


Operating
Instructions
Сварочная система TPS/i Robotics
Pull
PushPull CMT
RU
Руководство по эксплуатации
42,0426,0219,RU 024-07032023


Оглавление
Правила техники безопасности 8
Разъяснение инструкций по технике безопасности 8
Общие сведения 8
Надлежащее использование 9
Окружающие условия 9
Обязанности владельца 9
Обязанности персонала 10
Подключение к сети 10
Защита себя и других лиц 10
Опасность отравления вредными газами и парами 11
Опасность разлетания искр 12
Угрозы, связанные с сетевым и сварочным током 12
Блуждающий сварочный ток 13
Классификация устройств по электромагнитной совместимости 14
Меры по предотвращению электромагнитных помех 14
Меры по предотвращению электромагнитного излучения 15
Зоны повышенной опасности 15
Требования к защитному газу 16
Опасность при использовании баллонов с защитным газом 17
Опасность утечки защитного газа 17
Меры безопасности в месте установки и при транспортировке 18
Меры безопасности при нормальной эксплуатации 18
Ввод в эксплуатацию, техническое обслуживание и наладка 19
Проверка на безопасность 19
Утилизация 20
Маркировка безопасности 20
Защита данных 20
Авторские права 20
Описание предупреждающих надписей на устройстве 21
RU
Конфигурация системы 25
Конфигурации системы — стандартный робот 27
PowerDrive с барабаном для проволоки 27
PowerDrive с барабаном для проволоки и внешним шлангом для ее подачи 28
PushPull с 4-роликовым разматывающим механизмом подачи проволоки и барабаном
для проволоки
PushPull с 4-роликовым разматывающим механизмом подачи проволоки и катушкой с
проволокой
PushPull с SB 60i, 4-роликовым размотчиком сварочной проволоки и катушкой с
проволокой
PushPull с 2-роликовым разматывающим механизмом подачи проволоки, барабаном
для проволоки и внешним шлангом для подачи проволоки
CMT с SB 60i, 4-роликовым разматывающим механизмом подачи проволоки и
барабаном для проволоки
CMT с SB 500i, 4-роликовым разматывающим механизмом подачи проволоки,
барабаном для проволоки и внешним шлангом для подачи проволоки
CMT с SB 60i, 4-роликовым размотчиком сварочной проволоки и катушкой с
проволокой
Конфигурации системы — PAP 37
PowerDrive с барабаном для проволоки 37
PushPull с 4-роликовым разматывающим механизмом подачи проволоки и барабаном
для проволоки
PushPull с 4-роликовым разматывающим механизмом подачи проволоки и катушкой с
проволокой
PushPull с 2-роликовым разматывающим механизмом подачи проволоки и барабаном
для проволоки
PushPull с проволочным буфером, 4-роликовым разматывающим механизмом подачи
проволоки и барабаном для проволоки
29
30
31
32
33
34
35
38
39
40
41
3

PushPull с проволочным буфером, 4-роликовым размотчиком сварочной проволоки и
катушкой с проволокой
CMT с SB 60i, 4-роликовым разматывающим механизмом подачи проволоки и
барабаном для проволоки
CMT с SB 500i, 4-роликовым разматывающим механизмом подачи проволоки и
барабаном для проволоки
CMT с SB 500i, 4-роликовым размотчиком сварочной проволоки и катушкой с
проволокой
Компоненты системы 47
SplitBox SB 500i R 49
Концепция аппарата 49
Надлежащее использование 49
Безопасность 49
Предупреждающие надписи на устройстве 50
SplitBox SB 60i R 52
Концепция аппарата 52
Надлежащее использование 52
Безопасность 52
Предупреждающие надписи на устройстве 53
Проволочный буфер TPSi 55
Общие сведения 55
CrashBox /i 56
Общие сведения 56
Примечание о надлежащей работе CrashBox 57
Необходимые для установки компоненты 57
Концепция аппарата 58
Области применения 58
Информация о наладке CrashBox 58
Комплект поставки 58
WF Robacta Drive 59
Общие сведения 59
Предупреждающие надписи на устройстве 59
Шланговый пакет PushPull 61
Общие сведения 61
Комплект поставки 61
Горелка для роботизированной сварки 62
Маркировка безопасности 62
Общие сведения 62
WF 25i REEL R /4R, WF 30i REEL R /2R 64
Безопасность 64
Концепция аппарата 64
Сфера применения 64
Надлежащее использование 64
Предупреждающие надписи на устройстве 65
Соединительный шланговый пакет 67
Общие сведения 67
Общие сведения 67
PowerLiner 68
Общие сведения 68
WireSense 69
Общие сведения 69
Требования 69
Принцип работы 69
WireSense — определение краев 70
WireSense — определение контуров 71
Технические сведения 72
Крепление камеры OPT/i 73
Общие сведения 73
Измерительный шаблон для сверления 73
42
43
44
45
4

Элементы управления, разъемы и механические компоненты 75
Общие сведения 77
Безопасность 77
Общие сведения 77
SplitBox модели SB 500i R / SB 500i R PAP 78
Элементы управления, разъемы и механические компоненты модели SB 500i R 78
Элементы управления, разъемы и механические компоненты модели SB 500i R PAP 79
SplitBox SB 60i R 81
SB 60i R:элементы управления, соединения и механические компоненты 81
SB 60i R /L:элементы управления, соединения и механические компоненты 82
WF 25i Robacta Drive / WF 60i Robacta Drive CMT 84
Панель управления модели WF 25i Robacta Drive / WF 60i Robacta Drive CMT 84
Индикаторы состояния 84
WF 25i REEL R /4R, WF 30i REEL R /2R 86
Элементы управления, разъемы и механические компоненты 86
Функция кнопок проверки газа, втягивания и заправки проволоки 88
Функции кнопок проверки газа, втягивания проволоки и заправки проволоки 88
Компоненты системы сборки (стандартный робот) 91
Общие сведения 93
Безопасность 93
Последовательность сборки (стандартный робот) 93
Монтаж SplitBox SB 500i R 94
Установка крепления для устройства подачи проволоки 94
Монтаж SB 500i R 94
Установка CrashBox /i на роботе 95
Установка CrashBox /i на робот 95
Установка CrashBox/i Dummy на роботе 96
Присоединение WF Robacta Drive к стандартному роботу 98
Присоединение шлангового пакета к WF Robacta Drive (стандартный вариант) 98
Присоединение WF Robacta Drive к роботу (стандартный вариант) 99
Присоединение WF Robacta Drive к роботу 100
Оптимальное размещение шлангового пакета 101
Установка соединительного шлангового пакета 102
Установка стандартного соединительного шлангового пакета на роботе 102
Подключение шлангового пакета MHP W 103
Подключение шлангового пакета MHP W 103
Подключение SplitBox SB 500i R к системным компонентам 106
Безопасность 106
Общие сведения 106
Подключение SplitBox SB 500i R к системным компонентам 106
RU
Компоненты системы сборки (робот PAP) 109
Общие сведения 111
Безопасность 111
Последовательность сборки (робот PAP) 111
Максимальное вращение осей 112
Монтаж SplitBox SB 500i R PAP 113
Монтаж SB 500i R PAP 113
Установка CrashBox Drive /i PAP на роботе 114
Установка CrashBox Drive /i PAP на роботе 114
Установка CrashBox Drive /i PAP Dummy на роботе 115
Присоединение WF Robacta Drive к роботу PAP 117
Присоединение шлангового пакета к WF Robacta Drive (вариант PAP) 117
Установка WF Robacta Drive на роботе (вариант PAP) 118
Установка соединительного шлангового пакета 121
Установка соединительного шлангового пакета PAP на роботе 121
Подключение SplitBox SB 500i R PAP к системным компонентам 122
Безопасность 122
Общие сведения 122
5

Подключение SplitBox SB 500i R PAP к системным компонентам 122
Дальнейшая сборка системных компонентов 125
Монтаж SplitBox SB 60i R 127
Установка SB 60i R на роботе 127
Установка SB 60i R на балансире 127
Монтаж SB 60i R на стене 128
Присоединение шлангового пакета сварочной горелки к SplitBox SB 60i R 129
Установка проволочного буфера TPSi 130
Установка проволочного буфера TPSi 130
Присоединение кабеля управления к проволочному буферу. 131
Установка разматывающего механизма подачи проволоки 132
Установка разматывающего механизма подачи проволоки 132
Присоединение удлинительного шлангового пакета 133
Присоединение удлинительного шлангового пакета 133
Присоединение корпуса сварочной горелки к WF Robacta Drive 135
Установка экономичного газового сопла 135
Установка канала подачи проволоки в корпус сварочной горелки 136
Присоединение корпуса сварочной горелки к WF Robacta Drive 138
Установка крепления камеры OPT/i 139
Нагрузочная способность крепления камеры OPT/i 139
Маркировка безопасности 139
Установка крепления камеры OPT/i 140
Установка канала подачи проволоки 141
Установка канала подачи проволоки (размотчик сварочной проволоки — SplitBox SB
500i R)
Установка канала подачи проволоки (разматывающий механизм подачи проволоки —
WF Robacta Drive с внешним шлангом для подачи проволоки)
Установка PowerLiner (размотчик сварочной проволоки — WF Robacta Drive с внешним
шлангом для подачи проволоки)
Установка канала подачи проволоки (разматывающий механизм подачи проволоки —
проволочный буфер)
Установка канала подачи проволоки (SplitBox — WF 25i с внутренним каналом подачи
проволоки)
Установка канала подачи проволоки (проволочный буфер — WF Robacta Drive с
внутренним шлангом для подачи проволоки)
Установка канала подачи проволоки (проволочный буфер — WF Robacta Drive с
внешним шлангом для подачи проволоки)
Установка канала подачи проволоки в шланговый пакет сварочной горелки 147
141
141
142
143
144
145
146
Ввод в эксплуатацию 149
Установка и замена подающих роликов 151
Общие сведения 151
Механизм WF 25i Reel 4R: установка/замена подающих роликов в 4-роликовом приводе 151
Механизм WF 30i Reel 2R: установка/замена подающих роликов в 2-роликовом приводе 152
Вставка/замена подающих роликов WF 25i Robacta Drive 153
Вставка / замена подающих роликов WF 60i Robacta Drive CMT 155
Введение проволочного электрода 158
Установка изолированного канала подачи электрода в механизм подачи проволоки 158
Подача проволочного электрода 158
Регулировка прижимного усилия в WF 25i Robacta Drive 160
Регулировка прижимного усилия в WF 60i Robacta Drive CMT 160
Ввод в эксплуатацию 161
Требования 161
Общие сведения 161
Поиск и устранение неисправностей, техническое обслуживание и утилизация 163
Диагностика и устранение ошибок 165
Безопасность 165
Диагностика неполадок 165
Уход, техническое обслуживание и утилизация 169
6

Общие сведения 169
Безопасность 169
При каждом запуске 170
Будьте особо внимательны с кольцами круглого сечения. 170
При замене сварочной горелки или ее шлангового пакета 170
Замена шлангового пакета сварочной горелки и соединительного шлангового пакета 170
Каждые 6 месяцев 171
Выявление непригодных изнашивающихся деталей 171
Замена зажимного рычага WF 25i Robacta Drive 172
Замена зажимного рычага WF 60i Robacta Drive CMT 172
Замена экономичного газового сопла WF Robacta Drive 172
Замена канала подачи проволоки SB 60i R 174
Замена направляющей проволочного буфера TPSi 176
Изменение направления работы проволочного буфера TPSi 177
Замена рычага проволочного буфера TPSi 178
Установка изнашивающихся деталей на корпус горелки 179
Установка изнашивающихся деталей на корпус горелки — MTW 700 i 179
Демонтаж CrashBox PAP с робота 180
Entsorgung 181
Технические характеристики 183
SB 500i R, R (левосторонний вариант), PAP 185
SB 500i R, R (левосторонний вариант), PAP 185
SB 60i R 186
SB 60i R 186
CrashBox /i 187
CrashBox /i 187
Шланговый пакет PushPull 190
Шланговые пакеты PushPull с газовым охлаждением 190
Шланговые пакеты PushPull с жидкостным охлаждением 191
WF 25i Robacta Drive 193
WF 25i Robacta Drive /G 193
WF 25i Robacta Drive /W 193
WF 60i Robacta Drive CMT 194
WF 60i Robacta Drive CMT /G 194
WF 60i Robacta Drive /W CMT 194
WF 25i REEL R /4R/G/W 196
WF 30i REEL R /2R/G/W 197
Горелка для роботизированной сварки 198
Горелки для роботизированной сварки с газовым охлаждением 198
Горелки для роботизированной сварки с жидкостным охлаждением 199
Соединительные шланговые пакеты 201
HP 70i 201
HP 95i 201
HP 120i 201
HP 70i, кабель HP-PC HD 70 201
RU
7

Правила техники безопасности
Разъяснение
инструкций по
технике
безопасности
ПРЕДУПРЕЖДЕНИЕ!
Указывает на непосредственную опасность.
Если ее не предотвратить, возможны несчастные случаи с серьезными
▶
последствиями вплоть до смертельного исхода.
ОПАСНОСТЬ!
Указывает на потенциально опасную ситуацию.
Если ее не предотвратить, возможны несчастные случаи с серьезными
▶
последствиями вплоть до смертельного исхода.
ОСТОРОЖНО!
Указывает на ситуацию, сопровождающуюся риском повреждения имущества
или травмирования персонала.
Если опасность не предотвратить, возможно получение легких травм
▶
и/или незначительное повреждение имущества.
УКАЗАНИЕ!
Указывает на риск получения дефектных изделий и повреждения
оборудования.
Общие сведения Это устройство создано с использованием современных технологий и в
соответствии с признанными стандартами безопасности. Однако его
неправильное использование может привести к следующим нежелательным
последствиям:
-
травме или гибели оператора либо посторонних лиц;
-
повреждению устройства и других материальных ценностей,
принадлежащих эксплуатирующей компании;
-
неэффективной работе устройства.
Все лица, занимающиеся вводом в эксплуатацию, эксплуатацией, текущим и
сервисным обслуживанием, должны:
-
иметь необходимую квалификацию;
-
обладать достаточными знаниями в области автоматизированной сварки;
-
прочитать настоящее руководство по эксплуатации, а также руководства
по эксплуатации всех системных компонентов, и неукоснительно их
придерживаться.
Данное руководство обязательно должно быть доступно в месте эксплуатации
устройства. Кроме инструкций, содержащихся в настоящем руководстве по
эксплуатации, необходимо соблюдать любые общеприменимые и местные
нормы, касающиеся предотвращения несчастных случаев и защиты
окружающей среды.
Вся маркировка безопасности на устройстве:
-
должна быть разборчивой;
-
должна быть неповрежденной;
-
должна оставаться на своем месте;
-
не должна быть закрыта, заклеена или закрашена.
8

Подробную информацию о маркировке безопасности на устройстве можно
найти в разделе «Общие сведения» руководства по эксплуатации устройства.
Прежде чем начинать эксплуатацию устройства, устраните любые неполадки,
способные поставить под угрозу безопасность работы.
Соблюдение этих мер обеспечит вашу безопасность!
RU
Надлежащее
использование
Окружающие
условия
Устройства и компоненты, описанные в настоящем руководстве по
эксплуатации, предназначены исключительно для автоматизированных
сварочных систем MIG/MAG в сочетании с компонентами Fronius.
Использование для любых других целей считается ненадлежащим.
Производитель не несет ответственности за любой ущерб, понесенный
вследствие ненадлежащего использования.
Надлежащее использование также подразумевает:
-
внимательное ознакомление со всеми указаниями, изложенными в
настоящем руководстве, и неукоснительное их выполнение;
-
изучение инструкций по технике безопасности и строгое соблюдение их
требований;
-
выполнение всех предписанных проверок и работ по техническому
обслуживанию;
Также производитель не несет ответственности за непредвиденные или
неправильные результаты сварки.
Использование или хранение устройства с несоблюдением приведенных
выше требований расценивается как использование не по назначению.
Производитель не несет ответственности за повреждения, возникающие в
результате таких нарушений.
Обязанности
владельца
Диапазон допустимых температур окружающего воздуха:
-
во время эксплуатации: от -10 °C до +40 °C (от 14 °F до 104 °F);
-
при транспортировке и хранении: от -20°C до +55°C (от -4°F до 131°F).
Относительная влажность воздуха:
-
до 50 % при температуре 40 °C (104 °F).
-
до 90 % при температуре 20 °C (68 °F).
Окружающий воздух: не содержит пыли, кислот, коррозионных газов или
субстанций и т. д.
Высота над уровнем моря: до 2000 м (6561 ft. 8,16 in.).
Владелец обязуется допускать к работе с устройством только лиц, которые:
-
ознакомлены с основными предписаниями в области безопасности труда
и предотвращения несчастных случаев, а также проинструктированы по
вопросам обращения с устройством;
-
ознакомлены с положениями данного Руководства по эксплуатации, и в
частности главы «Правила техники безопасности», поняли их и
подтвердили собственноручной подписью готовность их соблюдать;
-
имеют образование, соответствующее характеру предполагаемых работ.
Через регулярные промежутки времени проверяйте соблюдение персоналом
правил техники безопасности на рабочем месте.
9

Обязанности
персонала
Все лица, привлекающиеся к работе с устройством, перед началом работы
обязуются:
-
соблюдать основные предписания в области безопасности труда и
предотвращения несчастных случаев;
-
прочесть данное Руководство по эксплуатации, и в частности, главу
«Правила техники безопасности», и подтвердить собственноручной
подписью их понимание и готовность их соблюдать.
Перед тем как покинуть рабочее место, убедитесь в том, что в ваше отсутствие
не может быть причинен ущерб людям или оборудованию.
Подключение к
сети
Защита себя и
других лиц
Устройства с более высокими номинальными мощностями из-за
значительного потребления энергии могут повлиять на параметры
напряжения и тока в электросети.
Это может сказаться на работе других типов устройств в следующих аспектах:
-
ограничения на подключение;
-
требования, касающиеся максимально допустимого полного
электрического сопротивления сети *);
-
требования, касающиеся минимальной мощности короткого замыкания *).
*
Информацию о подключении к общей электросети
см. в разделе «Технические данные».
В данном случае энергетик завода или лицо, использующее устройство,
должны убедиться, что устройство можно подключать к электросети, и при
необходимости обсудить соответствующие вопросы с компанией, отвечающей
за электроснабжение.
ВАЖНО! Убедитесь, что при подключении к сети обеспечено надлежащее
заземление.
Персонал, работающий с устройством, подвергается различным опасностям,
например:
-
летящие искры и раскаленные металлические детали;
-
излучение сварочной дуги, которое может повредить глаза и кожу;
-
опасное воздействие электромагнитных полей, которое может угрожать
жизни людей, использующих кардиостимуляторы;
-
риск смертельного поражения сетевым или сварочным током;
-
повышенное шумовое воздействие;
-
вредный сварочный дым и газы.
10
При работе с устройством необходимо надевать подходящую защитную
спецодежду. Защитная спецодежда должна соответствовать следующим
требованиям:
-
изготовлена из негорючих материалов;
-
изолирующая и сухая;
-
покрывает все тело, не имеет повреждений и находится в хорошем
состоянии;
-
включает защитный шлем;
-
штанины не должны быть завернуты.

Защитная спецодежда включает в себя различные предметы. Операторы
должны:
-
защищать свои глаза и лицо от УФ-лучей, тепла и искр при помощи
защитной маски и дыхательного фильтра;
-
надевать под маску предписанные защитные очки с боковой защитой;
-
носить прочную обувь, которая обеспечивает изоляцию даже в условиях
влажности;
-
надевать на руки подходящие защитные перчатки (электрически
изолированные и защищающие от воздействия высоких температур);
-
надевать защитные наушники для уменьшения вредного влияния шума и
предотвращения травм.
Не допускайте посторонних лиц, особенно детей, на производственные
участки, где работает оборудование или производится сварка. Если все же
поблизости находятся другие люди:
-
проинформируйте их обо всех опасных факторах (риск повреждения
зрения светом сварочной дуги, опасность ожогов от разлетающихся искр,
удушливый сварочный дым, шум, опасность поражения электрическим и
сварочным током и т. п.);
-
предоставьте соответствующие средства защиты;
-
либо же установите необходимые защитные экраны или шторы.
RU
Опасность
отравления
вредными
газами и парами
Дым, который выделяется при сварке, содержит вредные газы и пары.
Сварочный дым содержит вещества, которые, по данным из 118 тома
монографий Международного агентства по изучению рака (МАИР), могут
вызывать онкологические заболевания.
Пользуйтесь средствами дымоудаления, установленными на источнике и/или
в помещении.
При возможности используйте сварочную горелку со встроенными
средствами дымоудаления.
Не допускайте контакта головы со сварочным дымом и газами.
Придерживайтесь следующих мер предосторожности:
-
не вдыхайте вредные газы и пары;
-
обеспечьте их вывод из рабочей зоны с использованием
соответствующего оборудования.
Обеспечьте достаточную подачу свежего воздуха. Убедитесь, что объем
приточного воздуха составляет не менее 20 м³/ч.
Используйте сварочный шлем с подачей воздуха в случае недостаточной
вентиляции.
Если вы подозреваете, что мощность всасывания недостаточна, сравните
измеренные значения выбросов вредных веществ с допустимыми
предельными значениями.
Уровень опасности сварочного дыма определяют следующие компоненты,
используемые при сварке:
-
металлы, которые входят в состав детали;
-
электроды;
-
покрытия;
-
чистящие, обезжиривающие и подобные средства;
-
используемый процесс сварки.
Сведения об указанных выше компонентах содержатся в соответствующих
паспортах безопасности для материалов и инструкциях производителя.
11

Рекомендации касательно сценариев воздействия, мер по учету факторов
риска и определения эксплуатационных условий можно найти на веб-сайте
European Welding Association в разделе Health & Safety (https://europeanwelding.org).
Воспламеняющиеся пары (например, пары растворителей) не должны
попадать в зону излучения дуги.
Закончив сварку, закройте вентиль баллона с защитным газом или основной
канал его подачи.
Опасность
разлетания искр
Угрозы,
связанные с
сетевым и
сварочным
током
Разлетание искр может вызвать возгорание и взрыв.
Запрещается производить сварку в непосредственной близости от горючих
материалов.
Горючие материалы должны находиться на расстоянии не менее 11 м (36 ft.
1,07 in.) от сварочной дуги, либо быть надежно укрыты.
Держите в готовности подходящие, проверенные огнетушители.
Искры и раскаленные металлические детали могут попасть в окружающую
зону через мелкие щели и отверстия. Примите соответствующие меры по
устранению опасности получения травм и ожогов.
Не производите сварку в пожаро- и взрывоопасных помещениях и на
соединенных с другим оборудованием емкостях, бочках и трубах, если
последние не подготовлены согласно соответствующим национальным и
международным нормам.
На резервуарах, в которых хранятся/хранились газы, топливо, минеральные
масла и т.п., проведение сварки запрещено. Остатки хранившихся в них
материалов создают опасность взрыва.
Поражение электрическим током может привести к смертельному исходу.
Не прикасайтесь к внутренним или внешним токоведущим компонентам
устройства.
В ходе сварки MIG/MAG и TIG сварочная проволока, катушка с проволокой,
подающие ролики и все металлические детали, контактирующие со сварочной
проволокой, находятся под напряжением.
12
Всегда устанавливайте механизм подачи проволоки на надлежащим образом
изолированной поверхности или используйте подходящее изолированное
крепление для устройства подачи проволоки.
Убедитесь, что потенциал заземления имеет сухое, должным образом
изолированное основание или крышку и обеспечивает надлежащую защиту.
Основание или крышка должны прикрывать всю зону, где части тела могут
войти в контакт с потенциалом заземления.
Все кабели и провода должны быть закреплены, изолированы и иметь
правильный размер. Повреждения кабелей не допускаются. Соединения со
слабым контактом, обожженные, поврежденные или имеющие ненадлежащий
размер кабели следует немедленно заменять.
Перед каждым использованием необходимо закреплять соединения с
помощью рукоятки.
Если силовой кабель оснащен байонетным разъемом, нужно провернуть его

вокруг продольной оси как минимум на 180° и проверить предварительное
натяжение.
Кабели или отводы воспрещается оборачивать вокруг тела или его частей.
При работе с электродом (пруток, вольфрамовый, сварочная проволока и т. д.)
необходимо руководствоваться следующими принципами:
-
электрод нельзя погружать в жидкость для охлаждения;
-
к электроду категорически воспрещается прикасаться, когда источник
питания включен.
Между сварочными электродами двух источников питания может возникнуть
двойное напряжение холостого хода. Прикосновение к потенциалам обоих
электродов одновременно при определенных обстоятельствах может
привести к несчастному случаю со смертельным исходом.
Квалифицированные электрики должны регулярно проверять сетевой кабель
на наличие надлежащего защитного соединения с заземлением.
Для надлежащей работы устройств с классом защиты I необходимо
использовать электросеть с защитным соединением с заземлением и систему
разъемов с контактом защитного соединения с заземлением.
Подключение устройства к электросети без защитного соединения с
заземлением и розетке без контакта защитного соединения с заземлением
разрешено только в случае соблюдения всех государственных нормативных
требований, относящихся к защитному разделению.
В противном случае такие действия являются серьезным нарушением правил
безопасности. Производитель не несет ответственности за какой-либо ущерб,
понесенный вследствие ненадлежащего использования.
RU
Блуждающий
сварочный ток
При необходимости следует обеспечить надлежащее заземление детали.
Неиспользуемые устройства необходимо отключать.
При работе на высоте следует применять соответствующее защитное
снаряжение.
Перед началом каких-либо работ по ремонту или обслуживанию устройства
необходимо отключить его и отсоединить сетевой штекер.
Поместите на устройство хорошо заметную предупреждающую табличку с
четко сформулированным указанием не включать устройство и не подключать
его к сети.
После открытия устройства:
-
разрядите все токоведущие компоненты;
-
убедитесь, что на компонентах отсутствуют остаточные заряды.
Если необходимо производить работы с компонентами под током,
задействуйте еще одного человека, который должен будет в нужный момент
отключить питание.
Несоблюдение следующих инструкций может привести к возникновению
блуждающего сварочного тока, которое чревато рядом нежелательных
последствий, таких как:
-
угроза возгорания;
-
перегрев компонентов, соединенных с деталью;
-
повреждение защитных соединений с заземлением;
-
повреждение устройства и другого электрического оборудования.
Убедитесь, что деталь надежно закреплена с помощью хомута.
13

Установите хомут детали как можно ближе к области проведения сварочных
работ.
Расположите надлежащим образом изолированное устройство относительно
токопроводящей области, например, изоляцию относительно
электропроводящего пола или изоляцию в направлении электропроводящих
стоек.
При использовании распределительных щитов питания, креплений с двумя
шпиндельными головками и пр. необходимо учитывать следующее: Электрод
неиспользуемой сварочной горелки или электрододержателя находится под
напряжением. Убедитесь, что неиспользуемые сварочная горелка или
электрододержатель изолированы надлежащим образом.
При использовании автоматизированных сварочных систем MIG/MAG следите
за тем, чтобы с барабана для сварочной проволоки, большой катушки
механизма подачи проволоки или катушки с проволокой в механизм подачи
проволоки подавался только изолированный проволочный электрод.
Классификация
устройств по
электромагнитн
ой
совместимости
Меры по
предотвращени
ю
электромагнитн
ых помех
Устройства с классом эмиссии А:
-
предназначены для использования только в индустриальных районах;
-
в других местах могут создавать помехи в проводных и беспроводных
сетях.
Устройства с классом эмиссии В:
-
отвечают требованиям по части эмиссии в жилых и индустриальных
районах. Это также касается жилых районов, где энергоснабжение
осуществляется через низковольтную сеть общего пользования.
Классификация электромагнитной совместимости устройства указана на
заводской табличке или в технических характеристиках.
В ряде случаев, несмотря на то что параметры излучений устройства не
превышают предельных значений, оговоренных стандартами, его работа
может вызывать помехи на месте эксплуатации (например, если рядом
расположено чувствительное оборудование или поблизости от места
установки находятся радио- либо телевизионные приемники).
В подобных случаях компания-оператор обязана предпринять меры по
исправлению ситуации.
Проведите измерения и оценку устойчивости к электромагнитным помехам
оборудования, находящегося рядом с устройством, в соответствии с
государственными и международными нормативными требованиями. Среди
устройств, которые могут быть подвержены действию помех со стороны
данного устройства, можно назвать следующие:
-
защитные устройства;
-
силовые, сигнальные и телекоммуникационные кабели;
-
вычислительная техника и телекоммуникационное оборудование;
-
измерительные и калибровочные приборы.
14
Дополнительные меры обеспечения электромагнитной совместимости:
1. Подача питания для электросети
-
Если электромагнитные помехи возникают даже при правильном
подключении к сети, необходимо предпринять дополнительные меры
(например, использовать подходящий сетевой фильтр).

2. Провода для подачи сварочного тока должны:
-
иметь минимально возможную длину;
-
должны быть расположены как можно ближе друг к другу (во
избежание электромагнитного излучения);
-
должны располагаться отдельно от других проводов.
3. Выравнивание потенциалов
4. Заземление детали
-
При необходимости установите заземление, используя подходящие
конденсаторы.
5. Экранирование (при необходимости)
-
Экранируйте другие устройства, расположенные поблизости.
-
Экранируйте всю сварочную установку.
RU
Меры по
предотвращени
ю
электромагнитн
ого излучения
Зоны
повышенной
опасности
Электромагнитные поля могут оказывать на здоровье вредные воздействия,
еще не до конца изученные медициной:
-
Возможно воздействие на здоровье находящихся поблизости людей,
особенно пользующихся электрокардиостимулятором или слуховым
аппаратом.
-
Перед тем как приближаться непосредственно к аппарату или месту
выполнения сварочных работ, пользователям
электрокардиостимуляторов необходимо проконсультироваться с врачом.
-
По соображениям безопасности необходимо выдерживать максимальное
расстояние между сварочными кабелями и головой/корпусом сварщика.
-
Не переносите сварочные кабели и шланговые пакеты, перекинув через
плечо, и не наматывайте их на свое тело или части тела.
Избегайте контакта рук, волос, свободной одежды и инструментов с
движущимися компонентами, такими как:
-
вентиляторы;
-
шестерни;
-
ролики;
-
оси;
-
катушки с проволокой и сварочная проволока.
Не касайтесь вращающихся шестерен или других движущихся частей
механизма подачи проволоки.
Крышки и боковые панели разрешается открывать/снимать только во время
работ по техническому обслуживанию и наладке.
При работе следует:
-
Убедиться, что все крышки закрыты и все боковые компоненты
установлены правильно.
-
Все крышки и боковые компоненты должны быть закрытыми.
Выступание сварочной проволоки из сварочной горелки создает высокий риск
получения травмы (порезов рук, травм лица, глаз и т. д.).
Поэтому при работе со сварочным оборудованием, оснащенным механизмом
подачи проволоки, не направляйте сварочную горелку на себя и используйте
подходящие защитные очки.
Не касайтесь детали во время и сразу после завершения процесса сварки во
избежание ожогов.
При охлаждении деталей от них может отлетать шлак. Поэтому при доработке
деталей используйте соответствующие требованиям защитные устройства и
убедитесь, что все присутствующие лица также защищены надлежащим
образом.
15

Сварочной горелке и другим компонентам оборудования с высокими
рабочими температурами необходимо дать остыть, прежде чем использовать
их.
В зонах повышенной пожаро- и взрывоопасности должны соблюдаться
особые правила
— соблюдайте соответствующие государственные и международные
нормативные требования.
Источники тока, предназначенные для работы в местах с повышенной
опасностью поражения электрическим током (например, на бойлерах),
должны быть обозначены символом (Безопасность). Избегайте размещения
источников тока в подобных зонах.
Существует риск ожога вследствие утечки охлаждающей жидкости. Отключите
охлаждающий модуль, прежде чем отсоединить магистрали подачи и
возврата охлаждающей жидкости.
При работе с охлаждающей жидкостью соблюдайте указания, приведенные в
ее паспорте безопасности. Паспорт безопасности охлаждающей жидкости
можно получить в сервисном центре или на веб-сайте производителя.
Для перемещения устройства при помощи крана используйте только
подходящие грузозахватные приспособления.
-
Закрепите цепи или тросы на всех точках подвеса соответствующих
грузозахватных приспособлений.
-
Цепи или тросы должны быть расположены под наименьшим возможным
углом к вертикали.
-
Снимите газовый баллон и механизм подачи проволоки (сварочные
аппараты MIG/MAG и TIG).
Во время присоединения крана механизма подачи проволоки в процессе
сварки всегда используйте подходящую изолирующую подвеску для
устройства подачи проволоки (устройства MIG/MAG и TIG).
Если устройство оснащено ремнем или ручкой для переноски, их можно
использовать только для переноски вручную. Ремень для переноски не
предназначен для транспортировки с помощью крана, автопогрузчика и
других механических подъемников.
Все подъемное оборудование (ремни, скобы, цепи и пр.), используемое для
перемещения устройства и его компонентов, должно регулярно проверяться
(например, на наличие механических повреждений, коррозии и изменений,
вызванных прочими факторами окружающей среды).
Интервал и объем испытаний должны соответствовать предписаниям
соответствующих государственных нормативов или рекомендаций в качестве
минимального требования.
Существует опасность неожиданной утечки бесцветного защитного газа, не
имеющего запаха, при использовании адаптера разъема для подачи
защитного газа. Перед установкой используйте подходящую тефлоновую
ленту для уплотнения резьбы адаптера разъема для подачи защитного газа на
боковой панели устройства.
Требования к
защитному газу
16
Загрязненный защитный газ, особенно в кольцевых проводах, может
привести к повреждению оборудования и снижению качества сварки.
Соблюдайте следующие требования к качеству защитного газа:
-
размер твердых частиц < 40 мкм;
-
точка конденсации под давлением < –20 °C;
-
максимальное содержание масла < 25 мг/м³.

При необходимости используйте фильтры.
RU
Опасность при
использовании
баллонов с
защитным газом
Баллоны с защитным газом содержат газ под высоким давлением и могут
взорваться при повреждении. Поскольку баллоны с защитным газом входят в
состав сварочного оборудования, они требуют максимально осторожного
обращения.
Не подвергайте баллоны со сжатым защитным газом воздействию
избыточного тепла, шлака, открытого пламени, искр и дуги, а также
механическим ударам.
Во избежание падения баллоны с защитным газом необходимо устанавливать
вертикально и крепить согласно инструкциям.
Баллоны с защитным газом должны находиться вдали от сварочных и прочих
контуров тока.
Запрещается подвешивать сварочную горелку на газовом баллоне.
Исключите возможность контакта электрода с баллоном с защитным газом.
Опасность взрыва: не пытайтесь заваривать баллон с защитным газом,
находящийся под давлением.
Используйте только баллоны с защитным газом и сопутствующие
принадлежности (регулятор, шланги и фитинги), которые подходят для
выполняемой задачи. Используемые баллоны с защитным газом и
сопутствующие принадлежности должны быть в хорошем состоянии.
Опасность
утечки
защитного газа
Открывая вентиль баллона с защитным газом, поверните лицо в сторону.
Закончив сварку, закройте вентиль баллона с защитным газом.
Если баллон с защитным газом не подсоединен, закройте вентиль колпачком.
Необходимо соблюдать указания производителя, а также применимые
государственные и международные стандарты, касающиеся баллонов с
защитным газом и сопутствующих принадлежностей.
При неконтролируемой утечке защитного газа существует опасность
задохнуться.
Защитный газ не имеет цвета и запаха, поэтому в случае утечки он может
вытеснять кислород из окружающего воздуха.
-
Обеспечьте подачу достаточного количества свежего воздуха с
интенсивностью вентиляции не менее 20 м³/час.
-
Соблюдайте инструкции по технике безопасности при работе с газовыми
баллонами или газовыми магистралями и соответствующие инструкции
по их обслуживанию.
-
Закончив сварку, закройте защитный вентиль баллона с газом или
основной канал его подачи.
-
Перед началом работы всегда проверяйте баллон с защитным газом или
газовую магистраль на предмет неконтролируемых утечек газа.
17

Меры
безопасности в
месте установки
и при
транспортировк
е
Опрокидывание устройства может привести к несчастному случаю со
смертельным исходом. Разместите устройство на твердой ровной поверхности
таким образом, чтобы обеспечить его устойчивость.
-
Максимальный допустимый угол наклона составляет 10°.
В пожароопасных и взрывоопасных зонах действуют особые правила.
-
Соблюдайте соответствующие государственные и международные
нормативные требования.
Разработайте внутренние правила и процедуры проверки, чтобы
гарантировать, что рабочее место постоянно содержится в чистоте и порядке.
Настройку и эксплуатацию устройства необходимо производить только в
соответствии со степенью защиты, указанной на заводской табличке;
При настройке устройства следите за наличием вокруг него свободного
пространства шириной 0,5 м (1 фут 7,69 дюйма), обеспечивающего
нормальную циркуляцию охлаждающего воздуха.
При транспортировке устройства соблюдайте соответствующие
государственные и международные нормативные требования, а также
правила предупреждения несчастных случаев. Это, в частности, относится к
нормам, касающимся рисков при транспортировке.
Подъем или транспортировка работающих устройств не допускается. Перед
транспортировкой или подъемом обязательно отключите устройства.
Меры
безопасности
при нормальной
эксплуатации
Перед транспортировкой устройства полностью слейте охлаждающую
жидкость и отсоедините указанные ниже компоненты.
-
Механизм подачи проволоки
-
Катушка с проволокой
-
Баллон с защитным газом
После транспортировки и перед вводом в эксплуатацию устройство
необходимо проверить на предмет повреждений. Перед вводом устройства в
эксплуатацию любые повреждения должны быть устранены сервисным
персоналом, прошедшим курс надлежащей подготовки.
Эксплуатируйте устройство, только если все защитные устройства находятся в
полностью работоспособном состоянии. Неправильная работа защитных
приспособлений может привести к:
-
травмированию или гибели оператора либо посторонних лиц;
-
повреждению устройства и других материальных ценностей,
принадлежащих эксплуатирующей компании;
-
неэффективной работе устройства.
Прежде чем включать устройство, необходимо устранить любые
неисправности защитных приспособлений.
Запрещается отключать защитные приспособления или блокировать их
работу.
18
Прежде чем включать устройство, убедитесь, что его работа не угрожает
ничьей безопасности.
Проводите проверку защитных приспособлений на предмет повреждений и
неисправности не реже одного раза в неделю.
Надежно закрепите баллон с защитным газом и заблаговременно снимайте
его, если устройство планируется перемещать при помощи крана.

В наших устройствах необходимо использовать только оригинальную
охлаждающую жидкость с нужными свойствами (электропроводность,
средство против замерзания, совместимость с материалами, горючесть и т. п.).
Используйте только подходящую оригинальную охлаждающую жидкость от
производителя.
Не смешивайте оригинальную охлаждающую жидкость с другими
охлаждающими жидкостями.
К охлаждающему контуру можно подключать только системные компоненты
от производителя охлаждающего устройства.
Производитель не несет ответственности за ущерб вследствие использования
системных компонентов других производителей или неоригинальной
охлаждающей жидкости. Кроме того, гарантия на подобные случаи не
распространяется.
Охлаждающая жидкость FCL 10/20 не воспламеняется. В определенных
условиях охлаждающая жидкость на основе этанола может воспламениться.
Охлаждающую жидкость необходимо транспортировать только в
оригинальных герметизированных емкостях и держать вдали от источников
возгорания.
Утилизация использованной охлаждающей жидкости должна производиться
только в соответствии с применимыми государственными и международными
нормативными требованиями. Паспорт безопасности охлаждающей жидкости
можно получить в сервисном центре или загрузить с веб-сайта
производителя.
RU
Ввод в
эксплуатацию,
техническое
обслуживание и
наладка
Проверка на
безопасность
Перед началом сварки, пока система не прогрелась, проверьте уровень
охлаждающей жидкости.
Невозможно гарантировать, что покупные детали разработаны и изготовлены
в полном соответствии с назначением или требованиями безопасности.
-
Используйте только оригинальные запасные и быстроизнашивающиеся
детали (это также относится к стандартным деталям).
-
Не вносите в устройство модификации или изменения без
предварительного согласия производителя.
-
Компоненты, состояние которых не идеально, должны быть немедленно
заменены.
-
При заказе указывайте точное название, номер по каталогу и серийный
номер устройства, которые приведены в списке запасных частей.
Винты корпуса обеспечивают защитное соединение с заземлением для всех
его компонентов.
Обязательно используйте надлежащее количество оригинальных винтов
корпуса и соблюдайте указанный момент затяжки.
Завод-производитель рекомендует проводить проверку на безопасность не
реже одного раза в 12 месяцев.
С такой же периодичностью в 12 месяцев рекомендуется производить
калибровку источников тока.
19

Рекомендуется проверка на безопасность, осуществляемая
квалифицированным электриком:
-
после внесения изменений;
-
после внесения каких-либо конструктивных изменений;
-
после ремонта, ухода и технического обслуживания;
-
не реже, чем раз в двенадцать месяцев.
Проверка на безопасность должна производиться в соответствии с местными
и международными стандартами и инструкциями.
Более подробную информацию о проведении проверки на безопасность и
калибровки можно получить в центре технического обслуживания. Там при
необходимости можно запросить соответствующую документацию.
Утилизация Электрическое и электронное оборудование необходимо утилизировать
раздельно и перерабатывать экологически безопасным способом в
соответствии с требованиями директив ЕС и национального законодательства.
Использованное оборудование необходимо вернуть дистрибьютору или в
местную авторизованную систему сбора и удаления вредных отходов.
Надлежащая утилизация использованного устройства способствует
экологически безвредной переработке материальных ресурсов.
Несоблюдение этих требований может стать причиной негативного
воздействия на здоровье людей и окружающую среду.
Упаковочные материалы
Раздельная утилизация и вывоз. Соблюдайте правила и предписания вашего
города / района. Сомните коробку, чтобы уменьшить занимаемый ею объем.
Маркировка
безопасности
Защита данных За сохранность данных, отличных от заводских настроек, несет
Устройства, имеющие маркировку СЕ, соответствуют основным требованиям
директив, касающихся низковольтного оборудования и электромагнитной
совместимости (например, применимым стандартам на продукты серии
EN 60974).
Компания Fronius International GmbH заявляет, что устройство соответствует
требованиям директивы 2014/53/EU. Полный текст сертификата
соответствия ЕС доступен на веб-сайте: http://www.fronius.com.
Устройства, отмеченные знаком CSA, соответствуют требованиям применимых
стандартов Канады и США.
ответственность пользователь устройства. Производитель не несет
ответственности за потерю персональных настроек.
Авторские права Авторские права на данное руководство по эксплуатации принадлежат
производителю устройства.
Текст и иллюстрации отражают технический уровень на момент публикации.
Компания оставляет за собой право на внесение изменений. Содержание
руководства по эксплуатации не может быть основанием для претензий со
стороны покупателя. Предложения и сообщения об ошибках в руководстве по
эксплуатации принимаются с благодарностью.
20

Описание
A B
предупреждающ
их надписей на
устройстве
На некоторых моделях наклейки с предупреждающими надписями
прикреплены непосредственно к устройствам.
Расположение символов может отличаться у различных моделей.
! Внимание! Осторожно!
Символы указывают на возможную опасность.
A Возможно травмирование пальцев подающими роликами.
B В ходе выполнения работ сварочная проволока и элементы устройства
подачи проволоки находятся под сварочным напряжением.
Не касайтесь этих элементов руками и металлическими предметами!
RU
1. Поражение электрическим током может привести к смертельному
исходу.
1.1 Надевайте сухие перчатки из электроизолирующих материалов. Не
касайтесь проволочного электрода голыми руками. Не используйте
перчатки, если они повреждены или намокли.
1.2 Чтобы защититься от поражения электрическим током, используйте
основание, электрически изолированное от пола и рабочей области.
1.3 Перед выполнением работ по ремонту и обслуживанию устройства
отключите его и отсоедините шнур питания либо иным способом
отключите устройство от сети подачи питания.
21

2. Вдыхание сварочного дыма может представлять угрозу для здоровья.
2.1 Не допускайте попадания сварочного дыма в лицо.
2.2 Используйте для удаления сварочного дыма систему принудительной
вентиляции либо локальную вытяжную вентиляцию.
2.3 Используйте вентилятор для удаления сварочного дыма.
3. Искры, образующиеся в ходе сварочных работ, могут стать причиной
взрыва или пожара.
3.1 В зоне проведения процесса сварки не должно быть
легковоспламеняющихся веществ. Не выполняйте сварочные работы
вблизи от легковоспламеняющихся веществ.
3.2 Искры, образующиеся в ходе сварочных работ, могут вызвать пожар. В
зоне выполнения сварочных работ должен находиться исправный
огнетушитель. При необходимости, в зоне выполнения сварочных
работ должен дежурить наблюдатель, умеющий работать с
огнетушителем.
3.3 Не проводите сварочные работы на баках, бочках или закрытых
емкостях.
4. Излучение от сварочной дуги может вызывать повреждения глаз и
травмировать кожу.
4.1 Надевайте защитный шлем и очки. Используйте средства для защиты
ушей и рубашку с застегивающимся воротником. Используйте
сварочный шлем с правильным тонированием обзорного щитка.
Надевайте надежный защитный сварочный костюм.
22

xx,xxxx,xxxx *
5. Перед началом сварочных работ или работ по техническому
обслуживанию машины
обязательно пройдите обучение и ознакомьтесь с инструкциями!
6. Запрещается удалять наклейку с предупреждением или закрашивать
ее.
* Номер наклейки для заказа по каталогу производителя
RU
23

24

Конфигурация системы
25

26

Конфигурации системы — стандартный робот
(6)
(2)
(3)
(9)**
(8)
(4)
(5)
(1)*
(7)*
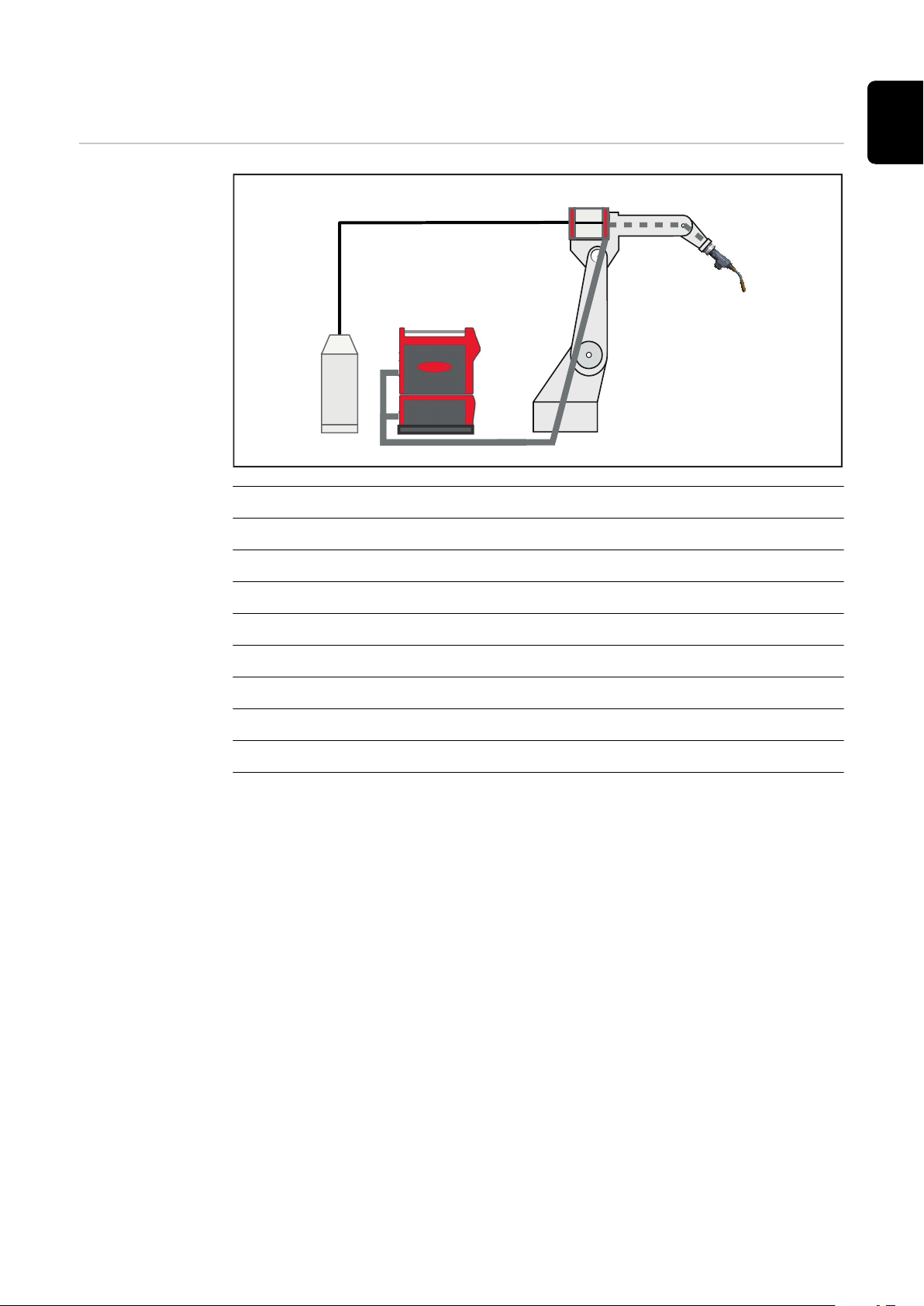
PowerDrive с
барабаном для
проволоки
(1) Шланг с каналом для подачи проволоки
(2) Источник тока TPSi
RU
(3) Охлаждающий модуль CU
(4) Вертикальная консоль
(5) Соединительный шланговый пакет HP
(6) SplitBox SB 500i R
(7) Шланговый пакет сварочной горелки MHP /i R
(8) WF 25i Robacta Drive
(9) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
макс. 6 м между барабаном для проволоки и приводом
(макс. 8 м с PowerLiner)
Допустимый диаметр проволоки:
0,8–1,2 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
ВАЖНО! Не используйте выпрямитель проволоки или направляющий валик
для данной конфигурации.
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
27

PowerDrive с
(6)
(9)**
(8)
(5)
(1)*
(7)*
(2)
(3)
(4)
барабаном для
проволоки и
внешним
шлангом для ее
подачи
(1) Шланг с каналом для подачи проволоки
(2) Источник тока TPSi
(3) Охлаждающий модуль CU
(4) Вертикальная консоль
(5) Соединительный шланговый пакет HP
(6) SplitBox SB 500i R
(7) Шланговый пакет сварочной горелки MHP /i R с внешним шлангом для
подачи проволоки
(8) WF 25i Robacta Drive
(9) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
макс. 6 м между барабаном для проволоки и приводом
(макс. 8 м с PowerLiner)
Допустимый диаметр проволоки:
0,8–1,2 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
ВАЖНО! Не используйте выпрямитель проволоки или направляющий валик
для данной конфигурации.
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
28

PushPull с 4-
(8)
(11)**
(10)
(1)*
(9)*
(2)
(3)
(1)*
(4)
(5)
(6)
(7)
роликовым
разматывающим
механизмом
подачи
проволоки и
барабаном для
проволоки
RU
(1) Шланг с каналом для подачи проволоки
(2) Кабель SpeedNet COM
(3) Разматывающий механизм подачи проволоки WF 25i REEL 4R
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP
(8) SplitBox SB 500i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 25i Robacta Drive
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 15 м между приводом и разматывающим механизмом подачи
проволоки
(макс. 20 м с PowerLiner)
-
макс. 8 м между разматывающим механизмом подачи проволоки и
барабаном для проволоки
(макс. 10 м с PowerLiner)
Минимальное расстояние между разматывающим механизмом подачи
проволоки и приводом:
4 м
Допустимый диаметр проволоки:
0,8–2,0 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
29

PushPull с 4-
(8)
(3)
(4)
(11)**
(10)
(5)
(6)
(1)
(9)*
(2)
(7)*
роликовым
разматывающим
механизмом
подачи
проволоки и
катушкой с
проволокой
(1) Кабель SpeedNet COM
(2) Разматывающий механизм подачи проволоки WF 25i REEL 4R
+ тележка D300 катушки OPT/i WF
(3) Источник тока TPSi
(4) Охлаждающий модуль CU
(5) Вертикальная консоль
(6) Соединительный шланговый пакет HP
(7) Шланг с каналом для подачи проволоки
(8) SplitBox SB 500i R
(9) Шланговый пакет сварочной горелки MHP /i R с внешним шлангом для
подачи проволоки
(10) WF 25i Robacta Drive
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
макс. 15 м между приводом и разматывающим механизмом подачи проволоки
(макс. 20 м с PowerLiner)
Допустимый диаметр проволоки:
0,8–2,0 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
30

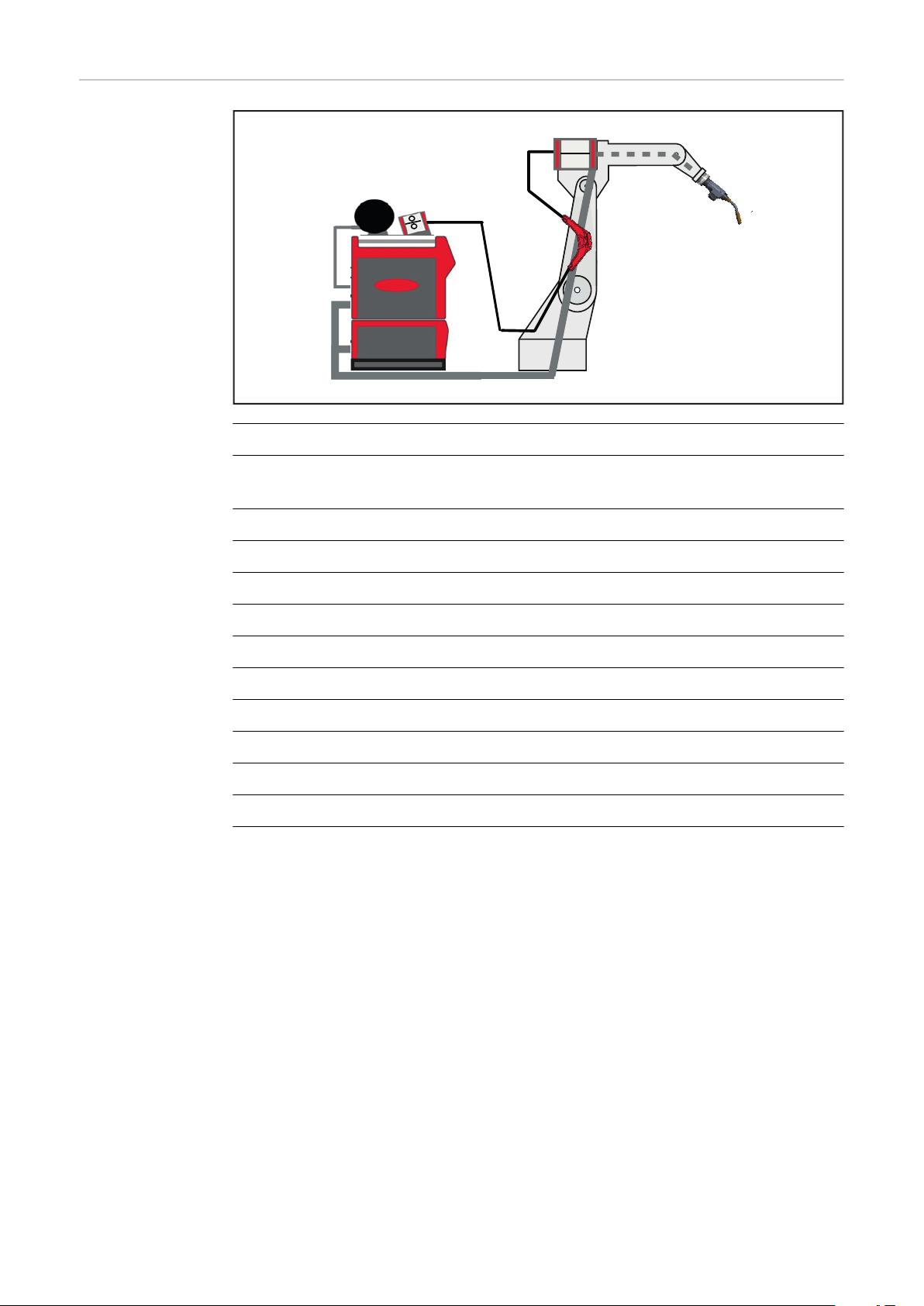
PushPull с SB 60i,
(10)
(11)**
(9)
(1)
(7)**
(2)
(8)
(3)
(4)
(5)
(6)
4-роликовым
размотчиком
сварочной
проволоки и
катушкой с
проволокой
RU
(1) Кабель SpeedNet COM
(2) Размотчик сварочной проволоки WF 25i REEL 4R
+ тележка D300 приспособления для сматывания катушек OPT/i WF
(3) Источник тока TPSi
(4) Охлаждающий модуль CU
(5) Вертикальная консоль
(6) Соединительный шланговый пакет HP SB 60i
(7) Шланг для подачи проволоки с каналом подачи
(8) SplitBox SB 60i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 25i Robacta Drive
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и SB 60i R
-
макс. 6 м между SB 60i R и размотчиком сварочной проволоки
Минимальное расстояние между SB 60i R и приводом:
1 м
Допустимый диаметр проволоки:
0,8–1,6 мм
Процессы сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи проволоки, соответствующий диаметру
проволоки (включая основной комплект)
31

PushPull с 2-
(9)
(11)**
(8)
(1)
(7)*
(2)
(10)
(3)
(4)
(5)
(6)
роликовым
разматывающим
механизмом
подачи
проволоки,
барабаном для
проволоки и
внешним
шлангом для
подачи
проволоки
(1) Разматывающий механизм подачи проволоки WF 30i REEL 2R
+ монтажный барабан WF
(2) Кабель SpeedNet COM
(3) Источник тока TPSi
(4) Охлаждающий модуль CU
(5) Вертикальная консоль
(6) Соединительный шланговый пакет HP
(7) Шланг с каналом для подачи проволоки
(8) SplitBox SB 500i R
(9) Шланговый пакет сварочной горелки MHP /i R с внешним шлангом для
подачи проволоки
(10) WF 25i Robacta Drive
(11) Горелка для роботизированной сварки MHP /i R
Максимальное расстояние подачи проволоки:
макс. 8 м между приводом и разматывающим механизмом подачи проволоки
(макс. 10 м с PowerLiner)
Допустимый диаметр проволоки:
0,8–1,6 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
ВАЖНО!
-
Данная конфигурация возможна только при использовании барабана для
проволоки. Использование катушки с проволокой невозможно.
-
Не используйте выпрямитель проволоки или направляющий валик для
данной конфигурации.
32

CMT с SB 60i, 4-
(9)*
(4)
(5)
(11)**
(8)
(6)
(7)
(1)*
(1)**
(2)
(10)
(3)
(1
(1(1
роликовым
разматывающим
механизмом
подачи
проволоки и
барабаном для
проволоки
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
RU
(1) Шланг с каналом для подачи проволоки
(2) Кабель SpeedNet COM
(3) Разматывающий механизм подачи проволоки WF 25i REEL 4R
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP SB 60i
(8) SplitBox SB 60i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 60i Robacta Drive CMT
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и SB 60i R
-
макс. 6 м между SB 60i R и разматывающим механизмом подачи
проволоки
-
макс. 8 м между разматывающим механизмом подачи проволоки и
барабаном для проволоки
(макс. 10 м с PowerLiner)
Минимальное расстояние между механизмом подачи проволоки и приводом:
1 м
Допустимый диаметр проволоки:
0,8–1,6 мм (алюминий), 0,8–1,4 мм (сталь)
Процесс сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE, PMC-RIPPLE-DRIVE, CMT
33

CMT с SB 500i, 4-
(9)
(4)
(5)
(12)**
(8)
(6)
(7)
(1)*
(1)**
(2)
(10)*
(3)
(11)
(1
роликовым
разматывающим
механизмом
подачи
проволоки,
барабаном для
проволоки и
внешним
шлангом для
подачи
проволоки
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
(1) Шланг с каналом для подачи проволоки
(2) Кабель SpeedNet COM
(3) Разматывающий механизм подачи проволоки WF 25i REEL 4R
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP
(8) Проволочный буфер
(9) SplitBox SB 500i R
(10) Шланговый пакет сварочной горелки MHP /i R с внешним шлангом для
подачи проволоки
(11) WF 60i Robacta Drive CMT
(12) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и проволочным буфером
-
макс. 6 м между проволочным буфером и разматывающим механизмом
подачи проволоки
-
макс. 8 м между разматывающим механизмом подачи проволоки и
барабаном для проволоки
(макс. 10 м с PowerLiner)
Минимальное расстояние между механизмом подачи проволоки и приводом:
1 м
34

CMT с SB 60i, 4-
(3)
(4)
(11)**
(8)
(5)
(6)
(1)
(7)**
(2)
(9)*
(2)
(10)
роликовым
размотчиком
сварочной
проволоки и
катушкой с
проволокой
Допустимый диаметр проволоки:
0,8–1,6 мм (алюминий), 0,8–1,4 мм (сталь)
RU
Процесс сварки:
стандартная, импульсная, LSC, PMC, CMT
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
(1) Кабель SpeedNet COM
(2) Размотчик сварочной проволоки WF 25i REEL 4R
+ тележка D300 приспособления для сматывания катушек OPT/i WF
(3) Источник тока TPSi
(4) Охлаждающий модуль CU
(5) Вертикальная консоль
(6) Соединительный шланговый пакет HP SB 60i
(7) Шланг для подачи проволоки с каналом подачи
(8) SplitBox SB 60i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 60i Robacta Drive CMT
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и SB 60i R
-
макс. 6 м между SB 60i R и размотчиком сварочной проволоки
Минимальное расстояние между механизмом подачи проволоки и приводом:
1 м
Допустимый диаметр проволоки:
0,8–1,6 мм (алюминий), 0,8–1,4 мм (сталь)
35

Процессы сварки:
стандартная, импульсная, LSC, PMC, CMT
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи проволоки, соответствующий диаметру
проволоки (включая основной комплект)
36
Конфигурации системы — PAP
(8)
(2)
(3)
(9)**
(7)*
(1)*
(4)
(6)
(5)
PowerDrive с
барабаном для
проволоки
(1) Шланг с каналом для подачи проволоки
(2) Источник тока TPSi
RU
(3) Охлаждающий модуль CU
(4) Вертикальная консоль
(5) Соединительный шланговый пакет HP
(6) SplitBox SB 500i R
(7) Шланговый пакет сварочной горелки MHP /i R
(8) WF 25i Robacta Drive
(9) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
макс. 6 м между барабаном для проволоки и приводом
(макс. 8 м с PowerLiner)
Допустимый диаметр проволоки:
0,8–1,2 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
ВАЖНО! Не используйте выпрямитель проволоки или направляющий валик
для данной конфигурации.
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
37

PushPull с 4-
(8)
(4)
(5)
(11)**
(9)*
(1)*
(6)
(10)
(7)
(2)
(3)
(1)*
(1(1(1
(1(1(1
(1
роликовым
разматывающим
механизмом
подачи
проволоки и
барабаном для
проволоки
(1) Шланг с каналом для подачи проволоки
(2) Кабель SpeedNet COM
(3) Разматывающий механизм подачи проволоки WF 25i REEL 4R
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP
(8) SplitBox SB 500i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 25i Robacta Drive
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 15 м между приводом и разматывающим механизмом подачи
проволоки
(макс. 20 м с PowerLiner)
-
макс. 8 м между разматывающим механизмом подачи проволоки и
барабаном для проволоки
(макс. 10 м с PowerLiner)
Минимальное расстояние между механизмом подачи проволоки и приводом:
4 м
Допустимый диаметр проволоки:
0,8–2,0 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
38

PushPull с 4-
(8)
(11)**
(9)*
(1)
(10)
(2)
(7)*
(3)
(4)
(5)
(6)
роликовым
разматывающим
механизмом
подачи
проволоки и
катушкой с
проволокой
RU
(1) Кабель SpeedNet COM
(2) Разматывающий механизм подачи проволоки WF 25i REEL 4R
+ тележка D300 катушки OPT/i WF
(3) Источник тока TPSi
(4) Охлаждающий модуль CU
(5) Вертикальная консоль
(6) Соединительный шланговый пакет HP
(7) Шланг с каналом для подачи проволоки
(8) SplitBox SB 500i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 25i Robacta Drive
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
макс. 15 м между приводом и разматывающим механизмом подачи проволоки
(макс. 20 м с PowerLiner)
Минимальное расстояние между механизмом подачи проволоки и приводом:
4 м
Допустимый диаметр проволоки:
0,8–2,0 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
39

PushPull с 2-
(8)
(4)
(5)
(11)**
(9)*
(3)*
(6)
(10)
(7)
(1)
(2)
роликовым
разматывающим
механизмом
подачи
проволоки и
барабаном для
проволоки
(1) Разматывающий механизм подачи проволоки WF 30i REEL 2R
+ монтажный барабан WF
(2) Кабель SpeedNet COM
(3) Шланг с каналом для подачи проволоки
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP
(8) SplitBox SB 500i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 25i Robacta Drive
(11) Горелка для роботизированной сварки MHP /i R
Максимальное расстояние подачи проволоки:
макс. 8 м между приводом и разматывающим механизмом подачи проволоки
(макс. 10 м с PowerLiner)
Минимальное расстояние между механизмом подачи проволоки и приводом:
4 м
Допустимый диаметр проволоки:
0,8–1,6 мм
Процесс сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
40
ВАЖНО! Данная конфигурация возможна только при использовании барабана
для проволоки. Использование катушки с проволокой невозможно.
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)

PushPull с
(8)
(4)
(5)
(12)**
(10)*
(1)*
(6)
(11)
(7)
(2)
(3)
(1)**
(9)
(1)*
проволочным
буфером, 4роликовым
разматывающим
механизмом
подачи
проволоки и
барабаном для
проволоки
RU
(1) Шланг с каналом для подачи проволоки
(2) Кабель SpeedNet COM
(3) Разматывающий механизм подачи проволоки WF 25i REEL 4R
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP
(8) SplitBox SB 500i R
(9) Проволочный буфер
(10) Шланговый пакет сварочной горелки MHP /i R
(11) WF 25i Robacta Drive
(12) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и проволочным буфером
-
макс. 6 м между проволочным буфером и разматывающим механизмом
подачи проволоки
-
макс. 8 м между разматывающим механизмом подачи проволоки и
барабаном для проволоки
(макс. 10 м с PowerLiner)
Допустимый диаметр проволоки:
0,8–2,0 мм (алюминий), 0,8–1,6 мм (сталь)
Процесс сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
41
PushPull с
(9)
(12)**
(10)*
(7)**
(8)
(1)
(2)
(7)*
(11)
(3)
(4)
(5)
(6)
проволочным
буфером, 4роликовым
размотчиком
сварочной
проволоки и
катушкой с
проволокой
(1) Кабель SpeedNet COM
(2) Размотчик сварочной проволоки WF 25i REEL 4R
+ тележка D300 приспособления для сматывания катушек OPT/i WF
(3) Источник тока TPSi
(4) Охлаждающий модуль CU
(5) Вертикальная консоль
(6) Соединительный шланговый пакет HP
(7) Шланг для подачи проволоки с каналом подачи
(8) Проволочный буфер
(9) SplitBox SB 500i R
(10) Шланговый пакет сварочной горелки MHP /i R
(11) WF 25i Robacta Drive
(12) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и проволочным буфером
-
макс. 6 м между проволочным буфером и размотчиком сварочной
проволоки
Минимальное расстояние между механизмом подачи проволоки и приводом:
1 м
Допустимый диаметр проволоки:
0,8–1,6 мм
Процессы сварки:
стандартная, импульсная, LSC, PMC, PMC-MIX-DRIVE
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи проволоки, соответствующий диаметру
проволоки (включая основной комплект)
42

CMT с SB 60i, 4-
(8)
(4)
(5)
(11)**
(9)*
(1)**
(6)
(7)
(3)
(2)(1)*
(10)
роликовым
разматывающим
механизмом
подачи
проволоки и
барабаном для
проволоки
RU
(1) Шланг с каналом для подачи проволоки
(2) Кабель SpeedNet COM
(3) Разматывающий механизм подачи проволоки WF 25i REEL 4R
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP SB 60i
(8) SplitBox SB 60i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 60i Robacta Drive CMT
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и SB 60i R
-
макс. 6 м между SB 60i R и разматывающим механизмом подачи
проволоки
-
макс. 8 м между разматывающим механизмом подачи проволоки и
барабаном для проволоки
(макс. 10 м с PowerLiner)
Минимальное расстояние между механизмом подачи проволоки и приводом:
1 м
Допустимый диаметр проволоки:
0,8–1,6 мм (алюминий), 0,8–1,4 мм (сталь)
Процесс сварки:
стандартная, импульсная, LSC, PMC, CMT
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
43

CMT с SB 500i, 4-
(8)
(12)**
(9)
(10)*
(7)
(3)
(2)(1)*
(11)
(1)**
(1)*
(4)
(5)
(6)
роликовым
разматывающим
механизмом
подачи
проволоки и
барабаном для
проволоки
(1) Шланг с каналом для подачи проволоки
(2) Кабель SpeedNet COM
(3) Разматывающий механизм подачи проволоки WF 25i REEL 4R
(4) Источник тока TPSi
(5) Охлаждающий модуль CU
(6) Вертикальная консоль
(7) Соединительный шланговый пакет HP
(8) SplitBox SB 500i R
(9) Проволочный буфер
(10) Шланговый пакет сварочной горелки MHP /i R
(11) WF 60i Robacta Drive CMT
(12) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и проволочным буфером
-
макс. 6 м между проволочным буфером и разматывающим механизмом
подачи проволоки
-
макс. 8 м между разматывающим механизмом подачи проволоки и
барабаном для проволоки
(макс. 10 м с PowerLiner)
Минимальное расстояние между механизмом подачи проволоки и приводом:
1 м
Допустимый диаметр проволоки:
0,8–1,6 мм (алюминий), 0,8–1,4 мм (сталь)
Процесс сварки:
стандартная, импульсная, LSC, PMC, CMT
44

CMT с SB 500i, 4-
(8)
(12)**
(9)
(10)*
(6)
(7)**
(2)
(1)
(11)
(7)*
(3)
(4)
(5)
роликовым
размотчиком
сварочной
проволоки и
катушкой с
проволокой
* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи, соответствующий диаметру проволоки
(включая основной комплект)
RU
(1) Кабель SpeedNet COM
(2) Размотчик сварочной проволоки WF 25i REEL 4R
+ тележка D300 приспособления для сматывания катушек OPT/i WF
(3) Источник тока TPSi
(4) Охлаждающий модуль CU
(5) Вертикальная консоль
(6) Соединительный шланговый пакет HP
(7) Шланг для подачи проволоки с каналом подачи
(8) SplitBox SB 500i R
(9) Шланговый пакет сварочной горелки MHP /i R
(10) WF 60i Robacta Drive CMT
(11) Горелка для роботизированной сварки MTB /i R
Максимальное расстояние подачи проволоки:
-
макс. 4 м между приводом и проволочным буфером
-
макс. 6 м между проволочным буфером и размотчиком сварочной
проволоки
Минимальное расстояние между механизмом подачи проволоки и приводом:
1 м
Допустимый диаметр проволоки:
0,8–1,6 мм (алюминий), 0,8–1,4 мм (сталь)
Процессы сварки:
стандартная, импульсная, LSC, PMC, CMT
45

* Используйте максимально широкий канал подачи проволоки (включая
основной комплект)
** Используйте канал подачи проволоки, соответствующий диаметру
проволоки (включая основной комплект)
46

Компоненты системы
47

48

SplitBox SB 500i R
RU
Концепция
аппарата
Надлежащее
использование
Аппараты SplitBox (SB) 500i R, SB 500i R / L и SB 500i R PAP предназначены для
подачи сварочной проволоки при автоматизированной сварке MIG/MAG и
специально разработаны для установки на роботах. Существует две версии
аппаратов:
-
R = для установок, в которых шланговый пакет монтируется снаружи
робота;
-
PAP = для применения в случаях, когда шланговый пакет установлен в
руке-манипуляторе робота.
Устройство предназначено специально для подачи проволоки в
автоматизированных системах сварки MIG/MAG в сочетании с системными
компонентами Fronius. Использование для каких-либо других целей считается
ненадлежащим. Производитель не несет ответственности за любой ущерб,
понесенный вследствие ненадлежащего использования.
Использование по прямому назначению также подразумевает:
-
внимательное ознакомление с настоящим руководством по эксплуатации;
-
соблюдение всех указаний и правил техники безопасности, изложенных в
настоящем руководстве;
-
выполнение всех предписанных проверок и работ по техническому
обслуживанию.
Безопасность
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к тяжелым травмам и повреждению имущества.
Выполнять все работы и использовать функции, описанные в настоящем
▶
документе, должны квалифицированные технические специалисты,
прошедшие курс надлежащего обучения.
Внимательно ознакомьтесь со всеми сведениями этого документа.
▶
Внимательно изучите правила техники безопасности и документацию
▶
пользователя для этого оборудования и всех компонентов системы.
49

Предупреждающ
40,0006,3035
Caution:
Attention:
Parts may be at welding
voltage
Les pièces peuvent être
à la tension de soudage
500 A/100% 600 A/60% 650A/40%
I2
0.8 A
I11
U11
60 V
U12 I12 0.5 A24 V
IEC 60 974-1/-10 Cl.A
IP 43
www.fronius.com
Ser.No.:
Part No.:
XXXXXXXXXX
4,040,080
SB 500i R /G/W/FSC
ие надписи на
устройстве
Устройство снабжено маркировкой безопасности и заводской табличкой.
Запрещается удалять или закрашивать маркировку безопасности и заводскую
табличку. Маркировка безопасности содержит предупреждения,
предназначенные для предотвращения неправильной эксплуатации
оборудования, которая может привести к несчастному случаю с серьезными
последствиями и повреждению имущества.
Сварка — потенциально опасный процесс. Чтобы обеспечить надлежащее
использование оборудования, следует соблюдать изложенные ниже основные
требования:
-
сварщики должны иметь необходимую квалификацию;
-
при работе следует использовать надлежащие защитные устройства;
-
Все лица, не участвующие работах, должны находиться на безопасном
расстоянии от механизма подачи проволоки и зоны проведения сварки.
Не утилизируйте использованные устройства вместе с бытовыми отходами.
Устройства следует утилизировать согласно правилам техники безопасности.
Перед использованием описанных в настоящем руководстве функций
необходимо полностью ознакомиться с перечисленными ниже документами:
-
настоящее руководство по эксплуатации;
-
руководства по эксплуатации всех системных компонентов, в особенности
правила техники безопасности.
50

Избегайте контакта рук, волос, одежды и инструментов с движущимися
компонентами, например:
-
шестернями;
-
подающими роликами;
-
катушками с проволокой и сварочной проволокой.
Не касайтесь вращающихся компонентов привода.
Крышки и боковые панели могут быть открыты или сняты исключительно при
проведении технического обслуживания или ремонта.
При работе следует:
-
Убедитесь, что все крышки закрыты и все боковые панели правильно
закреплены.
-
Следите за тем, чтобы все крышки и боковые панели были закрыты.
RU
51

SplitBox SB 60i R
Концепция
аппарата
Надлежащее
использование
Модели SB 60i R и SB 60i R/L предназначены для соединения шланговых
пакетов при автоматизированной сварке MIG/MAG и специально разработаны
для монтажа на роботизированных установках.
SB 60i R:
исполнение аппарата для установки на правой стороне робота.
SB 60i R /L:
исполнение аппарата для установки на левой стороне робота.
Устройство предназначено специально для подачи проволоки в
автоматизированных системах сварки MIG/MAG в сочетании с системными
компонентами Fronius. Использование для каких-либо других целей считается
ненадлежащим. Производитель не несет ответственности за любой ущерб,
понесенный вследствие ненадлежащего использования.
Использование по прямому назначению также подразумевает:
-
внимательное ознакомление с настоящим руководством по эксплуатации;
-
соблюдение всех указаний и правил техники безопасности, изложенных в
настоящем руководстве;
-
выполнение всех предписанных проверок и работ по техническому
обслуживанию.
Безопасность
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к тяжелым травмам и повреждению имущества.
Выполнять все работы и использовать функции, описанные в настоящем
▶
документе, должны квалифицированные технические специалисты,
прошедшие курс надлежащего обучения.
Внимательно ознакомьтесь со всеми сведениями этого документа.
▶
Внимательно изучите правила техники безопасности и документацию
▶
пользователя для этого оборудования и всех компонентов системы.
52

Предупреждающ
ие надписи на
устройстве
Устройство снабжено маркировкой безопасности и заводской табличкой.
Запрещается удалять или закрашивать маркировку безопасности и заводскую
табличку. Маркировка безопасности содержит предупреждения,
предназначенные для предотвращения неправильной эксплуатации
оборудования, которая может привести к несчастному случаю с серьезными
последствиями и повреждению имущества.
RU
Сварка — потенциально опасный процесс. Чтобы обеспечить надлежащее
использование оборудования, следует соблюдать изложенные ниже основные
требования.
-
Сварщики должны иметь необходимую квалификацию.
-
Следует использовать соответствующие требованиям защитные
устройства.
-
Все лица, не занимающиеся сваркой, должны находиться на безопасном
расстоянии от механизма подачи проволоки и зоны проведения сварки.
Перед использованием описанных в настоящем руководстве функций
необходимо полностью ознакомиться с перечисленными ниже документами:
53

-
настоящим руководством по эксплуатации;
-
руководствами по эксплуатации всех системных компонентов, в
особенности правилами техники безопасности.
Не утилизируйте использованные устройства вместе с бытовыми отходами.
Устройства следует утилизировать согласно правилам техники безопасности.
54

Проволочный буфер TPSi
Общие сведения Как следует из названия,
проволочный буфер служит для
амортизации быстрых возвратнопоступательных движений
проволочного электрода во время
сварки CMT.
Проволочный буфер также может
использоваться для координации
двух приводов с различными
характеристиками. Задний привод
равномерно подает сварочный
электрод в проволочный буфер, а
передний динамичный привод
перемещает электрод вперед и назад
с частотой до 70 раз в секунду.
Таким образом проволочный
электрод подается в передний
привод без усилия, что обеспечивает
высококачественный процесс сварки.
RU
Проволочный буфер может монтироваться на манипуляторе или на
балансире.
55

CrashBox /i
Общие сведения
CrashBox Drive /i PAP установлен на
манипуляторе робота с Robacta Drive и гусаком
для сварки MIG/MAG
CrashBox Drive /i — это защитное устройство для корпуса горелки, привода, а
также сменной муфты сварочной горелки. В случае столкновения с
препятствием CrashBox посылает сигнал системе управления роботом,
которая немедленно останавливает манипулятор.
Узел хомута используется для крепления привода к стандартным роботам.
УКАЗАНИЕ!
Всегда регулируйте удерживающую силу CrashBox в соответствии с весом
системы.
Выберите размер CrashBox согласно следующим критериям:
L:
▶
для систем Push, в которых длина корпуса горелки не превышает 249 мм.
XL:
▶
для систем Push, в которых длина корпуса горелки составляет до 249 мм с
возможностью удлинения;
для систем Push, в которых длина корпуса горелки составляет 250-391 мм;
для систем Push/Pull, в которых длина корпуса горелки не превышает
249 мм.
XXL:
▶
для систем Push/Pull, в которых длина корпуса горелки составляет
250-391 мм;
для систем Push/Pull, в которых длина корпуса горелки составляет до
249 мм с возможностью удлинения.
При наличии системы смены гусака горелки TX/i или WireBrake в
▶
сварочной системе выберите следующую по размеру модель CrashBox в
порядке увеличения.
Во время очистки сварочной горелки с помощью TC 2000 также выбирайте
▶
следующую по размеру модель CrashBox в порядке увеличения.
CrashBox Drive /i установлен на манипуляторе
робота с узлом хомута, Robacta Drive и гусаком
для сварки MIG/MAG
56
Для установки устройства CrashBox Drive /i требуется изолированный фланец
робота, тип которого зависит от конкретной модели робота.

Примечание о
надлежащей
работе CrashBox
УКАЗАНИЕ!
Во избежание повреждения сварочной горелки или ее шлангового пакета, а
также для предотвращения ложного срабатывания CrashBox учитывайте
перечисленные ниже правила.
Избегайте сильных ускорений и повышения скорости до максимальной во
▶
время движении робота.
Обеспечьте свободное движение шлангового пакета сварочной горелки
▶
во время всех перемещений робота.
Следите, чтобы шланговый пакет сварочной горелки не был затянут в
каком-либо положении. В противном случае он будет оказывать нагрузку
на CrashBox.
Шланговый пакет сварочной горелки не должен свисать или застревать
▶
при движении.
Если возможно, проработайте в режиме моделирования все варианты
▶
перемещения системных компонентов Fronius еще на этапе разработки
концепции.
RU
Необходимые
для установки
компоненты
В зависимости от модели робота:
-
1 фланец с винтами
Перечень фланцев для крепления к
роботу см. в прейскуранте.
Соблюдайте момент затяжки:
Макс. момент затяжки для винтов
класса прочности 8.8
M4 3,3 Н·м / 2,43 фн/фт
M5 5,0 Н·м / 3,69 фн/фт
M6 6,0 Н·м / 4,43 фн/фт
M8 27,3 Н·м / 20,14 фн/фт
M10 54 Н·м / 39,83 фн/фт
M12 93 Н·м / 68,60 фн/фт
57

Концепция
(1) (2)(3) (2)(3)(4) (5) (6)
(1) (2)(3) (4) (5)(6)(2)(3)
аппарата
Устройство CrashBox Drive /i специально разработано для установки на
манипуляторах роботов, а также для крепления шланговых пакетов с газовым
и жидкостным охлаждением и роботизированных приводов. В системах PAP
шланговый пакет сварочной горелки проходит сквозь CrashBox, а затем —
сквозь манипулятор робота. В обычных роботизированных системах
шланговый пакет сварочной горелки проходит вдоль манипулятора робота и
присоединен к хомуту. В случае столкновения магнитная муфта равномерно
распределяет нагрузку вдоль протяженной поверхности стыка.
Области
применения
Информация о
наладке
CrashBox
Комплект
поставки
Узел хомута может использоваться совместно с перечисленными ниже
шланговыми пакетами для роботизированной сварки PushPull.
-
Шланговые пакеты MHP /i G/W RD
УКАЗАНИЕ!
Для наладки следует отправлять только CrashBox в полной комплектации.
При отправке CrashBox для наладки в неполной комплектации (например, без
магнитного кольца) выполнить проверку CrashBox в ходе наладки будет
невозможно.
Комплект поставки CrashBox Drive /i PAP
(1) Держатель CrashBox Drive /i
(2) Клемма с одним ушком*
(3) Предохранительное кольцо, 2-компонентное*
(4) Сильфон
(5) Винты с плоской цилиндрической головкой M4 х 16 мм
(6) Магнитное кольцо
* Двухкомпонентное предохранительное кольцо и клемма с одним
Не соединяйте держатель CrashBox Drive /i (1) и магнитное кольцо (4) до
установки на манипуляторе робота. Эти детали очень трудно разделить из-за
сильного магнитного притяжения.
58
Комплект поставки обычного устройства
CrashBox /i
ушком поставляются присоединенными к сильфону (4).

WF Robacta Drive
Общие сведения Модели WF 25i Robacta Drive и WF 60i
Robacta Drive CMT предназначены для
сварочных систем с газовым и
жидкостным охлаждением.
Встроенный мотор обеспечивает
точную подачу проволоки (система
Pull). Корпус сварочной горелки
присоединяется к Robacta Drive.
RU
Предупреждающ
ие надписи на
устройстве
Устройство снабжено маркировкой безопасности и заводской табличкой.
Запрещается удалять или закрашивать маркировку безопасности и заводскую
табличку. Маркировка безопасности содержит предупреждения,
предназначенные для предотвращения неправильной эксплуатации
оборудования, которая может привести к несчастному случаю с серьезными
последствиями и повреждению имущества.
Заводская табличка WF 25i Robacta Drive
Сварка — потенциально опасный процесс. Чтобы обеспечить надлежащее
использование оборудования, следует соблюдать изложенные ниже основные
требования.
-
Любое лицо, выполняющее автоматизированную сварку, должно иметь
для этого достаточную квалификацию.
-
Следует использовать соответствующие требованиям защитные
устройства.
-
Все лица, не занимающиеся сваркой, должны находиться на безопасном
расстоянии от механизма подачи проволоки и зоны проведения сварки.
Заводская табличка WF 60i Robacta Drive CMT
Перед использованием описанных в настоящем руководстве функций
необходимо полностью ознакомиться с перечисленными ниже документами:
59

-
настоящим руководством по эксплуатации;
-
руководствами по эксплуатации всех системных компонентов, в
особенности правилами техники безопасности.
60

Шланговый пакет PushPull
Общие сведения Шланговый пакет Robacta MHPi RD разработан для роботизированных
установок с газовым и жидкостным охлаждением. Он предназначен для
соединения SplitBox с механизмом подачи проволоки.
Длина шлангового пакета зависит от типа робота.
Доступны перечисленные ниже сочетания.
-
Обычный шланговый пакет Robacta MHPi RD
-
SB500i -> WF 25i Robacta Drive
-
SB60i -> WF 60i Robacta Drive CMT
-
Robacta MHPi RD PAP
-
SB500i -> WF 25i Robacta Drive
-
SB500i -> WF 60i Robacta Drive CMT
-
SB60i -> WF 60i Robacta Drive CMT
-
Обычный шланговый пакет Robacta MHPi RD с внешним шлангом для
подачи проволоки
-
SB500i -> WF 25i Robacta Drive
-
SB500i -> WF 60i Robacta Drive CMT
RU
Комплект
поставки
Обычный шланговый пакет Robacta MHPi RD Шланговый пакет Robacta MHPi RD PAP
Не входят в комплект поставки:
-
каналы подачи проволоки;
-
входные сопла.
Шланговый пакет Robacta MHPi RD с внешним
шлангом для подачи проволоки
61

Горелка для роботизированной сварки
Standard OVT TXi TXM OPT CAM*
Маркировка
безопасности
Существует опасность получения ожогов в результате прикосновения к
горячему корпусу, муфте либо другим компонентам сварочной горелки с
высокой температурой.
Перед началом работы с корпусом, муфтой либо другими компонентами
сварочной горелки:
▶
▶
▶
Общие сведения Для сварки CMT рекомендованы следующие модели корпусов горелок:
-
-
При сварке CMT допускаются следующие максимальные углы:
-
-
ОСТОРОЖНО!
подождите, пока корпус, муфта или другие компоненты сварочной горелки
не остынут до комнатной температуры (+25 °C, +77 °F);
наденьте электрически и термически изолированные защитные перчатки;
используйте подходящий инструмент.
MTB 250i / 320i / 400i / 500i / 700i: 22-36°
MTB 330i: 22°
MTB 250i / 320i / 400i / 500i / 700i: 45°
MTB 330i: 36°
62
* Дополнительно (без корпуса горелки)
Горелка для роботизированной сварки передает энергию сварочной дуги к
детали. Сварочная горелка TPS/i с газовым или жидкостным охлаждением
разработана для использования совместно с CrashBox /i.
Корпус горелки оснащен встроенным кабелем датчика касания газового
сопла.
Стандартный комплект:
с изнашивающимися деталями, без контактной трубки.
OVT:
без изнашивающихся деталей.
TXi:
автоматическая замена корпуса горелки.

TXM:
замена корпуса горелки вручную.
OPT CAM:
для функции записи с помощью камеры.
RU
63

WF 25i REEL R /4R, WF 30i REEL R /2R
Безопасность
ОПАСНОСТЬ!
Ошибки в обслуживании или небрежное проведение работ может привести к
тяжелым травмам и повреждению имущества.
Перед вводом в эксплуатацию разматывающего механизма подачи
▶
проволоки следует тщательно изучить следующие документы:
настоящее руководство по эксплуатации
руководство по эксплуатации используемого источника тока
руководства по эксплуатации прочих используемых системных
компонентов
правила и инструкции по технике безопасности, которые содержатся в
перечисленных выше документах.
ОСТОРОЖНО!
Если крышки устройства открыты, вращающиеся компоненты оборудования
могут нанести травмы.
При проведении профилактического обслуживания или наладочных работ
▶
необходимо исключить возможность случайного запуска компонентов
привода разматывающего механизма подачи проволоки с помощью
источника тока, механизма подачи проволоки и каких-либо других
расширений системы.
Концепция
аппарата
Сфера
применения
Надлежащее
использование
Разматывающий механизм подачи проволоки — это дополнительный привод,
который обеспечивает равномерную и точную подачу при больших
расстояниях между барабаном со сварочной проволокой и механизмом
подачи проволоки роботизированной установки.
При работе разматывающий механизм подачи проволоки синхронизируется с
источником тока.
Механизм получает питание и сигналы управления от источника тока
сварочной системы.
Доступны две версии разматывающего механизма подачи проволоки:
-
WF 25i REEL R /4R
встроенная версия с 4-роликовым приводом;
-
WF 30i REEL R /2R
встроенная версия с 2-роликовым приводом (использование с
корзиночными катушками не допускается).
Все внутренние и автоматизированные сварочные системы MIG/MAG.
Устройство предназначено специально для подачи проволоки в
автоматизированных системах сварки MIG/MAG в сочетании с системными
компонентами Fronius. Любое использование не по прямому назначению
считается ненадлежащим. Производитель не несет ответственности за любой
ущерб, понесенный вследствие ненадлежащего использования.
64

Использование по прямому назначению также подразумевает:
40,0006,3035
-
внимательное ознакомление с настоящим руководством по эксплуатации;
-
соблюдение всех указаний и правил техники безопасности, изложенных в
настоящем руководстве;
-
выполнение всех предписанных проверок и работ по техническому
обслуживанию.
RU
Предупреждающ
ие надписи на
устройстве
Устройство снабжено маркировкой безопасности и заводской табличкой.
Запрещается удалять или закрашивать маркировку безопасности и заводскую
табличку. Маркировка безопасности содержит предупреждения,
предназначенные для предотвращения неправильной эксплуатации
оборудования, которая может привести к несчастному случаю с серьезными
последствиями и повреждению имущества.
Пример: WF 30i REEL R /2R/G/W
Не утилизируйте использованные устройства вместе с бытовыми отходами.
Устройства следует утилизировать согласно правилам техники безопасности.
Сварка — потенциально опасный процесс. Чтобы обеспечить надлежащее
использование оборудования, следует соблюдать изложенные ниже основные
требования.
65

-
Любое лицо, выполняющее автоматизированную сварку, должно иметь
для этого достаточную квалификацию.
-
Следует использовать соответствующие требованиям защитные
устройства.
-
Все лица, не занимающиеся сваркой, должны находиться на безопасном
расстоянии от механизма подачи проволоки и зоны проведения сварки.
Перед использованием описанных в настоящем руководстве функций
необходимо полностью ознакомиться с перечисленными ниже документами:
-
настоящим руководством по эксплуатации;
-
руководствами по эксплуатации всех системных компонентов, в
особенности правилами техники безопасности.
Избегайте контакта рук, волос, одежды и инструментов с движущимися
компонентами, например:
-
шестернями;
-
подающими роликами;
-
катушками с проволокой и сварочной проволокой.
Не касайтесь вращающихся шестерен или других движущихся компонентов
механизма подачи проволоки.
Крышки и боковые панели можно открывать или снимать исключительно при
проведении технического обслуживания или ремонта.
Надевайте защитные очки.
66

Соединительный шланговый пакет
Общие сведения
Соединительный шланговый пакет используется для подключения источника
тока к механизму подачи проволоки. Для сварочной системы TPS/i доступны
два варианта соединительных шланговых пакетов: разделенный и
стандартный.
-
3 / 5 / 10 / 15 м (удлинительный, раздельный вариант);
-
Шланговые пакеты CON длиной 4 / 5,5 / 8 / 10 / 15 / 16 м (непрерывный
вариант)
RU
Общие сведения
Соединительный шланговый пакет соединяет источник тока с устройством
SplitBox SB 60i R.
Соединительный шланговый пакет зафиксирован в нужном положении на
SplitBox SB 60i и предлагается в следующих готовых конфигурациях:
-
3 м (удлинительный, раздельный вариант);
-
4 / 6 / 8 м (соединительный, сплошной вариант).
67

PowerLiner
Общие сведения
PowerLiner — это система, которая обеспечивает подачу всех стандартных
типов проволоки. Возможно использование проволоки диаметром от 0,6 до
1,6 мм.
PowerLiner не требует внутреннего канала подачи проволоки. Проволочный
электрод направляется роликами, размещенными под углом 90 градусов. На
каждый метр шланга для подачи проволоки приходится семьдесят шесть
роликов. В результате, при подаче проволока подвергается трению качения, а
не трению скольжения.
PowerLiner можно адаптировать под любую длину. Для Robacta Drive длина
может составлять до 10 м. При сварке CMT расстояние между проволочным
буфером и размотчиком сварочной проволоки может достигать 6 м, а между
проволочным буфером и приводом — 4 м.
Система QuickConnect позволяет присоединять большие катушки, барабаны с
проволокой, сварочные горелки и механизмы подачи проволоки.
При монтаже PowerLiner учитывайте направление подачи проволоки.
УКАЗАНИЕ!
Использование PowerLiner между размотчиком сварочной проволоки и
SplitBox, или между размотчиком сварочной проволоки и проволочным
буфером технически осуществимо, однако не дает каких-либо преимуществ в
процессе подачи проволоки.
68

WireSense
Общие сведения Если на источнике токе доступна функция активации программного
обеспечения OPT/i WireSense, то поверхность, края и сварные швы детали
можно измерять с помощью проволочного электрода.
Проволочный электрод выполняет функции датчика, осуществляющего
точное сканирование компонента посредством высокочастотных возвратнопоступательных движений проволоки.
Данные о формах деталей записываются в журнал. Дополнительно с высокой
точностью определяется положение отдельных листов относительно друг
друга.
Преимущества:
-
возможность быстро отреагировать на фактические отклонения в
компонентах;
-
экономия времени и средств благодаря отсутствию потребности в
переобучении;
-
отсутствие дополнительного оборудования, экономически выгодная
альтернатива лазерным датчикам и другим оптическим измерительным
системам;
-
отсутствие необходимости выполнять калибровку TCP и датчика;
-
надежная и компактная измерительная система, не требующая
дополнительного пространства.
RU
Требования WireSense может использоваться только:
-
с автоматизированными системами;
-
в сочетании с системными компонентами CMT WF 60i Robacta Drive CMT,
SB 500i R с проволочным буфером или SB 60i R и приспособлением для
сматывания катушек WFi.
При использовании функции WireSense не требуется комплект для сварки CMT.
Принцип работы К проволочному электроду применяется напряжение датчика с ограниченным
током. При касании компонента проволочным электродом возникает короткое
замыкание без процесса сварки. Короткое замыкание можно устранить,
подняв проволочный электрод.
Данные об изменении положения проволочного электрода до возникновения
короткого замыкания анализируются источником тока и отправляются как
сигнал измерения высоты на блок управления роботом.
Этот сигнал измерения высоты сравнивается с данными текущего положения
блока управления роботом.
При обнаружении различий робот может отрегулировать центральную точку
инструмента (TCP) или соответствующую систему координат и
соответствующим образом компенсировать изменения в положении
компонента.
69

WireSense —
определение
краев
-
Функция определения краев WireSense активирована, а для высоты краев
выбрано значение от 0,5 до 20 мм.
-
Сигнал касания выводится при обнаружении указанной высоты краев.
Таким образом регистрируются данные положения края.
-
Сигнал определения положения WireSense предназначен для определения
высоты края.
-
Кроме того, также можно выполнить расчет зазоров на основании
значения высоты.
Обзор последовательности сигналов
1. Робот задает минимальную высоту краев для запуска процесса
определения
(Определение краев WireSense)
2. Сигнал от робота для запуска или остановки WireSense
(Запуск WireSense)
3. Сигнал от источника тока при обнаружении короткого замыкания после
контакта
(ArcStable)
4. Сигнал от источника тока при определении положения края
(Сигнал касания)
5. Сигнал от источника тока для измерения высоты краев
(Положение WireSense)
УКАЗАНИЕ!
Подробные сведения о сигналах доступны в разделе «Описание сигналов
интерфейса TPS/i» (42.0426.0227.xx) руководства по эксплуатации.
70

WireSense —
определение
контуров
-
Функция определения контуров WireSense активна, если для функции
определения краев WireSense задано значение OFF (ВЫКЛ.) или < 0,5 мм.
-
Сигнал касания в данном случае неактивен.
-
Сигнал определения положения WireSense предоставляет фактические
значения высоты (значения в режиме реального времени).
-
Дополнительный сигнал прерывания WireSense обеспечивает остановку
подачи проволочного электрода и сохраняет нулевое исходное значение.
(Нулевое исходное значение необходимо для преодоления расстояния до
компонента без процесса подачи проволоки, если исходное значение не
задано непосредственно на компоненте).
Обзор последовательности сигналов
1. Для определения контуров необходимо отключить функцию определения
краев WireSense
(Определение краев WireSense = OFF (ВЫКЛ.) или < 0,5 мм)
2. Сигнал от робота для запуска или остановки процесса определения
контуров
(Запуск WireSense)
3. Сигнал от источника тока при обнаружении короткого замыкания после
контакта
(ArcStable)
RU
4. Если функция определения контуров активна, источник тока не подает
сигналов касания
(сигнал касания отсутствует)
5. Если функция определения контуров активна, сигнал определения
положения WireSense всегда передает данные о текущем положении
проволочного электрода (значения в режиме реального времени)
(Положение WireSense)
УКАЗАНИЕ!
Подробные сведения о сигналах доступны в разделе «Описание сигналов
интерфейса TPS/i» (42.0426.0227.xx) руководства по эксплуатации.
71

Технические
сведения
Определение краев Определение контуров
Сигнал определения
краев и фактической
высоты
Сигналы измерения
высоты
Система выводит
сигнал касания при
обнаружении края, а
также значение высоты
обнаруженного края.
Интервал выборки около 100 Гц около 100 Гц
Мин. толщина листа: 0,5 мм -
Макс толщина листа: 20 мм -
Погрешность
измерения высоты
Воспроизводимость макс. +/-0,2 мм
(20 раз без процесса
Скорость робота 50 см/мин – 3 м/мин
рекомендуемое
значение: около
Рекомендуемое время
измерения
0,3 мм 0,3 мм
сварки)
1,5 м/мин
Система предоставляет
данные о высоте в виде
фактических значений
выборочной
траектории.
макс. +/-0,2 мм
(20 раз без процесса
сварки)
- макс. 30 с
-
72

Крепление камеры OPT/i
Общие сведения
Пример применения установленного крепления камеры OPT/i (44,0350,0080)
Крепление камеры OPT/i можно использовать для монтажа систем
отслеживания шва, камер и аналогичных устройств на горелку для
роботизированной сварки.
Крепление камеры устанавливается вместо соединительной гайки корпуса
горелки, при этом центральная точка инструмента не меняется.
RU
Измерительный
шаблон для
сверления
Система отслеживания шва или камера защищены с помощью CrashBox.
Положение установленной системы отслеживания шва или камеры является
воспроизводимым, поскольку они фиксируются с помощью установочного
штифта.
Систему отслеживания шва или камеру можно установить в 6 различных
положениях.
В комплект поставки крепления камеры OPT/i входит монтажный ключ (60 мм).
Крепление камеры OPT/i оснащено стандартными отверстиями,
расположенными на его 6 поверхностях:
-
4 резьбовых отверстия M4 глубиной 9 мм
-
2 отверстия G7 диаметром 4 мм, глубина = 6 мм
73

74

Элементы управления, разъемы и
механические компоненты
75

76

Общие сведения
RU
Безопасность
Общие сведения
ОПАСНОСТЬ!
Неправильная эксплуатация устройства и ненадлежащее выполнение работ с
его помощью могут быть опасны.
Это может привести к тяжелым травмам и повреждению имущества.
Выполнять все работы и использовать функции, описанные в настоящем
▶
документе, должны квалифицированные технические специалисты,
прошедшие курс надлежащего обучения.
Внимательно ознакомьтесь со всеми сведениями этого документа.
▶
Внимательно изучите правила техники безопасности и документацию
▶
пользователя для этого оборудования и всех компонентов системы.
УКАЗАНИЕ!
В зависимости от конфигурации системы кнопки проверки газа, подачи и
заправки проволоки управляют разматывающим механизмом подачи
проволоки либо шланговым пакетом робота.
77
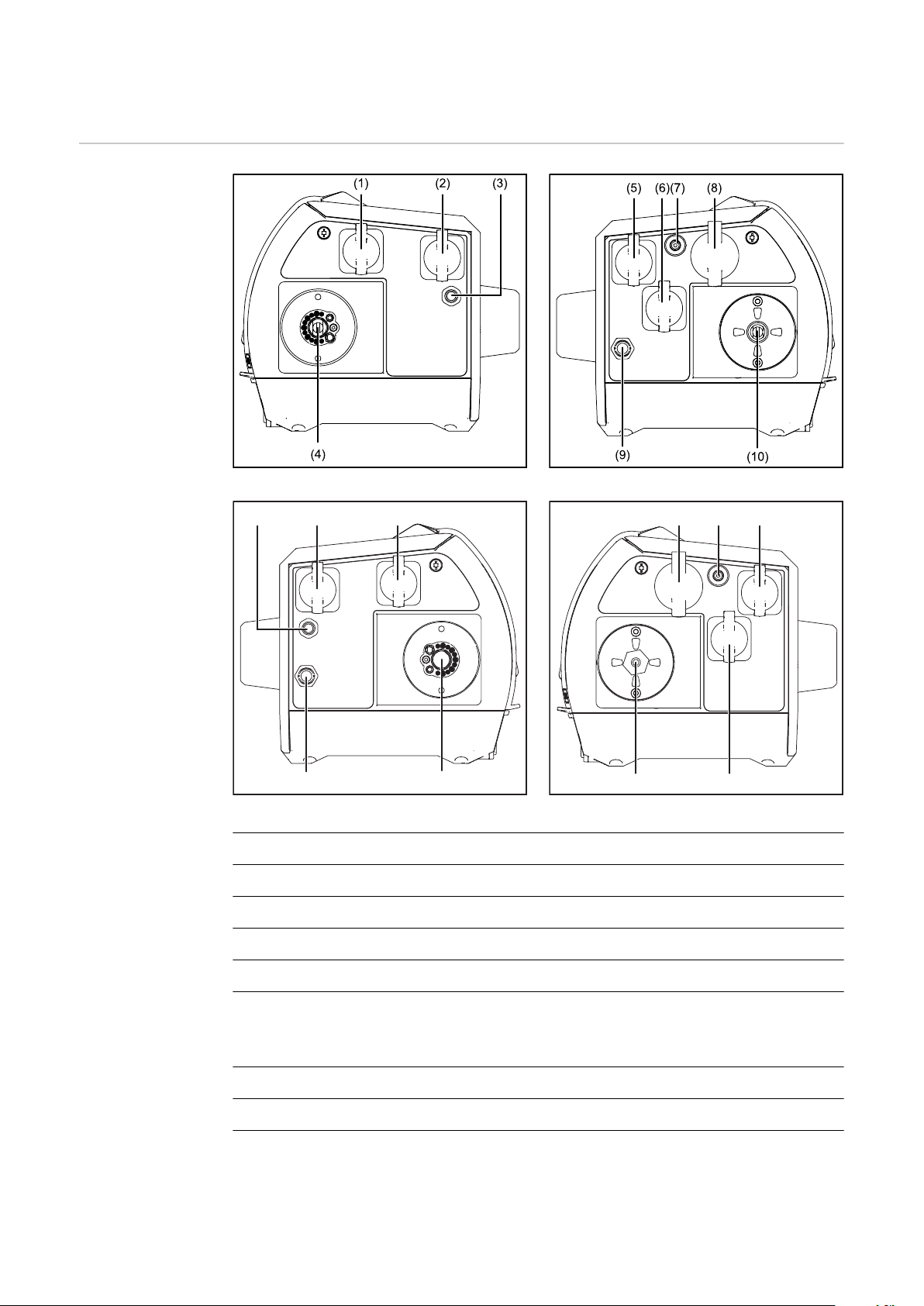
SplitBox модели SB 500i R / SB 500i R PAP
(1)(3) (6)
(9) (4)
(7)(8) (5)
(2)(10)
Элементы
управления,
разъемы и
механические
компоненты
модели SB 500i R
SB 500i R, правосторонний вариант — вид
спереди
SB 500i R, левосторонний вариант — вид
спереди
№ Назначение
(1) Заглушка для опции 3
(2) Заглушка для опции 4
SB 500i R, правосторонний вариант — вид
сзади
SB 500i R, левосторонний вариант — вид сзади
78
(3) Заглушка для опции 1
(4) Евроразъем
(5) Разъем SpeedNet
Служит для подключения кабеля SpeedNet соединительного
шлангового пакета.
(6) Заглушка для опции 5
(7) Разъем для подачи защитного газа
(8) Гнездо (+)
Служит для подключения силового кабеля соединительного
шлангового пакета.

(9) Заглушка для опции 2
Элементы
управления,
разъемы и
механические
компоненты
модели
SB 500i R PAP
(10) Подводящая/отводящая труба для подачи проволочного электрода
№ Назначение
(11) Крышка
(12) Сквозной канал
(13) Светодиод рабочего
состояния + клавиши
«Проверка газа» / «Заправка
проволоки» / «Втягивание
проволоки»
(опция)
Описание функциональных
возможностей кнопок втягивания
Вид сбоку (правосторонняя версия)
проволоки, заправки проволоки и
проверки газа см. далее на
странице 88.
RU
Вид спереди Вид сзади
№ Назначение
(1) Гнездо (+)
Служит для подключения силового кабеля соединительного
шлангового пакета.
(2) Разъем для подачи защитного газа
(3) Разъем SpeedNet
Служит для подключения кабеля SpeedNet соединительного
шлангового пакета.
(4) Заглушка для опции 1
(5) Евроразъем
(6) Заглушка для опции 3
79
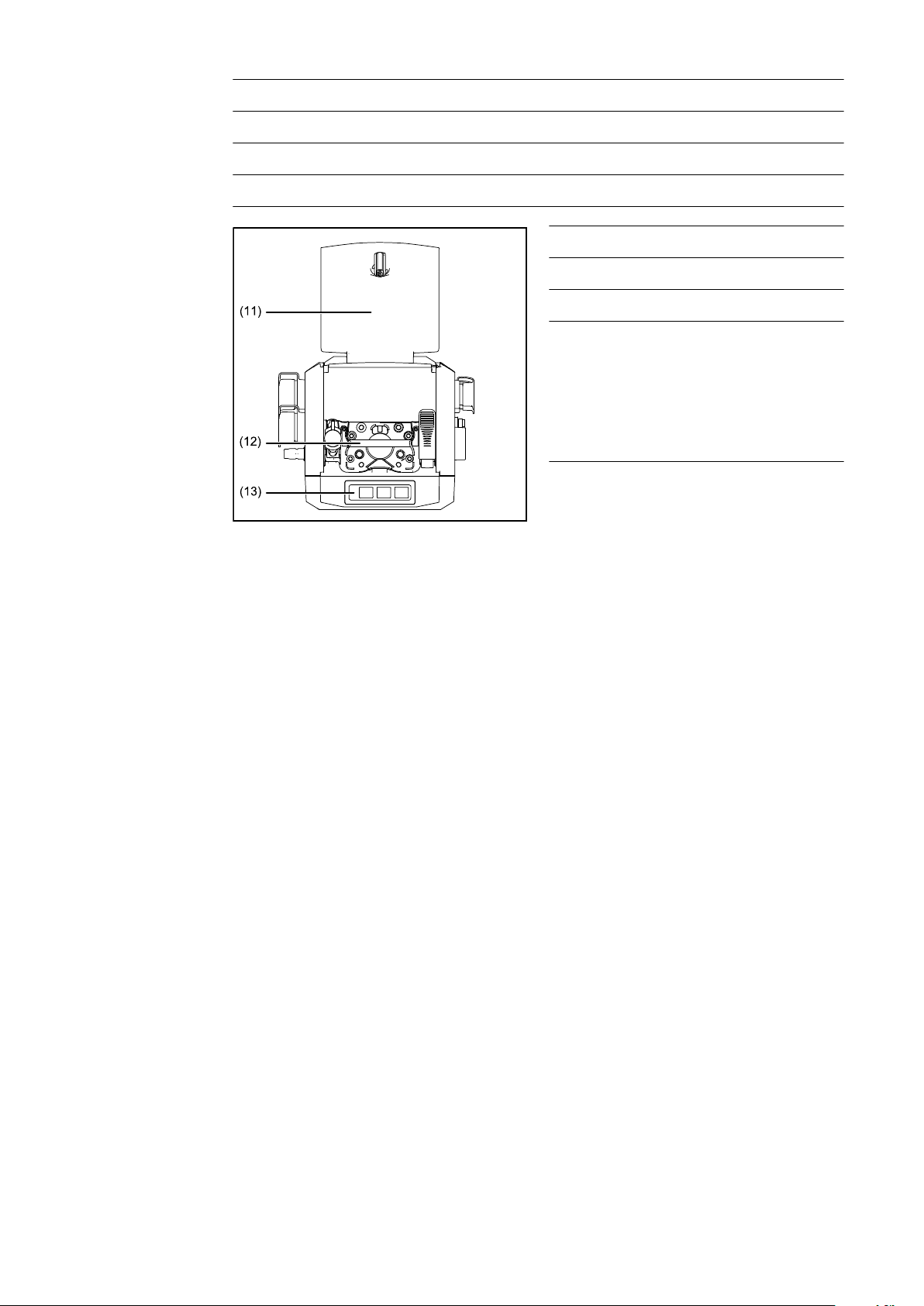
(7) Заглушка для опции 4
(8) Заглушка для опции 5
(9) Заглушка для опции 2
(10) Подводящая/отводящая труба для подачи проволочного электрода
№ Назначение
(11) Крышка
(12) Сквозной канал
(13) Светодиод рабочего
состояния + клавиши
«Проверка газа» / «Заправка
проволоки» / «Втягивание
проволоки»
(опция)
Описание функциональных
возможностей кнопок втягивания
Вид сбоку
проволоки, заправки проволоки и
проверки газа см. далее на
странице (→ TARGET NOT FOUND).
80

SplitBox SB 60i R
A
B
RU
SB 60i R:
элементы
управления,
соединения и
механические
компоненты
Вид спереди
(1) Отверстие для установки на
роботе
(2) Крышка
(3) Отверстие для установки на
роботе
(4) Заглушка
либо
светодиод рабочего
состояния + клавиши
«Проверка газа» / «Заправка
проволоки» / «Втягивание
проволоки»
(опция)
Описание функциональных
возможностей кнопок втягивания
проволоки, заправки проволоки и
проверки газа см. далее на
странице 88.
(5) Евроразъем
(6) Шланги для подачи
охлаждающей жидкости в
сварочную горелку
(7) Заглушка (для SpeedNet или
дополнительного внешнего
датчика)
A — со стороны сварочной горелки
81

B — со стороны источника тока
A
B
(8) Подводящая/отводящая труба
для подачи проволочного
электрода
(через QuickConnect и шланг
для подачи проволоки)
(9) Продувка газом под давлением
16 бар (опция)
(10) Шланговый пакет
(фиксированный)
для газа/воды
предварительно собранный,
3 / 4 / 8 м
SB 60i R /L:
элементы
управления,
соединения и
механические
компоненты
Вид спереди
(1) Отверстие для установки на
роботе
(2) Крышка
(3) Отверстие для установки на
роботе
(4) Заглушка
либо
светодиод рабочего
состояния + клавиши
«Проверка газа» / «Заправка
проволоки» / «Втягивание
проволоки»
(опция)
Описание функциональных
возможностей кнопок втягивания
проволоки, заправки проволоки и
проверки газа см. далее на
странице 88.
(5) Евроразъем
(6) Шланги для подачи
охлаждающей жидкости в
сварочную горелку
(7) Заглушка (для SpeedNet или
дополнительного внешнего
датчика)
A — со стороны сварочной горелки
82

B — со стороны источника тока
(8) Подводящая/отводящая труба
для подачи проволочного
электрода
(через QuickConnect и шланг
для подачи проволоки)
(9) Продувка газом под давлением
16 бар (опция)
(10) Шланговый пакет
(фиксированный)
для газа/воды
предварительно собранный,
3 / 4 / 8 м
RU
83

WF 25i Robacta Drive / WF 60i Robacta Drive CMT
(1) (2)
(4)
(5)
(3)
Панель
управления
модели WF 25i
Robacta Drive /
WF 60i Robacta
Drive CMT
№ Назначение
(1) Клавиша «Проверка газа»*
№ Назначение
(2) Кнопка F1
Функция пока не назначена
(3) Кнопка втягивания проволоки*
(4) Кнопка заправки проволоки*
(5) Дисплей
Индикация состояния
Сведения о индикаторах состояния приведены в следующем разделе.
* Описание функциональных возможностей кнопок втягивания
проволоки, заправки проволоки и проверки газа см. далее на
странице 88.
Индикаторы
состояния
Указанные ниже статусы могут отображаться на дисплее WF 25i Robacta Drive /
WF 60i Robacta Drive CMT:
Нормальная эксплуатация
Ошибка в
Останов / Робот не готов
Проверка газа активна
Отсутствует подключение к элементу управления
Обновить
84

Режим обучения активен
Заправка проволоки активна
Обратный ход проволоки активен
При использовании механизма подачи проволоки с двойной
головкой, если выбрана линия обработки 1.
Обозначения 2 и 3 светятся для других меньших по размеру линий
обработки.
При использовании механизма подачи проволоки с двойной
головкой, если выбрана линия обработки 2.
Обозначения 1 и 3 светятся для других меньших по размеру линий
обработки.
RU
При использовании механизма подачи проволоки с двойной
головкой, если выбрана линия обработки 3.
Обозначения 1 и 2 светятся для других меньших по размеру линий
обработки.
При использовании WireSwitch, если активна линия обработки 1.
При использовании WireSwitch, если активна линия обработки 2.
85

WF 25i REEL R /4R, WF 30i REEL R /2R
(1)(3) (2)
(1)(5) (4)
(6)(7)
(11) (8)
(9)
(10)
(12)(13)
100 mm
50 mm
4 x M5
3.9 in.
2.0 in.
Элементы
управления,
разъемы и
механические
компоненты
WF 25i REEL R /4R/G/W — вид спереди
Левая сторона
WF 30i REEL R /2R/G/W — вид спереди
Вид сзади
86
Верхняя/нижняя сторона

№ Функция
(1) Крышка
(2) Защитный кожух для 4-роликового привода
(3) 4-роликовый привод
(4) Защитный кожух для 2-роликового привода
(5) 2-роликовый привод
(6) Отверстие для поставляемого дополнительно врезного замка
(7) Светодиод рабочего состояния + клавиши «Проверка газа» / «Заправка
проволоки» / «Обратный ход проволоки»
Функции клавиш «Обратный ход проволоки», «Заправка проволоки» и
«Проверка газа» описаны далее, начиная со страницы 88.
(8) Разъем SpeedNet
(9) Заглушка для дополнительного компонента
(10) Заглушка для дополнительного компонента
(11) Заглушка для дополнительного компонента
(12) Резьбовое отверстие M20
для подключения опции QuickConnect
RU
(13) Подводящая/отводящая труба для подачи проволочного электрода
Подводящая труба для подачи проволочного электрода (нижняя
сторона)
Отводящая труба для подачи проволочного электрода (верхняя
сторона)
87

Функция кнопок проверки газа, втягивания и
заправки проволоки
Функции кнопок
проверки газа,
втягивания
проволоки и
заправки
проволоки
Светодиод рабочего состояния
Светится зеленым, когда устройство готово к работе
Клавиша «Проверка газа»
После нажатия этой кнопки газ выпускается в течение 30 с. Повторное
нажатие кнопки завершит процесс преждевременно.
Кнопка втягивания проволоки
Для возврата проволочного электрода доступны два варианта, приведенные
ниже.
Вариант 1
Втягивание проволочного электрода с заданной скоростью возврата
проволоки.
-
Нажмите и удерживайте кнопку втягивания проволоки.
-
После нажатия кнопки втягивания проволоки проволочный электрод
втягивается на 1 мм (0,039 дюйма).
-
После короткой паузы механизм подачи проволоки продолжит втягивать
проволочный электрод. Если удерживать кнопку втягивания проволоки
нажатой, то скорость увеличивается с каждой последующей секундой на
10 м/мин (393,70 дюйма/мин) до достижения заданной скорости
втягивания проволоки.
Вариант 2
Втягивание проволочного электрода с шагом 1 мм (0,039 дюйма).
-
Всегда нажимайте кнопку втягивания проволоки без удерживания
(нажатие должно длиться менее 1 секунды).
УКАЗАНИЕ!
Втягивайте проволочный электрод понемногу, чтобы не запутать его в
катушке с проволокой в процессе втягивания.
УКАЗАНИЕ!
Если до нажатия кнопки втягивания проволоки на контактной трубке возникло
присоединение к массе, проволочный электрод втягивается нажатием этой
кнопки до тех пор, пока на нем не пропадет короткое замыкание — однако это
нужно делать не быстрее, чем по 10 мм (0,39 дюйма) при каждом нажатии
кнопки.
Если проволочный электрод нужно переместить в обратном направлении,
нажмите кнопку втягивания проволоки еще раз.
Кнопка заправки проволоки
Для заправки проволоки доступны два варианта, приведенные ниже.
88
Вариант 1
Заправка проволочного электрода с заданной скоростью заправки.

-
Нажмите и удерживайте кнопку «Заправка проволоки».
-
После нажатия кнопки заправки проволоки проволочный электрод
подается на 1 мм (0,039 дюйма).
-
После короткой паузы механизм подачи проволоки продолжит заправлять
проволочный электрод. Если удерживать кнопку заправки проволоки
нажатой, то скорость увеличивается с каждой последующей секундой на
10 м/мин (393,70 дюйма/мин) до достижения заданной скорости заправки
проволоки.
-
Если проволочный электрод наталкивается на присоединение к массе,
механизм подачи проволоки останавливается и проволочный электрод
вновь подается в обратном направлении на 1 мм (0,039 дюйма).
Вариант 2
Подача проволочного электрода с шагом 1 мм (0,039 дюйма).
-
Всегда нажимайте кнопку заправки проволоки без удерживания (нажатие
должно длиться менее 1 секунды).
-
Если проволочный электрод наталкивается на присоединение к массе,
механизм подачи проволоки останавливается и проволочный электрод
вновь подается в обратном направлении на 1 мм (0,039 дюйма).
УКАЗАНИЕ!
Если до нажатия кнопки заправки проволоки на контактной трубке возникло
присоединение к массе, проволочный электрод втягивается нажатием этой
кнопки до тех пор, пока на нем не пропадет короткое замыкание — однако это
нужно делать не быстрее, чем по 10 мм (0,39 дюйма) при каждом нажатии
кнопки.
Если после подачи проволоки в обратном направлении на 10 мм (0,39 дюйма)
на контактной трубке остается присоединение к массе, то при повторном
нажатии кнопки для заправки проволоки проволочный электрод снова
отводится максимум на 10 мм (0,39 дюйма). Процедура продолжается, пока не
исчезнет присоединение контактной трубки к массе.
RU
89

90

Компоненты системы сборки
(стандартный робот)
91

92

Общие сведения
RU
Безопасность
ОПАСНОСТЬ!
Неправильное проведение работ может привести к серьезной травме или
повреждению имущества.
Описанные ниже действия может выполнять только квалифицированный
▶
персонал, прошедший курс надлежащего обучения.
Необходимо соблюдать указания, изложенные в руководствах по
▶
эксплуатации системных компонентов, в особенности раздел «Правила
техники безопасности».
ОПАСНОСТЬ!
Поражение электрическим током может привести к смертельному исходу.
Прежде чем начать описанные ниже работы:
переведите выключатель на источнике питания в положение «О»;
▶
отключите источник питания от электросети;
▶
проследите за тем, чтобы источник тока был отключен от электросети до
▶
окончания всех работ.
ОПАСНОСТЬ!
Существует опасность серьезного травмирования персонала и повреждения
имущества вследствие падения предметов.
Надежность винтовых соединений следует проверять в таких случаях:
после монтажа;
▶
после чрезвычайной ситуации при эксплуатации (например, поломки);
▶
на регулярной основе.
▶
Последовательн
ость сборки
(стандартный
робот)
ОПАСНОСТЬ!
Из-за неисправных системных компонентов и неправильной эксплуатации
устройства может возникнуть опасность поражения электрическим током.
Это может привести к тяжелым травмам и повреждению имущества.
Все кабели, провода и шланговые пакеты всегда должны быть надежно
▶
подсоединены и изолированы. Повреждения указанных компонентов не
допускаются.
Используйте кабеля, провода и шланговые пакеты только правильного
▶
размера.
Отдельные компоненты устанавливаются на роботе в указанном ниже
порядке:
1. Крепления для монтажа на роботе должны быть установлены первыми
2. SplitBox
3. Для применения только в процедурах холодного переноса металла и
высокодинамичных процессов, в сочетании с 4-роликовым
разматывающим механизмом подачи проволоки Проволочный буфер
4. CrashBox /i
5. WF Robacta Drive
6. Шланговый пакет сварочной горелки
7. Соединительный шланговый пакет
93

Монтаж SplitBox SB 500i R
Установка
крепления для
устройства
подачи
проволоки
Монтаж SB 500i
R
УКАЗАНИЕ!
В зависимости от модели робота также следует принимать во внимание
инструкции и информацию по установке механизма подачи проволоки в
руководстве пользователя.
1
2 3
94

Установка CrashBox /i на роботе
3,3 Nm / 2.43 lb-ft
RU
Установка
CrashBox /i на
робот
1
При креплении фланца к роботу
соблюдайте момент затяжки:
Макс. момент затяжки для винтов
класса прочности 8.8
M4 3,3 Н·м / 2,43 фн/фт
M5 5,0 Н·м / 3,69 фн/фт
M6 6,0 Н·м / 4,43 фн/фт
M8 27,3 Н·м / 20,14 фн/фт
M10 54 Н·м / 39,83 фн/фт
M12 93 Н·м / 68,60 фн/фт
2
3
4 5
95

6 7
8
Установка
CrashBox/i
Dummy на
роботе
1
При креплении фланца к роботу
соблюдайте момент затяжки:
Макс. момент затяжки для винтов
класса прочности 8.8
M4 3,3 Н·м / 2,43 фн/фт
M5 5,0 Н·м / 3,69 фн/фт
M6 6,0 Н·м / 4,43 фн/фт
M8 27,3 Н·м / 20,14 фн/фт
M10 54 Н·м / 39,83 фн/фт
M12 93 Н·м / 68,60 фн/фт
96

3,3 Nm / 2.43 lb-ft
2
6 Nm / 4.43 lb-ft
3
RU
97

Присоединение WF Robacta Drive к стандартному
42,0411,1315
45,0200,1261
11 Nm / 8.11 lb-ft
роботу
Присоединение
шлангового
пакета к
WF Robacta Drive
(стандартный
вариант)
ВАЖНО! Привод можно устанавливать только при выключенном источнике
тока.
ОСТОРОЖНО!
Если сочленение загрязнено или на нем есть влага, существует угроза
повреждения имущества.
При установке или снятии шлангового пакета убедитесь, что сочленение
▶
чистое и сухое.
Удалите охлаждающую жидкость, которая могла вытечь из муфты.
▶
1 2
3
4
98

10 Nm / 7.38 lb-ft
M6 x 12 mm
42 Nm / 30.98 lb-ft
RU
Присоединение
WF Robacta Drive
к роботу
(стандартный
вариант)
1 2
3 4
99

Присоединение
42 Nm
30.98 lb-ft
CB
42 Nm
30.98 lb-ft
WF Robacta Drive
к роботу
1
Установите делительный диск (45°) из комплекта поставки удлинителя
УКАЗАНИЕ!
На одну из сторон удлинителя нанесено обозначение CB (для CrashBox).
Присоедините удлинитель этой стороной к уже присоединенному
▶
делительному диску.
2
Присоедините удлинитель к уже
присоединенному делительному диску таким
образом, чтобы нанесенное на нем
обозначение CB было направлено в сторону
делительного диска!
3
100
 Loading...
Loading...