


Operating
Instructions
TPS/i Robotics hegesztőrendszer
TWIN Push
TWIN Push/Pull
TWIN CMT
HU
Kezelési útmutató
42,0426,0277,HU 014-21022023


Tartalomjegyzék
Biztonsági előírások 8
A biztonsági tudnivalók értelmezése 8
Általános tudnivalók 8
Rendeltetésszerű használat 9
Környezeti feltételek 9
Az üzemeltető kötelezettségei 9
A személyzet kötelezettségei 9
Hálózati csatlakozás 10
Magunk és mások védelme 10
Ártalmas gázok és gőzök miatti veszély 11
Szikraugrás veszélye 11
Hálózati és hegesztőáram miatti veszély 12
Kóbor hegesztőáramok 13
A készülékek elektromágneses összeférhetőség besorolásai 13
EMC-intézkedések 13
EMF-intézkedések 14
Különösen veszélyes helyek 14
Védőgázra vonatkozó követelmény 15
Védőgáz palackok által okozott veszély 16
Veszély a kiáramló védőgáz következtében 16
Biztonsági intézkedések a felállítás helyén és a szállítás során 16
Biztonsági intézkedések normál üzemben 17
Üzembe helyezés, karbantartás és javítás 18
Biztonságtechnikai ellenőrzés 18
Ártalmatlanítás 18
Biztonsági jelölés 18
Adatbiztonság 19
Szerzői jog 19
HU
Általános információk 21
Általános tudnivalók 23
Alkalmazási területek 23
Előfeltételek 24
Minimális felszereltség TWIN Push 24
Minimális felszereltség TWIN Push/Pull 25
Minimális felszereltség TWIN CMT 26
Mechanikus feltételek 27
Elektromos feltételek 27
Szoftverfeltételek 27
A robot méretezése 27
Intézkedések a rendszer rendelkezésre állásának növeléséhez 27
Testcsatlakozás 28
Huzaltovábbítással kapcsolatos tudnivalók 29
Működési elv 30
Működési elv 30
Lead áramforrás és trail áramforrás 30
Rendszerkonfigurációk 31
Rendszeráttekintés TWIN Push 31
TWIN Push/Pull, CMT rendszeráttekintés 32
További konfigurációs lehetőségek 34
Rendszerelemek 35
WF 30i R /TWIN 37
Készülék-koncepció 37
Rendeltetésszerű használat 37
Figyelmeztetések a készüléken 38
A készüléken lévő figyelmeztető információk ismertetése 40
Összekötő tömlőköteg 42
3

Összekötő tömlőköteg 42
Hegesztőpisztoly tömlőköteg 43
Általános tudnivalók 43
Szállítási terjedelem 43
CrashBox (ütközésvédelmi kapcsoló) 44
Általános tudnivalók 44
Megjegyzés a CrashBoxok (ütközésvédelmi kapcsolók) helyes működéséhez 44
Tudnivaló a CrashBox (ütközésvédelmi kapcsoló) javításához 45
A szereléshez szükségesek még a következők 45
Szállítási terjedelem 45
Szállítási terjedelem tartóbilincs-rendszerhez (TWIN Push) 46
Indexlemez (TWIN Push) szállítási terjedelme 46
Szállítási terjedelem hajtóegység befogóhoz (TWIN Push/Pull, CMT) 47
Robot hegesztőpisztoly 48
Hegesztőpisztoly robot 48
MTB 2x500i R - áramátadók dőlésszöge 49
TWIN-MTB Single adapter 51
TWIN-MTB Single adapter 51
A hegesztéstechnikai szempontok 53
A hegesztéstechnikai szempontok 55
Védőgázok TWIN hegesztési eljárásokhoz 55
R/L-kiegyenlítés elvégzése 55
A hegesztőpisztoly dőlésszöge 56
Kinyúló huzalvég 56
Alkalmazási ajánlások az áramátadók dőlésszögéhez 57
A hegesztés indításának folyamata CMT Twin esetében 58
TWIN üzemmód 58
TWIN jelleggörbék 59
Általános tudnivalók 59
Rendelkezésre álló TWIN jelleggörbék 60
SlagHammer 66
TWIN hegesztési eljárások 67
TWIN hegesztési eljárások - áttekintés 67
Szimbólumok 67
Pulse Multi Control TWIN / Pulse Multi Control TWIN 68
PCS TWIN / PCS TWIN 69
Pulse Multi Control TWIN / CMT TWIN 70
CMT TWIN / CMT TWIN 70
Egyhuzalos (TWIN hegesztőpisztollyal):PMC / Puls / LSC / Standard / CMT 71
TWIN folyamat-paraméterek 73
TWIN folyamat-paraméterek 73
Trail gyújtáskésleltetés 73
Impulzus-szinkronizálási viszony 74
Lead/trail fáziseltolás 75
TWIN-Synchropuls 76
Synchropuls hegesztés 76
TWIN-Synchropuls 76
Hegesztési paraméter irányérték TWIN Push 77
PA hegesztési helyzet irányértékek simítóvarratokhoz 77
PB hegesztési helyzet irányértékek sarokvarratokhoz 79
Hegesztési paraméter irányérték TWIN Push/Pull 81
PB hegesztési helyzet irányértékek sarokvarratokhoz 81
PB hegesztési helyzet irányértékek átlapolt varratokhoz 82
Hegesztési paraméter irányértékek TWIN CMT 83
PB hegesztési helyzet irányértékek sarokvarratokhoz 83
PB hegesztési helyzet irányértékek átlapolt varratokhoz 84
Kezelőelemek, csatlakozók és mechanikai komponensek 85
WF 30i R /TWIN 87
Biztonság 87
4

Huzalelőtoló elülső oldal 87
A huzalelőtoló oldala 88
A gázellenőrző, huzalvisszafutás és huzalbefűzés gombok funkciói 89
A huzalelőtoló hátoldala 91
MHP 2x450i RD/W/FSC plusz WF 60i TWIN Drive /W 92
Biztonság 92
MHP 2x450i RD/W/Fronius System Connector univerzális csatlakozó plusz WF 60i TWIN
Drive /W - mechanikai komponensek
MHP 2x450i RD/W/Fronius System Connector univerzális csatlakozó WF 60i TWIN
Drive /W-vel - kezelőpanel
Összekötő tömlőköteg 95
Összekötő tömlőköteg - csatlakozók 95
TWIN-MTB Single adapter 96
TWIN-MTB Single adapter - csatlakozók 96
Rendszerelemek felszerelése - TWIN Push 97
Biztonság - szerelés és üzembe helyezés 99
Biztonság 99
A huzalelektróda szigetelt vezetése a huzalelőtolóig 100
Szerelés és üzembe helyezés előtt 101
Felállítási utasítások 101
Telepítés - áttekintés 101
A TWIN huzalelőtoló és a tartozékok felszerelése a robotra 104
A huzalelőtoló felszerelése a robotra 104
Szerelje fel az összekötő tömlőkötegek oldalsó tartóit a robotra 105
Az összekötő tömlőkötegek elhelyezése, szerelése és csatlakoztatása 106
Az összekötő tömlőkötegek csatlakoztatása a huzalelőtolóhoz 106
Csatlakoztassa az összekötő tömlőkötegeket az áramforráshoz, a hűtőegységhez és a
TWIN vezérlőhöz.
A CrashBox (ütközésvédelmi kapcsoló), a hegesztőpisztoly-tömlőköteg és a TWIN hegesztőpisztoly felszerelése
CrashBox /i (ütközésvédelmi kapcsoló) felszerelése a robotra 108
CrashBox (ütközésvédelmi kapcsoló) /i dummy felszerelése a robotra 109
A huzalvezető-bélés beszerelése a hegesztőpisztoly tömlőkötegébe 110
A hegesztőpisztoly tömlőköteg felszerelése 111
Szerelje fel a hegesztőpisztoly testet a TWIN hegesztőpisztoly tömlőkötegre 114
A hegesztőpisztoly test tengelykapcsoló felszerelése 114
Ellenőrizze a hegesztőpisztoly test tengelykapcsoló működését 115
92
93
107
108
HU
Rendszerelemek felszerelése - TWIN Push/Pull, CMT 119
Biztonság - szerelés és üzembe helyezés 121
Biztonság 121
A huzalelektróda szigetelt vezetése a huzalelőtolóig 122
Szerelés és üzembe helyezés előtt 123
Felállítási utasítások 123
Telepítés - TWIN Push/Pull, CMT áttekintés 124
Szerelje fel az Y darabra a teljesítmény balansz beállító felfüggesztését 127
Szerelje fel az Y darabra a teljesítmény balansz beállító felfüggesztését 127
Szerelje fel az Y darab befogót a robotra 128
Szerelje fel az Y darab befogót a robotra 128
Szerelje fel az oldalsó tartót a robotra 129
Szerelje fel az oldalsó tartót a robotra 129
Szerelje fel a huzalpuffert a robotra 130
TWIN-CMT - huzalpuffer felszerelése a robotra 130
A CrashBox (ütközésvédelmi kapcsoló), a hegesztőpisztoly-tömlőköteg és a TWIN hegesztőpisztoly felszerelése
CrashBox (ütközésvédelmi kapcsoló) /d TWIN felszerelése a robotra 132
CrashBox (ütközésvédelmi kapcsoló) TWIN Drive /i Dummy robotra szerelése 133
Szerelje fel a hegesztőpisztoly tömlőköteget TWIN meghajtóegységgel 134
Csatlakoztassa a hegesztőpisztoly tömlőkötegét a huzalelőtolóhoz 137
Szerelje fel a gyűrődés (megtörés) elleni védelem gyűrűit 137
132
5

Szerelje fel a hegesztőpisztoly testet a TWIN meghajtóegységre 139
Szerelje fel a huzaltovábbító tömlőket és a huzalvezető-béléseket 140
Helyezze a huzalvezető-bélést a hegesztőpisztoly tömlőkötegébe 140
A TWIN-meghajtóegység előkészítése használatra 141
Általános tudnivalók 141
Basic Kitek áttekintése 141
Az előtológörgők behelyezése / cseréje a TWIN meghajtóegységen 142
A huzaltovábbító tömlő csatlakoztatása 143
A többi rendszerelem felszerelése és előkészítése, üzembe helyezése 145
Hegesztőpisztoly robot felszerelése 147
Acélból készült huzalvezető-bélés beszerelése a hegesztőpisztoly testbe 147
Műanyagból készült huzalvezető-bélés beszerelése a hegesztőpisztoly testbe 148
Kopóalkatrészek beszerelése a TWIN hegesztőpisztolyba 150
Helyezze a huzalvezető-bélést a TWIN-MTB Single adapterbe 150
A TWIN huzalelőtoló előkészítése használatra 152
Az előtológörgők behelyezése/kicserélése 152
A huzaltovábbító tömlő csatlakoztatása 153
Huzal referencia szakasz 153
Az összekötő tömlőkötegek elhelyezése, szerelése és csatlakoztatása 154
Csatlakoztassa az összekötő tömlőkötegeket a robot-huzalelőtolókra 154
Csatlakoztassa az összekötő tömlőkötegeket az áramforráshoz, a hűtőegységhez és a
TWIN vezérlőhöz.
A TWIN Controller csatlakoztatása 156
A TWIN Controller összekötése az áramforrásokkal és az összekötő tömlőköteg csatla-
koztatása
A TWIN vezérlő összekötése a robotvezérléssel 156
A védőgáz és a testkábel csatlakoztatása 157
A védőgáz csatlakoztatása 157
Testkábel csatlakoztatása 157
Üzembe helyezés 158
Huzalelektróda befűzése 158
Szorítónyomás beállítása 159
Huzalelektróda befűzése 159
Szorítónyomás beállítása a TWIN meghajtóegységen 160
Előfeltételek 160
Üzembe helyezés - a hegesztés elindítása 160
155
156
Hibadiagnosztika, hibaelhárítás, karbantartás és ártalmatlanítás 161
Hibadiagnosztika, hibaelhárítás 163
Biztonság 163
Hibadiagnosztika, hibaelhárítás 163
Kijelzett hibakódok 166
Ápolás, karbantartás és ártalmatlanítás 168
Általános tudnivalók 168
Biztonság 168
Minden üzembe helyezésnél 168
Havonta 169
6 havonta 169
Ártalmatlanítás 169
MŰSZAKI ADATOK 171
TWIN huzalelőtoló 173
WF 30i R /TWIN 173
Robot hegesztőpisztoly 174
MTB 900i R 174
MTB 2x500i R 174
MTB 2x500i R - áramátadó dőlésszögétől függő méretek 174
Vízhűtéses hegesztőpisztoly robot 176
Hegesztőpisztoly tömlőköteg 177
MHP 2x500i R/W/Fronius System Connector univerzális csatlakozó 177
6

MHP 2x450i RD/W/FSC plusz WF 60i TWIN Drive /W 177
Összekötő tömlőkötegek 179
HP 70i 179
HP 70i, HP PC Cable HD 70 179
HP 95i 179
HP 120i 179
CrashBox /i XXL 180
CrashBox (ütközésvédelmi kapcsoló) /i XXL - Műszaki adatok, kioldási nyomatékok és
tömeg-távolság diagram
CrashBox /d TWIN 183
CrashBox (ütközésvédelmi kapcsoló) /d TWIN - Műszaki adatok, kioldási nyomatékok és
tömeg-távolság diagram
180
183
HU
7

Biztonsági előírások
A biztonsági tudnivalók értelmezése
FIGYELMEZTETÉS!
Közvetlenül fenyegető veszélyt jelez.
Halál vagy súlyos sérülés a következménye, ha nem kerüli el.
▶
VESZÉLY!
Veszélyessé is válható helyzetet jelöl.
Ha nem kerüli el, következménye halál vagy súlyos sérülés lehet.
▶
VIGYÁZAT!
Károssá válható helyzetet jelöl.
Ha nem kerüli el, következménye könnyű személyi sérülés vagy csekély anya-
▶
gi kár lehet.
MEGJEGYZÉS!
Olyan lehetőséget jelöl, amely a munka eredményét hátrányosan befolyásolja és
a felszerelésben károkat okozhat.
Általános tudnivalók
A készüléket a technika mai állása és elismert biztonságtechnikai szabályok szerint készítettük. Ennek ellenére hibás kezelés vagy visszaélés esetén veszély fenyegeti
a kezelő vagy harmadik személy testi épségét és életét,
-
az üzemeltető készülékét és egyéb anyagi értékeit,
-
a készülékkel végzett hatékony munkát.
-
A készülék üzembe helyezésével, kezelésével, karbantartásával és állagmegóvásával foglalkozó személyeknek
megfelelően képzettnek kell lenniük,
-
hegesztési ismeretekkel kell rendelkezniük és
-
teljesen ismerniük és pontosan követniük kell ezt a kezelési útmutatót.
-
A kezelési útmutatót állandóan a készülék felhasználási helyén kell őrizni. A kezelési útmutató előírásain túl be kell tartani a balesetek megelőzésére és a
környezet védelmére szolgáló általános és helyi szabályokat is.
A készüléken található összes biztonsági és figyelmeztető feliratot
olvasható állapotban kell tartani
-
nem szabad tönkretenni
-
eltávolítani
-
letakarni, átragasztani vagy átfesteni.
-
A készüléken lévő biztonsági és veszélyjelző útmutatások helyét a készülék kezelési útmutatójának „Általános információk” című fejezete adja meg.
A biztonságot veszélyeztető hibákat a készülék bekapcsolása előtt meg kell
szüntetni.
Az Ön biztonságáról van szó!
8

Rendeltetésszerű
használat
A készüléket kizárólag rendeltetésszerűen szabad használni.
A készülék kizárólag az adattáblán megadott hegesztőeljárásra szolgál.
Az egyéb vagy ezen túlmenő használat nem rendeltetésszerűnek minősül. Az
ebből eredő károkért a gyártó nem felel.
A rendeltetésszerű használathoz tartozik még
a kezelési útmutató összes tudnivalójának teljes ismerete és betartása
-
az összes biztonsági és veszélyre figyelmeztető útmutatás teljes ismerete és
-
betartása
az ellenőrzési és karbantartási munkák elvégzése.
-
Tilos a készüléket a következő alkalmazásokhoz használni:
csövek jégtelenítése
-
elemek/akkumulátorok töltése
-
motorok indítása
-
A készülék ipari és kisipari használatra alkalmas. A lakóterületen történő
használatból eredő károkért a gyártó nem vállal felelősséget.
Hiányos vagy hibás munkavégzésért a gyártó szintén nem vállal felelősséget.
HU
Környezeti
feltételek
Az üzemeltető
kötelezettségei
A készüléknek a megadott tartományon kívül történő üzemeltetése vagy tárolása
nem rendeltetésszerűnek minősül. Az ebből eredő károkért a gyártó nem felel.
Környezeti levegő hőmérséklet-tartománya:
Üzem közben: -10 °C ... +40 °C (14 °F ... 104 °F)
-
Szállítás és tárolás során: -20 °C ... +55 °C (-4 °F ... 131 °F)
-
Relatív páratartalom:
max. 50% 40 °C-on (104 °F)
-
max. 90% 20 °C-on (68 °F)
-
Környezeti levegő: portól, savaktól, korrozív gázoktól vagy anyagoktól, stb. mentes
Tengerszint feletti telepítési magasság: max. 2000 m (6561 láb) 8.16 hüvelyk)
Az üzemeltető kötelezettséget vállal arra vonatkozóan, hogy csak olyan
személyekkel végeztet munkát a géppel, akik
az alapvető munkabiztonsági és balesetmegelőzési előírásokkal tisztában
-
vannak és a készülék kezelésére betanították őket
a kezelési útmutatót, különösen a „Biztonsági előírások“ fejezetet elolvasták,
-
megértették és azt aláírásukkal igazolták
A munka eredményével szemben támasztott követelményeknek megfelelő
-
képzésben részesültek.
A személyzet
kötelezettségei
A személyzet biztonságtudatos munkáját rendszeres időközönként ellenőrizni
kell.
Mindenki, aki a készülékkel végzendő munkával van megbízva, köteles a munka
megkezdése előtt
az alapvető munkabiztonsági és balesetmegelőzési előírásokat betartani
-
a kezelési útmutatót, különösen a „Biztonsági előírások“ fejezetet elolvasni és
-
aláírásával igazolni, hogy azt megértette és betartja.
9

A munkahely elhagyása előtt győződjön meg arról, hogy a távollétében sem keletkezhetnek személyi vagy anyagi károk.
Hálózati csatlakozás
Magunk és
mások védelme
A nagy teljesítményű készülékek áramfelvételük miatt befolyásolhatják a hálózat
energetikai minőségét.
Ez néhány készüléktípust a következő formában érinthet:
csatlakoztatási korlátozások
-
-
a maximális megengedett hálózati impedanciára vonatkozó követelmények
a minimálisan szükséges rövidzárlati teljesítményre vonatkozó köve-
-
telmények
*)
Mindenkor a közhálózathoz menő csatlakozón
*)
lásd a műszaki adatokat
Ebben az esetben a készülék üzemeltetője vagy felhasználója – adott esetben az
energiaszolgáltató vállalattal egyeztetve – köteles meggyőződni arról, hogy a
készüléket szabad-e csatlakoztatni.
FONTOS! Ügyeljen a hálózati csatlakozó biztonságos földelésére.
A készülék használata során Ön számos veszélynek teszi ki magát, pl.:
szikrahullás, repkedő, forró fém alkatrészek
-
szem- és bőrkárosító ívsugárzás
-
káros elektromágneses terek, amelyek szívritmus-szabályozóval ellátott
-
személyek számára életveszélyt jelentenek
hálózati és hegesztőáram miatti veszély
-
fokozott zajterhelés
-
káros hegesztési füst és gázok
-
*)
A készülék használata során viseljen megfelelő védőruházatot. A védőruházatnak
a következő tulajdonságokkal kell rendelkeznie:
nehezen gyulladó
-
szigetelő és száraz
-
az egész testet befedő, sérülésmentes és jó állapotú
-
védősisak
-
hajtóka nélküli nadrág
-
A védőruházathoz tartozik többek között:
A szemet és az arcot UV-sugárzás, hőség és szikrahullás ellen védő,
-
előírásszerű szűrőbetéttel rendelkező védőpajzzsal kell védeni.
A védőpajzs mögött előírásszerű, oldalvédővel rendelkező védőszemüveg vi-
-
selése.
Stabil, nedvesség esetén is szigetelő cipő viselése.
-
A kéz védelme megfelelő kesztyűvel (elektromosan szigetelő, hővédő).
-
Hallásvédő viselése a zajterhelés csökkentése és a sérülések elleni védelem
-
érdekében.
Üzem közben más személyeket, mindenekelőtt a gyermekeket tartsa távol a
készülékektől és a hegesztési eljárástól. Ha mégis tartózkodnak személyek a
közelben, akkor
részesítse őket a veszélyekre (ív általi vakításveszély, szikrahullás általi
-
sérülésveszély, egészségkárosító hegesztési füst, zajterhelés, hálózati és hegesztőáram által előidézett esetleges veszélyeztetés, ...) vonatkozó oktatásban,
bocsásson rendelkezésre megfelelő védőeszközt, vagy
-
építsen megfelelő védőfalakat és -függönyöket.
-
10

Ártalmas gázok
és gőzök miatti
veszély
A hegesztéskor keletkező füst egészségkárosító gázokat és gőzöket tartalmaz.
A hegesztési füst olyan anyagokat tartalmaz, amelyek az International Agency
for Research on Cancer 118. sz. tanulmánya szerint rákot okoznak.
Pontszerű elszívást és helyiségelszívást kell alkalmazni.
Ha lehetséges, akkor beépített elszívó szerkezettel rendelkező hegesztőpisztolyt
kell használni.
Tartsa távol a fejét a keletkező hegesztési füsttől és gázoktól.
A keletkező füstöt, valamint káros gázokat
ne lélegezze be
-
megfelelő eszközökkel szívassa el a munkaterületről.
-
Gondoskodjon elegendő friss levegő hozzávezetéséről. Gondoskodjon arról, hogy
a szellőztetés mértéke mindig legalább 20 m³/óra legyen.
Nem megfelelő szellőztetés esetén viseljen levegőbevezetéses hegesztősisakot.
Ha bizonytalan abban, hogy az elszívási teljesítmény elegendő-e, hasonlítsa össze
a mért károsanyag-kibocsátási értékeket a megengedett határértékekkel.
Többek között a következő komponensek felelősek a hegesztési füstért:
a munkadarabhoz felhasznált fémek
-
elektródák
-
bevonatok
-
tisztítók, zsírtalanítók és hasonlók
-
az alkalmazott hegesztési eljárás
-
HU
Szikraugrás
veszélye
Ezért vegye figyelembe a felsorolt komponensekkel kapcsolatos megfelelő
anyagbiztonsági adatlapokat és gyártói adatokat.
Az esetleg előfordulható expozícióra, a kockázatkezelési intézkedésekre és a
munkakörülmények azonosítására vonatkozó ajánlások megtalálhatók a European Welding Association weboldalán, a Health & Safety területen (https://european-welding.org).
Tartsa távol a gyúlékony gőzöket (például oldószergőzöket) az ív sugárzási tartományától.
Ha nem hegeszt, zárja el a védőgáz palack vagy a fő gázellátás szelepét.
A szikraátugrás tüzet és robbanást okozhat.
Soha ne hegesszen gyúlékony anyagok közelében.
A gyúlékony anyagoknak legalább 11 méter (36 láb 1.07 hüvelyk) távolságban kell
lenniük az ívtől, vagy bevizsgált burkolattal le kell fedni őket.
Tartson készenlétben megfelelő, bevizsgált tűzoltó készüléket.
Szikrák és forró fémrészecskék kis repedéseken és nyílásokon keresztül is bejuthatnak a környező területekre. Tegyen megfelelő intézkedéseket a sérülés- és
balesetveszély elkerülésére.
Ne hegesszen tűz- és robbanásveszélyes területen és zárt tartályokban,
hordókban vagy csövekben, ha azok nincsenek a megfelelő nemzeti és nemzetközi szabványok szerint előkészítve.
11

Nem szabad hegeszteni olyan tartályokat, amelyekben gázt, üzemanyagot,
ásványolajat és hasonlókat tároltak/tárolnak. A maradványok robbanásveszélyt
jelentenek.
Hálózati és hegesztőáram miatti veszély
Az elektromos áramütés alapvetően életveszélyes és halálos lehet.
Ne érintsen semmilyen feszültség alatt álló alkatrészt a készüléken belül és kívül.
MIG/MAG és AVI hegesztőeljárásnál a hegesztőhuzal, a huzaltekercs, az
előtológörgők, valamint a hegesztőhuzallal kapcsolatban álló összes fém alkatrész feszültség alatt áll.
Mindig tegye jól szigetelt alapfelületre a huzalelőtolót, vagy használjon megfelelő, szigetelt huzalelőtoló-befogót.
Gondoskodjon a megfelelő ön- és személyvédelemről a föld- vagy testpotenciállal szemben jól szigetelő, száraz alátétlemez vagy burkolat segítségével. Az
alátétlemeznek vagy burkolatnak teljesen le kell fednie az emberi test és a földvagy testpotenciál közötti teljes területet.
Az összes kábelnek és vezetéknek jól rögzítettnek, sértetlennek, szigeteltnek és
megfelelően méretezettnek kell lennie. A laza, megégett, károsodott vagy
alulméretezett kábeleket és vezetékeket azonnal ki kell cserélni.
Minden használat előtt kézzel ellenőrizni kell az áramösszeköttetések stabilitását.
Bajonettzáras áramkábelek esetén az áramkábelt min. 180°-kal el kell forgatni a
hossztengelye körül és elő kell feszíteni.
Ne hurkolja a teste vagy testrészei köré a kábeleket és vezetékeket.
Az elektródát (bevont elektródát, wolframelektródát, hegesztőhuzalt, ...)
soha ne merítse hűtés céljából folyadékba
-
soha ne érintse meg bekapcsolt áramforrás esetén.
-
Két áramforrás elektródái között például az egyik áramforrás üresjárati
feszültségének kétszerese léphet fel. A két elektróda potenciáljainak egyidejű
érintésekor adott esetben életveszély áll fenn.
A hálózati és készülékcsatlakozó kábelekben rendszeresen vizsgáltassa meg villamos szakemberrel a védővezeték működőképességét.
Az I. védelmi osztályú készülékeknek védővezetős hálózatra és védőérintkezős
dugaszrendszerre van szükségük az előírásszerű működéshez.
A készülékek védővezető nélküli hálózaton és védőérintkező nélküli dugaszoló
aljzaton történő üzemeltetése csak akkor megengedett, ha betartanak minden, a
védőleválasztásra vonatkozó nemzeti rendelkezést.
Ellenkező esetben ez durva hanyagságnak minősül. Az ebből eredő károkért a
gyártó nem felel.
Szükség esetén gondoskodjon alkalmas eszközzel a munkadarab megfelelő
földeléséről.
Kapcsolja ki a nem használt készüléket.
Nagyobb magasságban végzett munkához viseljen zuhanásvédő biztonsági hevedert.
12
A készüléken végzendő munka előtt kapcsolja ki készüléket és húzza ki a hálózati
csatlakozó dugót.
Jól olvasható és érthető figyelmeztető táblával biztosítsa a készüléket a hálózati
csatlakozó dugó csatlakoztatása ellen.

A készülék felnyitása után:
süsse ki az elektromos töltést tároló összes alkatrészt
-
Biztosítsa, hogy a készülék összes komponense árammentes legyen.
-
Ha feszültség alatt álló alkatrészeken kell dolgozni, vonjon be egy másik
személyt, aki időben lekapcsolja a főkapcsolót.
HU
Kóbor hegesztőáramok
Amennyiben nem veszi figyelembe az alábbi tájékoztatót, kóbor hegesztőáramok
keletkezhetnek, amelyek a következőket okozhatják:
tűzveszély
-
a munkadarabbal összekapcsolt alkatrészek túlmelegedése
-
védővezetők tönkremenetele
-
a készülék és egyéb elektromos alkatrészek károsodása
-
Gondoskodjon a munkadarab-csatlakozókapocs és a munkadarab fix kapcsolatáról.
A munkadarab-csatlakozókapcsot rögzítse a lehető legközelebb a hegesztési
helyhez.
A készüléket az elektromosan vezetőképes környezetével, pl. a vezetőképes
padlóval vagy a vezetőképes állványokkal szembeni szigeteléssel szerelje fel.
Áramelosztók, duplafejű befogók, ..., használata esetén ügyeljen a következőkre:
A nem használt hegesztőpisztoly / elektródatartó elektródája is potenciálvezető.
Gondoskodjon a nem használt hegesztőpisztoly / elektródatartó megfelelően szigetelt elhelyezéséről.
Automatizált MIG/MAG alkalmazások esetén a huzalelektródát csak szigetelve
vezesse a hegesztőhuzal-hordóból, a nagy tekercsről vagy a huzaltekercsről a huzalelőtolóhoz.
A készülékek
elektromágneses
összeférhetőség
besorolásai
EMCintézkedések
„A” zavarkibocsátási osztályú készülékek:
csak ipari területen történő használatra szolgálnak
-
más területen vezetéken terjedő és sugárzott zavarokat okozhatnak.
-
„B” zavarkibocsátási osztályú készülékek:
teljesítik az ipari és a lakóterületek zavarkibocsátási követelményeit. Ez
-
érvényes olyan lakóterületekre is, ahol az energiaellátás a nyilvános kisfeszültségű hálózatból történik.
A készülékek elektromágneses összeférhetőség besorolása a típustábla vagy a
műszaki adatok alapján.
Különleges esetekben a készülék a szabványban rögzített zavarkibocsátási
határértékek betartása ellenére is befolyással lehet a tervezett alkalmazási
területre (például ha a felállítás helyén érzékeny készülékek vannak, vagy ha a
felállítás helye rádió- vagy televízió-vevőkészülékek közelébe esik).
Ebben az esetben az üzemeltető köteles a zavar elhárítására megfelelő
intézkedéseket tenni.
13

Végezze el a készülék környezetében lévő berendezések zavartűrésének
vizsgálatát és értékelését a nemzeti és nemzetközi rendelkezések szerint. Példák
olyan zavarérzékeny berendezésekre, amelyeket a készülék befolyásolhat:
biztonsági berendezések
-
hálózat-, jel- és adatátviteli vezetékek
-
elektronikus adatfeldolgozó és telekommunikációs berendezések
-
mérő és kalibráló berendezések
-
EMC-problémák elkerülését elősegítő intézkedések:
Hálózati ellátás
1.
Amennyiben az előírásszerű hálózati csatlakoztatás ellenére elekt-
-
romágneses zavarok lépnek fel, akkor tegyen kiegészítő intézkedéseket
(pl. használjon megfelelő hálózati szűrőt).
Hegesztőáram vezetők
2.
a lehető legrövidebbek legyenek
-
szorosan együtt legyenek vezetve (az elektromágneses mezőkkel (EMF)
-
kapcsolatos problémák elkerülése érdekében is)
legyenek távol más vezetékektől
-
Potenciál-kiegyenlítés
3.
Munkadarab földelése
4.
Szükség esetén megfelelő kondenzátorok segítségével hozzon létre föld-
-
csatlakozást.
Árnyékolás, szükség esetén
5.
Árnyékolja le a környezetben található egyéb berendezéseket
-
Árnyékolja le a teljes hegesztőrendszert
-
EMFintézkedések
Különösen
veszélyes helyek
Az elektromágneses mezők eddig nem ismert egészségkárosodást okozhatnak:
A szomszédban lévő, például szívritmus-szabályozót vagy hallásjavító
-
készüléket viselő személyekre gyakorolt hatások
A szívritmus-szabályozót viselőknek orvosi tanácsot kell kérniük, mielőtt a
-
készülék és a hegesztési eljárás közvetlen közelébe mennek
A hegesztőkábelek és a hegesztő feje/törzse közötti távolságot biztonsági
-
okokból a lehető legnagyobbra kell választani
A hegesztőkábeleket és a tömlőkötegeket ne vigye a vállán és ne tekerje a
-
teste vagy testrészei köré
Kezét, haját, ruhadarabjait és szerszámait tartsa távol a mozgó alkatrészektől,
mint például:
ventilátorok
-
fogaskerekek
-
görgők
-
tengelyek
-
Huzaltekercsek és hegesztőhuzalok
-
Ne nyúljon a huzalelőtoló forgó fogaskerekei vagy a hajtás forgó alkatrészei közé.
A burkolatokat és oldalelemeket csak a karbantartási és javítási munkák idejére
nyissa ki/távolítsa el.
14
Üzem közben
Gondoskodjon róla, hogy az összes burkolat zárva legyen és az összes oldal-
-
elem szabályszerűen fel legyen szerelve.
Tartsa zárva az össze fedelet és oldalelemet.
-
A hegesztőhuzal hegesztőpisztolyból történő kilépése nagy sérülési kockázatot
jelent (kéz átszúródása, arc vagy szem sérülése, ...).

Ezért mindig tartsa el a testétől a hegesztőpisztolyt (huzalelőtolásos készülékek)
és viseljen megfelelő védőszemüveget.
Hegesztés közben és után ne érintse meg a munkadarabot - égési sérülés
veszélye.
A lehűlő munkadarabról salak pattanhat le. Ezért a munkadarab utómunkálataihoz is előírásszerű védőfelszerelést kell viselni és más személyek megfelelő
védelméről is gondoskodni kell.
Hagyja lehűlni a hegesztőpisztolyt és a többi magas üzemi hőmérsékletű felszerelési elemet, mielőtt dolgozni kezd rajtuk.
Tűz- és robbanásveszélyes helyiségekben különleges előírások érvényesek
- vegye figyelembe a megfelelő nemzeti és nemzetközi rendelkezéseket.
A fokozott elektromos veszélyeztetettségnek kitett helyiségekben (például
kazánok) végzendő munkához használt áramforrásokat a (Safety) jellel kell megjelölni. Az áramforrásnak azonban nem szabad ilyen helyiségekben lennie.
Forrázásveszély a kifolyó hűtőközeg következtében. A hűtőközeg előremenő és
visszatérő köre csatlakozóinak leválasztása előtt kapcsolja le a hűtőegységet.
A hűtőközeggel végzett munkához vegye figyelembe a hűtőközeg biztonsági
adatlapjának adatait. A hűtőközeg biztonsági adatlapja a szerviztől vagy a gyártó
honlapjáról szerezhető be.
HU
Készülékek daruval történő szállításához csak a gyártó megfelelő teherfüggesztő
szerkezetét használja.
Akassza be a láncokat vagy köteleket a megfelelő teherfüggesztő szerkezet
-
felfüggesztési pontjain.
A láncoknak vagy köteleknek a lehető legkisebb szöget kell bezárniuk a
-
függőlegessel.
Távolítsa el a gázpalackot és a huzalelőtolót (MIG/MAG- és AVI-készülékek).
-
A huzalelőtoló hegesztés közbeni darus felfüggesztéséhez mindig megfelelő, szigetelt huzalelőtoló-felfüggesztőt használjon (MIG/MAG- és AVI-készülékek).
Ha a készülék tartóhevederrel vagy hordozófogantyúval van felszerelve, az
kizárólag kézzel történő szállításra szolgál. Daruval, villás targoncával vagy más
mechanikus emelőeszközzel történő szállításra a tartóheveder nem alkalmas.
Minden függesztéket (hevederek, csatok, láncok, ...), amely a készülékkel vagy
komponenseivel kapcsolatban kerül felhasználásra, rendszeresen ellenőrizni kell
(például mechanikai sérülések, korrózió vagy egyéb környezeti hatások miatt
bekövetkező változások szempontjából).
a vizsgálati intervallumnak és a vizsgálat terjedelmének legalább a mindenkori
hatályos nemzeti szabványoknak és irányelveknek megfelelőnek kell lennie.
Színtelen és szagtalan védőgáz észrevétlen kiömlésének veszélye védőgázcsatlakozó adapter használata esetén. A védőgázcsatlakozó adapter készülékoldali menetét a szerelés előtt megfelelő teflonszalaggal kell tömíteni.
Védőgázra vonatkozó követelmény
A szennyezett védőgáz - különösen körvezetékeknél - károkat okozhat a felszerelésen és a hegesztés minőségének csökkenéséhez vezethet.
A védőgáz minőségét tekintve a következő előírásokat kell teljesíteni:
szilárd anyagok részecskenagysága < 40 µm
-
nyomás alatti harmatpont < -20 °C
-
max. olajtartalom < 25 mg/m³
-
Szükség esetén használjon szűrőt!
15

Védőgáz palackok által okozott
veszély
A védőgáz palackok nyomás alatt álló gázt tartalmaznak és sérülés esetén felrobbanhatnak. Mivel a védőgáz palackok a hegesztő felszerelés részei, nagyon
óvatosan kell kezelni őket.
Védje a sűrített gázt tartalmazó védőgáz palackokat a túl nagy hőségtől, mechanikus ütésektől, salaktól, nyílt lángtól, szikrától és ívtől.
Szerelje függőlegesen és rögzítse az utasítás szerint a védőgáz palackokat, hogy
ne borulhassanak fel.
Hegesztő vagy más elektromos áramköröktől tartsa távol a védőgáz palackokat.
Soha ne akassza a hegesztőpisztolyt a védőgáz palackra.
Soha ne érintsen elektródát a védőgáz palackhoz.
Robbanásveszély - soha ne hegesszen nyomás alatt álló védőgáz palackon.
Mindig csak a mindenkori alkalmazáshoz megfelelő védőgáz palackot és
hozzávaló, alkalmas tartozékokat (szabályozókat, tömlőket és csőszerelvényeket, ...) használjon. Csak jó állapotban lévő védőgáz palackokat és tartozékokat
használjon.
Ha kinyitja egy védőgáz palack szelepét, fordítsa el az arcát a kieresztőnyílástól.
Ha nem hegeszt, zárja el a védőgáz palack szelepét.
Veszély a
kiáramló
védőgáz következtében
Biztonsági
intézkedések a
felállítás helyén
és a szállítás
során
Nem csatlakoztatott védőgáz palack esetén a hagyja a sapkát a védőgáz palack
szelepén.
Tartsa be a védőgáz palackokra és tartozékalkatrészekre vonatkozó gyártói
utasításokat, valamint a megfelelő nemzeti és nemzetközi rendelkezéseket.
Fulladásveszély az ellenőrizetlenül kiáramló védőgáz következtében
A védőgáz színtelen, szagtalan és kiáramláskor kiszoríthatja a környezeti levegőben lévő oxigént.
Gondoskodjon a megfelelő friss levegő bevezetésről - szellőztetési tényező
-
legalább 20 m³ / óra.
Vegye figyelembe a védőgáz palackra vagy a fő gázellátásra vonatkozó biz-
-
tonsági és karbantartási utasításokat
Ha nem hegeszt, zárja el a védőgáz palack vagy a fő gázellátás szelepét.
-
Minden üzembe helyezés előtt vizsgálja meg ellenőrizetlen gázkiáramlás
-
szempontjából a védőgáz palackot vagy a fő gázellátást.
A felboruló készülék életveszélyes lehet! Az akkumulátort sík és szilárd alapfelületen kell stabilan felállítani.
Maximum 10°-os dőlésszög megengedett.
-
Tűz- és robbanásveszélyes helyiségekben különleges előírások érvényesek
Vegye figyelembe a megfelelő nemzeti és nemzetközi rendelkezéseket.
-
16
Üzemen belüli utasításokkal és ellenőrzésekkel biztosítsa, hogy a munkahely
környezete mindig tiszta és áttekinthető legyen.
A készüléket csak az adattáblán megadott IP-védettséggel állítsa fel és üzemeltesse.

A készülék felállításakor biztosítson 0,5 m (1 láb 7.69 hüvelyk) körkörös
távolságot, hogy a hűtőlevegő akadálytalanul beáramolhasson és távozhasson.
A készülék szállításakor gondoskodjon arról, hogy a hatályos nemzeti és nemzetközi irányelveket és balesetvédelmi előírásokat betartsák. Ez speciálisan a
szállítás és fuvarozás során fennálló veszélyekre vonatkozó irányelveket jelenti.
Ne emeljen fel vagy szállítson aktív készülékeket. Szállítás vagy emelés előtt kapcsolja ki a készülékeket!
A készülék minden szállítása előtt eressze le teljesen a hűtőközeget, valamint
szerelje le a következő komponenseket:
huzalelőtoló
-
huzaltekercs
-
védőgáz palack
-
Az üzembe helyezés előtt, a szállítás után feltétlenül végezze el a készülék
sérülésekre vonatkozó szemrevételezését. Az esetleges sérüléseket az üzembe
helyezés előtt képzett szervizszemélyzettel hozassa rendbe.
HU
Biztonsági
intézkedések
normál üzemben
A készüléket csak akkor üzemeltesse, ha valamennyi biztonsági berendezés
működőképes. Ha a biztonsági berendezések nem teljesen működőképesek, akkor az veszélyezteti
a kezelő vagy harmadik személy testi épségét és életét,
-
az üzemeltető készülékét és egyéb anyagi értékeit
-
a készülékkel végzett hatékony munkát.
-
A készülék bekapcsolása előtt hozassa rendbe a nem teljesen működőképes biztonsági berendezéseket.
A biztonsági berendezéseket soha ne kerülje meg és ne helyezze üzemen kívül.
A készülék bekapcsolása előtt biztosítsa, hogy senki se legyen veszélyben.
Legalább hetente egyszer ellenőrizze a készüléket a biztonsági berendezések
külsőleg felismerhető károsodásai szempontjából.
Mindig rögzítse jól és darus szállítás esetén előtte vegye le a védőgáz palackot.
Tulajdonságai (elektromos vezetőképesség, fagyállóság, anyag-összeférhetőség,
gyúlékonyság, ...) alapján csak a gyártó eredeti hűtőközege alkalmas készülékeinkben történő felhasználásra.
Csak a gyártó megfelelő eredeti hűtőközegét használja.
Ne keverje más hűtőközeggel a gyártó eredeti hűtőközegét.
Csak a gyártó rendszerelemeit csatlakoztassa a hűtőkörhöz.
Más rendszerelemek vagy más hűtőközegek használata során keletkező károkért
a gyártó nem vállal felelősséget és minden szavatossági igény elvész.
A Cooling Liquid FCL 10/20 folyadék nem gyúlékony. Az etanol alapú hűtőközeg
bizonyos feltételek mellett gyúlékony. A hűtőközeget csak zárt eredeti
göngyölegben szállítsa és tartsa távol a gyújtóforrásoktól
Az elhasználódott hűtőközeget ártalmatlanítsa szakszerűen, a nemzeti és nemzetközi rendelkezések megfelelően. A hűtőközeg biztonsági adatlapja a szerviztől
vagy a gyártó honlapjáról szerezhető be.
Lehűlt berendezés esetén a hegesztés kezdete előtt mindig ellenőrizze a
hűtőközegszintet.
17

Üzembe helyezés, karbantartás és javítás
Idegen forrásból beszerzett alkatrészek esetén nem garantált, hogy az igénybevételnek és a biztonsági igényeknek megfelelően tervezték és gyártották őket.
Csak eredeti pót- és kopó alkatrészeket használjon (ez érvényes a
-
szabványos alkatrészekre is).
A gyártó beleegyezése nélkül ne végezzen a készüléken semmiféle változ-
-
tatást, be- vagy átépítést.
A nem kifogástalan állapotú alkatrészeket azonnal cserélje ki.
-
A rendelésnél adja meg az alkatrészjegyzék szerinti pontos megnevezést és
-
cikkszámot, valamint a készülék sorozatszámát.
A ház csavarjai védővezető-csatlakozást biztosítanak a ház részeinek
földeléséhez.
Mindig megfelelő számú eredeti házcsavart használjon a megadott forgatónyomatékkal.
Biztonságtechnikai ellenőrzés
Ártalmatlanítás Az elektromos és elektronikus berendezések hulladékait az EU-s irányelveknek
A gyártó javasolja, hogy legalább 12 havonta végeztesse el a gép biztonságtechnikai ellenőrzését.
Ugyanazon 12 hónapos intervallumon belül javasolja a gyártó az áramforrások kalibrálását.
Ajánlatos a biztonságtechnikai ellenőrzést minősített villamos szakemberrel
elvégeztetni
módosítás után
-
beszerelés vagy átépítés után
-
javítás, ápolás és karbantartás után
-
legalább tizenkét havonta.
-
A biztonságtechnikai ellenőrzés során követni kell a megfelelő nemzeti és nemzetközi szabványok és irányelvek előírásait.
A biztonságtechnikai ellenőrzéssel és a kalibrálással kapcsolatban közelebbi
tájékoztatást a szerviz nyújt. A szerviz kérésre a szükséges dokumentumokat
rendelkezésre bocsátja.
és a nemzeti jogszabályoknak megfelelően szelektíven kell gyűjteni, és környezetbarát módon kell újrahasznosítani. A használt készülékeket le kell adni a kereskedőnél, vagy egy helyi, felhatalmazott gyűjtő- és ártalmatlanító rendszeren keresztül. A régi készülék szakszerű ártalmatlanítása elősegíti az anyagi erőforrások
fenntartható újrahasznosítását. Ezek figyelmen kívül hagyása potenciális
egészségügyi / környezeti hatásokkal járhat.
Biztonsági
jelölés
18
Csomagolóanyagok
Szelektív gyűjtés. Ellenőrizze a települése előírásait. Csökkentse a doboz térfogatát.
A CE-jelöléssel ellátott készülékek teljesítik a kisfeszültségre és az elektromágneses összeférhetőségre vonatkozó irányelv (például az EN 60 974
szabványsor fontos termékszabványai) alapvető követelményeit.
A Fronius International GmbH kijelenti, hogy a készülék megfelel a 2014/53/EU
irányelv előírásainak. Az EU megfelelőségi nyilatkozat teljes szövege a következő
Internet-címen áll rendelkezésre: http://www.fronius.com

A CSA vizsgálati jellel jelölt készülékek teljesítik a Kanadában és az USA-ban
érvényes releváns szabványok előírásait.
Adatbiztonság A gyári beállítások megváltoztatása esetén az adatok biztonságáért (mentéséért)
a felhasználó felelős. A személyes beállítások kitörlődéséért a gyártó nem felel.
Szerzői jog A jelen kezelési útmutató szerzői joga a gyártóé.
A szöveg és az ábrák a nyomdába adás időpontjában fennálló műszaki állapotnak
felelnek meg. A változtatás jogát fenntartjuk. A kezelési útmutató tartalma semmiféle igényre nem adhat alapot. Újítási javaslatokat és a kezelési útmutatóban
előforduló hibák közlését köszönettel vesszük.
HU
19

20

Általános információk
21

22

Általános tudnivalók
HU
Alkalmazási
területek
A TWIN hegesztőrendszerek kizárólag automatizált MIG/MAG alkalmazásoknál
kerülnek alkalmazásra, pl.
a vasúti járművek gyártásában hosszvarratok és profilok kialakításának
-
céljából
a hajógyártásban sarokvarratok és profilok kialakításának céljából
-
a gépjárműgyártásban átlapolt varratok kialakításának céljából, illetve
-
keréktárcsa-hegesztéskor
az autógyártásban
-
a tartálygyártásban, tompa varratok, hosszvarratok, átlapolt varratok és
-
körvarratok kialakításának céljából
a készülékgyártásban, V, X és sarokvarratokhoz
-
emelőeszközöknél, sarokvarratokhoz
-
földmunkagépeknél és különleges gépek esetében, HV- és sarokvarratokhoz
-
felrakóhegesztéskor
-
23

Előfeltételek
Minimális felszereltség TWIN
Push
TWIN hegesztőpisztoly
+ tartó szögvas
+ indexlemez
MTB 2x500i PA vagy PB
+ OPT/i MTB xx° sym.
vagy
MTB 900i PA vagy PB
CrashBox (ütközésvédelmi kapcsoló)
TWIN tömlőköteg
MHP 2x500 A W/Fronius System Connector univerzális csatlakozó
+ TWIN Basic Kit (anyagtól és huzalátmérőtől függően)
TWIN huzalelőtoló
WF 30i R /TWIN
Huzalelőtoló befogója
WF MOUNTING TWIN
Összekötő tömlőkötegek
1 db HP 95i csatlakozó /W /xx m
+
1 db HP 95i csatlakozó /G /xx m
2 db huzaltovábbító tömlő (max. 3 m)
vagy
2 db Fronius PowerLiner (max. 10 m)
2 db áramforrás
TPS 500i / 600i
+ Welding Package Pulse
+ Firmware official_TPSi_2.2.3-20789.15069.ffw és nagyobb
Hűtőegység
CU 2000i Pro /MC (2-részes)
TWIN vezérlő
RI FB Pro/i TWIN vezérlő
+ Firmware official_robpro-1.8.xx-svn6108_official
2 db testkábel
24

Minimális felszereltség TWIN
Push/Pull
TWIN hegesztőpisztoly
+ tartó szögvas
+ indexlemez
MTB 2x500i PA vagy PB
+ OPT/i MTB xx° sym.
vagy
MTB 900i PA vagy PB
CrashBox (ütközésvédelmi kapcsoló)
TWIN tömlőköteg (TWIN WF 60i TWIN Drive meghajtóegységgel)
MHP 2x450i RD/W/Fronius System Connector univerzális csatlakozó
+ CMT hajtógörgő, összekapcsolt
+ CMT nyomógörgő, összekapcsolt
TWIN huzalelőtoló
WF 30i R /TWIN
+ OPT/i WF TWIN R Push Pull
Huzalelőtoló befogója
Összekötő tömlőkötegek
1 db HP 95i csatlakozó /W /xx m
+
1 db HP 95i csatlakozó /G /xx m
HU
2 db huzaltovábbító tömlő (max. 3 m)
vagy
2 db Fronius PowerLiner (max. 10 m)
2 db áramforrás
TPS 500i / 600i
+ Welding Package Pulse
+ Firmware official_TPSi_3.2.0-xxxxx.xxxxx.ffw és nagyobb
Hűtőegység
CU 2000i Pro /MC (2-részes)
TWIN vezérlő
RI FB Pro/i TWIN vezérlő
+ Firmware official_robpro-1.8.0
2 db testkábel
25

Minimális felszereltség TWIN
CMT
TWIN hegesztőpisztoly
+ tartó szögvas
+ indexlemez
MTB 2x500i PA vagy PB
+ OPT/i MTB xx° sym.
vagy
MTB 900i PA vagy PB
CrashBox (ütközésvédelmi kapcsoló)
TWIN tömlőköteg (TWIN WF 60i TWIN Drive meghajtóegységgel)
MHP 2x450i RD/W/Fronius System Connector univerzális csatlakozó
+ CMT hajtógörgő, összekapcsolt
+ CMT nyomógörgő, összekapcsolt
TWIN huzalelőtoló
WF 30i R /TWIN
+ OPT/i WF TWIN R Push Pull
Huzalelőtoló befogója
Huzalpuffer készlet TWIN
Összekötő tömlőkötegek
1 db HP 95i csatlakozó /W /xx m
+
1 db HP 95i csatlakozó /G /xx m
2 db huzaltovábbító tömlő (max. 3 m)
vagy
2 db Fronius PowerLiner (max. 10 m)
2 db áramforrás
TPS 500i / 600i
+ Welding Package Standard
+ Welding Package Pulse
+ Welding Package CMT
+ Firmware official_TPSi_3.2.0-xxxxx.xxxxx.ffw és nagyobb
Hűtőegység
CU 2000i Pro /MC (2-részes)
TWIN vezérlő
RI FB Pro/i TWIN vezérlő
+ Firmware official_robpro-1.8.0
2 db testkábel
26

Mechanikus
feltételek
A TWIN hegesztési eljárás stabilitásához és reprodukálhatóságához az alábbi
mechanikus feltételek biztosítása szükséges:
Robot vagy egy célra használatos automata (pl. hosszvarrat hegesztő kocsi)
-
általi pontos pisztolyvezetés
Pontos varrat-előkészítés
-
Kicsi alkatrésztűrés
-
HU
Elektromos
feltételek
Szoftverfeltételek
A robot méretezése
Intézkedések a
rendszer rendelkezésre
állásának
növeléséhez
A kábelek és a hegesztőkör helyes elrendezése
-
A hegesztőkör maximális induktivitásának nem szabad túllépnie a 35 µH-t.
-
Szoftververzió min. 2.2.3 (TWIN Push) vagy min. 3.2.30 (TWIN Push/Pull,
-
CMT)
A két áramforrásnak azonos szoftververzióval kell rendelkeznie.
-
Az IP címeket helyesen be kell állítani az áramforrásokon.
-
A robot méretezésekor vegye figyelembe a következőket:
A robot hasznos terhelését és névleges forgatónyomatékait minden felszerelt
-
rendszerelem súlyához méretezni kell:
hegesztőpisztoly, tömlőköteg, huzalelőtoló, robot-tartók, stb.
A CrashBox ütközésvédelmi kapcsolót megfelelően kell méretezni.
-
A huzaltovábbító tömlőket úgy kell méretezni, hogy az a robot mozgásait és a
-
huzaltovábbítást ne befolyásolja (pl. huzaltovábbító tömlők lehelyezését a
teljesítmény balansz beállítás felett, a robotcellában).
A rendszer rendelkezésre állásának növelésének céljából javasoljuk az alábbi
készülékek használatát:
Robacta TSS /i
Hegesztőpisztoly-szervizállomás
Robacta Reamer TWIN / Single
Mechanikus hegesztőpisztoly tisztító, amely az összes alapanyaghoz, pl. acél,
alumínium, CrNi-acélok, réz stb. használható
Robacta TC 2000 TWIN
Elektromágneses hegesztőpisztoly tisztító ferromágneses alapanyagokhoz
TXi TWIN
Pisztolyfej-cserélő állomás
(csak TWIN Push hegesztőrendszerekhez)
27

Testcsatlakozás Mindegyik áramforráshoz használjon saját testkábelt:
A - Külön testkábelek B - Közös testkábel, testáthidalás
C - Testkábel, hurkokban lefektetve D - Testkábel, feltekerve
28

MEGJEGYZÉS!
A testelés létrehozásakor a következőkre ügyeljen:
Mindegyik áramforráshoz használjon saját testkábelt - A
▶
Vezesse a lehető leghosszabban, a lehető legközelebb egymáshoz a plusz
▶
kábelt és a testkábelt
Válassza el egymástól térben az egyes áramforrások hegesztőköri vezetékeit
▶
Ne vezessen párhuzamosan több testkábelt;
▶
ha a párhuzamos vezetést nem lehet elkerülni, akkor a hegesztőköri vezetékek között tartsa be a 30 cm minimális távolságot
Használja a lehető legrövidebb testkábelt, válasszon nagy keresztmetszetet
▶
Ne keresztezze a testkábeleket
▶
A testkábel és az összekötő tömlőköteg között kerülje a ferromágneses anya-
▶
gokat
A hosszú testkábeleket ne tekerje fel - tekercshatás! - C
▶
a hosszú testkábeleket hurkokban fektesse le - D
Ne vezesse a testkábeleket vascsövekben, fémes kábelcsatornákban vagy
▶
acéltartókon, kerülje a kábelcsatornákat;
(a plusz kábel és a testkábel egy acélcsőben történő vezetése nem okoz
problémákat)
Több testkábel esetén a lehető legjobban el kell választani egymástól az al-
▶
katrészen lévő testpontokat, és az egyes ívek alatt nem szabad megengedni a
keresztezett áramutakat.
Használjon kompenzált összekötő tömlőkötegeket (egybeépített testkábellel
▶
rendelkező összekötő tömlőkötegeket)
HU
Huzaltovábbítással
kapcsolatos tudnivalók
A testkábel csatlakoztatásával kapcsolatos további információk a 157. oldaltól
kezdődően találhatók.
MEGJEGYZÉS!
A kifogástalan munkavégzéshez megfelelő huzalhordók használatára van
szükség.
29

Működési elv
(1) (2)
(3)
(4) (5)
(6)
Működési elv
Lead áramforrás
és trail áramforrás
Két huzalelektródát (4) és (5) kell egy hegesztési fémfürdőben, védőgáz-at-
-
moszféra alatt összehegeszteni.
A hegesztés két, egymástól független áramforrással (1) és (2) történik.
-
Az áramforrásokat a TWIN Controller szinkronizálja.
A huzaltovábbítást egy, 2 hajtóegységgel rendelkező huzalelőtoló (3) végzi.
-
A két huzalelektródát úgy kell összevezetni a hegesztőpisztolyban, hogy két,
-
egymástól független hegesztési potenciál (6) álljon fenn.
A TWIN hegesztési eljárás során használt két áramforrás megnevezése lead
áramforrás (= vezéráramforrás) és trail áramforrás (= követő áramforrás).
A lead áramforrást a hegesztési irány határozza meg.
-
Az impulzusíves hegesztés esetében a lead áramforrás meghatározza a trail
-
áramforrás frekvenciáját.
A hegesztési irányba nézve a lead áramforrás huzalelektródája képezi az
-
elülső huzalelektródát.
A hegesztési irány megfordítása és változatlan pisztolypozíció esetén a trail
-
áramforrás lesz a lead áramforrás.
A robotvezérlés 2 bittel definiálja a lead és a trail áramforrást. Ettől a defi-
-
niálástól függően az áramforráson is megjelenik a lead és a trail kijelzés.
30

Rendszerkonfigurációk
(1) (1)
(2)
(3)
(4)
(5)
(6)
(7)
(17)
(16)
(15)
(14)
(13)
(12)
(10)
(8)
(9)
(11)
(18)
(19)
Rendszeráttekintés TWIN
Push
(1) Hegesztőhuzal-hordó
Az alkalmazástól függően további 2 db WFi R REEL letekercselő huzalelőtolót is lehet használni.
HU
(2) Huzaltovábbító tömlők
(3) Robotvezérlés
(4) Robotvezérlés és RI FB Pro/i TWIN vezérlő közötti összekötő kábel
(5) Robotvezérlés és TWIN hegesztőpisztoly-cserélő állomás közötti
összekötő kábel
(6) 1. áramforrás: TPS 500i / 600i
+ WP Pulse
+ RI FB Pro/i TWIN vezérlő
+ CU 2000i hűtőegység / 1. rész
+ RC Panel Pro távszabályozó
+ TU Podium (csavaros)
(7) 2. áramforrás: TPS 500i / 600i
+ WP Pulse
+ CU 2000i hűtőegység / 2. rész
+ RC Panel Pro távszabályozó
+ TU Podium (csavaros)
(8) SpeedNet kábel az RI FB Pro/i TWIN vezérlő és a 1. áramforrás között
(9) SpeedNet kábel az RI FB Pro/i TWIN vezérlő és a 2. áramforrás között
(10) HP 95i csatlakozó /G /10 m összekötő tömlőköteg
(11) HP 95i csatlakozó /W /10 m összekötő tömlőköteg
(12) Robot
(13) Huzalelőtolás WF 30i R /TWIN
+ WF Mounting huzalelőtoló befogója
31

TWIN Push/Pull,
1 2
12
1
2
1
2
(1)
(2)
(3)
(6)
(15)(16)
(17)(18) (14)
(12)
(11)
(8)
(21)
(22)
(24)
(4) (5)
(10)
(7) (9)
(12a)
(20)
(19)
(14)
(23)(13)
CMT rendszeráttekintés
+ TWIN Basic Kit
(14) MHP 2x500 A W/Fronius System Connector univerzális csatlakozó TWIN
tömlőköteg
(15) CrashBox (ütközésvédelmi kapcsoló) /i XXL
+ tartó szögvas
+ indexlemez
(16) MTB 2x500i PA hegesztőpisztoly
+ OPT/i MTB 11,5° sym.
(17) TWIN hegesztőpisztoly-cserélő állomás TXi TWIN
(18) Robotvezérlés és hegesztőpisztoly-szervizállomás közötti összekötő
kábel
(19) Robacta TSS /i hegesztőpisztoly-szervizállomás
(1) Robotvezérlés
(2) Robotvezérlés és RI FB Pro/i TWIN vezérlő közötti összekötő kábel
(3) Robotvezérlés és hegesztőpisztoly-szervizállomás közötti összekötő
kábel
(4) SpeedNet kábel az RI FB Pro/i TWIN vezérlő és a 1. áramforrás között
(5) 1. áramforrás
+ Welding Package Pulse
+ Welding Package CMT
+ RI FB Pro/i TWIN vezérlő
+ CU 2000i hűtőegység / 1. rész
+ RC Panel Pro távszabályozó
+ TU Podium (csavaros)
(6) SpeedNet kábel az RI FB Pro/i TWIN vezérlő és a 2. áramforrás között
(7) HP 95i csatlakozó /W /10 m összekötő tömlőköteg
(8) 2. áramforrás
+ Welding Package Pulse
32

+ Welding Package CMT
+ CU 2000i hűtőegység / 2. rész
+ RC Panel Pro távszabályozó
+ TU Podium (csavaros)
(9) HP 95i csatlakozó /G /10 m összekötő tömlőköteg
(10) 2. hegesztőhuzal-hordó
(11) 1. hegesztőhuzal-hordó
Az alkalmazástól függően további 2 db WFi R REEL letekercselő huzalelőtolót is lehet használni.
(12) OPT/i WF Tower
+ Mounting WF Twin Tower (12a)
(13) TWIN huzalelőtoló WF 30i R /TWIN
+ OPT/i WF TWIN PushPull
(14) MHP 2x450i RD/W/Fronius System Connector univerzális csatlakozó
(TWIN hajtóegységgel WF 60i TWIN Drive)
+ nyomógörgő CMT, összekapcsolt
+ tartó szögvas
HU
(15) 1. huzaltovábbító tömlő
WF 30i R /TWIN - 1. huzalpuffer
(16) Vezérlőkábel 1. huzalpuffer
(17) 2. huzaltovábbító tömlő
WF 30i R /TWIN - 2. huzalpuffer
(18) Vezérlőkábel 2. huzalpuffer
(19) Robot
(20) Robot-tartó Y darab**
(21) Huzalpuffer készlet TWIN*
(TWIN-CMT alkalmazásokhoz szükséges)
(22) CrashBox (ütközésvédelmi kapcsoló) /d TWIN
(23) MTB 2x500i PA hegesztőpisztoly
+ OPT/i MTB 11,5° sym.
(24) Robacta TSS /i hegesztőpisztoly-szervizállomás
* Ahelyett, hogy a huzalpuffert a robot oldalára szereljük, fel lehet akaszta-
ni egy teljesítmény balansz beállítóra.
** A robot-tartó Y darab helyett a teljesítmény balansz beállító felfüggesztő
Y darab alkalmazható.
33

További konfigurációs lehetőségek
Egyhuzalos alkalmazás
WF 30i TWIN
+ MHP TWIN hegesztőpisztoly tömlőköteg
+ TXi hegesztőpisztoly test tengelykapcsoló
+ TWIN-MTB Single adapter
+ MTB Single hegesztőpisztoly
-------------------------------------------------------
= egyhuzalos alkalmazás
Egy TWIN TXi TWIN hegesztőpisztoly-cserélő rendszer és a megfelelő hegesztőpisztoly test-tengelykapcsolókkal végrehajtható a TWIN hegesztőpisztoly
Single hegesztőpisztolyra és vissza történő automatikus cseréje.
Egyhuzalos alkalmazás különféle kiegészítő anyagokhoz vagy különféle huzalátmérőkhöz
WF 30i TWIN
+ MHP TWIN hegesztőpisztoly tömlőköteg
+ TXi hegesztőpisztoly test tengelykapcsoló
+ 2 db TWIN-MTB Single adapter
+ 2 db MTB Single hegesztőpisztoly
-------------------------------------------------------
= egyhuzalos alkalmazás
(pl. különféle kiegészítő anyagokhoz vagy különféle huzalátmérőkhöz)
A Single hegesztőpisztolyokat a szállítandó huzalelektródáknak megfelelően kell
felszerelni.
A hegesztővonal cseréje előtt az aktuális huzalelektródát vissza kell húzni, és a
Single hegesztőpisztolyt ki kell cserélni.
34

Rendszerelemek
35

36

WF 30i R /TWIN
HU
Készülék-koncepció
Rendeltetésszerű
használat
WF 30i R /TWIN huzalelőtoló speciálisan MIG/MAG TWIN hegesztési eljárás
során használt automatizált alkalmazásokhoz készült.
Az alapkivitelű 4 görgős előtoló kiváló
huzaltovábbítási tulajdonságokkal rendelkezik.
A készülék kizárólag a huzaltovábbításra szolgál automatizált AFI/VFI-hegesztésnél, Fronius rendszerelemekkel összekapcsolva. Az egyéb vagy ezen
túlmenő használat nem rendeltetésszerűnek minősül. Az ebből eredő károkért a
gyártó nem felel.
A rendeltetésszerű használathoz tartozik még:
a teljes kezelési útmutató elolvasása
-
a kezelési útmutató összes utasításának és biztonsági előírásának betartása
-
az ellenőrzési és karbantartási munkák elvégzése
-
37

Figyelmez-
40,0006,3035
Caution: Parts may be at welding
voltage
Attention: Les pièces peuvent être
à la tension de soudage
1 - 30 m/min 39 - 118 ipm
360A/100% 450A/60% 500A/40%I2
1.2 A
I11
U11
60 V
U12 I12 0.5 A24 V
IEC 60 974-5/-10 Cl.A IP 23
www.fronius.com
Ser.No.:
Part No.:
tetések a
készüléken
A huzalelőtoló biztonsági szimbólumokkal és adattáblával van felszerelve. A biztonsági szimbólumokat és az adattáblát nem szabad eltávolítani vagy átfesteni. A
biztonsági szimbólumok figyelmeztetnek a helytelen kezelésre, melynek súlyos
személyi sérülések és anyagi károk lehetnek a következményei.
Az ismertetett funkciókat csak akkor használja, ha a következő dokumentumokat
teljesen átolvasta és megértette:
-
-
jelen kezelési útmutatót
a rendszerelemek összes kezelési útmutatóját, különösen a biztonsági
előírásokat.
A hegesztés veszélyes tevékenység. A készülékkel végzett szabályszerű
munkához a következő alapfeltételeknek kell teljesülniük:
Megfelelő hegesztői képzettség
-
Megfelelő védőfelszerelés
-
Illetéktelen személyek távoltartása a huzalelőtolótól és a hegesztési
-
eljárástól
38
A kiszolgált készülékeket ne tegye a háztartási hulladékba, hanem a biztonsági
előírásoknak megfelelően ártalmatlanítsa.
Kezét, haját, ruhadarabjait és szerszámait tartsa távol a mozgó alkatrészektől,
mint például:
Ne nyúljon a huzalelőtoló forgó fogaskerekei vagy a hajtás forgó alkatrészei közé.
A burkolatokat és oldalelemeket csak a karbantartási és javítási munkák idejére
nyissa ki/távolítsa el.
Fogaskerekek
-
Előtológörgők
-
Huzaltekercsek és huzalelektródák
-
Üzem közben
Gondoskodjon róla, hogy az összes burkolat zárva legyen és az összes oldal-
-
elem szabályszerűen fel legyen szerelve.
Tartsa zárva az össze fedelet és oldalelemet.
-
HU
39

A készüléken
A B
lévő figyelmeztető információk
ismertetése
Bizonyos készülékkivitelek esetén figyelmeztető információk vannak elhelyezve a
készüléken.
A szimbólumok elhelyezkedése változhat.
! Figyelmeztetés! Vigyázat!
A szimbólumok lehetséges veszélyekre utalnak.
A Az előtológörgők sérülést okozhatnak az ujjakon.
B A hegesztőhuzal és a hajtás részei működés közben hegesztőfeszültség
alatt állnak.
Tartsa távol tőlük a kezeit és a fémtárgyakat!
1. Az áramütés halálos lehet.
1.1 Viseljen száraz, szigetelő hatású kesztyűt. Ne érintse meg csupasz kézzel
a huzalelektródát. Ne viseljen nedves vagy sérült kesztyűt.
1.2 Elektromos áramütés elleni védelemként használjon a padlózattól és a
munkaterülettől elszigetelt alátétlemezt.
1.3 A készüléken végzendő munka előtt kapcsolja ki a készüléket és húzza ki a
hálózati csatlakozó dugót vagy szakítsa meg az áramellátást.
2. A hegesztési füst belélegzése károsíthatja az egészséget.
2.1 Tartsa távol a fejét a keletkező hegesztési füsttől.
40

2.2 Használjon kényszerszellőztetést vagy helyi elszívást a hegesztési füst
xx,xxxx,xxxx *
eltávolítására.
2.3 Távolítsa el a hegesztési füstöt ventilátorral.
3 A hegesztési szikrák robbanást vagy tüzet okozhatnak.
3.1 Tartsa távol az éghető anyagokat a hegesztési eljárástól. Soha ne he-
gesszen gyúlékony anyagok közelében.
3.2 A hegesztési szikrák tüzet okozhatnak. Tartson készenlétben tűzoltó
készüléket. Szükség esetén legyen készenlétben egy felügyelő személy,
aki kezelni tudja a tűzoltó készüléket.
3.3 Ne végezzen hegesztést hordókon vagy zárt akkumulátorházakon.
HU
4. Az ív sugarai megégethetik a szemet és sérülést okozhatnak a bőrön.
4.1 Viseljen fejfedőt és védőszemüveget. Használjon hallásvédőt és gombos
inggallért. Használjon megfelelően színezett hegesztőpajzsot. Egész
testén viseljen megfelelő védőruházatot.
5. A gépen végzendő munkák vagy hegesztés előtt:
vegyen részt a gépre vonatkozó oktatásban és olvassa el az utasításokat!
6. Ne távolítsa el vagy fesse át a figyelmeztető információkat tartalmazó
matricát.
* A matrica gyártóművi rendelési száma
41

Összekötő tömlőköteg
G
W
Összekötő
tömlőköteg
G = gázhűtéses összekötő tömlőköteg, W = vízhűtéses összekötő tömlőköteg
Az összekötő tömlőkötegek az áramforrásokat kötik össze a TWIN huzalelőtolóval vagy a két robot huzalelőtolóval.
A TWIN hegesztőrendszereknél egy vízhűtéses és egy gázhűtéses összekötő
tömlőköteg használatos.
42

Hegesztőpisztoly tömlőköteg
4 / 6 / 8 / 10 m
~ 13 / 20 / 26 / 33 ft.
1.5 m / ~ 5 ft.
HU
Általános tudnivalók
Szállítási terjedelem
A vízhűtéses TWIN hegesztőpisztoly tömlőköteg köti össze
a TWIN huzalelőtolót a TWIN hegesztőpisztollyal
-
vagy
a két robot huzalelőtolót a TWIN hegesztőpisztollyal
-
A TWIN Push/Pull és a TWIN CMT alkalmazásokban a TWIN-meghajtóegység be
van építve a hegesztőpisztoly tömlőkötegbe.
MHP 2x500i R/W/Fronius System Connector univerzális csatlakozó tömlőköteg
TWIN Push
MHP 2x450i RD/W/Fronius System Connector univerzális csatlakozó tömlőköteg meghajtóegységgel
WF 60i TWIN Drive
TWIN Push/Pull, TWIN CMT
Nem tartoznak a szállítási terjedelemhez:
Huzalvezető-bélések
-
Bevezető fúvókák
-
Hajtó- és nyomógörgők
-
43

CrashBox (ütközésvédelmi kapcsoló)
Általános tudnivalók
A CrashBox (ütközésvédelmi kapcsoló) egy védőberendezés a hegesztőpisztoly
test és a hegesztőpisztoly test tengelykapcsolóhoz.
Ütközés esetén a CrashBox (ütközésvédelmi kapcsoló) jelet küld a robotvezérlésnek, mire a robotvezérlés azonnal leállítja a robotot. A CrashBox
(ütközésvédelmi kapcsoló) hegesztőpisztoly-tartója ütközés esetén megvédi a
sérüléstől a hegesztőpisztolyt és a felszerelt rendszerelemeket.
A CrashBox (ütközésvédelmi kapcsoló) mágneses tengelykapcsolója ütközés
esetén kis erőkifejtéssel járó kitérést biztosít, nagy kitérési úttal.
A tartóbilincs-rendszer a TWIN Push
rendszereknél a TWIN hegesztőpisztoly befogására szolgál.
A hegesztőpisztoly görbületének megfelelő indexlemezzel a tartóbilincs
rendszer a hegesztőpisztolyt úgy pozicionálja, hogy a TCP a 6. tengelyen áll.
Megjegyzés a
CrashBoxok
(ütközésvédelmi
kapcsolók) helyes
működéséhez
Példa: CrashBox (ütközésvédelmi kapcsoló) /i a
robotkarra szerelt tartóbilincs rendszerrel
(TWIN Push)
A CrashBox (ütközésvédelmi kapcsoló) szereléséhez egy robotspecifikus, szigetelő robotkarima szükséges.
MEGJEGYZÉS!
Annak érdekében, hogy elkerülje a hegesztőpisztoly vagy a hegesztőpisztoly
tömlőkötegének sérülését, illetve a CrashBox (ütközésvédelmi kapcsoló) téves
működésbe lépését, vegye figyelembe a következő pontokat:
A robot mozgása során kerülje az erős gyorsulásokat és a maximális se-
▶
bességeket.
Gondoskodjon arról, hogy a hegesztőpisztoly tömlőkötege minden robot-
▶
mozgás során szabadon mozoghasson;
a hegesztőpisztoly tömlőkötege semmilyen helyzetben nem lehet feszes, és
így nem gyakorolhat húzóterhelést a CrashBox-ra (ütközésvédelmi kapcsolóra).
A hegesztőpisztoly tömlőkötege nem csapkodhat vagy akadhat el mozgás
▶
közben.
Ha lehetséges, már a koncepció kidolgozási fázisában a Fronius rendszerele-
▶
mekkel szimulációval pontosítsa az összes mozgási helyzetet.
44

Tudnivaló a
(1) (2) (3) (4) (5)(6)(2)(3)
(1)
(2) (3)
(4)
(3) (6)(5)
(2)
CrashBox
(ütközésvédelmi
kapcsoló)
javításához
MEGJEGYZÉS!
Csak a komplett CrashBoxot (ütközésvédelmi kapcsolót) küldje javításra!
A hiányos CrashBoxok (ütközésvédelmi kapcsolók) (pl. mágnesgyűrű nélkül) a
javítás során nem ellenőrizhetők.
HU
A szereléshez
szükségesek
még a következők
Szállítási terjedelem
A mindenkori robottól függően:
1 db robotkarima csavarokkal
-
Robotkarima árlista szerint
Forgatónyomatékok figyelembevétele:
Max. meghúzónyomaték 8.8
szilárdsági osztályú csavarokhoz
M4 3,3 Nm/2,43 lb-ft
M5 5,0 Nm/3,69 lb-ft
M6 6,0 Nm/4,43 lb-ft
M8 27,3 Nm/20,14 lb-ft
M10 54 Nm/39,83 lb-ft
M12 93 Nm/68,60 lb-ft
Szállítási terjedelem CrashBox (ütközésvédelmi
kapcsoló) /i XXL (TWIN Push)
Szállítási terjedelem CrashBox (ütközésvédelmi
kapcsoló) /d TWIN (TWIN Push/Pull, CMT)
45

Szállítási terjedelem tartóbilincs-rendszerhez (TWIN Push)
(1) CrashBox /i (ütközésvédelmi
kapcsoló) befogó
(2) Egyfülű kapocs*
(3) Reteszelőgyűrű, kétrészes*
(4) Harmonika
(5) Hengeres fejű csavar M4 x
16 mm
(6) Mágneses gyűrű
* Kiszállításkor harmonikára (4)
szerelve
MEGJEGYZÉS!
A CrashBox (ütközésvédelmi kapcsoló) /i befogót (1) és a mágneses
gyűrűt (6) a robotra történő felszerelés előtt ne szerelje össze.
Az alkatrészek az erős mágnesesség
miatt csak nehezen oldhatók.
Indexlemez
(TWIN Push)
szállítási terjedelme
46

Szállítási terjedelem
hajtóegység befogóhoz (TWIN
Push/Pull, CMT)
A hajtóegység befogó 30°-os és 45°-os
kivitelben áll rendelkezésre.
HU
47

Robot hegesztőpisztoly
PBPA
Hegesztőpisztoly robot
Példa: MTB 900i
Az MTB 2x500i R és MTB 900i R vízhűtéses hegesztőpisztoly robot az ívek teljesítményét átviszik a munkadarabra. A TWIN hegesztőpisztolyok CrashBox
(ütközésvédelmi kapcsoló)/i XXL egységgel történő használatra készültek és az
alábbi két változatban állnak rendelkezésre:
PA
(vályú
helyzet)
PB
(vízszi
ntes
sarokhelyzet)
egymás fölött elhelyezett áramátadóval,
a hegesztőpisztoly szöge: 30° vagy 45°
egymás mellett elhelyezett áramátadóval,
a hegesztőpisztoly szöge: 30° vagy 45°
48
MTB 900i R
A robusztus kivitelű MTB 900i R a TWIN alkalmazások zord környezetben
történő használatához nem változó áramátadó dőlésszögnél.
MTB 2x500i R
Az MTB 2x500i R-t különböző áramátadó dőlésszögek használatához tervezték.

A részleteket lásd az alábbi oldaltól: 49.
Spatter Guard
Sleeve
11,5°
Az MTB 2x500i R-höz 2 kopóalkatrész-rendszer áll rendelkezése:
„Spatter Guard”
kopóalkatrész-rendszer minden hegesztőanyaghoz,
alapfelszereltségként
„Sleeve"
kopóalkatrész-rendszer csak acél alkalmazásokhoz,
opcionálisan
A hegesztőpisztolyt kompletten minden kopóalkatrésszel felszerelve szállítjuk.
Ha a hegesztőpisztoly robotot a TXi TWIN automatikus pisztolyfej-cserélő rendszer nélkül kell felszerelni a tömlőkötegre, akkor az alábbi alkatrészekre van
szükség:
42,0001,4833 Connector M52x1.5/M55x1.5
-
42,0001,4832 horony TWIN TX M55x1.5
-
42,0407,0834 Shaft circlip SW50
-
HU
MTB 2x500i R áramátadók
dőlésszöge
Példa:
Az áramátadók dőlésszöge egymáshoz képest =
11,5°
A szerelési alkatrészekre vonatkozó részletek a Fronius
online alkatrészkatalógusában találhatók az alábbi linken.
https://spareparts.fronius.com
Keresés: MTB 2x500
Az alkalmazás függvényében az MTB
2x500i R hegesztőpisztolyok
különböző, 0°, 4°, 8° és 11,5°-os
áramátadó-dőlésszöggel állnak rendelkezésre.
Mindegyik szög esetében különböző
szerelési alkatrészekre van szükség:
0° OPT/i MTB TWIN 0,0° sym.
4° OPT/i MTB TWIN 4,0° sym.
8° OPT/i MTB TWIN 8,0° sym
11,5° OPT/i MTB TWIN 11,5° sym.
49

MEGJEGYZÉS!
(1) (2) (3) (4) (5) (6)
A mindenkori dőlésszögtől függő hegesztőpisztoly-méreteket a 174. oldalon
lévő műszaki adatok tartalmazzák.
Az OPT/i MTB TWIN az alábbi szerelési alkatrészeket tartalmazza:
(1) 1 db gázfúvóka
(2) 2 db szigetelőhüvely
(3) 2 db fúvókacső
(4) 1 db gázelosztó
(5) 4 db hengeres fejű csavar -
M2,5 x 16 mm
(6) 2 db fúvókacső-tartó
Az áramátadók dőlésszögére vonatkozó alkalmazási ajánlások a 57 oldaltól
találhatók.
50

TWIN-MTB Single adapter
(A) (B)
1
1
2
2
TWIN-MTB Single adapter
(A) Tömlőköteg, oldalt (B) Hegesztőpisztoly test, oldalt 1 = 1. hegesztővonal, 2 = 2. hegesztővonal
A TWIN-MTB Single adapter segítségével a TWIN hegesztőrendszer egy Single
hegesztőpisztoly testtel működtethető.
Az adapter egyesíti a gáz- és sűrített levegő vezetékeket és a két hegesztővonal
huzaltovábbító szakaszait. A hűtőközeg-vezetékek átvezetésre, és a két hegesztővonal áramútjai egyesítésre kerülnek.
HU
A hegesztővonal a huzalvezető-bélésnek a TWIN-MTB Single adapternél lévő
mindenkori huzalbemenetbe helyezésével kerül definiálásra.
Ha a pisztolyfej-cserélő rendszer a hegesztőrendszerben van, a TWIN hegesztőpisztoly Single hegesztőpisztolyra és vissza cseréje is automatikusan
történhet.
MEGJEGYZÉS!
Egy Single hegesztőpisztoly TWIN hegesztőrendszerben történő üzemeltetése
közben vegye figyelembe a maximális hegesztőáramot és a Single hegesztőpisztoly bekapcsolási időtartamát (ED).
51

52

A hegesztéstechnikai szempontok
53

54

A hegesztéstechnikai szempontok
HU
Védőgázok
TWIN hegesztési
eljárásokhoz
Anyag Védőgáz
Ötvözetlen és gyengén ötvözött
acélok
CrNi-acélok, erősen ötvözött
acélok
Alumínium Ar (99,9%), ArHe-keverékek
Nikkel-alapú ötvözetek Ar (100%), Ar+0,5-3%CO2 vagy ArHeCO2H
Gázvezérlés
Állítson be mindkét áramforrásnál azonos gázátfolyási mennyiséget.
A gázátfolyási mennyiségnek összesen kb. 25-30 l/perc értékűnek kell lennie.
Példa:
gázátfolyási mennyiség = 30 l/perc
==> az 1. és a 2. áramforrásnál állítson be 15 l/perc értéket
ArCO2-, ArO2- és ArCO2O2-keverékek
ArCO2-keverékek, aktívgáz-koncentráció:
max. 2,5%
ArO2-keverékek, aktívgáz-koncentráció:
max. 3%
ArCO2He-keverékek, aktívgáz-koncentráció:
max. 8%
keverékek
2
R/L-kiegyenlítés
elvégzése
TWIN hegesztőpisztoly / TWIN üzemmód:
mindkét mágnesszelep kapcsol
TWIN hegesztőpisztoly / egyhuzalos üzemmód:
mindkét mágnesszelep kapcsol
Single hegesztőpisztoly adapterrel (opcionális TXi váltókapcsolóval):
egy mágnesszelep kapcsol
(a robotvezérlő által kiválasztott áramforrás mágnesszelepe)
Gáz előáramlás/gáz utánáramlás TWIN hegesztőpisztollyal:
a két áramforrást mindig azonos értékre kell beállítani;
Amennyiben az értékek különböznek, akkor a rendszer automatikusan a nagyobbik értéket veszi át a két áramforrás számára.
FONTOS! Az R/L-kiegyenlítést minden áramforráshoz külön el kell végezni.
R = hegesztőkör-ellenállás [mOhm]
L = hegesztőkör-induktivitás [µH]
55

A hegesztőpisz-
90 - 100°
SO
(1)
(2)
(3)
(4)
(5)
D
*
toly dőlésszöge
A hegesztőpisztoly dőlésszögét úgy
válassza meg, hogy a lead huzalelektróda (= a lead áramforrás huzalelektródája) semleges és enyhén
döntött közötti pozícióban álljon.
kb. 90 - 100° acél-alkalmazásokhoz
kb. 100 - 115° alumínium-alkalmazásokhoz
A hegesztőpisztoly dőlésszöge semleges és
enyhén döntött között van
Kinyúló huzalvég
A kinyúló huzalvég (SO) és a huzalelektródák közötti távolság a huzal-
elektróda-átmérő (D) függvényében:
D [mm / inch] SO [mm / inch]
1,0 / 0.039 15 / 0.591
1,2 / 0.047 17 / 0.669
1,4 / 0.055 18 / 0.709
1,6 / 0.063 21 / 0.827
(1) 1. huzalelektróda
(2) 1. áramátadó
(3) Gázfúvóka
(4) 2. áramátadó
(5) 2. huzalelektróda
* A huzalelektródák távolságát az áramátadók dőlésszöge és a kinyúló hu-
zalvég függvényében a 174. oldaltól található műszaki adatok tartalmazzák.
56

Alkalmazási
ajánlások az
áramátadók
dőlésszögéhez
Anyag után:
Dőlésszög
Alkalmazás
0° 4° 8° 11,5°
Alumínium
Ferrites acél
Ausztenites acél, CrNi
1)
x
1)
x
1)
x
2)
x
2)
x
HU
1)
x
2)
x
1)
x
1)
x
1)
Lead / Trail = Pulse Multi Control TWIN / PUlse Multi Control TWIN vagy
PCS TWIN / Pulse Multi Control TWIN
2)
Lead / Trail = Pulse Multi Control TWIN / CMT TWIN vagy CMT TWIN /
CMT TWIN
Varratgeometria szerint (acélhoz):
Alkalmazás
Sarokvarrat - vékony lemez (< 3 mm / 0,12
inch)
Sarokvarrat - vastag lemez (> 3 mm / 0,12
inch)
Tompa varrat
Átlapolt varrat
(nagy hegesztési sebesség, kis hegesztési
fémfürdők)
Általános kritériumok szerint:
Alkalmazás
Dőlésszög
0° 4° 8° 11,5°
x
x
x
x
x
x
x
x
Dőlésszög
0° 4° 8° 11,5°
nagy hegesztési sebesség vékony lemezes
alkalmazásoknál
nagy hegesztési sebesség vastag lemezes
alkalmazásoknál
x x
x x x
Beolvadás - vékony lemez x x
Beolvadás - vastag lemez x x x
57

A hegesztés
1. 2. 3. 4.
L
T
L
T
L
T
L
T
indításának folyamata CMT
Twin esetében
L = Lead-huzalelektróda, T = Trail-huzalelektróda
Mindkét huzalelektróda a munkadarab irányába mozog
1.
A két huzalelektróda a munkadarabon találkozik
2.
A Lead-huzalelektróda elkezdi a hegesztési eljárást, a Trail-huzalelektróda a
3.
munkadarabtól eltávolodik és a Lead-huzalelektróda start jelzésére vár = hegesztés indításának késleltetése
Amint a Trail-huzalelektródát eléri a start jelzés, ugyanúgy elkezdi a he-
4.
gesztési eljárást
Egy CMT-TWIN hegesztési eljáráshoz egy TWIN WF 60i TWIN Drive meghajtóegység és egy huzalpuffer szükséges.
Egy WIN WF 60i TWIN Drive meghajtóegységgel együtt minden TWIN jelleggörbe a fenti folyamatnak megfelelően gyullad meg.
TWIN üzemmód A robotvezérlés a „TWIN System Bit 0 üzemmód” és a „TWIN System Bit 1
üzemmód” jelekkel határozza meg
TWIN üzemmódban a lead és a trail hegesztővonalat
-
egyhuzalos üzemmódban az aktív hegesztővonalat
-
58

TWIN jelleggörbék
HU
Általános tudnivalók
A TWIN hegesztési eljáráshoz kizárólag Pulse Multi Control TWIN jelleggörbék
állnak rendelkezésre a következő tulajdonságokkal:
Universal
jelleggörbe csomagok hagyományos hegesztési feladatokhoz
A jelleggörbék szinkronizált TWIN hegesztésnél széles alkalmazási spektrumhoz
vannak optimalizálva.
Az impulzus-szinkronizálási viszony és a lead/trail fáziseltolás támogatásra
kerülnek, ha mindkét áramforrásnál TWIN Universal jelleggörbe használatos.
Multi arc
jelleggörbe csomagok hagyományos hegesztési feladatokhoz
A jelleggörbéket a több hegesztőrendszerrel szinkronizált TWIN hegesztéshez
optimalizálták, és csökkentik több áramforrás ellentétes hatását.
Az impulzus-szinkronizálási viszony és a lead/trail fáziseltolás támogatásra
kerülnek, ha mindkét áramforrásnál TWIN Multi arc jelleggörbe használatos.
PCS (Pulse Controlled Sprayarc)
Ez a jelleggörbe egy jelleggörbében egyesíti az impulzus- és standardív előnyeit:
egy koncentrált impulzusív közvetlenül egy rövid szórt ívbe megy át, az átmeneti
ív közben rejtve marad.
A jelleggörbe nem támogatja a szinkronizálást.
Fedőhegesztés
A jelleggörbék a szinkronizált TWIN felhordó hegesztéshez vannak szinkronizálva.
A speciális áramprofil széles ívet biztosít optimalizált varratszivárgással és kis
felkavarással.
Az impulzus-szinkronizálási viszony és a lead/trail fáziseltolás támogatásra
kerülnek, ha a két áramforrásnál TWIN Universal vagy TWIN Multi arc jelleggörbe
használatos.
root
Jelleggörbék gyökvarratokhoz
A jelleggörbék lead és trail elektródák CMT hegesztéséhez vannak optimalizálva.
FONTOS! A két folyamatsornál ugyanazt a TWIN jelleggörbét kell kiválasztani.
A Pulse Multi Control TWIN jelleggörbe használatának előfeltételei:
Welding Package Puls mindkét áramforráson
-
Mindkét áramforrást csatlakoztatni kell a TWIN vezérlőhöz.
-
59

Rendelkezésre
álló TWIN jelleggörbék
PR = Folyamat
Acél:
Sz.
PR
4256
CMT
4257
CMT
4258
CMT
3940
Pulse
Multi
Control
4019
Pulse
Multi
Control
4251
CMT
4254
CMT
4255
CMT
Huzalátmérő Védőgáz Tulajdonság
0,9 mm
0,9 mm
0,9 mm
1,0 mm
1,0 mm
1,0 mm
1,0 mm
1,0 mm
C1 CO2 100%
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
M20 Ar + 8-10% CO
C1 CO2 100%
TWIN universal
2
2
2
2
2
2
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN universal
3564
Pulse
Multi
Control
3565
Pulse
Multi
Control
4200
CMT
4221
CMT
4250
CMT
3892
Pulse
Multi
Control
3845
Pulse
Multi
Control
1,2 mm
1,2 mm
1,2 mm
1,2 mm
1,2 mm
1,3 mm
1,4 mm
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
C1 CO2 100%
M20 Ar + 5-10% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
2
2
2
TWIN universal
TWIN universal
TWIN universal
TWIN universal
2
2
2
TWIN universal
TWIN universal
TWIN universal
60
Sz.
PR
3734
Pulse
Multi
Control
3735
Pulse
Multi
Control
4018
Pulse
Multi
Control
4020
Pulse
Multi
Control
3833
Pulse
Multi
Control
Huzalátmérő Védőgáz Tulajdonság
1,6 mm
1,6 mm
1,0 mm
1,0 mm
1,2 mm
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
2
2
2
2
2
TWIN universal
TWIN universal
TWIN PCS
TWIN PCS
TWIN PCS
HU
3834
Pulse
Multi
Control
3893
Pulse
Multi
Control
3846
Pulse
Multi
Control
3840
Pulse
Multi
Control
3841
Pulse
Multi
Control
4021
Pulse
Multi
Control
1,2 mm
1,3 mm
1,4 mm
1,6 mm
1,6 mm
1,0 mm
M20 Ar + 5-10% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
2
2
2
2
2
2
TWIN PCS
TWIN PCS
TWIN PCS
TWIN PCS
TWIN PCS
TWIN multi arc
4023
Pulse
Multi
Control
1,0 mm
M20 Ar + 5-10% CO
2
TWIN multi arc
61
Sz.
PR
Huzalátmérő Védőgáz Tulajdonság
3837
Pulse
Multi
1,2 mm
M21 Ar + 15-20% CO
2
Control
3838
Pulse
Multi
1,2 mm
M20 Ar + 5-10% CO
2
Control
Metal Cored (porbeles huzal):
TWIN multi arc
TWIN multi arc
Sz.
PR
3894
Pulse
Multi
Control
3903
Pulse
Multi
Control
3897
Pulse
Multi
Control
3905
Pulse
Multi
Control
3896
Pulse
Multi
Control
Huzalátmérő Védőgáz Tulajdonság
1,2 mm
1,2 mm
1,6 mm
1,6 mm
1,2 mm
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
M20 Ar + 5-10% CO
2
2
2
2
2
TWIN universal
TWIN universal
TWIN universal
TWIN universal
TWIN PCS
62
3901
Pulse
Multi
Control
3904
Pulse
Multi
Control
3906
Pulse
Multi
Control
1,6 mm
1,2 mm
1,6 mm
M20 Ar + 5-10% CO
M21 Ar + 15-20% CO
M21 Ar + 15-20% CO
2
2
2
TWIN PCS
TWIN PCS
TWIN PCS

CrNi 19 9 / 19 12 3:
Sz.
PR
Huzalátmérő Védőgáz Tulajdonság
4024
Pulse
Multi
1,2 mm
Control
M12 Ar + 2-5% CO
HU
2
TWIN universal
4261
CMT
1,2 mm
4026
Pulse
Multi
1,2 mm
Control
CrNi 18 8 / 18 8 6:
Sz.
PR
Huzalátmérő Védőgáz Tulajdonság
4027
Pulse
Multi
1,2 mm
Control
4262
CMT
1,2 mm
4028
Pulse
Multi
1,2 mm
Control
M12 Ar + 2-5% CO
M12 Ar + 2-5% CO
M12 Ar + 2-5% CO
M12 Ar + 2-5% CO
M12 Ar + 2-5% CO
2
2
2
2
2
TWIN universal
TWIN PCS
TWIN universal
TWIN universal
TWIN PCS
NiCrMo-3:
Sz.
PR
4030
Pulse
Multi
Control
4032
Pulse
Multi
Control
4034
Pulse
Multi
Control
4035
Pulse
Multi
Control
Huzalátmérő Védőgáz Tulajdonság
1,2 mm
1,2 mm
1,2 mm
M12 Ar + 2-5% CO
M12 Ar + 2-5% CO
2
2
Z Ar + 30% He + 2% H2 +
0,05% CO
2
TWIN universal
TWIN PCS
TWIN fedőhegesztés
1,2 mm I1 Ar 100% TWIN fedőhegesztés
63

AlMg4,5 Mn (Zr):
Sz.
PR
4147
Pulse
Multi
Control
4287
Pulse
Multi
Control
4041
Pulse
Multi
Control
4053
Pulse
Multi
Control
4289
Pulse
Multi
Control
Huzalátmérő Védőgáz Tulajdonság
1,2 mm I1 Ar 100% TWIN universal
1,2 mm I3 Ar + 30% He TWIN universal
1,6 mm I1 Ar 100% TWIN universal
1,6 mm I3 Ar + 30% He TWIN universal
1,2 mm I3 Ar + 30% He TWIN PCS
4298
Pulse
Multi
Control
4044
Pulse
Multi
Control
4054
Pulse
Multi
Control
4284
Pulse
Multi
Control
4288
Pulse
Multi
Control
4290
Pulse
Multi
Control
1,2 mm I1 Ar 100% TWIN PCS
1,6 mm I1 Ar 100% TWIN PCS
1,6 mm I3 Ar + 30% He TWIN PCS
1,2 mm I1 100% Ar TWIN multi arc
1,2 mm I3 Ar+30%He TWIN multi arc
1,6 mm I1 100% Ar TWIN multi arc
64

AlMg 5:
Sz.
PR
4259
CMT
4279
Pulse
Multi
Control
4280
Pulse
Multi
Control
4264
CMT
4293
Pulse
Multi
Control
4245
Pulse
Multi
Control
Huzalátmérő Védőgáz Tulajdonság
1,2 mm I1 Ar 100% Ar TWIN universal
1,2 mm I1 100% Ar TWIN universal
1,2 mm I3 Ar+30%He TWIN universal
1,6 mm I1 100% Ar TWIN universal
1,6 mm I1 100% Ar TWIN universal
1,2 mm I1 100% Ar TWIN multi arc
HU
4283
Pulse
Multi
Control
4292
Pulse
Multi
Control
4246
Pulse
Multi
Control
4286
Pulse
Multi
Control
4294
Pulse
Multi
Control
AlSi 5:
1,2 mm I3 Ar+30%He TWIN multi arc
1,6 mm I1 100% Ar TWIN multi arc
1,2 mm I1 100% Ar TWIN PCS
1,2 mm I3 Ar + 30% He TWIN PCS
1,6 mm I1 Ar 100% TWIN PCS
Sz.
PR
4260
CMT
4265
CMT
Huzalátmérő Védőgáz Tulajdonság
1,2 mm I1 Ar 100% TWIN universal
1,6 mm I1 Ar 100% TWIN universal
65

SlagHammer Minden Pulse Multi Control Twin és CMT Twin jelleggörbénél megvalósul a
SlagHammer-funkció.
Egy TWIN WF 60i TWIN Drive meghajtóegységgel a fordított huzalmozgással ív
nélkül, a hegesztés előtt leverődik a salak a hegesztési varratról és a huzalelektróda végéről.
A salak leverésével az ív gyújtása biztonságos és pontos.
Huzalpuffer a SlagHammer-funkcióhoz nem szükséges.
A SlagHammer-funkció a Pulse Multi Control Twin és CMT Twin jelleggörbéknél
automatikusan végrehajtásra kerül.
66

TWIN hegesztési eljárások
HU
TWIN hegesztési
eljárások - áttekintés
Lead huzalelektróda
(= lead áramforrás)
Hegesztési irány
PMC (Pulse Multi Control) TWIN PMC (Pulse Multi Control) TWIN
PCS TWIN PCS TWIN
PMC (Pulse Multi Control) TWIN CMT TWIN
PCS TWIN CMT TWIN
Trail huzalelektróda
(= trail áramforrás)
CMT TWIN CMT TWIN
Egyhuzalos
(Puls * / Standard * / PMC * / LSC * /
CMT *)
* csak engedélyezéssel
FONTOS! A Puls vagy Standard hegesztési eljárások esetén nincsenek letárolt
TWIN jelleggörbék.
A Puls vagy Standard hegesztési eljárások kombinálását nem javasoljuk!
Szimbólumok A TWIN hegesztési eljárások következő ismertetésében az alábbi szimbólumokat
használtuk:
Trail huzalelektróda
Lead huzalelektróda
-
- Egyhuzalos
(Puls * / Standard * / PMC * / LSC * /
CMT *)
Aktív PMC (Pulse Multi Control) ív cseppátmenettel
Inaktív PMC (Pulse Multi Control) ív (nincs cseppátmenet)
Aktív PCS ív
CMT hegesztési fémfürdő
67

CMT cseppolvadási fázis
I (A)
t (s)
I
T
I
L
IL > I
T
P
CMT ív égési fázis kezdete
CMT cseppleadás
Pulse Multi
Control TWIN /
Pulse Multi
Control TWIN
I
L
I
T
A lead-áramforrás hegesztőárama
A trail áramforrás hegesztőárama
Hegesztési irány
Hegesztőáram-idő görbék és az anyagátvitel sematikus ábrázolása
P = fáziseltolás
Az áramforrások időbeli összehangolása
A két hegesztővonal Pulse Multi Control folyamatai időben szinkronizálva vannak
egymással. Ez stabil, egyenletes tandem hegesztési eljárást biztosít.
Az impulzusok/cseppleválasztások relatív helyzete a jelleggörbében van tárolva,
de szabadon is választható.
Erősen különböző teljesítmény a lead és trail huzalelektródán
A TPS/i TWIN hegesztőrendszer szinkronizált Pulse Multi Control tandem
eljárások esetén is erősen különböző teljesítményeket vagy huzalsebességeket
tesz lehetővé.
Általában a lead huzalelektródára lényegesen nagyobb teljesítmény választható,
mint a trail huzalelektródára.
Eredmény:
célzott hőbevitel
-
a hideg alapanyag jó olvasztása biztosított
-
a gyökvarrat pontos meghatározása
-
a trail huzalelektróda feltölti a hegesztési fémfürdőt
-
hosszabb kigázosítási idő (redukált pórusképződési hajlam)
-
nagy hegesztési sebesség
-
FONTOS! Csak a Pulse Multi Control TWIN jelleggörbék szinkronizálódnak.
Szinkronizáláshoz a lead és trail huzalelektródán mindig TWIN universal, TWIN
68

PCS TWIN / PCS
t (s)
I (A)
I
L
I
T
TWIN
Multi arc vagy TWIN fedőhegesztés jelleggörbét kell használni.
A Pulse Multi Control Single jelleggörbék és a Pulse Multi Control TWIN jelleggörbék (lead / trail vagy trail / lead) kombinációja nem eredményez szinkronizálást.
MEGJEGYZÉS!
A Pulse Multi Control TWIN / Pulse Multi Control TWIN TWIN folyamat alapvetően minden hegesztési eljárásnál használható.
HU
Hegesztőáram-idő görbék és az anyagátvitel sematikus ábrázolása
A PCS TWIN jelleggörbéket elsősorban a lead huzalelektródán módosított szórt
ívvel és a trail huzalelektródán impulzus ívvel végzett hegesztéshez alkalmazzák.
PCS TWIN jelleggörbe használatakor az impulzus szinkronizáció nincs aktiválva.
Előnyök:
nagy beolvadás a lead huzalelektróda standard ívének köszönhetően
-
nagy varratkeresztmetszet lehetséges
-
nagy huzaltovábbítási sebességkülönbségek lehetségesek
-
optikailag esztétikus hegesztési varratok a trail huzalelektróda impulzus
-
ívének köszönhetően
MEGJEGYZÉS!
A PCS TWIN/PCS TWIN ívkombináció esetén a lead huzalelektróda csak szórt
ívvel végzett hegesztés esetén használható.
69

Pulse Multi
Control TWIN /
CMT TWIN
Az anyagátmenet sematikus ábrázolása
Előnyök:
a lead huzalelektróda mélyebb beolvadása
-
magas leolvasztási teljesítmény a lead huzalelektródán
-
nagyon jó varrat kitöltés a trail huzalelektródán keresztül
-
Magas folyamat stabilitás
-
A Pulse Multi Control TWIN / CMT TWIN hegesztési eljárás mindkét hegesztési
irányban alkalmazható.
CMT TWIN /
CMT TWIN
MEGJEGYZÉS!
A Pulse Multi Control TWIN / CMT TWIN TWIN hegesztési eljárásnál a 8°-os
áramátadó dőlésszöggel optimális hegesztési eredmények érhetők el.
Az anyagátmenet sematikus ábrázolása
70
Ennél a folyamatváltozatnál a huzalelektródához azonos jelleggörbét használnak.
A lead-huzalelektróda íve rövidebb, mint a trail huzalelektródáé. Ezáltal magasabb teljesítmény keletkezik a Lead huzalelektródán.
A trail huzalelektróda íve speciálisan a hegesztési fémfürdőhöz van igazítva.
A CMT TWIN / CMT TWIN hegesztési eljárás mindkét hegesztési irányban alkalmazható.

Egyhuzalos
t (s)
I (A)
I
L
IT = 0
t (s)
I (A)
I
L
IT = 0
t (s)
I (A)
I
L
IT = 0
t (s)
I (A)
I
T
IL = 0
t (s)
I (A)
I
T
IL = 0
(TWIN hegesztőpisztollyal):
PMC / Puls /
LSC / Standard /
CMT
Hegesztőáram-idő-görbék és a Lead-áramforrás anyagátmenetének sematikus
ábrázolása
HU
PMC / Puls
CMT
LSC / Standard
Hegesztőáram-idő-görbék és a Trail áramforrás anyagátmenetének sematikus
ábrázolása
PMC / Puls
LSC / Standard
71

t (s)
I (A)
I
T
IL = 0
CMT
Egyhuzalos hegesztés
Egyhuzalos hegesztéskor a robotvezérlő jelet ad ki, így csak egy áramforrás végez
hegesztést.
A pisztolypozíció vagy a hegesztési varrat kényszerhelyzetének függvényében
vagy a lead, vagy a trail áramforrás végzi az egyhuzalos hegesztést. A második
áramforrás szünetel.
MEGJEGYZÉS!
A TWIN-hegesztőpisztollyal végzett egyhuzalos hegesztéskor szükséges teljes
gázvédelem biztosításához nyitva kell lennie a szünetelő áramforrás mágnesszelepének.
A mágnesszelep vezérlése az áramforráson keresztül történik.
Egyhuzalos hegesztés esetén PMC (Pulse Multi Control), impulzus, LSC (Low
Spatter Control), standard és CMT ívek használhatók, amennyiben az áramforrás
rendelkezik a mindenkori hegesztőcsomaggal (Welding Package). A hegesztőpisztoly cseréje nem szükséges.
Az egyhuzalos hegesztést TWIN hegesztőrendszernél a következő esetekben kell
használni:
nagyon kis sugár hegesztésekor,
-
ha a hegesztés nehéz pozícióban és kényszerpozícióban történik,
-
végkráterek feltöltéséhez
-
ha a hegesztőpisztoly-cserélő állomással átváltanak egyedi hegesztőpisztoly-
-
ra
72

TWIN folyamat-paraméterek
HU
TWIN folyamatparaméterek
Az áramforrásokon TWIN üzemmódban a folyamat paraméterek / TWIN folyamatszabályozás alatt a következő TWIN folyamat-paraméterek állnak rendelkezésre:
Pulse Multi Control TWIN / Pulse Multi Control TWIN-hez
Pulse Multi Control lead elektróda
Huzalelőtoló
-
Hegesztőívhossz korrekció
-
Impulzus korrekció
-
Beolvadás-stabilizátor
-
Hegesztőív hosszak stabilizátora
-
Trail gyújtáskésleltetés*
-
Pulse Multi Control TWIN / CMT TWIN-hez
Pulse Multi Control lead elektróda
Huzalelőtoló
-
Hegesztőívhossz korrekció
-
Impulzus korrekció
-
Beolvadás-stabilizátor
-
Hegesztőív hosszak stabilizátora
-
Trail gyújtáskésleltetés*
-
Pulse Multi Control trail elektróda
Huzalelőtoló
-
Hegesztőívhossz korrekció
-
Impulzus korrekció
-
Beolvadás-stabilizátor
-
Hegesztőív hosszak stabilizátora
-
Trail gyújtáskésleltetés*
-
Impulzus-szinkronizálási viszony
-
Lead/trail fáziseltolás
-
CMT trail elektróda
Huzalelőtoló
-
Hegesztőívhossz korrekció
-
Dinamika korrekció
-
Beolvadás-stabilizátor
-
Trail gyújtáskésleltetés*
-
Trail
gyújtáskésleltetés
CMT TWIN / CMT TWIN-hez
CMT lead elektróda
Huzalelőtoló
-
Hegesztőívhossz korrekció
-
Dinamika korrekció
-
Beolvadás-stabilizátor
-
Trail gyújtáskésleltetés*
-
További TWIN folyamat-paraméterek
Impulzus-szinkronizálási viszony*
-
Lead/trail fáziseltolás*
-
* Speciális folyamat-paraméterek TWIN üzemmódhoz, részletes leírás a
következő szakaszokban található.
Aktivált funkció esetén a trail ív gyújtási időpontja mindig a lead ív meglévő
fázisától függ. A trail ív indítási paraméterei ekkor automatikusan a lead ív uralkodó feltételeinek megfelelően módosulnak.
A trail ív indítása TWIN Push rendszereknél kapcsolat nélkül és TWIN Push/Pull
rendszereknél szinkronizált SFI-vel (fröcskölésmentes gyújtással) történik.
Ezzel a trail ív indítása jelentősen nyugodtabb, elkerülhetők a hibás gyújtások
vagy redukálható azok száma.
CMT trail elektróda
Huzalelőtoló
-
Hegesztőívhossz korrekció
-
Dinamika korrekció
-
Beolvadás-stabilizátor
-
Trail gyújtáskésleltetés*
-
73

Automata üzemmódban (auto) egy optimális gyújtáskésleltetés van tárolva.
Manuális megadás esetén 0-2 másodperces gyújtáskésleltetés állítható be. A trail
ív indítása szinkronizálva történik.
A funkció deaktiválható. Ebben az esetben a trail ívgyújtás azonnal, szinkronizálatlanul megy végbe.
Kijelzés az áramforrás kijelzőjén
Impulzus-szinkronizálási viszony
Beállítási tartomány: auto, 1/1, 1/2, 1/3
Gyári beállítás: auto
Csak akkor aktív, ha mindkét huzalelektródához azonos Pulse Multi Control
TWIN jelleggörbe van beállítva.
Az impulzus-szinkronizálási viszonnyal mindkét hegesztővonal erősen különböző
huzalsebességekkel üzemeltethető.
Nagyobb teljesítménykülönbségek esetén az impulzusfrekvenciát úgy kell illeszteni, hogy a lead és a trail között egész számú többszörössel különbözzön.
Például trail ívnél csak minden második vagy minden harmadik impulzus jön
létre.
Az automata üzemmódhoz („auto”) a jelleggörbe egy optimális frekvenciaviszonyt tartalmaz, amely a két hegesztővonal huzalsebesség-értékeiből adódik. A
huzalsebesség minden hegesztővonalhoz külön állítható be.
A frekvenciaviszony manuális megadása esetén az érték egymástól függetlenül
beállítható a két áramforráson. A folyamatban a trail áramforráson beállított
érték kerül átvételre.
1/1 Mindkét ív azonos impulzusfrekvenciával működik. A cseppek
időegységenkénti száma mindkét hegesztővonalnál azonos.
74
1/2 A trail ív a lead ív fél impulzusfrekvenciájával működik. Cseppleválasztás a
trail íven csak minden második alkalommal történik.
1/3 A trail ív a lead ív harmad impulzusfrekvenciájával működik. Csepp-
leválasztás a trail íven csak minden harmadik alkalommal történik.

Kijelzés az áramforrás kijelzőjén
HU
Lead/trail fáziseltolás
Beállítási tartomány: auto, 0-95%
Gyári beállítás: auto
Csak akkor aktív, ha mindkét huzalelektródához azonos Pulse Multi Control
TWIN jelleggörbe van beállítva.
A lead/trail fáziseltolás segítségével a cseppleválasztás időpontja szabadon
választható a trail ívhez. Mivel a trail cseppleválasztásnak nem a lead ív nyugalmi
áram fázisában kell történni, ezzel a két ív között egymással ellentétes mágneses
fúvóhatás léphet fel.
Automatika üzemmódban („auto”) a két fő áramfázis egymáshoz viszonyított optimális hegesztési rétege a jelleggörbékben tárolódik és a jelleggörbe mentén
változhat.
Manuális megadás esetén a két impulzus közötti fáziseltolás a periódus időtartamának százalékában adható meg. A 0-95%-os beállítási tartomány ekkor
0-342° fáziseltolásnak felel meg.
0% Azonos ütemű üzemmód - nincs fáziseltolás a két hegesztővonal között, a
lead és trail cseppleválasztás egyidejűleg történik
50% Ellenütemű üzemmód - 180° fáziseltolás, a cseppleválasztás mindig a
másik ív nyugalmi áram fázisában történik.
Kijelzés az áramforrás kijelzőjén
75

TWIN-Synchropuls
Synchropuls hegesztés
TWIN-Synchropuls
A Synchropuls módszer minden folyamathoz (Standard / Puls / Low Spatter
Control / Pulse Multi Control) rendelkezésre áll.
A hegesztési teljesítmény két munkapont közötti ciklikus váltakozásának
köszönhetően a Synchropuls módszerrel pikkelyes varratmegjelenés és nem folyamatos hőbevitel érhető el.
Az „official_TPSi_4.0.0-xxxxx.xxxxx.ffw” firmware-től kezdődően a Synchropuls
TWIN hegesztési eljárásban is használható.
A TWIN Synchropulshoz a Synchropuls hegesztési paraméter frekvencia és
DutyCycle (high) paraméterek kerülnek beállításra és megadásra a Lead-áramforráson.
A frekvencia és DutyCycle (high) paramétereknek nincsen hatása a Trail áramforrásra.
A többi hegesztési paraméter mindkét folyamatsorban különbözően választható
ki.
76

Hegesztési paraméter irányérték TWIN Push
HU
PA hegesztési
helyzet
irányértékek
simítóvarratokhoz
MEGJEGYZÉS!
A következő adatok irányértékek, amelyeket laboratóriumi körülmények között
állapítottak meg.
Felhasznált védőgáz és hegesztőanyag:
Védőgáz M20 Ar + 5-15% CO
Hegesztőanyag ER70S-6
Huzalátmérő 1,2 mm
Jelleggörbe (lead + trail) Pulse Multi Control TWIN Universal
3565
2
„a” méret
3,5
4,0
4,5
5,0
[mm]
Lead (L)
Trail (T)
Huzalsebesség
[m/perc]
LT21,0
11,2
LT22,5
15,0
LT22,0
13,0
LT24,0
15,0
Hegesztőáram
378
230
394
326
414
302
430
325
[A]
Hegesztőfeszültség
24,1
27,8
27,3
29,7
28,6
27,9
27,8
27,5
Hegesztési sebesség
[cm/perc]
Szakaszenergia
[V]
250 3,7 16,5 3
200 6,1 19,2 6
160 7,5 17,9 6
125 10,0 19,9 8
[kJ/cm]
Leolvasztási teljesítmény
[kg/h]
Lemezvastagság
[mm]
Csiszolási kép/makro
77

Hegesztőfeszültség
„a” méret
[mm]
Lead (L)
Trail (T)
Huzalsebesség
[m/perc]
Hegesztőáram
[A]
[V]
Hegesztési sebesség
[cm/perc]
Szakaszenergia
Leolvasztási teljesítmény
[kg/h]
Lemezvastagság
[kJ/cm]
[mm]
Csiszolási kép/makro
6,0
7,0
8,0
8,5
LT23,0
12,5
LT26,2
12,0
LT24,6
10,1
LT20,0
10,0
430
301
409
273
451
259
369
238
26,8
27,5
27,6
30,0
27,6
27,9
24,9
27,4
90 13,2 18,2 10
78 15,0 19,5 10
60 19,6 17,7 15
45 20,9 15,3 15
9,0
LT22,5
9,5
429
258
27,0
26,9
40 26,5 16,4 15
78

PB hegesztési
helyzet
irányértékek sarokvarratokhoz
MEGJEGYZÉS!
A következő adatok irányértékek, amelyeket laboratóriumi körülmények között
állapítottak meg.
Felhasznált védőgáz és hegesztőanyag:
HU
Védőgáz M20 Ar + 5-15% CO
Hegesztőanyag ER70S-6
Huzalátmérő 1,2 mm
Jelleggörbe (lead + trail) Pulse Multi Control TWIN Universal
3565
Hegesztési sebesség
[cm/perc]
„a” méret
3,5
[mm]
Lead (L)
Trail (T)
Huzalsebesség
[m/perc]
LT18,0
10,0
Hegesztőáram
397
241
[A]
Hegesztőfeszültség
23,2
26,2
Szakaszenergia
[V]
[kJ/cm]
Leolvasztási teljesítmény
210 4,4 14,3 3
[kg/h]
Lemezvastagság
[mm]
Csiszolási kép/makro
2
4,0
4,5
5,0
5,5
LT20,0
11,0
LT23,5
11,2
LT20,5
11,0
LT21,5
12,0
396
266
362
229
392
253
389
268
27,8
29,7
24,8
26,5
25,7
26,2
26,5
28,1
150 6,8 15,9 6
130 6,8 17,7 6
120 8,4 16,1 8
100 10,4 17,1 10
79

Hegesztőfeszültség
„a” méret
[mm]
Lead (L)
Trail (T)
Huzalsebesség
[m/perc]
Hegesztőáram
[A]
[V]
Hegesztési sebesség
[cm/perc]
Szakaszenergia
Leolvasztási teljesítmény
[kg/h]
Lemezvastagság
[kJ/cm]
[mm]
Csiszolási kép/makro
6,0
LT22,0
12,0
392
266
27,0
28,2
90 12,1 17,4 10
80

Hegesztési paraméter irányérték TWIN Push/Pull
HU
PB hegesztési
helyzet
irányértékek sarokvarratokhoz
MEGJEGYZÉS!
A következő adatok irányértékek, amelyeket laboratóriumi körülmények között
állapítottak meg.
Felhasznált védőgáz és hegesztőanyag:
Védőgáz M21 Ar + 15-20% CO2
Hegesztőanyag ER70S-6
Huzalátmérő 1,2 mm
Áramátadó dőlésszöge 11,5°
Jelleggörbe (lead + trail) Pulse Multi Control TWIN Universal
3564
„a” méret
2,3
3,0
3,7
[mm]
Lead (L)
Trail (T)
Huzalsebesség
L
7,5
T
3,5
LT11,6
5,0
LT12,5
8,0
Hegesztési sebesség
[cm/perc]
Szakaszenergia
[m/perc]
Hegesztőáram
215
105
285
150
304
220
[A]
Hegesztőfeszültség
23,4
21,6
25,0
22,5
26,1
23,6
[V]
200 2,4 5,8 1,5
180 3,7 8,2 2,0
150 5,5 10,2 3,0
[kJ/cm]
Leolvasztási teljesítmény
[kg/h]
Lemezvastagság
[mm]
Csiszolási kép/makro
81

PB hegesztési
helyzet
irányértékek
átlapolt varratokhoz
MEGJEGYZÉS!
A következő adatok irányértékek, amelyeket laboratóriumi körülmények között
állapítottak meg.
Felhasznált védőgáz és hegesztőanyag:
Védőgáz M21 Ar + 15-20% CO2
Hegesztőanyag ER70S-6
Huzalátmérő 1,2 mm
Áramátadó dőlésszöge 11,5°
Jelleggörbe (lead + trail) Pulse Multi Control TWIN Universal
3564
Hegesztési sebesség
[cm/perc]
Szakaszenergia
Lead (L)
Trail (T)
Huzalsebesség
7,0
6,5
8,5
7,0
8,5
[m/perc]
Hegesztőáram
210
195
225
210
298
225
„a” méret
[mm]
-
-
-
L
T
L
T
LT12,0
[A]
Hegesztőfeszültség
23,2
23,0
23,8
23,2
25,8
23,8
[V]
245 2,7 7,0 1,5
220 3,5 7,7 2,0
230 4,1 9,7 3,0
[kJ/cm]
Leolvasztási teljesítmény
[kg/h]
Lemezvastagság
[mm]
Csiszolási kép/makro
82

Hegesztési paraméter irányértékek TWIN CMT
HU
PB hegesztési
helyzet
irányértékek sarokvarratokhoz
MEGJEGYZÉS!
A következő adatok irányértékek, amelyeket laboratóriumi körülmények között
állapítottak meg.
Felhasznált védőgáz és hegesztőanyag:
Védőgáz M21 Ar + 15-20% CO2
Hegesztőanyag ER70S-6
Huzalátmérő 1,2 mm
Áramátadó dőlésszöge 8°
Jelleggörbe
lemezvastagság = 1,5 mm:
lead
trail
lemezvastagság = 2 / 3 mm:
lead
trail
Pulse Multi Control TWIN Universal
CMT TWIN Universal 4200
CMT TWIN Universal 4200
3564
CMT TWIN Universal 4200
„a” méret
1,8
2,5
2,5
[mm]
Lead (L)
Trail (T)
Huzalsebesség
[m/perc]
LT10,5
7,5
LT10,0
7,5
LT11,5
8,0
Hegesztőáram
295
233
258
233
291
244
[A]
Hegesztőfeszültség
18,5
17,2
24,5
17,2
25,4
17,5
[V]
Hegesztési sebesség
330 1,68 8,78 1,5
300 2,34 9,16 2,0
260 3,03 10,2 3,0
Szakaszenergia
[cm/perc]
[kJ/cm]
Leolvasztási teljesítmény
[kg/h]
Lemezvastagság
[mm]
Csiszolási kép/makro
83

PB hegesztési
helyzet
irányértékek
átlapolt varratokhoz
MEGJEGYZÉS!
A következő adatok irányértékek, amelyeket laboratóriumi körülmények között
állapítottak meg.
Felhasznált védőgáz és hegesztőanyag:
Védőgáz M21 Ar + 15-20% CO2
Hegesztőanyag ER70S-6
Huzalátmérő 1,2 mm
Áramátadó dőlésszöge 8°
Jelleggörbe
lead
trail
Pulse Multi Control TWIN Universal
3564
CMT TWIN Universal 4200
Hegesztőfeszültség
[V]
Lead (L)
Trail (T)
Huzalsebesség
9,0
9,5
9,0
11,0
[m/perc]
Hegesztőáram
[A]
291
266
298
285
291
278
370
295
25,4
18,0
25,8
18,0
25,4
17,7
31,0
18,5
„a” méret
[mm]
-
-
-
-
LT11,5
LT12,0
LT11,5
LT18,0
Hegesztési sebesség
515 1,54 9,68 1,5
480 1,77 10,7 2,0
300 2,7 10,1 3,0
290 4,15 14,9 4,0
Szakaszenergia
[cm/perc]
[kJ/cm]
Leolvasztási teljesítmény
[kg/h]
Lemezvastagság
[mm]
Csiszolási kép/makro
84

Kezelőelemek, csatlakozók és me-
chanikai komponensek
85

86
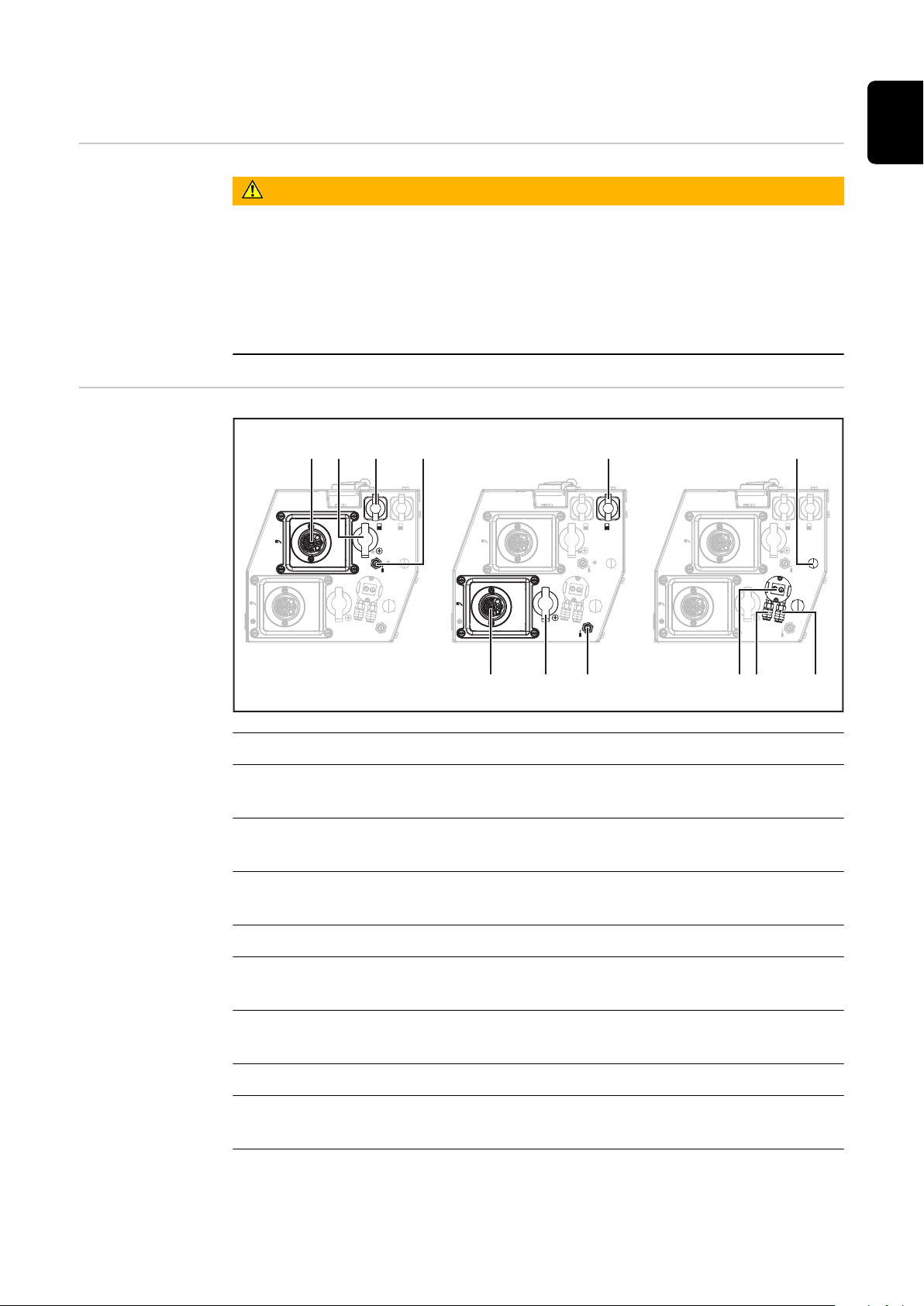
WF 30i R /TWIN
(1)
(2) (3) (4)
(5)
(6) (7)
Air in
1
1
2
2
1
2
1
Air in
1
1
2
2
1
2
2
1
Air in
1
1
2
2
1
2
2
1
(8)
(10)(9) (11)
(12)
HU
Biztonság
Huzalelőtoló
elülső oldal
VESZÉLY!
Hibás kezelés és hibásan elvégzett munkák miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
A jelen dokumentumban ismertetett összes munkát és funkciót csak képzett
▶
szakszemélyzet hajthatja végre.
Olvassa el és értse meg teljesen ezt a dokumentumot.
▶
Olvass el és értse meg a készülék, és minden rendszerelem összes biztonsági
▶
előírását és felhasználói dokumentációját.
Sz. Funkció
(1) 1. hegesztőpisztoly csatlakozója
a hegesztőpisztoly befogásához
(2) 1. (+) áramátadó hüvely finom menettel
az összekötő tömlőköteg áramkábelének csatlakoztatásához
(3) 1. SpeedNet csatlakozó
az összekötő tömlőköteg SpeedNet kábelének csatlakoztatásához
(4) 1. védőgáz-csatlakozó
(5) 2. hegesztőpisztoly csatlakozója
a hegesztőpisztoly befogásához
(6) 2. (+) áramátadó hüvely finom menettel
az összekötő tömlőköteg áramkábelének csatlakoztatásához
(7) 2. védőgáz-csatlakozó
(8) 2. SpeedNet csatlakozó
az összekötő tömlőköteg SpeedNet kábelének csatlakoztatásához
(9) Hűtőközeg csatlakozó
az összekötő tömlőköteg hűtőközeg-csatlakozójának csatlakoztatásához
87

A huzalelőtoló
(1)
(2)
(3)
(4)
(5) (6)
(17)
(16)(15)(14)(13)(12)(10)(9)
(7) (8)
(11)
oldala
(10) Hűtőközeg előremenő köri csatlakozó (kék)
a hegesztőpisztoly-tömlőköteg hűtőközeg-tömlőjének csatlakoztatásához
(11) Hűtőközeg visszatérő köri csatlakozó (piros)
a hegesztőpisztoly-tömlőköteg hűtőközeg-tömlőjének csatlakoztatásához
(12) Sűrített levegő BE csatlakozó
OPT/i WF opció, kifúvatás 16 bar
Sz. Funkció
(1) 1. üzemállapot LED
zölden világít: ha az 1. huzalelőtoló egység üzemkész
(2) 1. gázellenőrző gomb
a szükséges gázmennyiség nyomáscsökkentőn történő beállításához.
(3) 1. huzalvisszafutás gomb
a huzalelektróda gáz- és árammentes visszahúzása
(4) 1. huzalbefűzés gomb
a huzalelektróda gáz- és árammentes befűzése a hegesztőpisztoly
tömlőkötegébe
(5) 1. 4 görgős huzalelőtoló
(6) 1. feszítőkar
az előtológörgők szorítónyomásának beállításához
(7) az 1. 4 görgős előtoló védőburkolata
(8) 1. hegesztőpisztoly rögzítőkarja
(9) 2. üzemállapot LED
zölden világít: ha a 2. huzalelőtoló egység üzemkész
88
(10) 2. huzalvisszafutás gomb
a huzalelektróda gáz- és árammentes visszahúzása
(11) 2. gázellenőrző gomb
a szükséges gázmennyiség nyomáscsökkentőn történő beállításához.

(12) 2. huzalbefűzés gomb
a huzalelektróda gáz- és árammentes befűzése a hegesztőpisztoly
tömlőkötegébe
(13) 2. 4 görgős huzalelőtoló
(14) 2. feszítőkar
az előtológörgők szorítónyomásának beállításához
(15) a 2. 4 görgős előtoló védőburkolata
(16) 2. hegesztőpisztoly rögzítőkarja
(17) Fedél
HU
A gázellenőrző,
huzalvisszafutás
és huzalbefűzés
gombok funkciói
Üzemállapot LED
zölden világít, ha a készülék üzemkész
Gázellenőrző gomb
A gázellenőrző gomb használatát követően 30 másodpercig gáz áramlik ki. A
művelet korábbi befejezéséhez nyomja meg ismét a gombot.
Huzalvisszafutás gomb
A huzalelektróda visszahúzásához 2 változat áll rendelkezésre:
1. változat
Huzalelektróda visszahúzása előre beállított huzalvisszafutási sebességgel:
Tartsa nyomva a huzalvisszafutás gombot
-
A huzalvisszafutás gomb megnyomása után a huzalelektróda 1 mm-t (0.039
-
in.) visszahúzódik
Rövid szünet után a huzalelőtoló folytatja a huzalelektróda visszahúzását –
-
ha nyomva marad a huzalvisszafutás gomb, minden további másodperccel 10
m/perc (393.70 ipm) értékkel növekszik a sebesség az előre beállított huzalvisszafutási sebesség eléréséig
2. változat
Huzalelektróda visszahúzása 1 mm-es lépésekben (0.039 in. lépésekben)
A huzalvisszafutás gombot mindig csak 1 másodpercnél rövidebb ideig
-
nyomja (megérintés)
MEGJEGYZÉS!
A huzalelektródát mindig csak kis hosszakkal húzza vissza, mivel a huzalelektróda a visszahúzáskor nem csévélődik fel a huzaltekercsre.
MEGJEGYZÉS!
Ha az áramátadó a huzalbefűzés gomb megnyomása előtt testelve van, akkor a
huzalelektróda a huzalvisszafutás gomb megnyomásakor addig húzódik vissza,
amíg a huzalelektróda zárlatmentes nem lesz – de minden gombnyomással csak
max. 10 mm-t (0.39 in.).
Ha a huzalelektródát tovább kell visszahúzni, akkor nyomja meg újból a huzalvisszafutás gombot.
89

Huzalbefűzés gomb
A huzalbefűzéshez 2 változat áll rendelkezésre:
1. változat
Huzalelektróda befűzése előre beállított huzalbefűzési sebességgel:
Tartsa nyomva a huzalbefűzés gombot
-
A huzalbefűzés gomb megnyomása után a huzalelektróda 1 mm-t (0.039 in.)
-
befűződik
Rövid szünet után a huzalelőtoló folytatja a huzalelektróda befűzését – ha
-
nyomva marad a huzalbefűzés gomb, akkor minden további másodpercben
10 m/perc (393.70 ipm) értékkel növekszik a sebesség az előre beállított huzalbefűzési sebesség eléréséig
Ha a huzalelektróda testeléssel érintkezik, akkor leáll a huzaltovábbítás, és a
-
huzalelektróda 1 mm-t (0.039 in.) visszahúzódik
2. változat
Huzalelektróda befűzése 1 mm-es lépésekben (0.039 in. lépések)
A huzalbefűzés gombot mindig csak 1 másodpercnél rövidebb ideig nyomja
-
(megérintés)
Ha a huzalelektróda testeléssel érintkezik, akkor leáll a huzaltovábbítás, és a
-
huzalelektróda 1 mm-t (0.039 in.) visszahúzódik
MEGJEGYZÉS!
Ha az áramátadó a huzalbefűzés gomb megnyomása előtt testelve van, akkor a
huzalelektróda a huzalbefűzés gomb megnyomásakor addig húzódik vissza,
amíg a huzalelektróda zárlatmentes nem lesz – de minden gombnyomással csak
max. 10 mm-t (0.39 in.).
Ha 10 mm (0.39 in.) huzalvisszahúzás után az áramátadó még mindig testelve
van, akkor a huzalelektróda a huzalbefűzés gomb ismételt megnyomásakor max.
10 mm-rel (0.39 in.) visszahúzódik. A folyamat addig ismétlődik, amíg már nincs
testelve az áramátadó.
90
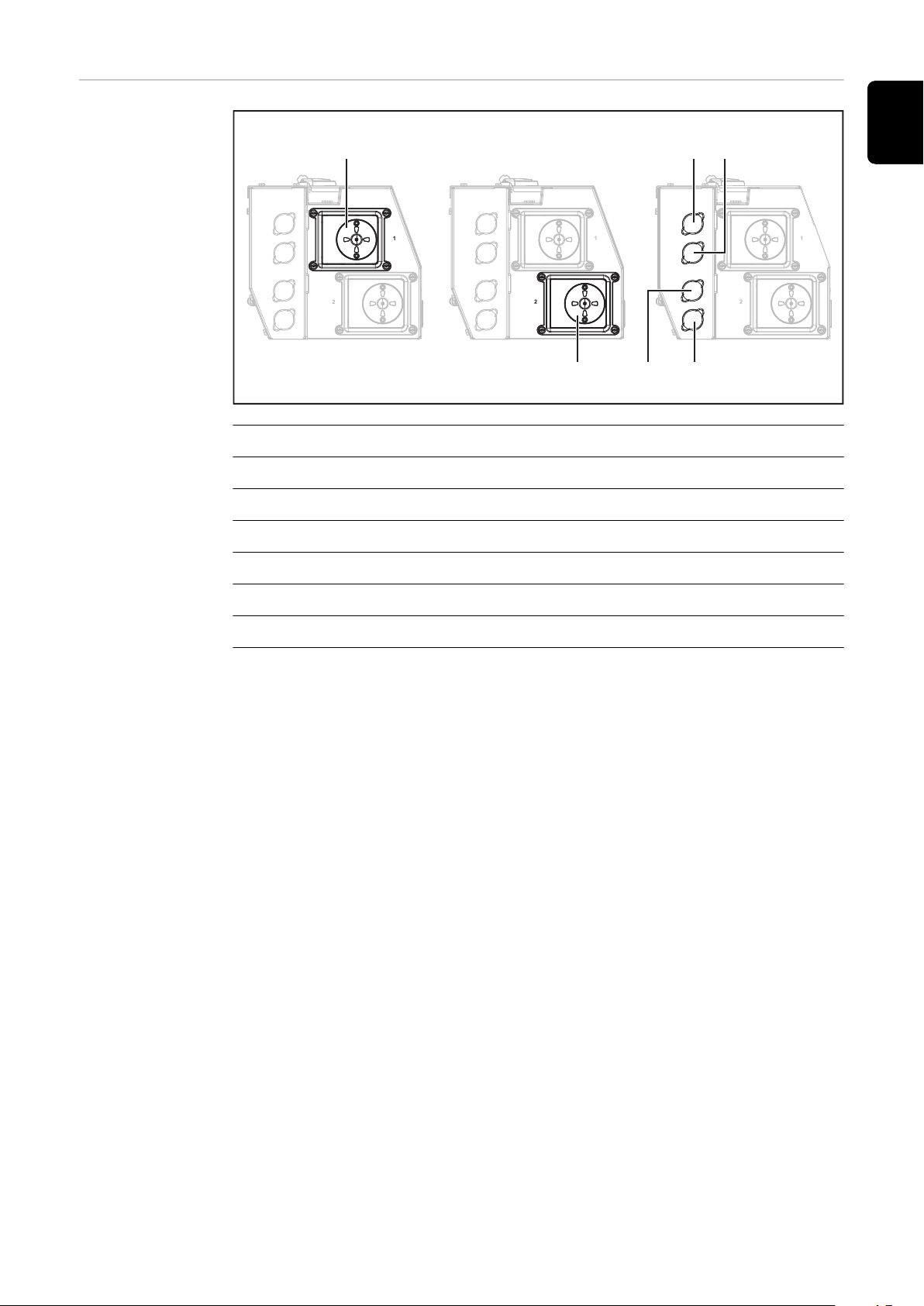
A huzalelőtoló
(1)
(2)
(3) (4)
(5) (6)
hátoldala
HU
Sz. Funkció
(1) 1. huzalbemenet
(2) 2. huzalbemenet
(3) Vakfedél
(4) Vakfedél
(5) Vakfedél
(6) Vakfedél
91

MHP 2x450i RD/W/FSC plusz WF 60i TWIN
(1) (2) (3) (4)
(5)
(6)(7)
(8)
(9)
Drive /W
Biztonság
MHP 2x450i
RD/W/Fronius
System Connector univerzális
csatlakozó plusz
WF 60i TWIN
Drive /W - mechanikai komponensek
VESZÉLY!
Hibás kezelés és hibásan elvégzett munkák miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
A jelen dokumentumban ismertetett összes munkát és funkciót csak képzett
▶
szakszemélyzet hajthatja végre.
Olvassa el és értse meg teljesen ezt a dokumentumot.
▶
Olvass el és értse meg a készülék, és minden rendszerelem összes biztonsági
▶
előírását és felhasználói dokumentációját.
(1) Előtológörgő és befogókar - 1.
hegesztővonal
(2) Szorítónyomás-beállítóegység
a két hegesztővonal
szorítónyomásának
beállításához
(3) Reteszelés 1. huzaltovábbító
tömlő
(4) 1. huzaltovábbító tömlő külső
csatlakozója
(5) 2. huzaltovábbító tömlő külső
Mechanikai komponensek a WF 60i TWIN Drive
meghajtóegységen
(7) Kezelőpanel
(8) Előtológörgő és befogókar - 2. hegesztővonal
(9) Hővédő pajzs
(6) Reteszelés 2. huzaltovábbító
csatlakozója
tömlő
92

MHP 2x450i
(1) (2) (3)
(4)
(5)
(6)
(7)
(8)
RD/W/Fronius
System Connector univerzális
csatlakozó WF
60i TWIN
Drive /W-vel kezelőpanel
Kezelőpanel a WF 60i TWIN Drive meghajtóegységen
(5) Üzemmód gomb
Az 1 / 2 / TWIN / külső üzemmódok kiválasztásához
1. üzemmód
A huzalvisszafutás, a gázellenőrző és a huzalbefűzés gombok
működtetésekor a mindenkori funkciók csak a 1. hegesztővonalon
kerülnek végrehajtásra.
(1) Huzalvisszafutás gomb *
A huzalelektróda gáz- és árammentes visszahúzása
(2) Gázellenőrző gomb *
A szükséges gázmennyiség
nyomáscsökkentőn történő
beállításához
(3) Huzalbefűzés gomb *
A huzalelektróda gáz- és árammentes befűzése a hegesztőpisztoly tömlőkötegébe
(4) LED-ek 1 / 2 / TWIN / Külső
Világít, ha a megfelelő
üzemmódot választják ki
HU
2. üzemmód
A huzalvisszafutás, a gázellenőrző és a huzalbefűzés gombok
működtetésekor a mindenkori funkciók csak a 2. hegesztővonalon
kerülnek végrehajtásra.
TWIN üzemmód
A huzalvisszafutás, a gázellenőrző és a huzalbefűzés gombok
működtetésekor a mindenkori funkciók mindkét hegesztővonalon végrehajtásra kerülnek.
Külső üzemmód
Az 1., 2. üzemmódot vagy a TWIN-t a robot interfész határozza meg.
(6) Teach on LED
aktivált Teach üzemmódnál világít
(7) állapotjelző LED
zölden világít:
Adatkapcsolat az áramforrással megfelelő, nincs hiba
narancssárgán világít:
Nincs adatkapcsolat az áramforrással vagy a kapcsolat felépülése folyamatban
93

pirosan világít:
Mindkét TWIN vonalon hiba van
(8) Teach on/off gomb
Teach üzemmód aktiválásához / deaktiválásához
A Teach üzemmód a robotprogram létrehozására használatos.
Aktív Teach üzemmódnál a huzalelektróda elhajlása a robot beállítása
közben elkerülhető.
A TWIN Teach üzemmódban (két huzalelektródával) a lead huzalelektródának nagyobb a tapintási frekvenciája, mint a trail huzalelektródáé.
A Teach üzemmód részletei a kezelési útmutató „Trans Process Solution
Intelligent /i jelek leírása”, 42,0426,0277,xx fejezetben találhatók.
* A huzal-visszatekerés, a gázvizsgálat és a huzalbefűzés gombok működési
leírását lásd a 89oldalon.
94

Összekötő tömlőköteg
(1)
(2)
(3)
(4)
(1)
(4)
(3)
1
2
W
(1)
(3)
(4)
(1)
(4)
(3)
(2)
G
HU
Összekötő
tömlőköteg csatlakozók
(1) SpeedNet kábel
(2) Hűtőközeg-tömlők
(3) Védőgáztömlő
(4) Áramkábel
W = vízhűtéses összekötő tömlőköteg
G = gázhűtéses összekötő tömlőköteg
95

TWIN-MTB Single adapter
(A) (B)
(1)
(2)
(3) (4) (5)
(6)
(7)
(10)
(8)
(9)
TWIN-MTB Single adapter - csatlakozók
(A) Tömlőköteg, oldalt (B) Hegesztőpisztoly test, oldalt
(1) Áram / hűtőközeg, 1. hegesztővonal
(2) Védőgáz
(3) Huzalelektróda, 2. hegesztővonal
(4) Áram / hűtőközeg, 2. hegesztővonal
(5) Huzalelektróda, 1. hegesztővonal
(6) Sűrített levegő
(7) Közös sűrített levegő és védőgáz kimenet
(8) Közös elektromos érintkezés / hűtőközeg-visszatérő ág
(9) Közös elektromos érintkezés / hűtőközeg-előremenő ág
(10) Közös huzalkimenet
96

Rendszerelemek felszerelése -
TWIN Push
97

98

Biztonság - szerelés és üzembe helyezés
HU
Biztonság
VESZÉLY!
A helytelen kezelés és a hibásan elvégzett munka súlyos személyi sérüléseket és
anyagi károkat okozhat.
Az ebben a dokumentumban felsorolt összes munkát csak képzett szak-
▶
személyzetnek szabad elvégeznie.
Az ebben a dokumentumban ismertetett összes funkciót csak képzett szak-
▶
személyzetnek szabad használnia.
Az összes ismertetett munkát csak akkor végezze el és az összes ismertetett
▶
funkciót csak akkor használja, ha a következő dokumentumokat teljes
mértékben elolvasta és megértette:
ezt a dokumentumot,
a rendszerelemek összes kezelési útmutatóját, különösen pedig a biztonsági
előírásokat.
VESZÉLY!
Az áramütés halálos lehet.
Az alábbiakban ismertetett munkák elkezdése előtt:
Kapcsolja az áramforrás hálózati kapcsolóját - O - állásba
▶
Válassza le az áramforrást a hálózatról
▶
Gondoskodjon arról, hogy az áramforrás a munkálatok befejezéséig a
▶
hálózatról leválasztva maradjon
VESZÉLY!
A leeső tárgyak súlyos személyi sérülések és anyagi károk veszélyét hordozzák.
Az alábbiakban ismertetett összes csavarkötésre érvényes:
A szerelés után ellenőrizze a meghúzás erősségét
▶
Szokatlan üzemi helyzeteket követően (például: ütközés után) ellenőrizze a
▶
meghúzás erősségét
Rendszeres időközökben ellenőrizze a csavarok meghúzását
▶
VIGYÁZAT!
Személyi sérülések és anyagi károk veszélye nem megfelelő csatlakozás miatt.
Az összes kábelnek, vezetéknek és tömlőkötegnek jól rögzítettnek, sértetlen-
▶
nek, jól szigeteltnek és megfelelően méretezettnek kell lennie.
99

A huzalelektróda
szigetelt vezetése a huzalelőtolóig
VESZÉLY!
Nem szigetelt huzalelektróda esetén test- vagy földzárlat miatt személyi
sérülések és tárgyi károk veszélye fenyeget, valamint az befolyásolhatja a hegesztési eredményt.
A huzalelektróda automatizált alkalmazásai esetén a huzalelektródát csak
▶
szigetelve vezesse a hegesztőhuzal-hordóból, a nagytekercsről vagy a huzaltekercsről a huzalelőtolóhoz (pl. huzaltovábbító tömlővel).
Test- vagy földzárlatot a következők okozhatnak:
szigetelés nélkül vezetett, szabadon fekvő huzalelektróda, mely a hegesztési
-
folyamat során elektromosan vezető tárggyal érintkezik
hiányzó szigetelés a huzalelektróda és a robotcella földelt burkolat-
-
korlátozása között
sérült huzaltovábbító tömlők, s ezáltal csupasz huzalelektródák
-
A test- és földzárlatok megelőzése érdekében:
Használjon huzaltovábbító tömlőket - a huzalelektróda huzalelőtolóhoz
-
történő szigetelt vezetéséhez
A huzaltovábbító tömlőket ne vezesse éles peremeken keresztül, hogy me-
-
gelőzze a huzaladagoló tömlők sérülését
Szükség esetén használjon tömlőtartót vagy kopásvédőt
-
Javasolt továbbá összekötő elemek és hordófedelek használata a he-
-
gesztőhuzal-hordókhoz a huzalelektróda biztonságos szállítása érdekében
100
 Loading...
Loading...