


User
Information
TPS/i Interface Signal Descriptions
EN-US
User information
42,0426,0227,EA 027-08072022

Table of contents
General 6
Data types used 6
Behavior of the Power Source when an Interface is Connected 6
Availability of Functions 6
Signal Transmission Time 7
Safety 7
Digital Inputs 8
Welding start (Welding on) - Single Bit 8
Robot ready (Robot ready) - Single Bit 8
Working mode (Operating mode) - Single Bit 8
Gas on (Gas on) - Single Bit 10
Wire forward (Wire forwards) - Single Bit 10
Wire backward (Wire return) - Single Bit 11
Error reset (Reset error) 12
Touch sensing (TouchSensing) - Single Bit 12
Torch blow out (Blow out welding torch) - Single Bit 14
Welding simulation (Welding simulation) - Single Bit 14
Synchropulse on (SynchroPulse on) - Single Bit 14
WireBrake on (Wire brake on) - Single Bit 14
Torchbody Xchange (Change torch body) - Single Bit 15
Teach mode - Single Bit 15
ExtInput 1-8 (External input 1-8) - Single Bit 16
Job number (Job‑number) - Group Input 17
Welding characteristic (Characteristic number) - Group Input 17
Disable process control (Deactivate process-dependent correction) - Group Input 18
Processline select (Process line selection) - Group Input 18
TWIN mode (TWIN operating mode) - Group Input 18
Contact tip short circuit detection on (contact tip short circuit detection on) - Single Bit 19
Documentation mode (Documentation mode) - Single Bit 19
WireSense start - Single Bit 19
WireSense break - Single Bit 20
Analog Inputs 21
Wire feed speed command value (Wire speed set value) - Group Input / Analog Input 21
Arclength correction (arc length correction) - Group Input / Analog Input 21
Pulse-/ dynamic correction (Pulse/dynamic correction) - Group Input / Analog Input 22
Hotwire current (Hot-wire amperage) - Group Input / Analog Input 23
Wire retract correction (Wire retraction correction) - Group Input / Analog Input 23
Seam number (Seam number) - Group Input / Analog Input 24
Welding speed (Welding speed) - Group Input / Analog Input 24
WireSense edge detection - Group Input / Analog Input 24
Wire forward / backward length (length specification wire threading / wire retraction) Group Input / Analog Input
Digital Outputs 27
Definition 27
Heartbeat power source (Heartbeat power source) - Single Bit 27
Power source ready (Power source ready) - Single Bit 27
Warning (Warning) - Single Bit 27
Process active (Process active) - Single Bit 28
Current flow (current flow) - Single Bit 28
Robot motion release (Robot motion release) - Single Bit 29
Arc stable /Touch signal (Arc stable/touch signal) - Single Bit 30
Main current signal (main current signal) - Single Bit 33
Collisionbox active (CrashBox active) - Single Bit 34
Torchbody gripped (Torch body gripped) - Single Bit 34
Command value out of range (set value out of range) - Single Bit 34
Correction out of range (Correction out of range) - Single Bit 34
Process Bit (Process bit) - Group Output 34
ExtOutput 1-8 (External output 1-8) - Single Bit 35
Touch signal (Touch signal) - Single Bit 36
Characteristic number valid (Characteristic number valid) - Single Bit 36
25
EN-US
3
Sensor Status 1 (sensor status 1) - Single Bit 36
Sensor Status 2 (sensor status 2) - Single Bit 37
Sensor Status 3 (sensor status 3) - Single Bit 37
Sensor Status 4 (sensor status 4) - Single Bit 37
Wire stick workpiece (Wire stick workpiece) - Single Bit 37
Short circuit contact tip (contact tip short circuit) - Single Bit 38
Parameter selection internally (Internal parameter selection) - Single Bit 38
Limitsignal (Limit signal) - Single Bit 38
Main supply status (Mains voltage status) - Single Bit 39
Safety status - Single Bit 39
Twin synchronization active - Single Bit 39
System not ready - Single Bit 39
Touch signal gas nozzle - Single Bit 40
Notification (Notification) - Single Bit 40
Analog Outputs 41
Welding voltage (Welding voltage) - Group Output / Analog Output 41
Welding current (Welding current) - Group Output / Analog Output 41
Wire feed speed (Wire speed) - Group Output / Analog Output 42
Actual real value for seam tracking (Current actual value for seam tracking) - Group Output / Analog Output
Motor current M1 (Motor current M1) - Group Output / Analog Output 44
Motor current M2 (Motor current M2) - Group Output / Analog Output 45
Motor current M3 (Motor current M3) - Group Output / Analog Output 45
Error number (Error number) - Group Output / Analog Output 46
Warning number (Warning number) - Group Output / Analog Output 46
Wire position (wire position) - Group Output / Analog Output 46
Available Process Images 47
Process Image Types 47
Changing/assigning characteristic numbers/program numbers (Retro Fit mode) 47
Information on the use of the MIG/MAG standard manual, TIG, electrode, and ConstantWire
welding processes
MIG/MAG standard manual 49
TIG 49
Electrode 49
ConstantWire 49
Arc Break Monitoring 50
Arc break monitoring 50
Fronius Data Channel 52
Fronius Data Channel 52
Signal sequence when selected using "Job Mode" operating mode 53
Signal sequence when selected using "Characteristics Mode" operating mode 54
WireSense - more information 56
Process description WireSense (contour detection) 56
Process description WireSense edge detection (edge detection) 57
Signal curve of Edge Detection Mode on a level surface 58
Signal curve of Edge Detection Mode on a slanted surface 60
Signal curve of Sensing Mode for different surface geometries 62
Signal curve of WireSense break (during Sensing Mode) 64
Representation of the possible measurement range 65
Note on ignition timeout (Ignition Timeout) 66
Available signals for component scanning 67
Signal list 67
Limit Monitoring - functions and activation 68
Functions of Limit Monitoring 68
Available function packages 68
Prerequisites for the successful use of Limit Monitoring 69
Switch Limit Monitoring on / off 69
Detailed description of Limit Monitoring 70
Limit Monitoring - details on the individual welding parameters 71
Voltage monitoring 71
Current monitoring 72
Wirefeeder monitoring 72
Welding time monitoring 73
Energy monitoring 75
42
49
4

Setting of the reaction when exceeding or falling below the limits: 76
Setting of the reaction when exceeding or falling below the limits for the motor force 84
Smart Manager + OPT/i Jobs (4,067,002) 89
EN-US
5

General
Data types used UINT 16 (Unsigned Integer) = Whole number in the range from 0 to 65,535.
SINT 16 (Signed Integer) = Whole number in the range from -32,768 to 32,767.
Conversion examples:
For a positive value (SINT 16) = desired wirefeeder speed x factor = 12.3
-
m/min x 100 = 1230
For a positive value (SINT 16) = desired arc length correction x factor = -6.4 x
-
10 = -64
Unsigned (UINT): Signed (SINT):
= FFC0
dec
dec
hex
.
= 04CE
hex
.
Behavior of the
Power Source
when an Interface is Connected
Type: Unsigned 16 Bit integer =
16 bits
Range: 0 to 65,535 Range:-32,768 to 32,767
0000 -10 (00000000000000
00)
32,767 0 (0111111111111111)56 56 (0*00000000011100
65,535 +10 (1111111111111111)-64 -64 (1*111111111000000
If a power source from the TPS/i series is connected to a robot interface, the settings on the power source remain unchanged (2-step mode, special 2-step mode,
etc.).
If a power source from the TPS series is connected to a robot interface, the
power source automatically selects 2-step mode.
Type: Signed 16 Bit integer (15 bits
+ 1 Sign Bit*)
0000 0000 (0*0000000000000
00)
0)
)
* = if the value entered has a negative
sign, the sign is Bit High – see markings.
Availability of
Functions
6
As a result of updates, certain functions may be available on your device that are
not described in this document, or vice versa.
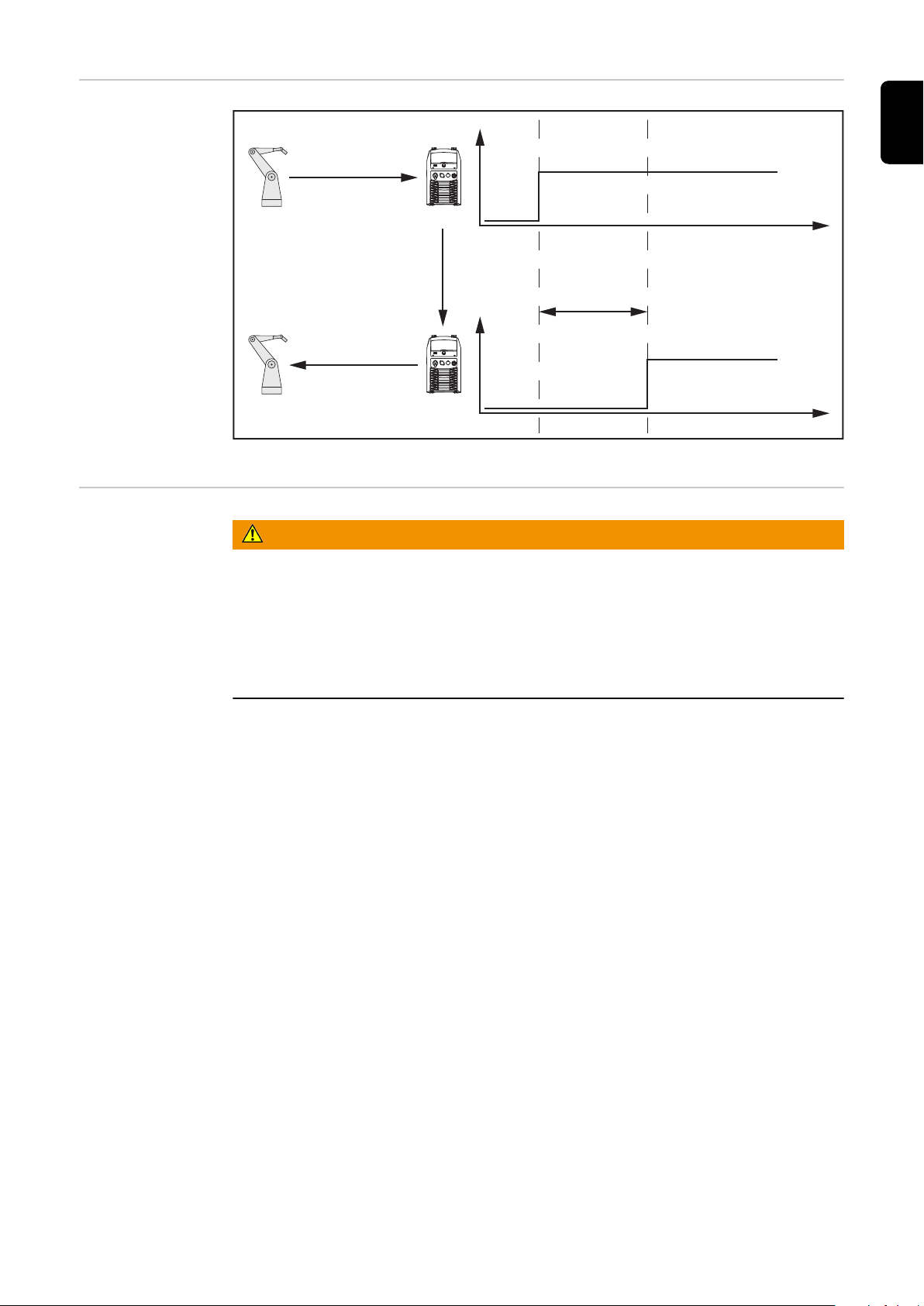
Signal Transmis-
TPS/i
t
t
TPS/i
<10 ms
Welding start
Process active
sion Time
EN-US
Representation of the signal transmission time; the signals shown are for illustrative purposes only
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this equip-
▶
ment and all system components.
7
Digital Inputs
Welding start
(Welding on) Single Bit
Robot ready (Robot ready) Single Bit
The rising edge of the Welding start signal starts the welding process.
The welding process runs for as long as the Welding start signal is active.
-
Exceptions: The Robot ready signal is deactivated or the power source is reporting an error (for example: overtemperature, too little coolant, etc.).
The Welding start signal can be activated independently of the operating
-
mode (internal parameter selection, special 2-step mode characteristics, Job
Mode, etc.).
Touch mode cannot be activated as long as the Welding start signal remains
-
set.
Additional information for TWIN systems:
In single wire mode, the welding process is started on the active power
-
source.
In TWIN mode, the welding process is started on both power sources.
-
The robot sets this signal as soon as it is ready to weld.
If the signal is reset by the robot during welding, the welding process is
-
ended in a controlled manner (without any crater filling routines).
In addition, the Robot not ready error is output. This error must either be re-
-
set on the power source control panel or using the robot interface.
It is still possible to specify the set values in the internal parameter selection
-
operating mode, even if the Robot ready signal is not set.
Working mode
(Operating
mode) - Single
Bit
This signal is used to select the operating mode of the power source.
Value range for operating mode:
Bit 4
Bit 3
Bit 2
Bit 1
0 0 0 0 0 Internal parameter selection
0 0 0 0 1 Special 2-step mode characteristics
0 0 0 1 0 Job mode
0 1 0 0 0 2-step mode characteristics
Description of internal parameter selection:
The control panel or a remote control can be used to specify all the set val-
-
ues and material settings important for welding. This makes creating and saving jobs easy.
The robot outputs all other signals.
-
These values can also be specified during welding.
-
Internal parameter selection can be used to select:
4-step mode
-
Special 4-step mode
-
Electrode
-
TIG.
-
Description
Bit 0
8

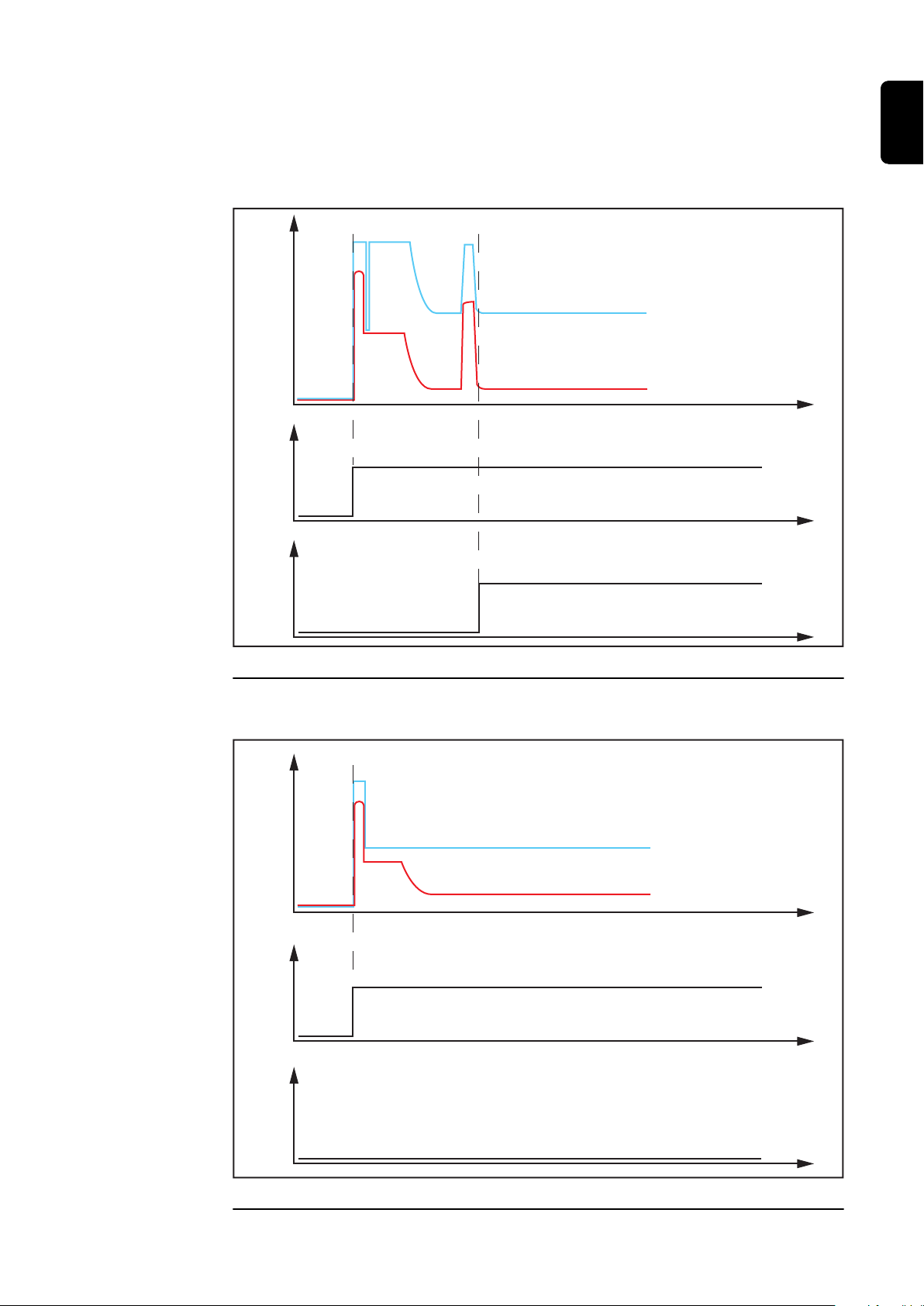
Description of special 2-step mode characteristics:
I
I-S I-E
I
S
E
GPr GPoSL1 Main current SL2
t
t-S
Welding start
t-E
HIGH LOW
To select welding parameters using the analog set values and the character-
-
istic number (characteristic ID), the correct characteristic number must be
used. The characteristic numbers can be found on the website of the power
source, in the characteristics overview.
The welding process is also defined using the characteristic number
-
(MIG/MAG standard synergic, MIG/MAG pulse synergic, MIG/MAG LSC,
MIG/MAG PMC, MIG/MAG CMT, etc.).
Only characteristics that have previously been approved for the power
-
source can be selected.
The parameters from the start of welding/end of welding are used in the spe-
-
cial 2-step mode characteristics.
EN-US
Special 2-step mode signal sequence
Description of Job Mode:
The welding parameters are selected using the data saved in the jobs.
-
The EasyJob function is deactivated as soon as a CC module (an RI IO/i or a
-
RI IO PRO/i) is connected.
There is no job with the number 0. Job number 0 can be used to select the
-
job on the control panel of the power source.
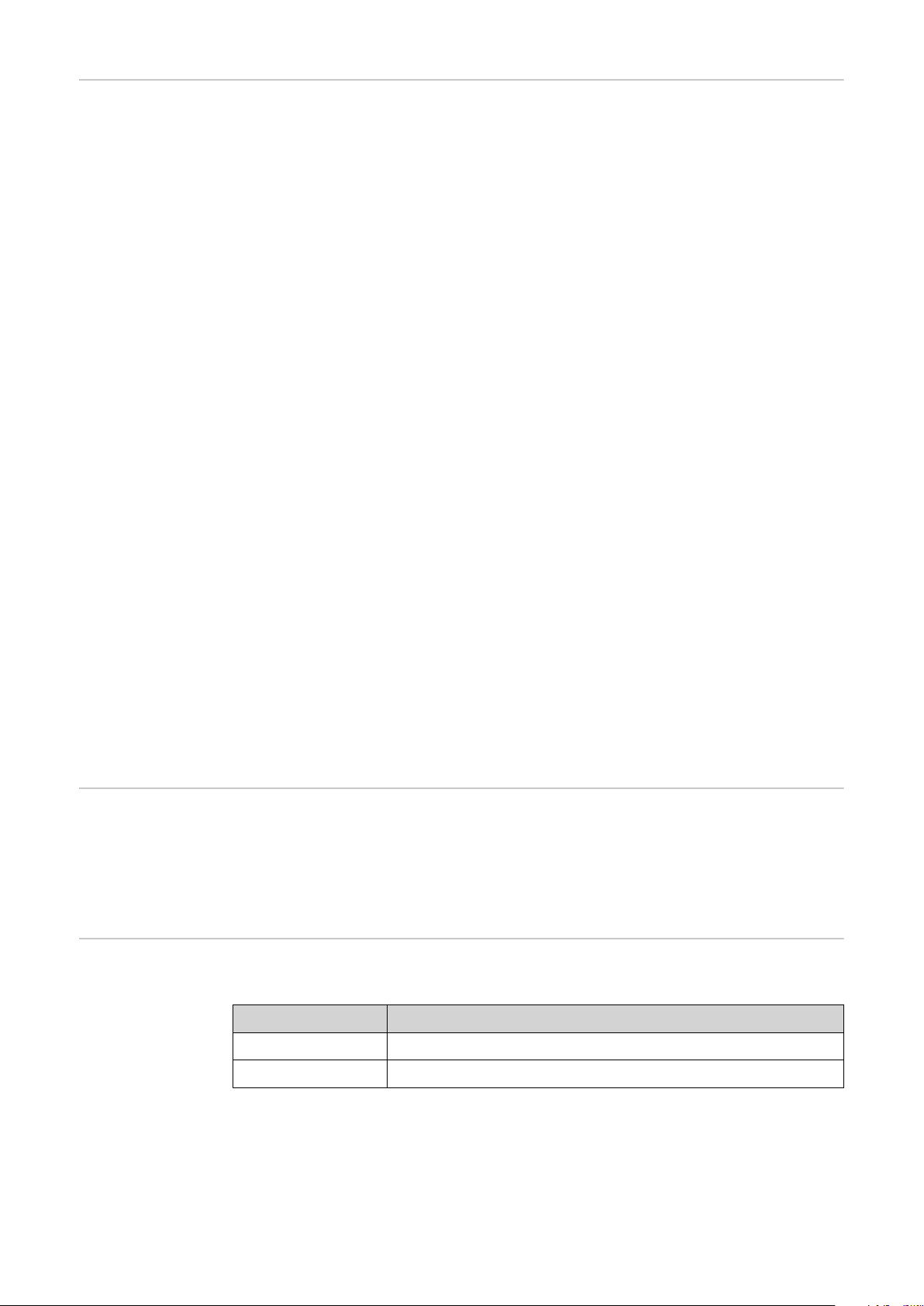
Description of 2-step mode characteristics:
To select welding parameters using the analog set values and the character-
-
istic number (characteristic ID), the correct characteristic number must be
used. The characteristic numbers can be found on the website of the power
source, in the characteristics overview.
The welding process is also defined using the characteristic ID (MIG/MAG
-
standard synergic, MIG/MAG pulse synergic, MIG/MAG LSC, MIG/MAG
PMC, MIG/MAG CMT, etc.).
Only characteristics that have previously been approved for the power
-
source can be selected.
9

t
I
I
GPr GPoMain current
HIGH LOW
Welding start
2-step mode signal sequence
For MIG/MAG standard manual characteristics, the 2-step mode characteristics
must be used.
Gas on (Gas on) Single Bit
Wire forward
(Wire forwards) Single Bit
The Gas on signal opens the gas solenoid valve and thus activates the gas flow.
As long as the signal is High, the gas solenoid valve remains open.
-
The gas flow can be activated independently of the operating mode (internal
-
parameter selection, special 2-step mode characteristics, Job Mode, etc.).
During welding, the gas pre-flow and the gas post-flow are controlled by the
-
power source. It is therefore not necessary to activate the gas pre-flow and
gas post-flow separately.
If the Gas on High signal is set before the Welding start signal, the gas pre-
-
flow of the power source is not active.
The Gas on signal can only be set if the Robot ready signal is set at the same
-
time. If this is not the case, the gas flow must be activated by pressing a button on one of the Fronius system components (power source, wirefeeder,
torch hosepack, etc.).
Additional information for TWIN systems:
In single wire mode with a Single-torch body, the gas solenoid valve of the
-
active process line is opened.
In TWIN mode, both gas solenoid valves are opened.
-
When welding with a TWIN torch body, both gas solenoid valves are always
-
opened.
The Wire forward signal activates the start of the wirefeeder.
10
The wire electrode is threaded into the hosepack without current or gas.
-
The wirefeeder can be activated independently of the operating mode (in-
-
ternal parameter selection, special 2-step mode characteristics, Job Mode,
etc.).
The signal corresponds to the wire threading button on the control panel of
-
the power source, on the wirefeeder, and on the torch hosepack. The precise
function of the wire threading button is described in the Operating Instructions of the respective system components/the documentation of the whole
welding system.
As long as the Wire forward signal is set, the Wire backward signal cannot be
-
set.
The Wire forward signal can only be set if the Robot ready signal is set at the
-
same time. If this is not the case, wire threading must be controlled using the
wire threading button on one of the Fronius system components (wirefeeder,
torch hosepack, etc.).
The wire electrode can be threaded a maximum of 50 m (164 feet 0.5 inches)
-
(=safety stop).
The signal can be set in two ways:
Pulse signal = wire electrode moves approx. 1 mm (0.039 inches) forwards.
-
Continuous signal = creep function – the wirefeeder is stopped as soon as
-
the wire electrode touches the welding material.
Additional information for TWIN systems:
In single wire mode, the wire electrode of the active process line is fed.
-
In TWIN mode, both wire electrodes are fed.
-
If the TWIN operating mode changes during wirefeeding, the wirefeeding is
-
adapted in line with the change.
EN-US
Wire backward
(Wire return) Single Bit
The Wire backward signal activates the retraction of the wire electrode.
It can be used to retract the wire electrode out of the welding torch com-
-
pletely or only by a specific length.
The retraction can be activated independently of the operating mode (intern-
-
al parameter selection, special 2-step mode characteristics, Job Mode, etc.).
The signal corresponds to the wire-return button on the control panel of the
-
power source, on the wirefeeder, and on the torch hosepack. The precise
function of the wire-return button is described in the Operating Instructions
of the respective system components/the documentation of the whole welding system.
As long as the Wire backward signal is set, the Wire forward signal cannot be
-
set.
The Wire backward signal can only be set if the Robot ready signal is set at
-
the same time. If this is not the case, retraction of the wire electrode must
be controlled using the wire-return button on one of the Fronius system
components (wirefeeder, torch hosepack, etc.).
The wire electrode can be retracted a maximum of 50 m (164 feet 0.5
-
inches) (=safety stop).
The signal can be set in two ways:
Pulse signal = wire moves approx. 1 mm (0.039 inches) backwards.
-
Continuous signal = permanent wire retraction.
-
Additional information for TWIN systems:
In single wire mode, the wire electrode of the active process line is fed.
-
In TWIN mode, both wire electrodes are fed.
-
If the TWIN operating mode changes during wirefeeding, the wirefeeding is
-
adapted in line with the change.
11

Error reset (Reset error)
If an error message is output on the power source, the error is reset using the Error reset signal.
In order to reset the signal successfully, the signal must remain set for at least
10 ms.
WARNING!
Danger due to welding processes starting unexpectedly.
This can result in severe personal injury and damage to property.
The cause of the error must always be resolved before the error message is
▶
reset using the Error reset signal.
WARNING!
Danger due to welding processes starting unexpectedly if the Error reset signal
is always active and the Welding start signal is set at the same time.
This can result in severe personal injury and damage to property.
Ensure that the Welding start signal is not set during troubleshooting if the
▶
Error reset signal is active at the same time.
Additional information for TWIN systems:
The signal resets the error on both power sources.
Touch sensing
(TouchSensing) Single Bit
CAUTION!
Danger from unexpected electric shock.
When Touch sensing is activated, a voltage of approx. 70 V (up to 3 A) is applied
to the wire electrode/gas nozzle.
If touched, a harmless but perceptible electric shock can be transmitted. An involuntary reaction to this shock can cause injuries.
Do not touch the wire electrode and the torch body (gas nozzle, contact tip)
▶
when Touch sensing is active.
When Teach mode is active, do not touch any electrically conductive parts
▶
that are touched by the wire electrode and the torch body (gas nozzle, contact tip, etc.).
The Touch sensing signal can be used to detect contact between the wire electrode or the gas nozzle and the workpiece = short circuit between workpiece and
wire electrode or gas nozzle.
If the Touch sensing signal is set, the control panel of the power source dis-
-
plays touch and a voltage of approx. 70 V (current limited to 3 A) is applied
to the wire electrode/the gas nozzle.
If a short circuit occurs, this is reported to the robot controller by the Arc
-
stable signal / Touch signal (see page 30) and Touch signal (see page 36).
The output of the Arc stable / Touch signals (see page 30) and Touch signal
-
(see page 36) lasts 0.3 seconds longer than the duration of the short circuit
current.
As long as the Welding start signal is set, the Touch sensing signal cannot be
-
activated.
The welding process can also be started if the TouchSensing signal is active.
-
This automatically deactivates the touch function.
TouchSensing can be activated independently of the operating mode (intern-
-
al parameter selection, special 2-step mode characteristics, Job Mode, etc.).
12

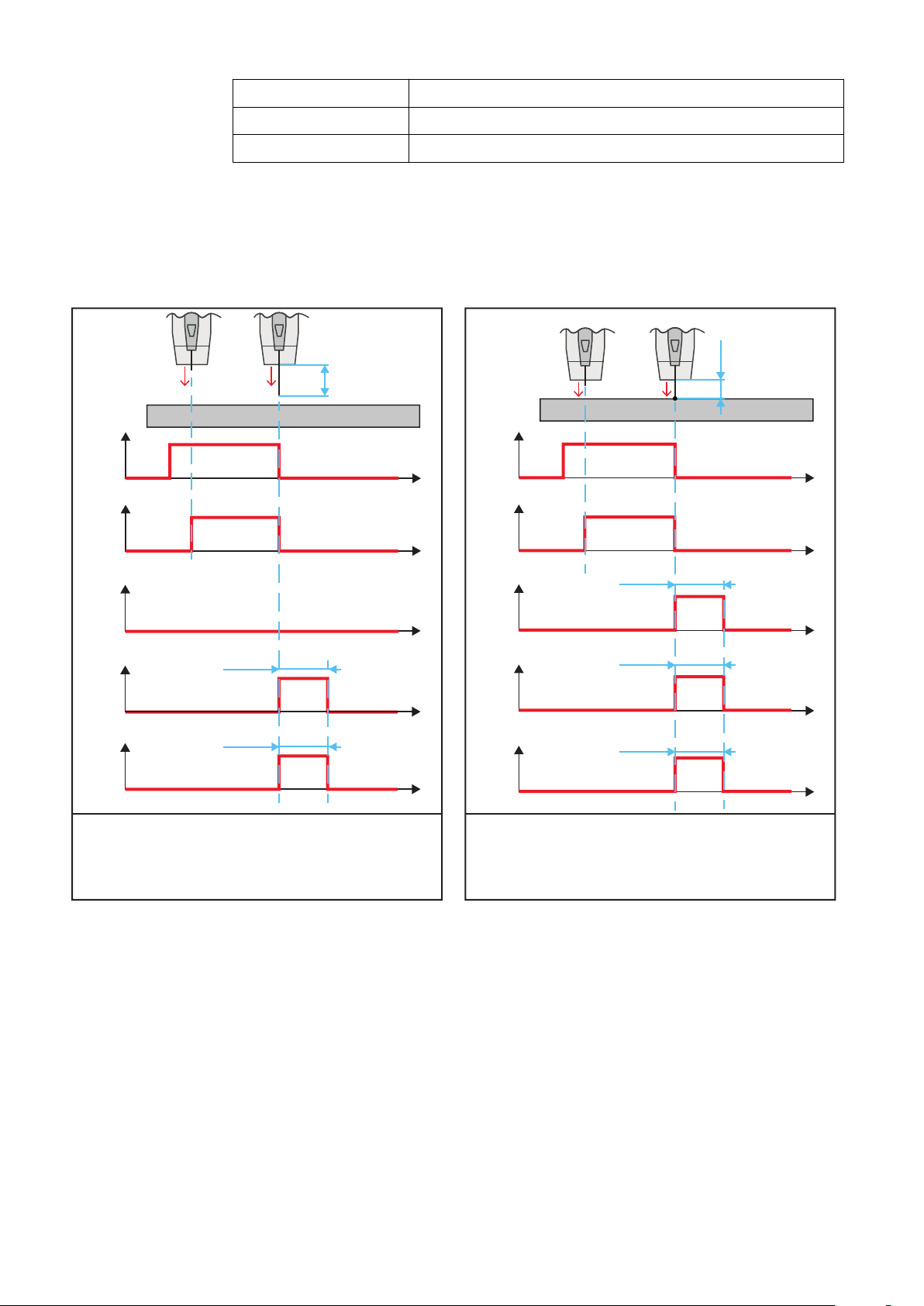
Touch sensing function/process:
t
t
t
U
plus. 300ms * or as long as the wire touches the work piece
I
< 15ms *
t
* timing depends Interface
delta u (rising voltage) --> delta t (time)
Condition: voltage drop i.e. 1,5 volt (adjustable)
max. Open circuit voltage
depends on PowerSource type (i.e. 60V)
max. current aprox. 3A
digital I/O
digital I/O
Touchvoltage
Touchcurrent
Output signal
Input signal
EN-US
NOTE!
Risk of signal overlap.
This can lead to problems in connection with the Wirebrake option.
▶
Additional information for TWIN systems:
-
-
-
After deactivating the Touch sensing signal, wait 4 seconds before setting
another signal.
Touch sensing is started on both power sources, but is only ever carried out
on one wire electrode.
In single wire mode, the wire electrode of the active process line is used.
In TWIN mode, the wire electrode of the leading process line (Lead) is used only when the wire electrode of the Lead-power source is touched are the
Touch Sensing signals generated.
13

Additional information for Touch sensing with the gas nozzle:
If the position detection is carried out by touching the workpiece with the
-
gas nozzle (instead of the wire electrode), the gas nozzle must be connected
to the welding current lead using an RC circuit or the Touch Sensing Adv. option.
The use of an RC circuit is required so that if the gas nozzle comes into con-
-
tact with the workpiece during welding:
Unacceptable currents in the connection between the gas nozzle and the
-
welding current lead are avoided.
The welding process is not influenced.
-
When the position is detected by contact with the gas nozzle, the short cir-
-
cuit current flows until the capacitors of the RC circuit are charged (a few
milliseconds). To ensure safe position detection by the robot controller, the
Arc stable and Touch sensing signals are on for 300 milliseconds longer than
the short circuit current.
Torch blow out
(Blow out welding torch) Single Bit
Welding simulation (Welding
simulation) Single Bit
Synchropulse on
(SynchroPulse
on) - Single Bit
If the robot wirefeeder is fitted with an additional solenoid valve for compressed
air, this is controlled using the Torch blow out signal.
The signal is used to remove contaminations from the gas nozzle during torch
cleaning.
The power source uses the Welding simulation signal to simulate an actual welding process.
This allows the user to follow a welding path that has been programmed in
-
the robot controller without any actual welding taking place.
All signals are set as if actual welding were taking place (no actual values)
-
Process active
-
Current flow
-
Arc stable
-
Robot motion release
-
Main current signal.
-
No arc is ignited (Welding start signal).
-
No wire electrode is moved (Wire forward and Wire backward signal).
-
The gas solenoid valve is not triggered ( Gas on signal).
-
The gas purging valve is not triggered ( Torch blow out signal).
-
The Synchropulse on signal activates/deactivates the SynchroPulse function set
in the power source. The signal can be set before or during welding.
WireBrake on
(Wire brake on) Single Bit
14
By activating the WireBrake on signal, the wire electrode is held by the OPT/i
MHP WireBrake.
OPT/i MHP WireBrake is a mechanical component that is installed between the
torch hosepack and the torch body.
WireBrake on can be activated independently of the operating mode (internal
parameter selection, special 2-step mode characteristics, Job Mode, etc.).
If OPT/i MHP WireBrake is detected in the system, the WireBrake on signal is
automatically set in Touch sensing.
NOTE!
Risk of signal overlap.
This may result in problems holding the wire electrode.
It is not recommended to activate any other signals while the WireBrake on
▶
signal is active.
After deactivating the WireBrake on signal, wait 4 seconds before activating
▶
another signal.
A detailed description of the program sequence can be found in the Robacta
▶
TX 10i/G/W Operating Instructions.
Additional information for TWIN systems:
WireBrake is not available for TWIN hosepacks.
EN-US
Torchbody
Xchange
(Change torch
body) - Single Bit
Teach mode Single Bit
The Torchbody Xchange signal is only available in conjunction with a torch body
change system.
If the signal is High,, the torch body coupling is opened.
Torchbody Xchange can be activated independently of the operating mode (internal parameter selection, S2-step mode characteristics, Job Mode).
NOTE!
Risk of signal overlap.
This may result in problems changing the torch body.
It is not recommended to activate any other signals while the Torchbody
▶
Xchange signal is active.
After deactivating the Torchbody Xchange signal, wait 3 seconds before ac-
▶
tivating another signal.
A detailed description of the program sequence can be found in the Operat-
▶
ing Instructions of the torch body change system.
WARNING!
Danger from electrical current due to Teach mode being active. When Teach
mode is active, a voltage of approx. 70 V (up to 3 A) is applied to the wire electrode/contact tip.
This may result in serious injuries or death.
Do not touch the wire electrode and the contact tip when Teach mode is act-
▶
ive.
When Teach mode is active, do not touch any electrically conductive parts
▶
that are touched by the wire electrode or the contact tip.
Teach mode can be used to create the robot program. Teach mode being activated (signal High) avoids the wire electrode becoming bent when setting up the
robot.
Teach mode can be activated independently of the operating mode (internal
parameter selection, special 2-step mode characteristics, Job Mode, etc.).
Teach mode function:
15

= 15 mm
(0.59 inch)
Ensure the desired distance (Stickout) to the
< 15 mm
(0.59 inch)
= 15 mm= 5 mm= 5 mm= 5
(0.59 inch)
mm
-
workpiece (cut the wire electrode to the correct Stickout , etc.).
If the distance between the gas nozzle and
-
the workpiece becomes smaller during robot
movement, the wirefeeder retracts the wire
electrode – this means that the wire electrode cannot be bent.
If the distance between the gas nozzle and
-
the workpiece becomes bigger during robot
movement, the wirefeeder unwinds the wire
electrode to the set Stickout .
The wire electrode will not be unwound any
-
further once the set Stickout-value has been
reached, even if the wire electrode is no
longer in contact with the workpiece.
The Touch signal is set as follows when using Teach mode:
As soon as the wire electrode touches the workpiece, the Touch signal is set
-
to High.
Only when the wire electrode is no longer in contact with the workpiece is
-
the Touch signal set to Low.
NOTE!
Danger from using Teach mode in conjunction with very soft wire electrodes.
This may result in unexpected welding results caused by bent wire electrodes.
Using Teach mode with very soft wire electrodes may result in the wire elec-
▶
trodes becoming bent. To prevent wire burn-back caused by the bent wire
electrode, unwind the wire electrode by approx. 50 mm (1.97 inch) before the
start of welding and shorten it.
Additional information for TWIN systems:
In single wire mode, Teach mode is activated for the active process line.
-
In TWIN mode, Teach mode is activated for both process lines
-
The scanning frequency of the wire electrode at a component contact
-
with the Lead-power source is higher than the scanning frequency with
the Trail-power source.
ExtInput 1-8
(External input
1-8) - Single Bit
16
Inputs used to control options, such as OPT/i RI FB REL.
Max. voltage = DC 113 V / AC 68 V
-
Max. current load 1 A
-
Example outputs: ExtInput1 = OPT_Output 1.

The inputs have no effect on other signals (for example Robot ready, etc.)
OPT/i RI
FB REL
(1)
External
Device
(2) (3)
(1) Robot output
(2) Power source input
(3) Options output
Additional information for TWIN systems:
TWIN systems are only compatible with the OPT/i RI FB REL EXT 8I/8O op-
-
tion.
The signals are forwarded to both power sources and are then available at
-
the outputs of the relay station used.
EN-US
Job number
(Job‑number) Group Input
Welding characteristic (Characteristic number)
- Group Input
This signal is used to carry out welding using the welding parameters that are
saved under the selected job number (1-1000).
Job number 0 can be used to select the job on the control panel of the power
source.
Additional information for TWIN systems:
Job numbers must be selected separately for both power sources.
This signal is used to specify the welding process using the characteristic number.
Characteristic number 0 can be used to select the material setting and the welding process on the control panel of the power source.
Examples of characteristic numbers:
2765 = G3Si1 / 1.2 mm / Ar 15-20%, CO2 / LSC
-
3189 = G3Si1 / 1.2 mm / Ar 15-20%, CO2 / PMC
-
Additional information for TWIN systems:
Characteristic numbers must be selected separately for both power sources.
17
Disable process
control (Deactivate process-dependent correction) - Group Input
If this signal is active, a process-dependent correction (Process controlled correction signal) can be manually selected on the power source.
Additional information for TWIN systems:
Process-dependent corrections must be activated separately for both power
sources.
Processline select (Process line
selection) Group Input
This signal is used to select the desired process line.
The signal is only available if:
The OPT/i TPS Dual Head Robotics option is present in the power source.
-
Each process line has its own wirefeeder.
-
Bit 1 Bit 0 Description
0 0 Wirefeeder 1 (factory setting)
0 1 Wirefeeder 2
1 0 Wirefeeder 3
Function information:
It is only possible to switch between the process lines using the robot.
-
The inactive wirefeeders are only supplied with voltage, the system bus is
-
switched off. This has the following limitations:
Available software updates will only be applied to the wirefeeder if the
-
wirefeeder is part of the process line selected.
The CAT signal of inactive wirefeeders is not evaluated.
-
It is not possible to carry out gas tests, wire threading, wire retraction,
-
etc. on the hosepacks of the inactive process lines.
The welding torch identification of hosepacks of the inactive process
-
lines is not read.
The remote controls of the inactive process lines are also inactive.
-
TWIN mode
(TWIN operating
mode) - Group
Input
This signal defines which TWIN mode will be used to operate the respective
power source.
The following can be specified using the signal:
Single wire / or TWIN welding.
-
Which process line is leading during TWIN welding (Lead).
-
Which process line is active during single wire welding.
-
The operating modes can be changed both before and during welding.
Bit 32 Bit 33 Description
0 0 Single wire mode, line 1
0 1 TWIN mode, line 1 leading (Lead)
1 0 TWIN mode, line 2 leading (Lead)
1 1 Single wire mode, line 2
Value range for TWIN mode
18
Contact tip short
circuit detection
on (contact tip
short circuit detection on) Single Bit
If this signal is set to High, a short circuit check between the two contact tips in
the TWIN welding torch starts.
If a short circuit is detected, the signal Short circuit contact tip is set high.
-
This signal is only available for TWIN systems operating in TWIN mode (not available for single wire operation).
EN-US
Documentation
mode (Documentation mode)
- Single Bit
WireSense start
- Single Bit
The signal is used to select whether the weld seams are counted by the power
source or the robot.
Signal level = Low:
The weld seams are counted by the power source.
-
Each time welding is completed, the weld seam count increases by 1. Switch-
-
ing the power source off and on again restarts the count at 0. In addition, it
is also possible to specify an initial value (starting the count at 10 instead of
0, for example).
With the exception of: If the Fronius Data Channel is used, the number
-
of weld seams is specified using the Fronius Data Channel and not the
power source.
Signal level = High:
The number of weld seams is specified using the robot.
-
WARNING!
Danger from electrical current. When the WireSense start signal is active, a
voltage of approx. 50 V (up to 1 A) is applied to the wire electrode/contact tip.
This may result in serious injuries or death.
Do not touch the wire electrode and contact tip when the WireSense start
▶
signal is active.
Do not touch any electrically conductive parts that are touched by the wire
▶
electrode or the contact tip when the WireSense start signal is active.
This signal starts one of the following two functions:
Function WireSense - Sensing Mode (= contour detection): Used for scan-
1.
ning the component surface / component geometry
This function is active when the Signal WireSense start is activated and a
-
height value less than 0.5 mm (0.019 inches) is specified for the WireSense edge detection signal.
Edge detection (WireSense - Edge Detection Mode function) is not active
-
with this function.
The Touch signal is not output for this function.
-
WireSense - Edge Detection Mode function (= edge detection): Used to de-
2.
tect a single edge
This function is active when the Signal WireSense start is activated and a
-
height value greater than / equal to 0.5 mm (0.019 inches) is specified
for the WireSense edge detection signal.
For more information, see WireSense edge detection - Group Input /
-
Analog Input on page 24.
19

Other effects of the WireSense start signal:
As soon as the signal is active, the forward and backward movement of the
-
wire electrode begins.
After the wire electrode has touched the workpiece for the first time, the
-
point of the first contact is used as a zero position (reference point) for the
WireSense height measurement.
Safety functions with WireSense:
If WireSense is already active (WireSense process already running), the wire
-
electrode can be conveyed a maximum of 25 mm (0.98 inches). If there is no
workpiece contact within 25 mm (0.98 inches), wirefeeding is stopped.
If WireSense is started for the first time (without previous workpiece con-
-
tact), the wire electrode can be conveyed a maximum of 450 mm (17.72
inches). If there is no workpiece contact within 450 mm (17.72 inches),
wirefeeding is stopped.
For more information on WireSense, see section WireSense - more information
from page 56.
Additional information for TWIN systems:
In single wire mode, WireSense is only activated and evaluated for the active
-
process line.
In TWIN mode, WireSense is activated for both process lines. Please note
-
the following:
The Touch signal, which can be output at the WireSense edge detection,
-
is only triggered by the Lead-power source.
The position signals during contour detection(WireSense - Sensing
-
Mode) are output at the interface with two individual output signals simultaneously - with the Signal Wire position for power source 1 and power
source 2.
WireSense break
- Single Bit
This signal only has an impact if the WireSense start signal is active at the
-
same time.
This signal is used to interrupt the WireSense process but at the same time
-
to obtain the reference point that was determined when the WireSense process was first started.
The WireSense break signal stops the wire movement while the Wire-
-
Sense start signal is active - for example, to bridge larger distances
between two workpieces (if the wire electrode is touching a workpiece
while the WireSense break signal is active, the wire electrode is still retracted to prevent bending).
The reference point, which was determined when the WireSense process
-
was first started, remains stored while the WireSense break signal is active.
After the WireSense break signal is deactivated, the wire movement
-
starts again and the height measurement continues.
When the WireSense break signal is set, the Arc stable signal is disabled at
-
the same time. As soon as the WireSense break signal is deactivated again,
the Arc stable signal is reactivated.
For more information on WireSense, see section WireSense - more information
from page 56.
Additional information for TWIN systems:
In single-wire operation, WireSense break nur die Drahtelektrode der aktiven
-
Prozesslinie stops.
In TWIN mode, WireSense break beide Drahtelektroden stops.
-
20

Analog Inputs
EN-US
Wire feed speed
command value
(Wire speed set
value) - Group
Input / Analog
Input
As described below, the set value can be specified on a Digital Interface or an
Analog Interface.
The following set value specifications apply to the MIG/MAG standard synergic,
MIG/MAG pulse synergic, MIG/MAG PMC, MIG/MAG LSC, CMT, and ConstantWire welding processes.
Digital Interface:
The wirefeeder set value is specified by entering a value between -32,768 and
+32,767 (SINT 16).
Value range Designation Min./max. possible value
-32,768 Wirefeeder -327.68 m/min (depending on wirefeeder)
+32,767 Wirefeeder +327.67 m/min (depending on wirefeeder)
Additional information for TWIN systems:
The digital set value must be entered separately for both power sources.
Analog Interface:
The wirefeeder set value is specified through an analog method by entering a
value between 0 and 10 V.
Value range Designation Min./max. possible value
0 V Wirefeeder 0% (depending on wirefeeder)
Arclength correction (arc
length correction) - Group Input / Analog Input
10 V Wirefeeder 100% (depending on wirefeeder)
Additional information for TWIN systems:
It is not possible to enter an analog set value on TWIN systems.
Job correction (specifications apply for Single- and TWIN welding):
Factor = 100
-
Data type SINT
-
Specified as a percentage. Example: 15% = 1500 step change.
-
As described below, the value for the arc length correction can be specified on a
Digital Interface or an Analog Interface.
The following specifications apply to the MIG/MAG standard synergic, MIG/MAG
pulse synergic, MIG/MAG PMC, and MIG/MAG LSC welding processes.
Digital Interface:
By entering a value between -32,768 and +32,767 (SINT 16) the arc length is
corrected, but the wire speed is not changed.
Value range Designation Min./max. possible value
-32,768 Arc length correction -10% = shorter arc
0 Arc length correction 0% = saved value
+32,767 Arc length correction +10% = longer arc
Additional information for TWIN systems:
The digital set value must be entered separately for both power sources.
21

Analog Interface:
By entering a value between 0 and 10 V using an analog method, the arc length
is corrected, but the wire speed is not changed.
Value range Designation Min./max. possible value
0 V Arc length correction -10% = shorter arc
5 V Arc length correction 0% = saved value
10 V Arc length correction +10% = longer arc
Additional information for TWIN systems:
It is not possible to enter an analog set value on TWIN systems.
Job correction (specifications apply for Single-and TWIN welding):
Factor = 10
-
Data type SINT
-
Specified as absolute value. Example: 1.5 = 150 step change.
-
Pulse-/ dynamic
correction
(Pulse/dynamic
correction) Group Input /
Analog Input
As described below, the value for the pulse/dynamic correction can be specified
on a Digital Interface or an Analog Interface.
The following specifications apply to the MIG/MAG standard synergic, MIG/MAG
pulse synergic, MIG/MAG PMC, and MIG/MAG LSC welding processes.
Digital Interface:
Entering a value between -32,768 and +32,767 (SINT 16) specifies the pulse/
dynamic correction, the wire speed is not changed.
Value range Designation Min./max. possible value
-32,768 Pulse/dynamic correction -10% = pulse/dynamic correction
0 Pulse/dynamic correction 0% = saved value
+32,767 Pulse/dynamic correction +10% = pulse/dynamic correc-
tion
Additional information for TWIN systems:
The digital set value must be entered separately for both power sources.
Analog Interface:
Entering a value between 0 and 10 V using an analog method specifies the
pulse/dynamic correction, the wire speed is not changed.
22
Value range Designation Min./max. possible value
0 V Pulse/dynamic correction -10% = pulse/dynamic correc-
tion
5 V Pulse/dynamic correction 0% = saved value
10 V Pulse/dynamic correction +10% = pulse/dynamic correc-
tion
Additional information for TWIN systems:
It is not possible to enter an analog set value on TWIN systems.

Hotwire current
(Hot-wire amperage) - Group Input / Analog Input
As described below, the value for the hot-wire amperage can be specified on a Digital Interface or an Analog Interface.
The following specifications apply to the ConstantWire welding process.
Digital Interface:
The hot-wire amperage is specified by entering a value between 0 and 65,535
(UINT 16).
Value range Designation Min./max. possible value
0 Hot-wire amperage 0
65,535 Hot-wire amperage 6553.5 A
Additional information for TWIN systems:
The digital value must be entered separately for both power sources.
Analog Interface:
The hot-wire amperage is specified by using an analog method to enter a value
between 0 and 10 V.
Value range Designation Min./max. possible value
0 V Hot-wire amperage 0
10 V Hot-wire amperage 100%
(the effective current value de-
pends on the output of the
power source
EN-US
Wire retract correction (Wire retraction correction) - Group Input / Analog Input
Additional information for TWIN systems:
It is not possible to enter an analog value on TWIN systems.
As described below, the value for the wire retraction correction can be specified
on a Digital Interface or an Analog Interface.
The following specifications apply to the MIG/MAG standard synergic, MIG/MAG
pulse synergic, MIG/MAG PMC, MIG/MAG LSC, CMT, and ConstantWire welding
processes.
Digital Interface:
The wire retraction correction is specified by entering a value between 0 and
65,535 (UINT 16).
Value range Designation Min./max. possible value
0 Wire retraction correction 0
65,535 Wire retraction correction +10
Additional information for TWIN systems:
The digital value must be entered separately for both power sources.
Analog Interface:
The wire retraction correction is specified by using an analog method to enter a
value between 0 and 10 V.
Value range Designation Min./max. possible value
0 V Wire retraction correction 0
23

10 V Wire retraction correction +10
Additional information for TWIN systems:
It is not possible to enter an analog value on TWIN systems.
Seam number
(Seam number) Group Input /
Analog Input
Welding speed
(Welding speed)
- Group Input /
Analog Input
WireSense edge
detection Group Input /
Analog Input
The seam number of the respective welding process is specified using this value,
for example for documentation purposes.
For more detailed information regarding weld seam documentation, please refer
to Documentation mode (Documentation mode) - Single Biton page 19.
Additional information for TWIN systems:
The seam number for both power sources is specified at the same time.
This value is used to transmit the robot's TCP speed.
Additional information for TWIN systems:
The TCP speed for both power sources is transmitted at the same time.
Contour detection (= WireSense - Sensing Mode):
If a value less than 0.5 mm (0.019 inches) is specified with the WireSense
-
edge detection signal, the WireSense start signal is used for contour detection.
The surface of the component is scanned cyclically by the wire electrode
-
and the measured height value is output continuously.
The Touch signal is not active at the same time.
-
Edge detection (= WireSense - Edge Detection Mode):
If a value of 0.5 - 20 mm (0.019 - 0.787 inches) is specified with the Wire-
-
Sense edge detection signal, the WireSense start signal is used to detect and
measure a single edge.
The specified value (threshold value) defines the minimum edge height that
-
can be detected by the power source.
For example, if you use a 2 mm (0.039 inch) thick sheet that is welded
-
with an overlap joint, it is recommended to use this signal to specify 1.5
mm (0.059 inches) (it is not recommended to always set the minimum
value of 0.5 mm (0.019 inches), as this setting may cause false detection.
For example, this may be caused by welding spatter, inaccurate robot
movements, etc.).
The Touch signal is output when an edge is detected.
-
Digital Interface:
The threshold value for edge detection is specified by entering a value between
0 and 200 (UINT 16).
Value range Designation Min./max. possible value
0 Threshold 0 mm (0 inches)
200 Threshold 20 mm (0.787 inches)
For more information on WireSense, see section WireSense - more information
from page 56.
24

Additional information for TWIN systems:
In single wire mode, only the wire electrode of the active process line is used
-
for WireSense edge detection .
In TWIN mode, both wire electrodes are used for WireSense edge detection .
-
The touch signal is only ever generated and output by the Lead-power
source.
The two wire electrodes from the TWIN system can only be used for the
-
same WireSense-function:
Both wire electrodes for either contour detection or edge detection.
-
EN-US
Wire forward /
backward length
(length specification wire
threading / wire
retraction) Group Input /
Analog Input
Signal behavior:
The signal is active as soon as a value greater than or equal to 1 mm (0.039
-
inches) is entered (0 = signal inactive).
If a value greater than or equal to 1 mm (0.039 inches) is specified, the wire
-
electrode is only fed by the specified value when the signal Wire forward is
set. After reaching the preset value, the end of wirefeeding takes place automatically.
As soon as the specified value is reached:
-
The Touch signal (WORD 0 / Byte 0 / Bit 7) is set
-
The signal Wire forward must be deactivated (otherwise the wire thread-
-
ing function remains active)
The signal Wire position is accompanied by an output defining how far
-
the wire electrode has been moved [the value remains set for 1 second;
+/- 1 mm (+/- 0.039 inches)]
If the wire electrode touches the workpiece before the preset value has been
-
reached, the Touch signal (WORD 0 / Byte 0 / Bit 7) and additionally the Arc
stable / Touch signal (WORD 0 / Byte 0 / Bit 5) are set. The end of wirefeeding takes place automatically.
The wire electrode can be conveyed a maximum of 50 m (164 feet 0.5
-
inches) (=safety stop).
If not all wire feeds of the welding system are synchronized (e.g. due to the combination of a Robacta Drive drive unit and a Stand Alone unwind wirefeeder), inaccuracies of +/- 5 mm (+/- 0.196 inches) may occur in the specification of the
wire electrode fed due to the system.
As described below, the set value can be specified on a Digital Interface or an
Analog Interface.
The following set value specifications apply to the MIG/MAG standard synergic,
MIG/MAG pulse synergic, MIG/MAG PMC, and MIG/MAG LSC welding processes.
Digital Interface:
The set value for the length of wire to be fed is specified by entering a value
between -32,768 and +32,767 (UINT 16).
Value range Min./max. possible value
-32,768 1 mm (0.039 inches)
+32,767 10,000 mm (393.7 inches)
Additional information for TWIN systems:
The digital set value must be entered separately for both power sources.
Analog Interface:
The set value for the length of wire to be fed is specified by entering an analog
value of 0 to 10 V.
25
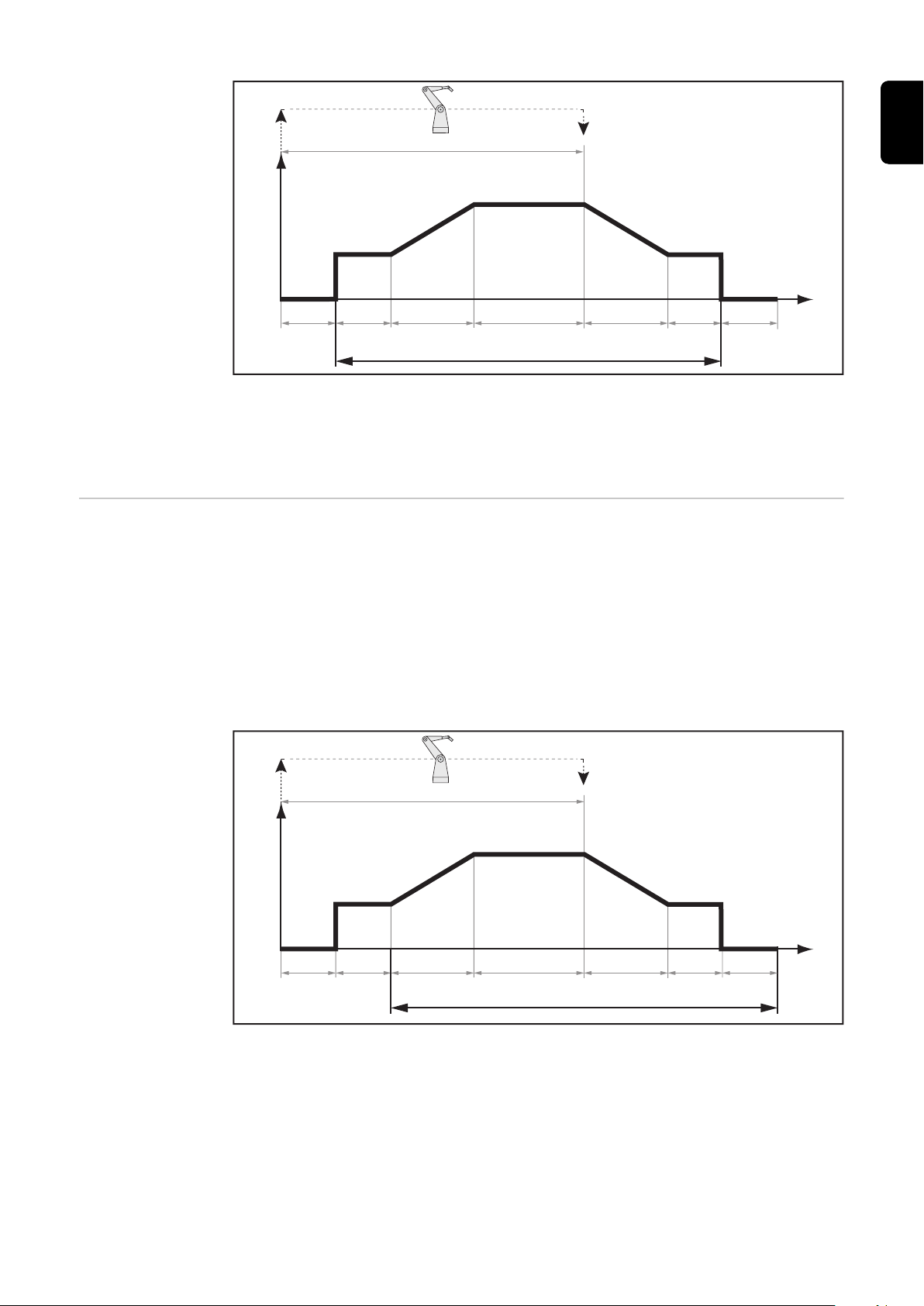
Value range Min./max. possible value
1 Second
1 Second
1
2
3
4
1 = Wire forward / backward length (Analog Input) | Bit 240 - 255
2 = Wire forward (Digital Input) | Bit 9
3 = Arc stable / Touch signal (Digital Output) | Bit 5
4 = Touch signal (Digital Input) | Bit 7
5 = Wire position (Analog Output) | Bit 256 - 271
t
t
t
t
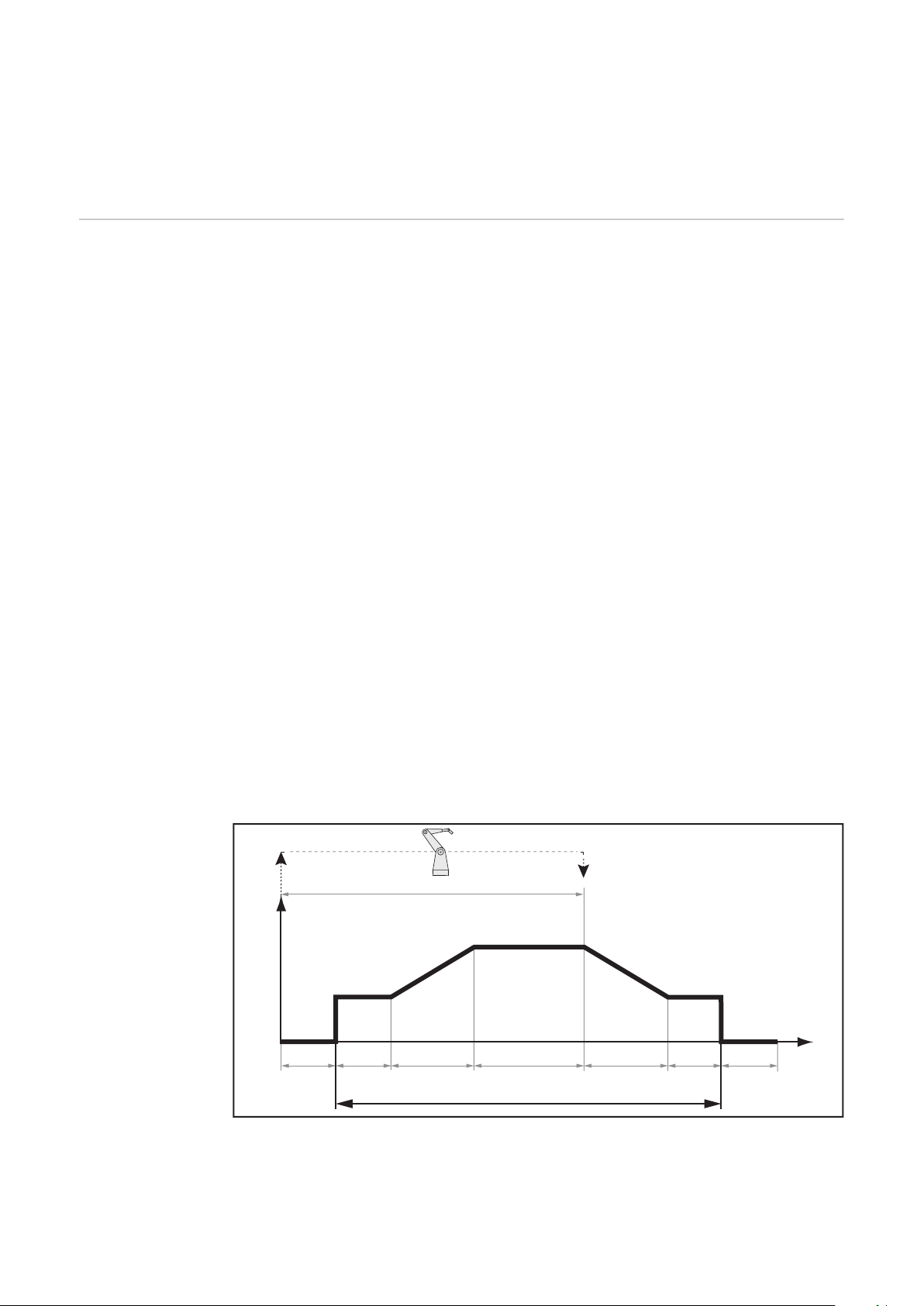
5
t
25 mm
(0.984 inch)
t
t
t
1
2
3
4
5
1 = Wire forward / backward length (Analog Input) | Bit 240 - 255
2 = Wire forward (Digital Input) | Bit 9
3 = Arc stable / Touch signal (Digital Output) | Bit 5
4 = Touch signal (Digital Input) | Bit 7
5 = Wire position (Analog Output) | Bit 256 - 271
t
1 Second
15 mm
(0.591 inch)
t
1 Second
1 Second
0 V 1 mm (0.039 inches)
10 V 10,000 mm (393.7 inches)
Additional information for TWIN systems:
It is not possible to enter an analog set value on TWIN systems.
Signal course - set Wire forward length (= 25
mm / 0.984 inches) could be reached according to plan:
Signal course - workpiece contact occurs be-
fore the set Wire forward length (= 25 mm /
0.984 inches) could be reached:
26
Digital Outputs
(1) (2)
Definition Digital outputs are signals from the power source to the robot.
(1) Robot input
(2) Power source output
EN-US
Heartbeat power
source (Heartbeat power
source) - Single
Bit
Power source
ready (Power
source ready) Single Bit
Warning (Warning) - Single Bit
As soon as the interface creates an authenticated connection to the power
source, this signal changes its activity with a frequency of 1 Hz (1 second High, 1
second Low, 1 second High, etc.).
Additional information for TWIN systems:
As soon as the RI FB/i TWIN Controller establishes an authenticated connection
to both power sources, this signal changes its activity with a frequency of 1 Hz (1
second High, 1 second Low, 1 second High, etc.).
The signal is High when the power source is ready to weld.
-
The signal is Low, if a fault occurs on the power source (Error) or a notifica-
-
tion (Notification) is issued.
The signal can also be called a "common error", as it is set to Low for all
-
types of internal and external error.
Additional information for TWIN systems:
The signal is only set to High when both power sources are ready to weld.
The signal is High when the power source issues a warning.
-
The signal remains High until the reason for the warning has been rectified.
-
The signal automatically changes to Low, as soon as the reason for the warn-
-
ing has been eliminated.
The signal has no effect on the welding process or the operability of the
-
power source (welding can be started; running process is not interrupted,
etc.).
27

Additional information for TWIN systems:
I
t
t-S
t-E
High Low
(1)
Welding start
The signal is set to High as soon as one of the two power sources issues a warning.
Process active
(Process active)
- Single Bit
The Process active signal is set from the beginning of gas pre-flow to the end of
gas post-flow in order to inform the robot that welding is still taking place. This
means that, for example, the dwell time of the robot can be synchronized at the
end of the weld seam to ensure that there is an ideal gas shield.
If the Welding start signal is set, the gas pre-flow time begins to count down,
even before the arc is ignited.
After extinguishing the arc, the gas post-flow time begins to count down.
(1) Process active (process active)
Additional information for TWIN systems:
The signal is set as soon as one of the two power sources becomes active.
Current flow
(current flow) Single Bit
This signal is set as soon as the wire electrode touches the workpiece and current
begins to flow – the signal is High as soon as the workpiece is touched.
During welding the signal can fall to Low during all welding processes – the signal functions in the same way for all welding processes.
28
I
t
t-S
t-E
High Low
(1)
Welding start
(1) Current flow (current flow)
I
t
t-S
t-E
High Low
(1)
Welding start
Additional information for TWIN systems:
The signal is set to High as soon as one of the two wire electrodes becomes live.
EN-US
Robot motion release (Robot motion release) Single Bit
The signal is active from the end of the starting current to the end of the gas
post-flow.
The starting current time begins as soon as Current flow is High. Even if Current
flow is interrupted, the starting current time continues to run until the set end
(the starting current time does not reset).
If an arc monitoring time has been set, the Robot motion release signal is only
reset if the Current flow signal is inactive for longer than the set arc monitoring
time.
(1) Robot motion release (Robot motion release)
At the start of welding, the signal is set to High in the following instance:
Arc stable High.
-
Current flow High.
-
The starting current time has elapsed (not the slope time).
-
During welding, the signal is set to Low in the following instance:
Arc stable Low.
-
29
At the end of welding, the signal is set to Low in the following instance:
I
t
t-S
t-E
High Low
(1)
Welding start
Welding start Low.
-
The gas post-flow has ended.
-
Additional information for TWIN systems:
The signal is output separately for both process lines.
Arc stable /
Touch signal
(Arc stable/
touch signal) Single Bit
This signal is set as soon as the wire electrode touches the workpiece and
-
current flows, thus reporting to the robot controller that the arc is burning.
If the Arc stable / Touch signal is active, the arc monitoring is also active.
-
This is not the case for the Current flow signal.
If an arc monitoring time has been set, the Arc stable / Touch signal is only
-
reset if the Current flow signal is inactive for longer than the set arc monitoring time.
The Arc stable / Touch signal is active as long as the arc is burning.
-
The Arc stable / Touch signal is also set as soon as the wire electrode or the
-
gas nozzle comes into contact with the workpiece in Touch mode (Touch
sensing signal is active).
For more information about the Touch sensing signal, see Touch sensing
-
(TouchSensing) - Single Bit on page 12.
When using WireSense, the Arc stable / Touch signal is set as soon as the
-
wire electrode comes into contact with the workpiece for the first time and
the WireSense process runs stable (for example, when the WireSense Slaghammer function is automatically triggered, the Arc stable / Touch signal is only set after the WireSense - Slaghammer function has been successfully executed)
For more information on WireSense, see section WireSense start -
-
Single Bit from page 19.
When unwinding the wire electrode (Wire forward signal), the Arc stable /
-
Touch signal is set as soon as the wire electrode touches the workpiece.
(1) Arc stable / Touch signal (arc stable/touch signal)
30
The signal functions differently depending on the welding process. See below for
Ignition
(Start of Welding)
U
I
t
t
t
Current flowArc stable
Ignition
(Start of Welding)
U
I
t
t
t
Current flowArc stable
an overview of the function of the signal in conjunction with the different welding
processes.
MIG/MAG pulse synergic, MIG/MAG PMC, mixed processes:
Example of correct ignition at the start of welding.
EN-US
MIG/MAG pulse synergic, MIG/MAG PMC, mixed processes:
Example of incorrect ignition at the start of welding.
31

MIG/MAG standard synergic, MIG/MAG standard manual, MIG/MAG LSC,
Ignition
(Start of Welding)
U
I
t
t
Current flowArc stable
t
Ignition
(Start of Welding)
U
I
t
t
Current flowArc stable
t
150-200ms
MIG/MAG CMT, MIG/MAG CMT mixed processes:
Example of correct ignition at the start of welding.
MIG/MAG standard synergic, MIG/MAG standard manual, MIG/MAG LSC,
MIG/MAG CMT, MIG/MAG CMT mixed processes:
Example of incorrect ignition at the start of welding.
32

Additional information for TWIN systems:
I
t
t-S
t-E
High Low
(1)
Welding start
In single-wire operation, the following applies:
-
Once welding is started, the Arc stable / Touch signal is set as soon as
-
the wire electrode comes into contact with the workpiece and current
begins to flow.
In Touch mode, the Arc stable / Touch signal is set as soon as the wire
-
electrode touches the workpiece.
When using WireSense, the Arc stable / Touch signal is set as soon as the
-
WireSense-process is running stably (as soon as the Slaghammer is
ended).
In TWIN operation, the following applies:
-
Once welding is started, the Arc stable / Touch signal is set as soon as
-
both wire electrodes come into contact with the workpiece and current
begins to flow.
In Touch mode the Arc stable / Touch signal is set as soon as the wire
-
electrode of the lead power source or the gas nozzle touches the workpiece.
When unwinding the wire electrode (Wire forward signal), the Arc
-
stable / Touch signal is set as soon as one of the two wire electrodes
touches the workpiece.
When using WireSense, the Arc stable / Touch signal is set as soon as the
-
WireSense-process is running stably with both wire electrodes (as soon
as the Slaghammer is ended).
Additional information for ConstantWire:
In the case of operation with no earth connection, contact of the wire with
-
the workpiece is not detected.
The Arc stable / Touch signal is set automatically as soon as the gas pre-flow
-
is finished.
The Arc stable / Touch signal is automatically deactivated as soon as the
-
Welding start signal is deactivated.
EN-US
Main current signal (main current
signal) - Single
Bit
If welding is carried out with a defined starting current and a defined final current, the Main current signal is set between the end of the starting current and
the start of the final current phases.
(1) Main current signal (main current signal)
33

Additional information for TWIN systems:
In single wire mode, the signal is set as soon as the active process line starts
-
welding using the main current.
In TWIN mode, the signal is set as soon as both process lines start welding
-
using the main current.
Collisionbox active (CrashBox
active) - Single
Bit
Torchbody
gripped (Torch
body gripped) Single Bit
Command value
out of range (set
value out of
range) - Single
Bit
If a collision occurs (with the workpiece, clamping device, etc.) while using the
CrashBox, the contact of the CrashBox is opened and the Collisionbox active signal is set to Low.
In this case, it is recommended that:
Immediate shutdown of the robot is initiated.
-
The welding process is ended.
-
The signal has no effect on the power source.
This signal indicates that a Fronius torch body has been registered in the system.
This signal indicates that the „Wire feed speed command value“ input is outside
of the possible range.
The signal is High if, for example:
The possible range is limited by the wirefeeder:
-
Selected wirefeeder set value = 25 m/min (984.25 inches/min)
-
Maximum wirefeeder set value based on characteristic = 25 m/min
-
(984.25 inches/min)
Maximum possible speed of the wirefeeder = 15 m/min (590.55 inches/
-
min).
The possible range is limited by the characteristic:
-
Selected wirefeeder set value = 25 m/min (984.25 inches/min)
-
Maximum wirefeeder set value based on characteristic = 15 m/min
-
Maximum possible speed of the wirefeeder = 30 m/min (1181.1 inches/
-
min).
Correction out
of range (Correction out of
range) - Single
Bit
Process Bit (Process bit) - Group
Output
34
Additional information for TWIN systems:
The signal is set as soon as one of the two process lines exceeds a defined range.
This signal indicates that at least one of the selected corrections (for example,
Arc length correction) is outside of the specified range.
Additional information for TWIN systems:
The signal is set as soon as one of the selected corrections exceeds the defined
range.
These signals indicate which welding process has been selected.

Value range for welding process:
OPT/i RI
FB REL
(1)
External
Device
(2) (3)
Bit 4 Bit 3 Bit 2 Bit 1 Bit 0 Description
0 0 0 0 0 No internal mode selection or process
0 0 0 0 1 MIG/MAG pulsed synergic
0 0 0 1 0 MIG/MAG standard synergic
0 0 0 1 1 MIG/MAG PMC
0 0 1 0 0 MIG/MAG LSC
0 0 1 0 1 MIG/MAG standard manual
0 0 1 1 0 Electrode
0 0 1 1 1 TIG
0 1 0 0 0 CMT
0 1 0 0 1 ConstantWire
EN-US
ExtOutput 1-8
(External output
1-8) - Single Bit
Outputs used to control options, such as OPT/i RI FB REL.
Max. voltage = DC 113 V / AC 68 V
-
Max. current load 2 A
-
Example outputs: ExtOutput1 = OPT_Input 1.
(1) Robot input
(2) Power source output
(3) Options input
Additional information for TWIN systems:
TWIN systems are only compatible with the OPT/i RI FB REL EXT 8I/8O op-
-
tion
If an input signal is set on one of the two power sources, the signal is also set
-
on the fieldbus output
35
Touch signal
(Touch signal) Single Bit
The signal is used for various functions and indicates that:
In Touch mode the gas nozzle or the wire electrode touches the workpiece
-
(depending on the system configuration).
In Teach mode the wire electrode touches the workpiece.
-
During unwinding (Wire forward signal) the wire electrode touches the work-
-
piece.
When using the function for WireSense edge detection, the set threshold
-
value has been reached and thus the required edge has been successfully
detected.
For more information on WireSense, see section WireSense - more in-
-
formation from page 56.
Additional information for TWIN systems:
In single-wire operation, the following applies:
-
In Touch mode the touch signal is set as soon as the wire electrode or
-
the gas nozzle of the active power source touches the workpiece.
When unwinding the wire electrode (Wire forward signal), the Touch sig-
-
nal is set as soon as the wire electrode of the active power source
touches the workpiece.
When using the Teach mode, the touch signal is set as soon as the wire
-
electrode of the active power source touches the workpiece.
When using WireSense edge detection, the Touch signal is set as soon as
-
an edge has been detected by the active power source.
In TWIN operation, the following applies:
-
In Touch mode the Touch signal is set as soon as the wire electrode of
-
the Lead-power source or the gas nozzle touches the workpiece.
When unwinding the wire electrode (Wire forward signal), the Touch sig-
-
nal is set as soon as the wire electrode of the Lead-power source touches
the workpiece (the Trail-power source is ignored).
When using the Teach mode, the Touch signal is set as soon as the wire
-
electrode of the Lead-power source touches the workpiece (the Trailpower source is ignored).
When using WireSense edge detection, the Touch signal is set as soon as
-
an edge is detected by the Lead-power source (the Trail-power source is
ignored).
Characteristic
number valid
(Characteristic
number valid) Single Bit
Sensor Status 1
(sensor status 1)
- Single Bit
36
If the signal is High, the selected characteristic and the selected process are approved and can be used.
This signal indicates the status of the wire end option 4,100,869.
Signal level Description
High Wire electrode present
Low No wire electrode present
The signal is output as soon as the sensor of the option is detected in the system.
If there is no sensor in the system, the signal is set to High.
Additional information for TWIN systems:
The signal is output separately for both process lines.

Sensor Status 2
(sensor status 2)
- Single Bit
This signal indicates the status of the wire end option 4,100,879.
EN-US
Signal level Description
High Wire electrode present
Low No wire electrode present
The signal is output as soon as the sensor of the option is detected in the system.
If there is no sensor in the system, the signal is set to High.
Additional information for TWIN systems:
The signal is output separately for both process lines.
Sensor Status 3
(sensor status 3)
- Single Bit
Sensor Status 4
(sensor status 4)
- Single Bit
This signal indicates the status of the wire end option 4,100,878.
Signal level Description
High Wire electrode present
Low No wire electrode present
The signal is output as soon as the sensor of the option is detected in the system.
If there is no sensor in the system, the signal is set to High.
Additional information for TWIN systems:
The signal is output separately for both process lines.
The signal indicates the status of the wire buffer set CMT TPS/i 4,001,763 option.
Signal level Description
High Wire buffer is not empty
Low Wire buffer is empty
Wire stick workpiece (Wire stick
workpiece) Single Bit
The signal is output as soon as the sensor of the option is detected in the system.
If there is no sensor in the system, the signal is set to High.
Additional information for TWIN systems:
The signal is output separately for both process lines.
The signal is High if a wire stick is detected on the workpiece. This signal is always
output regardless of other settings.
Additional information for TWIN systems:
The signal is set to High as soon as one of the two wire electrodes sticks.
37

Short circuit
contact tip (contact tip short circuit) - Single Bit
This signal is set to High as soon as a short-circuit between the contact tip and
the gas nozzle has been detected during the Touch mode (short circuit due to
contamination between the contact tip and the gas nozzle, for example due to
welding spatter).
In order for the this signal to be available, the TouchSense Adv. option must be
installed in the welding system.
Additional information for TWIN systems:
This signal is set to High as soon as a short-circuit between the contact tip of the
lead power source and the gas nozzle has been detected during the Touch mode
(short circuit due to contamination between the contact tip and the gas nozzle,
for example due to welding spatter).
In addition, this signal is set High when the input signal Contact tip short circuit
detection on is set to High and a short circuit between the two contact tips is detected (short circuit due to contamination between the contact tips, for example
due to welding spatter).
Parameter selection internally
(Internal parameter selection)
- Single Bit
This signal indicates whether the parameter selection has been set to "internal".
This setting can be applied:
Using the Working mode signal/internal parameter selection, or
-
On the power source itself: Defaults/Interface setup/Welding parameter.
-
The following signals can be set on the power source itself if the Parameter selection internally High signal is active:
Welding process (MIG/MAG pulse synergic, MIG/MAG standard synergic,
-
etc.)
Operating mode (2-step mode, etc.)
-
Characteristic/job number (depending on the welding process)
-
Wirefeeder
-
Arc length correction
-
Pulse/dynamic correction
-
Wire retraction
-
Process-dependent correction
-
SynchroPulse on/off
-
Additional information for TWIN systems:
The signal is set to High as soon as parameter selection is set to "internal" on one
of the two process lines.
Limitsignal (Limit signal) - Single
Bit
38
This signal indicates that the set limits for voltage, current, wirefeeder, welding
time, and energy input have been exceeded or not reached.
This signal is only available in Job Mode.
Requirements
In the menu on the power source "Process parameters/Job/Optimize Job/
-
Limit monitoring/Limit reaction", the reaction is set to "Warning" or "Error".
OPT/i Limit Monitoring approved for the power source.
-
Additional information for TWIN systems:
The signal is output separately for both process lines.

For more information on Limit Monitoring see section:
Limit Monitoring - functions and activation from page 68 and
-
Limit Monitoring - details on the individual welding parameters from page
-
71.
EN-US
Main supply
status (Mains
voltage status) Single Bit
Safety status Single Bit
This signal indicates whether a phase error has occurred on the power source (incorrect power supply to the power source).
If this error has occurred, the error numbers 6451 or 6515 will be shown on the
display of the power source or transmitted to the robot via the interface as an Error number signal.
Additional information for TWIN systems:
The signal is set to High as soon as a phase error occurs on one of the two power
sources.
This signal indicates the status of the OPT/i Safety Stop PL d and OPT/i TPS External Stop options.
Bit 1 Bit 0 Description
0 0 Reserve
0 1 Hold
1 0 Stop
1 1 Not installed/active
Twin synchronization active Single Bit
System not
ready - Single Bit
The signal indicates that the synchronization between the two power sources is
active.
This signal indicates whether the welding system is ready for use:
This signal is Low if there are no error messages in the welding system (all er-
-
ror sources must be eliminated for the signal to change to Low.
This signal is High as soon as a component of the welding system outputs an
-
error message.
Examples of when this signal changes to High:
A component of the welding system performs an update.
-
Occurrence of an emergency stop.
-
In conjunction with wire sensors (ring sensor, sensor on wire drum, etc.), for
-
example, errors 16828, 16837, 16838.
If the following exceptions occur, the signal remains Low despite the error messages:
The Robot ready signal is Low.
-
During the welding process, a welding torch detection problem occurs (BID
-
error).
39

Touch signal gas
nozzle - Single
Bit
The Touch signal gas nozzle is set to High as soon as a short circuit between
-
the gas nozzle and the workpiece is detected during Touch. mode
The Touch signal gas nozzle is set in addition to the following signals:
-
Arc stable / Touch signal
-
Touch signal.
-
In order for the Touch signal gas nozzle to be available, the TouchSense Adv. option must be installed in the welding system.
The Touch signal gas nozzle in Touch mode allows the user to determine whether
there has been workpiece contact by the wire electrode or gas nozzle.
Notification (Notification) Single Bit
The signal is High when the power source issues a notification.
-
Notifications can arise, for example, due to set process limits, external
-
sensors, etc.
The signal automatically interrupts the welding process.
-
Operation of the power source is possible while the signal is High.
-
The signal remains High until the reason for the notification has been re-
-
solved.
The signal automatically changes to Low, as soon as the reason for the noti-
-
fication has been eliminated.
Additional information for TWIN systems:
The signal is set to High as soon as one of the two power sources issues a notification.
40
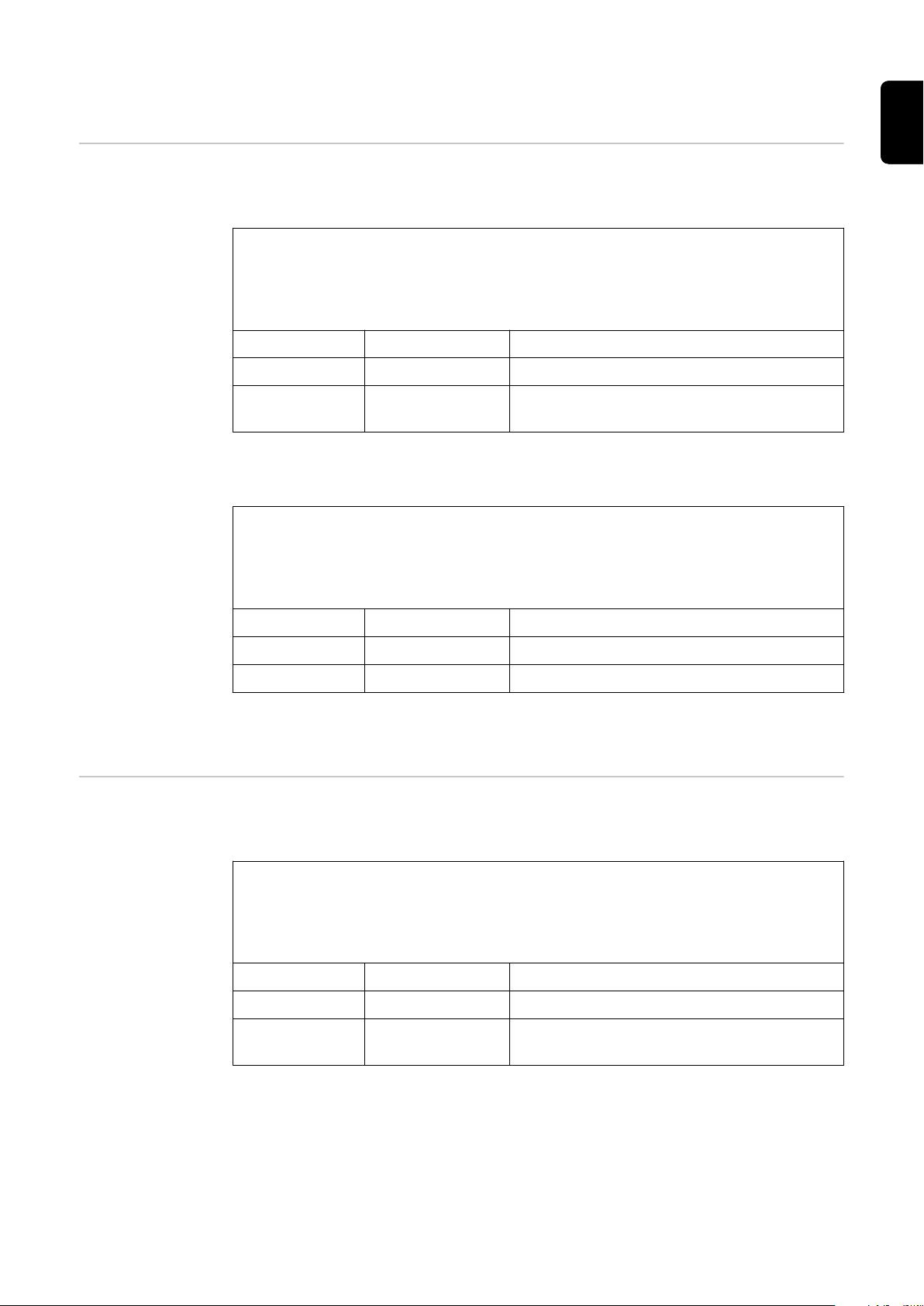
Analog Outputs
EN-US
Welding voltage
(Welding
voltage) - Group
Output / Analog
Output
As described below, the current welding voltage actual value can be output on a
Digital Interface or an Analog Interface.
Digital Interface:
During the welding process, the current welding voltage actual value will
-
be output as a value between 0 - 65,535 (UINT 16).
The welding voltage set value is output when idling.
-
The Hold value is output immediately after welding.
-
Value range Designation Min./max. possible value
0 Welding voltage 0 V (set value/actual value/Hold value)
32,767 Welding voltage 327.67 V (set value/actual value/Hold
value)
Additional information for TWIN systems:
The digital actual value is output separately for both power sources.
Analog Interface:
During the welding process, the current welding voltage actual value will
-
be output as a value between 0 - 10 V.
The welding voltage set value is output when idling.
-
The Hold value is output immediately after welding.
-
Value range Designation Min./max. possible value
Welding current
(Welding current) - Group
Output / Analog
Output
0 V Welding voltage 0 V (set value/actual value/Hold value)
10 V Welding voltage 100 V (set value/actual value/Hold value)
Additional information for TWIN systems:
The analog actual value is not output on TWIN systems.
As described below, the present welding current actual value can be output on a
Digital Interface or an Analog Interface.
Digital Interface:
During the welding process, the present welding current actual value will
-
be output as a value between 0 and 65,535 (UINT 16).
The welding current command value is output when idling.
-
The Hold value is output immediately after welding.
-
Value range Designation Min./max. possible value
0 Welding current 0 A (set value/actual value/Hold value)
32,767 Welding current 3276.7 A (set value/actual value/Hold
value)
Additional information for TWIN systems:
The digital actual value is output separately for both power sources.
41

Analog Interface:
During the welding process, the present welding current actual value will
-
be output as a value between 0 - 10 V.
The welding current command value is output when idling.
-
The Hold- value is output immediately after welding.
-
Value range Designation Min./max. possible value
0 V Welding current 0 A (set value/actual value/Hold value)
10 V Welding current 1000 A (set value/actual value/Hold
value)
Additional information for TWIN systems:
The analog actual value is not output on TWIN systems.
Wire feed speed
(Wire speed) Group Output /
Analog Output
As described below, the current wire speed actual value can be output on a Digital Interface or an Analog Interface.
Digital Interface:
During the welding process, the current wire speed actual value will be
-
output as a value between -32,768 and +32,767 (SINT 16) .
The wire speed set value is output when idling.
-
The Hold- value is output immediately after welding.
-
Value range Designation Min./max. possible value
-32,768 Wire speed -327.68 m/min (set value/actual value/
Hold value)
+32,767 Wire speed +327.67 m/min (set value/actual value/
Hold value)
Additional information for TWIN systems:
The digital actual value is output separately for both power sources.
Analog Interface:
During the welding process, the current wire speed actual value will be
-
output using an analog method as a value between 0 - 10 V.
The wire speed set value is output when idling.
-
The Hold- value is output immediately after welding.
-
Actual real value
for seam tracking (Current actual value for
seam tracking) Group Output /
Analog Output
42
Value range Designation Min./max. possible value
0 V Wire speed 0 m/min (set value/actual value/Hold
value)
10 V Wire speed depending on the wirefeeder used
Additional information for TWIN systems:
The analog actual value is not output on TWIN systems.
As described below, the current actual value for seam tracking can be output on
a Digital Interface or an Analog Interface.
This signal is output as standard when using MIG/MAG LSC and MIG/MAG PMC
characteristics. The signal is available upon request for MIG/MAG pulse synergic
and MIG/MAG standard synergic characteristics.

Digital Interface:
During the welding process, the current actual value for seam tracking
-
will be output as a value between 0 and 65,535 (UINT 16).
The Hold-value is output at the end of welding.
-
Value range Designation Min./max. possible value
EN-US
0 Current actual
value for seam
tracking
65,535 Current actual
value for seam
tracking
Additional information for TWIN systems:
The digital actual value is output separately for both power sources.
Analog Interface:
During the welding process, the current actual value for seam tracking
-
will be output using an analog method as a value between 0 - 10 V.
The Hold-value is output at the end of welding.
-
Value range Designation Min./max. possible value
0 V Current actual
value for seam
tracking
10 V Current actual
value for seam
tracking
(depending on the position of the welding
(actual value / Hold-value)
(depending on the position of the welding
(actual value / Hold-value)
0
torch)
65,535
0
torch)
1
Additional information for TWIN systems:
The analog actual value is not output on TWIN systems.
43

(1) (2) (3)
Weaving overview (current actual value for seam tracking, the values given
are for illustrative purposes only):
(1)
Stickout: 10 mm (0.394
-
inches)
Wirefeeder: 7 m/min (275.59
-
inches/min)
Arc length correction: 0
-
Current actual value for
-
seam tracking: approx. 7650
(2)
Stickout: 25 mm (0.984
-
inches)
Wirefeeder: 7 m/min (275.59
-
inches/min)
Arc length correction: 0
-
Current actual value for
-
seam tracking: approx. 5853
(3)
Stickout: 10 mm (0.394
-
inches)
Wirefeeder: 7 m/min (275.59
-
inches/min)
Arc length correction: 0
-
Current actual value for
-
seam tracking: approx. 7650
Weaving function overview:
The current actual value for seam tracking is calculated using the welding
-
current and the welding voltage.
The current actual value for seam tracking changes with the Stickout.
-
The current actual value for seam tracking is between 0 and 10,000:
-
Stickout becomes shorter – signal increases.
-
Stickout becomes longer – signal reduces.
-
Motor current
M1 (Motor current M1) - Group
Motor current M1 is the motor current of the central motor in the welding system
(drive unit of the welding torch, etc.). As described below, the present motor current actual value M1 can be output on a Digital Interface or an Analog Interface.
Output / Analog
Output
Additional information for TWIN systems:
The digital actual value is output separately for both power sources.
Digital Interface:
During the welding process, the present motor current actual value will be output as a value between 0 and 65,535 (UINT 16).
Value range Designation Min./max. possible value
0 Motor current 0 A (actual value)
+327.67 Motor current 327.67 A (actual value)
Analog Interface:
During the welding process, the present motor current actual value will be output as a value between 0 - 10 V.
Value range Designation Min./max. possible value
0 V Motor current 0 A (actual value)
10 V Motor current 10 A (actual value)
44

Additional information for TWIN systems:
The analog actual value is not output on TWIN systems.
EN-US
Motor current
M2 (Motor current M2) - Group
Output / Analog
Output
Motor current M2 is the motor current of the front motor in the welding system
(wirefeeder, etc.). As described below, the present motor current actual value M2
can be output on a Digital Interface or an Analog Interface.
Digital Interface:
During the welding process, the present motor current actual value will be output as a value between 0 and 65,535 (UINT 16).
Value range Designation Min./max. possible value
0 Motor current 0 A (actual value)
+327.67 Motor current 327.67 A (actual value)
Additional information for TWIN systems:
The digital actual value is output separately for both power sources.
Analog Interface:
During the welding process, the present motor current actual value will be issued as a value between 0 and 10 V.
Value range Designation Min./max. possible value
0 V Motor current 0 A (actual value)
10 V Motor current 10 A (actual value)
Motor current
M3 (Motor current M3) - Group
Output / Analog
Output
Additional information for TWIN systems:
The analog actual value is not output on TWIN systems.
Motor current M3 is the motor current of the rear motor in the welding system
(unwinding wirefeeder, etc.). As described below, the present motor current actual value M3 can be output on a Digital Interface or an Analog Interface.
Digital Interface:
During the welding process, the present motor current actual value will be output as a value between 0 and 65,535 (UINT 16).
Value range Designation Min./max. possible value
0 Motor current 0 A (actual value)
+327.67 Motor current 327.67 A (actual value)
Additional information for TWIN systems:
The digital actual value is output separately for both power sources.
Analog Interface:
During the welding process, the present motor current actual value will be output as a value between 0 - 10 V.
Value range Designation Min./max. possible value
0 V Motor current 0 A (actual value)
10 V Motor current 10 A (actual value)
45

Additional information for TWIN systems:
The analog actual value is not output on TWIN systems.
Error number
(Error number) Group Output /
Analog Output
Warning number
(Warning number) - Group
Output / Analog
Output
Wire position
(wire position) Group Output /
Analog Output
This signal indicates the current error number on the power source and the robot
controller.
Additional information for TWIN systems:
The signal is output separately for both process lines.
This signal indicates the current warning number on the power source and the robot controller.
Additional information for TWIN systems:
The signal is output separately for both process lines.
This signal indicates:
How high the edge found in WireSense - Edge Detection mode was
1.
See also description WireSense edge detection - Group Input / Analog
-
Input on page 24.
The current value of the height measurement in WireSense - Sensing Mode
2.
See also description WireSense start - Single Bit on page 19.
-
The wire electrode can move forward and backward to the first detected zero position (reference point) by a maximum of 24 mm (0.0945 inches).
Digital Interface:
During the active WireSense process, the wire position is output in the range of
‑32,768 to +32,767 (SINT 16).
Value range Designation Min./max. possible value
‑32,768 Wire position -327.68 mm
+32,767 Wire position +327.67 mm
For more information on WireSense, see section WireSense - more information
from page 56.
Additional information for TWIN systems:
The signal is output separately for both process lines.
46

Available Process Images
3
2
1
4
xx.x.xxx.x
1.9.0-16501.9508
EN-US
Process Image
Types
Changing/
assigning characteristic numbers/program
numbers (Retro
Fit mode)
Dip switch
8 7 6 5 4 3 2 1 Process image and configuration
OFF OFF - - - - - - Standard Image 320 Bit
OFF ON - - - - - - Economy Image 128 Bit
ON OFF - - - - - - Retrofit Image (scope dependent on bus mod-
ule)
ON ON - - - - - - Not used
For power sources in the TPS series, the material, the wire diameter, and the protective gas shield can be selected using the program number. A bit width of 8 bits
was defined for this.
It is possible to assign a program number to a characteristic number (1-255) so
that the 8-bit signal can be used in retrofit mode.
Note down the IP address of the power source used:
Connect the power source to the computer (for example using a LAN cable)
1
Select "Defaults" in the left sidebar
2
of the power source control panel
Select "System" in the right side-
3
bar of the power source control
panel
Press the "Information" button on
4
the power source control panel
Note down the displayed IP ad-
5
dress (example: 10.5.72.13)
Access website of the power source in the internet browser:
Enter the IP address of the power source in the search bar of the internet
6
browser and confirm
The website of the power source is displayed
-
47

Enter user name and password
7
Factory setting:
User name = admin
Password = admin
The website of the power source is displayed
-
Note down the IDs of the desired characteristics:
On the power source website, select the "Synergic lines overview" tab
8
Note down the IDs of the characteristics that it should be possible to select
9
using the interface
On the power source website, select the tab for the interface used
10
For example: RI IO PRO/i
Under "Synergic line assignment", assign the desired characteristic IDs to the
11
program numbers (= bit numbers).
For example: Program number 1 = Synergic line ID 2501, Program number 2
= Synergic line ID 3246, etc.
The assigned characteristics can then be retrieved using the interface
-
and the selected program numbers (=bit numbers)
Once all of the desired characteristic IDs have been assigned, press "Save as-
12
signment"
All of the program numbers with their assigned characteristic IDs are
-
displayed under "Actual assigned program numbers to synergic lines"
48
Website of the power source

Information on the use of the MIG/MAG standard
manual, TIG, electrode, and ConstantWire welding processes
MIG/MAG
standard manual
Use the MIG/MAG standard manual welding process:
Select 2-step mode characteristics
1
Select the MIG/MAG standard manual welding process using the appropriate
2
characteristic number
During the standard manual welding process, the wire speed and welding voltage
parameters are set as follows:
In order to set the Wire feed speed command value manual parameter, the
-
Wire feed speed command value analog input signal must be used.
In order to set the Welding voltage command value manual parameter, the
-
Arc length correction analog input signal must be used.
In order to set the Dynamic correction manual parameter, the Pulse-/dynam-
-
ic correction analog input signal must be used.
In order to set the Wire retract correction manual parameter, the Wire re-
-
tract correction analog input signal must be used.
EN-US
TIG Use the TIG welding process:
Select the TIG welding process using the appropriate characteristic number
1
Electrode Use the electrode welding process:
Select the electrode welding process using the appropriate characteristic
1
number
ConstantWire
ConstantWire can be used in conjunction with 2-step mode characteristics
-
and Job Mode.
With 2-step mode characteristics, the welding process is automatically
-
defined via the selected characteristic.
In Job Mode, the welding process is automatically defined via the selec-
-
ted job.
The ConstantWire process starts as soon as the Welding start signal is set to
-
High. Separately starting the wire movement and current flow is not required.
The wire speed is specified with the Wire feed speed command value signal.
-
The voltage limitation does not need to be set, because the automatic setting
-
of the voltage limitation always ensures the current flow.
If required, the voltage limitation can also be set manually (refer in this
-
regard to the Operating Instructions for the respective power source).
49

Arc Break Monitoring
Arc break monitoring
The arc break monitoring is a function that can be activated on the power source.
The function becomes active when arc breaks occur.
If the arc break monitoring becomes active due to an arc break, the Robot motion release signal is set to Low.
The following can be set in order to use the arc break monitoring:
The break length after which the arc break monitoring becomes active.
-
In which way the arc break monitoring is activated
-
With "Ignore"
-
With "Error"
-
Process if the arc break monitoring reacts to an arc break with "Error" – arc
break monitoring set to 200 ms:
If the arc breaks for 190 ms, the arc break monitoring is not activated.
-
If the arc breaks for 210 ms, the power source reports an error message and
-
stops the welding process.
Process if the arc break monitoring reacts to an arc break with "Ignore" – arc
break monitoring set to 200 ms:
If the arc breaks for 190 ms, the arc break monitoring is not activated.
-
If an arc breaks for 210 ms, the Arc stable signal is set to Low by the arc
-
break monitoring. Whether the Welding start signal remains High or is set to
Low by the robot depends on the setting selected on the robot.
50
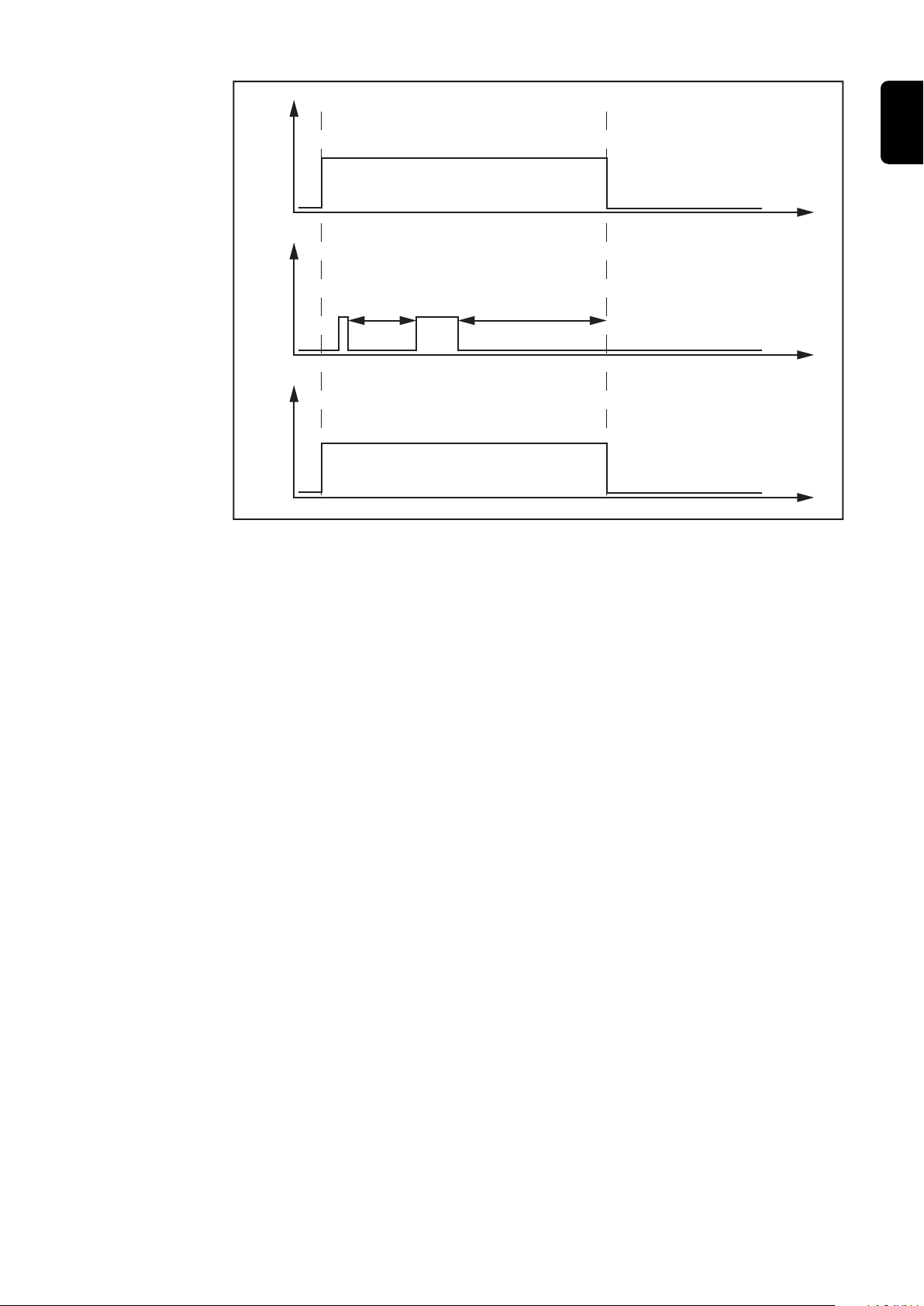
t
Current flow
(Digital Output)
Arc stable
(Digital Output)
t
Welding start
(Digital Input)
arc break
<190ms
t
arc break
<200ms
(1)
Example of arc break monitoring behavior
(1) The status of the Welding start signal is dependent on:
The arc break monitoring setting.
-
The robot setting (how the robot should react to the "Ignore" setting on the
-
arc break monitoring).
EN-US
For the "Ignore" setting:
The robot sets the Welding start signal to Low (= no reignition of the arc), or
-
Leaves the Welding start signal on High (= reignition of the arc) – depending
-
on the robot setting.
For the "Error" setting:
An error message is output and the welding process is stopped.
-
51

Fronius Data Channel
Fronius Data
Channel
A variety of signals and data can be written and exchanged between the power
source and a control unit (robot controller, etc.) via the Ethernet connection on
the rear of the power source (service port).
In order to be able to use the Fronius Data Channel, OPT/i Documentation must
be enabled for the power source.
On TWIN systems, the Ethernet connection socket on the power source of process line 1 must be used.
Available signals and data:
Number Designation Description Type of signal
1 Process active 1/0 Output
2 Current flow 1/0 Output
3 Article number String Input
4 Serial number String Input
5 Seam number Integer Input
A TCP socket connection must be established for data transfer.
For this purpose, enter the IP ad-
1
dress of the power source service
port and the port number 4714.
52
Windows example (PuTTY)

Signal sequence when selected using "Job Mode"
Robot ready
(Input)
Power source ready
(Output)
Error number
(Output)
Working mode (Job mode)
(Input)
(1)
Job number
(Input)
Welding start
(Input)
Process active
(Output)
Arc stable
(Output)
Robot motion release
(Output)
Main current signal
(Output)
(3)
(2)
(6)
(4)
(5)
(7)
operating mode
EN-US
(1) Wait time of at least 0.1 seconds
(2) Wait time of at least 0.1 seconds
(3) Gas pre-flow time
(4) Starting current time
(5) Slope 1
(6) Gas post-flow time
(7) Slope 2 + final current time
53

Signal sequence when selected using "Character-
Robot ready
(Input)
Power source ready
(Output)
Error number
(Output)
Working mode;
2-step mode characteristics
(Input)
(1)
(2)
Welding characteristic
(Input)
Welding start
(Input)
Process active
(Output)
Arc stable
(Output)
Robot motion release
(Output)
Main current signal
(Output)
Wire feed speed
command value
(Input)
Arclength correction
(Input)
Pulse-/ dynamic correction
(Input)
Wire retract correction
(Input)
(4)
(3)
(7)
(5)
(6)
(8)
istics Mode" operating mode
54

(1) Wait time of at least 0.1 seconds
(2) Wait time of at least 0.1 seconds
(3) Wait time of at least 0.1 seconds
(4) Gas pre-flow time
(5) Starting current time
(6) Slope 1
(7) Gas post-flow time
(8) Slope 2 + final current time
EN-US
55

WireSense - more information
Process description WireSense
(contour detection)
WireSense Edge Detection =
3mm | 0.118in. (ON)
Input: BIT 256 - 271
WireSense start = High (ON)
Input: BIT 29
Wait for:
Arc stable = High (ON)
Output Bit 5
Start robot movement for
WireSense action
Wire position = 0mm
Output: 256 –
Touch signal = High (On)
Output: BIT 7
Wire position = -5mm | -0.197in
Output: BIT 256 –
WireSense start = Low (OFF)
Input: BIT 29
Wait for:
Arc stable = Low (OFF)
Output Bit 5
For more information on contour detection, see:
Section WireSense start - Single Bit from page 19 and
-
Section WireSense edge detection - Group Input / Analog Input from page
-
24 and
Section WireSense break - Single Bit from page 20.
-
56

Process description WireSense
edge detection
(edge detection)
WireSense Edge Detection =
3mm | 0.118in. (ON)
Input: BIT 256 - 271
WireSense start = High (ON)
Input: BIT 29
Wait for:
Arc stable = High (ON)
Output Bit 5
Start robot movement for
WireSense action
Wire position = 0mm
Output: 256 –
EN-US
Touch signal = High (On)
Output: BIT 7
Wire position = -5mm | -0.197in
Output: BIT 256 –
WireSense start = Low (OFF)
Input: BIT 29
Wait for:
Arc stable = Low (OFF)
Output Bit 5
For more information on edge detection, see:
Section WireSense start - Single Bit from page 19 and
-
Section WireSense edge detection - Group Input / Analog Input from page
-
24 and
Section WireSense break - Single Bit from page 20.
-
57
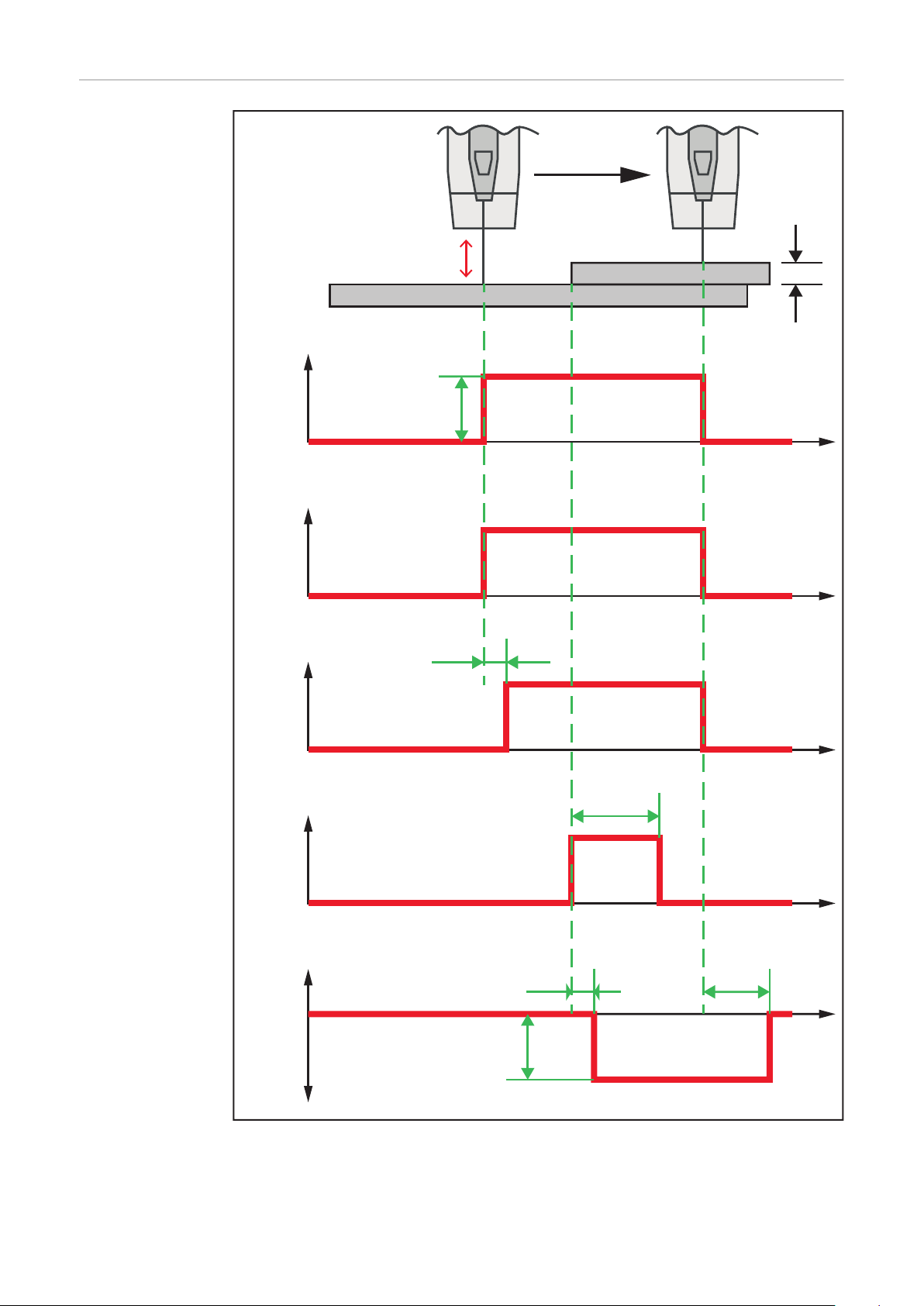
Signal curve of
Wire position
(Analog Output)
Touch signal
(Digital Output)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
*
VRobot
h=2,5mm
(0.098 in.)
20 ms
250ms
100ms
h= - 2,5mm
(- 0.098 in.)
t
t
t
t
t
1s
h =
for example
2mm (0.079 in.)
Edge Detection
Mode on a level
surface
58

* The start time of the Arc stable / Touch signal may vary depending on the condition and electrical conductivity of the tip of the wire electrode. Below are two
examples.
No slag on the tip of the wire electrode:
a)
The WireSense process starts without the WireSense -Slaghammer function
and the Arc stable / Touch signal is output around 20 ms after the wire electrode touches the workpiece.
Slag present on the tip of the wire electrode:
b)
Before starting the WireSensefunction, the WireSense -Slaghammer function is automatically activated to remove the slag residues from the tip of the
wire electrode. The Arc stable / Touch signal is activated only after successful removal of the slag and sufficient electrical contact between the wire
electrode and the workpiece. The delay time for the Arc stable / Touch signal
can thus be many times greater than 20 ms.
EN-US
59

Signal curve of
Wire position
(Analog Output)
Touch signal
(Digital Output)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
t
t
t
t
t
VRobot
h=2,5mm
(0.098 in.)
20 ms
h =
for example 2mm
(0.079 in.)
250ms
100ms
h= - 2,5mm
(- 0.098 in.)
1s
*
Edge Detection
Mode on a
slanted surface
60

* The start time of the Arc stable / Touch signal may vary depending on the condition and electrical conductivity of the tip of the wire electrode. Below are two
examples.
No slag on the tip of the wire electrode:
a)
The WireSense process starts without the WireSense -Slaghammer function
and the Arc stable / Touch signal is output around 20 ms after the wire electrode touches the workpiece.
Slag present on the tip of the wire electrode:
b)
Before starting the WireSensefunction, the WireSense -Slaghammer function is automatically activated to remove the slag residues from the tip of the
wire electrode. The Arc stable / Touch signal is activated only after successful removal of the slag and sufficient electrical contact between the wire
electrode and the workpiece. The delay time for the Arc stable / Touch signal
can thus be many times greater than 20 ms.
EN-US
61
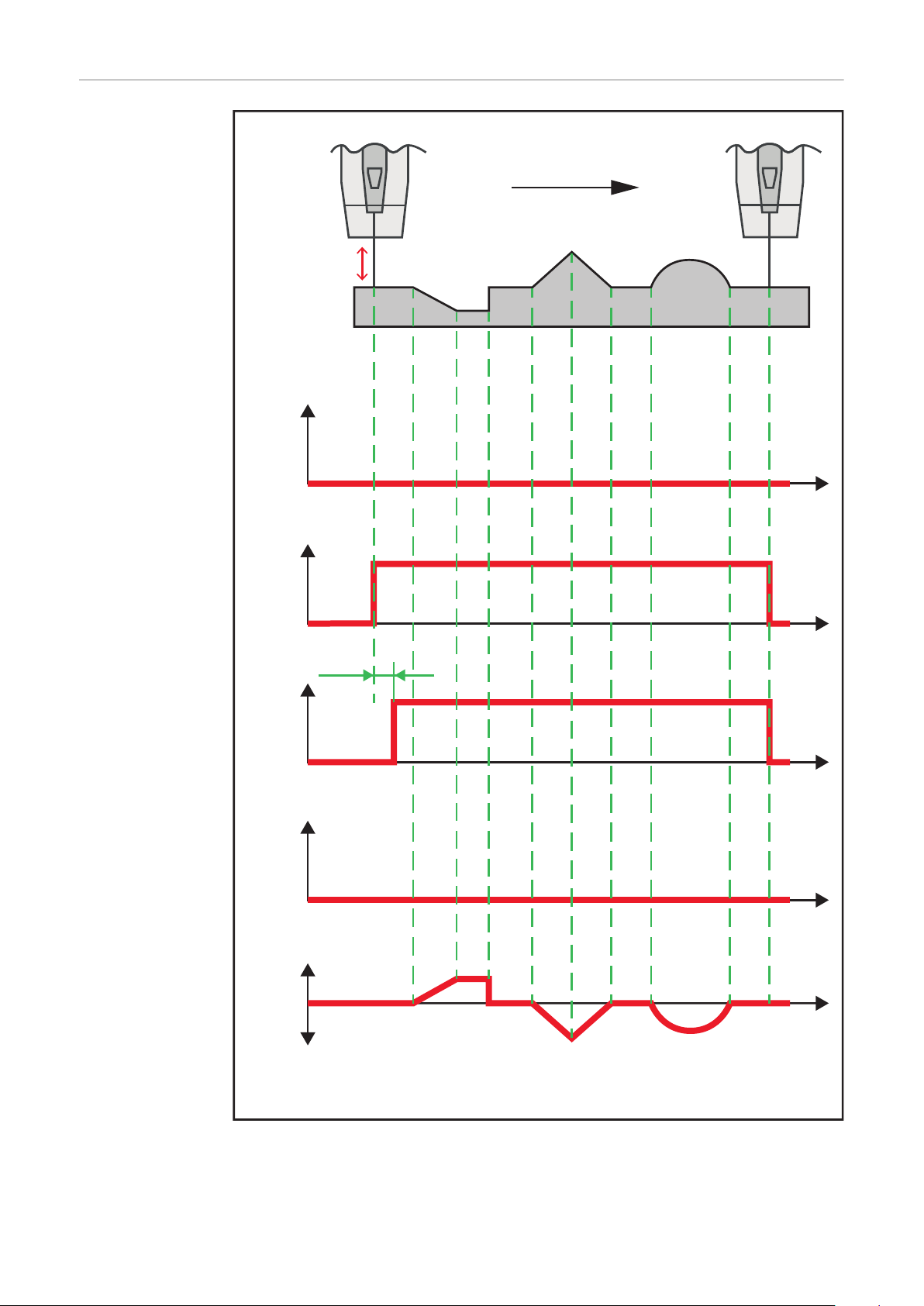
Signal curve of
t
t
t
t
t
VRobot
20 ms
Wire position
(Analog Output)
Touch signal
(Digital Output)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
*
Sensing Mode
for different surface geometries
62

* The start time of the Arc stable / Touch signal may vary depending on the condition and electrical conductivity of the tip of the wire electrode. Below are two
examples.
No slag on the tip of the wire electrode:
a)
The WireSense process starts without the WireSense -Slaghammer function
and the Arc stable / Touch signal is output around 20 ms after the wire electrode touches the workpiece.
Slag present on the tip of the wire electrode:
b)
Before starting the WireSensefunction, the WireSense -Slaghammer function is automatically activated to remove the slag residues from the tip of the
wire electrode. The Arc stable / Touch signal is activated only after successful removal of the slag and sufficient electrical contact between the wire
electrode and the workpiece. The delay time for the Arc stable / Touch signal
can thus be many times greater than 20 ms.
EN-US
63

Signal curve of
t
t
t
t
t
t
V
Robot
20 ms
Wire position
(Analog Output)
Touch signal
(Digital Output)
WireSense break
(Digital Input)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
Reference-Point
*
WireSense break
(during Sensing
Mode)
64

* The start time of the Arc stable / Touch signal may vary depending on the con-
Reference-Point
max.
+ 24mm
(+ 0.94 in.)
max.
- 24mm
(- 0.94 in.)
dition and electrical conductivity of the tip of the wire electrode. Below are two
examples.
No slag on the tip of the wire electrode:
a)
The WireSense process starts without the WireSense -Slaghammer function
and the Arc stable / Touch signal is output around 20 ms after the wire electrode touches the workpiece.
Slag present on the tip of the wire electrode:
b)
Before starting the WireSensefunction, the WireSense -Slaghammer function is automatically activated to remove the slag residues from the tip of the
wire electrode. The Arc stable / Touch signal is activated only after successful removal of the slag and sufficient electrical contact between the wire
electrode and the workpiece. The delay time for the Arc stable / Touch signal
can thus be many times greater than 20 ms.
EN-US
Representation
of the possible
measurement
range
Minimum and maximum measurement range in conjunction with WireSense:
Minimum and maximum possible wire movement in conjunction with WireSense:
65

max.
+ 24mm
(+ 0.94 in.)
max. CTWD*
or NTWD*
*CTWD: Contact-Tip To Workpiece Distance
*NTWD: Nozzle To Workpiece Distance
Reference-Point
Note on ignition
WireSense start
(1)
(2)
timeout (Ignition
Timeout)
If the ignition timeout is set to 30 mm (1.18 inches), for example, but the end of
the wire electrode is more than 30 mm (1.18 inches) away from the workpiece,
the WireSense function will not start successfully because the wire feed is
stopped after 30 mm (1.18 inches).
66
(1) For example, distance = 40 mm (1.57 inches)
(2) Ignition timeout setting = after 30 mm (1.18 inches), for example

Available signals for component scanning
EN-US
Signal list
WireSense (contour detection):
Signal designation Type of sig-
nal
WireSense start
(BIT 29)
WireSense break
(BIT 30)
Wire position
(BIT 256-271)
WireSense Edge Detection (edge detection):
Signal designation Type of sig-
WireSense start
(BIT 29)
Touch signal
(BIT 7)
WireSense Edge Detection (BIT
256-271)
Input BIT
Input BIT
Output
nal
Input BIT
Output
Input
Data type Facto
WORD
(SINT) in
mm
Data type Facto
BIT
(300 ms)
WORD
(UINT) in
mm
Value range
r
100 -327.68 to +327.67
Value range
r
10 0 to 20 mm
Wire position
(BIT 256-271)
Teach mode:
Signal designation Type of sig-
Teach Mode
(BIT 29)
Wire position
(BIT 256-271)
Touch signal
(BIT 7)
Output
nal
Input BIT
Output
Output
WORD
(SINT) in
mm
Data type Facto
WORD
(SINT) in
mm
BIT
(300 ms)
100 -327.68 to +327.67
r
100 -327.68 to +327.67
Value range
67

Limit Monitoring - functions and activation
Functions of
Limit Monitoring
Limit Monitoring monitors the welding parameters of the welding process.
-
Limit Monitoring indicates whether the weld is performed within the pre-
-
defined limit values of the weld specification (= job set values).
If Limit Monitoring determines that the actual values are outside the defined
-
limits, the weld seam should be checked.
If the weld seam is OK in such a case, it is recommended to check the
-
defined limits and adjust them if necessary.
If the weld seam is not OK in such a case, it is recommended to check
-
the welding parameters and adjust them if necessary.
Limit Monitoring is only active in the main current phase.
-
Limit Monitoring is not active during the Slope-phases.
-
Limit Monitoring can only be used in conjunction with Job Mode.
-
Limit Monitoring does not monitor the quality of the weld seam. As a result, Limit
Monitoring does not provide any information on whether the weld seam is OK or
not.
Limit Monitoring is available for the following processes:
MIG/MAG standard synergic
-
MIG/MAG pulse synergic
-
MIG/MAG PMC
-
MIG/MAG LSC
-
CMT
-
It is not recommended to use Limit Monitoring for the following processes:
MIG/MAG PMC Mix
-
MIG/MAG LSC Mix
-
CMT Cycle Step
-
SynchroPulse welding with
-
MIG/MAG standard synergic
-
MIG/MAG pulse synergic
-
MIG/MAG PMC
-
MIG/MAG LSC
-
Available function packages
68
OPT/i Limit Monitoring (= required), 4,067,004
Among other things, to monitor:
Voltage
-
Current
-
Wirefeeder
-
Welding time
-
Energy
-
OPT/i Jobs (= optional), 4,067,002
Enables remote access (for example from a PC) to the power source (Smart
-
Manager). For example, the limit values of job parameters can be changed via
the Smart Manager; directly from the PC, without having to implement the
setting at the power source itself.
OPT/i Documentation (= optional), 4,067,003
Is used to export the welding data stored in the power source as a CSV file,
-
in addition to the export as a PDF file available by default.
Enables the use of FroniusDataChannel, which is used for the exchange of
-
Traceability data.

Prerequisites for
the successful
use of Limit
Monitoring
Switch Limit
Monitoring on /
off
Job mode must be enabled for each power source.
1.
At least 1 job must be assigned to each weld seam
2.
It is recommended to use several jobs per weld seam if significant influ-
-
encing factors change during welding, such as robot speed, angle of attack of the welding torch, Stick-Out, etc.
Only create jobs when the correct welding parameters have already been de-
3.
termined
If the welding parameters in the job are changed, the limits must also be
-
adjusted accordingly.
Always set limits based on measured actual values (not based on set values).
4.
The following options are available
Read actual values on the display of the power source during welding.
-
Read actual values via the Smart Manger during welding.
-
Evaluation of the welding parameters by means of WeldCube Premium.
-
EN-US
Limit Monitoring on
Limit Monitoring off
69

Detailed description of Limit
Monitoring
Limit Monitoring is only active in the main current phase.
-
The data is recorded / checked every 50 ms during Limit Monitoring.
-
At point A, the upper voltage limit is exceeded; the time until the reaction of
-
Limit Monitoring begins to count constantly upwards.
At point B, the voltage falls below the upper limit again; the time until the
-
reaction of Limit Monitoring counts down to 0.
At point C, the upper voltage limit is exceeded again; the time until the reac-
-
tion of Limit Monitoring starts to count upwards constantly again.
At point D, the set time limit for the reaction of limit monitoring is reached:
-
The hysteresis time starts to run.
-
Point E shows the hysteresis of +20% to the set time value (time until re-
-
action from Limit Monitoring).
A warning or an error is issued depending on the setting.
-
The Limitsignal (Word 1 / Byte 2 / Bit 19) changes to High.
-
At point F, the Limitsignal (Word 1 / Byte 2 / Bit 19) changes to Low.
-
Functionality of Limit Monitoring for energy and welding duration:
With energy monitoring, Limit Monitoring does not monitor each job individu-
-
ally, but the entire weld seam - for more information see Energy monitoring
from page 75.
With welding time monitoring, Limit Monitoring does not monitor each job in-
-
dividually, but the entire weld seam - for more information see Welding time
monitoring from page 73.
70

Limit Monitoring - details on the individual welding parameters
Voltage monitoring
Serves to:
Set the voltage set value and the desired limits.
-
Monitor the voltage actual value per weld seam / job.
-
EN-US
Voltage monitoring
Adjustable parameters:
(1) Voltage set value:
0 to 100 V
(2) Lower voltage limit:
-10 to 0 V
(3) Upper voltage limit:
0 to 10 V
(4) Time limit for the reaction of Limit Monitoring:
Off / 0 to 10 seconds
Explanation for setting from 0 to 10 seconds:
If, for example, 5 seconds are set, Limit Monitoring will only react
-
after a limit has been exceeded or undershot continuously for 5
seconds.
Explanation for "Off" setting:
Limit Monitoring is disabled for this welding parameter.
-
There is no display of limit overruns
-
Possible error messages during voltage monitoring:
19 | Lower voltage limit undershot
20 | Upper voltage limit exceeded
71

Current monitoring
Serves to:
Set the current set value and the desired limits.
-
Monitor the current actual value per weld seam / job.
-
Current monitoring
Adjustable parameters:
(1) Current set value:
0 to 100 A
(2) Lower current limit:
-10 to 0 A
(3) Upper current limit:
0 to 10 A
(4) Time limit for the reaction of Limit Monitoring:
Off / 0 to 10 seconds
Explanation for setting from 0 to 10 seconds:
If, for example, 5 seconds are set, Limit Monitoring will only react
-
after a limit has been exceeded or undershot continuously for 5
seconds.
Explanation for "Off" setting:
Limit Monitoring is disabled for this welding parameter.
-
There is no display of limit overruns.
-
Possible error messages during current monitoring:
Wirefeeder monitoring
72
21 | Lower current limit undershot
22 | Upper current limit exceeded
Serves to:
Set the wirefeeder set value and the desired limits.
-
Monitor the wirefeeder actual value per weld seam / job.
-

Wirefeeder monitoring
Adjustable parameters:
(1) Wirefeeder set value:
0 to 100 m/min
(2) Lower wirefeeder limit:
-10 to 0 m/min
EN-US
Welding time
monitoring
(3) Upper wirefeeder limit:
0 to 10 m/min
(4) Time limit for the reaction of Limit Monitoring:
Off / 0 to 10 seconds
Explanation for setting from 0 to 10 seconds:
If, for example, 5 seconds are set, Limit Monitoring will only react
-
after a limit has been exceeded or undershot continuously for 5
seconds.
Explanation for "Off" setting:
Limit Monitoring is disabled for this welding parameter.
-
There is no display of limit overruns.
-
Possible error messages during wirefeeder monitoring:
23 | Lower wirefeeder limit undershot
24 | Upper wirefeeder limit exceeded
Serves to:
Set the welding time set value and the desired limits.
-
Monitor the welding time per weld seam / job.
-
If a weld seam consists of 2 or more jobs, the welding time of the previously welded job must be added for the jobs following in the welding sequence.
73

Example:
A weld seam consists of 4 jobs, each with a duration of 4 seconds.
-
Limit Monitoring ignores the first 3 jobs and only records the last job.
-
For this reason, a welding time set value of at least 16 seconds must be set
-
for the last job (4 x 4 seconds) in order to prevent Limit Monitoring from unintentionally issuing a notification.
Welding time monitoring
Adjustable parameters:
(1) Welding time set value:
0 to 999.9 seconds
(2) Lower welding time limit:
-50 to 0 seconds
(3) Upper welding time limit:
0 to 50 seconds
(4) Time limit for the reaction of Limit Monitoring:
Off / 0 to 10 seconds
Explanation for setting from 0 to 10 seconds:
If, for example, 5 seconds are set, Limit Monitoring will only react
-
after a limit has been exceeded or undershot continuously for 5
seconds.
Explanation for "Off" setting:
Limit Monitoring is disabled for this welding parameter.
-
There is no display of limit overruns.
-
74
Possible error messages during welding time monitoring:
50 | Lower welding time limit not reached
51 | Upper welding time limit exceeded
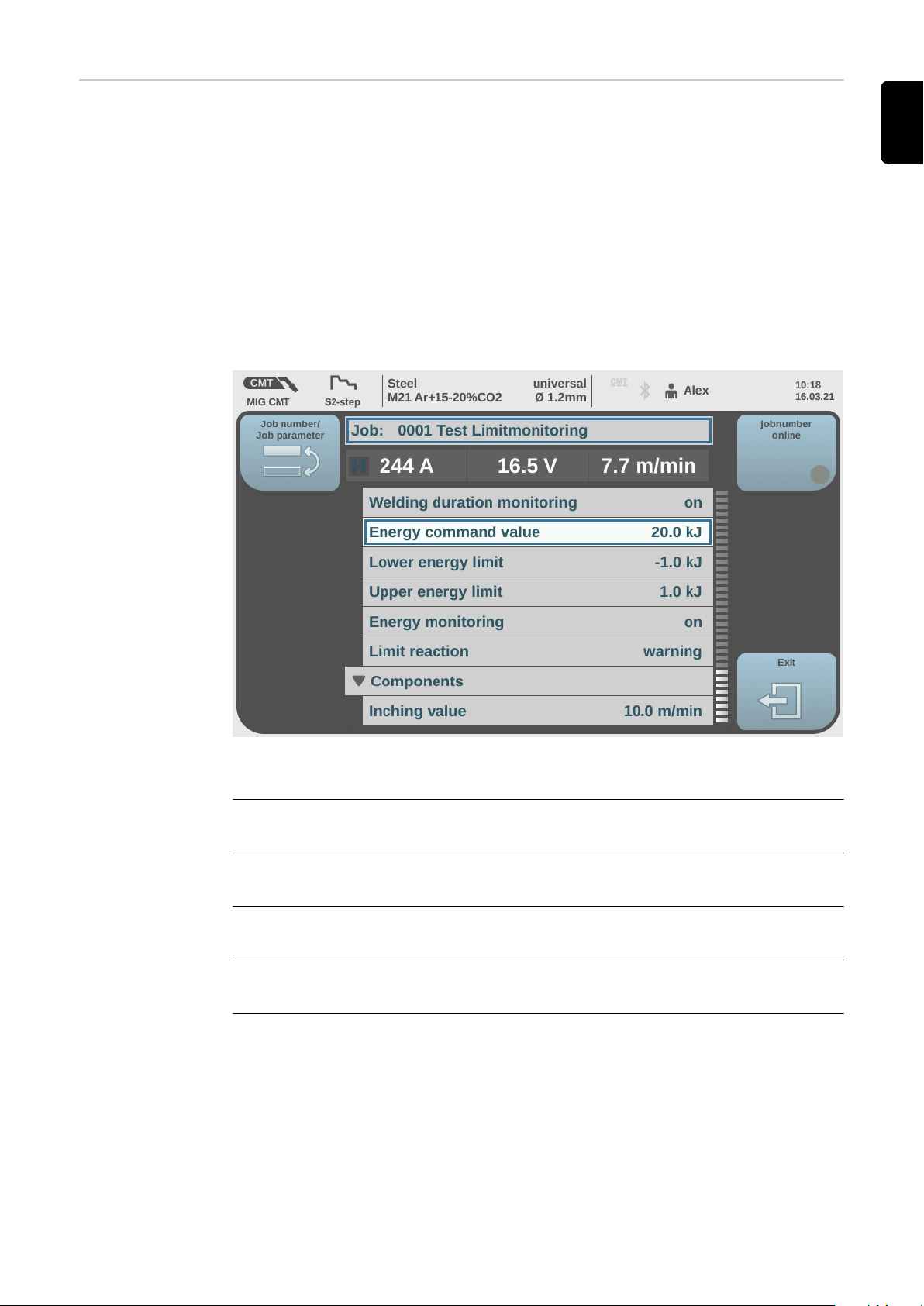
Energy monitoring
Serves to:
Set the energy set value and the desired limits.
-
Monitor the energy input per weld seam / job.
-
If a weld seam consists of 2 or more jobs, the energy input of the previously welded job must be added for the subsequent jobs in the weld sequence.
Example:
A weld seam consists of 4 jobs, with an energy input of 40 kJ each.
-
Limit Monitoring ignores the first 3 jobs and only records the last job.
-
For this reason, an energy set value of at least 160 kJ must be set for the last
-
job (4 x 40 kJ) in order to prevent Limit Monitoring from unintentionally issuing a notification.
EN-US
Energy monitoring
Adjustable parameters:
(1) Energy set value:
0 to 9999.9 kJ
(2) Lower energy limit:
-10 to 0 kJ
(3) Upper energy limit:
0 to 10 kJ
(4) Energy monitoring:
On/Off
Possible error messages:
47 | Lower energy limit not reached
48 | Upper energy limit exceeded
75

Setting of the reaction when exceeding or falling below the
limits:
The setting is used for:
Determination of how the power source reacts when the set limits are ex-
-
ceeded or not reached.
The following reactions are possible:
Ignore
-
Warning
-
Error
-
The following is a description of each reaction.
Reaction when limits are exceeded or undershot = ignore:
No reaction
-
No entry in the logbook
-
Reaction when limits are exceeded or undershot = Ignore
Reaction when limits are exceeded or undershot = warning:
Entry is made in the logbook.
-
The welding parameters affected by exceeding or falling below the limits are
-
marked in red.
76
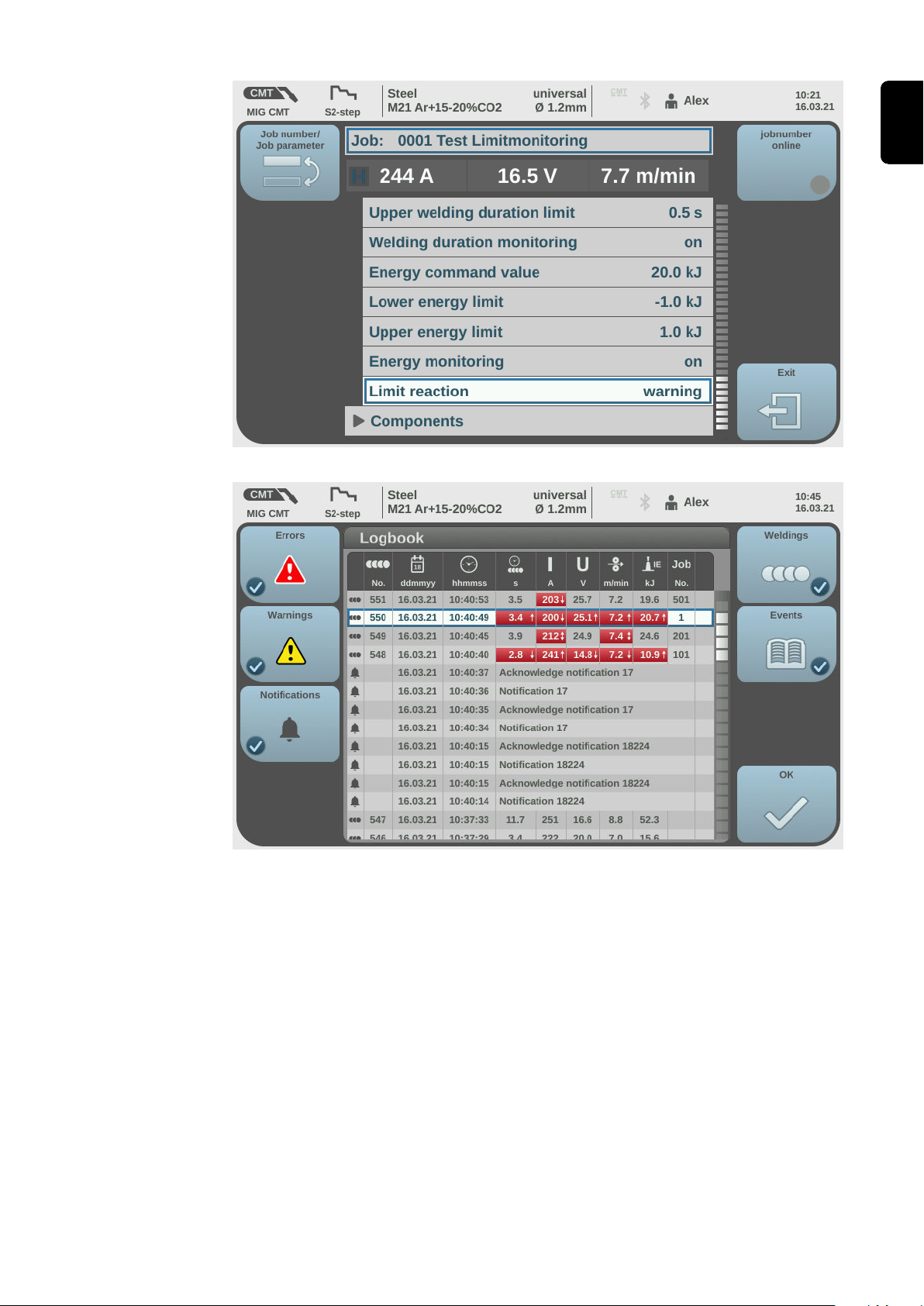
Reaction when limits are exceeded or undershot = Warning
EN-US
Overview of the entries in the logbook
77
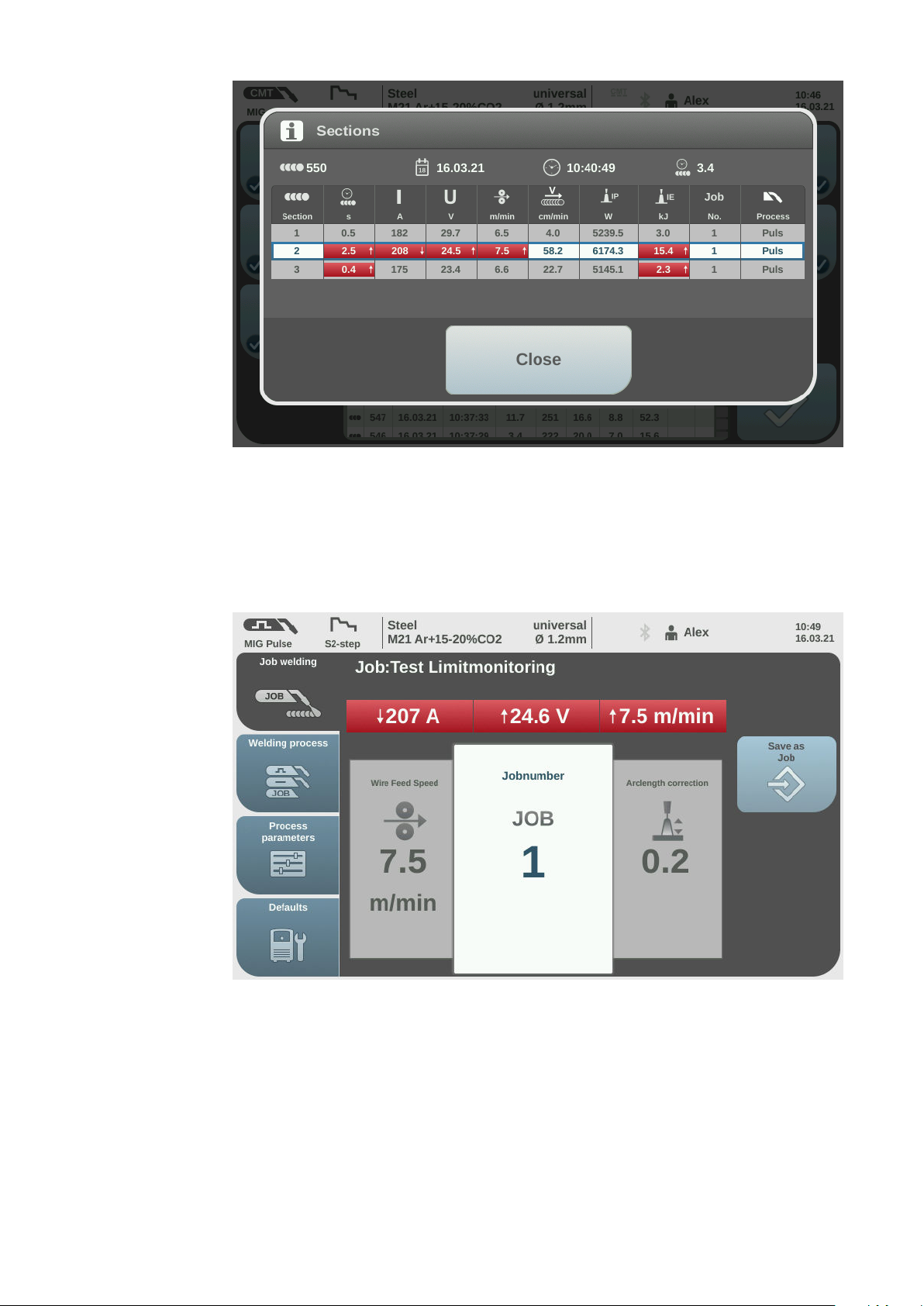
Display of the individual sections in the logbook
Additional information on reactions of the power source to a warning:
The power source indicates whether the limits have been overrun or under-
-
shot.
The overrun or undershoot is displayed until the end of welding.
-
The welding parameters affected by exceeding or falling below the limits are
-
marked in red.
78
Display of the warning with the welding parameters
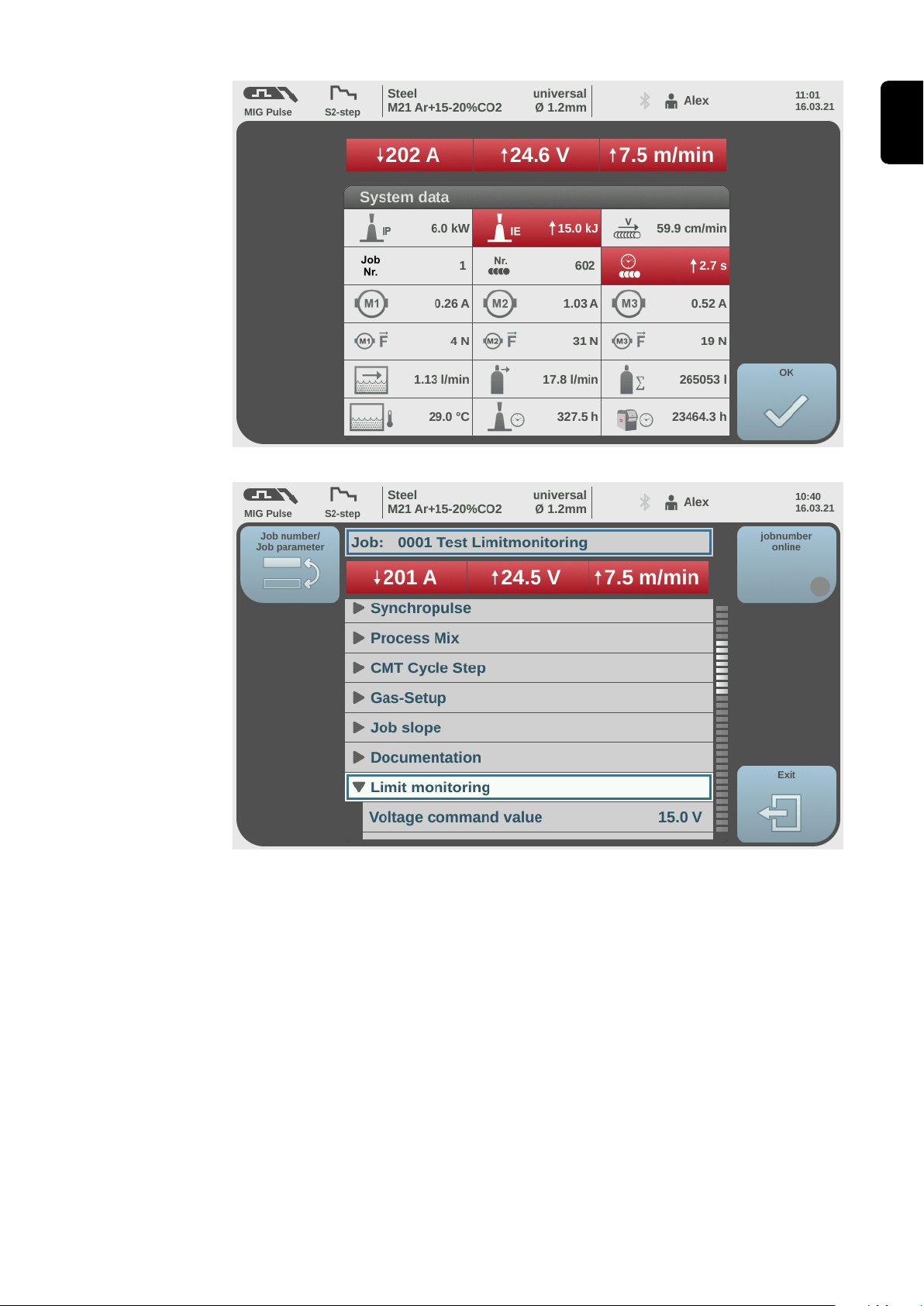
Display of the warning with the system data
EN-US
Display of the warning with Job optimization
Additional information on reactions at the interface to a warning:
During welding, the limit signal (WORD 1 / Byte 2 / Bit 19) reacts directly to
-
exceeding or falling below the limits
If no overshoot or undershoot of the limits is detected, the Limitsignal
-
Low remains.
If an overshoot or undershoot of the limits is detected, the Limitsignal
-
changes to High.
As soon as the welding parameters are within the defined limits again,
-
the Limitsignal changes back to Low after 1 second.
No warning number is output at the interface (WORD 9 / Byte 18 - 19 / Bit
-
144 - 159).
79

Indicator on the interface; Limitsignal = Low
80
Indicator on the interface; Limitsignal = High
Reaction when limits are exceeded or undershot = error:
Power source stops the welding process.
-
Entry is made in the logbook.
-
The welding parameters affected by exceeding or falling below the limits are
-
marked in red.

Reaction when limit exceeded / limit undershot = error
EN-US
Error message
81

Overview of the entries in the logbook
Logbook details
Additional information on reactions at the interface to an error:
During welding, the limit signal (WORD 1 / Byte 2 / Bit 19) reacts directly to
-
exceeding or falling below the limits.
If no overshoot or undershoot of the limits is detected, the Limitsignal Low
-
remains.
If an overshoot or undershoot of the limits is detected, the Limitsignal
-
changes to High
Welding is stopped immediately.
-
The error number (= reason for the welding stop) can be read out at the
-
interface (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
As soon as the welding parameters are within the defined limits again, the
-
Limitsignal changes back to Low after 1 second.
82

Indicator on the interface; Limitsignal = Low
EN-US
Indicator on the interface; Limitsignal = High
Overview of the interface functionalities in case of exceeding or falling below
the limits:
83

Set reaction Limit signal
(WORD 1 /
Byte 2 / Bit 19)
Error number
(WORD 8 /
Byte 16 - 17 /
Bit 128 - 134)
Warning num-
ber (WORD 9 /
Byte 18 - 19 /
Bit 144 - 159)
Stop weld-
Ignore - - - -
Warning x - - -
Error x x - Yes
ing: yes /
no
Setting of the reaction when exceeding or falling below the
limits for the
motor force
General information:
Motor force monitoring is not linked to a job and is therefore always available.
-
In order to draw conclusions about the condition of the wire feed section
-
(wear of the inner liner, condition of the motor, etc.), the motor force can be
monitored and a corresponding reaction can be set if the defined limits are
exceeded or undershot.
Motor force monitoring is available from version 2.3.1 of the power source
-
onwards.
The motor force of the main motor M1 is monitored.
-
Motor force monitoring is also active during the threading process.
-
The setting is used for:
Determination of how the power source reacts when the set limit for the mo-
-
tor force is exceeded or undershot.
The following reactions are possible:
Ignore
-
Warning
-
Error
-
The following is a description of each reaction.
Reaction when limits are exceeded or undershot = ignore:
No reaction at the power source.
-
No entry is made in the logbook.
-
84
Reaction when limits are exceeded or undershot = Ignore
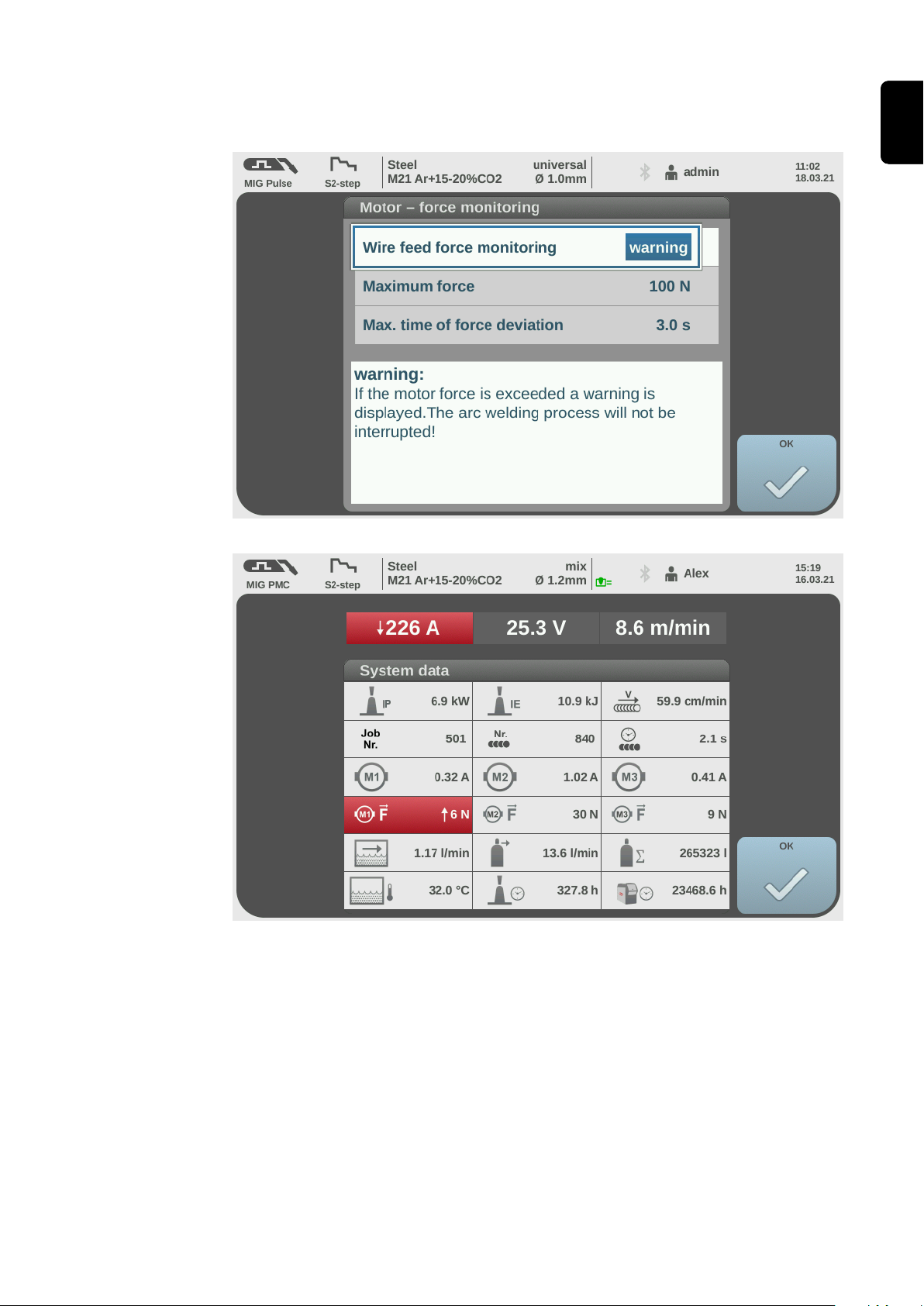
Reaction when limits are exceeded or undershot = warning:
The welding parameters affected by exceeding or falling below the limits are
-
marked in red.
Reaction when limits are exceeded or undershot = Warning
EN-US
Display of the warning with the system data
Additional information on reactions at the interface to a warning:
During welding, the limit signal (WORD 1 / Byte 2 / Bit 19) reacts directly to
-
exceeding or falling below the limits
If no overshoot or undershoot of the limits is detected, the Limitsignal
-
Low remains.
If an overshoot or undershoot of the limits is detected, the Limitsignal
-
changes to High.
As soon as the welding parameters are within the defined limits again,
-
the Limitsignal changes back to Low after 1 second.
85

Indicator on the interface; Limitsignal = Low
86
Indicator on the interface; Limitsignal = High
Reaction when limits are exceeded or undershot = error:
Power source stops the welding process.
-
Entry is made in the logbook.
-
The welding parameters affected by exceeding or falling below the limits are
-
marked in red.

Reaction when limits are exceeded or undershot = Error
EN-US
Error message
87

Overview of the entries in the logbook
Logbook details
Additional information on reactions at the interface to an error:
During welding, the limit signal (WORD 1 / Byte 2 / Bit 19) reacts directly to
-
exceeding or falling below the limits.
If no overshoot or undershoot of the limits is detected, the Limitsignal Low
-
remains.
If an overshoot or undershoot of the limits is detected, the Limitsignal
-
changes to High.
Welding is stopped immediately.
-
The error number (= reason for the welding stop) can be read out at the
-
interface (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
As soon as the welding parameters are within the defined limits again, the
-
Limitsignal changes back to Low after 1 second.
88

Indicator on the interface; Limitsignal = Low
EN-US
Smart Manager +
OPT/i Jobs
(4,067,002)
Indicator on the interface; Limitsignal = High
If the function package OPT/i Jobs has been activated, the desired limits can
also be defined via the Smart Manager:
89
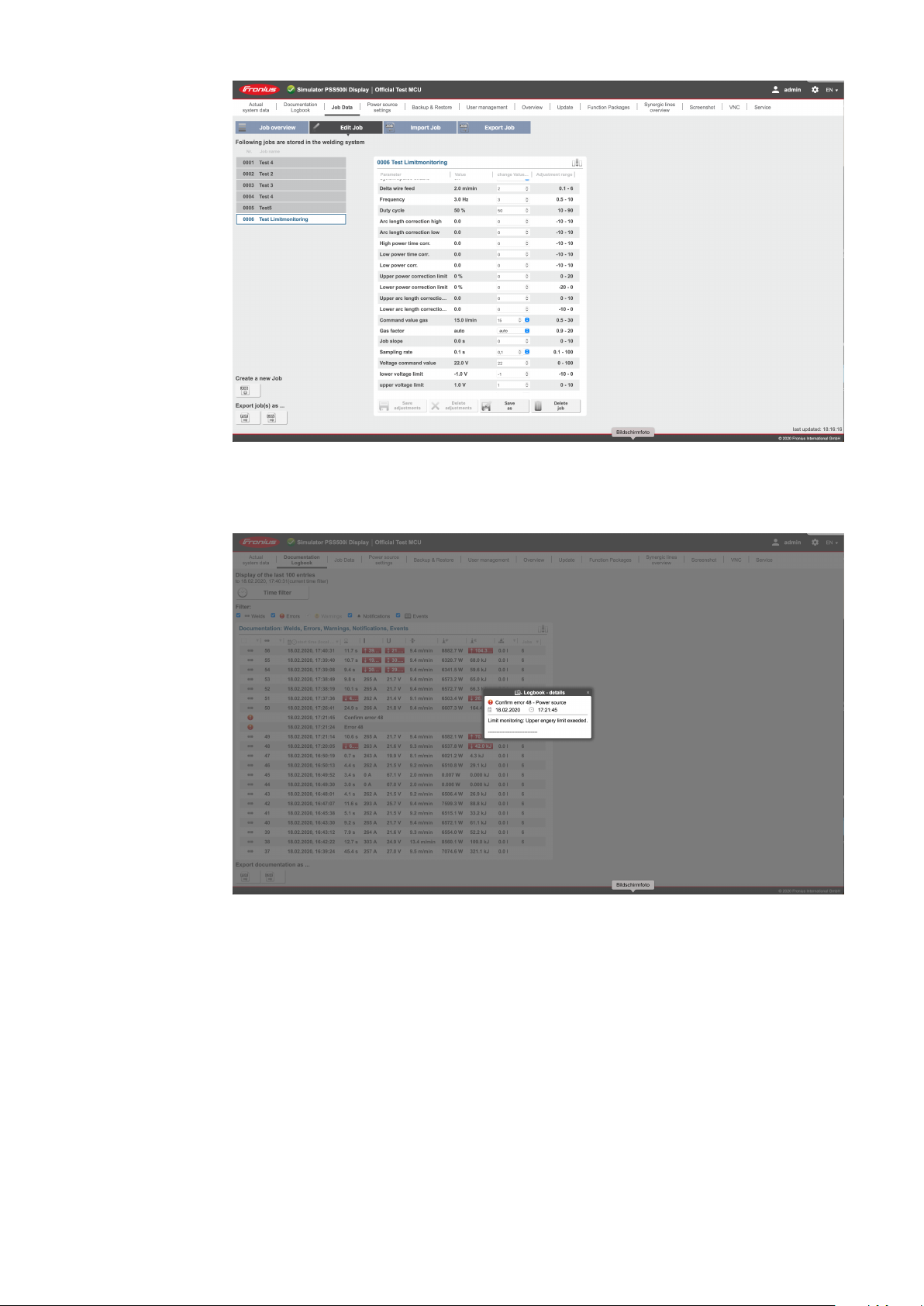
Define limit in Smart Manager
Information on exceeding or falling below limits is also displayed in the Smart
Manager :
90
Smart Manager

Smart Manager
Display of overshooting or undershooting limits in the system data display of the
Smart Manager:
EN-US
System data display in the Smart Manager
The welding parameters affected by exceeding or falling below the limits are
marked in red.
91

 Loading...
Loading...