

Page 1

User
Information
Opis sygnałów interfejsu TPS/i
Informacje dla użytkownika
PL
42,0426,0227,PL 027-08072022
Page 2

Page 3

Spis treści
Informacje ogólne 6
Stosowane typy danych 6
Reakcja źródła spawalniczego na podłączenie interfejsu 6
Dostępność funkcji 6
Czas transmisji sygnału 7
Bezpieczeństwo 7
Wejścia cyfrowe 8
Welding start (Spawanie wł.) - Single Bit 8
Robot ready (Robot gotowy) - Single Bit 8
Working mode (tryb pracy) - Single Bit 8
Gas on (Gaz wł.) - Single Bit 10
Wire forward (Nawlekanie drutu) - Single Bit 10
Wire backward (Cofanie drutu) - Single Bit 11
Error reset (potwierdzanie błędu) 12
Touch sensing (Wykrywanie styku) - Single Bit 12
Torch blow out (Przedmuchiwanie palnika spawalniczego) - Single Bit 14
Welding simulation (Symulacja spawania) - Single Bit 14
Synchropulse on (SynchroPuls wł.) - Single Bit 14
WireBrake on (włączony hamulec drutu) - Single Bit 15
Torchbody Xchange (Wymiana korpusu palnika spawalniczego) - Single Bit 15
Teach mode - Single Bit 16
ExtInput 1-8 (Wejście zewnętrzne 1–8) - Single Bit 17
Job number (Numer zadania) - Group Input 18
Welding characteristic (Numer charakterystyki) - Group Input 18
Disable process control (Dezaktywacja korekty zależnej od procesu) - Group Input 18
Processline select (Wybór linii procesu) - Group Input 18
TWIN mode (Tryb pracy TWIN) - Group Input 19
Contact tip short circuit detection on (wykrywanie zwarcia końcówki prądowej włączone) Single Bit
Documentation mode (Tryb dokumentacji) - Single Bit 19
WireSense start - Single Bit 20
WireSense break - Single Bit 21
Wejścia analogowe 22
Wire feed speed command value (wartość zadana prędkości podawania drutu) - Group Input / Analog Input
Arclength correction (Korekta długości łuku spawalniczego) - Group Input / Analog Input 22
Pulse-/ dynamic correction (Korekta pulsu/dynamiki) - Group Input / Analog Input 23
Hotwire current (Prąd drutu gorącego) - Group Input / Analog Input 24
Wire retract correction (Korekta cofania drutu) - Group Input / Analog Input 24
Seam number (Numer spoiny) - Group Input / Analog Input 25
Welding speed (Prędkość spawania) - Group Input / Analog Input 25
WireSense edge detection - Group Input / Analog Input 25
Wire forward / backward length (Określenie długości nawlekania drutu / cofania drutu) Group Input / Analog Input
Wyjścia cyfrowe 29
Definicja 29
Heartbeat power source (sygnał Heartbeat źródła energii) - Single Bit 29
Power source ready (Gotowość źródła energii) - Single Bit 29
Warning (Ostrzeżenie) - Single Bit 29
Process active (Proces aktywny) - Single Bit 30
Current flow (Przepływ prądu) - Single Bit 30
Robot motion release (Zezwolenie na ruch robota) - Single Bit 31
Arc stable / Touch signal (Łuk stabilny / Sygnał zetknięcia) – Single Bit 32
Sygnał Main current (Sygnał prądu głównego) - Single Bit 36
Collisionbox active (CrashBox aktywny) - Single Bit 36
Torchbody gripped (Korpus palnika spawalniczego zamontowany) - Single Bit 36
Command value out of range (Wartość zadana poza zakresem) - Single Bit 36
Correction out of range (Wartość korekty poza zakresem) - Single Bit 37
Process Bit (Bit procesu) - Group Output 37
ExtOutput 1-8 (Wyjście zewnętrzne 1-8) - Single Bit 37
PL
19
22
26
3
Page 4

Touch signal (sygnał Touch) - Single Bit 38
Characteristic number valid (Ważny numer charakterystyki) - Single Bit 39
Sensor Status 1 (Status czujnika 1) - Single Bit 39
Sensor Status 2 (Status czujnika 2) - Single Bit 39
Sensor Status 3 (Status czujnika 3) - Single Bit 40
Sensor Status 4 (Status czujnika 4) - Single Bit 40
Wire stick workpiece (Przywieranie drutu do elementu spawanego) - Single Bit 40
Short circuit contact tip (Zwarcie końcówki prądowej) - Single Bit 40
Parameter selection internally (Wewnętrzny wybór parametrów) - Single Bit 41
Limitsignal (Sygnał limitu) - Single Bit 41
Main supply status (Status napięcia sieciowego) - Single Bit 41
Safety status - Single Bit 42
Twin synchronization active - Single Bit 42
System not ready - Single Bit 42
Touch signal gas nozzle - Single Bit 42
Notification (Powiadomienie) - Single Bit 43
Wyjścia analogowe 44
Welding voltage (Napięcie spawania) - Group Output / Analog Output 44
Welding current (Prąd spawania) - Group Output / Analog Output 44
Wire feed speed (Prędkość podawania drutu) - Group Output / Analog Output 45
Actual real value for seam tracking (Bieżąca wartość rzeczywista wyszukiwania spoiny) Group Output / Analog Output
Motor current M1 (Prąd silnika M1) - Group Output / Analog Output 47
Motor current M2 (Prąd silnika M2) - Group Output / Analog Output 48
Motor current M3 (Prąd silnika M3) - Group Output / Analog Output 48
Error number (Numer błędu) - Group Output / Analog Output 49
Warning number (Numer ostrzeżenia) - Group Output / Analog Output 49
Wire position (Położenie drutu) - Group Output / Analog Output 49
Dostępne obrazy procesu 51
Typy obrazów procesów 51
Przypisanie/zmiana numeru programu/charakterystyki (tryb Retrofit) 51
Wskazówki dotyczące stosowania metod spawania: standardowe ręczne MIG/MAG, TIG,
elektrodowe i ConstantWire
MIG/MAG Standard Manual 53
TIG 53
Elektroda 53
ConstantWire 53
Monitorowanie przerwania łuku spawalniczego 54
Monitorowanie przerwania łuku spawalniczego 54
Fronius Data Channel 56
Fronius Data Channel 56
Przebieg sygnału w przypadku wybrania trybu pracy „tryb Job”. 57
Przebieg sygnału w przypadku wybrania trybu pracy „tryb charakterystyki”. 58
WireSense — informacje uzupełniające 60
Opis przebiegu WireSense (wykrywanie konturów) 60
Opis przebiegu WireSense edge detection (wykrywanie krawędzi) 61
Przebieg sygnału Edge Detection Mode na płaskiej powierzchni 62
Przebieg sygnału Edge Detection Mode na skośnej powierzchni 64
Przebieg sygnału trybu Sensing Mode w przypadku różnych geometrii powierzchni 66
Przebieg sygnału WireSense break (w czasie trybu Sensing Mode) 68
Przedstawienie możliwego zakresu pomiaru 69
Informacja dotycząca przekroczenia czasu zajarzenia (Ignition Timeout) 70
Sygnały dostępne do kontroli elementu 72
Lista sygnałów 72
Limit Monitoring - Funkcje i aktywacja 73
Funkcje Limit Monitoring 73
Dostępne pakiety funkcji 73
Warunki do pomyślnego korzystania z Limit Monitoring 74
Włączanie / wyłączanie Limit Monitoring 74
Szczegółowy opis funkcji Limit Monitoring 76
Limit Monitoring – szczegóły poszczególnych parametrów 77
Monitorowanie napięcia 77
Monitorowanie prądu 78
Monitorowanie prędkości podawania drutu 79
46
53
4
Page 5

Monitorowanie czasu spawania 80
Monitorowanie energii 81
Ustawienie reakcji przy przekroczeniu lub nieosiągnięciu limitów: 82
Ustawienie reakcji przy przekroczeniu lub nieosiągnięciu limitów dla mocy silnika 90
Smart Manager + OPT/i Jobs (4,067,002) 95
PL
5
Page 6

Informacje ogólne
Stosowane typy
danych
UINT 16 (Unsigned Integer) = liczba całkowita z zakresu od 0 do 65 535.
SINT 16 (Signed Integer) = liczba całkowita z zakresu od -32 768 do 32 767.
Przykładowe przeliczenia:
Dla wartości dodatniej (SINT 16) = żądana prędkość podawania drutu ×
-
współczynnik = 12,3 m/min × 100 = 1230
Dla wartości dodatniej (SINT 16) = żądana wartość korekty długości łuku spa-
-
walniczego × współczynnik = -6,4 × 10 = -64
Unsigned (UINT): Signed (SINT):
Typ: Unsigned 16 Bit integer =
16 bitów
Zakres: 0–65 535 Za-
0000 -10 (00000000000000
00)
32767 0 (0111111111111111)56 56 (0*00000000011100
65535 +10 (1111111111111111)-64 -64 (1*111111111000000
= 04CE
dec
= FFC0
dec
Typ: Signed 16 Bit integer
(15 bitów + 1 Sign-Bit*, tj.
znak -/+)
od -32 768 do 32 767
kres:
0000 0000 (0*0000000000000
hex
.
hex
00)
0)
)
.
Reakcja źródła
spawalniczego
na podłączenie
interfejsu
Dostępność
funkcji
* = jeśli podana wartość ma ujemny
znak, bit znaku jest Bit High — patrz
oznaczenia.
Po połączeniu źródła spawalniczego serii urządzeń TPS/i z interfejsem robota
ustawienia źródła spawalniczego pozostają niezmienione (tryb 2-taktowy, 2-takt
specjalny itd.).
Po połączeniu źródła spawalniczego serii urządzeń TPS z interfejsem robota
źródło spawalnicze wybiera automatycznie tryb 2-taktowy.
Z powodu aktualizacji w danym urządzeniu mogą być dostępne funkcje, które nie
są opisane w tym dokumencie, oraz nie być dostępne niektóre funkcje opisane w
tym dokumencie.
6
Page 7

Czas transmisji
TPS/i
t
t
TPS/i
<10 ms
Welding start
Process active
sygnału
PL
Schemat czasu transmisji sygnału; przedstawione sygnały służą tylko jako przykłady
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
7
Page 8

Wejścia cyfrowe
Welding start
(Spawanie wł.) Single Bit
Robot ready (Robot gotowy) Single Bit
Zbocze narastające sygnału Welding start zapoczątkowuje proces spawania.
Proces spawania jest kontynuowany, dopóki sygnał Welding start jest aktyw-
-
ny.
Wyjątki: Sygnał Robot ready jest nieaktywny lub źródło energii informuje
o błędzie (np.: nadmierny wzrost temperatury, za mała ilość płynu chłodzącego itd.).
Sygnał Welding start może zostać uaktywniony niezależnie od trybu pracy
-
(wewnętrzny wybór parametrów, charakterystyki 2-taktu specjalnego, tryb
Job itd.).
Dopóki sygnał Welding start pozostaje aktywny, nie można uaktywnić Touch
-
mode.
Informacja dodatkowa dotycząca systemów TWIN:
W trybie podawania pojedynczego drutu następuje rozpoczęcie procesu spa-
-
wania dla aktywnego źródła energii.
W trybie TWIN następuje rozpoczęcie procesu spawania dla obu źródeł ener-
-
gii.
Ten sygnał jest aktywowany przez robota w momencie, gdy jest on gotowy do spawania.
Jeśli sygnał zostanie zresetowany przez robota w trakcie spawania, proces
-
spawania zostanie zakończony w sposób kontrolowany (bez ewentualnej procedury wypełniania krateru).
Dodatkowo zgłaszany jest błąd Robot not ready. Ten błąd trzeba zresetować
-
na panelu obsługowym źródła spawalniczego lub za pośrednictwem interfejsu
robota.
Jeśli sygnał Robot ready nie jest ustawiony, istnieje możliwość wprowadzenia
-
wartości zadanych w trybie pracy Wybór parametrów wewnętrznych.
Working mode
(tryb pracy) Single Bit
Ten sygnał służy do wyboru trybu pracy źródła energii.
Zakres wartości trybu pracy:
Bit 4
Bit 3
Bit 2
Bit 1
0 0 0 0 0 Wewnętrzny wybór parametrów
0 0 0 0 1 Charakterystyki 2-taktu specjalnego
0 0 0 1 0 Tryb Job
0 1 0 0 0 Charakterystyki trybu 2-taktowego
Opis opcji „Wewnętrzny wybór parametrów”:
Panel obsługowy lub zdalne sterowanie umożliwiają wprowadzenie wszystkich
-
wartości zadanych i ustawień materiału istotnych podczas spawania. Ułatwia
to tworzenie i zapisywanie zadań.
Wszystkie inne sygnały pochodzą z robota.
-
Parametry można wprowadzać również podczas spawania.
-
Opis
Bit 0
8
Page 9

W trybie „Wewnętrzny wybór parametrów” możliwe jest wybranie następujących
I
I-S I-E
I
S
E
GPr GPoSL1 Main current SL2
t
t-S
Welding start
t-E
HIGH LOW
parametrów:
Tryb pracy 4-takt
-
Tryb pracy 4-takt specjalny
-
Elektroda
-
TIG.
-
Opis charakterystyk trybu 2-takt specjalny:
W celu wybrania parametrów spawania określających analogowe wartości za-
-
dane i numer charakterystyki (ID charakterystyki) należy użyć prawidłowego
numeru charakterystyki. Numery charakterystyk można znaleźć w zestawieniu charakterystyk w interfejsie web źródła energii.
Numer charakterystyki definiuje również metodę spawania (MIG/MAG Stan-
-
dard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG LSC, MIG/MAG PMC,
MIG/MAG CMT itd.).
Dostępne są tylko te charakterystyki, które wcześniej odblokowano dla źródła
-
energii.
W charakterystykach trybu 2-takt specjalny są stosowane parametry
-
początku i końca spawania.
PL
Przebieg sygnału trybu 2-takt specjalny
Opis trybu Job:
Wybór parametrów spawania odbywa się za pomocą danych zapisanych w za-
-
daniu.
Funkcja EasyJob jest dezaktywowana po podłączeniu modułu CC (RI IO/i lub
-
RI IO PRO/i).
Nie istnieje zadanie o numerze 0. Po wybraniu numeru zadania 0 możliwy jest
-
wybór zadania na panelu obsługowym źródła energii.
Opis charakterystyk trybu 2-taktowego:
W celu wybrania parametrów spawania określających analogowe wartości za-
-
dane i numer charakterystyki (ID charakterystyki) należy użyć prawidłowego
numeru charakterystyki. Numery charakterystyk można znaleźć w zestawieniu charakterystyk w interfejsie web źródła energii.
ID charakterystyki definiuje również metodę spawania (MIG/MAG Standard-
-
Synergic, MIG/MAG Puls-Synergic, MIG/MAG LSC, MIG/MAG PMC,
MIG/MAG CMT itd.).
Dostępne są tylko te charakterystyki, które wcześniej odblokowano dla źródła
-
energii.
9
Page 10

t
I
I
GPr GPoMain current
HIGH LOW
Welding start
Przebieg sygnału trybu 2-taktowego
W przypadku charakterystyk MIG/MAG Standard Manual konieczne jest użycie
charakterystyki trybu 2-taktowego.
Gas on (Gaz wł.) Single Bit
Sygnał Gas on powoduje otwarcie zaworu elektromagnetycznego gazu w celu
uaktywnienia przepływu gazu.
Dopóki sygnał znajduje się na poziomie High, zawór elektromagnetyczny gazu
-
pozostaje otwarty.
Przepływ gazu może zostać uaktywniony niezależnie od trybu pracy
-
(wewnętrzny wybór parametrów, charakterystyki 2-taktu specjalnego, tryb
Job itd.).
W trakcie spawania można sterować wypływem gazu przed spawaniem i po
-
zakończeniu spawania z poziomu źródła energii. W związku z tym nie jest konieczne oddzielne uaktywnianie wypływu gazu przed spawaniem i po jego zakończeniu.
Jeśli sygnał osiągnie poziom Gas on High przed sygnałem Welding start,
-
wypływ gazu przed spawaniem nie jest aktywny w źródle energii.
Sygnał Gas on może wystąpić tylko wtedy, gdy równocześnie występuje sy-
-
gnał Robot ready. W przeciwnym razie przepływ gazu musi zostać uaktywniony za pomocą przycisku na jednym z komponentów systemu Fronius (źródło
energii, podajnik drutu, pakiet przewodów palnika spawalniczego itd.).
Informacja dodatkowa dotycząca systemów TWIN:
W trybie podawania pojedynczego drutu z zastosowaniem korpusu palnika -
-
Single- następuje otwarcie zaworu elektromagnetycznego gazu aktywnej linii
procesu.
W trybie TWIN następuje otwarcie obu zaworów elektromagnetycznych gazu.
-
Podczas spawania z użyciem korpusu palnika TWIN zawsze następuje otwar-
-
cie obu zaworów elektromagnetycznych gazu.
Wire forward
(Nawlekanie drutu) - Single Bit
10
Sygnał Wire forward uruchamia podajnik drutu.
Page 11

Drut elektrodowy jest nawlekany bez prądu i gazu.
-
Podajnik drutu może zostać uruchomiony niezależnie od trybu pracy
-
(wewnętrzny wybór parametrów, charakterystyki 2-taktu specjalnego, tryb
Job itd.).
Sygnał odpowiada stanowi przycisku nawlekania drutu na panelu obsługowym
-
źródła energii, na podajniku drutu i na uchwycie spawalniczym. Sposób
działania przycisku nawlekania drutu jest dokładnie opisany w instrukcjach
obsługi poszczególnych komponentów systemu / dokumentacji całego systemu spawania.
Dopóki występuje sygnał Wire forward, nie jest możliwe występowanie sy-
-
gnału Wire backward.
Sygnał Wire forward może wystąpić tylko wtedy, gdy równocześnie występuje
-
sygnał Robot ready. W przeciwnym razie nawlekaniem drutu należy sterować
za pomocą przycisku nawlekania drutu na jednym z komponentów systemu
(prędkość podawania drutu, pakiet przewodów uchwytu spawalniczego itd.).
Drut elektrodowy może być nawleczony do maks. 50 m (164 feet 0.5 inch)
-
(=zatrzymanie bezpieczeństwa).
Ustawienie sygnału jest możliwe na dwa sposoby:
Sygnał impulsowy = drut elektrodowy jest wysuwany na około 1 mm (0.039
-
inch).
Sygnał ciągły = funkcja pełzania — gdy tylko drut elektrodowy dotknie spa-
-
wanej masy, podajnik drutu zostaje zatrzymany.
Informacja dodatkowa dotycząca systemów TWIN:
W trybie podawania pojedynczego drutu elektrodowego następuje podawanie
-
drutu elektrodowego aktywnej linii procesu.
W trybie TWIN następuje podawanie obu drutów elektrodowych.
-
Jeżeli w czasie podawania drutu operator zmieni tryb pracy TWIN, system
-
dostosuje podawanie drutu do zmiany.
PL
Wire backward
(Cofanie drutu) Single Bit
Sygnał Wire backward uaktywnia cofanie drutu elektrodowego.
Można go użyć, aby wyciągnąć całość lub określony odcinek drutu elektrodo-
-
wego z uchwytu spawalniczego.
Cofanie może zostać uaktywnione niezależnie od trybu pracy (wewnętrzny
-
wybór parametrów, charakterystyki 2-taktu specjalnego, tryb Job itd.).
Sygnał odpowiada stanowi przycisku cofania drutu na panelu obsługowym
-
źródła energii, na podajniku drutu i na uchwycie spawalniczym. Działanie
przycisku cofania drutu jest dokładnie opisane w instrukcjach obsługi poszczególnych komponentów systemu / dokumentacji całego systemu spawania.
Dopóki występuje sygnał Wire backward, nie jest możliwe występowanie sy-
-
gnału Wire forward.
Sygnał Wire backward może wystąpić tylko wtedy, gdy równocześnie
-
występuje sygnał Robot ready. W przeciwnym razie cofaniem drutu elektrodowego należy sterować za pomocą przycisku cofania drutu na jednym
z komponentów systemu Fronius (podajnik drutu, uchwyt spawalniczy itd.).
Drut elektrodowy może być wycofany do maks. 50 m (164 feet 0.5 inch) (=za-
-
trzymanie bezpieczeństwa).
Ustawienie sygnału jest możliwe na dwa sposoby:
Sygnał impulsowy = drut elektrodowy jest cofany około 1 mm (0.039 inch).
-
Sygnał ciągły = stałe cofanie drutu.
-
11
Page 12

Informacja dodatkowa dotycząca systemów TWIN:
W trybie podawania pojedynczego drutu elektrodowego następuje podawanie
-
drutu elektrodowego aktywnej linii procesu.
W trybie TWIN następuje podawanie obu drutów elektrodowych.
-
Jeżeli w czasie podawania drutu operator zmieni tryb pracy TWIN, system
-
dostosuje podawanie drutu do zmiany.
Error reset (potwierdzanie
błędu)
Jeżeli w źródle spawalniczym pojawi się komunikat o błędzie, następuje zresetowanie błędu przez sygnał Error reset.
W celu pomyślnego zresetowania błędu, sygnał musi być ustawiony przez co najmniej 10 ms.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek niespodziewanego rozpoczęcia procesu spawania.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed zresetowaniem komunikatu o błędzie sygnałem Error reset, koniecznie
▶
usunąć przyczynę wystąpienia błędu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek niespodziewanego rozpoczęcia procesu spawania,
gdy sygnał Error reset jest cały czas aktywny i równocześnie jest ustawiony sygnał Welding start.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Podczas usuwania usterki, gdy jest ustawiony sygnał Error reset, należy
▶
uważać, aby nie ustawić sygnału Welding start.
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał powoduje zresetowanie błędu w obu źródłach spawalniczych.
Touch sensing
(Wykrywanie
styku) - Single
Bit
OSTROŻNIE!
Niebezpieczeństwo mimowolnych reakcji po niespodziewanym porażeniu elektrycznym.
Przy aktywnej funkcji Touch sensing do drutu elektrodowego / dyszy gazowej
przykładane jest napięcie ok. 70 V (maks. 3 A).
Przy dotknięciu możliwe są nieszkodliwe ale odczuwalne porażenia elektryczne.
Skutkiem mogą być obrażenia ciała.
Przy aktywnej funkcji Touch sensing nie dotykać drutu elektrodowego ani
▶
korpusu palnika (dyszy gazowej, końcówki prądowej itd.).
Po uaktywnieniu trybu Teach mode nie dotykać elementów przewodzących,
▶
z którymi styka się drut elektrodowy oraz korpus palnika (dysza gazowa,
końcówka prądowa itd.).
Sygnał Touch sensing umożliwia wykrywanie zetknięcia drutu elektrodowego lub
dyszy gazowej z elementem spawanym = zwarcie między elementem spawanym
a drutem elektrodowym lub dyszą gazową.
12
Page 13

Gdy występuje sygnał Touch sensing, na panelu obsługowym źródła energii
t
t
t
U
plus. 300ms * or as long as the wire touches the work piece
I
< 15ms *
t
* timing depends Interface
delta u (rising voltage) --> delta t (time)
Condition: voltage drop i.e. 1,5 volt (adjustable)
max. Open circuit voltage
depends on PowerSource type (i.e. 60V)
max. current aprox. 3A
digital I/O
digital I/O
Touchvoltage
Touchcurrent
Output signal
Input signal
-
wyświetlany jest komunikat touch i do drutu elektrodowego / dyszy gazowej
jest przyłożone napięcie około 70 V (maks. 3 A).
Zwarcie jest komunikowane sterownikowi robota sygnałem Arc stable / Touch
-
signal (patrz strona 32) oraz Touch signal (patrz strona 38).
Sygnały Arc stable / Touch signal (patrz strona 32) oraz Touch signal (patrz
-
strona 38) są emitowane o 0,3 s dłużej, niż wynosi czas trwania prądu zwarciowego.
Dopóki występuje sygnał Welding start, nie jest możliwe aktywowanie sygnału
-
Touch sensing.
Proces spawania może zostać rozpoczęty także wtedy, gdy sygnał TouchSen-
-
sing jest aktywny. Powoduje to automatycznie dezaktywowanie funkcji Touch.
Funkcję TouchSensing można uaktywnić niezależnie od trybu pracy
-
(wewnętrzny wybór parametrów, charakterystyki 2-taktu specjalnego, tryb
Job itd.).
Funkcja / przebieg sygnału Touch sensing:
PL
WSKAZÓWKA!
Ryzyko wskutek nałożenia się sygnałów.
Możliwe problemy w połączeniu z opcją Wirebrake.
▶
Po dezaktywowaniu sygnału Touch sensing odczekać 4 sekundy, zanim zostanie aktywowany inny sygnał.
13
Page 14

Informacja dodatkowa dotycząca systemów TWIN:
Touch sensing jest włączany w obu źródłach energii, ale zawsze jest aktywny
-
tylko na jednym drucie elektrodowym.
W trybie podawania pojedynczego drutu używany jest drut elektrodowy ak-
-
tywnej linii procesu.
W trybie TWIN wykorzystywany jest drut elektrodowy wiodącej linii procesu
-
(Lead), tzn. tylko przy dotykaniu drutu elektrodowego źródła energii Leadgenerowane są sygnały Touch Sensing.
Dodatkowe informacje na temat działania funkcji Touch sensing z dyszą gazową:
Jeśli wykrywanie pozycji ma następować wskutek dotknięcia elementu spawa-
-
nego dyszą gazową (zamiast drutem elektrodowym), dysza gazowa musi być
połączona z przewodem prądu spawania za pośrednictwem opcji Touch Sensing Adv. lub członu RC.
Użycie członu RC jest niezbędne, aby w trakcie spawania, w przypadku ewen-
-
tualnego dotknięcia dyszą gazową elementu spawanego:
Uniknąć przepływu niedozwolonych prądów przez połączenie między
-
dyszą gazową i przewodem prądu spawania.
Zapobiec wpływowi na proces spawania.
-
Przy rozpoznawaniu pozycji poprzez dotykanie dyszą gazową, prąd zwarciowy
-
przepływa tak długo, aż kondensatory członu RC zostaną naładowane (kilka
milisekund). Aby zagwarantować wykrycie pozycji przez sterownik robota, sygnały Arc stable i Touch sensing trwają o 300 milisekund dłużej niż prąd
zwarciowy.
Torch blow out
(Przedmuchiwanie palnika spawalniczego) Single Bit
Welding simulation (Symulacja
spawania) - Single Bit
Jeśli w podajniku drutu robota jest wbudowany dodatkowy zawór elektromagnetyczny sprężonego powietrza, do sterowania nim służy sygnał Torch blow out.
Sygnał ten jest stosowany do pozbywania się zanieczyszczeń z dyszy gazowej
w trakcie czyszczenia palnika spawalniczego.
Źródło energii symuluje rzeczywisty proces spawania za pomocą sygnału Welding
simulation.
W ten sposób można prześledzić zaprogramowany w sterowniku robota tor
-
spawania bez faktycznego spawania.
Wszystkie sygnały są ustawiane tak samo, jakby spawanie odbywało się w rze-
-
czywistości (bez wartości rzeczywistych)
Process active
-
Current flow
-
Arc stable
-
Robot motion release
-
Main current signal.
-
Nie następuje zajarzenie łuku spawalniczego (sygnał Welding start).
-
Drut elektrodowy nie jest podawany (sygnał Wire forward i Wire backward).
-
Nie następuje wysterowanie zaworu elektromagnetycznego gazu (sygnał Gas
-
on).
Nie następuje wysterowanie zaworu przedmuchiwania (sygnał Torch blow
-
out).
Synchropulse on
(SynchroPuls
wł.) - Single Bit
14
Sygnał Synchropulse on służy do uaktywniania/dezaktywowania funkcji SynchroPuls zgodnie z ustawieniami wprowadzonymi w źródle spawalniczym. Sygnał
może zostać ustawiony przed spawaniem lub w jego trakcie.
Page 15

WireBrake on
(włączony hamulec drutu) - Single Bit
Po uaktywnieniu sygnału WireBrake on drut elektrodowy jest przytrzymywany
przez OPT/i MHP WireBrake.
OPT/i MHP WireBrake to element mechaniczny zamontowany między wiązką
uchwytu palnika spawalniczego a korpusem palnika.
Sygnał WireBrake on może zostać uaktywniony niezależnie od trybu pracy (wybór
parametrów wewnętrznych, charakterystyki 2-taktu specjalnego, trybu Job itd.).
Jeżeli w systemie został wykryty element OPT/i MHP WireBrake, w momencie zadziałania funkcji Touch sensing automatycznie ustawiany jest sygnał WireBrake
on.
WSKAZÓWKA!
Ryzyko wskutek nałożenia się sygnałów.
Skutkiem mogą być problemy podczas przytrzymywania drutu elektrodowego.
Wskazane jest nieuaktywnianie żadnego innego sygnału, dopóki jest aktywny
▶
sygnał WireBrake on.
Po dezaktywowaniu sygnału WireBrake on, przez 4 sekundy nie uaktywniać
▶
żadnego innego sygnału.
Szczegółowy opis przebiegu programu znajduje się w instrukcji obsługi
▶
urządzenia Robacta TX 10i/G/W.
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał WireBrake nie jest dostępny dla wiązek uchwytu TWIN.
PL
Torchbody
Xchange (Wymiana korpusu
palnika spawalniczego) - Single
Bit
Sygnał Torchbody Xchange jest dostępny tylko w połączeniu z systemem wymiany korpusu palnika.
Gdy sygnał ten jest na poziomie High, złącze korpusu palnika spawalniczego jest
otwarte.
Sygnał Torchbody Xchange można uaktywnić niezależnie od trybu pracy
(wewnętrzny wybór parametrów, charakterystyki 2-taktu specjalnego, trybu Job).
WSKAZÓWKA!
Ryzyko wskutek nałożenia się sygnałów.
Wymiana korpusu palnika spawalniczego może być przyczyną problemów.
Wskazane jest nieuaktywnianie żadnego innego sygnału, dopóki jest aktywny
▶
sygnał Torchbody Xchange.
Po dezaktywowaniu sygnału Torchbody Xchange, przez 3 sekundy nie uaktyw-
▶
niać żadnego innego sygnału.
Szczegółowy opis przebiegu programu znajduje się w instrukcji obsługi syste-
▶
mu wymiany korpusu palnika.
15
Page 16

Teach mode -
= 15 mm
(0.59 inch)
< 15 mm
(0.59 inch)
= 15 mm= 5 mm= 5 mm= 5
(0.59 inch)
mm
Single Bit
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo porażenia energią elektryczną wskutek uaktywnienia trybu
„Teach mode”. Uaktywnienie trybu „Teach mode” powoduje przyłożenie do drutu elektrodowego / końcówki prądowej napięcia około 70 V (maks. 3 A).
Skutkiem mogą być poważne obrażenia ciała lub śmierć.
Przy aktywnym trybie Teach mode nie wolno dotykać drutu elektrodowego
▶
ani końcówki prądowej.
Przy aktywnym trybie Teach mode nie wolno dotykać elementów prze-
▶
wodzących, z którymi styka się drut elektrodowy lub końcówka prądowa.
Tryb Teach mode może być używany do tworzenia programu robota. Aktywny
tryb Teach mode (sygnał High) zapobiega zginaniu drutu elektrodowego podczas
konfigurowania robota.
Tryb Teach mode można uaktywnić niezależnie od trybu pracy (wewnętrzny
wybór parametrów, charakterystyki 2-taktu specjalnego, tryb Job itd.).
Działanie trybu Teach mode:
Ustawić żądaną odległość (Stickout) od ele-
-
mentu spawanego (dociąć drut elektrodowy
na odpowiednią długość Stickout itd.).
Jeśli w trakcie ruchu robota odległość między
-
dyszą gazową a elementem spawanym się
zmniejsza, podajnik drutu wciąga drut elektrodowy, aby zapobiec jego zginaniu.
Jeśli w trakcie ruchu robota zwiększa się od-
-
ległość między dyszą gazową a elementem
spawanym, podajnik drutu wysuwa drut elektrodowy na ustawioną długość Stickout (wolny wylot drutu).
Drut elektrodowy przestaje być podawany
-
w momencie osiągnięcia ustawionej wartości Stickout- bez względu na to, czy styka się
z elementem spawanym, czy nie.
Zasady dla sygnału Touch signal w przypadku stosowania trybu Teach mode są
następujące:
Gdy tylko drut elektrodowy dotknie elementu spawanego, system zmienia
-
stan sygnału Touch signal na High.
Dopiero, gdy drut elektrodowy ponownie straci kontakt z elementem spawa-
-
nym, system zmienia stan sygnału Touch signal na Low.
16
Page 17

WSKAZÓWKA!
OPT/i RI
FB REL
(1)
External
Device
(2) (3)
ExtInput 1-8
(Wejście
zewnętrzne 1–8)
- Single Bit
Ryzyko przy użyciu trybu Teach mode w połączeniu z bardzo miękkimi drutami
elektrodowymi.
Wygięte druty elektrodowe mogą być przyczyną wyników spawania niezgodnych
z oczekiwaniami.
Bardzo miękkie druty elektrodowe mogą się wyginać podczas stosowania try-
▶
bu Teach mode. Aby wygięcie drutu elektrodowego nie powodowało upalania
drutu, należy przed rozpoczęciem spawania wysunąć drut elektrodowy na
około 50 mm (1.97 inch) i go skrócić.
Informacja dodatkowa dotycząca systemów TWIN:
W trybie podawania drutu pojedynczego tryb Teach mode jest uaktywniany
-
dla aktywnej linii procesu.
W trybie TWIN uaktywnienie trybu Teach mode następuje dla obu linii proce-
-
su.
Częstotliwość próbkowania stanu drutu elektrodowego przy dotykaniu
-
elementu z włączonym źródłem energii -Lead- jest wyższa niż częstotliwość próbkowania ze źródłem energii -Trail-.
Wejścia do sterowania opcjami, np. OPT/i RI FB REL.
Maks. napięcie = DC 113 V / AC 68 V
-
Maks. obciążenie prądowe 1 A
-
PL
Przykład wyjść: ExtInput1 = OPT_Output 1.
Wejścia nie mają żadnego wpływu na inne sygnały (na przykład Robot ready itp.)
(1) Wyjście robota
(2) Wejście źródła energii
(3) Wyjście opcji
Informacja dodatkowa dotycząca systemów TWIN:
Systemy TWIN są kompatybilne tylko z opcją OPT/i RI FB REL EXT 8I/8O.
-
System przekazuje sygnały do obu źródeł energii, gdzie są dostępne na
-
wyjściach użytej stacji przekaźnikowej.
17
Page 18

Job number (Numer zadania) Group Input
Ten sygnał umożliwia spawanie z zastosowaniem parametrów spawania, które są
zapisane pod wybranym numerem zadania (1–1000).
Po wybraniu numeru zadania 0 możliwy jest wybór zadania na panelu obsługowym źródła spawalniczego.
Dodatkowa informacja dotycząca systemów TWIN:
Numer zadania trzeba wybrać osobno dla każdego źródła spawalniczego.
Welding characteristic (Numer
charakterystyki)
- Group Input
Disable process
control (Dezaktywacja korekty
zależnej od procesu) - Group Input
Processline select (Wybór linii
procesu) - Group
Input
Ten sygnał służy do określania procesu spawania na podstawie numeru charakterystyki.
Po wybraniu numeru charakterystyki 0 możliwy jest wybór ustawienia materiału
i metody spawania na panelu obsługowym źródła spawalniczego.
Przykładowe numery charakterystyk:
2765 = G3Si1 / 1,2 mm / Ar 15–20%, CO2 / LSC
-
3189 = G3Si1 / 1,2 mm / Ar 15–20%, CO2 / PMC
-
Dodatkowa informacja dotycząca systemów TWIN:
Numery charakterystyk trzeba wybrać osobno dla każdego źródła spawalniczego.
Gdy ten sygnał jest aktywny, w źródle spawalniczym można ręcznie wprowadzić
korektę zależną od procesu (sygnał Process controlled correction).
Dodatkowa informacja dotycząca systemów TWIN:
Korekty zależne od procesu trzeba uaktywnić osobno dla każdego źródła spawalniczego.
Ten sygnał służy do wybierania wymaganej linii procesu.
Sygnał jest dostępny tylko wtedy, gdy:
W źródle energii jest obecna opcja podwójnej głowicy OPT/i TPS Robotics.
-
Każda linia procesu ma własny podajnik drutu.
-
18
Bit 1 Bit 0 Opis
0 0 Podajnik drutu 1 (ustawienie domyślne)
0 1 Podajnik drutu 2
1 0 Podajnik drutu 3
Page 19

Zasada działania:
Przełączanie między liniami procesu może być realizowane tylko przez robo-
-
ta.
Do nieaktywnych podajników drutu dopływa napięcie, magistrala systemowa
-
jest wyłączona. Wynikają z tego następujące ograniczenia:
Dostępna aktualizacja oprogramowania jest przeprowadzana w podajniku
-
drutu tylko wtedy, gdy jest on częścią wybranej linii procesowej.
Sygnał CAT nieaktywnych podajników drutu nie jest analizowany.
-
W przypadku pakietów przewodów nieaktywnych linii procesowych nie
-
można korzystać z testu gazu, nawlekania drutu, cofania drutu itd.
Z pakietów przewodów nieaktywnych linii procesowych nie są odczytywa-
-
ne identyfikatory uchwytu spawalniczego.
Zdalne sterowanie nieaktywnych linii procesowych jest również nieaktyw-
-
ne.
PL
TWIN mode
(Tryb pracy
TWIN) - Group
Input
Contact tip short
circuit detection
on (wykrywanie
zwarcia
końcówki prądowej włączone) Single Bit
Ten sygnał wskazuje, w którym z trybów TWIN mode pracuje dane źródło energii.
Sygnał umożliwia określenie następujących parametrów:
Spawanie drutem pojedynczym lub TWIN.
-
Która linia procesu jest prowadząca w przypadku spawania TWIN (Lead).
-
Która linia procesu jest aktywna w przypadku spawania drutem pojedynczym.
-
Tryby pracy można zmieniać zarówno przed, jak i w trakcie spawania.
Bit 32 Bit 33 Opis
0 0 Tryb podawania pojedynczego drutu, linia 1
0 1 Tryb TWIN, linia 1 prowadząca (Lead)
1 0 Tryb TWIN, linia 2 prowadząca (Lead)
1 1 Tryb podawania pojedynczego drutu, linia 2
Zakres wartości trybu pracy TWIN
Przejście tego sygnału w stan High powoduje rozpoczęcie sprawdzania zwarcia
między dwiema końcówkami prądowymi w uchwycie spawalniczym TWIN.
Po wykryciu zwarcia sygnał Short circuit contact tip przechodzi w stan High.
-
Ten sygnał jest dostępny tylko w systemach TWIN, które pracują w trybie TWIN
(niedostępny dla trybu z pojedynczym drutem elektrodowym).
Documentation
mode (Tryb dokumentacji) Single Bit
Ten sygnał służy do wybierania, czy spoiny mają być zliczane przez źródło spawalnicze, czy robota.
Poziom sygnału = Low:
Spoiny są zliczane przez źródło spawalnicze.
-
Po każdym zakończonym spawaniu liczba spoin wzrasta o 1. Po wyłączeniu/
-
włączeniu źródła spawalniczego liczenie zaczyna się ponownie od 0. Dodatkowo możliwe jest wprowadzenie wartości początkowej (aby liczenie zaczęło się
nie od 0, a np. od 10).
Wyjątek: W przypadku stosowania Fronius Data Channel numer spoiny
-
jest określany przez Fronius Data Channel, a nie źródło spawalnicze.
19
Page 20

Poziom sygnału = High:
Numer spoiny jest określany przez robota.
-
WireSense start
- Single Bit
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez energię elektryczną. Po uaktywnieniu sygnału WireSense start następuje przyłożenie do drutu elektrodowego /
końcówki prądowej napięcia około 50 V (maks. 1 A).
Skutkiem mogą być poważne obrażenia ciała lub śmierć.
Po uaktywnieniu sygnału WireSense start nie dotykać drutu elektrodowego i
▶
końcówki prądowej.
Gdy aktywny jest sygnał WireSense start, nie wolno dotykać elementów prze-
▶
wodzących, z którymi styka się drut elektrodowy lub końcówka prądowa.
Ten sygnał uruchamia jedną z dwóch następujących funkcji.
Funkcja WireSense - Sensing Mode (= wykrywanie konturów): służy do ska-
1.
nowania powierzchni/geometrii elementu konstrukcyjnego
Ta funkcja jest aktywna po uaktywnieniu sygnału Signal WireSense start
-
i w sytuacji, gdy dla sygnału WireSense edge detection podano wartość
wysokości mniejszą niż 0,5 mm (0.019 inch).
Wykrywanie krawędzi (funkcja WireSense - Edge Detection Mode) jest
-
nieaktywne w trakcie działania tej funkcji.
System nie wysyła sygnału Touch signal w trakcie działania tej funkcji.
-
Funkcja WireSense - Edge Detection Mode (= wykrywanie krawędzi): służy
2.
do wykrywania pojedynczych krawędzi
Ta funkcja jest aktywna po uaktywnieniu sygnału Signal WireSense start
-
i w sytuacji, gdy dla sygnału WireSense edge detection podano wartość
wysokości większą lub równą 0,5 mm (0.019 inch).
Dodatkowe informacje na ten temat — patrz WireSense edge detection
-
- Group Input / Analog Input na stronie 25.
Dalsze skutki sygnału WireSense start:
Bezpośrednio po uaktywnieniu sygnału rozpoczyna się ruch drutu elektrodo-
-
wego do przodu i do tyłu.
Po pierwszym zetknięciu drutu elektrodowego z elementem spawanym punkt
-
pierwszego zetknięcia staje się zerowym położeniem narzędzia (punktem referencyjnym) dla pomiaru wysokości WireSense.
Funkcje bezpieczeństwa przy WireSense:
Jeżeli funkcja WireSense jest już aktywna (proces WireSense już trwa), drut
-
elektrodowy może być podany na maksymalnie 25 mm (0.98 inch). Jeżeli na
odcinku 25 mm (0.98 inch) nie zostanie dotknięty element spawany, podawanie drutu zostanie zatrzymane.
Jeżeli funkcja WireSense jest dopiero uruchamiana (bez uprzedniego do-
-
tknięcia elementu spawanego), drut elektrodowy może być podany na maksymalnie 450 mm (17.72 inch). Jeżeli na odcinku 450 mm (17.72 inch) nie zostanie dotknięty element spawany, podawanie drutu zostanie zatrzymane.
Dodatkowe informacje dotyczące funkcji WireSense — patrz sekcja WireSense
— informacje uzupełniające od strony 60.
20
Page 21

Informacja dodatkowa dotycząca systemów TWIN:
W trybie podawania drutu pojedynczego następuje uaktywnienie i analiza try-
-
bu WireSense tylko dla aktywnej linii procesu.
W trybie TWIN następuje uaktywnienie trybu WireSense dla obu linii proce-
-
su. Należy przestrzegać następujących wskazówek:
Sygnał Touch signal, który może zostać wydany przy WireSense edge de-
-
tection, jest wywoływany tylko przez źródło energii -Lead-.
Sygnały pozycji przy wykrywaniu konturów(WireSense - Sensing Mode) są
-
wydawane równocześnie na interfejsie z dwoma pojedynczymi sygnałami
wyjścia – z Signal Wire position dla źródła energii 1 i źródła energii 2.
PL
WireSense break
- Single Bit
Ten sygnał można uaktywnić tylko wtedy, gdy równocześnie jest aktywny sy-
-
gnał WireSense start.
Ten sygnał służy do przerwania działania WireSense, ale jednocześnie do
-
utrzymania punktu referencyjnego, określonego podczas pierwszego uruchomienia przebiegu WireSense.
Sygnał WireSense break zatrzymuje ruch drutu, podczas gdy sygnał Wi-
-
reSense start jest aktywny — przykładowo po to, aby pokonać dłuższe
odległości między dwoma elementami spawanymi (jednak jeżeli drut
elektrodowy dotknie elementu spawanego, gdy sygnał WireSense break
jest aktywny, system mimo wszystko wycofa drut elektrodowy, aby zapobiec jego wygięciu).
Punkt referencyjny określony po uruchomieniu WireSense po raz pierw-
-
szy pozostaje zapisany, podczas gdy sygnał WireSense break jest aktywny.
Po dezaktywacji sygnału WireSense break następuje wznowienie ruchu
-
drutu elektrodowego i kontynuacja pomiaru wysokości.
Przy występowaniu sygnału WireSense break równolegle wyłączany jest sy-
-
gnał Arc stable. Gdy sygnał WireSense break zostanie znów wyłączony, sygnał
Arc stable jest ponownie aktywowany.
Dodatkowe informacje dotyczące funkcji WireSense — patrz sekcja WireSense
— informacje uzupełniające od strony 60.
Informacja dodatkowa dotycząca systemów TWIN:
W trybie z pojedynczym drutem elektrodowym funkcja zatrzymuje tylko drut
-
elektrodowy aktywnej linii procesowej.
W trybie TWIN funkcja zatrzymuje oba druty elektrodowe.
-
21
Page 22

Wejścia analogowe
Wire feed speed
command value
(wartość zadana
prędkości podawania drutu) Group Input /
Analog Input
Wartość zadana może zostać zaprogramowana poprzez Digital Interface lub
Analog Interface w sposób opisany poniżej.
Poniższe wartości zadane obowiązują przy metodach spawania: standardowa
MIG/MAG Synergic, MIG/MAG Puls-Synergic, MIG/MAG Pulse Multi Control,
MIG/MAG Low Spatter Control, CMT, ConstantWire.
Digital Interface:
Podanie wartości z zakresu od -32768 do +32767 (SINT 16) określa wartość zadaną prędkości podawania drutu.
Zakres war-
tości
-32768 Prędkość po-
+32767 Prędkość po-
Dodatkowa informacja dotycząca systemów TWIN:
Cyfrową wartość zadaną trzeba wprowadzić osobno dla obu źródeł energii.
Analog Interface:
Podanie wartości z zakresu od 0 do 10 V w formie analogowej określa wartość
zadaną prędkości podawania drutu.
Nazwa min./maks. możliwa wartość
-327,68 m/min (w zależności od podajnika
dawania drutu
+327,67 m/min (w zależności od podajnika
dawania drutu
drutu)
drutu)
Arclength correction (Korekta
długości łuku
spawalniczego) Group Input /
Analog Input
Zakres war-
tości
0 V Prędkość po-
10 V Prędkość po-
Dodatkowa informacja dotycząca systemu TWIN:
Wprowadzanie analogowej wartości zadanej w systemach TWIN nie jest możliwe.
Korekta zadania (dane dotyczą spawania Single- i TWIN):
Współczynnik = 100
-
Typ danych SINT
-
Podanie w postaci wartości procentowej. Przykład: 15% = zmiana
-
o 1500 kroków.
Wartość korekty długości łuku spawalniczego można określić w niżej opisany
sposób poprzez Digital Interface lub Analog Interface.
Poniższe dane obowiązują w metodach spawania: standardowe MIG/MAG Synergic, MIG/MAG Puls-Synergic, MIG/MAG Pulse Multi Control, MIG/MAG Low
Spatter Control.
Nazwa min./maks. możliwa wartość
0% (w zależności od podajnika drutu)
dawania drutu
100% (w zależności od podajnika drutu)
dawania drutu
22
Digital Interface:
Podanie wartości od -32768 do +32767 (SINT 16) powoduje skorygowanie
długości łuku, ale nie zmienia się prędkość podawania drutu.
Page 23

Zakres war-
tości
-32768 Korekta długości łuku spa-
Nazwa min./maks. możliwa wartość
walniczego
-10% = krótszy łuk spawalniczy
PL
0 Korekta długości łuku spa-
walniczego
+32767 Korekta długości łuku spa-
walniczego
Dodatkowa informacja dotycząca systemów TWIN:
Cyfrową wartość zadaną trzeba wprowadzić osobno dla obu źródeł energii.
Analog Interface:
Podanie wartości z zakresu od 0 do 10 V w formie analogowej powoduje skorygowanie długości łuku, ale bez zmiany prędkości podawania drutu.
Zakres war-
tości
0 V Korekta długości łuku spa-
5 V Korekta długości łuku spa-
10 V Korekta długości łuku spa-
Dodatkowa informacja dotycząca systemu TWIN:
Wprowadzanie analogowej wartości zadanej w systemach TWIN nie jest możliwe.
Nazwa min./maks. możliwa wartość
walniczego
walniczego
walniczego
0% = zapisana wartość
+10% = dłuższy łuk spawalniczy
-10% = krótszy łuk spawalniczy
0% = zapisana wartość
+10% = dłuższy łuk spawalniczy
Pulse-/ dynamic
correction (Korekta pulsu/
dynamiki) - Group Input / Analog Input
Korekta zadania (dane dotyczą spawania Single- i TWIN):
Współczynnik = 10
-
Typ danych SINT
-
Podanie w postaci wartości bezwzględnej. Przykład: 1,5 = zmiana
-
o 150 kroków.
Wartość korekty pulsu/dynamiki można określić w niżej opisany sposób poprzez
Digital Interface lub Analog Interface.
Poniższe dane obowiązują w metodach spawania: standardowe MIG/MAG Synergic, MIG/MAG Puls-Synergic, MIG/MAG Pulse Multi Control, MIG/MAG Low
Spatter Control.
Digital Interface:
Podanie wartości z zakresu od -32 768 do +32 767 (SINT 16) powoduje skorygowanie wartości pulsu/dynamiki, ale bez zmiany prędkości podawania drutu.
Zakres war-
tości
-32768 Korekta pulsu/dynamiki -10% = korekta pulsu/dynamiki
0 Korekta pulsu/dynamiki 0% = zapisana wartość
Nazwa min./maks. możliwa wartość
+32767 Korekta pulsu/dynamiki +10% = korekta pulsu/dynamiki
Dodatkowa informacja dotycząca systemów TWIN:
Cyfrową wartość zadaną trzeba wprowadzić osobno dla obu źródeł energii.
23
Page 24

Analog Interface:
Podanie wartości z zakresu od 0 do 10 V w formie analogowej powoduje zadanie korekty pulsu/dynamiki, ale bez zmiany prędkości podawania drutu.
Hotwire current
(Prąd drutu
gorącego) - Group Input / Analog Input
Zakres war-
tości
0 V Korekta pulsu/dynamiki -10% = korekta pulsu/dynamiki
5 V Korekta pulsu/dynamiki 0% = zapisana wartość
10 V Korekta pulsu/dynamiki +10% = korekta pulsu/dynamiki
Dodatkowa informacja dotycząca systemu TWIN:
Wprowadzanie analogowej wartości zadanej w systemach TWIN nie jest możliwe.
Wartość prądu drutu gorącego można określić w niżej opisany sposób poprzez Digital Interface lub Analog Interface.
Poniższe dane obowiązują dla metody spawania ConstantWire.
Digital Interface:
Podanie wartości z zakresu od 0 do 65 535 (UINT 16) określa wartość prądu
drutu gorącego.
Zakres war-
tości
Nazwa min./maks. możliwa wartość
Nazwa min./maks. możliwa wartość
Wire retract correction (Korekta
cofania drutu) Group Input /
Analog Input
0 Prąd drutu gorącego 0
65535 Prąd drutu gorącego 6553,5 A
Dodatkowa informacja dotycząca systemów TWIN:
Cyfrową wartość trzeba wprowadzić osobno dla każdego źródła energii.
Analog Interface:
Podanie wartości z zakresu od 0 do 10 V w formie analogowej określa wartość
prądu drutu gorącego.
Zakres war-
tości
0 V Prąd drutu gorącego 0
10 V Prąd drutu gorącego 100%
Dodatkowa informacja dotycząca systemów TWIN:
Wprowadzanie analogowej wartości jest niemożliwe w systemach TWIN.
Wartość korekty cofania drutu można określić w niżej opisany sposób poprzez Digital Interface lub Analog Interface.
Poniższe dane obowiązują przy metodach spawania: standardowa MIG/MAG Synergic, MIG/MAG Puls-Synergic, MIG/MAG Pulse Multi Control, MIG/MAG Low
Spatter Control, CMT, ConstantWire.
Nazwa min./maks. możliwa wartość
(skuteczna wartość prądu zależy
od mocy źródła energii)
24
Page 25

Digital Interface:
Podanie wartości z zakresu od 0 do 65 535 (UINT 16) określa wartość korekty
cofania drutu.
PL
Seam number
(Numer spoiny) Group Input /
Analog Input
Zakres war-
tości
0 Korekta cofania drutu 0
65535 Korekta cofania drutu +10
Dodatkowa informacja dotycząca systemów TWIN:
Cyfrową wartość trzeba wprowadzić osobno dla każdego źródła energii.
Analog Interface:
Podanie wartości z zakresu od 0 do 10 V w formie analogowej określa korektę
cofania drutu.
Zakres war-
tości
0 V Korekta cofania drutu 0
10 V Korekta cofania drutu +10
Dodatkowa informacja dotycząca systemów TWIN:
Wprowadzanie analogowej wartości jest niemożliwe w systemach TWIN.
Ta wartość określa numer spoiny danego spawania, np. do celów dokumentacyjnych.
Więcej informacji na temat dokumentacji spoiny — patrz Documentation mode
(Tryb dokumentacji) - Single Bit na stronie 19.
Nazwa min./maks. możliwa wartość
Nazwa min./maks. możliwa wartość
Welding speed
(Prędkość spawania) - Group
Input / Analog
Input
WireSense edge
detection - Group Input / Analog Input
Dodatkowa informacja dotycząca systemów TWIN:
Numer spoiny wprowadza się jednocześnie dla obu źródeł spawalniczych.
Ta wartość określa prędkość TCP ruchu robota.
Dodatkowa informacja dotycząca systemów TWIN:
Przekazanie prędkości TCP odbywa się jednocześnie dla obu źródeł spawalniczych.
Wykrywanie konturu (= WireSense - Sensing Mode):
Jeżeli poprzez sygnał WireSense edge detection określono wartość mniejszą
-
niż 0,5 mm (0.019 inch), system użyje sygnału WireSense start do wykrywania konturów.
Drut elektrodowy cyklicznie kontroluje powierzchnię elementu i system
-
na bieżąco wysyła zmierzoną wysokość.
Sygnał Touch signal jest wtedy nieaktywny.
-
25
Page 26

Wykrywanie krawędzi (= WireSense - Edge Detection Mode):
Jeżeli poprzez sygnał WireSense edge detection określono wartość w zakre-
-
sie 0,5 – 20 mm (0.019 – 0.787 inch), system użyje sygnału WireSense start
do wykrywania i pomiaru poszczególnych krawędzi.
Podana wartość (wartość progowa) określa, jaka musi być minimalna wyso-
-
kość krawędzi, aby wykryło ją źródło energii.
Przykład: w przypadku użycia blachy o grubości 2 mm (0.039 inch), która
-
jest spawana na zakładkę, zaleca się określić tym sygnałem wartość
1,5 mm (0.059 inch); nie zaleca się ustawiać zawsze najmniejszej wartości
0,5 mm (0.019 inch), ponieważ przy takim ustawieniu mogą występować
nieprawidłowości wykrywania. Na przykład wywołane przez odpryski spawalnicze, niedokładne ruchy robota itp.).
Sygnał Touch signal jest emitowany po wykryciu krawędzi.
-
Digital Interface:
Podanie wartości z zakresu 0 – 200 (UINT 16) określa wartość progową wykrywania krawędzi.
Wire forward /
backward length
(Określenie
długości nawlekania drutu / cofania drutu) Group Input /
Analog Input
Zakres war-
tości
0 Wartość progowa 0 mm (0 inch)
200 Wartość progowa 20 mm (0.787 inch)
Dodatkowe informacje dotyczące funkcji WireSense — patrz sekcja WireSense
— informacje uzupełniające od strony 60.
Informacja dodatkowa dotycząca systemów TWIN:
W trybie podawania pojedynczego drutu następuje użycie drutu elektrodo-
-
wego aktywnej linii procesu WireSense edge detection .
W trybie TWIN funkcja WireSense edge detection dotyczy obu drutów elek-
-
trodowych. W każdym przypadku sygnał Touch jest generowany i wydawany
tylko przez źródło energii -Lead-.
Oba druty elektrodowe systemu TWIN mogą być wykorzystywane tylko dla
-
tej samej funkcji -WireSense-:
Oba druty elektrodowe mogą służyć albo do wykrywania konturów, albo
-
do wykrywania krawędzi.
Działanie sygnałów:
Sygnał jest aktywny, gdy tylko zostanie określona wartość większa lub równa
-
1 mm (0.039 inch) (0 = sygnał nieaktywny).
Jeżeli zostanie określona wartość większa lub równa 1 mm (0.039 inch), przy
-
wysłaniu sygnału Wire forward drut elektrodowy jest podawany tylko na
określoną wartość. Po osiągnięciu określonej wartości podawanie drutu zostanie automatycznie zatrzymane.
Po osiągnięciu zadanej wartości:
-
wysyłany jest sygnał Touch signal (WORD 0 / Byte 0 / Bit 7)
-
konieczne jest wyłączenie sygnału Wire forward (ponieważ w przeciwnym
-
razie funkcja nawlekania drutu pozostanie dalej aktywna)
poprzez sygnał Wire position będzie podawane, jak daleko został nawle-
-
czony drut elektrodowy [wartość pozostaje ustalona na 1 sekundę; +/- 1
mm (+/- 0.039 inch)]
Jeżeli drut elektrodowy dotknie elementu spawanego przed osiągnięciem
-
określonej wartości, zostanie wyemitowany Touch signal (WORD 0 / Byte 0 /
Bit 7) i dodatkowo Arc stable / Touch signal (WORD 0 / Byte 0 / Bit 5). Podawanie drutu zostaje automatycznie zatrzymane.
Drut elektrodowy może być podawany do maks. 50 m (164 feet 0.5 inch)
-
(=zatrzymanie bezpieczeństwa).
Nazwa min./maks. możliwa wartość
26
Page 27

Jeżeli nie wszystkie prędkości podawania drutu elektrodowego systemu spawania
są zsynchronizowane (np. w wyniku połączenia jednostki napędowej Robacta Drive i podajnika drutu Stand Alone), przy określaniu długości podanego drutu elektrodowego mogą wystąpić uwarunkowane systemowo nieścisłości rzędu +/- 5 mm
(+/- 0.196 inch).
Wartość zadaną można określić w niżej opisany sposób poprzez Digital Interface
lub Analog Interface.
Poniższe wartości zadane obowiązują przy metodach spawania MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG PMC, MIG/MAG LSC.
Digital Interface:
Podanie wartości z zakresu od -32768 do +32767 (UINT 16) określa wartość zadaną długości podawanego drutu.
Zakres wartości min./maks. możliwa wartość
-32768 1 mm (0.039 inch)
+32767 10000 mm (393.7 inch)
Dodatkowa informacja dotycząca systemów TWIN:
Cyfrową wartość zadaną trzeba wprowadzić osobno dla obu źródeł energii.
PL
Analog Interface:
Podanie wartości z zakresu od 0 do 10 V analogowo określa wartość zadaną
długości podawanego drutu.
Zakres wartości min./maks. możliwa wartość
0 V 1 mm (0.039 inch)
10 V 10000 mm (393.7 inch)
Dodatkowa informacja dotycząca systemu TWIN:
Wprowadzanie analogowej wartości zadanej w systemach TWIN nie jest możliwe.
27
Page 28

Przebieg sygnału – ustawiona wartość Wire
1 Second
1 Second
1
2
3
4
1 = Wire forward / backward length (Analog Input) | Bit 240 - 255
2 = Wire forward (Digital Input) | Bit 9
3 = Arc stable / Touch signal (Digital Output) | Bit 5
4 = Touch signal (Digital Input) | Bit 7
5 = Wire position (Analog Output) | Bit 256 - 271
t
t
t
t
5
t
25 mm
(0.984 inch)
t
t
t
1
2
3
4
5
1 = Wire forward / backward length (Analog Input) | Bit 240 - 255
2 = Wire forward (Digital Input) | Bit 9
3 = Arc stable / Touch signal (Digital Output) | Bit 5
4 = Touch signal (Digital Input) | Bit 7
5 = Wire position (Analog Output) | Bit 256 - 271
t
1 Second
15 mm
(0.591 inch)
t
1 Second
1 Second
forward length (= 25 mm / 0.984 inch) została
osiągnięta zgodnie z planem:
Przebieg sygnału – dotknięcie elementu spa-
wanego przed osiągnięciem ustawionej wartości Wire forward length (= 25 mm / 0.984
inch):
28
Page 29

Wyjścia cyfrowe
(1) (2)
Definicja Wyjścia cyfrowe to sygnały ze źródła spawalniczego do robota.
(1) Wejście robota
(2) Wyjście źródła spawalniczego
PL
Heartbeat power
source (sygnał
Heartbeat źródła
energii) - Single
Bit
Power source ready (Gotowość
źródła energii) Single Bit
Warning
(Ostrzeżenie) Single Bit
Gdy tylko interfejs nawiąże uwierzytelnione połączenie ze źródłem spawalniczym,
aktywność tego sygnału zaczyna się zmieniać z częstotliwością 1 Hz (1 s High, 1 s
Low, 1 s High itd.).
Dodatkowa informacja dotycząca systemów TWIN:
Gdy tylko RI FB/i TWIN Controller nawiąże uwierzytelnione połączenie ze
źródłem spawalniczym, aktywność tego sygnału zaczyna się zmieniać z częstotliwością 1 Hz (1 s High, 1 s Low, 1 s High itd.).
Sygnał jest High, gdy źródło energii jest gotowe do spawania.
-
Sygnał jest Low, gdy w źródle energii występuje błąd (Error) lub powiadomie-
-
nie (Notification).
Sygnał może być także określony jako „usterka zbiorcza”, ponieważ ma status
-
Low przy wszelkiego rodzaju błędach wewnętrznych lub zewnętrznych.
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał zmienia stan na High dopiero wtedy, gdy oba źródła energii są gotowe do
spawania.
Sygnał jest w stanie High, gdy źródło energii wysyła ostrzeżenie.
-
Sygnał pozostaje w stanie High, dopóki nie zostanie usunięta przyczyna
-
ostrzeżenia.
Sygnał zmienia się automatycznie na Low,, gdy tylko zostanie usunięta przy-
-
czyna ostrzeżenia.
Sygnał nie wpływa na proces spawania ani na możliwość obsługiwania źródła
-
energii (można uruchomić spawanie; bieżący proces nie jest przerywany itd.).
29
Page 30

Dodatkowa informacja dotycząca systemów TWIN:
I
t
t-S
t-E
High Low
(1)
Welding start
Sygnał wchodzi w stan High, gdy tylko jedno z dwóch źródeł energii wyśle
ostrzeżenie.
Process active
(Proces aktywny)
- Single Bit
Sygnał Process active jest ustawiany przed rozpoczęciem wypływu gazu przed
spawaniem i pozostaje ustawiony aż do zakończenia wypływu gazu po spawaniu,
aby informować robota, że spawanie nadal trwa. W ten sposób można np. zsynchronizować czas przebywania robota na końcu spoiny, aby zapewnić optymalną
osłonę gazową.
Jeśli robot ustawi sygnał Welding start, czas wstępnego wypływu gazu zaczyna
biec jeszcze przed zajarzeniem łuku spawalniczego.
Po zgaśnięciu łuku spawalniczego zaczyna biec czas wypływu gazu po spawaniu.
(1) Process active (Proces aktywny)
Dodatkowa informacja dotycząca systemów TWIN:
System ustawia sygnał, gdy jedno z dwóch źródeł spawalniczych stanie się aktywne.
Current flow
(Przepływ prądu)
- Single Bit
Gdy tylko drut elektrodowy dotknie elementu spawanego i przepłynie między nimi prąd, następuje ustawienie tego sygnału — po dotknięciu elementu spawanego
sygnał natychmiast osiąga poziom High.
Podczas spawania dowolną metodą sygnał może opaść do poziomu Low . Jego zasada działania jest taka sama w przypadku wszystkich metod spawania.
30
Page 31

I
t
t-S
t-E
High Low
(1)
Welding start
(1) Current flow (Przepływ prądu)
I
t
t-S
t-E
High Low
(1)
Welding start
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał zmienia stan na High, gdy tylko jeden z dwóch drutów elektrodowych zacznie przewodzić napięcie.
PL
Robot motion release (Zezwolenie na ruch robota) - Single Bit
Ten sygnał jest aktywny od zakończenia fazy prądu startowego do zakończenia
wypływu gazu po zakończeniu spawania.
Czas prądu startowego zaczyna biec, gdy tylko Current flow osiągnie poziom
High. Również w przypadku przerwania sygnału Current flow czas prądu startowego biegnie dalej do ustawionego końca (czas prądu startowego nie jest zerowany).
Jeśli jest ustawiony czas monitorowania łuku spawalniczego, sygnał Robot motion
release jest resetowany dopiero wtedy, gdy sygnał Current flow pozostaje nieaktywny dłużej niż ustawiony czas monitorowania łuku spawalniczego.
(1) Robot motion release (Zezwolenie na ruch robota)
W chwili rozpoczęcia spawania poziom sygnału zmienia się na High, gdy:
Arc stable High.
-
Current flow High.
-
Upłynął czas prądu startowego (nie czas wzrostu).
-
31
Page 32

Podczas spawania poziom sygnału zmienia się na Low, gdy:
Arc stable Low.
-
Na koniec spawania poziom sygnału zmienia się na Low, gdy:
Welding start Low.
-
Wypływ gazu po zakończeniu spawania jest zakończony.
-
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Arc stable / Touch signal (Łuk
stabilny / Sygnał
zetknięcia) –
Single Bit
Gdy tylko drut elektrodowy dotknie elementu spawanego i przepłynie między
-
nimi energia, następuje wyemitowanie tego sygnału, aby poinformować sterownik robota, że doszło do zajarzenia łuku spawalniczego.
Gdy sygnał Arc stable / Touch signal jest aktywny, dodatkowo aktywne jest
-
także monitorowanie łuku spawalniczego. Nie dotyczy to sygnału Current
flow.
W przypadku ustawienia czasu monitorowania łuku spawalniczego, system re-
-
setuje sygnał Arc stable / Touch signal dopiero wtedy, gdy sygnał Current
flow pozostaje nieaktywny dłużej niż ustawiony czas monitorowania łuku spawalniczego.
Sygnał Arc stable / Touch signal jest aktywny, dopóki jarzy się łuk spawalni-
-
czy.
System ustawia sygnał Arc stable / Touch signal również wtedy, gdy w trybie
-
Touch mode (sygnał Touch sensing jest aktywny) drut elektrodowy lub dysza
gazowa zetkną się z elementem spawanym.
Szczegółowe informacje na temat sygnału Touch sensing — patrz Touch sen-
-
sing (Wykrywanie styku) - Single Bit na stronie 12.
W przypadku korzystania z funkcji WireSense, system ustawia sygnał Arc sta-
-
ble / Touch signal, gdy drut elektrodowy po raz pierwszy zetknie się z elementem spawanym, a proces WireSense przebiega stabilnie (w razie automatycznego uaktywnienia funkcji WireSense - Slaghammer ustawienie
przykładowo sygnału Arc stable / Touch signal nastąpi dopiero po udanym
przebiegu funkcji WireSense - Slaghammer)
Dodatkowe informacje dotyczące funkcji WireSense — patrz sekcja Wi-
-
reSense start - Single Bit od strony 20.
32
Przy wysuwaniu drutu elektrodowego (sygnał Wire forward) wydawany jest
-
sygnał Arc stable / Touch signal, gdy drut elektrodowy dotknie elementu spawanego.
Page 33

I
t
t-S
t-E
High Low
(1)
Welding start
(1) Arc stable / Touch signal (Łuk stabilny / Sygnał zetknięcia)
Ignition
(Start of Welding)
U
I
t
t
t
Current flowArc stable
Sygnał funkcjonuje w różny sposób w zależności od metody spawania. Na kolejnych stronach znajdują się schematy funkcjonowania sygnału w połączeniu
z różnymi metodami spawania.
Procesy MIG/MAG Puls-Synergic, MIG/MAG Pulse Multi Control, procesy Mix:
Przykładowe prawidłowe zajarzenie na początku spawania.
PL
MIG/MAG Puls-Synergic, MIG/MAG Pulse Multi Control, procesy Mix:
Przykładowe błędne zajarzenie na początku spawania.
33
Page 34

Ignition
(Start of Welding)
U
I
t
t
t
Current flowArc stable
Standardowe spawanie MIG/MAG Synergic, standardowe ręczne spawanie MIG/
Ignition
(Start of Welding)
U
I
t
t
Current flowArc stable
t
MAG, MIG/MAG Low Spatter Control, MIG/MAG CMT, MIG/MAG CMT Mix:
Przykładowe prawidłowe zajarzenie na początku spawania.
Standardowe spawanie MIG/MAG Synergic, standardowe ręczne spawanie MIG/
MAG, MIG/MAG Low Spatter Control, MIG/MAG CMT, MIG/MAG CMT Mix:
Przykładowe błędne zajarzenie na początku spawania.
34
Page 35

Ignition
(Start of Welding)
U
I
t
t
Current flowArc stable
t
150-200ms
Informacja dodatkowa dotycząca systemów TWIN:
Informacje dla trybu z pojedynczym drutem elektrodowym:
-
Po rozpoczęciu spawania wydawany jest sygnał Arc stable / Touch signal,
-
gdy tylko drut elektrodowy dotknie elementu spawanego i przepłynie
między nimi energia.
W trybie Touch mode wydawany jest sygnał Arc stable / Touch signal, gdy
-
drut elektrodowy dotknie elementu spawanego.
Przy zastosowaniu WireSense wydawany jest sygnał Arc stable / Touch si-
-
gnal, gdy proces WireSense- przebiega stabilnie (po zakończeniu Slaghammer).
Informacje dla trybu TWIN:
-
Po rozpoczęciu spawania wydawany jest sygnał Arc stable / Touch signal,
-
gdy tylko oba druty elektrodowe dotkną elementu spawanego
i przepłynie między nimi energia.
W trybie Touch mode wydawany jest sygnał Arc stable / Touch signal, gdy
-
druty elektrodowe głównego źródła energii (Lead) lub dysza gazowa dotkną elementu spawanego.
Przy wysuwaniu drutu elektrodowego (sygnał Wire forward) wydawany
-
jest sygnał Arc stable / Touch signal, gdy jeden lub dwa druty elektrodowe dotkną elementu spawanego.
Przy zastosowaniu WireSense wydawany jest sygnał Arc stable / Touch si-
-
gnal, gdy proces WireSense- obu drutów elektrodowych przebiega stabilnie (po zakończeniu Slaghammer).
PL
Dodatkowa informacja dotycząca metody ConstantWire:
Podczas pracy bez połączenia z masą nie jest wykrywane dotknięcie drutem
-
elementu spawanego.
Sygnał Arc stable / Touch signal jest emitowany automatycznie, gdy tylko zo-
-
stanie zakończony wypływ gazu przed spawaniem.
Sygnał Arc stable / Touch signal jest dezaktywowany automatycznie, gdy tyl-
-
ko zostanie dezaktywowany sygnał Welding start.
35
Page 36

Sygnał Main cur-
I
t
t-S
t-E
High Low
(1)
Welding start
rent (Sygnał
prądu głównego)
- Single Bit
Jeśli spawanie jest przeprowadzane z zastosowaniem określonego prądu startowego i określonego prądu końcowego, między zakończeniem fazy prądu startowego a rozpoczęciem fazy prądu końcowego system ustawia sygnał Main current
signal.
(1) Main current signal (Sygnał prądu głównego)
Informacja dodatkowa dotycząca systemów TWIN:
W trybie pojedynczego drutu system ustawia sygnał, gdy tylko aktywna linia
-
procesu zacznie spawanie z zastosowaniem prądu głównego.
W trybie TWIN system ustawia sygnał, gdy tylko obie linie procesu zaczną
-
spawanie z zastosowaniem prądu głównego.
Collisionbox active (CrashBox
aktywny) - Single
Bit
Torchbody gripped (Korpus palnika spawalniczego zamontowany) - Single
Bit
Command value
out of range
(Wartość zadana
poza zakresem) Single Bit
Jeśli podczas stosowania CrashBox dojdzie do kolizji (z elementem spawanym,
zamocowaniem itd.), zostaje otwarty styk CrashBox i poziom sygnału Collisionbox
active zmienia się na Low.
W takim przypadku zaleca się:
natychmiastowe zatrzymanie robota oraz
-
zakończenie spawania.
-
Sygnał nie wpływa na działanie źródła energii.
Ten sygnał wskazuje, czy korpus palnika spawalniczego Fronius został zgłoszony
w systemie.
Ten sygnał wskazuje, że wartość wejścia „Wire feed speed command value“ znajduje się poza możliwym zakresem.
36
Page 37

Sygnał jest na poziomie High, gdy np.:
możliwy zakres jest ograniczony przez prędkość podawania drutu:
-
wybrana wartość zadana prędkości podawania drutu = 25 m/min (984.25
-
inch/min),
maksymalna wartość zadana prędkości podawania drutu zgodnie z cha-
-
rakterystyką = 25 m/min (984.25 inch/min),
maksymalna możliwa prędkość podawania drutu = 15 m/min (590.55
-
inch/min).
Możliwy zakres jest ograniczony przez charakterystykę:
-
wybrana wartość zadana prędkości podawania drutu = 25 m/min (984.25
-
inch/min),
maksymalna wartość zadana prędkości podawania drutu zgodnie z cha-
-
rakterystyką = 15 m/min,
maksymalna możliwa prędkość podawania drutu = 30 m/min (1181.1
-
inch/min).
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał staje się aktywny, gdy tylko jedna z dwóch linii procesu przekroczy zdefiniowany zakres.
PL
Correction out
of range (Wartość korekty poza zakresem) Single Bit
Process Bit (Bit
procesu) - Group
Output
Sygnał wskazuje, że co najmniej jedna wybrana korekta (np. Arc length correction) znajduje się poza podanym zakresem.
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał staje się aktywny, gdy tylko nastąpi przekroczenie przez wybraną korektę
zdefiniowanego zakresu w przypadku jednej z dwóch linii procesu.
Te sygnały wskazują wybraną metodę spawania.
Zakres wartości metody spawania:
Bit 4 Bit 3 Bit 2 Bit 1 Bit 0 Opis
0 0 0 0 0 Brak procesu lub wewnętrzny wybór trybu
pracy
0 0 0 0 1 MIG/MAG Puls-Synergic
0 0 0 1 0 Standardowe spawanie MIG/MAG Synergic
0 0 0 1 1 MIG/MAG Pulse Multi Control
0 0 1 0 0 MIG/MAG Low Spatter Control
0 0 1 0 1 Standardowe ręczne spawanie MIG/MAG
ExtOutput 1-8
(Wyjście
zewnętrzne 1-8)
- Single Bit
0 0 1 1 0 Elektroda
0 0 1 1 1 TIG
0 1 0 0 0 CMT
0 1 0 0 1 ConstantWire
Wyjścia do sterowania opcjami, np. OPT/i RI FB REL.
Maks. napięcie = DC 113 V / AC 68 V
-
Maks. obciążenie prądowe 2 A
-
37
Page 38

Przykład wyjść: ExtOutput1 = OPT_Input 1.
OPT/i RI
FB REL
(1)
External
Device
(2) (3)
(1) Wejście robota
(2) Wyjście źródła energii
(3) Wejścia opcji
Informacja dodatkowa dotycząca systemów TWIN:
Systemy TWIN są kompatybilne tylko z opcją OPT/i RI FB REL EXT 8I/8O
-
Jeżeli na jednym z obu źródeł energii jest ustawiony sygnał wejścia, nastąpi
-
również ustawienie sygnału na wyjściu magistrali Fieldbus
Touch signal (sygnał Touch) Single Bit
Sygnału używa się do różnych funkcji i wskazuje on, że:
W trybie Touch mode dysza gazowa lub drut elektrodowy dotykają elementu
-
spawanego (w zależności od konfiguracji systemu).
W trybie Teach mode drut elektrodowy dotyka elementu spawanego.
-
Przy wysuwaniu (sygnał Wire forward) drut elektrodowy dotyka elementu
-
spawanego.
Podczas korzystania z funkcji WireSense edge detection, osiągnięto usta-
-
wioną wartość progową i w ten sposób wykrycie krawędzi zakończyło się powodzeniem.
Dodatkowe informacje dotyczące funkcji WireSense — patrz sekcja Wi-
-
reSense — informacje uzupełniające od strony 60.
38
Page 39

Informacja dodatkowa dotycząca systemów TWIN:
Informacje dla trybu z pojedynczym drutem elektrodowym:
-
W trybie Touch mode wysyłany jest sygnał Touch, gdy drut elektrodowy
-
lub dysza gazowa aktywnego źródła energii dotyka elementu spawanego.
Przy wysuwaniu drutu elektrodowego (sygnał Wire forward) wydawany
-
jest sygnał, gdy drut elektrodowy aktywnego źródła energii dotyka elementu spawanego.
Przy zastosowaniu trybu Teach mode wydawany jest sygnał, gdy drut
-
elektrodowy aktywnego źródła energii dotyka elementu spawanego.
Przy zastosowaniu WireSense edge detection wysyłany jest sygnał Touch,
-
gdy aktywne źródło energii wykryje krawędź.
Informacje dla trybu TWIN:
-
W trybie Touch mode wysyłany jest sygnał Touch, gdy drut elektrodowy
-
źródła energii Lead- lub dysza gazowa dotkną elementu spawanego.
Przy wysuwaniu drutu elektrodowego (sygnał Wire forward) wydawany
-
jest sygnał Touch, gdy drut elektrodowy źródła energii Lead- dotyka elementu spawanego (źródło energii Trail- jest ignorowane).
Przy zastosowaniu trybu Teach mode wydawany jest sygnał Touch, gdy
-
drut elektrodowy źródła energii Lead- dotyka elementu spawanego
(źródło energii Trail-jest ignorowane).
Przy zastosowaniu WireSense edge detection wysyłany jest sygnał Touch,
-
gdy źródło energii Lead- wykryje krawędź (źródło energii Trail- jest ignorowane).
PL
Characteristic
number valid
(Ważny numer
charakterystyki)
- Single Bit
Sensor Status 1
(Status czujnika
1) - Single Bit
Jeśli sygnał jest na poziomie High, wybrane charakterystyki są odblokowane
i można z nich korzystać, podobnie jak z wybranego procesu.
Ten sygnał wskazuje status opcji wylotu drutu 4,100,869.
Poziom sygnału Opis
High Drut elektrodowy obecny
Low Brak drutu elektrodowego
Gdy tylko czujnik wykryje opcję w systemie, sygnał zaczyna być emitowany.
Jeśli system nie ma czujnika, sygnał ustawia się na poziomie High.
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Sensor Status 2
(Status czujnika
2) - Single Bit
Ten sygnał wskazuje status opcji wylotu drutu 4,100,879.
Poziom sygnału Opis
High Drut elektrodowy obecny
Low Brak drutu elektrodowego
Gdy tylko czujnik wykryje opcję w systemie, sygnał zaczyna być emitowany.
Jeśli system nie ma czujnika, sygnał ustawia się na poziomie High.
39
Page 40

Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Sensor Status 3
(Status czujnika
3) - Single Bit
Sensor Status 4
(Status czujnika
4) - Single Bit
Ten sygnał wskazuje status opcji wylotu drutu 4,100,878.
Poziom sygnału Opis
High Drut elektrodowy obecny
Low Brak drutu elektrodowego
Gdy tylko czujnik wykryje opcję w systemie, sygnał zaczyna być emitowany.
Jeśli system nie ma czujnika, sygnał ustawia się na poziomie High.
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Ten sygnał wskazuje status opcji Zestaw buforu drutu CMT TPS/i 4,001,763.
Poziom sygnału Opis
High Bufor drutu nie jest pusty
Low Bufor drutu jest pusty
Gdy tylko czujnik wykryje opcję w systemie, sygnał zaczyna być emitowany.
Wire stick workpiece (Przywieranie drutu do
elementu spawanego) - Single Bit
Short circuit
contact tip
(Zwarcie
końcówki prądowej) - Single Bit
Jeśli system nie ma czujnika, sygnał ustawia się na poziomie High.
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Ten sygnał jest na poziomie High po wykryciu przywierania drutu do elementu
spawanego. Ten sygnał jest wysyłany zawsze, niezależnie od innych ustawień.
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał zmienia stan na High, gdy tylko nastąpi przywarcie jednego z dwóch
drutów elektrodowych.
Ten sygnał jest przełączany w stan High po tym, jak w trybie Touch mode wykryte
zostanie zwarcie między końcówką prądową a dyszą gazową (zwarcie z powodu
zabrudzenia między końcówką prądową a dyszą gazową, na przykład z powodu
odprysków spawalniczych).
Aby ten sygnał był dostępny, konieczne jest zamontowanie opcji TouchSense Adv.
w systemie spawania.
40
Informacja dodatkowa dotycząca systemów TWIN:
Ten sygnał jest przełączany w stan High po tym, jak w trybie Touch mode wykryte
zostanie zwarcie między końcówką prądową źródła energii Lead a dyszą gazową
(zwarcie z powodu zabrudzenia między końcówką prądową a dyszą gazową, na
przykład z powodu odprysków spawalniczych).
Page 41

Ponadto sygnał ten jest przełączany w stan High po tym, jak sygnał wejściowy
Contact tip short circuit detection zostanie przełączony w stan High i wykryte zostanie zwarcie między obiema końcówkami prądowymi (zwarcie z powodu zabrudzenia między końcówkami prądowymi, na przykład z powodu odprysków spawalniczych).
PL
Parameter selection internally
(Wewnętrzny
wybór parametrów) - Single
Bit
Ten sygnał wskazuje, czy wybór parametrów został ustawiony jako „wewnętrzny”.
Ustawienie można wprowadzić:
sygnałem Working mode / Wewnętrzny wybór parametrów lub
-
bezpośrednio w źródle energii / Ustawienia wstępne / Interface Setup / Para-
-
metry spawania.
Sygnał Parameter selection internally High umożliwia ustawienie następujących
sygnałów bezpośrednio w źródle energii:
Metoda spawania (MIG/MAG Puls-Synergic, MIG/MAG Standard-Synergic
-
itd.)
Tryb pracy (tryb 2-taktowy itd.)
-
Numer charakterystyki/zadania (w zależności od metody spawania)
-
Podajnik drutu
-
Korekta długości łuku spawalniczego
-
Korekta pulsu/dynamiki
-
Cofanie drutu
-
Korekta zależna od procesu
-
SynchroPuls wł./wył.
-
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał zmienia stan na High, gdy tylko w przypadku jednej z dwóch linii procesu
nastąpi zmiana wyboru parametrów na „wewnętrzny”.
Limitsignal (Sygnał limitu) Single Bit
Main supply status (Status napięcia sieciowego) - Single Bit
Sygnał ten informuje o przekroczeniu lub nieosiągnięciu ustawionych limitów napięcia, prądu, prędkości podawania drutu, czasu spawania i doprowadzonej energii.
Ten sygnał jest dostępny tylko w trybie Job.
Warunki
W menu źródła energii „Parametry procesu / Zadanie / Optymalizacja zada-
-
nia / Monitorowanie wartości granicznej / Reakcja na przekroczenie” musi być
wybrana reakcja „Warning” lub „Error”.
Odblokowana funkcja OPT/i Limit Monitoring w źródle energii.
-
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Dodatkowe informacje dotyczące Limit Monitoring — patrz sekcja:
Limit Monitoring - Funkcje i aktywacja od strony 73 i
-
Limit Monitoring – szczegóły poszczególnych parametrów od strony 77.
-
Ten sygnał wskazuje, czy w źródle energii występuje błąd kolejności faz (nieprawidłowe zasilanie źródła energii).
Ten błąd jest w razie wystąpienia sygnalizowany komunikatem o błędzie 6451 lub
6515 na wyświetlaczu źródła energii lub przekazywany przez interfejs do robota
jako sygnał Error number.
41
Page 42

Dodatkowa informacja dotycząca systemów TWIN:
Sygnał zmienia stan na High, gdy tylko w jednym z dwóch źródeł energii wystąpi
błąd faz.
Safety status Single Bit
Twin synchronization active Single Bit
System not ready - Single Bit
Sygnał wskazuje status opcji OPT/i Safety Stop PL d i OPT/i TPS External Stop.
Bit 1 Bit 0 Opis
0 0 Rezerwa
0 1 Zatrzymanie
1 0 Stop
1 1 Niezamontowany/aktywny
Sygnał informuje, że aktywna jest synchronizacja obu źródeł spawalniczych.
Ten sygnał wskazuje, czy system spawania jest gotowy do pracy:
Ten sygnał jest w stanie Low, jeżeli w systemie spawania nie występują komu-
-
nikaty o błędach (muszą być usunięte wszystkie źródła błędów, aby system
zmienił stan sygnału na Low.
Stan tego sygnału zmienia się na High, gdy tylko jeden z komponentów syste-
-
mu spawania wyśle komunikat o błędzie.
Touch signal gas
nozzle - Single
Bit
Przykłady sytuacji, gdy następuje zmiana stanu tego sygnału na High:
Jeden z komponentów systemu spawania przeprowadza aktualizację.
-
Wystąpienie zatrzymania awaryjnego.
-
W połączeniu z czujnikami pomiarowymi drutu (czujnikiem pierścieniowym,
-
czujnikiem pomiarowym w zasobniku drutu itp.), na przykład błędy 16828,
16837, 16838.
W następujących sytuacjach wyjątkowych stan sygnału pozostaje ustawiony na
Low mimo komunikatów o błędach:
Stan sygnału Robot ready jest ustawiony na Low.
-
W czasie spawania wystąpił problem z rozpoznawaniem uchwytu spawalni-
-
czego (błąd BID).
Sygnał Touch signal gas nozzle jest przestawiany w stan High po tym, jak w
-
trybie Touch. mode wykryto zwarcie między dyszą gazową a elementem spawanym
Dodatkowo sygnał Touch signal gas nozzle jest wywoływany w przypadku
-
wystąpienia następujących sygnałów:
Arc stable / sygnał Touch
-
Touch signal.
-
Aby sygnał Touch signal gas nozzle był dostępny, konieczne jest zamontowanie
opcji TouchSense Adv. w systemie spawania.
42
Sygnał Touch signal gas nozzle pozwala na rozróżnienie w trybie Touch mode, czy
element spawany został dotknięty przez drut elektrodowy, czy przez dyszę gazową.
Page 43

Notification (Powiadomienie) Single Bit
Sygnał jest w stanie High, gdy źródło energii wysyła powiadomienie.
-
Powiadomienia mogą być wywołane przez ustawione granice procesów,
-
zewnętrzne czujniki, itp.
Sygnał ten powoduje automatyczne przerwanie procesu spawania.
-
Obsługa źródła energii jest możliwa, gdy sygnał znajduje się w stanie High.
-
Sygnał pozostaje w stanie High, dopóki nie zostanie usunięta przyczyna po-
-
wiadomienia.
Sygnał przechodzi automatycznie w stan Low, gdy tylko zostanie usunięta
-
przyczyna powiadomienia.
Dodatkowa informacja dotycząca systemów TWIN:
Sygnał wchodzi w stan High, gdy tylko jedno z dwóch źródeł energii wyśle powiadomienie.
PL
43
Page 44

Wyjścia analogowe
Welding voltage
(Napięcie spawania) - Group Output / Analog
Output
Bieżącą wartość rzeczywistą napięcia spawania można wysłać w niżej opisany
sposób w Digital Interface lub Analog Interface.
Digital Interface:
W trakcie procesu spawania system wysyła bieżącą wartość rzeczywistą
-
napięcia spawania jako wartość z zakresu od 0 do 65 535 (UINT 16).
W trybie pracy jałowej jest emitowana wartość zadana napięcia spawania.
-
Bezpośrednio po spawaniu system wysyła wartość Hold.
-
Zakres war-
tości
0 Napięcie spawa-
32767 Napięcie spawa-
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła cyfrową wartość rzeczywistą osobno dla obu źródeł spawalniczych.
Analog Interface:
W trakcie procesu spawania bieżąca wartość rzeczywista napięcia spawa-
-
nia jest emitowana jako wartość z zakresu od 0 do 10 V.
W trybie pracy jałowej jest emitowana wartość zadana napięcia spawania.
-
Bezpośrednio po spawaniu system wysyła wartość Hold.
-
Nazwa możliwej wartości min./maks.
0 V (wartość zadana / wartość rzeczywi-
nia
327,67 V (wartość zadana / wartość rze-
nia
sta / wartość Hold)
czywista / wartość Hold)
Welding current
(Prąd spawania) Group Output /
Analog Output
Zakres war-
tości
0 V Napięcie spawa-
10 V Napięcie spawa-
Dodatkowa informacja dotycząca systemów TWIN:
Analogowa wartość rzeczywista nie jest wysyłana w przypadku systemów TWIN.
Bieżącą wartość rzeczywistą energii spawania można wysłać w niżej opisany
sposób jako Digital Interface lub Analog Interface.
Digital Interface:
W trakcie procesu spawania bieżąca wartość rzeczywista prądu spawania
-
jest emitowana jako wartość z zakres od 0 do 65 535 (UINT 16).
W trybie pracy jałowej system wysyła wartość zadaną prądu spawania.
-
Bezpośrednio po spawaniu system wysyła wartość Hold.
-
Zakres war-
tości
Nazwa możliwej wartości min./maks.
0 V (wartość zadana / wartość rzeczywi-
nia
100 V (wartość zadana / wartość rzeczy-
nia
Nazwa możliwej wartości min./maks.
sta / wartość Hold)
wista / wartość Hold)
44
0 Prąd spawania 0 A (wartość zadana / wartość rzeczywi-
sta / wartość Hold)
Page 45

32767 Prąd spawania 3276,7 A (wartość zadana / wartość rze-
czywista / wartość Hold)
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła cyfrową wartość rzeczywistą osobno dla obu źródeł spawalniczych.
Analog Interface:
W trakcie procesu spawania bieżąca wartość rzeczywista prądu spawania
-
jest emitowana jako wartość z zakresu od 0 do 10 V.
W trybie pracy jałowej system wysyła wartość zadaną prądu spawania.
-
Bezpośrednio po spawaniu system wysyła wartość Hold-.
-
PL
Wire feed speed
(Prędkość podawania drutu) Group Output /
Analog Output
Zakres war-
tości
0 V Prąd spawania 0 A (wartość zadana / wartość rzeczywi-
10 V Prąd spawania 1000 A (wartość zadana / wartość rzeczy-
Dodatkowa informacja dotycząca systemów TWIN:
Analogowa wartość rzeczywista nie jest wysyłana w przypadku systemów TWIN.
Bieżącą wartość rzeczywistą podawania drutu można wysłać w niżej opisany
sposób jako Digital Interface lub Analog Interface.
Digital Interface:
W trakcie procesu spawania jest emitowana bieżąca wartość rzeczywista
-
prędkości podawania drutu w zakresie od -32 768 do +32 767 (SINT 16) .
W trybie pracy jałowej jest emitowana wartość zadana prędkości podawa-
-
nia drutu.
Bezpośrednio po spawaniu system wysyła wartość Hold-.
-
Zakres war-
tości
Nazwa możliwej wartości min./maks.
sta / wartość Hold)
wista / wartość Hold)
Nazwa możliwej wartości min./maks.
-32768 Prędkość podawania drutu
+32767 Prędkość poda-
wania drutu
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła cyfrową wartość rzeczywistą osobno dla obu źródeł spawalniczych.
Analog Interface:
W trakcie procesu spawania bieżąca wartość rzeczywista prędkości poda-
-
wania drutu jest emitowana w formie analogowej od 0 do 10 V.
W trybie pracy jałowej jest emitowana wartość zadana prędkości podawa-
-
nia drutu.
Bezpośrednio po spawaniu system wysyła wartość Hold-.
-
Zakres war-
tości
0 V Prędkość poda-
Nazwa możliwej wartości min./maks.
wania drutu
-327,68 m/min (wartość zadana / wartość
rzeczywista / wartość Hold)
+327,67 m/min (wartość zadana / wartość
rzeczywista / wartość Hold)
0 m/min (wartość zadana / wartość rze-
czywista / wartość Hold)
45
Page 46

10 V Prędkość poda-
wania drutu
Dodatkowa informacja dotycząca systemów TWIN:
Analogowa wartość rzeczywista nie jest wysyłana w przypadku systemów TWIN.
zależnie od zastosowanego podajnika dru-
tu
Actual real value
for seam tracking (Bieżąca
wartość rzeczywista wyszukiwania spoiny) - Group Output / Analog Output
Bieżącą wartość rzeczywistą wyszukiwania spoiny system może wysyłać w niżej
opisany sposób w Digital Interface lub Analog Interface.
Sygnał ten jest emitowany standardowo w przypadku charakterystyk MIG/MAG
LSC i MIG/MAG PMC. W przypadku charakterystyk MIG/MAG Puls-Synergic
i MIG/MAG Standard-Synergic sygnał ten jest dostępny na żądanie.
Digital Interface:
W trakcie procesu spawania bieżąca wartość rzeczywista wyszukiwania
-
spoiny jest emitowana jako wartość z zakresu od 0 do 65 535 (UINT 16).
Po zakończeniu spawania system wysyła wartość Hold-.
-
Zakres war-
tości
0 Bieżąca wartość
65535 Bieżąca wartość
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła cyfrową wartość rzeczywistą osobno dla obu źródeł energii.
Nazwa min./maks. możliwa wartość
0
rzeczywista wy-
szukiwania spo-
iny
rzeczywista wy-
szukiwania spo-
iny
(w zależności od pozycji uchwytu spawal-
niczego)
6,5535
(wartość rzeczywista / wartość Hold-)
Analog Interface:
W trakcie procesu spawania bieżąca wartość rzeczywista wyszukiwania
-
spoiny jest emitowana w formie analogowej jako wartość z zakresu od 0 do
10 V.
Po zakończeniu spawania system wysyła wartość Hold-.
-
Zakres war-
tości
0 V Bieżąca wartość
10 V Bieżąca wartość
Dodatkowa informacja dotycząca systemów TWIN:
Analogowa wartość rzeczywista nie jest wysyłana w przypadku systemów TWIN.
Nazwa min./maks. możliwa wartość
0
rzeczywista wy-
szukiwania spo-
iny
rzeczywista wy-
szukiwania spo-
iny
(w zależności od pozycji uchwytu spawal-
niczego)
1
(wartość rzeczywista / wartość Hold-)
46
Page 47

(1) (2) (3)
Przegląd układania ściegów zakosowych (bieżąca wartość rzeczywista wyszukiwania spoiny, podane wartości służą jedynie jako przykład):
(1)
Stickout: 10 mm (0.394
-
inch)
Podajnik drutu: 7m/min
-
(275.59 inch/min)
Korekta długości łuku spa-
-
walniczego: 0
Bieżąca wartość rzeczywista
-
wyszukiwania spoiny: około
7650
PL
(2)
Stickout: 25 mm (0.984
-
inch)
Podajnik drutu: 7m/min
-
(275.59 inch/min)
Korekta długości łuku spa-
-
walniczego: 0
Bieżąca wartość rzeczywista
-
wyszukiwania spoiny: około
5853
(3)
Stickout: 10 mm (0.394
-
inch)
Podajnik drutu: 7m/min
-
(275.59 inch/min)
Korekta długości łuku spa-
-
walniczego: 0
Bieżąca wartość rzeczywista
-
wyszukiwania spoiny: około
7650
Opis funkcji układania ściegów zakosowych:
Bieżąca wartość rzeczywista wyszukiwania spoiny jest obliczana na pod-
-
stawie prądu spawania i napięcia spawania.
Bieżąca wartość rzeczywista wyszukiwania spoiny zmienia się wraz z war-
-
tością Stickout.
Bieżąca wartość rzeczywista wyszukiwania spoiny ustawia się w zakresie
-
0–10 000:
Stickout się skraca — sygnał rośnie,
-
Stickout się wydłuża — sygnał maleje.
-
Motor current
M1 (Prąd silnika
M1) - Group Output / Analog
Prąd silnika M1 to prąd środkowego silnika w systemie spawania (jednostki
napędowej palnika spawalniczego itd.). Bieżącą wartość rzeczywistą prądu silnika
M1 system może wysyłać w niżej opisany sposób w Digital Interface lub Analog
Interface.
Output
Digital Interface:
W trakcie procesu spawania bieżącą wartość rzeczywistą prądu silnika system
wysyła jako wartość z zakresu od 0 do 65 535 (UINT 16).
Zakres war-
Nazwa możliwej wartości min./maks.
tości
0 Prąd silnika 0 A (wartość rzeczywista)
+327,67 Prąd silnika 327,67 A (wartość rzeczywista)
47
Page 48

Dodatkowa informacja dotycząca systemów TWIN:
System wysyła cyfrową wartość rzeczywistą osobno dla obu źródeł spawalniczych.
Analog Interface:
W trakcie procesu spawania bieżącą wartość rzeczywistą prądu silnika system
wysyła jako wartość z zakresu od 0 do 10 V.
Motor current
M2 (Prąd silnika
M2) - Group Output / Analog
Output
Zakres war-
tości
0 V Prąd silnika 0 A (wartość rzeczywista)
10 V Prąd silnika 10 A (wartość rzeczywista)
Dodatkowa informacja dotycząca systemów TWIN:
Analogowa wartość rzeczywista nie jest wysyłana w przypadku systemów TWIN.
Prąd silnika M2 to prąd przedniego silnika w systemie spawania (podajnika drutu
itd.). Bieżącą wartość rzeczywistą prądu silnika M2 system może wysyłać w niżej
opisany sposób w Digital Interface lub Analog Interface.
Digital Interface:
W trakcie procesu spawania bieżącą wartość rzeczywistą prądu silnika system
przekazuje jako wartość z zakresu od 0 do 65 535 (UINT 16).
Zakres war-
tości
0 Prąd silnika 0 A (wartość rzeczywista)
+327,67 Prąd silnika 327,67 A (wartość rzeczywista)
Nazwa możliwej wartości min./maks.
Nazwa możliwej wartości min./maks.
Motor current
M3 (Prąd silnika
M3) - Group Output / Analog
Output
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła cyfrową wartość rzeczywistą osobno dla obu źródeł spawalniczych.
Analog Interface:
W trakcie procesu spawania bieżącą wartość rzeczywistą prądu silnika system
przekazuje jako wartość z zakresu od 0 do 10 V.
Zakres war-
tości
0 V Prąd silnika 0 A (wartość rzeczywista)
10 V Prąd silnika 10 A (wartość rzeczywista)
Dodatkowa informacja dotycząca systemów TWIN:
Analogowa wartość rzeczywista nie jest wysyłana w przypadku systemów TWIN.
Prąd silnika M3 to prąd tylnego silnika w systemie spawania (odbiornika podajnika
drutu itd.). Bieżącą wartość rzeczywistą prądu silnika M3 system może wysyłać
w niżej opisany sposób w Digital Interface lub Analog Interface.
Digital Interface:
W trakcie procesu spawania bieżącą wartość rzeczywistą prądu silnika system
przekazuje jako wartość z zakresu od 0 do 65 535 (UINT 16).
Nazwa możliwej wartości min./maks.
48
Page 49

Zakres war-
tości
0 Prąd silnika 0 A (wartość rzeczywista)
+327,67 Prąd silnika 327,67 A (wartość rzeczywista)
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła cyfrową wartość rzeczywistą osobno dla obu źródeł spawalniczych.
Analog Interface:
W trakcie procesu spawania bieżącą wartość rzeczywistą prądu silnika system
wysyła jako wartość z zakresu od 0 do 10 V.
Nazwa możliwej wartości min./maks.
PL
Error number
(Numer błędu) Group Output /
Analog Output
Warning number
(Numer
ostrzeżenia) Group Output /
Analog Output
Zakres war-
tości
0 V Prąd silnika 0 A (wartość rzeczywista)
10 V Prąd silnika 10 A (wartość rzeczywista)
Dodatkowa informacja dotycząca systemów TWIN:
Analogowa wartość rzeczywista nie jest wysyłana w przypadku systemów TWIN.
Ten sygnał wskazuje bieżący numer błędu w źródle spawalniczym i sterowniku robota.
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Ten sygnał wskazuje bieżący numer ostrzeżenia w źródle energii sterowniku robota.
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Nazwa możliwej wartości min./maks.
Wire position
(Położenie drutu) - Group Output / Analog
Output
Ten sygnał wskazuje:
Jaka była wysokość krawędzi wykrytej w trybie WireSense - Edge Detection
1.
Patrz także opis WireSense edge detection - Group Input / Analog In-
-
put na stronie 25.
Jaka jest obecnie wartość wysokości wyrażona w n w trybie WireSense - Sen-
2.
sing Mode
Patrz także opis WireSense start - Single Bit na stronie 20.
-
Drut elektrodowy może poruszać się naprzód i wstecz do pierwszego wykrytego
położenia zerowego (punktu referencyjnego) o maks. 24 mm (0.945 inch).
49
Page 50

Digital Interface:
W czasie aktywnego procesu WireSense system wysyła wartość położenia drutu w zakresie ‑32768 do +32767 (SINT 16).
Zakres war-
tości
‑32768 Położenie drutu -327,68 mm
+32767 Położenie drutu +327,67 mm
Dodatkowe informacje dotyczące funkcji WireSense — patrz sekcja WireSense
— informacje uzupełniające od strony 60.
Dodatkowa informacja dotycząca systemów TWIN:
System wysyła sygnał osobno dla każdej z dwóch linii procesu.
Nazwa min./maks. możliwa war-
tość
50
Page 51

Dostępne obrazy procesu
3
2
1
4
xx.x.xxx.x
1.9.0-16501.9508
PL
Typy obrazów
procesów
Przypisanie/
zmiana numeru
programu/
charakterystyki
(tryb Retrofit)
Przełącznik DIP
8 7 6 5 4 3 2 1 Obraz procesu i konfiguracja
OFF OFF - - - - - - Standardowy obraz 320-bitowy
OFF ON - - - - - - Uproszczony obraz 128-bitowy
ON OFF - - - - - - Obraz Retrofit (zakres zależny od modułu ma-
gistrali)
ON ON - - - - - - nieużywany
W przypadku źródeł energii serii TPS, podając numer programu można wybrać
materiał, średnicę drutu i rodzaj gazu osłonowego. W tym celu zdefiniowano wartość 8-bitową.
Aby umożliwić wykorzystanie sygnału 8-bitowego w trybie Retrofit, możliwe jest
przypisanie numeru programu (1–255) do numeru charakterystyki.
Zanotować adres IP używanego źródła energii:
Połączyć źródło energii z komputerem (na przykład kablem LAN)
1
Z lewego paska bocznego na pane-
2
lu obsługowym źródła energii wybrać przycisk „Ustaw. wst.”
Z prawego paska bocznego na pa-
3
nelu obsługowym źródła energii
wybrać przycisk „System”
Na panelu obsługowym źródła
4
energii wybrać przycisk „Informacja”
Zanotować wyświetlony adres IP
5
(przykład: 10.5.72.13)
Otworzyć interfejs web źródła energii w przeglądarce internetowej:
Na pasku adresu przeglądarki internetowej wprowadzić adres IP źródła ener-
6
gii i potwierdzić
Zostanie wyświetlony interfejs web źródła energii
-
51
Page 52

Wprowadzić nazwę użytkownika i hasło
7
Ustawienia domyślne:
Nazwa użytkownika = admin
Hasło = admin
Zostanie wyświetlony interfejs web źródła energii
-
Zanotować ID żądanych charakterystyk:
W interfejsie web źródła energii wybrać zakładkę „Zestawienie charaktery-
8
styk”
Zanotować ID charakterystyk, które mają być dostępne do wyboru w interfej-
9
sie
W interfejsie web źródła energii wybrać zakładkę używanego interfejsu
10
Przykładowo: RI IO PRO/i
W punkcie „Przyporządkowanie charakterystyk” przyporządkować potrzeb-
11
nym numerom programu (=numerom bitu) żądane ID charakterystyk.
Przykład: Numer programu 1 = ID charakterystyki 2501, numer programu 2 =
ID charakterystyki 3246, ...
Przypisane charakterystyki można następnie wywołać z poziomu interfej-
-
su, podając wybrany numer programu (=numer bitu)
Jeżeli przyporządkowano wszystkie ID charakterystyk, wybrać polecenie „Za-
12
pisz przyporządkowanie”
W punkcie „Numery programów przypisane do ID charakterystyk” będą
-
wyświetlone wszystkie numery programów z przypisanymi ID charakterystyk
52
Interfejs web źródła energii
Page 53

Wskazówki dotyczące stosowania metod spawania: standardowe ręczne MIG/MAG, TIG, elektrodowe i ConstantWire
MIG/MAG Standard Manual
Stosowanie metody spawania MIG/MAG Standard Manual:
Wybrać tryb pracy Charakterystyki trybu 2-taktowego
1
Wybrać metodę spawania MIG/MAG Standard Manual za pomocą przyna-
2
leżnego numeru charakterystyki
W przypadku metody spawania Standard Manual parametry prędkości podawania
drutu i napięcia spawania ustawia się w następujący sposób:
W celu ustawienia parametru Wire feed speed command value manual użyć
-
analogowego sygnału wejściowego Wire feed speed command value.
W celu ustawienia parametru Welding voltage command value manual użyć
-
analogowego sygnału wejściowego Arc length correction.
W celu ustawienia parametru Dynamic correction manual użyć analogowego
-
sygnału wejściowego Pulse-/dynamic correction.
W celu ustawienia parametru Wire retract correction manual użyć analogo-
-
wego sygnału wejściowego Wire retract correction.
PL
TIG Stosowanie metody spawania TIG:
Wybrać metodę spawania TIG za pomocą przynależnego numeru charaktery-
1
styki.
Elektroda Stosowanie metody spawania Elektroda:
Wybrać metodę spawania Elektroda za pomocą przynależnego numeru cha-
1
rakterystyki.
ConstantWire
ConstantWire można stosować w połączeniu z trybem charakterystyki 2-tak-
-
tu i trybem Job.
W trybie charakterystyki 2-taktu metoda spawania jest wyznaczana auto-
-
matycznie na podstawie wybranej charakterystyki.
W trybie Job metoda spawania jest wyznaczana automatycznie na pod-
-
stawie wybranego zadania.
Proces ConstantWire jest rozpoczynany, gdy tylko wartość sygnału Welding
-
start zostanie zmieniona na High. Oddzielne uruchamianie ruchu drutu i
przepływu prądu nie jest wymagane.
Prędkość podawania drutu wyznacza sygnał Wire feed speed command value.
-
Ustawienie limitu napięcia nie jest wymagane, ponieważ jest ustawiony auto-
-
matycznie i zawsze gwarantuje przepływ prądu.
W razie potrzeby można jednak ustawić limit napięcia także ręcznie (sto-
-
sowne informacje zawiera instrukcja obsługi danego źródła energii).
53
Page 54

Monitorowanie przerwania łuku spawalniczego
Monitorowanie
przerwania łuku
spawalniczego
Monitorowanie przerwania łuku spawalniczego to funkcja, którą można uaktywnić
w źródle energii, aby stawała się aktywna w momencie przerwania łuku spawalniczego.
Jeśli monitorowanie uaktywni się na skutek przerwania łuku spawalniczego, sygnał
Robot motion release jest przestawiany w stan Low.
Możliwe ustawienia monitorowania przerwania łuku spawalniczego są
następujące:
Od jakiego czasu przerwy staje się aktywne monitorowanie przerwania łuku
-
spawalniczego.
W jaki sposób staje się aktywne monitorowanie przerwania łuku spawalnicze-
-
go
w razie „Ignore”,
-
w razie „Error”.
-
Sposób reakcji monitorowania przerwania łuku spawalniczego w razie „Error” —
monitorowanie przerwania łuku spawalniczego z ustawieniem 200 ms:
Jeśli nastąpi przerwanie łuku spawalniczego na czas 190 ms, monitorowanie
-
przerwania łuku spawalniczego nie stanie się aktywne.
Jeśli łuk spawalniczy zostanie przerwany na 210 ms, źródło energii wygeneru-
-
je komunikat o błędzie i zatrzyma proces spawania.
Sposób reakcji monitorowania przerwania łuku spawalniczego w razie „Ignore” —
monitorowanie przerwania łuku spawalniczego z ustawieniem 200 ms:
Jeśli nastąpi przerwanie łuku spawalniczego na czas 190 ms, monitorowanie
-
przerwania łuku spawalniczego nie stanie się aktywne.
Jeśli nastąpi przerwanie łuku spawalniczego na czas 210 ms, funkcja monito-
-
rowania przerwania łuku spawalniczego zmieni poziom sygnału Arc stable na
Low. Czy sygnał Welding start pozostanie na poziomie High, czy robot zmieni
jego poziom na Low, zależy od wybranego ustawienia robota.
54
Page 55

t
Current flow
(Digital Output)
Arc stable
(Digital Output)
t
Welding start
(Digital Input)
arc break
<190ms
t
arc break
<200ms
(1)
Przykładowe zachowanie monitorowania przerwania łuku spawalniczego
(1) Status sygnału Welding start zależy od:
Ustawienia monitorowania przerwania łuku spawalniczego.
-
Ustawienia robota (jak robot ma reagować na ustawienie „Ignore” w przypad-
-
ku aktywnej funkcji monitorowania przerwania łuku spawalniczego).
PL
W przypadku ustawienia „Ignore”
robot zmienia poziom sygnału Welding start na Low (=brak ponownego zaja-
-
rzenia łuku spawalniczego) lub
pozostawia sygnał Welding start na poziomie High (=ponowne zajarzenie łuku
-
spawalniczego), zależnie od ustawienia w robocie.
W przypadku ustawienia „Error”
jest zgłaszany komunikat o błędzie i następuje zatrzymanie procesu spawa-
-
nia.
55
Page 56

Fronius Data Channel
Fronius Data
Channel
Za pośrednictwem przyłącza Ethernet z tyłu źródła spawalniczego (Serviceport)
można zapisywać różne sygnały i dane oraz wymieniać je między źródłem spawalniczym a jednostką sterownika (sterownikiem robota itd.).
Aby móc skorzystać z Fronius Data Channel, dla źródła spawalniczego trzeba odblokować OPT/i Documentation .
W systemach TWIN trzeba używać przyłącza Ethernet źródła spawalniczego linii
procesu 1.
Dostępne sygnały i dane:
Numer Nazwa Opis Rodzaj sy-
gnału
1 Process active 0/1 Wyjście
2 Current flow 0/1 Wyjście
3 Article number String Wejście
4 Serial number String Wejście
5 Seam number Integer Wejście
Transmisja danych wymaga nawiązania
połączenia TCP socket connection.
W tym celu podać adres IP portu
1
Serviceport źródła spawalniczego
i numer portu 4714.
56
Przykład z systemu Windows (PuTTY)
Page 57

Przebieg sygnału w przypadku wybrania trybu
Robot ready
(Input)
Power source ready
(Output)
Error number
(Output)
Working mode (Job mode)
(Input)
(1)
Job number
(Input)
Welding start
(Input)
Process active
(Output)
Arc stable
(Output)
Robot motion release
(Output)
Main current signal
(Output)
(3)
(2)
(6)
(4)
(5)
(7)
pracy „tryb Job”.
PL
(1) Czas oczekiwanie przynajmniej 0,1 s
(2) Czas oczekiwanie przynajmniej 0,1 s
(3) Czas wstępnego wypływu gazu
(4) Czas prądu startowego
(5) Slope 1
(6) Czas wypływu gazu po zakończeniu spawania
(7) Slope 2 + czas prądu końcowego
57
Page 58

Przebieg sygnału w przypadku wybrania trybu
Robot ready
(Input)
Power source ready
(Output)
Error number
(Output)
Working mode;
2-step mode characteristics
(Input)
(1)
(2)
Welding characteristic
(Input)
Welding start
(Input)
Process active
(Output)
Arc stable
(Output)
Robot motion release
(Output)
Main current signal
(Output)
Wire feed speed
command value
(Input)
Arclength correction
(Input)
Pulse-/ dynamic correction
(Input)
Wire retract correction
(Input)
(4)
(3)
(7)
(5)
(6)
(8)
pracy „tryb charakterystyki”.
58
Page 59
(1) Czas oczekiwanie przynajmniej 0,1 s
(2) Czas oczekiwanie przynajmniej 0,1 s
(3) Czas oczekiwanie przynajmniej 0,1 s
(4) Czas wstępnego wypływu gazu
(5) Czas prądu startowego
(6) Slope 1
(7) Czas wypływu gazu po zakończeniu spawania
(8) Slope 2 + czas prądu końcowego
PL
59
Page 60

WireSense — informacje uzupełniające
Opis przebiegu
WireSense (wykrywanie konturów)
WireSense Edge Detection =
3mm | 0.118in. (ON)
Input: BIT 256 - 271
WireSense start = High (ON)
Input: BIT 29
Wait for:
Arc stable = High (ON)
Output Bit 5
Start robot movement for
WireSense action
Wire position = 0mm
Output: 256 –
Touch signal = High (On)
Output: BIT 7
Wire position = -5mm | -0.197in
Output: BIT 256 –
WireSense start = Low (OFF)
Input: BIT 29
Wait for:
Arc stable = Low (OFF)
Output Bit 5
Dodatkowe informacje dotyczące wykrywania konturów — patrz:
Sekcja WireSense start - Single Bit od strony 20 i
-
Sekcja WireSense edge detection - Group Input / Analog Input od strony 25
-
i
Sekcja WireSense break - Single Bit od strony 21.
-
60
Page 61

Opis przebiegu
WireSense edge
detection (wykrywanie
krawędzi)
WireSense Edge Detection =
3mm | 0.118in. (ON)
Input: BIT 256 - 271
WireSense start = High (ON)
Input: BIT 29
Wait for:
Arc stable = High (ON)
Output Bit 5
Start robot movement for
WireSense action
Wire position = 0mm
Output: 256 –
PL
Touch signal = High (On)
Output: BIT 7
Wire position = -5mm | -0.197in
Output: BIT 256 –
WireSense start = Low (OFF)
Input: BIT 29
Wait for:
Arc stable = Low (OFF)
Output Bit 5
Dodatkowe informacje dotyczące wykrywania krawędzi — patrz:
Sekcja WireSense start - Single Bit od strony 20 i
-
Sekcja WireSense edge detection - Group Input / Analog Input od strony 25
-
i
Sekcja WireSense break - Single Bit od strony 21.
-
61
Page 62

Przebieg sygnału
Wire position
(Analog Output)
Touch signal
(Digital Output)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
*
VRobot
h=2,5mm
(0.098 in.)
20 ms
250ms
100ms
h= - 2,5mm
(- 0.098 in.)
t
t
t
t
t
1s
h =
for example
2mm (0.079 in.)
Edge Detection
Mode na płaskiej
powierzchni
62
Page 63

* W zależności od stanu i przewodności końcówki drutu elektrodowego czas rozpoczęcia sygnału Arc stable / Touch signal może się różnić. Dwa przykłady poniżej.
Brak żużla na końcówce drutu elektrodowego:
a)
Proces WireSense rozpoczyna się bez funkcji WireSense -Slaghammer i sygnał Arc stable / Touch signal zostaje wygenerowany około 20 ms po dotknięciu elementu spawanego przez drut elektrodowy.
Żużel obecny na końcówce drutu elektrodowego:
b)
Przed rozpoczęciem funkcji WireSense automatycznie aktywowana jest funkcja WireSense -Slaghammer, aby resztki żużla usunąć z końcówki drutu elektrodowego. Sygnał Arc stable / Touch signal jest aktywowany dopiero po udanym usunięciu żużla i wystarczającym elektrycznym styku między drutem
elektrodowym a elementem spawanym. Czas opóźnienia dla sygnału Arc stable / Touch signal może być dlatego wielokrotnie większy niż 20 ms.
PL
63
Page 64
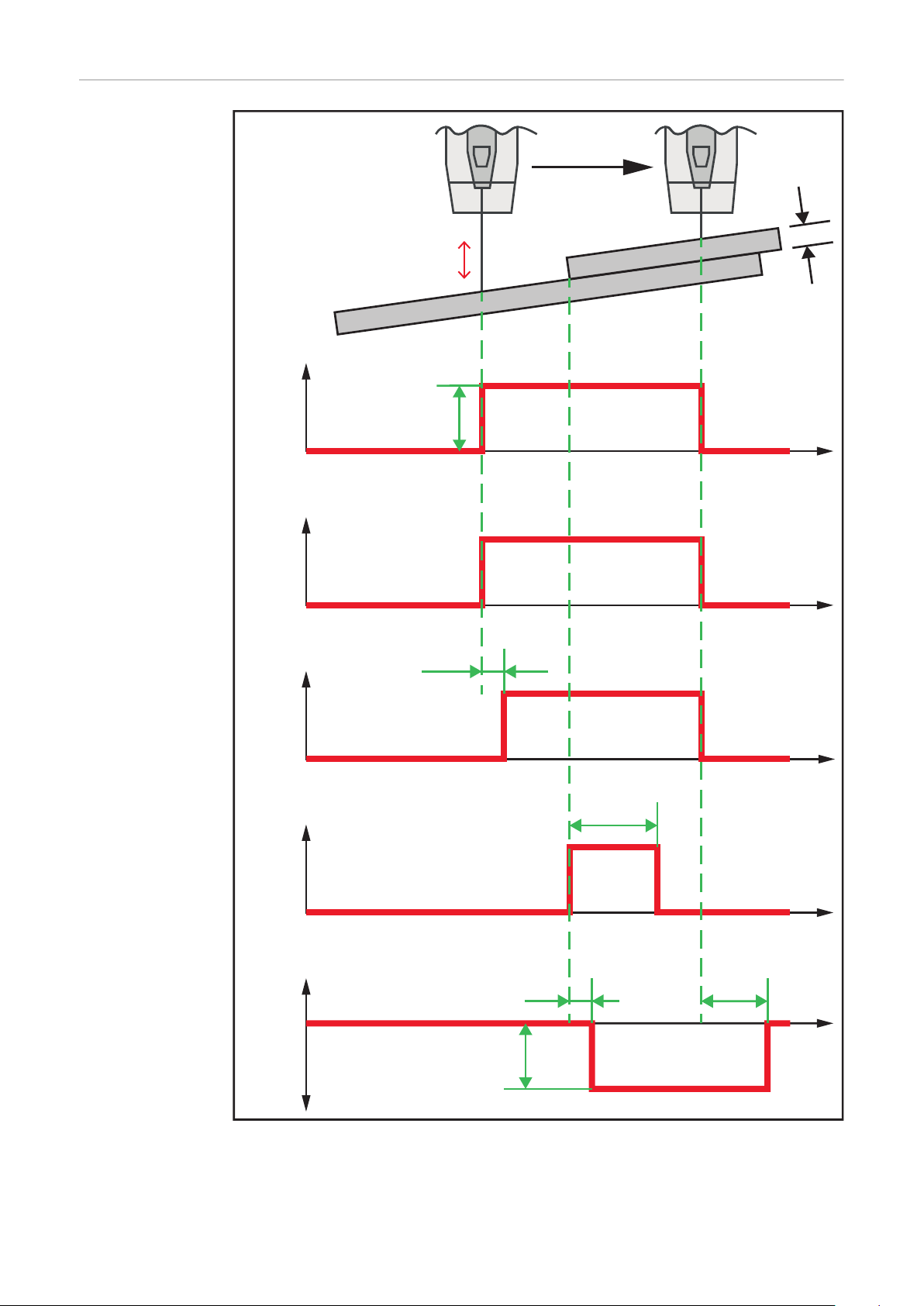
Przebieg sygnału
Wire position
(Analog Output)
Touch signal
(Digital Output)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
t
t
t
t
t
VRobot
h=2,5mm
(0.098 in.)
20 ms
h =
for example 2mm
(0.079 in.)
250ms
100ms
h= - 2,5mm
(- 0.098 in.)
1s
*
Edge Detection
Mode na skośnej
powierzchni
64
Page 65

* W zależności od stanu i przewodności końcówki drutu elektrodowego czas rozpoczęcia sygnału Arc stable / Touch signal może się różnić. Dwa przykłady poniżej.
Brak żużla na końcówce drutu elektrodowego:
a)
Proces WireSense rozpoczyna się bez funkcji WireSense -Slaghammer i sygnał Arc stable / Touch signal zostaje wygenerowany około 20 ms po dotknięciu elementu spawanego przez drut elektrodowy.
Żużel obecny na końcówce drutu elektrodowego:
b)
Przed rozpoczęciem funkcji WireSense automatycznie aktywowana jest funkcja WireSense -Slaghammer, aby resztki żużla usunąć z końcówki drutu elektrodowego. Sygnał Arc stable / Touch signal jest aktywowany dopiero po udanym usunięciu żużla i wystarczającym elektrycznym styku między drutem
elektrodowym a elementem spawanym. Czas opóźnienia dla sygnału Arc stable / Touch signal może być dlatego wielokrotnie większy niż 20 ms.
PL
65
Page 66

Przebieg sygnału
t
t
t
t
t
VRobot
20 ms
Wire position
(Analog Output)
Touch signal
(Digital Output)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
*
trybu Sensing
Mode w przypadku różnych geometrii powierzchni
66
Page 67

* W zależności od stanu i przewodności końcówki drutu elektrodowego czas rozpoczęcia sygnału Arc stable / Touch signal może się różnić. Dwa przykłady poniżej.
Brak żużla na końcówce drutu elektrodowego:
a)
Proces WireSense rozpoczyna się bez funkcji WireSense -Slaghammer i sygnał Arc stable / Touch signal zostaje wygenerowany około 20 ms po dotknięciu elementu spawanego przez drut elektrodowy.
Żużel obecny na końcówce drutu elektrodowego:
b)
Przed rozpoczęciem funkcji WireSense automatycznie aktywowana jest funkcja WireSense -Slaghammer, aby resztki żużla usunąć z końcówki drutu elektrodowego. Sygnał Arc stable / Touch signal jest aktywowany dopiero po udanym usunięciu żużla i wystarczającym elektrycznym styku między drutem
elektrodowym a elementem spawanym. Czas opóźnienia dla sygnału Arc stable / Touch signal może być dlatego wielokrotnie większy niż 20 ms.
PL
67
Page 68

Przebieg sygnału
t
t
t
t
t
t
V
Robot
20 ms
Wire position
(Analog Output)
Touch signal
(Digital Output)
WireSense break
(Digital Input)
Arc stable
(Digital Output)
WireSense start
(Digital Input)
WireSense
edge detection
(Analog Input)
Reference-Point
*
WireSense break
(w czasie trybu
Sensing Mode)
68
Page 69

* W zależności od stanu i przewodności końcówki drutu elektrodowego czas roz-
Reference-Point
max.
+ 24mm
(+ 0.94 in.)
max.
- 24mm
(- 0.94 in.)
poczęcia sygnału Arc stable / Touch signal może się różnić. Dwa przykłady poniżej.
Brak żużla na końcówce drutu elektrodowego:
a)
Proces WireSense rozpoczyna się bez funkcji WireSense -Slaghammer i sygnał Arc stable / Touch signal zostaje wygenerowany około 20 ms po dotknięciu elementu spawanego przez drut elektrodowy.
Żużel obecny na końcówce drutu elektrodowego:
b)
Przed rozpoczęciem funkcji WireSense automatycznie aktywowana jest funkcja WireSense -Slaghammer, aby resztki żużla usunąć z końcówki drutu elektrodowego. Sygnał Arc stable / Touch signal jest aktywowany dopiero po udanym usunięciu żużla i wystarczającym elektrycznym styku między drutem
elektrodowym a elementem spawanym. Czas opóźnienia dla sygnału Arc stable / Touch signal może być dlatego wielokrotnie większy niż 20 ms.
PL
Przedstawienie
możliwego zakresu pomiaru
Minimalny i maksymalny zakres pomiaru w połączeniu z WireSense:
Minimalny i maksymalny możliwy ruch drutu elektrodowego w połączeniu z WireSense:
69
Page 70

max.
+ 24mm
(+ 0.94 in.)
max. CTWD*
or NTWD*
*CTWD: Contact-Tip To Workpiece Distance
*NTWD: Nozzle To Workpiece Distance
Reference-Point
Informacja do-
WireSense start
(1)
(2)
tycząca przekroczenia czasu zajarzenia (Ignition
Timeout)
Jeżeli wartość przekroczenia czasu zajarzenia ustawiono na przykład na 30 mm
(1.18 inch), ale odległość końca drutu elektrodowego od elementu spawanego
jest większa niż 30 mm (1.18 inch), funkcja WireSense nie uruchomi się, ponieważ
podawanie drutu zatrzyma się po 30 mm (1.18 inch).
70
Page 71

(1) Przykładowa odległość = 40 mm (1.57 inch)
(2) Ustawienie przekroczenia czasu zajarzenia = na przykład po 30 mm (1.18
inch)
PL
71
Page 72

Sygnały dostępne do kontroli elementu
Lista sygnałów
WireSense (wykrywanie konturów):
Nazwa sygnału Rodzaj sy-
gnału
WireSense start
(BIT 29)
WireSense break
(BIT 30)
Wire position
(BIT 256-271)
WireSense Edge Detection (wykrywanie krawędzi):
Nazwa sygnału Rodzaj sy-
WireSense start
(BIT 29)
Touch signal
(BIT 7)
Wejście BIT
Wejście BIT
Wyjście
gnału
Wejście BIT
Wyjście
Typ da-
nych
WORD
(SINT)
w mm
Typ da-
nych
BIT
(300 ms)
Współ
czyn-
nik
100
Współ
czyn-
nik
Zakres wartości
Zakres wartości
-327,68 do
+327,67
WireSense Edge Detection (BIT
256-271)
Wire position
(BIT 256-271)
Tryb Teach:
Nazwa sygnału Rodzaj sy-
Teach Mode
(BIT 29)
Wire position
(BIT 256-271)
Touch signal
(BIT 7)
Wejście
Wyjście
gnału
Wejście BIT
Wyjście
Wyjście
WORD
(UINT)
w mm
WORD
(SINT)
w mm
Typ da-
nych
WORD
(SINT)
w mm
BIT
(300 ms)
10 0–20 mm
100
Współ
czyn-
nik
100
-327,68 do
+327,67
Zakres wartości
-327,68 do
+327,67
72
Page 73

Limit Monitoring - Funkcje i aktywacja
PL
Funkcje Limit
Monitoring
Limit Monitoring monitoruje parametry procesu spawania.
-
Limit Monitoring podaje, czy spawanie jest wykonywane w obrębie zdefiniowa-
-
nych wartości granicznych (limitów) specyfikacji spawania (= wartości zadane
trybu Job).
Jeżeli Limit Monitoring stwierdzi, że wartości rzeczywiste znajdują się poza
-
zdefiniowanymi limitami, należy sprawdzić spoinę
Gdy spoina będzie prawidłowa, zaleca się sprawdzenie zdefiniowanych li-
-
mitów i dopasowanie ich w razie konieczności.
Gdy spoina nie będzie prawidłowa, zaleca się sprawdzenie parametrów
-
spawania i dopasowanie ich w razie konieczności.
Limit Monitoring jest aktywny tylko w fazie prądu głównego.
-
Limit Monitoring nie jest aktywny w fazach Slope-.
-
Limit Monitoring można stosować tylko w połączeniu z trybem Job.
-
Limit Monitoring nie monitoruje jakości spoiny. Dlatego Limit Monitoring nie informuje również, czy spoina jest prawidłowa, czy nie.
Limit Monitoring jest dostępny dla następujących procesów:
MIG/MAG Standard-Synergic
-
MIG/MAG Puls-Synergic
-
MIG/MAG PMC
-
MIG/MAG LSC
-
CMT
-
Nie zaleca się stosowania Limit Monitoring przy następujących procesach:
MIG/MAG PMC Mix
-
MIG/MAG LSC Mix
-
CMT Cycle Step
-
Spawanie SynchroPuls przy użyciu
-
MIG/MAG Standard-Synergic
-
MIG/MAG Puls-Synergic
-
MIG/MAG PMC
-
MIG/MAG LSC
-
Dostępne pakiety funkcji
OPT/i Limit Monitoring (= wymagane), 4,067,004
Między innymi do monitorowania:
Napięcie
-
Prąd
-
Podajnik drutu
-
Czasu spawania
-
Energia
-
OPT/i Jobs (= opcjonalnie), 4,067,002
Umożliwia zdalny dostęp (np. z komputera) do źródła energii (Smart Mana-
-
ger). Poprzez Smart Manager można np. zmienić wartości graniczne parametrów zadania – bezpośrednio z komputera, bez konieczności dokonywania
regulacji na samym źródle energii.
OPT/i Documentation (= opcjonalnie), 4,067,003
Służy do eksportu zapisanych w źródle energii parametrów spawania w posta-
-
ci pliku CSV, dodatkowo do standardowo dostępnego eksportu w postaci pliku PDF.
Umożliwia korzystanie z FroniusDataChannel, służącego do wymiany danych
-
Traceability.
73
Page 74

Warunki do pomyślnego korzystania z Limit
Monitoring
Włączanie /
wyłączanie Limit
Monitoring
Tryb Job musi być aktywowany w każdym źródle energii.
1.
Do każdej spoiny musi być przypisane co najmniej 1 zadanie
2.
Zaleca się stosowanie kilku zadań do jednej spoiny, jeżeli podczas spawa-
-
nia ulegają zmianie istotne czynniki, takie jak np. prędkość robota, kąt natarcia uchwytu spawalniczego, Stick-Out itd.
Utworzyć zadania dopiero wtedy, gdy są już ustalone poprawne parametry
3.
spawania
Jeżeli zostaną zmienione parametry w zadaniu, należy odpowiednio do-
-
stosować limity.
Limity ustalać zawsze w oparciu o aktualnie zmierzone wartości rzeczywiste
4.
(a nie w oparciu o ustawione wartości zadane). Do dyspozycji są następujące
możliwości
Odczytywanie wartości rzeczywistych na wyświetlaczu źródła energii w
-
trakcie spawania.
Odczytywanie wartości rzeczywistych poprzez Smart Manger w trakcie
-
spawania.
Ocena parametrów spawania za pomocą WeldCube Premium.
-
74
Limit Monitoring wł.
Page 75

Limit Monitoring wył.
PL
75
Page 76

Szczegółowy
opis funkcji Limit
Monitoring
Limit Monitoring jest aktywny tylko w fazie prądu głównego.
-
W funkcji Limit Monitoring dane są rejestrowane / sprawdzane co 50 ms.
-
W punkcie A jest przekroczony górny limit napięcia; zaczyna się liczenie cza-
-
su aż do wystąpienia reakcji Limit Monitoring.
W punkcie B natomiast nie osiągnięto górnego limitu napięcia; zaczyna się
-
odliczanie czasu do 0 do momentu reakcji Limit Monitoring.
W punkcie C ponownie jest przekroczony górny limit napięcia; zaczyna się li-
-
czenie czasu aż do wystąpienia reakcji Limit Monitoring.
W punkcie D został osiągnięty ustawiony limit czasowy dla reakcji funkcji Li-
-
mit Monitoring:
Zaczyna biec czas histerezy.
-
W punkcie E widoczna jest histereza wynosząca +20% w stosunku do
-
ustawionej wartości czasowej (czas do reakcji Limit Monitoring).
W zależności od ustawienia jest sygnalizowane ostrzeżenie lub błąd.
-
Sygnał Limitsignal (Word 1 / Byte 2 / Bit 19) zmienia stan na High..
-
W punkcie F Limitsignal (Word 1 / Byte 2 / Bit 19) zmienia stan na Low.
-
Sposób działania funkcji Limit Monitoring dla energii i czasu spawania:
Przy monitorowaniu energii funkcja Limit Monitoring nie nadzoruje pojedyn-
-
czo każdego zadania, lecz całą spoinę – aby uzyskać dodatkowe informacje,
patrz Monitorowanie energii od strony 81.
Przy monitorowaniu czasu spawania funkcja Limit Monitoring nie nadzoruje
-
pojedynczo każdego zadania, lecz całą spoinę – aby uzyskać dodatkowe informacje, patrz Monitorowanie czasu spawania od strony 80.
76
Page 77

Limit Monitoring – szczegóły poszczególnych parametrów
Monitorowanie
napięcia
Służy do:
Ustawienia wartości zadanej napięcia i żądanych limitów.
-
Monitorowania wartości rzeczywistej napięcia dla danej spoiny / zadania.
-
PL
Monitorowanie napięcia
Parametry możliwe do ustawienia:
(1) Wartość zadana napięcia:
0 do 100 V
(2) dolny limit napięcia:
-10 do 0 V
(3) górny limit napięcia:
0 do 10 V
(4) Limit czasu na reakcję Limit Monitoring:
wył. / 0 do 10 sekund
Objaśnienie ustawienia od 0 do 10 sekund:
Jeżeli np. ustawione jest 5 sekund, Limit Monitoring zareaguje dopiero
-
wtedy, gdy limit będzie przekroczony lub nieosiągnięty przez 5 sekund.
Objaśnienie do ustawienia „wył.”:
Limit Monitoring jest nieaktywny dla tego parametru.
-
Nie pojawi się wskazanie przekroczenia limitów
-
Możliwe komunikaty o błędzie przy monitorowaniu napięcia:
19 | spadek poniżej dolnego limitu napięcia
20 | przekroczony górny limit napięcia
77
Page 78

Monitorowanie
prądu
Służy do:
Ustawienia wartości zadanej prądu i żądanych limitów.
-
Monitorowania wartości rzeczywistej prądu dla danej spoiny / zadania.
-
Monitorowanie prądu
Parametry możliwe do ustawienia:
(1) Wartość zadana prądu:
0 do 100 A
(2) dolny limit prądu:
-10 do 0 A
(3) górny limit prądu:
0 do 10 A
(4) Limit czasu na reakcję Limit Monitoring:
wył. / 0 do 10 sekund
Objaśnienie ustawienia od 0 do 10 sekund:
Jeżeli np. ustawione jest 5 sekund, Limit Monitoring zareaguje dopiero
-
wtedy, gdy limit będzie przekroczony lub nieosiągnięty przez 5 sekund.
Objaśnienie do ustawienia „wył.”:
Limit Monitoring jest nieaktywny dla tego parametru.
-
Nie pojawi się wskazanie przekroczenia limitów.
-
Możliwe komunikaty o błędzie przy monitorowaniu prądu:
78
21 | spadek poniżej dolnego limitu prądu
22 | przekroczony górny limit prądu
Page 79

Monitorowanie
prędkości podawania drutu
Służy do:
Ustawienia wartości zadanej prędkości podawania drutu i żądanych limitów.
-
Monitorowania wartości rzeczywistej prędkości podawania drutu dla danej
-
spoiny / zadania.
PL
Monitorowanie prędkości podawania drutu
Parametry możliwe do ustawienia:
(1) Wartość zadana prędkości podawania drutu:
0 do 100 m/min
(2) dolny limit prędkości podawania drutu:
-10 do 0 m/min
(3) górny limit prędkości podawania drutu:
0 do 10 m/min
(4) Limit czasu na reakcję Limit Monitoring:
wył. / 0 do 10 sekund
Objaśnienie ustawienia od 0 do 10 sekund:
Jeżeli np. ustawione jest 5 sekund, Limit Monitoring zareaguje dopiero
-
wtedy, gdy limit będzie przekroczony lub nieosiągnięty przez 5 sekund.
Objaśnienie do ustawienia „wył.”:
Limit Monitoring jest nieaktywny dla tego parametru.
-
Nie pojawi się wskazanie przekroczenia limitów.
-
Możliwe komunikaty o błędzie przy monitorowaniu prędkości podawania drutu:
23 | spadek poniżej dolnego limitu prędkości podawania drutu
24 | przekroczony górny limit prędkości podawania drutu
79
Page 80

Monitorowanie
czasu spawania
Służy do:
Ustawienia wartości zadanej czasu spawania i żądanych limitów.
-
Monitorowania czasu spawania dla danej spoiny / zadania.
-
Jeśli spoina składa się z 2 lub więcej zadań, czas spawania poprzednio spawanych
zadań musi zostać dodany do zadań następujących po sobie w kolejności spawania.
Przykład:
Spoina składa się z 4 zadań, z których każde trwa 4 sekundy.
-
Limit Monitoring ignoruje pierwsze 3 zadania i rejestruje tylko ostatnie zada-
-
nie.
Dlatego przy ostatnim zadaniu należy ustawić wartość zadaną czasu spawa-
-
nia na minimum 16 sekund (4 x 4 sekundy), aby zapobiec niepożądanemu
wysłaniu komunikatu przez funkcję Limit Monitoring.
Monitorowanie czasu spawania
Parametry możliwe do ustawienia:
(1) Wartość zadana czasu spawania:
0 do 999,9 sekund
(2) dolny limit czasu spawania:
-50 do 0 sekund
(3) górny limit czasu spawania:
0 do 50 sekund
(4) Limit czasu na reakcję Limit Monitoring:
wył. / 0 do 10 sekund
Objaśnienie ustawienia od 0 do 10 sekund:
Jeżeli np. ustawione jest 5 sekund, Limit Monitoring zareaguje dopiero
-
wtedy, gdy limit będzie przekroczony lub nieosiągnięty przez 5 sekund.
Objaśnienie do ustawienia „wył.”:
Limit Monitoring jest nieaktywny dla tego parametru.
-
Nie pojawi się wskazanie przekroczenia limitów.
-
80
Page 81

Możliwe komunikaty o błędzie przy monitorowaniu czasu spawania:
Monitorowanie
energii
50 | nie osiągnięto dolnego limitu czasu spawania
51 | przekroczony górny limit czasu spawania
Służy do:
Ustawienia wartości zadanej energii i żądanych limitów.
-
Monitorowania energii zastosowanej dla danej spoiny / zadania.
-
Jeśli spoina składa się z 2 lub więcej zadań, energia poprzednio spawanych zadań
musi zostać dodana do zadań następujących po sobie w kolejności spawania.
Przykład:
Spoina składa się z 4 zadań, z których każde wykorzystuje energię 40 kJ.
-
Limit Monitoring ignoruje pierwsze 3 zadania i rejestruje tylko ostatnie zada-
-
nie.
Dlatego przy ostatnim zadaniu należy ustawić wartość zadaną energii na mi-
-
nimum 160 kJ (4 x 40 kJ), by zapobiec niepożądanemu wysłaniu komunikatu
przez funkcję Limit Monitoring.
PL
Monitorowanie energii
Parametry możliwe do ustawienia:
(1) Wartość zadana energii:
0 do 9999,9 kJ
(2) dolny limit energii:
-10 do 0 kJ
(3) górny limit energii:
0 do 10 kJ
(4) Monitorowanie energii:
wł. / wył.
Możliwe komunikaty o błędzie:
81
Page 82

47 | nie osiągnięto dolnego limitu energii
48 | przekroczono górny limit energii
Ustawienie reakcji przy przekroczeniu lub nieosiągnięciu limitów:
Ustawienie to służy do:
Ustalenia, jak dane źródło energii reaguje na przekroczenie lub nieosiągnięcie
-
ustawionych limitów.
Możliwe są następujące reakcje:
zignoruj
-
Ostrzeżenie
-
Błąd
-
Poniżej znajduje się opis poszczególnych reakcji.
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = zignoruj:
brak reakcji
-
brak wpisu do dziennika
-
82
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = zignoruj
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = ostrzeżenie:
Następuje wpis do dziennika.
-
Parametry objęte przekroczeniem lub nieosiągnięciem limitu są wyświetlane
-
na czerwono.
Page 83

Reakcja przy przekroczeniu lub nieosiągnięciu limitu = ostrzeżenie
PL
Przegląd wpisów do dziennika
83
Page 84

Wskazanie poszczególnych sekcji w dzienniku
Dodatkowe informacje o reakcjach źródła energii na ostrzeżenie:
Na źródle energii wyświetla się przekroczenie lub nieosiągnięcie limitu.
-
Przekroczenie lub nieosiągnięcie limitu wyświetla się do końca spawania.
-
Parametry objęte przekroczeniem lub nieosiągnięciem limitu są wyświetlane
-
na czerwono.
84
Wskazanie ostrzeżenia w parametrach spawania
Page 85

Wskazanie ostrzeżenia w danych systemu
PL
Wskazanie ostrzeżenia przy optymalizacji trybu Job
Dodatkowe informacje o reakcjach interfejsu na ostrzeżenie:
Podczas spawania sygnał limitu (WORD 1 / Byte 2 / Bit 19) bezpośrednio re-
-
aguje na przekroczenie lub nieosiągnięcie limitu
Jeżeli nie zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu,
-
pozostaje Limitsignal Low.
Jeżeli zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu, Li-
-
mitsignal zmienia się na High.
Gdy tylko parametry ponownie znajdą się w obrębie zdefiniowanych li-
-
mitów, Limitsignal zmienia się po 1 sekundzie ponownie na Low.
Na interfejsie nie jest podawany numer ostrzeżenia (WORD 9 / Byte 18 - 19 /
-
Bit 144 - 159).
85
Page 86

Wskazanie na interfejsie; Limitsignal = Low
86
Wskazanie na interfejsie; Limitsignal = High
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = błąd:
Źródło energii zatrzymuje proces spawania.
-
Następuje wpis do dziennika.
-
Parametry objęte przekroczeniem lub nieosiągnięciem limitu są wyświetlane
-
na czerwono.
Page 87

Reakcja przy przekroczeniu / nieosiągnięciu limitu = błąd
PL
Komunikat błędu
87
Page 88

Przegląd wpisów do dziennika
Szczegóły dziennika
Dodatkowe informacje o reakcjach interfejsu na błąd:
Podczas spawania sygnał limitu (WORD 1 / Byte 2 / Bit 19) bezpośrednio re-
-
aguje na przekroczenie lub nieosiągnięcie limitu.
Jeżeli nie zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu, pozo-
-
staje Limitsignal Low.
Jeżeli zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu, Limitsi-
-
gnal zmienia się na High.
Następuje natychmiastowe zatrzymanie spawania.
-
Numer błędu (= powód zatrzymania spawania) można odczytać na inter-
-
fejsie (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
Gdy tylko parametry ponownie znajdą się w obrębie zdefiniowanych limitów,
-
Limitsignal zmienia się po 1 sekundzie ponownie na Low.
88
Page 89
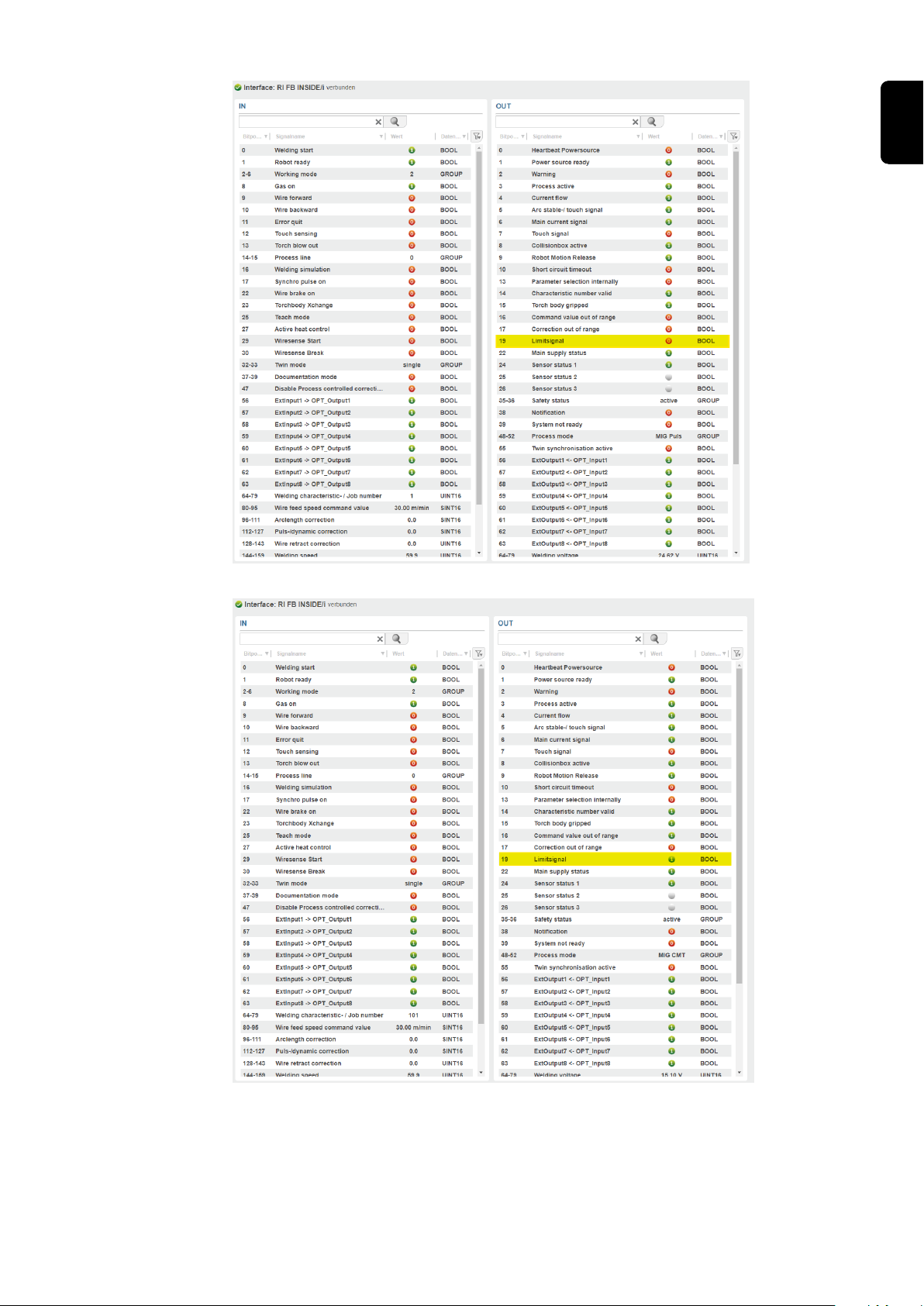
Wskazanie na interfejsie; Limitsignal = Low
PL
Wskazanie na interfejsie; Limitsignal = High
Przegląd funkcji interfejsu przy przekroczeniu lub nieosiągnięciu limitów:
89
Page 90

Ustawiona
reakcja
Sygnał limitu
(WORD 1 / By-
te 2 / Bit 19)
Numer błędu
(WORD 8 / By-
te 16 - 17 / Bit
128 - 134)
Numer
ostrzeżenia
(WORD 9 / By-
te 18 - 19 / Bit
Zatrzymanie spawa-
nia Tak /
Nie
144 - 159)
zignoruj - - - -
Ostrzeżenie x - - -
Błąd x x - Tak
Ustawienie reakcji przy przekroczeniu lub nieosiągnięciu limitów dla mocy
silnika
Informacje ogólne:
Monitorowanie mocy silnika nie jest powiązane z jednym zadaniem, dlatego
-
zawsze jest dostępne.
W celu wyciągnięcia wniosków na temat stanu odcinka podawania drutu
-
(zużycie prowadnika drutu, stan silnika itd.), można monitorować moc silnika i
ustawić odpowiednią reakcję w przypadku przekroczenia lub nieosiągnięcia
zdefiniowanych limitów.
Monitorowanie mocy silnika jest dostępne od wersji 2.3.1 źródła energii.
-
Monitoruje moc silnika głównego M1.
-
Monitorowanie mocy silnika jest aktywne także przy nawlekaniu.
-
Ustawienie to służy do:
Ustalenia, jak dane źródło energii reaguje na przekroczenie lub nieosiągnięcie
-
limitów ustawionych dla mocy silnika.
Możliwe są następujące reakcje:
zignoruj
-
Ostrzeżenie
-
Błąd
-
Poniżej znajduje się opis poszczególnych reakcji.
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = zignoruj:
Brak reakcji w źródle energii.
-
Brak wpisu do dziennika.
-
90
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = zignoruj
Page 91

Reakcja przy przekroczeniu lub nieosiągnięciu limitu = ostrzeżenie:
Parametry objęte przekroczeniem lub nieosiągnięciem limitu są wyświetlane
-
na czerwono.
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = ostrzeżenie
PL
Wskazanie ostrzeżenia w danych systemu
Dodatkowe informacje o reakcjach interfejsu na ostrzeżenie:
Podczas spawania sygnał limitu (WORD 1 / Byte 2 / Bit 19) bezpośrednio re-
-
aguje na przekroczenie lub nieosiągnięcie limitu
Jeżeli nie zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu,
-
pozostaje Limitsignal Low.
Jeżeli zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu, Li-
-
mitsignal zmienia się na High.
Gdy tylko parametry ponownie znajdą się w obrębie zdefiniowanych li-
-
mitów, Limitsignal zmienia się po 1 sekundzie ponownie na Low.
91
Page 92

Wskazanie na interfejsie; Limitsignal = Low
92
Wskazanie na interfejsie; Limitsignal = High
Reakcja przy przekroczeniu lub nieosiągnięciu limitu = błąd:
Źródło energii zatrzymuje proces spawania.
-
Następuje wpis do dziennika.
-
Parametry objęte przekroczeniem lub nieosiągnięciem limitu są wyświetlane
-
na czerwono.
Page 93

Reakcja przy przekroczeniu lub nieosiągnięciu limitu = błąd
PL
Komunikat błędu
93
Page 94

Przegląd wpisów do dziennika
Szczegóły dziennika
Dodatkowe informacje o reakcjach interfejsu na błąd:
Podczas spawania sygnał limitu (WORD 1 / Byte 2 / Bit 19) bezpośrednio re-
-
aguje na przekroczenie lub nieosiągnięcie limitu.
Jeżeli nie zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu, pozo-
-
staje Limitsignal Low.
Jeżeli zostanie stwierdzone przekroczenie lub nieosiągnięcie limitu, Limitsi-
-
gnal zmienia się na High
Następuje natychmiastowe zatrzymanie spawania,
-
Numer błędu (= powód zatrzymania spawania) można odczytać na inter-
-
fejsie (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
Gdy tylko parametry ponownie znajdą się w obrębie zdefiniowanych limitów,
-
Limitsignal zmienia się po 1 sekundzie ponownie na Low.
94
Page 95

Wskazanie na interfejsie; Limitsignal = Low
PL
Smart Manager +
OPT/i Jobs
(4,067,002)
Wskazanie na interfejsie; Limitsignal = High
Jeżeli został aktywowany pakiet funkcji OPT/i Jobs, żądane limity można zdefiniować także poprzez funkcję Smart Manager:
95
Page 96

Definiowanie limitu w Smart Manager
Informacje o przekroczeniu lub nieosiągnięciu limitów są wyświetlane także w
funkcji Smart Manager :
96
Smart Manager
Page 97

Smart Manager
Sygnalizowanie przekroczenia lub nieosiągnięcia limitów we wskazaniach danych
systemowych funkcji Smart Manager:
PL
Wskazanie danych systemowych w funkcji Smart Manager
Parametry objęte przekroczeniem lub nieosiągnięciem limitu są wyświetlane na
czerwono.
97
Page 98

98
Page 99

PL
99
Page 100

 Loading...
Loading...