


Operating
instructions
TPS 320i C
PT-BR
Manual de instruções
42,0426,0113,PB 040-04072022

Índice
Diretrizes de segurança 9
Explicação dos avisos de segurança 9
Informações gerais 9
Utilização prevista 10
Acoplamento à rede 10
Condições ambientais 10
Responsabilidades do operador 11
Responsabilidades do pessoal 11
Disjuntor diferencial 11
Proteção própria e do pessoal 11
Informações sobre os valores de emissão de ruídos 12
Perigo devido a gases e vapores venenosos 12
Perigo por voo de centelhas 13
Perigo por corrente de soldagem e de rede 13
Correntes de soldagem de fuga 14
Classificação dos aparelhos de compatibilidade eletromagnética 15
Medidas de compatibilidade eletromagnética 15
Medidas para EMF 16
Áreas de perigo especiais 16
Exigência para o gás de proteção 17
Perigo devido aos cilindros de gás de proteção 17
Perigo de vazamento do gás de proteção 18
Medidas de segurança no local de instalação e no transporte 18
Medidas de segurança em operação normal 19
Comissionamento, manutenção e reparo 19
Revisão técnica de segurança 20
Descarte 20
Sinalização de segurança 20
Segurança de dados 20
Direito autorais 20
PT-BR
Informações gerais 23
Informações gerais 25
Conceito de dispositivo 25
Princípio de funcionamento 25
Áreas de aplicação 25
Conformidades 26
Bluetooth trademarks 27
Avisos de alerta no equipamento 27
Descrição dos avisos de alerta no equipamento 29
Welding Packages, curvas características de soldagem, métodos de soldagem e processos 31
Informações gerais 31
Pacotes de soldagem 31
Curvas sinérgicas de soldagem 31
Breve descrição da soldagem MIG/MAG Puls-Synergic 35
Descrição breve do padrão sinérgico de solda MIG/MAG 35
Descrição breve do processo PMC 35
Descrição breve do processo LSC 35
Breve descrição da soldagem SynchroPuls 36
Breve descrição do processo CMT 36
Descrição em curva do processo de soldagem CMT Cycle Step 36
Componentes do sistema 37
Geral 37
Visão geral 37
Opções 38
Elementos de operação, conexões e componentes mecânicos 41
Painel de comando 43
3

Geral 43
Segurança 43
Painel de comando 44
Conexões, interruptores e componentes mecânicos 46
Fonte de solda TPS 320i C 46
Conceito de manuseio 49
Possibilidades de entrada 51
Informações gerais 51
Entrada através de girar/pressionar o botão de ajuste 51
Entrada através da pressão de teclas 52
Entrada através do toque no display 52
Display e linha de status 53
Display 53
Linha de status 54
Linha de status – Limite de corrente atingido 55
Instalação e colocação em funcionamento 57
Equipamentos mínimos para a operação de soldagem 59
Informações gerais 59
Soldagem MIG/MAG com refrigeração a gás 59
Soldagem MIG/MAG com refrigeração a água 59
Soldagem CMT manual 59
Soldagem TIG-CC 59
Soldagem de eletrodos revestidos 59
Antes da instalação e comissionamento 60
Segurança 60
Especificações de uso 60
Requisitos de configuração 60
Acoplamento à rede 61
Funcionamento do gerador 61
Informações sobre os componentes do sistema 62
Conectar o cabo de rede 63
Geral 63
Cabos de rede exigidos 63
Segurança 63
Conectar cabo de rede – informações gerais 64
Comissionamento TPS 320i C 66
Segurança 66
Geral 66
Recomendação para aplicações com refrigeração à água 66
Conectar o cilindro de gás 66
Estabelecer a conexão à terra 68
Conectar a tocha de solda 69
Inserir/trocar os rolos de alimentação 70
Colocar a bobina de arame 71
Colocar a cesta tipo carretel 72
Deixar o eletrodo de arame entrar 73
Ajustar a pressão de contato 74
Ajustar o freio 75
Configuração do freio 75
Realizar a compensação R/L 76
Bloquear e desbloquear fonte de solda com chave NFC 77
Informações gerais 77
Bloquear e desbloquear fonte de solda com chave NFC 77
Operação de soldagem 79
Tipos de operação MIG/MAG 81
Informações gerais 81
Símbolos e descrições 81
Operação de 2 ciclos 82
4

Operação de 4 ciclos 82
Operação especial em 4 ciclos 83
Operação especial em 2 ciclos 83
Soldagem a ponto 84
Soldagem MIG/MAG e soldagem CMT 85
Segurança 85
Soldagem MIG/MAG e soldagem CMT – Visão geral 85
Ligar a fonte de solda 85
Configurar o método de soldagem e o modo de operação 86
Selecionar o material adicional e o gás de proteção 87
Ajustar os parâmetros de soldagem 88
Ajustar o volume de gás de proteção 89
Soldagem MIG/MAG ou soldagem CMT 89
Parâmetro de soldagem MIG/MAG e parâmetro de soldagem CMT 91
Parâmetros de soldagem para a soldagem MIG/MAG Puls-Synergic, para a soldagem CMT
e para a soldagem Pulse Multi Control
Parâmetro de soldagem para o padrão sinérgico de solda MIG/MAG e para a soldagem
Low Spatter Control
Parâmetro de soldagem para o padrão manual de soldagem MIG/MAG 93
Explicação das notas de rodapé 93
Modo EasyJob 94
Geral 94
Ativar o modo EasyJob 94
Salvar pontos operacionais EasyJob 95
Acessar pontos operacionais EasyJob 95
Excluir pontos operacionais EasyJob 96
Operação por Job 97
Geral 97
Salvar configurações como Job 97
Job de soldagem – Acessar Jobs 98
Renomear Job 99
Excluir Job 100
Carregar Job 101
Otimizar Job 102
Ajustar os limites de correção para um Job 103
Pré-configuração para „Salvar como Job“ 105
Soldagem a ponto 107
Soldagem a ponto 107
Soldagem TIG 110
Segurança 110
Preparação 110
Soldagem TIG 111
Ignição do arco voltaico 113
Terminar o Processo de Soldagem 114
Soldagem de eletrodos revestidos 115
Segurança 115
Preparação 115
Soldagem de eletrodos revestidos 116
Parâmetro de soldagem para a soldagem de eletrodos revestidos 119
91
92
PT-BR
Parâmetro do processo 121
Visão geral 123
Visão geral 123
Parâmetros gerais do processo 124
Parâmetros gerais do processo 124
Parâmetros de processo para CEL 124
Parâmetros do processo para início/fim de soldagem 125
Parâmetros do processo para setup do gás 127
Parâmetro do processo para regulagem do processo 128
Estabilizador de penetração de solda 128
Estabilizador do comprimento do arco voltaico 129
5

Combinação do estabilizador de penetração de solda e do estabilizador do comprimento
do arco voltaico
Parâmetro do processo para SynchroPuls 133
Parâmetro do processo para processo misto 135
Parâmetro de soldagem para CMT Cycle Step 138
Parâmetros de processo para soldagem a ponto 139
Ajuste R/L 139
Parâmetro do processo para setup TIG/eletrodo 140
Parâmetros do processo de componentes e monitoramento 145
Parâmetros do processo de componentes e monitoramento 145
Parâmetros do processo para os componentes 145
Parâmetros do processo de drenagem/enchimento para o jogo de mangueira da tocha 146
Calibração do sistema 147
Monitoramento da ruptura do arco voltaico 147
Solidificação do arame no tubo de contato 148
Solidificação do arame na peça de trabalho 148
Acoplamento do circuito de soldagem 149
Monitoramento da extremidade do arame 150
Monitoramento de gás 151
Monitoramento da potência do motor 152
Monitoramento de compensador de arame 152
Parâmetro de processo de Job 153
Visão geral - Parâmetros do processo do Job 153
Otimizar parâmetros do processo para Job 153
Parâmetros do processo para limites de correção 155
Parâmetros do processo para pré-configurações de „Salvar como Job“ 156
132
Pré-ajustes 159
Pré-ajustes 161
Informações gerais 161
Visão geral 161
Pré-configurações - Indicação 162
Indicação de pré-configurações 162
Ajustar idioma 162
Unidades/ajustar normas 162
Ajustar data e horário 163
Acessar os dados do sistema 163
Exibir curvas sinérgicas 166
Pré-configurações - sistema 167
Predefinições do sistema 167
Acessar as informações do aparelho 167
Estabelecer ajustes de fábrica 167
Restaurar senha do site 168
Setup do modo de operação: Ajustar „Acionador“ de 4 ciclos especiais, indicação especial
JobMaster, soldagem a ponto e tecla de queima da seleção de Job
Service Connect 170
Ajustar parâmetro de rede manualmente 171
Configurar WLAN 172
Setup do Bluetooth 173
Configuração da fonte de solda 175
Setup do avanço de arame 175
Interface de setup 175
Pré-configurações - documentação 176
Predefinições da documentação 176
Ajustar a taxa de amostragem 176
Visualizar livro de registros 176
Ligar/desligar monitoramento de limite 177
Predefinições - administração 178
Predefinições de administração 178
Informações gerais 178
Explicações de conceitos 178
169
6

Papéis pré-definidos e usuários 179
Visão geral da administração de usuários 179
Estabelecer administrador e papéis 180
Recomendação para o estabelecimento de papéis e usuários 180
Estabelecer chave de administrador 181
Estabelecer papéis 181
Copiar papéis 182
Estabelecer usuários 183
Estabelecer usuários 183
Copiar usuários 183
Editar papéis/usuários, desativar administração de usuários 185
Editar papéis 185
Excluir papéis 185
Editar usuário 185
Excluir usuário 186
Desativar administração de usuários 186
Chave NFC do administrador perdida? 187
CENTRUM – Central User Management (gerenciamento central de usuários) 188
Ativar servidor CENTRUM 188
SmartManager - o site da fonte de solda 189
SmartManager - o site da fonte de solda 191
Informações gerais 191
Acessar e registrar o SmartManager da fonte de solda 191
Função de ajuda, quando o registro não funciona 192
Alterar senha/logout 192
Configurações 193
Seleção de idioma 193
Exibição de status 194
Fronius 194
Dados do sistema atuais 195
Dados do sistema atuais 195
Documentação, livro de registro 196
Documentação 196
Dados do Job 198
Dados do Job 198
Visão geral de Jobs 198
Editar Job 198
Importar Job 199
Exportar Job 199
Exportar Jobs como... 199
Ajustes das fontes de solda 201
Parâmetros do processo 201
Designação e localização 201
Configurações MQTT 201
Configurações OPC-UA 201
Backup e restauração 203
Informações gerais 203
Salvar e restaurar 203
Backup automático 204
Visualização de sinal 205
Visualização de sinal 205
Administração de usuários 206
Informações gerais 206
Usuário 206
Papéis do usuário 206
Exportação e importação 207
CENTRUM 207
Visão geral 208
Visão geral 208
Ampliar todos os grupos / Reduzir todos os grupos 208
PT-BR
7
Salvar como arquivo xml 208
Atualização 209
Atualização 209
Procurar arquivo de atualização (executar atualização) 209
Fronius WeldConnect 211
Pacotes de dados 212
Pacotes de dados 212
Welding Packages 212
Curvas características especiais 212
Opções 212
Introduzir pacote de funções 212
Visão geral das curvas características 214
Visão geral das curvas características 214
Mostrar/ocultar filtros 214
Screenshot (imagem da tela) 215
Captura de tela 215
Interface 216
Interface 216
Eliminação de falhas e manutenção 217
Diagnóstico de erro, eliminação de erro 219
Geral 219
Segurança 219
Soldagem MIG/MAG - Limite de corrente 219
Diagnóstico de falha da fonte de solda 220
Conservação, Manutenção e Descarte 224
Informações gerais 224
Segurança 224
Em cada comissionamento 224
A cada 2 meses 224
A cada 6 meses 224
Atualizar firmware 225
Descarte 225
Anexo 227
Valores médios de consumo durante a soldagem 229
Consumo médio do eletrodo de arame durante a soldagem MIG/MAG 229
Consumo médio de gás de proteção durante a soldagem MIG/MAG 229
Consumo médio de gás de proteção durante a soldagem TIG 229
Dados técnicos 230
Explicação do termo ciclo de trabalho 230
Tensão especial 230
Visão geral com matérias-primas críticas, ano de produção do dispositivo 231
TPS 320i C 232
TPS 320i C/nc 234
TPS 320i C/S/nc 236
TPS 320i C/MV/nc 238
Parâmetro de rádio 240
8

Diretrizes de segurança
PT-BR
Explicação dos
avisos de segurança
ALERTA!
Marca um perigo de ameaça imediata.
Caso não seja evitado, a consequência é a morte ou lesões graves.
▶
PERIGO!
Marca uma possível situação perigosa.
Caso não seja evitada, a consequência pode ser a morte e lesões graves.
▶
CUIDADO!
Marca uma possível situação danosa.
Caso não seja evitada, lesões leves ou menores e também danos materiais
▶
podem ser a consequência.
AVISO!
Descreve a possibilidade de resultados de trabalho prejudicados e de danos no
equipamento.
Informações gerais
O aparelho é produzido de acordo com tecnologias de ponta e com os regulamentos de segurança reconhecidos. Entretanto, no caso de operação incorreta
ou mau uso, há riscos
a vida do operador ou de terceiros,
-
para o aparelho e para outros bens materiais do usuário,
-
e para o trabalho eficiente com o equipamento.
-
Todas as pessoas contratadas para colocar o aparelho em funcionamento, operálo, fazer manutenção e repará-lo devem
ser qualificadas de forma correspondente,
-
ter conhecimentos de soldagem e
-
ter lido completamente este manual de instruções e cumprir com exatidão as
-
instruções.
O manual de instruções deve ser guardado permanentemente no local de utilização do aparelho. Como complemento ao manual de instruções, os regulamentos gerais válidos, bem como os regionais, sobre a prevenção de acidentes e proteção ao meio ambiente devem ser cumpridos.
Os avisos de segurança e perigo no aparelho
devem ser mantidos legíveis,
-
não devem ser danificados,
-
retirados,
-
ocultados, encobertos ou cobertos de tinta.
-
As posições dos avisos de segurança e perigo no aparelho devem ser observadas
no capítulo "Geral" do manual de instruções do seu aparelho.
Falhas que podem afetar a segurança devem ser eliminadas antes da inicialização
do mesmo.
Trata-se da sua segurança!
9

Utilização prevista
O equipamento deve ser utilizado exclusivamente para trabalhos no âmbito da
utilização prevista.
O aparelho é indicado exclusivamente para o método de soldagem que consta na
placa de sinalização.
Um uso diferente ou além do indicado é considerado como não estando de acordo. O fabricante não se responsabiliza por quaisquer danos decorrentes.
Também fazem parte da utilização prevista
a leitura completa e a observância de todos os avisos do manual de ins-
-
truções
a leitura completa e a observância de todos os avisos de segurança e perigo
-
o cumprimento dos trabalhos de inspeção e manutenção.
-
Nunca utilizar o aparelho para as seguintes aplicações:
Descongelamento de tubos
-
Carga de baterias/acumuladores
-
Partida de motores
-
O aparelho foi desenvolvido para a utilização na indústria e no comércio. O fabricante não assume a responsabilidade por danos que são causados por emprego
em áreas residenciais.
O fabricante também não assume qualquer responsabilidade por resultados de
trabalhos inadequados ou com falhas.
Acoplamento à
rede
Condições ambientais
Aparelhos com alta potência podem, devido à sua corrente de entrada, influenciar na qualidade de energia da rede.
Isso pode afetar alguns tipos de dispositivos na forma de:
limitações de conexão
-
-
exigências quanto à impedância máxima de rede permitida
exigências com relação à potência mínima de corrente de curto-circuito ne-
-
cessária
*)
respectivamente nas interfaces com a rede pública
*)
*)
, consulte os dados técnicos
Nesse caso, o operador ou usuário do aparelho deve certificar-se de que o aparelho possa ser conectado, se necessário, o fornecedor de eletricidade deve ser
consultado.
IMPORTANTE! Observar se há um aterramento seguro do acoplamento à rede!
A operação ou o armazenamento do aparelho fora do local especificado também
não são considerados adequados. O fabricante não se responsabiliza por quaisquer danos decorrentes.
Faixa de temperatura do ar ambiente:
na operação: -10 °C a + 40 °C (14 °F a 104 °F)
-
no transporte e armazenamento: -20 °C a +55 °C (-4 °F a 131 °F)
-
10
Umidade relativa do ar:
até 50% a 40 ℃ (104 °F)
-
até 90 % a 20 °C (68 °F)
-
Ar ambiente: isento de poeira, ácidos, gases ou substâncias corrosivas etc.
Altitude acima do nível do mar: até 2000 m (6561 ft. 8.16 in.)

Responsabilidades do operador
O operador se compromete a permitir que trabalhem no aparelho apenas pessoas que
estejam familiarizadas com as regras básicas sobre segurança no trabalho e
-
prevenção de acidentes, e tenham sido treinadas para o manuseio do mesmo
tenham lido e entendido esse manual de instruções, especialmente o capítu-
-
lo „Diretrizes de segurança“, e tenham confirmado com uma assinatura
tenham sido treinadas conforme as exigências para os resultados do traba-
-
lho.
O trabalho de consciência das normas de segurança do pessoal deve ser verificado em intervalos regulares.
PT-BR
Responsabilidades do pessoal
Disjuntor diferencial
Proteção própria
e do pessoal
Todas as pessoas designadas para trabalhar no aparelho comprometem-se, antes
do início dos trabalhos,
a seguir as regras básicas sobre segurança no trabalho e prevenção de aci-
-
dentes
ler este manual de instruções e confirmar, com uma assinatura, que compre-
-
enderam e cumprirão especialmente o capítulo „Diretrizes de segurança“.
Antes de sair do posto de trabalho, assegurar-se que, mesmo na sua ausência,
não possam ocorrer danos a pessoas ou bens materiais.
As condições locais e diretrizes nacionais podem exigir um disjuntor diferencial
ao conectar um equipamento em uma rede de energia pública.
O tipo de disjuntor diferencial recomendado pelo fabricante para o equipamento
está indicado nos Dados técnicos.
O manuseio dos equipamentos expõe o operador a diversos perigos, como:
Faíscas, peças de metais quentes que se movimentam ao redor
-
Radiação dos arcos voltaicos prejudiciais aos olhos e à pele
-
Campos magnéticos prejudiciais, que apresentam risco de vida para portado-
-
res de marca-passos
Perigo elétrico por corrente de soldagem e de rede
-
Aumento da poluição sonora
-
Gases e fumaças de soldagem prejudiciais
-
Utilizar roupas para soldagem adequadas no manuseio do equipamento. As roupas para soldagem devem apresentar as seguintes propriedades:
Pouca inflamabilidade
-
Isolantes e secas
-
Que cubram todo o corpo, não danificadas e em boas condições
-
Capacete de proteção
-
Calças sem barras dobradas
-
A roupa para soldagem inclui, entre outros:
Proteger os olhos e o rosto com uma placa protetora, com elemento de filtro
-
apropriado contra raios UV, calor e faíscas.
Por baixo do disco protetor, utilizar óculos de proteção normatizados com
-
proteção lateral.
Usar sapatos firmes que, mesmo quando úmidos, sejam isolantes.
-
Proteger as mãos com luvas apropriadas (isolamento elétrico e proteção con-
-
tra calor).
Para diminuir a poluição sonora e para proteger contra lesões, utilizar um
-
protetor auricular.
11

Manter afastadas pessoas e, principalmente, crianças durante a operação dos
aparelhos e o processo de soldagem. Se ainda assim houver pessoas nas proximidades:
Informá-las sobre todos os riscos (risco de ofuscamento por arco voltaico,
-
risco de lesão por movimentação de faíscas, fumaça de soldagem prejudicial
à saúde, poluição sonora, possível perigo por corrente elétrica ou de soldagem,...),
Disponibilizar meios de proteção apropriados, ou
-
Instalar barreiras de proteção e cortinas apropriadas.
-
Informações sobre os valores de
emissão de
ruídos
Perigo devido a
gases e vapores
venenosos
O aparelho produz uma potência acústica máxima de <80dB(A) (ref. 1pW) em
ponto morto, assim como na fase de resfriamento, após a operação, de acordo
com o ponto operacional máximo permitido com carga normal, conforme EN
60974-1.
Não é possível fornecer um valor de emissão referente ao local de trabalho no caso de soldagem (e corte), pois este está sujeito ao método de soldagem e às condições do ambiente. O valor depende de diferentes parâmetros, como o método
de soldagem (soldagem MIG/MAG ou TIG), o tipo de corrente adotada (corrente
contínua, corrente alternada), a faixa de potência, o tipo de material a soldar, o
comportamento de ressonância da peça de trabalho, as condições do local de
trabalho, entre outros.
A fumaça gerada durante a soldagem contém gases e vapores prejudiciais à
saúde.
A fumaça de soldagem contém substâncias que, segundo a monografia 118 da
International Agency for Research on Cancer, podem causar câncer.
Utilizar exaustão pontual e exaustão do ambiente.
Se possível, utilizar a tocha de solda com dispositivo de exaustão integrado.
Manter a cabeça longe da fumaça de soldagem e dos gases.
Em relação às fumaças geradas e aos gases prejudiciais,
não inalar
-
aspirar da área de trabalho utilizando os meios apropriados.
-
Providenciar uma alimentação suficiente de ar fresco. Certifique-se de que sempre seja fornecida uma taxa de ventilação de no mínimo 20 m³/h.
Em caso de ventilação insuficiente, utilizar um capacete de soldagem com alimentação de ar.
Caso haja dúvidas de que a sucção seja suficiente, comparar os valores de
emissão de poluentes com os valores limite permitidos.
Os seguintes componentes são, entre outros, responsáveis pelo grau de nocividade da fumaça de soldagem:
metais utilizados na peça de trabalho
-
Eletrodos
-
Revestimentos
-
produtos de limpeza desengraxantes e similares
-
Processo de soldagem utilizado
-
Por isso é necessário considerar as folhas de dados de segurança do material e as
informações do fabricante para os componentes mencionados.
Recomendações para os cenários de exposição, medidas de gerenciamento de
risco e de identificação de condições de trabalho podem ser encontradas no site
12

da European Welding Association na área Health & Safety (https://european-welding.org).
Perigo por voo
de centelhas
Manter vapores inflamáveis (por exemplo, vapores de solventes) longe da área de
irradiação do arco voltaico.
Quando não se estiver soldando, fechar a válvula do cilindro do gás de proteção
ou a alimentação de gás principal.
O voo de centelhas pode causar incêndios e explosões.
Nunca soldar perto de materiais inflamáveis.
Materiais combustíveis devem estar a uma distância mínima de 11 metros (36 ft.
1.07 in.) do arco voltaico ou protegidos com coberturas verificadas.
Deixar à disposição um extintor de incêndio apropriado e testado.
Centelhas e peças metálicas quentes também podem passar por pequenas fendas e aberturas para os ambientes adjacentes. Providenciar as respectivas medidas para, apesar disso, não existir perigo de lesão e de incêndio.
Não soldar em áreas com perigo de incêndio e explosão e em tanques, barris ou
tubos conectados quando estes não tiverem sido preparados conforme as normas nacionais e internacionais correspondentes.
Não se deve soldar em tanques onde foram/estão armazenadas bases, combustíveis, óleos minerais e similares. Há risco de explosão por causa dos resíduos.
PT-BR
Perigo por corrente de soldagem e de rede
Choques elétricos oferecem risco de vida e podem ser fatais.
Não tocar em peças sob tensão elétrica dentro e fora do aparelho.
Nas soldas MIG/MAG e TIG, o arame de soldagem, a bobina de arame, os rolos
de alimentação e as peças de metal que ficam em contato com o arame de soldagem são condutores de tensão.
Sempre colocar o avanço de arame sobre um piso suficientemente isolado ou utilizar um alojamento do alimentador de arame isolante apropriado.
Para proteção adequada de si mesmo e de outras pessoas contra o potencial de
terra ou de massa, providenciar um suporte isolante seco ou uma cobertura. O
suporte ou a cobertura devem cobrir completamente o espaço entre o corpo e o
potencial de terra ou de massa.
Todos os cabos e condutores devem estar fixos, intactos, isolados e ter as dimensões adequadas. Substituir imediatamente conexões soltas, cabos e condutores chamuscados, danificados ou subdimensionados.
Antes de cada utilização, verificar as ligações de corrente elétrica quanto ao assentamento correto e fixo.
No caso de alimentação com baioneta, girar o cabo em no mínimo 180° em torno
do eixo longitudinal e pré-tensionar.
Não enrolar cabos ou condutores no corpo ou em partes dele.
Os eletrodos (eletrodos revestidos, eletrodos de tungstênio, arames de soldagem
etc.)
jamais devem ser mergulhados em líquidos para resfriarem
-
nunca devem ser tocados com a fonte de solda ligada.
-
13
Entre os eletrodos de dois sistemas de soldagem, pode haver, por exemplo, o dobro da tensão de funcionamento em vazio de um sistema de soldagem. Em algumas situações, pode haver risco de vida ao tocar simultaneamente os potenciais
de ambos os eletrodos.
Um eletricista deve verificar regularmente as alimentações da rede elétrica e do
aparelho quanto à capacidade de funcionamento do fio terra.
Os dispositivos da classe de proteção I precisam de uma rede elétrica com um fio
terra e um sistema de tomada com um contato do fio terra para a operação correta.
O funcionamento do aparelho em uma rede elétrica sem fio terra e um soquete
sem contato do fio terra somente é permitido se forem cumpridas todas as normas nacionais de separação de proteção.
Caso contrário, isso é considerado uma negligência grave. O fabricante não se
responsabiliza por quaisquer danos decorrentes.
Caso necessário, providenciar, por meios adequados, um aterramento suficiente
da peça de trabalho.
Desligar os aparelhos não utilizados.
Em trabalhos em alturas maiores, utilizar cintos de segurança como proteção
contra queda.
Correntes de
soldagem de fuga
Antes de trabalhos no aparelho, desligar o aparelho e retirar o cabo de alimentação.
Proteger o aparelho por uma placa de aviso claramente legível e compreensível
contra os cabos de alimentação de rede e religamento.
Após a abertura do aparelho:
descarregar todos os componentes que armazenam cargas elétricas
-
certificar-se de que todos os componentes do aparelho estão desenergiza-
-
dos.
Caso sejam necessários trabalhos em peças condutoras de tensão, chamar uma
segunda pessoa que possa desligar na hora certa o interruptor principal.
Se as instruções abaixo não forem seguidas, é possível que ocorra a formação de
correntes de soldagem de fuga, que podem causar o seguinte:
perigo de incêndio
-
superaquecimento de componentes interligados com a peça de trabalho
-
destruição do fio terra
-
destruição do aparelho e outras instalações elétricas
-
cuidar para que a braçadeira da peça esteja firmemente presa a ela.
Prender a braçadeira da peça de trabalho o mais próximo possível do fim da soldagem.
14
Instale o aparelho com isolamento suficiente do ambiente eletricamente condutivo, por exemplo, isolamento contra pisos condutores ou isolamento contra estruturas condutoras.
Ao utilizar distribuidores de corrente, alojamentos de cabeça dupla, ..., observe o
seguinte: o eletrodo da tocha de solda/do porta-eletrodo não utilizado também é
condutor de potencial. Observe se o suporte da tocha de solda/do eletrodo não
utilizado tem isolamento suficiente.

No caso de aplicações automáticas MIG/MAG, conduzir o eletrodo de arame para o avanço de arame apenas se ele estiver isolado por um barril de arame de soldagem, bobina grande ou bobina de arame.
PT-BR
Classificação
dos aparelhos de
compatibilidade
eletromagnética
Medidas de compatibilidade eletromagnética
Aparelhos da Categoria de Emissão A:
são indicados para uso apenas em regiões industriais
-
em outras áreas, podem causar falhas nos cabos condutores de energia
-
elétrica e irradiação.
Aparelhos da Categoria de Emissão B:
atendem aos requisitos de emissão para regiões residenciais e industriais. Is-
-
to também é válido para áreas residenciais onde a alimentação de energia
elétrica seja feita por uma rede de baixa tensão pública.
Classificação dos aparelhos de compatibilidade eletromagnética conforme a placa de identificação e os dados técnicos.
Em casos especiais, apesar da observância aos valores-limite de emissão autorizados, pode haver influências na região de aplicação prevista (por exemplo, quando aparelhos sensíveis se encontram no local de instalação ou se o local de instalação estiver próximo a receptores de rádio ou de televisão).
Nesse caso, o operador é responsável por tomar as medidas adequadas para eliminar o problema.
A imunidade eletromagnética das instalações nas proximidades do equipamento
deve ser testada e avaliada de acordo com as determinações nacionais e internacionais. Exemplos de equipamentos sujeitos a falhas que possam ser influencia-
dos pelo aparelho:
Dispositivos de segurança
-
Condutores da rede elétrica, sinalização e transmissão de dados
-
Instalações de EDP e de telecomunicação
-
Dispositivos para medir e calibrar
-
Medidas auxiliares para evitar problemas de compatibilidade eletromagnética:
Alimentação de energia elétrica
1.
Se ocorrerem falhas eletromagnéticas apesar de um acoplamento à rede
-
correto, devem ser tomadas medidas adicionais (por exemplo: utilizar filtros de rede adequados).
Condutores de soldagem
2.
deixar o mais curto possível
-
instalar bem próximos (também para evitar problemas EMF)
-
instalar longe de outros cabos
-
Equalização potencial
3.
Aterramento da peça de trabalho
4.
Se necessário, executar a conexão à terra através de capacitores adequa-
-
dos.
Se necessário, proteger
5.
Blindagem de outras instalações no ambiente
-
Blindagem de toda a instalação de soldagem
-
15
Medidas para
EMF
Campos eletromagnéticos podem causar danos à saúde que ainda são desconhecidos:
Efeitos nocivos para pessoas nas proximidades, por exemplo, usuários de
-
marca-passos e aparelhos de surdez
Usuários de marca-passo devem consultar seu médico antes de permanecer
-
próximo ao aparelho e ao processo de soldagem
Manter a maior distância possível entre os cabos de soldagem e a cabeça/
-
tronco do soldador por razões de segurança
Não carregar cabos de soldagem e jogos de mangueira nos ombros e não en-
-
rolá-los sobre o corpo e membros
Áreas de perigo
especiais
Manter mãos, cabelos, peças de roupa e ferramentas afastados das peças
móveis, por exemplo:
ventiladores
-
engrenagens
-
funções
-
eixos
-
Bobinas de arame e arames de soldagem
-
Não tocar nas engrenagens em rotação do acionamento do arame ou em peças
do acionador em rotação.
Coberturas e peças laterais somente podem ser abertas/retiradas durante a execução de trabalhos de manutenção e reparo.
Durante a operação
Certificar-se de que todas as coberturas estão fechadas e todas as peças la-
-
terais estão montadas corretamente.
Fechar todas as coberturas e peças laterais.
-
A saída do arame de soldagem da tocha de solda apresenta um alto risco de ferimento (perfuração das mãos, ferimento no rosto e nos olhos etc.).
Por isso, mantenha a tocha de solda sempre longe do corpo (aparelhos com
avanço de arame) e utilize óculos de proteção adequados.
Não tocar na peça de trabalho durante e depois da soldagem - perigo de queimadura.
16
Peças de trabalho em resfriamento podem espirrar escórias. Por essa razão,
também no retrabalho de peças de trabalho, utilizar os equipamentos de proteção normatizados e providenciar uma proteção suficiente para outras pessoas.
Deixar esfriar a tocha de solda e outros componentes do equipamento com alta
temperatura de operação antes de trabalhar com eles.
Em ambientes com risco de incêndio e explosão, existem normas especiais
, conforme as determinações nacionais e internacionais.
Fontes de solda para trabalhos em locais com alta exposição elétrica (por exemplo, caldeira) devem ser identificadas com o sinal (Safety). A fonte de solda, no
entanto, não deve ficar nesses locais.
Perigo de escaldamento por vazamento de agente refrigerador. Antes de separar
as conexões para a saída ou retorno do refrigerador, desligar o dispositivo de refrigeração.
Ao manusear o refrigerador, seguir as instruções da folha de dados de segurança
do refrigerador. A folha de dados de segurança do refrigerador pode ser obtida
com a sua assistência técnica ou na página da web do fabricante.

Para o transporte de equipamentos por guindaste, utilizar somente equipamento
de suspensão de carga adequado do fabricante.
Pendurar correntes ou cordas em todos os locais previstos do equipamento
-
de suspensão de carga apropriado.
Correntes ou cordas devem ter o menor ângulo possível na vertical.
-
Remover cilindros de gás e o avanço de arame (aparelhos MIG/MAG e TIG).
-
Na suspensão por guindaste do avanço de arame durante a soldagem, utilizar
sempre uma suspensão da bobina de arame apropriada e isolante (aparelhos
MIG/MAG e TIG).
Se o aparelho for equipado com uma alça ou um cabo de transporte, estes servem exclusivamente para o transporte com as mãos. Para um transporte por
guindaste, empilhadeira com forquilha ou outras ferramentas mecânicas de elevação, a alça de transporte não é indicada.
Todos os meios de elevação (cintos, fivelas, correntes etc.) que são utilizados junto com o aparelho ou junto com os seus componentes devem ser verificados regularmente (por exemplo, quanto a danos mecânicos, corrosão ou alterações
causadas por outras influências ambientais).
O intervalo e o escopo de verificação devem corresponder pelo menos às normas
e diretrizes nacionais atualmente válidas.
Perigo de vazamento imperceptível de gás de proteção, sem cor e inodoro, na utilização de um adaptador para a conexão de gás de proteção. Antes da montagem, vedar a rosca do adaptador na lateral do aparelho, para a conexão de gás de
proteção, com uma faixa de Teflon apropriada.
PT-BR
Exigência para o
gás de proteção
Perigo devido
aos cilindros de
gás de proteção
Principalmente em tubulações circulares, gás de proteção contaminado pode
provocar danos ao equipamento e uma redução na qualidade da soldagem.
As seguintes especificações devem ser respeitadas em relação à qualidade do
gás de proteção:
Tamanho de partícula sólida < 40 µm
-
Ponto de condensação de pressão < -20 °C
-
Conteúdo máx. de óleo < 25 mg/m³
-
Se necessário, utilizar filtros!
Cilindros de gás de proteção contêm gás sob pressão e podem explodir ao serem
danificados. Os cilindros de gás de proteção são parte integrante do equipamento de soldagem e devem ser manuseados com muito cuidado.
Proteger os cilindros de gás de proteção com gás comprimido contra calor, impactos mecânicos, escórias, chamas, emissões ou arcos voltaicos.
Instalar os cilindros de gás de proteção em posição vertical e fixá-los de acordo
com a instrução, para que não possam cair.
Manter os cilindros de gás de proteção afastados de circuitos de soldagem e outros circuitos elétricos.
Nunca pendurar uma tocha de solda em um cilindro de gás de proteção.
Nunca tocar um cilindro de gás de proteção com um eletrodo.
Perigo de explosão - nunca realizar a soldagem em um cilindro de gás de proteção pressurizado.
Sempre utilizar cilindros de gás de proteção adequados para a respectiva aplicação, bem como acessórios apropriados correspondentes (regulador, manguei-
17

ras e ajustes etc.). Utilizar apenas cilindros de gás de proteção e acessórios em
boas condições.
Se uma válvula de um cilindro de gás de proteção for aberta, desviar o rosto da
descarga.
Quando não se estiver soldando, fechar a válvula do cilindro de gás de proteção.
Em um cilindro de gás de proteção não conectado, manter a capa na válvula do
cilindro de gás de proteção.
Seguir as informações do fabricante e as correspondentes determinações nacionais e internacionais para cilindros de gás de proteção e acessórios.
Perigo de vazamento do gás de
proteção
Medidas de segurança no local
de instalação e
no transporte
Risco de asfixia devido a vazamento descontrolado do gás de proteção
O gás de proteção é incolor e inodoro e, ao sair, pode suplantar o oxigênio no ar
ambiente.
Garantir que haja ar fresco suficiente circulando - taxa de ventilação de pelo
-
menos 20 m³ / hora
Ficar atento às instruções de segurança e de serviço tanto do cilindro do gás
-
de proteção quanto da alimentação de gás principal
Quando não se estiver soldando, fechar a válvula do cilindro do gás de pro-
-
teção ou a alimentação de gás principal.
Antes de qualquer comissionamento, verificar se há vazamento descontrola-
-
do de gás no cilindro do gás de proteção ou na alimentação de gás principal.
Um aparelho em queda pode colocar a vida em risco! Colocar o dispositivo sobre
um piso plano e firme, de forma estável
É permitido um ângulo de inclinação máximo de 10°.
-
Em ambientes com perigo de fogo e explosão, são aplicadas normas especiais
devem ser seguidas as respectivas normas nacionais e internacionais.
-
Por meio de controles e instruções internos, garantir que o ambiente do posto de
trabalho esteja sempre limpo e arrumado.
Instalar e operar o aparelho somente de acordo com o grau de proteção indicado
na placa de identificação.
18
Ao posicionar o dispositivo, garantir uma distância em volta de 0,5 m (1 ft. 7.69
in.), para que o ar frio possa entrar e sair sem impedimento.
No transporte do aparelho, atentar para que as diretrizes e as normas aplicáveis
de prevenção de acidentes, nacionais e regionais, sejam cumpridas. Isso vale especialmente para as diretrizes referentes a perigos no transporte e movimento.
Não erguer ou transportar nenhum dispositivo ativo. Desligar o dispositivo antes
do transporte ou do erguimento!
Antes de cada transporte do dispositivo, esvaziar completamente refrigerador e
desmontar os seguintes componentes:
Velocidade do arame
-
Bobina de arame
-
Cilindro do gás de proteção
-
Antes do comissionamento, após o transporte, é necessário executar uma inspeção visual do aparelho para verificar danos. Possíveis danos devem ser reparados por um técnico de serviço treinado antes do comissionamento.

Medidas de segurança em operação normal
Operar o equipamento apenas quando todos os dispositivos de segurança estiverem completamente funcionais. Caso os dispositivos de segurança não estejam
completamente funcionais, haverá perigo para
a vida do operador ou de terceiros,
-
para o aparelho e para outros bens materiais do operador,
-
e para o trabalho eficiente com o equipamento.
-
Antes de ligar o aparelho, reparar os dispositivos de segurança que não estejam
funcionando completamente.
Nunca descartar o uso de dispositivos de segurança ou colocá-los fora de operação.
Antes de ligar o equipamento, certificar-se de que ninguém possa ser exposto a
perigos.
Verificar o aparelho, pelo menos uma vez por semana, com relação a danos externos visíveis e à capacidade de funcionamento dos dispositivos de segurança.
Sempre prender bem os cilindros de gás de proteção e retirá-los antes do transporte por guindaste.
Somente o agente refrigerador original do fabricante é indicado para nossos
equipamentos, em virtude das suas propriedades (condutibilidade elétrica, anticongelante, compatibilidade do material, combustibilidade etc.).
PT-BR
Utilizar somente o agente refrigerador original do fabricante.
Não misturar o agente refrigerador original do fabricante com outros agentes refrigeradores.
Conectar somente componentes do sistema do fabricante no circuito do dispositivo do refrigerador.
Caso ocorram danos devido ao uso de outros componentes do sistema ou de outros agentes refrigeradores, o fabricante não se responsabilizará e todos os direitos de garantia expirarão.
Cooling Liquid FCL 10/20 não é inflamável. O agente refrigerador à base de etanol, sob determinadas circunstâncias, é inflamável. O agente refrigerador deve
ser transportado apenas em embalagens originais fechadas e mantido longe de
fontes de ignição
Descartar adequadamente o agente refrigerador no fim da vida útil, de acordo
com as normas nacionais e internacionais. A folha de dados de segurança do refrigerador pode ser obtida com a sua assistência técnica ou na página da web do
fabricante.
No equipamento frio, verificar o nível do agente refrigerador antes de cada início
de soldagem.
Comissionamento, manutenção e
reparo
Em peças adquiridas de terceiros, não há garantia de construção e fabricação
conforme as exigências de carga e segurança.
Somente utilizar peças de desgaste e de reposição originais (válido também
-
para peças padrão).
Não executar alterações, modificações e adições de peças no aparelho sem
-
autorização do fabricante.
Componentes em estado imperfeito devem ser substituídos imediatamente.
-
Na encomenda, indicar a denominação exata e o número da peça conforme a
-
lista de peça de reposição e também o número de série do seu aparelho.
19

Os parafusos da carcaça constituem a conexão do fio terra com o aterramento
das peças da carcaça.
Sempre utilizar parafusos originais da carcaça na quantidade correspondente e
com o torque indicado.
Revisão técnica
de segurança
Descarte De acordo com a diretiva europeia e a legislação nacional, deve-se realizar a cole-
O fabricante recomenda executar pelo menos a cada 12 meses uma revisão
técnica de segurança no aparelho.
Durante o mesmo intervalo de 12 meses, o fabricante recomenda uma calibração
das fontes de solda.
Recomenda-se uma revisão técnica de segurança por um eletricista autorizado
após alteração,
-
após montagens ou adaptações
-
após reparo, conservação e manutenção
-
pelo menos a cada doze meses.
-
Para a revisão técnica de segurança, seguir as respectivas normas e diretrizes nacionais e internacionais.
Informações mais detalhadas sobre a revisão técnica de segurança e a calibração
podem ser obtidas em sua assistência técnica. Esta pode disponibilizar os documentos necessários mediante sua solicitação.
ta seletiva dos resíduos de equipamentos eletroeletrônicos, assim como a reciclagem de forma ambientalmente correta. O equipamento usado deve ser devolvido
ao revendedor ou a um sistema local autorizado de coleta e descarte. O descarte
adequado do equipamento promove a reciclagem sustentável dos recursos materiais. Ignorar isso pode trazer consequências negativas para a saúde/e para o
meio ambiente.
Materiais de embalagens
Coleta seletiva. Verifique os regulamentos do seu município. Reduza o volume de
caixas.
Sinalização de
segurança
Segurança de
dados
Direito autorais Os direitos autorais deste manual de instruções permanecem com o fabricante.
Os equipamentos com indicação CE cumprem os requisitos básicos da diretriz de
baixa tensão e compatibilidade eletromagnética (por exemplo, normas de produto relevantes da série de normas EN 60 974).
A Fronius International GmbH declara que o aparelho corresponde às normas da
diretiva 2014/53/UE. O texto completo da Declaração de conformidade UE está
disponível em: http://www.fronius.com
Equipamentos identificados com o símbolo de verificação CSA cumprem as
exigências das normas relevantes para o Canadá e os EUA.
O usuário é responsável por proteger os dados contra alterações dos ajustes da
fábrica. O fabricante não se responsabiliza por configurações pessoais perdidas.
20

O texto e as imagens estão de acordo com o padrão técnico no momento da impressão. Sujeito a alterações. O conteúdo do manual de instruções não dá qualquer direito ao comprador. Agradecemos pelas sugestões de aprimoramentos e
pelos avisos sobre erros no manual de instruções.
PT-BR
21

22

Informações gerais
23

24

Informações gerais
PT-BR
Conceito de dispositivo
Princípio de funcionamento
A fonte de solda MIG/MAG TPS 320i C
é uma fonte de soldagem-inversora totalmente digitalizada, controlada por
um microprocessador com acionamento integrado de arame de 4 rolos.
O design modular e a possibilidade
fácil de expansão do sistema garantem
uma grande flexibilidade.
Um jogo de mangueira de conexão entre a fonte de solda e o avanço de arame é excluído. Através desta construção compacta, o TPS 320i C é adequado, sobretudo para utilização
móvel.
A fonte de solda pode ser adaptada a
quaisquer condições específicas.
A unidade central de comando e a regulagem das fontes de solda estão acopladas com um processador de sinal digital. A unidade central de comando e regulagem e o processador de sinal comandam todo o processo de soldagem.
Durante o processo de soldagem, os dados reais são medidos de forma contínua,
com resposta imediata, em caso de alterações. Os algoritmos de regulação certificam-se de que o estado nominal desejado seja mantido.
Áreas de aplicação
Resultados obtidos:
um processo de soldagem preciso,
-
uma capacidade de reprodução exata de todos os resultados
-
excelentes características de soldagem.
-
Os aparelhos são utilizados comercial e industrialmente: usos manuais e automatizados com aço clássico, placas galvanizadas, cromo/níquel e alumínio.
O acionamento integrado de arame de 4 rolos, a alta potência e o baixo peso deixam a fonte de solda TPS 320i C especialmente adequada para o emprego móvel
em canteiros de obras ou oficinas de reparo.
25
Conformidades FCC
Este equipamento obedece aos limites estabelecidos para um equipamento digital de classe de equipamento EMC A, de acordo com a Seção 15 dos termos da
FCC. Esses limites devem fornecer uma proteção adequada contra interferências
nocivas quando o equipamento for operado em uma área industrial. Este equipamento gera e utiliza energia de alta frequência e pode causar falhas na comunicação de rádio se não for instalado e utilizado em conformidade com o manual
de instruções.
Provavelmente, a operação deste aparelho em áreas residenciais provocará falhas
nocivas; nesse caso, o usuário tem a obrigação de solucionar as falhas arcando
com os custos.
ID FCC: QKWSPBMCU2
Industry Canada RSS
Esse equipamento está de acordo com as normas da Industry Canada RSS sem
licença. A operação está submetida às seguintes condições:
(1) O equipamento não pode causar falhas nocivas.
(2) O equipamento precisa suportar qualquer interferência recebida, inclusive
IC: 12270A-SPBMCU2
interferências que possam prejudicar a operação.
Conformidade com a diretriz 2014/53/EU – Radio Equipment Directive (RED)
As antenas usadas para esse transmissor devem ser instaladas de forma que seja
mantida uma distância mínima de 20 cm entre todas as pessoas. Eles não devem
ser configurados ou operados em conjunto com outra antena ou transmissor. Integradores OEM e usuários finais devem dispor das condições operacionais do
transmissor para cumprir as diretrizes de exposição à radiofrequência.
ANATEL/Brasil
Este equipamento opera em caráter secundário, isto é, não tem direito a proteção
contra interferência prejudicial, mesmo de estações do mesmo tipo, e não pode
causar interferência a sistemas operando em caráter primário. Este equipamento
atende aos limites de Taxa de Absorção Específica referente à exposição a campos elétricos, magnéticos e eletromagnéticos de radiofreqüências adotados pela
ANATEL
IFETEL/México
A operação desse equipamento está sujeita às duas condições a seguir:
(1) O equipamento não pode causar falhas nocivas;
(2) O equipamento deve aceitar todas as falhas, incluindo aquelas que podem
causar operação indesejada.
NCC/Taiwan
De acordo com os regulamentos da NCC para equipamentos de radiação de rádio
de baixa potência:
26
Artigo 12
Um equipamento de radiação de rádio de baixa potência certificado não pode alterar a frequência, aumentar a potência ou alterar as propriedades e funções da
construção original sem aprovação.
Artigo 14
O uso de equipamentos de radiação de rádio de baixa potência não pode prejudicar a segurança de voo ou a comunicação legal.
Se uma falha for detectada, ela deve ser desativada e sanada imediatamente até

que não haja mais nenhuma.
O aviso legal no parágrafo anterior refere-se a ligações de rádio que são operadas
de acordo com as disposições da Lei Alemã de Telecomunicações. Equipamentos
de radiação de rádio de baixa potência devem resistir a interferências devido a
equipamentos radiológicos elétricos de radiação ou comunicações legítimos para
aplicações industriais, científicas e médicas.
Tailândia
PT-BR
Bluetooth trademarks
Avisos de alerta
no equipamento
A marca Bluetooth® e os logotipos Bluetooth®são marcas registradas de propriedade da Bluetooth SIG, Inc. e são usados pelo fabricante sob licença. Outras
marcas e nomes comerciais são propriedade de seus respectivos detentores de
direitos.
Nas fontes de solda com o símbolo de verificação CSA para utilização na América do Norte (EUA e Canadá), existem avisos de alerta e símbolos de segurança.
Esses avisos e símbolos de segurança não podem ser retirados ou pintados. Os
avisos e símbolos alertam para manuseios incorretos, que podem provocar graves
danos pessoais e materiais.
27

*)
*) na parte interna do equipamento
Símbolos de segurança na placa de identificação:
A soldagem é uma atividade perigosa. Os seguintes pré-requisitos básicos precisam ser cumpridos:
Qualificação suficiente para a soldagem
-
Equipamentos de proteção apropriados
-
Afastamento de pessoas alheias
-
As funções descritas somente devem ser utilizadas depois que os seguintes documentos tiverem sido completamente lidos e compreendidos:
este manual de instruções
-
todos os manuais de instruções dos componentes do sistema, principalmen-
-
te diretrizes de segurança
28

Descrição dos
A B
avisos de alerta
no equipamento
Algumas versões de dispositivos têm avisos de alerta instalados no dispositivo.
PT-BR
A ordem dos símbolos pode variar.
! Alerta! Cuidado!
Os símbolos representam possíveis perigos.
A Rolos de alimentação podem ferir os dedos.
B Arame de soldagem e peças de acionamento ficam sob tensão de solda
durante a operação.
Manter mãos e objetos de metal afastados!
1º Um choque elétrico pode ser fatal.
1.1 Vestir luvas secas e isolantes. Não tocar o eletrodo de arame com as mãos
desprotegidas. Não vestir luvas úmidas ou danificadas.
1.2 Como proteção contra choque elétrico, utilizar um suporte isolante em
relação ao piso e à área de trabalho.
1.3 Antes de trabalhos no equipamento, desligar o equipamento e retirar o ca-
bo de alimentação ou desconectar o fornecimento de energia.
2º A inalação de fumaça de soldagem pode ser prejudicial à saúde.
2.1 Manter a cabeça longe da fumaça de soldagem.
29

2.2 Utilizar ventilação forçada ou uma sucção local de ar, para eliminar a fu-
xx,xxxx,xxxx *
maça de soldagem.
2.3 Eliminar a fumaça de soldagem com um ventilador.
3 Faíscas de soldagem podem provocar uma explosão ou um incêndio.
3.1 Manter materiais inflamáveis afastados do processo de soldagem. Não sol-
dar perto de materiais inflamáveis.
3.2 Faíscas de soldagem podem provocar um incêndio. Deixar o extintor de
incêndio preparado. Conforme o caso, ter disponível um supervisor que
possa operar o extintor de incêndio.
3.3 Não soldar em barris ou recipientes fechados.
4º Feixes de arco voltaico podem queimar os olhos e ferir a pele.
4.1 Vestir cobertura para cabeça e óculos de proteção. Utilizar proteção audi-
tiva e colarinho de camisa com botão. Utilizar capacete de soldagem com
a tonalidade correta. Vestir a roupa de proteção adequada em todo o corpo.
5. Antes de trabalhos na máquina ou da soldagem:
aprender sobre o equipamento e ler as instruções!
6. Não remover ou pintar o adesivo com os avisos de alerta.
* Número de pedido do fabricante do adesivo
30

Welding Packages, curvas características de soldagem, métodos de soldagem e processos
Informações gerais
Pacotes de soldagem
Para poder processar diferentes materiais de forma eficaz, estão disponíveis diferentes Welding Packages, curvas características de soldagem, métodos de soldagem e processos nas fontes de solda TPSi.
Para as fontes de solda TPSi estão disponíveis os seguintes Pacotes de soldagem:
Pacote de soldagem padrão
4,066,012
(permite o padrão sinérgico de solda MIG / MAG)
Pacote de soldagem Pulse
4,066,013
(permite a soldagem MIG/MAG Puls-Synergic)
Pacote de soldagem LSC *
4,066,014
(permite o processo Low Spatter Control)
Pacote de soldagem Pulse Multi Control **
4,066,015
(permite o processo Pulse Multi Control)
PT-BR
Curvas sinérgicas de soldagem
Pacote de soldagem CMT ***
4,066,016
(permite o processo CMT)
Pacote de soldagem ConstantWire
4,066,019
(permite operação com corrente constante ou tensão constante durante a brasagem)
* somente em conjunto com o Pacote de soldagem padrão
** somente em conjunto com o Pacote de soldagem Pulse
*** somente em conjunto com o Pacote de soldagem padrão e o Pacote de
soldagem Pulse
IMPORTANTE! Em uma fonte de solda TPSi sem Pacotes de soldagem ficam disponíveis apenas os seguintes métodos de soldagem:
Padrão manual de soldagem MIG / MAG
-
Soldagem TIG
-
Soldagem de Eletrodos Revestidos
-
Durante o processo de soldagem e a combinação de gás de proteção, estão disponíveis diferentes processos otimizados das curvas sinérgicas de soldagem ao
selecionar os materiais adicionais.
Exemplo de curvas sinérgicas de soldagem:
MIG/MAG 3700 PMC Steel 1,0mm M21 - arc blow *
-
MIG/MAG 3450 PMC Steel 1,0mm M21 - dynamic *
-
MIG/MAG 3044 Puls AlMg5 1,2 mm I1 – universal *
-
MIG/MAG 2684 Padrão Steel 0,9 mm M22 – root *
-
31

A identificação complementar (*) referente ao processo de soldagem informa sobre as propriedades especiais e a utilização da curva sinérgica de soldagem.
A descrição das curvas sinérgicas segue o seguinte padrão:
Identificação
Método de soldagem
Propriedades
additive
CMT
Curvas sinérgicas com aplicação de calor reduzida e mais estabilidade com maior
peso do material projetado por unidade de tempo, para a soldagem de cordão em
cordão em estruturas adaptativas
arc blow
PMC
Curvas sinérgicas com propriedades melhoradas contra a ruptura do arco voltaico por desvio em campos magnéticos externos
arcing
Standard
Curvas sinérgicas para um molde especial de revestimento rígido sobre base seca
e molhada
(por exemplo, em rolos de trituração na indústria de açúcar e álcool)
braze
CMT, LSC, PMC
Curvas sinérgicas para processos de brasagem (alta velocidade de brasagem,
umectação segura e bom fluxo do material de brasagem)
braze+
CMT
Curvas sinérgicas otimizadas para processos de brasagem com o bico de gás especial „Braze+“ (abertura estreita do bico de gás, velocidade elevada do fluxo de
gás de proteção)
cladding
CMT, LSC, PMC
Curvas sinérgicas para revestimentos de soldagem com pouca penetração de solda, pouca diluição e amplo fluxo do cordão para uma melhor umectação
dynamic
CMT, PMC, pulsação, padrão
Curvas sinérgicas para altas velocidades de soldagem com arco voltaico concentrado
flanged edge
CMT
Curvas sinérgicas para soldagens de disco com ajuste de frequência e entrada de
energia;
a borda é inteiramente incluída, mas não fundida.
32
galvanized
CMT, LSC, PMC, pulsação, padrão
Curvas sinérgicas para superfícies de chapas galvanizadas (baixo perigo de poros
de zinco, reduzida combustão de zinco)
galvannealed
PMC
Curvas sinérgicas para superfícies de chapas revestidas de ferro/zinco
gap bridging
CMT, PMC

Curvas sinérgicas com pouquíssima aplicação de calor para excelente capacidade
de ponte
hot spot
CMT
Curvas sinérgicas com sequência de início quente, especialmente para rebites de
soldagem e ligações de soldagem a ponto MIG/MAG
LH
Curvas sinérgicas para LaserHybrid (laser + processo MIG/MAG)
marking
Curvas sinérgicas para marcar superfícies condutoras
A marcação é feita por eletroerosão sem potência significativa, acionada por um
eletrodo de arame invertido.
mix **
PMC
também necessário: Welding Packages Pulse e PMC
Curvas sinérgicas com uma mudança de processo entre arco voltaico de impulso
e arco voltaico curto
Especialmente para a soldagem vertical com mudança cíclica entre uma fase
quente e fria do processo.
mix ** / ***
CMT
PT-BR
também necessário: unidade de acionamento CMT WF 60i Robacta Drive CMT,
Welding Packages Pulse, Padrão e CMT
Curvas sinérgicas com uma alternância de processo entre processo de impulso e
CMT, sendo que o processo CMT é iniciado com uma reversão do movimento do
arame.
mix drive ***
PMC
também necessário: unidade de acionamento PushPull WF 25i Robacta Drive ou
WF 60i Robacta Drive CMT, Welding Packages Pulse e PMC
Curvas sinérgicas com uma alternância de processo entre arco voltaico de impulso e arco voltaico curto, sendo que o arco voltaico curto é iniciado com uma reversão do movimento do arame.
multi arc
PMC
Curvas sinérgicas para componentes em que a soldagem é feita por vários arcos
voltaicos que exercem influência uns nos outros
PCS **
PMC
Pulse Controlled Sprayarc - Transição direta do arco voltaico de impulso concentrado para um arco voltaico-faiscando curto. As vantagens do arco voltaico de
impulso e do arco voltaico padrão são reunidas em uma curva sinérgica
pin
Curvas sinérgicas para soldagem de pinos em uma superfície
Um movimento de retração do eletrodo de arame em conjunto com o curso de
corrente definem a aparência do pino.
33

pipe
PMC
Curvas sinérgicas para aplicações de tubo e soldagem de posição em aplicações
de junta estreita
retro
CMT, pulsação, PMC, padrão
Curvas sinérgicas com as propriedades da série de equipamentos antecessora
TransPuls Synergic (TPS)
ripple drive ***
PMC
também necessário:
unidade de energia CMT, WF 60i Robacta Drive CMT
Curvas sinérgicas com um comportamento semelhante a uma operação de intervalo para uma intensa descamação de costura, especialmente no alumínio
root
CMT, LSC, padrão
Curvas sinérgicas para passes de raiz com arco voltaico potente
seam track
PMC, pulsação
Curvas sinérgicas com sinal reforçado de busca de cordão, especialmente na utilização de várias tochas de solda num componente.
TIME
PMC
Curvas sinérgicas para a soldagem com longo stickout e gases de proteção TIME
(T.I.M.E. = Transferred Ionized Molten Energy) (Energia Fundida Ionizada Transferida)
universal
CMT, PMC, pulsação, padrão
Curvas sinérgicas para tarefas convencionais de soldagem com a conhecida qualidade Fronius
weld+
CMT
Curvas sinérgicas para a soldagem com curto stickout e o bico de gás Braze+ (bico de gás com pequena abertura e alta velocidade de fluxo)
** Curvas sinérgicas de processo misto
*** Curvas sinérgicas de soldagem com características especiais através de
hardware adicional
34

Breve descrição
da soldagem
MIG/MAG PulsSynergic
MIG/MAG Puls-Synergic
PT-BR
A soldagem MIG/MAG Puls-Synergic é um processo de arco voltaico de impulso
com passagem de matéria prima controlada.
Na fase de corrente básica, o fornecimento de energia é reduzido de modo que o
arco voltaico queime de forma estável e a superfície da peça de trabalho seja
pré-aquecida. Na fase de corrente de pulso, é fornecido um impulso de corrente
dosado com precisão para a soltura direcionada de um pingo do material de soldagem.
Esse princípio garante uma soldagem com poucos respingos e um trabalho preciso em toda a faixa de potência.
Descrição breve
do padrão
sinérgico de solda MIG/MAG
Descrição breve
do processo
PMC
Padrão sinérgico MIG/MAG
O padrão sinérgico de solda MIG/MAG é um processo de soldagem MIG/MAG
através de todo o alcance de potência da fonte de solda, com as seguintes formas
de arco voltaico:
Arco voltaico curto
A transferência de gota ocorre no curto-circuito no alcance de potência inferior.
Arco voltaico de passagem
A gota de soldagem aumenta na extremidade do eletrodo de arame e é transferida ainda no curto-circuito no alcance médio de potência.
Arco voltaico-faiscando
No alcance alto de potência ocorre uma transferência de material livre de curtocircuito.
PMC = Pulse Multi Control
O processo PMC é um processo de soldagem do arco voltaico de impulso com
processamento rápido de dados, detecção precisa do estado do processo e soltura de pingos melhorada. É possível a soldagem rápida com arco voltaico estável e
com penetração de solda uniforme.
Descrição breve
do processo LSC
LSC = Low Spatter Control
LSC é um novo processo livre de respingos de arco voltaico curto. Antes do rompimento da ponte de curto-circuito, a corrente é diminuída e o religamento ocorre com valores de corrente de soldagem significativamente menores.
35

Breve descrição
da soldagem
SynchroPuls
O SynchroPuls está disponível para todos os processos (Standard / Puls / LSC /
PMC).
Através da mudança cíclica da energia de soldagem entre dois pontos operacionais, com o SynchroPuls é obtido um cordão de aparência escamosa e uma aplicação de calor não contínua.
Breve descrição
do processo CMT
CMT = Cold Metal Transfer (transferência de metal a frio)
Para o processo CMT é necessária uma unidade de acionamento CMT especial.
O movimento reverso do arame no processo CMT produz uma soltura de pingos
com características melhoradas do arco voltaico curto.
As vantagens do processo CMT são
Aplicação de calor mínima
-
Formação de respingos reduzida
-
Redução de emissões
-
Alta estabilidade do processo
-
O processo CMT é adequado para:
Soldagem de conexão, revestimento de soldagem e brasagem, especialmente
-
com altas exigências de aplicação de calor e estabilidade do processo
Soldagem de chapas finas com pouca deformação
-
Uniões especiais, por exemplo, cobre, zinco, aço-alumínio
-
AVISO!
Um manual CMT com exemplos de aplicações está disponível,
ISBN 978-3-8111-6879-4.
Descrição em
curva do processo de soldagem
CMT Cycle Step
O CMT Cycle Step é um outro desenvolvimento do processo de soldagem CMT.
Também é necessária uma unidade de acionamento CMT especial.
O CMT Cycle Step é o processo de soldagem com a menor aplicação de calor.
No processo de soldagem CMT Cycle Step é possível trocar um cilindro entre a
soldagem CMT e a pausa com um tempo de pausa ajustável.
Durante a pausa de soldagem, a aplicação de calor diminui, e a continuidade da
costura de soldagem continua a mesma.
Além disso, é possível o ciclo CMT. O tamanho do ponto de soldagem CMT é determinado pelo número do ciclo CMT.
36

Componentes do sistema
(1)
(2)
(3)
(4)
Geral As fontes de alimentação podem ser operadas com diferentes componentes de
sistema e opções. Dependendo da área de utilização das fontes de alimentação, é
possível otimizar procedimentos, operações ou serviços.
Visão geral
PT-BR
(1) Dispositivos de refrigeração
(2) Fontes de solda
(3) Acessórios de robô
(4) Carrinho e suportes para cilindros de gás
Outros:
Tocha de solda
-
Fio terra e cabo de eletrodos
-
Filtro de poeira
-
Soquetes de energia adicionais
-
37

Opções
OPT/i Sensor de fluxo de gás
OPT/i Sensor de pressão de gás
OPT/i TPS 320i C CMT
OPT/i TPS 320i C TIG
OPT/i TPS 320i C Extremidade do arame
OPT/i TPS 320i C PushPull
OPT/i TPS C Entrada de arame
OPT/i TPS C Inversor de polos
OPT/i TPS C QC mangueira de alimentação de arame AD10
OPT/i TPS C QC mangueira de alimentação de arame Powerliner
OPT/i TPS VRD
OPT/i Ext. Conector de sensor
OPT/i TPS 320i C Janela de visualização
OPT/i TPS C SpeedNet Connector
um segundo cordão SpeedNet como opção
Na montagem de fábrica, é colocada na parte de trás da fonte de solda.
OPT/i TPS Filtro de poeira
IMPORTANTE! A utilização da opção OPT/i TPS Filtro de poeira está associada a
uma redução do ciclo de trabalho!
OPT/i TPS C 2. Soquete adicional
2. (+) Soquete de energia na parte traseira da fonte de solda como opção
OPT/i TPS C 2. Tomada de terra
2. (-) Soquete de energia na parte traseira da fonte de solda como opção
OPT/i Synergic Lines
Opção para desbloquear todas as curvas sinérgicas especiais das fontes de solda
TPSi;
as curvas sinérgicas especiais criadas posteriormente também serão automaticamente desbloqueadas.
OPT/i GUN Trigger
Opção para funções especiais relacionadas à tecla de queima
OPT/i Jobs
Opção para o modo de trabalho
OPT/i Documentation
Opção para a função de documentação
38
OPT/i Interface Designer
Opção para a configuração de interfaces individuais
OPT/i WebJobEdit
Opção para a edição de Jobs através do SmartManager da fonte de solda

OPT/i Limit Monitoring
Opção para a especificação de limites para corrente de soldagem, tensão de solda e velocidade do arame
OPT/i Custom NFC - ISO 14443A
Opção para utilizar uma faixa de frequência personalizada para cartões key
OPT/i CMT Cycle Step
Opção para processo de soldagem CMT cíclico ajustável
OPT/i OPC-UA
Protocolo da interface de dados padronizado
OPT/i MQTT
Protocolo da interface de dados padronizado
OPT/i Synchropulse 10 Hz
para aumentar a frequência de sincronia de 3 Hz para 10 Hz
PT-BR
39

40

Elementos de operação, conexões e
componentes mecânicos
41

42

Painel de comando
Geral Parâmetros necessários para a soldagem podem ser facilmente selecionados e
alterados através do botão de ajuste.
Os parâmetros são exibidos no display durante a soldagem.
Devido à função Synergic, também outros parâmetros são ajustados em caso de
modificação individual de parâmetros.
AVISO!
Devido à atualização do software proprietário, algumas funções que não estão
descritas neste manual de instruções podem estar disponíveis no seu aparelho
ou vice-versa.
Além disso, as diversas figuras podem ser um pouco diferentes dos elementos de
controle em seu aparelho. No entanto, o modo de funcionamento desses elementos de controle é idêntico.
PT-BR
Segurança
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos e funções descritos nesse documento somente devem ser
▶
realizados por técnicos especializados e treinados.
Ler e compreender completamente este documento.
▶
Todas as diretrizes de segurança e as documentações do usuário desse equi-
▶
pamento e de todos os componentes do sistema devem ser lidas e entendidas.
43
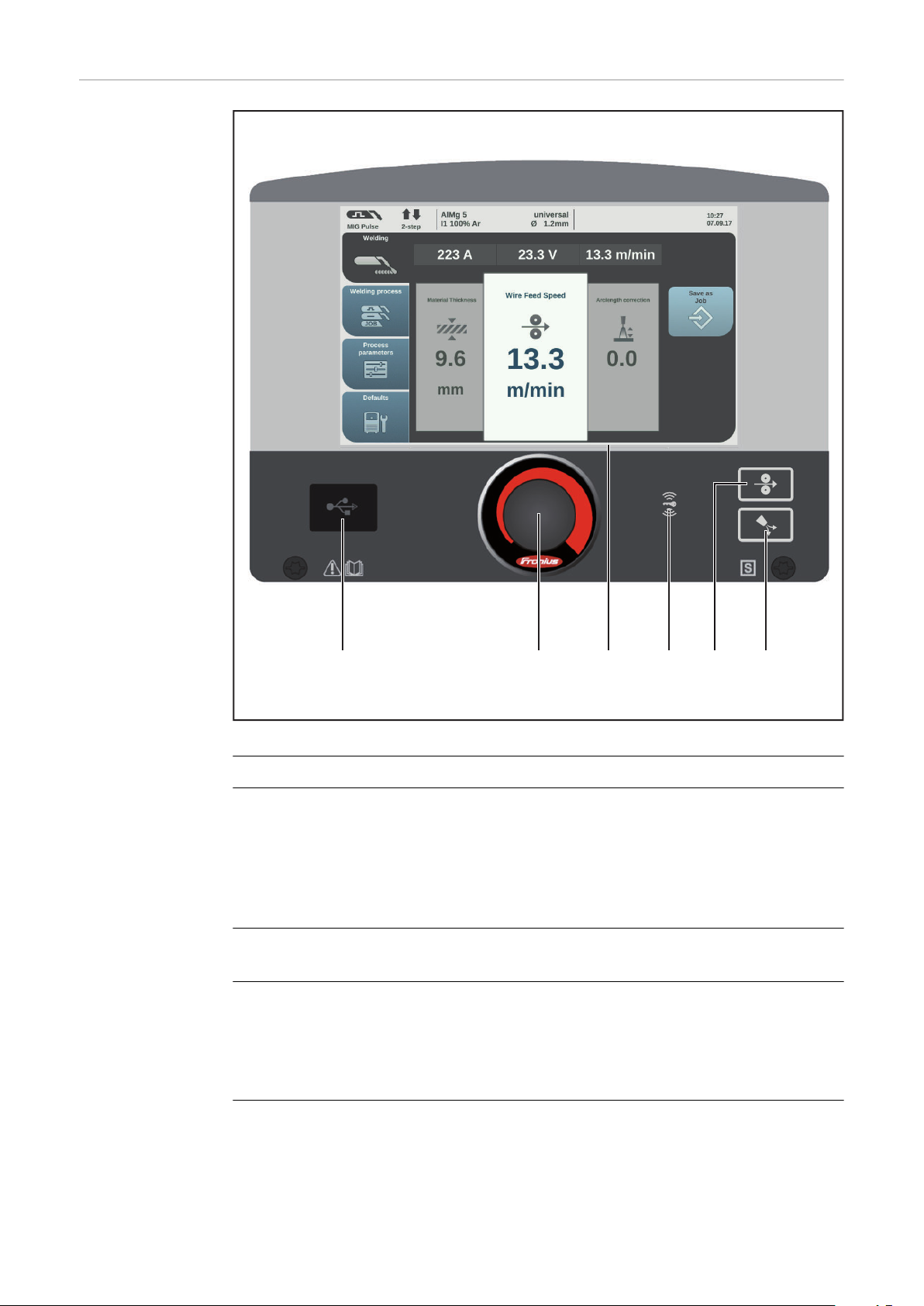
Painel de coman-
(1) (2) (5) (6)(3) (4)
do
43,0001,3547
Nº Função
(1) Conexão USB
Para conexão com pen drive USB (por exemplo, service dongle, chave de
licença etc.).
IMPORTANTE! A conexão USB não tem separação galvânica para o circuito de soldagem. Por isso, aparelhos que estabelecem uma conexão elétrica com outro aparelho não podem ser conectados na conexão USB!
(2) Botão de ajuste com função de rotação/pressão
Para a seleção de elementos, o ajuste de valores e o rolamento em listas
(3) Display (com função de toque)
para o comando direto da fonte de solda com os dedos, tocando no
-
display
para a indicação de valores
-
para a navegação no menu
-
(4) Zona de leitura para chaves NFC
para bloqueio/desbloqueio da fonte de solda por meio de chaves NFC
-
para login de diferentes usuários (no caso de administração ativa de
-
usuários e chaves NFC atribuídas)
Chave NFC = cartão NFC ou chaveiro NFC
44

(5) Tecla inserir arame
Para inserir arame do eletrodo de arame isento de gás e de energia elétrica no jogo de mangueira da tocha
(6) Botão de teste de gás
Para ajuste do volume de gás necessário na válvula redutora de pressão.
Após pressionar o botão de teste de gás, o gás flui por 30 s. O procedimento é encerrado pressionando novamente o botão.
PT-BR
45

Conexões, interruptores e componentes mecâni-
(3)
(4)
(5)
(6)
(2)
(1)
(7)
(10)
(9)
(8)
(14)
(13)
(12)
(11)
(16)(15)
cos
Fonte de solda
TPS 320i C
Parte dianteira
Visão lateral
Nº Função
(1) Conexão da tocha de solda
Para a conexão da tocha de solda
(2) Soquete de energia (-) com fecho de baioneta
Serve para a conexão do fio terra na soldagem MIG/MAG
Parte traseira
46
(3) Cobertura do painel de comando
Para a proteção do painel de comando
(4) Painel de comando com display
Para a operação da fonte de solda
(5) Soquete de energia (+) com fecho de baioneta
(6) Tampa cega
Prevista para a conexão TMC da opção TIG

(7) Cabo de rede com alívio
(8) Interruptor da rede elétrica
para ligar e desligar a fonte de solda
(9) Tampa cega
Prevista para a opção conexão de gás inerte TIG
(10) Tampa cega
Prevista para a opção 2. Soquete de energia (-) ou 2. Soquete de energia
(+)
(11) Tampa cega
Prevista para a opção de sensor externo
(12) Conexão de gás inerte MIG/MAG
(13) Tampa cega
Prevista para a opção de Conexão Ethernet
(14) Tampa cega
Prevista para a opção 2. Conexão SpeedNet
(15) Suporte da bobina de arame com freio
Para o suporte de bobinas de arame normatizadas até no máx.16 kg (35.27
lb.) e com um diâmetro de no máx. 300 mm (11.81 in.)
(16) Acionamento de 4 rolos
PT-BR
47

48

Conceito de manuseio
49

50

Possibilidades de entrada
PT-BR
Informações gerais
AVISO!
Devido a atualizações de Firmware podem estar disponíveis funções no seu aparelho que não estão descritas neste manual de instruções ou vice-versa.
Além disso, as diversas figuras podem ser um pouco diferentes dos elementos de
manuseio no seu aparelho. No entanto, o modo de funcionamento desses elementos de controle é idêntico.
PERIGO!
O manuseio incorreto pode causar lesões corporais e danos materiais graves.
Utilizar as funções descritas somente quando esse manual de instruções ti-
▶
ver sido completamente lido e compreendido.
Utilizar as funções descritas somente quando todos os manuais de ins-
▶
truções de todos os componentes do sistema, especialmente as diretrizes de
segurança, tiverem sido completamente lidos e compreendidos.
No painel de comando da fonte de solda há as seguintes opções de entrada:
Entrada girando/pressionando o botão de ajuste
-
Entrada pressionando botões
-
Entrada tocando no display
-
Entrada através
de girar/pressionar o botão de
ajuste
O botão de ajuste com função girar/pressionar serve para selecionar elementos,
alterar valores e navegar em listas.
Girar o botão de ajuste
Selecionar elementos na área principal do display:
A rotação em sentido horário assinala o próximo elemento na sequência.
-
A rotação em sentido anti-horário assinala o elemento anterior na sequência.
-
Em uma lista vertical, a rotação no sentido horário assinala o elemento de
-
baixo e uma rotação no sentido anti-horário, o elemento de cima.
Alterar os valores:
Uma rotação no sentido horário aumenta o valor a ser ajustado.
-
Uma rotação no sentido anti-horário diminui o valor a ser ajustado.
-
O giro lento do botão de ajuste gera uma alteração lenta do valor a ser ajus-
-
tado, por exemplo, para ajustes bem precisos.
O giro rápido do botão de ajuste gera uma alteração desproporcional do valor
-
a ser ajustado e grandes mudanças de valor podem, com isso, ser rapidamente introduzidas.
Em alguns parâmetros, como a velocidade do arame, a corrente de soldagem, o
comprimento de arco etc., um valor alterado é automaticamente aplicado pelo giro do botão de ajuste, sem precisar pressioná-lo.
51

Pressionar o botão de ajuste
Aplicar os elementos assinalados, por exemplo, para alterar o valor de um
parâmetro de soldagem.
Aplicar os valores de parâmetros determinados.
Entrada através
da pressão de teclas
Entrada através
do toque no display
Ao pressionar as teclas, as seguintes funções são acionadas:
Através da pressão das teclas inserir arame, o eletrodo de arame é inserido no
pacote de mangueira da tocha sem gás ou corrente.
Ao pressionar a tecla Verificar Gás, o gás vaza durante 30 seg. Através do novo
aperto o processo será terminado antecipadamente.
O toque no display serve
para navegação,
-
para o acionamento de funções,
-
para a seleção de opções
-
52
Ao tocar, e assim, selecionar um elemento no display, o elemento será marcado.

Display e linha de status
(1)
(2)
(4)
(5)
(6)
(3)
Display
Nº Função
(1) Linha de status
contém informações sobre:
o método de soldagem configurado no momento
-
o modo de operação configurado no momento
-
o programa de soldagem configurado no momento (material, gás de
-
proteção e diâmetro do arame)
estabilizadores e processos especiais ativos
-
Status do Bluetooth
-
usuário registrado/Estado de bloqueio da fonte de solda
-
erros presentes
-
Horário e data
-
PT-BR
(2) Barra lateral esquerda
A barra lateral esquerda contém os botões:
Soldagem
-
Método de soldagem
-
Parâmetros do processo
-
Predefinições
-
O funcionamento da barra lateral esquerda acontece tocando no display.
(3) Indicação do valor real
Corrente de soldagem, tensão de solda, velocidade do arame
(4) Área principal
Na área principal são apresentados parâmetros de soldagem, gráficos, listas ou elementos de navegação. Dependendo da aplicação, a área principal é organizada de formas diferentes e preenchida com diferentes elementos.
O comando da área principal acontece
por meio do botão de ajuste,
-
através do toque no display.
-
53

Linha de status
(1) (2) (3)
(7)(6)(5)(4)
(5) Barra lateral direita
Dependendo do botão selecionado na barra lateral esquerda, a barra lateral direita pode ser utilizada como se segue:
como barra de ferramentas, constituída de botões de aplicação e de
-
função
para navegação no 2º nível de menu
-
O comando da barra lateral direita acontece tocando no display.
(6) Indicação HOLD (manter)
A cada fim de soldagem, os atuais valores reais da corrente de soldagem e
da tensão de solda são salvos – HOLD é exibido.
A linha de status é dividida em segmentos e contém as seguintes informações:
(1) Processo de soldagem configurado no momento
(2) Modo de operação configurado no momento
(3) Programa de soldagem configurado no momento (material, gás de pro-
teção, linha sinérgica e diâmetro do arame)
(4) Estabilizador de indicação/CMT Cycle Step ativado
Comprimentos do arco voltaico
Estabilizador de penetração de solda
CMT Cycle Step (apenas em cordão com o processo de soldagem
CMT)
O símbolo se acende em verde:
Estabilizador/CMT Cycle Step está ativo
O símbolo está cinza:
Estabilizador/CMT Cycle Step está disponível, mas a soldagem não está
sendo utilizada
(5) Exibição de status do Bluetooth (Somente em equipamentos certificados)
54
ou
indicação do arco voltaico de passagem

(6) Usuário logado no momento (no caso de administração ativa de usuários)
Current limit exceeded!
1
ou
o símbolo de chave no caso de a fonte de solda estar bloqueada (por
exemplo, quando o perfil/função „bloqueado“ está ativado)
(7) Horário e data
PT-BR
Linha de status –
Limite de corrente atingido
Se o limite de corrente dependente da curva sinérgica for atingido durante a soldagem MIG/MAG, uma mensagem correspondente é exibida na linha de status.
Para informações detalhadas, selecionar a linha de status
1
A informação será exibida.
Para sair, selecionar „Ocultar informação“
2
Reduzir a velocidade do arame, a corrente de soldagem, a tensão de solda ou
3
a espessura do material
ou
aumentar a distância entre o tubo de contato e a peça de trabalho
Mais informações sobre o limite de corrente podem ser encontradas na seção de
diagnóstico de erros/eliminação de erros, na página 219
55

56

Instalação e colocação em funcio-
namento
57

58

Equipamentos mínimos para a operação de soldagem
Informações gerais
Soldagem
MIG/MAG com
refrigeração a
gás
Soldagem
MIG/MAG com
refrigeração a
água
Dependendo do processo de soldagem, é necessário um conjunto de equipamentos mínimos para que se possa trabalhar com a fonte de solda.
Em seguida, serão descritos os processos de soldagem e os respectivos equipamentos mínimos para a operação de soldagem.
Fonte de solda
-
Fio terra
-
Tocha MIG/MAG resfriada a gás
-
Fornecimento de gás de proteção
-
Eletrodo de arame
-
Fonte de solda
-
Dispositivo de refrigeração
-
Fio terra
-
Tocha MIG/MAG resfriada a água
-
Fornecimento de gás de proteção
-
Eletrodo de arame
-
PT-BR
Soldagem CMT
manual
Soldagem TIGCC
Soldagem de
eletrodos revestidos
Fonte de solda
-
Pacotes de soldagem padrão, pulsos e CMT desbloqueados na fonte de solda
-
Fio terra
-
Tocha de solda PullMig CMT, incluindo unidade de acionamento CMT e com-
-
pensador de arame CMT
IMPORTANTE! Em aplicações CMT refrigeradas a água é necessário um dispositivo de refrigeração complementar!
OPT/i PushPull
-
Jogo de mangueira de conexão CMT
-
Eletrodo de arame
-
Conexão de gás inerte (alimentação do gás de proteção)
-
Fonte de solda
-
Fio terra
-
Tocha válvula de gás TIG
-
Conexão de gás inerte (alimentação de gás de proteção)
-
Matéria-prima adicional conforme aplicação
-
Fonte de solda
-
Fio terra
-
Suporte de eletrodo com cabo de solda
-
Eletrodos revestidos
-
59

Antes da instalação e comissionamento
Segurança
Especificações
de uso
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos e funções descritos nesse documento somente devem ser
▶
realizados por técnicos especializados e treinados.
Ler e compreender completamente este documento.
▶
Todas as diretrizes de segurança e as documentações do usuário desse equi-
▶
pamento e de todos os componentes do sistema devem ser lidas e entendidas.
A fonte de solda é exclusivamente determinada para a soldagem MIG/MAG, eletrodos de varra e soldagem TIG. Uma utilização diferente ou além disso é tida como não conformidade. O fabricante não assume a responsabilidade por quaisquer danos decorrentes.
Também fazem parte da utilização prevista
a consideração de todos os avisos do manual de instruções
-
o cumprimento dos trabalhos de inspeção e manutenção
-
Requisitos de
configuração
O aparelho foi testado conforme o grau de proteção IP 23, o que significa:
Proteção contra penetração de corpos estranhos sólidos maiores que Ø 12,5
-
mm (0.49 in.)
Proteção contra água de pulverização até um ângulo de 60° em relação à
-
vertical
O aparelho, conforme o grau de proteção IP 23, pode ser colocado e operado ao
ar livre. A exposição direta à umidade (por exemplo, da chuva) deve ser evitada.
PERIGO!
Aparelhos tombando e caindo podem colocar a vida em risco.
Colocar aparelhos, consoles fixos e carrinhos de transporte em posição
▶
estável sobre um piso plano e firme.
O canal de ventilação representa um dispositivo de segurança essencial. Ao selecionar o local de colocação, deve-se considerar que o ar frio possa entrar e/ou
sair sem impedimentos através das fendas de ar nos lados dianteiro e traseiro.
Poeira gerada eletricamente condutível (por exemplo: durante trabalhos de esmerilhamento) não pode ser aspirada diretamente na instalação.
60

Acoplamento à
rede
Os aparelhos são projetados para a tensão da rede elétrica indicada na placa
-
de identificação.
Aparelhos com uma tensão nominal de 3 x 575 V só podem ser operados em
-
redes trifásicas com ponto neutro aterrado.
Caso os cabos de rede ou de alimentação não estejam instalados na sua
-
versão do equipamento, eles precisam ser montados conforme as normas nacionais por pessoal qualificado.
Os fusíveis do cabo de energia elétrica estão indicados nos Dados técnicos.
-
CUIDADO!
Uma eletroinstalação dimensionada inadequadamente pode causar graves danos materiais.
O cabo de energia elétrica e seus fusíveis devem ser instalados conforme o
▶
fornecimento de energia existente.
São válidos os dados técnicos da placa de identificação.
PT-BR
Funcionamento
do gerador
A fonte de solda é adequada para geradores.
Para o dimensionamento da potência necessária do gerador é necessária a
potência aparente máxima S
A potência aparente máxima S
da fonte de solda.
1máx
da fonte de solda é calculada da seguinte for-
1máx
ma para equipamentos trifásicos:
S
= I
1máx
I
e U1 conforme a placa de identificação do equipamento ou os dados técni-
1máx
1máx
x U1 x √3
cos
A potência aparente necessária do gerador S
é calculada com a seguinte
GEN
fórmula:
S
GEN
= S
1máx
x 1,35
Quando não é realizada a soldagem com potência total, pode ser utilizado um gerador menor.
IMPORTANTE! A potência aparente do gerador S
a potência aparente máxima S
da fonte de solda!
1máx
não pode ser menor do que
GEN
AVISO!
A tensão fornecida pelo gerador não pode, de forma alguma, ultrapassar ou ficar abaixo da faixa de tolerância de tensão de alimentação.
A especificação da tolerância de tensão de alimentação está indicada na seção
„Dados técnicos“.
61

Informações sobre os componentes do sistema
Os passos de trabalho e atividades descritos a seguir contêm avisos sobre os diferentes componentes do sistema, como:
Carrinho
-
Unidades de refrigeração
-
alojamentos de alimentador de arame
-
Alimentações de arame
-
Pacotes de mangueiras de interligação
-
Tocha de soldagem
-
etc.
-
As informações exatas para montagem e conexão dos componentes do sistema
são encontradas nos respectivos manuais de instrução dos componentes do sistema.
62

Conectar o cabo de rede
Geral Caso não haja um cabo de rede conectado, será necessário instalar um cabo de
rede da tensão de conexão apropriado antes do comissionamento.
Na fonte de solda, está montado um alívio de tensão universal para um diâmetro
de cabo de 12 - 30 mm (0,47 - 1,18 in.).
Alívios de tensão para outras seções transversais do cabo devem ser respectivamente dimensionadas.
PT-BR
Cabos de rede
exigidos
Segurança
Fonte de solda
Tensão da rede: EUA e Canadá * | Europa
TPS 320i C /nc
3 x 380 V, 3 x 400 V, 3 x 460 V: AWG 14 | 4G 2,5 mm²
TPS 320i C /MV/nc
3 x 200 V, 3 x 230 V: AWG 10 | 4G 4,0 mm²
3 x 380 V, 3 x 400 V, 3 x 460 V: AWG 14 | 4G 2,5 mm²
TPS 320i C /S/nc **
3 x 460 V, 3 x 575 V: AWG 14 | -
* Tipo de cabo para EUA e Canadá: extra-hard usage (uso extraduro)
** Fonte de solda sem indicação CE; não disponível na Europa
AWG = American wire gauge (= medida americana para a seção transversal do
cabo)
PERIGO!
Perigo devido a trabalhos realizados de forma incorreta.
Podem ocorrer danos pessoais e materiais graves.
Os trabalhos descritos a seguir somente devem ser realizados por pessoal
▶
especializado treinado.
Seguir as normas e diretrizes nacionais.
▶
CUIDADO!
Perigo caso o cabo de energia tenha sido preparado inadequadamente.
Podem ocorrer curto-circuito e danos materiais.
Colocar arruelas em todos os condutores de fase e no fio terra do cabo de
▶
rede elétrica sem isolamento.
63
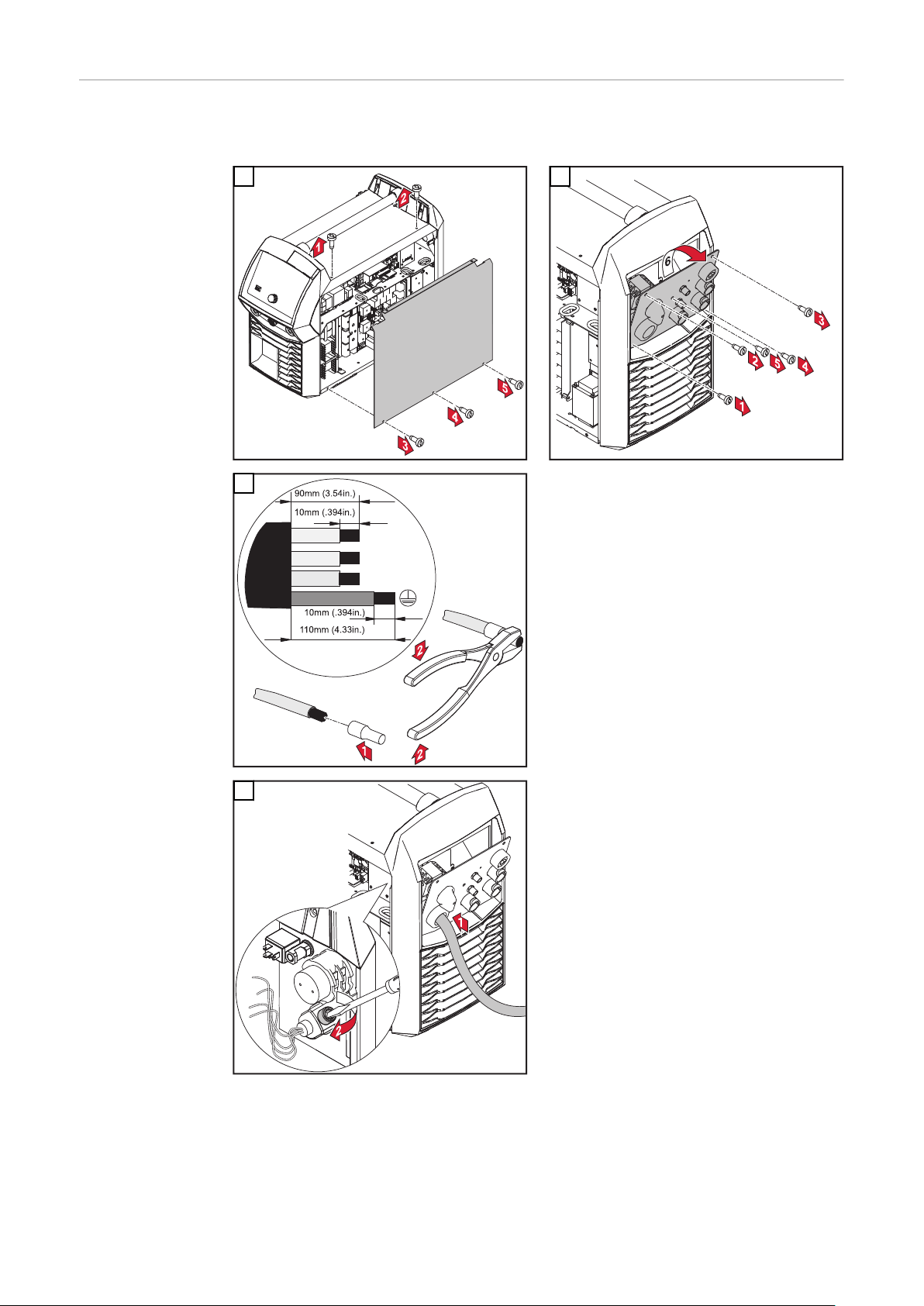
Conectar cabo
de rede – informações gerais
IMPORTANTE! O fio terra deve ser aproximadamente 20 a 25 mm (0.8 a 1 in.)
mais longo do que o condutor de fases.
1 2
3
4
Torque = 1,2 Nm
(TPS 320i C, TPS 320i C /nc,
TPS 320i C /S/nc)
Torque = 3,5 Nm
(TPS 320i C /MV/nc)
64

5
2
1
3
4
5
6
1
2
3
5
4
6
Condutor de fase:
Torque = 1,5 Nm, TX 15
(TPS 320i C, TPS 320i C /nc,
PT-BR
TPS 320i C /S/nc)
Torque = 1,5 Nm, TX 25
(TPS 320i C /MV/nc)
Fio terra:
Torque = 1,2 Nm
6
5 x TX25
Torque = 3 Nm
7
65

Comissionamento TPS 320i C
Segurança
Um choque elétrico pode ser fatal.
Caso a fonte de solda esteja conectada na rede elétrica durante a instalação,
existe o perigo de lesões graves a pessoas e materiais.
▶
▶
Perigo por corrente elétrica decorrente de poeira condutora de eletricidade no
aparelho.
Podem ocorrer danos pessoais e materiais graves.
▶
Geral O comissionamento da fonte de solda TPS 320i C será descrita segundo a apli-
cação manual MIG/MAG, com refrigeração a gás.
PERIGO!
Todos os trabalhos no dispositivo somente podem ser executados quando o
comutador de rede da fonte de solda estiver na posição O.
Todos os trabalhos no dispositivo somente podem ser executados quando a
fonte de solda estiver desconectada da rede.
PERIGO!
Operar o aparelho somente com filtro de ar montado. O filtro de ar representa um dispositivo de segurança fundamental para a obtenção do grau de proteção IP 23.
Recomendação
para aplicações
com refrigeração
à água
Conectar o cilindro de gás
Utilizar carrinho PickUp 5000
-
Montar o dispositivo de refrigeração no carrinho PickUp 5000
-
Montar a fonte de solda TPS 320i C no dispositivo de refrigeração
-
Somente utilizar tochas com refrigeração de água, com conexão de água ex-
-
terna
Conectar as conexões de água da tocha diretamente no aparelho de refrige-
-
ração
PERIGO!
Perigo de danos pessoais e materiais graves devido à queda dos cilindros de gás.
Colocar os cilindros de gás em posição fixa, sobre um piso plano e firme. Pro-
▶
teger os cilindros de gás contra tombamento.
Observar as diretrizes de segurança do fabricante dos cilindros de gás.
▶
66

Conectar a mangueira de gás no TPS 320i C
Colocar os cilindros de gás em po-
1
sição fixa, sobre um piso plano e
firme
Proteger o cilindro de gás contra
2
tombamento, exceto no gargalo do
cilindro
Retirar a chapeleta de proteção do
3
cilindro de gás
Para retirar a sujeira em volta, abra
4
rapidamente a válvula dos cilindros
de gás
Verificar a vedação na válvula re-
5
dutora de pressão
Parafusar e apertar a válvula redu-
6
tora de pressão no cilindro de gás
Conectar a válvula redutora de
7
pressão através da mangueira de
gás, com a conexão de gás inerte
na fonte de solda
PT-BR
67
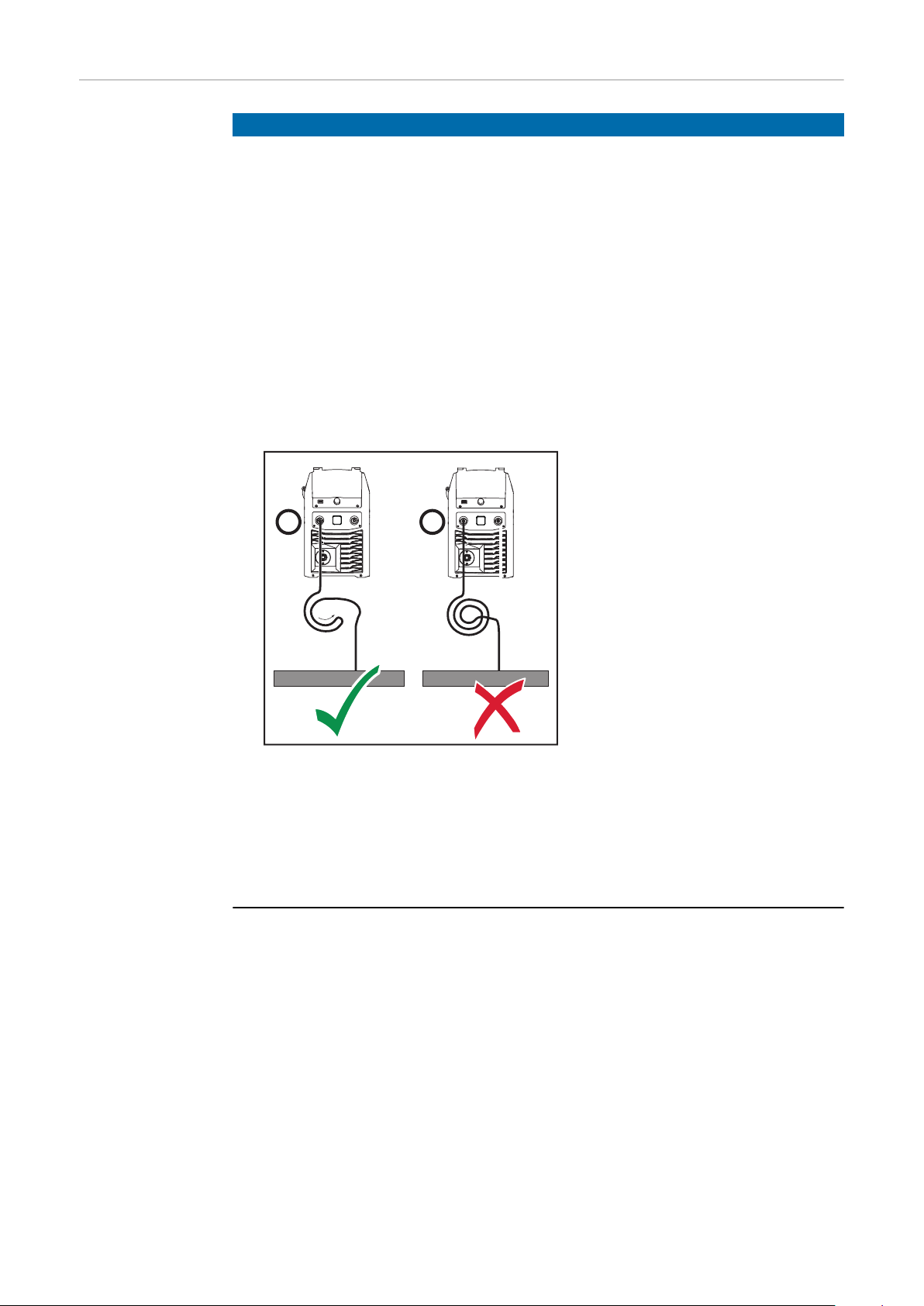
Estabelecer a
- -
conexão à terra
AVISO!
Observar os seguintes pontos ao estabelecer uma conexão à terra:
Utilizar um fio terra individual para cada fonte de solda
▶
Manter o fio terra e o cabo positivo o mais próximo um do outro e pelo maior
▶
tempo possível
Separar os cabos de circuito de soldagem das fontes de solda individuais
▶
Não colocar fios terra em paralelo;
▶
quando não for possível evitar uma instalação paralela, deve ser mantida
uma distância mínima de 30 cm entre os cabos de circuito de soldagem
Manter o fio terra o mais curto possível e estabelecer uma grande seção
▶
transversal
Não cruzar o fio terra
▶
evitar materiais ferromagnéticos entre o fio terra e o jogo de mangueira de
▶
conexão
não enrolar fios terra longos como uma bobina!
▶
Deixar fios terra longos em anéis
Não colocar o fio terra em tubos de ferro, canaletas de cabeamento de metal
▶
ou em travessas de aço, evitar canais de cabo;
(é possível colocar o cabo positivo junto com o fio terra em um tubo de ferro)
No caso de vários fios terra, os pontos de aterramento no componente de-
▶
vem ficar o mais longe possível um do outro e não pode haver caminhos de
corrente cruzados sob os diferentes arcos voltaicos.
usar jogos de mangueira de conexão compensados (jogos de mangueira de
▶
conexão com fio terra integrado)
68

Conectar o fio terra no soquete de
1
energia (-)
Travar o fio terra
2
Com a outra extremidade do fio
3
terra, estabelecer a conexão com a
peça de trabalho
Conectar o fio terra na TPS 320i C
CUIDADO!
Resultados de soldagem comprometidos devido à conexão à terra de várias fontes de solda em conjunto!
Soldando várias fontes de solda em um componente, uma conexão à terra comum pode influenciar massivamente os resultados da soldagem.
Desconectar o circuito elétrico de soldagem!
▶
Estipular uma conexão à terra própria para cada circuito elétrico de solda-
▶
gem!
Não utilizar nenhum fio terra em comum!
▶
PT-BR
Conectar a tocha
de solda
Após a conexão da tocha de solda garantir que todos os cabos, tubagens e jo-
1
gos de mangueiras estão fixamente conectados, intactos, isolados corretamente e têm dimensões adequadas.
2
69

Inserir/trocar os
rolos de alimentação
Para garantir uma ótima alimentação do eletrodo de arame, os rolos de alimentação devem ser adaptados ao diâmetro do arame a ser soldado e à liga do arame.
AVISO!
Utilize somente rolos de alimentação correspondentes ao eletrodo de arame.
Uma visão geral dos rolos de alimentação disponíveis e suas possibilidades de utilização encontram-se nas listas de peças de reposição.
CUIDADO!
Risco de lesão por dispositivos de fixação dos rolos de alimentação ressaltados.
Ao destravar a alavanca, mantenha os dedos afastados das áreas à esquerda
▶
e à direita da alavanca.
1 2
3 4
70

Colocar a bobina
de arame
CUIDADO!
Perigo de lesão devido ao efeito de mola do eletrodo de arame enrolado.
Na colocação da bobina de arame, segurar firmemente o final do eletrodo de
▶
arame para evitar lesões pelo eletrodo de arame ressaltado.
CUIDADO!
Perigo de lesão por queda da bobina de arame.
Deve-se assegurar o assento firme da bobina de arame no suporte da bobina
▶
de arame.
CUIDADO!
Perigo de danos pessoais e comprometimento das funções por queda da bobina
de arame, devido à colocação no lado errado do anel de segurança.
Sempre colocar o anel de segurança conforme a figura à esquerda.
▶
PT-BR
1
71

Colocar a cesta
tipo carretel
CUIDADO!
Perigo de lesão devido ao efeito de mola do eletrodo de arame enrolado.
Na colocação da cesta tipo carretel, segurar firmemente o final do eletrodo
▶
de arame para evitar lesões pelo eletrodo de arame ressaltado.
CUIDADO!
Perigo de lesão devido à queda da cesta tipo carretel.
Deve-se assegurar o assento firme da cesta tipo carretel com o adaptador
▶
das cestas tipo carretel no suporte da bobina de arame.
AVISO!
Nos trabalhos com cestas tipo carretel, utilizar exclusivamente o adaptador de
cesta tipo carretel incluído no escopo de fornecimento do aparelho!
CUIDADO!
Perigo de lesão devido à queda da cesta tipo carretel.
Colocar a cesta tipo carretel no adaptador de cesta tipo carretel fornecido
▶
de tal forma que as pontes da cesta tipo carretel fiquem dentro das ranhuras
de guia do adaptador.
CUIDADO!
Perigo de danos pessoais e comprometimento das funções por queda da cesta
tipo carretel, devido à colocação no lado errado do anel de segurança.
Sempre colocar o anel de segurança conforme a figura à esquerda.
▶
72

1 2
PT-BR
Deixar o eletrodo
de arame entrar
CUIDADO!
Perigo de lesão devido ao efeito de mola do eletrodo de arame enrolado.
Para evitar lesões por eletrodo de arame ressaltado:
Segurar firmemente o final do eletrodo de arame ao inseri-lo no acionamento
▶
de 4 rolos.
CUIDADO!
Perigo de dano na tocha de solda por causa da extremidade afiada do eletrodo
de arame.
Retirar completamente a rebarba na ponta do eletrodo de arame antes da in-
▶
serção.
Colocar o jogo de mangueira da tocha o mais reto possível.
▶
1 2
73
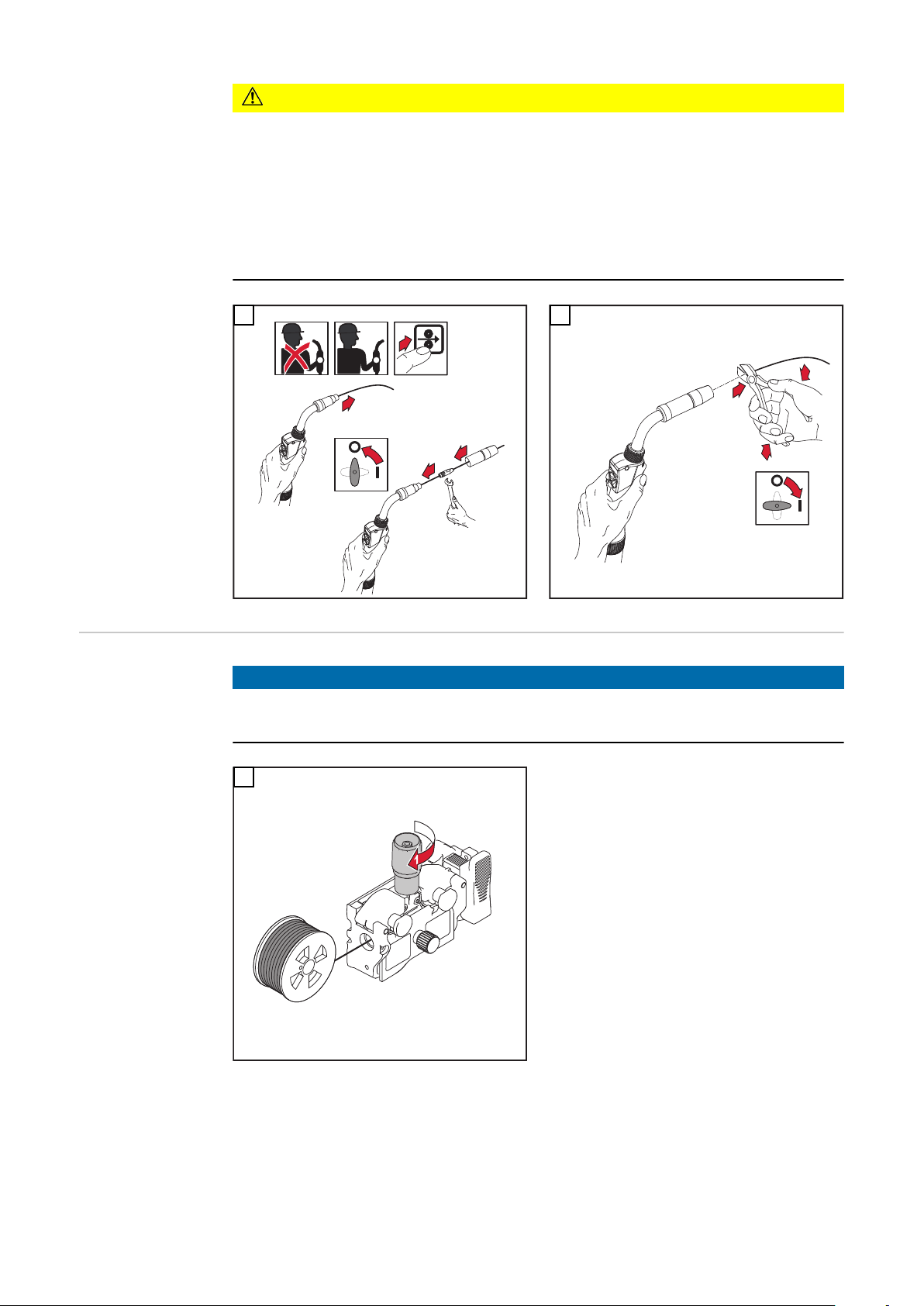
CUIDADO!
1
2
4
5
3
1
1
2
3
Perigo de lesões corporais e danos materiais devido a choque elétrico e saída do
eletrodo de arame.
Ao pressionar a tecla de queima ou a tecla de inserir arame, afastar a tocha
▶
de solda da face e do corpo
Não apontar a tocha de solda na direção de pessoas
▶
Ao pressionar a tecla de queima, certificar-se de que o eletrodo de arame
▶
não entre em contato com peças eletricamente condutoras ou aterradas (por
exemplo, carcaças, etc.)
Ajustar a
pressão de contato
3
4
AVISO!
Ajustar a pressão de contato de modo que o eletrodo de arame não seja deformado e que seja garantido um transporte sem falhas do arame.
1
Valores de referência da pressão de
contato para rolos com ranhura em U
Aço:
4 - 5
CrNi
4 - 5
Eletrodos de arame de enchimento
2 - 3
74

Ajustar o freio
4
3
STOP
6
7
5
1
2
2
1
2
1
4
STOP
OK
3
AVISO!
PT-BR
Após soltar a tecla de queima, a bobina de arame não deve ter o movimento de
inércia.
Se necessário, reajustar o freio.
1
3
2
Configuração do
freio
PERIGO!
Perigo devido à montagem incorreta.
Podem ocorrer ferimentos e danos materiais graves.
Não desmontar o freio.
▶
Os trabalhos de manutenção e de
▶
assistência técnica no freio devem
ser executados somente por profissionais treinados.
O freio somente pode ser fornecido
completo.
A ilustração do freio serve somente
para informação!
75

Realizar a compensação R/L
IMPORTANTE! Para resultados ideias de soldagem, o fabricante recomenda rea-
lizar uma compensação R/L no primeiro comissionamento e após cada alteração
no sistema de soldagem.
Mais informações sobre a compensação R/L podem ser encontradas no capítulo
„Operação de soldagem“ na seção „Parâmetro do processo“ em „Compensação
R/L“ (página 139).
76

Bloquear e desbloquear fonte de solda com chave
NFC
Informações gerais
Bloquear e desbloquear fonte
de solda com
chave NFC
PT-BR
Chave NFC = cartão NFC ou chaveiro NFC
A fonte de solda pode ser bloqueada através da chave NFC para impedir, por
exemplo, acessos indesejados ou alteração dos parâmetros de soldagem.
O bloqueio/desbloqueio é realizado sem toque no painel de comando da fonte de
solda.
Para o bloqueio e desbloqueio da fonte de solda, ela precisa estar ligada.
Bloquear a fonte de solda
Segurar a chave NFC sobre o local de leitura de chaves NFC
1
No display, é exibido brevemente o símbolo de chave.
Em seguida, o símbolo de chave é exibido na linha de status.
77

Agora, a fonte de solda está bloqueada.
Somente os parâmetros de soldagem podem ser visualizados e ajustados através
do botão de ajuste.
Se uma função bloqueada é solicitada, uma nota de aviso correspondente é exibida.
Desbloquear a fonte de solda
Segurar a chave NFC sobre o local de leitura de chaves NFC
1
No display, é exibido brevemente o símbolo de chave riscado.
O símbolo de chave não é mais exibido na linha de status.
Todas as funções da fonte de solda voltam a ficar disponíveis ilimitadamente.
AVISO!
Outras informações sobre o bloqueio da fonte de solda se encontram no capítulo „Predefinições - Administração/Administration“ na página 178.
78

Operação de soldagem
79

80

Tipos de operação MIG/MAG
S
E
PT-BR
Informações gerais
Símbolos e descrições
PERIGO!
O manuseio incorreto pode causar lesões corporais e danos materiais graves.
Utilizar as funções descritas somente quando este manual de instruções ti-
▶
ver sido completamente lido e compreendido.
Utilizar as funções descritas somente quando todos os manuais de ins-
▶
truções de todos os componentes do sistema, especialmente as diretrizes de
segurança, tiverem sido completamente lidos e compreendidos!
Os dados referentes ao ajuste, à faixa de ajuste e às unidades de medida dos
parâmetros disponíveis constam no „Setup de menu“.
Apertar a tecla de queima | segurar a tecla da queima | soltar a tecla de queima
TPG
Fornecimento de gás
I-S
Fase de corrente inicial: rápido aquecimento da matéria prima básica, apesar da
alta dissipação de calor no início da soldagem
t-S
Duração da corrente inicial
Início da correção de comprimento de arco
SL1
Slope 1: redução contínua da corrente inicial para a corrente de soldagem
I
Fase de corrente de soldagem: aplicação uniforme da temperatura na matéria
prima básica aquecida por meio de calor de pré-fluxo
I-E
Fase de corrente final: para evitar um superaquecimento local da matéria prima
básica por acúmulo de calor no fim de soldagem. Uma possível queda do cordão
de soldagem é evitada.
t-E
Duração da corrente final
Final da correção de comprimento de arco
81

Operação de 2
t
I
+
I
GPr
GPo
t
I
+
I
GPr GPo
+
ciclos
SL2
Slope 2: redução contínua da corrente de soldagem para a corrente final
GPo
Pós-fluxo de gás
Descrição detalhada dos parâmetros no capítulo sobre parâmetros de processo
Operação de 4
ciclos
O modo de operação „Operação de 2 ciclos“ é adequado para
Trabalhos de pontilhamento
-
Cordão curto de soldagem
-
Operação automatizada e robotizada
-
O modo „Operação de 4 ciclos“ é adequado para cordões de soldagem mais longos.
82

Operação espe-
I
t
I
GPr GPo
I-E
SL1t-S
I-S
SL2
+ +
S
E
t-E
I
I-S
I-E
+
I
S
E
GPr GPoSL1 SL2
t
t-S t-E
cial em 4 ciclos
PT-BR
O modo de operação „Operação especial de 4 ciclos“ é especialmente adequado
para a soldagem de matérias-primas de alumínio. A alta capacidade de condutibilidade de calor do alumínio será considerada pelo decurso especial da corrente
de soldagem.
Operação especial em 2 ciclos
O modo de operação „Operação especial em 2-tempos“ é indicado principalmente para a soldagem na faixa de potência mais elevada. Na operação especial em 2
ciclos, o arco voltaico começa com menos potência, o que faz com que a estabilização do arco voltaico seja mais fácil.
83

Soldagem a pon-
I
+
I
GPr GPoSPt
t
to
O modo de operação „Soldagem a ponto“ é adequado para juntas soldadas em
chapas sobrepostas.
84

Soldagem MIG/MAG e soldagem CMT
PT-BR
Segurança
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos e funções descritos nesse documento somente devem ser
▶
realizados por técnicos especializados e treinados.
Ler e compreender completamente este documento.
▶
Todas as diretrizes de segurança e as documentações do usuário desse equi-
▶
pamento e de todos os componentes do sistema devem ser lidas e entendidas.
PERIGO!
Perigo devido à corrente elétrica.
Podem ocorrer ferimentos e danos materiais graves.
Antes de começar os trabalhos, todos os equipamentos e componentes en-
▶
volvidos devem ser desligados e desconectados da rede de energia.
Todos os equipamentos e componentes listados devem ser protegidos contra
▶
religamento.
Depois de abrir o equipamento, certifique-se, com a ajuda de um medidor
▶
adequado, de que os componentes elétricos (por exemplo, capacitores) estejam descarregados.
Soldagem
MIG/MAG e soldagem CMT –
Visão geral
Ligar a fonte de
solda
A seção „Soldagem MIG/MAG e soldagem CMT“ contém os seguintes passos:
Ligar a fonte de solda
-
Selecionar o método de soldagem e o modo de operação
-
Selecionar o material adicional e o gás de proteção
-
Configurar os parâmetros de soldagem e do processo
-
Configurar a quantidade do gás de proteção
-
Soldagem MIG/MAG ou soldagem CMT
-
AVISO!
Na utilização de um dispositivo de refrigeração, observar as diretrizes de segurança e as condições operacionais no manual de instruções do dispositivo de refrigeração.
Inserir o cabo de energia
1
Comutar o interruptor de rede elétrica para a posição - I -
2
Um dispositivo de refrigeração no sistema de soldagem começa a funcionar.
IMPORTANTE! Para resultados de soldagem ideais, o fabricante recomenda realizar um ajuste R/L no primeiro comissionamento e sempre que forem feitas alterações no sistema de soldagem.
Mais informações sobre o ajuste R/L podem ser encontradas na seção Parâmetros do processo MIG/MAG em „Ajuste R/L“ (página 139).
85

Configurar o
2
3
1
*
5
4
4-step
método de soldagem e o modo
de operação
Configurar o método de soldagem
* Página seguinte: Eletrodo, TIG
Selecionar „Método de soldagem“
1
Selecionar „Método“
2
A visão geral dos métodos de soldagem é exibida.
Conforme o tipo da fonte de solda ou o pacote de funções instalado, ficam disponíveis diferentes métodos de soldagem.
Selecionar o método de soldagem desejado
3
Configurar o modo de operação
86
Selecionar „Modo de operação“
4
A visão geral dos modos de operação é exibida:

Selecionar o ma-
1
2
3
terial adicional e
o gás de proteção
Operação de 2 ciclos
-
Operação de 4 ciclos
-
Operação especial de 2 ciclos
-
Operação especial de 4 ciclos
-
Selecionar o modo de operação desejado
5
PT-BR
Selecionar „Método de soldagem“
1
Selecionar „Material adicional“
2
Selecionar „Alterar configurações de material“
3
Girar o botão de ajuste e selecionar o material adicional desejado
4
Selecionar „Seguinte“/pressionar o botão de ajuste
5
Girar o botão de ajuste e selecionar o diâmetro do arame desejado
6
Selecionar „Seguinte“/pressionar o botão de ajuste
7
Girar o botão de ajuste e selecionar o gás de proteção desejado
8
Selecionar „Seguinte“/pressionar o botão de ajuste
9
AVISO!
As curvas características disponíveis por método de soldagem não são exibidas
quando há apenas uma curva característica disponível para o material adicional
selecionado.
Segue-se diretamente a etapa de confirmação do assistente de material adicional, as etapas do processo 10 - 14 são omitidas.
Girar o botão de ajuste e selecionar o método de soldagem desejado
10
Para a seleção da curva característica desejada, pressionar botão de ajuste
11
(fundo azul)
Girar o botão de ajuste e selecionar a curva característica desejada
12
Pressionar o botão de ajuste e aplicar a curva característica selecionada (fun-
13
do branco)
Selecionar „Seguinte“
14
87

Ajustar os
1
2
3
4
parâmetros de
soldagem
A etapa de confirmação do assistente de material adicional é exibida:
Selecionar „Salvar“/pressionar o botão de ajuste
15
O material adicional configurado e as respectivas curvas características por
método de soldagem são salvos.
Selecionar „Soldagem“
1
Girando o botão de ajuste, selecionar o parâmetro de soldagem desejado
2
Para alterar o parâmetro, pressionar o botão de ajuste
3
O valor do parâmetro é apresentado em uma escala horizontal:
Por exemplo, parâmetro do avanço de arame
O parâmetro selecionado pode ser alterado agora.
Alterar o parâmetro girando o botão de ajuste
4
O valor alterado do parâmetro é imediatamente aplicado.
Se um dos parâmetros avanço de arame, espessura da chapa, corrente de soldagem ou tensão de solda for alterado na soldagem Synergic, os parâmetros restantes também são imediatamente adaptados à alteração.
88
Para obter a visão geral dos parâmetros de soldagem, pressionar o botão de
5
ajuste

Para as configurações específicas do usuário e da aplicação, configurar o
1
6
parâmetro do processo no sistema de soldagem, caso seja necessário
PT-BR
Ajustar o volume
de gás de proteção
Soldagem
MIG/MAG ou
soldagem CMT
Abrir a válvula dos cilindros de gás
1
Pressionar a tecla verificar gás
2
O gás vaza.
Girar o parafuso de ajuste no lado inferior do redutor de pressão até que o
3
manômetro indique o volume de gás de proteção desejado
Pressionar a tecla verificar gás
4
O fornecimento de gás para.
Selecionar „Soldagem“ para exibir os parâmetros de soldagem
1
CUIDADO!
Perigo de lesões corporais e danos materiais por choque elétrico e saída do eletrodo de arame.
Ao pressionar o botão da tocha,
afaste a tocha de solda da face e do corpo
▶
não direcione a tocha de solda para as pessoas
▶
certifique-se de que o eletrodo de arame não entrará em contato com peças
▶
eletricamente condutoras ou aterradas (por exemplo, carcaças etc.)
Pressionar a tecla de queima e iniciar o processo de soldagem
2
Em todo fim de soldagem, são armazenados os atuais valores reais da corrente
de soldagem, da tensão de solda e da velocidade do arame e no display é exibido
HOLD.
89

AVISO!
Parâmetros que foram ajustados no painel de comando de um componente do
sistema (por exemplo, avanço de arame ou controle remoto), eventualmente não
podem ser alterados no painel de comando da fonte de solda.
90

Parâmetro de soldagem MIG/MAG e parâmetro
de soldagem CMT
Parâmetros de
soldagem para a
soldagem
MIG/MAG PulsSynergic, para a
soldagem CMT e
para a soldagem
Pulse Multi Control
Para a soldagem MIG/MAG Puls-Synergic, para a soldagem CMT e para a soldagem Pulse Multi Control, os seguintes parâmetros de soldagem podem ser configurados e exibidos com o botão „Soldagem“:
Corrente 1) [A]
Faixa de ajuste: depende do método de soldagem e do programa de soldagem selecionado
Antes do início da soldagem, é indicado automaticamente um valor de referência
que é resultante dos parâmetros programados. Durante o processo de soldagem,
é indicado o valor real atual.
Tensão 1) [V]
Faixa de ajuste: depende do método de soldagem e do programa de soldagem selecionado
Antes do início da soldagem, é indicado automaticamente um valor de referência
que é resultante dos parâmetros programados. Durante o processo de soldagem,
é indicado o valor real atual.
PT-BR
Espessura do material
0,1 - 30,0 mm 2) / 0,004 - 1,18 2) in.
Avanço de arame
0,5 - máx.
Correção de comprimento de arco
para a correção do comprimento de arco;
-10 - +10
Configuração de fábrica: 0
- ... comprimento mais curto do arco voltaico
0 ... comprimento neutro do arco voltaico
+ ... Comprimento mais longo do arco voltaico
Correção de pulsação/Correção dinâmica
para a correção da energia de pulsação no arco voltaico de impulso
-10 - +10
Configuração de fábrica: 0
- ... força mais baixa da soltura de pingos
0 ... força neutra da soltura de pingos
+ ... força mais alta de soltura de pingos
2) 3)
m/min / 19,69 - máx.
1)
1)
2) 3)
ipm.
91

Parâmetro de
soldagem para o
padrão sinérgico
de solda
MIG/MAG e para
a soldagem Low
Spatter Control
Para o padrão sinérgico de solda MIG/MAG e para a soldagem Low Spatter Control, podem ser ajustados e indicados no item de menu „Soldagem“ os seguintes
parâmetros de soldagem:
Corrente 1) [A]
Faixa de ajuste: depende do método de soldagem e do programa de soldagem selecionado
Antes do início da soldagem, é indicado automaticamente um valor de referência
que é resultante dos parâmetros programados. Durante o processo de soldagem,
é indicado o valor real atual.
Tensão 1) [V]
Faixa de ajuste: depende do método de soldagem e do programa de soldagem selecionado
Antes do início da soldagem, é indicado automaticamente um valor de referência
que é resultante dos parâmetros programados. Durante o processo de soldagem,
é indicado o valor real atual.
Espessura do material
1)
0,1 - 30,0 mm 2) / 0,004 - 1,18 2) in.
Avanço de arame
0,5 - máx.
2) 3)
1)
m/min / 19,69 - máx.
2) 3)
ipm.
Correção de comprimento de arco
para a correção do comprimento de arco;
-10 - +10
Configuração de fábrica: 0
- ... comprimento mais curto do arco voltaico
0 ... comprimento neutro do arco voltaico
+ ... Comprimento mais longo do arco voltaico
Correção de pulsação/Correção dinâmica
para a correção da energia de pulsação no arco voltaico de impulso
-10 - +10
Configuração de fábrica: 0
- ... força mais baixa da soltura de pingos
0 ... força neutra da soltura de pingos
+ ... força mais alta de soltura de pingos
92
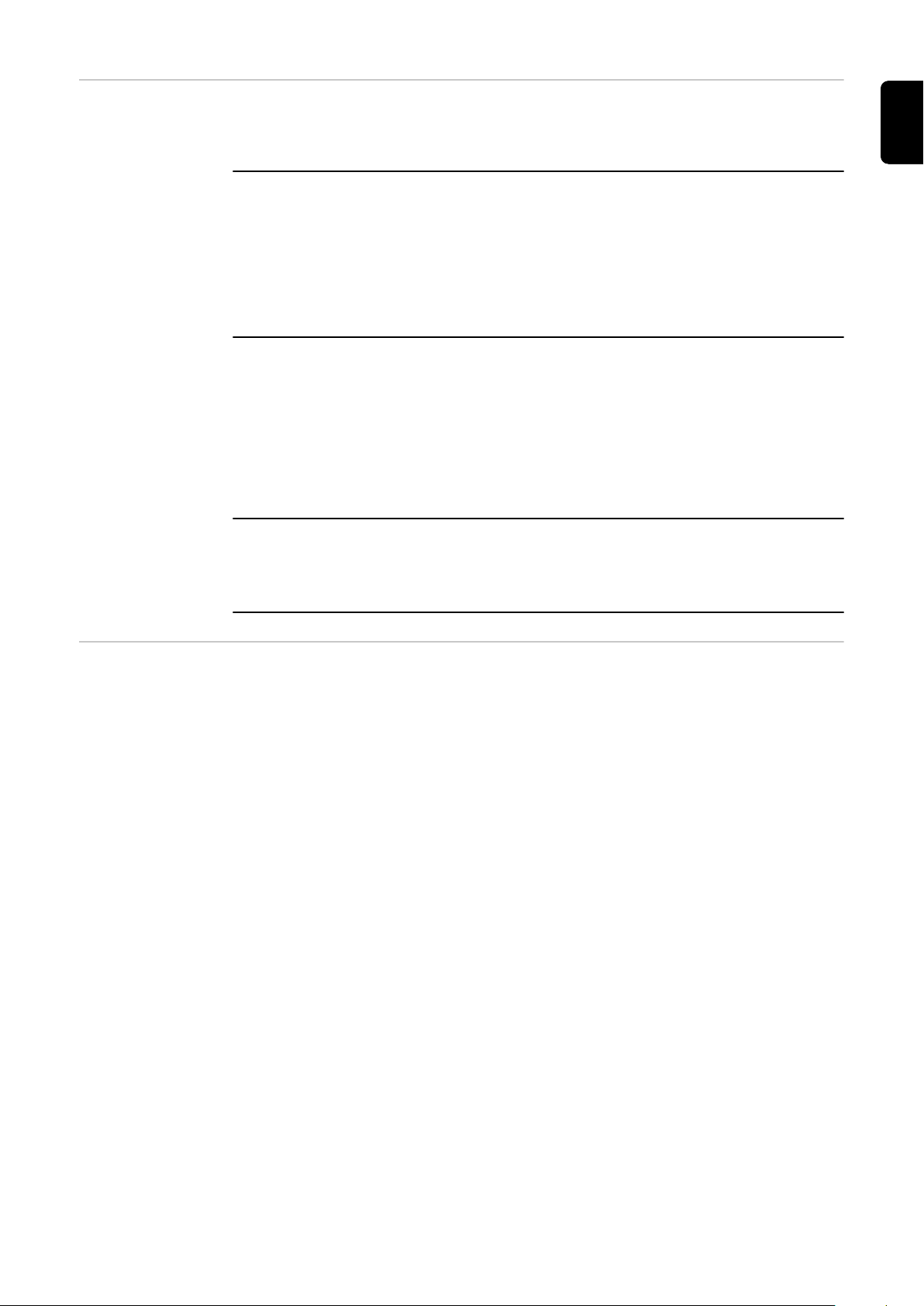
Parâmetro de
soldagem para o
padrão manual
de soldagem
MIG/MAG
Para o padrão manual de soldagem MIG/MAG, podem ser ajustados e indicados,
no item de menu „Soldagem“, os seguintes parâmetros de soldagem:
Tensão 1) [V]
Faixa de ajuste: depende do método de soldagem e do programa de soldagem selecionado
Antes do início da soldagem, é indicado automaticamente um valor de referência
que é resultante dos parâmetros programados. Durante o processo de soldagem,
é indicado o valor real atual.
Dinâmica
para influenciar a dinâmica de curto-circuito no momento da transferência de
gota
0 - 10
Configuração de fábrica: 0
0 ... arco voltaico mais forte e mais estável
10 ... arco voltaico mais suave e com poucos respingos
PT-BR
Explicação das
notas de rodapé
Avanço de arame
1)
para ajustar um arco voltaico mais forte e mais estável
0,5 - máx. 2) m/min / 19,69 - máx. 2) ipm.
1) Parâmetro sinérgico
Se um parâmetro sinérgico for alterado, todos os outros parâmetros
sinérgicos também serão alterados, devido a função Synergic.
A faixa real de ajuste depende da fonte de solda utilizada e do avanço de
arame utilizado, assim como do programa de soldagem selecionado.
2) A faixa real de ajuste depende do programa de soldagem selecionado.
3) O valor máximo depende do avanço de arame utilizado.
93

Modo EasyJob
3
1
2
Geral Com o modo EasyJob ativo, são exibidos 5 botões adicionais no display que possi-
bilitam um armazenamento rápido de no máximo 5 pontos operacionais.
Com isso, são armazenadas as configurações atuais relevantes à soldagem.
Ativar o modo
EasyJob
Predefinições/Indicação/Selecionar EasyJobs
1
É exibida a visão geral para ativar/desativar o modo EasyJob.
Selecionar „EasyJobs ligado“
4
Selecionar „OK“
5
O modo EasyJob é ativado, as pré-configurações são exibidas.
Selecionar „Soldagem“
6
Os 5 botões EasyJob são exibidos nos parâmetros de soldagem.
94

Salvar pontos
1
~ 3 sec.
1
< 3 sec.
operacionais
EasyJob
AVISO!
Os EasyJobs são salvos com os números de Job de 1 a 5 e podem ser acessados
pelo modo de trabalho.
Ao salvar um EasyJob com o mesmo número de Job de outro já salvo, o outro é
sobrescrito!
Para salvar as configurações atuais de soldagem, pressionar um dos botões
1
EasyJob por cerca de três segundos
O botão muda sua cor e seu tamanho. Após cerca de três segundos, o botão é
exibido em verde e com uma borda.
As configurações foram salvas. As configurações salvas por último estão ativas.
Um EasyJob ativo é exibido com uma marca de seleção no botão EasyJob.
Os botões EasyJob não utilizadossão exibidos em cinza escuro.
PT-BR
Acessar pontos
operacionais
EasyJob
Para acessar um ponto operacional EasyJob salvo, pressionar brevemente o
1
botão EasyJob correspondente (< 3 segundos)
O botão muda de tamanho e cor brevemente e, em seguida, é exibido com uma
marca de seleção:
Se a marca de seleção não for exibida após pressionar um botão EasyJob, nenhum ponto operacional será salvo nesse botão.
95

Excluir pontos
1
> 5 sec.
*
operacionais
EasyJob
Para excluir um ponto operacional do EasyJob, toque no botão EasyJob cor-
1
respondente por aproximadamente 5 segundos
O botão
primeiramente muda o tamanho e a cor;
-
após aproximadamente 3 segundos, é exibida uma moldura.
-
O ponto operacional salvo é sobrescrito com os ajustes atuais.
após cerca de 5 segundos, ele fica vermelho (= excluir).
-
O ponto operacional EasyJob foi excluído.
* ... com fundo vermelho
96

Operação por Job
2
Geral Até 1000 Jobs podem ser salvos e reproduzidos na fonte de solda.
Fica exclusa a documentação manual dos parâmetros de soldagem.
Assim, o Modo de trabalho aumenta a qualidade de aplicações automatizadas e
manuais.
O salvamento de Jobs pode ser feito apenas a partir da operação de soldagem.
No salvamento de Jobs também são considerados, além das configurações atuais
de soldagem, os parâmetros de soldagem e certas pré-configurações de máquinas.
PT-BR
Salvar configurações como Job
Ajustar parâmetros de soldagem que devem ser memorizados como Job:
1
Parâmetros de soldagem
-
Método de soldagem
-
Parâmetros do processo
-
Se necessário, pré-configurações da máquina
-
Selecionar „Salvar como Job“
2
A lista dos Jobs é exibida.
Para sobrepor um Job atual, selecioná-lo girando o botão de ajuste e pressionar o
botão (ou selecionar „Seguinte“).
Após a indicação de uma pergunta de segurança, o Job selecionado pode ser sobreposto.
Para um novo Job, selecionar „Criar novo Job“
Pressionar o botão de ajuste/selecionar „Seguinte“
3
O próximo número livre de Job é exibido.
Girar o botão de ajuste e selecionar o local de armazenamento desejado
4
Pressionar o botão de ajuste/selecionar „Seguinte“
5
97

O teclado é exibido.
3
1
2
Inserir o nome do Job
6
Selecionar „OK“ e confirmar o nome do Job/pressionar o botão de ajuste
7
O nome é aplicado, a confirmação do armazenamento bem-sucedido do Job é
exibida.
Para sair, selecionar „Concluir“/pressionar o botão de ajuste
8
Job de soldagem
– Acessar Jobs
AVISO!
Antes de acessar um Job, certifique-se de que o sistema de soldagem esteja
configurado e instalado conforme o Job.
98
Selecionar „Método de soldagem“
1
Selecionar „Método“
2
Selecionar „Modo de Job“
3
O modo de trabalho é ativado.
„Job de soldagem“ e os dados do último Job executado são exibidos.
Selecionar „Job de soldagem“
4
Girar o botão de ajuste e selecionar „Número do Job“ (fundo branco)
5
Para selecionar o Job desejado, pressionar o botão de ajuste (fundo azul)
6
Girar o botão de ajuste e selecionar o número do Job desejado (fundo azul)
7
O nome do respectivo Job selecionado é exibido acima da indicação do valor
real.
Pressionar o botão de ajuste e aceitar o número do Job selecionado (fundo
8
branco)
Iniciar o processo de soldagem
9

Renomear Job
1
2
3
universal
IMPORTANTE! No modo de trabalho, apenas o parâmetro de soldagem „Número
do Job“ pode ser alterado. Os parâmetros de soldagem restantes podem apenas
ser indicados.
PT-BR
Selecionar „Salvar como Job“
1
(funciona também no modo de trabalho)
A lista dos Jobs é exibida.
Girar o botão de ajuste e selecionar o Job a ser renomeado
2
Selecionar „Renomear Job“
3
O teclado é exibido.
Através do teclado, alterar o nome do Job
4
99

Excluir Job
1
2
3
universal
Selecionar „OK“ e confirmar o nome alterado do Job/pressionar o botão de
5
ajuste
O nome do Job foi alterado, a lista dos Jobs é exibida.
Para sair, selecionar „Cancelar“
6
Selecionar „Salvar como Job“
1
(funciona também no modo de trabalho)
A lista dos Jobs é exibida.
100
Girar o botão de ajuste e selecionar o Job a ser excluído
2
Selecionar „Excluir Job“
3
É exibida a pergunta de segurança para a exclusão do Job.
 Loading...
Loading...