


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TransPocket 150 TIG
TransPocket 180 TIG
Руководство по эксплуатации
RU
42,0426,0207,RU 030-10022022


Оглавление
Правила техники безопасности 5
Разъяснение инструкций по технике безопасности 5
Общие сведения 5
Надлежащее использование 6
Окружающие условия 6
Обязанности владельца 7
Обязанности персонала 7
Подключение к сети 7
Устройство защитного отключения 7
Защита себя и других лиц 8
Данные об уровнях шума 8
Опасность отравления вредными газами и парами 9
Опасность разлетания искр 9
Угрозы, связанные с сетевым и сварочным током 10
Блуждающий сварочный ток 11
Классификация устройств по электромагнитной совместимости 12
Меры по предотвращению электромагнитных помех 12
Меры по предотвращению электромагнитного излучения 13
Зоны повышенной опасности 13
Требования к защитному газу 14
Опасность при использовании баллонов с защитным газом 14
Меры безопасности в месте установки и при транспортировке 15
Меры безопасности при нормальной эксплуатации 16
Ввод в эксплуатацию, техническое обслуживание и наладка 17
Проверка на безопасность 17
Утилизация 17
Маркировка безопасности 17
Защита данных 18
Авторские права 18
Общие сведения 19
Концепция аппарата 19
Предупреждающие надписи на устройстве 19
Область применения 20
Перед вводом в эксплуатацию 22
Безопасность 22
Надлежащее использование 22
Инструкции по монтажу 22
Режим работы от генератора 23
Элементы управления, разъемы и механические компоненты 24
Маркировка безопасности 24
Элементы управления, разъемы и механические компоненты TransPocket 150 25
Элементы управления, разъемы и механические компоненты TransPocket 180 26
Панель управления 27
Ручная сварка стержневым электродом 29
Подготовка к работе 29
Сварка стержневым электродом 30
Функция SoftStart (мягкий старт) / HotStart (горячий старт) 30
Динамика 31
Импульсно-дуговая сварка MIG/MAG 32
Режимы работы TIG 34
Символы и их значение 34
2-тактный режим работы 34
4-тактный режим работы 35
Сварка TIG 36
Общие сведения 36
Подсоединение газового баллона 36
Подготовка к работе 37
Регулировка давления газа 38
Сварка TIG 38
TIG Comfort Stop 39
RU
3

Импульсно-дуговая сварка MIG/MAG 40
Функция выполнения прихватки 41
Меню настройки процесса сварки 43
Доступ к меню настройки 43
Изменение параметров сварки 43
Выход из меню настройки 43
Параметры сварки стержневым электродом 44
Параметры сварки TIG 45
Меню установок "Уровень 2" 48
Параметры сварки на 2-м уровне меню настройки 48
Уход, техническое обслуживание и утилизация 51
Безопасность 51
Общие сведения 51
Обслуживание при каждом запуске 52
Техническое обслуживание каждые 2 месяца 52
Утилизация 52
Поиск и устранение неполадок 53
Безопасность 53
Индикация ошибок 53
Сервисные сообщения 53
Устройство не работает 55
Неполадки в работе 56
Средние значения расхода при сварке 58
Средний расход проволочного электрода при сварке MIG/MAG 58
Средний расход защитного газа при сварке MIG/MAG 58
Средний расход защитного газа при сварке TIG 58
Технические характеристики 59
Объяснение термина «продолжительность включения» 59
TransPocket 150 TIG 59
TransPocket 180 TIG 61
TransPocket 180 TIG MV 62
Обзор важных исходных материалов и сведения о годе выпуска устройства 64
4

Правила техники безопасности
RU
Разъяснение
инструкций по
технике
безопасности
ПРЕДУПРЕЖДЕНИЕ!
Указывает на непосредственную опасность.
Если ее не предотвратить, возможны несчастные случаи с серьезными
▶
последствиями вплоть до смертельного исхода.
ОПАСНОСТЬ!
Указывает на потенциально опасную ситуацию.
Если ее не предотвратить, возможны несчастные случаи с серьезными
▶
последствиями вплоть до смертельного исхода.
ОСТОРОЖНО!
Указывает на ситуацию, сопровождающуюся риском повреждения имущества
или травмирования персонала.
Если опасность не предотвратить, возможно получение легких травм
▶
и/или незначительное повреждение имущества.
УКАЗАНИЕ
Указывает на риск получения дефектных изделий и повреждения
оборудования.
!
Общие сведения Данное устройство изготовлено с использованием современных технологий и
с учетом общепризнанных требований техники безопасности. Однако при
неправильном или халатном использовании устройства возможно
возникновение опасных ситуаций:
- угрожающих здоровью и жизни оператора или третьих лиц;
- ведущих к повреждению устройства и других материальных ценностей
владельца;
- мешающих эффективному использованию устройства.
Все лица, участвующие в вводе в эксплуатацию, эксплуатации и техническом
обслуживании устройства, должны:
- иметь соответствующую квалификацию;
- обладать знаниями в области сварки;
- полностью прочитать данное руководство по эксплуатации и точно его
соблюдать.
Это руководство по эксплуатации должно постоянно храниться в месте
эксплуатации устройства. Кроме инструкций, приведенных в данном
руководстве по эксплуатации, также должны соблюдаться общие и местные
правила предотвращения несчастных случаев и предписания в области
защиты окружающей среды.
Все приведенные на устройстве указания, относящиеся к технике
безопасности, и предупреждения необходимо:
- поддерживать в легко читаемом состоянии;
- не повреждать;
- не удалять;
- не закрывать, не заклеивать и не закрашивать.
5

Расположение инструкций по технике безопасности и предупреждений об
опасности на устройстве описано в разделе «Общие сведения» руководства
по эксплуатации Вашего устройства.
Неисправности, которые могут снизить уровень безопасности, следует
устранить до включения устройства.
Это необходимо для Вашей безопасности!
Надлежащее
использование
Данное устройство предназначено для использования только по назначению.
Устройство предназначено исключительно для метода сварки, указанного на
заводской табличке.
Иное использование или использование, выходящее за рамки
предусмотренного в руководстве по эксплуатации, является использованием
не по назначению. Производитель не несет ответственности за повреждения,
возникающие в результате таких нарушений.
Для использования по назначению также необходимо:
- внимательное прочтение и соблюдение всех указаний, приведенных в
руководстве по эксплуатации;
- внимательное прочтение и соблюдение всех указаний по технике
безопасности и предупреждений об опасности;
- регулярное проведение инспектирования и работ по техническому
обслуживанию.
Запрещается использовать устройство в следующих целях:
- размораживание труб;
- зарядка батарей/аккумуляторных батарей;
- запуск двигателей.
Устройство предназначено для применения в промышленности и на
небольших предприятиях. Производитель не несет ответственности за
убытки, которые могут возникнуть в случае применения устройства в жилых
помещениях.
Окружающие
условия
Производитель также не несет ответственности за неудовлетворительные или
некачественные результаты работы.
Использование или хранение устройства с несоблюдением приведенных
выше требований расценивается как использование не по назначению.
Производитель не несет ответственности за повреждения, возникающие в
результате таких нарушений.
Диапазон допустимых температур окружающего воздуха:
- во время эксплуатации: от -10 °C до +40 °C (от 14 °F до 104 °F);
- при транспортировке и хранении: от -20°C до +55°C (от -4°F до 131°F).
Относительная влажность воздуха:
- до 50 % при температуре 40 °C (104 °F).
- до 90 % при температуре 20 °C (68 °F).
Окружающий воздух: не содержит пыли, кислот, коррозионных газов или
субстанций и т. д.
Высота над уровнем моря: до 2000 м (6561 ft. 8,16 in.).
6

Обязанности
владельца
Владелец обязуется допускать к работе с устройством только лиц, которые:
- ознакомлены с основными предписаниями в области безопасности труда
и предотвращения несчастных случаев, а также проинструктированы по
вопросам обращения с устройством;
- ознакомлены с положениями данного Руководства по эксплуатации, и в
частности главы «Правила техники безопасности», поняли их и
подтвердили собственноручной подписью готовность их соблюдать;
- имеют образование, соответствующее характеру предполагаемых работ.
Через регулярные промежутки времени проверяйте соблюдение персоналом
правил техники безопасности на рабочем месте.
RU
Обязанности
персонала
Подключение к
сети
Все лица, привлекающиеся к работе с устройством, перед началом работы
обязуются:
- соблюдать основные предписания в области безопасности труда и
предотвращения несчастных случаев;
- прочесть данное Руководство по эксплуатации, и в частности, главу
«Правила техники безопасности», и подтвердить собственноручной
подписью их понимание и готовность их соблюдать.
Перед тем как покинуть рабочее место, убедитесь в том, что в ваше отсутствие
не может быть причинен ущерб людям или оборудованию.
Устройства с более высокими номинальными мощностями из-за
значительного потребления энергии могут повлиять на параметры
напряжения и тока в электросети.
Это может сказаться на работе других типов устройств в следующих аспектах:
- ограничения на подключение;
- требования, касающиеся максимально допустимого полного
электрического сопротивления сети *);
-
требования, касающиеся минимальной мощности короткого замыкания *).
*
Информацию о подключении к общей электросети
см. в разделе «Технические данные».
Устройство
защитного
отключения
В данном случае энергетик завода или лицо, использующее устройство,
должны убедиться, что устройство можно подключать к электросети, и при
необходимости обсудить соответствующие вопросы с компанией,
отвечающей за электроснабжение.
ВАЖНО! Убедитесь, что при подключении к сети обеспечено надлежащее
заземление.
В соответствии с местными и государственными нормативными
предписаниями при подключении оборудования к электросети общего
пользования может потребоваться установка устройства защитного
отключения (УЗО).
Тип УЗО, рекомендованный компанией-производителем для такого
оборудования, указан в его технических характеристиках.
7

Защита себя и
других лиц
Персонал, работающий с устройством, подвергается различным опасностям,
например:
- летящие искры и раскаленные металлические детали;
- излучение сварочной дуги, которое может повредить глаза и кожу;
- опасное воздействие электромагнитных полей, которое может угрожать
жизни людей, использующих кардиостимуляторы;
- риск смертельного поражения сетевым или сварочным током;
- повышенное шумовое воздействие;
- вредный сварочный дым и газы.
При работе с устройством необходимо надевать подходящую защитную
спецодежду. Защитная спецодежда должна соответствовать следующим
требованиям:
- изготовлена из негорючих материалов;
- изолирующая и сухая;
- покрывает все тело, не имеет повреждений и находится в хорошем
состоянии;
- включает защитный шлем;
- штанины не должны быть завернуты.
Защитная спецодежда включает в себя различные предметы. Операторы
должны:
- защищать свои глаза и лицо от УФ-лучей, тепла и искр при помощи
защитной маски и дыхательного фильтра;
- надевать под маску предписанные защитные очки с боковой защитой;
- носить прочную обувь, которая обеспечивает изоляцию даже в условиях
влажности;
- надевать на руки подходящие защитные перчатки (электрически
изолированные и защищающие от воздействия высоких температур);
- надевать защитные наушники для уменьшения вредного влияния шума и
предотвращения травм.
Данные об
уровнях шума
Не допускайте посторонних лиц, особенно детей, на производственные
участки, где работает оборудование или производится сварка. Если все же
поблизости находятся другие люди:
- проинформируйте их обо всех опасных факторах (риск повреждения
зрения светом сварочной дуги, опасность ожогов от разлетающихся искр,
удушливый сварочный дым, шум, опасность поражения электрическим и
сварочным током и т. п.);
- предоставьте соответствующие средства защиты;
- либо же установите необходимые защитные экраны или шторы.
Согласно стандарту EN 60974-1, в режиме ожидания, а также в цикле
охлаждения после работы на максимально допустимой рабочей точке при
стандартной нагрузке устройство генерирует шум менее 80 дБ(А) (базовая
мощность — 1 пВт).
Невозможно указать величину шума на рабочем месте во время сварки (или
резки), поскольку она зависит как от используемого процесса сварки, так и от
окружающих условий. На величину шума оказывают влияние различные
параметры сварки, включая тип процесса сварки (MIG/MAG или TIG), тип
питания (постоянный или переменный ток), диапазон мощностей, тип
металла шва, резонансные характеристики детали, условия на рабочем месте
и т. д.
8

Опасность
отравления
вредными
газами и парами
Дым, который выделяется при сварке, содержит вредные газы и пары.
Сварочный дым содержит вещества, которые, по данным из 118 тома
монографий Международного агентства по изучению рака (МАИР), могут
вызывать онкологические заболевания.
Пользуйтесь средствами дымоудаления, установленными на источнике и/или
в помещении.
При возможности используйте сварочную горелку со встроенными
средствами дымоудаления.
Не допускайте контакта головы со сварочным дымом и газами.
Придерживайтесь следующих мер предосторожности:
- не вдыхайте вредные газы и пары;
- обеспечьте их вывод из рабочей зоны с использованием
соответствующего оборудования.
Обеспечьте достаточную подачу свежего воздуха. Убедитесь, что объем
приточного воздуха составляет не менее 20 м³/ч.
Используйте сварочный шлем с подачей воздуха в случае недостаточной
вентиляции.
Если вы подозреваете, что мощность всасывания недостаточна, сравните
измеренные значения выбросов вредных веществ с допустимыми
предельными значениями.
RU
Опасность
разлетания искр
Уровень опасности сварочного дыма определяют следующие компоненты,
используемые при сварке:
- металлы, которые входят в состав детали;
- электроды;
- покрытия;
- чистящие, обезжиривающие и подобные средства;
- используемый процесс сварки.
Сведения об указанных выше компонентах содержатся в соответствующих
паспортах безопасности для материалов и инструкциях производителя.
Рекомендации касательно сценариев воздействия, мер по учету факторов
риска и определения эксплуатационных условий можно найти на веб-сайте
European Welding Association в разделе Health & Safety (https://europeanwelding.org).
Воспламеняющиеся пары (например, пары растворителей) не должны
попадать в зону излучения дуги.
Закончив сварку, закройте вентиль баллона с защитным газом или основной
канал его подачи.
Разлетание искр может вызвать возгорание и взрыв.
Запрещается производить сварку в непосредственной близости от горючих
материалов.
Горючие материалы должны находиться на расстоянии не менее 11 м (36 ft.
1,07 in.) от сварочной дуги, либо быть надежно укрыты.
Держите в готовности подходящие, проверенные огнетушители.
9

Искры и раскаленные металлические детали могут попасть в окружающую
зону через мелкие щели и отверстия. Примите соответствующие меры по
устранению опасности получения травм и ожогов.
Не производите сварку в пожаро- и взрывоопасных помещениях и на
соединенных с другим оборудованием емкостях, бочках и трубах, если
последние не подготовлены согласно соответствующим национальным и
международным нормам.
На резервуарах, в которых хранятся/хранились газы, топливо, минеральные
масла и т.п., проведение сварки запрещено. Остатки хранившихся в них
материалов создают опасность взрыва.
Угрозы,
связанные с
сетевым и
сварочным
током
Поражение электрическим током может привести к смертельному исходу.
Не прикасайтесь к внутренним или внешним токоведущим компонентам
устройства.
В ходе сварки MIG/MAG и TIG сварочная проволока, катушка с проволокой,
подающие ролики и все металлические детали, контактирующие со
сварочной проволокой, находятся под напряжением.
Всегда устанавливайте механизм подачи проволоки на надлежащим образом
изолированной поверхности или используйте подходящее изолированное
крепление для устройства подачи проволоки.
Убедитесь, что потенциал заземления имеет сухое, должным образом
изолированное основание или крышку и обеспечивает надлежащую защиту.
Основание или крышка должны прикрывать всю зону, где части тела могут
войти в контакт с потенциалом заземления.
Все кабели и провода должны быть закреплены, изолированы и иметь
правильный размер. Повреждения кабелей не допускаются. Соединения со
слабым контактом, обожженные, поврежденные или имеющие ненадлежащий
размер кабели следует немедленно заменять.
Перед каждым использованием необходимо закреплять соединения с
помощью рукоятки.
Если силовой кабель оснащен байонетным разъемом, нужно провернуть его
вокруг продольной оси как минимум на 180° и проверить предварительное
натяжение.
10
Кабели или отводы воспрещается оборачивать вокруг тела или его частей.
При работе с электродом (пруток, вольфрамовый, сварочная проволока
и т. д.) необходимо руководствоваться следующими принципами:
- электрод нельзя погружать в жидкость для охлаждения;
- к электроду категорически воспрещается прикасаться, когда источник
питания включен.
Между сварочными электродами двух источников питания может возникнуть
двойное напряжение холостого хода. Прикосновение к потенциалам обоих
электродов одновременно при определенных обстоятельствах может
привести к несчастному случаю со смертельным исходом.
Квалифицированные электрики должны регулярно проверять сетевой кабель
на наличие надлежащего защитного соединения с заземлением.
Для надлежащей работы устройств с классом защиты I необходимо
использовать электросеть с защитным соединением с заземлением и систему
разъемов с контактом защитного соединения с заземлением.

Подключение устройства к электросети без защитного соединения с
заземлением и розетке без контакта защитного соединения с заземлением
разрешено только в случае соблюдения всех государственных нормативных
требований, относящихся к защитному разделению.
В противном случае такие действия являются серьезным нарушением правил
безопасности. Производитель не несет ответственности за какой-либо ущерб,
понесенный вследствие ненадлежащего использования.
При необходимости следует обеспечить надлежащее заземление детали.
Неиспользуемые устройства необходимо отключать.
При работе на высоте следует применять соответствующее защитное
снаряжение.
Перед началом каких-либо работ по ремонту или обслуживанию устройства
необходимо отключить его и отсоединить сетевой штекер.
Поместите на устройство хорошо заметную предупреждающую табличку с
четко сформулированным указанием не включать устройство и не подключать
его к сети.
После открытия устройства:
- разрядите все токоведущие компоненты;
- убедитесь, что на компонентах отсутствуют остаточные заряды.
RU
Блуждающий
сварочный ток
Если необходимо производить работы с компонентами под током,
задействуйте еще одного человека, который должен будет в нужный момент
отключить питание.
Несоблюдение следующих инструкций может привести к возникновению
блуждающего сварочного тока, которое чревато рядом нежелательных
последствий, таких как:
- угроза возгорания;
- перегрев компонентов, соединенных с деталью;
- повреждение защитных соединений с заземлением;
- повреждение устройства и другого электрического оборудования.
Убедитесь, что деталь надежно закреплена с помощью хомута.
Установите хомут детали как можно ближе к области проведения сварочных
работ.
Расположите надлежащим образом изолированное устройство относительно
токопроводящей области, например, изоляцию относительно
электропроводящего пола или изоляцию в направлении электропроводящих
стоек.
При использовании распределительных щитов питания, креплений с двумя
шпиндельными головками и пр. необходимо учитывать следующее: Электрод
неиспользуемой сварочной горелки или электрододержателя находится под
напряжением. Убедитесь, что неиспользуемые сварочная горелка или
электрододержатель изолированы надлежащим образом.
При использовании автоматизированных сварочных систем MIG/MAG следите
за тем, чтобы с барабана для сварочной проволоки, большой катушки
механизма подачи проволоки или катушки с проволокой в механизм подачи
проволоки подавался только изолированный проволочный электрод.
11

Классификация
устройств по
электромагнитн
ой
совместимости
Устройства с классом эмиссии А:
- предназначены для использования только в индустриальных районах;
- в других местах могут создавать помехи в проводных и беспроводных
сетях.
Устройства с классом эмиссии В:
- отвечают требованиям по части эмиссии в жилых и индустриальных
районах. Это также касается жилых районов, где энергоснабжение
осуществляется через низковольтную сеть общего пользования.
Классификация электромагнитной совместимости устройства указана на
заводской табличке или в технических характеристиках.
Меры по
предотвращени
ю
электромагнитн
ых помех
В ряде случаев, несмотря на то что параметры излучений устройства не
превышают предельных значений, оговоренных стандартами, его работа
может вызывать помехи на месте эксплуатации (например, если рядом
расположено чувствительное оборудование или поблизости от места
установки находятся радио- либо телевизионные приемники).
В подобных случаях компания-оператор обязана предпринять меры по
исправлению ситуации.
Проведите измерения и оценку устойчивости к электромагнитным помехам
оборудования, находящегося рядом с устройством, в соответствии с
государственными и международными нормативными требованиями. Среди
устройств, которые могут быть подвержены действию помех со стороны
данного устройства, можно назвать следующие:
- защитные устройства;
- силовые, сигнальные и телекоммуникационные кабели;
- вычислительная техника и телекоммуникационное оборудование;
- измерительные и калибровочные приборы.
Дополнительные меры обеспечения электромагнитной совместимости:
1. Подача питания для электросети
- Если электромагнитные помехи возникают даже при правильном
подключении к сети, необходимо предпринять дополнительные меры
(например, использовать подходящий сетевой фильтр).
2. Провода для подачи сварочного тока должны:
- иметь минимально возможную длину;
- должны быть расположены как можно ближе друг к другу (во
избежание электромагнитного излучения);
- должны располагаться отдельно от других проводов.
3. Выравнивание потенциалов
4. Заземление детали
- При необходимости установите заземление, используя подходящие
конденсаторы.
5. Экранирование (при необходимости)
- Экранируйте другие устройства, расположенные поблизости.
- Экранируйте всю сварочную установку.
12

Меры по
предотвращени
ю
электромагнитн
ого излучения
Электромагнитные поля могут оказывать на здоровье вредные воздействия,
еще не до конца изученные медициной:
- Возможно воздействие на здоровье находящихся поблизости людей,
особенно пользующихся электрокардиостимулятором или слуховым
аппаратом.
- Перед тем как приближаться непосредственно к аппарату или месту
выполнения сварочных работ, пользователям
электрокардиостимуляторов необходимо проконсультироваться с врачом.
- По соображениям безопасности необходимо выдерживать максимальное
расстояние между сварочными кабелями и головой/корпусом сварщика.
- Не переносите сварочные кабели и шланговые пакеты, перекинув через
плечо, и не наматывайте их на свое тело или части тела.
RU
Зоны
повышенной
опасности
Избегайте контакта рук, волос, свободной одежды и инструментов с
движущимися компонентами, такими как:
- вентиляторы;
- шестерни;
- ролики;
- оси;
- катушки с проволокой и сварочная проволока.
Не касайтесь вращающихся шестерен или других движущихся частей
механизма подачи проволоки.
Крышки и боковые панели разрешается открывать/снимать только во время
работ по техническому обслуживанию и наладке.
При работе следует:
- Убедиться, что все крышки закрыты и все боковые компоненты
установлены правильно.
- Все крышки и боковые компоненты должны быть закрытыми.
Выступание сварочной проволоки из сварочной горелки создает высокий риск
получения травмы (порезов рук, травм лица, глаз и т. д.).
Поэтому при работе со сварочным оборудованием, оснащенным механизмом
подачи проволоки, не направляйте сварочную горелку на себя и используйте
подходящие защитные очки.
Не касайтесь детали во время и сразу после завершения процесса сварки во
избежание ожогов.
При охлаждении деталей от них может отлетать шлак. Поэтому при
доработке деталей используйте соответствующие требованиям защитные
устройства и убедитесь, что все присутствующие лица также защищены
надлежащим образом.
Сварочной горелке и другим компонентам оборудования с высокими
рабочими температурами необходимо дать остыть, прежде чем использовать
их.
В зонах повышенной пожаро- и взрывоопасности должны соблюдаться
особые правила
— соблюдайте соответствующие государственные и международные
нормативные требования.
Источники тока, предназначенные для работы в местах с повышенной
опасностью поражения электрическим током (например, на бойлерах),
должны быть обозначены символом (Безопасность). Избегайте размещения
источников тока в подобных зонах.
13

Существует риск ожога вследствие утечки охлаждающей жидкости.
Отключите охлаждающий модуль, прежде чем отсоединить магистрали
подачи и возврата охлаждающей жидкости.
При работе с охлаждающей жидкостью соблюдайте указания, приведенные в
ее паспорте безопасности. Паспорт безопасности охлаждающей жидкости
можно получить в сервисном центре или на веб-сайте производителя.
Для перемещения устройства при помощи крана используйте только
подходящие грузозахватные приспособления.
- Закрепите цепи или тросы на всех точках подвеса соответствующих
грузозахватных приспособлений.
- Цепи или тросы должны быть расположены под наименьшим возможным
углом к вертикали.
- Снимите газовый баллон и механизм подачи проволоки (сварочные
аппараты MIG/MAG и TIG).
Во время присоединения крана механизма подачи проволоки в процессе
сварки всегда используйте подходящую изолирующую подвеску для
устройства подачи проволоки (устройства MIG/MAG и TIG).
Если устройство оснащено ремнем или ручкой для переноски, их можно
использовать только для переноски вручную. Ремень для переноски не
предназначен для транспортировки с помощью крана, автопогрузчика и
других механических подъемников.
Требования к
защитному газу
Все подъемное оборудование (ремни, скобы, цепи и пр.), используемое для
перемещения устройства и его компонентов, должно регулярно проверяться
(например, на наличие механических повреждений, коррозии и изменений,
вызванных прочими факторами окружающей среды).
Интервал и объем испытаний должны соответствовать предписаниям
соответствующих государственных нормативов или рекомендаций в качестве
минимального требования.
Существует опасность неожиданной утечки бесцветного защитного газа, не
имеющего запаха, при использовании адаптера разъема для подачи
защитного газа. Перед установкой используйте подходящую тефлоновую
ленту для уплотнения резьбы адаптера разъема для подачи защитного газа на
боковой панели устройства.
Загрязненный защитный газ, особенно в кольцевых проводах, может
привести к повреждению оборудования и снижению качества сварки.
Соблюдайте следующие требования к качеству защитного газа:
- размер твердых частиц < 40 мкм;
- точка конденсации под давлением < –20 °C;
- максимальное содержание масла < 25 мг/м³.
При необходимости используйте фильтры.
Опасность при
использовании
баллонов с
защитным газом
14
Баллоны с защитным газом содержат газ под высоким давлением и могут
взорваться при повреждении. Поскольку баллоны с защитным газом входят в
состав сварочного оборудования, они требуют максимально осторожного
обращения.
Не подвергайте баллоны со сжатым защитным газом воздействию
избыточного тепла, шлака, открытого пламени, искр и дуги, а также
механическим ударам.

Во избежание падения баллоны с защитным газом необходимо устанавливать
вертикально и крепить согласно инструкциям.
Баллоны с защитным газом должны находиться вдали от сварочных и прочих
контуров тока.
Запрещается подвешивать сварочную горелку на газовом баллоне.
Исключите возможность контакта электрода с баллоном с защитным газом.
Опасность взрыва: не пытайтесь заваривать баллон с защитным газом,
находящийся под давлением.
Используйте только баллоны с защитным газом и сопутствующие
принадлежности (регулятор, шланги и фитинги), которые подходят для
выполняемой задачи. Используемые баллоны с защитным газом и
сопутствующие принадлежности должны быть в хорошем состоянии.
Открывая вентиль баллона с защитным газом, поверните лицо в сторону.
Закончив сварку, закройте вентиль баллона с защитным газом.
Если баллон с защитным газом не подсоединен, закройте вентиль колпачком.
Необходимо соблюдать указания производителя, а также применимые
государственные и международные стандарты, касающиеся баллонов с
защитным газом и сопутствующих принадлежностей.
RU
Меры
безопасности в
месте установки
и при
транспортировк
е
Опрокидывание устройства может привести к несчастному случаю со
смертельным исходом. Разместите устройство на твердой ровной
поверхности таким образом, чтобы обеспечить его устойчивость.
- Максимальный допустимый угол наклона составляет 10°.
В пожароопасных и взрывоопасных зонах действуют особые правила.
- Соблюдайте соответствующие государственные и международные
нормативные требования.
Разработайте внутренние правила и процедуры проверки, чтобы
гарантировать, что рабочее место постоянно содержится в чистоте и порядке.
Настройку и эксплуатацию устройства необходимо производить только в
соответствии со степенью защиты, указанной на заводской табличке;
При настройке устройства следите за наличием вокруг него свободного
пространства шириной 0,5 м (1 фут 7,69 дюйма), обеспечивающего
нормальную циркуляцию охлаждающего воздуха.
При транспортировке устройства соблюдайте соответствующие
государственные и международные нормативные требования, а также
правила предупреждения несчастных случаев. Это, в частности, относится к
нормам, касающимся рисков при транспортировке.
Подъем или транспортировка работающих устройств не допускается. Перед
транспортировкой или подъемом обязательно отключите устройства.
Перед транспортировкой устройства полностью слейте охлаждающую
жидкость и отсоедините указанные ниже компоненты.
- Механизм подачи проволоки
- Катушка с проволокой
- Баллон с защитным газом
После транспортировки и перед вводом в эксплуатацию устройство
необходимо проверить на предмет повреждений. Перед вводом устройства в
15

эксплуатацию любые повреждения должны быть устранены сервисным
персоналом, прошедшим курс надлежащей подготовки.
Меры
безопасности
при нормальной
эксплуатации
Эксплуатируйте устройство, только если все защитные устройства находятся в
полностью работоспособном состоянии. Неправильная работа защитных
приспособлений может привести к:
- травмированию или гибели оператора либо посторонних лиц;
- повреждению устройства и других материальных ценностей,
принадлежащих эксплуатирующей компании;
- неэффективной работе устройства.
Прежде чем включать устройство, необходимо устранить любые
неисправности защитных приспособлений.
Запрещается отключать защитные приспособления или блокировать их
работу.
Прежде чем включать устройство, убедитесь, что его работа не угрожает
ничьей безопасности.
Проводите проверку защитных приспособлений на предмет повреждений и
неисправности не реже одного раза в неделю.
Надежно закрепите баллон с защитным газом и заблаговременно снимайте
его, если устройство планируется перемещать при помощи крана.
В наших устройствах необходимо использовать только оригинальную
охлаждающую жидкость с нужными свойствами (электропроводность,
средство против замерзания, совместимость с материалами, горючесть
и т. п.).
Используйте только подходящую оригинальную охлаждающую жидкость от
производителя.
Не смешивайте оригинальную охлаждающую жидкость с другими
охлаждающими жидкостями.
К охлаждающему контуру можно подключать только системные компоненты
от производителя охлаждающего устройства.
Производитель не несет ответственности за ущерб вследствие использования
системных компонентов других производителей или неоригинальной
охлаждающей жидкости. Кроме того, гарантия на подобные случаи не
распространяется.
Охлаждающая жидкость FCL 10/20 не воспламеняется. В определенных
условиях охлаждающая жидкость на основе этанола может воспламениться.
Охлаждающую жидкость необходимо транспортировать только в
оригинальных герметизированных емкостях и держать вдали от источников
возгорания.
Утилизация использованной охлаждающей жидкости должна производиться
только в соответствии с применимыми государственными и международными
нормативными требованиями. Паспорт безопасности охлаждающей жидкости
можно получить в сервисном центре или загрузить с веб-сайта
производителя.
16
Перед началом сварки, пока система не прогрелась, проверьте уровень
охлаждающей жидкости.

Ввод в
эксплуатацию,
техническое
обслуживание и
наладка
Невозможно гарантировать, что покупные детали разработаны и изготовлены
в полном соответствии с назначением или требованиями безопасности.
- Используйте только оригинальные запасные и быстроизнашивающиеся
детали (это также относится к стандартным деталям).
- Не вносите в устройство модификации или изменения без
предварительного согласия производителя.
- Компоненты, состояние которых не идеально, должны быть немедленно
заменены.
- При заказе указывайте точное название, номер по каталогу и серийный
номер устройства, которые приведены в списке запасных частей.
Винты корпуса обеспечивают защитное соединение с заземлением для всех
его компонентов.
Обязательно используйте надлежащее количество оригинальных винтов
корпуса и соблюдайте указанный момент затяжки.
RU
Проверка на
безопасность
Утилизация Запрещается выбрасывать устройство вместе с бытовым мусором! Согласно
Завод-производитель рекомендует проводить проверку на безопасность не
реже одного раза в 12 месяцев.
С такой же периодичностью в 12 месяцев рекомендуется производить
калибровку источников тока.
Рекомендуется проверка на безопасность, осуществляемая
квалифицированным электриком:
- после внесения изменений;
- после внесения каких-либо конструктивных изменений;
- после ремонта, ухода и технического обслуживания;
- не реже, чем раз в двенадцать месяцев.
Проверка на безопасность должна производиться в соответствии с местными
и международными стандартами и инструкциями.
Более подробную информацию о проведении проверки на безопасность и
калибровки можно получить в центре технического обслуживания. Там при
необходимости можно запросить соответствующую документацию.
директиве Европейского Союза по утилизации отходов производства
электрического и электронного оборудования и ее эквиваленту в
национальном законодательстве изношенный электроинструмент собирается
отдельно и подлежит передаче на экологически безопасную вторичную
переработку. Обязательно передайте отработавшее свой срок устройство
дилеру, либо узнайте необходимую информацию о местной системе сбора и
утилизации данного оборудования. Игнорирование директивы ЕС может
иметь потенциальные последствия для окружающей среды и вашего
здоровья!
Маркировка
безопасности
Устройства, имеющие маркировку СЕ, соответствуют основным требованиям
директив, касающихся низковольтного оборудования и электромагнитной
совместимости (например, применимым стандартам на продукты серии
EN 60974).
Компания Fronius International GmbH заявляет, что устройство соответствует
требованиям директивы 2014/53/EU. Полный текст сертификата
соответствия ЕС доступен на веб-сайте: http://www.fronius.com.
17

Устройства, отмеченные знаком CSA, соответствуют требованиям
применимых стандартов Канады и США.
Защита данных За сохранность данных, отличных от заводских настроек, несет
ответственность пользователь устройства. Производитель не несет
ответственности за потерю персональных настроек.
Авторские права Авторские права на данное руководство по эксплуатации принадлежат
производителю устройства.
Текст и иллюстрации отражают технический уровень на момент публикации.
Компания оставляет за собой право на внесение изменений. Содержание
руководства по эксплуатации не может быть основанием для претензий со
стороны покупателя. Предложения и сообщения об ошибках в руководстве по
эксплуатации принимаются с благодарностью.
18

Общие сведения
RU
Концепция
аппарата
Источник тока обладает следующими
качествами и конструктивными
особенностями:
- компактность;
- прочный пластмассовый корпус;
- исключительно высокая
надежность в тяжелейших
условиях эксплуатации;
- наличие ремня для переноски,
облегчающего транспортировку
на строительных площадках
и т. д.;
- защищенные элементы
управления;
- гнезда с байонетными
соединениями.
При сварке электронный регулятор в сочетании с цифровым резонансным
инвертором адаптирует характеристики источника тока к используемому
сварочному электроду. В результате нам удалось создать легкое и компактное
устройство с великолепными характеристиками поджига и сварки.
В источнике тока также реализована технология компенсации реактивного
тока, адаптирующая ток, потребляемый устройством, к синусоидальному
напряжению сети. Это обеспечивает целый ряд преимуществ:
- низкий первичный ток;
- низкие резистивные потери;
- позднее срабатывание автоматического предохранителя;
- повышенная стабильность в случае колебаний напряжения;
- возможность использования длинных сетевых кабелей;
- непрерывный диапазон рабочих напряжений в устройствах с поддержкой
различных напряжений.
Предупреждаю
щие надписи на
устройстве
При использовании электродов с целлюлозным покрытием можно выбрать
специальный режим работы, обеспечивающий превосходные результаты
сварки.
Сварка TIG с контактным зажиганием значительно расширяет сферу
применения устройства.
Удалять или закрашивать предупреждающие надписи и маркировку
безопасности на источнике тока запрещается. Они предупреждают о
возможных ошибках в обслуживании, которые могут привести к серьезному
травмированию персонала и повреждению имущества.
Значение маркировки безопасности на устройстве
19

Сварка — потенциально опасный процесс. Чтобы обеспечить
надлежащее использование оборудования, следует соблюдать
изложенные ниже основные требования:
- сварщики должны иметь необходимую квалификацию;
- при работе необходимо использовать надлежащие
защитные устройства;
- лица, не задействованные в работах, должны находиться на
безопасном расстоянии от зоны, где ведется сварка.
Перед использованием описанных в настоящем руководстве
функций необходимо полностью ознакомиться с
перечисленными ниже документами:
- настоящее руководство по эксплуатации;
- руководства по эксплуатации всех системных компонентов
источника тока, в особенности правила техники
безопасности.
Не утилизируйте использованные устройства вместе с бытовыми
отходами. Устройства следует утилизировать согласно правилам
техники безопасности.
Область
применения
20
Сварка стержневым электродом

RU
Сварка Т
IG с
помощью сварочной горелки, оснащенной кнопкой и штекером
TIG Multi Connector
21

Перед вводом в эксплуатацию
Безопасность
Надлежащее
использование
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к тяжелым травмам и повреждению имущества.
Выполнять все работы и использовать функции, описанные в настоящем
▶
документе, должны квалифицированные технические специалисты,
прошедшие курс надлежащего обучения.
Внимательно ознакомьтесь со всеми сведениями этого документа.
▶
Внимательно изучите правила техники безопасности и документацию
▶
пользователя для этого оборудования и всех компонентов системы.
Источник тока предназначен исключительно для сварки MIG/MAG и TIG при
использовании совместно с системными компонентами Fronius.
Использование для любой другой цели или любым другим способом
считается ненадлежащим.
Производитель не несет никакой ответственности за ущерб вследствие такого
ненадлежащего использования.
Надлежащее использование также подразумевает:
- внимательное ознакомление с настоящим руководством по эксплуатации;
- соблюдение всех указаний и правил техники безопасности, изложенных в
настоящем руководстве;
- выполнение всех предписанных инспекций и работ по техническому
обслуживанию.
Инструкции по
монтажу
ОПАСНОСТЬ!
Опасность опрокидывания или падения механизмов.
Это может привести к тяжелым травмам и повреждению имущества.
Надежно установите устройство на ровной твердой поверхности.
▶
После установки убедитесь, что все резьбовые соединения затянуты
▶
должным образом.
Устройство испытано на соответствие классу защиты IP 23, что подразумевает:
- защиту от проникающих повреждений, нанесенных твердыми
инородными телами диаметром > 12,5 мм (0,49 дюйма);
- защиту от водяных брызг под углами до 60° относительно вертикали.
Охлаждающий воздух
Устройство необходимо установить так, чтобы обеспечить свободное
движение охлаждающего воздуха через пазы на передней и задней панелях.
Пыль
Следите за тем, чтобы металлическая пыль не втягивалась вентилятором в
систему, например, при выполнении шлифовальных работ.
Эксплуатация вне помещений
Монтаж и эксплуатация устройства вне помещений должны осуществляться в
22

соответствии с классом защиты IP 23. Избегайте прямого попадания воды
(например, дождевых капель).
RU
Режим работы от
генератора
Источник тока совместим с генератором.
Максимальная полная мощность S
источника тока нужна для определения
1max
требуемой мощности генератора.
Максимальная полная мощность источника тока S
рассчитывается по
1max
формуле:
S
= I
1max
I
и U1 в соответствии с паспортной табличкой и техническими данными.
1max
Полная мощность генератора S
1max
x U
1
рассчитывается по следующей
GEN
эмпирической формуле:
S
GEN
= S
1max
x 1,35
Если сварка производится не на полной мощности, можно использовать
генератор с меньшей выходной мощностью.
ВАЖНО! Полная мощность генератора S
мощности S
источника тока.
1max
не должна быть меньше полной
GEN
Когда однофазное устройство используется с трехфазным генератором,
обратите внимание, что заявленная полная мощность генератора часто
является общей мощностью, которая может быть во всех трех фазах работы
генератора. При необходимости сведения о полной мощности, развиваемой
на одной фазе, можно получить у производителя генератора.
УКАЗАНИЕ
!
Напряжение на выходе генератора не должно превышать пределы допуска по
напряжению сети.
Допуск по напряжению сети указывается в разделе «Технические данные».
23

Элементы управления, разъемы и механические
компоненты
Маркировка
безопасности
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к тяжелым травмам и повреждению имущества.
Выполнять все работы и использовать функции, описанные в настоящем
▶
документе, должны квалифицированные технические специалисты,
прошедшие курс надлежащего обучения.
Внимательно ознакомьтесь со всеми сведениями этого документа.
▶
Внимательно изучите правила техники безопасности и документацию
▶
пользователя для этого оборудования и всех компонентов системы.
В результате обновления программного обеспечения может оказаться, что в
настоящем Руководстве по эксплуатации не описаны некоторые функции
устройства либо наоборот: в Руководстве описаны функции, отсутствующие в
устройстве.
Расположение элементов управления устройства на некоторых иллюстрациях
также может отличаться от фактического, однако принцип их действия
остается неизменным.
24

Элементы
(2)
(3)
(4)
(1)
(7)
(8)
(5)
(6)
(9)
управления,
разъемы и
механические
компоненты
TransPocket 150
RU
(1) Панель управления
(2) Гнездо (-)
с байонетным соединением
(3) Разъем TMC (TIG Multi Connector)
После подключения пульта дистанционного управления к источнику
тока:
- на дисплее отображается символ rc;
- сварочный ток можно регулировать только с помощью пульта
дистанционного управления.
(4) Гнездо (+)
с байонетным соединением
(5) Ремень для переноски
(6) Ремень для кабелей
Предназначен для крепления сетевого и сварочных кабелей.
Не используйте для переноски устройства!
(7) Выключатель питания
(8) Воздушный фильтр
(9) Разъем для подачи защитного газа
Назначение гнезд во время сварки стержневым электродом (в зависимости от
типа электрода):
- гнездо (+) служит для подключения электрододержателя или кабеля
заземления;
- гнездо (-) служит для подключения электрододержателя или кабеля
заземления.
Назначение гнезд во время сварки ТIG:
- гнездо (+) служит для подключения кабеля заземления;
- гнездо (-) служит для подключения сварочной горелки.
25

Элементы
(2)
(3)
(4)
(1)
(7)
(8)
(5)
(6)
(9)
управления,
разъемы и
механические
компоненты
TransPocket 180
(1) Панель управления
(2) Гнездо (-)
с байонетным соединением
(3) Разъем TMC (TIG Multi Connector)
После подключения пульта дистанционного управления к источнику
тока:
- на дисплее отображается символ rc;
- сварочный ток можно регулировать только с помощью пульта
дистанционного управления.
(4) Гнездо (+)
с байонетным соединением
(5) Ремень для переноски
(6) Ремень для кабелей
Предназначен для крепления сетевого и сварочных кабелей.
Не используйте для переноски устройства!
(7) Выключатель питания
(8) Воздушный фильтр
(9) Разъем для подачи защитного газа
Назначение гнезд во время сварки стержневым электродом (в зависимости от
типа электрода):
- гнездо (+) служит для подключения электрододержателя или кабеля
заземления;
- гнездо (-) служит для подключения электрододержателя или кабеля
заземления.
Назначение гнезд во время сварки ТIG:
- гнездо (+) служит для подключения кабеля заземления;
- гнездо (-) служит для подключения сварочной горелки.
26

Панель
(7)
(3)
(4)
(5)
(6)
(1)
(2)
(8)
управления
RU
(1) Индикатор настраиваемого параметра
Указывает на выбранный настраиваемый параметр:
- динамика;
- сварочный ток;
- функция SoftStart (мягкий старт) / HotStart (горячий старт);
- импульсно-дуговая сварка MIG/MAG.
(2) Индикатор единицы измерения
Указывает единицу измерения для параметра, величина
которого изменяется в настоящее время с помощью
регулировочной ручки (7):
- время (секунды);
- доля значения (проценты);
- частота (герцы).
(3) Кнопка настраиваемого параметра
Служит для выбора необходимого настраиваемого
параметра (1).
(4) Дисплей
Отображает текущее значение выбранного настраиваемого
параметра.
(5) Индикатор процесса сварки
Указывает выбранный процесс сварки:
- сварка стержневым электродом;
- сварка стержневым электродом с целлюлозным
покрытием;
- сварка TIG.
27

(6) Кнопка «Процесс сварки»
Служит для выбора процесса сварки.
(7) Регулировочная ручка
Служит для бесступенчатого регулирования выбранного
настраиваемого параметра (1).
(8) Индикаторы состояния
Отображают различные режимы работы источника тока:
- устройство понижения напряжения (VRD);
Загорается при активации защитного устройства
понижения напряжения (только при наличии такого
устройства).
- настройка;
Загорается при работе в меню настройки.
- температура;
Загорается, когда температура устройства находится вне
допустимого диапазона.
- сбой;
Загорается при сбое, см. раздел «Устранение
неполадок».
- TAC.
Загорается, если активирована функция прихватки
(только в устройствах TIG при этом процессе сварки).
28

Ручная сварка стержневым электродом
RU
Подготовка к
работе
1 2
3 4
ОСТОРОЖНО!
Существует угроза поражения электрическим током. После включения
источника тока электрод в электрододержателе находится под напряжением.
Это может привести к травмам и повреждению имущества.
Электрод не должен касаться человека либо электропроводящих или
▶
заземленных компонентов оборудования (например, корпуса и т. п.).
29

5
Сварка
стержневым
электродом
Функция
SoftStart (мягкий
старт) / HotStart
(горячий старт)
С помощью кнопки «Процесс сварки» выберите один из
1
указанных ниже процессов:
- сварка стержневым электродом: после выбора
загорается индикатор сварки стержневым электродом;
- сварка стержневым электродом с целлюлозным
покрытием: при выборе этого процесса загорается
соответствующий индикатор сварки.
Удерживайте нажатой кнопку настраиваемого параметра, пока
2
не:
- загорится индикатор сварочного тока.
При помощи регулировочной ручки установите значение
3
сварочного тока:
- источник тока готов к сварке.
Эта функция используется для установки стартового тока.
Диапазон настройки: 1–200 %.
Принцип работы.
В начале процесса сварки сварочный ток уменьшается (мягкий старт) или
увеличивается (горячий старт) в течение 0,5 с в зависимости от настройки.
Изменение отображается в виде процентного значения от заданного
сварочного тока.
30
Продолжительность подачи стартового тока можно изменить в меню
настройки с помощью параметра длительности подачи стартового тока (Hti).
Регулировка стартового тока
Удерживайте нажатой кнопку настраиваемого параметра, пока
1
не:

- загорится индикатор функции SoftStart (мягкий старт) /
I (A)
t
90A
0,5 s 1 s 1,5 s
120A
HotStart (горячий старт).
Вращайте регулировочную ручку, пока не будет достигнуто
2
нужное значение:
- источник тока готов к сварке.
Максимальный ток горячего пуска не может превышать указанных ниже
значений:
- TransPocket 150 — до 160 А;
- TransPocket 180 — до 200 А.
Примеры (заданный сварочный ток = 100 А):
100 % = 100 А стартового тока = функция отключена
80 % = 80 А стартового тока = SoftStart (мягкий старт)
135 % = 135 А стартового тока = HotStart (горячий старт)
200 % = 160 А стартового тока для TransPocket 150 = HotStart (горячий
старт), достигнут максимальный лимит тока
200 % = 200 А стартового тока для TransPocket 180 = HotStart (горячий
старт)
RU
Свойства функции SoftStart (мягкий
старт):
- уменьшенное образование пор
при сварке некоторыми типами
электродов.
Свойства функции HotStart (горячий
старт):
- улучшенное зажигание даже при
использовании электродов с
ослабленным воспламенением;
- оптимальное проплавление
основного металла на начальном
этапе, вследствие чего
уменьшается вероятность
образования неплотных швов;
Пример функции
HotStart (
горячий старт
)
- значительно меньшее количество
шлаковых включений.
Динамика Для получения оптимальных результатов сварки иногда требуется
отрегулировать динамику.
Диапазон настройки: 0–100 (соответствует повышению тока на 0–200 А).
Принцип работы.
В момент перехода капель металла или в случае короткого замыкания сила
тока кратковременно увеличивается для установки стабильной дуги.
Если существует опасность погружения электрода (прутка) в сварочную ванну,
это предотвращает затвердевание сварочной ванны, а также длительное
короткое замыкание дуги. Это позволяет в значительной степени избежать
прилипания электрода (прутка).
Регулировка динамики
31

Удерживайте нажатой кнопку настраиваемого параметра, пока
1
не:
- загорится индикатор динамики.
Вращайте регулировочную ручку, пока не будет достигнуто
2
нужное значение корректировки:
- источник тока готов к сварке.
Максимальный ток динамики не может превышать указанных ниже значений:
- TransPocket 150 — до 180 А;
- TransPocket 180 — до 220 А.
Примеры:
- Динамика = 0:
- динамика деактивирована;
- более слабая сварочная дуга с меньшим образованием брызг.
- Динамика = 20:
- динамика с повышением тока на 40 А;
- более сильная и стабильная сварочная дуга.
- Динамика = 60, заданный сварочный ток = 100 А:
- модель TransPocket 150: практическое повышение составляет всего
80 А, поскольку достигнут максимальный лимит тока;
- модель TransPocket 180: динамика с повышением тока на 120 А.
Импульснодуговая сварка
MIG/MAG
Импульсно-дуговая сварка MIG/MAG — это сварка с применением
импульсного тока. Она используется для сварки тонких листов или
труднодоступных участков стальных труб.
В этих случаях сварочный ток, установленный изначально, не всегда идеально
подходит для всего процесса сварки:
- если сила тока слишком мала, основной металл недостаточно
проплавится;
- в случае перегрева жидкая сварочная ванна может стекать по каплям.
Диапазон настройки: 0,2–990 Гц.
Принцип работы.
- Низкий базовый ток I-G резко повышается до уровня значительно
большего импульсного тока I-P, а затем возвращается к меньшему
значению базового тока I-G по окончании интервала Duty cycle dcY.
Импульсный ток I-P можно установить на источнике тока.
- При этом средняя величина тока ниже, чем установленное значение
импульсного тока I-P.
- Во время импульсно-дуговой сварки MIG/MAG небольшие участки в месте
сварки быстро расплавляются, а затем так же быстро затвердевают.
Источник тока устанавливает параметры продолжительности включения (dcY)
и базового тока (I-G) в соответствии с заданными значениями импульсного
тока и частоты импульсов.
32

I-P
I-G
I
t
SoftStart / HotStart
dcY
1/F-P
RU
Импульсно-дуговая сварка
MIG/MAG —
кривая сварочного тока
Регулируемые параметры сварки:
- F-P — частота импульсов (1/F-P = интервал времени между двумя
импульсами);
- I-P — импульсный ток;
- SoftStart / HotStart.
Фиксированные параметры сварки:
- I-G — базовый ток;
- dcY — рабочий цикл.
Переход в режим импульсно-дуговой сварки MIG/MAG
Удерживайте нажатой кнопку настраиваемого параметра, пока
1
не:
- загорится индикатор импульсно-дуговой сварки MIG/
MAG.
Вращайте регулировочную ручку, пока не будет достигнуто
2
нужное значение частоты (Гц):
- источник тока готов к сварке.
33

Режимы работы TIG
I
t
I-1
GPo
GPr
1 2 3
tdowntup
Символы и их
значение
Оттяните кнопку горелки назад и удерживайте ее.
Отпустите кнопку горелки, чтобы она переместилась вперед.
Переместите кнопку горелки вперед и удерживайте ее.
Отпустите кнопку горелки, чтобы она переместилась назад.
Регулируемые параметры сварки:
- GPo: время продувки газа;
- I-S: фаза стартового тока — при пониженном сварочном токе температура
возрастает медленно, что дает возможность точнее разместить
присадочный материал;
- I-E: фаза тока заваривания кратера — позволяет предотвратить появление
каверн и трещин в конечном кратере;
- I-1: фаза основного (сварочного) тока — обеспечивается равномерный
нагрев основного металла за счет непрерывного нагревания;
- I-2:фаза уменьшенного тока — временное снижение силы сварочного тока
для предотвращения локального перегрева основного металла.
Фиксированные параметры сварки:
- GPr: время предварительной подачи газа;
- tup: фаза нарастания тока — сварочный ток постепенно нарастает;
длительность = 0,5 с;
- t
: фаза спада тока — сварочный ток постепенно уменьшается;
down
длительность = 0,5 с;
- tS: длительность подачи стартового тока;
- tE: длительность подачи конечного тока.
2-тактный режим
работы
Сведения об активации 2-тактного режима работы см. в разделе Режим
работы (триггерный режим) на стр. 45.
34

Приложите вольфрамовый электрод к детали, затем оттяните кнопку
I
t
I-1
GPr
I-S
I-E
I-2
GPo
I-1
tdown tets
1 2 3 4 5 6 7
tup
1
горелки назад и удерживайте ее => начнется подача защитного газа.
Приподнимите вольфрамовый электрод => сварочная дуга загорится.
2
Отпустите кнопку горелки => завершение сварки.
3
RU
4-тактный режим
работы
Сведения об активации 4-тактного режима работы см. в разделе Режим
работы (триггерный режим) на стр. 45.
4-
тактный режим работы со временным снижением силы тока
I-2
Под временным снижением силы тока подразумевается уменьшение силы
сварочного тока до заданного уровня сниженного тока I-2 в фазе основного
тока с помощью кнопки горелки.
Приложите вольфрамовый электрод к детали, затем оттяните кнопку
1
горелки назад и удерживайте ее => начнется подача защитного газа.
Приподнимите вольфрамовый электрод => начнется сварка со стартовым
2
током I-S.
Отпустите кнопку горелки => сварка при рабочем токе I-1.
3
Переместите кнопку горелки вперед и удерживайте ее => начнется
4
временное снижение силы тока до уровня I-2.
Отпустите кнопку горелки => сварка при рабочем токе I-1.
5
Оттяните кнопку горелки назад и удерживайте ее => снижение до тока
6
заваривания кратера I-E.
Отпустите кнопку горелки => завершение сварки.
7
35

Сварка TIG
max. 5 bar
(72 psi)
Общие сведения
Подсоединение
газового
баллона
УКАЗАНИЕ
Если выбран процесс сварки TIG, не используйте электроды из чистого
вольфрама (помечены зеленым цветом).
УКАЗАНИЕ
2-тактный и 4-тактный режимы сварки доступны только при подключении
сварочной горелки с разъемом TIG Multi Connector.
Падение баллонов с газом чревато опасными последствиями.
Это может привести к повреждению имущества и тяжелым травмам.
Размещайте газовые баллоны на твердой ровной поверхности таким
▶
образом, чтобы они располагались в устойчивом положении. Закрепляйте
их во избежание падения.
Соблюдайте правила техники безопасности, установленные
▶
производителем газовых баллонов.
1
!
!
ОПАСНОСТЬ!
2
36

Подготовка к
работе
1 2
ОСТОРОЖНО!
Существует угроза поражения электрическим током. После включения
источника тока электрод в сварочной горелке находится под напряжением.
Это может привести к травмам и повреждению имущества.
Электрод не должен касаться человека либо электропроводящих или
▶
заземленных компонентов оборудования (например, корпуса и т. п.).
RU
3 4
При использовании сварочной горелки без разъема TIG Multi Connector:
5
в меню настройки установите для параметра сварки (trigger mode) (режим
работы) значение OFF (ВЫКЛ.) (2-тактный и 4-тактный режимы работы
доступны лишь при использовании сварочной горелки с разъемом
TIG Multi Connector).
37

Регулировка
4 5 7
давления газа
Сварочная горелка с кнопкой
(и
разъемом
TIG Multi Connector)
Сварочная горелка с кнопкой (и
разъемом TIG Multi Connector)
Нажмите кнопку горелки:
1
- начнется подача защитного
газа.
Установите нужную скорость
2
подачи газа при помощи
регулятора давления.
Отпустите кнопку горелки.
3
Сварка TIG
С помощью кнопки «Процесс сварки» выберите сварку TIG:
1
- загорится индикатор сварки TIG.
Удерживайте нажатой кнопку настраиваемого параметра, пока
2
не:
- загорится индикатор сварочного тока.
При помощи регулировочной ручки установите значение
3
сварочного тока.
При использовании сварочной горелки с кнопкой и разъемом
TIG Multi Connector (в качестве заводской настройки установлен 2-тактный
режим работы)
Разместите газовое сопло над местом поджига, обеспечив зазор около 2–
4
3 мм (5/64–1/8 дюйма) между вольфрамовым электродом и деталью.
Равномерно наклоняйте конец сварочной горелки, пока вольфрамовый
5
электрод не коснется детали.
Оттяните кнопку горелки назад и удерживайте ее:
6
- начнется подача защитного газа.
Поднимите сварочную горелку и поверните ее в обычное положение:
7
- произойдет поджиг дуги.
Приступите к сварке.
8
38

TIG Comfort Stop Сведения об активации и установке функции TIG Comfort Stop см. в разделе
1 2 3 4 5
+
t
tdown
I
Max. A
70 A
(1)
(2)
1 2
3 4 5+
Чувствительность Comfort Stop (Comfort Stop Sensitivity) начиная со страницы
46.
Принцип работы и использование TIG Comfort Stop
Сварка.
1
Во время сварки поднимите горелку:
2
- длина дуги значительно увеличится.
Опустите сварочную горелку:
3
- длина дуги значительно уменьшится;
- функция TIG Comfort Stop будет активирована.
Удерживайте горелку на той же высоте:
4
- сварочный ток будет постепенно снижаться (DownSlope), пока
сварочная дуга не погаснет.
Дождитесь окончания периода продувки газа и приподнимите горелку
5
над деталью.
RU
Кривая сварочного тока и потока газа с активированной функцией
TIG Comfort Stop
39

(1) Предварительная подача газа
1/F-P
I-P
I-G
I
t
t
up
t
down
I-S
I-E
dcY
(2) Продувка газа
DownSlope:
длительность DownSlope t
составляет 0,5 с, и ее нельзя изменить.
down
Продувка газа:
продувка газа настраивается в меню настройки процесса сварки путем
изменения параметра времени продувки газа (Gas Post flow).
Импульснодуговая сварка
MIG/MAG
Импульсно-дуговая сварка MIG/MAG — это сварка с применением
импульсного тока. Она используется для сварки тонких листов или
труднодоступных участков стальных труб.
В этих случаях сварочный ток, установленный изначально, не всегда идеально
подходит для всего процесса сварки:
- если сила тока слишком мала, основной металл недостаточно
проплавится;
- в случае перегрева жидкая сварочная ванна может стекать по каплям.
Диапазон настройки: 0,5–100 Гц.
Принцип работы.
- Низкий базовый ток I-G резко повышается до уровня значительно
большего импульсного тока I-P, а затем возвращается к меньшему
значению базового тока I-G по окончании интервала Duty cycle dcY.
Импульсный ток I-P можно установить на источнике тока.
- При этом средняя величина тока ниже, чем установленное значение
импульсного тока I-P.
- Во время импульсно-дуговой сварки MIG/MAG небольшие участки в месте
сварки быстро расплавляются, а затем так же быстро затвердевают.
Источник тока устанавливает параметры продолжительности включения (dcY)
и базового тока (I-G) в соответствии с заданными значениями импульсного
тока и частоты импульсов.
40
Импульсно-дуговая сварка
MIG/MAG —
кривая сварочного тока

Регулируемые параметры сварки:
tAC
I-1
I
t
t
up
t
down
I-S
I-E
I-G
I-P
1/F-P
dcY
- I-S — стартовый ток;
- I-E — конечный ток;
- F-P — частота импульсов (1/F-P = интервал времени между двумя
импульсами);
- I-P — импульсный ток.
Фиксированные параметры сварки:
- tup — UpSlope (нарастание тока);
- t
— DownSlope (спад тока);
Down
- dcY — рабочий цикл;
- I-G — базовый ток.
Переход в режим импульсно-дуговой сварки MIG/MAG
Удерживайте нажатой кнопку настраиваемого параметра, пока
1
не:
- загорится индикатор импульсно-дуговой сварки MIG/
MAG.
Вращайте регулировочную ручку, пока не будет достигнуто
2
нужное значение частоты (Гц):
- источник тока готов к сварке.
RU
Функция
выполнения
прихватки
Сведения об активации и установке функции выполнения прихватки см. в
разделе Функция выполнения прихватки (tACking) начиная со страницы 47.
- При установке периода времени для параметра TAC (прихватка) в меню
настройки функция выполнения прихватки назначается всем режимам
работы.
- Основная последовательность операций каждого из этих режимов
остается неизменной.
- На протяжении заданного периода времени подается импульсный ток,
который лучше удерживает сварочную ванну, если два компонента
соединены прихваткой.
График сварочного тока
41

Регулируемые параметры сварки:
- TAC — продолжительность подачи импульсного тока для выполнения
прихватки;
- I-E — конечный ток;
- I-S — стартовый ток;
- I-1 — основной поток.
Фиксированные параметры сварки:
- tup — UpSlope (нарастание тока);
- t
— DownSlope (спад тока);
Down
- I-P — импульсный ток;
- dcY — рабочий цикл;
- F-P — частота импульсов;
- I-G — базовый ток.
Источник тока регулирует частоту импульсов F-P, импульсный ток I-P,
продолжительность включения dcY и базовый ток I-G в соответствии с
рабочим током I-1.
Подача импульсного тока начинается:
- после завершения фазы стартового тока IS;
- с фазы нарастания тока tup.
По истечении времени TAC сварка продолжается с постоянным сварочным
током, а все параметры подачи импульсов, которые могли быть установлены,
остаются доступными.
42

Меню настройки процесса сварки
RU
Доступ к меню
настройки
Изменение
параметров
сварки
С помощью кнопки «Процесс сварки» выберите процесс,
1
параметры настройки которого необходимо изменить:
- сварка стержневым электродом;
- сварка стержневым электродом с целлюлозным
покрытием;
- сварка TIG.
Нажмите одновременно кнопку настраиваемого параметра и
2
кнопку «Процесс сварки»:
- на панели управления отобразится код первого параметра
в меню настройки.
Выберите нужный параметр сварки, поворачивая
1
регулировочную ручку.
Нажмите на регулировочную ручку, чтобы отобразилось
2
заданное значение параметра сварки.
Выход из меню
настройки
Поворачивая регулировочную ручку, можно изменить значение:
3
- новое значение вступает в силу немедленно;
- исключение: при восстановлении заводских настроек
нажмите на регулировочную ручку после изменения
значения, чтобы активировать новое значение.
Нажмите на регулировочную ручку, чтобы вернуться к списку
4
параметров сварки.
Чтобы выйти из меню настройки, нажмите кнопку
1
настраиваемого параметра либо кнопку «Процесс сварки».
43

Параметры
сварки
стержневым
электродом
ПараметрОписание ДиапазонЕдиниц
а
измере
ния
Длительность подачи стартового тока
Актуален для функции SoftStart (мягкий
старт) / HotStart (горячий старт).
Заводская настройка: 0,5 с
Anti-Stick
Если активна функция Аnti-Stick, в случае
короткого замыкания («прилипание»
электрода) сварочная дуга гаснет через
1,5 секунды.
Заводская настройка: ON (ВКЛ.) (функция
активна)
Участок постоянного тока в начале
Служит для включения/отключения функции
участка постоянного тока в начале.
Заводская настройка: ON (ВКЛ.) (функция
активна)
Напряжение разрыва (Voltage cut off)
0,1–2,0 секунд
ы
On (Вкл.)
(ВЫКЛ.)
On (Вкл.)
(ВЫКЛ.)
25–90 вольты
OFF
OFF
Служит для установки длины сварочной
дуги, при которой завершается процесс
сварки.
Сварочное напряжение увеличивается по
мере увеличения длины сварочной дуги.
Сварочная дуга гаснет, когда напряжение
достигает указанного здесь значения.
Заводская настройка: 45 В
Заводская настройка (FACtory)
С помощью этого параметра можно
сбросить настройки устройства до
заводских.
- cancel reset (отмена сброса); no (нет)
- сброс параметров выбранного процесса
сварки до заводских значений;
- сброс параметров всех процессов
сварки до заводских значений.
Сброс выбранного параметра до
заводского значения нужно
подтвердить нажатием на
регулировочную ручку.
YES (ДА)
ALL (ВСЕ)
44

ПараметрОписание ДиапазонЕдиниц
а
измере
ния
RU
Параметры
сварки TIG
2-й уровень меню настройки
Служит для установки общих параметров
сварки.
Подробные сведения см. в разделе «2-й
уровень меню настройки».
ПараметрОписание ДиапазонЕдиниц
Режим работы (триггерный режим)
- при использовании сварочной горелкой
без кнопки;
- 2-тактный режим работы; 2t
- 4-тактный режим работы.
Заводская настройка: 2t
(ВЫКЛ.)
OFF
4t
а
измере
ния
Стартовый ток (I-Start)
Этот параметр доступен только в 4-тактном
режиме работы (tri = 4t).
Заводская настройка: 35 %
Сниженный ток
Этот параметр доступен только в 4-тактном
режиме работы (tri = 4t).
Заводская настройка: 50 %
Конечный ток (I-End)
Этот параметр доступен только в 4-тактном
режиме работы (tri = 4t).
Заводская настройка: 30 %
Время предварительной подачи газа (Gas
Pre-flow)
Этот параметр позволяет регулировать
длительность предварительной подачи газа.
1–200 процен
ты
1–200 процен
ты
1–100 процен
ты
0,0–9,9 секунд
ы
Заводская настройка: 0,0 с
45

ПараметрОписание ДиапазонЕдиниц
а
измере
ния
Продувка газа (Gas Post-flow)
По завершении сварки газ будет подаваться
в течение заданного промежутка времени.
Заводская настройка: AUt (Авто)
Продувка газом (Gas Purging)
Продувка защитным газом начинается сразу
после того, как для GPU будет присвоено
значение. Из соображений безопасности
продувку защитным газом нельзя повторно
запустить до тех пор, пока не будет введено
новое значение GPU.
ВАЖНО! Продувка защитным газом
необходима, поскольку длительный простой
при низкой температуре окружающей среды
приводит к образованию конденсата. Это
наиболее характерно для длинных
шланговых пакетов.
Заводская настройка: off (выкл.)
Чувствительность Comfort Stop (Comfort Stop
Sensitivity)
AUt
секунд
(Авто)
0,2–25
0,1–9,9 минуты
0,6–3,5 вольты
ы
Этот параметр сварки доступен, если
параметр tri выключен (OFF).
Заводская настройка: 1,5 В
Подробные сведения см. в разделе TIG
Comfort Stop начиная со стр. 39.
Напряжение разрыва (Voltage cut off)
Служит для установки длины сварочной
дуги, при которой завершается процесс
сварки.
Сварочное напряжение увеличивается по
мере увеличения длины сварочной дуги.
Сварочная дуга гаснет, когда напряжение
достигает указанного здесь значения.
Заводская настройка: 35 В (для 2-тактного и
4-тактного режимов работы и педального
пульта дистанционного управления)
Заводская настройка: 25 В (для кнопки =
режим отключения)
10–45 вольты
46

ПараметрОписание ДиапазонЕдиниц
а
измере
ния
RU
Функция выполнения прихватки (tACking)
Заводская настройка: OFF (ВЫКЛ.)
Подробные сведения см. в описании
функции выполнения прихватки.
Заводская настройка (FACtory)
С помощью этого параметра можно
сбросить настройки устройства до
заводских.
- cancel reset (отмена сброса); no (нет)
- сброс параметров выбранного процесса
сварки до заводских значений;
- сброс параметров всех процессов
сварки до заводских значений.
Сброс выбранного параметра до
заводского значения нужно
подтвердить нажатием на
регулировочную ручку.
2-й уровень меню настройки
OFF
(ВЫКЛ.)
0,1–9,9
YES (ДА)
ALL (ВСЕ)
секунд
ы
Служит для установки общих параметров
сварки.
Подробные сведения см. в главе «2-й
уровень меню настройки».
47

Меню установок "Уровень 2"
Параметры
сварки на 2-м
уровне меню
настройки
Параметр Описание Диапазон Единица
измерен
ия
Версия программного обеспечения
Полный номер версии установленного
программного обеспечения
распределен между несколькими
дисплеями; его можно узнать, вращая
регулировочную ручку.
Автоматическое отключение (time Shut
down)
Если устройство не используется на
протяжении определенного периода,
оно автоматически переходит в режим
ожидания.
Для выхода из режима ожидания
нажмите любую кнопку на панели
управления. После нажатия кнопки
устройство будет готово к
продолжению сварки.
5–60
OFF
(ВЫКЛ.)
минуты
Заводская настройка: OFF (ВЫКЛ.)
Предохранитель
Служит для просмотра и настройки
используемого предохранителя.
Заводская настройка:
- напряжение сети 230 В — 16 А;
- напряжение сети 120 В — 20 А.
Если в источнике тока настроен
предохранитель, источник тока
ограничивает мощность, потребляемую
от электросети. Это предотвращает
немедленное срабатывание
предохранителя.
TransPocket 150 — отношение заданного тока предохранителя к
сварочному току
При
230 В
10 / 13 /
16 /
OFF(
ВЫКЛ.)
(только
для
TP 180 MV
)
При
120 В:
15 / 16 /
20 / OFF
(ВЫКЛ.)
(только
для
TP 180 MV
)
амперы
48
Напряжение
сети
Заданный
ток
предохран
ителя
Ток при
сварке
электродом
Ток при
сварке TIG
Продолжитель
ность
включения

230 В 10 А 110 А 150 А 35 %
13 А 130 А 150 А 35 %
16 А 150 А 150 А 35 %
TransPocket 180 — отношение заданного тока предохранителя к
сварочному току
Напряжение
сети
230 В 10 А 125 А 180 А 40 %
13 А 150 А 200 А 40 %
16 А 180 А 220 А 40 %
OFF
120 В* 15 А 85 А 130 А 40 %
16 А 95 А 140 А 40 %
20 А (только
Заданный
ток
предохран
ителя
(ВЫКЛ. —
только для
TP 180 MV)
для
TP 180 MV)
Ток при
сварке
электродом
180 А 220 А 40 %
120 А 170 А 40 %
Ток при
сварке TIG
Продолжитель
ность
включения
RU
OFF
(ВЫКЛ. —
только для
TP 180 MV)
* В зависимости от характеристики срабатывания предохранителя в сетях с
напряжением 120 В достичь полного рабочего цикла (40 %), вероятно, не
удастся (например, для предохранителя CH (США) рабочий цикл составляет
15 %).
Параметр Описание Диапазон Единица
Время эксплуатации
(продолжительность интервалов
включения системы)
Служит для отображения
продолжительности эксплуатации
(начинает отсчитываться сразу после
включения устройства).
Полная длительность включения
распределена между несколькими
дисплеями; сведения о ней можно
узнать, вращая регулировочную ручку.
120 А 170 А 40 %
измерен
ия
часы,
минуты,
секунды
49

Параметр Описание Диапазон Единица
измерен
ия
Время сварки (продолжительность
использования системы)
Служит для отображения
продолжительности использования
системы (т. е. периода, в течение
которого выполнялась сварка).
Полная длительность активности
системы распределена между
несколькими дисплеями; сведения о
ней можно узнать, вращая
регулировочную ручку.
часы,
минуты,
секунды
50
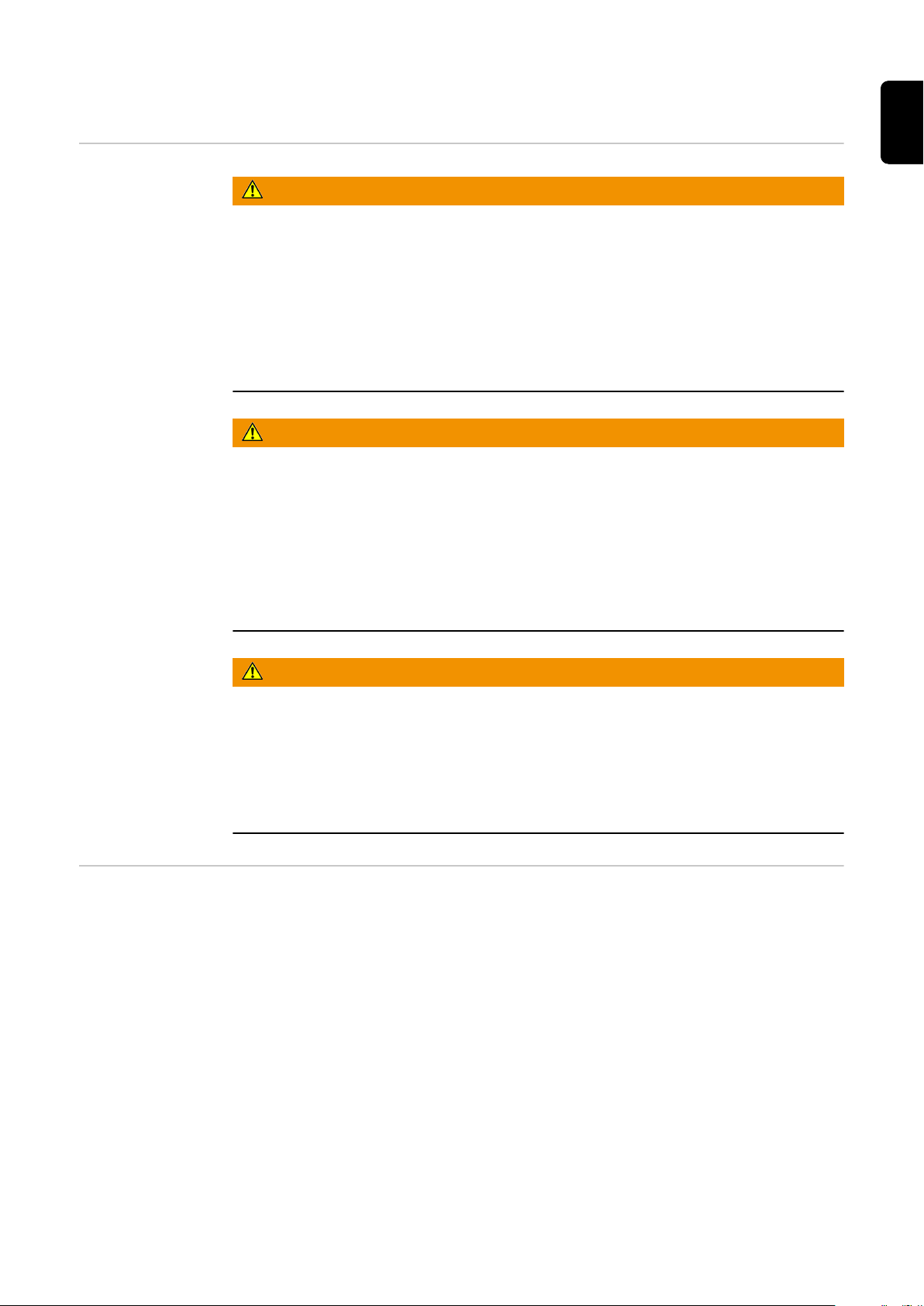
Уход, техническое обслуживание и утилизация
RU
Безопасность
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к тяжелым травмам и повреждению имущества.
Выполнять все работы и использовать функции, описанные в настоящем
▶
документе, должны квалифицированные технические специалисты,
прошедшие курс надлежащего обучения.
Внимательно ознакомьтесь со всеми сведениями этого документа.
▶
Внимательно изучите правила техники безопасности и документацию
▶
пользователя для этого оборудования и всех компонентов системы.
ОПАСНОСТЬ!
Существует опасность поражения электрическим током.
Это может привести к тяжелым травмам и повреждению имущества.
Перед началом работы выключите все устройства и компоненты,
▶
участвующие в процессе, и отсоедините их от электросети.
Проверьте все задействованные устройства и компоненты, чтобы
▶
предотвратить их повторное включение.
После открытия устройства убедитесь, что содержащие электрический
▶
заряд компоненты (например, конденсаторы) разряжены, с помощью
соответствующего измерительного прибора.
ОПАСНОСТЬ!
Существует опасность вследствие ненадлежащего защитного соединения с
заземлением.
Это может привести к тяжелым травмам и повреждению имущества.
Винты корпуса обеспечивают надлежащее защитное соединение корпуса
▶
с заземлением.
Ни при каких обстоятельствах их не следует заменять на другие винты,
▶
которые не соответствуют этим требованиям.
Общие сведения При нормальных условиях эксплуатации устройство требует лишь
минимального ухода и обслуживания. Однако необходимо придерживаться
ряда важных инструкций, чтобы обеспечить многолетнюю эксплуатацию
устройства.
51

Обслуживание
при каждом
запуске
- Проверяйте сетевой штекер и кабель, а также сварочную горелку /
электрододержатель на предмет повреждений. Заменяйте все
поврежденные компоненты.
- Убедитесь, что сварочная горелка, электрододержатель и кабель
заземления правильно подключены к источнику тока и зафиксированы
(заблокированы), как описано в этом документе.
- Проверьте правильность присоединения компонента к массе.
- Убедитесь, что вокруг устройства есть свободное пространство
диаметром 0,5 м (1 фут 8 дюймов) для беспрепятственной циркуляции
охлаждающего воздуха. Впускные и выпускные отверстия не должны быть
заблокированы или даже частично закрыты.
Техническое
обслуживание
каждые 2 месяца
Очистка воздушного фильтра:
1
Утилизация Утилизацию проводить только с соблюдением действующих национальных и
региональных норм.
52

Поиск и устранение неполадок
RU
Безопасность
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к тяжелым травмам и повреждению имущества.
Выполнять все работы и использовать функции, описанные в настоящем
▶
документе, должны квалифицированные технические специалисты,
прошедшие курс надлежащего обучения.
Внимательно ознакомьтесь со всеми сведениями этого документа.
▶
Внимательно изучите правила техники безопасности и документацию
▶
пользователя для этого оборудования и всех компонентов системы.
ОПАСНОСТЬ!
Существует опасность поражения электрическим током.
Это может привести к тяжелым травмам и повреждению имущества.
Перед началом работы выключите все устройства и компоненты,
▶
участвующие в процессе, и отсоедините их от электросети.
Проверьте все задействованные устройства и компоненты, чтобы
▶
предотвратить их повторное включение.
После открытия устройства убедитесь, что содержащие электрический
▶
заряд компоненты (например, конденсаторы) разряжены, с помощью
соответствующего измерительного прибора.
Индикация
ошибок
ОПАСНОСТЬ!
Существует опасность вследствие ненадлежащего защитного соединения с
заземлением.
Это может привести к тяжелым травмам и повреждению имущества.
Винты корпуса обеспечивают надлежащее защитное соединение корпуса
▶
с заземлением.
Ни при каких обстоятельствах их не следует заменять на другие винты,
▶
которые не соответствуют этим требованиям.
Перегрев
На дисплее отображается надпись hot и загорается индикатор температуры.
Причина:
Устранени
е:
Слишком высокая рабочая температура.
Дайте устройству остыть (не отключайте устройство — его охладит
вентилятор).
Сервисные
сообщения
Когда на дисплее отображается буква E и 2-цифровой код ошибки (например,
E02) и загорается индикатор «Error», это указывает на ошибку внутреннего
источника тока.
Пример
:
53

Также возможно появление нескольких кодов ошибок. Они отображаются при
повороте регулировочной ручки.
Запишите номер ошибки, отображаемый на дисплее, а также серийный номер
и конфигурацию источника тока и обратитесь в наш отдел послепродажного
обслуживания, предоставив подробное описание ошибки.
E01 - E03 / E11 / E15 / E21 / E33 - E35 / E37 - E40 / E42 - E44 / E46 - E52
Причина
Устранени
е
E04
Причина
Устранени
е
E05 / E06 / E12
Причина
Устранени
е
Неисправность силового блока
Обратитесь в отдел послепродажного обслуживания.
Напряжение холостого хода не достигнуто:
электрод касается детали / неисправность оборудования
Отведите электрододержатель от детали. Если код ошибки по
прежнему отображается, свяжитесь с отделом послепродажного
обслуживания.
Не удалось запустить систему.
Выключите устройство и включите его повторно. Если проблема
повторится, свяжитесь с отделом послепродажного обслуживания.
E10
Причина
Устранени
е
E16 / E17
Причина
Устранени
е
УКАЗАНИЕ
Для стандартных модификаций устройства квитирование сервисного
сообщения не влияет на доступность функций источника тока.
Для других модификаций (например, TIG) после квитирования сообщения
ряд доступных функций будет ограничен. Для полного восстановления
функциональности обратитесь в отдел послепродажного обслуживания.
E19
Причина
Устранени
е
Избыточное напряжение на токовом гнезде (> 113 VDC).
Обратитесь в отдел послепродажного обслуживания.
Сбой карты памяти
Обратитесь в отдел послепродажного обслуживания / нажмите
регулировочную ручку, чтобы квитировать сервисное сообщение
!
Избыточная или недостаточная температура
Используйте устройство в рамках допустимого диапазона
температур окружающей среды Подробные сведения об
окружающих условиях см. в разделе «Правила техники
безопасности», подраздел «Окружающие условия».
54

E20
Причина
Устранени
е
E22
Причина
Устранени
е
E37
Причина
Устранени
е
E36, E41, E45
Причина
Устранени
е
Ненадлежащее использование устройства
Используйте устройство только по прямому назначению
Установлен слишком высокий сварочный ток
Убедитесь, что устройство используется с надлежащим
напряжением сети; убедитесь, что установлен соответствующий
требованиям плавкий предохранитель; установите меньшее
значение сварочного тока
Слишком высокое напряжение сети
Немедленно выдерните из розетки сетевой штекер; убедитесь, что
устройство используется с надлежащим напряжением сети
Сетевое напряжение вне допустимого диапазона или слишком
низкое максимальное значение нагрузки для электросети
Убедитесь, что устройство используется с надлежащим
напряжением сети; убедитесь, что установлен соответствующий
требованиям плавкий предохранитель
RU
Устройство не
работает
E65–E75
Причина
Решение
Не удается включить устройство.
Причина
Устранени
е
Сварочный ток не подается
Источник тока включен, индикатор выбранного процесса сварки светится
Причина
Устранени
е
Причина
Устранени
е
Причина
Устранени
е
Ошибка связи с дисплеем.
Выключите и снова включите устройство. Если ошибка повторится,
сообщите о проблеме в службу поддержки.
Неисправность сетевого предохранителя.
Обратитесь в отдел послепродажного обслуживания.
Сварочные кабели отсоединены
Установите надлежащее подключение сварочных кабелей
Плохое заземление или его отсутствие.
Установите соединение с деталью.
Обрыв кабеля питания сварочной горелки или
электрододержателя.
Замените сварочную горелку или электрододержатель.
55

Сварочный ток не подается
Устройство включено, индикатор выбранного процесса сварки светится,
индикатор перегрева светится.
Причина
Устранени
е
Причина
Устранени
е
Причина
Устранени
е
Причина
Устранени
е
Причина
Устранени
е
Причина
Устранени
е
Превышена максимальная продолжительность включения —
перегрузка устройства — вентилятор работает
Соблюдайте рекомендуемую продолжительность включения.
Термопредохранитель отключил устройство.
Дождитесь, пока источник тока автоматически возобновит работу
по завершении фазы охлаждения (не отключайте устройство —
вентилятор охладит его)
Неисправность вентилятора источника питания.
Обратитесь в отдел послепродажного обслуживания.
Недостаточный забор охлаждающего воздуха.
Обеспечьте надлежащий приток воздуха.
Воздушный фильтр засорился.
Очистите воздушный фильтр
Ошибка силового блока.
Выключите и включите устройство.
Если ошибка происходит слишком часто, обратитесь в отдел
послепродажного обслуживания.
Неполадки в
работе
Плохие свойства поджига в процессе сварки MMA
Причина
Устранени
е
Причина
Устранени
е
Причина
Устранени
е
В некоторых случаях во время сварки возникают разрывы дуги.
Причина
Устранени
е
Причина
Устранени
е
Выбран неправильный процесс сварки.
Выберите процесс «Сварка MMA» или «Сварка MMA электродом с
целлюлозным покрытием».
Слишком низкий стартовый ток; «прилипание» электрода во время
поджига.
Увеличьте стартовый ток с помощью функции HotStart (горячий
старт).
Слишком высокий стартовый ток; электрод расходуется слишком
быстро во время поджига или создает много брызг.
Уменьшите стартовый ток с помощью функции SoftStart (мягкий
старт).
Задано слишком низкое значение напряжения обрыва (Uco).
Увеличьте напряжение обрыва (Uco) в меню настройки.
Слишком высокое напряжение электрода (например, щелевого
электрода).
При возможности используйте другой электрод или источник тока
более высокой мощности.
56

Электрод «прилипает»
Причина
Способ
устранения
Ухудшение сварочных характеристик
(большое количество брызг)
Задано слишком малое значение параметра динамики (сварка
MMA).
Увеличьте значение параметра динамики.
RU
Причина
Устранени
е
Причина
Устранени
е
Причина
Устранени
е
Плавление вольфрамового электрода
Вкрапления вольфрама в основном металле на этапе поджига.
Причина
Способ
устранения
Причина
Способ
устранения
Неправильная полярность подключения электрода.
Измените полярность подключения электрода (см. инструкции
производителя).
Плохой контакт присоединения к массе.
Прикрепите клеммы для соединения с корпусом непосредственно
к детали.
Заданные значения настраиваемых параметров не оптимальны для
выбранного процесса сварки.
В меню настройки установите оптимальные параметры для
выбранного процесса сварки.
Неправильная полярность подключения вольфрамового
электрода.
Подсоедините сварочную горелку TIG к гнезду (-).
Неправильный выбор (или отсутствие) защитного газа.
Используйте инертный защитный газ (аргон).
57
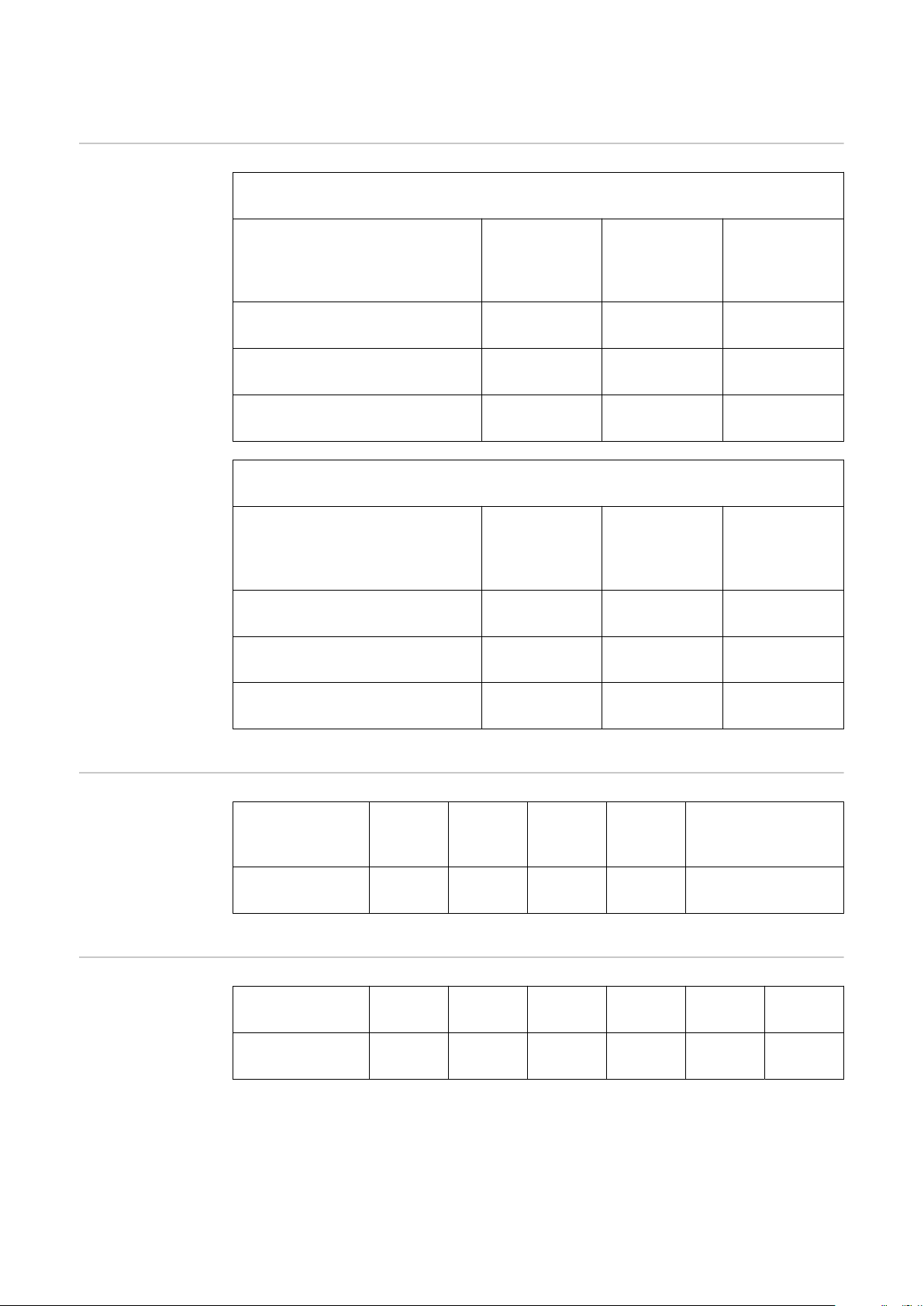
Средние значения расхода при сварке
Средний расход
проволочного
электрода при
сварке MIG/MAG
Средний расход проволочного электрода при скорости подачи проволоки
5 м/с
Проволочны
й электрод
диаметром
1,0 мм
Стальной проволочный
электрод
Алюминиевый проволочный
электрод
Проволочный электрод из
хромоникелевой стали
Средний расход проволочного электрода при скорости подачи проволоки
10 м/с
Проволочны
Стальной проволочный
электрод
1,8 кг/ч 2,7 кг/ч 4,7 кг/ч
0,6 кг/ч 0,9 кг/ч 1,6 кг/ч
1,9 кг/ч 2,8 кг/ч 4,8 кг/ч
й электрод
диаметром
1,0 мм
3,7 кг/ч 5,3 кг/ч 9,5 кг/ч
Проволочны
й электрод
диаметром
1,2 мм
Проволочны
й электрод
диаметром
1,2 мм
Проволочны
й электрод
диаметром
1,6 мм
Проволочны
й электрод
диаметром
1,6 мм
Средний расход
защитного газа
при
сварке MIG/MAG
Средний расход
защитного газа
при сварке TIG
Алюминиевый проволочный
электрод
Проволочный электрод из
хромоникелевой стали
Диаметр
проволочного
электрода
Средний
расход
Размер
газового сопла
Средний
расход
1,0 мм 1,2 мм 1,6 мм 2,0 мм 2 x 1,2 мм (TWIN)
10 л/мин12 л/мин16 л/мин20 л/ми
4 5 6 7 8 10
6 л/мин 8 л/мин
1,3 кг/ч 1,8 кг/ч 3,2 кг/ч
3,8 кг/ч 5,4 кг/ч 9,6 кг/ч
н
10 л/мин12 л/мин12 л/мин15 л/ми
24 л/мин
н
58

Технические характеристики
10 Min.6 Min.
150 A
0 Min.
0 A
4 Min.6 Min.
60 %
RU
Объяснение
термина
«продолжительн
ость включения»
Продолжительность включения (ПВ) — это отношение интервала времени, в
течение которого устройство может работать при номинальном выходном
токе без перегрева, к 10-минутному циклу.
УКАЗАНИЕ
Значения ПВ, указанные на заводской табличке, приведены для температуры
окружающей среды, равной 40 °C.
Если температура окружающей среды выше, необходимо соответствующим
образом изменить продолжительность включения или выходной ток.
Пример: сварочный ток составляет 150 А, а ПВ — 60 %.
- Фаза сварки составляет 60 % от 10 мин., или 6 мин.
- Фаза охлаждения (оставшееся время) составляет 4 мин.
- После фазы охлаждения цикл начинается заново.
!
TransPocket 150
TIG
Если устройство должно работать непрерывно без остановки:
посмотрите технические параметры для ПВ = 100 % при текущей
1
температуре окружающей среды;
уменьшите выходной ток в соответствии с этими параметрами так, чтобы
2
устройство могло работать без фазы охлаждения.
Напряжение электросети (U1) 1 х 230 В
Макс. действующее значение первичного тока
(I
)
1эфф.
Макс. значение первичного тока (I
Макс. полная мощность (S
Сетевой плавкий предохранитель 16 А, с задержкой
) 5,52 кВА
1макс.
) 24 А
1макс.
срабатывания
15 А
59

Допуск по напряжению сети −20 / +15 %
Частота сети 50/60 Гц
cos phi 0,99
Макс. допустимое полное электрическое
сопротивление сети Z
макс.
при PCC
1)
Рекомендованное устройство защитного
32 мОм
Тип B
отключения
Диапазон сварочного тока (I2), электрод (пруток) 10–150 А
Диапазон сварочного тока (I2), сварка TIG 10–150 А
Сварочный ток для сварки стержневым
электродом при 10 мин / 40 °C (104 °F)
Сварочный ток для сварки TIG при 10 мин / 40 °C
(104 °F)
35 %
150 А
35 %
150 А
60 %
110 А
60 %
110 А
100 %
90 А
100 %
90 А
Диапазон выходных напряжений согласно
20,4–26 В
стандартной графической характеристике (U2),
электрод (пруток)
Диапазон выходных напряжений согласно
10,4–16 В
стандартной графической характеристике (U2),
сварка TIG
Напряжение холостого хода (U0 пик.) 96 В
Класс защиты IP 23
Вид охлаждения Принудительное
Категория перегрузки по напряжению III
Уровень загрязнений в соответствии с IEC 60664 3
Класс ЭМС устройства A
Маркировка безопасности S, CE
Макс. давление защитного газа 5 бар
72,52 фунта/дюйм²
Размеры (высота х ширина х глубина) 365 х 130 х 285 мм
14,4 х 5,1 х 11,2 дюйма
Масса 6,6 кг
14,6 фунта
Энергопотребление в нерабочем состоянии
15 Вт
при 230 В
КПД источника тока при
87 %
150 А / 26 В
60
1. Соединение с электросетью общего пользования (230/400 В и 50 Гц).

TransPocket 180
TIG
Напряжение электросети (U1) 1 х 230 В
Макс. действующее значение первичного тока
(I
)
1эфф.
16 А
RU
Макс. значение первичного тока (I
Макс. полная мощность (S
) 5,75 кВА
1макс.
) 25 А
1макс.
Сетевой плавкий предохранитель 16 А, с задержкой
срабатывания
Допуск по напряжению сети −20 / +15 %
Частота сети 50/60 Гц
cos phi 0,99
Макс. допустимое полное электрическое
сопротивление сети Z
макс.
при PCC
1)
Рекомендованное устройство защитного
285 мОм
Тип B
отключения
Диапазон сварочного тока (I2), электрод (пруток) 10–180 А
Диапазон сварочного тока (I2), сварка TIG 10–220 А
Сварочный ток для сварки стержневым
электродом при 10 мин / 40 °C (104 °F)
40 %
180 А
60 %
150 А
100 %
120 А
Сварочный ток для сварки TIG при 10 мин / 40 °C
(104 °F)
40 %
220 А
60 %
150 А
100 %
120 А
Диапазон выходных напряжений согласно
20,4–27,2 В
стандартной графической характеристике (U2),
электрод (пруток)
Диапазон выходных напряжений согласно
10,4–18,8 В
стандартной графической характеристике (U2),
сварка TIG
Напряжение холостого хода (U0 пик.) 101 В
Класс защиты IP 23
Вид охлаждения Принудительное
Категория перегрузки по напряжению III
Уровень загрязнений в соответствии с IEC 60664 3
Класс ЭМС устройства A
Маркировка безопасности S, CE
Макс. давление защитного газа 5 бар
72,52 фунта/дюйм²
Размеры (высота х ширина х глубина) 435 х 160 х 310 мм
17,1 х 6,3 х 12,2 дюйма
61

Масса 9,0 кг
19,8 фунта
TransPocket 180
TIG MV
Энергопотребление в нерабочем состоянии
15 Вт
при 230 В
КПД источника тока при
88 %
180 А / 27,2 В
1. Соединение с электросетью общего пользования (230/400 В и 50 Гц).
Напряжение электросети (U1) 1 х 230 В
Макс. действующее значение первичного тока
(I
)
1эфф.
Макс. значение первичного тока (I
Макс. полная мощность (S
) 5,75 кВА
1макс.
) 25 А
1макс.
16 А
Сетевой плавкий предохранитель 16 А, с задержкой
срабатывания
Напряжение электросети (U1) 1 х 120 В
Макс. действующее значение первичного тока
(I
)
1эфф.
20 А
Макс. значение первичного тока (I
Макс. полная мощность (S
) 3,48 кВА
1макс.
) 29 А
1макс.
Сетевой плавкий предохранитель 20 А, с задержкой
срабатывания
Напряжение электросети (U1) 1 х 120 В
Макс. действующее значение первичного тока
(I
)
1эфф.
Макс. значение первичного тока (I
Макс. полная мощность (S
) 2,28 кВА
1макс.
) 19 А
1макс.
15 А
Сетевой плавкий предохранитель 15 А, с задержкой
срабатывания
Допуск по напряжению сети −20 / +15 %
Частота сети 50/60 Гц
cos phi 0,99
Макс. допустимое полное электрическое
сопротивление сети Z
макс.
при PCC
1)
285 мОм
62
Рекомендованное устройство защитного
отключения
Тип B

Диапазон сварочного тока (I2), U1 = 230 В,
электрод (пруток)
Диапазон сварочного тока (I2), U1 = 230 В,
сварка TIG
10–180 А
RU
10–220 А
Диапазон сварочного тока (I2), U1 = 120 В,
предохранитель = 20 А, электрод (пруток)
Диапазон сварочного тока (I2), U1 = 120 В,
предохранитель = 20 А, сварка ТIG
Диапазон сварочного тока (I2), U1 = 120 В,
предохранитель = 15 А, электрод (пруток)
Диапазон сварочного тока (I2), U1 = 120 В,
предохранитель = 15 А, сварка ТIG
Сварочный ток для сварки стержневым
электродом,
10 мин / 40 °C (104 °F),
(U1 = 230 В, предохранитель = 16 А)
Сварочный ток для сварки TIG,
10 мин / 40 °C (104 °F),
(U1 = 230 В, предохранитель = 16 А)
40 %
180 А
40 %
220 А
10–120 А
10–170 А
10–140 А
60 %
150 А
60 %
160 А
10–85 А
100 %
120 А
100 %
130 А
Сварочный ток для сварки стержневым
электродом,
10 мин / 40 °C (104 °F),
(U1 = 120 В, предохранитель = 20 А)
Сварочный ток для сварки TIG,
10 мин / 40 °C (104 °F),
(U1 = 120 В, предохранитель = 20 А)
Сварочный ток для сварки стержневым
электродом,
10 мин / 40 °C (104 °F),
(U1 = 120 В, предохранитель = 15 А)
Сварочный ток для сварки TIG,
10 мин / 40 °C (104 °F),
(U1 = 120 В, предохранитель = 15 А)
Диапазон выходных напряжений согласно
стандартной графической характеристике (U2),
электрод (пруток)
40 %
120 А
40 %
170 А
40 %
85 А
40 %
140 А
60 %
100 А
60 %
130 А
60 %
70 А
60 %
110 А
20,4–27,2 В
100 %
90 А
100 %
100 А
100 %
65 А
100 %
100 А
63

Диапазон выходных напряжений согласно
стандартной графической характеристике (U2),
сварка TIG
Напряжение холостого хода (U0 пик.) 101 В
Класс защиты IP 23
Вид охлаждения Принудительное
Категория перегрузки по напряжению III
Уровень загрязнений в соответствии с IEC 60664 3
Класс ЭМС устройства A
Маркировка безопасности S, CE
Макс. давление защитного газа 5 бар
72,52 фунта/дюйм²
Размеры (высота х ширина х глубина) 435 х 160 х 310 мм
17,1 х 6,3 х 12,2 дюйма
Масса 9,2 кг
10,4–18,8 В
20,3 фунта
Обзор важных
исходных
материалов и
сведения о годе
выпуска
устройства
Энергопотребление в нерабочем состоянии
при 230 В
КПД источника тока при
180 А / 27,2 В
1. Соединение с электросетью общего пользования (230/400 В и 50 Гц).
Обзор важных исходных материалов
С обзором важных исходных материалов, которые содержатся в данном
устройстве, можно ознакомиться на указанной ниже странице.
www.fronius.com/en/about-fronius/sustainability.
Определение года выпуска устройства
- Каждое устройство имеет серийный номер.
- Серийный номер состоит из 8 цифр. Пример — 28020099.
- Первые две цифры представляют собой число, на основе которого можно
рассчитать год выпуска устройства.
- Чтобы рассчитать год выпуска, нужно вычесть из этого числа 11.
- Пример: серийный номер — 28020065; расчет года выпуска —
28 − 11 = 17, т. е. устройство было изготовлено в 2017 г.
15 Вт
88 %
64

RU
65

66

RU
67

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...