


Operating
Instructions
Sistema de soldadura TPS/i Robotics
TWIN Push
TWIN Push/Pull
TWIN CMT
ES-MX
Manual de instrucciones
42,0426,0277,EM 014-21022023


Contenido
Normas de seguridad 8
Explicación de instrucciones de seguridad 8
General 8
Uso adecuado 9
Condiciones ambientales 9
Obligaciones del operador 9
Obligaciones del personal 10
Acoplamiento a la red 10
Protéjase a usted mismo y a los demás 10
Peligro originado por gases y vapores tóxicos 11
Peligro por chispas 12
Peligro originado por corriente de red y corriente de soldadura 12
Corrientes de soldadura erráticas 13
Clasificaciones de dispositivos de CEM 14
Medidas de compatibilidad electromagnética 14
Medidas contra campos electromagnéticos 15
Áreas de peligro particulares 15
Requerimientos para el gas protector 16
Peligro por los cilindros de gas protector 16
Peligro por fuga de gas protector 17
Medidas de seguridad en el lugar de instalación y durante el transporte 17
Medidas de seguridad en operación normal 18
Puesta en servicio, mantenimiento y reparación 19
Inspección de seguridad 19
Desecho 19
Certificación de seguridad 19
Protección de datos 20
Derechos reservados 20
ES-MX
Información general 21
General 23
Áreas de aplicación 23
Requisitos 24
Equipo mínimo TWIN Push 24
Equipo mínimo TWIN Push/Pull 25
Equipo mínimo TWIN CMT 26
Requerimientos mecánicos 27
Requisitos eléctricos 27
Requisitos de software 27
Dimensiones del robot 27
Medidas para incrementar la disponibilidad del sistema 27
Borna de conexión de puesta a tierra 28
Observación sobre el alimentador de alambre 29
Principio funcional 30
Principio de operación 30
Fuente de corriente master y fuente de corriente slave 30
Configuraciones del sistema 31
Visión general del sistema TWIN Push 31
Visión general del sistema TWIN Push/Pull, CMT 32
Más opciones de configuración 34
Componentes del sistema 35
WF 30i R /TWIN 37
Concepto del sistema 37
Uso previsto 37
Avisos de advertencia en el equipo 38
Descripción de las advertencias en el equipo 40
Paquete de mangueras de interconexión 42
3

El juego de cables de interconexión 42
Juego de cables de la antorcha 43
General 43
Alcance del suministro 43
Anticolisión 44
General 44
Nota sobre la operación correcta de los anticolisión 44
Nota sobre la reparación de anticolisiones 45
También se requiere para la instalación 45
Alcance del suministro 45
Alcance del suministro del sistema de brida (TWIN Push) 46
Disco índice de alcance del suministro (TWIN Push) 46
Alcance del suministro del soporte de la unidad de dirección (TWIN Push/Pull, CMT) 47
Antorcha de robot 48
Antorcha de robot 48
Cuello antorcha MIG/MAG 2x500i R - ángulo de inclinación de la punta de contacto 49
Adaptador individual TWIN-MTB 51
Adaptador individual TWIN-MTB 51
Aspectos de tecnología de soldadura 53
Aspectos de tecnología de soldadura 55
Gases protectores para procesos de soldadura TWIN 55
Realizar la comparación de D/I 55
Ángulo de inclinación de la antorcha de soldadura 56
Stickout 56
Recomendaciones de aplicación para los ángulos de inclinación de las puntas de contacto 57
Secuencia de inicio de soldadura para CMT TWIN 58
Modo de operación TWIN 58
Características de TWIN 59
General 59
Características de TWIN disponibles 60
SlagHammer 66
Procesos de soldadura TWIN 67
Procesos de soldadura TWIN - visión general 67
Símbolos 67
Pulse Multi Control TWIN/Pulse Multi Control TWIN 68
PCS TWIN/PCS TWIN 69
Pulse Multi Control TWIN / CMT TWIN 70
CMT TWIN / CMT TWIN 70
Un cable (con una antorcha de soldadura TWIN):Pulse Multi Control/Pulso/LSC/
Estándar/CMT
Parámetros del proceso TWIN 74
Parámetros de soldadura del proceso de TWIN 74
Retraso de ignición de slave 74
Relación de sincronización del pulso 75
Desfase de máster/slave 76
TWIN SynchroPulse 77
Soldadura SynchroPulse 77
TWIN SynchroPulse 77
Valores de orientación de parámetros de soldadura TWIN Push 78
Valores de orientación para cordones de garganta, posición de soldadura PA 78
Valores de orientación para cordones de garganta, posición de soldadura PB 80
Valores de orientación de parámetros de soldadura TWIN Push/Pull 82
Valores de orientación para cordones de garganta, posición de soldadura PB 82
Valores de orientación para juntas de solapamiento, posición de soldadura PB 83
Valores de orientación de parámetros de soldadura TWIN CMT 84
Valores de orientación para cordones de garganta, posición de soldadura PB 84
Valores de orientación para juntas de solapamiento, posición de soldadura PB 85
71
Elementos de manejo, conexiones y componentes mecánicos 87
WF 30i R /TWIN 89
4

Certificación de seguridad 89
Frente del alimentador de alambre 89
Lado del alimentador de alambre 90
Función de los botones test de gas, retorno de alambre y enhebrado de alambre 91
Alimentador de alambre trasero 93
MHP 2x450i RD/W/Fronius System Connector incl. WF 60i TWIN Drive /W 94
Certificación de seguridad 94
MHP 2x450i RD/W/Fronius System Connector incl. WF 60i TWIN Drive /W - componentes mecánicos
MHP 2x450i Robacta Drive/W/Fronius System Connector incl. alimentador de alambre
60i TWIN Drive /W - panel de control
Paquete de mangueras de interconexión 97
Juego de cables de interconexión – Conexiones 97
Adaptador individual TWIN-MTB 98
Adaptador individual TWIN-MTB – conectores 98
Instalación de los componentes del sistema - TWIN Push 99
Seguridad – Instalación y puesta en servicio 101
Seguridad 101
Guía aislada del electrodo de soldadura hacia el alimentador de alambre 102
Antes de la instalación y la puesta en servicio 103
Condiciones de emplazamiento 103
Instalación – visión general 103
Instalación con alimentador de alambre TWIN y accesorios en el robot 106
Instalar el alimentador de alambre en el robot 106
Instalación de los sujetadores laterales para el juego de cables de interconexión en el robot
Colocar, instalar y conectar los juegos de cables de interconexión 108
Conexión de los juegos de cables de interconexión en el alimentador de alambre 108
Conecte los juegos de cables de interconexión en el transformador de soldadura, la unidad de enfriamiento y el controlador TWIN
Instalar el anticolisión, el juego de cables de la antorcha y la antorcha de soldadura TWIN 110
Montar el anticolisión /i en el robot 110
Instalación del el anticolisión /i Dummy en el robot 111
Instalación del liner interior en el juego de cables de la antorcha 112
Instalación del juego de cables de la antorcha 113
Montaje del cuello de antorcha en el juego de cables de la antorcha TWIN 116
Instalar el acoplamiento del cuello antorcha 116
Verificar el funcionamiento del acoplamiento del cuello de antorcha 117
94
95
107
109
ES-MX
Instalación de los componentes del sistema - TWIN Push/Pull, CMT 121
Seguridad – Instalación y puesta en servicio 123
Seguridad 123
Guía aislada del electrodo de soldadura hacia el alimentador de alambre 124
Antes de la instalación y la puesta en servicio 125
Condiciones de emplazamiento 125
Instalación - Visión general del TWIN Push/Pull, CMT 126
Montar el soporte del equilibrador en la pieza en Y 129
Montar el soporte del equilibrador en la pieza en Y 129
Montar la pieza en Y de soporte en el robot 130
Montar la pieza en Y de soporte en el robot 130
Instalar el sujetador lateral en el robot 131
Instalar el sujetador lateral en el robot 131
Instalar los buffer en el robot 132
TWIN-CMT - Instalar los buffer en el robot 132
Instalar el anticolisión, el juego de cables de la antorcha y la antorcha de soldadura TWIN 134
Montar el anticolisión /d TWIN en el robot 134
Instalación del anticolisión TWIN Drive /i Dummy en el robot 135
Instalar el juego de cables de la antorcha con unidad de dirección TWIN 136
Conexión del juego de cables de la antorcha en el alimentador de alambre 139
Instalación de anillos de protección contra dobladuras 139
5

Montaje del cuello de antorcha en la unidad de dirección TWIN 141
Instalación de las mangueras de transporte de hilo y los forros interiores 142
Insertar el forro interior en el juego de cables de la antorcha 142
Preparación de la unidad de dirección TWIN para su operación 143
General 143
Visión general de los tornillos básicos 143
Inserción/cambio de los rodillos de avance en la unidad de dirección TWIN 144
Conexión de las mangueras de transporte de hilo 145
Instalación y preparación de otros componentes del sistema, puesta en servicio 147
Instalación de la antorcha de robot TIG 149
Inserción del liner de acero en el cuello de antorcha 149
Inserción del liner de plástico en el cuello de antorcha 150
Instalar los consumibles en la antorcha de soldadura TWIN 152
Inserte el liner en el adaptador individual TWIN-cuello antorcha MIG/MAG 152
Preparar el alimentador de alambre TWIN para su operación 154
Inserción/cambio de los rodillos de avance 154
Conectar las mangueras de transporte de hilo 155
Enderezador de alambre 155
Colocar, instalar y conectar los juegos de cables de interconexión 156
Conexión de los juegos de cables de interconexión en los alimentadores de alambre de robot
Conecte los juegos de cables de interconexión en el transformador de soldadura, la unidad de enfriamiento y el controlador TWIN
Conectar el controlador TWIN 158
Conecte el controlador TWIN en las fuentes de corriente y conecte el juego de cables de
interconexión
Conectar el controlador TWIN a los controles de robot 158
Conectar el gas protector y el cable de masa 159
Conectar el gas protector 159
Conectar el cable de masa 159
Puesta en servicio 160
Enhebrar el electrodo de soldadura 160
Configurar la presión de contacto 161
Enhebrar el electrodo de soldadura 161
Ajuste de la presión de contacto en la unidad de accionamiento TWIN 162
Requerimientos 162
Puesta en servicio - Inicio de la soldadura 162
156
157
158
Resolución de problemas, mantenimiento y desecho 163
Solución de problemas 165
Certificación de seguridad 165
Solución de problemas 165
Códigos de error mostrados 168
Cuidado, mantenimiento y desecho 170
General 170
Certificación de seguridad 170
En cada puesta en servicio 171
Mensualmente 171
Cada 6 meses 171
Desecho 171
Datos técnicos 173
Alimentador de alambre TWIN 175
WF 30i R /TWIN 175
Antorcha de robot 176
Cuello antorcha MIG/MAG 900i R 176
Cuello antorcha MIG/MAG 2x500i R 176
Cuello antorcha MIG/MAG 2x500i R - dimensiones en función del ángulo de inclinación
de la punta de contacto
Antorchas de robot enfriadas con agua 178
176
6

Juego de cables de la antorcha 179
MHP 2x500i R/W/Fronius System Connector 179
MHP 2x450i RD/W/Fronius System Connector incl. WF 60i TWIN Drive /W 179
Juego de cables de interconexión 181
HP 70i 181
HP 70i, HP PC Cable HD 70 181
HP 95i 181
HP 120i 181
Anticolisión /i XXL 182
Anticolisión /i XXL - datos técnicos, torsiones de activación y diagrama de peso-distancia 182
CrashBox /d TWIN 185
Anticolisión /d TWIN - datos técnicos, torsiones de activación y diagrama de peso-distancia
185
ES-MX
7

Normas de seguridad
Explicación de
instrucciones de
seguridad
¡ADVERTENCIA!
Indica peligro inmediato.
Si no se evita, resultará en la muerte o lesiones graves.
▶
¡PELIGRO!
Indica una situación potencialmente peligrosa.
Si no se evita, puede resultar en la muerte o lesiones graves.
▶
¡PRECAUCIÓN!
Indica una situación en donde puede ocurrir la muerte o lesiones.
Si no se evita, puede resultar en una lesión menor y/o daños a la propiedad.
▶
¡OBSERVACIÓN!
Indica riesgo de resultados erróneos y posibles daños al equipo.
General El dispositivo es fabricado usando tecnología de vanguardia y de acuerdo con
estándares de seguridad reconocidos. Sin embargo, si se usa incorrecta o indebida mente, puede causar:
lesiones o la muerte del operador o de un tercero,
-
daño al dispositivo y otros activos materiales que pertenezcan a la compañía
-
operadora,
operación ineficiente del dispositivo.
-
Todas las personas involucradas en la puesta en servicio, operación, mantenimiento y servicio del dispositivo deben:
estar debidamente calificadas,
-
tener suficientes conocimientos sobre soldadura y
-
leer y seguir este manual de instrucciones de operación cuidadosamente.
-
El manual de instrucciones siempre debe estar a la mano en donde sea que se
use el dispositivo. Además del manual de instrucciones, se debe poner atención a
cualquier norma generalmente aplicable y local con relación a la prevención de la
protección ambiental.
Todos los avisos de seguridad y peligro en el dispositivo
deben tener un estado legible,
-
no deben estar dañados,
-
no deben ser removidos,
-
no deben ser cubiertos, ni se les debe pegar o pintar nada sobre ellos.
-
Para la ubicación de los avisos de seguridad y peligro en el dispositivo, consulte la
sección titulada "General" en el manual de instrucciones del dispositivo.
Antes de poner en servicio el dispositivo, verifique que no haya fallas que puedan
comprometer la seguridad.
¡Esto es por su seguridad personal!
8

Uso adecuado El dispositivo debe ser usado exclusivamente para el propósito para el que fue di-
señado.
El dispositivo está diseñado exclusivamente para el proceso de soldadura especificado en la placa de características.
Cualquier uso distinto a este propósito es considerado como inadecuado. El fabricante no será responsable por ningún daño que surja de dicho uso.
Los usos adecuados incluyen:
leer cuidadosamente y seguir todas las instrucciones dadas en el manual de
-
instrucciones
estudiar y seguir todos los avisos de seguridad y peligro cuidadosamente
-
realizar todas las inspecciones y trabajos de mantenimiento estipulados.
-
Nunca use el dispositivo para los siguientes propósitos:
Descongelar tuberías
-
Cargar baterías
-
Arrancar motores
-
El dispositivo está diseñado para usarse en la industria y el taller. El fabricante no
acepta ninguna responsabilidad por ningún daño causado por el uso en un ambiente doméstico.
De la misma manera, el fabricante no acepta ninguna responsabilidad por resultados inadecuados o incorrectos.
ES-MX
Condiciones ambientales
Obligaciones del
operador
La operación o el almacenamiento del dispositivo fuera del área estipulada se
considerarán como inadecuados para el propósito para el que está diseñado. El
fabricante no será responsable por ningún daño que surja de dicho uso.
Rango de temperatura ambiente:
durante la operación: -10 °C a + 40 °C (14 °F a 104 °F)
-
durante el transporte y almacenamiento: -20 °C a +55 °C (-4 °F a 131 °F)
-
Humedad relativa:
hasta 50 % a 40 °C (104 °F)
-
hasta 90 % a 20 °C (68 °F)
-
El aire del ambiente debe estar libre de polvo, ácidos, gases corrosivos o sustancias, etc.
Se puede usar en altitudes de hasta 2000 m (6561 ft. 8.16 in.)
El operador únicamente debe permitir que el dispositivo sea manejado por personas que:
estén familiarizadas con las instrucciones fundamentales con relación a la
-
seguridad en el trabajo y la prevención de accidentes y que hayan sido instruidas sobre cómo usar el dispositivo
hayan leído y entiendan este manual de instrucciones, especialmente la
-
sección "normas de seguridad", y que lo hayan confirmado con sus firmas
estén capacitadas para producir los resultados requeridos.
-
Las verificaciones deben ser realizadas en intervalos regulares para garantizar
que los operadores trabajen teniendo la seguridad en mente.
9

Obligaciones del
personal
Antes de usar el dispositivo, todas las personas instruidas para hacerlo deben
realizar lo siguiente:
observar las instrucciones básicas con relación a la seguridad en el trabajo y
-
la prevención de accidentes
leer este manual de instrucciones, especialmente la sección "Normas de se-
-
guridad" y firmar para confirmar que las han entendido y que las seguirán.
Antes de dejar el puesto de trabajo, asegúrese de que las personas o la propiedad
no están en riesgo de sufrir un daño en su ausencia.
Acoplamiento a
la red
Protéjase a usted mismo y a los
demás
Los dispositivos con una tasa alta pueden afectar la calidad de la energía de la
red debido a su consumo de corriente.
Esto puede afectar a un número de tipos de aparatos en términos de:
Restricciones de conexión
-
-
Criterio con relación a la impedancia de la red máxima permisible
-
Criterio con relación a la potencia de cortocircuito mínima
*)
en la interfaz con la red pública
*)
*)
vea "Datos técnicos"
En este caso, el operador de la planta o la persona que use el dispositivo debe
verificar si el dispositivo puede ser conectado, cuando sea adecuado al conversar
la situación con la compañía de alimentación principal.
¡IMPORTANTE! Asegúrese de que el acoplamiento a la red esté puesto a tierra
de manera adecuada
Toda persona que trabaje con el dispositivo se expone a sí misma a numerosos
riesgos, por ejemplo:
chispas y piezas metálicas calientes
-
radiación del arco voltaico, la cual puede dañar los ojos y la piel
-
campos electromagnéticos peligrosos, los cuales pueden poner en riesgo las
-
vidas de quienes usen marcapasos
riesgo de electrocución de la corriente de red y de la corriente de soldadura
-
mayor polución por ruido
-
humos y gases de soldadura peligrosos
-
10
Al trabajar con el dispositivo se debe usar ropa protectora adecuada. La ropa
protectora debe tener las siguientes propiedades:
resistente al fuego
-
aislante y seca
-
que cubra todo el cuerpo, que no esté dañada y que esté en buenas condicio-
-
nes
casco de seguridad
-
pantalones sin vueltas
-

La ropa protectora incluye una variedad de elementos diferentes. Los operadores
deben:
proteger sus ojos y cara de los rayos UV, el calor y las chispas usando un visor
-
de protección y filtro de regulación
usar lentes protectores de regulación con protección lateral detrás del visor
-
de protección
usar calzado robusto que proporcione aislamiento incluso en condiciones
-
mojadas
proteger las manos con guantes adecuados (aislados eléctricamente y pro-
-
porcionando protección contra el calor)
usar protección para los oídos para reducir los efectos dañinos por el ruido y
-
evitar lesiones
Mantener a todas las personas, especialmente los niños, alejados del área de trabajo mientras cualquier dispositivo esté en operación o la soldadura esté en progreso. Sin embargo, si hay personas cerca:
hágales saber todos los peligros (riesgos de deslumbre por el arco voltaico,
-
lesiones por las chispas, humos de soldadura dañinos, ruido, peligro originado por corriente de red y corriente de soldadura, etc.)
proporcióneles dispositivos de protección adecuados
-
Otra opción es instalar pantallas/cortinas de seguridad adecuadas.
-
ES-MX
Peligro originado
por gases y vapores tóxicos
El humo producido durante la soldadura contiene gases y vapores tóxicos.
Los humos de soldadura contienen sustancias que causan cáncer, como se define
en la monografía 118 del Centro Internacional de Investigaciones sobre el
Cáncer.
Se debe utilizar una fuente de extracción en la fuente y un sistema de extracción
en la habitación.
Si es posible, se debe utilizar una antorcha de soldadura con un equipo de extracción integrado.
Mantenga su cabeza alejada de los humos y gases de soldadura.
Tome las siguientes medidas de precaución para los humos y gases dañinos:
No los respire.
-
Extráigalos del área de trabajo usando equipo adecuado.
-
Asegúrese de que hay suficiente aire fresco. Asegúrese de que hay un flujo de
ventilación de al menos 20 m³ por hora.
Use casco de soldadura con suministro de aire si no hay suficiente ventilación.
Si no está seguro sobre si la capacidad de extracción es suficiente, compare los
valores de emisión de sustancias nocivas medidos con los valores límite permisibles.
Los siguientes componentes son factores que determinan qué tan tóxicos son los
humos de soldadura:
Los metales usados para el componente
-
Electrodos
-
Revestimientos
-
Agentes de limpieza, desengrasantes y similares
-
El proceso de soldadura utilizado
-
Consulte la ficha técnica de seguridad del material correspondiente y las instrucciones del fabricante para los componentes listados anteriormente.
Las recomendaciones para escenarios de exposición, medidas de administración
de riesgos y la identificación de las condiciones de trabajo pueden encontrarse
11

en el sitio web European Welding Association en Health & Safety (https://european-welding.org).
Mantenga los vapores inflamables (como los vapores de disolventes) fuera del
rango de radiación del arco voltaico.
Cuando no se esté realizando trabajo de soldadura, cierre la válvula del cilindro
de gas protector o el suministro de gas principal.
Peligro por chispas
Peligro originado
por corriente de
red y corriente
de soldadura
Las chispas pueden causar incendios y explosiones.
Nunca suelde cerca de materiales inflamables.
Los materiales inflamables deben estar al menos a 11 metros (36 ft. 1.07 in.) de
distancia del arco voltaico, o alternativamente cubiertos con una tapa aprobada.
Debe haber disponible un extintor de incendios adecuado y probado listo para
usarse.
Las chispas y las piezas metálicas calientes también pueden insertarse en áreas
adyacentes a través de pequeñas grietas o aberturas. Tenga precauciones
adecuadas para evitar cualquier peligro de lesión o incendio.
La soldadura no debe ser realizada en áreas que estén sujetas a incendios o explosiones o cerca de depósitos sellados, recipientes o tuberías a menos que hayan sido preparados de acuerdo con los estándares nacionales e internacionales
relevantes.
No realice labores de soldadura en cajas que están siendo o han sido usadas para
almacenar gases, propulsores, aceites minerales o productos similares. Los residuos representan un riesgo de explosión.
Una descarga eléctrica es potencialmente mortal.
No toque los componentes vivos dentro y fuera del equipo.
Durante la soldadura MIG/MAG y la soldadura TIG, el alambre de soldadura, el
carrete de alambre, los rodillos de avance y todas las piezas metálicas que estén
en contacto con el alambre de soldadura están vivos.
12
Siempre coloque el alimentador de alambre sobre una superficie aislada o use un
soporte devanadora aislado.
Asegúrese de que usted y otros estén protegidos con una base seca y aislada
adecuadamente o una tapa para el potencial de tierra. Esta base o tapa debe extenderse sobre el área completa entre el cuerpo y la tierra o el potencial de tierra.
Todos los cables deben estar asegurados, sin daños, aislados y con las dimensiones adecuadas. Reemplace los cordones de soldadura sueltos y los cables quemados, dañados o que no tengan las dimensiones adecuadas inmediatamente.
Use la manija para asegurarse de que las conexiones de potencia estén fijas antes
de cada uso.
En caso de que haya cables de potencia con un poste de conexión de bayoneta,
gire el cable de potencia alrededor del eje longitudinal al menos 180° y pretensione.
No enrolle cables alrededor del cuerpo lo de las partes del cuerpo.

El electrodo (electrodo de varilla, electrodo de tungsteno, alambre de soldadura,
etc.) nunca
debe estar sumergido en líquido para enfriamiento
-
Nunca toque el electrodo cuando la fuente de poder esté encendida.
-
El doble circuito de voltaje abierto de una fuente de poder puede ocurrir entre
los electrodos de soldadura de dos fuentes de poder. Tocar los potenciales de
ambos electrodos al mismo tiempo puede ser fatal bajo ciertas circunstancias.
Asegúrese de que el cable de red sea verificado con regularidad por un electricista calificado para garantizar que el conductor protector funcione adecuadamente.
Los equipos con grado de protección I requieren una alimentación principal con
conductor protector y un sistema conector con contacto de conductor protector
para operar de forma adecuada.
La operación del equipo en una alimentación principal sin conductor protector y
en un enchufe sin contacto de conductor protector únicamente se permite si se
siguen todas las regulaciones nacionales para la separación de protección.
De lo contrario, esto se considera como una negligencia grave. El fabricante no
será responsable por ningún daño que surja de dicho uso.
Si es necesario, proporcione una puesta a tierra adecuada para el componente.
Apague los dispositivos que no estén en uso.
ES-MX
Corrientes de
soldadura erráticas
Use arnés de seguridad si trabaja en grandes alturas.
Antes de trabajar en el equipo, apáguelo y tire de la clavija para la red.
Coloque una señal de advertencia claramente legible y fácil de entender en el
equipo para evitar que alguien conecte la clavija para la red de nuevo y lo ponga
en servicio de nuevo.
Después de abrir el equipo:
Descargue todos los componentes vivos
-
Asegúrese de que todos los componentes en el equipo estén desenergizados.
-
Si se requiere trabajar en componentes vivos, asigne a una segunda persona para
que desconecte el interruptor de red en el momento adecuado.
Si no se siguen las siguientes instrucciones, pueden ocurrir corrientes de soldadura erráticas, las cuales implican un riesgo de lo siguiente:
Incendio
-
Sobrecalentamiento de piezas conectadas al componente
-
Daño irreparable a los conductores protectores
-
Daño al dispositivo y otro equipo eléctrico
-
Asegúrese de que la brida del componente esté firmemente conectada al componente.
Asegure la brida del componente lo más cerca posible del punto a soldar.
Coloque el equipo con suficiente aislamiento contra entornos de conductividad,
por ejemplo, aislamiento contra pisos o soportes con conductividad.
Tenga en cuenta lo siguiente cuando utilice tableros de distribución de energía,
soportes de dos cabezales, etc.: Incluso el electrodo de la antorcha de soldadura/porta electrodo que no está en uso tiene potencial eléctrico. Asegúrese de
que haya suficiente aislamiento cuando se almacene la antorcha de soldadura/el
porta electrodo sin usar.
13

En aplicaciones automatizadas de soldadura MIG/MAG, sólo guíe el electrodo de
soldadura desde el tambor del alambre de soldadura o el carrete de alambre
hasta el alimentador de alambre con aislamiento.
Clasificaciones
de dispositivos
de CEM
Medidas de compatibilidad electromagnética
Dispositivos en emisión clase A:
Están diseñados únicamente para uso en escenarios industriales
-
Pueden causar límite de línea e interferencia radiada en otras áreas
-
Dispositivos en emisión clase B:
Satisfacen el criterio de emisiones para áreas residenciales e industriales. Es-
-
to también incluye áreas residenciales en las cuales la energía es suministrada de redes públicas de baja tensión.
Clasificación de dispositivos CEM de acuerdo con la placa de características o los
datos técnicos.
En ciertos casos, aunque un equipo cumpla con los valores límite estándares para
emisiones, puede afectar el área de aplicación para la cual fue diseñado (por
ejemplo, cuando hay equipo delicado en el mismo lugar, o si el sitio en donde el
equipo está instalado está cerca de receptores de radio o televisión).
Si este es el caso, entonces la empresa de operación está obligada a realizar las
acciones adecuadas para rectificar la situación.
Pruebe y evalúe la inmunidad del equipo en las proximidades del dispositivo de
acuerdo con las disposiciones nacionales e internacionales. Ejemplos de equipos
propensos a interferencias que podrían verse afectados por el dispositivo:
Dispositivos de seguridad
-
Cables de energía de la red, cables de señal y cables de transmisión de datos
-
Equipo de telecomunicaciones y TI
-
Dispositivos de medición y calibración
-
Medidas de apoyo para evitar problemas de compatibilidad electromagnética:
Alimentación principal de la red
1.
En caso de que ocurra interferencia electromagnética pese a que un aco-
-
plamiento a la red cumpla las normas, lleve a cabo medidas adicionales
(p. ej., utilice un filtro adecuado para la red pública).
Cables solda
2.
Deben ser tan cortos como sea posible
-
Deben estar juntos (para evitar problemas de campos electromagnéti-
-
cos)
Aléjelos de otros cables
-
Conexión equipotencial
3.
Conexión a tierra del componente
4.
Si es necesario, establezca una conexión a tierra usando condensadores
-
adecuados.
Blindado, si es necesario
5.
Blindado de otros dispositivos cercanos
-
Blindado de toda la instalación de soldadura
-
14

Medidas contra
campos electromagnéticos
Los campos electromagnéticos pueden generar problemas de salud desconocidos:
Efectos en la salud de las personas que estén cerca, por ejemplo, aquellas
-
con marcapasos y aparatos auditivos
Las personas con marcapasos deben consultar a su médico antes de acercar-
-
se al equipo y al proceso de soldadura
Mantenga tanta distancia entre los cables solda y la cabeza/el torso del sold-
-
ador como sea posible por razones de seguridad
No cargue los cables solda y los juegos de cables sobre sus hombros ni los
-
enrolle alrededor de su cuerpo o de partes de su cuerpo
ES-MX
Áreas de peligro
particulares
Mantenga sus manos, cabello, ropa floja y herramientas alejados de los componentes móviles, tales como:
Ventiladores
-
Engranes
-
Rodillos
-
Ejes
-
Carretes de alambre y alambres de soldadura
-
No introduzca las manos en los engranes giratorios de la unidad del cable o en
los componentes giratorios de la unidad.
Las tapas y los paneles laterales únicamente deben abrirse/removerse durante el
trabajo de mantenimiento y reparación.
Durante la operación
Asegúrese de que todas las tapas estén cerradas y de que todos los compo-
-
nentes laterales estén instalados correctamente.
Mantenga todas las tapas y los componentes laterales cerrados.
-
El saliente del alambre de soldadura de la antorcha de soldadura representa un
alto riesgo de lesión (cortes en la mano, lesiones faciales y en los ojos, etc.).
Por lo tanto, siempre sostenga la antorcha de soldadura alejada del cuerpo (dispositivos con alimentador de alambre) y use gafas de protección adecuadas.
No toque el componente durante o después de la soldadura; representa un riesgo
de quemaduras.
Puede volar escoria de los componentes que se estén enfriando. Por ello, al revisar los componentes, también use dispositivos de protección que cumplan con la
regulación y asegúrese de que las demás personas estén con suficiente protección.
Deje que la antorcha de soldadura y otros componentes con una alta temperatura de operación se enfríen antes de trabajar con ellos.
Se aplican regulaciones especiales en áreas con riesgo de incendio o explosión
; cumpla las regulaciones nacionales e internacionales apropiadas.
Las fuentes de poder para trabajar en áreas con peligro eléctrico incrementado
(por ejemplo, calentadores) deben etiquetarse con el símbolo (Seguridad). Sin
embargo, la fuente de poder no puede colocarse en dichas áreas.
Riesgo de quemaduras provocadas por fugas del líquido de refrigeración. Apague
la unidad de enfriamiento antes de desconectar las conexiones del suministro de
líquido de refrigeración.
Cuando manipule el líquido de refrigeración, atienda la información que aparece
en la ficha técnica de seguridad del líquido de refrigeración. Puede obtener la
15

ficha técnica de seguridad del líquido de refrigeración en su centro de servicio o
a través del sitio web del fabricante.
Use únicamente medios de fijación de carga adecuados del fabricante para transportar dispositivos con grúa.
Sujete cadenas o cuerdas a todos los accesorios designados de los medios de
-
fijación de carga adecuados.
Las cadenas o cuerdas deben tener el ángulo más pequeño posible desde la
-
vertical.
Remueva el cilindro de gas y el alimentador de alambre (soldadura MIG/MAG
-
y dispositivos TIG).
En caso de que haya fijación de grúa en el alimentador de alambre durante la
soldadura, siempre use un sistema amarre devanadora adecuado y aislado (soldadura MIG/MAG y dispositivos TIG).
Si el dispositivo está equipado con una correa de carga o manija, entonces esto
se usa exclusivamente para transportar con la mano. La correa de carga no es
adecuada para el transporte con grúa, carretilla elevadora de horquilla ni otras
herramientas de elevación mecánica.
Todo el equipo de elevación (correas, hebillas, cadenas, etc.) usado en conexión
con el dispositivo o sus componentes debe ser verificado con regularidad (por
ejemplo, para localizar daños mecánicos, corrosión o cambios causados por otros
factores ambientales).
El intervalo de prueba y el ámbito deben cumplir, al menos, con los estándares y
las directrices nacionales válidos.
Requerimientos
para el gas protector
Peligro por los
cilindros de gas
protector
Existe el riesgo de que se escape gas protector incoloro e inodoro sin un aviso si
un adaptador se usa para la conexión de gas. Use cinta de teflón adecuada para
sellar la rosca del adaptador de la conexión de gas en el lado del dispositivo antes de la instalación.
Especialmente con líneas de anillo, el gas protector contaminado puede ocasionar daños en el equipo y reducir la calidad de la soldadura.
Cumpla con los siguientes requerimientos con relación a la calidad del gas protector:
Tamaño de grano sólido < 40 µm
-
Punto de condensación de la presión < -20 °C
-
Contenido de aceite máximo < 25 mg/m³
-
Use filtros si es necesario.
Los cilindros de gas protector contienen gas bajo presión y pueden explotar si se
dañan. Ya que los cilindros de gas protector son parte del equipo de soldadura,
deben ser manejados con el máximo cuidado posible.
Proteja los cilindros de gas protector que contienen gas comprimido del calor excesivo, impactos mecánicos, escoria, fuego, chispas y arcos voltaicos.
16
Monte los cilindros de gas protector de manera vertical y segura de acuerdo con
las instrucciones para evitar que se caigan.
Mantenga los cilindros de gas protector alejados de cualquier soldadura o de
otros circuitos eléctricos.
Nunca cuelgue una antorcha de soldadura en un cilindro de gas protector.
Nunca toque un cilindro de gas protector con un electrodo.

Riesgo de explosión: nunca intente soldar un cilindro de gas protector presurizado.
Peligro por fuga
de gas protector
Únicamente use cilindros de gas protector adecuados para la aplicación que tiene que realizar, junto con los accesorios correctos y adecuados (regulador, tubos y accesorios). Únicamente use cilindros de gas protector y accesorios que
están en buenas condiciones.
Gire su cara a un lado al abrir la válvula del cilindro de gas protector.
Cierre la válvula del cilindro de gas protector o si no se está realizando ningún
trabajo de soldadura.
Si el cilindro de gas protector no está conectado, deje la tapa de la válvula en su
lugar en el cilindro.
Se deben observar las instrucciones del fabricante, así como las normas nacionales e internacionales aplicables para los cilindros de gas protector y accesorios.
Riesgo de sofocación debido a la fuga no controlada de gas protector
El gas protector es incoloro e inodoro y, ante el caso de una pérdida, puede desplazar al oxígeno que hay en el aire del ambiente.
Asegúrese de tener un suministro adecuado de aire fresco con una tasa de
-
ventilación de al menos 20 m³/hora.
Siga las instrucciones de seguridad y mantenimiento que están en el cilindro
-
de gas protector o el suministro de gas principal.
Cierre la válvula del cilindro de gas protector o el suministro de gas principal
-
si no se está realizando ningún trabajo de soldadura.
Antes de cada puesta en servicio, revise el cilindro de gas protector o el su-
-
ministro de gas principal para corroborar que no haya fugas no controladas
de gas protector.
ES-MX
Medidas de seguridad en el lugar de instalación y durante el
transporte
Un dispositivo que caiga podría causar la muerte de alguien con facilidad. Coloque el dispositivo en una superficie sólida y nivelada, de manera que se mantenga
estable
El ángulo de inclinación máximo permisible es de 10°.
-
Aplican regulaciones especiales en habitaciones con riesgo de incendio o explosión
Observe las normas nacionales e internacionales relevantes.
-
Use directivas y verificaciones para garantizar que los entornos del puesto de trabajo siempre estén limpios y ordenados.
Únicamente configure y opere el dispositivo de acuerdo con el tipo de protección
mostrado en la placa de características.
Al configurar el dispositivo, asegúrese de que hay un espacio de 0.5 m (1 ft. 7.69
in.) alrededor para garantizar que el aire de refrigeración pueda fluir hacia adentro y hacia afuera libremente.
Al transportar el dispositivo, observe las directrices nacionales e internacionales
relevantes y las normativas de prevención de accidentes. Esto aplica especialmente a directrices relacionadas con los riesgos que surgen durante el transporte.
No levante ni transporte dispositivos en operación. Apague los dispositivos antes
de transportarlos o levantarlos.
17

Antes de transportar el dispositivo, permita que el líquido de refrigeración se
drene completamente y desconecte los siguientes componentes:
Avance de hilo
-
Bobina de hilo
-
Cilindro de gas protector
-
Después de transportar el dispositivo, este debe ser comprobado visualmente en
busca de daños antes de la puesta en servicio. Cualquier daño debe ser reparado
por servicio técnico cualificado antes de poner en servicio el dispositivo.
Medidas de seguridad en operación normal
Únicamente opere el dispositivo si todos los dispositivos de seguridad son completamente funcionales. Si los dispositivos de seguridad no son completamente
funcionales, existe el riesgo de
lesiones o la muerte del operador o de un tercero
-
daño al dispositivo y otros activos materiales que pertenezcan al operador
-
operación ineficiente del dispositivo
-
Cualquier dispositivo de seguridad que no funcione adecuadamente debe ser reparado antes de poner en servicio el dispositivo.
Nunca anule o desactive los dispositivos de seguridad.
Antes de poner en servicio el dispositivo, asegúrese de que nadie puede estar en
peligro.
Verifique el dispositivo al menos una vez a la semana en busca de daños evidentes y el funcionamiento adecuado de los dispositivos de seguridad.
Siempre sujete el cilindro de gas protector con seguridad y remuévalo antes si el
dispositivo será transportado en grúa.
Únicamente el refrigerante original del fabricante es adecuado para usarse con
nuestros dispositivos, debido a sus propiedades (conductividad eléctrica, anticongelante, compatibilidad de material, inflamabilidad, etc.).
Únicamente use refrigerante original adecuado del fabricante.
No mezcle el refrigerante original del fabricante con otro líquido de refrigeración.
Únicamente conecte los componentes del sistema del fabricante al circuito de
refrigeración.
El fabricante no acepta ninguna responsabilidad por daños que resulten del uso
de componentes de otro sistema o de un líquido de refrigeración distinto.
Además, todas las reclamaciones de garantía se anularán.
El Cooling Liquid FCL 10/20 no se incendia. El líquido de refrigeración en base a
etanol puede incendiarse bajo ciertas condiciones. Transporte el líquido de refrigeración únicamente en sus contenedores originales y sellados y manténgalo alejado de cualquier fuente de fuego.
El líquido de refrigeración usado debe ser desechado de manera adecuada de
acuerdo con las normas nacionales e internacionales relevantes. La ficha técnica
de seguridad del líquido de refrigeración puede ser obtenida en su centro de servicio o descargada del sitio web del fabricante.
Verifique el nivel líquido refrigerante antes de comenzar a soldar, mientras el sistema sigue frío.
18

Puesta en servicio, mantenimiento y reparación
Es imposible garantizar que las piezas compradas estén diseñadas y fabricadas
para cumplir con las demandas que se les requiere, o que satisfagan los requerimientos de seguridad.
Use únicamente piezas de repuesto y de desgaste originales (también aplica
-
para piezas estándar).
No realice ninguna modificación, alteración, etc., en el dispositivo sin el con-
-
sentimiento del fabricante.
Los componentes que no estén en perfectas condiciones deben ser reempla-
-
zados inmediatamente.
Al hacer su pedido, dé la designación exacta y el número de pieza como se
-
muestra en la lista de repuestos, así como el número de serie de su dispositivo.
Los tornillos de la carcasa proporcionan la conexión del conductor protector para poner a tierra las piezas de alojamiento.
Use únicamente tornillos de la carcasa originales en el número correcto y apretados con la torsión especificada.
ES-MX
Inspección de
seguridad
Desecho Los equipos eléctricos y electrónicos de desecho deben recolectarse por separa-
El fabricante recomienda que se realice una inspección de seguridad del dispositivo al menos una vez cada 12 meses.
El fabricante recomienda que la fuente de corriente sea calibrada durante el mismo periodo de 12 meses.
Se debe realizar una inspección de seguridad por parte de un electricista calificado
después de que se realice cualquier cambio
-
después de que se instale cualquier pieza adicional, o después de cualquier
-
transformación
después de que se ha realizado una reparación, cuidado o mantenimiento
-
al menos cada doce meses.
-
Para las inspecciones de seguridad, siga las directivas y estándares nacionales e
internacionales adecuados.
Se puede obtener más información sobre la inspección de seguridad y la calibración en su centro de servicio. Ahí le proporcionarán cualquier documento que necesite cuando lo solicite.
do y reciclarse de forma respetuosa con el medioambiente de acuerdo con la directiva europea y la legislación nacional. El equipo usado debe devolverse al distribuidor autorizado o a través de un sistema de recolección y eliminación local
autorizado. La eliminación adecuada del equipo usado promueve el reciclaje sostenible de los recursos materiales. No observar esto puede generar potenciales
impactos a la salud y al medioambiente.
Certificación de
seguridad
Materiales de empaque
Separe la recolección. Verifique las regulaciones de su municipio. Reduzca el volumen de la caja.
Los dispositivos con etiqueta CE satisfacen los requerimientos esenciales de la
directiva de compatibilidad electromagnética y de bajo voltaje (por ejemplo,
estándares de producto relevantes de la serie EN 60974).
19

Fronius International GmbH declara que el equipo cumple con la directiva
2014/53/EU. El texto completo de la declaración de conformidad EU está disponible en el siguiente sitio web: http://www.fronius.com
Los equipos marcados con certificación CSA cumplen los requisitos de los
estándares pertinentes de Canadá y Estados Unidos.
Protección de
datos
Derechos reservados
El usuario es responsable de la seguridad de cualquier cambio realizado en las
instalaciones de la fábrica. El fabricante no acepta ninguna responsabilidad por
ninguna configuración del personal eliminada.
Los derechos reservados de este manual de instrucciones permanecen con el fabricante.
El texto y las ilustraciones son técnicamente correctos al momento de la impresión. Nos reservamos el derecho de hacer cambios. El contenido del manual de
instrucciones no proporciona una base para ninguna reclamación de cualquier
manera por parte del comprador. Si tiene alguna sugerencia de mejora, o puede
señalar cualquier error que haya encontrado en las instrucciones, le agradeceremos que nos comparta sus comentarios.
20

Información general
21

22

General
ES-MX
Áreas de aplicación
Los sistemas de soldadura TWIN se usan exclusivamente con aplicaciones de
soldadura MIG/MAG automatizadas, como por ejemplo:
en la fabricación de vehículos ferroviarios para perfiles y cordones longitudi-
-
nales
en la construcción naval para perfiles y cordones de garganta
-
en la fabricación de vehículos para soldadura a solape y soldadura de rines
-
de rueda
en la ingeniería automotriz
-
en la construcción de contenedores para cordones a tope, cordones longitu-
-
dinales, soldadura a solape y cordones circulares
en la construcción de la planta para cordones de garganta, X y V
-
en dispositivos de elevación para cordones de soldadura de esquina
-
en la construcción de equipo para mover la tierra y de maquinaria especial
-
para cordones de garganta y HV
en la soldadura de cubrimiento
-
23

Requisitos
Equipo mínimo
TWIN Push
Antorcha de soldadura TWIN
+ Soporte de fijación
+ Disco índice
Cuello antorcha MIG/MAG 2x500i PA o PB
+ OPT/i cuello antorcha MIG/MAG xx° sym.
o
MTB 900i PA o PB
Anticolisión
Juego de cables TWIN
MHP 2x500 A W/Conector Sistema Fronius
+ Kit Básico TWIN (dependiendo del material y del diámetro del alambre)
Alimentador de alambre TWIN
alimentador de alambre 30i R /TWIN
Soporte del alimentador de alambre
alimentador de alambre MOUNTING TWIN
Juego de cables de interconexión
1 x juego de cables 95i borna de conexión /W /xx m
+
1 x juego de cables 95i borna de conexión /G /xx m
2 x manguera de transporte de hilo (max. 3 m)
o
2 x Fronius PowerLiner (max. 10 m)
2 x fuente de alimentación
TPS 500i / 600i
+ Paquete de soldadura Pulse
+ Firmware official_TPSi_2.2.3-20789.15069.ffw y superior
Unidad de enfriamiento
CU 2000i Pro /MC (2-part)
Controlador TWIN
RI FB Pro/i TWIN Controller
+ Firmware official_robpro-1.8.xx-svn6108_official
2 x cable de masa
24

Equipo mínimo
TWIN Push/Pull
Antorcha de soldadura TWIN
+ Soporte de fijación
+ Disco índice
Cuello antorcha MIG/MAG 2x500i PA o PB
+ OPT/i cuello antorcha MIG/MAG xx° sym.
o
MTB 900i PA o PB
Anticolisión
Juego de cables TWIN (con unidad de accionamiento TWIN alimentador de alambre 60i TWIN Drive)
MHP 2x450i Robacta Drive/W/FSC
+ Rodillo dentado de avance CMT
+ Rodillo dentado de presión CMT
Alimentador de alambre TWIN
alimentador de alambre 30i R /TWIN
+ OPT/i alimentador de alambre TWIN R Push Pull
Soporte devanadora
Juego de cables de interconexión
1 x juego de cables 95i borna de conexión /W /xx m
+
1 x juego de cables 95i borna de conexión /G /xx m
ES-MX
2 x manguera de transporte de hilo (max. 3 m)
o
2 x Fronius PowerLiner (max. 10 m)
2 x fuente de alimentación
TPS 500i / 600i
+ Paquete de soldadura Pulse
Firmware official_TPSi_3.2.0-xxxxx.xxxxx.ffw y superior
Unidad de enfriamiento
CU 2000i Pro /MC (2-part)
Controlador TWIN
RI FB Pro/i TWIN Controller
+ Firmware official_robpro-1.8.0
2 x cable de masa
25

Equipo mínimo
TWIN CMT
Antorcha de soldadura TWIN
+ Soporte de fijación
+ Disco índice
Cuello antorcha MIG/MAG 2x500i PA o PB
+ OPT/i cuello antorcha MIG/MAG xx° sym.
o
MTB 900i PA o PB
Anticolisión
Juego de cables TWIN (con unidad de accionamiento TWIN alimentador de alambre 60i TWIN Drive)
MHP 2x450i Robacta Drive/W/FSC
+ Rodillo dentado de avance CMT
+ Rodillo dentado de presión CMT
Alimentador de alambre TWIN
alimentador de alambre 30i R /TWIN
+ OPT/i alimentador de alambre TWIN R Push Pull
Soporte devanadora
Juego de buffer TWIN
Juego de cables de interconexión
1 x juego de cables 95i borna de conexión /W /xx m
+
1 x juego de cables 95i borna de conexión /G /xx m
2 x manguera de transporte de hilo (max. 3 m)
o
2 x Fronius PowerLiner (max. 10 m)
2 x power source
TPS 500i / 600i
+ + Paquete de soldadura Estándar
+ Paquete de soldadura Pulse
+ Paquete de soldadura CMT
+ Firmware official_TPSi_3.2.0-xxxxx.xxxxx.ffw y superior
Unidad de enfriamiento
CU 2000i Pro /MC (2-part)
Controlador TWIN
RI FB Pro/i TWIN Controller
+ Firmware official_robpro-1.8.0
2 x cable de masa
26

Requerimientos
mecánicos
Se deben cumplir los siguientes requisitos para lograr un proceso de soldadura
TWIN y repetible:
Guía precisa de la antorcha de soldadura para robots o máquinas de un solo
-
propósito (por ejemplo, chasis longitudinal)
Preparación exacta del cordón de soldadura
-
Bajas tolerancias del componente
-
ES-MX
Requisitos
eléctricos
Requisitos de
software
Dimensiones del
robot
Cables del circuito eléctrico de soldadura instalados correctamente
-
La inductancia máxima en el circuito eléctrico de soldadura no debe exceder
-
35 µH.
Versión de software mín. 2.2.3 (TWIN Push) o mín. 3.2.30 (TWIN Push/Pull,
-
CMT)
Ambas fuentes de poder deben tener el mismo estado del software.
-
Las direcciones IP deben definirse correctamente en las fuentes de poder.
-
Observe los siguientes puntos durante el dimensionamiento del robot:
La carga útil y los pares nominales del robot deben estar diseñados para el
-
peso de todos los componentes del sistema montados:
antorcha de soldadura, juego de cables, alimentador de alambre, accesorios
de robot, etc.
El anticolisión debe ser diseñado de forma acorde.
-
Las mangueras de transporte de hilo deben colocarse de tal manera que los
-
movimientos del robot y el alimentador de alambre no se vean influenciados
(por ejemplo, tendido de las mangueras de transporte de hilo a través de
equilibradores en la celda del robot).
Medidas para incrementar la disponibilidad del
sistema
Se recomienda el uso de los siguientes dispositivos para incrementar la disponibilidad del sistema:
Estación de servicio de la antorcha de soldadura Robacta TSS /i
Se puede usar el sistema de limpieza de antorcha de mecánica Robacta Reamer
TWIN/Single
para todos los materiales base tales como acero, aluminio, aceros CrNi, cobre,
etc.
Sistema de limpieza de antorcha electromagnético Robacta TC 2000 TWIN
para materiales base ferromagnéticos
TXi TWIN
sistema de cambio de cuerpo antorcha
(solo para sistema de soldadura TWIN Push)
27

Borna de conexión de puesta a
tierra
Use un cable de masa separado para cada fuente de poder:
A - Cable de masa separado B - Cable de masa compartido, puente de con-
C - Cable de masa tendido en bucles D - Cable de masa en espiral
exión a tierra
28

¡OBSERVACIÓN!
Al establecer una pinza de masa, observe los siguientes puntos:
Use un cable de masa separado para cada fuente de poder - A
▶
Mantenga los cables positivos y cables de masa lo más cerca y durante el ma-
▶
yor tiempo posible
Separe físicamente los circuitos eléctricos de soldadura de las fuentes de
▶
poder individuales
No enrute varios cables de masa en paralelo;
▶
si no se puede evitar el enrutamiento paralelo, mantenga una distancia mínima de 30 cm entre los circuitos eléctricos de soldadura
Mantenga los cables de masa lo más cortos que sea posible y use cables con
▶
una sección transversal larga
No cruce los cables de masa
▶
Evite materiales ferromagnéticos entre los cables de masa y el juego de ca-
▶
bles de interconexión
No enrolle cables de masa largos: ¡efecto bobina! - C
▶
Coloque los cables de masa largos en bucles - D
No enrute los cables de masa en tubos de hierro, bandejas de cable de metal
▶
ni vigas de acero, evite ductos de cable;
(enrutar cables positivos y cables de masa juntos en un tubo de hierro no
causa ningún problema)
Si se utilizan varios cables de masa, separe los puntos de masa del compo-
▶
nente lo máximo posible y no permita rutas de corriente cruzadas en arcos
voltaicos individuales.
Utilice juegos de cables de interconexión compensados (juegos de cables de
▶
interconexión con cable de masa integrado).
ES-MX
Observación
sobre el alimentador de alambre
Puede encontrar más información sobre la borna de conexión de los cables de
masa a partir de la página 159.
¡OBSERVACIÓN!
Se requiere el uso de tambores de alambre para lograr un proceso de trabajo sin
fallos.
29

Principio funcional
(1) (2)
(3)
(4) (5)
(6)
Principio de operación
Fuente de corriente master y fuente de corriente
slave
Dos electrodos de soldadura (4) y (5) se soldan en un baño de fusión en una
-
atmósfera de gas protector.
El proceso de soldadura es realizado a través de dos fuentes de corriente in-
-
dependientes (1) y (2).
Las fuentes de corriente son sincronizadas por el controlador TWIN.
El alimentador de alambre es realizado a través de una devanadora (3) con
-
dos unidades de dirección.
Los dos electrodos de soldadura se unen en la antorcha de soldadura de for-
-
ma que se cuente con dos potenciales de soldadura independientes (6).
En el proceso de soldadura TWIN, las dos fuentes de poder son llamadas como
fuente de corriente master y fuente de corriente slave.
La fuente de corriente master es definido por la dirección de la soldadura.
-
Durante la soldadura por arco pulsado, la fuente de corriente master estipula
-
la frecuencia de la fuente de corriente slave.
Cuando se ve en la dirección de la soldadura, el electrodo de soldadura de la
-
fuente de corriente master es el electrodo de soldadura.
Si la dirección de la soldadura cambia y la posición de la antorcha sigue sien-
-
do la misma, entonces la fuente de corriente slave se convierte en la fuente
de corriente master.
Los controles de robot definen la master y la slave usando 2 bits. Dependien-
-
do del resultado de este proceso, el master o el slave también se mostrarán
en la fuente de poder.
30

Configuraciones del sistema
(1) (1)
(2)
(3)
(4)
(5)
(6)
(7)
(17)
(16)
(15)
(14)
(13)
(12)
(10)
(8)
(9)
(11)
(18)
(19)
Visión general
del sistema
TWIN Push
(1) Tambor de alambre de soldadura
Dependiendo de la aplicación, se pueden utilizar adicionalmente dos alimentadores de alambre de desenrollado dispositivo de desbobinado Wfi R
para una alimentación de alambre óptima.
ES-MX
(2) Mangueras de transporte de hilo
(3) Controles de robot
(4) Cable de conexión de los controles de robot al Controlador RI FB Pro/i
TWIN
(5) Cable de conexión de los controles de robot a la estación de carga de la
antorcha de soldadura TWIN
(6) Fuente de poder 1: TPS 500i / 600i
+ WP Pulse
Controlador RI FB Pro/i TWIN
+ Unidad de enfriamiento CU 2000i / parte 1
+ Mando a distancia RC Panel Pro
+ Podio TU (atornillado)
(7) Fuente de poder 2: TPS 500i / 600i
+ WP Pulse
+ Unidad de enfriamiento CU 2000i / parte 2
+ Mando a distancia RC Panel Pro
+ Podio TU (atornillado)
(8) Cable SpeedNet del controlador RI FB Pro/i TWIN a la fuente de poder 1
(9) Cable SpeedNet del controlador RI FB Pro/i TWIN a la fuente de poder 2
(10) Juego de cables de interconexión juego de cables 95i borna de
(11) Juego de cables de interconexión juego de cables 95i borna de
conexión /G /10 m
conexión /W /10 m
31

Visión general
1 2
12
1
2
1
2
(1)
(2)
(3)
(6)
(15)(16)
(17)(18) (14)
(12)
(11)
(8)
(21)
(22)
(24)
(4) (5)
(10)
(7) (9)
(12a)
(20)
(19)
(14)
(23)(13)
del sistema
TWIN Push/Pull,
CMT
(12) Robot
(13) Alimentador de alambre WF 30i R /TWIN
+ alimentador de alambre del soporte devanadora
+ TWIN Basic Kit
(14) MHP 2x500 A W/Fronius System Connector juego de cables TWIN
(15) Anticolisión /i XXL
+ Abrazadera de fijación
+ Disco índice
(16) Antorcha de soldadura con cuello antorcha MIG/MAG 2x500i PA
+ OPT/i cuello antorcha MIG/MAG 11.5° sim.
(17) Estación de carga de la antorcha de soldadura TWIN TXi TWIN
(18) Cable de conexión de los controles de robot a la estación de servicio de la
antorcha de soldadura
(19) Estación de servicio de la antorcha de soldadura Robacta TSS /i
32
(1) Controles de robot
(2) Cable de conexión de los controles de robot al Controlador RI FB Pro/i
TWIN
(3) Cable de conexión de los controles de robot a la estación de servicio de la
antorcha de soldadura
(4) Cable SpeedNet del controlador RI FB Pro/i TWIN a la fuente de poder 1
(5) Fuente de poder 1
+ Paquete de soldadura Pulse
+ Paquete de soldadura CMT
Controlador RI FB Pro/i TWIN
+ Unidad de enfriamiento CU 2000i / parte 1
+ Mando a distancia RC Panel Pro
+ Podio TU (atornillado)
(6) Cable SpeedNet del controlador RI FB Pro/i TWIN a la fuente de poder 2

(7) Juego de cables de interconexión juego de cables 95i borna de
conexión /W /10 m
(8) Fuente de poder 2
+ Paquete de soldadura Pulse
+ Paquete de soldadura CMT
+ Unidad de enfriamiento CU 2000i / parte 2
+ Mando a distancia RC Panel Pro
+ Podio TU (atornillado)
(9) Juego de cables de interconexión juego de cables 95i borna de
conexión /G /10 m
(10) Tambor de alambre de soldadura 2
(11) Tambor de alambre de soldadura 1
Dependiendo de la aplicación, se pueden utilizar adicionalmente dos alimentadores de alambre de desenrollado dispositivo de desbobinado Wfi R
para una alimentación de alambre óptima.
(12) OPT/i alimentador de alambre Tower
+ Montaje del alimentador de alambre Twin Tower (12a)
(13) Alimentador de alambre TWIN alimentador de alambre 30i R /TWIN
+ OPT/i alimentador de alambre TWIN PushPull
ES-MX
(14) MHP 2x450i Robacta Drive/W/Fronius System Connector (con unidad de
dirección TWIN alimentador de alambre 60i TWIN Drive)
+ Rodillo de presión dentado CMT
+ Abrazadera de fijación
(15) Manguera de transporte de hilo 1
Alimentador de alambre 30i R /TWIN - Buffer 1
(16) Buffer de cable de control 1
(17) Manguera de transporte de hilo 2
Alimentador de alambre 30i R /TWIN - Buffer 2
(18) Buffer de cable de control 2
(19) Robot
(20) Soporte de robot pieza en Y **
(21) Juego de buffer TWIN *
(requerido para aplicaciones TWIN CMT)
(22) Anticolisión /d TWIN
(23) Antorcha de soldadura con cuello antorcha MIG/MAG 2x500i PA
+ OPT/i cuello antorcha MIG/MAG 11.5° sim.
(24) Estación de servicio de la antorcha de soldadura Robacta TSS /i
* En lugar de montar los buffers en el lateral del robot, también se pueden
suspender de un equilibrador.
** La pieza en Y de montaje del equilibrador también se puede utilizar en lu-
gar de la pieza en Y de soporte del robot.
33

Más opciones de
configuración
Aplicación de un solo alambre
Alimentador de alambre 30i TWIN
+ Juego de cables de la antorcha MHP TWIN
+ Acoplamiento del cuello de antorcha TXi
+ Adaptador individual TWIN-cuello antorcha MIG/MAG
+ Antorcha de soldadura individual cuello antorcha MIG/MAG
-------------------------------------------------------
= aplicación de alambre individual
Con una estación de carga de antorcha de soldadura TXi TWIN y los acoplamientos de cuello de antorcha correspondientes, se puede realizar un cambio automático de una antorcha de soldadura TWIN a una antorcha de soldadura individual y viceversa.
Aplicación de un solo alambre para diferentes materiales aditivos o diferentes
diámetros de alambre
Alimentador de alambre 30i TWIN
+ Juego de cables de la antorcha MHP TWIN
+ Acoplamiento del cuello de antorcha TXi
+ 2x adaptadores individuales TWIN-cuello antorcha MIG/MAG
+ 2x antorchas de soldadura individuales cuello antorcha MIG/MAG
-------------------------------------------------------
= aplicación de alambre individual
(por ejemplo, para diferentes materiales adicionales o diferentes diámetros de alambre)
Las antorchas de soldadura individuales deben equiparse de acuerdo con el electrodo de soldadura a transportar.
Antes de cambiar la línea de soldadura, se debe retirar el electrodo de soldadura
actual y se deben reemplazar las antorchas de soldadura individuales.
34

Componentes del sistema
35

36

WF 30i R /TWIN
ES-MX
Concepto del
sistema
Uso previsto El equipo está diseñado exclusivamente para transporte de hilo en soldadura
MIG/MAG automatizada en combinación con componentes de sistemas de Fronius. Ningún otro uso es adecuado. El fabricante no acepta ninguna responsabilidad por los daños que puedan provocarse por el uso inadecuado.
El alimentador de alambre WF 30i R /
TWIN ha sido diseñado especialmente
para aplicaciones automatizadas en
conexión con un proceso de soldadura
TWIN MIG/MAG.
El accionamiento a 4 rodillos estándar
ofrece excelentes propiedades para
enhebrar el alambre.
El uso adecuado también significa:
Leer este manual de instrucciones completo
-
Seguir todas las instrucciones y normas de seguridad de este manual de inst-
-
rucciones
Llevar a cabo todas las inspecciones especificadas y los trabajos de manten-
-
imiento
37
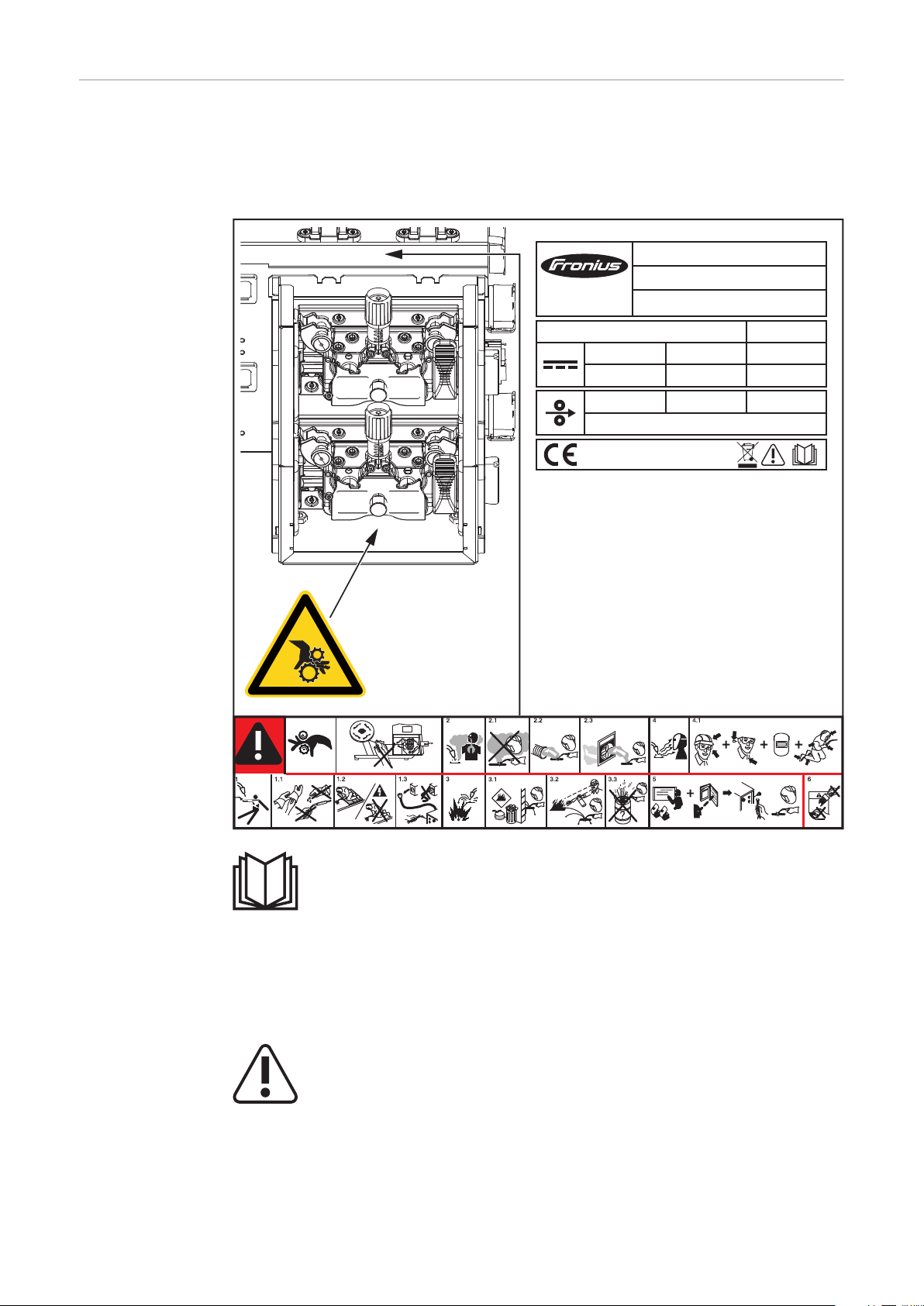
Avisos de adver-
40,0006,3035
Caution: Parts may be at welding
voltage
Attention: Les pièces peuvent être
à la tension de soudage
1 - 30 m/min 39 - 118 ipm
360A/100% 450A/60% 500A/40%I2
1.2 A
I11
U11
60 V
U12 I12 0.5 A24 V
IEC 60 974-5/-10 Cl.A IP 23
www.fronius.com
Ser.No.:
Part No.:
tencia en el equipo
El alimentador de alambre tiene certificaciones de seguridad y una placa de características. No se deben eliminar ni pintar estas certificaciones de seguridad ni
la placa de características. Las certificaciones de seguridad advierten sobre la
operación incorrecta del equipo, ya que esto puede resultar en lesiones graves y
daños a la propiedad.
No use las funciones descritas aquí hasta haber leído y entendido completamente los siguientes documentos:
-
-
Este manual de instrucciones
Todo el manual de instrucciones de los componentes del sistema, especialmente las normas de seguridad
La soldadura es peligrosa. Para garantizar que este equipo pueda ser usado de
forma correcta y segura, se deben cumplir los siguientes requerimientos básicos:
38

Calificaciones de soldadura adecuadas
-
Dispositivos de protección apropiados
-
Mantenga a las personas no autorizadas lejos del alimentador de alambre y
-
del procedimiento de soldadura
Deseche los dispositivos viejos de acuerdo con las normas de seguridad y no junto con los desechos domésticos normales.
Mantenga sus manos, cabello, ropa floja y herramientas alejados de los componentes de la instalación móviles, tales como:
No introduzca las manos en los engranes giratorios de la unidad del alambre o en
los componentes de la instalación giratorios de la unidad.
Las tapas y las partes laterales únicamente deben abrirse/removerse durante el
trabajo de mantenimiento y reparación.
Engranes
-
Rodillos de avance
-
Carretes de alambre y electrodos de soldadura
-
ES-MX
Durante la operación
Asegúrese de que todas las tapas estén cerradas y de que todos los compo-
-
nentes laterales estén instalados correctamente.
Mantenga todas las tapas y los componentes laterales cerrados.
-
39

Descripción de
A B
las advertencias
en el equipo
Los avisos de advertencia se incluyen en el equipo para ciertas versiones de equipos.
La disposición de los símbolos puede variar.
! ¡Advertencia! ¡Precaución!
Los símbolos representan posibles peligros.
A Los rodillos de avance pueden lesionar los dedos.
B El alambre de soldadura y las piezas de la dirección tienen tensión de
soldadura durante la operación
Mantenga alejadas las manos y los objetos de metal!
1. Una descarga eléctrica puede ser fatal.
1.1 Use guantes secos y aislantes. No toque el electrodo de soldadura con las
manos desnudas. No se deben usar guantes húmedos o dañados.
1.2 Use una base que esté aislada del piso y el área de trabajo para protegerse
contra descargas eléctricas.
1.3 Antes de trabajar en el dispositivo, apáguelo y desconecte la clavija para la
red o desconecte la alimentación principal.
2. La inhalación de humos de soldadura puede ser perjudicial para la salud.
2.1 Mantenga su rostro alejado de los humos de soldadura.
40

2.2 Use ventilación forzada o una extracción local para remover los humos de
xx,xxxx,xxxx *
soldadura.
2.3 Remueva los humos de soldadura con un ventilador.
3. Las chispas de soldadura pueden ocasionar una explosión o un incendio.
3.1 Mantenga los materiales inflamables alejados del proceso de soldadura.
No lleve a cabo soldaduras cerca de materiales inflamables.
3.2 Las chispas de soldadura pueden ocasionar un incendio. Tenga extintores
listos. Si es necesario, tenga listo un supervisor que pueda operar el extintor.
3.3 No suelde en tambores ni en contenedores cerrados.
ES-MX
4. Los rayos del arco voltaico pueden quemar los ojos y lesionar la piel.
4.1 Use casco y gafas protectoras. Use protección para los oídos y use un
cuello de camisa con botón. Utilice un casco de soldadura con el tinte correcto. Use ropa protectora adecuada sobre todo el cuerpo.
5. Antes de trabajar en la máquina o soldar:
¡haga una capacitación sobre el dispositivo y lea las instrucciones!
6. No remueva la etiqueta con las advertencias ni pinte sobre ella.
* Número de orden del fabricante de la calcomanía
41

Paquete de mangueras de interconexión
G
W
El juego de cables de interconexión
G = juego de cables de interconexión enfriado con gas, W = juego de cables de interconexión enfriado
con agua
El juego de cables de interconexión conecta el transformador de soldadura con
el alimentador de alambre TWIN o los dos alimentadores de alambre.
En sistemas de soldadura TWIN, se usa un juego de cables de interconexión enfriado con agua y uno enfriado con gas.
42

Juego de cables de la antorcha
4 / 6 / 8 / 10 m
~ 13 / 20 / 26 / 33 ft.
1.5 m / ~ 5 ft.
General El juego de cables de la antorcha TWIN enfriado con agua conecta
el alimentador de alambre TWIN a la antorcha de soldadura TWIN
-
o
los dos alimentadores de alambre de robot a la antorcha de soldadura TWIN
-
Para aplicaciones TWIN Push/Pull y TWIN CMT, la unidad de dirección TWIN
está integrada en el juego de cables de la antorcha.
Alcance del suministro
ES-MX
Juego de cables MHP 2x500i R/W/Fronius System Connector
TWIN Push
Juego de cables MHP 2x450i RD/W/Fronius System Connector con unidad de dirección WF 60i
TWIN Drive
TWIN Push/Pull, TWIN CMT
No incluido en el alcance del suministro:
Forros interiores
-
Boquillas de entrada
-
Rodillo de avance y de presión
-
43
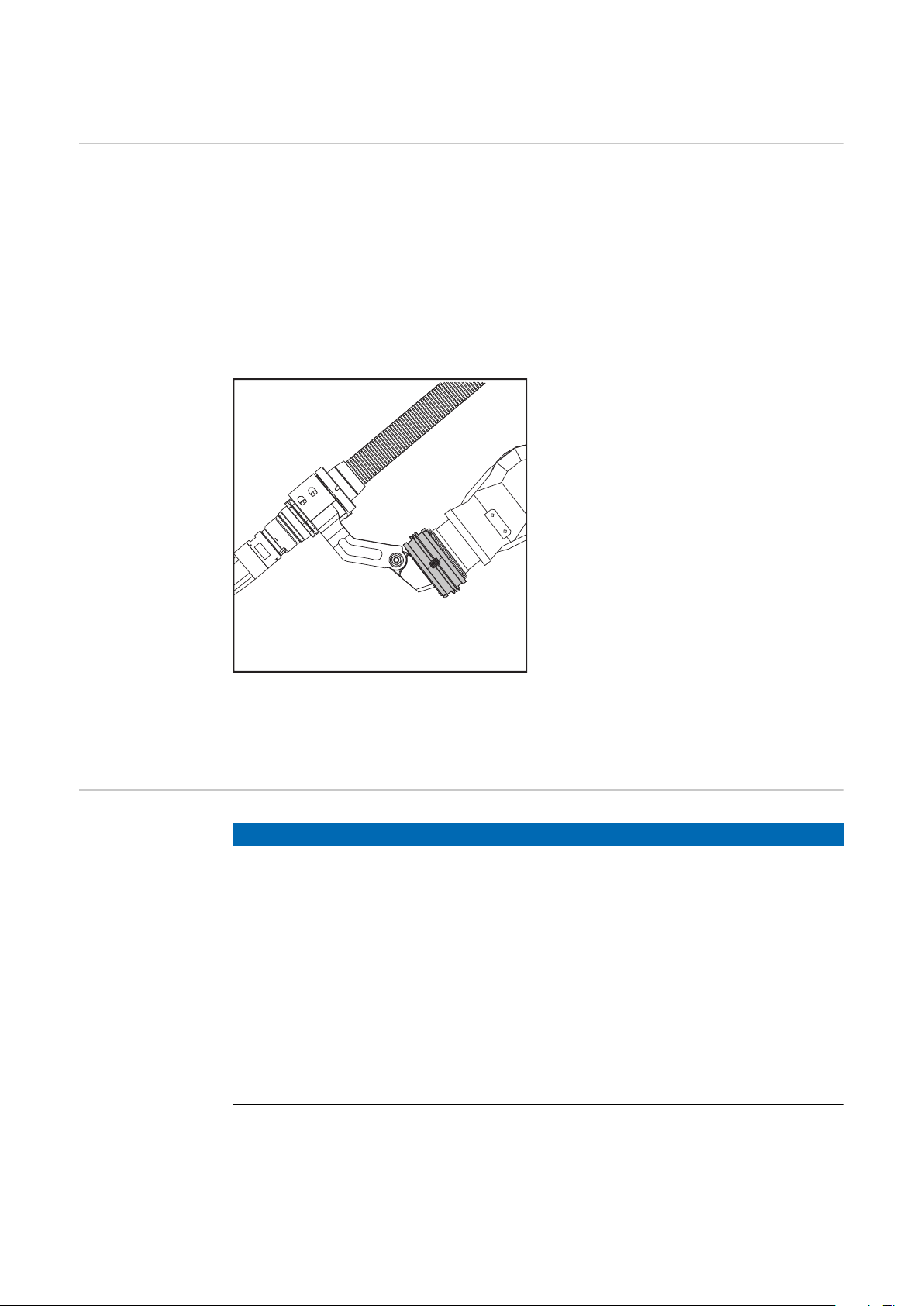
Anticolisión
General Anticolisión es un dispositivo de protección para el cuello de antorcha y el aco-
plamiento del cuello de antorcha.
En caso de una colisión, anticolisión emite una señal para los controles de robot,
lo que ocasiona que los controles de robot detengan al robot inmediatamente.
Gracias al sujetador de la antorcha de soldadura del anticolisión, la antorcha de
soldadura y los componentes del sistema instalados están protegidos contra
daños en caso de una colisión.
El acoplamiento magnético del anticolisión permite una deflexión de fuerza baja
con una ruta de deflexión grande en caso de un accidente.
El sistema de brida se usa para sujetar
la antorcha de soldadura TWIN para
sistemas TWIN Push.
Con el disco índice correspondiente al
cuello de antorcha de 0°, el sistema de
brida posiciona la antorcha de soldadura de modo que el TCP se encuentre
en el 6º eje.
Nota sobre la
operación correcta de los anticolisión
Ejemplo: Anticolisión /i con sistema de brida,
instalado en el brazo del robot (TWIN Push)
Se requiere una brida de robot aislante específica para el robot para la instalación del anticolisión.
¡OBSERVACIÓN!
Para evitar daños a la antorcha de soldadura o al juego de cables de la antorcha,
o para evitar una falsa activación del anticolisión, tenga en cuenta los siguientes
puntos:
Evite aceleraciones fuertes y velocidades máximas durante los movimientos
▶
del robot.
Asegure el libre movimiento del juego de cables de la antorcha durante todos
▶
los movimientos del robot;
El juego de cables de la antorcha no debe apretarse en ninguna posición y,
por lo tanto, ejercer tensión sobre el anticolisión.
El juego de cables de la antorcha no debe azotarse ni atascarse cuando se
▶
mueve.
Si es posible, compruebe todas las situaciones de movimiento con los com-
▶
ponentes del sistema Fronius en una simulación ya en la fase de concepto.
44

Nota sobre la re-
(1) (2) (3) (4) (5)(6)(2)(3)
(1)
(2) (3)
(4)
(3) (6)(5)
(2)
paración de anticolisiones
¡OBSERVACIÓN!
¡Solo deben enviarse anticolisiones completos para su reparación!
Los anticolisiones incompletos (p. ej., sin anillo magnético) no se pueden comprobar durante una reparación.
ES-MX
También se requiere para la
instalación
Alcance del suministro
Dependiendo del robot específico:
1 x brida de robot con tornillos
-
Brida de robot de acuerdo con la lista
de precios
Observar los pares de apriete:
Par de apriete máximo para los tornillos con clase de fuerza 8.8
M4 3.3 Nm / 2.43 lb-ft
M5 5.0 Nm / 3.69 lb-ft
M6 6.0 Nm / 4.43 lb-ft
M8 27.3 Nm / 20.14 lb-ft
M10 54 Nm / 39.83 lb-ft
M12 93 Nm / 68.60 lb-ft
Alcance del suministro del anticolisión /i XXL
(TWIN Push)
Alcance del suministro del anticolisión /d TWIN
(TWIN Push/Pull, CMT)
45

Alcance del suministro del sistema de brida
(TWIN Push)
(1) Sujetador del anticolisión /i
(2) Abrazadera de una orejeta *
(3) Anillo de seguridad, 2 compo-
nentes *
(4) Fuelles
(5) Tornillos de cabeza cilíndrica
M4 x 16 mm
(6) Anillo magnético
* Montado en fuelles (4) en la
entrega
¡OBSERVACIÓN!
No arme el sujetador del anticolisión /i (1) y el anillo magnético (6)
antes de instalarlos en el robot.
Es difícil separar los componentes
después debido al fuerte magnetismo.
Disco índice de
alcance del suministro (TWIN
Push)
46

Alcance del suministro del soporte de la unidad de dirección
(TWIN Push/
Pull, CMT)
El soporte de la unidad de dirección
está disponible con 30° y con 45°.
ES-MX
47

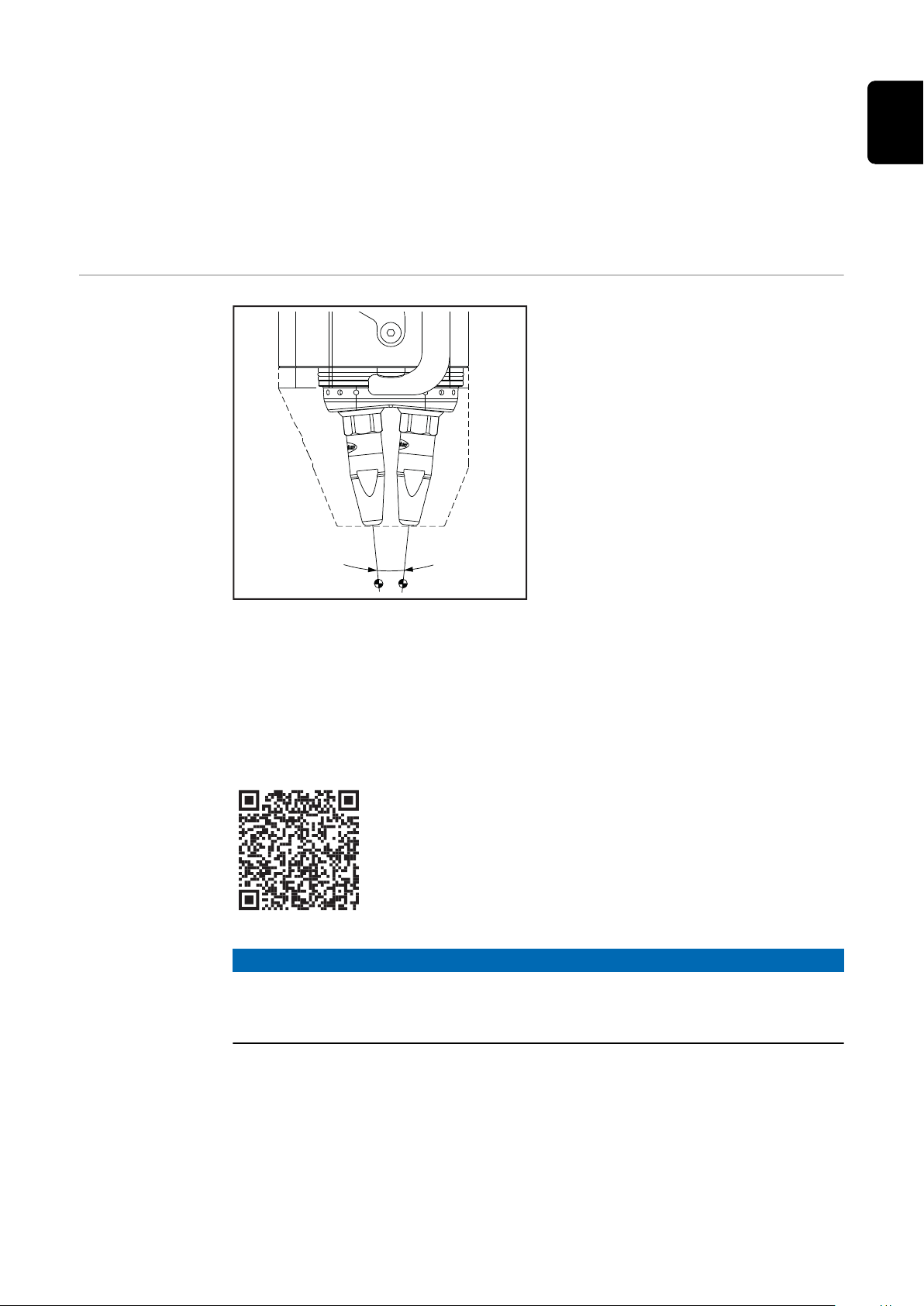
Antorcha de robot
PBPA
Spatter Guard
Sleeve
Antorcha de robot
Ejemplo: Cuello antorcha MIG/MAG 900i
El cuellos antorcha MIG/MAG 2x500i R y las antorcha de robot MIG/MAG 900i R
refrigeradas por agua transfieren la potencia del arco voltaico al componente.
Las antorchas de soldadura TWIN diseñadas para usarse con anticolisión /i XXL y
están disponibles en dos versiones:
PA con puntas de contacto colocadas una sobre la otra,
con ángulo de inclinación de la antorcha de soldadura de 30° o 45°
PB con puntas de contacto colocadas una junto a la otra,
con ángulo de inclinación de la antorcha de soldadura de 30° o 45°
Cuello antorcha MIG/MAG 900i R
La robusta cuello antorcha MIG/MAG 900i R es adecuada para aplicaciones
TWIN en entornos difíciles con un ángulo de inclinación de la punta de contacto
invariable.
Cuello antorcha MIG/MAG 2x500i R
El cuello antorcha MIG/MAG 2x500i R está diseñado para la aplicación de diferentes ángulos de inclinación de la punta de contacto; para más detalles, consulte a partir de la página 49.
Hay dos sistemas de consumibles disponibles para el cuello antorcha MIG/MAG
2x500i R:
"Spatter Guard" sistema de consumible
para todos los materiales de relleno
como estándar
"Sleeve" sistema de consumible
solo para aplicaciones de acero
opcional
48
Las antorchas de soldadura se entregan completamente montados con todos los
11,5°
consumibles.
Cuello antorcha
MIG/MAG
2x500i R - ángulo de inclinación
de la punta de
contacto
Se requieren los siguientes componentes para adaptar la antorcha de robot TIG
al juego de cables sin un sistema de cambio de cuellos de antorcha TXi TWIN automático:
42,0001,4833 Poste de conexión M52x1.5/M55x1.5
-
42,0001,4832 tuerca TWIN TX M55x1.5
-
42,0407,0834 circlip de eje SW50
-
Dependiendo de la aplicación, hay disponibles diferentes ángulos de inclinación de las puntas de contacto una
hacia otra de 0°, 4°, 8° y 11.5° para las
antorchas de soldadura cuello antorcha MIG/MAG 2x500i R.
Se requieren los componentes de armado correspondientes para cada ángulo:
0° OPT/i cuello antorcha
MIG/MAG TWIN 0.0° sym.
4° OPT/i cuello antorcha
Ejemplo:
Ángulo de inclinación de las puntas de contacto
una hacia otra = 11.5°
MIG/MAG TWIN 4.0° sym.
8° OPT/i cuello antorcha
MIG/MAG TWIN 8.0° sym.
ES-MX
11.5° OPT/i cuello antorcha
MIG/MAG TWIN 11.5° sym.
Encontrará información detallada sobre los componentes
de montaje en el enlace adyacente del catálogo de piezas
de recambio en línea de Fronius.
https://spareparts.fronius.com
Search: Cuello antorcha MIG/MAG 2x500
¡OBSERVACIÓN!
Las dimensiones dependientes del ángulo de inclinación de la antorcha de soldadura se pueden encontrar en los datos técnicos que se muestran a partir de la
página 176.
49

(1) (2) (3) (4) (5) (6)
Se incluyen los siguientes componentes de armado en el OPT/i cuello
antorcha MIG/MAG TWIN:
(1) 1 x tobera de gas
(2) 2 x anillas aislantes
(3) 2 x porta tobera
(4) 1 x distribuidor autorizado de
gas
(5) 4 x tornillos de cabeza cilíndrica
M2.5 x 16 mm
(6) 2 x sujetadores de porta tobera
Las recomendaciones de aplicación para los ángulos de inclinación de las puntas
de contacto pueden encontrarse a partir de la página 57.
50

Adaptador individual TWIN-MTB
(A) (B)
1
1
2
2
Adaptador individual TWINMTB
(A) lado del juego de cables, (B) lado del cuello antorcha, 1 = línea de soldadura 1, 2 = línea de soldadura 2
Con la ayuda del adaptador individual TWIN-MTB, el sistema de soldadura TWIN
se puede operar con un solo cuello antorcha.
El adaptador combina líneas de gas y aire a presión, así como las líneas de alimentación de alambre de ambas líneas de soldadura. Las líneas de líquido de refrigeración se ejecutan y las rutas actuales de ambas líneas de soldadura se fusionan en una sola.
ES-MX
La línea de soldadura se define insertando la sirga de guía de hilo en la entrada
de alambre correspondiente en el adaptador individual TWIN-MTB.
Si hay un sistema de cambio de cuello antorcha en el sistema de soldadura, también se puede automatizar el cambio de la antorcha de soldadura TWIN a la
antorcha de soldadura individual y viceversa.
¡OBSERVACIÓN!
Cuando opere una sola antorcha de soldadura en un sistema de soldadura
TWIN, observe la corriente de soldadura máxima y el ciclo de trabajo (D.C.) de la
antorcha de soldadura individual.
51

52

Aspectos de tecnología de soldadu-
ra
53

54

Aspectos de tecnología de soldadura
ES-MX
Gases protectores para procesos de soldadura
TWIN
Material Gas protector
Aceros sin aleación y de baja aleación
Aceros CrNi, aceros de alta aleación
Aluminio Mezclas de Ar (99.9 %), ArHe
Aleaciones base níquel Mezclas de Ar (100 %), Ar+0.5-3 % CO2 o
Control del gas
Establezca el mismo volumen de flujo de gas en ambas fuentes de poder.
Todo el volumen de flujo de gas debe tener un total aproximado de 25 a 30 l/min.
Ejemplo:
volumen de flujo de gas = 30 l/min
==> establezca la fuente de poder 1 con 15 l/min y la fuente de poder 2 con 15
l/min
Mezclas de ArCO2, ArO2 y ArCO2O
Mezclas de ArCO2, proporción de gases activos máx. 2.5 %
Mezclas de ArO2, proporción de gases activos máx. 3 %
Mezclas de ArCO2He, proporción de gases
activos máx. 8 %
ArHeCO2H
2
2
Realizar la comparación de D/I
Antorcha de soldadura TWIN/modo de operación TWIN:
ambas electroválvulas son cambiadas
Antorcha de soldadura TWIN/modo de operación de un solo cable:
ambas electroválvulas son cambiadas
Antorcha de soldadura individual con adaptador (acoplamiento intercambiable
TXi opcional):
se cambia una electroválvula
(electroválvula para fuente de poder seleccionada por los controles de robot)
Preflujo de gas/postflujo de gas con antorcha de soldadura TWIN:
la misma válvula generalmente debe ser establecida en ambas fuentes de poder;
si las válvulas son diferentes, la válvula más grande se aplica automáticamente en
ambas fuentes de poder.
¡IMPORTANTE! La comparación de D/I debe hacerse por separado para cada
transformador de soldadura.
D = resistencia del circuito de soldadura [mOhm]
I = inductancia del circuito de soldadura [µH]
55

Ángulo de incli-
90 - 100°
SO
(1)
(2)
(3)
(4)
(5)
D
*
nación de la
antorcha de
soldadura
Seleccione el ángulo de inclinación de
la antorcha de soldadura de forma que
el electrodo de soldadura (= electrodo
de la fuente de corriente master) está
en una posición de neutral a ligeramente inclinada.
Aproximadamente de 90 a 100° para
aplicaciones de acero
Aproximadamente de 100 a 115° para
aplicaciones de aluminio
Ángulo de inclinación de la antorcha de soldadura para inclinar ligeramente
Stickout
Stickout (SO) y distancia de los electrodos dependiendo del diámetro (D)
del electrodo de soldadura:
D [mm / pulgada] SO [mm / pulga-
da]
1.0/0.039 15/0.591
1.2/0.047 17/0.669
1.4/0.055 18/0.709
1.6/0.063 21/0.827
(1) Electrodo de soldadura 1
(2) Punta de contacto 1
(3) Toberas de gas
(4) Punta de contacto 2
(5) Electrodo de soldadura 2
* La distancia de los electrodos de soldadura dependiendo del ángulo de in-
clinación de las puntas de contacto y el stickout se puede encontrar en
los datos técnicos de la página 176.
56

Recomendaciones de aplicación
para los ángulos
de inclinación de
las puntas de
contacto
Por material:
Aplicación
Aluminio
Ángulo de inclinación
0° 4° 8° 11.5°
280 x
1 x 2
ES-MX
Acero ferrítico
Acero austenítico, CrNi
1)
x
1)
x
280 x
1 x 2
2)
x
1)
Máster/slave = Pulse Multi Control TWIN/Pulse Multi Control TWIN o
PCS TWIN/Pulse Multi Control TWIN
2)
Máster/slave = Pulse Multi Control TWIN/CMT TWIN o CMT TWIN/CMT
TWIN
Según la geometría del cordón de soldadura (para acero):
Ángulo de inclinación
Aplicación
0° 4° 8° 11.5°
Cordón de garganta - lámina delgada (<
3 mm/0.12 pulgadas)
Cordón de garganta - lámina gruesa (>
3 mm/0.12 pulgadas)
CORDÓN A TOPE
x
x
x
x
x
x
Soldadura a solape
(alta velocidad de soldadura, charcos de
soldadura pequeños)
1)
x
1)
x
x
x
Según el criterio general:
Ángulo de inclinación
Aplicación
0° 4° 8° 11.5°
alta velocidad de soldadura para aplicaciones de láminas delgadas
alta velocidad de soldadura para aplicaciones de láminas gruesas
x x
x x x
Penetración - lámina delgada x x
Penetración - lámina gruesa x x x
57

Secuencia de ini-
1. 2. 3. 4.
L
T
L
T
L
T
L
T
cio de soldadura
para CMT TWIN
L = Electrodo de soldadura máster, T = Electrodo de soldadura slave
Ambos electrodos de soldadura se mueven hacia el componente
1.
Ambos electrodos de soldadura hacen contacto con el componente
2.
El electrodo de soldadura máster inicia el proceso de soldadura, el electrodo
3.
de soldadura slave se aleja del componente y espera la señal de inicio del
electrodo de soldadura máster = retardo de inicio de soldadura
En cuanto el electrodo de soldadura slave recibe la señal de inicio, también
4.
comienza el proceso de soldadura
Un proceso de soldadura CMT TWIN requiere una unidad de accionamiento WF
60i TWIN y un buffer.
En combinación con una unidad de accionamiento WF 60i TWIN, todas las características TWIN se encienden según la secuencia anterior.
Modo de operación TWIN
Los controles de robot usan las señales "Modo de operación de sistema TWIN bit
0" y "Modo de operación de sistema TWIN bit 1" para definir
la línea del proceso master y slave en el modo TWIN
-
la línea del proceso activo en el modo de un solo alambre
-
58

Características de TWIN
General Las características de TWIN de Pulse Multi Control con las siguientes pro-
piedades son las únicas disponibles para el proceso de soldadura TWIN:
Universal
Paquetes característicos para tareas de soldadura convencionales
Las características están optimizadas para una amplia gama de aplicaciones en
soldadura TWIN sincronizada.
Se admiten la relación de sincronización de pulsos y el desfase máster/slave,
siempre que se utilice una característica universal TWIN en ambas fuentes de
poder.
Arco voltaico múltiple
Paquetes característicos para tareas de soldadura convencionales
Las características están optimizadas para soldadura TWIN sincronizada con
múltiples sistemas de soldadura y reducen la influencia mutua de múltiples fuentes de poder.
Se admiten la relación de sincronización de pulsos y el desfase máster/slave,
siempre que se utilice una característica de arco voltaico múltiple TWIN en ambas fuentes de poder.
ES-MX
PCS (Pulse Controlled Sprayarc)
Estas características combinan las ventajas de los arcos pulsados y estándar en
una característica: un arco voltaico pulsado concentrado pasa directamente a un
arco voltaico de rociadura corto; el arco voltaico de transición se borra.
La curva característica no admite sincronización.
Soldadura de cubrimiento
Las características están optimizadas para la soldadura de cubrimiento TWIN
sincronizada.
Un perfil de corriente especial asegura un arco voltaico amplio con flujo de soldadura optimizado y baja mezcla.
Se admiten la relación de sincronización de pulsos y el desfase máster/slave,
siempre que se utilice una característica universal o de arco voltaico múltiple
TWIN en ambas fuentes de poder.
Raíz
Características de las posiciones de la raíz
Las características están optimizadas para la soldadura CMT en el electrodo
máster y slave.
¡IMPORTANTE! Se debe seleccionar la misma característica de TWIN en ambas
líneas del proceso.
Requisitos previos para usar una característica TWIN de Pulse Multi Control:
Paquete de soldadura de pulso en ambos transformadores de soldadura
-
Ambos transformadores de soldadura deben estar conectados al Controla-
-
dor TWIN.
59

Características
de TWIN disponibles
PR = Proceso
Stahl:
Núm.
PR
4256
CMT
4257
CMT
4258
CMT
3940
Pulse
Multi
Control
4019
Pulse
Multi
Control
4251
CMT
4254
CMT
4255
CMT
Diámetro del
alambre
0.9 mm
0.9 mm
0.9 mm
1.0 mm
1.0 mm
1.0 mm
1.0 mm
1.0 mm
Gas protector Propiedad
C1 CO2 100 %
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M20 Ar + 8–10 % CO
C1 CO2 100 %
2
2
2
2
2
2
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN universal
3564
Pulse
Multi
Control
3565
Pulse
Multi
Control
4200
CMT
4221
CMT
4250
CMT
3892
Pulse
Multi
Control
3845
Pulse
Multi
Control
1.2 mm
1.2 mm
1.2 mm
1.2 mm
1.2 mm
1.3 mm
1.4 mm
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
C1 CO2 100 %
M20 Ar + 5–10 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
2
2
2
TWIN universal
TWIN universal
TWIN universal
TWIN universal
2
2
2
TWIN universal
TWIN universal
TWIN universal
60

Núm.
PR
Diámetro del
alambre
Gas protector Propiedad
3734
Pulse
Multi
Control
3735
Pulse
Multi
Control
4018
Pulse
Multi
Control
4020
Pulse
Multi
Control
3833
Pulse
Multi
Control
3834
Pulse
Multi
Control
1.6 mm
1.6 mm
1.0 mm
1.0 mm
1.2 mm
1.2 mm
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
ES-MX
2
2
2
2
2
2
TWIN universal
TWIN universal
TWIN PCS
TWIN PCS
TWIN PCS
TWIN PCS
3893
Pulse
Multi
Control
3846
Pulse
Multi
Control
3840
Pulse
Multi
Control
3841
Pulse
Multi
Control
4021
Pulse
Multi
Control
4023
Pulse
Multi
Control
1.3 mm
1.4 mm
1.6 mm
1.6 mm
1.0 mm
1.0 mm
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
2
2
2
2
2
2
TWIN PCS
TWIN PCS
TWIN PCS
TWIN PCS
TWIN de arco voltaico
múltiple
TWIN de arco voltaico
múltiple
61

Núm.
PR
Diámetro del
alambre
Gas protector Propiedad
3837
Pulse
Multi
1.2 mm
M21 Ar + 15–20 % CO
2
Control
3838
Pulse
Multi
1.2 mm
M20 Ar + 5–10 % CO
2
Control
Metal Cored (hilo de relleno):
TWIN de arco voltaico
múltiple
TWIN de arco voltaico
múltiple
Núm.
PR
3894
Pulse
Multi
Control
3903
Pulse
Multi
Control
3897
Pulse
Multi
Control
3905
Pulse
Multi
Control
3896
Pulse
Multi
Control
Diámetro del
alambre
1.2 mm
1.2 mm
1.6 mm
1.6 mm
1.2 mm
Gas protector Propiedad
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M20 Ar + 5–10 % CO
2
2
2
2
2
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN PCS
62
3901
Pulse
Multi
Control
3904
Pulse
Multi
Control
3906
Pulse
Multi
Control
1.6 mm
1.2 mm
1.6 mm
M20 Ar + 5–10 % CO
M21 Ar + 15–20 % CO
M21 Ar + 15–20 % CO
2
2
2
TWIN PCS
TWIN PCS
TWIN PCS

CrNi 19 9/19 12 3:
Núm.
PR
Diámetro del
alambre
4024
Pulse
Multi
1.2 mm
Control
4261
CMT
1.2 mm
4026
Pulse
Multi
1.2 mm
Control
CrNi 18 8/18 8 6:
Núm.
PR
Diámetro del
alambre
4027
Pulse
Multi
1.2 mm
Control
Gas protector Propiedad
M12 Ar + 2–5 % CO
M12 Ar + 2–5 % CO
M12 Ar + 2–5 % CO
2
2
2
TWIN universal
TWIN universal
TWIN PCS
Gas protector Propiedad
M12 Ar + 2–5 % CO
2
TWIN universal
ES-MX
4262
CMT
4028
Pulse
Multi
Control
NiCrMo-3:
Núm.
PR
4030
Pulse
Multi
Control
4032
Pulse
Multi
Control
4034
Pulse
Multi
Control
1.2 mm
1.2 mm
Diámetro del
alambre
1.2 mm
1.2 mm
1.2 mm
M12 Ar + 2–5 % CO
M12 Ar + 2–5 % CO
2
2
TWIN universal
TWIN PCS
Gas protector Propiedad
M12 Ar + 2–5 % CO
M12 Ar + 2–5 % CO
2
2
Z Ar + 30 % He + 2 % H2 +
0.05 % CO
2
TWIN universal
TWIN PCS
Soldadura de cubrimiento TWIN
4035
Pulse
Multi
Control
1.2 mm I1 Ar 100 %
Soldadura de cubrimiento TWIN
63

AlMg4.5 Mn (Zr):
Núm.
PR
4147
Pulse
Multi
Control
4287
Pulse
Multi
Control
4041
Pulse
Multi
Control
4053
Pulse
Multi
Control
4289
Pulse
Multi
Control
Diámetro del
alambre
1.2 mm I1 Ar 100 % TWIN universal
1.2 mm I3 Ar + 30 % He TWIN universal
1.6 mm I1 Ar 100 % TWIN universal
1.6 mm I3 Ar + 30 % He TWIN universal
1.2 mm I3 Ar + 30 % He TWIN PCS
Gas protector Propiedad
4298
Pulse
Multi
Control
4044
Pulse
Multi
Control
4054
Pulse
Multi
Control
4284
Pulse
Multi
Control
4288
Pulse
Multi
Control
4290
Pulse
Multi
Control
1.2 mm I1 Ar 100 % TWIN PCS
1.6 mm I1 Ar 100 % TWIN PCS
1.6 mm I3 Ar + 30 % He TWIN PCS
1.2 mm I1 100 % Ar
1.2 mm I3 Ar+30% He
1.6 mm I1 100 % Ar
TWIN de arco voltaico
múltiple
TWIN de arco voltaico
múltiple
TWIN de arco voltaico
múltiple
64

AlMg 5:
Núm.
PR
4259
CMT
4279
Pulse
Multi
Control
4280
Pulse
Multi
Control
4264
CMT
4293
Pulse
Multi
Control
4245
Pulse
Multi
Control
Diámetro del
alambre
1.2 mm I1 Ar 100 % TWIN universal
1.2 mm I1 100 % Ar TWIN universal
1.2 mm I3 Ar+30% He TWIN universal
1.6 mm I1 100 % Ar TWIN universal
1.6 mm I1 100 % Ar TWIN universal
1.2 mm I1 100 % Ar
Gas protector Propiedad
TWIN de arco voltaico
múltiple
ES-MX
4283
Pulse
Multi
Control
4292
Pulse
Multi
Control
4246
Pulse
Multi
Control
4286
Pulse
Multi
Control
4294
Pulse
Multi
Control
AlSi 5:
1.2 mm I3 Ar+30% He
1.6 mm I1 100 % Ar
1.2 mm I1 100 % Ar TWIN PCS
1.2 mm I3 Ar + 30 % He TWIN PCS
1.6 mm I1 Ar 100 % TWIN PCS
TWIN de arco voltaico
múltiple
TWIN de arco voltaico
múltiple
Núm.
PR
4260
CMT
4265
CMT
Diámetro del
alambre
1.2 mm I1 Ar 100 % TWIN universal
1.6 mm I1 Ar 100 % TWIN universal
Gas protector Propiedad
65

SlagHammer La función SlagHammerse implementa en todas las características de Pulse Mul-
ti Control Twin y CMT Twin.
En combinación con una unidad de accionamiento TWIN WF 60i TWIN Drive, la
escoria se elimina del cordón de soldadura y del extremo del electrodo de soldadura mediante un movimiento de inversión del alambre sin arco voltaico antes de
soldar.
La eliminación de la escoria garantiza un cebado fiable y preciso del arco voltaico.
No se requiere un buffer para la función SlagHammer.
La función SlagHammerse ejecuta automáticamente para las características Pulse Multi Control Twin y CMT Twin.
66

Procesos de soldadura TWIN
ES-MX
Procesos de
soldadura TWIN
- visión general
Electrodo de soldadura máster
(= fuente de corriente máster)
Dirección de soldadura
Pulse Multi Control TWIN Pulse Multi Control TWIN
PCS TWIN PCS TWIN
Pulse Multi Control TWIN CMT TWIN
PCS TWIN CMT TWIN
Electrodo de soldadura slave
(= fuente de corriente slave)
CMT TWIN CMT TWIN
Un alambre
(Pulso*/Estándar*/Pulse Multi Con-
trol*/LSC*/CMT*)
* activación requerida
¡IMPORTANTE! No hay características TWIN disponibles para los procesos de
soldadura de pulso o estándar.
¡Las combinaciones de proceso de soldadura de pulso o estándar no se recomiendan!
Símbolos Los siguientes símbolos se usan en las descripciones de las opciones de los pro-
cesos de soldadura TWIN a continuación:
Electrodo de soldadura slave
-
- Un alambre
(Pulso*/Estándar*/Pulse Multi Control*/LSC*/
CMT*)
Electrodo de soldadura máster
Arco voltaico Pulse Multi Control activo con transición desprendimiento de gota
67

Arco voltaico Pulse Multi Control inactivo (sin transición desprendi-
I (A)
t (s)
I
T
I
L
IL > I
T
P
miento de gota)
Arco voltaico PCS activo
Charco de soldadura CMT
Fase de fusión de gota CMT
Inicio de fase de ignición del arco voltaico CMT
Desprendimiento de gota CMT
Pulse Multi Control TWIN/Pulse
Multi Control
TWIN
I
L
I
T
Corriente de soldadura de la fuente de corriente máster
Corriente de soldadura de la fuente de corriente slave
Dirección de soldadura
Curvas de tiempo de la corriente de soldadura y representación esquemática de la transición de material
P = desfase
Coordinación de tiempo de las fuentes de poder
Los procesos Pulse Multi Control de las dos líneas del proceso se sincronizan
entre sí. Esto asegura un proceso de soldadura Tandem consistente.
La posición relativa del pulso/desprendimiento de gota se almacena en la característica, pero también puede seleccionarse libremente.
Salidas significativamente diferentes en el electrodo de soldadura máster y
slave
El sistema de soldadura TPS/i TWIN permite que se usen salidas o velocidades
de alambre significativamente diferentes, incluso durante los procesos Tandem
de Pulse Multi Control.
Normalmente se selecciona una salida significativamente más alta en el electrodo de soldadura máster que en el electrodo slave.
El resultado de esto es:
68

PCS TWIN/PCS
t (s)
I (A)
I
L
I
T
TWIN
Aportación de calor dirigida
-
El material base frío se funde bien
-
Registro exacto de la posición de la raíz
-
El electrodo de soldadura llena el charco de fusión
-
Extensión del tiempo de liberación de gas (menor tendencia a la porosidad)
-
Alta velocidad de soldadura
-
¡IMPORTANTE! Solo se sincronizan las características de Pulse Multi Control
TWIN.
Para la sincronización, se debe utilizar una característica de soldadura TWIN universal, TWIN multiarco o TWIN de soldadura de cubrimiento en el electrodo de
soldadura máster y slave respectivamente.
Una combinación de características Pulse Multi Control Single y características
Pulse Multi Control TWIN (máster/slave o slave/máster) no conduce a la sincronización.
¡OBSERVACIÓN!
El proceso TWIN de PMC TWIN/PMC TWIN generalmente se debe usar para todas las aplicaciones de soldadura.
ES-MX
Curvas del tiempo de corriente de soldadura y representación esquemática de la transición del material
Las características de PCS TWIN se usan predominantemente para soldar con un
arco voltaico de rociadura modificado en el electrodo de soldadura máster y un
arco voltaico pulsado en el electrodo de soldadura slave.
La sincronización de pulsos no se activa cuando se utiliza una característica PCS
TWIN.
Ventajas:
Alta penetración por parte del arco voltaico estándar del electrodo de solda-
-
dura máster
Secciones cruzadas grandes del cordón de soldadura posibles
-
Gran diferencia en las velocidades del enhebrado de alambre posibles
-
Cordones de soldadura atractivos a la vista gracias al arco voltaico pulsado
-
del electrodo de soldadura slave
69

Pulse Multi Control TWIN / CMT
TWIN
¡OBSERVACIÓN!
En el proceso TWIN de PCS TWIN/PCS TWIN, sólo suelde el electrodo de soldadura máster en el arco voltaico de rociadura.
Representación esquemática de la transición de material
CMT TWIN /
CMT TWIN
Ventajas:
Penetración profunda del electrodo de soldadura máster
-
Alta tasa de deposición en el electrodo de soldadura máster
-
Muy buen llenado del cordón debido al electrodo de soldadura slave
-
Alta estabilidad del proceso
-
El proceso de soldadura TWIN Pulse Multi Control TWIN / CMT TWIN puede
usarse para ambas direcciones de soldadura.
¡OBSERVACIÓN!
En el proceso de soldadura TWIN Pulse Multi Control TWIN / CMT TWIN se obtienen resultados de soldadura óptimos con un ángulo de inclinación de la punta
de contacto de 8°.
70
Representación esquemática de la transición de material

En esta variante de proceso, se utilizan las mismas características para ambos
t (s)
I (A)
I
L
IT = 0
t (s)
I (A)
I
L
IT = 0
t (s)
I (A)
I
L
IT = 0
electrodos de soldadura.
El arco voltaico del electrodo de soldadura máster es más corto que el del electrodo de soldadura slave. Esto resulta en una mayor salida del electrodo de soldadura máster.
El arco voltaico del electrodo de soldadura slave se iguala específicamente con el
charco de soldadura.
El proceso de soldadura TWIN CMT TWIN / CMT TWIN puede usarse para ambas direcciones de soldadura.
ES-MX
Un cable (con
una antorcha de
soldadura
TWIN):
Pulse Multi Control/Pulso/LSC/
Estándar/CMT
Curvas de tiempo de la corriente de soldadura y representación esquemática de
la transición para la fuente de corriente máster
Pulse Multi Control/Pulso
LSC/Estándar
CMT
71

Curvas de tiempo de la corriente de soldadura y representación esquemática de
t (s)
I (A)
I
T
IL = 0
t (s)
I (A)
I
T
IL = 0
t (s)
I (A)
I
T
IL = 0
la transición para la fuente de corriente slave
Pulse Multi Control/Pulso
CMT
LSC/Estándar
Soldadura de un cable
En la soldadura de un cable, se emite una señal por parte de los controles de robot, lo que significa que sólo una fuente de poder suelda.
Dependiendo de la posición de la antorcha de soldadura o de la posición
restringida del cordón de soldadura, la soldadura de un cable puede ser realizada
por la fuente de corriente máster o slave. La segunda fuente de poder se detiene.
72
¡OBSERVACIÓN!
Para garantizar una protección de gas completa durante la soldadura de un solo
cable con antorchas de soldadura TWIN, la electroválvula para la fuente de poder detenida está abierta.
La electroválvula es controlada a través de la fuente de poder.
Los arcos Pulse Multi Control, Pulso, LSC, Estándar y CMT son posibles durante
la soldadura de un cable siempre que el paquete de soldadura adecuado esté disponible en la fuente de poder. No es necesario cambiar la antorcha de soldadura.

La soldadura de un cable se usa en un sistema de soldadura TWIN:
Al soldar un radio muy estrecho
-
Al soldar en posiciones difíciles y posiciones restringidas
-
Para llenar cráteres finales
-
Si ha habido un cambio a una antorcha de soldadura individual en la estación
-
de cambio de la antorcha de soldadura
ES-MX
73

Parámetros del proceso TWIN
Parámetros de
soldadura del
proceso de
TWIN
Los siguientes parámetros de soldadura del proceso TWIN están disponibles en
las fuentes de poder en el modo de operación TWIN en Parámetros del proceso/
Regulación del proceso TWIN:
Para Pulse Multi Control TWIN / Pulse Multi Control TWIN
Electrodo máster Pulse Multi Control
Alimentador de alambre
-
Corrección de la longitud de arco
-
voltaico
Corrección del pulso
-
Estabilizador de penetración
-
Estabilizador de la longitud de
-
arco voltaico
Retraso de ignición de slave *
-
Para Pulse Multi Control TWIN / CMT TWIN
Electrodo máster Pulse Multi Control
Alimentador de alambre
-
Corrección de la longitud de arco
-
voltaico
Corrección del pulso
-
Estabilizador de penetración
-
Estabilizador de la longitud de
-
arco voltaico
Retraso de ignición de slave *
-
Electrodo slave Pulse Multi Control
Alimentador de alambre
-
Corrección de la longitud de arco
-
voltaico
Corrección del pulso
-
Estabilizador de penetración
-
Estabilizador de la longitud de
-
arco voltaico
Retraso de ignición de slave *
-
Relación de sincronización del
-
pulso
Desfase de máster/slave
-
Electrodo slave CMT
Alimentador de alambre
-
Corrección de la longitud de arco
-
voltaico
Corrección dinámica
-
Estabilizador de penetración
-
Retraso de ignición de slave *
-
Retraso de ignición de slave
Para CMT TWIN / CMT TWIN
Electrodo máster CMT
Alimentador de alambre
-
Corrección de la longitud de arco
-
voltaico
Corrección dinámica
-
Estabilizador de penetración
-
Retraso de ignición de slave *
-
Más parámetros de soldadura del proceso TWIN
Relación de sincronización del pulso *
-
Desfase de máster/slave *
-
* Las siguientes secciones contienen una descripción detallada de paráme-
tros de soldadura del proceso para el modo de operación TWIN.
Cuando esta función se activa, el punto de ignición del arco voltaico slave siempre depende de la fase presente del arco voltaico máster. Los parámetros de inicio
Electrodo slave CMT
Alimentador de alambre
-
Corrección de la longitud de arco
-
voltaico
Corrección dinámica
-
Estabilizador de penetración
-
Retraso de ignición de slave *
-
74

del arco voltaico slave se adaptan automáticamente a las condiciones predominantes del arco máster.
El arco voltaico slave arranca sin contacto en los sistemas TWIN Push y con un
SFI (cebado libre de proyecciones) sincronizado en los sistemas TWIN Push/Pull.
Como resultado, el inicio del arco voltaico slave es significativamente más suave
y se evitan los cebados fallidos o se reduce su número.
El modo de operación automático (auto) implementa un retraso de ignición óptimo.
Cuando se configura manualmente, se puede establecer un retraso de ignición de
0 - 2. El inicio del arco voltaico slave es sincronizado.
La función puede ser desactivada. En este caso, el arco voltaico máster se enciende inmediatamente y no está sincronizado.
ES-MX
Relación de sincronización del
pulso
Información sobre la pantalla del transformador de soldadura
Rango de ajuste: auto, 1/1, 1/2, 1/3
Configuración de fábrica: auto
Solo se activa si se establece la misma característica Pulse Multi Control Twin
para ambos electrodos de soldadura.
La relación de sincronización del pulso permite que ambas líneas del proceso se
operen con velocidades de alambre significativamente diferentes.
En caso de que haya diferencias mayores en la salida, la frecuencia de pulsos se
ajusta de forma que difiera entre el máster y el slave con un múltiplo entero. Sólo
cada segundo o cada tercer pulso después se ejecuta para el arco voltaico slave,
por ejemplo.
La característica para el modo de operación automático ("auto") contiene una relación de frecuencia óptima con base en los valores de velocidad de alambre para
ambas líneas del proceso. La velocidad de alambre puede configurarse de forma
separada para cada línea del proceso.
Al configurar la relación de la frecuencia de forma manual, el valor puede configurarse en ambos transformadores de soldadura de forma independiente. El valor configurado en la fuente de corriente slave se aplica al proceso.
1/1 Ambos arcos voltaicos funcionan con la misma frecuencia de pulsos. El
número de gotas por unidad de tiempo es idéntico en ambas líneas del
proceso.
1/2 El arco voltaico slave funciona con la mitad de la frecuencia de pulsos del
arco voltaico máster. El desprendimiento de gota sólo se lleva a cabo en el
arco voltaico slave en un pulso y sí y en otro no.
75

1/3 El arco voltaico slave funciona con un tercio de la frecuencia de pulsos del
arco voltaico máster. El desprendimiento de gota sólo se lleva a cabo en el
arco voltaico slave con cada tercer otro pulso.
Información sobre la pantalla del transformador de soldadura
Desfase de
máster/slave
Rango de ajuste: auto, 0 - 95 %
Configuración de fábrica: auto
Solo se activa si se establece la misma característica Pulse Multi Control Twin
para ambos electrodos de soldadura.
El desfase de máster/slave permite que el tiempo del desprendimiento de gota se
seleccione libremente para el arco voltaico slave. Ya que el desprendimiento de
gota no se lleva a cabo en la fase actualmente activa del arco voltaico máster, se
puede contrarrestar un efecto de soplado entre los dos arcos voltaicos.
En el modo de operación automático ("auto"), las características contienen la ubicación óptima de las dos fases de corriente de red relacionadas entre sí, y esto
puede cambiar junto con las características.
Cuando se configura manualmente, el desfase puede definirse entre los dos pulsos como un porcentaje de la duración del periodo. El rango de ajuste de 0 - 95 %
corresponde al desfase de 0 - 342°.
0 % Modo de operación sincrónico - sin desfase entre las dos líneas del proce-
so, los desprendimientos de gota de máster y slave se realizan al mismo
tiempo
50 % Modo de operación asincrónico - desfase de 180°, cada desprendimiento
de gota se lleva a cabo en la fase actualmente activa del otro arco voltaico.
76
Información sobre la pantalla del transformador de soldadura

TWIN SynchroPulse
ES-MX
Soldadura SynchroPulse
TWIN SynchroPulse
SynchroPulse está disponible para todos los procesos (Estándar / Pulso / LSC /
Pulse Multi Control).
El cambio cíclico de la potencia de soldadura entre dos puntos de trabajo con
SynchroPulse alcanza una apariencia de soldadura de ondulación residual y
aportación de calor no continua.
A partir de la versión de firmware "official_TPSi_4.0.0-xxxxx.xxxxx.ffw", SynchroPulse también puede utilizarse en un proceso de soldadura TWIN.
Para TWIN SynchroPulse, los parámetros de soldadura SynchroPulse Frecuencia
y DutyCycle (alto) se ajustan y especifican en la fuente de corriente master.
Los ajustes para Frecuencia y DutyCycle (alto) en la fuente de corriente slave no
tienen ningún efecto.
El resto de parámetros de soldadura pueden seleccionarse de forma diferente en
ambas líneas de proceso.
77

Valores de orientación de parámetros de soldadura TWIN Push
Valores de orientación para cordones de garganta, posición de
soldadura PA
¡OBSERVACIÓN!
Los siguientes datos son valores de orientación determinados en condiciones de
laboratorio.
Gas protector y material de aporte utilizado:
Gas protector M20 Ar + 5-15% CO
Material de aporte ER70S-6
Diámetro del alambre 1.2 mm
Característica (máster + slave) Pulse Multi Control TWIN Universal
3565
2
Máster (L)
Dimensión A
[mm]
3.5
4.0
4.5
5.0
Slave (T)
LT21.0
LT22.5
LT22.0
LT24.0
Velocidad de alambre
[m/min]
11.2
15.0
13.0
15.0
Corriente de soldadura
378
230
394
326
414
302
430
325
[A]
Tensión de soldadura
24.1
27.8
27.3
29.7
28.6
27.9
27.8
27.5
[V]
Velocidad de soldadura
[cm/min]
Longitud de energía por unidad
[kJ/cm]
Tasa de deposición
250 3.7 16.5 3
200 6.1 19.2 6
160 7.5 17.9 6
125 10.0 19.9 8
[kg/h]
Grosor de la lámina
[mm]
Micrográfico/macro
78

Dimensión A
[mm]
Máster (L)
Slave (T)
ES-MX
Tasa de deposición
Tensión de soldadura
Velocidad de alambre
[m/min]
Corriente de soldadura
[A]
[V]
Velocidad de soldadura
Longitud de energía por unidad
[cm/min]
[kJ/cm]
[kg/h]
Grosor de la lámina
[mm]
Micrográfico/macro
6.0
7.0
8.0
8.5
LT23.0
12.5
LT26.2
12.0
LT24.6
10.1
LT20.0
10.0
430
301
409
273
451
259
369
238
26.8
27.5
27.6
30.0
27.6
27.9
24.9
27.4
90 13.2 18.2 10
78 15.0 19.5 10
60 19.6 17.7 15
45 20.9 15.3 15
9.0
LT22.5
9.5
429
258
27.0
26.9
40 26.5 16.4 15
79

Valores de orientación para cordones de garganta, posición de
soldadura PB
¡OBSERVACIÓN!
Los siguientes datos son valores de orientación determinados en condiciones de
laboratorio.
Gas protector y material de aporte utilizado:
Gas protector M20 Ar + 5-15% CO
Material de aporte ER70S-6
Diámetro del alambre 1.2 mm
Característica (máster + slave) Pulse Multi Control TWIN Universal
3565
Máster (L)
Dimensión A
[mm]
3.5
Slave (T)
L
T
Velocidad de alambre
[m/min]
18.0
10.0
Corriente de soldadura
397
241
[A]
Tensión de soldadura
23.2
26.2
[V]
Velocidad de soldadura
[cm/min]
Longitud de energía por unidad
[kJ/cm]
Tasa de deposición
210 4.4 14.3 3
[kg/h]
Grosor de la lámina
[mm]
Micrográfico/macro
2
4.0
4.5
5.0
L
20.0
T
11.0
L
23.5
T
11.2
L
20.5
T
11.0
396
266
362
229
392
253
27.8
29.7
24.8
26.5
25.7
26.2
150 6.8 15.9 6
130 6.8 17.7 6
120 8.4 16.1 8
80

Dimensión A
[mm]
Máster (L)
Slave (T)
ES-MX
Tasa de deposición
Tensión de soldadura
Velocidad de alambre
[m/min]
Corriente de soldadura
[A]
[V]
Velocidad de soldadura
Longitud de energía por unidad
[cm/min]
[kJ/cm]
[kg/h]
Grosor de la lámina
[mm]
Micrográfico/macro
5.5
6.0
LT21.5
12.0
LT22.0
12.0
389
268
392
266
26.5
28.1
27.0
28.2
100 10.4 17.1 10
90 12.1 17.4 10
81

Valores de orientación de parámetros de soldadura TWIN Push/Pull
Valores de orientación para cordones de garganta, posición de
soldadura PB
¡OBSERVACIÓN!
Los siguientes datos son valores de orientación determinados en condiciones de
laboratorio.
Gas protector y material de aporte utilizado:
Gas protector M21 Ar + 15-20% CO2
Material de aporte ER70S-6
Diámetro del alambre 1.2 mm
Ángulo de inclinación del tubo de con-
tacto
Característica (máster + slave) Pulse Multi Control TWIN Universal
11.5°
3564
Dimensión A
2.3
3.0
3.7
Máster (L)
[mm]
L
T
L
T
L
T
Slave (T)
Velocidad de alambre
7.5
3.5
11.6
5.0
12.5
8.0
Tensión de soldadura
[V]
Velocidad de soldadura
[cm/min]
Longitud de energía por unidad
[kJ/cm]
Tasa de deposición
[kg/h]
Grosor de la lámina
[m/min]
Corriente de soldadura
[A]
215
105
285
150
304
220
23.4
21.6
25.0
22.5
26.1
23.6
200 2.4 5.8 1.5
180 3.7 8.2 2.0
150 5.5 10.2 3.0
[mm]
Micrográfico/macro
82

Valores de orientación para juntas de solapamiento, posición de
soldadura PB
¡OBSERVACIÓN!
Los siguientes datos son valores de orientación determinados en condiciones de
laboratorio.
Gas protector y material de aporte utilizado:
Gas protector M21 Ar + 15-20% CO2
Material de aporte ER70S-6
Diámetro del alambre 1.2 mm
ES-MX
Ángulo de inclinación del tubo de contacto
Característica (máster + slave) Pulse Multi Control TWIN Universal
Tensión de soldadura
[V]
Velocidad de soldadura
[cm/min]
Longitud de energía por unidad
[kJ/cm]
Tasa de deposición
[kg/h]
Grosor de la lámina
Máster (L)
Dimensión A
[mm]
-
Slave (T)
L
T
Velocidad de alambre
7.0
6.5
[m/min]
Corriente de soldadura
[A]
210
195
23.2
23.0
245 2.7 7.0 1.5
[mm]
11.5°
3564
Micrográfico/macro
L
-
-
8.5
T
7.0
L
12.0
T
8.5
225
210
298
225
23.8
23.2
25.8
23.8
220 3.5 7.7 2.0
230 4.1 9.7 3.0
83

Valores de orientación de parámetros de soldadura TWIN CMT
Valores de orientación para cordones de garganta, posición de
soldadura PB
¡OBSERVACIÓN!
Los siguientes datos son valores de orientación determinados en condiciones de
laboratorio.
Gas protector y material de aporte utilizado:
Gas protector M21 Ar + 15-20% CO2
Material de aporte ER70S-6
Diámetro del alambre 1.2 mm
Ángulo de inclinación del tubo de con-
tacto
Característica
Grosor de lámina = 1.5 mm:
Slave
Máster
Grosor de lámina = 2 / 3 mm:
Máster
Slave
CMT TWIN Universal 4200
CMT TWIN Universal 4200
Pulse Multi Control TWIN Universal
CMT TWIN Universal 4200
8°
3564
84
Dimensión A
[mm]
Máster (L)
Slave (T)
1.8
2.5
L
T
L
T
Velocidad de alambre
[m/min]
10.5
7.5
10.0
7.5
Corriente de soldadura
295
233
258
233
[A]
Tensión de soldadura
18.5
17.2
24.5
17.2
[V]
Velocidad de soldadura
[cm/min]
Longitud de energía por unidad
[kJ/cm]
Tasa de deposición
330 1.68 8.78 1.5
300 2.34 9.16 2.0
Grosor de la lámina
[kg/h]
[mm]
Micrográfico/macro

Dimensión A
[mm]
Máster (L)
Slave (T)
2.5
L
T
Velocidad de alambre
11.5
8.0
ES-MX
Tasa de deposición
[kg/h]
Grosor de la lámina
Tensión de soldadura
[V]
Velocidad de soldadura
[cm/min]
Longitud de energía por unidad
[m/min]
Corriente de soldadura
[A]
291
244
25.4
17.5
260 3.03 10.2 3.0
[kJ/cm]
[mm]
Micrográfico/macro
Valores de orientación para juntas de solapamiento, posición de
soldadura PB
¡OBSERVACIÓN!
Los siguientes datos son valores de orientación determinados en condiciones de
laboratorio.
Gas protector y material de aporte utilizado:
Gas protector M21 Ar + 15-20% CO2
Material de aporte ER70S-6
Diámetro del alambre 1.2 mm
Ángulo de inclinación del tubo de con-
tacto
Característica
Máster
Slave
Pulse Multi Control TWIN Universal
CMT TWIN Universal 4200
8°
3564
85

Máster (L)
Dimensión A
[mm]
-
-
-
-
Slave (T)
L
T
L
T
L
T
L
T
Velocidad de alambre
[m/min]
11.5
9.0
12.0
9.5
11.5
9.0
18.0
11.0
Corriente de soldadura
291
266
298
285
291
278
370
295
[A]
Tensión de soldadura
25.4
18.0
25.8
18.0
25.4
17.7
31.0
18.5
[V]
Velocidad de soldadura
[cm/min]
Longitud de energía por unidad
515 1.54 9.68 1.5
480 1.77 10.7 2.0
300 2.7 10.1 3.0
290 4.15 14.9 4.0
Tasa de deposición
[kJ/cm]
[kg/h]
Grosor de la lámina
[mm]
Micrográfico/macro
86

Elementos de manejo, conexiones y
componentes mecánicos
87

88

WF 30i R /TWIN
(1)
(2) (3) (4)
(5)
(6) (7)
Air in
1
1
2
2
1
2
1
Air in
1
1
2
2
1
2
2
1
Air in
1
1
2
2
1
2
2
1
(8)
(10)(9) (11)
(12)
ES-MX
Certificación de
seguridad
Frente del alimentador de alambre
¡PELIGRO!
¡PELIGRO! Por operación incorrecta y trabajo realizado incorrectamente.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todo el trabajo y las funciones que se describen en este documento deben
▶
realizarse únicamente por personal calificado y capacitado técnicamente.
Lea y comprenda este documento en su totalidad.
▶
Lea y comprenda todas las normas de seguridad y las documentaciones para
▶
el usuario para este equipo y todos los componentes del sistema.
Núm. Función
(1) Conexión Euro 1
Para conectar la antorcha de soldadura
(2) (+) Borna de corriente con rosca fina 1
Para conectar el cable de alimentación del juego de cables de interconexión
(3) Conexión SpeedNet 1
Para conectar el cable de SpeedNet del juego de cables de interconexión
(4) Conexión de gas 1
(5) Conexión Euro 2
Para conectar la antorcha de soldadura
(6) (+) Borna de corriente con rosca fina 2
Para conectar el cable de alimentación del juego de cables de interconexión
(7) Conexión de gas 2
(8) Conexión SpeedNet 2
Para conectar el cable de SpeedNet del juego de cables de interconexión
89

Lado del ali-
(1)
(2)
(3)
(4)
(5) (6)
(17)
(16)(15)(14)(13)(12)(10)(9)
(7) (8)
(11)
mentador de alambre
(9) Conexión de líquido de refrigeración
Para conectar la conexión de líquido de refrigeración del juego de cables
de interconexión
(10) Conexión del suministro de líquido de refrigeración (azul)
Para conectar el tubo de líquido de refrigeración del juego de cables de la
antorcha
(11) Conexión de retorno del líquido de refrigeración (rojo)
Para conectar el tubo de líquido de refrigeración del juego de cables de la
antorcha
(12) Conexión de aire a presión IN
Opción de purga de gas OPT/i WF de 16 bar
Núm. Función
(1) El LED 1 del estado de operación
se ilumina si la unidad de alimentador de alambre 1 está lista para la operación
(2) Botón test de gas 1
para establecer el volumen de gas requerido en el regulador de presión
(3) Botón de retorno de alambre 1
para retraer el electrodo de soldadura sin gas ni corriente
(4) Botón de enhebrado de alambre 1
para enhebrar el electrodo de soldadura en el juego de cables de la antorcha sin gas ni corriente
(5) Accionamiento a 4 rodillos 1
(6) Palanca de retención 1
para ajustar la presión de contacto de los rodillos de avance
(7) Cubierta protectora del accionamiento a 4 rodillos 1
(8) Palanca de retención de la antorcha de soldadura 1
90

(9) El LED 2 del estado de operación
se ilumina si la unidad de alimentador de alambre 2 está lista para la operación
(10) Botón de retorno de alambre 2
para retraer el electrodo de soldadura sin gas ni corriente
(11) Botón test de gas 2
para establecer el volumen de gas requerido en el regulador de presión
(12) Botón de enhebrado de alambre 2
para enhebrar el electrodo de soldadura en el juego de cables de la antorcha sin gas ni corriente
(13) Accionamiento a 4 rodillos 2
(14) Palanca de retención 2
para ajustar la presión de contacto de los rodillos de avance
(15) Cubierta protectora del accionamiento a 4 rodillos 2
(16) Palanca de retención de la antorcha de soldadura 2
(17) Tapa
ES-MX
Función de los
botones test de
gas, retorno de
alambre y enhebrado de alambre
LED del estado de operación
Se enciende en color verde cuando el dispositivo está listo para funcionar
Botón test de gas
Después de presionar el botón test de gas, se libera gas durante 30 s. Presionar
el botón de nuevo finalizará el proceso anticipadamente.
Botón de retorno de alambre
Hay dos opciones disponibles para retraer el electrodo de soldadura:
Opción 1
Retirar el electrodo de soldadura a la velocidad de retorno de hilo preestablecida:
Mantenga presionado el botón de retorno de alambre
-
Después de presionar el botón de retorno de alambre, el electrodo de solda-
-
dura se retrae 1 mm (0.039 in)
Después de una breve pausa, el alimentador de alambre continúa retrayendo
-
el electrodo de soldadura; si el botón de retorno de alambre se mantiene
presionado, entonces la velocidad se incrementa con cada segundo en
10 m/min (393.70 ipm) hasta que la velocidad de retorno de alambre preestablecida es alcanzada
Opción 2
Retirar el electrodo de soldadura en pasos de 1 mm (pasos de 0.039 in)
Siempre presione (toque) el botón de retorno de alambre durante menos de
-
1 segundo
¡OBSERVACIÓN!
Retraer sólo una pequeña cantidad de electrodo de soldadura a la vez para evitar que se enrede en el carrete de alambre durante la retracción.
91

¡OBSERVACIÓN!
Si hay una pinza de masa con la punta de contacto, antes de que se presione el
botón de retorno de alambre, el electrodo de soldadura es retraído al presionar
el botón de retorno de alambre hasta que el electrodo de soldadura está libre de
cortocircuito; sin embargo, esto no debe exceder 10 mm (0.39 in) cada vez que
se presiona el botón.
Si se necesita retraer más el electrodo de soldadura, presione el botón de retorno de alambre de nuevo.
Botón de enhebrado de alambre
Hay dos opciones disponibles para el enhebrado del alambre:
Opción 1
Enhebrar el electrodo de alambre a la velocidad de enhebrado de hilo preestablecida:
Mantenga presionado el botón de enhebrado de alambre
-
Después de presionar el botón de enhebrado de alambre, el electrodo de
-
soldadura se enhebrará 1 mm (0.039 in)
Después de una breve pausa, el alimentador de alambre continúa enhebran-
-
do el electrodo de soldadura; si el botón de enhebrado de alambre se mantiene presionado, entonces la velocidad se incrementa con cada segundo en
10 m/min (393.70 ipm) hasta que la velocidad de enhebrado de hilo preestablecida es alcanzada
Si el electrodo de soldadura se encuentra con una pinza de masa, entonces
-
se detiene el transporte de hilo y el electrodo de soldadura es retraído de
nuevo 1 mm (0.039 in)
Opción 2
Enhebrar el electrodo de alambre en pasos de 1 mm (pasos de 0.039 in)
Siempre presione (toque) el botón de enhebrado de alambre durante menos
-
de 1 segundo
Si el electrodo de soldadura se encuentra con una pinza de masa, entonces
-
se detiene el transporte de hilo y el electrodo de soldadura es retraído de
nuevo 1 mm (0.039 in)
¡OBSERVACIÓN!
Si hay una pinza de masa con la punta de contacto, antes de que se presione el
botón de enhebrado de alambre, el electrodo de soldadura es retraído al presionar el botón de enhebrado de alambre hasta que el electrodo de soldadura está
libre de cortocircuito; sin embargo, esto no debe exceder 10 mm (0.39 in) cada
vez que se presiona el botón.
Si después de la retracción de hilo de 10 mm (0.39 in) al retraer el cable sigue
habiendo una pinza de masa con la punta de contacto, al presionar de nuevo el
botón de enhebrado del alambre, el electrodo de soldadura se retrae de nuevo un
máximo de 10 mm (0.39 in). El proceso se repite hasta que deje de haber pinza
de masa con la punta de contacto.
92

Alimentador de
(1)
(2)
(3) (4)
(5) (6)
alambre trasero
ES-MX
Núm. Función
(1) Tubo de entrada 1
(2) Tubo de entrada 2
(3) Tapa falsa
(4) Tapa falsa
(5) Tapa falsa
(6) Tapa falsa
93

MHP 2x450i RD/W/Fronius System Connector in-
(1) (2) (3) (4)
(5)
(6)(7)
(8)
(9)
cl. WF 60i TWIN Drive /W
Certificación de
seguridad
MHP 2x450i
RD/W/Fronius
System Connector incl. WF 60i
TWIN Drive /W componentes
mecánicos
¡PELIGRO!
¡PELIGRO! Por operación incorrecta y trabajo realizado incorrectamente.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todo el trabajo y las funciones que se describen en este documento deben
▶
realizarse únicamente por personal calificado y capacitado técnicamente.
Lea y comprenda este documento en su totalidad.
▶
Lea y comprenda todas las normas de seguridad y las documentaciones para
▶
el usuario para este equipo y todos los componentes del sistema.
(1) Rodillo de avance y palanca de
retención - línea de soldadura 1
(2) Unidad de ajuste de presión de
contacto
Para ajustar la presión de contacto para ambas líneas
(3) Candado de manguera de
transporte de hilo 1
(4) Borna de conexión externa de
manguera de transporte de hilo
1
Componentes mecánicos de la unidad de dirección WF 60i TWIN Drive
(7) Panel de control
(8) Rodillo de avance y palanca de retención - línea de soldadura 2
(9) Blindado de calor
(5) Conexión externa de la man-
guera de transporte de hilo 2
(6) Candado de manguera de
transporte de hilo 2
94

MHP 2x450i Ro-
(1) (2) (3)
(4)
(5)
(6)
(7)
(8)
bacta Drive/W/
Fronius System
Connector incl.
alimentador de
alambre 60i
TWIN Drive /W panel de control
Panel de control en la unidad de dirección alimentador de alambre 60i TWIN Drive
(5) Botón de modo de operación
Para seleccionar los modos de operación 1/2/TWIN/Externo
(1) Botón de retorno de alambre*
Para retraer el electrodo de
soldadura sin gas ni corriente
(2) Botón test de gas*
Para configurar el volumen de
gas requerido en el regulador
de presión de gas
(3) Botón de enhebrado de al-
ambre*
Para enhebrar el electrodo de
soldadura en el juego de cables
de la antorcha sin gas ni corriente
(4) Los LED 1/2/TWIN/Externo
Se encienden cuando se selecciona el modo de operación
respectivo
ES-MX
Modo de operación 1
Cuando se presionan los botones de retorno de alambre, test de gas y enhebrado de alambre, las funciones respectivas solo se realizan en la línea
de soldadura 1.
Modo de operación 2
Cuando se presionan los botones de retorno de alambre, test de gas y enhebrado de alambre, las funciones respectivas solo se realizan en la línea
de soldadura 2.
Modo de operación TWIN
Cuando se presionan los botones de retorno de alambre, test de gas y enhebrado de alambre, las funciones respectivas se realizan en ambas líneas
de soldadura.
Modo de operación Externo
El modo de operación 1, 2 o TWIN es especificado por la interface de robot.
(6) Enseñanza en LED
Se ilumina cuando el modo de operación de enseñanza está activado
(7) LED de estado
se ilumina en color verde:
Conexión de datos a la fuente de poder intacta, sin errores
95

se ilumina en color naranja:
No hay conexión de datos con la fuente de poder, o la borna conexión está
en proceso de establecerse
se ilumina en rojo:
Hay un error en una de las dos líneas TWIN
(8) Botón de activación/desactivación de enseñanza
Para activar/desactivar el modo de operación de enseñanza
El modo de operación de enseñanza se utiliza para crear el programa de
robot.
Cuando el modo de operación de enseñanza está activo, se evita doblar el
electrodo de soldadura al configurar el robot.
En el modo de operación de enseñanza TWIN (con ambos electrodos de
soldadura), el electrodo de soldadura conductor tiene una frecuencia de
escaneo más alta que el electrodo de soldadura trasero.
Puede encontrar detalles sobre el modo de operación de enseñanza en el
manual de instrucciones "Descripción de señal TPS /i", 42,0426,0227, xx.
* Para obtener una descripción funcional de los botones de retorno de al-
ambre, prueba de gas y enhebrado de alambre, consulte la página 91.
96

Paquete de mangueras de interconexión
(1)
(2)
(3)
(4)
(1)
(4)
(3)
1
2
W
(1)
(3)
(4)
(1)
(4)
(3)
(2)
G
ES-MX
Juego de cables
de interconexión
– Conexiones
(1) Cable SpeedNet
(2) Tubos de líquido de refrigera-
ción
(3) Tubo de gas protector
(4) Cable de alimentación
W = juego de cables de interconexión enfriado
con agua
G = juego de cables de interconexión enfriado
con gas
97

Adaptador individual TWIN-MTB
(A) (B)
(1)
(2)
(3) (4) (5)
(6)
(7)
(10)
(8)
(9)
Adaptador individual TWINMTB – conectores
(A) Lado del juego de cables (B) Lado del cuello antorcha
(1) Corriente/línea de soldadura de líquido de refrigeración 1
(2) Gas protector
(3) Línea de soldadura de electrodo de soldadura 2
(4) Corriente/línea de soldadura de líquido de refrigeración 2
(5) Línea de soldadura de electrodo de soldadura 1
(6) Aire a presión
(7) Salida común de aire a presión y gas inerte
(8) Retorno común de contactos de alimentación comunes/líquido de refri-
geración
(9) Flujo común de contactos de alimentación comunes/caudal líquido de ref-
rigeración
(10) Salida común de alambre
98

Instalación de los componentes del
sistema - TWIN Push
99

100
 Loading...
Loading...