


Operating
Instructions
Zvárací systém TPS/i Robotics
TWIN Push
TWIN Push/Pull
TWIN CMT
Návod na obsluhu
SK
42,0426,0277,SK 014-21022023

Obsah
Bezpečnostné predpisy 8
Vysvetlenie bezpečnostných upozornení 8
Všeobecne 8
Použitie podľa určenia 9
Okolité podmienky 9
Povinnosti prevádzkovateľa 9
Povinnosti personálu 9
Sieťová prípojka 10
Vlastná ochrana a ochrana ďalších osôb 10
Nebezpečenstvo spôsobené škodlivými plynmi a parami 11
Nebezpečenstvo v dôsledku úletu iskier 11
Nebezpečenstvá spôsobené sieťovým a zváracím prúdom 12
Blúdivé zváracie prúdy 13
Klasifikácia zariadení podľa EMK 13
Opatrenia v oblasti elektromagnetickej kompatibility 13
Opatrenia v elektromagnetických poliach 14
Mimoriadne nebezpečné miesta 14
Požiadavky na ochranný plyn 16
Nebezpečenstvo vychádzajúce z fliaš s ochranným plynom 16
Nebezpečenstvo v dôsledku unikajúceho ochranného plynu 16
Bezpečnostné opatrenia na mieste nainštalovania a pri preprave 17
Bezpečnostné opatrenia v normálnej prevádzke 17
Uvedenie do prevádzky, údržba a renovácia 18
Bezpečnostnotechnická kontrola 18
Likvidácia 18
Označenie bezpečnosti 19
Bezpečnosť dát 19
Autorské práva 19
SK
Všeobecné informácie 21
Všeobecné informácie 23
Oblasti použitia 23
Predpoklady 24
Minimálne vybavenie systému TWIN Push 24
Minimálne vybavenie systému TWIN Push/Pull 25
Minimálne vybavenie systému TWIN CMT 26
Mechanické predpoklady 27
Elektrotechnické predpoklady 27
Softvérové predpoklady 27
Dimenzovanie robota 27
Opatrenia na zvýšenie dostupnosti systému 27
Prípojka uzemnenia 28
Pokyn na prepravu drôtu 29
Princíp činnosti 30
Princíp činnosti 30
Hlavný prúdový zdroj (leading) a podriadený prúdový zdroj (slave) 30
Systémové konfigurácie 31
Prehľad systému TWIN Push 31
Prehľad systému TWIN Push/Pull, CMT 32
Ďalšie možnosti konfigurácie 34
Systémové komponenty 35
WF 30i R/TWIN 37
Koncepcia zariadenia 37
Použitie podľa určenia 37
Výstražné upozornenia na zariadení 38
Opis výstražných upozornení na zariadení 40
Spojovacie hadicové vedenie 42
3

spojovacie hadicové vedenie 42
Hadicové vedenie zváracieho horáka 43
Všeobecné informácie 43
Rozsah dodávky 43
CrashBox 44
Všeobecné informácie 44
Poznámka k správnej prevádzke zariadení CrashBox 44
Upozornenie k oprave zariadení CrashBox 45
Dodatočne potrebné na montáž 45
Rozsah dodávky 45
Rozsah dodávky systému pridržiavacích spôn (TWIN Push) 46
Rozsah dodávky indexových diskov (TWIN Push) 46
Rozsah dodávky uchytenia pohonnej jednotky (TWIN Push/Pull, CMT) 47
Robotický zvárací horák 48
Robotické zváracie horáky 48
MTB 2x500i R – uhol sklonu kontaktnej špičky 49
Adaptér TWIN MTB Single 50
Adaptér TWIN MTB Single 50
Aspekty zváracej techniky 51
Aspekty zváracej techniky 53
Ochranné plyny na zváracie procesy TWIN 53
Vykonanie kompenzácie R/L 53
Uhol priloženia zváracieho horáka 54
Dĺžka vysunutia 54
Odporúčania na použitie pre uhly sklonu kontaktných špičiek 55
Priebeh začiatku zvárania pri CMT TWIN 56
Prevádzkový režim TWIN 56
Charakteristiky TWIN 57
Všeobecné informácie 57
Dostupné charakteristiky TWIN 58
SlagHammer 62
Zváracie procesy TWIN 63
Zváracie procesy TWIN – prehľad 63
Symboly 63
PMC TWIN/PMC TWIN 64
PCS TWIN/PCS TWIN 65
PMC TWIN/CMT TWIN 66
CMT TWIN/CMT TWIN 66
Jeden drôt (s jedným zváracím horákom TWIN):PMC/Puls/LSC/Standard/CMT 67
Procesné parametre TWIN 70
Procesné parametre TWIN 70
oneskorenie zapaľovania – podriadené 70
pomer synchronizácie pulzov 71
fázový posun riadiaci/podriadený 72
TWIN SynchroPuls 73
Zváranie SynchroPuls 73
TWIN SynchroPuls 73
Orientačné hodnoty zváracích parametrov TWIN Push 74
Orientačné hodnoty pre kútové zvary, zváracia poloha PA 74
Orientačné hodnoty pre kútové zvary, zváracia poloha PB 76
Orientačné hodnoty zváracích parametrov TWIN Push/Pull 78
Orientačné hodnoty pre kútové zvary, zváracia poloha PB 78
Orientačné hodnoty pre preplátované zvary, zváracia poloha PB 79
Orientačné hodnoty zváracích parametrov TWIN CMT 80
Orientačné hodnoty pre kútové zvary, zváracia poloha PB 80
Orientačné hodnoty pre preplátované zvary, zváracia poloha PB 81
Ovládacie prvky, prípojné miesta a mechanické komponenty 83
WF 30i R/TWIN 85
Bezpečnosť 85
4
Predná strana podávača drôtu 85
Podávač drôtu – pohľad zboku 86
Funkcia tlačidiel kontroly plynu, spätného chodu drôtu a zavedenia drôtu 87
Zadná strana podávača drôtu 89
MHP 2x450i RD/W/FSC s pohonnou jednotkou WF 60i TWIN Drive/W 90
Bezpečnosť 90
MHP 2x450i RD/W/FSC s pohonnou jednotkou WF 60i TWIN Drive/W – mechanické komponenty
MHP 2x450i RD/W/FSC s pohonnou jednotkou WF 60i TWIN Drive/W – ovládací panel 91
Spojovacie hadicové vedenie 93
Spojovacie hadicové vedenie – prípojky 93
Adaptér TWIN MTB Single 94
Adaptér TWIN MTB Single – prípojky 94
Montáž systémových komponentov – TWIN Push 95
Bezpečnosť – inštalácia a uvedenie do prevádzky 97
Bezpečnosť 97
Izolované vedenie drôtovej elektródy k podávaču drôtu 98
Pred inštaláciou a uvedením do prevádzky 99
Pokyny na inštalovanie 99
Inštalácia – prehľad 99
Montáž podávača drôtu TWIN a príslušenstva na robota 102
Montáž podávača drôtu na robota 102
Namontujte bočné uchytenia spojovacích hadicových vedení na robota. 103
Uloženie, montáž a pripojenie spojovacích hadicových vedení 104
Pripojte spojovacie hadicové vedenia k podávaču drôtu. 104
Pripojenie spojovacieho hadicového vedenia k prúdovému zdroju, chladiacemu zariadeniu
a ovládaču TWIN-Controller
Montáž zariadenia CrashBox, hadicového vedenia zváracieho horáka a zváracieho horáka
TWIN
Montáž CrashBox/i na robot 106
Montáž zariadenia CrashBox /i Dummy na robota 107
Montáž bovdenu drôtu v hadicovom vedení zváracieho horáka 108
Montáž hadicového vedenia zváracieho horáka 109
Montáž tela zváracieho horáka na hadicové vedenie zváracieho horáka TWIN. 112
Namontujte spojku tela zváracieho horáka. 112
Skontrolujte funkčnosť spojky tela zváracieho horáka. 113
90
105
106
SK
Montáž systémových komponentov – TWIN Push/Pull, CMT 117
Bezpečnosť – inštalácia a uvedenie do prevádzky 119
Bezpečnosť 119
Izolované vedenie drôtovej elektródy k podávaču drôtu 120
Pred inštaláciou a uvedením do prevádzky 121
Pokyny na inštalovanie 121
Inštalácia – prehľad TWIN Push/Pull, CMT 122
Montáž závesného balancéra na Y-kus 125
Montáž závesného balancéra na Y-kus 125
Montáž Y-kusu uchytenia na robota 126
Montáž Y-kusu uchytenia na robota 126
Montáž bočného uchytenia na robota 127
Montáž bočného uchytenia na robota 127
Montáž zásobníka drôtu na robota 128
TWIN-CMT – montáž zásobníka drôtu na robota 128
Montáž zariadenia CrashBox, hadicového vedenia zváracieho horáka a zváracieho horáka
TWIN
Montáž CrashBox /d TWIN na robot 130
Montáž CrashBox TWIN Drive/i Dummy na robot 131
Namontujte hadicové vedenie zváracieho horáka s pohonnou jednotkou TWIN. 132
Pripojenie hadicového vedenia zváracieho horáka k podávaču drôtu. 135
Namontujte ochranné kruhy proti zalomeniu. 135
Montáž tela zváracieho horáka na pohonnú jednotku TWIN. 137
130
5

Montáž podávacích hadíc drôtu a bovdenov drôtu 138
Vsaďte bovden drôtu do hadicového vedenia zváracieho horáka. 138
Príprava pohonnej jednotky TWIN na prevádzku 139
Všeobecné informácie 139
Prehľad základných súprav 139
Nasaďte posuvové kladky na pohonnú jednotku TWIN alebo ich vymeňte. 139
Pripojte podávacie hadice drôtu. 141
Montáž a príprava ostatných systémových komponentov, uvedenie do prevádzky 143
Montáž robotického zváracieho horáka 145
Nasadenie bovdenu drôtu z ocele do tela zváracieho horáka 145
Nasadenie bovdenu drôtu z plastu do tela zváracieho horáka 146
Montáž spotrebných dielov na zvárací horák TWIN 148
Nasadenie bovdenu drôtu v adaptéri TWIN MTB Single 148
Príprava podávača drôtu TWIN na prevádzku 150
Vloženie/výmena posuvových kladiek 150
Pripojenie podávacích hadíc drôtu 151
Narovnávacia dráha drôtu 151
Uloženie, montáž a pripojenie spojovacích hadicových vedení 152
Pripojte spojovacie hadicové vedenia na podávače drôtu na robota. 152
Pripojenie spojovacieho hadicového vedenia k prúdovému zdroju, chladiacemu zariadeniu
a ovládaču TWIN-Controller
Pripojenie ovládača TWIN Controller 154
Prepojte ovládač TWIN Controller s prúdovými zdrojmi a pripojte spojovacie hadicové ve-
denie.
Prepojenie ovládača TWIN Controller s riadiacou jednotkou robota 154
Pripojenie ochranného plynu a uzemňovacieho kábla 155
Pripojenie ochranného plynu 155
Pripojenie uzemňovacieho kábla 155
Uvedenie do prevádzky 156
Zavedenie drôtovej elektródy 156
Nastavenie prítlaku 157
Zavedenie drôtovej elektródy 157
Nastavenie prítlaku na pohonnej jednotke TWIN 158
Predpoklady 158
Uvedenie do prevádzky – začiatok zvárania 158
153
154
Diagnostika chýb, odstraňovanie chýb, údržba a likvidácia 159
Diagnostika chýb, odstránenie chýb 161
Bezpečnosť 161
Diagnostika chýb, odstránenie chýb 161
Zobrazené chybové kódy 164
Ošetrovanie, údržba a likvidácia 166
Všeobecne 166
Bezpečnosť 166
Pri každom uvedení do prevádzky 167
Každý mesiac 167
Každých 6 mesiacov 167
Likvidácia 167
Technické údaje 169
Podávač drôtu TWIN 171
WF 30i R/TWIN 171
Robotický zvárací horák 172
MTB 900i R 172
MTB 2x500i R 172
MTB 2x500i R – rozmery v závislosti od uhla sklonu kontaktnej špičky 172
Robotické zváracie horáky chladené vodou 174
Hadicové vedenie zváracieho horáka 175
MHP 2x500i R/W/FSC 175
MHP 2x450i RD/W/FSC s pohonnou jednotkou WF 60i TWIN Drive/W 175
6

Spojovacie hadicové vedenia 177
HP 70i 177
HP 70i HP PC Cable HD 70 177
HP 95i 177
HP 120i 177
CrashBox/i XXL 178
CrashBox/i XXL – Technické údaje a povoľovacie momenty a Diagram závislosti hmotnosti
od vzdialenosti
CrashBox /d TWIN 180
CrashBox /d TWIN –technické údaje a spúšťacie momenty a diagram hmotností a vzdiale-
ností
178
180
SK
7

Bezpečnostné predpisy
Vysvetlenie bezpečnostných
upozornení
VÝSTRAHA!
Označuje bezprostredne hroziace nebezpečenstvo.
Ak sa mu nevyhnete, môže to mať za následok smrť alebo najťažšie úrazy.
▶
NEBEZPEČENSTVO!
Označuje možnosť vzniku nebezpečnej situácie.
Ak sa jej nezabráni, dôsledkom môže byť smrť alebo najťažšie zranenia.
▶
POZOR!
Označuje potenciálne škodlivú situáciu.
Ak sa jej nezabráni, dôsledkom môžu byť ľahké alebo nepatrné zranenia, ako
▶
aj materiálne škody.
UPOZORNENIE!
Označuje možnosť nepriaznivo ovplyvnených pracovných výsledkov a poškodení
výbavy.
Všeobecne Zariadenie je vyhotovené na úrovni súčasného stavu techniky a uznávaných bez-
pečnostnotechnických predpisov. Predsa však pri chybnej obsluhe alebo zneužití
hrozí nebezpečenstvo:
ohrozenia života a zdravia operátora alebo tretej osoby,
-
zariadenia a iných vecných hodnôt prevádzkovateľa,
-
znemožnenia efektívnej práce s týmto zariadením.
-
Všetky osoby, ktoré sú poverené uvedením do prevádzky, obsluhou, údržbou
a udržiavaním tohto zariadenia, musia:
byť zodpovedajúco kvalifikované,
-
mať znalosti zo zvárania
-
a kompletne si prečítať tento návod na obsluhu a postupovať presne podľa
-
neho.
Tento návod na obsluhu treba mať neustále uložený na mieste použitia zariadenia. Okrem tohto návodu na obsluhu treba dodržiavať všeobecne platné, ako aj
miestne predpisy na prevenciu úrazov a na ochranu životného prostredia.
Všetky bezpečnostné pokyny a upozornenia na nebezpečenstvo na zariadení:
udržiavajte v čitateľnom stave,
-
nepoškodzujte,
-
neodstraňujte,
-
neprikrývajte, neprelepujte ani nepremaľovávajte.
-
Umiestnenie bezpečnostných pokynov a upozornení na nebezpečenstvo na zariadení nájdete v kapitole „Všeobecné“ v návode na obsluhu vášho zariadenia!
Pred zapnutím zariadenia sa musia odstrániť poruchy, ktoré môžu nepriaznivo
ovplyvniť bezpečnosť!
Ide o vašu bezpečnosť!
8

Použitie podľa
určenia
Zariadenie sa musí používať výhradne na práce v zmysle použitia podľa určenia.
Zariadenie je určené výlučne na zvárací postup uvedený na výkonovom štítku.
Každé iné použitie alebo použitie presahujúce tento rámec sa považuje za neprimerané. Za takto vzniknuté škody výrobca neručí.
K použitiu podľa určenia takisto patrí:
dôsledné prečítanie a dodržiavanie všetkých upozornení z návodu na obsluhu,
-
dôsledné prečítanie a dodržiavanie všetkých bezpečnostných pokynov a upo-
-
zornení na nebezpečenstvá,
dodržiavanie inšpekčných a údržbových prác.
-
Zariadenie nikdy nepoužívajte na nasledujúce aplikácie:
roztápanie potrubí,
-
nabíjanie batérií/akumulátorov,
-
štartovanie motorov.
-
Zariadenie je určené na prevádzku v priemysle a podnikaní. Za poškodenia vyplývajúce z použitia v obytnej oblasti výrobca neručí.
Výrobca v žiadnom prípade neručí za nedostatočné alebo chybné pracovné
výsledky.
SK
Okolité podmienky
Povinnosti
prevádzkovateľa
Prevádzkovanie alebo skladovanie zariadenia mimo uvedenej oblasti je považované za použitie, ktoré nie je v súlade s určením. Za takto vzniknuté škody
výrobca neručí.
Teplotný rozsah okolitého vzduchu:
Pri prevádzkovaní: -10 °C až + 40 °C (14 °F až 104 °F)
-
Pri preprave a skladovaní: -20 °C až +55 °C (-4 °F až 131 °F)
-
Relatívna vlhkosť vzduchu:
do 50 % pri 40 °C (104 °F)
-
do 90 % pri 20 °C (68 °F)
-
Okolitý vzduch: bez prachu, kyselín, korozívnych plynov alebo látok atď.
Nadmorská výška: do 2 000 m (6561 ft. 8.16 in.)
Prevádzkovateľ sa zaväzuje na zariadení nechať pracovať iba osoby, ktoré
sú oboznámené so základnými predpismi o pracovnej bezpečnosti a o
-
predchádzaní úrazom a sú zaučené do manipulácie so zariadením,
si prečítali a porozumeli tomuto návodu na obsluhu, predovšetkým kapitole
-
„Bezpečnostné predpisy“ a potvrdili to svojim podpisom,
sú vyškolené v súlade s požiadavkami na pracovné výsledky.
-
Bezpečnostnú informovanosť personálu treba v pravidelných intervaloch kontrolovať.
Povinnosti personálu
Všetky osoby, ktoré sú poverené prácami na zariadení, sa pred začiatkom práce
zaväzujú
dodržiavať základné predpisy pre bezpečnosť pri práci a predchádzanie úra-
-
zom,
prečítať si tento návod na obsluhu, predovšetkým kapitolu „Bezpečnostné
-
predpisy“, a svojim podpisom potvrdiť, že jej porozumeli a že ju budú dodržiavať.
9

Pred opustením pracoviska zabezpečte, aby aj počas neprítomnosti nemohlo
dochádzať k žiadnym personálnym a materiálnym škodám.
Sieťová prípojka Zariadenia s vysokým výkonom môžu svojím prúdovým odberom ovplyvňovať kva-
litu energie v sieti.
Niektorých zariadení sa to môže dotýkať vo forme:
obmedzenia pripojenia,
-
-
požiadaviek súvisiacich s maximálnou dovolenou impedanciou siete *),
-
požiadaviek súvisiacich s minimálnym požadovaným skratovým výkonom *).
*)
Vždy v mieste pripojenia k verejnej sieti.
Pozri Technické údaje.
V tomto prípade sa prevádzkovateľ alebo používateľ zariadenia musí uistiť, či sa
zariadenie môže pripojiť. Podľa potreby je žiaduce sa poradiť s energetickým rozvodným podnikom.
sDÔLEŽITÉ UPOZORNENIE! Dbajte na bezpečné uzemnenie sieťovej prípojky!
Vlastná ochrana
a ochrana
ďalších osôb
Pri zaobchádzaní so zariadením sa vystavujete početným ohrozeniam, ako napríklad:
úlet iskier, poletujúce horúce častice kovov,
-
žiarenie elektrického oblúka poškodzujúce zrak a pokožku,
-
škodlivé elektromagnetické polia, ktoré pre nositeľov kardiostimulátorov zna-
-
menajú ohrozenie života,
elektrické nebezpečenstvo spôsobené sieťovým a zváracím prúdom,
-
zvýšené zaťaženie hlukom,
-
škodlivý dym a plyny zo zvárania.
-
Pri zaobchádzaní so zariadením použite vhodné ochranné oblečenie. Ochranné
oblečenie musí mať nasledujúce vlastnosti:
ťažko zápalné,
-
izolujúce a suché,
-
pokrývajúce celé telo, nepoškodené a v dobrom stave,
-
zahŕňa ochrannú prilbu a
-
nohavice bez manžiet.
-
Za súčasť ochranného odevu sa, okrem iného, považuje:
Ochrana očí a tváre ochranným štítom s predpisovou filtračnou vložkou pred
-
ultrafialovým žiarením, horúčavou a úletom iskier.
Ochranné okuliare za ochranným štítom s bočnou ochranou spĺňajúce pred-
-
pisy.
Noste pevnú obuv izolujúcu aj pri zvýšenej vlhkosti.
-
Chráňte si ruky vhodnými ochrannými rukavicami (elektricky i tepelne izo-
-
lujúce).
Používajte ochranu sluchu na zníženie zaťaženia hlukom a na ochranu pred
-
zraneniami.
10
Osoby, predovšetkým deti, držte v dostatočnej vzdialenosti od zariadení
v prevádzke a od zváracieho procesu. Ak sa však predsa v blízkosti nachádzajú
osoby:
poučte ich o všetkých nebezpečenstvách (nebezpečenstvo oslepnutia vply-
-
vom elektrického oblúka, nebezpečenstvo poranenia úletom iskier, zdraviu
škodlivý dym zo zvárania, zaťaženie hlukom, možné ohrozenie spôsobené
sieťovým alebo zváracím prúdom…),
poskytnite im vhodné ochranné prostriedky
-
alebo postavte vhodné ochranné steny či závesy.
-
Nebezpečenstvo
spôsobené škodlivými plynmi
a parami
Dym vznikajúci pri zváraní obsahuje plyny a pary škodlivé zdraviu.
Dym zo zvárania obsahuje látky, ktoré podľa Monografie 118 Medzinárodnej
agentúry pre výskum rakoviny spôsobujú rakovinu.
Využívajte bodové odsávanie a odsávanie miestnosti.
Ak je to možné, používajte zváracie horáky s integrovaným odsávacím zariadením.
Hlavu držte mimo zóny tvorby dymu zo zvárania a plynov.
Vznikajúci dym, ako aj škodlivé plyny
nevdychujte,
-
odsávajte ich z pracovnej oblasti vhodnými prostriedkami.
-
Postarajte sa o dostatočný prívod čerstvého vzduchu. Uistite sa, že sa vždy dodržuje miera dodávania vzduchu najmenej 20 m³/hodinu.
Pri nedostatočnom vetraní používajte zváraciu kuklu s prívodom vzduchu.
Ak si nie ste istí, či je odsávací výkon dostatočný, porovnajte namerané hodnoty
škodlivých emisií s prípustnými medznými hodnotami.
Za mieru škodlivosti dymu zo zvárania sú okrem iných zodpovedné aj tieto komponenty:
kovy použité na zvarenec,
-
elektródy,
-
povlakovanie,
-
čističe, odmasťovače a podobné prostriedky,
-
použitý zvárací proces.
-
SK
Nebezpečenstvo
v dôsledku úletu
iskier
Zohľadňujte preto príslušné technické listy o materiálovej bezpečnosti a údaje
výrobcu o uvedených komponentoch.
Odporúčania v prípadoch ožiarenia, opatrenia v rámci riadenia rizík a na identifikáciu pracovných podmienok nájdete na webovej stránke Európskej asociácie
pre zváranie (European Welding Association) v sekcii Zdravie a bezpečnosť (Health & Safety).
V blízkosti elektrického oblúka sa nesmú vyskytovať horľavé pary (napr. výpary
z rozpúšťadiel).
Ak sa nezvára, treba zatvoriť ventil fľaše s ochranným plynom alebo hlavný prívod
plynu.
Úlet iskier môže vyvolať požiare a explózie.
Nikdy nezvárajte v blízkosti horľavých materiálov.
Horľavé materiály musia byť od elektrického oblúka vzdialené minimálne 11 metrov (36 ft. 1.07 in.) alebo musia byť prikryté kontrolným krytovaním.
Treba mať pripravené vhodné odskúšané hasiace prístroje.
Iskry a horúce častice kovov sa môžu aj cez malé škáry a otvory dostať do okolitých priestorov. Zabezpečte zodpovedajúce opatrenia, aby napriek tomu nevznikalo žiadne riziko poranení a požiarov.
Nezvárajte v oblastiach ohrozených požiarmi a výbuchmi a na uzavretých
zásobníkoch, sudoch alebo potrubiach, ak tieto nie sú riadne pripravené podľa
zodpovedajúcich národných a medzinárodných noriem.
11
Na nádobách, v ktorých sú/boli skladované plyny, palivá, minerálne oleje a podobne, sa nesmie zvárať. S ohľadom na ich zvyšky existuje nebezpečenstvo explózie.
Nebezpečenstvá
spôsobené
sieťovým
a zváracím
prúdom
Zasiahnutie elektrickým prúdom je v zásade životunebezpečné a môže byť smrteľné.
Nedotýkajte sa častí pod napätím vnútri zariadenia ani mimo neho.
Pri zváraní MIG/MAG a TIG je pod napätím aj zvárací drôt, cievka drôtu, posuvové
kladky, ako aj častice kovov, ktoré sú v kontakte so zváracím drôtom.
Podávač drôtu vždy postavte na dostatočne izolovaný podklad alebo použite
vhodné izolujúce uchytenie podávača drôtu.
Postarajte sa o vhodnú vlastnú ochranu a ochranu ďalších osôb prostredníctvom
suchej podložky alebo krytu, dostatočne izolujúcich voči zemniacemu potenciálu
alebo potenciálu kostry. Táto podložka alebo kryt musia úplne pokrývať celú oblasť medzi telom a zemniacim potenciálom alebo potenciálom kostry.
Všetky káble a vodiče musia byť pevné, nepoškodené, zaizolované a dostatočne
dimenzované. Uvoľnené spojenia, privarené, poškodené alebo poddimenzované
káble a vodiče ihneď vymeňte.
Pred každým použitím skontrolujte prúdové spojenia prostredníctvom uchopenia
ohľadne pevného uloženia.
Pri prúdových kábloch s bajonetovou zástrčkou prúdový kábel pretočte min.
o 180° okolo pozdĺžnej osi a predpnite ho.
Káble ani vodiče neovíjajte okolo tela ani častí tela.
Elektródu (tyčovú elektródu, volfrámovú elektródu, zvárací drôt...):
nikdy kvôli ochladeniu neponárajte do kvapalín,
-
nikdy sa jej nedotýkajte pri zapnutom prúdovom zdroji.
-
Medzi elektródami dvojice zváracích systémov sa môže napríklad vyskytovať
dvojnásobné napätie chodu naprázdno jedného zváracieho systému. Pri súčasnom dotyku potenciálov oboch elektród existuje podľa okolností nebezpečenstvo
ohrozenia života.
Sieťový kábel nechajte pravidelne odborným elektrikárom prekontrolovať ohľadne funkčnej spôsobilosti ochranného vodiča.
Zariadenia triedy ochrany I vyžadujú pre správnu prevádzku sieť s ochranným vodičom a zásuvkový systém s kontaktom pre ochranný vodič.
Prevádzka zariadenia na sieti bez ochranného vodiča a na zásuvke bez kontaktu
pre ochranný vodič je povolená iba vtedy, ak sú dodržané všetky národné predpisy
o ochrane elektrickým oddelením.
V opačnom prípade sa to považuje za hrubú nedbanlivosť. Za takto vzniknuté
škody výrobca neručí.
Ak je to potrebné, vhodnými prostriedkami sa postarajte o dostatočné uzemnenie
zvarenca.
Nepoužívané zariadenia vypnite.
12
Pri prácach vo väčšej výške noste bezpečnostný postroj na zaistenie proti pádu.
Pred prácami na zariadení treba toto zariadenie vypnúť a vytiahnuť sieťovú vidlicu.
Zariadenie prostredníctvom zreteľne čitateľného a zrozumiteľného výstražného
štítka zaistite proti zasunutiu sieťovej vidlice a proti opätovnému zapnutiu.
Po otvorení zariadenia:
vybite všetky konštrukčné diely, ktoré akumulujú elektrické náboje,
-
zabezpečte, aby boli všetky komponenty zariadenia v bezprúdovom stave.
-
Ak sú nutné práce na dieloch pod napätím, je potrebné privolať druhú osobu,
ktorá včas vypne hlavný vypínač.
SK
Blúdivé zváracie
prúdy
Ak sa ďalej uvádzané upozornenia nerešpektujú, je možný vznik blúdivých
zváracích prúdov, ktoré môžu zapríčiniť:
nebezpečenstvo požiaru,
-
prehriatie konštrukčných dielov, ktoré sú spojené so zvarencom,
-
porušenie ochranných vodičov,
-
poškodenie zariadenia a iných elektrických zariadení.
-
Postarajte sa o pevné spojenie pripojovacej svorky na zvarenci s týmto zvarencom.
Pripojovaciu svorku na zvarenci pripevnite čo možno najbližšie k zváranému miestu.
Zostavte zariadenie s dostatočnou izoláciou proti elektricky vodivému prostrediu,
napríklad s izoláciou proti vodivej podlahe alebo vodivým podstavcom.
Pri použití prúdových rozvádzačov, dvojhlavových uchytení atď. dbajte na nasledujúce pokyny: Aj elektróda nepoužitého zváracieho horáka/držiaka elektródy je
pod napätím. Postarajte sa o dostatočnú izoláciu uloženia nepoužívaného zváracieho horáka/držiaka elektródy.
Pri automatických aplikáciách MIG/MAG drôtovú elektródu preveďte iba izolovane z nádoby so zváracím drôtom, z veľkokapacitnej cievky alebo z cievky drôtu
k podávaču drôtu.
Klasifikácia zariadení podľa
EMK
Opatrenia v oblasti elektromagnetickej kompatibility
Zariadenia emisnej triedy A:
sú určené len na použitie v priemyselnom prostredí,
-
v inom prostredí môžu spôsobovať rušenie po vedení a vyžarovanie v závislos-
-
ti od výkonu.
Zariadenia emisnej triedy B:
spĺňajú požiadavky na emisie pre obytné a priemyselné prostredie. Platí to aj
-
pre obytné prostredie, v ktorom sa napájanie energiou zabezpečuje z verejnej
nízkonapäťovej siete.
Klasifikácia zaradení EMK podľa typového štítka alebo technických údajov.
V osobitných prípadoch môže napriek dodržiavaniu normalizovaných medzných
hodnôt emisií dochádzať k negatívnemu ovplyvňovaniu prostredia danej aplikácie
(ak sa napríklad na mieste inštalácie nachádzajú citlivé zariadenia alebo ak sa
miesto inštalácie nachádza v blízkosti rádiového alebo televízneho prijímača).
V takom prípade je prevádzkovateľ povinný prijať primerané opatrenia na odstránenie rušenia.
13

Odolnosť proti rušeniu zariadení v okolí zariadenia skontrolujte a vyhodnoťte
v súlade s národnými a medzinárodnými ustanoveniami. Príklady pre zariadenia
so sklonom k rušeniu, ktoré môžu byť ovplyvnené zariadením:
bezpečnostné zariadenia,
-
sieťové a signálové káble a káble na prenos dát,
-
zariadenia na elektronické spracovanie údajov a telekomunikačné zariadenia,
-
zariadenia na meranie a kalibráciu.
-
Podporné opatrenia na zabránenie problémom s elektromagnetickou kompatibilitou:
Sieťové napájanie
1.
Pri výskyte elektromagnetických porúch aj napriek sieťovému pripojeniu,
-
ktoré je v súlade s predpismi, zaveďte dodatočné opatrenia (napríklad
použite vhodný sieťový filter).
Zváracie káble
2.
zachovajte ich čo možno najkratšie,
-
nechajte ich prebiehať uložené tesne pri sebe (aj kvôli zabráneniu
-
problémom s elektromagnetickými poľami),
uložte ich v dostatočnej vzdialenosti od iných vodičov.
-
Vyrovnanie potenciálov
3.
Uzemnenie zvarenca
4.
Ak je to potrebné, vytvorte uzemňovacie spojenie cez vhodné kon-
-
denzátory.
Odtienenie, ak je to potrebné
5.
Odtieňte ostatné zariadenia v okolí.
-
Odtieňte celú zváraciu inštaláciu.
-
Opatrenia v elektromagnetických
poliach
Mimoriadne nebezpečné miesta
Elektromagnetické polia môžu spôsobiť poškodenie zdravia, ktoré ešte nie je
známe:
účinky na zdravie okolitých osôb, napríklad nositeľov kardiostimulátorov
-
a pomôcok pre nedoslýchavých,
osoby s kardiostimulátorom sa musia poradiť so svojím lekárom prv, než sa
-
budú zdržiavať v bezprostrednej blízkosti tohto zariadenia a zváracieho procesu,
z bezpečnostných dôvodov treba udržiavať podľa možnosti čo najväčšie od-
-
stupy medzi zváracími káblami a hlavou/trupom zvárača,
zváracie káble a hadicové vedenia nenosiť prevesené cez plece ani ovinuté
-
okolo tela a častí tela.
Nepribližujte sa rukami, vlasmi, kusmi odevu ani nástrojmi k pohyblivým častiam,
akými napr. sú:
ventilátory
-
ozubené kolesá
-
valce
-
hriadele
-
cievky drôtu a zváracie drôty
-
Nesiahajte do otáčajúcich sa ozubených kolies pohonu drôtu ani do otáčajúcich
sa hnacích častí.
14
Kryty a bočné časti sa smú otvárať/odstraňovať iba pri vykonávaní údržbových
a opravárenských prác.
Počas prevádzky
Uistite sa, že sú všetky kryty zatvorené a všetky bočné diely riadne namonto-
-
vané.
Všetky kryty a všetky bočné diely nechávajte zatvorené.
-
Výstup zváracieho drôtu zo zváracieho horáka spôsobuje vysoké riziko poranení
(prepichnutie ruky, poranenie tváre a očí...).
Preto držte zvárací horák ďalej od tela (systémy s podávačom drôtu) a používajte
vhodné ochranné okuliare.
Počas zvárania ani po ňom sa zvarenca nedotýkajte – nebezpečenstvo popálenia.
Z chladnúcich zvarencov môže odpadávať troska. Preto aj pri dodatočných
prácach na zvarencoch noste predpísané ochranné vybavenie a postarajte sa
o dostatočnú ochranu iných osôb.
Zváracie horáky a iné komponenty vybavenia s vysokou prevádzkovou teplotou
nechajte ochladiť prv, než sa na nich bude pracovať.
V priestoroch, v ktorých hrozí požiar či výbuch, platia mimoriadne predpisy
– dodržujte príslušné národné a medzinárodné nariadenia.
Prúdové zdroje na práce v priestoroch so zvýšeným elektrickým nebezpečenstvom (napríklad kotol) musia byť označené znakom (Safety). Prúdový zdroj sa
však v takýchto priestoroch nesmie nachádzať.
Nebezpečenstvo obarenia uniknutým chladiacim médiom. Pred nasunutím prípojok na prívod alebo spätný odtok chladiaceho média treba chladiace zariadenie
vypnúť.
Pri manipulácii s chladiacim médiom dodržiavajte údaje karty bezpečnostných
údajov chladiaceho média. Kartu bezpečnostných údajov chladiaceho média dostanete vo svojom servisnom stredisku alebo získate prostredníctvom internetovej stránky výrobcu.
SK
Pri prenášaní zariadení žeriavom používajte iba vhodné prostriedky na uchytenie
bremena od výrobcu.
Reťaze alebo laná zaveste na všetky závesné body vhodného prostriedku
-
na uchytenie bremena.
Reťaze alebo laná musia byť polohované s čo možno najmenším uhlom
-
vzhľadom na zvislicu.
Odstráňte plynovú fľašu a podávač drôtu (zariadenia MIG/MAG a TIG).
-
Pri zavesení podávača drôtu na žeriav počas zvárania použite vždy vhodné izolujúce zavesenie podávača drôtu (zariadenia MIG/MAG a TIG).
Ak je zariadenie vybavené nosným popruhom alebo nosnou rukoväťou, tieto
slúžia výlučne na ručné prenášanie. Na prenášanie pomocou žeriava, vysokozdvižného vozíka alebo iných mechanických zdvíhadiel nie je tento nosný popruh
vhodný.
Je potrebné skontrolovať všetky viazacie prostriedky (popruhy, spony, reťaze, ...),
ktoré sa používajú v súvislosti so zariadením alebo jeho komponentmi (napr. pre
mechanické poškodenia, korózie alebo zmeny spôsobené poveternostnými vplyvmi).
Interval a rozsah kontroly musia zodpovedať minimálne platným národným
normám a smerniciam.
Pri použití adaptéra na pripojenie ochranného plynu hrozí nebezpečenstvo nespozorovaného úniku bezfarebného ochranného plynu bez zápachu. Závit
adaptéra zo strany zariadenia na pripojenie ochranného plynu treba
pred montážou utesniť pomocou vhodnej teflónovej pásky.
15

Požiadavky na
ochranný plyn
Najmä v okružných vedeniach môže znečistený inertný plyn spôsobovať poškodenie zariadenia a viesť k zníženiu kvality zvárania.
Vyžaduje sa splnenie nasledujúcich špecifikácií týkajúcich sa kvality ochranného
plynu:
veľkosť častíc pevných látok < 40 µm,
-
tlakový rosný bod < -20 °C,
-
max. obsah oleja < 25 mg/m³.
-
V prípade potreby treba použiť filtre!
Nebezpečenstvo
vychádzajúce z
fliaš s
ochranným plynom
Fľaše s ochranným plynom obsahujú plyn pod tlakom a pri poškodení môžu explodovať. Keďže tieto fľaše s ochranným plynom sú súčasťou zváracieho vybavenia, musí sa s nimi narábať veľmi opatrne.
Fľaše so stlačeným ochranným plynom chráňte pred prílišnou horúčavou, mechanickými nárazmi, troskou, otvoreným plameňom, iskrami a elektrickými oblúkmi.
Fľaše s ochranným plynom namontujte do zvislej polohy a upevnite podľa návodu,
aby sa nemohli prevrátiť.
Fľaše s ochranným plynom neuchovávajte v blízkosti zváracích ani iných elektrických prúdových obvodov.
Zvárací horák nikdy nevešajte na fľašu s ochranným plynom.
Fľaše s ochranným plynom sa nikdy nedotýkajte elektródou.
Nebezpečenstvo explózie, nikdy nezvárajte na fľaši s ochranným plynom pod tlakom.
Vždy použite iba vhodné fľaše s ochranným plynom pre príslušné použitie a k nim
sa hodiace príslušenstvo (regulátor, hadice a armatúry...). Fľaše s ochranným plynom a príslušenstvo používajte iba ak sú v dobrom stave.
Pri otváraní ventilu fľaše s ochranným plynom odvráťte tvár od vývodu.
Ak sa nezvára, treba zatvoriť ventil fľaše s ochranným plynom.
Nebezpečenstvo
v dôsledku unikajúceho
ochranného plynu
Na ventile nepripojenej fľaše s ochranným plynom nechávajte kryt.
Postupujte podľa údajov výrobcu, ako aj zodpovedajúcich národných a medzinárodných ustanovení pre fľaše s ochranným plynom a časti príslušenstva.
Nebezpečenstvo zadusenia nekontrolovane unikajúcim ochranným plynom
Ochranný plyn je bez farby a bez zápachu a môže pri úniku potlačiť kyslík v okolitom vzduchu.
Postarajte sa o dostatočný prísun čerstvého vzduchu – miera prevzdušnenia
-
minimálne 20 m³/hodinu.
Dodržiavajte bezpečnostné a údržbové pokyny fľaše s ochranným plynom
-
alebo hlavného zásobovania plynom.
Ak sa nezvára, treba zatvoriť ventil fľaše s ochranným plynom alebo hlavné
-
zásobovanie plynom.
Fľašu s ochranným plynom alebo hlavné zásobovanie plynom skontrolujte
-
pred každým uvedením do prevádzky ohľadne nekontrolovaného úniku plynu.
16

Bezpečnostné
opatrenia
na mieste nainštalovania a pri
preprave
Padajúce zariadenie môže znamenať nebezpečenstvo ohrozenia života! Zariadenie stabilne postavte na rovný pevný poklad.
Je prípustný uhol sklonu maximálne 10°.
-
V priestoroch s nebezpečenstvom požiaru a výbuchu platia špeciálne predpisy.
Dodržiavajte príslušné národné a medzinárodné ustanovenia.
-
Vnútroprevádzkovými pokynmi a kontrolami zabezpečte, aby bolo okolie pracoviska vždy čisté a prehľadné.
Zariadenie postavte a prevádzkujte iba podľa podmienok pre stupeň krytia, ktorý
je uvedený na výkonovom štítku.
Po postavení zariadenia zabezpečte odstup dookola 0,5 m (1 ft. 7.69 in.), aby
chladiaci vzduch mohol nerušene vstupovať a vystupovať.
Pri preprave zariadenia sa postarajte o to, aby sa dodržali platné národné a regionálne smernice a predpisy na prevenciu úrazov. Platí to špeciálne pre smernice
týkajúce sa ohrozenia pri transporte a preprave.
Nezdvíhajte ani neprepravujte žiadne aktívne zariadenia. Zariadenia pred prepravou alebo zdvíhaním vypnite!
Pred každým prepravovaním zariadenia treba chladiace médium úplne vypustiť,
ako aj demontovať nasledujúce komponenty:
podávač drôtu
-
cievku drôtu
-
fľašu s ochranným plynom
-
SK
Bezpečnostné
opatrenia
v normálnej
prevádzke
Pred uvedením do prevádzky a po preprave sa musí bezpodmienečne vykonať vizuálna kontrola zariadenia ohľadne prípadných poškodení. Eventuálne poškodenia musí pred uvedením do prevádzky opraviť vyškolený servisný personál.
Zariadenie prevádzkujte iba vtedy, ak sú plne funkčné všetky bezpečnostné zariadenia. Ak nie sú bezpečnostné zariadenia plne funkčné, vzniká nebezpečenstvo:
ohrozenia života a zdravia operátora alebo tretej osoby,
-
pre zariadenie a iné vecné hodnoty prevádzkovateľa,
-
znemožnenia efektívnej práce s týmto zariadením.
-
Bezpečnostné zariadenia, ktoré nie sú plne funkčné, je potrebné pred zapnutím
zariadenia opraviť.
Bezpečnostné zariadenia nikdy neobchádzajte ani nevyraďujte z prevádzky.
Pred zapnutím zariadenia zabezpečte, že nikomu nehrozí nebezpečenstvo.
Minimálne raz za týždeň skontrolujte, či sa na zariadení nevyskytujú zvonku rozpoznateľné škody a skontrolujte funkčnosť bezpečnostných zariadení.
Fľašu s ochranným plynom vždy dobre upevnite, pričom pred prenášaním žeriavom sa musí najprv zložiť.
Na základe vlastností (elektrická vodivosť, ochrana proti mrazu, kompatibilita
s materiálmi, horľavosť...) je pre použitie v našich zariadeniach vhodné iba originálne chladiace médium od výrobcu.
Používajte iba vhodné originálne chladiace médium od výrobcu.
Originálne chladiace médium od výrobcu nemiešajte s inými chladiacimi médiami.
K chladiacim zariadeniam pripájajte len systémové komponenty od výrobcu.
17

Ak pri použití iných systémových komponentov alebo iných chladiacich médií
dôjde k poškodeniam, výrobca za ne neručí a všetky záručné nároky zanikajú.
Médium Cooling Liquid FCL 10/20 nie je zápalné. Chladiace médium založené na
etanole je za určitých predpokladov zápalné. Chladiace médium prepravujte iba
v uzatvorených originálnych nádobách a neuchovávajte ho v blízkosti zápalných
zdrojov.
Opotrebované chladiace médium riadne zlikvidujte podľa požiadaviek národných
a medzinárodných predpisov. Kartu bezpečnostných údajov chladiaceho média
dostanete vo svojom servisnom stredisku alebo získate prostredníctvom internetovej stránky výrobcu.
Po ochladení zariadenia treba vždy pred začiatkom zvárania prekontrolovať stav
chladiaceho média.
Uvedenie
do prevádzky,
údržba a renovácia
Bezpečnostnotechnická kontrola
Pri dieloch z iných zdrojov nie je zaručené, že boli skonštruované a vyrobené primerane danému namáhaniu a bezpečnosti.
Používajte iba originálne náhradné diely a spotrebné diely (platí tiež pre nor-
-
malizované diely).
Bez povolenia výrobcu nevykonávajte na zariadení žiadne zmeny, osádzania
-
ani prestavby.
Ihneď vymeňte konštrukčné diely, ktoré nie sú v bezchybnom stave.
-
Pri objednávke uvádzajte presný názov a registračné číslo podľa zoznamu
-
náhradných dielov, ako aj výrobné číslo svojho zariadenia.
Skrutky krytu predstavujú spojenie ochranného vodiča pre uzemnenie dielov krytu.
Vždy používajte originálne skrutky krytu v príslušnom počte s uvedeným uťahovacím momentom.
Prevádzkovateľ odporúča najmenej raz za 12 mesiacov vykonať bezpečnostnotechnickú kontrolu zariadenia.
V priebehu toho istého intervalu 12 mesiacov odporúča výrobca kalibráciu
prúdových zdrojov.
Odporúča sa, aby poverený elektrikár vykonal bezpečnostnotechnickú kontrolu:
po zmene,
-
po osadzovaniach alebo prestavbách,
-
po oprave, ošetrení a údržbe,
-
minimálne každých 12 mesiacov.
-
Pri tejto bezpečnostnotechnickej kontrole postupujte podľa príslušných
národných a medzinárodných noriem a smerníc.
Bližšie informácie o bezpečnostnotechnickej kontrole a kalibrácii získate vo
vašom servisnom stredisku. V stredisku vám na požiadanie poskytnú aj potrebné
podklady.
Likvidácia Staré elektrické prístroje a elektronika sa musia zbierať oddelene a recyklovať
ekologickým spôsobom v súlade s európskou smernicou a vnútroštátnymi právnymi predpismi. Použité zariadenia odovzdajte predajcovi alebo do miestneho, autorizovaného zberného a likvidačného systému. Správnou likvidáciou starých
prístrojov podporujete trvalo udržateľnú recykláciu materiálových zdrojov. Ignorovanie takejto likvidácie môže mať negatívny vplyv na zdravie alebo životné prostredie.
18

Obalové materiály
Triedený zber. Skontrolujte predpisy platné v danej obci. Zmenšite objem škatule.
SK
Označenie bezpečnosti
Bezpečnosť dát Za dátové zaistenie zmien oproti nastaveniam z výroby je zodpovedný používateľ.
Autorské práva Autorské práva na tento návod na obsluhu zostávajú u výrobcu.
Zariadenia s označením CE spĺňajú základné požiadavky smernice pre nízke
napätia a elektromagnetickú kompatibilitu (napríklad relevantné normy pre
výrobky z radu noriem EN 60 974).
Spoločnosť Fronius International GmbH vyhlasuje, že zariadenie zodpovedá
smernici 2014/53/EÚ. Úplný text prehlásenia EÚ o zhode je k dispozícii na nasledujúcej internetovej adrese: http://www.fronius.com
Zariadenia označené kontrolným znakom CSA spĺňajú požiadavky relevantných
noriem pre Kanadu a USA.
V prípade vymazaných osobných nastavení výrobca neručí.
Text a vyobrazenia zodpovedajú technickému stavu pri zadaní do tlače. Zmeny sú
vyhradené. Obsah návodu na obsluhu v žiadnom prípade neopodstatňuje nároky
zo strany kupujúceho. Za zlepšovacie návrhy a upozornenia na chyby v tomto
návode na obsluhu sme vďační.
19

20

Všeobecné informácie
21

22

Všeobecné informácie
Oblasti použitia Zváracie systémy TWIN sa používajú výlučne pri automatizovanom zváraní MIG/
MAG, napr.
pri stavbe koľajových vozidiel na pozdĺžne zvary a profily,
-
pri stavbe lodí na kútové zvary a profily,
-
pri stavbe vozidiel na preplátované zvary a zváranie diskov,
-
pri konštrukcii automobilov,
-
pri stavbe nádrží na tupé, pozdĺžne, preplátované a kruhové zvary,
-
pri výrobe zariadení na zvary V, X a kútové zvary,
-
pri zdvíhacích zariadeniach na rohové zvary,
-
pri strojoch na zemné práce a pri stavbe špeciálnych strojov na zvary HV
-
a kútové zvary,
pri naváraniach.
-
SK
23

Predpoklady
Minimálne vybavenie systému
TWIN Push
Zvárací horák TWIN
+ montážny držiak
+ indexový disk
MTB 2x500i PA alebo PB
+ OPT/i MTB xx° sym.
alebo
MTB 900i PA alebo PB
CrashBox
Hadicové vedenie TWIN
MHP 2x500 A W/FSC
+ TWIN Basic Kit (v závislosti od materiálu a priemeru drôtu)
Podávač drôtu TWIN
WF 30i R/TWIN
Uchytenie podávača drôtu
WF MOUNTING TWIN
Spojovacie hadicové vedenia
1 x HP 95i CON/W/xx m
+
1 x HP 95i CON/G/xx m
2 x podávacia hadica drôtu (max. 3 m)
alebo
2 x Fronius PowerLiner (max. 10 m)
2 x prúdový zdroj
TPS 500i/600i
+ balík Welding Package Pulse
+ firmvér official_TPSi_2.2.3-20789.15069.ffw a vyššia verzia
Chladiace zariadenie
CU 2000i Pro/MC (2-dielne)
TWIN Controller
RI FB Pro/i TWIN Controller
+ firmvér official_robpro-1.8.xx-svn6108_official
2 x uzemňovací kábel
24

Minimálne vybavenie systému
TWIN Push/Pull
Zvárací horák TWIN
+ montážny držiak
+ indexový disk
MTB 2x500i PA alebo PB
+ OPT/i MTB xx° sym.
alebo
MTB 900i PA alebo PB
CrashBox
Hadicové vedenie TWIN (s pohonnou jednotkou TWIN WF 60i TWIN Drive)
MHP 2x450i RD/W/FSC
+ ozubená hnacia kladka CMT
+ ozubená prítlačná kladka CMT
Podávač drôtu TWIN
WF 30i R /TWIN
+ OPT/i WF TWIN R Push Pull
Uchytenie podávača drôtu
Spojovacie hadicové vedenia
1 x HP 95i CON/W/xx m
+
1 x HP 95i CON/G/xx m
SK
2 x podávacia hadica drôtu (max. 3 m)
alebo
2 x Fronius PowerLiner (max. 10 m)
2 x prúdový zdroj
TPS 500i/600i
+ balík Welding Package Pulse
+ firmvér official_TPSi_3.2.0-xxxxx.xxxxx.ffw a vyššia verzia
Chladiace zariadenie
CU 2000i Pro/MC (2-dielne)
TWIN Controller
RI FB Pro/i TWIN Controller
+ firmvér official_robpro-1.8.0
2 x uzemňovací kábel
25
Minimálne vybavenie systému
TWIN CMT
Zvárací horák TWIN
+ montážny držiak
+ indexový disk
MTB 2x500i PA alebo PB
+ OPT/i MTB xx° sym.
alebo
MTB 900i PA alebo PB
CrashBox
Hadicové vedenie TWIN (s pohonnou jednotkou TWIN WF 60i TWIN Drive)
MHP 2x450i RD/W/FSC
+ ozubená hnacia kladka CMT
+ ozubená prítlačná kladka CMT
Podávač drôtu TWIN
WF 30i R /TWIN
+ OPT/i WF TWIN R Push Pull
Uchytenie podávača drôtu
Súprava zásobníkov drôtu TWIN
Spojovacie hadicové vedenia
1 x HP 95i CON/W/xx m
+
1 x HP 95i CON/G/xx m
2 x podávacia hadica drôtu (max. 3 m)
oder
2 x Fronius PowerLiner (max. 10 m)
2 x prúdový zdroj
TPS 500i/600i
+ balík Welding Package Standard
+ Welding Package Pulse
+ Welding Package CMT
+ firmvér official_TPSi_3.2.0-xxxxx.xxxxx.ffw a vyššia verzia
Chladiace zariadenie
CU 2000i Pro/MC (2-dielne)
TWIN Controller
RI FB Pro/i TWIN Controller
+ firmvér official_robpro-1.8.0
2 x uzemňovací kábel
26
Mechanické
predpoklady
Ak chcete docieliť stabilný a reprodukovateľný zvárací proces TWIN, musia byť
splnené tieto mechanické predpoklady:
presné vedenie zváracieho horáka robotom alebo jednoúčelovým automatom
-
(napr. pozdĺžny pojazdový vozík),
presná príprava zvaru,
-
nízke miery tolerancie konštrukčných dielov.
-
SK
Elektrotechnické
predpoklady
Softvérové predpoklady
Dimenzovanie
robota
Opatrenia na
zvýšenie dostupnosti systému
správne rozloženie káblov zváracieho obvodu,
-
max. indukčnosť v zváracom obvode nesmie prekročiť 35 µH.
-
Minimálna verzia softvéru 2.2.3 (TWIN Push) alebo 3.2.30 (Twin Push/Pull,
-
CMT)
Oba prúdové zdroje musia mať rovnakú verziu softvéru.
-
IP adresy musia byť v prúdových zdrojoch správne nastavené.
-
Pri dimenzovaní robota sa musí dbať na tieto pokyny:
Úžitková hmotnosť a menovitý krútiaci moment robota musia byť koncipo-
-
vané na hmotnosť všetkých montovaných systémových komponentov:
zvárací horák, hadicové vedenie, podávač drôtu, uchytenia robota atď.
Crashbox musí byť vhodne skonštruovaný.
-
Podávacie hadice drôtu musia byť rozmiestnené tak, aby neboli ovplyvnené
-
pohyby robota a preprava drôtu (napr. kladenie podávacích hadíc drôtu cez
balancér v robotickej bunke).
Na to, aby sa zvýšila dostupnosť systému, sa odporúča použitie týchto zariadení:
Robacta TSS/i
servisná stanica zváracieho horáka
Robacta Reamer TWIN/Single
mechanické čistenie zváracieho horáka použiteľné pre všetky základné materiály
ako oceľ, hliník, CrNi (nerezové) druhy ocele, meď atď.
Robacta TC 2000 TWIN
Elektromagnetické čistenie zváracieho horáka pre feromagnetické základné materiály
TXi TWIN
stanica na výmenu tela zváracieho horáka
(len pre zváracie systémy TWIN Push)
27

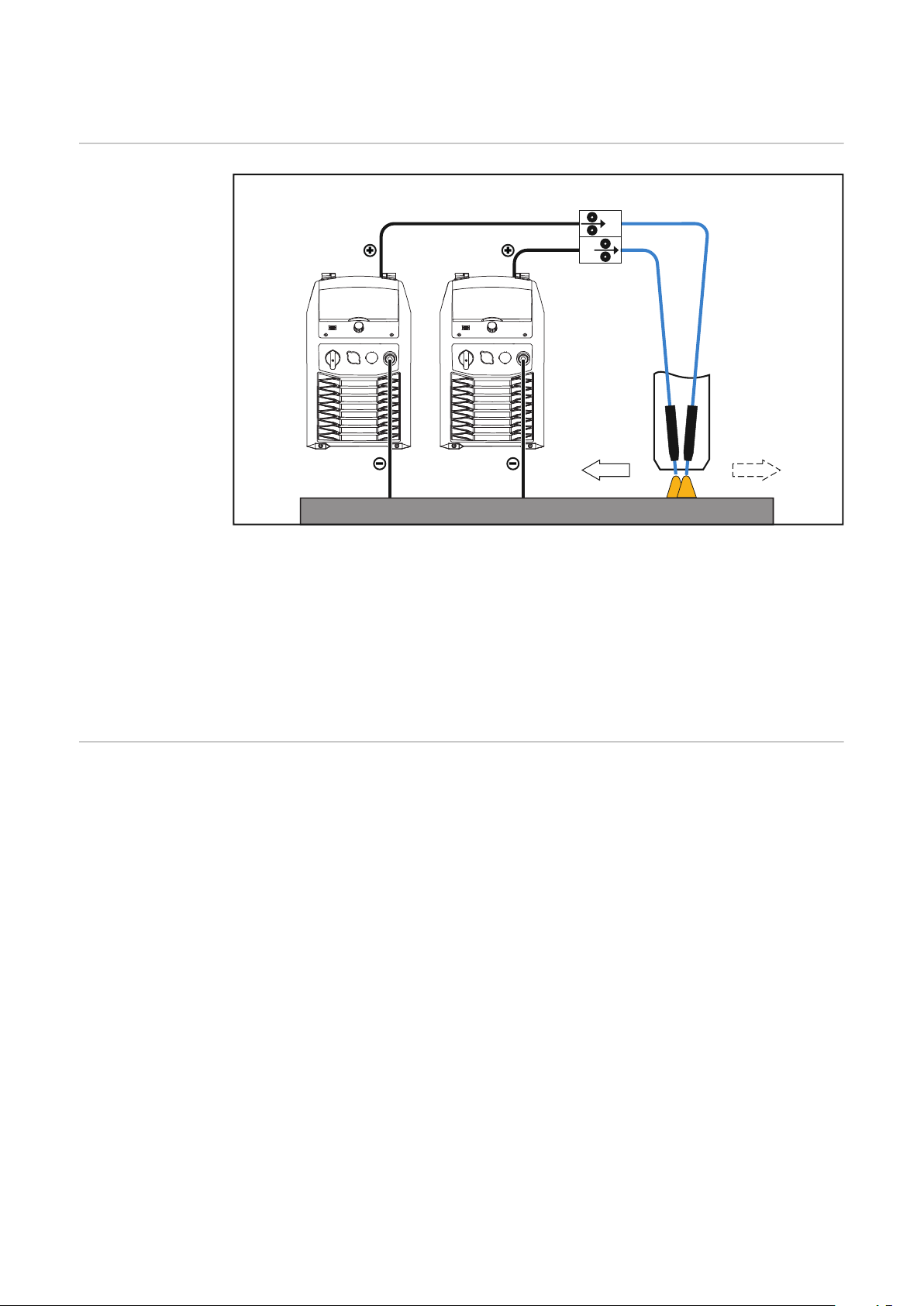
Prípojka uzemnenia
Na každý prúdový zdroj sa používa vlastný uzemňovací kábel:
A – samostatné uzemňovacie káble B – spoločný uzemňovací kábel, uzemňovací
C – uzemňovacie káble kladené v slučkách D – navinutý uzemňovací kábel
mostík
28

UPOZORNENIE!
Pri vytváraní uzemňovacieho spojenia dodržiavajte nasledujúce body:
Na každý prúdový zdroj používajte vlastný uzemňovací kábel – A
▶
Kladný a uzemňovací kábel udržiavajte v takej dĺžke a vzdialenosti, aby boli
▶
čo najbližšie pri sebe.
Káble zváracieho obvodu jednotlivých prúdových zdrojov od seba priestorovo
▶
oddeľte.
Neklaďte paralelne vedľa seba viacero uzemňovacích káblov;
▶
ak nie je možné vyhnúť sa paralelnému vedeniu, dodržiavajte medzi káblami
zváracieho obvodu minimálnu vzdialenosť 30 cm.
Udržiavajte uzemňovací kábel čo najkratší, použite kábel s veľkým prierezom.
▶
Uzemňovacie káble nekrížte.
▶
Medzi uzemňovacím káblom a spojovacím hadicovým vedením nepoužívajte
▶
feromagnetické materiály.
Dlhé uzemňovacie káble nenavíjajte – hrozí cievkový efekt! – C
▶
Dlhé uzemňovacie káble klaďte v slučkách – D
Neklaďte uzemňovacie káble do železných rúr, kovových káblových žľabov ani
▶
oceľových nosníkov, vyhýbajte sa káblovým kanálom;
(spoločné kladenie kladného a uzemňovacieho kábla do jednej železnej rúry
nespôsobuje žiadne problémy).
Pri viacerých uzemňovacích kábloch oddeľte uzemňovacie body na
▶
konštrukčnom diele čo najďalej od seba a zabráňte kríženiu obvodov medzi
jednotlivými elektrickými oblúkmi.
Používajte kompenzované spojovacie hadicové vedenia (spojovacie hadicové
▶
vedenia s integrovaným uzemňovacím káblom).
SK
Pokyn na prepravu drôtu
Ďalšie informácie k pripojeniu uzemňovacieho kábla nájdete od strany 155.
UPOZORNENIE!
Na bezchybný priebeh prác je nevyhnutné použitie cievok.
29
Princíp činnosti
(1) (2)
(3)
(4) (5)
(6)
Princíp činnosti
Hlavný prúdový
zdroj (leading)
a podriadený
prúdový zdroj
(slave)
Dve drôtové elektródy (4) a (5) sa zvárajú v tavnom kúpeli v ochrannej atmo-
-
sfére.
Zvárací proces prebieha prostredníctvom dvoch navzájom nezávislých
-
prúdových zdrojov (1) a (2). Prúdové zdroje sa synchronizujú pomocou
ovládača TWIN Controller.
Preprava drôtu sa realizuje prostredníctvom podávača drôtu (3) s 2 po-
-
honnými jednotkami.
Obe drôtové elektródy sú v zváracom horáku prepojené tak, aby boli k dis-
-
pozícii dve navzájom nezávislé zváracie napätia (6).
Oba prúdové zdroje sa vo zváracom procese TWIN označujú ako hlavný prúdový
zdroj (leading = vedúci) a podriadený prúdový zdroj (slave = nasledujúci).
Definícia hlavného prúdového zdroja (leading) je daná smerom zvárania.
-
Pri pulznom oblúkovom zváraní udáva hlavný prúdový zdroj (leading) frekven-
-
ciu pre podriadený prúdový zdroj (slave).
V smere zvárania je drôtová elektróda hlavného prúdového zdroja (leading)
-
predná drôtová elektróda.
Pri otočení smeru zvárania a nemeniacej sa pozícii zváracieho horáka sa pod-
-
riadený prúdový zdroj (slave) stane hlavným prúdovým zdrojom (leading).
Riadiaca jednotka robota určuje prostredníctvom 2 bitov hlavný a podriadený
-
prúdový zdroj. V závislosti od tejto definície sa na prúdovom zdroji zobrazuje
hlavný a podriadený prúdový zdroj.
30
Systémové konfigurácie
(1) (1)
(2)
(3)
(4)
(5)
(6)
(7)
(17)
(16)
(15)
(14)
(13)
(12)
(10)
(8)
(9)
(11)
(18)
(19)
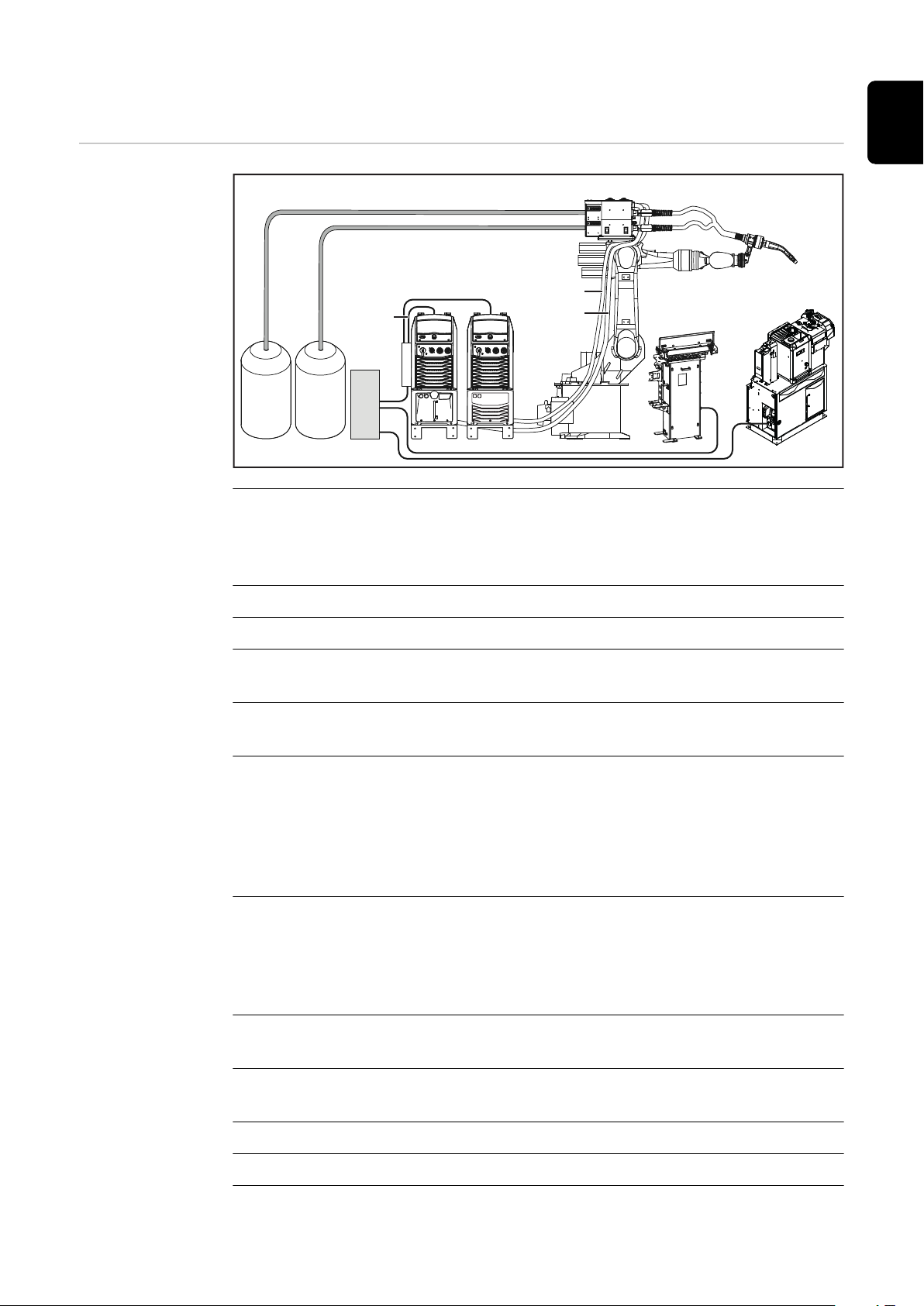
Prehľad systému
TWIN Push
(1) Cievka so zváracím drôtom
V závislosti od použitia možno na dosiahnutie optimálnej prepravy drôtu
použiť aj ďalšie dva odvíjacie podávače drôtu WFi R REEL.
SK
(2) Podávacie hadice drôtu
(3) Riadiaca jednotka robota
(4) Spájací kábel riadiacej jednotky robota a ovládača RI FB Pro/i TWIN
Controller
(5) Spájací kábel riadiacej jednotky robota s výmennou stanicou zváracieho
horáka TWIN
(6) Prúdový zdroj 1: TPS 500i/600i
+ WP Pulse
+ RI FB Pro/i TWIN Controller
+ chladiace zariadenie CU 2000i/diel 1
+ diaľkové ovládanie RC Panel Pro
+ plošina TU (zoskrutkovaná)
(7) Prúdový zdroj 2: TPS 500i/600i
+ WP Pulse
+ chladiace zariadenie CU 2000i/diel 2
+ diaľkové ovládanie RC Panel Pro
+ plošina TU (zoskrutkovaná)
(8) Kábel SpeedNet z ovládača RI FB Pro/i TWIN Controller do prúdového
zdroja 1
(9) Kábel SpeedNet z ovládača RI FB Pro/i TWIN Controller do prúdového
zdroja 2
(10) Spojovacie hadicové vedenie HP 95i CON/G/10 m
(11) Spojovacie hadicové vedenie HP 95i CON /W /10 m
(12) Robot
31

Prehľad systému
1 2
12
1
2
1
2
(1)
(2)
(3)
(6)
(15)(16)
(17)(18) (14)
(12)
(11)
(8)
(21)
(22)
(24)
(4) (5)
(10)
(7) (9)
(12a)
(20)
(19)
(14)
(23)(13)
TWIN Push/Pull,
CMT
(13) Podávač drôtu WF 30i R /TWIN
+ uchytenie podávača drôtu WF Mounting
+ TWIN Basic Kit
(14) MHP 2x500 A W/FSC hadicové vedenie TWIN
(15) CrashBox/i XXL
+ montážny držiak
+ indexový disk
(16) Zvárací horák MTB 2x500i PA
+ OPT/i MTB 11,5° sym.
(17) Výmenná stanica zváracieho horáka TXi TWIN systému TWIN
(18) Spájací kábel riadiacej jednotky robota so servisnou stanicou zváracieho
horáka
(19) Servisná stanica zváracieho horáka Robacta TSS /i
32
(1) Riadiaca jednotka robota
(2) Spájací kábel riadiacej jednotky robota a ovládača RI FB Pro/i TWIN
Controller
(3) Spájací kábel riadiacej jednotky robota so servisnou stanicou zváracieho
horáka
(4) Kábel SpeedNet z ovládača RI FB Pro/i TWIN Controller do prúdového
zdroja 1
(5) Prúdový zdroj 1
+ balík Welding Package Pulse
+ balík Welding Package CMT
+ RI FB Pro/i TWIN Controller
+ chladiace zariadenie CU 2000i/diel 1
+ diaľkové ovládanie RC Panel Pro
+ plošina TU (zoskrutkovaná)
(6) Kábel SpeedNet z ovládača RI FB Pro/i TWIN Controller do prúdového
zdroja 2

(7) Spojovacie hadicové vedenie HP 95i CON /W /10 m
(8) Prúdový zdroj 2
+ balík Welding Package Pulse
+ balík Welding Package CMT
+ chladiace zariadenie CU 2000i/diel 2
+ diaľkové ovládanie RC Panel Pro
+ plošina TU (zoskrutkovaná)
(9) Spojovacie hadicové vedenie HP 95i CON/G/10 m
(10) Cievka so zváracím drôtom 2
(11) Cievka so zváracím drôtom 1
V závislosti od použitia možno na dosiahnutie optimálnej prepravy drôtu
použiť aj ďalšie dva odvíjacie podávače drôtu WFi R REEL.
(12) OPT/i WF Tower
+ Mounting WF Twin Tower (12a)
(13) Podávač drôtu TWIN WF 30i R /TWIN
+ OPT/i WF TWIN PushPull
(14) MHP 2x450i RD/W/FSC (s pohonnou jednotkou TWIN WF 60i TWIN Dri-
ve)
+ ozubená prítlačná kladka CMT
+ montážny držiak
SK
(15) Podávacia hadica drôtu 1
WF 30i R/TWIN – zásobník drôtu 1
(16) Ovládací kábel zásobníka drôtu 1
(17) Podávacia hadica drôtu 2
WF 30i R/TWIN – zásobník drôtu 2
(18) Ovládací kábel zásobníka drôtu 2
(19) Robot
(20) Uchytenie robota Y-kus**
(21) Súprava zásobníkov drôtu TWIN*
(potrebné na zváranie TWIN-CMT)
(22) CrashBox /d TWIN
(23) Zvárací horák MTB 2x500i PA
+ OPT/i MTB 11,5° sym.
(24) Servisná stanica zváracieho horáka Robacta TSS /i
* Namiesto montáže zásobníkov drôtu na bočnú stranu robotov ich môžete
zavesiť na balancér.
** Namiesto Y-kusu uchytenia robota môžete použiť aj Y-kus závesného ba-
lancéra.
33

Ďalšie možnosti
konfigurácie
Používanie s jedným drôtom
WF 30i TWIN
+ hadicové vedenie zváracieho horáka MHP TWIN
+ spojka tela zváracieho horáka TXi
+ adaptér TWIN MTB Single
+ zvárací horák MTB Single
-------------------------------------------------------
= používanie s jedným drôtom
S výmennou stanicou zváracieho horáka TXi TWIN systému TWIN a príslušnými
spojkami tela zváracieho horáka možno vykonať automatizovanú výmenu zváracieho horáka TWIN za zvárací horák Single a naopak.
Používanie s jedným drôtom na rôzne prídavné materiály alebo rôzne priemery
drôtu
WF 30i TWIN
+ hadicové vedenie zváracieho horáka MHP TWIN
+ spojka tela zváracieho horáka TXi
+ 2x adaptér TWIN MTB Single
+ 2x zvárací horák MTB Single
-------------------------------------------------------
= používanie s jedným drôtom
(napr. pre rôzne prídavné materiály alebo rôzne priemery drôtu)
Zváracie horáky Single musia byť primerane vybavené vzhľadom na drôtovú elektródu, ktorá sa má prepraviť.
Pred zmenou zváracej linky sa musí aktuálna drôtová elektróda stiahnuť a zváracie horáky Single sa musia vymeniť.
34

Systémové komponenty
35

36

WF 30i R/TWIN
SK
Koncepcia zariadenia
Použitie
podľa určenia
Podávač drôtu WF 30i R/TWIN bol navrhnutý špeciálne na aplikácie v oblasti
automatizácie v spojení so zváracím
procesom MIG/MAG TWIN.
Sériový 4-kladkový pohon zabezpečuje
vynikajúce vlastnosti pri preprave
drôtu.
Zariadenie je určené výlučne pre prepravu drôtu pri automatizovanom zváraní
MIG/MAG v spojení so systémovými komponentmi Fronius. Každé iné použitie
alebo použitie presahujúce tento rámec sa považuje za použitie v rozpore
s určením. Za takto vzniknuté škody výrobca neručí.
K použitiu podľa určenia takisto patrí:
kompletné prečítanie tohto návodu na obsluhu,
-
dodržiavanie všetkých pokynov a bezpečnostných predpisov uvedených
-
v tomto návode na obsluhu,
dodržiavanie inšpekčných prác a údržbových prác.
-
37

Výstražné upo-
40,0006,3035
Caution: Parts may be at welding
voltage
Attention: Les pièces peuvent être
à la tension de soudage
1 - 30 m/min 39 - 118 ipm
360A/100% 450A/60% 500A/40%I2
1.2 A
I11
U11
60 V
U12 I12 0.5 A24 V
IEC 60 974-5/-10 Cl.A IP 23
www.fronius.com
Ser.No.:
Part No.:
zornenia na zariadení
Podávač drôtu je vybavený bezpečnostnými symbolmi a výkonovým štítkom. Bezpečnostné symboly a výkonový štítok sa nesmú odstraňovať ani pretierať iným
náterom. Symboly varujú pred nesprávnou obsluhou, z ktorej môžu vyplynúť
vážne poranenia osôb a materiálne škody.
Uvedené funkcie použite až vtedy, keď si kompletne prečítate nasledujúce dokumenty a porozumiete im:
-
-
tento návod na obsluhu
všetky návody na obsluhu systémových komponentov, najmä bezpečnostné
predpisy
Zváranie je nebezpečné. Na to, aby sa práca so zariadením vykonávala v súlade
s predpismi, musia sa splniť nasledujúce základné požiadavky:
dostatočná kvalifikácia na zváranie,
-
vhodné ochranné vybavenie,
-
zdržiavanie sa nezúčastnených osôb v dostatočnej vzdialenosti od podávača
-
drôtu a zváracieho procesu.
38

Staré prístroje nelikvidujte s komunálnym odpadom, ale zlikvidujte ich podľa bezpečnostných predpisov.
Nepribližujte sa rukami, vlasmi, kusmi odevu ani nástrojmi k pohyblivým častiam,
akými napr. sú:
Nesiahajte do otáčajúcich sa ozubených kolies pohonu drôtu ani do otáčajúcich
sa hnacích častí.
Kryty a bočné časti sa smú otvárať/odstraňovať iba pri vykonávaní údržbových
a opravárenských prác.
ozubené kolesá
-
posuvové kladky
-
cievky drôtu a drôtové elektródy
-
Počas prevádzky
Uistite sa, že sú všetky kryty zatvorené a všetky bočné diely riadne namonto-
-
vané.
Všetky kryty a všetky bočné diely nechávajte zatvorené.
-
SK
39

Opis výstražných
A B
upozornení na
zariadení
Na niektorých verziách zariadenia sú umiestnené výstražné upozornenia.
Usporiadanie symbolov sa môže líšiť.
! Varovanie! Dávajte pozor!
Symboly znázorňujú hroziace nebezpečenstvá.
A Posuvové kladky môžu spôsobiť zranenie prstov.
B Zvárací drôt a posuvové diely sú počas prevádzky pod zváracím napätím.
Nedotýkajte sa ich rukami ani kovovými predmetmi!
1. Zásah elektrickým prúdom môže byť smrteľný.
1.1 Noste suché, izolované rukavice. Nedotýkajte sa drôtovej elektródy holými
rukami. Nenoste vlhké ani poškodené rukavice.
1.2 Na ochranu pred zásahom elektrickým prúdom použite podložku na od-
izolovanie od podlahy a pracovnej oblasti.
1.3 Pred prácami na zariadení treba toto zariadenie vypnúť a vytiahnuť sieťovú
vidlicu alebo odpojiť prúdové napájanie.
2. Vdýchnutie dymu zo zvárania môže poškodiť zdravie.
2.1 Hlavu držte mimo zóny tvorby dymu zo zvárania.
40

2.2 Na odstránenie dymu zo zvárania použite nútené vetranie alebo lokálne
xx,xxxx,xxxx *
odsávanie.
2.3 Odstráňte dym zo zvárania pomocou ventilátora.
3 Iskry zo zvárania môžu spôsobiť výbuch alebo požiar.
3.1 Odstráňte horľavý materiál z blízkosti zváracieho procesu. Nezvárajte
v blízkosti horľavých materiálov.
3.2 Iskry zo zvárania môžu spôsobiť požiar. Majte poruke hasiaci prístroj.
Prípadne zabezpečte prítomnosť dozorujúcej osoby na obsluhu hasiaceho
prístroja.
3.3 Nezvárajte sudy ani uzatvorené nádoby.
SK
4. Lúče elektrického oblúka môžu popáliť oči a spôsobiť zranenie pokožky.
4.1 Noste pokrývku hlavy a ochranné okuliare. Noste ochranu sluchu a golier
košele si zapnite na gombík. Použite zváraciu helmu so správnym tónovaním. Celé telo si chráňte vhodným ochranným odevom.
5. Pred prácami na zariadení alebo zváraním:
absolvujte školenie o zariadení a prečítajte si pokyny!
6. Nálepka s výstražnými pokynmi sa nesmie odstrániť ani premaľovať.
* Objednávacie číslo výrobcu na nálepke
41

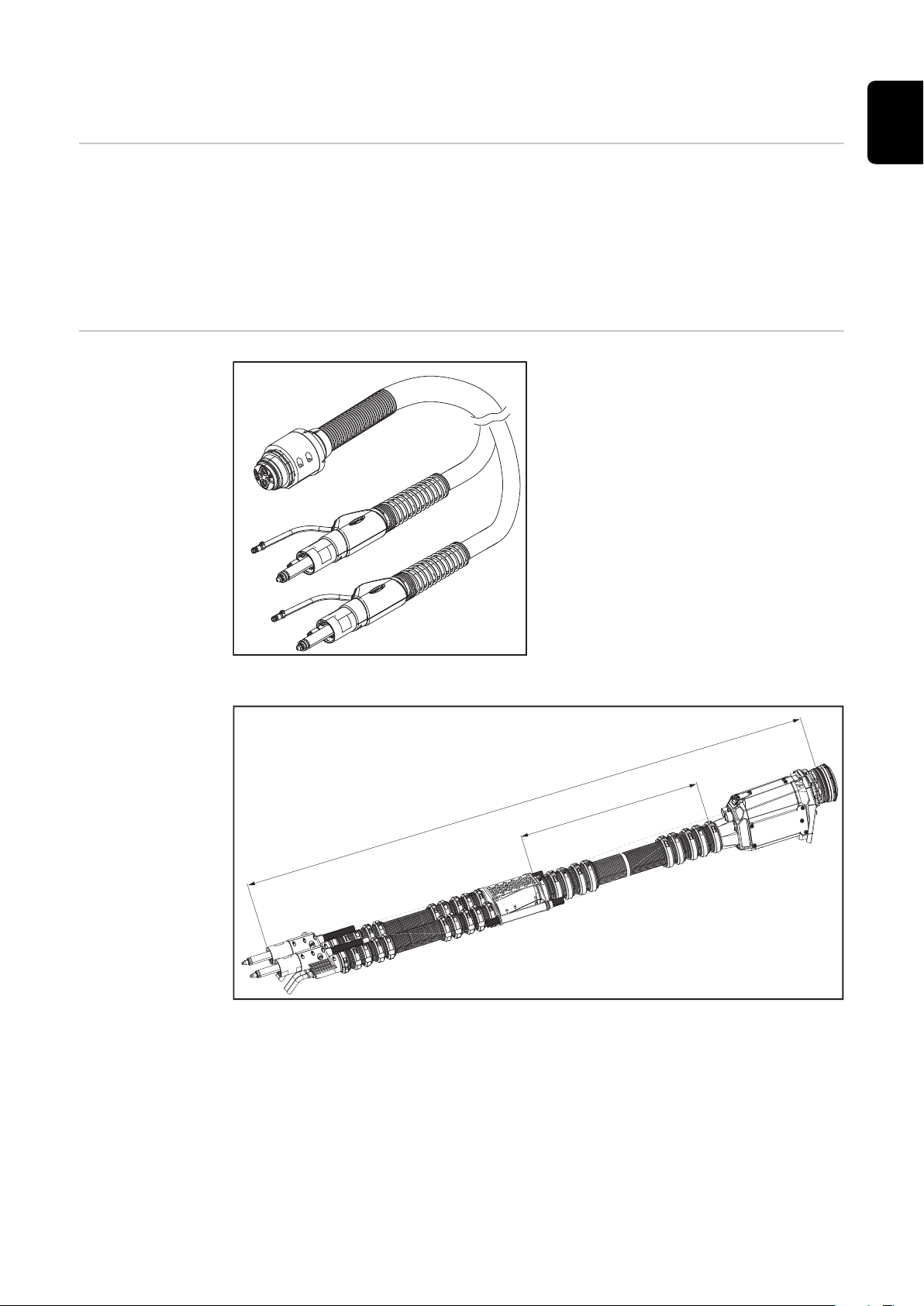
Spojovacie hadicové vedenie
G
W
spojovacie hadicové vedenie
G = spojovacie hadicové vedenie chladené plynom, W = spojovacie hadicové vedenie chladené vodou
Spojovacie hadicové vedenia spájajú prúdové zdroje s podávačom drôtu TWIN
alebo oboma podávačmi drôtu na robota.
V prípade zváracích systémov TWIN sa používa spojovacie hadicové vedenie chladené vodou a spojovacie hadicové vedenie chladené plynom.
42
Hadicové vedenie zváracieho horáka
4 / 6 / 8 / 10 m
~ 13 / 20 / 26 / 33 ft.
1.5 m / ~ 5 ft.
SK
Všeobecné informácie
Rozsah dodávky
Vodou chladené hadicové vedenie zváracieho horáka TWIN spája
podávač drôtu TWIN so zváracím horákom TWIN
-
alebo
oba podávače drôtu na robota so zváracím horákom TWIN
-
Pre použitie TWIN Push/Pull a TWIN CMT je do hadicového vedenia zváracieho
horáka integrovaná pohonná jednotka TWIN.
Hadicové vedenie MHP 2x500i R/W/FSC
TWIN Push
Hadicové vedenie MHP 2x450i RD/W/FSC s pohonnou jednotkou WF 60i TWIN Drive
TWIN Push/Pull, TWIN CMT
V rozsahu dodávky sa nenachádzajú:
bovdeny drôtu,
-
vstupné hubice,
-
hnacie a prítlačné kladky.
-
43

CrashBox
Všeobecné informácie
CrashBox je ochranné zariadenie pre telo zváracieho horáka a spojku tela zváracieho horáka.
V prípade kolízie vydáva CrashBox signál riadeniu robota, na čo riadiaca jednotka
robota okamžite zastaví. Vďaka uchyteniu zváracieho horáka pomocou zariadenia
CrashBox sa zvárací horák a namontované systémové komponenty v prípade
kolízie chránia pred poškodením.
Magnetická spojka CrashBoxu umožňuje pri kolízii bezsilové vychýlenie s veľkou
dráhou vychýlenia.
Systém pridržiavacích spôn slúži
v prípade systémov TWIN Push na
uchytenie zváracieho horáka TWIN.
Pomocou indexového disku zodpovedajúcemu zakriveniu zváracieho horáka
polohuje systém pridržiavacích spôn
zvárací horák tak, aby sa TCP
nachádzalo na 6. osi.
Poznámka
k správnej
prevádzke zariadení CrashBox
Príklad: CrashBox/i so systémom pridržiavacích
spôn, primontované na ramene robota (TWIN
Push)
Na montáž zariadenia CrashBox je potrebná izolujúca príruba robota špecifická
pre daný robot.
UPOZORNENIE!
Aby ste sa vyhli poškodeniu zváracieho horáka alebo hadicového vedenia zváracieho horáka alebo aby ste zabránili chybným spusteniam zariadenia CrashBox,
dbajte na tieto zásady:
Pri pohyboch robota sa vyhnite silným zrýchleniam a maximálnym rýchlos-
▶
tiam.
Zaistite voľnosť pohybu hadicového vedenia zváracieho horáka pri všetkých
▶
pohyboch robota;
hadicové vedenie zváracieho horáka nemôže byť v žiadnej pozícii napnuté
a nesmie vyvíjať žiadne zaťaženie ťahom na zariadenie CrashBox.
Hadicové vedenie zváracieho horáka sa pri pohybe nesmie odierať ani za-
▶
chytávať.
Ak je to možné, objasnite si už vo fáze konceptu v podobe simulácie všetky
▶
pohybové situácie so systémovými komponentmi značky Fronius.
44

Upozornenie
(1) (2) (3) (4) (5)(6)(2)(3)
(1)
(2) (3)
(4)
(3) (6)(5)
(2)
k oprave zariadení CrashBox
UPOZORNENIE!
Zariadenia CrashBox odosielajte na opravu len kompletné!
Neúplné zariadenia CrashBox (napr. bez magnetického krúžku) nie je možné
skontrolovať v rámci opravy.
SK
Dodatočne potrebné na
montáž
Rozsah dodávky
V závislosti od príslušného robota:
1 ks príruby robota so skrutkami
-
Príruba robota podľa cenníka
Dodržiavajte uťahovacie momenty:
Max. uťahovací moment pre skrutky
triedy pevnosti 8.8
M4 3,3 Nm/2,43 lb-ft
M5 5,0 Nm/3,69 lb-ft
M6 6,0 Nm/4,43 lb-ft
M8 27,3 Nm/20,14 lb-ft
M10 54 Nm/39,83 lb-ft
M12 93 Nm/68,60 lb-ft
Rozsah dodávky CrashBox /i XXL (TWIN Push)
Rozsah dodávky CrashBox /d TWIN (TWIN
Push/Pull, CMT)
45

Rozsah dodávky
systému pridržiavacích spôn
(TWIN Push)
(1) uchytenie zariadenia Crash-
Box/i
(2) kruhová svorka *
(3) zaisťovací krúžok, 2-dielny *
(4) manžeta
(5) valcové skrutky M4 x 16 mm
(6) magnetický krúžok
* Pri dodaní namontovaný na
manžetu (4)
UPOZORNENIE!
Pred montážou nemontujte na robot
dohromady uchytenie zariadenia
CrashBox/i (1) a magnetický krúžok
(6).
Konštrukčné diely sa dajú pre silný
magnetizmus od seba oddeliť len
ťažko.
Rozsah dodávky
indexových diskov (TWIN Push)
46

Rozsah dodávky
uchytenia pohonnej jednotky
(TWIN Push/
Pull, CMT)
Uchytenie pohonnej jednotky je dostupné ako 30° a 45° verzia.
SK
47

Robotický zvárací horák
PBPA
Spatter Guard
Sleeve
Robotické zváracie horáky
Príklad: MTB 900i
Robotické zváracie horáky chladené vodou MTB 2x500i R a MTB 900i R
prenášajú výkon elektrického oblúka na zvarenec. Zváracie horáky TWIN sú navrhnuté na použitie so zariadením CrashBox/i XXL a sú dostupné v 2 variantoch:
PA s kontaktnými špičkami usporiadanými nad sebou,
uhlom zváracieho horáka 30° alebo 45°
PB s kontaktnými špičkami usporiadanými vedľa seba,
uhlom zváracieho horáka 30° alebo 45°
MTB 900i R
Robustný model MTB 900i R je vhodný pre aplikácie TWIN v náročných podmienkach s nemenným uhlom sklonu kontaktnej špičky.
MTB 2x500i R
MTB 2x500i R je navrhnutý na použitie rôznych uhlov sklonu kontaktnej špičky,
podrobnosti nájdete od strany 49.
Pre MTB 2x500i R sú k dispozícii 2 systémy spotrebných dielov:
Systém spotrebných dielov „Spatter
Guard“
na všetky prídavné materiály
sériový
Systém spotrebných dielov „Sleeve“
na zváranie ocele
voliteľný
Zváracie horáky sa dodávajú kompletne zmontované so všetkými spotrebnými
dielmi.
48

Na montáž robotických zváracích horákov bez automatického systému na výme-
11,5°
(1) (2) (3) (4) (5) (6)
nu tela zváracieho horáka TXi TWIN na hadicové vedenie je nutné použiť tieto
diely:
42,0001,4833 konektor M52x1.5/M55x1.5
-
42,0001,4832 drážka TWIN TX M55x1.5
-
42,0407,0834 poistný hriadeľový krúžok SW50
-
SK
MTB 2x500i R –
uhol sklonu kontaktnej špičky
Príklad:
Vzájomný uhol sklonu kontaktných špičiek =
11,5°
Podrobnosti o montážnych dieloch získate kliknutím na
odkaz vedľa, v online katalógu spotrebných dielov spoločnosti Fronius.
https://spareparts.fronius.com
Vyhľadať: MTB 2x500
V závislosti od použitia sú pre zvárací
horák MTB 2x500i R k dispozícii rôzne
uhly sklonu kontaktnej špičky – 0°,
4°,8° a 11,5°.
Pre každý uhol sú nevyhnutné
príslušné montážne diely:
0° OPT/i MTB TWIN 0,0° sym.
4° OPT/i MTB TWIN 4,0° sym.
8° OPT/i MTB TWIN 8,0° sym
11,5° OPT/i MTB TWIN 11,5° sym.
UPOZORNENIE!
Rozmery zváracích horákov v závislosti od príslušných uhlov sklonu sa dajú
vyhľadať v technických údajoch od strany 172.
Odporúčania na použitie pre uhly sklonu kontaktnej špičky nájdete od strany 55.
Montážna súprava OPT/i MTB TWIN
obsahuje tieto montážne diely:
(1) 1 x plynová hubica
(2) 2 x izolačné puzdro
(3) 2 x sedlo dýzy
(4) 1 x rozvádzač plynu
(5) 4 x valcové skrutky M2,5 x
16 mm
(6) 2 x uchyt. držiaka dýzy
49

Adaptér TWIN MTB Single
(A) (B)
1
1
2
2
Adaptér TWIN
MTB Single
(A) Zo strany hadicového vedenia, (B) zo strany zváracieho horáka, 1 = zváracia krivka 1, 2 = zváracia krivka 2
Pomocou adaptéra TWIN-MTB Single možno zvárací systém TWIN prevádzkovať
so zváracím horákom Single.
Adaptér spája vedenia plynu a stlačeného vzduchu, ako aj prepravné dráhy oboch
zváracích kriviek. Vedenia chladiaceho média sa prevedú a prúdové obvody oboch
zváracích kriviek sa zlúčia do jednej.
Použitím bovdenu drôtu do príslušného vstupu drôtu na adaptéri TWIN-MTB Single sa definuje zváracia krivka.
Ak sa výmenná stanica tela zváracieho horáka nachádza vo zváracom systéme,
možno zmenu zváracieho horáka TWIN na zvárací horák Single a naopak vykonať
aj automatizovane.
UPOZORNENIE!
Pri prevádzke zváracieho horáka Single na zváracom systéme TWIN dbajte na
maximálny zvárací prúd a zaťažovateľ (Z) zváracieho horáka Single.
50

Aspekty zváracej techniky
51

52

Aspekty zváracej techniky
SK
Ochranné plyny
na zváracie procesy TWIN
Materiál Ochranný plyn
Nelegované a nízkolegované oce-leZmesi ArCO2, ArO2 a ArCO2O
CrNi nerezové druhy ocele, vysokolegované druhy ocele
Hliník Ar (99,9 %), zmesi ArHe
Zliatiny na báze niklu Ar (100 %), Ar + 0,5 - 3 %CO2 alebo zmesi
Riadenie plynu
Na oboch prúdových zdrojoch nastavte rovnakú prietokovú rýchlosť plynu.
Celková prietoková rýchlosť musí byť dokopy 25 – 30 l/min.
Napríklad:
prietoková rýchlosť plynu = 30 l/min
==> na prúdovom zdroji 1 nastavte 15 l/min a na prúdovom zdroji 2 15 l/min
Zmesi ArCO2 s podielom aktívneho plynu
max. 2,5 %
Zmesi ArO2 s podielom aktívneho plynu
max 3 %
Zmesi ArCO2He, s podielom aktívneho plynu max. 8 %
ArHeCO2H
2
2
Vykonanie kompenzácie R/L
Zvárací horák TWIN/prevádzka systému TWIN:
oba magnetické ventily sa zapnú
Zvárací horák TWIN/prevádzka systému s jedným drôtom:
oba magnetické ventily sa zapnú
Zvárací horák Single s adaptérom (voliteľná výmenná spojka TXi):
magnetický ventil sa zapne
(magnetický ventil prúdového zdroja, ktorý vybrala riadiaca jednotka robota)
predfuk plynu/doprúdenie plynu so zváracím horákom TWIN:
vo všeobecnosti by sa mali na oboch prúdových zdrojoch nastaviť rovnaké hodnoty;
Pri rôznych hodnotách sa pre oba prúdové zdroje automaticky prevezme vyššia
hodnota.
DÔLEŽITÉ! Kompenzácia R/L sa musí pre každý prúdový zdroj vykonať samostatne.
R = odpor zváracieho obvodu [mOhm]
L = indukčnosť zváracieho obvodu [µH]
53

Uhol priloženia
90 - 100°
SO
(1)
(2)
(3)
(4)
(5)
D
*
zváracieho
horáka
Zvoľte taký uhol priloženia zváracieho
horáka, aby bola hlavná drôtová elektróda (= drôtová elektróda hlavného
prúdového zdroja (leading)) umiestnená neutrálne až mierne bodavo.
cca 90 – 100° na zváranie ocele
cca 100 – 115° na zváranie hliníka
Uhol priloženia zváracieho horáka neutrálny až
mierne bodavý
Dĺžka vysunutia
Dĺžka vysunutia (SO) a vzdialenosť
drôtových elektród v závislosti od prie-
meru (D) drôtovej elektródy:
D [mm / inch] SO [mm / inch]
1,0 / 0.039 15 / 0.591
1,2 / 0.047 17 / 0.669
1,4 / 0.055 18 / 0.709
1,6 / 0.063 21 / 0.827
(1) drôtová elektróda 1
(2) kontaktná špička 1
(3) Plynová hubica
(4) kontaktná špička 2
(5) drôtová elektróda 2
* Vzdialenosť drôtových elektród v závislosti od uhla sklonu kontaktnej
špičky a dĺžky vysunutia sa dá dohľadať v technických údajoch od strany
172.
54

Odporúčania na
použitie pre uhly
sklonu kontaktných špičiek
Podľa materiálu:
Uhol sklonu
Použitie
0° 4° 8° 11,5°
Hliník
Feritická oceľ
Austenitická oceľ, CrNi
1)
x
1)
x
1)
x
2)
x
2)
x
SK
1)
x
2)
x
1)
x
1)
x
(1)
Riadiaci/podriadený = PMC TWIN/PMC TWIN alebo PCS TWIN / PMC
TWIN
(2)
Riadiaci/podriadený = PMC TWIN/CMT TWIN alebo CMT TWIN/CMT
TWIN
Podľa geometrie zvaru (na oceľ):
Použitie
Kútový zvar – tenký plech (< 3 mm/
0,12 inch)
Kútový zvar – hrubý plech (< 3 mm/
0,12 inch)
Tupý zvar
Preplátovaný zvar
(vysoká rýchlosť zvárania, malé tavné kúpele)
Podľa všeobecných kritérií:
Použitie
Uhol sklonu
0° 4° 8° 11,5°
x
x
x
x
x
x
x
x
Uhol sklonu
0° 4° 8° 11,5°
vysoká rýchlosť zvárania pri zváraní tenkých
plechov
vysoká rýchlosť zvárania pri zváraní hrubých
plechov
x x
x x x
Závar – tenký plech x x
Závar – hrubý plech x x x
55

Priebeh začiatku
1. 2. 3. 4.
L
T
L
T
L
T
L
T
zvárania pri CMT
TWIN
L = hlavná drôtová elektróda, T = podriadená drôtová elektróda
Obe drôtové elektródy sa približujú k zvarencu.
1.
Obe drôtové elektródy sa stretnú na zvarenci.
2.
Hlavná drôtová elektróda začne zvárací proces, podriadená drôtová elektróda
3.
sa odďaľuje od zvarenca a čaká na spúšťací signál hlavnej drôtovej elektródy = čas oneskorenia začiatku zvárania
Hneď ako podriadená drôtová elektróda zaregistruje spúšťací signál, taktiež
4.
začne s procesom zvárania
Pre zvárací proces CMT-TWIN je potrebná pohonná jednotka TWIN WF 60i
TWIN Drive a zásobník drôtu.
V spojení s pohonnou jednotkou TWIN WF 60i TWIN Drive sa zapaľujú všetky
charakteristiky TWIN v súlade s vyššie uvedeným postupom.
Prevádzkový
režim TWIN
Riadiaca jednotka robota určuje signálmi prevádzkové režimy „Operating mode
TWIN System Bit 0“ a „Operating mode TWIN System Bit 1“
v prevádzke TWIN zváraciu krivku hlavného prúdového zdroja (leading)
-
a podriadeného prúdového zdroja (slave),
v prevádzke s jedným drôtom aktívnu zváraciu krivku.
-
56

Charakteristiky TWIN
SK
Všeobecné informácie
Pre zvárací postup TWIN sú k dispozícii výlučne charakteristiky PMC TWIN
s týmito vlastnosťami:
Universal
Balíky charakteristík pre konvenčné úlohy týkajúce sa zvárania
Charakteristiky sú optimalizované na široké spektrum aplikácií pri synchronizovanom zváraní TWIN.
Pomer synchronizácie pulzov a fázový posun riadiaci (leading)/podriadený (slave)
sú podporované, pokiaľ sa v oboch prúdových zdrojoch používa charakteristika
TWIN Universal.
Multi arc
Balíky charakteristík pre konvenčné úlohy týkajúce sa zvárania
Charakteristiky sú optimalizované na synchronizované zváranie TWIN s viacerými
zváracími systémami a znižujú vzájomný vplyv viacerých prúdových zdrojov.
Pomer synchronizácie pulzov a fázový posun riadiaci (leading)/podriadený (slave)
sú podporované, pokiaľ sa v oboch prúdových zdrojoch používa charakteristika
TWIN Multi arc.
PCS (Pulse Controlled Sprayarc)
Tieto charakteristiky spájajú výhody pulzného a štandardného elektrického
oblúka v rámci jednej charakteristiky: koncentrovaný pulzný elektrický oblúk
prechádza priamo do sprchového elektrického oblúka, prechodový elektrický
oblúk sa pritom deaktivuje.
Charakteristika nepodporuje žiadnu synchronizáciu.
cladding
Charakteristiky sú optimalizované na synchronizované naváranie TWIN.
Špecializovaný prúdový profil sa stará o široký elektrický oblúk s optimalizovaným výtokom zvaru a malou mieru premiešania.
Pomer synchronizácie pulzov a fázový posun riadiaci (leading)/podriadený (slave)
sú podporované, pokiaľ sa v oboch prúdových zdrojoch používa charakteristika
TWIN Universal alebo TWIN Multi arc.
root
Charakteristiky pre zváranie koreňovej vrstvy
Charakteristiky sú optimalizované na zváranie CMT na riadiacej alebo podriadenej
elektróde.
DÔLEŽITÉ! Na oboch líniách procesu sa musí vybrať rovnaká charakteristika
TWIN.
Predpoklady pre použitie charakteristiky PMC TWIN:
balík Welding Package Puls na oboch prúdových zdrojoch,
-
oba prúdové zdroje musia byť prepojené s ovládačom TWIN Controller.
-
57
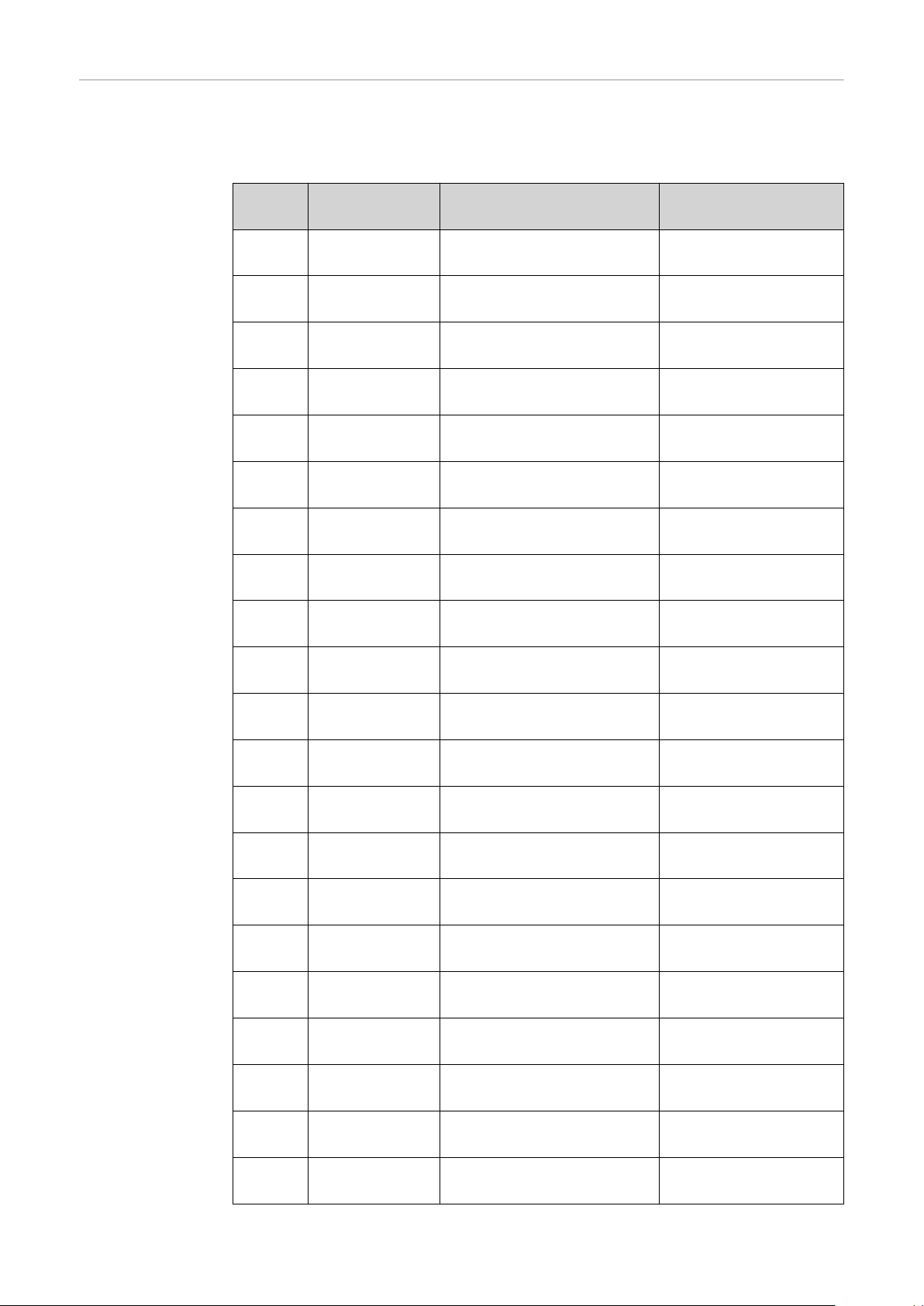
Dostupné charakteristiky
TWIN
PR = proces
Oceľ:
Č.
PR
4256
CMT
4257
CMT
4258
CMT
3940
PMC
4019
PMC
4251
CMT
4254
CMT
4255
CMT
3564
PMC
Priemer drôtu Ochranný plyn Vlastnosť
0,9 mm
0,9 mm
0,9 mm
1,0 mm
1,0 mm
1,0 mm
1,0 mm
1,0 mm
1,2 mm
CO2 100 %
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 8 – 10 % CO
CO2 100 %
M21 Ar + 15 – 20 % CO
TWIN universal
TWIN universal
2
2
2
2
TWIN universal
TWIN universal
2
TWIN universal
TWIN universal
2
TWIN universal
TWIN universal
TWIN universal
2
3565
PMC
4200
CMT
4221
CMT
4250
CMT
3892
PMC
3845
PMC
3734
PMC
3735
PMC
4018
PMC
4020
PMC
1,2 mm
1,2 mm
1,2 mm
1,2 mm
1,3 mm
1,4 mm
1,6 mm
1,6 mm
1,0 mm
1,0 mm
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
CO2 100 %
M20 Ar + 5 – 10 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
2
TWIN universal
TWIN universal
2
TWIN universal
2
2
2
2
TWIN universal
TWIN universal
TWIN universal
2
TWIN universal
2
TWIN universal
TWIN PCS
2
TWIN PCS
58
3833
PMC
3834
PMC
1,2 mm
1,2 mm
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
TWIN PCS
2
2
TWIN PCS
Č.
PR
3893
PMC
Priemer drôtu Ochranný plyn Vlastnosť
1,3 mm
M20 Ar + 5 – 10 % CO
2
TWIN PCS
SK
3846
PMC
3840
PMC
3841
PMC
4021
PMC
4023
PMC
3837
PMC
3838
PMC
1,4 mm
1,6 mm
1,6 mm
1,0 mm
1,0 mm
1,2 mm
1,2 mm
M21 Ar + 15 – 20 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
2
2
2
2
2
2
2
Metal Cored (rúrkový drôt):
Č.
PR
Priemer drôtu Ochranný plyn Vlastnosť
TWIN PCS
TWIN PCS
TWIN PCS
TWIN multi arc
TWIN multi arc
TWIN multi arc
TWIN multi arc
3894
PMC
3903
PMC
3897
PMC
3905
PMC
3896
PMC
3901
PMC
3904
PMC
3906
PMC
1,2 mm
1,2 mm
1,6 mm
1,6 mm
1,2 mm
1,6 mm
1,2 mm
1,6 mm
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M20 Ar + 5 – 10 % CO
M20 Ar + 5 – 10 % CO
M21 Ar + 15 – 20 % CO
M21 Ar + 15 – 20 % CO
2
2
2
2
TWIN universal
TWIN universal
2
TWIN universal
TWIN universal
2
TWIN PCS
TWIN PCS
TWIN PCS
2
TWIN PCS
2
59

CrNi 19 9/19 12 3:
Č.
PR
4024
PMC
4261
CMT
4026
PMC
Priemer drôtu Ochranný plyn Vlastnosť
1,2 mm
1,2 mm
1,2 mm
CrNi 18 8/18 8 6:
Č.
PR
4027
PMC
4262
CMT
4028
PMC
Priemer drôtu Ochranný plyn Vlastnosť
1,2 mm
1,2 mm
1,2 mm
NiCrMo-3:
M12 Ar + 2 – 5 % CO
M12 Ar + 2 – 5 % CO
M12 Ar + 2 – 5 % CO
M12 Ar + 2 – 5 % CO
M12 Ar + 2 – 5 % CO
M12 Ar + 2 – 5 % CO
2
2
2
2
2
2
TWIN universal
TWIN universal
TWIN PCS
TWIN universal
TWIN universal
TWIN PCS
Č.
PR
4030
PMC
4032
PMC
4034
PMC
4035
PMC
Priemer drôtu Ochranný plyn Vlastnosť
1,2 mm
1,2 mm
1,2 mm
M12 Ar + 2 – 5 % CO
M12 Ar + 2 – 5 % CO
2
2
Z Ar + 30 % He + 2 % H2 +
0,05 % CO
2
TWIN universal
TWIN PCS
TWIN naváranie
1,2 mm I1 Ar 100 % TWIN naváranie
60

AlMg4,5 Mn (Zr):
Č.
PR
Priemer drôtu Ochranný plyn Vlastnosť
SK
4147
PMC
4287
PMC
4041
PMC
4053
PMC
4289
PMC
4298
PMC
4044
PMC
4054
PMC
4284
PMC
4288
PMC
1,2 mm I1 Ar 100 % TWIN universal
1,2 mm I3 Ar + 30 % He TWIN universal
1,6 mm I1 Ar 100 % TWIN universal
1,6 mm I3 Ar + 30 % He TWIN universal
1,2 mm I3 Ar + 30 % He TWIN PCS
1,2 mm I1 Ar 100 % TWIN PCS
1,6 mm I1 Ar 100 % TWIN PCS
1,6 mm I3 Ar + 30 % He TWIN PCS
1,2 mm I1 100% Ar TWIN multi arc
1,2 mm I3 Ar+30%He TWIN multi arc
4290
PMC
AlMg 5:
Č.
PR
4259
CMT
4279
PMC
4280
PMC
4264
CMT
4293
PMC
4245
PMC
4283
PMC
1,6 mm I1 100% Ar TWIN multi arc
Priemer drôtu Ochranný plyn Vlastnosť
1,2 mm I1 100% Ar TWIN universal
1,2 mm I1 100% Ar TWIN universal
1,2 mm I3 Ar+30%He TWIN universal
1,6 mm I1 100% Ar TWIN universal
1,6 mm I1 100% Ar TWIN universal
1,2 mm I1 100% Ar TWIN multi arc
1,2 mm I3 Ar+30%He TWIN multi arc
4292
PMC
1,6 mm I1 100% Ar TWIN multi arc
61

Č.
PR
Priemer drôtu Ochranný plyn Vlastnosť
4246
PMC
4286
PMC
4294
PMC
AlSi 5:
Č.
PR
4260
CMT
4265
CMT
SlagHammer Súčasťou všetkých charakteristík PMC Twin a CMT Twin je funkcia SlagHammer.
V spojení s pohonnou jednotkou TWIN WF 60i TWIN Drive sa pred zváraním pomocou reverzného pohybu drôtu odbije troska od zvarového spoja a konca drôtovej elektródy.
Prostredníctvom odbitia trosky sa zaručí bezpečné a presné zapaľovanie elektrického oblúka.
1,2 mm I1 100% Ar TWIN PCS
1,2 mm I3 Ar + 30 % He TWIN PCS
1,6 mm I1 Ar 100 % TWIN PCS
Priemer drôtu Ochranný plyn Vlastnosť
1,2 mm I1 Ar 100 % TWIN universal
1,6 mm I1 Ar 100 % TWIN universal
Pre funkciu SlagHammer nie je potrebný zásobník drôtu.
Funkcia SlagHammer sa automaticky vykonáva pri charakteristikách PMC Twin
a CMT Twin.
62
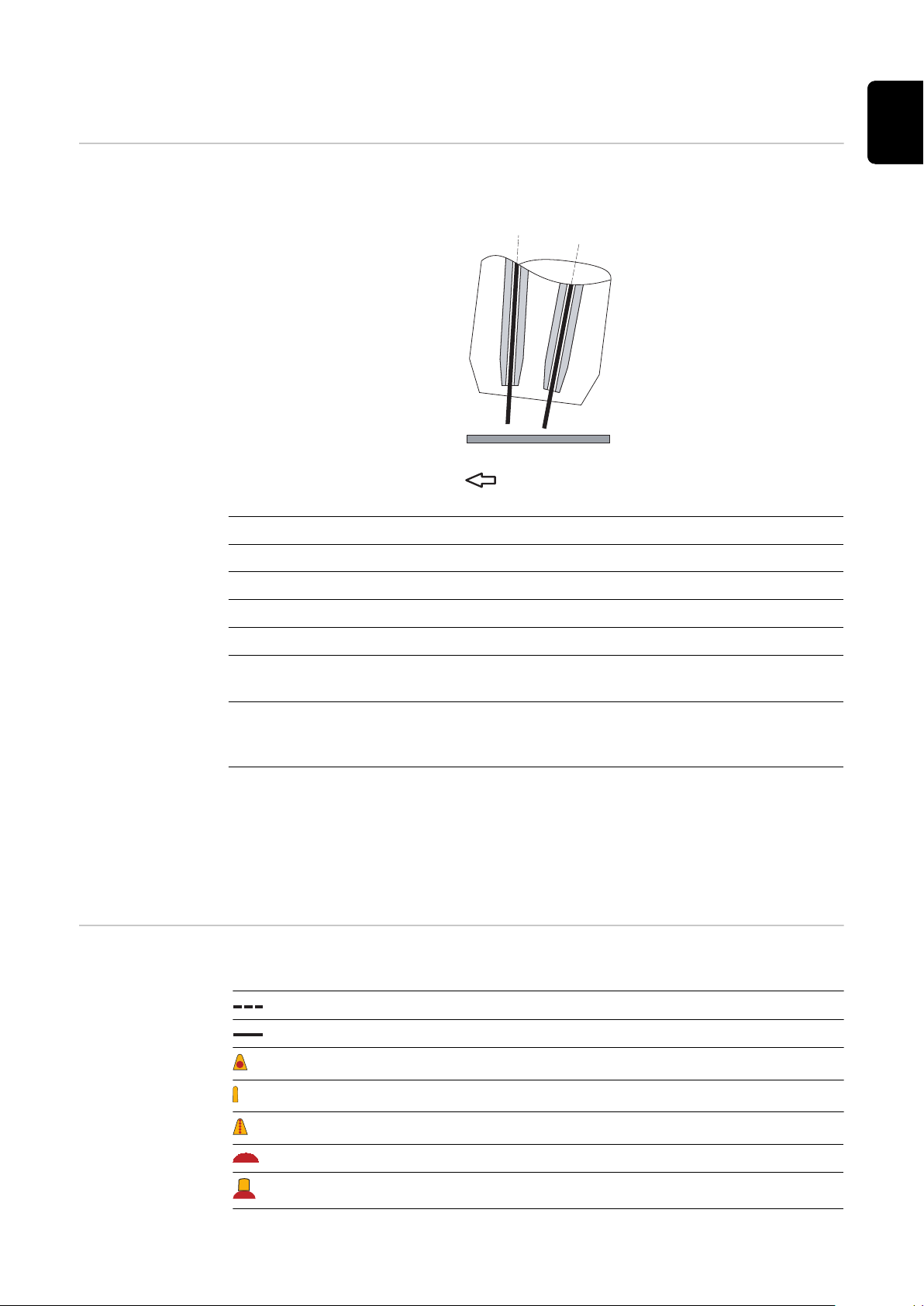
Zváracie procesy TWIN
SK
Zváracie procesy
TWIN – prehľad
Hlavná drôtová elektróda
(= riadiaci prúdový zdroj (leading))
Smer zvárania
PMC TWIN PMC TWIN
PCS TWIN PCS TWIN
PMC TWIN CMT TWIN
PCS TWIN CMT TWIN
Podriadená drôtová elektróda
(= podriadený prúdový zdroj (slave))
CMT TWIN CMT TWIN
Jeden drôt
(Puls*/Standard*/PMC*/LSC*)
* len so spustením
DÔLEŽITÉ! Pre pulzné či štandardné zváracie procesy nie sú uložené žiadne charakteristiky TWIN.
Kombinácie pulzného a štandardného zváracieho procesu sa neodporúčajú!
Symboly V nasledujúcich opisoch zváracích procesov TWIN sa používajú tieto symboly:
Podriadená drôtová elektróda
Hlavná drôtová elektróda
Aktívny elektrický oblúk PMC s prenosom kvapky
–
– Jeden drôt
(Puls*/Standard*/PMC*/LSC*/
CMT*)
Neaktívny elektrický oblúk PMC (bez prenosu kvapky)
Aktívny elektrický oblúk PCS
Tavný kúpeľ CMT
Fáza odtavovania kvapiek CMT
63

Začiatok fázy horenia elektrického oblúka CMT
I (A)
t (s)
I
T
I
L
IL > I
T
P
Odovzdanie kvapiek CMT
PMC TWIN/PMC
TWIN
I
L
I
T
Zvárací prúd riadiaceho prúdového zdroja (leading)
Zvárací prúd podriadeného prúdového zdroja (slave)
Smer zvárania
Časové krivky zváracieho prúdu a schematické znázornenie prechodu materiálu
P = fázový posun
Časový súlad prúdových zdrojov
Procesy PMC oboch zváracích kriviek sú navzájom časovo zosynchronizované.
Tým sa zaručí stabilný a rovnomerný tandemový zvárací proces.
Vzájomná poloha pulzov/uvoľňovania kvapiek je uložená v danej charakteristike,
dá sa však i ľubovoľne vybrať.
Výrazne odlišný výkon na hlavnej a podriadenej drôtovej elektróde
Zvárací systém TPS/i TWIN umožňuje aj pri synchronizovaných tandemových
zváracích postupoch PMC použitie výrazne odlišných výkonov a rýchlostí podávania drôtu.
Na riadiacej drôtovej elektróde sa obyčajne zadá výrazne vyšší výkon ako na podriadenej drôtovej elektróde.
Tým sa dosiahne:
cielené vnášanie tepla,
-
dostatočné natavenie studeného základného materiálu,
-
presné zaznamenávanie koreňovej vrstvy,
-
naplnenie tavného kúpeľa podriadenou drôtovou elektródou,
-
predĺženie času odplyňovania (znížená náchylnosť k pórovitosti),
-
vysoká rýchlosť zvárania.
-
DÔLEŽITÉ! Synchronizujú sa len charakteristiky PMC TWIN.
V záujme synchronizácie sa musí na riadiacej a podriadenej drôtovej elektróde
používať vždy charakteristika TWIN universal, TWIN Multi arc alebo TWIN cladding.
64
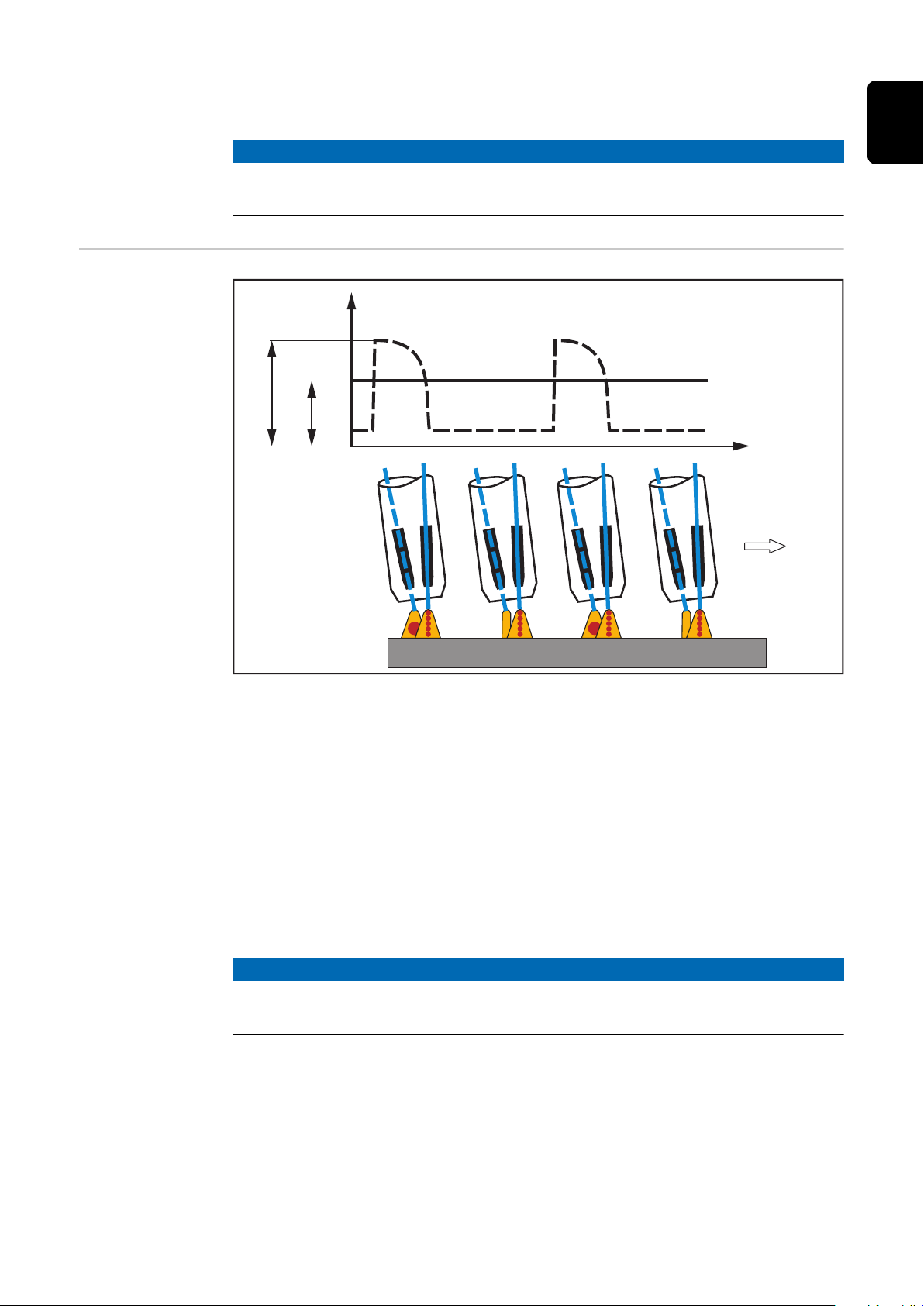
PCS TWIN/PCS
t (s)
I (A)
I
L
I
T
TWIN
Kombinácia charakteristík PMC Single a PMC TWIN (riadiaca/podriadená alebo
podriadená/riadiaca) nevedie k synchronizácii.
SK
UPOZORNENIE!
Kombinácia postupov TWIN PMC TWIN/PMC TWIN by sa mala vo všeobecnosti
používať na všetky účely zvárania.
Časové krivky zváracieho prúdu a schematické znázornenie prechodu materiálu
Charakteristiky PCS TWIN sa v prvom rade používajú na zváranie na hlavnej
drôtovej elektróde modifikovaným sprchovým elektrickým oblúkom a na zváranie
na podriadenej drôtovej elektróde pulzným elektrickým oblúkom.
Pri použití charakteristiky PCS TWIN sa pulzná synchronizácia neaktivuje.
Výhody:
veľký závar v dôsledku štandardného elektrického oblúka hlavnej drôtovej
-
elektródy,
možné použitie na zvary s veľkým prierezom,
-
možné použitie pri veľkom rozdiele rýchlostí prepravy drôtu,
-
opticky vzhľadné zvarové spoje vďaka pulznému elektrickému oblúku podria-
-
denej drôtovej elektródy.
UPOZORNENIE!
Pri kombinácii elektrických oblúkov PCS TWIN/PCS TWIN sa má s hlavnou
drôtovou elektródou zvárať len pomocou sprchového elektrického oblúka.
65

PMC TWIN/CMT
TWIN
Schematické znázornenie prechodu materiálu
Výhody:
hlboký závar hlavnej drôtovej elektródy,
-
vysoký výkon odtavovania na hlavnej drôtovej elektróde,
-
veľmi dobré vyplnenie zvarov pomocou podriadenej drôtovej elektródy,
-
veľká stabilita procesu.
-
Zvárací proces TWIN PMC TWIN/CMT TWIN sa môže použiť v oboch smeroch
zvárania.
CMT TWIN/CMT
TWIN
UPOZORNENIE!
Pri zváracom procese TWIN PMC TWIN/CMT TWIN sa optimálne výsledky
zvárania dosiahnu pri uhle sklonu kontaktnej špičky 8°.
Schematické znázornenie prechodu materiálu
66
Pre obe drôtové elektródy sa pri tomto variante procesu použijú rovnaké charakteristiky.
Riadiaca drôtová elektróda má kratší elektrický oblúk ako podriadená drôtová
elektróda. To vedie k vyššiemu výkonu na riadiacej drôtovej elektróde.
Elektrický oblúk podriadenej drôtovej elektródy je špeciálne prispôsobený
tavnému kúpeľu.

Zvárací proces TWIN CMT TWIN/CMT TWIN sa môže použiť v oboch smeroch
t (s)
I (A)
I
L
IT = 0
t (s)
I (A)
I
L
IT = 0
t (s)
I (A)
I
L
IT = 0
zvárania.
SK
Jeden drôt
(s jedným
zváracím
horákom TWIN):
PMC/Puls/LSC/
Standard/CMT
Krivky zváracieho prúdu a času a schematické znázornenie prechodu materiálu
na riadiaci prúdový zdroj (leading)
PCS/Puls
LSC/Standard
CMT
67

Krivky zváracieho prúdu a času a schematické znázornenie prechodu materiálu
t (s)
I (A)
I
T
IL = 0
t (s)
I (A)
I
T
IL = 0
t (s)
I (A)
I
T
IL = 0
na podriadený prúdový zdroj (slave)
PCS/Puls
CMT
LSC/Standard
Zváranie s jedným drôtom
Pri zváraní s jedným drôtom vydá riadiaca jednotka robota signál, aby zváral len
jeden prúdový zdroj.
V závislosti od pozície zváracieho horáka či nútenej polohy zvaru môže zváranie
s jedným drôtom vykonávať riadiaci (leading) alebo podriadený prúdový zdroj (slave). Druhý prúdový zdroj prestane pracovať.
68
UPOZORNENIE!
Na to, aby sa pri zváraní s jedným drôtom so zváracími horákmi TWIN mohla zabezpečiť úplná plynová ochrana, musí byť magnetický ventil prúdového zdroja,
ktorý prestal pracovať, otvorený.
Magnetický ventil sa aktivuje prostredníctvom prúdového zdroja.
Pri zváraní s jedným drôtom je možné použitie elektrického oblúka PMC,
pulzného, LSC, štandardného a CMT elektrického oblúka, pokiaľ je na danom
prúdovom zdroji k dispozícii príslušný balík Welding Package. Výmena zváracieho
horáka nie je nevyhnutná.

Zváranie s jedným drôtom sa používa pri zváracom procese TWIN:
pri zváraní s veľmi úzkymi polomermi,
-
pri zváraní v náročných pozíciách a nútenej polohe,
-
na napĺňanie koncových kráterov,
-
ak sa pomocou výmennej stanice zváracieho horáka prešlo na zvárací horák
-
Single.
SK
69

Procesné parametre TWIN
Procesné parametre TWIN
Na prúdových zdrojoch sú v prevádzke TWIN v časti Procesné parametre/riadenie postupu TWIN k dispozícii tieto procesné parametre TWIN:
Pre PMC TWIN/PMC TWIN
elektróda PMC Lead
podávač drôtu
-
korekcia dĺžky elektrického
-
oblúka
korekcia pulzu
-
stabilizátor prievaru
-
stabilizátor dĺžky elektrického
-
oblúka
oneskorenie zapaľovania Trail *
-
Pre PMC TWIN/CMT TWIN
elektróda PMC Lead
podávač drôtu
-
korekcia dĺžky elektrického
-
oblúka
korekcia pulzu
-
stabilizátor prievaru
-
stabilizátor dĺžky elektrického
-
oblúka
oneskorenie zapaľovania Trail *
-
elektróda PMC Lead
podávač drôtu
-
korekcia dĺžky elektrického
-
oblúka
korekcia pulzu
-
stabilizátor prievaru
-
stabilizátor dĺžky elektrického
-
oblúka
oneskorenie zapaľovania Trail *
-
Pomer synchronizácie pulzov
-
Fázový posun riadiaci/podriadený
-
podriadená elektróda CMT
podávač drôtu
-
korekcia dĺžky elektrického
-
oblúka
korekcia dynamiky
-
stabilizátor prievaru
-
oneskorenie zapaľovania Trail *
-
oneskorenie zapaľovania – podriadené
Pre CMT TWIN/CMT TWIN
elektróda CMT Lead
podávač drôtu
-
korekcia dĺžky elektrického
-
oblúka
korekcia dynamiky
-
stabilizátor prievaru
-
oneskorenie zapaľovania Trail *
-
Ďalšie zváracie procesné parametre TWIN
pomer synchronizácie pulzov *
-
fázový posun riadiaci/podriadený *
-
* Špeciálne procesné parametre pre prevádzku TWIN, detailný opis nasle-
duje v ďalších častiach.
Ak je funkcia aktivovaná, riadi sa moment zapálenia podriadeného elektrického
oblúka vždy podľa fázy existujúceho podriadeného elektrického oblúka. Štartovacie parametre podriadeného elektrického oblúka sa pritom automaticky
prispôsobia prevládajúcim podmienkam riadiaceho elektrického oblúka.
podriadená elektróda CMT
podávač drôtu
-
korekcia dĺžky elektrického
-
oblúka
korekcia dynamiky
-
stabilizátor prievaru
-
oneskorenie zapaľovania Trail *
-
70

Štart podriadeného elektrického oblúka prebieha u systémov TWIN Push bezkontaktne a u systémov TWIN Push/Pull so synchronizovaným SFI (bezrozstrekové zapaľovanie).
Vďaka tomu prebieha štart podriadeného elektrického oblúka značne pokojnejšie,
predíde sa chybným zapáleniam alebo sa ich počet zníži.
V automatickom režime (auto) je uložené optimálne oneskorenie zapaľovania.
Pri manuálnom nastavení sa dá oneskorenie zapaľovania nastaviť v rozsahu 0 – 2
sekundy. Štart podriadeného elektrického oblúka prebieha synchronizovane.
Funkciu možno deaktivovať. V tomto prípade dôjde k okamžitému, nesynchronizovanému zapáleniu podriadeného elektrického oblúka.
SK
pomer synchronizácie pulzov
Zobrazenie na displeji prúdového zdroja
Rozsah nastavenia: auto, 1/1, 1/2, 1/3
Výrobné nastavenie: auto
Je aktívny iba vtedy, keď je pre obe drôtové elektródy nastavená rovnaká charakteristika PMC TWIN.
Pomocou pomeru synchronizácie pulzov sa dajú prevádzkovať obe zváracie krivky
s výrazne odlišnými rýchlosťami podávania drôtu.
V prípade väčších rozdielov výkonu sa frekvencia impulzov prispôsobí tak, aby sa
medzi riadiacim (Lead) a podriadeným (Trail) prúdovým zdrojom líšila o celočíselný násobok. Napríklad sa potom pri používaní elektrického oblúka Trail
vydá len každý druhý či tretí pulz.
Pre automatickú prevádzku („auto“) je v charakteristike uložený optimálny pomer
frekvencií, ktorý vyplýva z hodnôt rýchlosti podávania drôtu oboch zváracích kriviek. Rýchlosť podávania drôtu sa dá pre každú zváraciu krivku nastaviť samostatne.
Pri manuálnom nastavení frekvenčného pomeru možno túto hodnotu nastaviť
nezávisle na oboch prúdových zdrojoch. V procese sa preberie hodnota, ktorá je
nastavená na podriadenom prúdovom zdroji (slave).
1/1 Oba elektrické oblúky pracujú s rovnakou frekvenciou impulzov. Počet
kvapiek za jednotku času je pri oboch zváracích krivkách rovnaký.
1/2 Podriadený elektrický oblúk pracuje v porovnaní s riadiacim elektrickým
oblúkom s polovičnou frekvenciou impulzov. K uvoľňovaniu kvapiek na
podriadenom elektrickom oblúku dochádza iba pri každom druhom raze.
71

1/3 Podriadený elektrický oblúk pracuje v porovnaní s riadiacim elektrickým
oblúkom s tretinovou frekvenciou impulzov. K uvoľňovaniu kvapiek na podriadenom elektrickom oblúku dochádza iba pri každom treťom raze.
Zobrazenie na displeji prúdového zdroja
fázový posun riadiaci/podriadený
Rozsah nastavenia: auto, 0 – 95 %
Výrobné nastavenie: auto
Je aktívny iba vtedy, keď je pre obe drôtové elektródy nastavená rovnaká charakteristika PMC TWIN.
Pomocou fázového posunu riadiaci/podriadený je možné zvoliť si pri podriadenom elektrickom oblúku ľubovoľný čas pre uvoľňovanie kvapiek. Keďže sa
uvoľňovanie kvapiek pri podriadenom elektrickom oblúku nemusí diať vo fáze pokojového prúdu riadiaceho elektrického oblúka, môže sa ním pôsobiť proti magnetickému vychýleniu medzi oboma elektrickými oblúkmi.
V automatickom režime („auto“) je v charakteristikách uložená optimálna
vzájomná poloha oboch fáz hlavného prúdu a dá sa meniť podľa charakteristiky.
Pri manuálnom nastavení je možné fázový posun medzi oboma impulzmi nastaviť
vo forme percenta trvania periódy. Rozsah nastavenia od 0 do 95 % pritom zodpovedá fázovému posunu od 0 do 342°.
0 % Prevádzka pri harmonickom prúde – bez fázového posunu medzi oboma
zváracími krivkami, k uvoľňovaniu kvapiek riadiaceho a podriadeného
prúdového zdroja dochádza súčasne.
50 % Prevádzka pri rozdielovom prúde – 180° fázový posun, k uvoľňovaniu kva-
piek dochádza vždy vo fáze pokojového prúdu druhého elektrického
oblúka.
72
Zobrazenie na displeji prúdového zdroja

TWIN SynchroPuls
SK
Zváranie SynchroPuls
TWIN SynchroPuls
SynchroPuls je k dispozícii pre všetky procesy (štandardný/pulzný/LSC/PMC).
Vďaka cyklickej zmene zváracieho výkonu medzi dvoma pracovnými bodmi sa pomocou procesu SynchroPuls dosiahne šupinatý vzhľad zvaru a nespojité vnášanie
tepla.
Od firmvéru „official_TPSi_4.0.0-xxxxx.xxxxx.ffw“ možno použiť Synchropuls aj
pri zváracom procese TWIN.
Pre TWIN SynchroPuls sú parametre funkcie Synchropuls frekvencia a DutyCycle (high) nastavené na riadiacom prúdovom zdroji (leading) a sú prednastavené.
Nastavenia frekvencie a DutyCycle (high) na podriadenom prúdovom zdroji (slave) nemajú žiadny vplyv.
Zvyšné zváracie parametre možno na oboch zváracích linkách nastaviť rôzne.
73
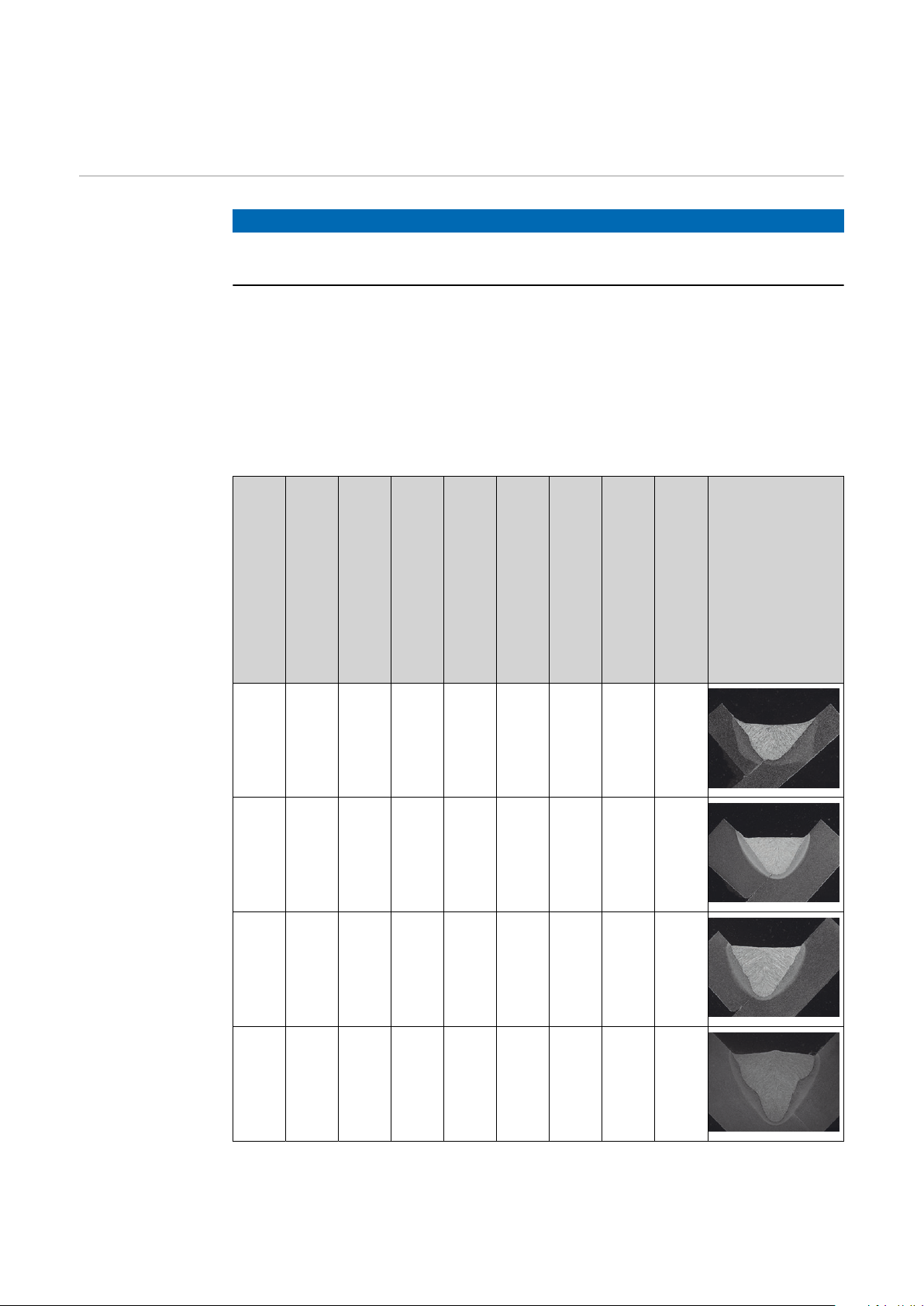
Orientačné hodnoty zváracích parametrov TWIN
Push
Orientačné hodnoty pre kútové
zvary, zváracia
poloha PA
UPOZORNENIE!
Nasledujúce údaje predstavujú orientačné hodnoty vypočítané v laboratórnych
podmienkach.
Použitý ochranný plyn a prídavný materiál:
Ochranný plyn M20 Ar + 5 – 15 % CO
Prídavný materiál ER70S-6
Priemer drôtu 1,2 mm
Charakteristika (riadiaci + podriadený) PMC TWIN Universal 3565
2
Rozmer a
[mm]
3,5
4,0
4,5
5,0
Rýchlosť podávania drôtu
Podriadený (Trail) (T)
[m/min]
11,2
15,0
13,0
15,0
Riadiaci (Lead) (L)
LT21,0
LT22,5
LT22,0
LT24,0
Zvárací prúd
[A]
378
230
394
326
414
302
430
325
Zváracie napätie
24,1
27,8
27,3
29,7
28,6
27,9
27,8
27,5
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
[V]
250 3,7 16,5 3
200 6,1 19,2 6
160 7,5 17,9 6
125 10,0 19,9 8
Výkon odtavovania
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro
74
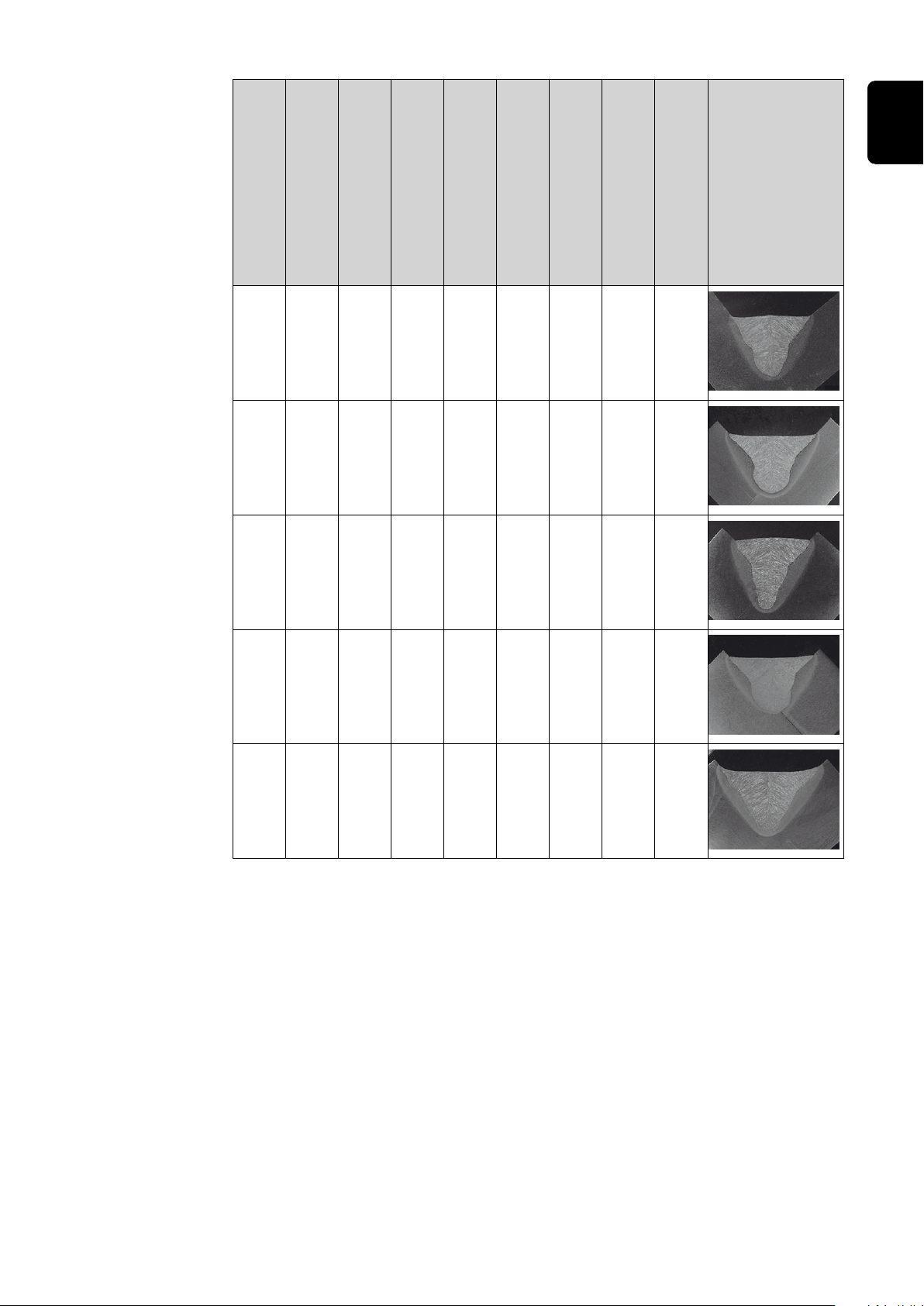
Rozmer a
[mm]
SK
Rýchlosť podávania drôtu
Podriadený (Trail) (T)
[m/min]
Zvárací prúd
Riadiaci (Lead) (L)
[A]
Zváracie napätie
[V]
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
Výkon odtavovania
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro
6,0
7,0
8,0
8,5
LT23,0
12,5
LT26,2
12,0
LT24,6
10,1
LT20,0
10,0
430
301
409
273
451
259
369
238
26,8
27,5
27,6
30,0
27,6
27,9
24,9
27,4
90 13,2 18,2 10
78 15,0 19,5 10
60 19,6 17,7 15
45 20,9 15,3 15
9,0
LT22,5
9,5
429
258
27,0
26,9
40 26,5 16,4 15
75

Orientačné hodnoty pre kútové
zvary, zváracia
poloha PB
UPOZORNENIE!
Nasledujúce údaje predstavujú orientačné hodnoty vypočítané v laboratórnych
podmienkach.
Použitý ochranný plyn a prídavný materiál:
Ochranný plyn M20 Ar + 5 – 15 % CO
Prídavný materiál ER70S-6
Priemer drôtu 1,2 mm
Charakteristika (riadiaci + podriadený) PMC TWIN Universal 3565
Rozmer a
[mm]
3,5
Rýchlosť podávania drôtu
Podriadený (Trail) (T)
[m/min]
Riadiaci (Lead) (L)
LT18,0
10,0
Zvárací prúd
[A]
397
241
Zváracie napätie
23,2
26,2
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
[V]
Výkon odtavovania
210 4,4 14,3 3
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro
2
4,0
4,5
5,0
5,5
LT20,0
11,0
LT23,5
11,2
LT20,5
11,0
LT21,5
12,0
396
266
362
229
392
253
389
268
27,8
29,7
24,8
26,5
25,7
26,2
26,5
28,1
150 6,8 15,9 6
130 6,8 17,7 6
120 8,4 16,1 8
100 10,4 17,1 10
76

Rozmer a
[mm]
SK
Rýchlosť podávania drôtu
Podriadený (Trail) (T)
[m/min]
Zvárací prúd
Riadiaci (Lead) (L)
[A]
Zváracie napätie
[V]
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
Výkon odtavovania
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro
6,0
LT22,0
12,0
392
266
27,0
28,2
90 12,1 17,4 10
77
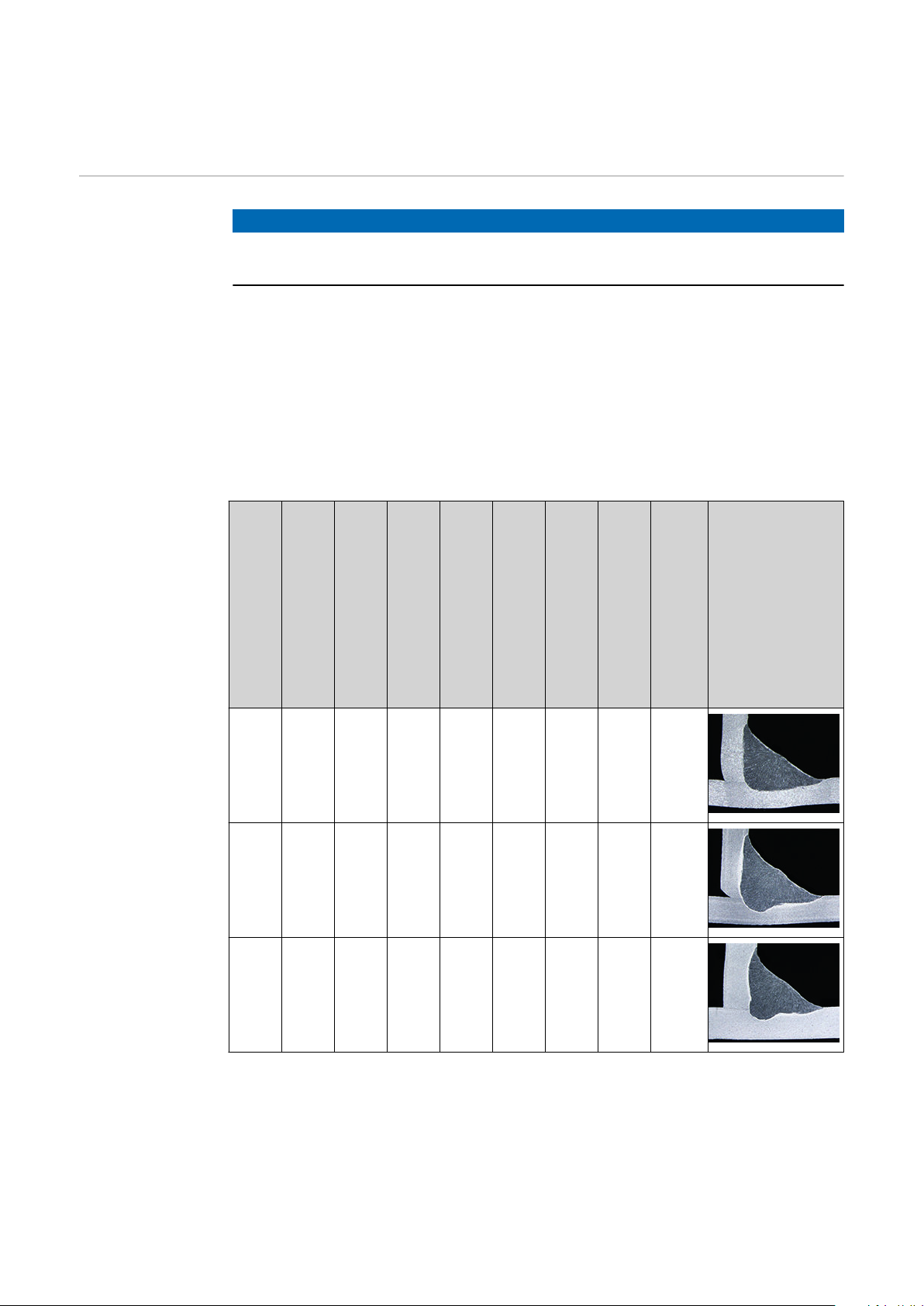
Orientačné hodnoty zváracích parametrov TWIN
Push/Pull
Orientačné hodnoty pre kútové
zvary, zváracia
poloha PB
UPOZORNENIE!
Nasledujúce údaje predstavujú orientačné hodnoty vypočítané v laboratórnych
podmienkach.
Použitý ochranný plyn a prídavný materiál:
Ochranný plyn M21 Ar + 15 – 20 % CO2
Prídavný materiál ER70S-6
Priemer drôtu 1,2 mm
Uhol sklonu kontaktných špičiek 11,5°
Charakteristika (riadiaci + podriadený) PMC TWIN Universal 3564
Rozmer a
[mm]
2,3
3,0
3,7
Rýchlosť podávania drôtu
Riadiaci (Lead) (L)
Podriadený (Trail) (T)
L
7,5
T
3,5
LT11,6
5,0
LT12,5
8,0
[m/min]
Zvárací prúd
[A]
215
105
285
150
304
220
Zváracie napätie
23,4
21,6
25,0
22,5
26,1
23,6
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
[V]
200 2,4 5,8 1,5
180 3,7 8,2 2,0
150 5,5 10,2 3,0
Výkon odtavovania
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro
78

Orientačné hodnoty pre preplátované zvary,
zváracia poloha
PB
UPOZORNENIE!
Nasledujúce údaje predstavujú orientačné hodnoty vypočítané v laboratórnych
podmienkach.
Použitý ochranný plyn a prídavný materiál:
Ochranný plyn M21 Ar + 15 – 20 % CO2
Prídavný materiál ER70S-6
Priemer drôtu 1,2 mm
Uhol sklonu kontaktných špičiek 11,5°
Charakteristika (riadiaci + podriadený) PMC TWIN Universal 3564
SK
Rozmer a
[mm]
-
-
-
Rýchlosť podávania drôtu
Riadiaci (Lead) (L)
Podriadený (Trail) (T)
L
7,0
T
6,5
L
8,5
T
7,0
LT12,0
8,5
[m/min]
Zvárací prúd
[A]
210
195
225
210
298
225
Zváracie napätie
23,2
23,0
23,8
23,2
25,8
23,8
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
[V]
245 2,7 7,0 1,5
220 3,5 7,7 2,0
230 4,1 9,7 3,0
Výkon odtavovania
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro
79

Orientačné hodnoty zváracích parametrov TWIN
CMT
Orientačné hodnoty pre kútové
zvary, zváracia
poloha PB
UPOZORNENIE!
Nasledujúce údaje predstavujú orientačné hodnoty vypočítané v laboratórnych
podmienkach.
Použitý ochranný plyn a prídavný materiál:
Ochranný plyn M21 Ar + 15 – 20 % CO2
Prídavný materiál ER70S-6
Priemer drôtu 1,2 mm
Uhol sklonu kontaktných špičiek 8°
Charakteristika
Hrúbka plechu = 1,5 mm:
Riadiaci
Podriadený
Hrúbka plechu = 2/3 mm:
Riadiaci
Podriadený
CMT TWIN Universal 4200
CMT TWIN Universal 4200
PMC TWIN Universal 3564
CMT TWIN Universal 4200
80
Rozmer a
[mm]
1,8
2,5
2,5
Rýchlosť podávania drôtu
Podriadený (Trail) (T)
[m/min]
7,5
7,5
8,0
Riadiaci (Lead) (L)
LT10,5
LT10,0
LT11,5
Zvárací prúd
[A]
295
233
258
233
291
244
Zváracie napätie
18,5
17,2
24,5
17,2
25,4
17,5
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
[V]
330 1,68 8,78 1,5
300 2,34 9,16 2,0
260 3,03 10,2 3,0
Výkon odtavovania
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro

Orientačné hodnoty pre preplátované zvary,
zváracia poloha
PB
UPOZORNENIE!
Nasledujúce údaje predstavujú orientačné hodnoty vypočítané v laboratórnych
podmienkach.
Použitý ochranný plyn a prídavný materiál:
Ochranný plyn M21 Ar + 15 – 20 % CO2
Prídavný materiál ER70S-6
Priemer drôtu 1,2 mm
Uhol sklonu kontaktných špičiek 8°
Charakteristika
riadiaci
podriadený
PMC TWIN Universal 3564
CMT TWIN Universal 4200
SK
Rozmer a
[mm]
-
-
-
-
Rýchlosť podávania drôtu
Podriadený (Trail) (T)
[m/min]
9,0
9,5
9,0
11,0
Riadiaci (Lead) (L)
LT11,5
LT12,0
LT11,5
LT18,0
Zvárací prúd
[A]
291
266
298
285
291
278
370
295
Zváracie napätie
25,4
18,0
25,8
18,0
25,4
17,7
31,0
18,5
Rýchlosť zvárania
[cm/min]
Energia dráhy
[kJ/cm]
[V]
515 1,54 9,68 1,5
480 1,77 10,7 2,0
300 2,7 10,1 3,0
290 4,15 14,9 4,0
Výkon odtavovania
[kg/h]
Hrúbka plechu
[mm]
Výbrus/makro
81

82

Ovládacie prvky, prípojné miesta
a mechanické komponenty
83

84

WF 30i R/TWIN
(1)
(2) (3) (4)
(5)
(6) (7)
Air in
1
1
2
2
1
2
1
Air in
1
1
2
2
1
2
2
1
Air in
1
1
2
2
1
2
2
1
(8)
(10)(9) (11)
(12)
SK
Bezpečnosť
Predná strana
podávača drôtu
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba tech-
▶
nicky vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
▶
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k
▶
tomuto zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
Č. Funkcia
(1) prípojka zváracieho horáka 1
na uchytenie zváracieho horáka
(2) (+) prúdová zásuvka s jemným závitom 1
na pripojenie prúdového kábla od spojovacieho hadicového vedenia
(3) prípojka SpeedNet 1
na pripojenie kábla SpeedNet od spojovacieho hadicového vedenia
(4) prípojka ochranného plynu 1
(5) prípojka zváracieho horáka 2
na uchytenie zváracieho horáka
(6) (+) prúdová zásuvka s jemným závitom 2
na pripojenie prúdového kábla od spojovacieho hadicového vedenia
(7) prípojka ochranného plynu 2
(8) prípojka SpeedNet 2
na pripojenie kábla SpeedNet od spojovacieho hadicového vedenia
85

Podávač drôtu –
(1)
(2)
(3)
(4)
(5) (6)
(17)
(16)(15)(14)(13)(12)(10)(9)
(7) (8)
(11)
pohľad zboku
(9) prípojka chladiaceho média
na pripojenie prípojky chladiaceho média od spojovacieho hadicového vedenia
(10) prípojka prívodu chladiaceho média (modrá)
na pripojenie hadice chladiaceho média od hadicového vedenia zváracieho
horáka
(11) prípojka vratnej vetvy chladiaceho média (červená)
na pripojenie hadice chladiaceho média od hadicového vedenia zváracieho
horáka
(12) prípojka stlačeného vzduchu IN
voliteľná funkcia OPT/i WF vyfúknutie 16 bar
Č. Funkcia
(1) LED stav prevádzky 1
svieti nazeleno, keď je jednotka posúvača drôtu 1 pripravená na prevádzku
(2) tlačidlo kontroly plynu 1
na nastavenie požadovaného množstva plynu na redukčnom ventile
(3) tlačidlo spätného chodu drôtu 1
bezplynové a bezprúdové vtiahnutie drôtovej elektródy
(4) tlačidlo zavedenie drôtu 1
bezplynové a bezprúdové zavedenie drôtovej elektródy do hadicového vedenia zváracieho horáka
(5) 4-kladkový pohon 1
(6) upínacia páka 1
na nastavenie prítlaku posuvových kladiek
(7) ochranný kryt 4-kladkového pohonu 1
(8) zvieracia páka zváracieho horáka 1
(9) LED stav prevádzky 2
svieti nazeleno, keď je jednotka posúvača drôtu 2 pripravená na prevádzku
86
(10) tlačidlo spätného chodu drôtu 2
bezplynové a bezprúdové vtiahnutie drôtovej elektródy
(11) tlačidlo kontroly plynu 2
na nastavenie požadovaného množstva plynu na redukčnom ventile
(12) tlačidlo zavedenie drôtu 2
bezplynové a bezprúdové zavedenie drôtovej elektródy do hadicového vedenia zváracieho horáka
(13) 4-kladkový pohon 2
(14) upínacia páka 2
na nastavenie prítlaku posuvových kladiek
(15) ochranný kryt 4-kladkového pohonu 2
(16) zvieracia páka zváracieho horáka 2
(17) Kryt
SK
Funkcia tlačidiel
kontroly plynu,
spätného chodu
drôtu a zavedenia drôtu
Prevádzkový stav LED
svieti na zeleno, ak je zariadenie pripravené na prevádzku
Tlačidlo kontroly plynu
Po stlačení tlačidla kontroly plynu prúdi plyn 30 sekúnd. Opätovným stlačením sa
činnosť predčasne ukončí.
Tlačidlo spätného chodu drôtu
Na vtiahnutie drôtovej elektródy sú k dispozícii 2 varianty:
Variant 1
Vtiahnutie drôtovej elektródy s prednastavenou rýchlosťou spätného chodu
drôtu:
Tlačidlo spätného chodu drôtu držte trvalo stlačené.
-
Po stlačení tlačidla spätného chodu drôtu sa drôtová elektróda vtiahne späť
-
o 1 mm (0.039 in).
Po krátkej prestávke podávač drôtu pokračuje vo vťahovaní drôtovej elek-
-
tródy späť – ak tlačidlo spätného chodu drôtu zostane stlačené, rýchlosť sa
každú ďalšiu sekundu zvýši o 10 m/min (393.70 ipm) až po vopred nastavenú
rýchlosť spätného chodu drôtu.
Variant 2
Vtiahnutie drôtovej elektródy v 1 mm krokoch (v krokoch po 0.039 in.)
Tlačidlo spätného chodu drôtu vždy stlačte na necelú 1 sekundu (poklepte).
-
UPOZORNENIE!
Drôtovú elektródu nechajte vtiahnuť dozadu iba o malú dĺžku, pretože
pri spätnom vťahovaní sa drôtová elektróda nenavíja na cievku drôtu.
87

UPOZORNENIE!
Ak existuje uzemňovacie spojenie s kontaktnou špičkou pred stlačením tlačidla
spätného chodu drôtu, drôtová elektróda sa pri stlačení tlačidla spätného chodu
drôtu vťahuje späť, kým nie je drôtová elektróda bez skratu – každým stlačením
tlačidla však maximálne o 10 mm (0.39 in.).
Ak sa drôtová elektróda musí ďalej vťahovať, stlačte znovu tlačidlo spätného chodu drôtu.
Tlačidlo zavedenia drôtu
K dispozícii sú 2 varianty zavedenia drôtu:
Variant 1
Zavedenie drôtovej elektródy s prednastavenou rýchlosťou zavedenia drôtu:
Tlačidlo zavedenia drôtu držte neprerušovane stlačené.
-
Po stlačení tlačidla zavedenia drôtu sa drôtová elektróda zavedie o 1 mm
-
(0.039 in).
Po krátkej prestávke pokračuje podávač drôtu v zavádzaní drôtovej elektródy
-
– ak tlačidlo zavedenia drôtu zostane stlačené, rýchlosť sa každú ďalšiu sekundu zvýši o 10 m/min (393.70 ipm) až po vopred nastavenú rýchlosť zavedenia drôtu.
Ak drôtová elektróda narazí na uzemňovacie spojenie, preprava drôtu sa za-
-
staví a drôtová elektróda sa znova vtiahne o 1 mm (0.039 in).
Variant 2
Zavedenie drôtovej elektródy v 1 mm krokoch (v krokoch po 0.039 in.)
Tlačidlo zavedenia drôtu vždy stlačte na necelú 1 sekundu (poklepte).
-
Ak drôtová elektróda narazí na uzemňovacie spojenie, preprava drôtu sa za-
-
staví a drôtová elektróda sa znova vtiahne o 1 mm (0.039 in.).
UPOZORNENIE!
Ak existuje uzemňovacie spojenie s kontaktnou špičkou pred stlačením tlačidla
zavedenia drôtu, drôtová elektróda sa pri stlačení tlačidla zavedenia drôtu
vťahuje späť, kým nie je drôtová elektróda bez skratu – každým stlačením
tlačidla však maximálne o 10 mm (0.39 in).
Ak po vtiahnutí drôtu späť o 10 mm (0.39 in) naďalej existuje uzemňovacie spojenie s kontaktnou špičkou, pri opakovanom stlačení tlačidla zavedenia drôtu sa
drôtová elektróda opäť vtiahne späť maximálne o 10 mm (0.39 in). Postup sa opakuje dovtedy, kým sa nezruší uzemňovacie spojenie s kontaktnou špičkou.
88

Zadná strana
(1)
(2)
(3) (4)
(5) (6)
podávača drôtu
SK
Č. Funkcia
(1) Vstup drôtu 1
(2) Vstup drôtu 2
(3) Zaslepovací kryt
(4) Zaslepovací kryt
(5) Zaslepovací kryt
(6) Zaslepovací kryt
89

MHP 2x450i RD/W/FSC s pohonnou jednotkou
(1) (2) (3) (4)
(5)
(6)(7)
(8)
(9)
WF 60i TWIN Drive/W
Bezpečnosť
MHP 2x450i
RD/W/FSC s pohonnou jednotkou WF 60i
TWIN Drive/W –
mechanické
komponenty
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba tech-
▶
nicky vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
▶
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k
▶
tomuto zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
(1) Posuvová kladka a upínacia
páka – zváracia krivka 1
(2) Nastavovacia jednotka prítlaku
na nastavenie prítlaku oboch
zváracích kriviek
(3) Zablokovanie podávacej hadice
drôtu 1
(4) Prípojka externej podávacej ha-
dice drôtu 1
(5) Prípojka externej podávacej ha-
dice drôtu 2
Mechanické komponenty na pohonnej jednotke
WF 60i TWIN Drive
(7) Ovládací panel
(8) Posuvová kladka a upínacia páka – zváracia krivka 2
(9) Tepelná ochrana
(6) Zablokovanie podávacej hadice
drôtu 2
90

MHP 2x450i
(1) (2) (3)
(4)
(5)
(6)
(7)
(8)
RD/W/FSC s pohonnou jednotkou WF 60i
TWIN Drive/W –
ovládací panel
(1) Tlačidlo spätného chodu drôtu*
bezplynové a bezprúdové vtiahnutie drôtovej elektródy
(2) Tlačidlo kontroly plynu*
na nastavenie požadovaného
množstva plynu na redukčnom
ventile
(3) Tlačidlo zavedenia drôtu*
bezplynové a bezprúdové zavedenie drôtovej elektródy do hadicového vedenia zváracieho
horáka
SK
Ovládací panel na pohonnej jednotke WF 60i
TWIN Drive
(5) Tlačidlo Mode (Režim)
na výber režimov 1/2/TWIN/Extern
Mode 1 (režim 1)
Pri stlačení tlačidla spätného chodu drôtu, tlačidla kontroly plynu a tlačidla zavedenia drôtu sa príslušné funkcie vykonajú len na zváracej linke 1.
Mode 2 (režim 2)
Pri stlačení tlačidla spätného chodu drôtu, tlačidla kontroly plynu a tlačidla zavedenia drôtu sa príslušné funkcie vykonajú len na zváracej linke 2.
Režim TWIN
Pri stlačení tlačidla spätného chodu drôtu, tlačidla kontroly plynu a tlačidla zavedenia drôtu sa príslušné funkcie vykonajú na oboch zváracích
linkách.
Režim Extern
Režim 1, 2 alebo TWIN je prednastavený rozhraním robota.
(4) LED diódy 1/2/TWIN/Extern
svietia pri zvolení aktuálneho
režimu
(6) LED dióda Teach on
svieti, keď je aktivovaný režim Teach (režim učenia)
(7) LED dióda Status
svieti nazeleno:
Dátové spojenie s prúdovým zdrojom zachované, nevyskytla sa žiadna chyba
svieti na oranžovo:
Žiadne dátové spojenie s prúdovým zdrojom alebo sa len vytvára
91

svieti načerveno:
Na jednej z dvoch liniek procesu TWIN sa vyskytla chyba
(8) Tlačidlo Teach on/off
na aktivovanie a deaktivovanie režimu Teach (režimu učenia).
Na vytvorenie programu robota sa používa režim Teach.
V prípade aktívneho režimu Teach sa pri nastavovaní robota predchádza
ohnutiu drôtovej elektródy.
Pri režime TWIN Teach (s oboma elektródami) má podriadená drôtová
elektróda vyššiu frekvenciu snímania ako riadiaca drôtová elektróda.
Podrobnosti o režime Teach nájdete v návode na obsluhu „Opisy signálov
rozhrania TPS /i“, 42,0426,0227,xx.
* Opis funkcií tlačidiel spätného chodu drôtu, kontroly plynu a zavedenia
drôtu nájdete na strane 87.
92

Spojovacie hadicové vedenie
(1)
(2)
(3)
(4)
(1)
(4)
(3)
1
2
W
(1)
(3)
(4)
(1)
(4)
(3)
(2)
G
SK
Spojovacie hadicové vedenie –
prípojky
(1) kábel SpeedNet
(2) hadice chladiaceho média
(3) hadica na ochranný plyn
(4) prúdový kábel
W = spojovacie hadicové vedenie chladené vodou
G = spojovacie hadicové vedenie chladené plynom
93
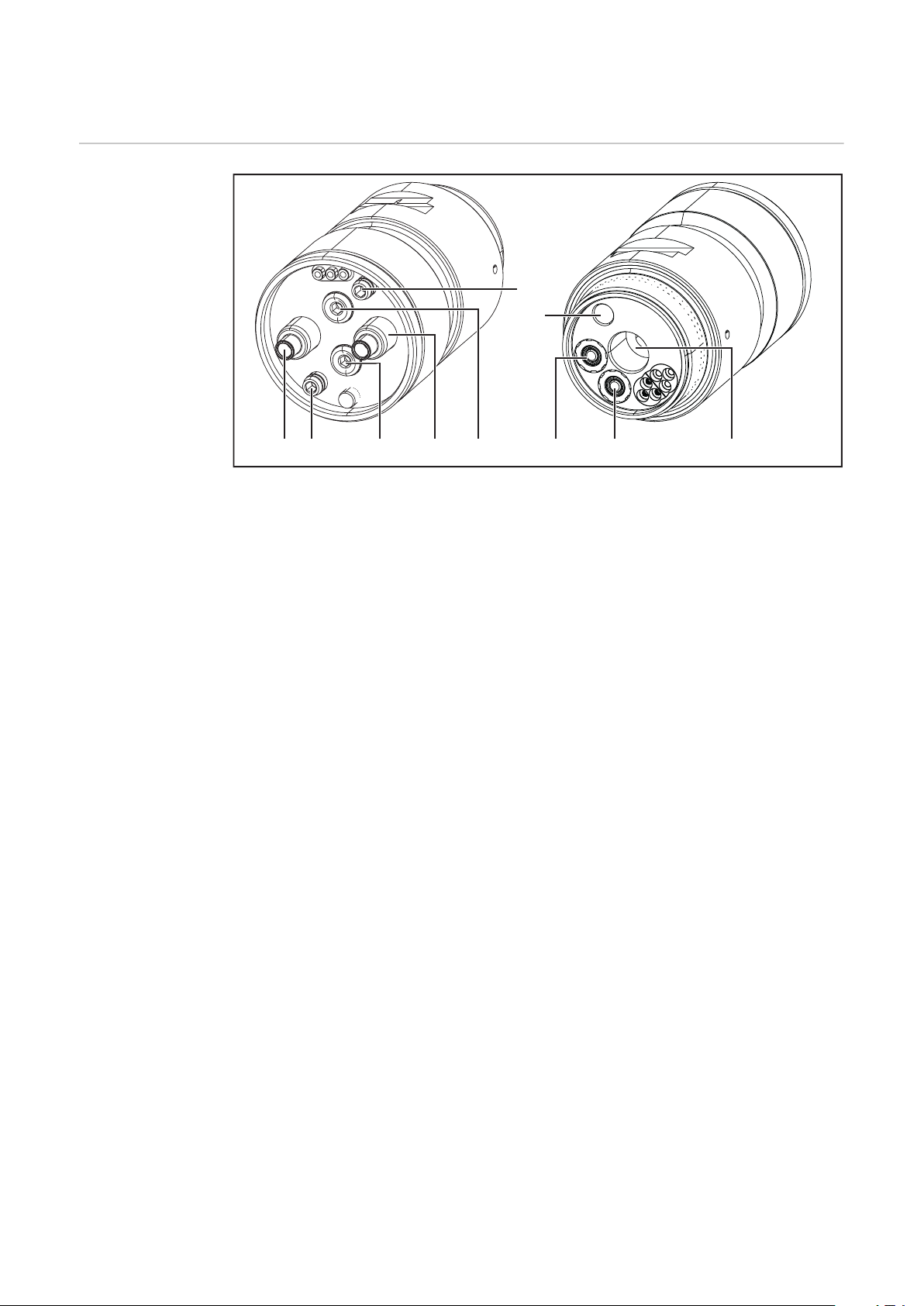
Adaptér TWIN MTB Single
(A) (B)
(1)
(2)
(3) (4) (5)
(6)
(7)
(10)
(8)
(9)
Adaptér TWIN
MTB Single –
prípojky
(A) Zo strany hadicového vedenia (B) zo strany tela zváracieho horáka
(1) Prúd/chladiace médium zváracia krivka 1
(2) Ochranný plyn
(3) Drôtová elektróda zváracia krivka 2
(4) Prúd/chladiace médium zváracia krivka 2
(5) Drôtová elektróda zváracia krivka 1
(6) Stlačený vzduch
(7) Spoločný výstup stlačeného vzduchu a ochranného plynu
(8) Spoločné prúdové kontakty/spätný tok chladiaceho média
(9) Spoločné prúdové kontakty/prívod chladiaceho média
(10) Spoločný dobeh drôtu
94

Montáž systémových komponentov
– TWIN Push
95

96

Bezpečnosť – inštalácia a uvedenie do prevádzky
SK
Bezpečnosť
NEBEZPEČENSTVO!
Chybné ovládanie a chybne vykonané práce môžu zapríčiniť závažné poranenia
osôb a materiálne škody.
Všetky práce uvedené v tomto dokumente smie vykonávať len vyškolený od-
▶
borný personál.
Všetky funkcie uvedené v tomto dokumente smie používať len vyškolený od-
▶
borný personál.
Všetky popisované práce vykonajte a všetky funkcie použite až vtedy, keď ste
▶
si prečítali a porozumeli nasledujúcim dokumentom:
tento dokument,
všetky návody na obsluhu systémových komponentov, najmä bezpečnostným
predpisom.
NEBEZPEČENSTVO!
Zásah elektrickým prúdom môže byť smrteľný.
Pred začiatkom nasledujúcich opísaných prác:
sieťový spínač prúdového zdroja prepnite do polohy – O –,
▶
prúdový zdroj odpojte od siete,
▶
zaistite, aby prúdový zdroj zostal až do ukončenia všetkých prác odpojený
▶
od siete.
NEBEZPEČENSTVO!
Nebezpečenstvo závažných poranení osôb a materiálnych škôd v dôsledku spadnutia predmetov.
U všetkých ďalej opísaných skrutkových spojov:
skontrolujte pevnosť po montáži,
▶
skontrolujte pevnosť po nezvyčajných prevádzkových situáciách (napríklad
▶
nehode),
kontrolujte pevnosť v pravidelných intervaloch.
▶
POZOR!
Nebezpečenstvo poranenia osôb a materiálnych škôd v dôsledku nedostatočných spojení.
Všetky káble, vedenia a hadicové vedenia musia byť pevne pripojené, ne-
▶
poškodené, správne zaizolované a dostatočne nadimenzované.
97

Izolované vedenie drôtovej
elektródy
k podávaču
drôtu
NEBEZPEČENSTVO!
Nebezpečenstvo poranenia osôb a materiálnych škôd, ako aj nepriaznivého
ovplyvnenia výsledku zvárania v dôsledku skratu na kostru alebo na zem nezaizolovanej drôtovej elektródy.
Pri automatizovaných aplikáciách drôtovú elektródu iba izolovane previesť
▶
z nádoby zváracieho drôtu, veľkokapacitnej cievky alebo cievky drôtu
k podávaču drôtu (napr. pomocou podávacej hadice drôtu).
Skrat na kostru alebo na zem môže byť vyvolaný na základe:
neizolovane vedenej voľne uloženej drôtovej elektródy, ktorá počas operácie
-
zvárania prichádza do kontaktu s elektricky vodivým predmetom,
chýbajúcej izolácie medzi drôtovou elektródou a uzemneným krytovaním
-
určitej bunky pre robota,
rozodraté podávacie hadice drôtu, a tým holé drôtové elektródy.
-
S cieľom zabránenia uzemneniu na kostru alebo na zem:
použite podávacie hadice drôtu – pre izolované vedenie drôtovej elektródy
-
k podávaču drôtu,
podávacie hadice drôtu neprevádzajte cez ostré hrany, aby sa zabránilo rozo-
-
dratiu týchto podávacích hadíc drôtu,
prípadne použite držiaky hadice alebo ochranu proti odieraniu,
-
prídavne sa spojkové medzikusy a príklopy nádob pre zvárací drôt postarajú
-
o bezpečnú prepravu drôtovej elektródy.
98

Pred inštaláciou a uvedením do prevádzky
SK
Pokyny na inštalovanie
Inštalácia –
prehľad
NEBEZPEČENSTVO!
Zariadenia môžu pri prevrátení alebo páde ohroziť život.
Všetky systémové komponenty, podstavné konzoly a pojazdové vozíky po-
▶
stavte na stabilný, rovný a pevný podklad.
Podávač drôtu je odskúšaný podľa stupňa krytia IP23, čo znamená:
Ochrana pred vniknutím pevných cudzích telies s priemerom väčším ako
-
12,5 mm (0,49 in)
Ochrana pred striekajúcou vodou až do veľkosti uhla 60° od kolmice
-
Podávač drôtu WF 30i TWIN sa s ohľadom na stupeň krytia IP 23 môže nainštalovať a prevádzkovať vo voľnom priestranstve.Treba vylúčiť bezprostredný účinok
vlhkosti (napr. vplyvom dažďa).
Nasledujúci prehľad obsahuje inštalačné práce zo strany 31, ktoré sú nevyhnutné
na prevádzku zváracieho systému TWIN podľa prehľadu systému.
Inštalácia podobných systémov TWIN sa vykonáva analogicky.
Východisková situácia:
Robot a riadiaca jednotka robota sú správne umiestnené a upevnené v zvára-
-
cej bunke.
Prúdové zdroje sú s chladiacimi zariadeniami postavené na podstavných kon-
-
zolách a sú správne umiestnené a upevnené v zváracej bunke.
Ovládač TWIN Controller je k dispozícii a je upevnený v blízkosti prúdových
-
zdrojov (napr. prostredníctvom príslušného držiaka priamo na prúdovom
zdroji).
Cievky so zváracím drôtom sú správne umiestnené a upevnené.
-
Montáž podávača drôtu TWIN a príslušenstva na robota
Namontujte uchytenie podávača drôtu na robota.
1
Namontujte podávač drôtu na uchytenie podávača drôtu.
2
Namontujte bočné uchytenia spojovacích hadicových vedení na robota.
3
Uloženie, montáž a pripojenie spojovacích hadicových vedení
Pripojte spojovacie hadicové vedenia k podávaču drôtu.
1
Upevnite spojovacie hadicové vedenia do bočného uchytenia.
2
Uložte spojovacie hadicové vedenia k prúdovým zdrojom.
3
Pripojte spojovacie hadicové vedenia k prúdovým zdrojom, chladiacim zaria-
4
deniam a ovládaču TWIN Controller
DÔLEŽITÉ! Uložte spojovacie hadicové vedenia k sebe v minimálnom rozostupe 30 – 50 cm, aby sa zabránilo zhoršeniu výsledkov zvárania.
Pripojenie ovládača TWIN Controller
Prepojte prúdové zdroje s ovládačom TWIN Controller.
1
Prepojte podávač drôtu s ovládačom TWIN Controller (pripojte kábel Speed-
2
Net od spojovacích hadicových vedení k ovládaču TWIN Controller).
99

Prepojte ovládač TWIN Controller s riadiacou jednotkou robota.
3
Montáž zariadenia CrashBox, hadicového vedenia zváracieho horáka a zváracieho horáka TWIN
Namontujte prírubu robota a zariadenie CrashBox na robota.
1
Vsaďte bovdeny drôtu do hadicového vedenia zváracieho horáka.
2
Namontujte pridržiavaciu sponu na CrashBox.
3
Vsaďte hadicové vedenie zváracieho horáka do pridržiavacej spony.
4
Pripojte kábel zariadenia CrashBox.
5
Pripojenie hadicového vedenia zváracieho horáka k podávaču drôtu.
6
Vsaďte bovdeny drôtu do zváracieho horáka TWIN.
7
Namontujte spojku tela zváracieho horáka.
8
Skontrolujte funkčnosť spojky tela zváracieho horáka.
9
Namontujte spotrebné diely na zvárací horák TWIN.
10
Namontujte zvárací horák TWIN na hadicové vedenie zváracieho horáka.
11
Pripojenie ochranného plynu a uzemňovacieho kábla
Pripojte prívod ochranného plynu k obom prúdovým zdrojom.
1
Pripojte vždy jeden uzemňovací kábel na prúdový zdroj k prúdovým zdrojom.
2
Pripojte oba uzemňovacie káble k zvarencu
3
(pozri aj časť „Uzemňovacia prípojka“ na strane 28).
Príprava podávača drôtu TWIN na prevádzku
Pripnite podávacie hadice drôtu k cievkam so zváracím drôtom.
1
Pripnite podávacie hadice drôtu k podávaču drôtu TWIN.
2
Vloženie posuvových kladiek
3
Zatvorte všetky kryty.
4
Určenie zváracích kriviek 1 a 2 na prúdových zdrojoch
Zapnite prúdový zdroj 2, prúdový zdroj 1 nechajte vypnutý.
1
Na prúdový zdroj 2 nalepte nálepku 2 na viditeľné miesto.
2
V ponuke Setup prúdového zdroja 2 v časti Prednastavenia/Systém/TWIN
3
Setup nastavte parameter na hodnotu 2.
Zapnite prúdový zdroj 1.
4
Nalepte nálepku 1 na viditeľné miesto na prúdovom zdroji 1.
5
V ponuke nastavení prúdového zdroja 1 v časti Prednastavenia/Systém/Setup
6
TWIN skontrolujte, či je parameter nastavený na 1.
Záverečné činnosti
Vykonajte kompenzáciu R/L na oboch prúdových zdrojoch.
1
Zaveďte obe drôtové elektródy.
2
Nastavte prítlak.
3
Nastavte charakteristiky TWIN na oboch prúdových zdrojoch
4
(zmeňte zvárací postup/prídavný materiál/nastavenia materiálu ... Krok 4 –
Výber dostupných charakteristík pre postup)
Nastavte požadovanú dĺžku vysunutia.
5
Ak je to nevyhnutné, vykonajte kalibráciu systému (napr. ak je v systéme
6
odvíjací podávač drôtu WF REEL).
100
 Loading...
Loading...