

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TransPocket 150
TransPocket 180
Návod na obsluhu
SK
42,0426,0203,SK 030-10022022
Page 2

Page 3

Obsah
Bezpečnostné predpisy 5
Vysvetlenie bezpečnostných upozornení 5
Všeobecne 5
Použitie podľa určenia 6
Okolité podmienky 6
Povinnosti prevádzkovateľa 6
Povinnosti personálu 6
Sieťová prípojka 7
Prúdový chránič 7
Vlastná ochrana a ochrana ďalších osôb 7
Informácie o hodnotách emisií hluku 8
Nebezpečenstvo spôsobené škodlivými plynmi a parami 8
Nebezpečenstvo v dôsledku úletu iskier 8
Nebezpečenstvá spôsobené sieťovým a zváracím prúdom 9
Blúdivé zváracie prúdy 10
Klasifikácia zariadení podľa EMK 10
Opatrenia v oblasti elektromagnetickej kompatibility 10
Opatrenia v elektromagnetických poliach 11
Mimoriadne nebezpečné miesta 11
Požiadavky na ochranný plyn 12
Nebezpečenstvo vychádzajúce z fliaš s ochranným plynom 13
Bezpečnostné opatrenia na mieste nainštalovania a pri preprave 13
Bezpečnostné opatrenia v normálnej prevádzke 14
Uvedenie do prevádzky, údržba a renovácia 14
Bezpečnostnotechnická kontrola 15
Likvidácia 15
Označenie bezpečnosti 15
Bezpečnosť dát 15
Autorské práva 15
Všeobecné informácie 16
Koncepcia zariadenia 16
Výstražné upozornenia na zariadení 16
Oblasti použitia 17
Pred uvedením do prevádzky 19
Bezpečnosť 19
Použitie podľa určenia 19
Pokyny na inštalovanie 19
Generátorový režim 19
Ovládacie prvky, prípojné miesta a mechanické komponenty 21
Bezpečnosť 21
Ovládacie prvky, prípojky a mechanické komponenty TransPocket 150 22
Ovládacie prvky, prípojky a mechanické komponenty TransPocket 180 23
Ovládací panel 24
Zváranie tyčovou elektródou 26
Príprava 26
Zváranie obaľovanou elektródou 27
Funkcia SoftStart/HotStart 27
Dynamika 28
Pulzné zváranie 29
Zváranie TIG 31
Všeobecne 31
Pripojenie plynovej fľaše 31
Príprava 31
Nastavte tlak plynu – pri zváracom horáku pomocou uzatváracieho ventilu plynu. 33
Zváranie TIG 33
TIG Comfort Stop 33
Ponuka Setup Zvárací postup 36
Vstúpte do ponuky Setup. 36
Zmena parametrov 36
Odchod z ponuky Setup 36
SK
3
Page 4

Parametre pre zváranie obaľovanou elektródou 36
Parametre pre zváranie TIG 38
Ponuka Setup – úroveň 2 39
Parametre v ponuke Setup – úroveň 2 39
Ošetrovanie, údržba a likvidácia 41
Bezpečnosť 41
Všeobecne 41
Údržba pri každom uvedení do prevádzky 41
Údržba každé 2 mesiace 42
Likvidácia 42
Odstránenie poruchy 43
Bezpečnosť 43
Zobrazené poruchy 43
Servisné hlásenia 43
Žiadna funkcia 45
Nedostatočná funkcia 46
Údaje o priemernej spotrebe pri zváraní 48
Priemerná spotreba drôtových elektród pri zváraní MIG/MAG 48
Priemerná spotreba ochranného plynu pri zváraní MIG/MAG 48
Priemerná spotreba ochranného plynu pri zváraní TIG 48
Technické údaje 49
Vysvetlenie pojmu doba zapnutia 49
TransPocket 150 49
TransPocket 180 50
TransPocket 180 MV 51
Prehľad kritických surovín, rok výroby zariadenia 54
4
Page 5
Bezpečnostné predpisy
SK
Vysvetlenie bezpečnostných
upozornení
VÝSTRAHA!
Označuje bezprostredne hroziace nebezpečenstvo.
Ak sa mu nevyhnete, môže to mať za následok smrť alebo najťažšie úrazy.
▶
NEBEZPEČENSTVO!
Označuje možnosť vzniku nebezpečnej situácie.
Ak sa jej nezabráni, dôsledkom môže byť smrť alebo najťažšie zranenia.
▶
POZOR!
Označuje potenciálne škodlivú situáciu.
Ak sa jej nezabráni, dôsledkom môžu byť ľahké alebo nepatrné zranenia, ako aj
▶
materiálne škody.
UPOZORNENIE!
Označuje možnosť nepriaznivo ovplyvnených pracovných výsledkov a poškodení
výbavy.
Všeobecne Zariadenie je vyhotovené na úrovni súčasného stavu techniky a uznávaných bez-
pečnostnotechnických predpisov. Predsa však pri chybnej obsluhe alebo zneužití hrozí
nebezpečenstvo:
- ohrozenia života a zdravia operátora alebo tretej osoby,
- zariadenia a iných vecných hodnôt prevádzkovateľa,
- znemožnenia efektívnej práce s týmto zariadením.
Všetky osoby, ktoré sú poverené uvedením do prevádzky, obsluhou, údržbou a udržiavaním tohto zariadenia, musia:
- byť zodpovedajúco kvalifikované,
- mať znalosti zo zvárania
- a kompletne si prečítať tento návod na obsluhu a postupovať presne podľa neho.
Tento návod na obsluhu treba mať neustále uložený na mieste použitia zariadenia. Okrem tohto návodu na obsluhu treba dodržiavať všeobecne platné, ako aj miestne predpisy na prevenciu úrazov a na ochranu životného prostredia.
Všetky bezpečnostné pokyny a upozornenia na nebezpečenstvo na zariadení:
- udržiavajte v čitateľnom stave,
- nepoškodzujte,
- neodstraňujte,
- neprikrývajte, neprelepujte ani nepremaľovávajte.
Umiestnenie bezpečnostných pokynov a upozornení na nebezpečenstvo na zariadení
nájdete v kapitole „Všeobecné“ v návode na obsluhu vášho zariadenia!
Pred zapnutím zariadenia sa musia odstrániť poruchy, ktoré môžu nepriaznivo ovplyvniť
bezpečnosť!
Ide o vašu bezpečnosť!
5
Page 6

Použitie podľa
určenia
Okolité podmien-kyPrevádzkovanie alebo skladovanie zariadenia mimo uvedenej oblasti je považované za
Zariadenie sa musí používať výhradne na práce v zmysle použitia podľa určenia.
Zariadenie je určené výlučne na zvárací postup uvedený na výkonovom štítku.
Každé iné použitie alebo použitie presahujúce tento rámec sa považuje za neprimerané.
Za takto vzniknuté škody výrobca neručí.
K použitiu podľa určenia takisto patrí:
- dôsledné prečítanie a dodržiavanie všetkých upozornení z návodu na obsluhu,
- dôsledné prečítanie a dodržiavanie všetkých bezpečnostných pokynov a upozornení
na nebezpečenstvá,
- dodržiavanie inšpekčných a údržbových prác.
Zariadenie nikdy nepoužívajte na nasledujúce aplikácie:
- roztápanie potrubí,
- nabíjanie batérií/akumulátorov,
- štartovanie motorov.
Zariadenie je určené na prevádzku v priemysle a podnikaní. Za poškodenia vyplývajúce
z použitia v obytnej oblasti výrobca neručí.
Výrobca v žiadnom prípade neručí za nedostatočné alebo chybné pracovné výsledky.
použitie, ktoré nie je v súlade s určením. Za takto vzniknuté škody výrobca neručí.
Povinnosti
prevádzkovateľa
Povinnosti personálu
Teplotný rozsah okolitého vzduchu:
- Pri prevádzkovaní: -10 °C až + 40 °C (14 °F až 104 °F)
- Pri preprave a skladovaní: -20 °C až +55 °C (-4 °F až 131 °F)
Relatívna vlhkosť vzduchu:
- do 50 % pri 40 °C (104 °F)
- do 90 % pri 20 °C (68 °F)
Okolitý vzduch: bez prachu, kyselín, korozívnych plynov alebo látok atď.
Nadmorská výška: do 2 000 m (6561 ft. 8.16 in.)
Prevádzkovateľ sa zaväzuje na zariadení nechať pracovať iba osoby, ktoré
- sú oboznámené so základnými predpismi o pracovnej bezpečnosti a o
predchádzaní úrazom a sú zaučené do manipulácie so zariadením,
- si prečítali a porozumeli tomuto návodu na obsluhu, predovšetkým kapitole „Bezpečnostné predpisy“ a potvrdili to svojim podpisom,
- sú vyškolené v súlade s požiadavkami na pracovné výsledky.
Bezpečnostnú informovanosť personálu treba v pravidelných intervaloch kontrolovať.
Všetky osoby, ktoré sú poverené prácami na zariadení, sa pred začiatkom práce
zaväzujú
- dodržiavať základné predpisy pre bezpečnosť pri práci a predchádzanie úrazom,
- prečítať si tento návod na obsluhu, predovšetkým kapitolu „Bezpečnostné predpisy“, a svojim podpisom potvrdiť, že jej porozumeli a že ju budú dodržiavať.
Pred opustením pracoviska zabezpečte, aby aj počas neprítomnosti nemohlo dochádzať
k žiadnym personálnym a materiálnym škodám.
6
Page 7

Sieťová prípojka Zariadenia s vysokým výkonom môžu svojím prúdovým odberom ovplyvňovať kvalitu
energie v sieti.
Niektorých zariadení sa to môže dotýkať vo forme:
- obmedzenia pripojenia,
-
požiadaviek súvisiacich s maximálnou dovolenou impedanciou siete *),
-
požiadaviek súvisiacich s minimálnym požadovaným skratovým výkonom *).
*)
Vždy v mieste pripojenia k verejnej sieti.
Pozri Technické údaje.
V tomto prípade sa prevádzkovateľ alebo používateľ zariadenia musí uistiť, či sa zariadenie môže pripojiť. Podľa potreby je žiaduce sa poradiť s energetickým rozvodným
podnikom.
sDÔLEŽITÉ UPOZORNENIE! Dbajte na bezpečné uzemnenie sieťovej prípojky!
Prúdový chránič Lokálne predpisy a národné smernice môžu pri pripojení zariadenia na verejnú elektrickú
sieť vyžadovať prúdový chránič.
Typ prúdového chrániča odporúčaný výrobcom je uvedený v technických údajoch.
SK
Vlastná ochrana
a ochrana
ďalších osôb
Pri zaobchádzaní so zariadením sa vystavujete početným ohrozeniam, ako napríklad:
- úlet iskier, poletujúce horúce častice kovov,
- žiarenie elektrického oblúka poškodzujúce zrak a pokožku,
- škodlivé elektromagnetické polia, ktoré pre nositeľov kardiostimulátorov znamenajú
ohrozenie života,
- elektrické nebezpečenstvo spôsobené sieťovým a zváracím prúdom,
- zvýšené zaťaženie hlukom,
- škodlivý dym a plyny zo zvárania.
Pri zaobchádzaní so zariadením použite vhodné ochranné oblečenie. Ochranné oblečenie musí mať nasledujúce vlastnosti:
- ťažko zápalné,
- izolujúce a suché,
- pokrývajúce celé telo, nepoškodené a v dobrom stave,
- zahŕňa ochrannú prilbu a
- nohavice bez manžiet.
Za súčasť ochranného odevu sa, okrem iného, považuje:
- Ochrana očí a tváre ochranným štítom s predpisovou filtračnou vložkou pred ultrafialovým žiarením, horúčavou a úletom iskier.
- Ochranné okuliare za ochranným štítom s bočnou ochranou spĺňajúce predpisy.
- Noste pevnú obuv izolujúcu aj pri zvýšenej vlhkosti.
- Chráňte si ruky vhodnými ochrannými rukavicami (elektricky i tepelne izolujúce).
- Používajte ochranu sluchu na zníženie zaťaženia hlukom a na ochranu pred zraneniami.
Osoby, predovšetkým deti, držte v dostatočnej vzdialenosti od zariadení v prevádzke
a od zváracieho procesu. Ak sa však predsa v blízkosti nachádzajú osoby:
- poučte ich o všetkých nebezpečenstvách (nebezpečenstvo oslepnutia vplyvom elektrického oblúka, nebezpečenstvo poranenia úletom iskier, zdraviu škodlivý dym zo
zvárania, zaťaženie hlukom, možné ohrozenie spôsobené sieťovým alebo zváracím
prúdom…),
- poskytnite im vhodné ochranné prostriedky
- alebo postavte vhodné ochranné steny či závesy.
7
Page 8

Informácie o hodnotách emisií hluku
Maximálna hladina akustického tlaku vyžarovaného týmto zariadením je < 80 dB (A) (ref.
1 pW) pri chode naprázdno a počas ochladzovacej fázy po prevádzke, pri maximálnom
dovolenom pracovnom bode a normovanom zaťažení podľa EN 60974-1.
Hodnota emisií pri zváraní (a rezaní) pre určité pracovisko sa nedá špecifikovať, pretože
je určovaná postupom a okolitými podmienkami. Závisí od najrôznejších zváracích parametrov, ako je napr. zvárací postup (zváranie MIG/MAG, TIG), zvolený druh prúdu (jednosmerný prúd, striedavý prúd), rozsah výkonu, druh zváraného kovu, rezonančné
správanie zvarenca, okolie pracoviska a pod.
Nebezpečenstvo
spôsobené škodlivými plynmi
a parami
Dym vznikajúci pri zváraní obsahuje plyny a pary škodlivé zdraviu.
Dym zo zvárania obsahuje látky, ktoré podľa Monografie 118 Medzinárodnej agentúry
pre výskum rakoviny spôsobujú rakovinu.
Využívajte bodové odsávanie a odsávanie miestnosti.
Ak je to možné, používajte zváracie horáky s integrovaným odsávacím zariadením.
Hlavu držte mimo zóny tvorby dymu zo zvárania a plynov.
Vznikajúci dym, ako aj škodlivé plyny
- nevdychujte,
- odsávajte ich z pracovnej oblasti vhodnými prostriedkami.
Postarajte sa o dostatočný prívod čerstvého vzduchu. Uistite sa, že sa vždy dodržuje
miera dodávania vzduchu najmenej 20 m³/hodinu.
Pri nedostatočnom vetraní používajte zváraciu kuklu s prívodom vzduchu.
Ak si nie ste istí, či je odsávací výkon dostatočný, porovnajte namerané hodnoty škodlivých emisií s prípustnými medznými hodnotami.
Za mieru škodlivosti dymu zo zvárania sú okrem iných zodpovedné aj tieto komponenty:
- kovy použité na zvarenec,
- elektródy,
- povlakovanie,
- čističe, odmasťovače a podobné prostriedky,
- použitý zvárací proces.
Nebezpečenstvo
v dôsledku úletu
iskier
8
Zohľadňujte preto príslušné technické listy o materiálovej bezpečnosti a údaje výrobcu
o uvedených komponentoch.
Odporúčania v prípadoch ožiarenia, opatrenia v rámci riadenia rizík a na identifikáciu
pracovných podmienok nájdete na webovej stránke Európskej asociácie pre zváranie
(European Welding Association) v sekcii Zdravie a bezpečnosť (Health & Safety).
V blízkosti elektrického oblúka sa nesmú vyskytovať horľavé pary (napr. výpary
z rozpúšťadiel).
Ak sa nezvára, treba zatvoriť ventil fľaše s ochranným plynom alebo hlavný prívod plynu.
Úlet iskier môže vyvolať požiare a explózie.
Nikdy nezvárajte v blízkosti horľavých materiálov.
Horľavé materiály musia byť od elektrického oblúka vzdialené minimálne 11 metrov
(36 ft. 1.07 in.) alebo musia byť prikryté kontrolným krytovaním.
Page 9

Treba mať pripravené vhodné odskúšané hasiace prístroje.
Nebezpečenstvá
spôsobené
sieťovým
a zváracím
prúdom
Iskry a horúce častice kovov sa môžu aj cez malé škáry a otvory dostať do okolitých
priestorov. Zabezpečte zodpovedajúce opatrenia, aby napriek tomu nevznikalo žiadne riziko poranení a požiarov.
Nezvárajte v oblastiach ohrozených požiarmi a výbuchmi a na uzavretých zásobníkoch,
sudoch alebo potrubiach, ak tieto nie sú riadne pripravené podľa zodpovedajúcich
národných a medzinárodných noriem.
Na nádobách, v ktorých sú/boli skladované plyny, palivá, minerálne oleje a podobne, sa
nesmie zvárať. S ohľadom na ich zvyšky existuje nebezpečenstvo explózie.
Zasiahnutie elektrickým prúdom je v zásade životunebezpečné a môže byť smrteľné.
Nedotýkajte sa častí pod napätím vnútri zariadenia ani mimo neho.
Pri zváraní MIG/MAG a TIG je pod napätím aj zvárací drôt, cievka drôtu, posuvové kladky, ako aj častice kovov, ktoré sú v kontakte so zváracím drôtom.
Podávač drôtu vždy postavte na dostatočne izolovaný podklad alebo použite vhodné izolujúce uchytenie podávača drôtu.
Postarajte sa o vhodnú vlastnú ochranu a ochranu ďalších osôb prostredníctvom suchej
podložky alebo krytu, dostatočne izolujúcich voči zemniacemu potenciálu alebo potenciálu kostry. Táto podložka alebo kryt musia úplne pokrývať celú oblasť medzi telom
a zemniacim potenciálom alebo potenciálom kostry.
SK
Všetky káble a vodiče musia byť pevné, nepoškodené, zaizolované a dostatočne dimenzované. Uvoľnené spojenia, privarené, poškodené alebo poddimenzované káble a vodiče ihneď vymeňte.
Pred každým použitím skontrolujte prúdové spojenia prostredníctvom uchopenia ohľadne pevného uloženia.
Pri prúdových kábloch s bajonetovou zástrčkou prúdový kábel pretočte min. o 180° okolo
pozdĺžnej osi a predpnite ho.
Káble ani vodiče neovíjajte okolo tela ani častí tela.
Elektródu (tyčovú elektródu, volfrámovú elektródu, zvárací drôt...):
- nikdy kvôli ochladeniu neponárajte do kvapalín,
- nikdy sa jej nedotýkajte pri zapnutom prúdovom zdroji.
Medzi elektródami dvojice zváracích systémov sa môže napríklad vyskytovať
dvojnásobné napätie chodu naprázdno jedného zváracieho systému. Pri súčasnom dotyku potenciálov oboch elektród existuje podľa okolností nebezpečenstvo ohrozenia života.
Sieťový kábel nechajte pravidelne odborným elektrikárom prekontrolovať ohľadne
funkčnej spôsobilosti ochranného vodiča.
Zariadenia triedy ochrany I vyžadujú pre správnu prevádzku sieť s ochranným vodičom
a zásuvkový systém s kontaktom pre ochranný vodič.
Prevádzka zariadenia na sieti bez ochranného vodiča a na zásuvke bez kontaktu pre
ochranný vodič je povolená iba vtedy, ak sú dodržané všetky národné predpisy o ochrane elektrickým oddelením.
V opačnom prípade sa to považuje za hrubú nedbanlivosť. Za takto vzniknuté škody
výrobca neručí.
Ak je to potrebné, vhodnými prostriedkami sa postarajte o dostatočné uzemnenie zvarenca.
Nepoužívané zariadenia vypnite.
9
Page 10

Pri prácach vo väčšej výške noste bezpečnostný postroj na zaistenie proti pádu.
Pred prácami na zariadení treba toto zariadenie vypnúť a vytiahnuť sieťovú vidlicu.
Zariadenie prostredníctvom zreteľne čitateľného a zrozumiteľného výstražného štítka
zaistite proti zasunutiu sieťovej vidlice a proti opätovnému zapnutiu.
Po otvorení zariadenia:
- vybite všetky konštrukčné diely, ktoré akumulujú elektrické náboje,
- zabezpečte, aby boli všetky komponenty zariadenia v bezprúdovom stave.
Ak sú nutné práce na dieloch pod napätím, je potrebné privolať druhú osobu, ktorá včas
vypne hlavný vypínač.
Blúdivé zváracie
prúdy
Klasifikácia zariadení podľa EMK
Ak sa ďalej uvádzané upozornenia nerešpektujú, je možný vznik blúdivých zváracích
prúdov, ktoré môžu zapríčiniť:
- nebezpečenstvo požiaru,
- prehriatie konštrukčných dielov, ktoré sú spojené so zvarencom,
- porušenie ochranných vodičov,
- poškodenie zariadenia a iných elektrických zariadení.
Postarajte sa o pevné spojenie pripojovacej svorky na zvarenci s týmto zvarencom.
Pripojovaciu svorku na zvarenci pripevnite čo možno najbližšie k zváranému miestu.
Zostavte zariadenie s dostatočnou izoláciou proti elektricky vodivému prostrediu, napríklad s izoláciou proti vodivej podlahe alebo vodivým podstavcom.
Pri použití prúdových rozvádzačov, dvojhlavových uchytení atď. dbajte na nasledujúce
pokyny: Aj elektróda nepoužitého zváracieho horáka/držiaka elektródy je pod napätím.
Postarajte sa o dostatočnú izoláciu uloženia nepoužívaného zváracieho horáka/držiaka
elektródy.
Pri automatických aplikáciách MIG/MAG drôtovú elektródu preveďte iba izolovane
z nádoby so zváracím drôtom, z veľkokapacitnej cievky alebo z cievky drôtu k podávaču
drôtu.
Zariadenia emisnej triedy A:
- sú určené len na použitie v priemyselnom prostredí,
- v inom prostredí môžu spôsobovať rušenie po vedení a vyžarovanie v závislosti od
výkonu.
Opatrenia v oblasti elektromagnetickej kompatibility
10
Zariadenia emisnej triedy B:
- spĺňajú požiadavky na emisie pre obytné a priemyselné prostredie. Platí to aj pre
obytné prostredie, v ktorom sa napájanie energiou zabezpečuje z verejnej nízkonapäťovej siete.
Klasifikácia zaradení EMK podľa typového štítka alebo technických údajov.
V osobitných prípadoch môže napriek dodržiavaniu normalizovaných medzných hodnôt
emisií dochádzať k negatívnemu ovplyvňovaniu prostredia danej aplikácie (ak sa napríklad na mieste inštalácie nachádzajú citlivé zariadenia alebo ak sa miesto inštalácie
nachádza v blízkosti rádiového alebo televízneho prijímača).
V takom prípade je prevádzkovateľ povinný prijať primerané opatrenia na odstránenie
rušenia.
Page 11

Odolnosť proti rušeniu zariadení v okolí zariadenia skontrolujte a vyhodnoťte v súlade
s národnými a medzinárodnými ustanoveniami. Príklady pre zariadenia so sklonom
k rušeniu, ktoré môžu byť ovplyvnené zariadením:
- bezpečnostné zariadenia,
- sieťové a signálové káble a káble na prenos dát,
- zariadenia na elektronické spracovanie údajov a telekomunikačné zariadenia,
- zariadenia na meranie a kalibráciu.
Podporné opatrenia na zabránenie problémom s elektromagnetickou kompatibilitou:
1. Sieťové napájanie
- Pri výskyte elektromagnetických porúch aj napriek sieťovému pripojeniu, ktoré
je v súlade s predpismi, zaveďte dodatočné opatrenia (napríklad použite
vhodný sieťový filter).
2. Zváracie káble
- zachovajte ich čo možno najkratšie,
- nechajte ich prebiehať uložené tesne pri sebe (aj kvôli zabráneniu problémom
s elektromagnetickými poľami),
- uložte ich v dostatočnej vzdialenosti od iných vodičov.
3. Vyrovnanie potenciálov
4. Uzemnenie zvarenca
- Ak je to potrebné, vytvorte uzemňovacie spojenie cez vhodné kondenzátory.
5. Odtienenie, ak je to potrebné
- Odtieňte ostatné zariadenia v okolí.
- Odtieňte celú zváraciu inštaláciu.
SK
Opatrenia v elektromagnetických
poliach
Mimoriadne nebezpečné miesta
Elektromagnetické polia môžu spôsobiť poškodenie zdravia, ktoré ešte nie je známe:
- účinky na zdravie okolitých osôb, napríklad nositeľov kardiostimulátorov a pomôcok
pre nedoslýchavých,
- osoby s kardiostimulátorom sa musia poradiť so svojím lekárom prv, než sa budú
zdržiavať v bezprostrednej blízkosti tohto zariadenia a zváracieho procesu,
- z bezpečnostných dôvodov treba udržiavať podľa možnosti čo najväčšie odstupy
medzi zváracími káblami a hlavou/trupom zvárača,
- zváracie káble a hadicové vedenia nenosiť prevesené cez plece ani ovinuté okolo
tela a častí tela.
Nepribližujte sa rukami, vlasmi, kusmi odevu ani nástrojmi k pohyblivým častiam, akými
napr. sú:
- ventilátory
- ozubené kolesá
- valce
- hriadele
- cievky drôtu a zváracie drôty
Nesiahajte do otáčajúcich sa ozubených kolies pohonu drôtu ani do otáčajúcich sa
hnacích častí.
Kryty a bočné časti sa smú otvárať/odstraňovať iba pri vykonávaní údržbových
a opravárenských prác.
Počas prevádzky
- Uistite sa, že sú všetky kryty zatvorené a všetky bočné diely riadne namontované.
- Všetky kryty a všetky bočné diely nechávajte zatvorené.
Výstup zváracieho drôtu zo zváracieho horáka spôsobuje vysoké riziko poranení (prepichnutie ruky, poranenie tváre a očí...).
Preto držte zvárací horák ďalej od tela (systémy s podávačom drôtu) a používajte
vhodné ochranné okuliare.
11
Page 12

Počas zvárania ani po ňom sa zvarenca nedotýkajte – nebezpečenstvo popálenia.
Z chladnúcich zvarencov môže odpadávať troska. Preto aj pri dodatočných prácach
na zvarencoch noste predpísané ochranné vybavenie a postarajte sa o dostatočnú
ochranu iných osôb.
Zváracie horáky a iné komponenty vybavenia s vysokou prevádzkovou teplotou nechajte
ochladiť prv, než sa na nich bude pracovať.
V priestoroch, v ktorých hrozí požiar či výbuch, platia mimoriadne predpisy
– dodržujte príslušné národné a medzinárodné nariadenia.
Prúdové zdroje na práce v priestoroch so zvýšeným elektrickým nebezpečenstvom (napríklad kotol) musia byť označené znakom (Safety). Prúdový zdroj sa však v takýchto
priestoroch nesmie nachádzať.
Nebezpečenstvo obarenia uniknutým chladiacim médiom. Pred nasunutím prípojok
na prívod alebo spätný odtok chladiaceho média treba chladiace zariadenie vypnúť.
Pri manipulácii s chladiacim médiom dodržiavajte údaje karty bezpečnostných údajov
chladiaceho média. Kartu bezpečnostných údajov chladiaceho média dostanete vo svojom servisnom stredisku alebo získate prostredníctvom internetovej stránky výrobcu.
Pri prenášaní zariadení žeriavom používajte iba vhodné prostriedky na uchytenie bremena od výrobcu.
- Reťaze alebo laná zaveste na všetky závesné body vhodného prostriedku na uchytenie bremena.
- Reťaze alebo laná musia byť polohované s čo možno najmenším uhlom vzhľadom
na zvislicu.
- Odstráňte plynovú fľašu a podávač drôtu (zariadenia MIG/MAG a TIG).
Požiadavky na
ochranný plyn
Pri zavesení podávača drôtu na žeriav počas zvárania použite vždy vhodné izolujúce zavesenie podávača drôtu (zariadenia MIG/MAG a TIG).
Ak je zariadenie vybavené nosným popruhom alebo nosnou rukoväťou, tieto slúžia
výlučne na ručné prenášanie. Na prenášanie pomocou žeriava, vysokozdvižného vozíka
alebo iných mechanických zdvíhadiel nie je tento nosný popruh vhodný.
Je potrebné skontrolovať všetky viazacie prostriedky (popruhy, spony, reťaze, ...), ktoré
sa používajú v súvislosti so zariadením alebo jeho komponentmi (napr. pre mechanické
poškodenia, korózie alebo zmeny spôsobené poveternostnými vplyvmi).
Interval a rozsah kontroly musia zodpovedať minimálne platným národným normám
a smerniciam.
Pri použití adaptéra na pripojenie ochranného plynu hrozí nebezpečenstvo nespozorovaného úniku bezfarebného ochranného plynu bez zápachu. Závit adaptéra zo strany
zariadenia na pripojenie ochranného plynu treba pred montážou utesniť pomocou vhodnej teflónovej pásky.
Najmä v okružných vedeniach môže znečistený inertný plyn spôsobovať poškodenie zariadenia a viesť k zníženiu kvality zvárania.
Vyžaduje sa splnenie nasledujúcich špecifikácií týkajúcich sa kvality ochranného plynu:
- veľkosť častíc pevných látok < 40 µm,
- tlakový rosný bod < -20 °C,
- max. obsah oleja < 25 mg/m³.
12
V prípade potreby treba použiť filtre!
Page 13

Nebezpečenstvo
vychádzajúce z
fliaš s ochranným
plynom
Fľaše s ochranným plynom obsahujú plyn pod tlakom a pri poškodení môžu explodovať.
Keďže tieto fľaše s ochranným plynom sú súčasťou zváracieho vybavenia, musí sa s nimi narábať veľmi opatrne.
Fľaše so stlačeným ochranným plynom chráňte pred prílišnou horúčavou, mechanickými
nárazmi, troskou, otvoreným plameňom, iskrami a elektrickými oblúkmi.
Fľaše s ochranným plynom namontujte do zvislej polohy a upevnite podľa návodu, aby
sa nemohli prevrátiť.
Fľaše s ochranným plynom neuchovávajte v blízkosti zváracích ani iných elektrických
prúdových obvodov.
Zvárací horák nikdy nevešajte na fľašu s ochranným plynom.
Fľaše s ochranným plynom sa nikdy nedotýkajte elektródou.
Nebezpečenstvo explózie, nikdy nezvárajte na fľaši s ochranným plynom pod tlakom.
Vždy použite iba vhodné fľaše s ochranným plynom pre príslušné použitie a k nim sa hodiace príslušenstvo (regulátor, hadice a armatúry...). Fľaše s ochranným plynom
a príslušenstvo používajte iba ak sú v dobrom stave.
Pri otváraní ventilu fľaše s ochranným plynom odvráťte tvár od vývodu.
Ak sa nezvára, treba zatvoriť ventil fľaše s ochranným plynom.
SK
Bezpečnostné
opatrenia
na mieste nainštalovania a pri
preprave
Na ventile nepripojenej fľaše s ochranným plynom nechávajte kryt.
Postupujte podľa údajov výrobcu, ako aj zodpovedajúcich národných a medzinárodných
ustanovení pre fľaše s ochranným plynom a časti príslušenstva.
Padajúce zariadenie môže znamenať nebezpečenstvo ohrozenia života! Zariadenie stabilne postavte na rovný pevný poklad.
- Je prípustný uhol sklonu maximálne 10°.
V priestoroch s nebezpečenstvom požiaru a výbuchu platia špeciálne predpisy.
- Dodržiavajte príslušné národné a medzinárodné ustanovenia.
Vnútroprevádzkovými pokynmi a kontrolami zabezpečte, aby bolo okolie pracoviska vždy
čisté a prehľadné.
Zariadenie postavte a prevádzkujte iba podľa podmienok pre stupeň krytia, ktorý je uvedený na výkonovom štítku.
Po postavení zariadenia zabezpečte odstup dookola 0,5 m (1 ft. 7.69 in.), aby chladiaci
vzduch mohol nerušene vstupovať a vystupovať.
Pri preprave zariadenia sa postarajte o to, aby sa dodržali platné národné a regionálne
smernice a predpisy na prevenciu úrazov. Platí to špeciálne pre smernice týkajúce sa
ohrozenia pri transporte a preprave.
Nezdvíhajte ani neprepravujte žiadne aktívne zariadenia. Zariadenia pred prepravou alebo zdvíhaním vypnite!
Pred každým prepravovaním zariadenia treba chladiace médium úplne vypustiť, ako aj
demontovať nasledujúce komponenty:
- podávač drôtu
- cievku drôtu
- fľašu s ochranným plynom
13
Page 14
Pred uvedením do prevádzky a po preprave sa musí bezpodmienečne vykonať vizuálna
kontrola zariadenia ohľadne prípadných poškodení. Eventuálne poškodenia musí
pred uvedením do prevádzky opraviť vyškolený servisný personál.
Bezpečnostné
opatrenia
v normálnej
prevádzke
Zariadenie prevádzkujte iba vtedy, ak sú plne funkčné všetky bezpečnostné zariadenia.
Ak nie sú bezpečnostné zariadenia plne funkčné, vzniká nebezpečenstvo:
- ohrozenia života a zdravia operátora alebo tretej osoby,
- pre zariadenie a iné vecné hodnoty prevádzkovateľa,
- znemožnenia efektívnej práce s týmto zariadením.
Bezpečnostné zariadenia, ktoré nie sú plne funkčné, je potrebné pred zapnutím zariadenia opraviť.
Bezpečnostné zariadenia nikdy neobchádzajte ani nevyraďujte z prevádzky.
Pred zapnutím zariadenia zabezpečte, že nikomu nehrozí nebezpečenstvo.
Minimálne raz za týždeň skontrolujte, či sa na zariadení nevyskytujú zvonku rozpoznateľné škody a skontrolujte funkčnosť bezpečnostných zariadení.
Fľašu s ochranným plynom vždy dobre upevnite, pričom pred prenášaním žeriavom sa
musí najprv zložiť.
Na základe vlastností (elektrická vodivosť, ochrana proti mrazu, kompatibilita s materiálmi, horľavosť...) je pre použitie v našich zariadeniach vhodné iba originálne chladiace
médium od výrobcu.
Používajte iba vhodné originálne chladiace médium od výrobcu.
Originálne chladiace médium od výrobcu nemiešajte s inými chladiacimi médiami.
Uvedenie
do prevádzky,
údržba a renovácia
K chladiacim zariadeniam pripájajte len systémové komponenty od výrobcu.
Ak pri použití iných systémových komponentov alebo iných chladiacich médií dôjde
k poškodeniam, výrobca za ne neručí a všetky záručné nároky zanikajú.
Médium Cooling Liquid FCL 10/20 nie je zápalné. Chladiace médium založené na etanole je za určitých predpokladov zápalné. Chladiace médium prepravujte iba v uzatvorených originálnych nádobách a neuchovávajte ho v blízkosti zápalných zdrojov.
Opotrebované chladiace médium riadne zlikvidujte podľa požiadaviek národných a medzinárodných predpisov. Kartu bezpečnostných údajov chladiaceho média dostanete
vo svojom servisnom stredisku alebo získate prostredníctvom internetovej stránky výrobcu.
Po ochladení zariadenia treba vždy pred začiatkom zvárania prekontrolovať stav chladiaceho média.
Pri dieloch z iných zdrojov nie je zaručené, že boli skonštruované a vyrobené primerane
danému namáhaniu a bezpečnosti.
- Používajte iba originálne náhradné diely a spotrebné diely (platí tiež pre normalizované diely).
- Bez povolenia výrobcu nevykonávajte na zariadení žiadne zmeny, osádzania ani
prestavby.
- Ihneď vymeňte konštrukčné diely, ktoré nie sú v bezchybnom stave.
- Pri objednávke uvádzajte presný názov a registračné číslo podľa zoznamu
náhradných dielov, ako aj výrobné číslo svojho zariadenia.
14
Page 15

Skrutky krytu predstavujú spojenie ochranného vodiča pre uzemnenie dielov krytu.
Vždy používajte originálne skrutky krytu v príslušnom počte s uvedeným uťahovacím
momentom.
SK
Bezpečnostnotechnická kontrola
Likvidácia Neodhadzujte toto zariadenie do domového odpadu! Podľa európskej smernice o elek-
Prevádzkovateľ odporúča najmenej raz za 12 mesiacov vykonať bezpečnostnotechnickú kontrolu zariadenia.
V priebehu toho istého intervalu 12 mesiacov odporúča výrobca kalibráciu prúdových
zdrojov.
Odporúča sa, aby poverený elektrikár vykonal bezpečnostnotechnickú kontrolu:
- po zmene,
- po osadzovaniach alebo prestavbách,
- po oprave, ošetrení a údržbe,
- minimálne každých 12 mesiacov.
Pri tejto bezpečnostnotechnickej kontrole postupujte podľa príslušných národných a medzinárodných noriem a smerníc.
Bližšie informácie o bezpečnostnotechnickej kontrole a kalibrácii získate vo vašom servisnom stredisku. V stredisku vám na požiadanie poskytnú aj potrebné podklady.
trických a elektronických starých prístrojoch a o ich uplatnení v národnom práve musia
byť opotrebované elektrické nástroje zbierané separátne a odovzdané na environmentálne správne opätovné využitie. Zabezpečte, aby vaše použité zariadenie bolo odovzdané späť predajcovi alebo si zadovážte informácie o miestnom systéme zberu a likvidácie. Ignorovanie tejto smernice EÚ môže viesť k potenciálnym dopadom na životné
prostredie a na vaše zdravie!
Označenie bezpečnosti
Bezpečnosť dát Za dátové zaistenie zmien oproti nastaveniam z výroby je zodpovedný používateľ. V
Autorské práva Autorské práva na tento návod na obsluhu zostávajú u výrobcu.
Zariadenia s označením CE spĺňajú základné požiadavky smernice pre nízke napätia
a elektromagnetickú kompatibilitu (napríklad relevantné normy pre výrobky z radu noriem
EN 60 974).
Spoločnosť Fronius International GmbH vyhlasuje, že zariadenie zodpovedá smernici
2014/53/EÚ. Úplný text prehlásenia EÚ o zhode je k dispozícii na nasledujúcej internetovej adrese: http://www.fronius.com
Zariadenia označené kontrolným znakom CSA spĺňajú požiadavky relevantných noriem
pre Kanadu a USA.
prípade vymazaných osobných nastavení výrobca neručí.
Text a vyobrazenia zodpovedajú technickému stavu pri zadaní do tlače. Zmeny sú vyhradené. Obsah návodu na obsluhu v žiadnom prípade neopodstatňuje nároky zo strany
kupujúceho. Za zlepšovacie návrhy a upozornenia na chyby v tomto návode na obsluhu
sme vďační.
15
Page 16
Všeobecné informácie
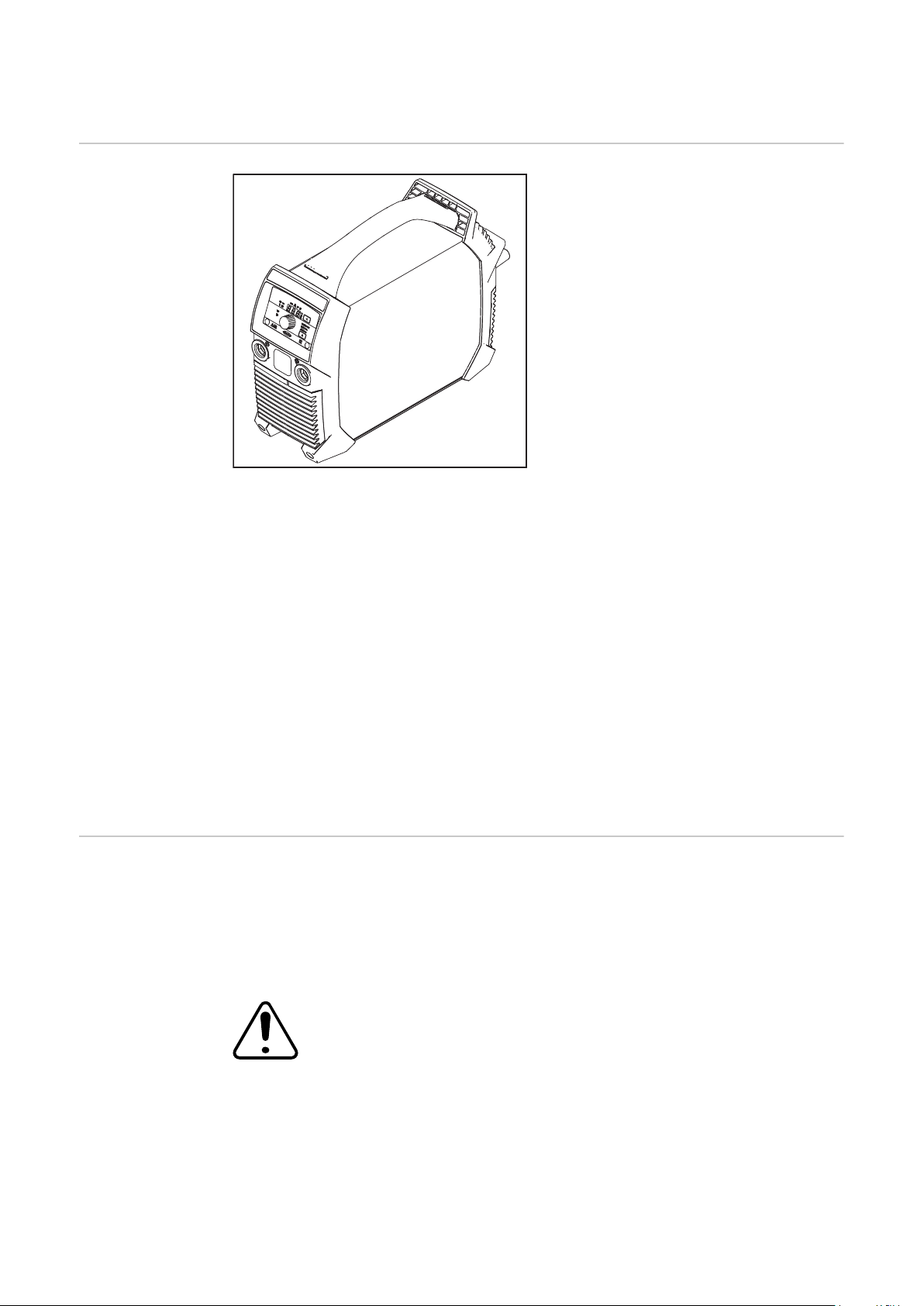
Koncepcia zariadenia
Prúdový zdroj sa vyznačuje nasledujúcimi
vlastnosťami:
- malé rozmery,
- robustné plastové teleso,
- vysoká spoľahlivosť aj za ťažkých
podmienok nasadenia,
- nosný popruh pre jednoduchú prepravu, aj na staveniskách,
- chránené ovládacie prvky,
- prúdové zásuvky s bajonetovým
uzáverom.
V spojení s digitálnym rezonančným invertorom prispôsobuje elektronický regulátor pri
zváraní charakteristiku prúdového zdroja k zváracej elektróde. Z toho vyplývajú vynikajúce zapaľovacie a zváracie vlastnosti pri minimálnej možnej hmotnosti a najmenších
rozmeroch.
Dodatočne prúdový zdroj disponuje funkciou „Power Factor Correction“, čím sa prúdový
odber prúdového zdroja prispôsobuje sínusoidnému sieťovému napätiu. Na základe toho vzniká množstvo výhod pre používateľa, ako napr:
- nižší primárny prúd,
- nižšie straty výkonu,
- neskoré spustenie ističa vedenia,
- zlepšená stabilita pri kolísaniach napätia,
- možnosť dlhých sieťových vedení,
- pri zariadeniach Multivoltage úplný rozsah vstupného napätia.
Výstražné upozornenia na zariadení
Pri použití celulózových elektród (CEL) sa prevádzkový režim, ktorý si pre tento postup
možno zvoliť, postará o dokonalé výsledky zvárania.
Výstražné upozornenia a bezpečnostné symboly nachádzajúce sa na prúdovom zdroji
sa nesmú odstraňovať ani pretrieť iným náterom. Upozornenia a symboly varujú
pred chybnou obsluhou, ktorá môže viesť k závažným poraneniam osôb a vecným
škodám.
Význam bezpečnostných upozornení na zariadení:
Zváranie je nebezpečné. Aby sa práca so zariadením vykonávala v súlade s predpismi, musia sa splniť tieto základné požiadavky
- dostatočná kvalifikácia na zváranie,
- vhodné ochranné vybavenie,
- zdržiavanie sa nezúčastnených osôb v dostatočnej vzdialenosti
od zváracieho procesu.
16
Page 17

Uvedené funkcie použite až vtedy, keď si kompletne prečítate nasledujúce dokumenty a porozumiete im:
- tento návod na obsluhu,
- všetky návody na obsluhu systémových komponentov prúdového
zdroja, predovšetkým bezpečnostné predpisy.
Zariadenia, ktoré doslúžili, nelikvidujte spolu s komunálnym odpadom, ale
zlikvidujte ich v súlade s bezpečnostnými predpismi.
SK
Oblasti použitia
Zváranie obaľovanou elektródou
17
Page 18

Zváranie TIG, zvárací horák s uzatváracím ventilom plynu
18
Page 19

Pred uvedením do prevádzky
SK
Bezpečnosť
Použitie
podľa určenia
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba technicky
▶
vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
▶
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k tomu-
▶
to zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
Prúdový zdroj je určený výhradne na zváranie obaľovanou elektródou a na zváranie TIG
v spojení so systémovými komponentmi výrobcu.
Každé iné použitie alebo použitie presahujúce tento rámec sa považuje za neprimerané.
Za škody z toho vyplývajúce výrobca neručí.
K použitiu podľa určenia patrí aj:
- kompletné prečítanie tohto návodu na obsluhu,
- dodržiavanie všetkých pokynov a bezpečnostných predpisov uvedených v tomto
návode na obsluhu,
- dodržiavanie inšpekčných a údržbových prác.
Pokyny na inštalovanie
NEBEZPEČENSTVO!
Nebezpečenstvo preklopenia alebo padnutia zariadenia.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Zariadenie stabilne postavte na rovný pevný poklad.
▶
Po montáži skontrolujte, či sú všetky skrutkové spoje pevne utiahnuté.
▶
Zariadenie je odskúšané podľa stupňa krytia IP 23, to znamená:
- ochranu proti vniknutiu pevných cudzích telies väčších ako Ø 12,5 mm (.49 in.),
- ochranu proti striekajúcej vode až do uhla 60° od kolmice.
Chladiaci vzduch
Zariadenie musí byť umiestnené tak, aby mohol chladiaci vzduch nerušene prúdiť cez
otvory na prednej a zadnej strane.
Prach
Dávajte pozor na to, aby ventilátor nenasal do zariadenia prípadný kovový prach. Napríklad pri brúsení.
Prevádzka na voľnom priestranstve
Toto zariadenie sa s ohľadom na stupeň krytia IP 23 môže nainštalovať a prevádzkovať
na voľnom priestranstve. Vyhnite sa bezprostrednému účinku vlhkosti (napr. v dôsledku
dažďa).
Generátorový
režim
Prúdový zdroj je vhodný pre generátorový režim.
19
Page 20

Na to, aby sa mohol stanoviť potrebný výkon generátora, sa vyžaduje maximálny zdanlivý výkon S
prúdového zdroja.
1max
Maximálny zdanlivý výkon S
S
= I
1max
I
a U1 podľa výkonového štítka zariadení alebo technických údajov
1max
1max
x U
1
Potrebný zdanlivý výkon generátora S
S
GEN
= S
1max
x 1,35
prúdového zdroja sa vypočíta takto:
1max
sa vypočíta pomocou tohto vzorca:
GEN
Ak sa nezvára pri plnom výkone, môže sa použiť menší generátor.
DÔLEŽITÉ! Zdanlivý výkon generátora S
výkon prúdového zdroja S
1max
!
nesmie byť menší ako maximálny zdanlivý
GEN
Pri prevádzke 1-fázových zariadení na 3-fázových generátoroch nezabudnite, že uvedený zdanlivý výkon generátora môže byť často k dispozícii ako celok prostredníctvom
všetkých troch fáz generátora. V danom prípade si u výrobcu generátora zistite ďalšie
informácie o výkone jednotlivých fáz generátora.
UPOZORNENIE!
Odovzdané napätie generátora nesmie byť v žiadnom prípade nižšie ako tolerancia sieťového napätia ani ju prekročiť.
Údaj o tolerancii sieťového napätia je uvedený v časti Technické údaje.
20
Page 21

Ovládacie prvky, prípojné miesta a mechanické
komponenty
Bezpečnosť
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
▶
▶
▶
V dôsledku aktualizácií softvéru môžu byť na vašom zariadení dostupné funkcie, ktoré
nie sú opísané v tomto návode na obsluhu, alebo opačne.
Okrem toho sa môžu niektoré zo zobrazení nepatrne líšiť od ovládacích prvkov na
vašom zariadení. Princíp činnosti týchto ovládacích prvkov je však identický.
SK
NEBEZPEČENSTVO!
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba technicky
vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k tomuto zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
21
Page 22

Ovládacie prvky,
(2)
(3)
(4)
(1)
(7)
(6)
(5)
(8)
prípojky a mechanické komponenty TransPocket 150
(1) Ovládací panel
(2) (-) prúdová zásuvka
s bajonetovým uzáverom
(3) Prípojka TMC (TIG Multi Connector)
iba pri TransPocket 150 RC – na pripojenie diaľkového ovládania
Po pripojení diaľkového ovládania k prúdovému zdroju
- sa na displeji prúdového zdroja zobrazí indikácia „rc“,
- zvárací prúd je možné prestaviť už len pomocou diaľkového ovládania.
(4) (+) prúdová zásuvka
s bajonetovým uzáverom
(5) nosný popruh
(6) popruh na káble
na uchytenie sieťového a zváracieho kábla
Nepoužívajte ho na prepravu zariadenia!
(7) Sieťový spínač
(8) Vzduchový filter
Použitie elektrických prípojok pri zváraní obaľovanou elektródou (v závislosti
od typu elektródy):
- (+) prúdová zásuvka pre držiak elektródy alebo uzemňovací kábel
- (-) prúdová zásuvka pre držiak elektródy alebo uzemňovací kábel
Použitie elektrických prípojok pri zváraní TIG:
- (+) prúdová zásuvka pre uzemňovací kábel
- (-) prúdová zásuvka pre zvárací horák
22
Page 23

Ovládacie prvky,
(2)
(3)
(4)
(1)
(7)
(8)
(5)
(6)
prípojky a mechanické komponenty TransPocket 180
SK
(1) Ovládací panel
(2) (-) prúdová zásuvka
s bajonetovým uzáverom
(3) Prípojka TMC (TIG Multi Connector)
iba pri TransPocket 180 RC – na pripojenie diaľkového ovládania
Po pripojení diaľkového ovládania k prúdovému zdroju
- sa na displeji prúdového zdroja zobrazí indikácia „rc“,
- zvárací prúd je možné prestaviť už len pomocou diaľkového ovládania.
(4) (+) prúdová zásuvka
s bajonetovým uzáverom
(5) nosný popruh
(6) popruh na káble
na uchytenie sieťového a zváracieho kábla
Nepoužívajte ho na prepravu zariadenia!
(7) Sieťový spínač
(8) Vzduchový filter
Použitie elektrických prípojok pri zváraní obaľovanou elektródou (v závislosti
od typu elektródy):
- (+) prúdová zásuvka pre držiak elektródy alebo uzemňovací kábel
- (-) prúdová zásuvka pre držiak elektródy alebo uzemňovací kábel
Použitie elektrických prípojok pri zváraní TIG:
- (+) prúdová zásuvka pre uzemňovací kábel
- (-) prúdová zásuvka pre zvárací horák
23
Page 24

Ovládací panel
(7)
(3)
(4)
(5)
(6)
(1)
(2)
(8)
(1) Zobrazenie hodnoty nastavenia
zobrazuje, ktorá hodnota nastavenia je zvolená:
- Dynamika
- Zvárací prúd
- Funkcia SoftStart/HotStart
- Pulzné zváranie (k dispozícii iba pri zváraní obaľovanou elek-
tródou)
(2) Zobrazenie jednotky
zobrazuje jednotku hodnoty, ktorá sa aktuálne mení pomocou nastavovacieho kolieska (7):
- Čas (sekundy)
- Percentá
- Frekvencia (hertz)
(3) Tlačidlo hodnoty nastavenia
na výber požadovanej hodnoty nastavenia (1)
(4) Displej
zobrazuje aktuálnu hodnotu zvoleného parametra
(5) Zobrazenie zváracieho postupu
zobrazuje, ktorý zvárací postup je zvolený:
24
- Zváranie obaľovanou elektródou
- Zváranie obaľovanou elektródou s celulózovou elektródou
- Zváranie TIG
(6) Tlačidlo zváracieho postupu
na výber zváracieho postupu
Page 25

(7) Nastavovacie koliesko
na zmenu zvoleného parametra (1)
(8) Zobrazenia stavu
slúžia na zobrazenie rôznych prevádzkových stavov prúdového zdroja:
- VRD
svieti, keď sa aktivovalo bezpečnostné zariadenie na zníženie
napätia (iba pri variante zariadení s VRD)
- Setup
svieti v režime Setup
- Teplota
svieti, keď sa zariadenie nachádza mimo povoleného rozsahu
teploty
- Porucha
svieti pri poruche, pozri aj časť „Odstraňovanie porúch“
- TAC
svieti, ak je aktivovaná funkcia stehovania
(možné iba pri variante zariadení TIG pri zváracom postupe TIG)
SK
25
Page 26

Zváranie tyčovou elektródou
Príprava
1 2
3 4
POZOR!
Nebezpečenstvo zásahu elektrickým prúdom. Hneď ako sa prúdový zdroj zapne,
elektróda v držiaku elektródy je pod napätím.
Následkom môžu byť poranenia osôb alebo materiálne škody na zariadení.
Zabezpečte, aby sa elektróda nedotkla osôb ani elektricky vodivých alebo uzem-
▶
nených častí (napr. krytu...).
26
Page 27

5
SK
Zváranie
obaľovanou elektródou
Funkcia SoftStart/HotStart
Tlačidlom zváracieho postupu vyberte jeden z nasledujúcich postupov:
1
- Zváranie obaľovanou elektródou – po výbere svieti zobrazenie
zvárania obaľovanou elektródou
- Zváranie obaľovanou elektródou s celulózovou elektródou – po
výbere svieti zobrazenie zvárania obaľovanou elektródou s celulózovou elektródou
Tlačidlo hodnoty nastavenia stláčajte dovtedy, kým
2
- sa rozsvieti zobrazenie zváracieho prúdu
Zvárací prúd nastavte pomocou nastavovacieho kolieska.
3
- Prúdový zdroj je pripravený na zváranie
Funkcia slúži na nastavenie štartovacieho prúdu.
Rozsah nastavenia: 1 – 200 %
Spôsob fungovania:
Zvárací prúd sa na začiatku procesu zvárania v závislosti od nastavenia na 0,5 sekundy
zníži (SoftStart) alebo zvýši (HotStart).
Zmena sa pritom uvádza v percentách nastaveného zváracieho prúdu.
Čas trvania štartovacieho prúdu je možné meniť v ponuke Setup prostredníctvom parametra čas štartovacieho prúdu (Hti).
Nastavenie štartovacieho prúdu:
Tlačidlo hodnoty nastavenia stláčajte dovtedy, kým
1
- sa rozsvieti zobrazenie SoftStart/HotStart
27
Page 28

Nastavovacie koliesko otáčajte dovtedy, kým sa dosiahne požadovaná
I (A)
t
90A
0,5 s 1 s 1,5 s
120A
2
hodnota
- Prúdový zdroj je pripravený na zváranie
Maximálny prúd horúceho štartu je obmedzený nasledovne:
- pri TransPocket 150 na 160 A
- pri TransPocket 180 na 200 A
Príklady (nastavený zvárací prúd = 100 A):
100 % = štartovací prúd 100 A = funkcia je deaktivovaná
80 % = štartovací prúd 80 A = SoftStart
135 % = štartovací prúd 135 A = HotStart
200 % = štartovací prúd 160 A pri TransPocket 150 = HotStart, dosiahnutá hranica
maximálneho prúdu!
200 % = štartovací prúd 200 A pri TransPocket 180 = HotStart
Znaky funkcie SoftStart:
- zníženie tvorby pórov pri určitých ty-
poch elektród
Znaky funkcie HotStart:
- zlepšenie zapaľovacích vlastností, aj
pri elektródach so zlými zapaľovacími
vlastnosťami,
- lepšie natavenie základného materiálu
v štartovacej fáze, vďaka tomu menej
studených miest,
- podstatná eliminácia vtrúsenín trosky.
Príklad pre funkciu horúceho štartu
Dynamika Aby sa dosiahol optimálny výsledok zvárania, je v niektorých prípadoch potrebné nasta-
viť dynamiku.
Rozsah nastavenia: 0 – 100 (zodpovedá zvýšeniu prúdu 0 – 200 A)
Spôsob fungovania:
V momente prenosu kvapky alebo v prípade skratu dochádza ku krátkodobému zvýšeniu
intenzity prúdu na získanie stabilného elektrického oblúka.
Ak hrozí, že tyčová elektróda prepadne do tavného kúpeľa, zabráni toto opatrenie stuhnutiu tavného kúpeľa, ako aj dlhšiemu vyskratovaniu elektrického oblúka. Týmto sa do
značnej miery vylúči zalepenie tyčovej elektródy.
Nastavenie dynamiky:
Tlačidlo hodnoty nastavenia stláčajte dovtedy, kým
1
- sa rozsvieti zobrazenie dynamiky.
28
Page 29

Nastavovacie koliesko otáčajte dovtedy, kým sa dosiahne požadovaná
2
hodnota korekcie.
- Prúdový zdroj je pripravený na zváranie
Maximálny prúd dynamiky je obmedzený nasledovne:
- pri TransPocket 150 na 180 A
- pri TransPocket 180 na 220 A
Príklady:
- dynamika = 0
- dynamika deaktivovaná
- mäkší elektrický oblúk bez rozstrekov
- dynamika = 20
- dynamika so zvýšením prúdu 40 A
- tvrdší a stabilnejší elektrický oblúk
- dynamika = 60, nastavený zvárací prúd = 100 A
- pri TransPocket 150: skutočné zvýšenie prúdu iba 80 A, keďže sa dosiahla ma-
ximálna hranica prúdu!
- pri TransPocket 180: dynamika so zvýšením prúdu 120 A
Pulzné zváranie Pulzné zváranie je zváranie pulzujúcim zváracím prúdom. Používa sa na zváranie
oceľových rúr v nútenej polohe alebo na zváranie tenkých plechov.
SK
Pri týchto použitiach nemusí byť zvárací prúd nastavený na začiatku procesu zvárania
vždy výhodný pre celú operáciu zvárania:
- pri príliš nízkej intenzite prúdu nebude základný materiál dostatočne natavený,
- pri prehrievaní hrozí nebezpečenstvo, že tekutý tavný kúpeľ odkvapne.
Rozsah nastavenia: 0,2 – 990 Hz
Spôsob fungovania:
- Nižší základný prúd I-G po strmom stúpaní dosiahne výrazne vyšší impulzný prúd I-
P a po nastavenom čase Duty cycle dcY znova klesne na základný prúd I-G. Impulzný prúd I-P je nastaviteľný na prúdovom zdroji.
- Pritom vzniká stredná hodnota prúdu, ktorá je nižšia ako nastavený impulzný prúd IP.
- Pri pulznom zváraní sa malé úseky zváraného miesta rýchlo natavia a ihneď rýchlo
stuhnú.
Prúdový zdroj reguluje parameter Duty-Cycle dcY a základný prúd I-G v súlade
s nastaveným impulzným prúdom a nastavenou frekvenciou impulzov.
29
Page 30

I-P
I-G
I
t
SoftStart / HotStart
dcY
1/F-P
Pulzné zváranie – priebeh zváracieho prúdu
Nastaviteľné parametre:
- F-P = frekvencia impulzov (1/F-P = odstup v čase medzi dvoma impulzmi)
- I-P = impulzný prúd
- SoftStart / HotStart
Nenastaviteľné parametre:
- I-G = základný prúd
- dcY = Duty cycle
Použitie pulzného zvárania:
Tlačidlo hodnoty nastavenia stláčajte dovtedy, kým
1
- svieti zobrazenie pulzného zvárania
Nastavovacie koliesko otáčajte dovtedy, kým sa dosiahne požadovaná
2
hodnota frekvencie (Hz)
- Prúdový zdroj je pripravený na zváranie
30
Page 31

Zváranie TIG
SK
Všeobecne
Pripojenie plynovej fľaše
UPOZORNENIE!
Pri zvolenom postupe Zváranie TIG nepoužívajte čisto volfrámové elektródy (identifikačná farba: zelená).
NEBEZPEČENSTVO!
Nebezpečenstvo padajúcich plynových fliaš.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Fľaše s ochranným plynom postavte na stabilný rovný a pevný podklad. Fľaše s
▶
ochranným plynom zaistite proti prevráteniu.
Dodržte bezpečnostné predpisy výrobcu plynovej fľaše.
▶
1
Príprava
1 2
31
Page 32

3
POZOR!
Nebezpečenstvo zásahu elektrickým prúdom. Hneď ako sa prúdový zdroj zapne,
elektróda vo zváracom horáku je pod napätím.
Následkom môžu byť poranenia osôb alebo materiálne škody na zariadení.
Zabezpečte, aby sa elektróda nedotkla osôb ani elektricky vodivých alebo uzem-
▶
nených častí (napr. krytu...).
4
32
Page 33

Nastavte tlak ply-
4 6 7
nu – pri zváracom
horáku pomocou
uzatváracieho
ventilu plynu.
Zvárací horák s uzatváracím ventilom plynu
Otvorte uzatvárací ventil plynu.
1
- Ochranný plyn prúdi.
Pomocou regulačného ventilu nastav-
2
te požadované množstvo plynu.
Zatvorte uzatvárací ventil plynu.
3
SK
Zváranie TIG
Pomocou tlačidla zváracieho postupu zvoľte zváranie TIG.
1
- Zobrazenie zvárania TIG sa rozsvieti.
Tlačidlo hodnoty nastavenia stláčajte dovtedy, kým
2
- sa rozsvieti zobrazenie zváracieho prúdu.
Zvárací prúd nastavte pomocou nastavovacieho kolieska.
3
Plynovú hubicu nasaďte na miesto zapaľovania tak, aby medzi volfrámovou elek-
4
tródou a zvarencom bol odstup približne 2 až 3 mm (5/64 až 1/8 in). Vznikne odstup.
Stlačte uzatvárací ventil plynu.
5
- Ochranný plyn prúdi.
Zvárací horák pomaly napriamujte, až kým sa volfrámová elektróda nedotkne zva-
6
renca.
Zvárací horák nadvihnite a natočte do normálnej polohy.
7
- Elektrický oblúk horí.
Zvárajte.
8
TIG Comfort Stop Informácie o aktivácii a nastavení funkcie TIG Comfort Stop nájdete v opise Citli-
vosť Comfort Stop (Comfort Stop Sensitivity) od strany 38.
33
Page 34

Spôsob fungovania a použitie funkcie TIG Comfort Stop:
1 2 3 4 5
+
t
tdown
I
Max. A
70 A
(1)
(2)
1 2
3 4 5+
Zvárajte.
1
Zvárací horák počas zvárania nadvihnite
2
- elektrický oblúk sa zreteľne predĺži
Spustite zvárací horák nadol
3
- elektrický oblúk sa zreteľne skráti
- spustí sa funkcia TIG Comfort Stop
Zachovajte výšku zváracieho horáka
4
- zvárací prúd sa rampovito znižuje (DownSlope), kým elektrický oblúk nezhasne
Počkajte na čas doprúdenia plynu a zvárací horák nadvihnite od zvarenca
5
Priebeh zváracieho prúdu a predfuku plynu pri aktivovanej funkcii TIG Comfort Stop
(1) Predfuk plynu
(2) Doprúdenie plynu
DownSlope:
Čas DownSlope t
predstavuje 0,5 sekundy a nemôže sa prestaviť.
down
34
Page 35

Doprúdenie plynu:
Doprúdenie plynu je potrebné vykonať ručne.
SK
35
Page 36

Ponuka Setup Zvárací postup
Vstúpte do ponuky Setup.
Zmena parametrov
Pomocou tlačidla zváracieho postupu zvoľte taký postup, pre ktorý sa
1
má zmeniť parameter Setup:
- Zváranie obaľovanou elektródou
- Zváranie obaľovanou elektródou s celulózovou elektródou
- Zváranie TIG
Súčasne stlačte tlačidlo hodnoty nastavenia a tlačidlo zváracieho postu-
2
pu.
- Na ovládacom paneli sa zobrazí skratka prvého parametra ponuky
Setup.
Nastavovacie koliesko otáčajte pre výber požadovaného parametra.
1
Nastavovacie koliesko stlačte pre zobrazenie nastavenej hodnoty para-
2
metra.
Odchod z ponuky
Setup
Parametre
pre zváranie
obaľovanou elektródou
Nastavovacie koliesko otáčajte pre zmenu hodnoty.
3
- Nastavená hodnota je okamžite aktívna.
- Výnimka: Pri obnove výrobného nastavenia je potrebné nastavovacie
koliesko po zmene hodnoty stlačiť pre aktiváciu zmeny.
Nastavovacie koliesko stlačte pre návrat späť do zoznamu parametrov.
4
Stlačením tlačidla hodnoty nastavenia alebo tlačidla zváracieho postupu
1
znovu opustíte ponuku Setup
Parame-
Opis Rozsah Jednot-
ter
Čas štartovacieho prúdu
0,1 – 2,0 Sekundy
ka
36
Pre funkciu SoftStart/HotStart
Výrobné nastavenie: 0,5 sekundy
Page 37

Parameter
Opis Rozsah Jednot-
ka
Anti-Stick
Pri aktivovanej funkcii Anti-Stick sa v prípade skratu (prilepenie elektródy) elektrický oblúk po 1,5 sekundy vypne
Výrobné nastavenie: ON (aktivované)
ON
OFF
SK
Východiskový bod
Na aktiváciu/deaktiváciu východiskového bodu
Výrobné nastavenie: ON (aktivované)
Odtrhovacie napätie (Voltage cut off)
Slúži na stanovenie, pri akej dĺžke elektrického
oblúka je proces zvárania na konci.
Zváracie napätie stúpa s dĺžkou elektrického
oblúka. Po dosiahnutí tu nastaveného napätia sa
elektrický oblúk vypne
Výrobné nastavenie: 45 V
Výrobné nastavenie (FACtory)
Tu je možné obnoviť výrobné nastavenia zariadenia
- Prerušenie obnovy no
- Obnova parametrov pre nastavený zvárací
postup na výrobné nastavenie
- Obnova parametrov pre všetky zváracie postupy na výrobné nastavenie
YES
ALL
ON
OFF
25 – 90 Volty
Na obnovu výrobného nastavenia je potrebné zvolenú hodnotu potvrdiť
stlačením nastavovacieho kolieska!
Ponuka Setup – úroveň 2
Na nastavenie všeobecných parametrov
Podrobnosti nájdete v časti „Ponuka Setup – úroveň 2“
37
Page 38

Parametre
pre zváranie TIG
Parameter
Opis Rozsah Jednot-
ka
Citlivosť Comfort Stop (Comfort Stop Sensitivity)
Výrobné nastavenie pri TransPocket 150: 1,5 V
Výrobné nastavenie TransPocket 180: 1,5 V
Výrobné nastavenie: 35 V (pre 2-taktný režim, 4taktný režim a režim s diaľkovým ovládaním nohou)
Podrobnosti nájdete v časti TIG Comfort Stop na
strane 33
Odtrhovacie napätie (Voltage cut off)
Slúži na stanovenie, pri akej dĺžke elektrického
oblúka je proces zvárania na konci.
Zváracie napätie stúpa s dĺžkou elektrického
oblúka. Po dosiahnutí tu nastaveného napätia sa
elektrický oblúk vypne
Výrobné nastavenie: 35 V (pre 2-taktný režim, 4taktný režim a režim s diaľkovým ovládaním nohou)
OFF
Volty
0,6 – 3,5
10 – 45 Volty
Výrobné nastavenie: 25 V (pre režim Trigger =
oFF)
Výrobné nastavenie (FACtory)
Tu je možné obnoviť výrobné nastavenia zariadenia
- Prerušenie obnovy no
- Obnova parametrov pre nastavený zvárací
postup na výrobné nastavenie
- Obnova parametrov pre všetky zváracie postupy na výrobné nastavenie
Na obnovu výrobného nastavenia je potrebné zvolenú hodnotu potvrdiť
stlačením nastavovacieho kolieska!
Ponuka Setup – úroveň 2
Na nastavenie všeobecných parametrov
Podrobnosti nájdete v časti „Ponuka Setup – úroveň 2“
YES
ALL
38
Page 39

Ponuka Setup – úroveň 2
SK
Parametre v ponuke Setup – úroveň 2
Parameter Opis Rozsah Jednotka
Verzia softvéru
Úplné číslo verzie aktuálneho softvéru je rozdelené na viacero zobrazení displeja a je
možné ho vyvolať otáčaním nastavovacieho
kolieska
Automatické vypnutie (time Shut down)
Ak sa zariadenie po nastavenú dobu nepoužíva alebo neobsluhuje, samočinne sa
prepne do pohotovostného režimu
Stlačením tlačidla na ovládacom paneli sa
pohotovostný režim ukončí – zariadenie je
znovu pripravené na zváranie.
Výrobné nastavenie: OFF (VYP)
Poistka
Na zobrazenie/nastavenie použitej poistky
Výrobné nastavenie:
- pri sieťovom napätí 230 V = 16 A
- pri sieťovom napätí 120 V = 20 A
Ak sa na prúdovom zdroji nastaví poistka, obmedzí prúdový zdroj prúd odberajúci zo siete
– tým sa zabráni okamžitému spusteniu ističa
vedenia.
5 – 60
OFF
230 V:
10/13/16/O
FF (iba
pri TP 180
MV)
120 V:
15/16/20/O
FF (iba
pri TP 180
MV)
Pri
Pri
Minúty
ampéry
TransPocket 150 – vzťah nastavenej poistky k zváraciemu prúdu:
sieťové
napätie
230 V 10 A 110 A 150 A 35 %
13 A 130 A 150 A 35 %
TransPocket 180 – vzťah nastavenej poistky k zváraciemu prúdu:
sieťové
napätie
230 V 10 A 125 A 180 A 40 %
13 A 150 A 200 A 40 %
16 A 180 A 220 A 40 %
OFF (iba
nastavená
poistka
16 A 150 A 150 A 35 %
nastavená
poistka
pri TP 180 M
V)
zvárací prúd
elektródy
zvárací prúd
elektródy
180 A 220 A 40 %
zvárací prúd
TIG
zvárací prúd
TIG
zaťažovateľ
zaťažovateľ
39
Page 40

120 V* 15 A 85 A 130 A 40 %
16 A 95 A 140 A 40 %
20 A (iba pri
TP 180 MV)
OFF (iba
pri TP 180 M
V)
* Pri 120 V elektrickej sieti nie je v závislosti od charakteristiky spustenia použitého ističa vedenia možné dosiahnuť plný zaťažovateľ 40 % (napríklad USA Circuit breaker
type CH Z 15 %).
Parameter Opis Rozsah Jednotka
Čas prevádzky (System on time)
Na zobrazenie času prevádzky (začne sa
počítať hneď, ako sa zariadenie zapne).
Úplný čas prevádzky je rozdelený na viacero
zobrazení displeja a je možné ho vyvolať
otáčaním nastavovacieho kolieska.
Čas zvárania (System Active time)
Na zobrazenie času zvárania (zobrazuje čas,
počas ktorého sa zváralo).
120 A 170 A 40 %
120 A 170 A 40 %
hodiny,
minúty,
sekundy
hodiny,
minúty,
sekundy
Úplný čas zvárania je rozdelený na viacero
zobrazení displeja a je možné ho vyvolať
otáčaním nastavovacieho kolieska.
40
Page 41
Ošetrovanie, údržba a likvidácia
SK
Bezpečnosť
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba technicky
▶
vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
▶
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k tomu-
▶
to zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
NEBEZPEČENSTVO!
Nebezpečenstvo zásahu elektrickým prúdom.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Pred začiatkom prác vypnite všetky používané zariadenia a komponenty a odpojte
▶
ich od elektrickej siete.
Všetky používané zariadenia a komponenty zaistite proti opätovnému zapnutiu.
▶
Po otvorení zariadenia pomocou vhodného meracieho prístroja sa uistite, že elek-
▶
tricky nabité konštrukčné diely (napr. kondenzátory) sú vybité.
NEBEZPEČENSTVO!
Nebezpečenstvo krátkeho spojenia ochranného vodiča.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Skrutky skrine predstavujú vhodné miesto pripojenia ochranného vodiča na uzem-
▶
nenie tejto skrine.
Tieto skrutky krytu sa v žiadnom prípade nesmú vymeniť za iné skrutky bez
▶
spoľahlivého pripojenia ochranného vodiča.
Všeobecne Zariadenie za normálnych prevádzkových podmienok vyžaduje iba minimálne ošetrenie
a údržbu. Dodržiavanie niektorých bodov je však nevyhnutné, aby sa zváracie zariadenie
udržalo pripravené na prevádzku počas dlhých rokov.
Údržba
pri každom uvedení do prevádzky
- Zaistite,aby sieťový konektor a sieťový kábel, ako aj zvárací horák/držiak elektródy
neboli poškodené. Poškodené komponenty vymeňte.
- Uistite sa, že zvárací horák/držiak elektródy a uzemňovací kábel sú riadne pripojené
k prúdovému zdroju a priskrutkované/zaistené tak, ako je to popísané v tomto dokumente.
- Zaistite, aby bolo vytvorené riadne uzemňovacie spojenie k zvarencu.
- Zaistite, aby sa okolo prístroja zachovala vzdialenosť 0,5 m (1 ft 8 in), aby ním mohol bez zábran smerom k zariadeniu prúdiť a unikať chladiaci vzduch. V žiadnom
prípade nesmú byť zakryté otvory pre vstup a výstup vzduchu, a to ani čiastočne.
41
Page 42

Údržba každé
2 mesiace
Čistenie vzduchového filtra:
1
Likvidácia Likvidáciu vykonať iba podľa platných národných a regionálnych ustanovení.
42
Page 43

Odstránenie poruchy
SK
Bezpečnosť
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba technicky
▶
vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
▶
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k tomu-
▶
to zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
NEBEZPEČENSTVO!
Nebezpečenstvo zásahu elektrickým prúdom.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Pred začiatkom prác vypnite všetky používané zariadenia a komponenty a odpojte
▶
ich od elektrickej siete.
Všetky používané zariadenia a komponenty zaistite proti opätovnému zapnutiu.
▶
Po otvorení zariadenia pomocou vhodného meracieho prístroja sa uistite, že elek-
▶
tricky nabité konštrukčné diely (napr. kondenzátory) sú vybité.
NEBEZPEČENSTVO!
Nebezpečenstvo krátkeho spojenia ochranného vodiča.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Skrutky skrine predstavujú vhodné miesto pripojenia ochranného vodiča na uzem-
▶
nenie tejto skrine.
Tieto skrutky krytu sa v žiadnom prípade nesmú vymeniť za iné skrutky bez
▶
spoľahlivého pripojenia ochranného vodiča.
Zobrazené poruchy
Servisné hlásenia Ak sa na displeji zobrazí E a dvojmiestne číslo chyby (napr. E02) a svieti zobrazenie po-
Indikácia prehriatia
Na displeji sa zobrazí „hot“, zobrazenie teploty svieti
Príčina:
Riešenie:
ruchy, ide o interný servisný kód prúdového zdroja.
Prevádzková teplota je príliš vysoká.
Zariadenie nechajte vychladnúť (zariadenie nevypínajte – ventilátor ochla-
dzuje zariadenie).
Príklad:
Môžu byť prítomné aj viaceré čísla chýb. Tieto sa zobrazia pri otočení nastavovacieho
kolieska.
43
Page 44

Poznačte si zobrazené čísla chýb spolu s výrobným číslom a konfiguráciou prúdového
zdroja a servisnú službu upovedomte s detailným popisom chyby.
E01 – E03 / E11 / E15 / E21 / E33 – E35 / E37 – E40 / E42 – E44 / E46 – E52
Príčina:
Odstráne-
nie:
E04
Príčina:
Odstránenie:
E05 / E06 / E12
Príčina:
Odstráne-
nie:
E10
Príčina:
Odstráne-
nie:
Chyba výkonového dielu.
Upovedomte servisnú službu.
Napätie chodu naprázdno sa nedosiahne:
Elektróda dosadá na zvarenec / chyba hardvéru.
Držiak elektródy odstráňte od zvarenca. Ak sa aj naďalej zobrazuje servisný kód, upovedomte servisnú službu.
Štart systému zlyhal.
Zariadenie vypnite a zapnite. Pri viacnásobnom výskyte upovedomte ser-
visnú službu.
Prepätie na prúdovej zásuvke (> 113 VDC).
Upovedomte servisnú službu.
E16 / E17
Príčina:
Odstráne-
nie:
UPOZORNENIE!
Pri štandardných variantoch zariadenia nemá potvrdenie servisného hlásenia žiaden vplyv na rozsah funkcií prúdového zdroja.
Pri všetkých ostatných variantoch zariadenia (TIG...) prúdový zdroj po potvrdení disponuje iba obmedzeným rozsahom funkcií – pre vytvorenie opätovného rozsahu funkcií
upovedomte servisnú službu.
E19
Príčina:
Odstráne-
nie:
E20
Príčina:
Odstráne-
nie:
Chyba pamäte.
Upovedomte servisnú službu/stlačte nastavovacie koliesko pre potvrdenie
servisného hlásenia.
Prekročenie alebo podídenie teploty.
Zariadenie prevádzkujte iba pri povolených teplotách okolia. Pre bližšie in-
formácie k okolitým podmienkam pozri „Okolité podmienky“ v odseku „Bezpečnostné predpisy“.
Používanie zariadenia v rozpore s určením.
Zariadenie používajte iba v súlade s určením.
44
E22
Príčina:
Odstráne-
nie:
Nastavený zvárací prúd je príliš vysoký.
Zaistite, aby sa prúdový zdroj prevádzkoval so správnym sieťovým
napätím; zaistite, aby bola nastavená správna poistka; nastavte nižší
zvárací prúd.
Page 45

E37
Príčina:
Odstráne-
nie:
E36, E41, E45
Príčina:
Odstráne-
nie:
E65 – E75
Príčina:
Riešenie:
Príliš vysoké sieťové napätie.
Ihneď vytiahnite sieťový konektor; zaistite, aby sa prúdový zdroj prevádzko-
val so správnym sieťovým napätím.
Sieťové napätie mimo tolerancie alebo sieť je príliš málo zaťažiteľná.
Zaistite, aby sa prúdový zdroj prevádzkoval so správnym sieťovým
napätím; zaistite, aby bola nastavená správna poistka.
Chyba komunikácie s displejom
Zariadenie vypnite a zapnite./Pri viacnásobnom výskyte upovedomte ser-
visnú službu.
SK
Žiadna funkcia
Zariadenie sa nedá zapnúť
Príčina:
Odstráne-
nie:
Žiaden zvárací prúd
Prúdový zdroj je zapnutý, zobrazenie pre zvolený zvárací postup svieti
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Chyba sieťového spínača.
Upovedomte servisnú službu.
Prerušené spojenia zváracieho kábla.
Spojenia zváracieho kábla vytvorte v súlade s predpismi.
Zlé alebo žiadne uzemnenie.
Vytvorte spojenie k zvarencu.
Prerušený prúdový kábel vo zváracom horáku alebo držiaku elektródy.
Zvárací horák alebo držiak elektródy vymeňte.
45
Page 46
Žiaden zvárací prúd
Zariadenie je zapnuté, zobrazenie pre zvolený zvárací postup svieti, zobrazenie nadmernej teploty svieti
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Doba zapnutia bola prekročená – preťaženie zariadenia – ventilátor beží.
Dodržiavajte dobu zapnutia.
Tepelná bezpečnostná automatika vypla zariadenie.
Vyčkajte fázu ochladenia (zariadenie nevypínajte – ventilátor chladí zariade-
nie); prúdový zdroj sa po krátkej dobe samočinne znovu zapne.
Chybný ventilátor v prúdovom zdroji.
Upovedomte servisnú službu.
Nedostatočný prívod chladiaceho vzduchu.
Zabezpečte dostatočný prívod vzduchu.
Znečistený vzduchový filter.
Vyčistite vzduchový filter.
Chyba výkonového dielu.
Zariadenie vypnite a následne znovu zapnite.
Ak sa chyba vyskytuje častejšie, upovedomte servisnú službu.
Nedostatočná
funkcia
Zlé vlastnosti zapaľovania pri zváraní obaľovanou elektródou
Príčina:
Odstráne-
nie:
Príčina:
Odstránenie:
Príčina:
Odstránenie:
Elektrický oblúk sa počas procesu zvárania niekedy odtrhne.
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Bol zvolený nesprávny zvárací postup.
Vyberte zvárací postup „Zváranie obaľovanou elektródou“ alebo „Zváranie
obaľovanou elektródou s celulózovou elektródou“.
Príliš nízky štartovací prúd; elektróda zostáva pri procese zapaľovania prilepená.
Štartovací prúd zvýšte pomocou funkcie horúci štart.
Príliš vysoký štartovací prúd; elektróda sa pri procese zapaľovania rýchlo
opáli alebo veľmi odstrekuje.
Štartovací prúd znížte pomocou funkcie Softstart.
Napätie odtrhnutia (Uco) je nastavené príliš nízko.
V ponuke Setup zvýšte napätie odtrhnutia (Uco).
Príliš vysoké napätie horenia elektródy (napr. drážková elektróda).
Podľa možnosti použite alternatívnu elektródu alebo zváracie zariadenie
s vyšším zváracím výkonom.
46
Obaľovaná elektróda má sklon k lepeniu.
Príčina:
Odstránenie:
Parameter dynamiky (zváranie obaľovanou elektródou) je nastavený na
príliš nízku hodnotu.
Parameter dynamiky nastavte na vyššiu hodnotu.
Page 47
Zlá zváracia vlastnosť
(intenzívna tvorba rozstrekov)
SK
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Volfrámová elektróda sa odtavuje.
Prímesi volfrámu v základnom materiáli počas fázy zapaľovania.
Príčina:
Odstráne-
nie:
Príčina:
Odstráne-
nie:
Nesprávne pólovanie elektródy.
Prepólujte elektródu (rešpektujte pokyny výrobcu).
Zlé uzemňovacie spojenie.
Svorku kostry pripevnite priamo na zvarenec.
Nepriaznivé nastavenie Setup pre vybraný zvárací postup.
V ponuke Setup optimalizujte nastavenie vybraného zváracieho postupu.
Nesprávne pólovanie volfrámovej elektródy.
Zvárací horák TIG pripojte k prúdovej zásuvke (-).
Nesprávny ochranný plyn, žiadny ochranný plyn.
Používajte inertný ochranný plyn (argón).
47
Page 48

Údaje o priemernej spotrebe pri zváraní
Priemerná spotreba drôtových
elektród pri
zváraní MIG/MAG
Priemerná spotreba ochranného
plynu pri zváraní
MIG/MAG
Priemerná spotreba drôtových elektród pri rýchlosti podávania drôtu 5 m/min
Priemer drôt.
elektródy
1,0 mm
Drôtová elektróda z ocele 1,8 kg/h 2,7 kg/h 4,7 kg/h
Drôtová elektróda z hliníka 0,6 kg/h 0,9 kg/h 1,6 kg/h
Drôtová elektróda z CrNi 1,9 kg/h 2,8 kg/h 4,8 kg/h
Priemerná spotreba drôtových elektród pri rýchlosti podávania drôtu 10 m/min
Priemer drôt.
elektródy
1,0 mm
Drôtová elektróda z ocele 3,7 kg/h 5,3 kg/h 9,5 kg/h
Drôtová elektróda z hliníka 1,3 kg/h 1,8 kg/h 3,2 kg/h
Drôtová elektróda z CrNi 3,8 kg/h 5,4 kg/h 9,6 kg/h
Priemer drôtovej
elektródy
Priemerná spotreba
1,0 mm 1,2 mm 1,6 mm 2,0 mm 2 x 1,2 mm (TWIN)
10 l/min 12 l/min 16 l/min 20 l/min 24 l/min
Priemer drôt.
elektródy
1,2 mm
Priemer drôt.
elektródy
1,2 mm
Priemer drôt.
elektródy
1,6 mm
Priemer drôt.
elektródy
1,6 mm
Priemerná spotreba ochranného
plynu pri zváraní
TIG
Veľkosť plynovej
hubice
Priemerná spotreba
4 5 6 7 8 10
6 l/min 8 l/min 10 l/min 12 l/min 12 l/min 15 l/min
48
Page 49

Technické údaje
10 Min.6 Min.
150 A
0 Min.
0 A
4 Min.6 Min.
60 %
SK
Vysvetlenie pojmu doba zapnutia
Doba zapnutia (DZ) je časový interval 10-minútového cyklu, počas ktorého sa môže
prístroj prevádzkovať s uvedeným výkonom bez toho, aby sa prehrial.
UPOZORNENIE!
Hodnoty DZ uvedené na výkonovom štítku sa vzťahujú na teplotu okolia 40 °C.
Ak je teplota okolia vyššia, je potrebné príslušne znížiť DZ alebo výkon.
Príklad: zváranie so 150 A pri 60 % DZ
- fáza zvárania = 60 % z 10 min = 6 min
- fáza ochladenia = zvyšný čas = 4 min
- Po fáze ochladenia začne cyklus odznovu.
TransPocket 150
Ak by mal prístroj zostať v prevádzke bez prerušení:
V technických údajoch vyhľadajte 100% hodnotu DZ, ktorá platí pre existujúcu teplo-
1
tu okolia.
Podľa tejto hodnoty znížte výkon alebo intenzitu prúdu, takže prístroj môže zostať v
2
prevádzke bez fázy ochladenia.
Sieťové napätie (U1) 1 x 230 V
Max. efektívny primárny prúd (I
Max. primárny prúd (I
Max. zdanlivý výkon (S
) 24 A
1max
1max
) 15 A
1ef.
) 5,52 kVA
Sieťové istenie 16 A pomalé
Tolerancia sieťového napätia -20 %/+15 %
Sieťová frekvencia 50/60 Hz
Cos φ 0,99
Max. povolená impedancia siete Z
max
na PCC
1)
32 mOhm
49
Page 50

Odporúčaný ochranný spínač chybného prúdu Typ B
Rozsah zváracieho prúdu (I2), tyčová elektróda 10 – 150 A
Rozsah zváracieho prúdu (I2), TIG 10 – 150 A
Zvárací prúd pri zváraní obaľovanou elektródou 10
min/40 °C (104 °F)
Zvárací prúd pri zváraní TIG 10 min/40 °C (104 °F) 35 %
35 %
150 A
60 %
110 A
60 %
150 A
110 A
100 %
90 A
100 %
90 A
Rozsah výstupného napätia podľa normovanej charak-
20,4 – 26,0 V
teristiky (U2), tyčová elektróda
Rozsah výstupného napätia podľa normovanej charak-
10,4 – 16,0 V
teristiky (U2), TIG
Napätie chodu naprázdno (U0 peak) 96 V
Stupeň krytia IP 23
Typ chladenia AF
Kategória prepätia III
Stupeň znečistenia podľa normy IEC60664 3
Trieda zariadení EMK A
Označenie bezpečnosti S, CE
TransPocket 180
Rozmery dĺžka x šírka x výška 365 x 130 x 285 mm
14.4 x 5.1 x 11.2 in
Hmotnosť 6,3 kg
13.9 lb
Spotreba energie v stave nečinnosti
15 W
pri 230 V
Energetická účinnosť prúdového zdroja pri
87 %
150 A/26 V
1) Rozhranie k verejnej elektrickej sieti s 230/400 V a 50 Hz
Sieťové napätie (U1) 1 x 230 V
Max. efektívny primárny prúd (I
Max. primárny prúd (I
Max. zdanlivý výkon (S
) 25 A
1max
1max
) 16 A
1ef.
) 5,75 kVA
Sieťové istenie 16 A pomalé
50
Tolerancia sieťového napätia -20 %/+15 %
Sieťová frekvencia 50/60 Hz
Page 51

Cos φ 0,99
Max. povolená impedancia siete Z
max
na PCC
1)
285 mOhm
Odporúčaný ochranný spínač chybného prúdu Typ B
Rozsah zváracieho prúdu (I2), tyčová elektróda 10 – 180 A
Rozsah zváracieho prúdu (I2), TIG 10 – 220 A
SK
Zvárací prúd pri zváraní obaľovanou elektródou 10
min/40 °C (104 °F)
Zvárací prúd pri zváraní TIG 10 min/40 °C (104 °F) 40 %
40 %
180 A
60 %
150 A
60 %
220 A
150 A
100 %
120 A
100 %
120 A
Rozsah výstupného napätia podľa normovanej charak-
20,4 – 27,2 V
teristiky (U2), tyčová elektróda
Rozsah výstupného napätia podľa normovanej charak-
10,4 – 18,8 V
teristiky (U2), TIG
Napätie chodu naprázdno (U0 peak) 101 V
Stupeň krytia IP 23
Typ chladenia AF
Kategória prepätia III
Stupeň znečistenia podľa normy IEC60664 3
Trieda zariadení EMK A
Označenie bezpečnosti S, CE
TransPocket 180
MV
Rozmery dĺžka x šírka x výška 435 x 160 x 310 mm
17.1 x 6.3 x 12.2 in
Hmotnosť 8,7 kg
19.3 lb
Spotreba energie v stave nečinnosti
15 W
pri 230 V
Energetická účinnosť prúdového zdroja pri
88 %
180 A/27,2 V
1) Rozhranie k verejnej elektrickej sieti s 230/400 V a 50 Hz
Sieťové napätie (U1) 1 x 230 V
Max. efektívny primárny prúd (I
Max. primárny prúd (I
Max. zdanlivý výkon (S
) 25 A
1max
1max
) 16 A
1ef.
) 5,75 kVA
Sieťové istenie 16 A pomalé
51
Page 52

Sieťové napätie (U1) 1 x 120 V
Max. efektívny primárny prúd (I
Max. primárny prúd (I
Max. zdanlivý výkon (S
) 28 A
1max
1max
) 20 A
1ef.
) 3,48 kVA
Sieťové istenie 20 A pomalé
Sieťové napätie (U1) 1 x 120 V
Max. efektívny primárny prúd (I
Max. primárny prúd (I
Max. zdanlivý výkon (S
) 19 A
1max
1max
) 15 A
1ef.
) 2,28 kVA
Sieťové istenie 15 A pomalé
Tolerancia sieťového napätia -20 %/+15 %
Sieťová frekvencia 50/60 Hz
Cos φ 0,99
Max. povolená impedancia siete Z
max
na PCC
1)
285 mOhm
Odporúčaný ochranný spínač chybného prúdu Typ B
Rozsah zváracieho prúdu (I2), U1 = 230 V,
10 – 180 A
tyčová elektróda
Rozsah zváracieho prúdu (I2), U1 = 230 V,
10 – 220 A
TIG
Rozsah zváracieho prúdu (I2), U1 = 120 V,
10 – 120 A
poistka = 20 A, tyčová elektróda
Rozsah zváracieho prúdu (I2), U1 = 120 V,
10 – 170 A
poistka = 20 A, TIG
Rozsah zváracieho prúdu (I2), U1 = 120 V,
10 – 85 A
poistka = 15 A, tyčová elektróda
Rozsah zváracieho prúdu (I2), U1 = 120 V,
10 – 140 A
poistka = 15 A, TIG
Zvárací prúd pri zváraní obaľovanou elektródou,
10 min/40 °C (104 °F),
40 %
180 A
60 %
150 A
(U1 = 230 V, poistka = 16 A)
100 %
120 A
52
Zvárací prúd pri zváraní TIG,
10 min/40 °C (104 °F),
40 %
220 A
60 %
160 A
(U1 = 230 V, poistka = 16 A)
100 %
130 A
Page 53

Zvárací prúd pri zváraní obaľovanou elektródou,
10 min/40 °C (104 °F),
(U1 = 120 V, poistka = 20 A)
40 %
120 A
60 %
100 A
100 %
90 A
SK
Zvárací prúd pri zváraní TIG,
10 min/40 °C (104 °F),
(U1 = 120 V, poistka = 20 A)
Zvárací prúd pri zváraní obaľovanou elektródou,
10 min/40 °C (104 °F),
(U1 = 120 V, poistka = 15 A)
Zvárací prúd pri zváraní TIG,
10 min/40 °C (104 °F),
(U1 = 120 V, poistka = 15 A)
Rozsah výstupného napätia podľa normovanej charakteristiky (U2),
tyčová elektróda
Rozsah výstupného napätia podľa normovanej charak-
teristiky (U2),
TIG
Napätie chodu naprázdno (U0 peak) 101 V
40 %
170 A
40 %
85 A
40 %
140 A
60 %
130 A
60 %
70 A
60 %
110 A
20,4 – 27,2 V
10,4 – 18,8 V
100 %
100 A
100 %
65 A
100 %
100 A
Stupeň krytia IP 23
Typ chladenia AF
Kategória prepätia III
Stupeň znečistenia podľa normy IEC60664 3
Trieda zariadení EMK A
Označenie bezpečnosti S, CE
Rozmery dĺžka x šírka x výška 435 x 160 x 310 mm
17.1 x 6.3 x 12.2 in
Hmotnosť bez sieťového kábla 8,3 kg
18.4 lb
Hmotnosť so sieťovým káblom 8,9 kg
19.6 lb
Spotreba energie v stave nečinnosti
pri 230 V
Energetická účinnosť prúdového zdroja pri
180 A/27,2 V
1) Rozhranie k verejnej elektrickej sieti s 230/400 V a 50 Hz
15 W
88 %
53
Page 54

Prehľad kritických surovín,
rok výroby zariadenia
Prehľad kritických surovín:
Prehľad kritických surovín obsiahnutých v tomto zariadení nájdete na nasledujúcej webovej adrese:
www.fronius.com/en/about-fronius/sustainability.
Výpočet roku výroby zariadenia:
- každé zariadenie má priradené sériové číslo
- toto sériové číslo pozostáva z 8 číslic – napríklad 28020099
- prvé dve číslice udávajú číslo, z ktorého sa dá vypočítať rok výroby zariadenia
- Toto číslo mínus 11 udáva rok výroby
- Napríklad: sériové číslo = 28020065, výpočet roku výroby = 28 -11 = 17, rok
výroby = 2017
54
Page 55

SK
55
Page 56

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...