazowego, spawanie z ograniczoną mocą
lub w ograniczonym czasie przy zasilaniu jedynie jednofazowym. Ze względu na
parametry bezpiecznika sieciowego, wg których zorientowane jest wyłączenie zabezpieczające źródła prądu spawalniczego, ograniczona jest maksymalna możliwa
moc spawania.
Jeżeli przewód doprowadzający jest wyposażony w bezpiecznik o wartości 20 A
lub 30 A, dozwolona jest zmiana parametru FUS na 20 A lub 30 A. Pozwala to na
spawanie z zastosowaniem wyższej mocy maksymalnej lub przez dłuższy czas.
Parametr FUS znajduje się na poziomie 2 menu Setup i można go ustawiać w
przypadku pracy w trybie zasilania jednofazowego oraz US-Setting (parametr SEt
ustawiony na „US”).
Aby źródło prądu spawalniczego mogło pracować w trybie zasilania jednofazowego, należy spełnić poniższy warunek:
zapewnienie prawidłowego zasilania jednofazowego źródła prądu spawalni-
-
czego zgodnie z informacjami podanymi w rozdziale „Instalacja i uruchomienie”, sekcja „Podłączanie kabla zasilania” — „Montaż uchwytu odciążającego,
praca w trybie zasilania jednofazowego”.
W poniższej tabeli pokazano, przy jakich napięciach sieciowych i wartościach bezpieczników dochodzi do ograniczenia prądu spawania w trybie zasilania jednofazowego:
Wartość bez-
Napięcie sieciowe
230 V
230 V
230 V
240 V 15 A Spawanie metodą MIG/MAG:
240 V 20 A Spawanie metodą MIG/MAG:
piecznika Ograniczenie prądu spawania
10 A
13 A
16 A
Spawanie metodą MIG/MAG:
maks. 170 A; 100 A przy 100%*
Spawanie ręczne elektrodą otuloną:
maks. 140 A; 100 A przy 100%*
Spawanie metodą MIG/MAG:
maks. 160 A; 150 A przy 100%*
Spawanie ręczne elektrodą otuloną:
maks. 140 A; 120 A przy 100%*
Spawanie metodą MIG/MAG:
maks. 180 A; 145 A przy 100%*
Spawanie ręczne elektrodą otuloną:
maks. 150 A; 130 A przy 100%*
maks. 180 A; 145 A przy 100%*
Spawanie ręczne elektrodą otuloną:
maks. 150 A; 125 A przy 100%*
maks. 200 A; 160 A przy 100%*
Spawanie ręczne elektrodą otuloną:
maks. 180 A; 140 A przy 100%*
240 V 30 A Spawanie metodą MIG/MAG:
maks. 220 A; 175 A przy 100%*
Spawanie ręczne elektrodą otuloną:
maks. 180 A; 140 A przy 100%
53
Page 54

* Wartości 100% odnoszą się do spawania nieograniczonego czasowo, bez
przerw na ochłodzenie.
Podane wartości prądu spawania dotyczą temperatury otoczenia wynoszącej
40°C (104°F).
W przypadku napięcia sieciowego o wartości 240 V i wartości bezpiecznika 30 A,
maksymalna wartość 220 A dla spawania metodą MIG/MAG jest możliwa,
przykładowo, w przypadku czasu włączenia wynoszącego 40%.
W trybie zasilania jednofazowego wyłączenie zabezpieczające zapobiega uaktywnieniu bezpiecznika w przypadku większych mocy spawania. Wyłączenie zabezpieczające jest aktywne w przypadku wartości bezpieczników wynoszących 15 A,
16 A i 20 A, i określa możliwy czas spawania, w którym nie następuje uaktywnienie bezpiecznika. Jeżeli w przypadku przekroczenia wcześniej obliczonego czasu
spawania nastąpi odłączenie dopływu prądu spawania, na wyświetlaczu pojawi się
kod serwisowy „toF”. Oprócz wyświetlenia kodu „toF” rozpoczyna się odliczanie
w postaci wyświetlania pozostałego czasu oczekiwania na przywrócenie gotowości
do spawania źródła prądu spawalniczego. Następnie komunikat zniknie, a źródło
prądu spawalniczego będzie ponownie gotowe do pracy.
W przypadku wartości bezpiecznika 30 A funkcja monitorowania temperatury zapewnia odpowiednio wczesne odłączenie dopływu prądu spawania. Na wyświetlaczu pojawią się wówczas kody serwisowe od „to1” do „to7”. Szczegółowe informacje na temat kodów serwisowych od „to1” do „to7” można znaleźć w rozdziale
„Lokalizacja usterek”, sekcja „Wyświetlane kody serwisowe”. Jeżeli przyczyną nie
jest usterka ani zabrudzenie komponentów chłodzących, również w takim przypadku, po określonej przerwie w spawaniu, zostanie przywrócona gotowość do
spawania.
Objaśnienie
pojęcia „Czas
włączenia w trybie zasilania jednofazowego”
W przypadku pracy w trybie zasilania jednofazowego, w rozdziale „Dane techniczne” wartości czasu włączenia są podawane w zależności od danej wartości bezpiecznika i prądu spawania. Wartości procentowe czasu włączenia odnoszą się
wprawdzie do cyklu 10-minutowego, zgodnie z objaśnieniami w rozdziale „Dane
techniczne” dotyczącymi ogólnego czasu włączenia, jednakże faza schładzania
bezpiecznika jest określona tylko na ok. 60 s. Po jej upływie źródło prądu spawalniczego jest ponownie gotowe do spawania.
Z przyczyn podanych w normach technicznych czas włączenia w trybie zasilania
jednofazowego jest podany tylko do wyłączenia w pierwszym cyklu spawania.
Jeżeli z powodu faz schładzania powstałoby odniesienie do cyklu 10-minutowego,
który zwykle jest istotny dla podania czasu włączenia, w praktyce przerwy podczas spawania byłyby dłuższe, niż podano. Dane odnoszą się mianowicie do faz
schładzania, których długość wynosi zaledwie 60 s, po których źródło prądu spawalniczego jest ponownie gotowe do spawania.
Poniższy przykład prezentuje cykle spawania i przerw dla prądu spawania o wartości 180 A i czasu włączenia o wartości 15%.
54
Page 55

t (min:s)1:30 2:30 6:30 7:30 9 104 5
I (A)
180 A
t (min)
130120 140 150 160 170 180 190 200
I2 (A)
1
2
3
4
5
6
7
8
9
10
11
(1) (2) (3) (4) (5)
PL
Czas spawania w
trybie zasilania
jednofazowego
Poniższy wykres prezentuje możliwe czasy spawania zgodne z normą, w zależności od danej wartości bezpiecznika oraz prądu spawania.
(1) Bezpiecznik sieciowy 10 A (2) Bezpiecznik sieciowy 13 A (3) Bezpiecznik sieciowy 15 A
(4) Bezpiecznik sieciowy 16 A (5) Bezpiecznik sieciowy 20 A
55
Page 56

Montaż/podłączanie komponentów systemu
Informacje na
temat komponentów systemu
Montaż na wózku
Niżej opisane czynności robocze i pozostałe czynności zawierają wskazówki odnoszące się do różnych urządzeń peryferyjnych, takich jak:
wózki,
-
chłodnice (tylko w przypadku TSt 3500c)
-
palniki spawalnicze itp.
-
Dokładne informacje na temat montażu i podłączania komponentów systemu
można znaleźć w odpowiednich instrukcjach obsługi komponentów systemu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
Poniższa ilustracja stanowi przegląd układu konstrukcyjnego poszczególnych
komponentów systemu.
Dokładne informacje na temat kolejnych czynności roboczych można znaleźć w
odpowiednich instrukcjach obsługi komponentów systemu.
56
TSt 2700c TSt 3500c
Page 57
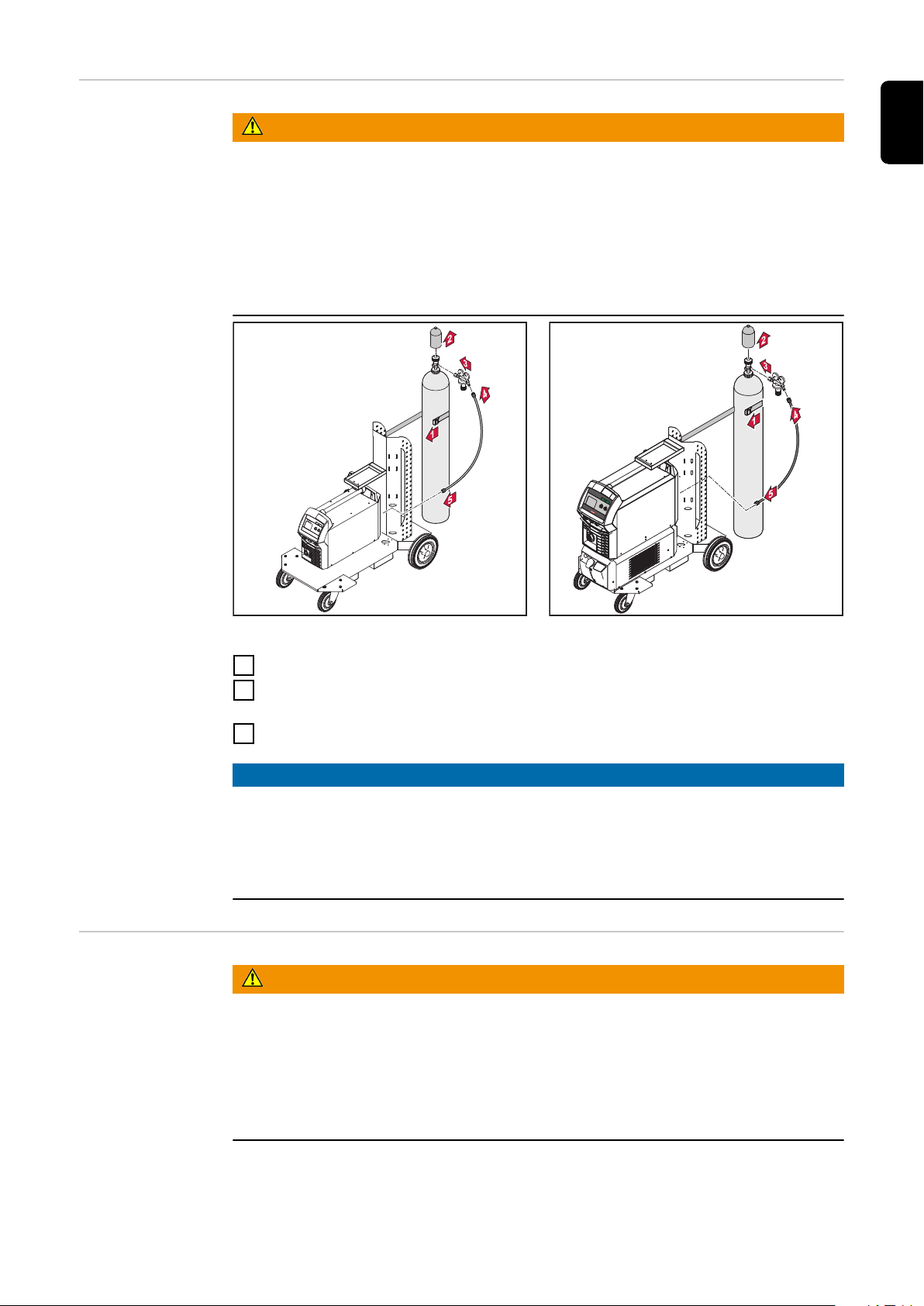
Podłączanie butli z gazem
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo poważnych obrażeń ciała i strat materialnych związanych z
przewróceniem się butli z gazem.
W przypadku zastosowania butli z gazem
Stawiać butle z gazem stabilnie na równym, stałym podłożu.
▶
Zabezpieczyć butle z gazem przed spadnięciem.
▶
Zamontować opcjonalny uchwyt podajnika drutu.
▶
Przestrzegać przepisów dotyczących bezpieczeństwa wydanych przez produ-
▶
centa butli z gazem.
PL
Podłączanie palnika spawalniczego MIG/MAG
TSt 2700c TSt 3500c
Zabezpieczyć butlę z gazem za pomocą taśmy
1
Otworzyć na krótko zawór butli, aby usunąć znajdujące się wokół zanieczysz-
2
czenia
Sprawdzić uszczelkę w reduktorze ciśnienia
3
WSKAZÓWKA!
Urządzenia w wersji US (tylko TSt 3500c) są dostarczane z adapterem do przewodu gazowego giętkiego:
Przed przykręceniem adaptera, za pomocą odpowiednich środków uszczelnić
▶
gwint zewnętrzny przy zaworze elektromagnetycznym.
Sprawdzić adapter pod kątem szczelności.
▶
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo porażenia elektrycznego wskutek wadliwych komponentów
systemu i błędów obsługi.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie kable, przewody i pakiety przewodów muszą być zawsze solidnie
▶
podłączone, nieuszkodzone i prawidłowo zaizolowane.
Stosować tylko wystarczająco zwymiarowane kable, przewody i pakiety prze-
▶
wodów.
57
Page 58
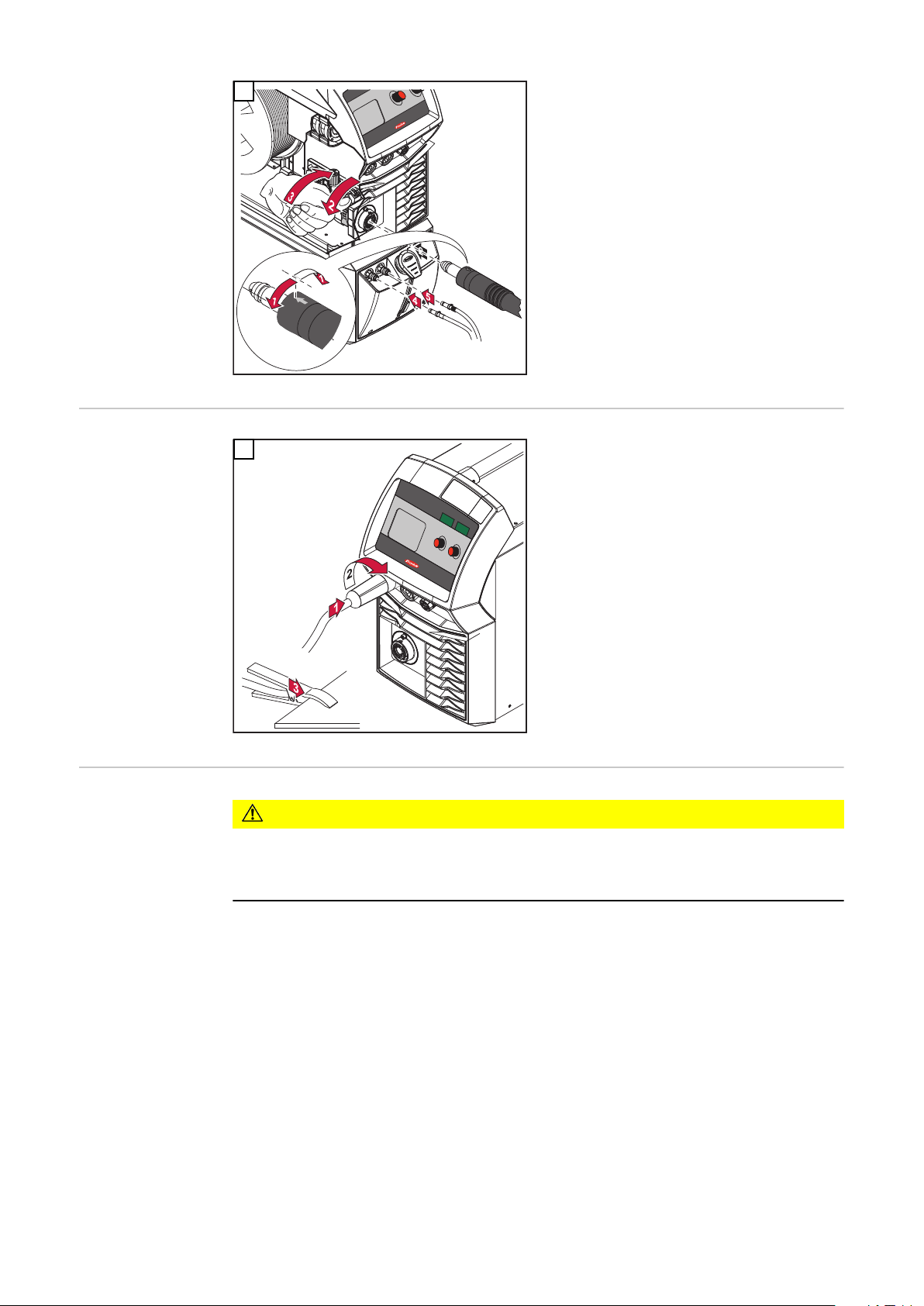
1
Wykonywanie
połączenia z
masą
Włożenie/
wymiana rolek
podających
1
OSTROŻNIE!
Niebezpieczeństwo zranienia przez podskakujące uchwyty rolek podających.
Podczas odblokowywania dźwigni należy trzymać palce z dala od obszaru z
▶
lewej i z prawej strony dźwigni.
58
Aby zapewnić optymalne podawanie drutu elektrodowego, rolki podające muszą
być dostosowane do średnicy i materiału drutu.
Przegląd dostępnych rolek podających można znaleźć na listach części zamiennych.
Page 59

2
1
4
4
5
6
3
1
6
3
31
2
4
5
7
3
8
6
7
9
3
1
2
2
5
4
4
4
5
5
6
1
2
3
2
PL
Wkładanie szpuli
drutu lub szpuli
z koszykiem
3
4
OSTROŻNIE!
Niebezpieczeństwo odniesienia obrażeń ciała w wyniku sprężynowania nawiniętego na szpulę drutu elektrodowego.
Podczas wkładania szpuli drutu / szpuli z koszykiem należy mocno trzymać
▶
koniec drutu elektrodowego, aby uniknąć zranienia przez sprężynujący drut
elektrodowy.
OSTROŻNIE!
Niebezpieczeństwo zranienia przez spadającą szpulę drutu / szpulę z koszykiem.
Należy sprawdzić prawidłowe osadzenie szpuli drutu lub szpuli z koszykiem
▶
na uchwycie szpuli drutu.
Niebezpieczeństwo obrażeń i strat materialnych spowodowanych przez spa-
OSTROŻNIE!
dającą szpulę drutu lub szpule z koszykiem w przypadku odwrotnie założonego
pierścienia zabezpieczającego.
Pierścień zabezpieczający należy zawsze zakładać zgodnie z ilustracją po le-
▶
wej stronie.
59
Page 60

Wkładanie szpuli drutu
1
WSKAZÓWKA!
W przypadku użycia do pracy szpuli z koszykiem stosować wyłącznie adapter do
szpuli z koszykiem, znajdujący się w zakresie dostawy urządzenia!
Wkładanie szpuli z koszykiem
60
1 2
Page 61
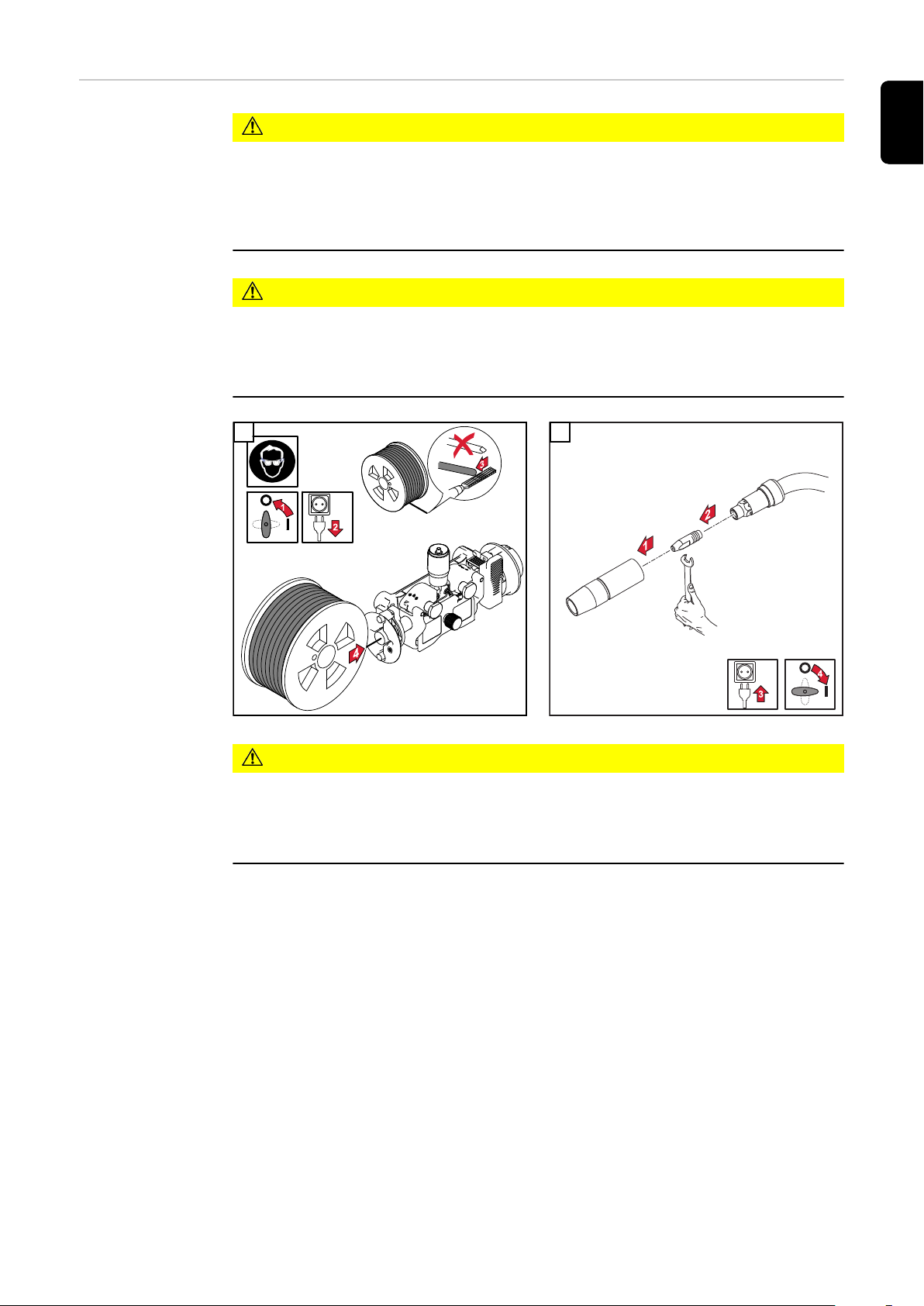
Wprowadzanie
drutu elektrodowego
OSTROŻNIE!
Niebezpieczeństwo odniesienia obrażeń ciała w wyniku sprężynowania nawiniętego na szpulę drutu elektrodowego.
Podczas wsuwania drutu elektrodowego w napęd 4-rolkowy należy mocno
▶
trzymać koniec drutu elektrodowego, aby uniknąć zranienia przez
sprężynujący drut elektrodowy.
OSTROŻNIE!
Niebezpieczeństwo uszkodzenia palnika spawalniczego przez ostry koniec drutu
elektrodowego.
Przed wprowadzeniem drutu elektrodowego należy starannie usunąć zadzio-
▶
ry z jego końcówki.
1 2
PL
OSTROŻNIE!
Niebezpieczeństwo zranienia przez wychodzący drut elektrodowy.
Podczas naciskania przycisku nawlekania drutu lub przycisku palnika, trzy-
▶
mać palnik spawalniczy z dala od twarzy i innych części ciała oraz zastosować
odpowiednie okulary ochronne.
WAŻNE! W celu ułatwienia dokładnego nawlekania drutu elektrodowego, w momencie naciśnięcia i przytrzymania przycisku nawlekania drutu, procedura ma
przebieg opisany poniżej.
61
Page 62
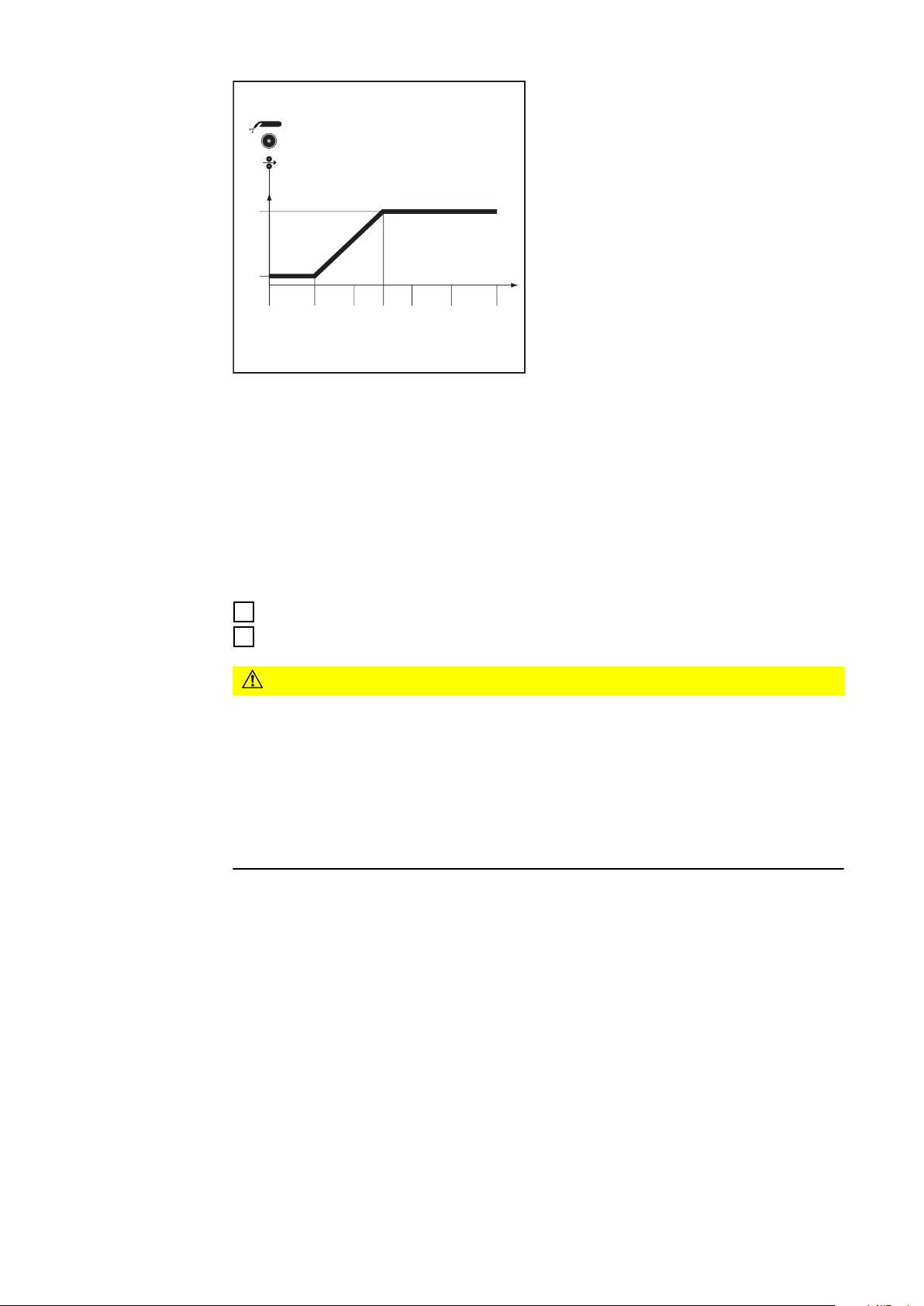
Fdi
1
2 3
4
5
2,5
1
t (s)
(m/min, ipm)
Nacisnąć i przytrzymać przycisk
-
przez maks. jedną sekundę ...
prędkość podawania drutu utrzymuje się podczas pierwszej sekundy na poziomie 1 m/min lub
39.37 ipm.
Przytrzymać przycisk przez 2,5 se-
-
kundy ... Po upływie pierwszej sekundy prędkość podawania drutu
zwiększa się równomiernie w trakcie następnej 1,5 sekundy.
Przytrzymać przycisk przez czas
-
dłuższy niż 2,5 sekundy ... Po
upływie łącznie 2,5 sekundy
prędkość podawania drutu będzie
stała, odpowiednio do prędkości
podawania drutu ustawionej w parametrze Fdi.
Jeśli przycisk nawlekania drutu zostanie zwolniony przed upływem jednej sekundy i naciśnięty ponownie, procedura rozpoczyna się od nowa. W ten sposób
można w razie potrzeby wykonywać w sposób ciągły pozycjonowanie z niską
prędkością podawania drutu 1 m/min lub 39.37 ipm.
Zamiast przycisku nawlekania drutu / pomiaru przepływu gazu, można również
użyć przycisku palnika. Przed nawlekaniem drutu przyciskiem palnika postępować zgodnie z poniższym opisem:
Przyciskiem wyboru trybu pracy wybrać „2-takt”.
1
W menu Setup ustawić parametr „Ito” na wartość „Off” (wył.).
2
OSTROŻNIE!
Niebezpieczeństwo obrażeń ciała lub strat materialnych w wyniku porażenia
prądem elektrycznym oraz przez wysuwający się drut elektrodowy.
Podczas naciskania przycisku palnika
Trzymać palnik spawalniczy z dala od twarzy i innych części ciała.
▶
Stosować odpowiednie okulary ochronne.
▶
Nie kierować palnika spawalniczego w stronę innych osób.
▶
Uważać, aby drut elektrodowy nie dotknął części przewodzących prąd elek-
▶
tryczny ani uziemionych (np. obudowy itp.).
WAŻNE! Jeśli zamiast przycisku nawlekania drutu / pomiaru przepływu gazu zostanie naciśnięty przycisk palnika, przez pierwsze 3 sekundy drut spawalniczy
podawany jest z prędkością zależną od programu spawania. Po upływie 3 sekund
następuje krótka przerwa w podawaniu drutu.
System spawania rozpoznaje, że nie należy rozpoczynać procesu spawania, a zamiast tego oczekiwane jest nawlekanie drutu. Jednocześnie zamyka się zawór
elektromagnetyczny gazu osłonowego i napięcie spawania zostaje odłączone od
drutu elektrodowego.
Jeśli przycisk palnika pozostaje naciśnięty, podawanie drutu rozpoczyna się teraz
bez gazu osłonowego i włączane jest natychmiast napięcie spawania, a dalszy
przebieg odbywa się zgodnie z powyższym opisem.
62
Page 63
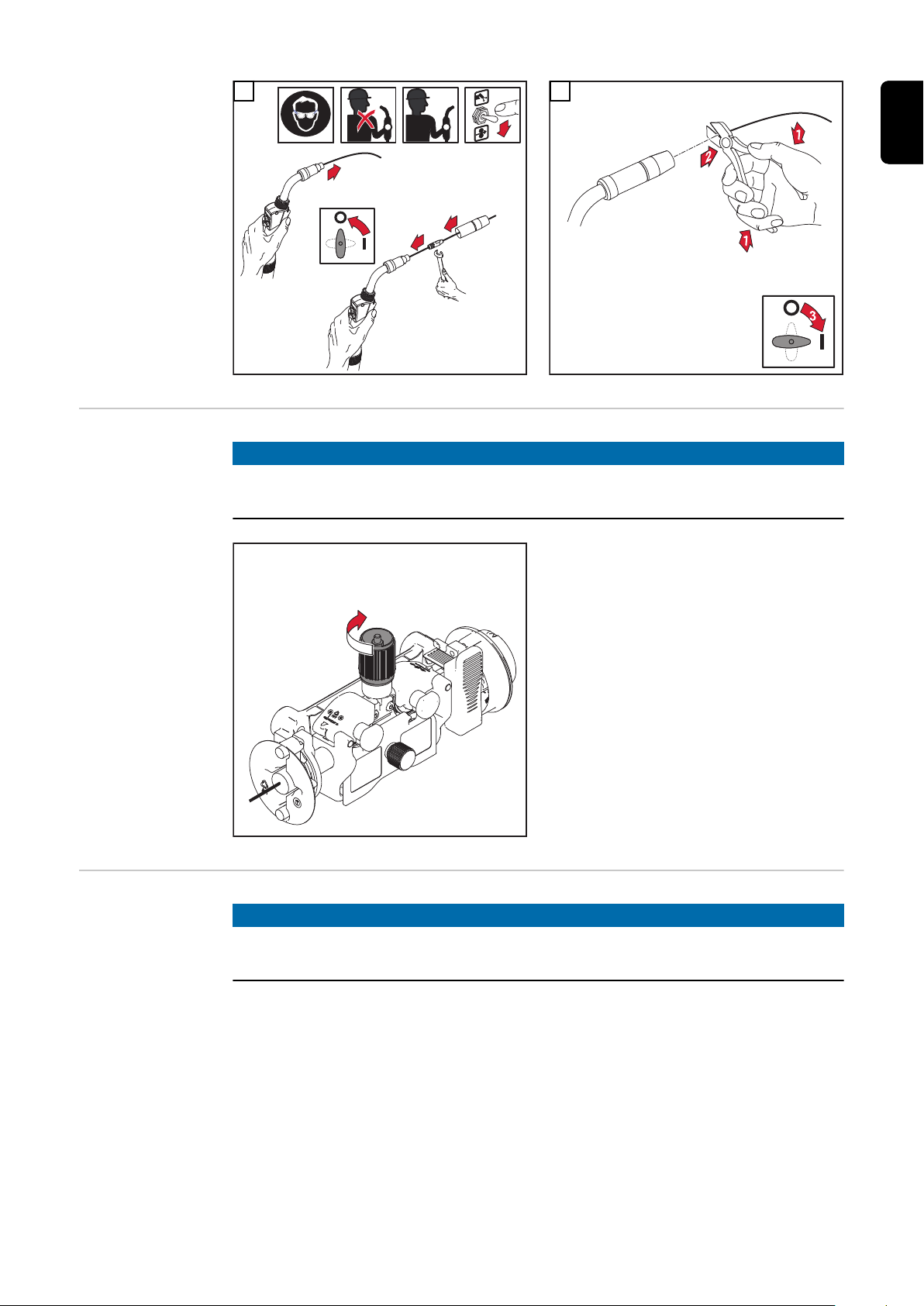
2
4
5
3
1
3 4
1
PL
Ustawianie siły
docisku
WSKAZÓWKA!
Ustawić siłę docisku w taki sposób, aby drut elektrodowy nie został zdeformowany, jednakże, aby zapewniony był przy tym niezakłócony przesuw drutu.
Wartości orientacyjne w przypadku
rolek z rowkiem w kształcie litery U:
Stal: 4–5
CrNi: 4–5
Elektrody z drutu rdzeniowego: 2–3
Ustawianie hamulca
WSKAZÓWKA!
Po zwolnieniu przycisku palnika szpula drutu nie powinna się dalej obracać.
Jeśli szpula się obraca, ponownie wyregulować hamulec.
63
Page 64

4
STOP
6
7
1
2
3
5
3
5
1
2
1
4
6
OK
STOP
3
5
3
2
Konstrukcja hamulca
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wywołane
błędnym montażem.
Skutkiem mogą być poważne
uszczerbki na zdrowiu i straty materialne.
Nie rozbierać hamulca na części.
▶
Prace konserwacyjne i serwisowe
▶
przy hamulcu zlecać wyłącznie
przeszkolonemu personelowi specjalistycznemu.
Hamulec jest dostępny tylko w całości.
Ilustracja służy tylko do celów informacyjnych!
64
Page 65
Uruchamianie
PL
Informacje
ogólne
Nieprawidłowa obsługa może spowodować poważne obrażenia ciała i straty materialne.
▶
▶
W przypadku zastosowań ręcznych, uruchamianie urządzenia odbywa się przez
przyciśnięcie przycisku palnika.
Warunki Aby uruchomić urządzenie, należy spełnić poniższe warunki:
-
-
-
-
-
-
-
-
NIEBEZPIECZEŃSTWO!
Z opisanych funkcji można korzystać dopiero po dokładnym przeczytaniu
i zrozumieniu instrukcji obsługi.
Z opisanych funkcji można korzystać dopiero po dokładnym zapoznaniu się
z instrukcjami obsługi wszystkich komponentów systemu, w szczególności
z przepisami dotyczącymi bezpieczeństwa, i zrozumieniu ich treści.
Palnik spawalniczy jest podłączony
Rolki podające są włożone
Szpula drutu lub szpula z koszykiem wraz z adapterem koszyka jest włożona
do podajnika drutu
Drut elektrodowy jest wprowadzony
Hamulec jest ustawiony
Siła docisku rolek podających jest ustawiona
Wszystkie pokrywy są zamknięte, wszystkie elementy boczne są zamontowane, wszystkie urządzenia zabezpieczające są w dobrym stanie i zamontowane
w przewidzianym do tego celu miejscu
Jeżeli występują: podłączone są przyłącza wody
Uruchamianie Przed wykonaniem dalszych czynności podanych w rozdziale „Spawanie”, w przy-
padku metod spawania „MIG/MAG Standard-Synergic” oraz „MIG/MAG Standard Manual” konieczne jest wykonanie następujących czynności:
Włożyć wtyczkę zasilania.
1
Ustawić wyłącznik zasilania w pozycji – I –
2
65
Page 66

66
Page 67

Spawanie
67
Page 68

68
Page 69

Ograniczenie limitu mocy
PL
Funkcja zabezpieczająca
„Ograniczenie limitu mocy” jest funkcją zabezpieczającą dla spawania metodą
MIG/MAG. Dzięki temu możliwa jest eksploatacja źródła spawalniczego z limitem
mocy bez negatywnego wpływu na bezpieczeństwo procesu.
Parametrem determinującym moc spawania jest prędkość podawania drutu. Jeśli
jest ona zbyt wysoka, łuk spawalniczy staje się coraz krótszy grożąc zgaśnięciem.
Aby zapobiec zgaśnięciu łuku spawalniczego, należy obniżyć moc spawania.
W przypadku wybrania jako metody spawania „Spawanie metodą MIG/MAG Standard-Synergic”, symbol parametru „Prędkość podawania drutu” zaczyna migać,
gdy tylko uaktywni się funkcja zabezpieczająca. Miganie trwa do chwili rozpoczęcia spawania na nowo lub do następnej zmiany parametrów.
Jeżeli na przykład wybrano parametr „Prędkość podawania drutu”, wyświetlana
jest odpowiednio zredukowana wartość prędkości podawania drutu.
69
Page 70

Tryby pracy MIG/MAG
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
Informacje
ogólne
Tryb 2-taktowy
NIEBEZPIECZEŃSTWO!
Nieprawidłowa obsługa może spowodować poważne obrażenia ciała i straty materialne.
Z opisanych funkcji można korzystać dopiero po dokładnym przeczytaniu
▶
i zrozumieniu instrukcji obsługi.
Z opisanych funkcji można korzystać dopiero po dokładnym zapoznaniu się
▶
z instrukcjami obsługi wszystkich komponentów systemu, w szczególności
z przepisami dotyczącymi bezpieczeństwa, i zrozumieniu ich treści.
Informacje dotyczące znaczenia, ustawiania, zakresu oraz jednostek miar
dostępnych parametrów (np. GPr) znajdują się w rozdziale „Ustawienia Setup”.
Tryb pracy „Tryb 2-taktowy” nadaje się do
sczepiania,
-
Krótkie spoiny
-
pracy zautomatyzowanej i zrobotyzowanej.
-
4-takt specjalny
70
Page 71

4-takt specjalny
+ +
I
I-S I-E
GPr SL SL
GPo
I
+
I
GPr GPoSPt
t
< SPt
Tryb pracy „4-takt specjalny” nadaje się do wykonywania dłuższych spoin.
PL
Tryb pracy „4-takt specjalny” oferuje, oprócz zalet trybu „4-takt”, także możliwość ustawiania prądu startowego i końcowego.
Spawanie punktowe
Tryb pracy „Spawanie punktowe” nadaje się do wykonywania połączeń spawanych
blach metodą na zakładkę.
Uruchomienie poprzez naciśnięcie i zwolnienie przycisku palnika — Czas
wstępnego wypływu gazu GPr — Faza prądu spawania przez czas spawania punktowego SPt — Czas wypływu gazu po zakończeniu spawania GPo.
Jeżeli spawacz naciśnie przycisk palnika przed upływem czasu spawania punktowego (< SPt), nastąpi natychmiastowe przerwanie procesu.
71
Page 72

Spawanie wie-
GPr SPt SPtSPb
GPo
I I
+
I
I
GPr SPt SPtSPb
GPo
+
+
lościegowe 2taktowe
Spawanie wielościegowe 4taktowe
Spawanie wielościegowe 2-taktowe
Tryb pracy „Spawanie wielościegowe 2-taktowe” nadaje się do wykonywania
krótkich spoin na cienkich blachach, w celu zapobieżenia zapadaniu się materiału
podstawowego.
Spawanie wielościegowe 4-taktowe
Tryb pracy „Spawanie wielościegowe 4-taktowe” nadaje się do wykonywania
dłuższych spoin na cienkich blachach, w celu zapobieżenia zapadaniu się materiału podstawowego.
72
Page 73

Spawanie MIG/MAG
PL
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez energię elektryczną.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed rozpoczęciem prac wyłączyć wszystkie używane urządzenia i kompo-
▶
nenty i odłączyć je od sieci zasilającej.
Zabezpieczyć wszystkie używane urządzenia i komponenty przed ponownym
▶
włączeniem.
Po otwarciu urządzenia sprawdzić odpowiednim przyrządem pomiarowym,
▶
czy wszystkie elementy naładowane elektrycznie (np. kondensatory) są
rozładowane.
Przegląd Spawanie MIG/MAG obejmuje następujące rozdziały:
Spawanie metodą MIG/MAG Standard Synergic,
-
Spawanie metodą MIG/MAG Standard Manual.
-
73
Page 74
Spawanie metodą MIG/MAG Standard Synergic
Spawanie metodą MIG/MAG
Standard Synergic
Przyciskiem wyboru rodzaju materiału wybrać używane spoiwo.
1
Przyciskiem wyboru średnicy drutu wybrać średnicę stosowanego drutu
2
elektrodowego.
Przyciskiem wyboru gazu ochronnego wybrać używany gaz ochronny.
3
Przypisanie do pozycji SP wynika z tabeli programów spawania (w załączniku).
Przyciskiem „Metoda spawania” wybrać żądaną metodę spawania:
4
Spawanie metodą MIG/MAG Standard Synergic
-
Przyciskiem wyboru trybu pracy wybrać żądany tryb pracy MIG/MAG:
5
tryb 2-taktowy,
-
4-takt specjalny,
-
specjalny tryb 4-taktowy.
-
WAŻNE! Parametrów ustawionych na panelu obsługowym jednego z komponentów systemu (np. pilota zdalnego sterowania TR 2000, TR 3000) w
pewnych warunkach nie można zmieniać na panelu obsługowym źródła
spawalniczego.
Przyciskami wyboru parametrów ustawić żądane parametry spawania, za po-
6
mocą których określona zostanie moc spawania:
7
Grubość blachy
-
Prąd spawania
-
Prędkość podawania drutu
-
Napięcie spawania
-
Odpowiednim pokrętłem regulacyjnym ustawić dany parametr spawania.
Wartości parametrów wyświetlane są na umieszczonym powyżej wyświetlaczu cyfrowym.
Zasadniczo wszystkie wartości zadane parametrów pozostają zapisane aż
do następnej zmiany. Ma to miejsce również wtedy, jeśli w międzyczasie
źródło prądu spawania było wyłączane i ponownie włączane. W celu
wyświetlania wartości rzeczywistej prądu spawania w trakcie procesu spawania wybrać parametr „Prąd spawania”.
Otworzyć zawór butli z gazem.
8
Ustawić ilość gazu ochronnego:
9
Nacisnąć przycisk pomiaru przepływu gazu.
-
74
Obracać śrubę nastawczą w dolnej części reduktora ciśnienia, aż mano-
-
metr wskaże żądaną ilość gazu.
Ponownie nacisnąć przycisk pomiaru przepływu gazu.
-
Page 75

OSTROŻNIE!
Korekty w trybie
spawania
Niebezpieczeństwo obrażeń ciała lub strat materialnych w wyniku porażenia
prądem elektrycznym oraz stwarzane przez wysuwający się drut elektrodowy.
Podczas naciskania przycisku palnika
Trzymać palnik spawalniczy z dala od twarzy i innych części ciała.
▶
Zastosować odpowiednie okulary ochronne.
▶
Nie kierować palnika spawalniczego w stronę innych osób.
▶
Uważać, aby drut elektrodowy nie dotknął części przewodzących prąd elek-
▶
tryczny lub uziemionych (np. obudowa itp.).
Nacisnąć przycisk palnika i rozpocząć proces spawania.
10
Aby uzyskać optymalny wynik spawania, należy w niektórych przypadkach skorygować parametry Korekta długości łuku spawalniczego oraz Dynamika.
Za pomocą przycisków Wybór parametrów wybrać żądane parametry korekty.
1
Za pomocą pokręteł regulacyjnych ustawić żądaną wartość wybranych para-
2
metrów.
Wartości parametrów pojawiają się na umieszczonych powyżej wyświetlaczach.
PL
75
Page 76

Spawanie metodą MIG/MAG Standard Manual
Informacje
ogólne
Dostępne parametry
Metoda spawania MIG/MAG Standard Manual jest metodą spawania MIG/MAG
bez funkcji Synergic.
Zmiana jednego parametru nie wywołuje automatycznego dostosowania pozostałych parametrów. Wszystkie parametry możliwe do zmiany wymagają oddzielnego ustawienia odpowiednio do wymogów procesu spawania.
Parametry dostępne podczas spawania ręcznego MIG/MAG:
Prędkość podawania drutu
1 m/min (39.37 ipm.) – maksymalna prędkość podawania drutu, np. 25
m/min (984.25 ipm.)
Napięcie spawania
TSt 2700c: 14,4–34,9 V
TSt 3500c: 14,5–38,5 V
Dynamika
służy do regulacji dynamiki zwarcia w momencie przejścia kropli
Prąd spawania
tylko jako wskaźnik wartości rzeczywistej
Spawanie metodą MIG/MAG
Standard Manual
Przyciskiem „Metoda spawania” wybrać żądaną metodę spawania:
1
Spawanie metodą MIG/MAG Standard Manual
-
Przyciskiem wyboru trybu pracy wybrać żądany tryb pracy MIG/MAG:
2
tryb 2-taktowy,
-
4-takt specjalny.
-
Tryb pracy „4-takt specjalny” odpowiada w przypadku spawania
-
MIG/MAG Standard Manual zwykłemu trybowi 4-takt specjalny.
WAŻNE! Parametrów ustawionych na panelu obsługowym jednego z komponentów systemu (pilota zdalnego sterowania TR 2000 lub TR 3000) w
pewnych warunkach nie można zmieniać na panelu obsługowym podajnika
drutu.
Przyciskiem wyboru parametrów wybrać parametr „Prędkość podawania
3
drutu”.
Pokrętłem regulacyjnym ustawić żądaną wartość prędkości podawania drutu.
4
Przyciskiem wyboru parametrów wybrać parametr „Napięcie spawania”.
5
Pokrętłem regulacyjnym ustawić żądaną wartość napięcia spawania.
6
Wartości parametrów wyświetlane są na umieszczonym powyżej wyświetla-
czu cyfrowym.
76
Page 77
Zasadniczo wszystkie wartości zadane parametrów pozostają zapisane aż
do następnej zmiany. Ma to miejsce również wtedy, jeśli w międzyczasie
źródło prądu spawania było wyłączane i ponownie włączane. W celu
wyświetlania wartości rzeczywistej prądu spawania w trakcie procesu spawania wybrać parametr „Prąd spawania”.
W celu wyświetlenia wskazania rzeczywistego prądu spawania podczas pro-
cesu spawania:
Przyciskiem wyboru parametrów wybrać parametr „Prąd spawania”.
-
Rzeczywisty prąd spawania będzie wyświetlany podczas procesu spa-
-
wania na wyświetlaczu cyfrowym.
Otworzyć zawór butli z gazem.
7
Ustawić ilość gazu ochronnego:
8
Nacisnąć przycisk pomiaru przepływu gazu.
-
Obracać śrubę nastawczą w dolnej części reduktora ciśnienia, aż mano-
-
metr wskaże żądaną ilość gazu.
Ponownie nacisnąć przycisk pomiaru przepływu gazu.
-
OSTROŻNIE!
PL
Korekty w trybie
spawania
Niebezpieczeństwo obrażeń ciała lub strat materialnych w wyniku porażenia
prądem elektrycznym oraz stwarzane przez wysuwający się drut elektrodowy.
Podczas naciskania przycisku palnika
Trzymać palnik spawalniczy z dala od twarzy i innych części ciała.
▶
Zastosować odpowiednie okulary ochronne.
▶
Nie kierować palnika spawalniczego w stronę innych osób.
▶
Uważać, aby drut elektrodowy nie dotknął części przewodzących prąd elek-
▶
tryczny lub uziemionych (np. obudowa itp.).
Nacisnąć przycisk palnika i rozpocząć proces spawania.
9
Aby uzyskać optymalny wynik spawania, należy w niektórych przypadkach ustawić parametr „Dynamika”.
Przyciskiem wyboru parametrów wybrać parametr „Dynamika”.
1
Pokrętłem regulacyjnym ustawić żądaną wartość dynamiki.
2
Wartość parametru pojawia się na umieszczonym powyżej wyświetlaczu cyfrowym.
77
Page 78
Spawanie elektrodą topliwą
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez energię elektryczną.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed rozpoczęciem prac wyłączyć wszystkie używane urządzenia i kompo-
▶
nenty i odłączyć je od sieci zasilającej.
Zabezpieczyć wszystkie używane urządzenia i komponenty przed ponownym
▶
włączeniem.
Po otwarciu urządzenia sprawdzić odpowiednim przyrządem pomiarowym,
▶
czy wszystkie elementy naładowane elektrycznie (np. kondensatory) są
rozładowane.
Przygotowanie
Spawanie ręczne
elektrodą otuloną
Ustawić wyłącznik zasilania w położeniu „– O –”.
1
Odłączyć wtyczkę zasilania.
2
WAŻNE! Informacje, czy elektrodami topliwymi należy spawać z ustawieniem
(+) czy (–), można znaleźć na opakowaniu elektrod topliwych.
W zależności od typu elektrody podłączyć przewód masy do gniazda prądo-
3
wego (–) lub (+) i zablokować obracając w prawo
Przy użyciu drugiego końca przewodu masy utworzyć połączenie z elemen-
4
tem spawanym.
W zależności od typu elektrody włożyć wtyczkę z zamkiem bagnetowym
5
przewodu uchwytu elektrody do wolnego gniazda prądowego o przeciwnej polaryzacji i zablokować przez przekręcenie w prawo
Podłączyć wtyczkę zasilania.
6
Przyciskiem wyboru metody spawania wybrać metodę spawania
1
ręcznego elektrodą otuloną:
Napięcie spawania zostanie podane do gniazda spawania z opóźnieniem 3 s
WSKAZÓWKA! Parametry ustawione na panelu sterowania jednego z
komponentów systemu (TR 2000, TR 3000) w pewnych warunkach nie
mogą być zmieniane na panelu obsługowym źródła spawalniczego.
78
Page 79

Przyciskiem wyboru parametrów wybrać parametr „Natężenie prądu”.
2
Pokrętłem regulacyjnym ustawić żądane natężenie prądu.
3
Wartość natężenia prądu wyświetlana jest na lewym wyświetlaczu cyfrowym.
Zasadniczo wszystkie wartości zadane parametrów pozostają zapisane aż
do następnej zmiany. Ma to miejsce również wtedy, jeśli w międzyczasie
źródło spawalnicze zostało wyłączone i ponownie włączone.
Rozpocząć spawanie.
4
W celu wyświetlenia wskazania rzeczywistego prądu spawania podczas procesu spawania:
Przyciskiem wyboru parametrów wybrać parametr „Prąd spawania”.
-
Rzeczywisty prąd spawania będzie wyświetlany podczas procesu spa-
-
wania na wyświetlaczu cyfrowym.
PL
Korekty w trybie
spawania
Funkcja gorącego startu
Aby uzyskać optymalny wynik spawania, należy w niektórych przypadkach ustawić parametr „Dynamika”.
Przyciskiem wyboru parametrów wybrać parametr „Dynamika”.
1
Pokrętłem regulacyjnym ustawić żądaną wartość dynamiki.
2
Wartość parametru pojawia się na umieszczonym powyżej wyświetlaczu cyfrowym.
Aby uzyskać optymalny wynik spawania, należy w niektórych przypadkach ustawić funkcję gorącego startu.
Zalety
Poprawa właściwości zajarzenia, również w przypadku elektrod o złych właści-
-
wościach zajarzenia.
Lepsze stapianie materiału podstawowego w fazie początkowej, a dzięki temu
-
mniejsza liczba zimnych punktów.
Daleko idące zapobieganie inkluzji żużla.
-
Ustawienie dostępnych parametrów zostało opisane w rozdziale „Ustawienia Setup”, „Menu Setup – poziom 2”.
79
Page 80

I (A)
300
200
HCU
I
H
HCU > I
H
t (s)
0,5
1
1,5
Hti
Legenda
Hti Hot-current time = czas prądu
HotStart,
0–2 s,
ustawienie fabryczne 0,5 s
HCU Hot-start-current = prąd Hot-
Start,
100–200%,
ustawienie fabryczne 150%
Funkcja AntiStick
I
Prąd główny = ustawiony prąd
H
spawania
Zasada działania
W ustawionym czasie prądu HotStart
(Hti) prąd spawania jest podwyższany
do określonej wartości. Wartość ta
(HCU) jest wyższa niż ustawiony prąd
spawania (IH).
W przypadku skracającego się łuku spawalniczego napięcie spawania może spaść
do takiego poziomu, że elektroda będzie mieć skłonności do przywierania. Ponadto może dojść do wyżarzenia elektrody.
Aktywna funkcja Anti-Stick zapobiega wyżarzeniu. Gdy elektroda zaczyna przywierać, źródło prądu spawalniczego wyłącza natychmiast prąd spawania. Po oddzieleniu elektrody od elementu spawanego proces spawania można bez
przeszkód kontynuować.
Funkcję Anti-Stick (Ast) można włączać i wyłączać podczas wprowadzania ustawień Setup w „menu Setup: Poziom 2”.
80
Page 81

Zapisywanie i wywoływanie punktów pracy
PL
Informacje
ogólne
Zapis punktów
pracy EasyJob
Wywołanie
punktów pracy
EasyJob
Przyciski zapisywania pozwalają na zapisanie do 5 punktów pracy EasyJob. Każdy
punkt pracy odpowiada dokonanemu dla niego ustawieniu na panelu obsługowym.
EasyJob można zapisać dla każdej metody spawania.
WAŻNE! System nie zapisuje jednocześnie parametrów Setup.
Aby zapisać aktualne ustawienia na panelu obsługowym, nacisnąć i
1
przytrzymać jeden z przycisków zapisywania, np.:
Wskazanie na lewym wskaźniku — „Pro”.
-
Po krótkiej chwili na lewym wskaźniku pojawi się uprzednio
-
wyświetlana wartość.
Zwolnić przycisk zapisywania.
2
Aby wywołać zapisane ustawienia, na krótko nacisnąć odpowiedni
1
przycisk zapisywania, np.:
Na panelu obsługowym wyświetlane są zapisane ustawienia
-
Kasowanie
punktów pracy
EasyJob
Wywoływanie
punktów pracy
w palniku spawalniczym z regulacją parametrów góra/dół
Aby usunąć zapisaną zawartość przycisku zapisywania, nacisnąć i
1
przytrzymać odpowiedni przycisk zapisywania, np.:
Wskazanie na lewym wskaźniku — „Pro”.
-
Po krótkiej chwili na lewym wskaźniku pojawi się uprzednio
-
wyświetlana wartość.
Nadal trzymać naciśnięty przycisk zapisywania.
2
lWskazanie na lewym wskaźniku — „CLr”.
-
Po krótkiej chwili na obu wskaźnikach widoczne jest wskazanie
-
„---”
Zwolnić przycisk zapisywania.
3
Aby wywołać zapisane ustawienia za pomocą palnika spawalniczego z regulacją
parametrów góra/dół, jeden z przycisków zapisywania na panelu obsługowym musi być naciśnięty.
Nacisnąć jeden z przycisków zapisywania na panelu obsługowym,
1
np.:
Na panelu obsługowym wyświetlane są zapisane ustawienia
-
Teraz możliwy jest wybór przycisków zapisywania za pomocą przycisków na palniku spawalniczym z regulacją parametrów góra/dół. Przyciski zapisywania, które
nie mają przypisanych funkcji są wówczas pomijane.
81
Page 82

Poza zaświeceniem się numeru przycisku zapisywania, numer wyświetlany jest
bezpośrednio na palniku spawalniczym z regulacją parametrów góra/dół:
Numer 1
Numer 2
Numer 3
Numer 4
Numer 5
82
Page 83

Ustawienia Setup
83
Page 84

84
Page 85

Menu Setup
PL
Informacje
ogólne
Ustawianie parametrów Setup
Menu Setup zapewnia łatwy dostęp do wiedzy eksperckiej w źródle prądu spawalniczego oraz do funkcji dodatkowych. W menu Setup możliwe jest łatwe dostosowanie parametrów do różnorodnych zadań.
Ustawianie parametrów Setup zostało opisane na przykładzie metody spawania
„MIG/MAG Standard-Synergic”. Sposób postępowania podczas zmiany innych
parametrów Setup jest identyczny.
Wejście do menu Setup
Przyciskiem wyboru metody spawania wybrać metodę spa-
1
wania „MIG/MAG Standard Synergic”.
Nacisnąć i przytrzymać przycisk wyboru trybu pracy.
2
Nacisnąć przycisk wyboru metody spawania.
3
Zwolnić przyciski wyboru trybu pracy i metody spawania.
4
Panel obsługowy pojawia się teraz w menu Setup metody spawania „MIG/MAG
Standard-Synergic” — wyświetlany jest ostatnio wybrany parametr Setup.
Zmiana parametrów
Przyciskami wyboru trybu pracy i metody spawania lub le-
1
wym pokrętłem regulacyjnym wybrać żądany parametr Setup.
Przyciskami wyboru parametrów lub prawym pokrętłem re-
2
gulacyjnym zmienić wartość parametru Setup.
Wyjście z menu Setup
Nacisnąć i przytrzymać przycisk wyboru trybu pracy.
1
Nacisnąć przycisk wyboru metody spawania.
2
Zwolnić przyciski wyboru trybu pracy i metody spawania.
3
85
Page 86

Parametry Setup
dla spawania
MIG/MAG Standard Manual
Informacje „min.” i „maks.” są stosowane w przypadku zakresów ustawień, które
są różne w zależności od źródła spawalniczego, programu spawania itp.
GPr Czas wstępnego wypływu gazu
Jednostka: s
Zakres ustawienia: 0–9,9
Ustawienie fabryczne: 0,1
GPo Czas wypływu gazu po zakończeniu spawania
Jednostka: s
Zakres ustawienia: 0–9,9
Ustawienie fabryczne: 0,5
Fdi Prędkość nawlekania drutu
Jednostka: m/min (ipm.)
Zakres ustawienia: 1–maks. (39.37–maks.)
Ustawienie fabryczne: 10 (393.7)
bbc Efekt upalania
Efekt upalania wskutek opóźnionego wyłączenia prądu spawania po zatrzymaniu doprowadzania drutu elektrodowego. Na końcu drutu elektrodowego tworzy się kula.
Jednostka: s
Zakres ustawień: AUt, 0–0,3
Ustawienie fabryczne: AUt
IGC Prąd zajarzenia
Jednostka: A
Zakres ustawienia: 100–650
Ustawienie fabryczne: 500
Ito Długość drutu do wyłączenia zabezpieczającego
Jednostka: mm (in.)
Zakres ustawienia: OFF (WYŁ.), 5–100 (OFF, 0.2–3.94)
Ustawienie fabryczne: OFF (WYŁ.)
WSKAZÓWKA!
Funkcja Ito (długość drutu wymagana do wyłączenia zabezpieczającego) jest
funkcją bezpieczeństwa.
Zwłaszcza w przypadku wysokich prędkości podawania drutu, długość drutu wymagana do wyłączenia zabezpieczającego może różnić się od ustawionej długości
drutu.
SPt Czas spawania punktowego / czas spawania wielościegowego
Jednostka: s
Zakres ustawienia: 0,3–5
Ustawienie fabryczne: 0,3
86
SPb Czas przerwy spawania przerywanego
Jednostka: s
OFF (WYŁ.), 0,3–10 (w krokach co 0,1 s)
Ustawienie fabryczne: OFF (WYŁ.)
Page 87
Int Termin
wyświetla się tylko wtedy, gdy dla SPb ustawiono wartość
Jednostka: Zakres ustawienia: 2T (2-takt), 4T (4-takt)
Ustawienie fabryczne: 2T (2-takt)
FAC Resetowanie źródła spawalniczego
Przytrzymać przycisk wyboru parametrów naciśnięty przez 2 sekundy, aby
przywrócić stan fabryczny
— jeśli na wyświetlaczu cyfrowym pojawi się symbol „PrG”, oznacza to, że
nastąpiło zresetowanie źródła spawalniczego.
WAŻNE! W przypadku zresetowania źródła spawalniczego, nastąpi utrata
wszystkich indywidualnych ustawień w menu Setup.
Punkty pracy zapisane przyciskami zapisywania pozostają zapisane po zresetowaniu źródła spawalniczego. System nie skasuje również funkcji drugiego poziomu menu Setup (2nd). Wyjątek: parametr Ignition Time-Out
(ito).
2nd drugi poziom menu Setup (patrz rozdział „Menu Setup – Poziom 2”)
PL
Parametry Setup
dla spawania metodą MIG/MAG
Standard Synergic
Informacje „min.” i „maks.” stosowane są w przypadku zakresów ustawień, które
są różne w zależności od źródła prądu spawalniczego, programu spawania itp.
GPo Gas pre-flow time — Czas wstępnego wypływu gazu
Jednostka: s
Zakres ustawień: 0–9,9
Ustawienie fabryczne: 0,1
GPo Gas post-flow time — Czas wypływu gazu po zakończeniu spawania
Jednostka: s
Zakres ustawień: 0–9,9
Ustawienie fabryczne: 0,1
SL Slope
Jednostka: s
Zakres ustawień: 0–9,9
Ustawienie fabryczne: 0,1
I-S I (current) – Starting — Prąd startowy
Jednostka: % (prądu spawania)
Zakres ustawień: 0–200
Ustawienie fabryczne: 100
I-E I (current) – End: Prąd końcowy
Jednostka: % (prądu spawania)
Zakres ustawień: 0–200
Ustawienie fabryczne: 50
t-S t (time) – Starting — Czas trwania prądu startowego
Jednostka: s
Zakres ustawień: OFF, 0,1–9,9
Ustawienie fabryczne: OFF (WYŁ.)
t-E t (time) - End: Czas trwania prądu końcowego
Jednostka: s
87
Page 88

Zakres ustawień: OFF, 0,1–9,9
Ustawienie fabryczne: OFF (WYŁ.)
Fdi Feeder inching — Prędkość nawlekania drutu
Jednostka: m/min (ipm.)
Zakres ustawień: 1–maks. (39.37–maks.)
Ustawienie fabryczne: 10 (393.7)
bbc burn back time correction —
Efekt upalania przez cofanie drutu na końcu spawania
Jednostka: s
Zakres ustawień: Aut, 0–0,3
Ustawienie fabryczne: Aut
Ito Ignition Time-Out — Długość drutu do wyłączenia zabezpieczającego
Jednostka: mm (in.)
Zakres ustawień: Off, 5–100 (Off, 0.2–3.94)
Ustawienie fabryczne: OFF (WYŁ.)
WSKAZÓWKA!
Funkcja Ignition Time-Out (ito) to funkcja zabezpieczająca.
Zwłaszcza w przypadku wysokich prędkości podawania drutu, długość drutu wymagana do wyłączenia zabezpieczającego może różnić się od ustawionej długości
drutu.
Funkcja Ignition Time-Out (ito) została opisana w rozdziale „Funkcje specjalne i
opcje”.
Spt Spot-welding time — Czas spawania punktowego/wielościegowego
Jednostka: s
Zakres ustawień: OFF (WYŁ.), 0,1–5
Ustawienie fabryczne: OFF (WYŁ.)
SPb Spot break — Czas przerwy podczas spawania punktowego
Jednostka: s
Zakres ustawień: OFF (WYŁ.), 0,1–10 (w krokach co 0,1 s)
Ustawienie fabryczne: OFF (WYŁ.)
FAC Factory — Resetowanie źródła spawalniczego
Przytrzymać przez 2 sekundy naciśnięty jeden z przycisków wyboru parametrów, aby przywrócić stan fabryczny
— jeśli na wyświetlaczu cyfrowym wyświetlany jest komunikat „PrG”,
źródło prądu spawalniczego zostało zresetowane.
WAŻNE! Jeśli źródło prądu spawania zostanie zresetowane, wszystkie indywidualne ustawienia w menu Setup zostaną utracone.
Zapisane za pomocą przycisków zapisywania punkty pracy nie zostaną
usunięte podczas resetowania źródła prądu spawania — pozostaną zapisane. Nie zostaną usunięte również funkcje drugiego poziomu menu Setup
(2nd). Wyjątek: parametr Ignition Time-Out (ito).
88
2nd drugi poziom menu Setup (patrz rozdział „Menu Setup — Poziom 2”)
Page 89

Parametry Setup
dla spawania
elektrodą otuloną
WAŻNE! W przypadku zresetowania źródła prądu spawania parametrem Setup
Factory FAC, parametry Setup Czas prądu gorącego startu (Hti) oraz HotStart
(HCU) również zostaną zresetowane.
HCU Hot-start current — Prąd HotStart
Jednostka: %
Zakres ustawień: 100–200
Ustawienie fabryczne: 150
Hti Hot-current time — Czas prądu gorącego startu
Jednostka: s
Zakres ustawień: 0–2,0
Ustawienie fabryczne: 0,5
Ast Anti-Stick
Jednostka: Zakres ustawień: On, OFF
Ustawienie fabryczne: OFF (WYŁ.)
FAC Factory — Resetowanie źródła prądu spawalniczego
Przez 2 sekundy przytrzymać naciśnięty jeden z przycisków wyboru parametrów, aby przywrócić stan fabryczny
— jeśli na wyświetlaczu cyfrowym wyświetlany jest komunikat „PrG”,
źródło prądu spawalniczego zostało zresetowane.
WAŻNE! Jeśli źródło prądu spawania zostanie zresetowane, wszystkie indywidualne ustawienia zostaną utracone.
Zapisane za pomocą przycisków zapisywania punkty pracy nie zostaną
usunięte podczas resetowania źródła prądu spawania — pozostaną zapisane. Nie zostaną usunięte również funkcje drugiego poziomu menu Setup
(2nd). Wyjątek: parametr Ignition Time-Out (ito).
PL
2nd drugi poziom menu Setup (patrz rozdział „Menu Setup — Poziom 2”)
89
Page 90

Menu Setup Poziom 2
Ograniczenia Na poziomie drugim menu Setup występują następujące ograniczenia:
Nie można wejść do poziomu drugiego menu Setup:
Podczas eksploatacji
-
przy aktywnej funkcji Pomiar przepływu gazu
-
przy aktywnej funkcji Nawlekanie drutu,
-
przy aktywnej funkcji Cofanie drutu
-
przy aktywnej funkcji Przedmuch
-
Dopóki użytkownik znajduje się na poziomie drugim menu Setup, poniżej wymienione funkcje są niedostępne, także w przypadku trybu pracy z robotem:
Rozpoczęcie spawania, w przypadku trybu pracy z robotem podlega ono sy-
-
gnałowi „Źródło prądu spawalniczego gotowe”
Pomiar przepływu gazu
-
Nawlekanie drutu,
-
Cofanie drutu
-
Przedmuch
-
Ustawianie parametrów Setup
Wejście do menu Setup
Nacisnąć i przytrzymać przycisk wyboru trybu pracy.
1
Nacisnąć przycisk wyboru metody spawania.
2
Zwolnić przyciski wyboru trybu pracy i metody spawania.
3
Panel obsługowy znajduje się teraz w menu Setup — wyświetlany jest ostatnio
wybrany parametr Setup.
Wybór parametru „2nd”
Przyciskiem wyboru trybu pracy i metody spawania lub le-
1
wym pokrętłem regulacyjnym wybrać parametr Setup
„2nd”.
Wejście do menu Setup Poziom 2
90
Nacisnąć i przytrzymać przycisk wyboru trybu pracy.
1
Nacisnąć przycisk wyboru metody spawania.
2
Zwolnić przyciski wyboru trybu pracy i metody spawania.
3
Page 91

Zmiana parametrów
Przyciskami wyboru trybu pracy i metody spawania lub le-
1
wym pokrętłem regulacyjnym wybrać żądany parametr Setup.
Przyciskami wyboru parametrów lub prawym pokrętłem re-
2
gulacyjnym zmienić wartość parametru Setup.
Wyjście z menu Setup Poziom 2
Nacisnąć i przytrzymać przycisk wyboru trybu pracy.
1
Nacisnąć przycisk wyboru metody spawania.
2
Zwolnić przyciski wyboru trybu pracy i metody spawania.
3
Wyjście z menu Setup
PL
Parametry spawania MIG/MAG
w menu Setup
Poziom 2
Nacisnąć i przytrzymać przycisk wyboru trybu pracy.
1
Nacisnąć przycisk wyboru metody spawania.
2
Zwolnić przyciski wyboru trybu pracy i metody spawania.
3
C-C Cooling unit Control — sterownik chłodnicy
(tylko przy podłączonej chłodnicy)
Jednostka: Zakres ustawień: Aut, On (wł.), OFF (wył.)
Ustawienie fabryczne: Aut
Aut: chłodnica wyłącza się po przerwie w spawaniu trwającej 2 minuty.
WAŻNE! Jeśli chłodnica jest wyposażona w opcję „Monitorowanie temperatury płynu chłodzącego” i „Monitorowanie przepływu płynu
chłodzącego”, chłodnica wyłącza się, gdy temperatura powrotu spadnie
poniżej 50°C, jednak najwcześniej po 2 minutach przerwy w spawaniu.
On (wł.): chłodnica pozostaje włączona przez cały czas.
OFF (wył.): chłodnica pozostaje wyłączona przez cały czas.
WAŻNE! W przypadku użycia parametru „FAC” nie nastąpi przywrócenie wartości fabrycznej parametru „C-C”. W przypadku wybrania metody spawania ręcznego elektrodą otuloną, chłodnica w każdym przypadku pozostanie wyłączona, także w ustawieniu „On” (wł.).
91
Page 92

C-t Cooling Time
(tylko w przypadku podłączenia chłodnicy)
Czas między sygnałem monitorowania przepływu a wyświetleniem kodu
serwisowego „no | H2O”. Jeśli w układzie chłodzenia pojawią się np.
pęcherzyki powietrza, chłodnica wyłącza się dopiero po upływie ustawionego czasu.
Jednostka: s
Zakres ustawień: 5–25
Ustawienie fabryczne: 10
WAŻNE! W celach testowych chłodnica włącza się na 180 sekund po
każdym włączeniu źródła energii.
SEt Setting — ustawienie krajowe (standard/USA) ... Std / US
Jednostka: Zakres ustawień: Std, US (standard/USA)
Ustawienie fabryczne:
Wersja standardowa: Std (jednostka miary: cm/mm)
Wersja USA: US (jednostka miary: in.)
r r (resistance) — rezystancja obwodu spawania (w mΩ)
patrz sekcja „Określenie rezystancji obwodu spawania r”
L L (inductivity) — indukcyjność obwodu spawania (w mikrohenrach)
patrz sekcja „Wyświetlanie indukcyjności obwodu spawania L”
EnE Rzeczywisty pobór energii — energia elektryczna łuku spawalniczego
w odniesieniu do prędkości spawania
Jednostka: kJ
Zakres ustawień: ON/OFF
Ustawienie fabryczne: OFF (WYŁ.)
Ponieważ na trzyznakowym wyświetlaczu nie można wyświetlić pełnego
zakresu wartości (1–99999 kJ), wybrano następujące warianty wyświetlania:
Wartość w kJ / wskazanie na wyświetlaczu:
od 1 do 999 / od 1 do 999
od 1000 do 9999 / od 1.00 do 9.99 (bez jednego miejsca po przecinku
np. 5270 kJ -> 5.27)
od 10 000 do 99 999 / od 10.0 do 99.9
(zaokrąglone w górę do części dziesiętnej, np. 23 580 kJ -> 23.6)
92
Page 93
ALC Arc Length Correction — Korekta długości łuku spawalniczego w od-
niesieniu do napięcia spawania
Zakres ustawień: ON/OFF
Ustawienie fabryczne: OFF (WYŁ.)
Długość łuku spawalniczego zależy od napięcia spawania. Napięcie spawania w trybie Synergic można ustawiać indywidualnie.
Jeżeli parametr „ALC” ustawiono na wartość „OFF” (wył.), nie ma możliwości indywidualnego ustawiania napięcia spawania. Napięcie spawania
dostosowuje się automatycznie do wybranego prądu spawania lub
prędkości podawania drutu. W przypadku dostosowywania korekty
długości łuku spawalniczego, napięcie zmienia się przy stałej wartości
prądu spawania i prędkości podawania drutu. W czasie ustawiania
długości łuku spawalniczego pokrętłem regulacyjnym, lewy wyświetlacz
służy do wskazywania wartości korekty długości łuku spawalniczego. Na
prawym wyświetlaczu jednocześnie zmienia się wartość napięcia spawania. Następnie lewy wyświetlacz ponownie wskazuje wartość pierwotną,
np. prądu spawania.
Ejt EasyJob Trigger — do aktywowania/dezaktywowania funkcji
przełączania EasyJobs za pomocą przycisku palnika
Jednostka: Zakres ustawień: ON/OFF
Ustawienie fabryczne: OFF (WYŁ.)
PL
Funkcja z przyciskiem palnika MIG/MAG
Nacisnąć krótko (< 0,5 s) przycisk palnika
Nie w trakcie spawania:
Wszystkie EasyJobs MIG/MAG są przełączane w kolejności.
-
Jeśli nie wybrano EasyJob, przycisk palnika funkcjonuje w zwykły
-
sposób.
Jeśli nie wybrano EasyJob MIG/MAG, nie zachodzi żadna zmiana.
-
W trakcie spawania:
Przełączanie EasyJobs MIG/MAG z tym samym trybem pracy (4-
-
taktowy, specjalny 4-taktowy, spawanie wielościegowe 4-taktowe) i
tą samą metodą spawania.
Przełączanie nie jest możliwe przy spawaniu punktowym.
-
Funkcja z przyciskiem góra/dół MIG/MAG
Przy wybranym EasyJob zmienia się EasyJob, w przeciwnym razie
-
prąd spawania.
Nie w trakcie spawania:
Wszystkie EasyJobs MIG/MAG są przełączane w kolejności.
-
W trakcie spawania:
Przełączanie EasyJobs MIG/MAG z tym samym trybem pracy (2-
-
taktowy, 4-taktowy, specjalny 4-taktowy, spawanie wielościegowe 4taktowe) i tą samą metodą spawania.
Możliwe jest przełączanie wstecz.
-
93
Page 94
Parametry dla
spawania elektrodą otuloną w
menu Setup Poziom 2
r r (resistance) Rezystancja obwodu spawania (w mΩ)
patrz sekcja „Ustalanie rezystancji r obwodu spawania” od strony 95
L L (inductivity) — indukcyjność obwodu spawania (w mikrohenrach)
patrz sekcja „Wyświetlanie indukcyjności obwodu spawania L” od strony
97
94
Page 95
Ustalanie rezystancji r obwodu spawania
PL
Informacje
ogólne
Ustalanie rezystancji obwodu
spawania (spawanie metodą
MIG/MAG)
Dzięki ustaleniu rezystancji obwodu spawania możliwe jest uzyskanie zawsze
stałego rezultatu spawania, nawet w przypadku różnej długości wiązek uchwytu
— napięcie spawania łuku spawalniczego jest przez to zawsze dokładnie regulowane, niezależne od długości i przekroju wiązki uchwytu. Zastosowanie korekty
długości łuku spawalniczego nie jest konieczne.
Rezystancja obwodu spawania będzie wyświetlana po ustaleniu na wyświetlaczu.
r = rezystancja obwodu spawania w miliomach (mOhm)
W przypadku prawidłowo wykonanego pomiaru rezystancji obwodu spawania
ustawione napięcie spawania odpowiada dokładnie napięciu spawania łuku spawalniczego. Jeśli napięcie zostanie zmierzone ręcznie na gniazdach wyjściowych
źródła spawalniczego, jest ono wyższe od napięcia spawania łuku spawalniczego o
wartość spadku napięcia wiązki uchwytu.
Rezystancja obwodu spawania jest zależna od używanej wiązki uchwytu:
w przypadku zmiany długości lub przekroju wiązki uchwytu należy ponownie
-
zmierzyć rezystancję obwodu spawania.
rezystancję obwodu spawania należy zmierzyć oddzielnie dla każdej metody
-
spawania wraz z odpowiednimi przewodami prądowymi.
WSKAZÓWKA!
Ryzyko błędnego pomiaru rezystancji obwodu spawania.
Może on negatywnie wpłynąć na rezultat spawania.
Upewnić się, że element spawany w obszarze zacisku masy zapewnia opty-
▶
malną powierzchnię stykową (powierzchnia jest oczyszczona, usunięto rdzę
itp.).
Upewnić się, że wybrano metodę MANUAL lub SYNERGIC.
1
Utworzyć połączenie z masą elementu spawanego.
2
Wejść do menu Setup Poziom 2 (2nd).
3
Wybrać parametr „r”.
4
Zdjąć dyszę gazową palnika spawalniczego.
5
Przykręcić końcówkę prądową.
6
Upewnić się, że drut elektrodowy nie wystaje z końcówki prądowej.
7
WSKAZÓWKA!
Ryzyko błędnego pomiaru rezystancji obwodu spawania.
Może on negatywnie wpłynąć na rezultat spawania.
Upewnić się, że element spawany w obszarze zacisku masy zapewnia opty-
▶
malną powierzchnię stykową dla końcówki prądowej (powierzchnia jest
oczyszczona, usunięto rdzę itp.).
Dobrze przyłożyć końcówkę prądową do powierzchni elementu spawanego.
8
Krótko nacisnąć przycisk palnika.
9
Zostanie obliczona rezystancja obwodu spawania. Podczas pomiaru na
-
wyświetlaczu wyświetlany jest napis „run”.
95
Page 96

Pomiar jest zakończony, gdy rezystancja obwodu spawania na wyświetlaczu
wyświetlana jest w megaomach (np. 11,4).
Ponownie zamontować dyszę gazową palnika spawalniczego.
10
96
Page 97

Wyświetlanie indukcyjności obwodu spawania
PL
Informacje
ogólne
Wyświetlanie indukcyjności obwodu spawania
Prawidłowe
ułożenie wiązki
uchwytu
Ułożenie zestawu przewodów ma istotny wpływ na indukcyjność obwodu spawania
i wpływa w ten sposób na proces spawania. Dlatego w celu uzyskania możliwie
najlepszego wyniku spawania ważne jest prawidłowe ułożenie zestawu przewodów.
Za pomocą parametru Setup „L” wyświetlana jest ustalona ostatnio indukcyjność
obwodu spawania. Właściwa kompensacja indukcyjności obwodu spawania odbywa się jednocześnie z ustaleniem rezystancji obwodu spawania. Szczegółowe informacje na ten temat zostały zamieszczone w rozdziale „Ustalanie rezystancji
obwodu spawania”.
Wejść do menu Setup Poziom 2 (2nd).
1
Wybrać parametr „L”.
2
Obliczona ostatnio indukcyjność obwodu spawania L wyświetlana jest na prawym
wyświetlaczu cyfrowym.
L... Indukcyjność obwodu spawania (w mikrohenrach)
97
Page 98

98
Page 99

Usuwanie usterek i konserwacja
99
Page 100

100
 Loading...
Loading...