

Fronius TPS 320i, TPS 400i, TPS 500i, TPS 600i, TPS 400i LSC ADV Operating Instruction [CS]

Operating
instructions
TPS 320i / 400i / 500i / 600i
TPS 400i LSC ADV
Návod k obsluze
CS
42,0426,0114,CS 040-10062022


Obsah
Bezpečnostní předpisy 10
Vysvětlení bezpečnostních pokynů 10
Všeobecné informace 10
Předpisové použití 11
Síťové připojení 11
Okolní podmínky 11
Povinnosti provozovatele 12
Povinnosti pracovníků 12
Proudový chránič 12
Vlastní ochrana a ochrana jiných osob 12
Informace k hodnotám hlukových emisí 13
Nebezpečí vznikající působením škodlivých par a plynů 13
Nebezpečí představované odletujícími jiskrami 14
Nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu 14
Bludné svařovací proudy 15
Klasifikace přístrojů podle EMC 15
Opatření EMC 16
Opatření EMF 16
Místa, kde hrozí zvláštní nebezpečí 16
Požadavky na ochranný plyn 18
Nebezpečí související s lahvemi s ochranným plynem 18
Nebezpečí ohrožení unikajícím ochranným plynem 18
Bezpečnostní opatření v místě instalace a při přepravě 19
Bezpečnostní předpisy v normálním provozu 19
Uvedení do provozu, údržba a opravy 20
Bezpečnostní přezkoušení 20
Likvidace odpadu 20
Bezpečnostní označení 21
Zálohování dat 21
Autorské právo 21
CS
Všeobecné informace 23
Všeobecné informace 25
Koncepce přístroje 25
Princip funkce 25
Oblasti použití 25
Shoda 26
Bluetooth trademarks 27
Varovná upozornění na přístroji 27
Svařovací balíčky, svařovací charakteristiky, svařovací postupy a procesy 29
Všeobecné informace 29
Welding Packages 29
Svařovací charakteristiky 29
Stručný popis pulzního synergického svařování MIG/MAG 34
Stručný popis standardního synergického svařování MIG/MAG 34
Stručný popis procesu PMC 34
Stručný popis procesu LSC / LSC Advanced 34
Stručný popis svařování SynchroPuls 35
Stručný popis procesu CMT 35
Stručný popis svařovacího procesu CMT Cycle Step 35
Stručný popis procesu WireSense 36
Stručný popis ConstantWire 36
Stručný popis drážkování (Arc Air Gouging) 36
Systémové komponenty 37
Všeobecné informace 37
Přehled 37
Rozšířená výbava 38
Rozšířená výbava OPT/i Safety Stop PL d 40
3

Ovládací prvky, přípojky a mechanické součásti 41
Ovládací panel 43
Všeobecné informace 43
Bezpečnost 43
Ovládací panel 44
Přípojky, přepínače a mechanické součásti 46
Svařovací zdroj TPS 320i / 400i / 500i / 600i, TPS 400i LSC ADV 46
Koncepce ovládání 49
Možnosti zadání 51
Všeobecné informace 51
Zadání otáčením/stisknutím zadávacího kolečka 51
Zadání stisknutím tlačítek 52
Zadání dotykem displeje 52
Displej a stavový řádek 53
Displej 53
Stavový řádek 54
Stavový řádek – dosažení proudového limitu 55
Instalace a uvedení do provozu 57
Minimální vybavení pro svařovací práce 59
Všeobecné informace 59
Plynem chlazené svařování MIG/MAG 59
Vodou chlazené svařování MIG/MAG 59
Automatizované svařování MIG/MAG 59
Ruční svařování CMT 60
Automatizované svařování CMT 60
Svařování TIG DC 60
Svařování obalenou elektrodou 60
Drážkování 60
Před instalací a uvedením do provozu 61
Bezpečnost 61
Předpisové použití přístroje 61
Předpisy pro umístění 61
Síťové připojení 61
Provoz s elektrocentrálou 62
Informace k systémovým komponentám 62
Připojte síťový kabel. 63
Všeobecné informace 63
Předepsané síťové kabely 63
Bezpečnost 64
Připojení síťového kabelu – všeobecné informace 64
Uvedení svařovacího zdroje TPS 320i / 400i / 500i / 600i, TPS 400i LSC ADV do provozu 66
Bezpečnost 66
Všeobecné informace 66
TPS 320i / 400i / 500i / 600i: Sestavení systémových komponent (přehled) 67
TPS 400i LSC ADV: Sestavení systémových komponent (přehled) 68
Připevnění odlehčení tahu propojovacího hadicového vedení 69
Připojení propojovacího hadicového vedení 69
Správné položení propojovacího hadicového vedení 70
Připojení plynové lahve 71
Vytvoření uzemnění 72
Připojení svařovacího hořáku MIG/MAG k podavači drátu 73
Další činnosti 75
Uzamčení a odemčení svařovacího zdroje prostřednictvím NFC klíče 76
Všeobecné informace 76
Uzamčení a odemčení svařovacího zdroje prostřednictvím NFC klíče 76
Svařovací provoz 79
4

Provozní režimy MIG/MAG 81
Všeobecné informace 81
Symboly a vysvětlivky 81
Režim 2takt 82
Režim 4takt 82
Režim speciální 4takt 83
Režim speciální 2takt 83
Bodové svařování 84
Svařování MIG/MAG a CMT 85
Bezpečnost 85
Svařování MIG/MAG a CMT – přehled 85
Zapnutí svařovacího zdroje 85
Nastavení svařovacího postupu a provozního režimu 86
Výběr přídavného materiálu a ochranného plynu 87
Nastavení parametrů svařování 88
Nastavení množství ochranného plynu 89
Svařování MIG/MAG nebo CMT 89
Parametry svařování MIG/MAG a CMT 91
Parametry svařování pro MIG/MAG pulzní synergické svařování, pro svařování CMT a pro
svařování PMC
Parametry svařování pro standardní synergické svařování MIG/MAG a svařování LSC 92
Parametry svařování pro standardní ruční svařování MIG/MAG 93
Vysvětlení poznámek na spodním okraji stránek 93
Režim EasyJob 94
Všeobecné informace 94
Aktivace režimu EasyJob 94
Uložení pracovních bodů EasyJob 95
Vyvolání pracovních bodů EasyJob 95
Smazání pracovních bodů EasyJob 96
Režim programových bloků (JOB) 97
Všeobecné informace 97
Uložení nastavení jako programového bloku (jobu) 97
Programový blok svařování – vyvolání programových bloků 98
Přejmenování jobu 99
Smazání jobu 100
Načtení jobu 101
Optimalizace jobu 102
Nastavení mezních hodnot korekcí jobu 103
Přednastavení pro možnost „Save as Job“ (Uložit jako job) 105
Bodové svařování 107
Bodové svařování 107
Svařování TIG 110
Bezpečnost 110
Příprava 110
Svařování TIG 111
Zapálení oblouku 113
Ukončení svařování 114
Svařování obalenou elektrodou 115
Bezpečnost 115
Příprava 115
Svařování obalenou elektrodou 116
Parametry svařování pro svařování obalenou elektrodou 119
Drážkování 120
Bezpečnost 120
Příprava 120
Drážkování 121
91
CS
Procesní parametry 123
Přehled 125
Přehled 125
Parametry procesu – Obecné 126
5

Parametry procesu – Obecné 126
Procesní parametry pro CEL 126
Procesní parametry pro začátek/konec svařování 127
Procesní parametry pro nastavení plynu 129
Procesní parametry pro regulaci procesu 130
Stabilizátor průvaru 130
Stabilizátor délky oblouku 131
Kombinace stabilizátoru průvaru a stabilizátoru délky oblouku 134
Procesní parametry pro svařování SynchroPuls 135
Procesní parametry pro kombinovaný proces 137
Procesní parametry pro regulaci procesu TWIN 140
Procesní parametry pro CMT Cycle Step 142
Procesní parametry pro ConstantWire 143
Procesní parametry pro bodové svařování 144
Vyrovnání R/L 144
Procesní parametry pro nastavení TIG/elektrody 145
Parametry procesu – Komponenty a monitorování 149
Procesní parametry komponenty a monitorování 149
Procesní parametry pro komponenty 149
Procesní parametry pro vyprazdňování/plnění hadicového vedení svařovacího hořáku 151
Nastavení systému 152
Monitorování přerušení oblouku 152
Přilepení drátu ke kontaktní špičce 153
Přilepení drátu ke svařenci 153
Spojka svařovacích obvodů 154
Monitorování konce drátu 155
Monitorování plynu 156
Monitorování síly motoru 157
Monitorování absorbéru drátu 157
Parametry procesu – JOB 158
Přehled položek nabídky Parametry procesu – JOB 158
Procesní parametry pro optimalizaci jobu 158
Parametry procesu pro meze korekcí 161
Parametry procesu pro přednastavení pro možnost „Uložit jako Job“ 161
Přednastavení 165
Přednastavení 167
Všeobecné informace 167
Přehled 167
Přednastavení – Zobrazení 168
Zobrazení přednastavení 168
Nastavení jazyka 168
Nastavení jednotek/norem 168
Nastavení data a času 169
Vyvolání systémových dat 169
Zobrazení charakteristik 172
Přednastavení – Systém 173
Přednastavení – Systém 173
Vyvolání informací o přístroji 173
Obnovení továrního nastavení 173
Obnovení hesla pro web 174
Nastavení provozního režimu: aktivace režimu speciální 4takt „Guntrigger“, speciálního
displeje pro JobMaster, bodového svařování a výběru jobu tlačítkem hořáku
Service Connect 176
Ruční nastavení parametrů sítě 177
Nastavení sítě WLAN 178
Nastavení Bluetooth 179
Konfigurace svařovacího zdroje 181
Nastavení podavače drátu 181
Nastavení rozhraní 181
Nastavení TWIN 182
175
6

Přednastavení – Dokumentace 183
Přednastavení – Dokumentace 183
Nastavení intervalu dokumentace 183
Zobrazení záznamů 183
Zapnutí/vypnutí monitorování mezní hodnoty 184
Přednastavení – Správa 185
Přednastavení Správa 185
Všeobecné informace 185
Vysvětlení pojmů 185
Předdefinované role a uživatelé 186
Přehled Správa uživatelů 186
Vytvoření administrátora a rolí 187
Doporučení pro vytváření rolí a uživatelů 187
Vytvoření klíče administrátora 188
Vytvoření rolí 188
Kopírování rolí 189
Vytvoření uživatele 190
Vytvoření uživatele 190
Kopírování uživatele 190
Úprava rolí/uživatelů, deaktivace správy uživatelů 192
Úprava rolí 192
Odstranění rolí 192
Úprava uživatele 192
Odstranění uživatele 193
Deaktivace správy uživatelů 193
Ztratili jste NFC klíč administrátora? 194
CENTRUM – Central User Management 195
Aktivace serveru CENTRUM 195
CS
SmartManager – webová stránka svařovacího zdroje 197
SmartManager – webová stránka svařovacího zdroje 199
Všeobecné informace 199
Vyvolejte webovou stránku SmartManager svařovacího zdroje a přihlaste se 199
Pomocné funkce, pokud přihlášení nefunguje 200
Změna hesla / odhlášení 200
Nastavení 201
Výběr jazyka 201
Zobrazení stavu 202
Společnost Fronius 202
Aktuální systémová data 203
Aktuální systémová data 203
Dokumentace, záznamy 204
Dokumentování 204
Data jobů 206
Data jobů 206
Přehled jobů 206
Upravit job 206
Import jobu 207
Export jobu 207
Export jobů ve formátu ... 207
Nastavení svařovací zdrojů 209
Procesní parametry 209
Označení a lokalita 209
Nastavení MQTT 209
Nastavení OPC-UA 209
Zálohování a obnovení 211
Všeobecné informace 211
Zálohování a obnovení 211
Automatické zálohování 212
Vizualizace signálů 213
Vizualizace signálů 213
7

Správa uživatelů 214
Všeobecné informace 214
Uživatelé 214
Role uživatelů 214
Export a import 215
CENTRUM 215
Přehled 216
Přehled 216
Otevřít všechny skupiny / Sbalit všechny skupiny 216
Uložení souboru XML 216
Aktualizace 217
Update (Aktualizace) 217
Vyhledání aktualizačního souboru (provedení aktualizace) 217
Fronius WeldConnect 218
Funkční balíčky 219
Funkční balíčky 219
Svařovací balíčky 219
Speciální charakteristiky 219
Rozšířená výbava 219
Nahrání funkčního balíčku 219
Přehled charakteristik 220
Přehled charakteristik 220
Zobrazení / deaktivace filtru 220
Snímek obrazovky 221
Snímek obrazovky 221
Rozhraní 222
Rozhraní 222
Odstraňování závad a údržba 223
Diagnostika a odstraňování závad 225
Všeobecné informace 225
Bezpečnost 225
Svařování MIG/MAG – proudový limit 225
Diagnostika závad na svařovacím zdroji 226
Péče, údržba a likvidace odpadu 230
Všeobecné informace 230
Bezpečnost 230
Při každém uvedení do provozu 230
Každé 2 měsíce 230
Každých 6 měsíců 230
Aktualizace firmwaru 231
Likvidace odpadu 231
Příloha 233
Průměrné hodnoty spotřeby při svařování 235
Průměrná spotřeba drátové elektrody při svařování MIG/MAG 235
Průměrná spotřeba ochranného plynu při svařování MIG/MAG 235
Průměrná spotřeba ochranného plynu při svařování TIG 235
Technické údaje 236
Vysvětlení pojmu dovolené zatížení 236
Zvláštní napětí 236
Přehled s kritickými surovinami, rok výroby zařízení 236
TPS 320i 238
TPS 320i /nc 240
TPS 320i /600V/nc 242
TPS 320i /MV/nc 243
TPS 400i 245
TPS 400i /nc 247
TPS 400i /600V/nc 249
TPS 400i /MV/nc 250
TPS 400i LSC ADV 252
8

TPS 400i LSC ADV /nc 254
TPS 400i LSC ADV /600V/nc 256
TPS 400i LSC ADV /MV/nc 257
TPS 500i 259
TPS 500i /nc 261
TPS 500i /600V/nc 263
TPS 500i /MV/nc 264
TPS 600i 266
TPS 600i /nc 268
TPS 600i /600V/nc 270
Parametry rádiového přenosu 271
CS
9

Bezpečnostní předpisy
Vysvětlení bezpečnostních pokynů
NEBEZPEČÍ!
Označuje bezprostředně hrozící nebezpečí,
které by mělo za následek smrt nebo velmi těžká zranění, pokud by nebylo
▶
odstraněno.
VAROVÁNÍ!
Označuje případnou nebezpečnou situaci,
která by mohla mít za následek smrt nebo velmi těžká zranění, pokud by ne-
▶
byla odstraněna.
POZOR!
Označuje případnou závažnou situaci,
která by mohla mít za následek drobná poranění nebo lehká zranění a mate-
▶
riální škody, pokud by nebyla odstraněna.
UPOZORNĚNĹ!
Upozorňuje na možné ohrožení kvality pracovních výsledků a na případné
poškození zařízení.
Všeobecné informace
Přístroj je vyroben podle současného stavu techniky a v souladu s uznávanými
bezpečnostně technickými předpisy. Přesto hrozí při neodborné obsluze nebo
chybném používání nebezpečí, které se týká:
ohrožení zdraví a života obsluhy nebo dalších osob,
-
poškození přístroje a jiného majetku provozovatele,
-
zhoršení efektivnosti práce s přístrojem.
-
Všechny osoby, které instalují, obsluhují, ošetřují a udržují přístroj, musí
mít odpovídající kvalifikaci,
-
mít znalosti ze svařování a
-
v plném rozsahu přečíst a pečlivě dodržovat tento návod k obsluze.
-
Návod k obsluze přechovávejte vždy na místě, kde se s přístrojem pracuje. Kromě
tohoto návodu k obsluze je nezbytné dodržovat příslušné všeobecně platné
i místní předpisy týkající se předcházení úrazům a ochrany životního prostředí.
Všechny popisy na přístroji, které se týkají bezpečnosti provozu, je třeba:
udržovat v čitelném stavu,
-
nepoškozovat,
-
neodstraňovat,
-
nezakrývat, nepřelepovat ani nezabarvovat.
-
Umístění bezpečnostních upozornění na přístroji najdete v kapitole „Všeobecné
informace“ návodu k obsluze vašeho přístroje.
Jakékoli závady, které by mohly narušit bezpečný provoz přístroje, musí být před
jeho zapnutím odstraněny.
10
Jde o vaši bezpečnost!

Předpisové
použití
Přístroj je dovoleno používat pouze pro práce odpovídající jeho určení.
Přístroj je určen výlučně pro svařovací postupy uvedené na výkonovém štítku.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za
takto vzniklé škody výrobce neručí.
K předpisovému používání přístroje patří rovněž
kompletní přečtení a dodržování pokynů obsažených v tomto návodu k obslu-
-
ze,
kompletní přečtení a dodržování bezpečnostních a varovných pokynů,
-
provádění pravidelných inspekčních a údržbářských prací.
-
Přístroj nikdy nepoužívejte k následujícím činnostem:
rozmrazování potrubí,
-
nabíjení baterií/akumulátorů,
-
startování motorů.
-
Přístroj je určen pro použití v průmyslu a v komerční oblasti. Výrobce nepřebírá
odpovědnost za škody vzniklé v důsledku používání přístroje v obytných oblastech.
Výrobce rovněž nepřebírá odpovědnost za nedostatečné či chybné pracovní
výsledky.
CS
Síťové připojení Vysoce výkonné přístroje mohou na základě vlastního odběru proudu ovlivnit kva-
litu energie v síti.
Dopad na některé typy přístrojů se může projevit:
omezením přípojek
-
-
požadavky ohledně maximální přípustné síťové impedance
-
požadavky ohledně minimálního potřebného zkratového výkonu
*)
vždy na rozhraní s veřejnou elektrickou sítí
*)
*)
viz Technické údaje
V tomto případě se provozovatel nebo uživatel přístroje musí ujistit, zda přístroj
smí být připojen, případně může problém konzultovat s dodavatelem energie.
DŮLEŽITÉ! Dbejte na bezpečné uzemnění síťového připojení!
Okolní podmínky Provozování nebo uložení přístroje v podmínkách, které vybočují z dále uvedených
mezí, se považuje za nepředpisové. Za takto vzniklé škody výrobce neručí.
Teplotní rozmezí okolního vzduchu:
při provozu: -10 °C až +40 °C (14 °F až 104 °F)
-
při přepravě a skladování: -20 °C až +55 °C (-4 °F až 131 °F)
-
Relativní vlhkost vzduchu:
do 50 % při 40 °C (104 °F)
-
do 90 % při 20 °C (68 °F)
-
Okolní vzduch: nesmí obsahovat prach, kyseliny, korozivní plyny či látky apod.
nadmořská výška: do 2000 m (6561 ft. 8.16 in.)
11

Povinnosti provozovatele
Provozovatel se zavazuje, že s přístrojem budou pracovat pouze osoby, které
jsou seznámeny se základními předpisy týkajícími se pracovní bezpečnosti a
-
předcházení úrazům a jsou zaškoleny v zacházení s přístrojem,
přečetly tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“, po-
-
rozuměly všemu a stvrdily toto svým podpisem,
jsou vyškoleny v souladu s požadavky na výsledky práce.
-
V pravidelných intervalech je třeba ověřovat, zda pracovní činnost personálu odpovídá zásadám bezpečnosti práce.
Povinnosti pracovníků
Proudový
chránič
Vlastní ochrana
a ochrana jiných
osob
Všechny osoby, které jsou pověřeny pracovat s tímto přístrojem, jsou povinny před
zahájením práce
dodržet všechny základní předpisy o bezpečnosti práce a předcházení
-
úrazům,
přečíst si tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“ a
-
stvrdit svým podpisem, že všemu náležitě porozuměly a že budou pokyny dodržovat.
Před opuštěním pracoviště je zapotřebí učinit taková opatření, aby nedošlo v
nepřítomnosti pověřeného pracovníka k újmě na zdraví ani k věcným škodám.
Místní předpisy a národní směrnice mohou při připojení přístroje k veřejné elektrické síti vyžadovat instalaci proudového chrániče.
Typ proudového chrániče doporučený výrobcem je uveden v technických údajích.
Manipulaci s přístrojem doprovází řada bezpečnostních rizik, např.:
odletující jiskry, poletující horké kovové díly
-
poranění očí a pokožky zářením oblouku
-
škodlivá elektromagnetická pole, která mohou představovat nebezpečí pro
-
osoby s kardiostimulátory
nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu
-
zvýšená hladina hluku
-
škodlivý svařovací kouř a plyny
-
12
Při manipulaci s přístrojem používejte vhodný ochranný oděv. Ochranný oděv
musí mít následující vlastnosti:
je nehořlavý
-
dobře izoluje a je suchý
-
zakrývá celé tělo, je nepoškozený a v dobrém stavu
-
zahrnuje ochrannou kuklu
-
kalhoty nemají záložky
-
K ochrannému oděvu pro svářeče patří mimo jiné:
Ochrana očí a obličeje před UV zářením, tepelným sáláním a odletujícími jis-
-
krami vhodným ochranným štítem s předepsaným filtrem.
Předepsané ochranné brýle s bočnicemi, které se nosí pod ochranným štítem.
-
Pevná obuv, která izoluje také ve vlhku.
-
Ochrana rukou vhodnými ochrannými rukavicemi (elektricky izolujícími a
-
chránícími před horkem).
Sluchové chrániče pro snížení hlukové zátěže a jako ochrana před poško-
-
zením sluchu.
V průběhu práce se svařovacím přístrojem nepouštějte do blízkosti svařovacího
procesu jiné osoby, především děti. Pokud se přesto nacházejí v blízkosti další
osoby, je nutno
poučit je o všech nebezpečích (nebezpečí oslnění obloukem, zranění odle-
-
tujícími jiskrami, zdraví nebezpečný svařovací kouř, hluková zátěž, možnost
ohrožení síťovým a svařovacím proudem atd.),
dát jim k dispozici vhodné ochranné prostředky nebo
-
postavit ochranné zástěny, resp. závěsy.
-
CS
Informace
k hodnotám hlukových emisí
Nebezpečí vznikající působením
škodlivých par a
plynů
Přístroj vykazuje maximální hladinu akustického výkonu <80 dB (A) (ref. 1 pW) při
chodu naprázdno a ve fázi ochlazování po provozu podle maximálního
přípustného pracovního bodu při normálním zatížení ve shodě s normou EN
60974-1.
Hodnotu emisí vztaženou na pracovní místo při svařování (a řezání) nelze uvést,
protože je ovlivněna postupem a okolními podmínkami. Závisí na nejrůznějších parametrech, jako jsou např. svařovací postup (svařování MIG/MAG, TIG), zvolený
druh proudu (stejnosměrný, střídavý), rozmezí výkonu, druh svarového kovu, rezonanční vlastnosti svařence, pracoviště apod.
Kouř vznikající při svařování obsahuje zdraví škodlivé plyny a výpary.
Svařovací kouř obsahuje látky, které podle monografie 118 Mezinárodní agentury
pro výzkum rakoviny vyvolávají rakovinu.
Používejte bodové a prostorové odsávání.
Pokud je to možné, používejte svařovací hořák s integrovaným odsáváním.
Hlavu udržujte co nejdále od vznikajícího svařovacího kouře a plynů.
Vznikající kouř a škodlivé plyny
nevdechujte
-
odsávejte z pracovní oblasti pomocí vhodných zařízení.
-
Zajistěte dostatečný přívod čerstvého vzduchu. Zajistěte, aby míra provzdušnění
byla vždy alespoň 20 m³/hodinu.
Pokud nedostačuje větrání, použijte svářečskou kuklu s přívodem vzduchu.
V případě nejasností, zda dostačuje výkon odsávání, porovnejte naměřené emisní
hodnoty škodlivin s povolenými mezními hodnotami.
Na míru škodlivosti svařovacího kouře mají vliv mimo jiné následující komponenty:
kovy použité pro svařenec,
-
elektrody,
-
povrchové vrstvy,
-
čisticí, odmašťovací a podobné prostředky
-
a použitý svařovací proces.
-
Z tohoto důvodu mějte na zřeteli také bezpečnostní datové listy a údaje výrobce
výše uvedených komponent.
Doporučení pro scénáře expozice a opatření řízení rizik a pro identifikaci pracovních podmínek najdete na webových stránkách European Welding Association
v části Health & Safety (https://european-welding.org).
V blízkosti elektrického oblouku se nesmí vyskytovat vznětlivé výpary (například
páry rozpouštědel).
13
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo hlavní
přívod plynu.
Nebezpečí představované odletujícími jiskrami
Nebezpečí představované proudem ze síťového
rozvodu a
svařovacího
okruhu
Odletující jiskry mohou být příčinou požáru a výbuchu.
Nikdy nesvařujte v blízkosti hořlavých materiálů.
Hořlavé materiály musejí být vzdálené od oblouku minimálně 11 metrů (36 ft.
1.07 in.) nebo zakryté prověřeným krytem.
Mějte vždy v pohotovosti vhodný, přezkoušený hasicí přístroj.
Jiskry a horké kovové částečky mohou proniknout do okolí i malými štěrbinami a
otvory. Přijměte proto odpovídající opatření, aby nevzniklo nebezpečí zranění nebo požáru.
Nesvařujte v prostorách s nebezpečím požáru nebo výbuchu, dále na uzavřených
zásobnících, sudech nebo potrubních rozvodech, pokud nejsou pro takové práce
připraveny podle příslušných národních a mezinárodních norem.
Na zásobnících, ve kterých se skladovaly či skladují plyny, paliva, minerální oleje
apod., se nesmějí provádět žádné svářečské práce. Zbytky těchto látek představují nebezpečí výbuchu.
Úraz elektrickým proudem je životu nebezpečný a může být smrtelný.
Nedotýkejte se částí pod napětím, a to ani uvnitř, ani vně přístroje.
Při svařování MIG/MAG a TIG jsou pod napětím také svařovací drát, cívka s
drátem, podávací kladky a rovněž všechny kovové díly, které jsou ve styku se
svařovacím drátem.
Podavač drátu stavte vždy na dostatečně izolovaný podklad, nebo použijte izolované uchycení podavače drátu.
Zabezpečte vhodnou vlastní ochranu i ochranu jiných osob před uzemňovacím
potenciálem (kostra) dostatečně izolovanou suchou podložkou nebo krytem.
Podložka, popř. kryt musí kompletně pokrývat celou oblast mezi tělem a
uzemňovacím potenciálem.
Všechny kabely a vedení musí být pevné, nepoškozené, izolované a dostatečně dimenzované. Uvolněné spoje, spálené nebo jinak poškozené či poddimenzované
kabely, hadice a další vedení ihned vyměňte.
Před každým použitím zkontrolujte pevné usazení elektrických propojení.
Elektrické kabely s bajonetovým konektorem otočte minimálně o 180° okolo
podélné osy a natáhněte je.
Dbejte na to, aby se vám kabely či vedení neovinuly kolem těla nebo jeho částí.
Manipulace s elektrodou (obalená i wolframová elektroda, svařovací drát aj.):
nikdy neponořujte elektrodu do kapalin za účelem ochlazení,
-
nikdy se jí nedotýkejte, je-li svařovací zdroj zapnutý.
-
Mezi elektrodami dvou svařovacích zdrojů může např. vzniknout rozdíl potenciálů
rovný dvojnásobku napětí svařovacího zdroje naprázdno. Současný dotyk obou
elektrod může být za určitých okolností životu nebezpečný.
U síťového a vlastního přívodního kabelu nechte elektrotechnickým odborníkem v
pravidelných intervalech přezkoušet funkčnost ochranného vodiče.
14

Přístroje ochranné třídy I vyžadují pro řádný provoz síť s ochranným vodičem a
zásuvný systém s ochranným kontaktem.
Provoz přístroje v síti bez ochranného vodiče a v zásuvce bez ochranného kontaktu je přípustný pouze za dodržení všech národních předpisů o ochranném odpojení.
V opačném případě se jedná o hrubou nedbalost. Za takto vzniklé škody výrobce
neručí.
V případě potřeby zajistěte dostatečné uzemnění svařence pomocí vhodných
prostředků.
Přístroje, které právě nepoužíváte, vypněte.
Při práci ve větší výšce používejte zabezpečovací prostředky proti pádu.
Před zahájením práce na vlastním přístroji jej vypněte a vytáhněte síťovou
zástrčku.
Přístroj zabezpečte proti zapojení síťové zástrčky a proti opětovnému zapnutí
dobře čitelným a srozumitelným varovným štítkem.
Po otevření přístroje:
vybijte všechny součástky, na kterých se hromadí elektrický náboj,
-
přesvědčte se, že všechny součásti přístroje jsou bez napětí.
-
Pokud je nutné provádět práce na vodivých dílech, přizvěte další osobu, která
včas vypne hlavní vypínač.
CS
Bludné svařovací
proudy
Klasifikace
přístrojů podle
EMC
V případě nerespektování níže uvedených upozornění mohou vznikat bludné
svařovací proudy s těmito důsledky:
nebezpečí požáru
-
přehřátí součástek, které jsou ve styku se svařencem
-
zničení ochranných vodičů
-
poškození přístroje a dalších elektrických zařízení
-
Dbejte na pevné připojení přípojné svorky ke svařenci.
Přípojnou svorku upevněte na svařenci co nejblíže ke svařovanému místu.
Přístroj instalujte s dostatečnou izolací od elektricky vodivého okolí, například s
izolací od vodivé podlahy nebo s izolací od vodivých podstavců.
Při používání rozboček, dvouhlavých uchycení apod. dbejte následujících pokynů:
Také elektroda v nepoužívaném svařovacím hořáku / držáku elektrody je pod
napětím. Dbejte proto na dostatečně izolované uložení nepoužívaného
svařovacího hořáku / držáku elektrody.
Při použití automatizovaného postupu MIG/MAG veďte drátovou elektrodu
z bubnu se svařovacím drátem, velké cívky nebo cívky s drátem k podavači drátu,
elektroda musí být izolovaná.
Přístroje emisní třídy A:
Jsou určeny pouze pro použití v průmyslových oblastech.
-
V jiných oblastech mohou způsobovat problémy související s vedením a
-
zářením.
Přístroje emisní třídy B:
Splňují emisní požadavky pro obytné a průmyslové oblasti. Toto platí také pro
-
obytné oblasti s přímým odběrem energie z veřejné nízkonapěťové sítě.
15

Klasifikace přístrojů dle EMC podle výkonového štítku nebo technických údajů.
Opatření EMC Ve zvláštních případech může i přes dodržení normovaných mezních hodnot
emisí dojít k ovlivnění ve vyhrazené oblasti použití (například v případě, že jsou v
prostoru umístění citlivé přístroje nebo se v blízkosti nachází rozhlasové a televizní přijímače).
V případě, že se toto rušení vyskytne, je povinností provozovatele přijmout
opatření, která rušení odstraní.
Přezkoušejte a vyhodnoťte odolnost zařízení proti rušení v okolí přístroje podle
národních a mezinárodních předpisů. Příklady citlivých zařízení, která mohou být
přístrojem nepříznivě ovlivněna:
bezpečnostní zařízení
-
síťové rozvody, vedení pro přenos signálů a dat
-
zařízení výpočetní a telekomunikační techniky
-
měřicí a kalibrační zařízení
-
Opatření, kterými se zabrání vzniku problémů s elektromagnetickou kompatibilitou:
Síťové napájení
1.
Pokud se i v případě předpisově provedeného síťového připojení vyskytne
-
elektromagnetické rušení, přijměte dodatečná opatření (např. použití
vhodného typu síťového filtru).
Svářecí kabely
2.
Používejte co nejkratší.
-
Pokládejte těsně vedle sebe (také kvůli zabránění problémům s EMF).
-
Pokládejte daleko od ostatního vedení.
-
Vyrovnání potenciálu
3.
Uzemnění svařence
4.
Je-li to nutné, vytvořte uzemnění pomocí vhodných kondenzátorů.
-
Odstínění, je-li zapotřebí
5.
Proveďte odstínění ostatních zařízení v okolí.
-
Proveďte odstínění celé svařovací instalace.
-
Opatření EMF Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud
známé:
Negativní účinky na zdraví osob pohybujících se v okolí, například uživatele
-
kardiostimulátorů a naslouchadel.
Uživatelé kardiostimulátorů se musí poradit se svým lékařem, dříve než se
-
začnou zdržovat v bezprostřední blízkosti svařovacího procesu.
Z bezpečnostních důvodů je třeba dodržovat pokud možno co největší
-
vzdálenost mezi svářecími kabely a hlavou nebo tělem svářeče.
Nenoste svářecí kabely a hadicová vedení přes ramena a neomotávejte si je
-
kolem těla.
Místa, kde hrozí
zvláštní nebezpečí
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy,
části oděvu a nářadí. Jedná se např. o tyto části přístroje:
ventilátory
-
ozubená kola
-
kladky
-
hřídele
-
cívky s drátem a svařovací dráty
-
Nesahejte do otáčejících se ozubených kol pohonu drátu ani do jeho rotujících
hnacích součástí.
16

Kryty a bočnice se smí otevřít či odstranit pouze na dobu trvání údržbářských
prací a oprav.
Během provozu
Zajistěte, aby byly všechny kryty zavřené a všechny bočnice řádně namonto-
-
vané.
Udržujte všechny kryty a bočnice zavřené.
-
Výstup svařovacího drátu ze svařovacího hořáku představuje značné riziko úrazu
(propíchnutí ruky, zranění obličeje, očí apod.).
Držte proto vždy svařovací hořák směrem od těla (přístroje s podavačem drátu) a
používejte vhodné ochranné brýle.
Nedotýkejte se svařence v průběhu svařování ani po jeho ukončení – nebezpečí
popálení.
Z chladnoucích svařenců může odskakovat struska. Proto noste předepsané
ochranné vybavení i při dodatečných pracích na svařenci a zabezpečte dostatečnou ochranu i pro ostatní osoby.
Před započetím práce nechte svařovací hořák a ostatní části zařízení s vysokou
provozní teplotou vychladnout.
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
– dodržujte příslušná národní i mezinárodní ustanovení.
CS
Svařovací zdroje určené pro práce v prostorách se zvýšeným elektrickým
ohrožením (např. kotle) musí být označeny značkou S (Safety). Vlastní svařovací
zdroj však musí být umístěn mimo tyto prostory.
Vytékající chladicí médium může způsobit opaření. Před odpojením přípojek chladicího okruhu proto vypněte chladicí modul.
Při manipulaci s chladicím médiem respektujte informace uvedené v bezpečnostním datovém listu chladicího média. Bezpečnostní datový list chladicího média
získáte v servisním středisku, příp. na domovské stránce výrobce.
Při přepravě přístrojů jeřábem používejte pouze vhodné závěsné prostředky
dodávané výrobcem.
Řetězy nebo lana zavěste do všech určených závěsných bodů vhodného
-
závěsného prostředku.
Řetězy, příp. lana musejí svírat se svislou rovinou co možná nejmenší úhel.
-
Odmontujte lahev s plynem a podavač drátu (přístroje MIG/MAG a TIG).
-
V případě zavěšení podavače drátu na jeřáb v průběhu svařování používejte vždy
vhodné izolované uchycení podavače drátu (přístroje MIG/MAG a TIG).
Je-li přístroj vybaven nosným popruhem nebo držadlem, jsou popruh nebo
držadlo určeny výhradně pro ruční přenášení. Nosný popruh není vhodný pro
přepravu přístroje pomocí jeřábu, vidlicového zdvižného vozíku anebo podobného
mechanického zdvihacího zařízení.
Všechny vázací prostředky (pásy, spony, řetězy atd.), které se používají v souvislosti s přístrojem nebo jeho součástmi, je zapotřebí pravidelně kontrolovat (např.
kvůli případnému mechanickému poškození, korozi nebo změnám vlivem okolního
prostředí).
Interval a rozsah kontrol musí odpovídat alespoň aktuálně platným národním
normám a směrnicím.
Při použití adaptéru pro připojení ochranného plynu hrozí nebezpečí nepozorovaného úniku ochranného plynu, který je bez barvy a bez zápachu. Před montáží
opatřete závity adaptéru pro připojení ochranného plynu, které budou ve styku se
závity přístroje, odpovídajícím teflonovým těsněním.
17

Požadavky na
ochranný plyn
Zejména u okružních vedení může znečištěný ochranný plyn způsobit poškození
vybavení a zhoršení kvality svařování.
Ohledně kvality ochranného plynu je nutné splnit následující požadavky:
velikost pevných částic < 40 μm
-
tlakový rosný bod < -20 °C
-
max. obsah oleje < 25 mg/m³
-
V případě potřeby použijte filtry!
Nebezpečí související s lahvemi s
ochranným plynem
Lahve s ochranným plynem obsahují stlačený plyn a při poškození mohou vybuchnout. Protože tyto lahve tvoří součást svařovacího vybavení, musí se s nimi zacházet velmi opatrně.
Chraňte tlakové lahve před vysokými teplotami, mechanickými nárazy, struskou,
otevřeným plamenem, jiskrami a elektrickým obloukem.
Tlakové lahve montujte ve svislé poloze a upevněte je podle návodu, aby se nemohly převrhnout.
Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení či jiných
elektrických obvodů.
Nikdy nezavěšujte svařovací hořák na tlakovou lahev.
Nikdy se elektrodou nedotýkejte lahve s ochranným plynem.
Nebezpečí výbuchu - nikdy neprovádějte svařovací práce na lahvi s ochranným
plynem, která je pod tlakem.
Používejte vždy předepsaný typ lahví s ochranným plynem a k tomu určené
příslušenství (redukční ventil, hadice a spojky apod.). Používejte pouze bezvadné
lahve s ochranným plynem a příslušenství.
Při otevírání ventilu na lahvi s ochranným plynem odvraťte obličej od vývodu plynu.
Nebezpečí
ohrožení unikajícím
ochranným plynem
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem.
V případě, že lahev není připojená, ponechte na ventilu lahve s ochranným plynem krytku.
Dodržujte údaje výrobce a příslušné národní i mezinárodní předpisy pro tlakové
lahve a jejich příslušenství.
Nebezpečí udušení nekontrolovaně unikajícím ochranným plynem
Ochranný plyn je bez barvy a bez zápachu a při úniku může vytěsňovat kyslík z
okolního vzduchu.
Zajistěte dostatečný přívod čerstvého vzduchu – míra provzdušnění alespoň
-
20 m³/hodinu.
Dodržujte bezpečnostní pokyny a pokyny pro údržbu lahve s ochranným ply-
-
nem nebo hlavního přívodu plynu.
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo
-
hlavní přívod plynu.
Před každým uvedením do provozu zkontrolujte lahev s ochranným plynem
-
nebo hlavní přívod plynu.
18

Bezpečnostní
opatření v místě
instalace a při
přepravě
Převrácení přístroje může znamenat ohrožení života! Přístroj postavte na rovný a
pevný podklad.
Úhel náklonu maximálně 10° je přípustný.
-
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
dodržujte příslušná národní a mezinárodní ustanovení.
-
Prostřednictvím vnitropodnikových směrnic a kontrol zajistěte, aby bylo okolí
pracoviště stále čisté a přehledné.
Umístění a provoz přístroje musí odpovídat stupni krytí uvedenému na jeho výkonovém štítku.
Přístroj umístěte tak, aby kolem něho byl volný prostor do vzdálenosti 0,5 m (1 ft.
7.69 in.), tím se zajistí volné proudění chladicího vzduchu.
Při přepravě přístroje dbejte na dodržování platných národních a místních
směrnic a předpisů pro předcházení úrazům. To platí zejména pro směrnice, které
zajišťují bezpečnost v oblasti dopravy.
Aktivní přístroje nezvedejte ani nepřepravujte. Přístroje před přepravou nebo
zvednutím vypněte!
Před každou přepravou přístroje zcela odčerpejte chladicí médium a demontujte
následující součásti:
Rychlost drátu
-
cívku s drátem
-
lahev s ochranným plynem
-
CS
Bezpečnostní
předpisy v
normálním provozu
Před opětovným uvedením přístroje do provozu po přepravě bezpodmínečně vizuálně zkontrolujte, zda přístroj není poškozen. Pokud zjistíte jakékoliv poškození,
nechte je před uvedením do provozu odstranit proškolenými servisními pracovníky.
Používejte přístroj pouze tehdy, jsou-li všechna bezpečnostní zařízení plně
funkční. Pokud tato bezpečnostní zařízení nejsou zcela funkční, existuje nebezpečí
ohrožení zdraví a života obsluhy nebo dalších osob,
-
poškození přístroje a jiného majetku provozovatele.
-
zhoršení efektivnosti práce s přístrojem.
-
Před zapnutím přístroje opravte bezpečnostní zařízení, která nejsou plně funkční.
Bezpečnostní zařízení nikdy neobcházejte ani nevyřazujte z funkce.
Před zapnutím přístroje se přesvědčte, že nemůžete nikoho ohrozit.
Nejméně jednou týdně prohlédněte přístroj, zda nevykazuje vnější viditelná
poškození, a přezkoušejte funkčnost bezpečnostních zařízení.
Lahev s ochranným plynem vždy dobře upevněte a před přepravou jeřábem ji demontujte.
Pro použití v našich přístrojích je z důvodu fyzikálně chemických vlastností (elektrická vodivost, mrazuvzdornost, snášenlivost s ostatními materiály apod.)
vhodné pouze originální chladicí médium výrobce.
Používejte pouze originální chladicí médium výrobce.
Nemíchejte originální chladicí médium výrobce s jinými chladicími médii.
Ke chladicímu modulu připojujte pouze systémové komponenty výrobce.
19

Dojde-li při použití jiných systémových komponent nebo chladicí média k jakékoliv škodě, výrobce nepřebírá záruku a všechny ostatní záruční nároky zanikají.
Cooling Liquid FCL 10/20 není vznětlivý. Chladicí médium na bázi ethanolu je za
určitých okolností vznětlivé. Chladicí médium přenášejte pouze v uzavřených originálních nádobách a udržujte mimo dosah zápalných zdrojů.
Po skončení upotřebitelnosti chladicí kapaliny ji odborně zlikvidujte v souladu s
národními a mezinárodními předpisy. Bezpečnostní datový list chladicího média
získáte v servisním středisku, příp. na domovské stránce výrobce.
Před každým započetím svařovacích prací zkontrolujte stav chladicího média.
Uvedení do provozu, údržba a
opravy
Bezpečnostní
přezkoušení
U dílů pocházejících od cizích výrobců nelze zaručit, že jsou navrženy a vyrobeny
tak, aby vyhověly bezpečnostním a provozním nárokům.
Používejte pouze originální náhradní a spotřební díly (platí i pro normalizo-
-
vané součásti).
Bez svolení výrobce neprovádějte na přístroji žádné změny, vestavby ani přes-
-
tavby.
Součásti, které vykazují nějakou vadu, ihned vyměňte.
-
V objednávkách uvádějte přesný název, číslo podle seznamu náhradních dílů
-
a sériové číslo přístroje.
Šrouby pláště zajišťují spojení s ochranným vodičem pro uzemnění dílů pláště.
Vždy používejte originální šrouby pláště v odpovídajícím počtu a s uvedeným
krouticím momentem.
Výrobce doporučuje nechat provést alespoň jednou za 12 měsíců bezpečnostní
přezkoušení přístroje.
Stejný interval 12 měsíců doporučuje výrobce pro kalibraci svařovacích zdrojů.
Bezpečnostní přezkoušení prováděné oprávněným technikem se doporučuje
po provedené změně,
-
po vestavbě nebo přestavbě,
-
po opravě a údržbě,
-
nejméně jednou za dvanáct měsíců.
-
Likvidace odpadu
20
Při bezpečnostních přezkoušeních respektujte odpovídající národní a mezinárodní
předpisy.
Bližší informace o bezpečnostních přezkoušeních a kalibraci získáte v servisním
středisku, které vám na přání poskytne požadované podklady, normy a směrnice.
Odpadní elektrická a elektronická zařízení musí být sbírána odděleně a
recyklována způsobem šetrným k životnímu prostředí v souladu s evropskou
směrnicí a vnitrostátními právními předpisy. Použité spotřebiče je třeba odevzdat
obchodníkovi nebo prostřednictvím místního autorizovaného systému sběru a likvidace odpadu. Správná likvidace starého přístroje podporuje udržitelnou recyklaci materiálových zdrojů. Nedodržování předpisů může mít negativní dopad na
zdraví a životní prostředí.
Obalové materiály
Třídění odpadu. Řiďte se předpisy své obce. Stlačujte kartony, aby se zmenšil jejich objem.

Bezpečnostní označení
Zálohování dat Uživatel je odpovědný za zálohování dat při změně nastavení oproti továrnímu na-
Autorské právo Autorské právo na tento návod k obsluze zůstává výrobci.
Přístroje s označením CE splňují základní požadavky směrnic pro nízkonapěťovou
a elektromagnetickou kompatibilitu (např. odpovídající výrobkovým normám řady
EN 60 974).
Společnost Fronius International GmbH prohlašuje, že přístroj odpovídá směrnici
2014/53/EU. Úplný text prohlášení o shodě EU je dostupný na internetové adrese: http://www.fronius.com.
Svařovací přístroje s označením CSA splňují požadavky obdobných norem
platných pro USA a Kanadu.
stavení přístroje. Výrobce neručí za ztrátu či vymazání vašich uživatelských nastavení uložených v tomto zařízení.
Text a vyobrazení odpovídají technickému stavu v době zadání do tisku. Změny vyhrazeny. Obsah tohoto návodu k obsluze nezakládá žádné nároky ze strany kupujícího. Uvítáme jakékoliv návrhy týkající se zlepšení dokumentace a upozornění
na případné chyby v návodu k obsluze.
CS
21

22

Všeobecné informace
23

24

Všeobecné informace
CS
Koncepce
přístroje
Princip funkce Centrální řídicí a regulační jednotka svařovacího zdroje je propojena s digitálním
signálním procesorem. Centrální řídicí a regulační jednotka a signální procesor
řídí celý svařovací proces.
Aktuální údaje při svařovacím procesu se průběžně měří a na jakékoliv změny
přístroj ihned reaguje. Řídicí algoritmy zajišťují udržení požadovaných hodnot.
MIG/MAG svařovací zdroje TPS 320i,
TPS 400i, TPS 500i a TPS 600i jsou
plně digitalizované, mikroprocesorem
řízené invertorové zdroje.
Modulární design a možnost snadného
rozšíření systému zaručují jejich vysokou flexibilitu. Přístroje lze přizpůsobit
všem specifickým podmínkám.
Výsledkem jsou:
precizní svařovací proces,
-
přesná reprodukovatelnost veškerých výsledků,
-
vynikající svařovací vlastnosti.
-
Oblasti použití Tyto přístroje se v komerční i průmyslové oblasti používají pro ruční a automatizo-
vané aplikace s klasickou ocelí, pozinkovanými plechy, chrom/niklem a hliníkem.
Svařovací zdroje jsou koncipovány pro následující odvětví:
automobilový a dodavatelský průmysl,
-
výroba strojů a kolejových vozidel,
-
výroba chemických zařízení,
-
výroba přístrojů,
-
výroba lodí atd.
-
25

Shoda FCC
Tento přístroj odpovídá mezním hodnotám pro digitální přístroj emisní třídy EMC
A podle části 15 nařízení FCC. Tyto mezní hodnoty mají poskytovat přiměřenou
ochranu proti škodlivému rušení, pokud je přístroj provozován v průmyslové oblasti. Tento přístroj generuje a využívá vysokofrekvenční energii, a pokud není instalován a používán v souladu s návodem k obsluze, může způsobovat rušení rádiového provozu.
Provoz přístroje v obydlených oblastech pravděpodobně způsobí škodlivá rušení;
v takovém případě je uživatel povinen odstranit rušení na vlastní náklady.
FCC ID: QKWSPBMCU2
Industry Canada RSS
Tento přístroj odpovídá bezlicenčním normám Industry Canada RSS. Provoz podléhá následujícím podmínkám:
(1) Přístroj nesmí způsobovat žádné škodlivé rušení.
(2) Přístroj musí být odolný vůči všem rušivým vlivům, včetně takových
IC: 12270A-SPBMCU2
EU
Shoda se směrnicí 2014/53/EU – Radio Equipment Directive (RED)
rušivých vlivů, které by mohly vést k omezení či narušení provozu.
Antény použité pro tento vysílač musejí být instalované tak, aby byla dodržena
minimální vzdálenost 20 cm od všech osob. Nesmějí být instalovány ani provozovány společně s jinou anténou nebo jiným vysílačem. OEM integrátoři a koncoví
uživatelé musejí zajistit takové provozní podmínky vysílače, aby byly splněny
směrnice pro zatížení rádiovou frekvencí.
ANATEL / Brazílie
Tento přístroj se provozuje sekundárně. Nemá nárok na ochranu před škodlivým
rušením, a to ani ze zařízení stejného typu.
Přístroj nemůže způsobit žádné poruchy primárně provozovaných systémů.
Tento přístroj vyhovuje mezním hodnotám stanoveným společností ANATEL pro
konkrétní rychlost absorpce s ohledem na vystavení elektrickým, magnetickým a
elektromagnetickým vysokofrekvenčním polím.
IFETEL / Mexiko
Provoz tohoto přístroje podléhá následujícím dvěma podmínkám:
(1) Přístroj nesmí způsobovat žádné škodlivé rušení;
(2) Přístroj musí akceptovat veškeré rušení, včetně rušení, které může způso-
bit nežádoucí provoz.
NCC / Tchaj-wan
Podle předpisů NCC pro motory s elektromagnetickým vyzařováním:
Článek 12
Certifikovaný motor s elektromagnetickým vyzařováním s nízkým výkonem nesmí
bez povolení změnit frekvenci, zvýšit výkon ani změnit vlastnosti a funkce
původní konstrukce.
26
Článek 14
Použití motorů s elektromagnetickým vyzařováním s nízkým výkonem nesmí narušit bezpečnost letu a právní komunikaci.
Zjištěná porucha se musí ihned deaktivovat a odstranit, až už se žádná porucha
nevyskytuje.
Právní sdělení v předchozím odstavci se vztahuje na rádiová spojení, která
probíhají podle předpisů zákona o telekomunikacích. Motory s elektromagne-

tickým vyzařováním s nízkým výkonem musí být odolné vůči poruchám v důsledku legitimní komunikace nebo radiologických, sálavých elektrických přístrojů pro
průmyslové, věděcké a lékařské použití.
Thajsko
CS
Bluetooth trademarks
Varovná upozornění na
přístroji
Slovní ochranná známka Bluetooth® a loga Bluetooth® jsou registrované ochranné
známky a vlastnictví společnosti Bluetooth SIG, Inc. a výrobce je používá na
základě licence. Ostatní ochranné známky a obchodní názvy jsou vlastnictvím
příslušných vlastníků práv.
Na svařovacích zdrojích s označením CSA pro použití v severoamerickém prostoru (USA a Kanada) se nachází varovná upozornění a bezpečnostní symboly. Tato
varovná upozornění a bezpečnostní symboly nesmějí být odstraněny ani zabarveny. Upozornění a symboly varují před chybnou obsluhou, jejímž následkem mohou
být závažné škody na zdraví a majetku.
27

Bezpečnostní symboly na výkonovém štítku:
Svařování je nebezpečné. Musí být splněny tyto základní předpoklady:
dostatečná kvalifikace pro svařování
-
vhodné ochranné vybavení
-
dodržování odstupu nepovolaných osob
-
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty a
porozumíte jejich obsahu:
tento návod k obsluze
-
všechny návody k obsluze systémových komponent, zejména bezpečnostní
-
předpisy
28

Svařovací balíčky, svařovací charakteristiky,
svařovací postupy a procesy
Všeobecné informace
Welding Packages
Aby bylo možné efektivně zpracovávat nejrůznější materiály, jsou u svařovacích
zdrojů TPSi k dispozici různé svařovací balíčky, svařovací charakteristiky,
svařovací postupy a procesy.
Pro svařovací zdroje TPSi jsou k dispozici následující svařovací balíčky Welding
Package:
Welding Package Standard
4,066,012
(umožňuje standardní synergické svařování MIG/MAG)
Welding Package Pulse
4,066,013
(umožňuje pulzní synergické svařování MIG/MAG)
Welding Package LSC *
4,066,014
(umožňuje proces Low Spatter Control)
CS
Svařovací charakteristiky
Welding Package PMC **
4,066,015
(umožňuje proces Pulse Multi Control)
Welding Package CMT ***
4,066,016
(umožňuje proces Cold Metal Transfer)
Welding Package ConstantWire
4,066,019
(umožňuje provoz s konstantním proudem nebo napětím při pájení)
* pouze ve spojení s Welding Package Standard
** pouze ve spojení s Welding Package Pulse
*** pouze ve spojení s Welding Package Standard a Welding Package Pulse
DŮLEŽITÉ! U svařovacího zdroje TPSi bez svařovacích balíčků Welding Package
jsou k dispozici pouze následující svařovací postupy:
Standardní ruční svařování MIG/MAG
-
Svařování TIG
-
Svařování obalenou elektrodou
-
V závislosti na svařovacím procesu a kombinaci ochranných plynů jsou při výběru
přídavného materiálu k dispozici různé procesně optimalizované svařovací charakteristiky.
Příklady svařovacích charakteristik:
MIG/MAG 3700 PMC Steel 1,0mm M21 - arc blow *
-
MIG/MAG 3450 PMC Steel 1,0mm M21 - dynamic *
-
MIG/MAG 3044 Puls AlMg5 1,2 mm I1 - Universal *
-
MIG/MAG 2684 Standard Steel 0,9 mm M22 - root *
-
29

Dodatečné označení (*) u svařovacího procesu poskytuje informace o zvláštních
vlastnostech a použití svařovací charakteristiky.
Popis charakteristik má následující strukturu:
Označení
Svařovací postup
Vlastnosti
additive
CMT
Charakteristiky se sníženým vnosem tepla a větší stabilitou při vyšším odtavném
výkonu určené ke svařování housenky na housenku u adaptivních struktur
ADV ***
CMT
Dodatečně potřeba:
Modul invertoru pro proces střídavého proudu
Negativně polarizovaná fáze procesu s nízkým vnosem tepla a vyšším odtavným
výkonem
ADV ***
LSC
Dodatečně potřeba:
Elektronický přepínač pro přerušení proudu
Maximální pokles proudu v důsledku rozpojení elektrického obvodu ve kterékoli
požadované fázi procesu
Jen v kombinaci s TPS 400i LSC ADV
arc blow
PMC
Charakteristiky s vylepšenými vlastnostmi, které zamezují odtržení oblouku
v důsledku odklonění vlivem vnějších magnetických polí
arcing
Standard
Charakteristiky pro speciální způsob nanášení tvrdých vrstev na suchý a mokrý
podklad
(např. na drticí válce v cukrovarnickém a etanolovém průmyslu)
braze
CMT, LSC, PMC
Charakteristiky pro procesy pájení (vysoká rychlost pájení, bezpečné smáčení
a dobré vytékání pájky)
braze+
CMT
Optimalizované charakteristiky pro procesy pájení se speciální plynovou hubicí
„Braze+“ (úzký otvor plynové hubice, vysoká rychlost proudění ochranného plynu)
30
cladding
CMT, LSC, PMC
Charakteristiky pro navařování s malým průvarem, nízkým promísením a širokým
vytékáním svaru pro lepší smáčení

dynamic
CMT, PMC, Puls, Standard
Charakteristiky pro vysoké rychlosti svařování s koncentrovaným obloukem
flanged edge
CMT
Charakteristiky pro lemové svary s přizpůsobením frekvence a vnosu energie;
hrana se kompletně pokryje svarem, ale neroztaví se
galvanized
CMT, LSC, PMC, Puls, Standard
Charakteristiky pro pozinkované plechové povrchy (nízké nebezpečí tvorby zinkových pórů, nižší opal zinkové vrstvy)
galvannealed
PMC
Charakteristiky pro plechové povrchy s naneseným železo-zinkovým povlakem
gap bridging
CMT, PMC
Charakteristiky s velmi nízkým vnosem tepla pro dokonalou přemostitelnost spár
hotspot
CMT
Charakteristiky s horkou startovací sekvencí, speciálně pro děrové svary
a MIG/MAG bodové svarové spoje
CS
mix ** / ***
PMC
Dodatečně potřeba:
Welding Packages Pulse a PMC
Charakteristiky s procesním střídáním pulzního a krátkého oblouku
Speciálně pro svařování svisle zdola nahoru s cyklickými změnami horké a studené podpůrné fáze procesu
LH
Charakteristiky pro použití procesu LaserHybrid (laser + proces MIG/MAG)
marking
Charakteristiky pro označování vodivých povrchů
Značení se provádí jiskrovou erozí bez významného výkonu, spouštěnou vratným
pohybem drátové elektrody
mix ** / ***
CMT
Dodatečně potřeba:
Hnací jednotka CMT WF 60i Robacta Drive CMT
Welding Packages Pulse, Standard a CMT
Charakteristiky s procesním střídáním pulzního oblouku a procesu CMT, přičemž
proces CMT je zahájen otočením pohybu drátu
mix drive ***
PMC
Dodatečně potřeba:
Hnací jednotka PushPull WF 25i Robacta Drive nebo WF 60i Robacta Drive CMT
Welding Packages Pulse a CMT
31

Charakteristiky s procesním střídáním pulzního a krátkého oblouku, přičemž
krátký oblouk je zahájen otočením pohybu drátu
multi arc
PMC
Charakteristiky pro díly, na kterých se svařuje několika vzájemně se ovlivňujícími
oblouky
open root
Charakteristiky pro svařování kořenových vrstev se styčnou mezerou a optimalizovaným protlačením kořenové vrstvy bez konkávnosti kořenové vrstvy
PCS **
PMC
Pulse Controlled Sprayarc – Přímý přechod od koncentrovaného pulzního oblouku ke krátkému sprchovému oblouku. Výhody pulzního a standardního oblouku
jsou spojeny do jedné charakteristiky
pin
Charakteristiky pro přivařování kolíků na povrch
Vzhled kolíku je určen zpětným pohybem drátové elektrody v kombinaci s
průběhem proudu
pipe
PMC
Charakteristiky pro použití u trubek a polohové svařování úzkých spár
retro
CMT, Puls, PMC, Standard
Charakteristiky s vlastnostmi předchozí série přístrojů TransPuls Synergic (TPS)
ripple drive ***
PMC
Dodatečně potřeba:
hnací jednotka CMT,WF 60i Robacts Drive CMT
Charakteristiky s chováním jako u intervalového režimu pro výraznou šupinatost
svaru, speciálně u hliníku
root
CMT, LSC, Standard
Charakteristiky pro kořenové vrstvy s výkonným obloukem
seam track
PMC, Puls
Charakteristiky se zesíleným signálem pro vyhledání svaru, speciálně při použití
více svařovacích hořáků na jednom dílu
TIME
PMC
Charakteristiky pro svařování s dlouhým stickoutem a ochrannými plyny TIME
(T.I.M.E. = Transferred Ionized Molten Energy)
32
TWIN
PMC
Synchronizované charakteristiky pro dvě drátové elektrody ve společné tavné
lázni (tandemový svařovací proces)
universal
CMT, PMC, Puls, Standard
Charakteristiky pro konvenční svařovací úkoly
weld+
CMT

Charakteristiky pro svařování s krátkým stickoutem a plynovou hubicí Braze+
(plynová hubice s menším otvorem a vysokou rychlostí nárůstu proudu)
** Charakteristiky pro kombinované procesy
*** Svařovací charakteristiky se zvláštními vlastnostmi díky dodatečnému
hardwaru
CS
33
Stručný popis
pulzního synergického
svařování
MIG/MAG
Pulzní synergické svařování MIG/MAG
Pulzní synergické svařování MIG/MAG je proces využívající pulzní oblouk, s
řízeným přechodem mezi materiály.
Ve fázi základního proudu se přitom sníží přívod proudu natolik, že oblouk ještě
stabilně hoří a povrch svařence se předehřívá. Ve fázi pulzního proudu zajišťuje
přesně dávkovaný proudový pulz cílené uvolnění kapky svařovaného materiálu.
Tento princip je zárukou téměř bezrozstřikového svařování a přesné práce v
celém rozsahu výkonu.
Stručný popis
standardního synergického
svařování
MIG/MAG
Stručný popis
procesu PMC
MIG/MAG Standard-Synergic
Standardní synergické svařování MIG/MAG je svařovací proces MIG/MAG přes
celý rozsah výkonu svařovacího zdroje s následujícími typy oblouku:
Krátký oblouk
Přechod kapky probíhá ve zkratu ve spodní oblasti výkonu.
Přechodový oblouk
Na konci drátové elektrody se kapka zvětšuje a ve střední oblasti výkonu je ještě
ve zkratu předána.
Sprchový oblouk
V oblasti vysokého výkonu dochází k bezzkratovému přechodu materiálu.
PMC = Pulse Multi Control
PMC je proces svařování pulzním obloukem s rychlým zpracováním dat, přesnou
evidencí stavu procesu a zlepšeným uvolněním kapky. Je možné rychlejší
svařování se stabilním obloukem a rovnoměrným závarem.
Stručný popis
procesu LSC /
LSC Advanced
LSC = Low Spatter Control
LSC je nový, téměř bezrozstřikový proces svařování krátkým obloukem.
Před přerušením zkratového můstku dojde ke snížení proudu a opětné zapálení
probíhá při výrazně nižších hodnotách svařovacího proudu.
LSC Advanced
Pro proces LSC Advanced je zapotřebí svařovací zdroj TPS 400i LSC ADV.
Svařovací zdroj TPS 400i LSC ADV urychluje snížení proudu a zlepšuje vlastnosti
LSC. Proces LSC Advanced se používá zejména při větších indukčnostech
svařovacího obvodu.
34

Stručný popis
svařování SynchroPuls
Svařování SynchroPuls je k dispozici pro všechny procesy (standardní / pulzní /
LSC / PMC).
Díky cyklické změně svařovacího výkonu mezi dvěma pracovními body se pomocí
svařování SynchroPuls dosáhne šupinatého vzhledu svaru a nesouvislého vnosu
tepla.
CS
Stručný popis
procesu CMT
CMT = Cold Metal Transfer
Pro každý proces CMT je nutná speciální hnací jednotka CMT.
Výsledkem vratného pohybu drátu u procesu CMT je uvolnění kapky s lepšími
vlastnostmi krátkého oblouku.
Výhody procesu CMT jsou
menší vnos tepla
-
nižší tvorba rozstřiků
-
omezení emisí
-
vysoká stabilita procesu
-
Proces CMT je vhodný pro následující činnosti:
spojovací svařování, navařování a pájení se zvláště vysokými požadavky na
-
vnos tepla a stabilitu procesu
svařování tenkých plechů s malou deformací materiálu
-
speciální spojování např. mědi, zinku, oceli s hliníkem
-
UPOZORNĚNĹ!
K dispozici je odborná publikace o metodě CMT s uvedenými příklady,
ISBN 978-3-8111-6879-4.
Stručný popis
svařovacího procesu CMT Cycle
Step
CMT Cycle Step je zdokonalením svařovacího procesu CMT. Také zde je třeba
speciální pohonná jednotka CMT.
CMT Cycle Step je svařovací proces s nejmenším vnosem tepla.
Při svařovacím procesu CMT Cycle Step probíhá cyklické střídání svařování CMT
a pauz s nastavitelnou dobou jejich trvání.
Díky svařovacím pauzám se snižuje vnos tepla, kontinuita svarového švu zůstává
zachována.
Možné jsou i jednotlivé cykly CMT. Velikost svařovaných bodů se stanovuje
počtem cyklů CMT.
35

Stručný popis
procesu WireSense
WireSense je asistenční postup pro automatizované použití, při kterém drátová
elektroda funguje jako senzor.
Prostřednictvím drátové elektrody je možné před každým svařováním zkontrolovat polohu dílu a spolehlivě rozpoznat reálnou výšku a polohu hran plechu.
Výhody:
Reakce na reálné odchylky dílu
-
Odpadá dodatečné učení – úspora času a nákladů
-
Není nutná kalibrace TCP a senzoru
-
Pro WireSense je nutný hardware CMT:
WF 60i Robacta Drive CMT, SB 500i R s absorbérem drátu nebo SB 60i R,
odvíjecí zařízení WFi REEL
Svařovací balíček CMT není pro WireSense nutný.
Stručný popis
ConstantWire
Stručný popis
drážkování (Arc
Air Gouging)
ConstantWire se používá při laserovém pájení a dalších laserových svařovacích
postupech.
Svařovací drát se posouvá do pájecí nebo svařovací lázně, zapálení oblouku se zabrání regulací rychlosti drátu.
Možné je použití v režimu konstantního proudu (CC) i v režimu konstantního
napětí (CV).
Svařovací drát lze přivádět buď pod proudem při použití s horkým drátem, nebo
bez proudu při použití se studeným drátem.
Při drážkování se zapálí oblouk mezi uhlíkovou elektrodou a svařencem, základní
materiál se nataví a profoukne stlačeným vzduchem.
Provozní parametry pro drážkování jsou definovány ve speciální charakteristice.
Použití:
Odstranění dutin, pórů nebo struskových vměstků ze svařenců
-
Oddělení nálitků nebo opracování celých ploch svařenců ve slévárenských
-
provozech
Příprava hran pro hrubé plechy
-
Příprava a vylepšení svarových švů
-
Vypracování kořenových vrstev nebo vadných míst
-
Vytváření styčných mezer
-
36

Systémové komponenty
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(2a)
CS
Všeobecné informace
Přehled
Svařovací zdroje mohou být používány s různými systémovými komponentami a
příslušenstvím. Podle aktuální oblasti použití svařovacího zdroje mohou být optimalizovány průběhy svařování a zjednodušena údržba a obsluha.
(1) Chladicí moduly
(2) Svařovací zdroje
(2a) Svařovací zdroj TPS 400i LSC ADV
(3) Příslušenství robota
(4) Propojovací hadicová vedení (max. 50 m)*
(5) Podavače drátu
(6) Uchycení podavače drátu
(7) Podvozek a držáky plynových lahví
* Propojovací hadicová vedení > 50 m jen v kombinaci s rozšířenou výbavou
OPT/i SpeedNet Repeater
Dále:
Svařovací hořák
-
Zemnicí kabel a kabel elektrody
-
Prachový filtr
-
Dodatečné proudové zásuvky
-
37
Rozšířená výbava
OPT/i TPS 2.SpeedNet Connector
druhá přípojka SpeedNet jako rozšířená výbava
Montuje se při výrobě na zadní stranu svařovacího zdroje (může být však namontována také na přední stranu svařovacího zdroje).
OPT/i TPS 4x Switch SpeedNet
Rozšířená výbava pro případ, kdy je zapotřebí více než jedna dodatečná přípojka
SpeedNet.
DŮLEŽITÉ! Rozšířenou výbavu OPT/i TPS 4x Switch SpeedNet nelze provozovat
v kombinaci s rozšířenou výbavou OPT/i TPS 2. SpeedNet Connector. Pokud je ve
svařovacím zdroji zabudovaná rozšířená výbava OPT/i TPS 2.SpeedNet Connector, je zapotřebí ji odstranit.
Rozšířená výbava OPT/i TPS 4x Switch SpeedNet je standardní součástí
svařovacích zdrojů TPS 600i.
OPT/i TPS SpeedNet Connector
Doplněk rozšířené výbavy OPT/i TPS 4x Switch SpeedNet
Možno pouze v kombinaci s rozšířenou výbavou OPT/i TPS 4x Switch SpeedNet,
maximálně 2 kusy na svařovací zdroj
OPT/i TPS 2. NT241 CU 1400i
Při použití chladicího modulu CU 1400 musí být ve svařovacích zdrojích TPS 320i
- 600i zabudovaná rozšířená výbava OPT/i TPS 2. NT241 CU1400i.
Rozšířená výbava OPT/i TPS 2. NT241 CU1400 je standardní součástí svařovacích
zdrojů TPS 600i.
OPT/i TPS napájení motoru +
Pokud mají být ve svařovacím systému provozovány 3 nebo více hnacích motorů,
musí být ve svařovacích zdrojích TPS320i - 600i zabudovaná rozšířená výbava
OPT/i TPS napájení motoru +.
OPT/i TPS prachový filtr
DŮLEŽITÉ! Použití volitelného OPT/i TPS prachového filtru u svařovacích zdrojů
TPS 320i - 600i je spojeno s omezením dovoleného zatížení!
OPT/i TPS 2. kladná zásuvka PC
2. kladná (+) proudová zásuvka (Power Connector) na přední straně svařovacího
zdroje jako rozšířená výbava
OPT/i TPS 2. zemnicí zásuvka
2. záporná (-) proudová zásuvka (Dinse) na zadní straně svařovacího zdroje jako
rozšířená výbava
OPT/i TPS 2. kladná zásuvka DINSE
2. kladná (+) proudová zásuvka (Dinse) na přední straně svařovacího zdroje jako
rozšířená výbava
OPT/i TPS 2. zemnicí zásuvka PC
2. záporná (-) proudová zásuvka (Power Connector) na zadní straně svařovacího
zdroje jako rozšířená výbava
38
OPT/i SpeedNet Repeater
Zesilovač signálu pro případ, kdy propojovací hadicová vedení nebo propojení
svařovacího zdroje a podavače drátu jsou delší než 50 m
Drážkovací hořák KRIS 13
Držák elektrody s přípojkou stlačeného vzduchu pro drážkování
OPT/i Synergic Lines
Rozšířená výbava k aktivaci všech dostupných speciálních charakteristik
svařovacích zdrojů TPSi;
určena také k automatické aktivaci speciálních charakteristik vytvořených v budoucnu.
OPT/i GUN Trigger
Rozšířená výbava pro speciální funkce v souvislosti s tlačítkem hořáku
OPT/i Jobs
Rozšířená výbava pro provoz s programovými bloky
OPT/i Documentation
Rozšířená výbava pro funkci dokumentování
OPT/i Interface Designer
Rozšířená výbava pro individuální konfiguraci rozhraní
OPT/i WebJobEdit
Rozšířená výbava pro úpravu jobů přes webovou stránku SmartManager
svařovacího zdroje
OPT/i Limit Monitoring
Rozšířená výbava pro zadání mezních hodnot svařovacího proudu, svařovacího
napětí a rychlosti drátu
CS
OPT/i Custom NFC - ISO 14443A
Rozšířená výbava nutná k tomu, aby bylo možné používat zákaznické frekvenční
pásmo pro karty s klíčem
OPT/i CMT Cycle Step
Rozšířená výbava pro nastavitelný cyklický svařovací proces CMT
OPT/i OPC-UA
Standardizovaný protokol datových rozhraní
OPT/i MQTT
Standardizovaný protokol datových rozhraní
OPT/i Wire Sense
Vyhledání svaru / rozpoznání hran prostřednictvím drátové elektrody při automatizovaných způsobech použití
Jen v kombinaci s hardwarem CMT
OPT/i Touch Sense Adv.
Pro použití s 2 svařovacími systémy na jednom dílu: Zatímco jeden svařovací
systém je v režimu svařování, na druhém svařovacím systému se může určit
svařovací poloha
OPT/i SenseLead
Rozšířená výbava pro prevenci problémů s indukčností
OPT/i CU Interface
Rozhraní pro chladicí moduly CU 4700 a CU 1800
OPT/i SynchroPuls 10 Hz
Pro zvýšení frekvence SynchroPuls z 3 Hz na 10 Hz
39

Rozšířená výbava
OPT/i Safety
Stop PL d
DŮLEŽITÉ! Bezpečnostní funkce OPT/i Safety Stop PL d byla vyvinuta podle
normy EN ISO 13849-1:2008 + AC:2009 jako kategorie 3.
Předpokládá se dvoukanálový přívod vstupního signálu.
Přemostění dvoukanálovosti (např. pomocí zkratovacího můstku) je nepřípustné a
má za následek ztrátu PL d.
Popis funkce
Rozšířená výbava OPT/i Safety Stop PL d zajišťuje bezpečnostní vypnutí
svařovacího zdroje po PL d s kontrolovaným koncem svařování během méně než
jedné sekundy.
Při každém zapnutí svařovacího zdroje provede bezpečnostní funkce Safety Stop
PL d autotest.
DŮLEŽITÉ! Tento autotest je zapotřebí provést alespoň jednou ročně, aby se
přezkoušela funkce bezpečnostního vypnutí.
Pokud minimálně na jednom ze 2 vstupů poklesne napětí, Safety Stop PL d zastaví probíhající svařování, motor podavače drátu a svařovací napětí se vypnou.
Svařovací zdroj vydá kód závady. Komunikace přes rozhraní robota nebo sběrnicový systém zůstane zachována.
K opětovnému spuštění svařovacího systému je zapotřebí znovu přivést napětí.
Závada musí být potvrzena pomocí tlačítka hořáku, displeje nebo rozhraní a
svařování musí být znovu spuštěno.
Pokud nedojde k současnému vypnutí obou vstupů (> 750 ms), systém vydá kritickou, nepotvrditelnou chybu.
Svařovací zdroj zůstane trvale odpojený.
Vynulování se provádí vypnutím a zapnutím svařovacího zdroje.
40

Ovládací prvky, přípojky a mecha-
nické součásti
41

42

Ovládací panel
CS
Všeobecné informace
Bezpečnost
Potřebné parametry svařování je možné snadno volit a měnit pomocí zadávacího
kolečka.
Tyto parametry se při svařování zobrazují na displeji.
V důsledku působení synergické funkce se při změně jednoho parametru změní i
další parametry svařování.
UPOZORNĚNĹ!
Na základě aktualizací firmwaru mohou být u přístroje k dispozici funkce, které
nejsou v tomto návodu k obsluze popsány, a naopak.
Některá vyobrazení ovládacích prvků se mohou mírně lišit od prvků na vašem
přístroji. Funkce těchto ovládacích prvků je však totožná.
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
43

Ovládací panel
(1) (2) (5) (6)(3) (4)
43,0001,3547
Č. Funkce
(1) Přípojka USB
Pro připojení USB flash disku (např. servisní dongle, licenční klíč atd.).
DŮLEŽITÉ! Přípojka USB nemá galvanické oddělení od svařovacího obvodu. K přípojce USB se proto nesmějí připojit přístroje, které vytvářejí elektrické spojení s jiným přístrojem!
(2) Zadávací kolečko s funkcí otočení/stisknutí
Pro volbu prvků, nastavení hodnot a listování v seznamech
(3) Displej (s dotykovou funkcí)
pro přímé ovládání svařovacího zdroje dotykem prstů na displeji
-
pro zobrazení hodnot
-
pro navigaci v nabídce
-
(4) Čtecí zóna pro NFC klíče
pro odemknutí/zamknutí svařovacího zdroje prostřednictvím NFC
-
klíčů
pro přihlášení různých uživatelů (při aktivované správě uživatelů a
-
přidělených NFC klíčích)
NFC klíč = NFC karta nebo NFC klíčenka
44

(5) Tlačítko zavedení drátu
Pro zavedení drátové elektrody do hadicového vedení svařovacího hořáku,
bez proudu a plynu
(6) Tlačítko zkoušky plynu
Pro nastavení požadovaného množství plynu na redukčním ventilu.
Po stisknutí tlačítka zkoušky plynu se otevře na dobu 30 s průtok plynu.
Opakovaným stisknutím lze průtok plynu předčasně uzavřít.
CS
45
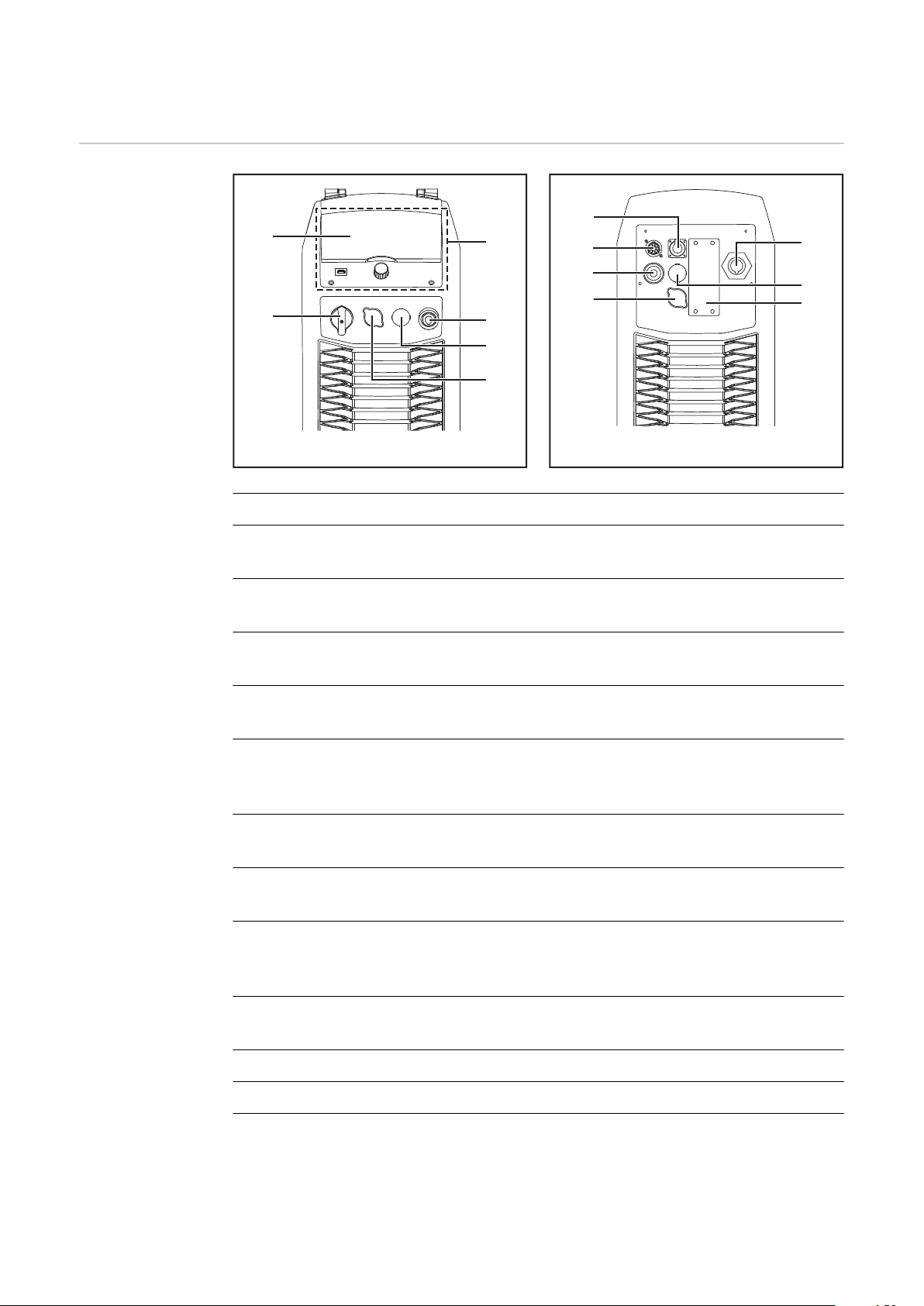
Přípojky, přepínače a mechanické součásti
(1)
(2)
(3)
(4)
(6)
(5)
(7)
(8)
(12)
(13)
(9)
(10)
(11)
Svařovací zdroj
TPS 320i / 400i /
500i / 600i, TPS
400i LSC ADV
Přední strana
Č. Funkce
(1) Síťový vypínač
k zapnutí a vypnutí svařovacího zdroje
(2) Kryt ovládacího panelu
k ochraně ovládacího panelu
(3) Ovládací panel s displejem
k ovládání svařovacího zdroje
(4) Záporná (-) proudová zásuvka s bajonetovým zajištěním
k připojení zemnicího kabelu při svařování MIG/MAG
(5) Záslepka
určená pro volitelnou druhou proudovou zásuvku (+) s bajonetovým zajištěním
(6) Záslepka
určená pro volitelnou druhou přípojku SpeedNet
(7) Záslepka
určená pro volitelnou druhou přípojku SpeedNet
Zadní strana
46
(8) Proudová zásuvka (+) s jemným vinutím (Power Connector)
k připojení proudového kabelu propojovacího hadicového vedení při
svařování MIG/MAG
(9) Přípojka SpeedNet
k připojení propojovacího hadicového vedení
(10) Přípojka Ethernet
(11) Síťový kabel s příchytkou
(12) Záslepka
určená pro volitelnou druhou proudovou zásuvku (-) s bajonetovým zajištěním
Druhá proudová zásuvka (-) slouží k připojení proudového kabelu propojovacího hadicového vedení při svařování MIG/MAG k přepólování (např. pro
svařování s trubičkovým drátem)
(13) Záslepka
určená pro volitelnou druhou přípojku SpeedNet nebo rozhraní robota
RI FB Inside/i
Na svařovacím zdroji TPS 600i je namontována jiná krycí deska, která obsahuje přípojku systémové sběrnice rozšířené výbavy OPT/i TPS 4x Switch
SpeedNet.
CS
47

48

Koncepce ovládání
49

50

Možnosti zadání
CS
Všeobecné informace
UPOZORNĚNĹ!
Na základě aktualizace firmwaru vašeho přístroje mohou být na přístroji k dispozici funkce, které nejsou v tomto návodu k obsluze popsány, a naopak.
Některá vyobrazení ovládacích prvků se mohou mírně lišit od prvků na vašem
přístroji. Funkce těchto ovládacích prvků je však totožná.
VAROVÁNÍ!
Chybná obsluha může způsobit závažná poranění osob a materiální škody.
Popsané funkce používejte teprve poté, co přečtete celý tento návod k obslu-
▶
ze a porozumíte jeho obsahu.
Popsané funkce používejte teprve poté, co si v plném rozsahu přečtete
▶
všechny návody k obsluze všech systémových komponent, zejména bezpečnostní předpisy, a porozumíte jejich obsahu.
Na ovládacím panelu svařovacího zdroje jsou dostupné následující možnosti
zadávání:
Zadání otáčením/stisknutím zadávacího kolečka
-
Zadání stisknutím tlačítek
-
Zadání dotykem displeje
-
Zadání
otáčením/stisknutím
zadávacího kolečka
Zadávací kolečko s funkcí otočení/stisknutí slouží pro volbu prvků, změnu hodnot
a listování v seznamech.
Otáčení zadávacího kolečka
Výběr prvků v hlavní oblasti displeje:
Otočením doprava označíte další prvek v pořadí.
-
Otočením doleva označíte předchozí prvek v pořadí.
-
Otočení doprava ve svislém seznamu označíte spodní prvek, otočením doleva
-
horní prvek.
Změna hodnot:
Otočením doprava nastavovanou hodnotu zvýšíte.
-
Otočením doleva nastavovanou hodnotu snížíte.
-
Pomalým otáčením zadávacího kolečka zpomalíte změnu nastavované hod-
-
noty, např. za účelem přesnějšího jemného nastavení.
Rychlým otáčením zadávacího kolečka se nastavovaná hodnota nadměrně
-
mění, takže velké změny hodnot můžete zadávat rychle.
U některých parametrů svařování, jako je rychlost drátu, svařovací proud, korekce
délky oblouku atd., se měněná hodnota automaticky převezme otáčením
zadávacího kolečka, aniž by bylo nutné zadávací kolečko stisknout.
51

Stisknutí zadávacího kolečka
Převzetí označených hodnot, např. při požadované změně hodnoty parametru
svařování.
Převzetí hodnot určitého parametru svařování.
Zadání stisknutím tlačítek
Zadání dotykem
displeje
Stisknutí tlačítek spouští následující funkce:
Stisknutím tlačítka zavedení drátu se drátová elektroda zavede do hadicového
vedení svařovacího hořáku bez proudu a plynu.
Stisknutím tlačítka zkoušky plynu se otevře na dobu 30 s průtok plynu. Opakovaným stisknutím lze průtok plynu předčasně uzavřít.
Dotyk displeje slouží
pro navigaci
-
pro spuštění funkcí
-
pro výběr voleb
-
Dotykem, tedy výběrem prvku na displeji, se tento prvek označí.
52

Displej a stavový řádek
(1)
(2)
(4)
(5)
(6)
(3)
Displej
Č. Funkce
(1) Stavový řádek
obsahuje následující informace:
aktuálně nastavený svařovací postup
-
aktuálně nastavený provozní režim
-
aktuálně nastavený svařovací program (materiál, ochranný plyn
-
a průměr drátu)
aktivní stabilizátory a zvláštní svařovací postupy
-
stav Bluetooth
-
přihlášení uživatelé / uzamčení svařovacího zdroje
-
existující chyby
-
čas a datum
-
CS
(2) Levá postranní lišta
Levá postranní lišta obsahuje tlačítka:
„Welding“ (Svařování)
-
„Welding process“ (Svařovací postup)
-
„Process parameters“ (Procesní parametry)
-
„Defaults“ (Přednastavení)
-
Levá postranní lišta se ovládá dotykem displeje.
(3) Zobrazení aktuálních hodnot
Svařovací proud, svařovací napětí, rychlost drátu
(4) Hlavní část
V hlavní části se zobrazují parametry svařování, grafy, seznamy nebo navigační prvky. Rozčlenění hlavní části a její obsazení prvky závisí na konkrétním použití.
Hlavní část se ovládá
pomocí zadávacího kolečka,
-
dotykem displeje.
-
53

Stavový řádek
(1) (2) (3)
(6) (8)(7)(5)(4)
(5) Pravá postranní lišta
Pravá postranní lišta se používá v závislosti na zvoleném tlačítku na levé
postranní liště následujícím způsobem:
jako funkční lišta složená z aplikačních a funkčních tlačítek
-
pro navigaci ve 2. úrovni nabídky
-
Pravá postranní lišta se ovládá dotykem displeje.
(6) Indikace HOLD
Po ukončení každého svaru se uloží do paměti aktuální hodnoty
svařovacího proudu a napětí a zobrazí se indikace HOLD.
Stavový řádek je rozdělen do segmentů a obsahuje následující informace:
(1) Aktuálně nastavený svařovací postup
(2) Aktuálně nastavený provozní režim
(3) Aktuálně nastavený svařovací program (materiál, ochranný plyn, charakte-
ristika a průměr drátu)
(4) Indikace stabilizátorů / aktivní CMT Cycle Step
Stabilizátor délky oblouku
Stabilizátor průvaru
CMT Cycle Step (jen v kombinaci se svařovacím postupem CMT)
Symbol svítí zeleně:
Stabilizátor / CMT Cycle Step je aktivní
Symbol je šedý:
Stabilizátor / CMT Cycle Step je dostupný, ale nepoužívá se ke svařování
(5) Zobrazení stavu Bluetooth (pouze na certifikovaných zařízeních)
Symbol svítí modře: Aktivní připojení k účastníkovi připojení Bluetooth
-
Symbol je šedý: Účastník připojení Bluetooth byl rozpoznán, ale připo-
-
jení není aktivní
54
nebo
Indikace přechodového oblouku

(6) Jen v režimu TWIN:
Current limit exceeded!
1
číslo svařovacího zdroje, LEAD / TRAIL / SINGLE
(7) Aktuálně přihlášený uživatel (při aktivované správě uživatelů)
nebo
symbol klíče při zamčeném svařovacím zdroji (např. pokud je aktivován
profil/role „locked (uzamčeno)“)
(8) Čas a datum
CS
Stavový řádek –
dosažení proudového limitu
Po dosažení proudového limitu – závislého na charakteristice – při svařování
MIG/MAG se ve stavovém řádku zobrazí příslušné hlášení.
Výběrem stavového řádku zobrazíte podrobné informace.
1
Zobrazí se informace.
Po výběru možnosti „Skrýt informace“ se okno s informací zavře.
2
Snižte rychlost drátu, svařovací proud, svařovací napětí nebo tloušťku mate-
3
riálu
nebo
zvětšete vzdálenost mezi kontaktní trubicí a svařencem.
Další informace týkající se proudového limitu najdete v části Diagnostika a odstraňování závad na straně 225.
55

56

Instalace a uvedení do provozu
57

58

Minimální vybavení pro svařovací práce
CS
Všeobecné informace
Plynem chlazené
svařování
MIG/MAG
Vodou chlazené
svařování
MIG/MAG
V závislosti na použitém svařovacím postupu je pro svařovací zdroj nezbytné
určité minimální vybavení.
Následující popis uvádí potřebné minimální vybavení pro jednotlivé svařovací postupy.
Svařovací zdroj
-
Zemnicí kabel
-
Plynem chlazený svařovací hořák MIG/MAG
-
Napájení ochranným plynem
-
Podavač drátu
-
Propojovací hadicové vedení
-
Drátová elektroda
-
Svařovací zdroj
-
Chladicí modul
-
Zemnicí kabel
-
Vodou chlazený svařovací hořák MIG/MAG
-
Napájení ochranným plynem
-
Podavač drátu
-
Propojovací hadicové vedení
-
Drátová elektroda
-
Automatizované
svařování
MIG/MAG
Svařovací zdroj
-
Rozhraní robota nebo připojení sběrnice
-
Zemnicí kabel
-
Robotový svařovací hořák MIG/MAG nebo strojní svařovací hořák MIG/MAG
-
U vodou chlazených robotových nebo strojních svařovacích hořáků je dále
nutný chladicí modul.
Přípojka ochranného plynu (přívod ochranného plynu)
-
Podavač drátu
-
Propojovací hadicové vedení
-
Drátová elektroda
-
59

Ruční svařování
CMT
Svařovací zdroj
-
Svařovací balíčky Standard, Pulse a CMT aktivované na svařovacím zdroji
-
Zemnicí kabel
-
Svařovací hořák PullMig CMT včetně hnací jednotky CMT a zásobníku drátu
-
CMT
DŮLEŽITÉ! U vodou chlazených aplikací CMT je dodatečně nutný chladicí
modul!
OPT/i PushPull
-
Podavač drátu
-
Propojovací hadicové vedení CMT
-
Drátová elektroda
-
Přípojka ochranného plynu (přívod ochranného plynu)
-
Automatizované
svařování CMT
Svařování TIG
DC
Svařovací zdroj
-
Svařovací balíčky Standard, Pulse a CMT aktivované na svařovacím zdroji
-
Rozhraní robota nebo připojení vnější sběrnice
-
Zemnicí kabel
-
Svařovací hořák CMT včetně hnací jednotky CMT
-
Chladicí modul
-
Odvíjecí podavač drátu (WFi REEL)
-
Propojovací hadicové vedení
-
Hadicové vedení svařovacího hořáku
-
Hadice podávání drátu
-
Místo pro rozdělování média (např. SB 500i R, SB 60i R)
-
Zásobník drátu CMT (u SB 60i R zahrnut)
-
Drátová elektroda
-
Přípojka ochranného plynu (přívod ochranného plynu)
-
Svařovací zdroj s vestavěnou volitelnou OPT/i TPS 2. kladnou zdířkou
-
Zemnicí kabel
-
Svařovací hořák TIG s plynovým ventilem
-
Přípojka plynu (přívod ochranného plynu)
-
Přídavný materiál, podle druhu práce
-
Svařování obalenou elektrodou
Drážkování
60
Svařovací zdroj s vestavěnou volitelnou OPT/i TPS 2. kladnou zdířkou
-
Zemnicí kabel
-
Držák elektrod se svařovacím kabelem
-
Obalené elektrody
-
Svařovací zdroj s vestavěnou volitelnou OPT/i TPS 2. kladnou zdířkou
-
Zemnicí kabel 120i PC
-
Adaptér PowerConnector – Dinse
-
Drážkovací hořák KRIS 13
-
Napájení stlačeným vzduchem
-

Před instalací a uvedením do provozu
CS
Bezpečnost
Předpisové
použití přístroje
Předpisy pro
umístění
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
Přístroj je určen výlučně pro svařování pracovními postupy MIG/MAG, TIG a
svařování obalenou elektrodou. Jakékoliv jiné a tento rámec přesahující použití se
nepovažuje za předpisové. Za škody vzniklé tímto používáním výrobce neručí.
K předpisovému správnému používání přístroje patří rovněž
dodržování pokynů obsažených v tomto návodu k obsluze
-
provádění pravidelných revizí a úkonů údržby
-
Přístroj je vybaven krytím IP 23, které představuje:
ochranu proti vniknutí cizích těles větších než Ø 12,5 mm (0,49 in.)
-
ochranu proti vodě stříkající pod úhlem 60° od svislé roviny
-
Síťové připojení
Přístroj může být, v souladu s krytím IP 23, postaven a provozován ve venkovním
prostředí. Přesto je třeba chránit jej před bezprostředními účinky vody (např. vlivem deště).
VAROVÁNÍ!
Převrácení nebo pád přístroje může znamenat ohrožení života.
Pro zajištění stability postavte přístroj, konzoly a podvozek na rovný a pevný
▶
podklad.
Vzduchový kanál představuje důležité bezpečnostní zařízení. Při volbě umístění
přístroje proto dbejte, aby chladicí vzduch mohl vzduchovými štěrbinami na
přední a zadní straně nerušeně vcházet a vycházet. Vznikající elektricky vodivý
kovový prach (např. při smirkování) nesmí být přímo nasáván do přístroje.
Přístroje jsou navrženy pro síťové napětí uvedené na výkonovém štítku.
-
Přístroje se jmenovitým napětím 3x 575 V se smějí provozovat pouze ve
-
třífázových sítích s uzemněným nulovým bodem.
Pokud síťový kabel a síťová zástrčka nejsou součástí vašeho provedení
-
přístroje, je zapotřebí, aby je kvalifikovaná osoba namontovala v souladu
s národními normami.
Jištění síťového vedení je uvedeno v technických údajích.
-
61

POZOR!
Nedostatečně dimenzovaná elektroinstalace může vést ke vzniku závažných
materiálních škod.
Dbejte, aby dimenzování síťového vedení a jeho jištění odpovídalo stávajícímu
▶
napájení.
Směrodatné jsou technické údaje uvedené na výkonovém štítku.
Provoz s elektrocentrálou
Svařovací zdroj je schopen provozu s elektrocentrálou.
Pro definování potřebného výkonu generátoru je požadován maximální zdánlivý
výkon S
Maximální zdánlivý výkon S
svařovacího zdroje.
1max
svařovacího zdroje se vypočte pro 3fázové
1max
přístroje následovně:
S
= I
1max
I
a U1 podle výkonového štítku na přístroji nebo technických údajů
1max
Potřebný zdánlivý výkon generátoru S
1max
x U1 x √3
se vypočte pomocí následujícího vzor-
GEN
ce:
S
GEN
= S
1max
x 1,35
Pokud se nesvařuje s plným výkonem, je možné použít menší generátor.
DŮLEŽITÉ! Zdánlivý výkon generátoru S
zdánlivý výkon S
svařovacího zdroje!
1max
nesmí být menší než maximální
GEN
UPOZORNĚNĹ!
Odevzdané napětí generátoru nesmí v žádném případě podkročit nebo překročit
oblast tolerance síťového napětí.
Údaj o toleranci síťového napětí je uveden v části „Technické údaje“.
Informace k
systémovým
komponentám
62
Následně popsané pracovní kroky a činnosti obsahují pokyny týkající se
nejrůznějších systémových komponent, jako jsou například:
podvozek
-
chladicí moduly
-
uchycení podavačů drátu
-
podavače drátu
-
propojovací hadicová vedení
-
svařovací hořák
-
atd.
-
Bližší informace ohledně montáže a připojení systémových komponent naleznete
v příslušných návodech k obsluze jednotlivých systémových komponent.

Připojte síťový kabel.
CS
Všeobecné informace
Předepsané
síťové kabely
Není-li připojen síťový kabel, musí být před uvedením do provozu namontován
síťový kabel odpovídající napětí přípojky.
Na svařovacím zdroji je namontované univerzální odlehčení tahu pro průměr kabelu 12 - 30 mm (0,47 - 1,18 in.).
Odlehčení tahu pro jiné průřezy kabelu je třeba odpovídajícím způsobem dimenzovat.
Svařovací zdroj
Síťové napětí: USA a Canada * | Evropa
TPS 320i /nc
3x 400 V: AWG 12 | 4 G 2,5
3x 460 V: AWG 14 | 4 G 2,5
TPS 320i /MV/nc
3x 230 V: AWG 10 | 4 G 4
3x 460 V: AWG 14 | 4 G 2,5
TPS 320i /600V/nc **
3x 575 V: AWG 14 | -
TPS 400i /nc
3x 400 V: AWG 10 | 4 G 4
3x 460 V: AWG 12 | 4 G 4
TPS 400i /MV/nc
3x 230 V: AWG 6 | 4 G 6
3x 460 V: AWG 10 | 4 G 4
TPS 400i /600V/nc **
3x 575 V: AWG 12 | -
TPS 500i /nc
3x 400 V: AWG 8 | 4 G 4
3x 460 V: AWG 10 | 4 G 4
TPS 500i /MV/nc
3x 230 V: AWG 6 | 4 G 10
3x 460 V: AWG 10 | 4 G 4
TPS 500i /600V/nc **
3x 575 V: AWG 10 | -
TPS 600i /nc
3x 400 V: AWG 6 | 4 G 10
3x 460 V: AWG 6 | 4 G 10
TPS 600i /600V/nc **
3x 575 V: AWG 6 | -
* Typ kabelů pro USA / Kanadu: Extra-hard usage
** Svařovací zdroj bez označení CE; není dostupný v Evropě
AWG = American wire gauge (= americká míra pro průměr kabelu)
63

Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Níže popsané práce smějí provádět jen odborně vyškolené osoby.
▶
Dodržujte národní normy a směrnice.
▶
POZOR!
Nebezpečí v důsledku nesprávně připraveného síťového kabelu.
Následkem mohou být zkraty a materiální škody.
Všechny fázové vodiče i ochranný vodič odizolovaného síťového kabelu
▶
opatřete izolací vodiče.
Připojení
síťového kabelu – všeobecné
informace
DŮLEŽITÉ! Ochranný vodič by měl být asi o 30 mm (1,18 in.) delší než fázové vo-
diče.
1 2
3 4
64

5 6
7
CS
65

Uvedení svařovacího zdroje TPS 320i / 400i /
500i / 600i, TPS 400i LSC ADV do provozu
Bezpečnost
Všeobecné informace
VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Při připojení svařovacího zdroje k elektrické síti během instalace existuje nebezpečí závažného zranění osob a poškození majetku.
Veškeré práce na zařízení provádějte pouze v případě, že je síťový vypínač
▶
svařovacího zdroje v poloze O.
Všechny práce na přístroji provádějte, jen když je svařovací zdroj odpojený od
▶
sítě.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku elektricky vodivého prachu
v přístroji.
Následkem mohou být těžká poranění a materiální škody.
Přístroj provozujte pouze s namontovaným vzduchovým filtrem. Vzduchový
▶
filtr představuje důležité bezpečnostní zařízení pro dosažení krytí IP 23.
Uvedení svařovacích zdrojů TPS 320i / 400i / 500i / 600i a TPS 400i LSC ADV do
provozu je popsáno na příkladu ručního, vodou chlazeného procesu MIG/MAG.
Následující vyobrazení nabízejí přehled o konstrukci jednotlivých systémových
komponent.
Podrobné informace k jednotlivým pracovním úkonům naleznete v návodech k
obsluze příslušných systémových komponent.
66

TPS 320i / 400i /
1
6
2
3
4
5
500i / 600i:
Sestavení
systémových
komponent
(přehled)
CS
67

TPS 400i LSC
ADV:
Sestavení
systémových
komponent
(přehled)
68

Připevnění od-
1
2
3
4
2
1
3
4
lehčení tahu propojovacího hadicového vedení
1
2
CS
Připojení propojovacího hadicového vedení
Upevnění odlehčení tahu na podvozek
Upevnění odlehčení tahu na podavač drátu
UPOZORNĚNĹ!
U zařízení chlazených plynem není chladicí modul součástí zařízení.
U systémů chlazených plynem také odpadá připojení přípojek chladicího média.
1
2
Připojení propojovacího hadicového vedení ke
svařovacímu zdroji a chladicímu modulu
Propojovací hadicové vedení lze připojit k podavači drátu,
* pouze pokud jsou v podavači drátu vestavěné
přípojky chladicího média a v případě vodou
chlazeného propojovacího hadicového vedení
69

Správné položení
propojovacího
hadicového vedení
POZOR!
Nebezpečí poškození komponent svařovacího systému přehřátím v důsledku nesprávně položeného propojovacího hadicového vedení.
Propojovací hadicové vedení pokládejte bez smyček
▶
Propojovací hadicové vedení nezakrývejte
▶
Propojovací hadicové vedení nenavinujte u plynové lahve ani je okolo ní ne-
▶
ovíjejte
70
Správné položení propojovacího hadicového vedení
DŮLEŽITÉ!
Hodnot dovoleného zatížení (DZ) propojovacích hadicových vedení je možné
-
dosáhnout jen při správném položení propojovacích hadicových vedení.
Pokud se položení propojovacího hadicového vedení změní, proveďte vy-
-
rovnání R/L (viz str. 144)!
Magneticky kompenzovaná propojovací hadicová vedení umožňují změnit po-
-
ložení beze změny indukčnosti svařovacího obvodu.
Magneticky kompenzovaná propojovací hadicová vedení jsou k dostání od
délky 10 m u společnosti Fronius.
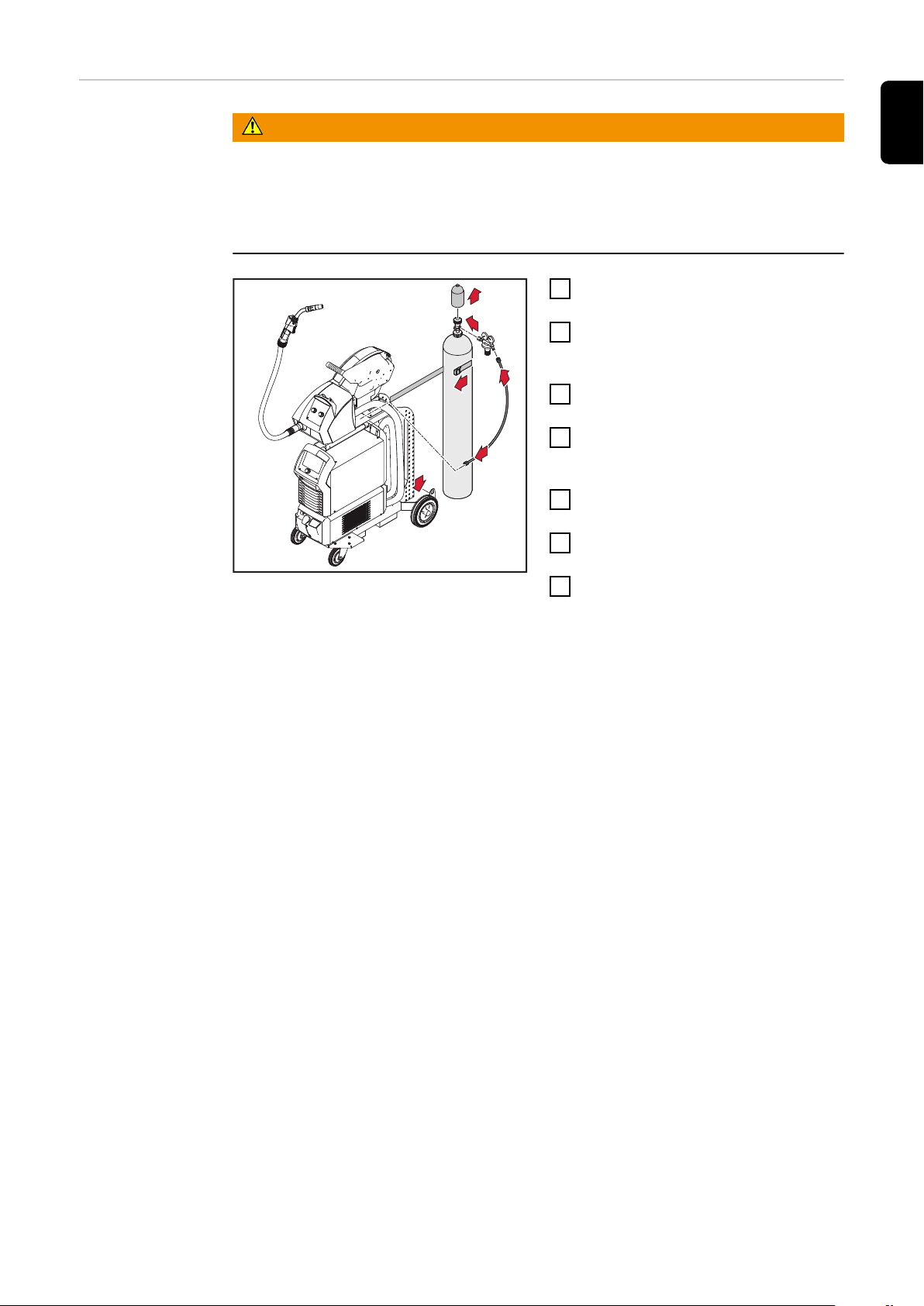
Připojení ply-
6
7
7
2
1
3
nové lahve
VAROVÁNÍ!
Nebezpečí vážného zranění osob a materiálních škod v důsledku pádu plynových
lahví.
Pro zajištění stability postavte plynové lahve na rovný a pevný podklad. Za-
▶
jistěte plynové lahve proti pádu.
Dodržujte bezpečnostní předpisy výrobce plynových lahví.
▶
Postavte lahev s ochranným ply-
1
nem na spodní část podvozku
Lahev s ochranným plynem
2
upevněte pomocí zajišťovacího
pásu v horní části (nikoli za hrdlo)
Odšroubujte ochrannou krytku ply-
3
nové lahve
Krátce otevřete ventil lahve, aby
4
došlo k odstranění okolních nečistot
Překontrolujte těsnění na re-
5
dukčním ventilu
Našroubujte redukční ventil na ply-
6
novou lahev a pevně jej dotáhněte
Upevněte lahev s ochranným plynem na podvozek
Hadici ochranného plynu propojo-
7
vacího hadicového vedení připojte
pomocí plynové hadice k redukčnímu ventilu
CS
71

Vytvoření
- -
2
1
uzemnění
UPOZORNĚNĹ!
Při vytváření uzemnění dodržujte následující pokyny:
Pro každý svařovací zdroj použijte vlastní zemnicí kabel
▶
Kladný a zemnicí kabel by měly být co nejblíže u sebe
▶
Oddělte kabely svařovacích obvodů jednotlivých svařovacích zdrojů od sebe
▶
navzájem
Nepokládejte více zemnicích kabelů paralelně;
▶
pokud se paralelnímu vedení není možné vyhnout, dodržujte minimální
vzdálenost mezi kabely svařovacích obvodů 30 cm
Zemnicí kabel udržujte co nejkratší, předpokládá se velký průřez kabelu
▶
Zemnicí kabely se nesmí křížit
▶
Zajistěte, aby se mezi zemnicím kabelem a propojovacím hadicovým vedením
▶
nenacházely feromagnetické materiály
Dlouhé zemnicí kabely nenavíjejte – cívkový efekt!
▶
Dlouhé zemnicí kabely pokládejte do smyček
▶
▶
▶
Zemnicí kabely nepokládejte do železných trubek, kovových kabelových
žlabů nebo na ocelové traverzy, vyvarujte se kabelových kanálů;
(společné položení kladného kabelu a zemnicího kabelu do jedné železné
trubky nezpůsobuje žádné problémy)
Používáte-li více zemnicích kabelů, umístěte zemnicí body na dílu co nejdále
od sebe a zabraňte křížení proudových cest pod jednotlivými oblouky.
Používejte kompenzovaná propojovací hadicová vedení (propojovací hadicová
vedení s integrovaným zemnicím kabelem)
Zasuňte zemnicí kabel do záporné
1
proudové zásuvky (-) a zajistěte ho
Připojte druhý konec zemnicího ka-
2
belu ke svařenci
DŮLEŽITÉ! Pro dosažení optimálních
svařovacích vlastností veďte zemnicí
kabel co nejblíže u propojovacího hadicového vedení.
72

POZOR!
3
2
4
7
6
*
5
Připojení
svařovacího
hořáku
MIG/MAG k podavači drátu
Zhoršené výsledky svařování v důsledku společného uzemnění více svařovacích
zdrojů!
Při svařování jednoho dílu více svařovacími zdroji může společné uzemnění
výrazně ovlivnit výsledky svařování.
Oddělte svařovací elektrické obvody!
▶
Každý svařovací elektrický obvod uzemněte samostatně!
▶
Nepoužívejte společný zemnicí vodič!
▶
Zkontrolujte, zda jsou všechny ka-
1
bely, vedení a hadicové vedení nepoškozené a správně izolované
Otevřete kryt pohonu drátu
2
Otevřete upínací páku na pohonu
3
drátu
CS
Správně vybavený svařovací hořák
4
s označením nahoře zasuňte
zepředu do přípojky svařovacího
hořáku na podavači drátu
Zavřete upínací páku na pohonu
5
drátu
* U vodou chlazených svařovacích
hořáků:
Zapojte hadici přívodu chladicího
6
média do přípojky přívodu chladicího média (modrá)
Zapojte hadici zpětného chodu
7
chladicího média do přípojky
zpětného chodu chladicího média
(červená)
73

8
Zavřete kryt pohonu drátu
8
Zkontrolujte, zda jsou všechny
9
přípojky pevně připojené
74

Další činnosti Následující úkony provádějte podle návodu k obsluze podavače drátu:
Nasaďte podávací kladky do podavače drátu.
1
Vložte cívku nebo košovou cívku s košovým adaptérem do podavače drátu.
2
Zavedení drátové elektrody
3
Nastavení přítlaku
4
Nastavení brzdy
5
DŮLEŽITÉ! Pro dosažení optimálních výsledků svařování doporučuje výrobce při
prvním uvedení svařovacího systému do provozu a při každé jeho změně provést
vyrovnání R/L.Další informace ohledně vyrovnání R/L naleznete v kapitole „Režim
svařování“ v části „Procesní parametry“ pod heslem „Vyrovnání R/L“ (str. 144).
CS
75
Uzamčení a odemčení svařovacího zdroje
prostřednictvím NFC klíče
Všeobecné informace
Uzamčení
a odemčení
svařovacího
zdroje prostřednictvím NFC
klíče
NFC klíč = NFC karta nebo NFC klíčenka
Svařovací zdroj je možné uzamknout pomocí NFC klíče, například aby se zabránilo nežádoucímu přístupu nebo změně parametrů svařování.
Uzamčení a odemčení se provádí na ovládacím panelu svařovacího zdroje.
Uzamčení a odemčení svařovacího zdroje vyžaduje, aby byl svařovací zdroj zapnutý.
Uzamčení svařovacího zdroje
76
Podržte NFC klíč nad čtecí zónou NFC klíče
1
Na displeji se krátce zobrazí symbol klíče.
Poté bude symbol klíče zobrazen na stavovém řádku.
Svařovací zdroj je nyní uzamčen.
Pomocí zadávacího kolečka je možné pouze číst a nastavovat parametry
svařování.
Při vyvolání zablokované funkce se zobrazí příslušné upozornění.
Odemčení svařovacího zdroje
Podržte NFC klíč nad čtecí zónou NFC klíče
1
Na displeji se krátce zobrazí přeškrtnutý symbol klíče.
Symbol klíče na stavovém řádku se přestane zobrazovat.
Všechny funkce svařovacího zdroje jsou znovu neomezeně k dispozici.
UPOZORNĚNĹ!
Podrobnější informace o zablokování svařovacího zdroje najdete v kapitole
„Přednastavení – Správa/Administrace“ od strany 185.
CS
77

78

Svařovací provoz
79

80

Provozní režimy MIG/MAG
S
E
CS
Všeobecné informace
Symboly a vysvětlivky
VAROVÁNÍ!
Chybná obsluha může způsobit závažná poranění osob a materiální škody.
Popsané funkce používejte teprve poté, co přečtete celý tento návod k obslu-
▶
ze a porozumíte jeho obsahu.
Popsané funkce používejte teprve poté, co si v plném rozsahu přečtete
▶
všechny návody k obsluze všech systémových komponent, zejména bezpečnostní předpisy, a porozumíte jejich obsahu.
Údaje týkající se nastavování dostupných parametrů, rozsahu nastavení
a měrných jednotek najdete v nabídce Setup.
Stiskněte tlačítko hořáku | Podržte tlačítko hořáku| Uvolněte tlačítko hořáku
GPr
Předfuk plynu
I-S
Fáze startovacího proudu: prudké ohřátí základního materiálu navzdory vysokému odvodu tepla na začátku svařování
t-S
Doba trvání startovacího proudu
Začátek korekce délky oblouku
SL1
Slope 1: plynulý pokles startovacího proudu na svařovací proud
I
Fáze svařovacího proudu: rovnoměrný přísun tepla do základního materiálu
zahřátého předbíhajícím teplem
I-E
Fáze závěrného proudu: k zamezení místního přehřátí základního materiálu nahromaděním tepla na konci svařování. Zabrání se možnému propadnutí svarového
švu.
t-E
doba trvání závěrného proudu
Konec korekce délky oblouku
81

Režim 2takt
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
SL2
Slope 2: plynulý pokles svařovacího proudu na závěrný proud
GPo
Dofuk plynu
Podrobné vysvětlení parametrů naleznete v kapitole Procesní parametry
Režim 4takt
Provozní režim 2takt je vhodný především pro
stehování
-
krátké svarové švy
-
automatizovaný a robotový provoz
-
Provozní režim 4takt je vhodný především pro delší svarové švy.
82

Režim speciální
I
t
I
GPr GPo
I-E
SL1t-S
I-S
SL2
+ +
S
E
t-E
I
I-S
I-E
+
I
S
E
GPr GPoSL1 SL2
t
t-S t-E
4takt
Režim speciální
2takt
CS
Režim speciální 4takt je vhodný především pro svařování hliníkových materiálů.
Vysoká tepelná vodivost hliníku je zohledněna speciálním průběhem svařovacího
proudu.
Režim speciální 2takt je vhodný především pro svařování při vyšším výkonu. V
režimu speciální 2takt se oblouk zapálí při nižším výkonu, výsledkem je snadnější
stabilizace oblouku.
83

Bodové
I
+
I
GPr GPoSPt
t
svařování
Režim bodového svařování je vhodný především pro svarové spoje překrývajících
se plechů.
84

Svařování MIG/MAG a CMT
CS
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
Po otevření přístroje se pomocí vhodného měřicího přístroje ujistěte, že
▶
součásti, které mohou mít elektrický náboj (např. kondenzátory), jsou vybité.
Svařování
MIG/MAG
a CMT – přehled
Zapnutí
svařovacího
zdroje
Oddíl „Svařování MIG/MAG a CMT“ zahrnuje následující kroky:
Zapnutí svařovacího zdroje
-
Výběr svařovacího postupu a provozního režimu
-
Výběr přídavného materiálu a ochranného plynu
-
Nastavení svařovacích a procesních parametrů
-
Nastavení množství ochranného plynu
-
Svařování MIG/MAG nebo CMT
-
UPOZORNĚNĹ!
Při použití chladicího modulu dodržujte bezpečnostní předpisy a provozní
podmínky uvedené v návodu k obsluze chladicího modulu.
Zasuňte napájecí kabel
1
Přepněte síťový vypínač do polohy - I -
2
Chladicí modul integrovaný ve svařovacím systému začne pracovat.
DŮLEŽITÉ! Pro dosažení optimálních výsledků svařování doporučuje výrobce při
prvním uvedení svařovacího systému do provozu a při každé jeho změně provést
vyrovnání R/L.
Další informace ohledně vyrovnání R/L naleznete v kapitole Procesní parametry
MIG/MAG v části „Vyrovnání R/L“ (str. 144).
85

Nastavení
2
3
1
*
5
4
4-step
svařovacího postupu a provozního režimu
Nastavení svařovacího postupu
* Další strana: Elektroda, TIG
Vyberte „Svařovací postup“
1
Vyberte „Postup“
2
Zobrazí se přehled svařovacích postupů.
V závislosti na typu svařovacího zdroje nebo instalovaného balíčku funkcí jsou
k dispozici různé svařovací postupy.
Vyberte požadovaný svařovací postup
3
Nastavení provozního režimu
86
Vyberte „Provozní režim“
4
Zobrazí se přehled provozních režimů:

Výběr
1
2
3
přídavného materiálu a
ochranného plynu
Režim 2takt
-
Režim 4takt
-
Režim speciální 2takt
-
Režim speciální 4takt
-
Vyberte požadovaný provozní režim
5
CS
Vyberte „Postup svařování“
1
Vyberte „Přídavný materiál“
2
Vyberte možnost „Změnit nastavení materiálu“
3
Otáčejte zadávacím kolečkem a vyberte požadovaný přídavný materiál
4
Vyberte tlačítko „Další“ / stiskněte zadávací kolečko
5
Otáčejte zadávacím kolečkem a vyberte požadovaný průměr drátu
6
Vyberte tlačítko „Další“ / stiskněte zadávací kolečko
7
Otáčejte zadávacím kolečkem a vyberte požadovaný ochranný plyn
8
Vyberte tlačítko „Další“ / stiskněte zadávací kolečko
9
UPOZORNĚNĹ!
Dostupné charakteristiky pro svařovací postup se nezobrazí, pokud je pro zvolený přídavný materiál dostupná pouze jedna charakteristika.
Poté následuje potvrzovací krok asistenta přídavného materiálu; pracovní kroky
10 - 14 odpadají.
Otáčejte zadávacím kolečkem a vyberte požadovaný svařovací postup
10
Chcete-li vybrat požadovanou charakteristiku, stiskněte zadávací kolečko
11
(modré pozadí)
Otáčejte zadávacím kolečkem a vyberte požadovanou charakteristiku
12
Stiskněte zadávací kolečko a převezměte zvolenou charakteristiku (bílé po-
13
zadí)
Vyberte tlačítko „Další“
14
87

Nastavení para-
1
2
3
4
metrů svařování
Zobrazí se potvrzovací krok asistenta přídavného materiálu:
Vyberte možnost „Uložit“ / stiskněte zadávací kolečko
15
Nastavený přídavný materiál a příslušné charakteristiky pro svařovací postup se
uloží.
Vyberte „Svařování“
1
Otáčením zadávacího kolečka vyberte požadovaný parametr svařování
2
Chcete-li parametr změnit, stiskněte zadávací kolečko
3
Hodnota parametru se zobrazí jako horizontální stupnice:
např. parametr Rychlost podávání drátu
Nyní můžete hodnotu zvoleného parametru změnit.
Změňte parametr otáčením zadávacího kolečka
4
Změněná hodnota parametru bude ihned převzata.
Pokud u synergického svařování změníte některý z následujících parametrů: rychlost podávání drátu, tloušťka plechu, svařovací proud nebo napětí oblouku, budou
této změně ihned přizpůsobeny také zbývající parametry.
88
Pokud chcete přejít k přehledu parametrů svařování, stiskněte zadávací ko-
5
lečko

Popřípadě upravte procesní parametry svařovacího systému pro uživatelská
1
6
nebo specifická nastavení
CS
Nastavení
množství
ochranného plynu
Svařování
MIG/MAG nebo
CMT
Otevřete ventil plynové lahve
1
Stiskněte tlačítko zkoušky plynu
2
Plyn proudí ven.
Otáčejte stavěcími šrouby na spodní straně redukčního ventilu, až manometr
3
ukáže požadované množství ochranného plynu.
Stiskněte tlačítko zkoušky plynu
4
Proudění plynu se zastaví.
Vyberte „Svařování“, aby se zobrazily parametry svařování
1
POZOR!
Elektrický proud a vysouvaná drátová elektroda mohou způsobit závažné poranění osob a materiální škody.
Při stisknutí tlačítka hořáku:
držte hořák směrem od obličeje a těla,
▶
nemiřte hořákem na jiné osoby,
▶
dbejte na to, aby se drátová elektroda nedotýkala žádných elektricky vo-
▶
divých nebo uzemněných částí (např. tělo přístroje atd.).
Stiskněte tlačítko hořáku a zahajte svařovací proces
2
Na konci každého svařování se uloží do paměti aktuální hodnoty svařovacího
proudu, napětí oblouku a rychlosti drátu a na displeji se zobrazí HOLD.
89

UPOZORNĚNĹ!
Parametry nastavené na ovládacím panelu jedné systémové komponenty (např.
na podavači drátu nebo dálkovém ovladači) nelze měnit z ovládacího panelu
svařovacího zdroje.
90
Parametry svařování MIG/MAG a CMT
CS
Parametry
svařování pro
MIG/MAG pulzní
synergické
svařování, pro
svařování CMT a
pro svařování
PMC
Pro synergické pulzní svařování MIG/MAG, svařování CMT a svařování PMC je
možné pod tlačítkem „Welding“ (Svařování) nastavit a zobrazit následující parametry svařování:
Proud 1) [A]
Rozsah nastavení: závisí na zvoleném svařovacím postupu a svařovacím programu
Před začátkem svařování se automaticky zobrazí směrná hodnota vyplývající z naprogramovaných parametrů. Během svařovacího postupu se zobrazuje aktuální
hodnota.
Napětí 1) [V]
Rozsah nastavení: závisí na zvoleném svařovacím postupu a svařovacím programu
Před začátkem svařování se automaticky zobrazí směrná hodnota vyplývající z naprogramovaných parametrů. Během svařovacího postupu se zobrazuje aktuální
hodnota.
Tloušťka materiálu
0,1 - 30,0 mm 2) / 0,004 - 1,18 2) in.
1)
Rychlost drátu
0,5 - max.
Korekce délky oblouku
ke korekci délky oblouku;
-10 až +10
Tovární nastavení: 0
- ... kratší oblouk
0 ... střední oblouk
+ ... delší oblouk
Korekce pulzu/dynamiky
ke korekci energie pulzů při použití pulzního oblouku
-10 až +10
Tovární nastavení: 0
- ... nižší síla uvolnění kapky
0 ... střední síla uvolnění kapky
+ ... vyšší síla uvolnění kapky
1)
2) 3)
m/min / 19,69 - max
2) 3)
ipm.
91

Parametry
svařování pro
standardní synergické
svařování
MIG/MAG
a svařování LSC
Pro standardní synergické svařování MIG/MAG a pro svařování LSC lze v nabídce
„Welding“ (Svařování) nastavit a zobrazit následující parametry svařování:
Proud 1) [A]
Rozsah nastavení: závisí na zvoleném svařovacím postupu a svařovacím programu
Před začátkem svařování se automaticky zobrazí směrná hodnota vyplývající z naprogramovaných parametrů. Během svařovacího postupu se zobrazuje aktuální
hodnota.
Napětí 1) [V]
Rozsah nastavení: závisí na zvoleném svařovacím postupu a svařovacím programu
Před začátkem svařování se automaticky zobrazí směrná hodnota vyplývající z naprogramovaných parametrů. Během svařovacího postupu se zobrazuje aktuální
hodnota.
Tloušťka materiálu
1)
0,1 - 30,0 mm 2) / 0,004 - 1,18 2) in.
Rychlost drátu
0,5 - max.
1)
2) 3)
m/min / 19,69 - max
2) 3)
ipm.
Korekce délky oblouku
ke korekci délky oblouku;
-10 až +10
Tovární nastavení: 0
- ... kratší oblouk
0 ... střední oblouk
+ ... delší oblouk
Korekce pulzu/dynamiky
ke korekci energie pulzů při použití pulzního oblouku
-10 až +10
Tovární nastavení: 0
- ... nižší síla uvolnění kapky
0 ... střední síla uvolnění kapky
+ ... vyšší síla uvolnění kapky
92

Parametry
svařování pro
standardní ruční
svařování
MIG/MAG
Pro standardní ruční svařování MIG/MAG je možné pod tlačítkem „Welding“
(Svařování) nastavit a zobrazit následující parametry svařování:
Napětí 1) [V]
Rozsah nastavení: závisí na zvoleném svařovacím postupu a svařovacím programu
Před začátkem svařování se automaticky zobrazí směrná hodnota vyplývající z naprogramovaných parametrů. Během svařovacího postupu se zobrazuje aktuální
hodnota.
Dynamika
k ovlivnění zkratové dynamiky v okamžiku přechodu kapky
0 - 10
Tovární nastavení: 0
0 ... tvrdší a stabilnější oblouk
10 ... měkký oblouk s minimálním rozstřikem
CS
Vysvětlení
poznámek na
spodním okraji
stránek
Rychlost podávání drátu
1)
pro nastavení tvrdšího a stabilnějšího oblouku
0,5 - max. 2) m/min / 19,69 - max 2) ipm.
1) Synergický parametr
Při změně jednoho synergického parametru budou na základě synergické
funkce zároveň automaticky nastaveny také všechny ostatní synergické
parametry.
Skutečný rozsah nastavení závisí na použitém svařovacím zdroji, na
použitém podavači drátu a na zvoleném svařovacím programu.
2) Skutečný rozsah nastavení závisí na zvoleném svařovacím programu.
3) Maximální hodnota závisí na použitém podavači drátu.
93

Režim EasyJob
3
1
2
Všeobecné informace
Aktivace režimu
EasyJob
Pokud je aktivní režim EasyJob, zobrazuje se na displeji dalších 5 tlačítek, která
umožňují rychlé uložení až 5 pracovních bodů.
Přitom se uloží aktuální nastavení, která jsou pro svařování důležitá.
Vyberte Přednastavení / Zobrazení / EasyJobs
1
Zobrazí se přehled pro aktivaci/deaktivaci režimu EasyJob.
Vyberte „EasyJobs: Zapnuto“
4
Vyberte „OK“
5
Režim EasyJob je aktivní; zobrazí se přednastavení.
Vyberte „Svařování“
6
U parametrů svařování se zobrazí 5 tlačítek EasyJob.
94

Uložení pra-
1
~ 3 sec.
1
< 3 sec.
covních bodů EasyJob
UPOZORNĚNĹ!
Bloky EasyJob se ukládají pod čísly 1–5 a lze je vyvolat také prostřednictvím
provozu s programovými bloky.
Uložení bloku EasyJob přepíše programový blok uložený pod stejným číslem!
Chcete-li uložit aktuální nastavení svařování, stiskněte jedno z tlačítek EasyJ-
1
ob asi na 3 sekundy
Tlačítko nejprve změní velikost a barvu. Asi po 3 sekundách se toto tlačítko zobrazí v zelené barvě a s rámečkem.
Nastavení byla uložena. Naposledy uložená nastavení jsou aktivní. Aktivní EasyJob
se zobrazí se zaškrtnutím na tlačítku EasyJob.
Neobsazená tlačítka EasyJob se zobrazí tmavě šedá.
CS
Vyvolání pracovních bodů EasyJob
Chcete-li vyvolat uložený pracovní bod EasyJob, krátce se dotkněte od-
1
povídajícího tlačítka EasyJob (< 3 sekundy)
Tlačítko nakrátko změní velikost a barvu a poté se zobrazí se zaškrtnutím:
Pokud se po dotyku tlačítka EasyJob nezobrazí zaškrtnutí, není pod tímto
tlačítkem uložen žádný pracovní bod.
95

Smazání pra-
1
> 5 sec.
*
covních bodů EasyJob
Chcete-li vymazat pracovní bod EasyJob, stiskněte tlačítko EasyJob na dobu
1
asi 5 sekund
Tlačítko
nejprve změní velikost a barvu;
-
asi po 3 sekundách se zobrazí s rámečkem;
-
Uložený pracovní bod se přepíše aktuálním nastavením.
asi za 5 sekund (celkem) se podbarví červeně (= vymazání).
-
Pracovní bod EasyJob byl vymazán.
* ... červené podbarvení
96

Režim programových bloků (JOB)
2
CS
Všeobecné informace
Uložení nastavení jako programového bloku
(jobu)
Ve svařovacím zdroji je možné uložit a reprodukovat až 1000 programových bloků
(jobů).
Odpadá ruční dokumentace svařovacích parametrů.
Provoz s programovými bloky tak zvyšuje kvalitu automatického i ručního
svařování.
Programové bloky je možné ukládat pouze v režimu svařování. Při ukládání programových bloků se vedle aktuálních svařovacích nastavení zohledňují také procesní parametry a určitá přednastavení zařízení.
Nastavte parametry svařování, které mají být uloženy jako programový blok
1
(job):
Parametry svařování
-
Svařovací postup
-
Parametry procesu
-
Popř. přednastavení zařízení
-
Vyberte možnost „Uložit jako job“
2
Zobrazí se seznam programových bloků (jobů).
Chcete-li některý ze stávajících jobů přepsat, vyberte jej otáčením zadávacího kolečka a zadávací kolečko stiskněte (nebo vyberte tlačítko „Další“).
Po zobrazení bezpečnostního dotazu lze vybraný job přepsat.
Pro nový job vyberte možnost „Vytvořit nový job“
Stiskněte zadávací kolečko / vyberte tlačítko „Další“
3
Zobrazí se číslo následujícího volného programového bloku (jobu).
Otáčejte zadávacím kolečkem a vyberte požadované umístění v paměti
4
Stiskněte zadávací kolečko / vyberte tlačítko „Další“
5
97

Zobrazí se klávesnice.
3
1
2
Zadejte název jobu
6
Vyberte „OK“ a potvrďte název jobu / stiskněte zadávací kolečko
7
Název bude převzat; zobrazí se potvrzení o úspěšném uložení programového bloku.
Po výběru možnosti „Dokončit“ nebo stisknutí zadávacího kolečka se zobra-
8
zené okno zavře
Programový blok
svařování – vyvolání programových bloků
UPOZORNĚNĹ!
Před vyvoláním programového bloku se ujistěte, že svařovací systém je sestaven
a instalován podle požadavků programového bloku.
98
Vyberte „Svařovací postup“
1
Vyberte „Postup“
2
Vyberte „Provoz s programovými bloky“
3
Provoz s programovými bloky je aktivován.
Zobrazí se svařování „JOB“ a data naposledy vyvolaného programového bloku.
Stiskněte tlačítko pro svařování „JOB“
4
Otáčejte zadávacím kolečkem a vyberte „Číslo jobu“ (bílé pozadí)
5
Požadovaný programový blok vyberte stisknutím zadávacího kolečka (modré
6
pozadí)
Otáčením zadávacího kolečka vyberte požadované číslo jobu (modré pozadí)
7
Název aktuálně vybraného programového bloku se zobrazí nad zobrazenými
aktuálními hodnotami.
Stiskněte zadávací kolečko a převezměte zvolené číslo jobu (bílé pozadí)
8
Začněte svařovat
9

Přejmenování jo-
1
2
3
universal
bu
DŮLEŽITÉ! V provozu s programovými bloky lze změnit jen parametr svařování
„Číslo jobu“, ostatní parametry svařování můžete pouze zobrazit.
CS
Vyberte možnost „Uložit jako job“
1
(funguje také v provozu s programovými bloky)
Zobrazí se seznam programových bloků (jobů).
Otáčejte zadávacím kolečkem a vyberte job, který chcete přejmenovat
2
Vyberte možnost „Přejmenovat Job“
3
Zobrazí se klávesnice.
Pomocí klávesnice změňte název programového bloku (jobu)
4
Vyberte „OK“ a potvrďte změněný název jobu / stiskněte zadávací kolečko
5
99

Smazání jobu
1
2
3
universal
Název jobu se změní, zobrazí se seznam jobů.
Po výběru možnosti „Přerušit“ se okno zavře
6
Vyberte možnost „Uložit jako job“
1
(funguje také v provozu s programovými bloky)
Zobrazí se seznam programových bloků (jobů).
100
Otáčejte zadávacím kolečkem a vyberte job, který chcete smazat
2
Vyberte možnost „Vymazat Job“
3
Zobrazí se bezpečnostní dotaz pro smazání jobu.
Vyberte možnost „Ano“, aby byl zvolený job vymazán
4
Job se smaže, zobrazí se seznam jobů.
 Loading...
Loading...