

Operating
Instructions
Багатопроцесний пристрій TransSteel 2700c
Багатопроцесний пристрій TransSteel 2700c
MV
Багатопроцесний пристрій TransSteel 3500c
UK
інструкції з експлуатації
42,0426,0322,UK 013-06042023

Зміст
Правила техніки безпеки 7
Пояснення попереджень щодо безпеки 7
Загальні відомості 7
Належне використання 8
Умови навколишнього середовища 8
Обов'язки компанії, що експлуатує пристрій 9
Обов'язки персоналу 9
Підключення до електромережі 9
Захист зварювальника та інших осіб 9
Небезпека отруєння токсичними газами й випарами 10
Небезпека, пов'язана з іскрами 11
Ризик ураження мережевим і зварювальним струмом 11
Блукаючі зварювальні струми 12
Класифікація електромагнітної сумісності (ЕМС) пристроїв 13
Заходи із забезпечення ЕМС 13
Заходи для запобігання електромагнітним перешкодам 14
Зони підвищеної небезпеки 14
Вимоги до захисного газу 15
Балони із захисним газом є джерелом підвищеної небезпеки 15
Небезпека через витік захисного газу. 16
Заходи безпеки в місці встановлення та під час транспортування 16
Заходи безпеки під час звичайної експлуатації 17
Уведення до експлуатації, обслуговування та ремонт 18
Перевірка безпеки 18
Утилізація 18
Маркування безпеки 18
Захист даних 19
Авторське право 19
UK
Загальні відомості 21
Загальні відомості 23
Концепція пристрою 23
Доступні зварювальні процеси 23
Принцип роботи 24
СФЕРИ ЗАСТОСУВАННЯ 25
Попереджувальні знаки на пристрої 25
Опис попереджувальних знаків на пристрої 27
Системні компоненти 30
Загальні відомості 30
Безпека 30
Основні відомості 30
Органи керування та роз'єми 33
Панель керування 35
Загальні відомості 35
Безпека 35
Панель керування Synergic 36
Сервісні параметри 39
Блокування кнопок 40
Роз'єми, вимикачі та механічні компоненти 41
TSt 2700c MP 41
TSt 3500c MP 42
Монтаж 45
Мінімальний набір обладнання, необхідного для зварювальних робіт 47
Загальні відомості 47
Зварювання MIG/MAG із газовим охолодженням 47
Зварювання MIG/MAG із водяним охолодженням 47
3

Ручне зварювання стрижневим електродом 47
Зварювання TIG постійним струмом 47
Перед встановленням і введенням до експлуатації 48
Безпека 48
Належне застосування 48
Інструкції з монтажу 48
Підключення до електромережі 49
Режим роботи від генератора 50
Режим роботи від генератора 50
TSt 2700c MV MP – робота від однофазної мережі 51
Робота від однофазної мережі 51
Пояснення терміну «робочий цикл» для роботи від однофазної мережі 52
Тривалість зварювання під час роботи від однофазної мережі 54
Підключення мережевого кабелю 55
Безпека 55
Загальні відомості 55
Передбачені мережеві кабелі та фіксатори 55
Під’єднання мережевого кабелю, TransSteel 2700c MV MP, робота від однофазної мережі 56
Під’єднання мережевого кабелю, TransSteel 2700c MP MV 58
Під’єднання мережевого кабелю, TransSteel 3500c nc MP 60
Приєднання/під’єднання системних компонентів 61
Інформація про системні компоненти 61
Монтаж на візку 61
Під’єднання газового балона 62
MIG/MAG 63
Запуск 65
Загальні відомості 65
Під’єднання зварювальних пальників MIG/MAG 65
Вставлення/заміна подавальних роликів 66
Вставлення котушки з дротом / кошикової котушки 67
Під’єднання газового балона 68
Підключення перемикача полярності та під’єднання кабелю заземлення 69
Подавання дротового електрода 70
Регулювання зусилля притискання 72
Регулювання стопора 73
Конструкція стопора 73
Обмеження потужності 74
Функція безпеки 74
Режими MIG/MAG 75
Загальні відомості 75
Маркування та пояснення 75
2-тактний режим 76
4-тактний режим 76
Спеціальний 4-тактний режим 77
Точкове зварювання 77
2-тактне зварювання з інтервалами 78
4-тактне зварювання з інтервалами 78
Стандартне зварювання MIG/MAG із режимом Synergic 79
Стандартне зварювання MIG/MAG із режимом Synergic 79
Корекція під час зварювання 80
Стандартне зварювання MIG/MAG у ручному режимі 81
Загальні відомості 81
Доступні параметри 81
Стандартне зварювання MIG/MAG в ручному режимі 81
Корекція під час зварювання 83
Точкове зварювання та зварювання з інтервалами 84
Загальні відомості 84
Точкове зварювання 84
Зварювання з інтервалами 85
4

Стрижневий електрод 87
Запуск 89
Безпека 89
Підготовка 89
Ручне зварювання стрижневим електродом 91
Ручне зварювання стрижневим електродом 91
Функції для оптимізації зварювального процесу 92
Динаміка дуги 92
Функція HotStart (Hti) 92
Функція Anti-stick (Ast) 92
TIG 95
Запуск 97
Запуск 97
Зварювання TIG 99
Зварювання TIG 99
Імпульсне зварювання 100
Застосування 100
Принцип роботи 100
Увімкнення імпульсного зварювання 101
Параметри EasyJob 103
Збереження та виклик параметрів EasyJob 105
Загальні відомості 105
Збереження параметрів EasyJob 105
Виклик параметра EasyJob 105
Видалення параметра EasyJob 105
Виклик робочих точок для зварювальних пальників із функцією Up/Down 106
UK
Функція Easy Documentation (Проста документація) для TransSteel 3500c MP 107
Загальні відомості 109
Загальні відомості 109
Реєстрація даних зварювання 109
Створення CSV-файлу 110
Звіт у форматі PDF / підпис Fronius 110
Увімкнення/вимкнення функції Easy Documentation 111
Налаштування дати та часу 111
Вимкнення функції Easy Documentation 112
Меню налаштування 113
Меню налаштування 115
Загальні зауваження 115
Робота 115
Параметри для стандартного зварювання MIG/MAG із режимом Synergic 115
Параметри стандартного зварювання MIG/MAG в ручному режимі 117
Параметри зварювання стрижневим електродом (MMA) 118
Параметри зварювання TIG 119
Меню налаштування – 2-й рівень 121
Обмеження 121
Робота (меню налаштування – 2-й рівень) 121
Параметри стандартного зварювання MIG/MAG з режимом Synergic (меню
налаштування – 2-й рівень)
Параметри стандартного зварювання MIG/MAG в ручному режимі (меню
налаштування – 2-й рівень)
Параметри зварювання захищеною дугою (SMAW) 127
Параметри зварювання TIG (меню налаштування – 2-й рівень) 127
Вимірювання опору зварювального контуру (r) 129
Загальні відомості 129
Вимірювання опору зварювального контуру (зварювання MIG/MAG) 129
122
124
5
Відображення індуктивності зварювального контуру (L) 131
Загальні відомості 131
Відображення індуктивності зварювального контуру 131
Правильна укладка шлангових пакетів 131
Обслуговування і усунення несправностей 133
Усунення несправностей 135
Загальні відомості 135
Безпека 135
Діагностика несправностей 135
Відображувані коди помилок 138
Відображувані коди помилок, пов’язані з функцією OPT Easy Documentation 145
Догляд, обслуговування та утилізація 146
Загальні відомості 146
Безпека 146
Перед кожним запуском 146
За потреби 146
Кожні 2 місяці 147
Що 6 місяців 147
Утилізація 147
Додаток 149
Середні значення витрати під час зварювання 151
Середні витрати дротового електрода під час зварювання MIG/MAG 151
Середні витрати захисного газу під час зварювання MIG/MAG 151
Середні витрати захисного газу під час зварювання TIG 151
Технічні дані 152
Спеціальні напруги 152
Пояснення терміну «період ввімкнення» 152
TSt 2700c MP 153
TransSteel 2700c MV MP 155
TSt 3500c MP 158
Огляд важливих вихідних матеріалів і відомості про рік випуску пристрою 159
Таблиці зварювальних програм 160
Таблиця зварювальних програм для TransSteel 2700c MP 160
Таблиця зварювальних програм США для TransSteel 2700c MP 161
Таблиця зварювальних програм для TransSteel 3500c MP 162
Таблиця зварювальних програм США для TransSteel 3500c MP 163
6

Правила техніки безпеки
UK
Пояснення
попереджень
щодо безпеки
ПОПЕРЕДЖЕННЯ!
Означає безпосередню небезпеку.
Якщо її не уникнути, вона призведе до загибелі або серйозного
▶
травмування персоналу.
НЕБЕЗПЕЧНО!
Означає потенційно небезпечну ситуацію.
Якщо її не уникнути, вона може призвести до загибелі або серйозного
▶
травмування персоналу.
ОБЕРЕЖНО!
Означає ситуацію, яка може призвести до травмування або пошкодження
майна.
Якщо її не уникнути, вона може призвести до незначного травмування та
▶
(або) пошкодження майна.
УВАГА!
Означає ризик виробничого браку або пошкодження обладнання.
Загальні
відомості
Цей пристрій виготовлено з використанням найновіших технологій і
дотриманням визнаних стандартів безпеки. Неправильне використання або
використання не за призначенням може призвести до:
-
травмування або загибелі оператора або сторонніх осіб;
-
пошкодження пристрою та іншого майна компанії, що експлуатує
пристрій;
-
неефективної роботи пристрою.
Усі особи, що виконують введення в експлуатацію, саму експлуатацію, технічне
та сервісне обслуговування повинні:
-
мати належну кваліфікацію;
-
мати достатній рівень знань зварювальних технологій;
-
уважно ознайомитися з цією інструкцією з експлуатації та виконувати
викладені в ній вимоги.
Інструкція з експлуатації має завжди бути доступною в місці використання
пристрою. Окрім інструкції з експлуатації, потрібно дотримуватися загальних і
місцевих нормативних вимог, що стосуються запобігання нещасним випадкам
і захисту навколишнього середовища.
Вимоги до попереджувального та застережного маркування на пристрої:
-
маркування має бути чітко видимим;
-
маркування не повинне бути пошкодженим;
-
забороняється видаляти маркування;
-
забороняється закривати, заклеювати або зафарбовувати маркування.
Місця нанесення попереджувального та застережного маркування вказані в
інструкції з експлуатації пристрою, розділ «Загальні відомості».
7
Перед увімкненням пристрою потрібно усунути всі несправності, що можуть
становити небезпеку.
Це потрібно для вашої ж безпеки!
Належне
використання
Пристрій повинен використовуватися лише за прямим призначенням.
Пристрій призначений лише для зварювальних процесів, що вказані на
заводській табличці.
Використання для будь-яких інших цілей вважається неналежним. Виробник
не несе жодної відповідальності за будь-яку шкоду, заподіяну внаслідок такого
використання.
Належне використання передбачає:
-
уважне ознайомлення з цією інструкцією з експлуатації та виконання всіх
викладених у ній вимог;
-
знання та ретельне дотримання всіх вимог, вказаних у
попереджувальному та застережному маркуванні;
-
виконання всіх передбачених інспекцій і робіт із технічного
обслуговування.
Забороняється використовувати пристрій для перелічених нижче цілей:
-
розмороження труб;
-
заряджання акумуляторів;
-
запуску двигунів.
Пристрій призначено для використання у виробничих цехах і майстернях.
Виробник не несе відповідальності за будь-яку шкоду, заподіяну внаслідок
використання в побутових умовах.
Виробник також не несе відповідальності за неочікувані чи неправильні
результати робіт.
Умови
навколишнього
середовища
Експлуатація або зберігання пристрою в умовах, що відрізняються від
прописаних тут, вважається неналежним використанням. Виробник не несе
жодної відповідальності за будь-яку шкоду, заподіяну внаслідок такого
використання.
Діапазон температур навколишнього середовища
-
під час експлуатації: -10 °C …+ 40 °C (+14 °F…+104 °F)
-
під час транспортування та зберігання: -20 °C…+55 °C (-4 °F…+131 °F)
Відносна вологість:
-
до 50 % для 40 °C (104 °F)
-
до 90 % для 20 °C (68 °F)
У навколишньому повітрі не повинно бути пилу, кислот, корозійних газів або
речовин тощо.
Пристрій можна використовувати на висотах до 2000 м (6561 фут 8,16 дюйма)
над рівнем моря.
8

Обов'язки
компанії, що
експлуатує
пристрій
Компанія, що експлуатує пристрій, повинна допускати до роботи з ним лише
осіб, які:
-
знайомі з базовими правилами техніки безпеки на робочому місці та
запобігання нещасним випадкам і пройшли інструктаж із використання
пристрою;
-
ознайомилися з цією інструкцією з експлуатації, особливо з
розділом «Правила техніки безпеки», і розписалися в журналі техніки
безпеки;
-
пройшли належне навчання, щоб забезпечити потрібні результати робіт.
Необхідно проводити регулярні інспекції, щоб переконатися, що оператори
дотримуються правил техніки безпеки під час роботи.
UK
Обов'язки
персоналу
Підключення до
електромережі
Перед використанням пристрою всі працівники повинні:
-
ознайомитися з основними правилами техніки безпеки на робочому місці
та запобігання нещасним випадкам;
-
ознайомитися з цією інструкцією з експлуатації, зокрема з
розділом «Правила техніки безпеки», а також розписатися в журналі
техніки безпеки, що вони розуміють ці правила і будуть дотримуватися їх.
Перш ніж залишити робоче місце, забезпечте такі умови, щоб за вашої
відсутності не сталося травм або пошкодження майна.
Потужні пристрої можуть знизити якість напруги в мережі через високий
споживаний струм.
Це може впливати на кількість підключених пристроїв через зазначені нижче
фактори:
-
обмеження кількості підключених пристроїв;
-
критерії, що стосуються максимального допустимого повного
електричного опору мережі *);
-
критерії, що стосуються мінімальної допустимої потужності короткого
замикання *);
*)
у точці підключення до електромережі спільного користування,
див. розділ «Технічні дані».
Захист
зварювальника
та інших осіб
У цьому разі компанія або особа, що використовує пристрій, повинна
переконатися, що пристрій можна підключати до електромережі, за потреби
порадившись із представниками енергопостачальної компанії.
ВАЖЛИВО! Переконайтеся, що для підключення до електромережі
встановлено належне заземлення.
Усі особи, що працюють із пристроєм, наражають себе на небезпеку з огляду
на численні фактори ризику, серед яких:
-
іскри та розжарені частинки металу;
-
випромінення дуги, яке може пошкодити очі та шкіру;
-
електромагнітні поля, які можуть становити небезпеку для осіб з
імплантованими кардіостимуляторами;
-
ризик ураження мережевим і зварювальним струмом;
-
підвищений рівень шуму;
-
шкідливі випари та гази, що виділяються під час зварювання.
9
Під час роботи з пристроєм потрібно надягати відповідний захисний одяг.
Захисний одяг повинен мати такі характеристики:
-
вогнестійкість;
-
відсутність вологи й електропровідності;
-
одяг має закривати все тіло, бути непошкодженим і в хорошому стані;
-
наявність захисної каски;
-
штанини не повинні бути закочені.
Захисний одяг складається з багатьох елементів. Оператори повинні:
-
захищати очі та обличчя від УФ-випромінювання, високих температур та
іскор за допомогою захисного шолома зі світлофільтром;
-
надягати під шолом захисні окуляри з бічними щитками;
-
носити міцне взуття, що забезпечує ізоляцію навіть в умовах підвищеної
вологості;
-
захищати руки за допомогою спеціальних рукавичок (що забезпечують
електроізоляцію й захист від високих температур);
-
носити захисні навушники, щоб зменшити вплив шуму та захистити
органи слуху від пошкодження.
Не допускайте сторонніх осіб, особливо дітей, у робочу зону, коли ввімкнено
пристрій або триває зварювання. Якщо, незважаючи на це, поблизу
перебувають сторонні:
-
попередьте їх про всі фактори небезпеки (ризик осліплення світлом дуги,
опіків від іскор, вдихання шкідливих зварювальних випарів, ураження
мережевим і зварювальним струмом, високий рівень шуму тощо);
-
забезпечте їх необхідним захисним спорядженням;
-
або ж встановіть необхідні захисні екрани або штори.
Небезпека
отруєння
токсичними
газами й
випарами
Дим, що виникає під час зварювання, містить отруйні гази та випари.
Зварювальний дим містить речовини, що спричиняють рак. Про це йдеться у
монографії № 118 Міжнародної агенції з дослідження раку.
Під час роботи необхідно вмикати пристрій для відведення диму,
встановлений безпосередньо на його джерелі, та систему відсмоктування,
якою обладнано приміщення.
За можливості використовуйте зварювальний пальник із вбудованим
димовідсмоктувачем.
Пильнуйте, щоб зварювальний дим і гази не потрапляли в обличчя.
Для усунення випарів та шкідливих газів необхідно вживати перелічених далі
запобіжних заходів:
-
слід уникати вдихання випарів;
-
потрібно відводити їх від робочої зони за допомогою належного приладдя;
слід стежити за тим, аби до приміщення надходило достатньо свіжого повітря;
необхідно, щоб рівень вентиляції приміщення становив щонайменше 20 м³ на
годину;
за недостатнього рівня вентилювання слід на час зварювання надівати
зварювальний шолом із функцією подавання свіжого повітря.
У разі виникнення сумнівів щодо достатності рівня відсмоктування потрібно
порівняти заміряні рівні шкідливих викидів із граничними значеннями.
10
Рівень токсичності зварювального диму визначають такі чинники:
-
метали, з яких виготовлено деталь;
-
електроди;
-
покриття;
-
мийні засоби, знежирювачі тощо;
-
застосовуваний процес зварювання.
Характеристики перелічених вище компонентів наведено в їх паспортах
безпеки та відповідних інструкціях виробника.
Рекомендації щодо сценаріїв впливу, заходів з урахування чинників ризиків та
визначення умов праці містяться на веб-сайті Європейської асоціації з питань
зварювання European Welding Association у розділі Health & Safety (Здоров’я та
безпека) (https://european-welding.org).
Легкозаймисті випари (наприклад розчинника) потрібно відводити від зони
випромінення дуги.
Після завершення зварювання закрийте вентиль балона із захисним газом або
газопроводу.
UK
Небезпека,
пов'язана з
іскрами
Іскри можуть призвести до пожежі або вибуху.
Зварювання поблизу від легкозаймистих матеріалів забороняється.
Легкозаймисті матеріали повинні перебувати на відстані щонайменше
11 метрів (36 футів 1,07 дюйма) від зварювальної дуги. Якщо це неможливо,
такі матеріали потрібно накрити відповідним покриттям.
На робочому місці потрібно тримати перевірений вогнегасник належного
типу, який має бути готовим до використання.
Іскри та частинки розжареного металу також можуть потрапити в прилеглі
зони через маленькі щілини або отвори. Потрібно вжити необхідних заходів
для запобігання пожежі або травмуванню.
Забороняється проводити зварювання в пожежонебезпечних і
вибухонебезпечних місцях або поблизу від герметичних балонів, ємностей або
труб, якщо ці балони, ємності або труби не підготовлені відповідно до вимог
державних чи міжнародних стандартів.
Забороняється виконувати зварювання ємностей, що містили гази, пальне,
мінеральні оливи або подібні продукти. Залишки цих речовин можуть
спричинити вибух.
Ризик ураження
мережевим і
зварювальним
струмом
Ураження електричним струмом може призвести до смерті.
Не торкайтеся внутрішніх і зовнішніх компонентів пристрою, що перебувають
під напругою.
Під час зварювання MIG/MAG і TIG зварювальний дріт, котушка з дротом,
подавальні ролики й усі металеві елементи, що контактують зі зварювальним
дротом, перебувають під напругою.
Обов'язково встановлюйте механізм подавання дроту на поверхню з
достатніми ізоляційними властивостями або використовуйте для механізму
подавання дроту відповідний ізольований тримач.
Захистіть себе та інших від потенціалу заземлення за допомогою належним
чином ізольованої сухої платформи або екрана. Платформа або екран повинні
закривати всю ділянку, на якій людину може уразити потенціал заземлення.
Усі кабелі та проводи мають бути правильно підібрані, без пошкоджень,
належним чином ізольовані та зафіксовані. З'єднання зі слабким контактом,
обпалені, пошкоджені кабелі й кабелі неналежного розміру слід відразу
замінювати.
Щоразу перед застосуванням надійно закріплюйте з'єднання за допомогою
11
рукоятки.
У разі використання силових кабелів із байонетним роз'ємом проверніть
силовий кабель навколо поздовжньої осі щонайменше на 180° та перевірте
натяганням.
Не намотуйте кабелі та проводи на себе.
Правила поводження з електродами (пруток, вольфрамовий електрод,
зварювальний дріт тощо):
-
забороняється занурювати електрод у рідину для охолодження;
-
забороняється торкатись електрода, коли ввімкнуто джерело струму.
Між зварювальними електродами двох джерел струму може бути подвійна
напруга холостого ходу. За певних умов одночасний контакт тіла з двома
електродами під напругою може призвести до смерті.
Мережевий кабель має регулярно перевіряти кваліфікований електрик, щоб
переконатися, що з’єднання із заземленням функціонує належним чином.
Для належного функціонування пристрої з класом захисту І можна підключати
лише до електромереж, що мають з’єднання із заземленням, та до роз’ємів, які
оснащені з’єднанням із заземленням.
Підключати пристрій для живлення до електромережі без з’єднання із
заземленням та до розетки без з’єднання із заземленням можна лише в тому
разі, якщо виконуються всі державні нормативні вимоги щодо захисного
розділення електричного кола.
Інакше такий спосіб вважатиметься грубим недбальством. Виробник не несе
жодної відповідальності за будь-яку шкоду, заподіяну внаслідок такого
використання.
Блукаючі
зварювальні
струми
За потреби забезпечте достатнє заземлення деталі.
Вимикайте пристрої, що не використовуються.
Під час роботи на висоті використовуйте захисне спорядження.
Перед виконанням будь-яких робіт із пристроєм вимкніть його та відключіть
від електромережі.
Прикріпіть до пристрою чітко видимий і зрозумілий застережний знак, що
забороняє підключати пристрій до електромережі та вмикати його.
Після відкриття корпусу пристрою:
-
розрядіть усі компоненти, що мають залишковий заряд;
-
переконайтеся, що всі компоненти пристрою розряджені.
Якщо потрібно виконувати роботи з компонентами під напругою, доручіть ще
одній людині від’єднати пристрій від електромережі в потрібний момент.
Якщо не дотримуватися наведених нижче інструкцій, блукаючі зварювальні
струми можуть призвести до таких наслідків:
-
пожежа;
-
перегрівання компонентів, що під'єднані до деталі;
-
незворотне пошкодження з’єднань із заземленням;
-
пошкодження пристрою та іншого електричного обладнання.
12
Переконайтеся, що деталь надійно закріплено за допомогою хомута.
Закріпіть хомут якомога ближче до зони зварювання.

Належним чином ізолюйте пристрій від струмопровідного середовища,
наприклад забезпечте ізолювання від струмопровідної підлоги або
струмопровідних підставок.
У разі використання розподільних коробок або пристроїв для підключення
двох зварювальних пальників потрібно враховувати таку інформацію:
Електрод зварювального пальника / тримача електрода, перебуває під
струмом, навіть коли не використовується. Під час зберігання зварювальний
пальник / тримач електрода слід належно ізолювати.
Під час автоматизованого зварювання MIG/MAG направляйте дротовий
електрод від барабана зварювального дроту, великої котушки або котушки з
дротом тільки до пристрою подавання дроту з ізоляцією.
UK
Класифікація
електромагнітно
ї сумісності (ЕМС)
пристроїв
Заходи із
забезпечення
ЕМС
Пристрої, що належать до класу ЕМС A:
-
призначено для використання лише у виробничих зонах;
-
можуть створювати лінійні та випромінювані перешкоди в інших місцях.
Пристрої, що належать до класу ЕМС B:
-
мають рівні випромінювань, що дають змогу використовувати їх у
житлових і виробничих зонах. Це також стосується житлових зон із
постачанням електроенергії з електромереж спільного користування, що
мають низьку напругу.
Клас ЕМС пристрою вказаний на його заводській табличці або в технічних
даних
У певних випадках, незважаючи на те, що рівні електромагнітних
випромінювань пристрою не перевищують стандартних граничних значень,
пристрій може створювати перешкоди в зоні використання (наприклад, якщо в
цьому місці розташоване чутливе обладнання або пристрій розміщено
поблизу радіо- чи телевізійних приймачів).
У такому разі компанія, що експлуатує пристрій, має вжити належних заходів
для виправлення ситуації.
Перевірте та оцініть стійкість обладнання, що розташоване поблизу, до
електромагнітних перешкод згідно з державними чи міжнародними
нормативними вимогами. Приклади обладнання, що може бути чутливим до
перешкод, створюваних пристроєм:
-
захисні пристрої;
-
лінії електропередачі, кабелі для передавання сигналів і даних;
-
комп’ютерні та телекомунікаційні пристрої;
-
вимірювальні та калібрувальні пристрої.
Додаткові заходи забезпечення електромагнітної сумісності:
1. Підключення до мережі:
-
якщо електромагнітні перешкоди виникають попри належне
підключення до електромережі, потрібно вжити додаткових заходів
(наприклад, установити відповідний мережний фільтр).
2. Зварювальні кабелі:
-
повинні бути якомога коротшими;
-
повинні прокладатися якомога ближче один до одного (щоб запобігти
виникненню електромагнітного поля);
-
повинні розташовуватися якомога далі від інших кабелів.
3. Вирівнювання потенціалів
4. Заземлення деталі:
-
за потреби встановіть заземлення з використанням відповідних
конденсаторів.
13

5. Екранування (за потреби):
-
екрануйте інші пристрої поблизу;
-
екрануйте всю зону, де проводиться зварювання.
Заходи для
запобігання
електромагнітни
м перешкодам
Зони підвищеної
небезпеки
Електромагнітні поля можуть здійснювати шкідливий для здоров’я вплив, який
ще не до кінця вивчено медициною:
-
вони можуть негативно впливати на здоров’я людей, що перебувають
поблизу, наприклад осіб з імплантованими кардіостимуляторами або тих,
хто користується слуховими апаратами;
-
особи з імплантованими кардіостимуляторами повинні порадитися з
лікарем, перш ніж наближатися до пристрою чи місця, де проводиться
зварювання;
-
з міркувань безпеки стежте за тим, щоб відстань між зварювальними
кабелями та головою/торсом зварювальника була якомога більшою;
-
не переносьте зварювальні кабелі та шлангові пакети на плечах і не
намотуйте їх навкруги частин тіла.
Бережіть руки, волосся, вільний одяг та інструменти від контактів із рухомими
деталями, такими як:
-
вентилятори;
-
шестерні;
-
ролики;
-
осі;
-
зварювальні дроти та котушки для них.
Не торкайтеся шестерень механізму подавання дроту або інших компонентів
механізму, що обертаються.
Кришки та бічні панелі слід відкривати або знімати лише під час технічного
обслуговування та ремонту.
Під час експлуатації
-
Переконайтеся, що всі кришки закриті й усі бічні панелі встановлені
належним чином.
-
Не відкривайте кришки та бічні панелі.
Виступання зварювального дроту зі зварювального пальника створює високий
ризик отримання травм (порізів рук, травм обличчя, очей тощо).
Тому не спрямовуйте зварювальний пальник (у пристроях із механізмом
подавання дроту) на тіло та використовуйте відповідні захисні окуляри.
Не торкайтеся деталі в процесі та після зварювання для уникнення опіків.
Від деталей, що охолоджуються, може відлітати шлак. Тому використовуйте
захисні пристрої, що відповідають вимогам, під час робіт із деталями та
переконайтеся, що усі присутні особи також захищені належним чином.
Перед виконанням робіт зі зварювальним пальником та іншими
компонентами, що нагріваються до високих температур, потрібно дати їм
охолонути.
У пожежонебезпечних і вибухонебезпечних зонах потрібно вживати
спеціальних заходів. Дотримуйтеся відповідних
державних і міжнародних нормативних вимог.
14
Джерела струму для роботи в зонах із підвищеною небезпекою ураження
електричним струмом (наприклад, на котлах) повинні бути позначені

символом (Безпека). Проте саме джерело струму не повинне розміщуватися в
таких зонах.
Існує ризик опіків внаслідок витоку охолоджувальної рідини. Вимкніть
охолоджувальний модуль, перш ніж від’єднати магістралі подачі та
повернення охолоджувальної рідини.
Під час роботи з охолоджувальною рідиною дотримуйтеся вказівок, наведених
у її паспорті безпеки. Паспорт безпеки охолоджувальної рідини можна
отримати у сервісному центрі або на веб-сайті виробника.
У разі переміщення пристроїв за допомогою крана використовуйте лише
призначений для цього вантажозахватний пристрій.
-
Ланцюги або троси потрібно фіксувати до всіх точок підвісу
вантажозахватного пристрою.
-
Ланцюги та троси повинні мати мінімальний можливий кут відхилення
відносно вертикалі.
-
Зніміть газовий балон і пристрій подавання дроту (пристрої MIG/MAG і
TIG).
Під час приєднання крану до механізму подавання дроту в процесі
зварювання завжди використовуйте відповідний ізоляційний підвіс для
пристрою подавання дроту (пристрої MIG/MAG і TIG).
Якщо пристрій оснащено ременем або ручкою для перенесення, їх можна
використовувати лише для перенесення вручну. Ремінь для перенесення не
призначений для транспортування пристрою за допомогою крана,
автонавантажувача й інших механічних підйомників.
UK
Вимоги до
захисного газу
Усе підйомне обладнання (ремені, скоби, ланцюги тощо), що використовується
разом із пристроєм і його компонентами, повинно регулярно перевірятися
(зокрема, на предмет механічних пошкоджень, корозії та змін, спричинених
іншими зовнішніми факторами).
Інтервал і обсяг перевірки повинні відповідати щонайменше вимогам чинних
державних стандартів і директив.
Існує ризик несподіваного витоку захисного газу, що не має кольору та запаху,
у разі використання адаптера роз'єму для подачі захисного газу. Перед
встановленням використовуйте відповідну тефлонову стрічку для ущільнення
різьби адаптера роз'єму для подачі захисного газу на боковій панелі пристрою.
Забруднений захисний газ, особливо в кільцевих проводах, може спричинити
пошкодження обладнання та зниження якості зварювання.
Дотримуйтеся таких вимог до якості захисного газу:
-
Зернистість: < 40 мкм.
-
Точка роси під тиском: < −20 °C.
-
Макс. вміст оливи: < 25 мг/м³.
Використовуйте фільтри за потреби.
Балони із
захисним газом
є джерелом
підвищеної
небезпеки
Балони містять захисний газ під тиском і можуть вибухнути в разі
пошкодження. Балони із захисним газом є частиною зварювального
обладнання й потребують обережного ставлення.
Балони зі стисненим захисним газом потрібно захищати від надлишкового
тепла, механічних ударів, окалини, відкритого полум'я, іскор і дуги.
Щоб запобігти падінню, установлюйте балони із захисним газом вертикально
та закріплюйте згідно з інструкціями.
15

Тримайте балони із захисним газом подалі від місць, де проводиться
зварювання, та від електричних мереж.
Не підвішуйте зварювальний пальник до балона із захисним газом.
Не торкайтесь електродом балона із захисним газом.
За жодних обставин не намагайтеся зварювати балон із захисним газом, що
перебуває під тиском, через небезпеку вибуху.
Використовуйте лише балони з газом, призначені для поточних робіт, разом із
необхідним та правильно підібраним приладдям (регулятор, шланги та
фітинги). Балони із захисним газом і приладдя, що використовується для
заварювання, мають бути в хорошому стані.
Відкриваючи вентиль балона із захисним газом, відвертайте обличчя вбік.
Після закінчення зварювання закрийте вентиль на балоні із захисним газом.
Якщо балон із захисним газом не під'єднаний до магістралі, не знімайте
кришку вентиля.
Потрібно дотримуватись інструкцій виробника, а також чинних державних і
міжнародних нормативних вимог стосовно використання балонів із захисним
газом і приладдя.
Небезпека через
витік захисного
газу.
Заходи безпеки
в місці
встановлення та
під час
транспортуванн
я
Існує небезпека задихнутися через неконтрольований витік захисного газу.
Захисний газ не має ні кольору, ні запаху і в разі витоку може витіснити кисень
із навколишнього повітря.
-
Забезпечте достатнє подавання чистого повітря з інтенсивністю вентиляції
щонайменше 20 м³/год.
-
Дотримуйтеся інструкцій із безпеки та технічного обслуговування до
газових балонів або газопроводів.
-
Після закінчення зварювання закрийте вентиль на балоні або газопроводі
із захисним газом.
-
Перед початком роботи перевірте балон із захисним газом або газопровід
щодо неконтрольованого витоку газу.
Падіння пристрою може призвести до загибелі людини. Розміщуйте пристрій
на твердій рівній поверхні, щоб забезпечити його стійкість.
-
Максимальний допустимий кут нахилу становить 10°.
У приміщеннях із високою небезпекою вибуху діють спеціальні правила.
-
Виконуйте відповідні державні й міжнародні нормативні вимоги.
Запровадьте внутрішні інструкції та інспекції, щоб підтримувати чистоту та
порядок на робочому місці.
Встановлюйте та використовуйте пристрій лише згідно з класом захисту,
вказаним на заводській табличці.
16
Під час встановлення пристрою забезпечте проміжок навколо нього шириною
0,5 м (1 фут 7,69 дюйма) для вільної циркуляції охолоджувального повітря.
Під час транспортування пристрою дотримуйтеся чинних державних і
міжнародних нормативних вимог, а також правил техніки безпеки. Це
особливо стосується правил запобігання ризикам під час транспортування.
Забороняється піднімати чи транспортувати пристрої, що працюють. Перед
транспортуванням або підйомними роботами вимкніть пристрої.
Перед транспортуванням пристрою повністю злийте охолоджувальну рідину
та від'єднайте такі компоненти:
-
механізм подачі дроту;
-
котушку з дротом;
-
балон із захисним газом.
Після транспортування перед введенням в експлуатацію огляньте пристрій на
наявність пошкоджень. Перед введенням пристрою в експлуатацію будь-які
пошкодження потрібно усунути силами кваліфікованих техніків сервісної
служби.
UK
Заходи безпеки
під час
звичайної
експлуатації
Використовуйте пристрій, лише якщо всі захисні пристрої повністю справні.
Використання в разі несправності захисних пристроїв може призвести до:
-
травмування або загибелі оператора або сторонніх осіб;
-
пошкодження пристрою та іншого майна компанії, що експлуатує
пристрій;
-
неефективної роботи пристрою.
Перед увімкненням обладнання всі несправні захисні пристрої потрібно
відремонтувати.
Забороняється вимикати або обходити захисні пристрої.
Перед увімкненням обладнання переконайтеся, що жодній особі не загрожує
небезпека.
Щонайменше раз на тиждень перевіряйте обладнання на предмет явних
пошкоджень і належної роботи захисних пристроїв.
Обов'язково надійно закріплюйте балон із захисним газом і знімайте його,
перш ніж переміщувати пристрій за допомогою крану.
Для використання з нашими пристроями підходить лише оригінальна
охолоджувальна рідина від виробника завдяки її властивостям
(електропровідність, антифриз, сумісність із матеріалами, горючість тощо).
Використовуйте лише належну оригінальну охолоджувальну рідину від
виробника.
Не змішуйте оригінальну охолоджувальну рідину від виробника з іншими
видами охолоджувальних рідин.
Виробник не несе відповідальності за пошкодження в результаті використання
неоригінальної охолоджувальної рідини. Крім того, у разі використання
неоригінальної охолоджувальної рідини гарантія скасовується.
Охолоджувальна рідина FCL 10/20 не займається. За певних умов
охолоджувальна рідина на основі етанолу може зайнятися. Транспортуйте
охолоджувальну рідину лише в оригінальних герметичних контейнерах і
тримайте її подалі від будь-яких джерел вогню.
Використану охолоджувальну рідину потрібно утилізувати належним чином
згідно з відповідними державними та міжнародними нормативними
вимогами. Паспорт безпеки охолоджувальної рідини можна отримати у
вашому сервісному центрі або завантажити з веб-сайту виробника.
Перевіряйте рівень охолоджувальної рідини перед початком зварювання,
поки система ще холодна.
17

Уведення до
експлуатації,
обслуговування
та ремонт
Неможливо гарантувати, що запчастини інших виробників сконструйовані та
вироблені згідно з технічними вимогами або вимогами безпеки.
-
Використовуйте лише оригінальні запасні частини та деталі, що швидко
зношуються (це також стосується стандартних деталей).
-
Не робіть жодних модифікацій і не вносьте жодних змін до пристрою без
згоди виробника.
-
Компоненти, стан яких не є ідеальним, потрібно негайно замінити.
-
У замовленні вказуйте точне призначення й номер за каталогом,
зазначений у списку запасних частин, а також серійний номер вашого
пристрою.
Гвинти корпусу забезпечують з'єднання його елементів із заземленням.
Використовуйте лише оригінальні гвинти корпусу в необхідній кількості,
дотримуючись указаного моменту затягування.
Перевірка
безпеки
Утилізація Відходи електричного й електронного обладнання потрібно зберігати окремо
Виробник рекомендує проводити перевірку безпеки пристрою принаймні раз
на 12 місяців.
Також виробник рекомендує виконувати калібрування джерела струму з таким
самим 12-місячним інтервалом.
Кваліфікований електрик має виконувати перевірку безпеки:
-
після внесення будь-яких змін;
-
після встановлення будь-яких додаткових компонентів або модифікацій
пристрою;
-
після ремонту, догляду чи технічного обслуговування;
-
принаймні раз на 12 місяців.
Під час перевірки безпеки виконуйте вимоги відповідних державних і
міжнародних стандартів і нормативів.
Більш докладну інформацію про перевірку безпеки та калібрування можна
отримати у вашому сервісному центрі. Там вам нададуть усі потрібні
документи за запитом.
та переробляти екологічно безпечним способом згідно з Європейською
директивою та національним законодавством. Використане обладнання
необхідно повернути дистриб’ютору або утилізувати в місцевому пункті збору
та утилізації відходів, що має відповідні повноваження. Правильна утилізація
використаного обладнання сприяє екологічному повторному використанню
матеріальних ресурсів. Неправильна утилізація використаного обладнання
може мати негативний вплив на здоров’я та/або навколишнє середовище.
Маркування
безпеки
18
Пакувальні матеріали
Зберігайте відходи окремо залежно від матеріалу. Ознайомтесь із правилами
утилізації відходів, встановленими місцевими органами влади. Перед
утилізацією зімніть контейнери, щоб вони займали менше місця.
Пристрої зі знаком CE відповідають основним вимогам директив стосовно
низьковольтного обладнання та електромагнітної сумісності (наприклад,
відповідним стандартам на продукти із серії EN 60974).

Компанія Fronius International GmbH підтверджує, що цей пристрій відповідає
вимогам директиви 2014/53/EU. Повний текст сертифіката відповідності
вимогам ЕС доступний на нашому веб-сайті http://www.fronius.com.
Пристрої зі знаком CSA відповідають вимогам застосовних стандартів Канади
та США.
Захист даних Користувач несе відповідальність за безпеку будь-яких змін до заводських
налаштувань. Виробник не несе відповідальності за видалення будь-яких
індивідуальних налаштувань.
Авторське право Авторське право на цю інструкцію з експлуатації належить виробнику.
Текст та ілюстрації є технічно вірними на момент публікації. Ми залишаємо за
собою право на внесення змін. Вміст цієї інструкції з експлуатації не може
служити обґрунтуванням жодних претензій з боку покупця. Якщо у вас є
пропозиції стосовно покращання цієї інструкції або ви знайшли в ній помилки,
ми будемо вдячні за інформацію.
UK
19

20

Загальні відомості
21

22

Загальні відомості
UK
Концепція
пристрою
Доступні
зварювальні
процеси
TransSteel (TSt) 2700c MP і TSt 3500c
MP – це інверторні джерела струму із
вбудованим мікропроцесором і
цілковито цифровим керуванням.
Модульна конструкція с підтримкою
масштабування забезпечує широкі
можливості застосування системи. Ці
пристрої застосовуються для
зварювання сталі.
Ці джерела струму підтримують такі зварювальні процеси:
Зварювання MIG/MAG
TSt 2700c MP TSt 3500c MP
23
Ручне зварювання стрижневим електродом
TSt 2700c MP TSt 3500c MP
зварювання TIG із контактним підпалюванням.
TSt 2700c MP TSt 3500c MP
Принцип роботи Основний блок керування і налаштування джерел струму зв’язаний із
цифровим сигнальним процесором (DSP). Основний блок керування і
налаштування джерел струму та цифровий сигнальний процесор
контролюють весь процес заварювання.
Під час зварювання безперервно зчитуються фактичні показники і пристрій
відразу реагує на будь-які зміни й відхилення. Алгоритми відстежування
забезпечують стабільність вибраного стану.
У пристрої реалізовано захисну функцію обмеження потужності струму. Тобто
система надаватиме струм із граничним значенням, який ніколи не вийде за
визначені межі. Це підвищує безпеку процесу зварювання.
Це забезпечує:
-
точний процес зварювання;
-
високий рівень відтворюваності всіх результатів;
-
шов неперевершеної якості.
24

СФЕРИ
40,0006,3035
inside
TSt 2700c MP
TSt 3500c MP
ЗАСТОСУВАННЯ
Ці пристрої використовуються на приватних і промислових підприємствах для
ручного зварювання листів звичайної та легованої сталі.
Пристрій TSt 2700c MP в основному використовується для зварювання
тонколистової сталі (легких сталевих конструкцій).
Типові області застосування: ремонт, технічне обслуговування та монтажні
роботи на суднобудівних заводах, в автомобільній промисловості, на
промислових підприємствах і в меблевій промисловості. За потужністю
TSt 2700c MP займає проміжне місце між джерелами струму для промислового
та приватного застосування.
Джерело струму TSt 3500c MP розроблено для таких сфер:
-
машинобудування та виготовлення обладнання;
-
зведення сталевих конструкцій;
-
створення виробничих потужностей і резервуарів;
-
створення металевих конструкцій і портальних рам;
-
виготовлення залізничного рухомого складу.
UK
Попереджувальн
і знаки на
пристрої
На джерело струму нанесено попереджувальні написи та маркування безпеки.
Попереджувальні знаки та маркування безпеки заборонено знімати та
зафарбовувати. Вони застерігають від неправильного використання пристрою,
яке може призвести до серйозного травмування персоналу та пошкодження
майна.
25

Маркування безпеки на заводській табличці:
Зварювання – це складний і небезпечний процес. Під час роботи слід
дотримуватися таких основних вимог:
-
наявність належної кваліфікації зі зварювання;
-
наявність відповідного захисного обладнання;
-
усі, хто не бере участі у зварюванні, мають триматися на безпечній
відстані.
Перш ніж користуватися функціями, які описано тут, уважно ознайомтеся з
такими документами:
-
ця інструкція з експлуатації;
-
інструкції з експлуатації всіх системних компонентів, особливо правила
техніки безпеки.
26
Опис
A B
попереджувальн
их знаків на
пристрої
На деякі версії пристрою нанесено попереджувальні знаки.
Перелік і розташування цих символів залежать від моделі.
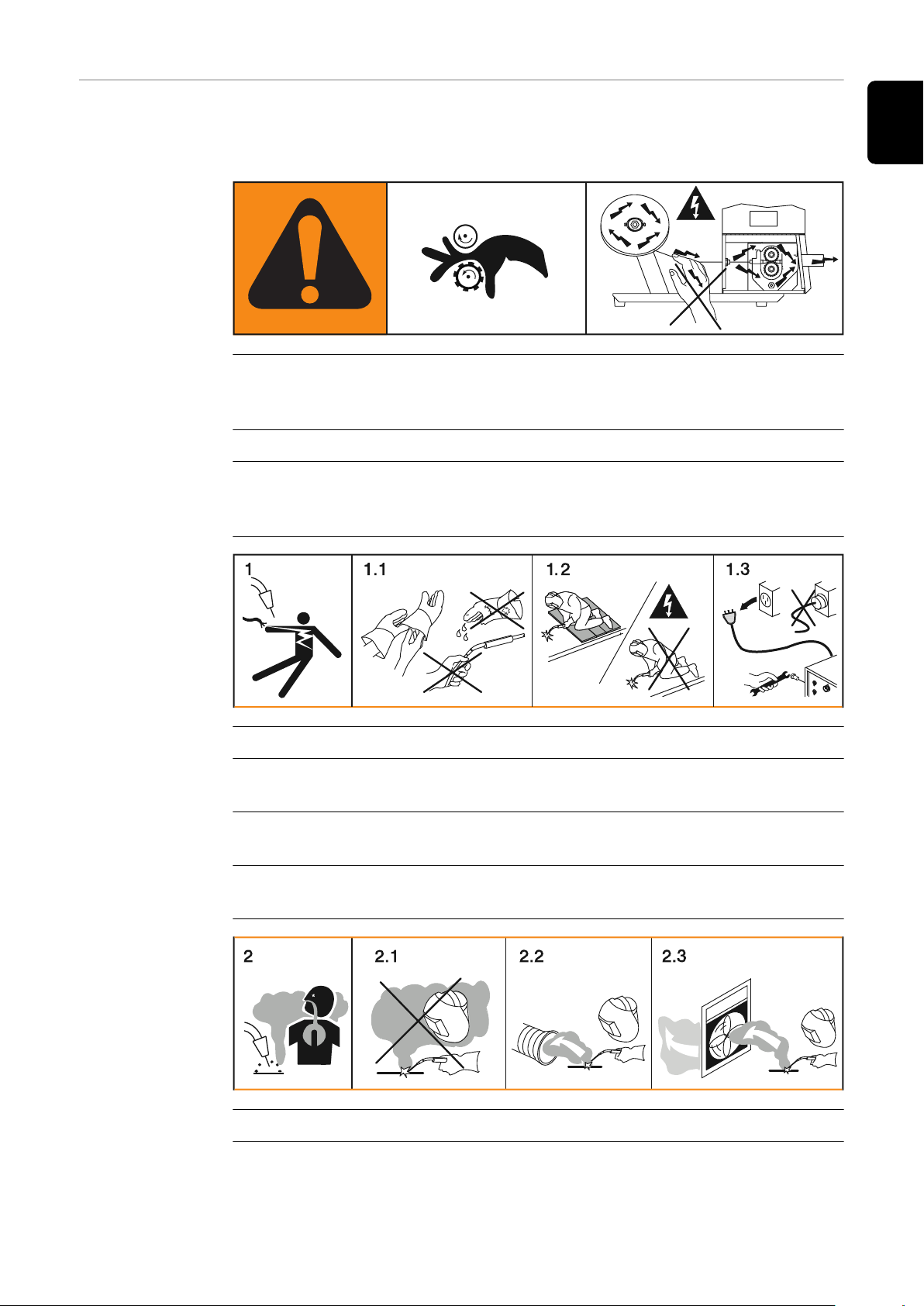
! Увага! Обережно!
На символах зображено небезпечні ситуації, що можуть виникнути під
час роботи.
А Подавальні ролики можуть спричинити ушкодження пальців.
B Під час використання зварювальний дріт і компоненти приводу
перебувають під зварювальною напругою.
Не торкайтеся їх руками та не підносьте до них металеві предмети!
UK
1. Ураження електричним струмом може мати летальні наслідки.
1.1 Працюйте в сухих ізоляційних рукавицях. Не торкайтеся електрода
голими руками. Не використовуйте вологі чи пошкоджені рукавиці.
1.2 Щоб уникнути ураження електричним струмом, забезпечте належну
ізоляцію робочого місця та підлоги.
1.3 Перш ніж розпочати роботу, від’єднайте вхідний роз’єм або відключіть
живлення пристрою.
2. Вдихання зварювального диму може завдати шкоди здоров’ю.
2.1 Пильнуйте, щоб зварювальний дим не потрапляв в обличчя.
27
2.2 Усувайте зварювальний дим за допомогою примусової вентиляції або
xx,xxxx,xxxx *
місцевої витяжки.
2.3 Усувайте дим за допомогою вентилятора.
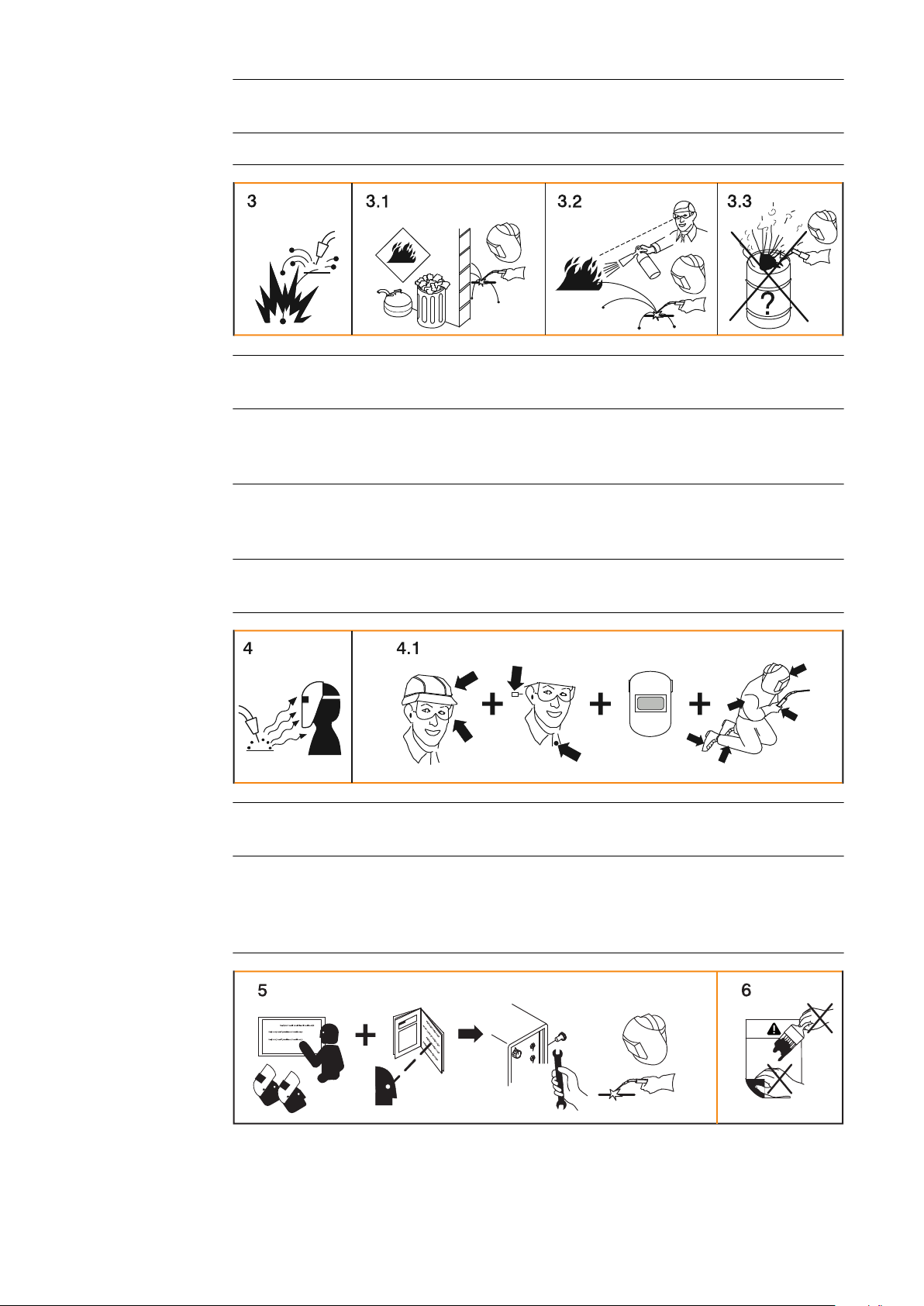
3 Іскри, що виникають під час зварювання, можуть спричинити вибух або
пожежу.
3.1 Тримайте легкозаймисті предмети та речовини якомога далі від місця
проведення зварювальних робіт. Не проводьте зварювальні роботи,
якщо поруч є легкозаймисті предмети або речовини.
3.2 Іскри, що виникають під час зварювання, можуть спричинити пожежу.
Тримайте під рукою вогнегасник. Бажано, щоб поряд був співробітник,
який за потреби зможе оперативно скористатися ним.
3.3 Заборонено виконувати зварювання на поверхні металевих бочок або
закритих контейнерів.
4. Випромінювання зварювальної дуги може спричинити опіки очей і
шкіри.
4.1 Працюйте в шоломі та захисних окулярах. Подбайте про захисні
навушники та застебніть верхній ґудзик коміра. Використовуйте
зварювальний шолом із фільтром належного типу. Працюйте в
спеціальному одязі, що захищає все тіло.
28

5. Перш ніж розпочати зварювання або роботу з обладнанням,
пройдіть належний курс навчання й уважно вивчіть інструкції до
пристроїв.
6. Видаляти або зафарбовувати попереджувальні знаки заборонено.
* Кодовий номер для замовлення маркування у виробника
UK
29

Системні компоненти
(1)
(2)
(3)
(4)
(5)
(6)
Загальні
відомості
Безпека
Основні
відомості
Джерела струму можна використовувати з різними системними компонентами
та опціями. Це оптимізує процедури, спрощує керування пристроєм і роботу з
ним з урахуванням конкретних умов і цілей.
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
30
TSt 2700c MP
№ Елемент на рисунку
(1) Зварювальний пальник MIG/MAG
(2) Підставка для кріплення газового балона
(3) Джерело струму
(4) Візок із кріпленням для газового балона
(5) Кабелі заземлення та електрода
(6) Зварювальний пальник TIG

(1)
(2)
(3)
(4)
(5)
(6)
(7)
TSt 3500c MP
№ Елемент на рисунку
(1) Зварювальний пальник MIG/MAG
(2) Підставка для кріплення газового балона
(3) Джерело струму
(4) Охолоджувальний модуль
Лише TSt 3500c
UK
(5) Візок із кріпленням для газового балона
(6) Кабелі заземлення та електрода
(7) Зварювальний пальник TIG
31

32

Органи керування та роз'єми
33

34

Панель керування
UK
Загальні
відомості
Безпека
Розташування елементів керування функціями на панелі керування дуже
логічне. Окремі параметри зварювання можна:
-
легко вибрати за допомогою кнопок;
-
змінити, використовуючи кнопки або ручку вибору;
-
відобразити на цифровому дисплеї під час зварювання.
Для розрахунку оптимальних параметрів зварювання джерело живлення
використовує панель керування Synergic і окремі блоки даних: товщину листа,
присадний матеріал, діаметр дротів і тип захисного газу. Тому ви зможете будьякої миті отримати доступ до важливої збереженої інформації. Усі параметри
можна змінити вручну. Панель керування Synergic також дає змогу повністю
регулювати параметри вручну.
УВАГА!
Після оновлення програмного забезпечення може виявитися, що деякі функції
вашого пристрою не описані в цій інструкції з експлуатації, а деякі описані тут
функції відсутні на пристрої.
Зображені на ілюстраціях елементи керування пристроєм також можуть дещо
відрізнятися від реальних. Проте принцип їх роботи залишається незмінним.
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
35

Панель
(1) (2) (3) (4)(5) (6) (7)
(17)
(16)
(15) (14) (13) (12) (11)
(10)
(8)
(9)
керування Syner‐
gic
(1) Кнопка «Вибір параметра» (ліворуч)
Вибір указаних нижче параметрів зварювання та зміна параметрів у
меню налаштування
У разі вибору параметра зварювання загориться відповідний символ.
Товщина листа у міліметрах або дюймах
Якщо оператор не знає, яке значення зварювального струму
вказати, достатньо ввести товщину листа. Значення
зварювального струму та будь-які інші параметри, позначені
символом *), буде налаштовано автоматично.
Зварювальний струм у А *)
Перед початком зварювання система автоматично відображає
стандартне значення на основі запрограмованих параметрів.
Поточне значення відображається під час зварювання.
Швидкість подавання дроту в м/хв або дюйм/хв *)
(2) SF – індикатор точкового зварювання / зварювання з інтервалами
Загоряється після введення значення параметра тривалості точкового
зварювання / зварювання з інтервалами (SPt) (якщо ввімкнуто режим
точкового зварювання або зварювання з інтервалами)
(3) Лівий цифровий дисплей
(4) Індикатор HOLD
Наприкінці кожної зварювальної операції фактичні значення
зварювального струму та зварювальної напруги зберігаються і
загоряється індикатор HOLD.
36

(5) Індикатор перехідної дуги
У діапазоні між короткою та крапельною дугою виникає перехідна
дуга, схильна до утворення бризок. Індикатор перехідної дуги
повідомляє про цей критичний етап.
(6) Правий цифровий дисплей
(7) Кнопка «Вибір параметра» (праворуч)
Вибір указаних нижче параметрів зварювання та зміна параметрів у
меню налаштування
У разі вибору параметра зварювання загориться відповідний символ.
Корекція довжини зварювальної дуги
для корекції довжини зварювальної дуги
Зварювальна напруга (у вольтах) *)
Перед початком зварювання система автоматично відображає
стандартне значення на основі запрограмованих параметрів.
Поточне значення відображається під час зварювання.
Динаміка дуги
для впливу на динаміку короткого замикання в момент
переходу крапель металу
- ... сильніша та стабільніша дуга
0 ... нейтральна дуга
+ ... слабша дуга з меншим утворенням бризок
UK
Real Energy Input
відображення енергії, яка застосовується під час заварювання
**)
(8) Ручка вибору (ліва)
Дає змогу змінити параметри товщини листа, зварювального струму
та швидкості дроту, а також параметри в меню налаштування
(9) Ручка вибору (права)
Дає змогу змінити параметри корекції довжини зварювальної дуги,
зварювальної напруги та динаміки дуги, а також параметри в меню
налаштування
(10) Кнопки «Збереження» (Easy Job)
Збереження до 5 робочих точок
(11) Кнопка «Процес»
Слугує для вибору процесу зварювання.
MANUAL – стандартне зварювання MIG/MAG у ручному режимі
SYNERGIC – стандартне зварювання MIG/MAG із режимом Syn‐
ergic
Ручне зварювання стрижневим електродом
Зварювання TIG
(12) Кнопка «Режим»
Слугує для вибору режиму роботи.
2 T – 2-тактний режим
4 T – 4-тактний режим
37

Спеціальний 4-тактний режим
Точкове зварювання / зварювання з інтервалами
(13) Кнопка «Захисний газ»
Вибір захисного газу, що використовуватиметься. Параметр SP
зарезервовано для додаткових захисних газів.
Поруч із вибраним типом захисного газу загоряється світлодіод.
(14) Кнопка «Діаметр дроту»
Вибір діаметру дроту, який використовуватиметься. Параметр SP
зарезервовано для додаткових значень діаметру дроту.
Поруч із вибраним діаметром дроту загоряється світлодіод.
(15) Кнопка «Матеріал»
Вибір присадкового матеріалу, який використовуватиметься.
Параметр SP зарезервовано для додаткових матеріалів.
Поруч із вибраним присадковим матеріалом загоряється світлодіод.
(16) Кнопка «Заправлення дроту»
Натисніть і утримуйте кнопку:
заправлення дроту в шланговий пакет зварювального пальника без
подавання газу
Під час утримання кнопки механізм подавання дроту працює зі
швидкістю заправлення дроту.
(17) Кнопка перевірки газу
Установлення необхідної витрати газу на регуляторі тиску.
Натисніть кнопку один раз для виходу захисного газу
Натисніть кнопку ще раз, щоб зупинити подавання захисного газу
Якщо не натиснути кнопку перевірки газу повторно, подача захисного
газу припиниться через 30 c.
*) Якщо під час стандартного зварювання MIG/MAG з режимом Synergic
вибрано один із цих параметрів, функція Synergic відповідним чином
автоматично підлаштовує всі інші параметри, зокрема зварювальну
напругу.
**) Індикатор Real Energy Input потрібно увімкнути на 2-му рівні меню
налаштування – параметр EnE. Значення неперервно зростатимуть
відповідно до збільшення подачі електроенергії. Після завершення
зварювання остаточне значення зберігається до початку нової
зварювальної операції або до наступного ввімкнення джерела
живлення, і починає світитися індикатор HOLD.
38

Сервісні
+
параметри
Натискаючи кнопки «Вибір параметра» одночасно, можна викликати різні
параметри обслуговування.
Відкриття відображення
UK
1
Вибір параметрів
2
Доступні параметри
Приклад:
1.00 | 4.21
Приклад:
2 | 491
Приклад:
r 2 | 290
Відобразиться перший параметр –
Firmware version (Версія
мікропрограмного забезпечення),
наприклад 1.00 | 4.21
Використовуйте кнопки Mode (Режим)
і Process (Процес) або ліву ручку
вибору, щоб вибрати необхідний
параметр налаштування.
Опис
Версія мікропрограмного
забезпечення
Конфігурація зварювальної програми
Номер поточної зварювальної
програми
Приклад:
654 | 32,1
= 65 432,1 години
= 65 432 години 6 хвилин
Відображає фактичну тривалість
горіння дуги від моменту першого
використання
Примітка. Індикатор тривалості
горіння дуги не можна
використовувати як основу для
розрахунку витрат, пов’язаних із
найманням персоналу, наданням
гарантій тощо.
Приклад:
iFd | 0.0
Струм мотора для механізму
подавання дроту в A
Значення змінюється після запуску
мотора.
2-й Другий рівень меню для техніків із
обслуговування
39

Блокування
+
кнопок
Блокування кнопок дає змогу запобігти випадковій зміні налаштувань на
панелі керування. Поки блокування кнопок увімкнено:
-
на панелі керування не можна змінювати налаштування;
-
можна викликати лише налаштування параметрів зварювання;
-
можна викликати будь-яку призначену кнопку Save (Зберегти), якщо її було
вибрано, коли було увімкнено блокування кнопок.
Увімкнення та вимкнення блокування кнопок здійснюється таким чином:
1
Блокування кнопок увімкнено:
на екрані з’являється повідомлення
CLO | SEd.
Блокування кнопок вимкнено:
на екрані з’являється повідомлення
OP | En.
Блокування кнопок також можна вмикати та вимикати за допомогою ключаперемикача.
40

Роз'єми, вимикачі та механічні компоненти
(1) (2) (3)
(4)
(5)
(6)
(7)
(13)(12)
(10)
(8)
(9)
*
(11)
TSt 2700c MP
* Бокову панель не показано
(1) Роз’єм LocalNet
Стандартизований роз’єм для пульта дистанційного керування
UK
(2) Роз’єм для зварювального пальника
Для під’єднання зварювального пальника
(3) TIG Multi Connector
Для під’єднання зварювального пальника TIG
(4) (+) Роз’єм для подачі струму з байонетним з’єднанням
Застосування
-
Під’єднання перемикача полярності або кабелю заземлення під час
зварювання MIG/MAG (залежно від типу використовуваного
електрода)
-
Під’єднання кабелю електрода або кабелю заземлення під час
зварювання стрижневим електродом (MMA) (залежно від типу
використовуваного електрода)
-
Під’єднання кабелю заземлення під час зварювання TIG
(5) (-) Роз’єм для подачі струму з байонетним з’єднанням
Застосування
-
Під’єднання кабелю заземлення або перемикача полярності під час
зварювання MIG/MAG (залежно від типу використовуваного
електрода)
-
Під’єднання кабелю електрода або кабелю заземлення під час
зварювання стрижневим електродом (MMA) (залежно від типу
використовуваного електрода)
-
Під’єднання зварювального пальника TIG
(6) Перемикач полярності
(7) Роз’єм для подачі захисного газу MIG/MAG
Для вибору зварювального потенціалу на зварювальному пальнику
MIG/MAG
Роз’єм для подачі захисного газу на зварювальний пальник (2)
41

TSt 3500c MP
(1) (2)
(3)
(4)
(5)
(6)
(7)
(13)(12)
(11)
(8)
(9)
*
(10)
(8) Роз’єм для подачі захисного газу TIG
Подача захисного газу на роз’єм подавання струму (-) (5)
(9) Мережевий кабель із фіксатором
не в усіх моделях попередньо встановлений
(10) Кнопка живлення
Для ввімкнення та вимкнення джерела струму
(11) Внутрішнє освітлення котушки з дротом
інтервал вимкнення світлодіода можна змінити за допомогою
відповідного параметра налаштування
(12) Тримач для котушки з дротом зі стопором
Утримання стандартних котушок із дротом діаметром до 300 мм і вагою
до 19 кг.
(13) 4-роликовий привод
* Бокову панель не показано
(1) Роз’єм для подачі струму (-) з байонетним з’єднанням
Слугує для:
-
під’єднання кабелю заземлення або перемикача полярності під час
зварювання MIG/MAG (залежно від типу використовуваного
електрода);
-
під’єднання кабелю електрода або кабелю заземлення під час
зварювання стрижневим електродом (MMA) (залежно від типу
використовуваного електрода);
-
під’єднання зварювального пальника TIG.
(2) Роз’єм для зварювального пальника
Слугує для під’єднання зварювального пальника.
(3) TIG Multi Connector
Слугує для під’єднання зварювального пальника TIG.
(4) Кнопка живлення
Забезпечує ввімкнення та вимкнення джерела струму.
42

(5) Роз’єм LocalNet
Стандартизований роз’єм для пульта ДК
(6) Роз’єм для подачі струму (+) з байонетним з’єднанням
Слугує для:
-
під’єднання перемикача полярності або кабелю заземлення під час
зварювання MIG/MAG (залежно від типу використовуваного
електрода);
-
під’єднання кабелю електрода або кабелю заземлення під час
зварювання стрижневим електродом (MMA) (залежно від типу
використовуваного електрода);
-
під’єднання кабелю заземлення під час зварювання TIG.
(7) Перемикач полярності
Слугує для вибору зварювального потенціалу на зварювальному
пальнику MIG/MAG.
(8) Роз’єм для подачі захисного газу MIG/MAG
Забезпечує подавання захисного газу на зварювальний пальник (2)
(9) Роз’єм для подачі захисного газу TIG
Подавання захисного газу на роз’єм для подачі струму (-) (1)
(10) Маркування EASY DOCUMENTATION
UK
(11) Мережевий кабель із фіксатором
Цей кабель попередньо встановлюють не на всі моделі.
(12) Кріплення котушки з дротом зі стопором
Утримання стандартних котушок із дротом, що мають діаметр до 300 мм
(11,81 дюйма) і вагу до 19 кг (41,89 фунта).
(13) 4-роликовий привід
43

44

Монтаж
45

46

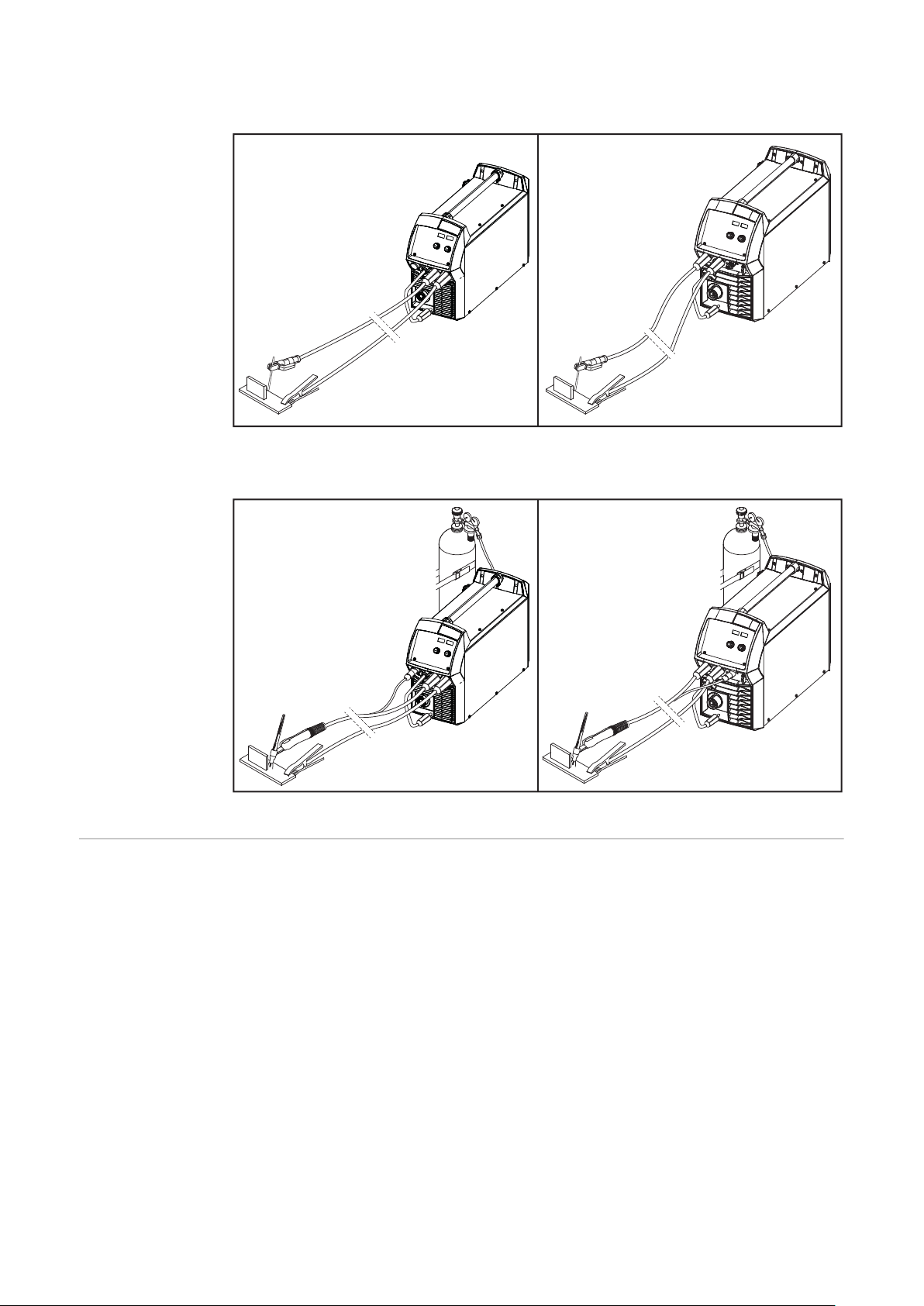
Мінімальний набір обладнання, необхідного для
зварювальних робіт
UK
Загальні
відомості
Зварювання
MIG/MAG із
газовим
охолодженням
Зварювання
MIG/MAG із
водяним
охолодженням
Залежно від використовуваного процесу зварювання для роботи із джерелом
струму знадобиться певний мінімальний набір обладнання.
Далі описані зварювальні процеси і мінімально необхідний для них набір
обладнання.
-
Джерело струму
-
Кабель заземлення
-
Зварювальний пальник MIG/MAG із газовим охолодженням
-
Роз’єм для подачі захисного газу
-
Дротовий електрод
-
джерело струму
-
охолоджувальний модуль із охолоджувальною рідиною
-
кабель заземлення
-
зварювальний пальник MIG/MAG із водяним охолодженням
-
роз’єм для подачі захисного газу
-
дротовий електрод
Ручне
зварювання
стрижневим
електродом
Зварювання TIG
постійним
струмом
-
джерело струму
-
кабель заземлення
-
електродотримач
-
стрижневий електрод
-
Джерело струму
-
Кабель заземлення
-
Зварювальний пальник TIG з кулісним перемикачем або без нього
-
Роз’єм для подачі захисного газу
-
Присадковий матеріал відповідно до сфери застосування
47

Перед встановленням і введенням до
експлуатації
Безпека
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
НЕБЕЗПЕЧНО!
Електричний струм становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Перед початком робіт вимкніть усі пристрої та компоненти й від’єднайте їх
▶
від електромережі.
Захистіть усі задіяні пристрої та компоненти, щоб увімкнути їх знову було
▶
не можна.
Відкривши корпус пристрою, перевірте за допомогою відповідних
▶
вимірювальних приладів, чи розряджено компоненти, що накопичують
заряд (наприклад, конденсатори).
Належне
застосування
Інструкції з
монтажу
Джерело живлення можна використовувати лише для зварювання MIG/MAG,
зварювання стрижневим електродом (MMA) і зварювання TIG. Будь-який
інший спосіб використання вважатимуть таким, що не відповідає
призначенню. Виробник не несе відповідальності за будь-які пошкодження,
що виникають унаслідок неналежного застосування.
Належне застосування також передбачає:
-
дотримання всіх вказівок, що містяться в інструкціях з експлуатації;
-
проведення всіх відповідних перевірок і робіт із технічного
обслуговування.
Пристрій пройшов випробування на відповідність класу захисту IP 23. Це
гарантує:
-
захист від проникних пошкоджень твердими сторонніми предметами
діаметром > 12 мм (0,49 дюйма);
-
захист від бризок води під будь-яким кутом до 60° відносно вертикалі.
Пристрій можна встановлювати й експлуатувати за межами приміщення
відповідно до класу захисту IP 23.
Уникайте прямого потрапляння води (наприклад, дощу).
48

НЕБЕЗПЕЧНО!
Перекидання або падіння механізмів становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Надійно закріпіть пристрій на рівній твердій поверхні.
▶
Після цього перевірте, чи всі з’єднання затягнуто належним чином.
▶
НЕБЕЗПЕЧНО!
Існує небезпека ураження електричним струмом через електропровідний пил,
який міститься в пристрої.
Це може призвести до серйозного травмування людей і пошкодження
обладнання.
Використовуйте пристрій лише зі встановленим повітряним фільтром.
▶
Повітряний фільтр пристрою відіграє важливу роль для забезпечення
класу захисту IP 23.
Вентиляційний канал також є надзвичайно важливим засобом безпеки.
Вибираючи місце для встановлення, простежте, щоб охолоджувальне повітря
безперешкодно проходило крізь вентиляційні отвори на передній і задній
панелях. Пил, який проводить електричний струм (наприклад, такий, що
утворюється під час шліфувальних робіт), не має потрапляти у пристрій.
UK
Підключення до
електромережі
Пристрої розраховано на напругу мережі, величину якої наведено на
заводській табличці. Якщо ваша версія виконання апарата постачається без
мережних кабелів і штекерів, їх потрібно встановити відповідно до державних
стандартів і нормативних документів. Детальну інформацію про плавкий
запобіжник для захисту мережного кабелю див. у розділі «Технічні дані».
ОБЕРЕЖНО!
Використання електричного обладнання неправильного розміру може
становити небезпеку.
Це може призвести до пошкодження майна.
Параметри мережного кабелю та його плавкого запобіжника мають
▶
відповідати характеристикам мережі живлення в місці встановлення.
Потрібно дотримуватися технічних даних, вказаних на заводській
табличці.
49

Режим роботи від генератора
Режим роботи
від генератора
Джерело струму може працювати від генератора.
Потрібно знати значення максимальної повної потужності S
1max
джерела
струму для вибору відповідної потужності генератора.
Максимальна повна потужність S
джерела струму розраховується за
1max
формулою:
Трифазні пристрої: S
Однофазні пристрої: S
Значення I
і U1 можна знайти на заводській табличці чи в технічних даних
1max
1max
1max
= I
1max
= I
x U1 x √3
x U
1max
1
пристрою.
Повна потужність генератора S
розраховується за такою емпіричною
GEN
формулою:
S
GEN
= S
1max
x 1.35
За меншого значення потужності зварювання можна використовувати
генератор із меншою вихідною потужністю.
ВАЖЛИВО! Повна потужність генератора S
максимальну повну потужність S
джерела струму.
1max
завжди повинна перевищувати
GEN
Під час підключення однофазних пристроїв до трифазного генератора
потрібно враховувати, що номінальна повна потужність генератора вказується
для всіх трьох фаз разом. За потреби отримайте інформацію про потужність
однієї фази генератора від його виробника.
УВАГА!
Напруга генератора не повинна виходити за межі допустимих мережевих
напруг.
Діапазон допустимих мережевих напруг вказаний у розділі «Технічні дані».
50

TSt 2700c MV MP – робота від однофазної мережі
UK
Робота від
однофазної
мережі
Наявність джерела живлення з підтримкою кількох напруг (MV) дає змогу
здійснювати зварювання не лише від трифазної мережі, а й від однофазної з
обмеженою потужністю або тривалістю. Максимальну можливу потужність
зварювання обмежено через властивості плавкого запобіжника мережі, від
якого залежить функція захисного відключення джерела живлення.
Якщо мережевий вихід оснащено запобіжником із номіналом 20 А або 30 А,
параметр FUS можна змінити на 20 А або 30 А. Це дає змогу збільшити
максимальну потужність або тривалість зварювальних робіт. Параметр
розташовано на 2-му рівні меню налаштування. Його можна налаштувати в
разі, якщо живлення надходить від однофазної мережі, а також від
електромережі США (значення параметра – US).
Джерело живлення можна використовувати в режимі роботи від однофазної
мережі за таких передумов:
-
Джерело струму необхідно правильно підключити до однофазної мережі
відповідно до вказівок із підрозділу «Під’єднання мережевого
кабелю» розділу «Монтаж» на сторінці 56.
У таблиці нижче наведено значення напруги мережі та номіналу запобіжника,
які обмежують зварювальний струм під час роботи від однофазної мережі.
Напруга мережі
Номінал
запобіжника
Процес
зварювання РЦ [%]
Обмеження зварювального
струму [А]
230 В
10 А
230 В
13 А
230 В
16 А
MIG/MAG
Стрижневий
електрод
TIG
MIG/MAG
Стрижневий
електрод
TIG
MIG/MAG
Стрижневий
електрод
TIG
MIG/MAG
40
100*
40
100*
35
100*
40
100*
40
100*
35
100*
40
100*
40
100*
35
100*
40
100*
160
100
140
100
180
120
170
120
140
120
210
150
180
145
150
130
220
170
180
145
240 В
15 А
Стрижневий
електрод
TIG
40
100*40125
35
100*
220
170
51

Напруга мережі
Номінал
запобіжника
Процес
зварювання РЦ [%]
Обмеження зварювального
струму [А]
MIG/MAG
240 В
20 А
240 В
30 А
РЦ = робочий цикл
* Значення 100 % стосується випадків, коли зварювання не обмежено в
часі та здійснюється без перерв на охолодження.
Значення зварювального струму є чинними за температури довкілля 40 °C
(104 °F).
Стрижневий
електрод
TIG
MIG/MAG
Стрижневий
електрод
TIG
40
100*
40
100*
35
100*
40
100*
40
100*
35
100*
200
160
180
140
260
180
220
170
180
140
260
180
Наприклад, якщо напруга мережі становить 240 В, а номінал запобіжника –
30 А, зварювання MIG/MAG із максимальним струмом 220 А можливе за
робочого циклу 40 %.
Під час роботи від однофазної мережі захисне відключення запобігає
спрацьовуванню запобіжника за вищих значень потужності зварювання.
Захисне відключення активується, коли номінал запобіжника становить 15 А,
16 А або 20 А, і визначає можливу тривалість зварювання без спрацьовування
запобіжника. За перевищення попередньо розрахованого ліміту часу
зварювання буде вимкнено зварювальний струм і відобразиться код помилки
toF. Біля індикатора toF відразу з’явиться лічильник, що показуватиме, скільки
часу залишилося до відновлення готовності джерела струму до зварювання.
Коли цей час спливе, повідомлення про помилку зникне та джерело струму
знову можна використовувати.
Якщо номінал запобіжника становить 30 А, моніторинг температури джерела
струму забезпечує своєчасне відключення зварювального струму. У результаті
відображаються коди помилок від to1 до to7. Докладну інформацію про коди
помилок від to1 до to7 див. у підрозділі «Відображувані коди
помилок» розділу «Усунення несправностей». Якщо дефектів не виявлено або
компоненти охолодження не забруднені, пристрій можна знову
використовувати після відповідної перерви.
Пояснення
терміну «робочи
й цикл» для
роботи від
однофазної
мережі
52
Значення робочого циклу для роботи від однофазної мережі, що залежать від
номіналу запобіжника та зварювального струму, наведено в розділі «Технічні
дані». Відсоткові показники таких значень робочого циклу, а також для циклу
тривалістю 10 хв наведено відповідно до розділу «Технічні дані» для
звичайного робочого циклу, однак тривалість фази охолодження запобіжника
при цьому становить лише приблизно 60 с. Коли цей час спливе, джерело
живлення можна буде використовувати знову.

Згідно з технічними стандартами, робочий цикл для режиму роботи від
t (min:s)1:30 2:30 6:30 7:30 9 104 5
I (A)
180 A
однофазної мережі відповідає проміжку часу до відключення в першому циклі
зварювання. Якщо проміжок, який відповідає циклу тривалістю 10 хв,
відповідає також значенню фази охолодження, що зазвичай підходить для
визначення робочого циклу, фази зварювання можуть бути довшими, ніж
вказано. Технічні дані відповідають фазі охолодження тривалістю близько 60 с,
після якої джерело живлення можна буде використовувати знову.
Наведений нижче приклад демонструє стандартні відповідні цикли
зварювання та розриву за зварювального струму 180 A та робочого циклу
15 %.
UK
53

Тривалість
t (min)
130120 140 150 160 170 180 190 200
I2 (A)
1
2
3
4
5
6
7
8
9
10
11
(1) (2) (3) (4) (5)
зварювання під
час роботи від
однофазної
мережі
На цьому графіку наведено можливий час зварювання відповідно до
стандартів, залежно від номіналу запобіжника та величини зварювального
струму.
(1) плавкий запобіжник мережі: 10 A (2) плавкий запобіжник мережі: 13 A
(3) плавкий запобіжник мережі: 15 A
(4) плавкий запобіжник мережі: 16 A (5) плавкий запобіжник мережі: 20 A
54

Підключення мережевого кабелю
UK
Безпека
Загальні
відомості
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування людей і пошкодження
обладнання.
До виконання описаних нижче робіт можна залучати лише кваліфікованих
▶
працівників, які пройшли належний курс навчання.
Дотримуйтеся вимог національних стандартів і директив.
▶
ОБЕРЕЖНО!
Неправильне під’єднання мережного кабелю може становити небезпеку.
Це може призвести до короткого замикання та пошкодження майна.
Приєднайте ущільнювальні кільця до всіх фазних проводів і з’єднання із
▶
заземленням неізольованого мережного кабелю.
До джерела живлення підходять фіксатори кабелів із таким перерізом:
Джерело струму Переріз кабелю
Канада/США Європа
Передбачені
мережеві кабелі
та фіксатори
TSt 2700c MP від AWG 14 до AWG 6 *) 4G2.5
TSt 3500c MP AWG 12 *) 4G2.5
*) кабель канадського/американського стандарту: надважкі роботи
Конструкція фіксаторів для кабелів з іншим перерізом має бути відповідною.
Джерело струму Напруга мережі Переріз кабелю
Канада/США Європа
TSt 2700c MP 1 x 230 / 240 В AWG 14 (15 A) *) 3G2,5 (16 A)
TSt 2700c MP 1 x 240 В AWG 12 (20 A) *) TSt 2700c MP 1 x 240 В AWG 12 (30 A) *) TSt 2700c MP 3 x 200 В AWG 12 4G2.5
TSt 2700c MP 3 x 230 / 240 В AWG 14 4G2.5
TSt 2700c MP 3 x 380 / 400 В AWG 14 *) 4G2.5
3 x 460 В AWG 14 *) 4G2.5
TSt 3500c MP 3 x 380 / 400 В AWG 12 *) 4G2.5
3 x 460 В AWG 12 *) 4G2.5
*) кабель канадського/американського стандарту: надважкі роботи
Артикули різних кабелів наведено в списку запасних частин.
American Wire Gauge
55

Під’єднання
L1
N
PE
1
1
1
1
1
1
TX25
3.5 Nm
мережевого
кабелю, Trans‐
Steel 2700c MV
MP, робота від
однофазної
мережі
Якщо мережевий кабель не підключено, перед введенням в експлуатацію слід
під’єднати мережевий кабель, який розраховано на напругу в електромережі.
Провід з’єднання із заземленням (PE) має бути на 10-15 мм (0,4-0,6 дюйма)
довшим за фазний провід (L1) і нульовий провід (N).
1
3
2
56

УВАГА!
N
L1
L1
T1
T2
L2
L3
T3
1
2
3
1
4
3
1
PE
2
TX25
2
1
2
2
2
2
2
Форма перемикача живлення може відрізнятися від зображеної на ілюстрації.
Підключення мережевого кабелю виконується однаково.
▶
4
UK
5
Підключення мережевого кабелю:
-
Під’єднайте фазний провід L1 до
роз’єму L1 відповідно до позначки
на перемикачі
-
Під’єднайте нульовий провід N до
роз’єму L2 відповідно до позначки
на перемикачі
-
Під’єднайте провід з’єднання із
заземленням PE до блочної клеми
всередині пристрою
ВАЖЛИВО! Прикріпіть разом фазний
провід, нульовий провід і провід
з’єднання із заземленням поруч із
фіксатором за допомогою кабельної
стяжки.
6
57

Під’єднання
L1
L2
L3
PE
1
1
1
1
1
1
TX25
3,5 Nm
мережевого
кабелю, Trans‐
Steel 2700c MP
MV
Якщо мережевий кабель не підключено, перед введенням в експлуатацію слід
під’єднати мережевий кабель, який розраховано на напругу в електромережі.
З’єднання із заземленням має бути на 10-15 мм (0,4-0,6 дюйма) довшим за
фазні проводи.
1
3
2
58

УВАГА!
L2
L1 L3
L1
T1
T2
L2
L3
T3
1
3
4
1
5
2
2
2x
4
1
PE
2
TX25
2
1
2
2
2
2
2
Форма перемикача живлення може відрізнятися від зображеної на ілюстрації.
Підключення мережевого кабелю виконується однаково.
▶
4
UK
5
Підключення мережевого кабелю:
-
Під’єднайте фазний провід L1 до
роз’єму L1 відповідно до позначки
на перемикачі
-
Під’єднайте фазний провід L2 до
роз’єму L2 відповідно до позначки
на перемикачі
-
Під’єднайте фазний провід L3 до
роз’єму L3 відповідно до позначки
на перемикачі
-
Під’єднайте провід з’єднання із
заземленням PE до блочної клеми
всередині пристрою
ВАЖЛИВО! Прикріпіть фазні проводи
поруч із фіксатором за допомогою
кабельних стяжок.
6
59

Під’єднання
L1
L2
L3
PE
L1
L2
L3
PE
3
4x
1.2 Nm
3
мережевого
кабелю, Trans‐
Steel 3500c nc MP
Якщо мережевий кабель не підключено, перед введенням в експлуатацію слід
під’єднати мережевий кабель, який розраховано на напругу в електромережі.
З’єднання із заземленням має бути на 10-15 мм (0,4-0,6 дюйма) довшим за
фазні проводи.
1 2
3
60
L1, L2, L3 = фазний провід, PE = з’єднання із заземленням
ВАЖЛИВО! Прикріпіть фазні проводи поруч із блочною клемою за допомогою
кабельної стяжки.
4

Приєднання/під’єднання системних компонентів
UK
Інформація про
системні
компоненти
Монтаж на візку
Описані нижче етапи та дії стосуються різних системних компонентів, зокрема:
-
візка;
-
охолоджувальних модулів (лише TSt 3500c);
-
зварювальних пальників тощо.
Докладнішу інформацію про встановлення та підключення системних
компонентів можна знайти у відповідних інструкціях з експлуатації.
НЕБЕЗПЕЧНО!
Неправильне виконання робіт може призвести до важких травм і
пошкодження майна.
Описані нижче роботи має виконувати тільки підготований і
▶
кваліфікований персонал.
Ознайомтеся з розділом «Правила техніки безпеки».
▶
На рис. нижче відображено схему монтажу окремих системних компонентів.
Докладнішу інформацію про конкретні етапи можна знайти у відповідних
інструкціях з експлуатації для системних компонентів.
TSt 2700c MP TSt 3500c MP
61

Під’єднання
газового балона
НЕБЕЗПЕЧНО!
Падіння газового балона може призвести до серйозного травмування
персоналу і пошкодження майна.
Під час використання газових балонів:
розміщуйте балон на твердій рівній поверхні, щоб забезпечити його
▶
стійкість;
закріплюйте газові балони, щоб запобігти їхньому падінню;
▶
встановлюйте додаткове кріплення для пристрою подавання дроту;
▶
дотримуйтесь правил техніки безпеки, встановлених виробником газового
▶
балона.
TSt 2700c MP TSt 3500c MP
Закріпіть газовий балон за допомогою ременя.
1
Відкрийте ненадовго клапан газового балона, щоб видалити пил і бруд.
2
Перевірте ущільнювач на регуляторі тиску.
3
УВАГА!
Пристрої, виготовлені у США (лише TSt 3500c), постачаються разом з
адаптером для газового шланга:
перед прикручуванням до адаптера за допомогою гвинтів герметизуйте
▶
зовнішню різьбу на газовому магнітному клапані за допомогою
відповідних засобів;
перевірте адаптер на герметичність.
▶
62

MIG/MAG
63

64

Запуск
4
*
*
3
6
7
8
5
5
UK
Загальні
відомості
Під’єднання
зварювальних
пальників
MIG/MAG
НЕБЕЗПЕЧНО!
Неправильна експлуатація обладнання може призвести до серйозного
травмування та пошкодження майна.
Використовуйте описані тут функції, лише уважно ознайомившись з
▶
інструкціями щодо їх використання.
Не використовуйте описані тут функції, якщо уважно не ознайомилися з
▶
інструкціями щодо використання системних компонентів, особливо з
правилами техніки безпеки.
Щоб запустити пристрій, натисніть кнопку пальника (для зварювання вручну).
УВАГА!
Під час під’єднання зварювального пальника переконайтеся, що
усі роз’єми під’єднано належним чином;
▶
усі кабелі, дроти та шлангові пакети не ушкоджені та ізольовані належним
▶
чином.
1
* За потреби пристрій TSt 3500c
MP можна обладнати
охолоджувальним модулем.
Шланги охолоджувальної
рідини встановлюються лише
на зварювальних пальниках із
водяним охолодженням.
65

Вставлення/
2
1
4
4
5
6
3
6
3
31
2
4
5
7
3
8
6
7
9
3
1
2
2
5
4
4
4
5
5
6
1
2
3
заміна
подавальних
роликів
ОБЕРЕЖНО!
Спружинення тримачів подавального ролика може призвести до травмування.
Під час розблокування важеля не торкайтеся пальцями ділянок зліва та
▶
справа від важеля.
Щоб забезпечити оптимальне подавання дротового електрода, необхідно
використовувати подавальні ролики, які відповідають діаметру та сплаву дроту
для зварювання.
Дані щодо доступних подавальних роликів наведено в списку запасних частин.
1
3
2
4
66

Вставлення
котушки з
дротом /
кошикової
котушки
ОБЕРЕЖНО!
Дротовий електрод із котушкою може відскочити і травмувати персонал.
Вставляючи котушку з дротом / кошикову котушку, міцно тримайте кінець
▶
дротового електрода, щоб він не відскочив і не травмував вас.
ОБЕРЕЖНО!
Падіння котушки з дротом / кошикової котушки може призвести до
травмування.
Переконайтеся, що котушка з дротом або кошикова котушка з відповідним
▶
адаптером надійно приєднана до кріплення котушки з дротом.
ОБЕРЕЖНО!
Якщо неправильно встановити запобіжне кільце, котушка з дротом або
кошикова котушка може перекинутися і призвести до травмування персоналу
та пошкодження матеріалів.
Завжди розміщуйте запобіжне кільце, як показано на схемі зліва.
▶
UK
Вставлення котушки з дротом
1
67

УВАГА!
TSt 2700c MP
TSt 3500c MP
WIG
MIG/MAG
WIG
MIG/MAG
Під час роботи з кошиковими котушками використовуйте лише адаптер, який
входить до комплекту поставки пристрою.
Вставлення кошикової котушки
1 2
Під’єднання
газового балона
НЕБЕЗПЕЧНО!
Падіння газових балонів може бути небезпечним.
Воно може призвести до серйозних травм і пошкодження майна.
Розміщуйте газові балони на твердій рівній поверхні, щоб забезпечити
▶
їхню стійкість.
Закріплюйте газові балони, щоб запобігти їхньому падінню.
▶
Дотримуйтесь правил техніки безпеки, встановлених виробником
▶
газового балона.
1 2
68

Підключення
1
2
1
2
1
2
1
2
1
2
1
2
перемикача
полярності та
під’єднання
кабелю
заземлення
Підключення перемикача полярності
УВАГА!
Неправильне підключення перемикача полярності може стати причиною
низької якості шва.
Підключіть перемикач полярності з урахуванням типу використовуваного
▶
електрода.
Перечитайте інформацію на упаковці дротового електрода, щоб
визначити, для якого типу зварювання його призначено: (+) чи (-).
UK
1
TSt 2700c MP
2
TSt 3500c MP
Під’єднання кабелю заземлення
Під’єднайте кабель заземлення до вільного роз’єму подавання струму.
1
2
TSt 2700c MP: приклад під’єднання кабелю
заземлення до роз’єму подавання струму (+)
TSt 3500c MP: приклад під’єднання кабелю
заземлення до роз’єму подавання струму
(-)
69

3
Подавання
дротового
електрода
ОБЕРЕЖНО!
Дротовий електрод із котушкою може відскочити і травмувати персонал.
Коли ви вставляєте дротовий електрод у 4-роликовий привід, міцно
▶
тримайте кінець дротового електрода, щоб він не відскочив і не травмував
вас.
ОБЕРЕЖНО!
Гострий кінець дротового електрода може пошкодити зварювальний пальник.
Ретельно зачистьте кінець дротового електрода перед заправленням.
▶
1 2
70
ОБЕРЕЖНО!
Вихід дротового електрода може спричинити травмування.
Коли натискаєте кнопку Wire threading (Заправлення дроту) або кнопку
▶
пальника, тримайте зварювальний пальник носиком від себе і обов’язково
використовуйте захисні окуляри.
ВАЖЛИВО! Щоб заправити дріт, виконайте таку послідовність дій, натиснувши
та утримуючи кнопку заправлення дроту.

Fdi
1
2 3
4
5
2,5
1
t (s)
(m/min, ipm)
-
Утримуйте кнопку не більше
однієї секунди... швидкість
подання дроту становитиме
1 м/хв або 39,37 дюйм/хв
протягом першої секунди.
-
Утримуйте кнопку щонайбільше
2,5 секунди... за одну секунду
швидкість подавання дроту почне
зростати; зростання триватиме
1,5 секунди.
-
Утримуйте кнопку довше
2,5 секунди... за 2,5 секунди
подавання дроту відбуватиметься
за постійної швидкості, що
дорівнює швидкості подавання
дроту, яку встановлено для
параметра зварювання Fdi.
Відпустіть кнопку Wire threading (Заправлення дроту) та натисніть її знову до
завершення інтервалу в одну секунду, щоб повторно запустити послідовність
дій. Це забезпечить за необхідності безперервне подання дроту за низької
швидкості, що становить 1 м/хв або 39,37 дюйм/хв.
Якщо немає кнопки заправлення дроту / перевірки газу, у такий самий спосіб
можна застосовувати кнопку пальника. Щоб скористатися кнопкою пальника
для заправлення дроту, дійте таким чином:
UK
Натисніть кнопку Mode (Режим), щоб вибрати 2-тактовий режим роботи
1
Виберіть для параметра Ito в меню налаштування значення O (Вимк.)
2
ОБЕРЕЖНО!
Ураження електричним струмом та контакт із дротовим електродом у
пальнику можуть призвести до травмування персоналу і пошкодження
обладнання.
Коли натискаєте кнопку пальника:
тримайте зварювальний пальник носиком від себе;
▶
захищайте очі спеціальними окулярами;
▶
не спрямовуйте зварювальний пальник носиком у бік інших людей;
▶
стежте за тим, щоб дротовий електрод не торкався електропровідних або
▶
заземлених компонентів (наприклад, корпусу тощо).
ВАЖЛИВО! Якщо замість кнопки заправлення дроту / перевірки газу натиснути
кнопку паяльника, зварювальний електрод перші 3 секунди працюватиме
уповільнено — зі швидкістю заправлення дроту (залежно від програми
зварювання). Після цих 3 секунд пристрій подавання дроту припинить роботу
на певний час.
Система виявляє, що процес зварювання розпочати не можна, й відображає
запит на заправлення дроту. Тим часом закривається газовий магнітний
клапан і на дротовому електроді зникає зварювальна напруга.
Якщо натиснути та утримувати кнопку пальника, подавання дроту одразу
відновиться (захисний газ і зварювальна напруга подаватися не будуть) і
процес триватиме далі так, як було описано вище.
71

2
4
5
3
1
3 4
1
Регулювання
зусилля
притискання
УВАГА!
Задайте таке значення зусилля притискання, за якого подавання дроту
здійснюватиметься належним чином, але сам дріт не зазнає деформації.
Стандартні значення для роликів із Uподібною виїмкою:
Сталь: 4–5
Хромонікелеві сплави: 4–5
Трубчасті електроди з покриттям: 2–3
72

Регулювання
4
STOP
6
7
1
2
3
5
3
5
2
1
4
6
OK
STOP
3
5
стопора
УВАГА!
Відразу після відпускання кнопки пальника котушка з дротом має перестати
розмотуватись.
Якщо вона продовжує розмотуватись, слід заново відрегулювати стопор.
UK
1
3
2
Конструкція
стопора
НЕБЕЗПЕЧНО!
Неправильне встановлення може
становити небезпеку.
Це може призвести до серйозного
травмування людей і пошкодження
обладнання.
Не розбирайте стопор.
▶
Обслуговуванням стопорів мають
▶
займатися лише кваліфіковані
спеціалісти.
Стопор доступний лише тільки як
цілісний агрегат.
Малюнок гальма призначений лише
для довідки.
73

Обмеження потужності
Функція безпеки «Обмеження потужності» – це функція безпеки для зварювання MIG/MAG. Вона
дає змогу встановити граничне значення робочої потужності джерела
живлення, щоб зробити процес зварювання максимально безпечним.
Швидкість подавання дроту – головний параметр, який визначає потужність
зварювання. Якщо вона занадто висока, зварювальна дуга поступово
зменшується й може навіть згаснути. Щоб уникнути цього, слід зменшити
потужність зварювання.
Символ параметра «Швидкість подавання дроту» в разі, якщо вибрано процес
стандартного зварювання MIG/MAG із режимом Synergic, загоряється за
ввімкненої функції безпеки. Символ горітиме до початку нового
зварювального процесу або до наступної зміни параметрів.
Якщо вибрано, до прикладу, параметр Wire speed (Швидкість подавання
дроту), відображатиметься знижене значення швидкості подавання дроту.
74

Режими MIG/MAG
UK
Загальні
відомості
Маркування та
пояснення
НЕБЕЗПЕЧНО!
Неправильна експлуатація обладнання може призвести до серйозного
травмування та пошкодження майна.
Використовуйте описані тут функції, лише уважно ознайомившись з
▶
інструкціями щодо їх використання.
Не використовуйте описані тут функції, якщо уважно не ознайомилися з
▶
інструкціями щодо використання системних компонентів, особливо з
правилами техніки безпеки.
Докладну інформацію про значення, налаштування, діапазони та блоки
доступних параметрів зварювання (наприклад, тривалість попередньої подачі
газу) наведено в розділі «Параметри налаштування».
Натисніть кнопку пальника | Утримуйте кнопку пальника | Відпустіть кнопку пальника
GPr Тривалість попередньої подачі газу
I-S Стартовий струм
Його можна збільшити або зменшити залежно від способу застосування
SL Нахил
Стартовий струм безперервно зменшується до рівня зварювального
струму, а зварювальний струм – відповідно до рівня струму
заварювання кратера
I Фаза зварювального струму
Стабільний тепловий вплив на основний метал, температура якого
зростає за рахунок накопичення тепла
I-E Струм заварювання кратера
Струм, за якого відбувається заповнення кінцевих кратерів
GPo Тривалість продування газу
SPt Тривалість точкового зварювання / тривалість зварювання з
інтервалами
SPb Тривалість паузи між інтервалами
75

2-тактний режим
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
2-тактний режим підходить для
-
прихоплення;
-
виконання коротких швів;
-
автоматичних і роботизованих установок.
4-тактний режим
4-тактний режим підходить для виконання довших зварювальних швів.
76

Спеціальний 4-
+ +
I
I-S I-E
GPr SL SL
GPo
I
+
I
GPr GPoSPt
t
< SPt
тактний режим
Точкове
зварювання
UK
Спеціальний 4-тактний режим має ті самі переваги, що й 4-тактний режим, а
також дає змогу налаштовувати стартовий струм і струм заварювання кратера.
Режим «Точкове зварювання» підходить для роботи зі зварними з’єднаннями
на листах, які з’єднано шляхом перекриття.
Натисніть і відпустіть кнопку пальника – тривалість попередньої подачі газу
GPr – фаза зварювального струму перевищує тривалість точкового
зварювання SPt – тривалість продувки газу GPo.
Щоб миттєво скасувати процес, повторно натисніть кнопку пальника до
завершення точкового зварювання (< SPt).
77

2-тактне
GPr SPt SPtSPb
GPo
I I
+
I
I
GPr SPt SPtSPb
GPo
+
+
зварювання з
інтервалами
4-тактне
зварювання з
інтервалами
2-тактне зварювання з інтервалами
Режим 2-тактного зварювання з інтервалами підходить для виконання
коротких швів на тонких листах таким чином, щоб вони не пошкодили тильну
поверхню основного металу.
4-тактне зварювання з інтервалами
Режим 4-тактного зварювання з інтервалами підходить для виконання довших
швів на тонких листах таким чином, щоб вони не пошкодили тильну поверхню
основного металу.
78

Стандартне зварювання MIG/MAG із режимом
Synergic
UK
Стандартне
зварювання
MIG/MAG із
режимом Syner‐
gic
Для вибору присадкового матеріалу натисніть кнопку «Матеріал».
1
Щоб вибрати діаметр дротового електрода, натисніть кнопку «Діаметр
2
дроту».
Натисніть кнопку «Захисний газ» для вибору захисного газу.
3
Значення позиції SP описано в таблицях програм зварювання в додатку.
Натисніть кнопку «Процес», щоб вибрати процес стандартного зварювання
4
з режимом Synergic:
Натисніть кнопку «Режим», щоб вибрати потрібний режим зварювання
5
MIG/MAG:
2-тактний режим
4-тактний режим
Спеціальний 4-тактний режим
УВАГА!
За певних умов параметри зварювання, які було задано на панелі
керування системного компонента (пульти дистанційного керування
TR 2000 або TR 3000), буде неможливо змінити на панелі керування
джерела живлення.
За допомогою кнопок «Вибір параметра» виберіть і встановіть параметри
6
зварювання, щоб задати потужність зварювання в режимі Synergic:
Товщина листа
або
Зварювальний струм
або
Швидкість подавання дроту
або
Зварювальна напруга
Задайте потрібні параметри зварювання за допомогою ручки вибору.
7
Значення параметрів зварювання відображаються на цифровому дисплеї
вище.
Усі задані значення параметрів зварювання зберігаються, поки їх не змінять
знову. Параметри зберігаються навіть після вимкнення та наступного
ввімкнення джерела струму. Виберіть параметр зварювального струму, щоб
відобразилося фактичне значення зварювального струму.
Відкрийте вентиль газового балона.
8
79

Установіть обсяг подання захисного газу:
9
-
Натисніть кнопку «Перевірка газу».
-
Повертайте регулювальний гвинт знизу регулятора тиску, доки
манометр не покаже потрібний обсяг подання захисного газу.
-
Натисніть кнопку «Перевірка газу» ще раз.
ОБЕРЕЖНО!
Ураження електричним струмом та контакт із дротовим електродом у
пальнику можуть призвести до травмування персоналу та пошкодження
обладнання.
Під час натискання кнопки пальника:
тримайте зварювальний пальник носиком від себе;
▶
захищайте очі спеціальними окулярами;
▶
не спрямовуйте зварювальний пальник носиком у бік інших людей;
▶
стежте за тим, щоб дротовий електрод не торкався електропровідних або
▶
заземлених компонентів (наприклад корпусу).
Натисніть кнопку пальника та починайте зварювання
10
Корекція під час
зварювання
Іноді задля кращого результату доводиться коригувати довжину зварювальної
дуги та параметри динаміки дуги.
Натискайте кнопки в області «Вибір параметрів», щоб вибрати параметри
1
для коригування.
Скористайтеся регулювальними ручками, щоб встановити потрібні
2
значення для вибраних параметрів зварювання.
Значення параметрів зварювання відображається в області індикації,
розташованій вище.
80

Стандартне зварювання MIG/MAG у ручному
режимі
UK
Загальні
відомості
Доступні
параметри
Стандартне зварювання MIG/MAG у ручному режимі вирізняється тим, що
здійснюється без увімкнення функції Synergic.
Зміна одного параметра не призводить до автоматичного налаштування
інших. Таким чином, інші змінні параметри слід налаштовувати вручну
відповідно до методу зварювання.
Для зварювання MIG/MAG у ручному режимі доступні такі параметри:
Швидкість подавання дроту
1 м/хв (39,37 дюйма на хвилину) – максимальна швидкість подавання
дроту,
наприклад 25 м/хв (984,25 дюйма на хвилину)
Зварювальна напруга
TSt 2700c MP: 14,4–34,9 В
TSt 3500c MP: 14,5–38,5 В
Динаміка дуги
Для впливу на динаміку короткого замикання в момент переходу
крапель металу
Зварювальний струм
Під час зварювання він відображає лише фактичне значення
Стандартне
зварювання
MIG/MAG в
ручному режимі
Для вибору присадкового матеріалу натисніть кнопку «Матеріал».
1
Щоб вибрати діаметр дротового електрода, натисніть кнопку «Діаметр
2
дроту».
Натисніть кнопку «Захисний газ» для вибору захисного газу.
3
Значення позиції SP описано в таблицях програм зварювання в додатку.
Натисніть кнопку «Процес», щоб вибрати процес стандартного зварювання
4
MIG/MAG в ручному режимі:
81

Натисніть кнопку «Режим», щоб вибрати потрібний режим зварювання
5
MIG/MAG:
2-тактний режим
4-тактний режим
Під час стандартного зварювання MIG/MAG у ручному режимі особливий 4тактний режим відповідає звичайному 4-тактному режиму.
УВАГА!
За певних умов параметри зварювання, які було задано на панелі
керування системного компонента (пульти дистанційного керування
TR 2000 або TR 3000), буде неможливо змінити на панелі керування
джерела живлення.
6
Натисніть кнопку «Вибір параметра», щоб вибрати параметр
зварювання (швидкість подавання дроту)
Задайте потрібні параметри подавання дроту за допомогою ручки вибору
7
8
Натисніть кнопку «Вибір параметра», щоб вибрати параметр
зварювання (зварювальну напругу)
Задайте потрібну зварювальну напругу за допомогою ручки вибору
9
Значення параметрів зварювання відображаються на цифровому дисплеї
вище
Усі задані значення параметрів зварювання зберігаються, поки їх не змінять
знову. Параметри зберігаються навіть після вимкнення та наступного
ввімкнення джерела струму. Виберіть параметр зварювального струму, щоб
відобразилося фактичне значення зварювального струму.
Щоб відобразити фактичне значення зварювального струму під час
зварювання, слід виконати такі дії:
-
Натисніть кнопку «Вибір параметра», щоб вибрати параметр
зварювального струму.
-
Під час зварювання фактичне значення зварювального струму
відображається на цифровому дисплеї.
Відкрийте вентиль газового балона.
10
Установіть обсяг подання захисного газу:
11
-
Натисніть кнопку «Перевірка газу».
-
Повертайте регулювальний гвинт знизу регулятора тиску, доки
манометр не покаже потрібний обсяг подання захисного газу.
-
Натисніть кнопку «Перевірка газу» ще раз.
ОБЕРЕЖНО!
82
Ураження електричним струмом та контакт із дротовим електродом у
пальнику можуть призвести до травмування персоналу та пошкодження
обладнання.
Під час натискання кнопки пальника:
тримайте зварювальний пальник носиком від себе;
▶
захищайте очі спеціальними окулярами;
▶
не спрямовуйте зварювальний пальник носиком у бік інших людей;
▶
стежте за тим, щоб дротовий електрод не торкався електропровідних або
▶
заземлених компонентів (наприклад корпусу).

Натисніть кнопку пальника та починайте зварювання
12
UK
Корекція під час
зварювання
Іноді задля кращого результату доводиться коригувати довжину зварювальної
дуги.
Натисніть кнопку «Вибір параметра», щоб вибрати параметр динаміки
1
дуги.
Повертайте регулювальну ручку, щоб задати потрібне значення динаміки
2
дуги.
Значення параметру зварювання відображається на цифровому дисплеї
над ручкою.
83

Точкове зварювання та зварювання з
інтервалами
Загальні
відомості
Точкове
зварювання
Режими точкового зварювання належать до процесів зварювання MIG/MAG.
Точкове зварювання застосовують для зварного з’єднання, коли листи з’єднано
шляхом перекриття і їх можна обробити лише з одного боку.
Зварювання з інтервалами застосовують під час роботи з тонкими листами.
Живлення дротового електрода здійснюється з інтервалами, тому
зварювальна ванна охолоджується під час перерв. Місцеве перегрівання може
спричинити оплавлення тильної поверхні основного металу, тому його слід
уникати.
Для вибору присадкового матеріалу натисніть кнопку «Матеріал».
1
Щоб вибрати діаметр дротового електрода, натисніть кнопку «Діаметр
2
дроту».
Натисніть кнопку «Захисний газ» для вибору захисного газу.
3
Значення позиції SP описано в таблицях програм зварювання в додатку.
Натисніть кнопку «Процес», щоб вибрати потрібний метод зварювання:
4
Натисніть кнопку «Режим», щоб вибрати режим точкового зварювання/
5
зварювання з інтервалами:
(точкове зварювання / зварювання з інтервалами)
Установіть потрібне значення параметра SPt у меню налаштування
6
(тривалість точкового зварювання / зварювання з інтервалами).
Перевірте, чи підключено кабель заземлення.
7
Перевірте, чи подається захисний газ.
8
Джерело струму готове до зварювання.
84

Зварювання з
інтервалами
Для вибору присадкового матеріалу натисніть кнопку «Матеріал».
1
Щоб вибрати діаметр дротового електрода, натисніть кнопку «Діаметр
2
дроту».
Натисніть кнопку «Захисний газ» для вибору захисного газу.
3
Значення позиції SP описано в таблицях програм зварювання в додатку.
Натисніть кнопку «Процес», щоб вибрати потрібний метод зварювання:
4
Натисніть кнопку «Режим», щоб вибрати режим точкового зварювання/
5
зварювання з інтервалами:
(точкове зварювання / зварювання з інтервалами)
Установіть потрібне значення параметра SPt у меню налаштування
6
(тривалість точкового зварювання / зварювання з інтервалами).
Установіть потрібне значення параметра SPb у меню налаштування
7
(тривалість призупинення точкового зварювання/тривалість
призупинення зварювання з інтервалами)
Установіть потрібне значення параметра Int (інтервал) у меню
8
налаштування.
Перевірте, чи підключено кабель заземлення.
9
Перевірте, чи подається захисний газ.
10
UK
Джерело струму готове до зварювання.
85

86

Стрижневий електрод
87

88

Запуск
UK
Безпека
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
НЕБЕЗПЕЧНО!
Електричний струм становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Перед початком робіт вимкніть усі пристрої та компоненти й від’єднайте їх
▶
від електромережі.
Захистіть усі задіяні пристрої та компоненти, щоб увімкнути їх знову було
▶
не можна.
Відкривши корпус пристрою, перевірте за допомогою відповідних
▶
вимірювальних приладів, чи розряджено компоненти, що накопичують
заряд (наприклад, конденсатори).
Підготовка
1
Перечитайте інформацію на упаковці
стрижневого електрода, щоб
визначити, для якого типу
зварювання його призначено: (+) чи
(-).
89

1
2
TSt 2700c MP
TSt 3500c MP
3
4
1
2
3
4
2
3
ОБЕРЕЖНО!
Випадковий запуск процесу зварювання може бути небезпечним.
Він може призвести до травм і пошкодження майна.
Після ввімкнення джерела живлення перевірте, чи не торкається часом
▶
стрижневий електрод яких-небудь електропровідних або заземлених
частин (наприклад, корпусу).
Підключіть мережевий кабель до мережевого виходу.
4
Увімкніть джерело струму.
5
90

Ручне зварювання стрижневим електродом
UK
Ручне
зварювання
стрижневим
електродом
Натисніть кнопку «Процес», щоб вибрати метод зварювання
1
стрижневим електродом (MMA):
Подача зварювального струму через відповідний роз’єм починається із
затримкою в три секунди.
УВАГА! За певних умов параметри зварювання, задані на панелі
керування системного компонента (TR 2000 або TR 3000), не можна
змінити на панелі керування джерела живлення.
Натисніть кнопку «Вибір параметра», щоб вибрати параметр сили струму.
2
Повертайте ручку вибору, щоб задати потрібне значення сили струму.
3
Значення сили струму відображається на лівому цифровому дисплеї.
Усі задані значення параметрів зварювання зберігаються, поки їх не
змінять знову. Параметри зберігаються навіть після вимкнення та
наступного ввімкнення джерела струму.
Почніть зварювальний процес.
4
Щоб відобразити фактичне значення зварювального струму під час
зварювання, слід виконати такі дії:
-
Натисніть кнопку «Вибір параметра», щоб вибрати параметр
зварювального струму.
-
Під час зварювання фактичне значення зварювального струму
відображається на цифровому дисплеї.
91

Функції для оптимізації зварювального процесу
200
300
I (A)
Hti
HCU > I
H
t (s)
I
H
HCU
0,5 1 1,5
Динаміка дуги Динаміка дуги
Для впливу на динаміку короткого замикання в момент переходу крапель
металу
- = жорстка та стабільна дуга
0 = нейтральна дуга
+ = м’яка дуга з меншим утворенням бризок
Функція HotStart
(Hti)
Цю функцію активують на заводі.
Переваги
-
Покращені характеристики запалювання навіть під час використання
електродів із низьким рівнем запалювання
-
Кращий рівень проплавлення основного матеріалу в початковій фазі, що
зменшує нещільності шва
-
Запобігання виникненню шлакових включень
Позначення
Hti Тривалість проходження
гарячого струму,
0–2 с, заводське налаштування
0,5 с
HCU Струм HotStart,
100–200 %, заводське
налаштування 150 %
I
H
Основний струм = заданий
зварювальний струм
Параметри Hti та HCU можна
визначити в меню налаштування.
Опис параметрів є в розділі
Параметри зварювання стрижневим
електродом (MMA) на стор. 118.
Функція Anti-stick
(Ast)
92
Призначення
Під час встановленої тривалості проходження гарячого струму (Hti) значення
зварювального струму збільшується до певного рівня. Це значення (HCU) є
вищим за значення вибраного зварювального струму (IH).
Цю функцію активують на заводі.
Зі скороченням дуги зварювальна напруга може знижуватися, внаслідок чого
стрижневий електрод може прилипнути до деталі. Це також може спричинити
вигорання стрижневого електрода.
Вигорання електрода можна уникнути, ввімкнувши функцію Anti-Stick. Якщо
стрижневий електрод починає прилипати, джерело струму автоматично
вимикає подавання зварювального струму. Процес зварювання можна
відновити відразу після від’єднання стрижневого електрода від деталі.

Деактивація функції:
Задайте для функції Ast (Anti-Stick) значення OFF (ВИМК.)
1
Опис параметрів міститься у розділі 118 зі стор. 118.
UK
93

94

TIG
95

96

Запуск
1
4
3
2
TSt 2700c MP
TSt 3500c MP
1
2
3
4
1
2
1
2
TSt 2700c MP
TSt 3500c MP
TSt 2700c MP
TSt 3500c MP
WIG
MIG/MAG
WIG
MIG/MAG
UK
Запуск
1
2
3 4
97

5
ОБЕРЕЖНО!
Випадковий запуск процесу зварювання може бути небезпечним.
Він може призвести до травм і пошкодження майна.
Після ввімкнення джерела живлення перевірте, чи не торкається часом
▶
вольфрамовий електрод яких-небудь електропровідних або заземлених
частин (наприклад, корпусу).
Підключіть мережевий кабель до мережевого виходу.
6
Увімкніть джерело струму.
7
98

Зварювання TIG
4
576
+
UK
Зварювання TIG
1
Натисніть кнопку «Процес», щоб вибрати метод зварювання TIG:
Натисніть кнопку «Вибір параметра», щоб вибрати параметр сили струму.
2
Повертайте ручку вибору, щоб задати потрібне значення сили струму.
3
Значення сили струму відображається на лівому цифровому дисплеї.
Усі задані значення параметрів зберігаються, доки їх не змінять наступного
разу. Параметри зберігаються навіть після вимкнення та наступного
ввімкнення джерела струму.
У разі використання зварювального пальника з кнопкою та роз’ємом TIG Multi
Connector (2-тактний режим налаштовано на заводі)
Піднесіть газове сопло до місця запалювання таким чином, щоб проміжок
4
між вольфрамовим електродом і деталлю становив близько 2–3 мм.
Повільно вирівнюйте зварювальний пальник, щоб вольфрамовий
5
електрод торкнувся деталі.
Витягніть кнопку пальника та утримуйте її в цьому положенні.
6
Почне подаватися захисний газ.
Підійміть зварювальний пальник і поверніть його в нормальне положення.
7
Дуга загориться.
Виконуйте зварювання.
8
99

Імпульсне зварювання
1/F-P
I-P
I-G
I
t
t
up
t
down
I-S
I-E
dcY
Застосування Імпульсне зварювання – це зварювання за допомогою імпульсного
зварювального струму. Цей метод використовують для зварювання
тонколистового металу та сталевих труб у незручному положенні.
У таких випадках зварювальний струм, який було задано на початку
зварювання, не завжди підходить для всього процесу:
-
якщо сила струму надто мала, основний матеріал не розплавиться як слід;
-
якщо відбудеться перегрів, із рідкої зварювальної ванни можуть витікати
краплі, що становить небезпеку.
Принцип роботи
-
Низький базовий струм I-G стрімко зростає до значно більшої величини
імпульсного струму I-P та знову знижується до базового струму I-G після
завершення інтервалу Duty cycle dcY.
-
При цьому середня величина струму нижча за задане значення
імпульсного струму I-P.
-
Під час імпульсного зварювання невеликі ділянки зони зварювання
швидко розплавляються й так само швидко застигають.
Джерело струму регулює параметри «Період включення dcY» та «Базовий
струм I-G» згідно із заданими значеннями імпульсного струму (зварювального
струму) і частоти імпульсів.
100
Графік зварювального струму
Регульовані параметри:
I-S Стартовий струм
I-E Струм заварювання кратера
F-P Частота імпульсів (1/F-P = час між двома імпульсами)
I-P Імпульсний струм (заданий зварювальний струм)
 Loading...
Loading...