


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TPS 270i C
Kasutusjuhend
ET
MIG/MAG-toiteallikas
42,0426,0206,ET 015-17112020

Sisukord
Ohutuseeskirjad 7
Ohutussuuniste selgitus 7
Üldteave 7
Õigel otstarbel kasutamine 7
Ümbritseva keskkonna tingimused 8
Käitaja kohustused 8
Töötajate kohustused 8
Võrguühendus 8
Rikkevoolukaitselüliti 9
Enda ja teiste kaitsmine 9
Mürataseme väärtused 9
Oht toksiliste gaaside ja aurude tõttu 10
Lendavate sädemete oht 10
Oht võrguelektri ja keevitusvoolu tõttu 11
Juhuslik keevitusvool 12
EMÜ seadmeklassifikatsioon 12
EMÜ meetmed 12
EMV meetmed 13
Erilised ohukohad 13
Nõuded kaitsegaasile 14
Oht kaitsegaasi balloonidest 14
Kaitsegaasi lekkimise oht 15
Turvameetmed paigalduskohas ja vedamisel 15
Ohutusmeetmed tavakasutamisel 16
Kasutuselevõtt, hooldus ja remont 16
Ohutuskontroll 16
Jäätmekäitlus 17
Ohutusmärgistus 17
Andmete kaitse 17
Autoriõigus 17
ET
Üldine teave 19
Üldteave 21
Seadme kontseptsioon 21
Tööpõhimõte 21
Kasutusalad 21
Hoiatused seadmel 22
Seadmel olevate ohutusjuhiste kirjeldus 24
Keevituspaketid, keevituse tunnuskõverad, keevitusmeetodid ja -protsessid 26
Üldteave 26
Keevitamise tunnuskõverad 26
Keevituse MIG/MAG MIG/MAG Puls-Synergic lühikirjeldus 28
Keevituse MIG/MAG Standard-Synergic lühikirjeldus 28
PMC-protsessi lühikirjeldus 29
LSC-protsessi lühikirjeldus 29
SynchroPulsiga keevitamise lühikirjeldus 29
CMT-protsessi lühikirjeldus 30
Süsteemi komponendid 31
Üldteave 31
Ülevaade 31
Lisavarustus 31
Juhtelemendid, ühendused ja mehaanilised komponendid 33
Juhtpaneel 35
Üldteave 35
Ohutus 35
Juhtpaneel 35
Parameetrite selgitava teksti kuvamine 40
Erifunktsioonide parameeter F1/F2, lemmikute nupp 41
3

Erifunktsioonide parameeter F1/F2 41
Lemmikute nupp 42
Ühendused, lülitid ja mehaanilised komponendid 45
Ühendused, lülitid ja mehaanilised komponendid 45
Paigaldamine ja kasutuselevõtt 47
Minimaalne varustus keevitamiseks 49
Üldteave 49
MIG/MAG-keevitus kaitsegaasiga 49
Vesijahutusega MIG/MAG-keevitus 49
Manuaalne CMT-keevitus 49
Alalisvooluga TIG-keevitus 49
Kattega elektroodiga keevitamine 49
Enne paigaldamist ja kasutamist 50
Ohutus 50
Otstarbekohane kasutamine 50
Paigalduseeskirjad 50
Võrguühendus 50
Generaatori režiim 51
Teave süsteemikomponentide kohta 51
Toitekaabli ühendamine 52
Ohutus 52
Üldteave 52
Nõutud toitekaablid 52
Toitekaabli ühendamine – üldine teave 53
Kasutuselevõtt 55
Ohutus 55
Üldteave 55
Gaasiballooni ühendamine 55
Maandusühenduse taastamine 56
Keevituspõleti ühendamine 56
Etteanderullide paigaldamine/vahetamine 57
Traadipooli paigaldamine 58
Korv-tüüpi traadipooli paigaldamine 59
Traatelektroodi sisestamine 60
Kontaktrõhu seadistamine 61
Piduri seadistamine 62
Piduri ehitus 62
R/L-seadistamine 63
Keevitusrežiim 65
MIG/MAG-töörežiimid 67
Üldteave 67
Sümbolid ja selgitused 67
Kahetaktiline režiim 68
Neljataktiline režiim 68
Neljataktiline erirežiim 68
Kahetaktiline erirežiim 68
MIG/MAG- ja CMT-keevitamine 69
Ohutus 69
MIG/MAG- ja CMT-keevitamine – ülevaade 69
Vooluallika sisselülitamine 69
Keevitusmeetodi ja töörežiimi seadistamine 69
Ekraanil hetkel seadistatud lisaaine kuvamine 70
Lisametalli valimine 70
Keevitusparameetrite seadistamine 72
Kaitsegaasi koguse seadistamine 72
MIG/MAG- või CMT-keevitamine 73
MIG/MAG- ja CMT-keevitusparameetrid 74
MIG/MAG Puls-Synergicu keevituse, CMT-keevituse ja PMC-keevituse parameetrid 74
MIG/MAG Standard-Synergic keevituse ja LSC-keevituse parameetrid 75
4

Käsitsikeevituse MIG/MAG-Standard keevitusparameetrid 77
Jaluste seletused 78
EasyJob-töörežiim 79
Üldteave 79
EasyJob-töörežiim 79
Punktkeevitus 80
Punktkeevitus 80
TIG-keevitus 82
Ohutus 82
Ettevalmistus 82
TIG-keevitus 82
Keevituskaare süütamine 84
Keevituse lõpetamine 84
Varraselektroodiga keevitamine 85
Ohutus 85
Ettevalmistus 85
Varraselektroodiga keevitamine 85
Varraselektroodiga keevitamise parameetrid 87
Menüü Setup (Seadistamine) seadistused 89
Menüü Setup (Seadistamine) – ülevaade 91
Menüüsse Setup (Seadistamine) sisenemine / sellest väljumine 91
Menüü Setup (Seadistamine) – ülevaade 92
Protsessiparameetrid 93
Protsessiparameetrid keevituse alustamise/lõpetamise jaoks 93
Gaasi Setupi protsessiparameetrid 94
Protsessiseadistuse protsessiparameetrid 95
Läbikeevituse stabilisaator 95
Keevituskaare pikkuse stabilisaator 97
Läbikeevituse stabilisaatori ja keevituskaare pikkuse stabilisaatori kombinatsioon 99
Punktkeevituse protsessiparameetrid 100
Järelevalve ja komponentide protsessiparameetrid 100
Elektroodi Setupi protsessiparameetrid 101
TIG-Setupi protsessiparameetrid 103
SynchroPulsi protsessiparameetrid 105
Segaprotsesside protsessiparameetrid 107
R/L seadistamine 109
Seadistused 111
Üldteave 111
Ülevaade 111
Ühikute seadistamine 111
Normide seadistamine 112
Ekraani heleduse seadistamine 112
Asendatud tunnuskõverate kuva 112
Erifunktsioonide parameetrite F1 ja F2 määramine menüüs Setup (Seadistamine) 112
Menüüs Setup (Seadistamine) lemmikute nupu seadistuste määramine 113
Süsteemi andmete kuvamine 113
Korpuse valgustuse seadistamine 114
Tehasesätete taastamine 115
Vooluallika veebisaidi salasõna lähtestamine 115
Seadmeteabe kuvamine 115
Erikuva JobMaster seadistamine 115
Punktkeevituse töörežiimi seadistamine 116
Keele seadistamine 117
Keele seadistamine 117
Klahvilukk 118
Klahvilukk 118
ET
SmartManager – toiteallika veebisait 119
SmartManager – toiteallika veebisait 121
Üldteave 121
5
Vooluallika veebisaidi kuvamine 121
Parooli muutmine / väljalogimine 121
Seadistused 122
Keelevalik 122
Fronius 122
Ülevaade 123
Ülevaade 123
Lisateave kõigi gruppide kohta / vähem teavet kõigi gruppide kohta 123
xml-failina salvestamine 123
Programmiuuendus 124
Värskendus 124
Värskendusfaili otsimine (värskenduse tegemine) 124
Fronius WeldConnect 125
Ekraanipilt 126
Ekraanipilt 126
Varundamine ja taastamine 127
Üldteave 127
Varundamine ja taastamine 127
Automaatne kinnitamine 128
Funktsioonipaketid 129
Funktsioonipaketid 129
Welding Packages (Keevituspaketid) 129
Spetsiaalsed karakteristikud 129
Lisavarustus 129
Funktsioonipaketi paigaldamine 129
Karakteristikute ülevaade 130
Tunnuskõverate ülevaade 130
Filtri kuvamine/peitmine 130
Tõrkeotsing ja hooldus 131
Veamenüü 133
Veamenüü 133
Rikete diagnoosimine, rikete kõrvaldamine 134
Üldteave 134
Ohutus 134
Toiteallika tõrkediagnoos 134
Hooldus ja jäätmekäitlus 138
Üldteave 138
Ohutus 138
Igal kasutuselevõtmisel 138
Vajaduse korral 138
Iga kahe kuu järel 138
Iga 6 kuu järel 138
Püsivara värskendamine 138
Jäätmekäitlus 139
Tehnilised andmed 141
Keskmised kuluväärtused keevitamisel 143
Keskmine traatelektroodi kulu MIG/MAG-keevitusel 143
Keskmine kaitsegaasi kulu MIG/MAG-keevitusel 143
Keskmine kaitsegaasi kulu TIG-keevitusel 143
Tehnilised andmed 144
Mõiste sisselülituskestus selgitus 144
Eripinge 144
TPS 270i C 145
TPS 270i C / nc 146
TPS 270i C / MV/nc 147
TPS 270i C /S/nc 149
Ülevaade kriitilise tähtsusega toorainetest, seadme tootmisaasta 150
6

Ohutuseeskirjad
ET
Ohutussuuniste
selgitus
OHT!
Tähistab vahetut ohtu.
Kui seda ei väldita, on tagajärjeks surm või ülirasked vigastused.
▶
HOIATUS!
Tähistab potentsiaalselt ohtlikku olukorda.
Kui seda ei väldita, võivad tagajärjeks olla surm ja ülirasked vigastused.
▶
ETTEVAATUST!
Tähistab potentsiaalselt kahjustavat olukorda.
Kui seda ei väldita, võivad tagajärjeks olla kerged või väikesed vigastused või vara-
▶
line kahju.
MÄRKUS.
Tähistab ebakvaliteetse töötulemuse ja varustuse kahjustamise ohtu.
Üldteave Seade on toodetud meie praeguste tehniliste teadmiste ja tunnustatud ohutustehniliste
reeglite järgi. Siiski võib masina vale või väärkasutusega kaasneda oht
- kasutaja või kolmandate isikute elule ja tervisele;
- seadmele ja käitaja muule varale;
- seadme tõhusale talitlusele.
Kõik isikud, kes on seotud seadme kasutuselevõtu, käsitsemise, hoolduse ja korrashoiuga, peavad vastama järgmistele tingimustele.
- Olema vastava kvalifikatsiooniga.
- neil peavad olema teadmisest keevitamisest ning
- nad peavad lugema selle KJ täielikult läbi ja tegutsema selle juhiste järgi.
KJ tuleb alati hoida seadme kasutuskohas. Lisaks KJ teabele tuleb järgida ka üldkehtivaid ning kohalikke tööohutuse ja keskkonnakaitse norme.
Kõik seadme ohutus- ja ohusuunised peavad vastama järgmistele tingimustele.
- Olema loetavad.
- Olema kahjustusteta.
- Olema alati paigaldatud.
- Ei tohi olla kinni kaetud, üle kleebitud või värvitud.
Seadmel asuvate ohutus- ja ohujuhiste asukohad leiate oma seadme KJ-i peatükist
„Üldteave”.
Tõrked, mis võivad mõjutada ohutust, tuleb kõrvaldada enne seadme sisselülitamist.
See on oluline teie ohutuse tagamiseks!
Õigel otstarbel
kasutamine
Seade on eranditult mõeldud otstarbekohaseks tööks.
7

Seade on mõeldud ainult nimeplaadil toodud keevitusmeetodi jaoks.
Muu või sellest erinev kasutamine ei ole otstarbekohane. Tootja ei vastuta seeläbi tekkivate kahjude eest.
Õigel otstarbel kasutamine hõlmab ka:
- kõikide KJ-i juhiste täielikku läbilugemist ja järgimist;
- kõikide ohutus- ja ohujuhiste täielikku läbilugemist ning järgmist;
- inspekteerimisest ja hooldustöödest kinnipidamist.
Seadet ei tohi mitte kunagi kasutada järgmistel eesmärkidel:
- torude ülessulatamine;
- patareide/akude laadimine;
- mootorite käivitamine.
Seade on ette nähtud kasutamiseks tööstuses ja töönduses. Tootja ei vastuta kahjude
eest, mis on tekkinud seadme kasutamisest eluruumides.
Tootja ei vastuta puudulike või valede töötulemuste eest.
Ümbritseva keskkonna tingimused
Käitaja kohustused
Seadme käitamine või hoidmine väljaspool näidatud ala ei ole sihtotstarbekohane. Tootja
ei vastuta seeläbi tekkivate kahjude eest.
Keskkonnaõhu temperatuurivahemik:
- seadme kasutamisel: -10 °C kuni 40 °C (14 °F kuni 104 °F)
- transportimisel ja hoiustamisel: -20 °C kuni +55 °C (-4 °F kuni 131 °F)
Suhteline õhuniiskus
- kuni 50% 40 °C (104 °F) juures
- kuni 90 % 20 °C (68 °F) juures
Keskkonnaõhk: vaba tolmust, hapetest, söövitavatest gaasidest või ainetest jne.
Kõrgus üle merepinna: kuni 2000 m (6561 ft, 8.16 tolli)
Käitaja kohustub, et lubab seadmel töötada ainult isikutel, kes
- tunnevad tööohutuse ja õnnetuste vältimise põhieeskirju ning keda on õpetatud seadet käsitsema;
- on lugenud KJ-i, eriti peatükki „Ohutuseeskirjad”, sellest aru saanud ja seda oma allkirjaga kinnitanud;
- koolitatud vastavalt töötulemustele esitatavatele nõudmistele.
Töötajate ohutusalaselt teadlikku töötamist tuleb kontrollida regulaarselt.
Töötajate kohustused
Võrguühendus Suure võimsusega seadmed võivad oma voolukuluga mõjutada vooluvõrgu energiakvali-
8
Kõik seadmel töötavad töötajad kohustuvad enne töö algust
- järgima tööohutuse ja õnnetuste vältimise põhieeskirju;
- lugema KJ-i. eriti peatükki „Ohutuseeskirjad” ja kinnitama oma allkirjaga, et nad on
sellest aru saanud ja järgivad seda.
Kontrollige enne töökohalt lahkumist, et eemalviibimise ajal oleksid välistatud vigastused
ja varaline kahju.
teeti.

See võib teatud seadmeid järgmiselt mõjutada:
- ühenduspiirangud;
-
võrgu maksimaalse lubatud näivtakistuse nõuded *);
-
minimaalse vajaliku lühisvõimsuse nõuded *).
*)
Kehtib avaliku vooluvõrguga ühendamise kohas,
vt peatükki „Tehnilised andmed“.
Sellisel juhul peab seadme kasutaja kontrollima, kas seadet ikka tohib ühendada. Vajaduse korral tuleb eelnevalt energiaettevõttega nõu pidada.
TÄHTIS! Jälgige, et vooluvõrgu ühendus oleks korralikult maandatud!
ET
Rikkevoolukaitselüliti
Enda ja teiste
kaitsmine
Seadme ühendamisel avalikku elektrivõrku võivad kohalikud määrused ja riiklikud
õigusaktid nõuda rikkevoolukaitselülitit.
Tootja soovitatud rikkevoolukaitselüliti tüüp on toodud tehnilistes andmetes.
Seadmega töötamisel ohustavad teid mitmed tegurid, näiteks
- sädemed, eemalepaiskuvad kuumad metalliosakesed;
- silmi ja nahka kahjustav keevituskaare kiirgus;
- kahjulikud elektromagnetilised väljad, mis on südamestimulaatorite kasutajatele eluohtlikud;
- elektrilöögi oht vooluvõrgu voolu ja keevitusvoolu tõttu;
- suurem mürakoormus;
- kahjulik keevitussuits ja gaasid.
Kasutage seadmega töötades sobivat kaitseriietust. Kaitseriietusel peavad olema
alljärgnevad omadused:
- raskestisüttiv;
- isoleeriv ja kuiv;
- katab kogu keha, on kahjustamata ja heas seisukorras;
- kaitsekiiver;
- üleskäärimata püksid.
Kaitseriietuse hulka kuulub muuhulgas alljärgnev.
- Silmade ja näo kaitsmine kaitsesirmiga, millel on nõuetekohane UV-kiirguse filter
ning mis kaitseb kuumuse ja sädemete eest.
- Kaitsesirmi taga on nõuetekohased kaitseprillid koos küljekaitsega.
- Kandke tugevaid, ka märgades oludes isoleeritud jalatseid.
- Kaitske käsi sobivate kinnastega (elektriliselt isoleerivad, kuumuskaitsega).
- Kandke mürakoormuse vähendamiseks ja kuulmiskahjustuste vältimiseks kuulmiskaitset.
Mürataseme
väärtused
Ärge lubage isikuid, eriti aga lapsi seadmete töö ajal ja keevitusprotsessi ajal lähedusse.
Kui mõni inimene siiski viibib läheduses, tegutsege järgmiselt:
- selgitage talle kõiki ohtusid (keevituskaare põhjustatud pimestamisoht, sädemetest
tulenev vigastusoht, tervistkahjustav keevitussuits, mürakoormus, võimalik ohustamine vooluvõrgu voolu või keevitusvoolu tõttu, ...);
- tagage vajaliku kaitsevarustuse olemasolu või
- paigaldage sobivad kaitseseinad ja -kardinad.
Seade toodab maksimaalset helivõimsust tasemel < 80 dB(A) (ref 1 pW) tühikäigul ja
pärast käitamist jahtumisfaasis vastavalt maksimaalsele lubatud tööpunktile nimikoormusel EN 60974-1 järgi.
9
Keevitamisel (ja lõikamisel) ei saa töökohaga seotud heiteväärtust esitada, sest see
sõltub keevitusmeetodist ja keskkonnast. See sõltub kõige erinevamatest keevitusparameetritest, näiteks keevitusmeetod (MIG/MAG-, TIG-keevitus), valitud vooluliigist (alalisvool, vahelduvvool), võimsusvahemikust, keevitatud metalli liigist, töödeldava detaili
resonantskäitumisest, töökoha keskkonnast jpm.
Oht toksiliste
gaaside ja aurude
tõttu
Keevitamisel tekkiv suits sisaldab tervisele kahjulikke gaase ja aure.
Keevitamisel tekkiv suits sisaldab aineid, mis tekitavad rahvusvahelise vähiuurimiskeskuse väljaande 118 järgi vähki.
Kasutage täpset väljatõmmet ja ruumi väljatõmbeventilatsiooni.
Võimaluse korral kasutage integreeritud väljatõmbeseadisega keevituspõletit.
Hoidke pea tekkivast keevitussuitsust ja gaasidest eemal.
Tekkivat suitsu ja kahjulikke gaase
- ei tohi sisse hingata,
- need tuleb kohaste vahenditega tööalalt välja imeda.
Tagage piisav värske õhu juurdevool. Veenduge, et ventilatsiooni sagedus oleks pidevalt
vähemalt 20 m³/tunnis.
Kui õhutamine ei ole piisav, kasutage õhu juurdevooluga keevituskiivrit.
Kui ei ole teada, kas väljatõmbe jõudlusest piisab, tuleb toksiliste heitmete väärtusi
võrrelda lubatud piirväärtustega.
Keevitussuitsu kahjulikkuse astme eest on vastutavad muu hulgas järgmised komponendid:
- töödeldava detaili jaoks kasutatavad metallid;
- elektroodid;
- katted;
- puhastusained, rasvaärastid jms.
- kasutatav keevitusprotsess
Lendavate
sädemete oht
Seetõttu tuleb järgida loetletud komponentide vastavaid materjali ohutuskaarte ja tootja
esitatud andmeid.
Soovitused toimete, riskijuhtimise meetmete ja töötingimuste määramise kohta leiate
veebilehelt European Welding Association alas Health & Safety (https://european-welding.org).
Hoida süttivad aurud (näiteks lahustiaurud) keevituskaare kiirgusvahemikust eemal.
Kui ei keevitata, tuleb kaitsegaasi ballooni või põhilise gaasivarustuse ventiil sulgeda.
Lendavad sädemed võivad põhjustada tulekahjusid ja plahvatusi.
Tuleohtlike materjalide läheduses on keevitamine keelatud.
Tuleohtlikud ained peavad asuma keevituskaarest vähemalt 11 meetri kaugusel (36 ft,
1,07 in) või kaetud kontrollitud kattega.
Hoidke valmis nõuetekohased, kontrollitud tulekustutid.
Sädemed ja kuumad metallosad võivad ka väikeste pragude ja avade kaudu sattuda
ümbritsevatele aladele. Rakendage vastavaid meetmeid, et ei tekiks vigastuste ja tulekahju oht.
10

Mitte tule- ja plahvatuskindlatel aladel ja suletud paakides, tünnides või torudes on keevitamine keelatud, kui need ei ole ette valmistatud riiklike ja rahvusvaheliste standardite
järgi.
Mahutites, kus hoitakse gaase, kütuseid, mineraalõlisid jms, ei ole keevitamine lubatud.
Jääkide tõttu eksisteerib plahvatusoht.
ET
Oht võrguelektri
ja keevitusvoolu
tõttu
Elektrilöök on üldiselt eluohtlik ja võib olla surmav.
Ärge puudutage ühtegi pinge all olevat osa seadme sees ega sellest väljaspool.
MIG/MAG- ja TIG-keevitusel on ka keevitustraat, traadipool, etteanderull ning kõik keevitustraadiga ühenduses olevad metallosad pingestatud.
Traadi etteandmismehhanism tuleb alati asetada piisavalt eraldatud alusele või kasutada
sobivat, isoleerivat traadi etteande ühendust.
Sobiva enese- ja isikukaitse jaoks maanduse abil tuleb muretseda piisavalt isoleeriv, kuiv
alus või kaitsekate. Alus või kaitsekate peab ära katma terve ala, mis jääb keha ja maanduse vahele.
Kõik kaablid ja juhtmed peavad olema tugevad, kahjustusteta, isoleeritud ning piisavate
mõõtmetega. Kui märkate lahtisi ühendusi, kõrbenud, kahjustatud või valede mõõtmetega kaableid ja juhtmeid, tuleb need kohe välja vahetada.
Enne igat kasutamist kontrollige käsitsi vooluühendusi, et need oleks õigesti kinnitatud.
Bajonettpistikuga voolujuhtmete puhul keerake voolujuhet vähemalt 180° ümber pikitelje
ja eelpingutage see.
Kaableid ega juhtmeid ei tohi kerida ümber keha ega kehaosade.
Elektroode (varraselektrood, volframelektrood, keevitustraat jne)
- ei tohi kunagi panna jahutamiseks vedelikesse;
- ei tohi puudutada, kui toiteallikas on sisse lülitatud.
Kahe keevitussüsteemi elektroodide vahel võib esineda näiteks keevitussüsteemi kahekordne tühikäigu pinge. Mõlema elektroodi potentsiaali samaaegne puudutamine on
mõnel juhul eluohtlik.
Laske võrgu- ja seadmekaableid elektrikul regulaarselt kontrollida, et veenduda kaitsemaanduse seisundis.
Kaitseklassi I seadmed vajavad nõuetekohaseks tööks kaitsejuhiga võrku ja kaitsejuhikontaktiga pistikusüsteemi.
Seadme töö ilma kaitsejuhita võrgus ja ilma kaitsejuhikontaktita pistikupesas on lubatud
ainult siis, kui järgitakse kõiki kaitselahutuse kohta kehtivaid riiklikke eeskirju.
Muidu loetakse see raskeks hooletuseks. Tootja ei vastuta seeläbi tekkivate kahjude
eest.
Vajaduse korral tuleb tagada sobivate vahenditega töödeldava detaili piisav maandus.
Seadmed, mida ei kasutata, tuleb välja lülitada.
Töötamisel kõrgustes tuleb kukkumise kaitseks kanda turvarakmeid.
Enne seadmel töötamist tuleb seade välja lülitada ja pistikupesast eemaldada.
Seadmele tuleb paigaldada selgelt loetav ja arusaadav hoiatussilt, mis keelab seda
ühendada pistikupesaga ning uuesti sisse lülitada.
Pärast seadme avamist tuleb:
- laadida tühjaks kõik komponendid, mis on elektriliselt laetud;
- veenduda, et kõik seadme komponendid on vooluta.
11

Kui töid tuleb teha pinge all olevatel osadel, tuleb kaasata teine isik, kes lülitab õigel ajal
pealüliti välja.
Juhuslik keevitusvool
EMÜ seadmeklassifikatsioon
Kui järgmisi juhiseid ei järgita, on võimalik juhusliku keevitusvoolu tekkimine, mis võib
põhjustada järgmist.
- Tuleohtu
- Töödeldava detailiga ühenduses olevate komponentide ülekuumenemist
- Kaitsejuhtide hävinemist
- Seadme ja muude elektriseadmete kahjustamist
Töödeldavale detailile tuleb kindlalt kinnitada töödeldava detaili ühendusklemm.
Töödeldava detaili ühendusklemm tuleb kinnitada keevitatavale kohale võimalikult
lähedale.
Paigaldage seade elektrit juhtiva keskkonna suhtes piisava isolatsiooniga, nt isolatsioon
elektrit juhtiva põranda või isolatsioon elektrit juhtivate tarindite suhtes.
Jaotusvõrkude, kahe väljavõtuga vooluallika jne kasutamise korral tuleb tähelepanu
pöörata järgmisele. Ka mittekasutatava keevituspõleti / elektroodide hoidiku elektrood
juhib voolu. Veenduge, et mittekasutatava keevituspõleti / elektroodide hoidik oleks piisavalt eraldatult ladustatud.
Automaatsete MIG/MAG-rakenduste korral tuleb juhtida traatelektroodi traadi etteandmismehhanismile ainult isoleeritult keevitustraadi tünnist, suurest poolist või traadipoolist.
A-emissiooniklassi seadmed:
- on mõeldud kasutamiseks ainult tööstuspiirkondades;
- võivad põhjustada teistes piirkondades kaablite ja kiirguse kaudu häiringuid.
B-emissiooniklassi seadmed:
- täidavad elamu- ja tööstuspiirkondade emissiooninõudeid. See kehtib ka elamupiirkondadele, mille energiavarustuse jaoks kasutatakse avalikku madalpingevõrku.
EMÜ seadmeklassifikatsioon on märgitud nimeplaadile või tehnilistesse andmetesse.
EMÜ meetmed Erijuhtudel võib hoolimata normitud emissioonipiirväärtustest kinnipidamisest juhtuda, et
ettenähtud kasutuspiirkonnas esineb häiringuid (nt kui paigalduskohas leidub tundlikke
seadmeid või kui paigalduskoha läheduses on raadio- või telesignaali vastuvõtjaid).
Sellisel juhul on käitaja kohustatud võtma häiringu kõrvaldamiseks vajalikke meetmeid.
Seadme ümbruses asuvate seadmete häirekindlust tuleb kontrollida ja hinnata riiklike ja
rahvusvaheliste määruste järgi. Seadmete näited, mis võiksid olla vastuvõtlikud seadme
mõjutustele:
- ohutusvarustus
- võrgu-, signaali- ja andmeedastusliinid,
- infotehnoloogia- ja telekommunikatsiooniseadmed,
- mõõtmis- ja kalibreerimisseadmed,
Tugimeetmed elektromagnetiliste ühiduvuse probleemide vältimiseks:
1. võrgutoide
- Kui vaatamata nõuetekohasele võrguühendusele esinevad elektromagnetilised
häired, tuleb võtta täiendavaid meetmeid (nt kasutada sobivaid võrgufiltreid).
12

2. Keevituskaablid
- tuleb jätta nii lühikeseks kui võimalik,
- lasta tihedalt kokku joosta (ka elektromagnetväljaga seotud probleemide välti-
miseks),
- asetada võimalikult kaugele muudest juhtmetest.
3. Potentsiaaliühtlustus
4. Töödeldava detaili maandus
- Vajaduse korral luua maaühendus sobivate kondensaatorite kaudu.
5. Varjestus, kui see on nõutav
- Varjestada muud ümbruses olevad seadmed
- Varjestada kogu keevituspaigaldis
EMV meetmed Elektromagnetilised väljad võivad põhjustada tervisekahjustusi, mida veel ei tunta:
- mõjud läheduses viibivate isikute tervisele, nt isikutele, kellel on südamestimulaator
või kuulmisaparaat
- Südamestimulaatoriga isikud peavad enne seadme läheduses viibimist või osalemist
keevitusprotsessis küsima nõu oma arstilt.
- Vahemaa keevituskaablite ja keevitaja pea/kere vahel peab ohutuse tagamiseks
olema nii suur kui võimalik.
- Keevituskaableid ja voolikupakette ei tohi kanda õlal ning keerata ümber keha ja
kehaosade.
ET
Erilised ohukohad
Käed, juuksed, rõivad ja tööriistad tuleb eemal hoida liikuvatest osadest, näiteks järgmistest:
- ventilaatorid,
- hammasrattad,
- rullikud,
- võllid,
- traadipoolid ja keevitustraadid.
Ärge võtke kinni traadiajami pöörlevatest hammasratastest või pöörlevatest ajamiosadest.
Katteid ning küljepaneele on lubatud avada/eemaldada üksnes hooldus- ja remonditööde
ajaks.
Seadme kasutamise ajal
- Veenduge, et kõik katted oleks suletud ja kõik küljeosad oleks paigaldatud õigesti
oma kohale.
- Hoidke kõik katted ja küljeosad suletuna.
Kui keevitustraat väljub keevituspõletist, tähendab see suurt vigastusohtu (käe läbitorkamine, näo ja silmade vigastamine, ...).
Seepärast tuleb keevituspõleti hoida kehast alati eemal (traadi etteandmismehhanismiga
seadmed) ja kasutada sobivaid kaitseprille.
Töödeldavat detaili ei tohi puudutada keevitamise ajal ja pärast seda, sest on olemas
põletusoht.
Jahtuvatelt töödeldavatelt detailidelt võib eemalduda räbu. Seepärast tuleb ka töödeldava detaili järeltöötlemise ajal kanda kaitsevarustust ja hoolitseda teiste isikute piisava
kaitse eest.
Enne kõrge käitustemperatuuriga keevituspõletite ja muude seadme komponentidega
töötamist tuleb neil lasta jahtuda.
Tule- ja plahvatusohtlikes ruumides kehtivad eri-eeskirjad
– järgida tuleb vastavaid riiklikke ja rahvusvahelisi määrusi.
13

Vooluallikad, mis on ette nähtud tööde jaoks suurenenud elektriohuga ruumides (nt
katel), peavad olema tähistatud märgiga (Safety). Vooluallikas ei tohi siiski asuda sellistes ruumides.
Põletusoht väljuva jahutusvedeliku tõttu. Enne jahutusaine peale- või tagasivoolu ühenduste kinnitamist tuleb jahutusseade välja lülitada.
Jahutusaine käsitlemisel tuleb järgida jahutusaine ohutuskaardi andmeid. Jahutusvedeliku ohutuskaardi saate oma hoolduskeskusest või tootja kodulehelt.
Seadmete vedamiseks kraanaga tuleb kasutada ainult sobivaid tõstmise abiseadiseid.
- Sobiva tõstmise abiseadise kõikidele ettenähtud kinnituskohtadele tuleb riputada
ketid või köied.
- Kettide ja köite nurk vertikaali suhtes peab olema võimalikult väike.
- Eemaldada tuleb gaasiballoon ja traadi etteandeseade (MIG/MAG- ja TIG-seadmed).
Traadi etteandeseadme kraanaga ülesriputamise korral keevitamise ajal tuleb kasutada
nõuetekohast, isoleerivat traadi etteande kinnitust (MIG/MAG- ja TIG-seadmed).
Kui seade on varustatud kanderihma või -rakmetega, siis see on mõeldud üksnes käsitsiveoks. Vedamiseks kraana, kahveltõstuki või muude mehaaniliste tõstevahenditega
kanderihm ei sobi.
Kõiki abiseadiseid (rihmad, klambrid, ketid jne), mida kasutatakse koos seadme või selle
komponentidega, tuleb regulaarselt kontrollida. (nt mehaaniliste kahjustuste, korrosiooni
või muude keskkonnamõjude põhjustatud muudatuste osas.)
Kontrollimise vahemik ja ulatus peavad vastama vähemalt kehtivatele riiklikele õigusaktidele.
Nõuded kaitsegaasile
Oht kaitsegaasi
balloonidest
Värvitu ja lõhnatu kaitsegaasi märkamatu lekkimise oht, kui kaitsegaasi ühenduse jaoks
kasutatakse adapterit. Adapteri seadmepoolne keere, mis on ette nähtud kaitsegaasi
ühenduse jaoks, tuleb enne paigaldamist tihendada teflonribaga.
Eelkõige silmusjuhtmete puhul võib saastunud kaitsegaas põhjustada varustuse kahjustusi ja keevituskvaliteedi vähenemist.
Täitke seoses kaitsegaasi kvaliteediga järgmisi nõudeid:
- tahkete osakeste suurus < 40 µm
- rõhu kastepunkt < –20 °C
- max õlisisaldus < 25 mg/m³
Vajaduse korral kasutage filtrit!
Kaitsegaasi balloonid sisaldavad rõhu all olevat gaasi ja võivad kahjustamisel plahvatada. Kuna kaitsegaasi balloonid on keevitusvarustuse osa, tuleb neid käsitleda väga
ettevaatlikult.
Tihendatud gaasiga kaitsegaasi balloone tuleb kaitsta liiga suure kuumuse, mehaaniliste
löökide, räbu, lahtise tule, sädemete ja keevituskaarte eest.
Kaitsegaasi balloonid tuleb paigaldada vertikaalselt ja vastavalt juhendile, et need ümber
ei kukuks.
14
Kaitsegaasi balloonid tuleb hoida eemal keevitus- ja muudest elektriahelatest.
Mitte kunagi ei tohi kaitsegaasi ballooni külge riputada keevituspõletit.
Mitte kunagi ei tohi puudutada kaitsegaasi ballooni elektroodiga.
Plahvatusoht – mitte kunagi ei tohi keevitada rõhu all oleva kaitsegaasi ballooni juures.

Kasutada tohib ainult vastavaks kasutamiseks ettenähtud kaitsegaasi balloone ja sinna
juurde kuuluvaid sobivaid, nõuetekohaseid tarvikuid (regulaatorid, voolikud ja liitmikud, ...). Kaitsegaasi balloone ja tarvikuid kasutada ainult heas seisukorras.
Kui kaitsegaasi ballooni ventiil on lahti, keerata nägu väljalaskeavast eemale.
Kui ei keevitata, tuleb kaitsegaasi ballooni ventiil sulgeda.
Kui kaitsegaasi ballooni ei ole ühendatud, jätta kaitsegaasi ballooni ventiili kork peale.
Järgida tootja andmeid ning vastavaid riiklikke ja rahvusvahelisi määrusi kaitsegaasi balloonide ja tarvikute kohta.
ET
Kaitsegaasi lekkimise oht
Turvameetmed
paigalduskohas
ja vedamisel
Kaitsegaasi kontrollimatu lekkimine põhjustab lämbumisohtu
Kaitsegaas on värvitu ja lõhnatu ning see võib lekkimisel ümbritsevast õhust hapnikku
tõrjuda.
- Veenduge, et töökeskkonnas oleks piisavalt värsket õhku – ventilatsiooni sagedus
peab olema vähemalt 20 m³/tunnis
- Järgige kaitsegaasi ballooni või põhilise gaasivarustuse ohutus- ja hooldusjuhiseid
- Kui ei keevitata, tuleb kaitsegaasi ballooni või põhilise gaasivarustuse ventiil sulgeda.
- Veenduge enne igat kaitsegaasi ballooni või põhilise gaasivarustuse kasutuselevõttu, et sealt ei lekiks kontrollimatult gaasi.
Ümberkukkuv seade võib olla eluohtlik! Asetage seade stabiilselt tasasele, kindlale alusele.
- Lubatud kaldenurk on maksimaalselt 10°.
Tule- ja plahvatusohtlikes ruumides kehtivad erieeskirjad.
- Järgida tuleb riiklikke ja rahvusvahelisi määrusi.
Ettevõttesiseste juhiste ja kontrollidega tuleb tagada, et töökoha ümbrus oleks pidevalt
puhas ning avatud.
Paigaldage seade ja kasutage seda ainult andmesildil näidatud IP järgi.
Seadme paigaldamisel tuleb tagada selle ümber muude esemeteni 0,5 m (1 jalg
7,69 tolli) vaba ruumi, et jahutusõhk saaks takistamatult siseneda ja väljuda.
Seadme vedamisel tuleb hoolitseda selle eest, et peetakse kinni kehtivatest riiklikest ja
piirkondlikest juhistest ning õnnetuse vältimise eeskirjadest. See kehtib eriti juhiste suhtes, mis puudutavad veoga seotud ohtusid.
Ärge tõstke ega transportige aktiveeritud seadmeid. Lülitage seadmed enne transportimist või tõstmist välja!
Enne igakordset seadme vedu tuleb jahutusvedelik täielikult välja lasta ning eemaldada
järgmised komponendid:
- Traadi etteandmismehhanism
- traadipool
- kaitsegaasi balloon
Enne transpordijärgset kasutuselevõttu kontrollige seadet tingimata visuaalselt ja veenduge, et sellel ei oleks kahjustusi. Kõik kahjustused tuleb enne kasutuselevõttu lasta
koolitatud hooldustöötajal kõrvaldada.
15
Ohutusmeetmed
tavakasutamisel
Seadet on lubatud kasutada ainult siis, kui kogu ohutusvarustus on täiesti töökorras. Kui
ohutusvarustus ei ole täiesti töökorras, on seadme kasutamine ohtlik:
- kasutaja või kolmandate isikute elule ja tervisele;
- seadmele ja operaatori muule varale;
- seadme tõhusale talitlusele.
Ohutusvarustus, mis ei ole täielikus töökorras, tuleb enne seadme sisse lülitamist
töökorda seada.
Ohutusvarustust ei ole lubatud mingil juhul eirata ega kasutuselt kõrvaldada.
Enne seadme sisselülitamist tuleb veenduda, et keegi ei oleks ohustatud.
Seadet tuleb vähemalt üks kord nädalas kontrollida, et ohutusvarustusel ei oleks väliselt
tuvastatavaid kahjustusi ja et see oleks töökorras.
Kaitsegaasi balloon tuleb alati korralikult kinnitada ja enne kraanaga transportimist
eemaldada.
Meie seadmetes sobib oma omaduste põhjal (elektrijuhtivus, külmakaitse, materjalide
kokkusobivus, süttivus, ...) kasutamiseks üksnes tootja originaaljahutusvedelik.
Kasutada võib üksnes tootja originaaljahutusainet.
Tootja originaaljahutusainet ei tohi segada muude jahutusainetega.
Ühendage jahutusringlusega ainult tootja süsteemikomponente.
Kasutuselevõtt,
hooldus ja
remont
Kui muud süsteemikomponendid või jahutusvedelikud põhjustavad kahjustusi, ei vastuta
tootja selle eest ja kõik garantiitaotlused kaotavad kehtivuse.
Cooling Liquid FCL 10/20 ei ole süttiv. Etanoolipõhine jahutusaine on teatud eelduste
puhul süttiv. Jahutusainet tohib vedada ainult originaalmahutites ja seda tuleb eemal
hoida süüteallikatest.
Kasutatud jahutusaine tuleb kõrvaldada vastavalt riiklikele ja rahvusvahelistele eeskirjadele. Jahutusaine ohutuskaardi saate oma hoolduskeskusest või tootja kodulehelt.
Jahtunud seadme korral tuleb enne iga keevitust kontrollida jahutusaine olekut.
Teiste tootjate valmistatud osade puhul ei ole kindel, kas need on toodetud selliselt, et
töökindlus ja ohutus on tagatud.
- Kasutage ainult originaalvaruosi ja kuluosi (kehtib ka normitud osade puhul).
- Tootja loata ei ole lubatud seadet muuta, osi juurde paigaldada ega seadet ümber
ehitada.
- Vahetage kohe komponendid, mis ei ole laitmatus seisukorras.
- Tellimisel märkige täpne nimetus ja artiklikood varuosade loetelu järgi, samuti oma
seadme seerianumber.
Korpusekruvide näol on tegu korpuseosade maanduse kaitsejuhi ühendustega.
Kasutage alati vastaval arvul originaalkorpusekruvisid etteantud pöördemomendiga.
Ohutuskontroll Tootja soovitab lasta seadmele ohutuskontrolli teha vähemalt iga 12 kuu järel.
Sama 12-kuulise vahemiku järel soovitab tootja kalibreerida vooluallikaid.
16
Soovitame lasta serditud elektrikul teha ohutuskontroll:
- Pärast muutmist
- Pärast osade lisamist või ümberehitamist
- Pärast remonti ja hooldust
- Vähemalt iga 12 kuu järel
Järgige ohutuskontrolli tegemisel vastavaid riiklikke ja rahvusvahelisi standardeid ning
eeskirju.
Lisateavet ohutuskontrolli ja kalibreerimise kohta saate oma teeninduspunktist. Sealt
saate soovi korral ka vajaliku dokumentatsiooni.
Jäätmekäitlus Seda seadet ei tohi visata olmeprügi hulka! Lähtuvalt Euroopa vanade elektri- ja elekt-
roonikaseadmete direktiivist 2002/96/EÜ ja selle kohaldamisest riiklikes seadustes, tuleb
vanad elektritööriistad eraldi kogutult vastavate kogumispunktide kaudu taaskäitlusse
suunata. Andke oma vana seade kindlasti edasimüüjale tagasi või küsige teavet kohalikust ametlikust kogumis- ja jäätmekäitluspunktist. Selle ELi direktiivi eiramise tagajärjeks
võivad olla tõsised negatiivsed mõjud keskkonnale ja tervisele!
Ohutusmärgistus CE-vastavusmärgisega seadmed vastavad madalpinge ja elektromagnetilise ühilduvuse
direktiivi nõuetele (nt standardiseeria EN 60 974 vastavad tootestandardid).
ET
Fronius International GmbH kinnitab, et seade vastab ELi direktiivile 2014/53. ELi vastavusdeklaratsiooni täielik tekst on saadaval järgmisel veebiaadressil: http://
www.fronius.com
CSA tüübikinnitustähisega tähistatud seadmed vastavad Kanada ja USA asjakohaste
standardite nõuetele.
Andmete kaitse Kasutaja vastutab kõikide tehaseseadete muudatuste varundamise eest. Tootja ei vas-
tuta isiklike seadete kustutamise korral.
Autoriõigus Selle kasutusjuhendi autoriõigus kuulub tootjale.
Tekst ja joonised vastavad tehnika tasemele trükkiandmise ajal. Jätame endale õiguse
muudatusteks. Kasutusjuhendi sisu ei anna ostjale õigust esitada mis tahes nõudeid.
Oleme tänulikud parandusettepanekute ja vigadele tähelepanu juhtimise eest.
17

18

Üldine teave
19

20

Üldteave
ET
Seadme kontseptsioon
Tööpõhimõte Vooluallikate keskne juhtimis- ja reguleerimissüsteem on ühendatud digitaalse signaali-
protsessoriga. Keskse juhtimis- ja reguleerimissüsteemi ning signaaliprotsessori abil juhitakse kogu keevitusprotsessi.
Keevituse käigus mõõdetakse jooksvalt tegelikke andmeid ja muudatustele reageeritakse viivitamatult. Reguleerimisalgoritmide abil tagatakse seadme soovitud seisukord.
MIG/MAG-vooluallikas TPS 270i C on
täielikult digitaliseeritud, mikroprotsessoriga juhitav invertervooluallikas, millel on
integreeritud 4 rulliga traadi etteandesüsteem.
Moodulkonstruktsioon ja lihtne süsteemi
laienduse võimalus tagavad hea paindlikkuse.
Sellise kompaktse konstruktsiooniga sobib
TPS 270i C mobiilseks kasutuseks.
Vooluallikat saab sobitada igasuguste olukordade jaoks.
Sellest tulenevalt tagab seade järgmise:
- täpne keevitamine;
- kõikvõimalike tulemuste täpne reprodutseerimine;
- suurepärased keevitusomadused.
Kasutusalad Seadmeid kasutatakse kaubanduses ja tööstuses: manuaalne kasutamine terase, tsink-
pleki, roostevaba materjali ja alumiiniumi keevitamisel.
Integreeritud nelja rulliga traadi etteandesüsteemi, suure võimsuse ja kerge kaalu tõttu
sobib toiteallikas eelkõige mobiilseks kasutuseks ehitusobjektidel või remonditöökodades.
21

Hoiatused sead-
*)
*)
mel
Põhja-Ameerika regioonis (USAs ja Kanadas) seadme kasutamist võimaldava CSA
tüübikinnitustähisega toiteallikatele on märgitud erihoiatused ja ohutussümbolid. Erihoiatusi ja ohutussümboleid ei tohi eemaldada ega üle värvida. Suunised ja sümbolid hoiatavad väärkasutuse eest, mis võib kaasa tuua raskeid kehavigastusi ning varalist kahju.
22
*) seadme siseküljel
Keevitamine on ohtlik. Seadmega nõuetekohaseks töötamiseks tuleb täita järgmised
põhieeldused:
- piisav automaatkeevitamise pädevus;
- nõuetekohane kaitsevarustus;
- kõrvaliste isikute eemalhoidmine traadi etteandmismehhanismist ja keevitusprotsessist.
Kasutage kirjeldatud funktsioone alles siis, kui olete järgmised dokumendid täielikult läbi
lugenud ja nende sisust aru saanud:

- see kasutusjuhend;
- kõik süsteemi komponentide kasutusjuhendid, eelkõige ohutuseeskirjad.
Vanu seadmeid ei ole lubatud visata olmeprügi hulka, vaid need tuleb ohutuseeskirjade
kohaselt kasutuselt kõrvaldada.
Käed, juuksed, rõivad ja tööriistad tuleb eemal hoida liikuvatest osadest, näiteks järgmistest:
- hammasrattad;
- etteanderullid;
- traadipoolid ja keevitustraadid.
Ärge võtke kinni traadiajami pöörlevatest hammasratastest või pöörlevatest ajamiosadest.
ET
Katteid ning küljeosasid on lubatud avada/eemaldada üksnes hooldus- ja parandustööde
ajaks.
23

Seadmel olevate
AB
ohutusjuhiste kirjeldus
Teatud seadmemudelite korral on seadmel märgitud ohutusjuhised.
Sümbolite paigutus võib erineda.
. Hoiatus! Olge ettevaatlik!
Sümbolid kujutavad võimalikke ohte.
A Etteanderullid võivad sõrmi vigastada.
B Keevitustraat ja ajamiosad on töö ajal keevituspinge all.
Hoidke käed ja metallesemed eemal!
1. Elektrilöök võib olla surmav.
1.1 Kandke kuivi, isoleerivaid kindaid. Ärge puudutage traatelektroodi paljaste
kätega. Ärge kandke märgi või kahjustatud kindaid.
1.2 Kaitseks elektrilöögi eest kasutage põrandat ja tööala isoleerivat alust.
1.3 Enne seadmel töötamist tuleb seade välja lülitada ja võrgupistik välja tõmmata
või eraldada seade elektritoitest.
2. Keevitussuits võib olla tervisele ohtlik.
2.1 Hoidke pea tekkivast keevitussuitsust eemal.
2.2 Kasutage keevitussuitsu eemaldamiseks sundventilatsiooni või kohalikku
väljatõmmet.
2.3 Eemaldage keevitussuits ventilaatoriga.
24

3 Keevitussädemed võivad põhjustada plahvatust või tulekahju.
xx,xxxx,xxxx *
3.1 Hoidke süttivad materjalid keevitusprotsessist eemal. Ärge keevitage süttivate
materjalide läheduses.
3.2 Keevitussädemed võivad põhjustada tulekahju. Hoidke tulekustuti valmis. Vaja-
duse korral kasutage järelevaataja abi, kes oskab tulekustutit kasutada.
3.3 Ärge keevitage vaatides ega suletud mahutites.
ET
4. Keevituskaare kiired võivad silmi põletada ning vigastada nahka.
4.1 Kandke peakatet ja kaitseprille. Kasutage kuulmiskaitset ja nööpidega särgikr-
aed. Kasutage õige toonimisega keevituskiivrit. Kandke sobivat kaitseriietust
kogu kehal.
5. Enne tööde alustamist masinal või keevitamist:
laske end seadme osas juhendada ja lugege instruktsioone!
6. Ärge eemaldage ohutusjuhistega kleebiseid ega värvige neid üle.
* Kleebise tootja tellimisnumber
25

Keevituspaketid, keevituse tunnuskõverad, keevitusmeetodid ja -protsessid
Üldteave Mitmesuguste materjalide tõhusaks töötlemiseks võimaldavad TPSi vooluallikad kasu-
tada eri keevituspakette, keevituse tunnuskõveraid, keevitusmeetodeid ja -protsesse.
Keevitamise tunnuskõverad
Olenevalt keevitusprotsessist ja kaitsegaasi kombinatsioonist on lisametalli valimisel
saadaval erinevad protsessi jaoks optimeeritud keevituse tunnuskõverad.
Näited keevituse tunnuskõveratest:
- MIG/MAG 3700 PMC Steel 1,0mm M21 - arc blow *
- MIG/MAG 3450 PMC Steel 1,0mm M21 - dynamic *
- MIG/MAG 3044 Puls AlMg5 1,2 mm I1 - universal *
- MIG/MAG 2684 Standard Steel 0,9 mm M22 - root *
Keevitusprotsessi lisamärgistus (*) annab teavet eriomaduste ja keevituse tunnuskõverate kasutamise kohta.
Tunnuskõveraid kirjeldatakse järgmise skeemi järgi:
Märgistus
Keevitusmeetod
Omadused
arc blow (keevituskaare kõrvalekalle)
PMC
Tunnuskõverad, millel on välimiste magnetväljade kõrvale juhtimise abil parandatud
omadused keevituskaare katkemise vastu
braze (jootmine)
CMT, LSC, PMC
Jootmise tunnuskõverad (suur jootmiskiirus, joodise turvaline ühendus ja hea voolavus)
braze+ (jootmine+)
CMT
Optimeeritud tunnuskõverad jootmisprotsesside kohta spetsiaalse gaasidüüsiga „Braze+
“ (kitsas gaasidüüsi ava, kaitsegaasi voolutõusu suur kiirus)
cladding (pealekeevitamine)
CMT, LSC, PMC
Tunnuskõverad pealekeevitamiseks, mille käigus kasutatakse väikest läbikeevitust,
vähest segamist ja laia õmbluse voolavust paremaks sidumiseks
dynamic (dünaamiline)
CMT, PMC, Impulss, Standard
Kontsentreeritud keevituskaarega suurte keevituskiiruste tunnuskõverad
flanged edge (painutatud serv)
CMT
Sageduse ja energiasisestuse kohandamisega äärisliidete tunnuskõverad;
serv kaetakse täielikult, kuid seda ei sulatata madalaks.
galvanized (galvaanitud)
CMT, LSC, PMC, Impulss, Standard
Tsingitud plekkpindade tunnuskõverad (väike tsingipooride tekkimise oht, vähem tsingi
ärapõlemist)
26

galvannealed (galvaanitud ja lõõmutatud)
PMC
Raua-tsingi sulamiga kaetud plekkpindade tunnuskõverad
gap bridging (lünkade täitmine)
CMT, PMC
Väga väikese soojussisestusega tunnuskõverad, mis tagavad parima pragude ületatavuse
hotspot (kuum)
CMT
Kuuma käivitusjärjestusega tunnuskõverad, spetsiaalselt korkõmbluste ja MIG/MAGpunktkeevisühenduste jaoks
mix (segaprotsess) **
PMC
lisaks nõutav: paketid Welding Package Pulse ja PMC
Impulss- ja lühikaare vahel ümberlülitatavad tunnuskõverad
Spetsiaalselt alt üles õmblusega keevitamiseks koos tsüklilise vahetusega kuuma ja
külma, toetava protsessifaasi vahel.
mix (segaprotsess) ** / ***
CMT
ET
lisaks nõutav: CMT-ajam WF 60i Robacta Drive CMT, keevituspaketid Impulss, Standard
ja CMT
Tunnuskõverad protsessi vahetamisega impulss- ja CMT-protsessi vahel, kusjuures
CMT-protsessi alustatakse traadi liikumise ümberpööramisega.
mix drive (segamisajam) ***
PMC
lisaks nõutav: PushPull-ajam WF 25i Robacta Drive või WF 60i Robacta drive CMT, keevituspaketid Impulss ja PMC
Tunnuskõverad protsessi vahetamisega impulss- ja lühikaare vahel, kusjuures lühikaarele lülitatakse liikumise ümberpööramisega.
multi arc (mitmik-keevituskaar)
PMC
Tunnuskõverad seadme osadele, mida keevitatakse mitme, teineteist vastastikku
mõjutava kaarkeevitusega
PCS **
PMC
Pulse Controlled Sprayarc (kontrollitud impulsiga pihustuskaar) – vahetu üleminek kontsentreeritud impulsilt lühikesele pihustuskaarele. Impulss- ja standardkeevituse eelised
ühendatakse ühte tunnuskõverasse
pipe (toru)
PMC
Toru keevitamisel ja kitsastes piludes keevitamisel kasutatavad tunnuskõverad
retro
CMT, Impulss, PMC, Standard
Eelmise seadmeseeria TransPuls Synergic (TPS) omadustega tunnuskõverad
ripple drive (impulssajam) ***
PMC
27
lisaks nõutav:
CMT ajam, WF 60i Robacts Drive CMT
Näiteks eelkõige alumiiniumi puhul väheste õmblushelveste teket võimaldava intervallrežiimiga keevitamise tunnuskõverad
root (juur)
CMT, LSC, Standard
Tugeva keevituskaarega juureläbimite tunnuskõverad
seam track (õmbluse seire)
PMC, Impulss
Tugevdatud õmbluseotsingu signaaliga tunnuskõverad, spetsiaalselt mitme keevituspõleti kasutamisel ühel seadme osal.
TIME
PMC
Elektroodi suure väljaulatusega (Stickout) ja TIME-kaitsegaasiga keevitamise tunnuskõverad
(T.I.M.E. = Transferred Ionizend Molten Energy – ülekantud ioniseeritud keevitusenergia)
universal (universaalne)
CMT, PMC, Impulss, Standard
Tavaliste, tuntud Froniuse kvaliteediga keevitusülesannete tunnuskõverad
WAAM
CMT
Vähendatud soojussisestusega ja suuremal sulatusvõimsusel parema stabiilsusega tunnuskõverad keevisläbimilt keevisläbimile keevitamiseks adaptiivsete konstruktsioonide
puhul
Keevituse
MIG/MAG
MIG/MAG PulsSynergic lühikirjeldus
Keevituse
MIG/MAG Standard-Synergic
lühikirjeldus
weld+ (õmblus+)
CMT
Tunnuskõverad keevitamiseks lühikese väljaulatusega (Stickout) ja gaasidüüsiga Braze+
(väikese ava ja suure voolukiirusega gaasidüüs)
** Segaprotsesside tunnuskõverad
*** Lisariistvaral põhinevate eriomadustega keevitus-tunnuskõverad
Keevitus MIG/MAG Puls-Synergic
Keevitus MIG/MAG Puls-Synergic on juhitud metalli ülekandega impulsskaare protsess.
Seejuures vähendatakse põhivoolu faasis energiat nii palju, et keevituskaar põleb veel
stabiilselt ja töödeldava detaili pinda eelsoojendatakse. Impulssvoolu faasis võimaldab
täpselt doseeritud vooluimpulss keevitusmaterjali tilga täpset eraldumist.
Selline printsiip tagab väheste pritsmetega keevitamise ja täpse töö kogu võimsusvahemikus, kuna soovimatud lühised koos tilga üheaegse plahvatusega ning sellest tulenevad kontrollimatud keevituspritsmed on välistatud.
Keevitus MIG/MAG Standard-Synergic
Keevitus MIG/MAG Standard-Synergic on MIG/MAG-keevitusprotsess, mis hõlmab kogu
vooluallika võimsusvahemikku järgmiste keevituskaartega.
28
Lühikaar
Metallitilkade ülekanne toimub lühise abil madalamal võimsusel.

Ülemineku kaar
Keevitustilk suureneb keevitustraadi otsas ja kantakse keskmises võimsusvahemikus
veel lühisega üle.
Pihustav kaar
Suuremas võimsusvahemikus toimub materjali ülekanne lühiseta.
ET
PMC-protsessi
lühikirjeldus
LSC-protsessi
lühikirjeldus
SynchroPulsiga
keevitamise
lühikirjeldus
PMC = Pulse Multi Control
PMC on kiire andmetöötluse, täpse protsessi faasi registreerimise ja optimeeritud tilga
eraldumisega impulsskaarega keevitusprotsess. Kiirem keevitamine stabiilse keevituskaare ja läbikeevituse ühtsema sügavusega.
LSC = Low Spatter Control
LSC on uus, väheste pritsmetega lühikese kaarega keevitusprotsess. Enne lühise katkemist vähendatakse voolutoidet ja uuesti süütamine toimub märkimisväärselt madalama
keevitusvooluga.
Synchropuls on saadaval kõigi protsesside (Standard/Impulss/LSC/PMC) jaoks.
Kahe tööpunkti vahelise keevitusvõimsuse tsüklilise muutumise tõttu tekib sünkroonimpulsiga laineline keevisõmblus ja väheneb soojussisestus.
29

CMT-protsessi
lühikirjeldus
CMT = cold metal transfer (külmkeevitus)
CMT-protsessi jaoks on vajalik spetsiaalne CMT-ajam.
Keevitustraadi edasi-tagasiliikumine CMT-protsessis võimaldab tilga eraldamist parandatud lühikaare omadustega.
CMT-protsessi eelised on
- väike soojussisestus
- tekib vähem pritsmeid
- vähem emissioone
- suur protsessi stabiilsus
CMT-protsess sobib järgmisteks rakendusaladeks:
- liitekeevitus, pealekeevitamine ja jootmine, kui on kõrged nõudmised soojussisestuse ja protsessi stabiilsuse osas
- õhukese pleki keevitamine vähese deformeerumisega
- eriühendused, nt vask, tsink, terasalumiinium
MÄRKUS.
Saadaval on rakendusalade näiteid sisaldav CMT-õpik,
ISBN 978-3-8111-6879-4.
30

Süsteemi komponendid
(1)
(2)
(3)
(4)
Üldteave Vooluallikaid käitatakse eri süsteemikomponentide ja lisavarustuse abil. Olenevalt voolu-
allika rakendusalast saab sellega protsesse optimeerida, rakendamist või kasutamist lihtsustada.
Ülevaade
ET
Lisavarustus
(1) Toiteallikas
(2) Jahutusseade
(3) Gaasiballooni hoidik
(4) Käru
Lisaks
- Keevituspõleti
- Maandus- ja elektroodikaabel
- Tolmufilter
- Lisaelektriühendused
OPT/i TPS C traadi sisestusseadis
OPT/i TPS C polaarsuse vahetaja
OPT/i TPS C SpeedNet Connector
teine SpeedNet-ühendus lisavarustusena
Paigaldatakse vooluallika tagaküljele.
OPT/i TPS 270i C väline andur
OPT/i TPS 270i C PushPull
OPT/i TPS C TIG TMC
OPT/i TPS 270i C Ethernet
OPT/i Synergic Lines
TPSi toiteallikate kõigi olemasolevate eritunnuskõverate aktiveerimise lisavarustus;
ka tulevikus koostatavad eritunnuskõverad lülitatakse selle abil automaatselt sisse.
31

OPT/i GUN Trigger
Põletinupuga seotud erifunktsioonide lisavarustus
32

Juhtelemendid, ühendused ja
mehaanilised komponendid
33

34

Juhtpaneel
(1) (2) (3) (4) (5) (6)
(7)
(10)
(8)
(9)
(17)
(16)
(15)
(14)
(13)
(12)
(11)
Üldteave Keevituseks vajalikke parameetreid saab hõlpsasti valida ja muuta keeratava seadistus-
nupuga.
Parameetrid kuvatakse keevitamise ajal ekraanil.
Funktsiooni Synergic (Sünergiline) tõttu muutuvad ühe parameetri muutmisel vastavalt
ka teised parameetrid.
MÄRKUS.
Püsivara värskendustest tulenevalt võivad seadmel olla olemas funktsioonid, mida
selles kasutusjuhendis ei kirjeldata või vastupidi.
Lisaks võivad üksikud joonised erineda vähesel määral teie seadme juhtelementidest.
Nimetatud juhtelemendid toimivad siiski samamoodi.
ET
Ohutus
Valest kasutamisest tingitud oht.
Suurte vigastuste ja varalise kahju oht ümberkukkuvate gaasiballoonide tõttu.
▶
▶
Juhtpaneel
HOIATUS!
Kasutage kirjeldatud funktsioone alles siis, kui olete selle kasutusjuhendi täielikult
läbi lugenud ja selle sisust aru saanud.
Kasutage kirjeldatud funktsioone alles siis, kui olete kõik süsteemi komponentide
kasutusjuhendid, eelkõige ohutuseeskirjad täielikult läbi lugenud ja nende sisust aru
saanud.
35

Nr Funktsioon
(1) Protsessi reguleerimise parameetrite näit
keevitusmeetoditele LSC ja PMC
Läbikeevituse stabilisaatori näit
põleb, kui läbikeevituse stabilisaator on aktiveeritud
Keevituskaare pikkuse stabilisaatori näit
põleb, kui keevituskaare pikkuse stabilisaator on aktiveeritud
(2) Vasakpoolne parameetrite valik
Valitud parameetri puhul põleb vastav näit.
Nupu vajutamisel saab valida järgmisi parameetreid.
Materjali paksus *
millimeetrites (mm) või tollides (inch)
Keevitusvool *
amprites (A)
Enne keevitamist kuvatakse automaatselt standardväärtus, mis saadakse programmeeritud parameetritest. Keevitusprotsessi vältel kuvatakse tegelikku
väärtust.
Traadi kiirus *
meetrit minutis (m/min) või tolli minutis (ipm)
Erifunktsioon
saab määrata suvalise parameetriga
Funktsiooni saab valida, kui on määratud parameeter.
36
Läbikeevituse stabilisaator

Keevituskaare pikkuse stabilisaator
Protsessi kontrolli parameetreid – läbikeevituse stabilisaatorit ja keevituskaare
pikkuse stabilisaatorit – saab valida üksnes keevitusmeetodiga LSC/PMC.
Praegu määratav parameeter on tähistatud noolega.
* Parameeter Synergic (Sünergiline) Kui parameetrit Synergic muudetakse, muutuvad funktsiooni Synergic (Sünergiline) tõttu automaatselt ka muud funktsiooni
Synergic parameetrid.
(3) Ekraan
väärtuste kuvamiseks
(4) Näit Hold (Ootel) / vahekaar
Näit Hold
Näit põleb, kui ekraanil kuvatakse pärast igat keevitamise lõpetamist automaatselt keevitusvoolu, keevituspinge, traadi kiiruse jne tegelikud väärtused.
ET
Vahekaare näit
Näit põleb, kui lühi- ja pihustuskaare vahele tekib hulgaliselt pritsmeid tekitav
vahekaar.
(5) Parempoolne parameetrite valik
Valitud parameetri puhul põleb vastav näit.
Nupu vajutamisel saab valida järgmisi parameetreid.
Keevituskaare pikkuse korrigeerimine
keevituskaare pikkuse korrigeerimiseks
Keevituspinge *
voltides (V)
Enne keevitamist kuvatakse automaatselt standardväärtus, mis saadakse programmeeritud parameetritest. Keevitusprotsessi vältel kuvatakse tegelikku
väärtust.
Impulsi/dünaamika korrigeerimine
37

Olenevalt keevitusmeetodist on määratud erinev funktsioon. Funktsiooni kirjeldus
on toodud keevitusmeetodi peatükis „Keevitamine“.
Erifunktsioon
saab määrata suvalise parameetriga
Funktsiooni saab valida, kui on määratud parameeter.
*) Parameeter Synergic (Sünergiline)
Kui parameetrit Synergic (Sünergiline) muudetakse, muutuvad funktsiooni Synergic tõttu automaatselt ka muud funktsiooni Synergic parameetrid.
(6) Näidud
Näit SFI
põleb, kui SFI (Spatter Free Ignition, pritsmevaba süütamine) on aktiveeritud
Näit SynchroPuls
põleb, kui SynchroPuls on aktiveeritud
Näit VRD
põleb, kui pinge vähendamine VRD (Voltage Reduction Device, pinget vähendav
seade) on aktiveeritud
(7) Nupud EasyJob
EasyJobide salvestamiseks, kuvamiseks ja kustutamiseks
Valitud EasyJobi puhul süttib LED-märgutuli selle nupu juures.
(8) Parempoolne keeratav/vajutatav seaderatas
Keevituskaare pikkuse korrigeerimise, keevituspinge, impulsi/dünaamika korrektuuri parameetrite ja F2 seadistamiseks
Seaderatta keeramine
Väärtuste muutmine, parameetrite valimine (menüüs Setup (Seadistamine) ja
lisametallide valimisel)
Seaderatta vajutamine
Menüüs valiku kinnitamiseks, väärtuste kinnitamiseks
38
(9) Keevitusmeetodi valik
Valitud keevitusmeetodi korral põleb LED-märgutuli.
Nupu vajutamisel saab valida järgmisi keevitusmeetodeid.

- PULS SYNERGIC (keevitus MIG/MAG Puls-Synergic)
- SYNERGIC (keevitus MIG/MAG Standard-Synergic)
-
- LSC/PMC (LSC = Low Spatter Control, PMC = Pulse Multi Control)
- STICK/TIG (varraselektroodiga keevitamine / TIG-keevitus)
- CMT/SP (CMT-keevitus / eriprogrammid)
(10) USB-ühendus
Tarkvara värskendamiseks USB Etherneti adapteriga
(11) Töörežiimi valik
Valitud režiimi korral põleb LED-märgutuli.
Nupu vajutamisel saab valida järgmisi töörežiime.
-
-
-
-
- MODE (erirežiimid funktsioonipaketi kohaselt)
(12) Gaasikontrolli nupp
Vajaliku gaasikoguse seadistamiseks gaasirõhu regulaatoril.
Pärast gaasikontrolli nupu vajutamist jookseb seadmest 30 sekundit gaasi.
Uuesti vajutades peatatakse see tegevus enneaegselt.
MANUAL (käsitsikeevitus MIG/MAG-Standard)
Olenevalt aktiveeritud funktsioonipaketist
2T (kahetaktiline režiim)
4T (neljataktiline režiim)
S4T (neljataktiline režiim)
S2T (kahetaktiline erirežiim)
ET
(13) Traadi sisestamise nupp
Traatelektroodi gaasita ja vooluta sisestamine põleti voolikupaketti
(14) Vasakpoolne keeratav/vajutatav seaderatas
- Materjali paksuse, keevitusvoolu, traadi kiiruse, F1, läbikeevituse stabilisaatori ja keevituskaare pikkuse stabilisaatori seadistamiseks
- Abitekstide kuvamiseks
Seaderatta keeramine
Parameetrite valimine, väärtuste muutmine, pikkade abitekstide kuvamine
Seaderatta vajutamine
Menüüs valiku kinnitamiseks, väärtuste kinnitamiseks, parameetrite kohta abi
saamiseks
(15) Lemmikute nupp
Saab määrata eraldi parameetrid või ettepoole järjestatud kaustad
(16) Lisametalli teabe nupp
Praegu määratud lisametalli kuvamiseks
(17) Lisametalli valimise nupp
Lisametalli valimiseks
39

Parameetrite sel-
1
2
gitava teksti
kuvamine
Iga kuvatud parameetri lühendi kohta saab vasakpoolse keeratava seadistusnupu abil
kuvada vastava selgitava teksti.
Näide.
Menüü Setup (Seadistamine) parameeter või sissekanne valiti parempoolse
seadistusnupuga, parempoolse seadistusnupu LED-märgutuli põleb.
Vajutage vasakpoolset seadistusnuppu
1
Parameetri selgitav tekst kuvatakse, vasakpoolse seadistusnupu LED-märgutuli põleb.
Ülipikkade selgitavate tekstide kuvamiseks keerake vasakpoolset seadistusnuppu
2
Selgitavat teksti nihutatakse ekraanil.
Lisavalikute jaoks keerake parempoolset seadistusnuppu
3
40

Erifunktsioonide parameeter F1/F2, lemmikute
I-S [%] 150
~ 3 sec.
2
2
~ 3 sec.
1
I-S [%] 0.0
1
1
~ 3 sec.
nupp
Erifunktsioonide
parameeter F1/F2
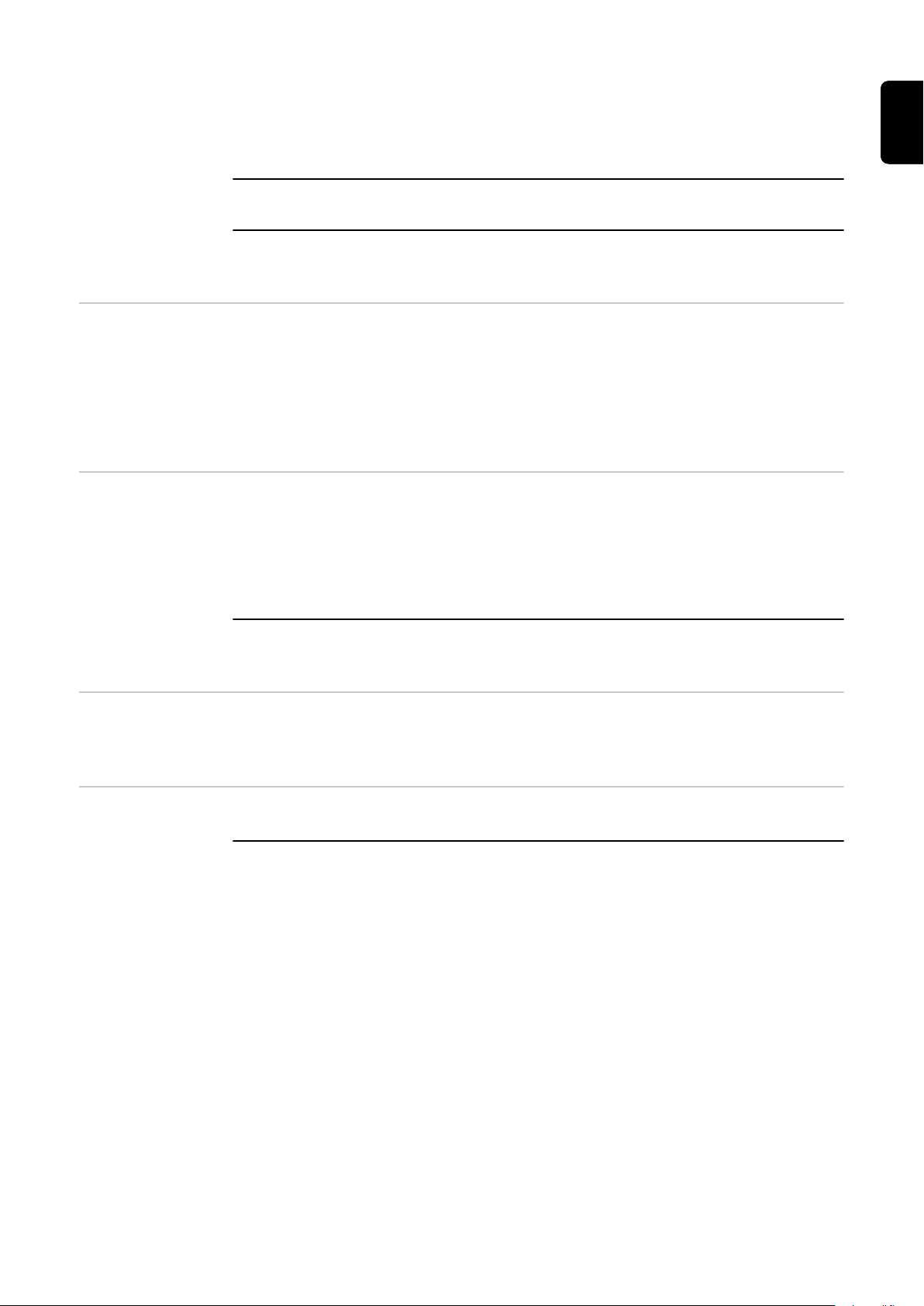
Erifunktsioonide parameetrite F1 ja F2 määramine
Näide. F1-le määratakse valitud parameeter I-S
Valige menüüs Setup (Seadistamine) soovitud parameeter
1
Lisateave menüü Setup (Seadistamine) kohta alates lehest 89
Vajutage parameetri valimise nupp 3 sekundiks alla, et määrata F1 või F2 jaoks vali-
2
tud parameeter:
F1 ... vasakpoolne parameetrivalik
F2 ... parempoolne parameetrivalik
ET
Kui vajutatakse parameetrivaliku nuppu, vilgub F1/F2.
Kui parameeter on salvestatud, süttib vastava erifunktsiooni parameetri näit.
Parameetri taga kuvatakse nt F1 ja linnuke:
Valitud parameeter on nüüd määratud F1 jaoks.
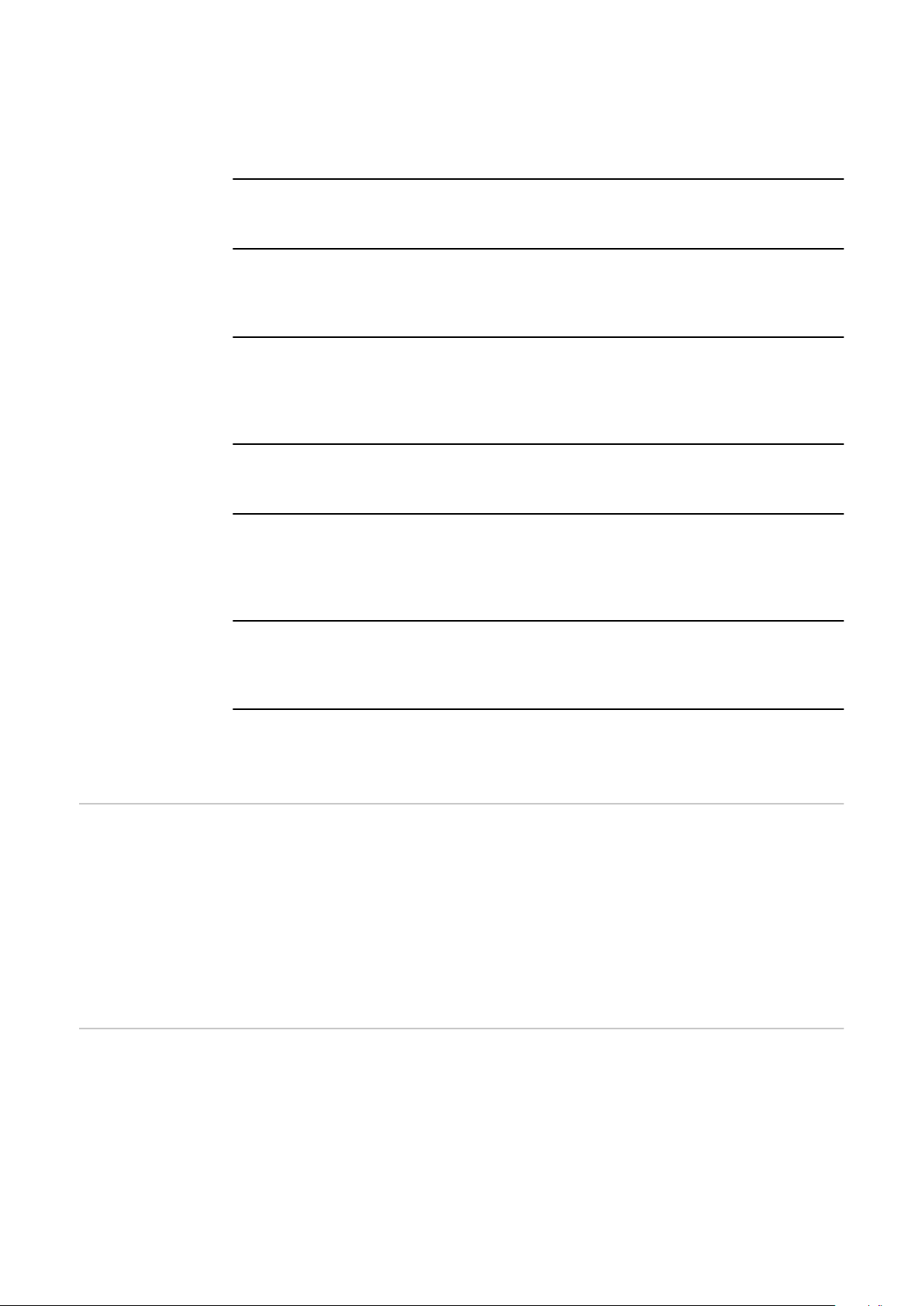
Kui parameetrit ei saa määrata erifunktsioonide parameetri F1 või F2 jaoks, kuvatakse
pärast umbes 5 sekundi möödumist nt F1 ja X:
Seejuures kustutatakse juba määratud parameeter.
Erifunktsioonide parameetrite F1 ja F2 kuvamine
Vajutage parameetrivaliku nuppu nii kaua, kuni süttib F1 või F2:
1
F1 ... vasakpoolne parameetrivalik
F2 ... parempoolne parameetrivalik
41
Kõigepealt kuvatakse määratud parameeter, lõpuks kuvatakse hetkel parameetri jaoks
150 0.0
2 2
> 5 sec.
1
1
> 5 sec.
~ 3 sec.
1
2
seadistatud väärtus.
Muutke parameetri väärtust seadistusnupu keeramisega:
2
F1 ... vasakpoolne seadistusnupp
F2 ... parempoolne seadistusnupp
Erifunktsioonide parameetrite F1 ja F2 kustutamine
Vajutage parameetrivaliku nupp 5 sekundiks alla:
1
F1 ... vasakpoolne parameetrivalik
F2 ... parempoolne parameetrivalik
Määratud parameeter kustutatakse ning ekraanil kuvatakse nt F1 ja X:
Erifunktsioonide parameetreid F1 ja F2 saab seadistada ka menüüs Setup (Seadistamine) (lk 112).
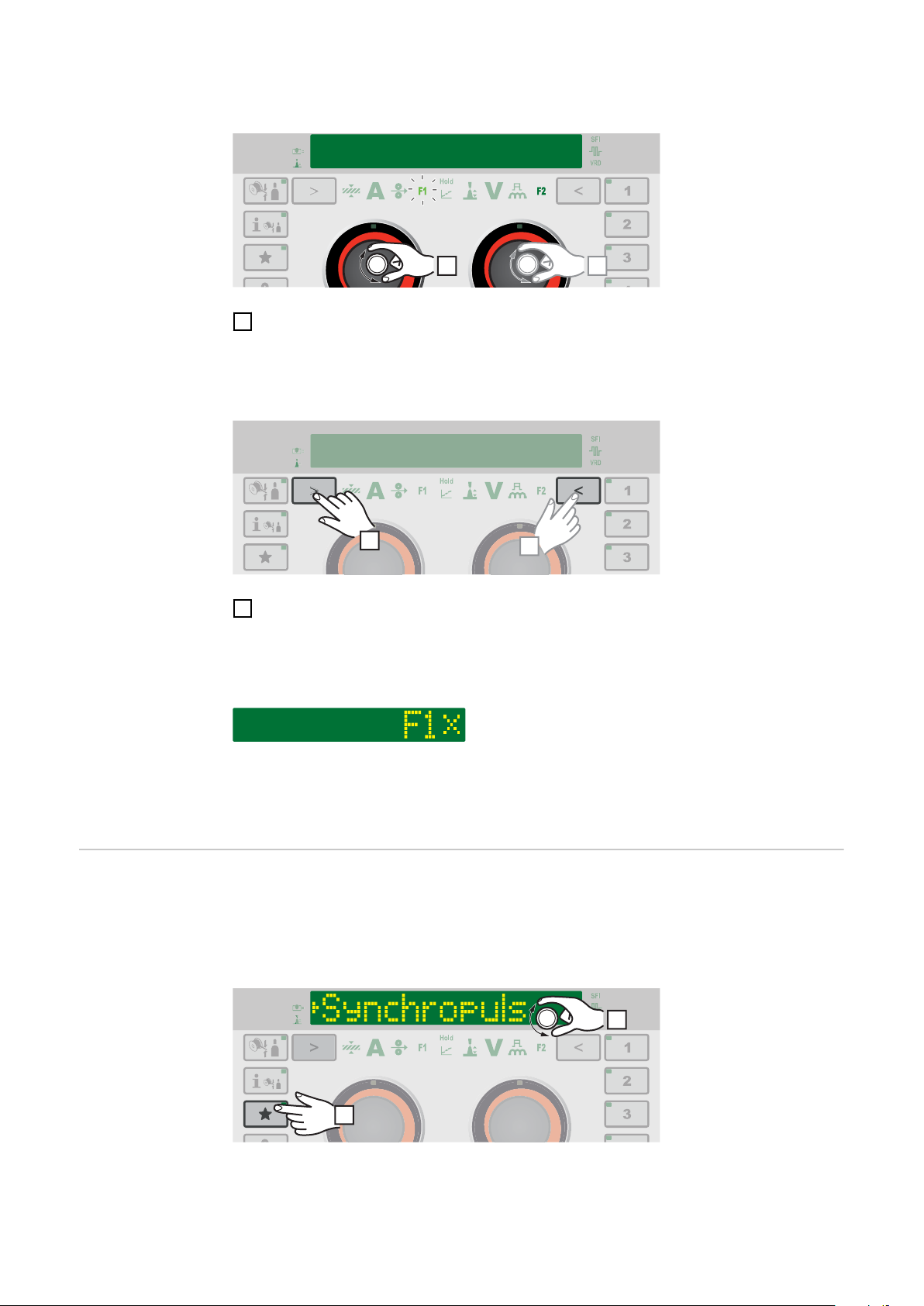
Lemmikute nupp Lemmikute nupu seadistamine
Lemmikute nupu alla saab määrata kas soovitud parameetreid või kausta menüüst
Setup (Seadistamine). Neid parameetreid või kaustu saab seejärel otse juhtpaneeli
kaudu valida.
Näide. Lemmikute nupule määratakse valitud kaust SynchroPuls
42

Valige menüüs Setup (Seadistamine) soovitud parameeter või soovitud kaust
< 3 sec.
1
> 5 sec.
1
1
Lisateave menüü Setup (Seadistamine) kohta alates lehest 89
Lemmikute nupule valitud parameetri või kausta määramiseks vajutage lemmikute
2
nuppu umbes 3 sekundit
Parameetri või kausta järel kuvatakse sümbol ja linnuke:
Valitud parameeter või kaust on nüüd lemmikute nupu alt saadaval.
Lemmiku kuvamine
Lemmikute nupu all määratud parameetrite või kaustade kuvamine on võimalik kõigi seadistustega, v.a juhul kui menüü Setup (Seadistamine) on aktiveeritud.
Aktiveeritud valimismeetodid või kuvatud valik Jobs (Tööd) katkestatakse lemmikute
kuvamisel.
ET
Vajutage korraks lemmikute nuppu (< 3 sekundiks)
1
Lemmikute nupu LED-märgutuli põleb, määratud parameeter või kaust kuvatakse ekraanil.
Lemmikute kuvamise lõpetamiseks vajutage uuesti korraks lemmikute nuppu (< 3
2
sekundiks)
Lemmikute nupu juures olev LED-märgutuli kustub ja ekraanil kuvatakse keevitusparameetrid.
Lemmiku kustutamine
Vajutage lemmikute nuppu vähemalt 5 sekundit
1
Määratud parameeter või kaust kustutatakse ja ekraanil kuvatakse sümbol ja X:
43

Lemmikute nuppu saab seadistada ka menüüs Setup (Seadistamine) (lk 113).
44

Ühendused, lülitid ja mehaanilised komponendid
(1)
(2)
(3)
(4)
(5)
(11)
(6)
(7)
(10)
(8)
(9)
ET
Ühendused,
lülitid ja mehaanilised komponendid
Esikülg
Nr Funktsioon
(1) Ekraaniga juhtpaneel
toiteallika käsitsemiseks
(2) (+) Bajonettkinnitusega
elektriühendus
(3) Pimekate
mõeldud lisavarustuse TIG TMCühenduseks
(4) Keevituspõleti ühendus
keevituspõleti ühendamiseks
(5) (–) bajonettkinnitusega
elektriühendus
mõeldud maanduskaabli ühendamiseks MIG/MAG-keevitusel
Nr Funktsioon
(6) Kaitsegaasi ühendus MIG/MAG-
keevitusel
Tagakülg
(7) Kaitsekate / kaitsegaasi ühen-
dus TIG-keevitusel (lisavarustus)
(8) Kaitsekate / Ethernet-kiirühen-
dus (lisavarustus)
(9) Kaitsekate / kiirühendus Speed-
Net Connector (lisavarustus) /
väline andur (lisavarustus)
(10) Fiksaatoriga toitekaabel
(11) Võrgulüliti
toiteallika sisse- ja väljalülitamiseks
45
(13)
(12)
Külgvaade
Nr Funktsioon
(12) Traadipooli ühendus piduriga
selliste standardsete traadipoolide
ühendamiseks, mis kaaluvad kuni
19 kg (41,89 naela) ja mille maksimaalne läbimõõt on 300 mm
(11,81 tolli)
(13) Nelja rulliga ajam
46

Paigaldamine ja kasutuselevõtt
47

48
Minimaalne varustus keevitamiseks
Üldteave Olenevalt keevitusmeetodist on vooluallika kasutamiseks vajalik teatud minimaalne
varustus.
Järgmiseks on kirjeldatud keevitusmeetodeid ja vastavat minimaalset keevitusvarustust.
ET
MIG/MAG-keevitus kaitsegaasiga
Vesijahutusega
MIG/MAG-keevitus
Manuaalne CMTkeevitus
- Vooluallikas
- Maanduskaabel
- MIG/MAG gaasjahutusega keevituspõleti,
- Kaitsegaasiga varustatus
- Keevitustraat
- Vooluallikas
- Jahutusseade
- Maanduskaabel
- Vesijahutusega MIG/MAG keevituspõleti
- Kaitsegaasiga varustamine
- Traatelektrood
- Toiteallikas
- Toiteallikal on aktiveeritud Welding Packages Standard, Pulse ja CMT
- Maanduskaabel
- PullMig CMT keevituspõleti, sh CMT-ajam ja CMT-traadi puhver
TÄHTIS! Vesijahutusega CMT-rakenduste puhul on lisaks vajalik jahutusseade!
- OPT/i PushPull
- CMT ühendusvoolikute pakett
- Traatelektrood
- Kaitsegaasi ühendus (kaitsegaasi toide)
Alalisvooluga
TIG-keevitus
Kattega elektroodiga keevitamine
- Vooluallikas
- Maanduskaabel
- Gaasiklapiga TIG-keevituspõleti
- Gaasiühendus (kaitsegaasiga varustatus)
- Lisaaine traat rakendusala kohaselt
- Vooluallikas
- Maanduskaabel
- Keevituskaabliga elektroodide hoidik
- Kattega elektroodid
49

Enne paigaldamist ja kasutamist
Ohutus
Otstarbekohane
kasutamine
Paigalduseeskirjad
HOIATUS!
Valest kasutamisest tingitud oht.
Suurte vigastuste ja varalise kahju oht ümberkukkuvate gaasiballoonide tõttu.
Kasutage kirjeldatud funktsioone alles siis, kui olete selle kasutusjuhendi täielikult
▶
läbi lugenud ja selle sisust aru saanud.
Kasutage kirjeldatud funktsioone alles siis, kui olete kõik süsteemi komponentide
▶
kasutusjuhendid, eelkõige ohutuseeskirjad täielikult läbi lugenud ja nende sisust aru
saanud.
Vooluallikas on ette nähtud üksnes MIG/MAG-, kattega elektroodiga ja TIG-keevituseks.
Muu või sellest erinev kasutamine ei ole sihtotstarbekohane. Tootja ei vastuta seeläbi
tekkivate kahjude eest.
Otstarbekohane kasutamine hõlmab ka järgmist:
- kõigi kasutusjuhendi suuniste järgimist;
- ülevaatus- ja hooldustöödest kinnipidamist.
Seade on kontrollitud kaitseastme IP23 järgi; see tähendab:
- kaitstud tahkete võõrkehade sissetungimise eest, mille läbimõõt on suurem kui
12,5 mm (0,49 tolli);
- kaitstud pihustusvee eest kuni vertikaalnurgani 60°
Kaitseklassi IP 23 kohaselt võib seadme paigaldada välistingimustes ja seda võib välistingimustes kasutada. Vahetut niiskuse mõju (nt vihma) tuleb vältida.
HOIATUS!
Ümber- või allakukkuvad seadmed võivad olla eluohtlikud.
Paigaldage seadmed, konsoolid ja transpordikärud tasasele ning kindlale alusele.
▶
Ventilatsioonikanal on oluline ohutusvarustus. Paigaldamiskoha valimisel tuleb veenduda, et jahutusõhk pääseks takistusteta läbi esi- ja tagaküljel olevate õhupilude seadmesse ning sealt välja. Seade ei tohi tekkivat elektrit juhtivat tolmu (nt lihvimistöödel)
otse sisse imeda.
Võrguühendus - Seadme võrgupinge peab vastama tehniliste andmete sildil toodud võrgupingele.
- 3 x 575 V nimipingega seadmeid on lubatud kasutada ainult kolmefaasilise toitevõrguga, millel on maandatud neutraalpunkt.
- Kui teie seadme versioon ei sisalda toitekaableid või toitepistikuid, tuleb teil need
riiklike eeskirjade kohaselt pädeval personalil paigaldada lasta.
- Toitekaabli kaitset on selgitatud tehnilistes andmetes.
50

ETTEVAATUST!
Generaatori
režiim
Ebapiisava võimsusega elektripaigaldisega võivad kaasneda ulatuslikud varalised
kahjud.
Toitekaabel ja selle kaitse tuleb paigaldada olemasoleva elektritoite kohaselt.
▶
Kehtivad andmesildil olevad tehnilised andmed.
Vooluallikas ühildub generaatoriga.
Vajaliku generaatorivõimsuse mõõtmiseks on vaja teada vooluallika maksimaalset
näivvõimsust S
Vooluallika maksimaalse näivvõimsuse S
3-faasilised seadmed: S
1-faasilised seadmed: S
I
ja U1 seadme andmesildi või tehniliste andmete järgi
1max
Nõutav generaatori näivvõimsus S
S
= S
GEN
1max
1max
x 1,35
.
saab arvutada järgmiselt.
1max
1max
1max
= I
= I
x U1 x √3
1max
x U
1max
GEN
1
arvutatakse järgmise reegli järgi:
ET
Teave süsteemikomponentide
kohta
Kui ei keevitata täisvõimsusega, võib kasutada väiksemat generaatorit.
TÄHTIS! Generaatori näivvõimsus S
näivvõimsus S
1max
.
ei tohi olla väiksem kui vooluallika maksimaalne
GEN
1-faasiliste seadmete käitamisel 3-faasiliste generaatoritega tuleb tähele panna, et antud
generaatori näivvõimsust saab sageli kasutada ainult tervikuna generaatori kõigi kolme
faasi kaudu. Vajaduse korral saab generaatori üksikute faaside võimsuse kohta lisateavet generaatori tootjalt.
MÄRKUS.
Generaatori väljastatav pinge ei tohi mingil juhul jääda allapoole võrgupinge tolerantsi vahemikku või seda ületada.
Võrgupinge tolerantsi andmed on toodud peatükis „Tehnilised andmed“.
Järgmiselt kirjeldatud töö etapid ja tegevused sisaldavad viiteid eri süsteemikomponentide kohta, nagu järgmised:
- käru;
- keevituspõleti;
- jne.
Lisateavet süsteemi komponentide paigaldamise ja ühendamise kohta leiate süsteemi
komponentide kasutusjuhenditest.
51

Toitekaabli ühendamine
Ohutus
Valesti tehtud töödest tingitud oht.
Tagajärjeks võivad olla rasked vigastused ja suur varakahju.
▶
▶
Asjatundmatult ettevalmistatud toitekaablist tingitud oht.
Tagajärjeks võivad olla lühised ja varakahju.
▶
Üldteave Kui toitekaablit ei ole ühendatud, tuleb enne seadme kasutuselevõttu paigaldada ühen-
duspingele vastav toitekaabel.
TPS 270i C vooluallikatele on paigaldatud pingeleevendi järgmise läbilõikega kaablite
jaoks.
HOIATUS!
Järgmiselt kirjeldatud töid on lubatud teha üksnes koolitatud spetsialistidel.
Järgige riiklikke standardeid ja eeskirju.
ETTEVAATUST!
Paigaldage kõigile faasijuhtidele ja isoleeritud toitekaabli kaitsejuhile kaablihülsid.
Vooluallikas Kaabli väline läbimõõt
TPS 270i C / nc 14–16 mm
Nõutud toitekaablid
TPS 270 i C / S/nc 14–16 mm
TPS 270i C / MV/nc 14–18,5 mm
Muude kaabli läbilõigete puhul tuleb leevendi paigaldada nende järgi.
Vooluallikas Võrgupinge Kaabli läbilõige
USA/Kanada* Euroopa
3 x 380 V
TPS 270i C / nc
TPS 270i C /
MV/nc
TPS 270i C / S/nc**3 x 460 V
3 x 400 V
3 x 460 V
3 x 200 V
3 x 230 V
3 x 380 V
3 x 400 V
3 x 460 V
3 x 575 V
AWG 14 4G 2,5 mm²
AWG 12 4G 2,5 mm²
AWG 14 4G 2,5 mm²
AWG 14 –
52
* Kaablitüüp USA/Kanada jaoks Eriti intensiivne kasutamine
** Ilma CE-vastavusmärgiseta vooluallikas; ei ole Euroopas saadaval
AWG = American wire gauge (= kaabli läbilõike mõõt Ameerikas)

Toitekaabli ühendamine – üldine
teave
ETTEVAATUST!
Kehavigastuste ja varakahju oht lühiste tagajärjel.
Kui ei kasutata kaablisüdamiku otshülsse, võivad faasijuhtide vahel või faasijuhtide ja
kaitsejuhtide vahel tekkida lühised.
Isolatsioonist vabastatud võrgukaablitel tuleb kõik faasi- ja kaitsejuhid varustada
▶
kaablisüdamiku otshülssidega.
MÄRKUS.
Toitekaabli ühendamine seadmega on lubatud üksnes riiklike eeskirjade ja suuniste kohaselt ning seda peab tegema pädev personal.
TÄHTIS! Kaitsejuht peaks olema ca 20–25 mm (0,8–1 tolli) pikem kui faasijuht.
ET
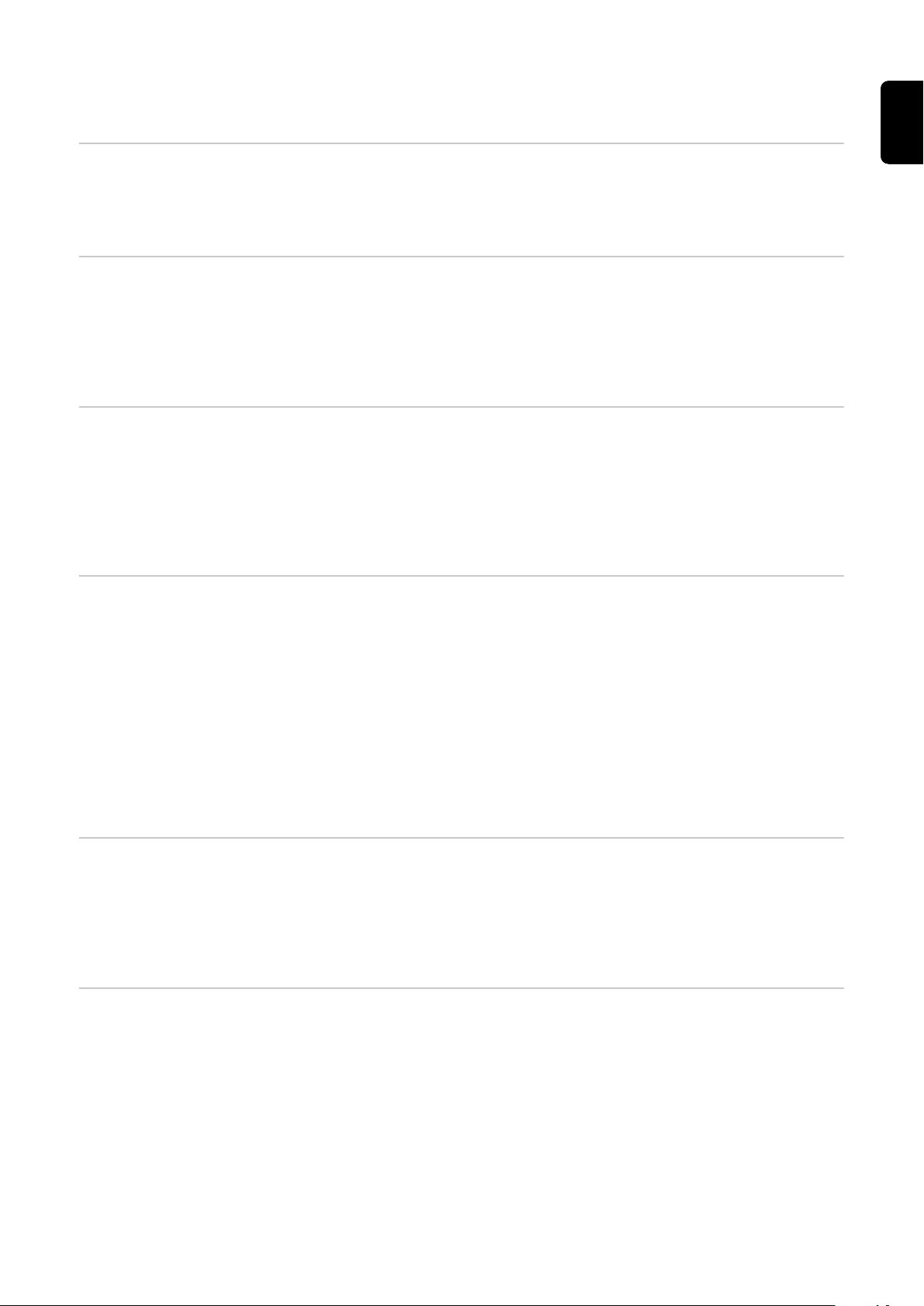
1
6 x TX25
3
2
5 x TX25
4
Pingutusmoment = 1,2 Nm
TÄHTIS! Kaabli ühendamisel lüliti külge veenduge järgmistes asjaoludes:
- kaabel peab olema paigaldatud lüliti lähedale;
- kaabel ei tohi olla liiga pikk;
- väikese läbimõõduga kaablite puhul tuleb komplekti kuuluv kaitseümbris kaablile
paigaldada ja fiksaatorisse sisestada.
53
5
6
Pingutusmoment = 1,2 Nm
7
5 x TX25, pingutusmoment = 3 Nm
Pingutusmoment = 1,2 Nm
8
6 x TX25, pingutusmoment = 3 Nm
54
Kasutuselevõtt
ET
Ohutus
Elektrilöök võib olla surmav.
Kui toiteallikas on paigaldamise ajal vooluvõrguga ühendatud, on oht saada raskeid
kehavigastusi või tekitada suurt varalist kahju.
▶
▶
Elektrilöögioht seadmes leiduva elektrit juhtiva tolmu tõttu.
Tagajärjeks võivad olla rasked vigastused ja suur varakahju.
▶
Üldteave Toiteallika kasutuselevõttu kirjeldatakse manuaalse kaitsegaasiga MIG/MAG-rakenduse
abil.
HOIATUS!
Teostage kõiki töid seadmel ainult siis, kui toiteallika võrgulüliti on asendis -O-.
Teostage kõiki töid seadmel ainult siis, kui toiteallikas on võrgust lahutatud.
HOIATUS!
Seadet tohib kasutada vaid paigaldatud õhufiltriga. Õhufilter on oluline ohutusvarustus, et tagada vastavus kaitseastmele IP23.
Gaasiballooni
ühendamine
HOIATUS!
Suurte vigastuste ja varalise kahju oht ümberkukkuvate gaasiballoonide tõttu.
Asetage gaasiballoonid stabiilselt tasasele ja kindlale alusele
▶
Veenduge, et gaasiballoonid ei kukuks ümber
▶
Järgige gaasiballooni tootja ohutuseeskirju
▶
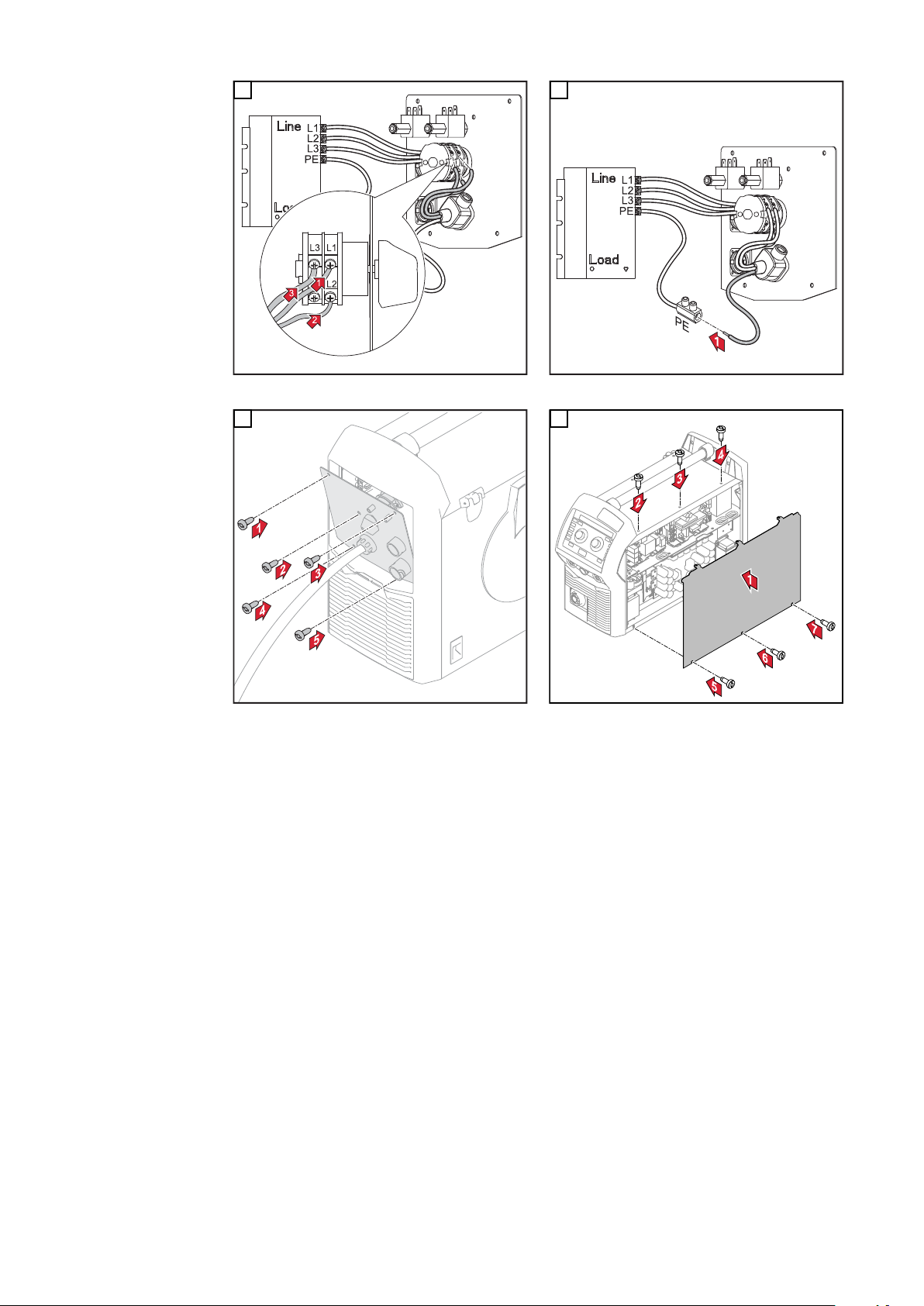
Gaasiballoon tuleb asetada stabiilselt
1
tasasele ja kindlale pinnale
Hoidke gaasiballoonist kinni, et see
2
ümber ei kukuks; ärge hoidke kinni
ballooni kaelast
Eemaldage gaasiballooni kaitsekork
3
Avage korraks gaasiballooni ventiil, et
4
eemaldada seda ümbritsev mustus
Kontrollige gaasirõhu regulaatori
5
tihendit
Kruvige gaasirõhu regulaator gaasi-
6
balloonile ja keerake see kinni
Ühendage gaasirõhu regulaator gaasi-
7
vooliku abil kaitsegaasi ühendusega
Gaasivooliku ühendamine
vooluallika külge
55

Maandusühen-
2
2
3
4
duse taastamine
Maanduskaabli ühendamine
Pistke maanduskaabel elektriühen-
1
duse (–) miinuspesasse
Lukustage maanduskaabel
2
Ühendage maanduskaabli teine ots
3
töödeldava detailiga
Keevituspõleti
ühendamine
Enne keevituspõleti ühendamist veenduge, et kõik kaablid, juhtmed ja voolikupaketid
1
oleksid kahjustusteta ning õigesti isoleeritud.
Avage traadi etteandeseadme kate
2
3
56

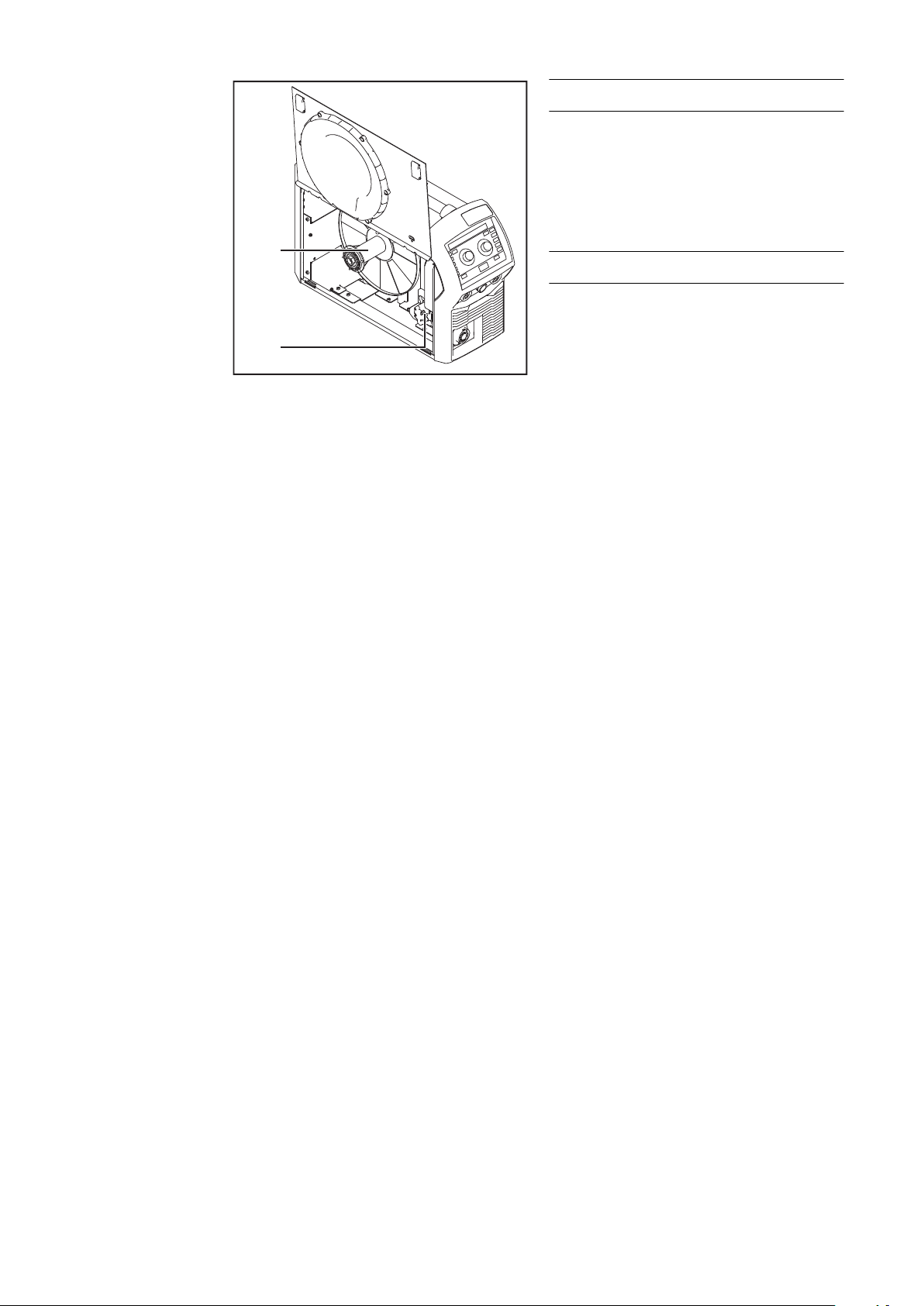
Etteanderullide
paigaldamine/
vahetamine
Traatelektroodi optimaalse etteande tagamiseks peavad etteanderullid sobima traadi
läbimõõdu ja materjaliga.
MÄRKUS.
Kasutage üksnes traatelektroodi jaoks sobivaid etteanderulle.
Ülevaate saadaval olevatest etteanderullidest ja nende kasutusvõimalustest leiate varuosade loetelust.
ETTEVAATUST!
Etteanderullide lukusti kiire avanemine võib tekitada vigastusi.
Kangi lukustuse vabastamisel ärge hoidke sõrmi kangist vasakul ja paremal.
▶
1 2
ET
3 4
57

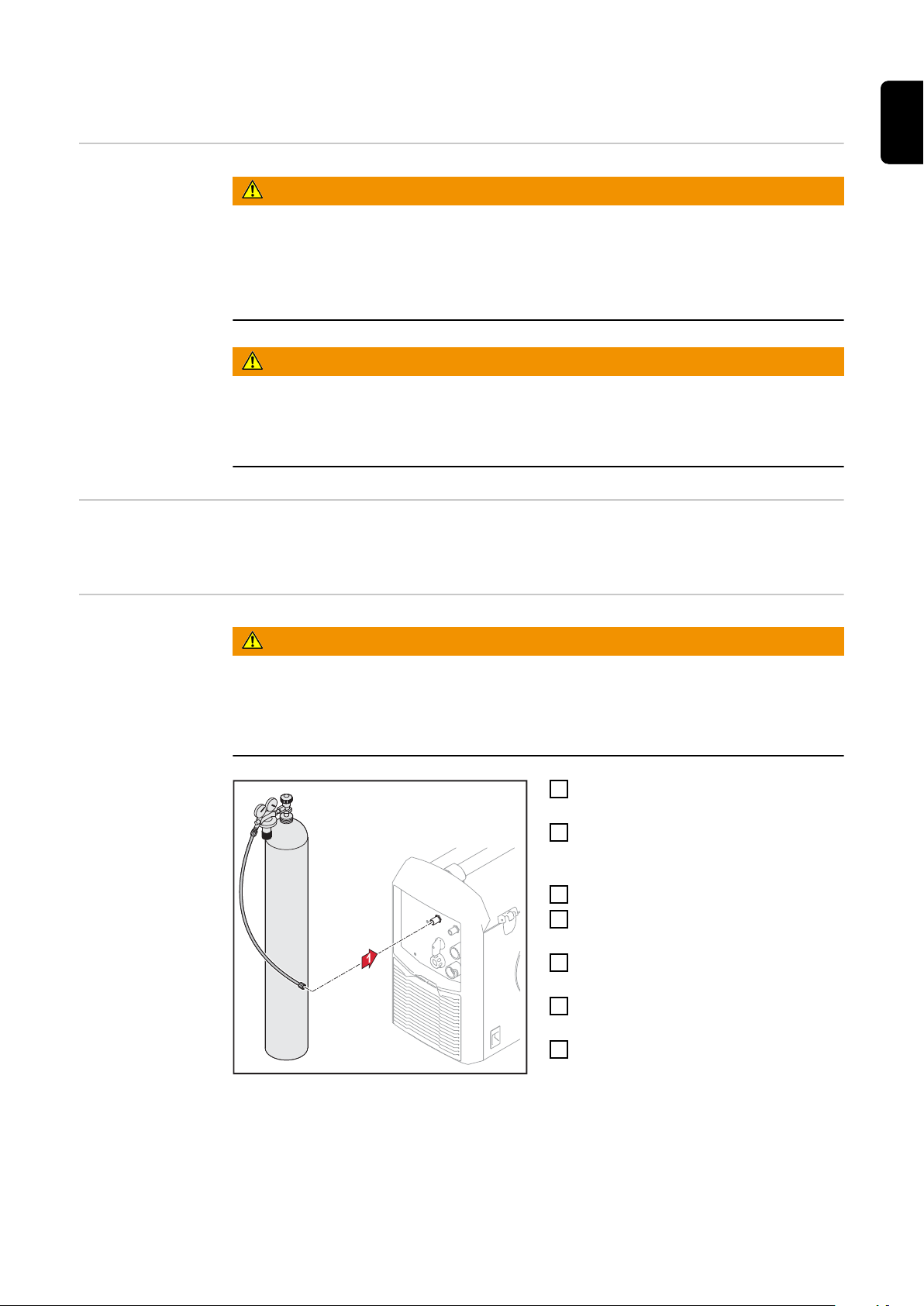
Traadipooli paigaldamine
ETTEVAATUST!
Rullile keritud traatelektroodi vetruv lahtikerimine võib tekitada kehavigastusi.
Traadipooli paigaldamisel hoidke traatelektroodi otsast kõvasti kinni, et vältida kiirelt
▶
tagasitõmbuvast traadist tekitatud vigastusi.
ETTEVAATUST!
Kukkuv traadipool võib tekitada vigastusi.
Veenduge, et traadipool kinnituks jäigalt traadipooli ühendusse.
▶
ETTEVAATUST!
Valepidi paigaldatud kinnitusvõru võib tekitada kehavigastusi ja seadme tööd
pärssida, sest traadipool võib seadme küljest ära kukkuda.
Paigaldage kinnitusvõru alati vasakul oleva joonise kohaselt.
▶
1
58

Korv-tüüpi traadipooli paigaldamine
ETTEVAATUST!
Rullile keritud traatelektroodi vetruv lahtikerimine võib tekitada kehavigastusi.
Korv-tüüpi traadipooli paigaldamisel hoidke traatelektroodi otsast kõvasti kinni, et
▶
vältida kiirelt tagasitõmbuvast traadist tekitatud vigastusi.
ETTEVAATUST!
Kukkuv korv-tüüpi traadipool võib tekitada vigastusi.
Veenduge, et korv-tüüpi traadipool kinnituks jäigalt korv-tüüpi traadipooli ühendusse.
▶
MÄRKUS.
Korv-tüüpi traadipoolidega töötades kasutage üksnes seadme komplektis olevat
korv-tüüpi traadipooli adapterit.
ETTEVAATUST!
Kukkuv korv-tüüpi traadipool võib tekitada vigastusi.
Paigaldage korv-tüüpi traadipool komplekti kuuluva korv-tüüpi traadipooli adapterile
▶
nii, et korv-tüüpi traadipooli juurepinnad asetseksid korv-tüüpi traadipooli adapteri
soontes.
ET
ETTEVAATUST!
Valepidi paigaldatud kinnitusvõru võib tekitada kehavigastusi ja seadme tööd
pärssida, sest korv-tüüpi traadipool võib seadme küljest ära kukkuda.
Paigaldage kinnitusvõru alati vasakul oleva joonise kohaselt.
▶
59
1 2
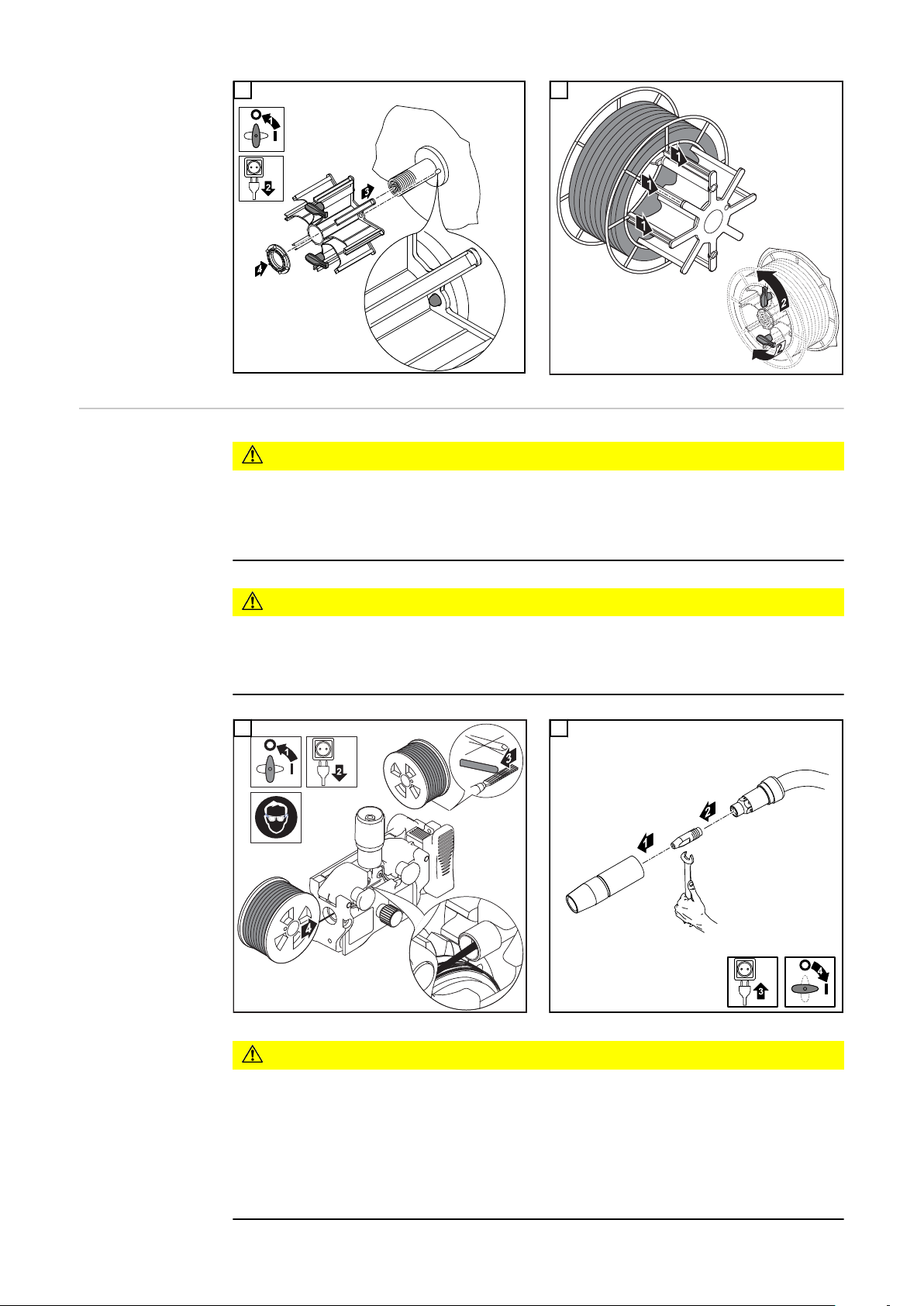
Traatelektroodi
sisestamine
ETTEVAATUST!
Rullile keritud traatelektroodi vetruv lahtikerimine võib tekitada kehavigastusi.
Kiirelt tagasitõmbuvast traatelektroodist tekitatud vigastuste vältimiseks:
Nelja rulliga etteandesüsteemi traatelektroodi sisestamisel hoidke traatelektroodi
▶
otsast kõvasti kinni.
ETTEVAATUST!
Traatelektroodi terav ots võib kahjustada keevituspõletit.
Enne traatelektroodi sisestamist eemaldage selle otsast teravad servad.
▶
Paigutage keevituspõleti ühendusvoolikute pakett võimalikult sirgjooneliselt.
▶
1 2
60
ETTEVAATUST!
Elektrilöök ja väljuv traatelektrood võivad tekitada kehavigastusi ning varalist
kahju.
Põletinupule või traadi sisestamise nupule vajutades hoidke keevituspõletit näost ja
▶
kehast eemal
Ärge suunake keevituspõletit inimeste poole
▶
Põletinuppu vajutades veenduge, et keevitustraat ei puudutaks elektrit juhtivaid või
▶
maandatud osi (nt korpust jne)
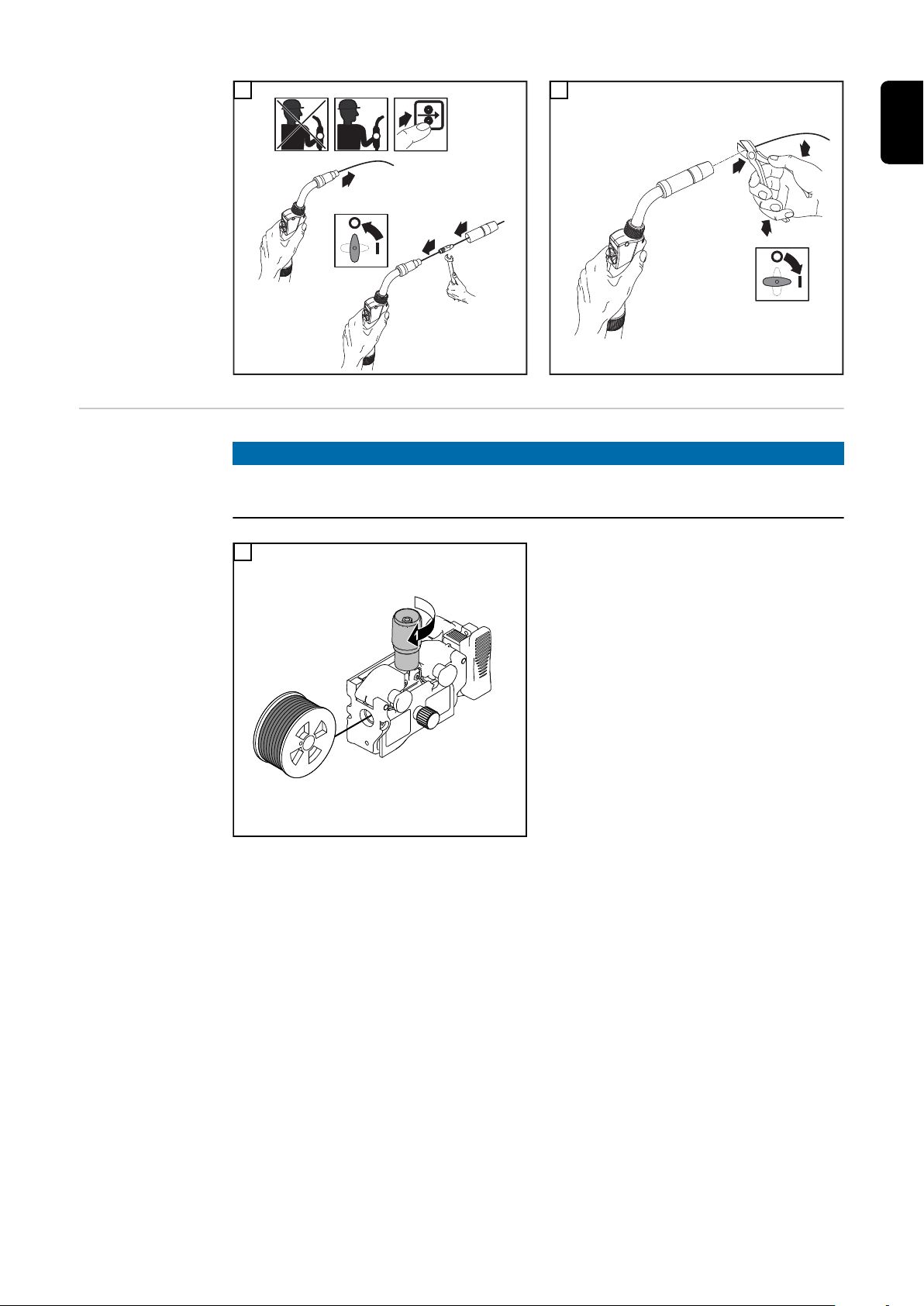
1
2
4
5
3
3
1
1
2
3
4
ET
Kontaktrõhu seadistamine
MÄRKUS.
Seadistage kontaktrõhk nii, et traatelektrood ei deformeeruks, kuid traadi edastamine toimuks sujuvalt.
1
U-soonega rullide kontaktrõhu standardväärtused
Teras:
4–5
CrNi
4–5
Täidistraat-elektroodid
2–3
61

Piduri seadista-
4
3
STOP
6
7
5
1
2
2
1
2
1
4
STOP
OK
3
mine
MÄRKUS.
Pärast põletinupust lahtilaskmist ei tohi traadipool jääda maha kerima.
Vajaduse korral seadistage pidur uuesti.
1
3
2
Piduri ehitus
62
HOIATUS!
Valest paigaldusest tingitud oht.
Tagajärjeks võivad olla rasked isiku- ja
varalised kahjud.
Ärge võtke pidurit lahti.
▶
Laske pidurit hooldada ja kontrollida
▶
ainult koolitatud isikutel.
Pidur on saadaval üksnes komplektina.
Kõrvalolev joonis on ette nähtud üksnes
teavitamiseks.

R/L-seadistamine TÄHTIS! Optimaalsete keevitustulemuste saavutamiseks soovitab tootja seadme esma-
kordsel kasutamisel ja iga kord pärast keevitussüsteemi muutmist teha R/L-seadistamise.
ET
63

64

Keevitusrežiim
65

66

MIG/MAG-töörežiimid
S
E
ET
Üldteave
Sümbolid ja selgitused
HOIATUS!
Väärkasutus võib põhjustada tõsist varalist kahju ja tekitada vigastusi.
Kasutage kirjeldatud funktsioone alles siis, kui olete selle kasutusjuhendi täielikult
▶
läbi lugenud ja selle sisust aru saanud.
Kasutage kirjeldatud funktsioone alles siis, kui olete kõik süsteemi komponentide
▶
kasutusjuhendid, eelkõige ohutuseeskirjad täielikult läbi lugenud ja nende sisust aru
saanud.
Andmed saadaolevate parameetrite seadistamise, seadistusvahemiku ja mõõtühikute
kohta leiate menüüst Setup (Seadistamine).
Vajutage põletinuppu | Hoidke põletinuppu | Laske põletinupp lahti
GPr
Gaasi ettevool
I-S
Käivitusvoolu faas: alusmaterjali kiire soojenemine vaatamata kiirele soojuse hajumisele
keevitamist alustades
t-S
Käivitusvoolu kestus
Keevituskaare pikkuse korrigeerimise algus
SL1
Slope 1: pidev käivitusvoolu langemine keevitusvoolule
I
Keevitusvoolu faas: ühtlase temperatuuri edastamine eelvoolanud soojusega soojendatud alusmaterjali
I-E
Lõppvoolu faas: alusmaterjali ülekuumenemise vältimiseks, mida põhjustab keevituse
lõppedes tekkiv soojuse akumuleerumine. Võimalikku keevisõmbluse läbisulamist välditakse.
t-E
Lõppvoolu kestus
Keevituskaare pikkuse korrigeerimise lõpp
67

SL2
t
I
+
I
GPr GPo
t
I
+
I
GPr GPo
+
I
t
I
GPr GPo
I-E
SL1t-S
I-S
SL2
+ +
S
E
t-E
I
I-S
I-E
+
I
S
E
GPr GPoSL1 SL2
t
t-S t-E
Slope 2: pidev keevitusvoolu langemine lõppvoolule
GPo
Gaasi järelvool
Parameetrite täpsema kirjelduse leiate peatükist „Protsessi parameetrid“
Kahetaktiline
režiim
Neljataktiline
režiim
Neljataktiline
erirežiim
Töörežiim „Kahetaktiline režiim“ sobib
järgmiseks:
- punktimistööd;
- lühikesed keevisõmblused;
- automaat- ja robottööd.
Töörežiim „Neljataktiline režiim“ sobib
pikemate keevisliidete jaoks.
Töörežiim „Neljataktiline erirežiim“ sobib
eelkõige töödeldavate alumiiniumdetailide
keevitamiseks. Keevitusvoolu spetsiaalse
juhtimisega arvestatakse alumiiniumi hea
soojusjuhtivusega.
Kahetaktiline
erirežiim
68
Töörežiim „Kahetaktiline erirežiim“ sobib
eelkõige keevitamiseks suurematel
võimsustel. Kahetaktilises erirežiimis algab
keevituskaar madalamalt võimsuselt, mis
võimaldab hõlpsamini keevituskaart stabiliseerida.

MIG/MAG- ja CMT-keevitamine
1
2
ET
Ohutus
MIG/MAG- ja
CMT-keevitamine
– ülevaade
HOIATUS!
Valest kasutamisest tingitud oht.
Suurte vigastuste ja varalise kahju oht ümberkukkuvate gaasiballoonide tõttu.
Kasutage kirjeldatud funktsioone alles siis, kui olete selle kasutusjuhendi täielikult
▶
läbi lugenud ja selle sisust aru saanud.
Kasutage kirjeldatud funktsioone alles siis, kui olete kõik süsteemi komponentide
▶
kasutusjuhendid, eelkõige ohutuseeskirjad täielikult läbi lugenud ja nende sisust aru
saanud.
HOIATUS!
Elektrilöök võib olla surmav.
Kui toiteallikas on paigaldamise ajal vooluvõrguga ühendatud, on oht saada raskeid
kehavigastusi või tekitada suurt varalist kahju.
Teostage kõiki töid seadmel ainult siis, kui toiteallika võrgulüliti on asendis -O-.
▶
Teostage kõiki töid seadmel ainult siis, kui toiteallikas on võrgust lahutatud.
▶
Peatükis „MIG/MAG- ja CMT-keevitamine“ on kirjeldatud järgmisi etappe.
- Toiteallika sisselülitamine
- Keevitusmeetodi ja töörežiimi valimine
- Ekraanil hetkel seadistatud lisaaine kuvamine
- Lisametalli valimine
- Keevitus- ja protsessiparameetrite seadistamine
- Kaitsegaasi koguse seadistamine
- MIG/MAG-või CMT-keevitamine
Vooluallika sisselülitamine
Keevitusmeetodi
ja töörežiimi seadistamine
Pistke toitekaabel pistikupessa
1
Lülitage toitelüliti asendisse I
2
TÄHTIS! Optimaalsete keevitustulemuste saavutamiseks soovitab tootja seadme esma-
kordsel kasutamisel ja iga kord pärast keevitussüsteemi muutmist teha R/L-seadistamise.
Vajutage korduvalt nuppu „Keevitusmeetod“, kuni soovitud keevitusmeetodi LED-
1
märgutuli süttib
Vajutage korduvalt nuppu „Töörežiim“, kuni soovitud töörežiimi LED-märgutuli süttib
2
69

Ekraanil hetkel
1
42
-
5
/
1
2
3
...
...
seadistatud
lisaaine kuvamine
Vajutage lisaaine teabe nuppu
1
Nupu LED-märgutuli põleb ja ekraanil kuvatakse hetkel seadistatud lisametall:
Keerake parempoolset seadistusnuppu
2
Ekraanil kuvatakse hetkel seadistatud traadi läbimõõt:
Keerake parempoolset seadistusnuppu
3
Lisametalli valimine
Ekraanil kuvatakse hetkel seadistatud kaitsegaas:
Keerake parempoolset seadistusnuppu
4
Ekraanil kuvatakse hetkel seadistatud tunnuskõver:
Vajutage lisametalli teabe nuppu
5
Ekraanil kuvatakse hetkel seadistatud keevitusparameetri väärtused.
70
Vajutage keevitusmaterjali valimise nuppu
1
Nupu LED-märgutuli põleb ja ekraanil kuvatakse küsimus „material?“ (Materjal?).

Vajutage parempoolset seadistusnuppu
2
Kuvatakse esimene saadaval olev lisaaine:
Valige parempoolset seadistusnuppu keerates soovitud lisametall
3
Vajutage parempoolset seadistusnuppu
4
Ekraanil kuvatakse küsimus „diameter?“ (Läbimõõt?): *
Vajutage parempoolset seadistusnuppu
5
Kuvatakse esimene saadaolev traadi läbimõõt:
Valige parempoolset seadistusnuppu keerates soovitud traadi läbimõõt
6
Vajutage parempoolset seadistusnuppu
7
Ekraanil kuvatakse küsimus „gas?“ (Gaas?): *
ET
Vajutage parempoolset seadistusnuppu
8
Ekraanil kuvatakse esimene saadaolev kaitsegaas:
Valige parempoolset seadistusnuppu keerates soovitud kaitsegaas
9
Vajutage parempoolset seadistusnuppu
10
Võimaluse korral kuvatakse esimene saadaolev karakeristik: *
Valige parempoolset seadistusnuppu keerates soovitud tunnuskõver
11
Vajutage parempoolset seadistusnuppu
12
Ekraanil kuvatakse küsimus selle kohta, kas muudetud keevitusmaterjal võetakse kasutusele: *
Vajutage parempoolset seadistusnuppu
13
Seadistatud lisametall salvestatakse.
71

Keevituspara-
22.8 5O.O
1
2
3
4
meetrite seadistamine
* Parempoolset seadistusnuppu keerates saab valikuvõimaluse „Tagasi“ abil
kuvada eelmise punkti.
Vajutage korduvalt nuppu, kuni soovitud keevitusparameeter süttib
1
Materjali paksus
Keevitusvool
Kaitsegaasi
koguse seadistamine
Traadi kiirus
Erifunktsioon
Muutke keevitusparameetri väärtust, keerates vasakpoolset seaderatast
2
3
Muutke keevitusparameetri väärtust, keerates parempoolset seaderatast
4
Muudetud parameetriväärtusi hakatakse viivitamatult rakendama.
Kui keevitusel Synergic (Sünergiline) muudetakse traadi kiiruse, materjali paksuse, keevitusvoolu või keevituspinge parameetrit, sobitatakse viivitamatult ka ülejäänud parameetrid tehtud muudatuse järgi.
Gaasiballooni ventiili avamine
1
Vajutage gaasikontrolli nuppu
2
Gaas voolab välja.
Keerake gaasirõhu regulaatori alumisel küljel olevat seadistuskruvi, kuni manomee-
3
ter kuvab soovitud kaitsegaasi koguse
Vajutage gaasikontrolli nuppu
4
Gaasi vool peatub.
72
MIG/MAG- või
CMT-keevitamine
ETTEVAATUST!
Elektrilöök ja väljuv traatelektrood võivad tekitada kehavigastusi ning varalist
kahju.
Põletinupu vajutamisel
Hoidke keevituspõletit näost ja kehast eemal
▶
Ärge suunake keevituspõletit inimeste poole
▶
Veenduge, et elektrood ei puutuks vastu elektrit juhtivaid või maandatud osi (nt kor-
▶
pus jne)
Vajutage põletinuppu ja alustage keevitamist
1
Iga kord pärast keevitamise lõppu salvestatakse keevitusvoolu, keevituspinge ja traadi
kiiruse tegelikud väärtused ning ekraanil põleb teade HOLD (Ootel).
MÄRKUS.
Parameetreid, mis seadistati süsteemiosa juhtpaneelil (nt kaugjuhtimine), ei saa
teatud juhtudel toiteallika juhtpaneelil muuta.
ET
73

MIG/MAG- ja CMT-keevitusparameetrid
MIG/MAG PulsSynergicu keevituse, CMT-keevituse ja PMC-keevituse parameetrid
MIG/MAG Puls-Synergicu, CMT- ja PMC-keevituseks saab seadistada ja kuvada
järgmisi keevitusparameetreid.
Vasakpoolse seaderatta abil:
Materjali paksus
Seadistusvahemik: 0,1–30,0 mm 2) / 0,004–1,18 tolli
Keevitusvool
amprites
Seadistusvahemik oleneb valitud keevitusmeetodist ja keevitusprogrammist
Enne keevitamist kuvatakse automaatselt standardväärtus, mis saadakse programmeeritud parameetritest. Keevitusprotsessi vältel kuvatakse tegelikku väärtust.
1)
2)
1)
Traadi kiirus
Seadistusvahemik: 0,5–25 m/min 2) / 20–980 ipm
Erifunktsioon
Saab määrata suvalise parameetriga (vt lk 41)
Funktsiooni saab valida, kui on määratud parameeter.
Läbikeevituse stabilisaator4) (vt lk 95)
Seadistusvahemik: 0–10 m/min / 0–393,7 ipm
Tehaseseadistus: 0
Keevituskaare pikkuse stabilisaator4) (vt lk 97)
1)
2)
74
Seadistusvahemik: 0–5
Tehaseseadistus: 0

parempoolse seaderatta abil:
Keevituskaare pikkuse korrigeerimine
Keevituskaare pikkuse korrigeerimiseks
Seadistusvahemik: –10...+10
Tehaseseadistus: 0
– ... lühem keevituskaare pikkus
0 ... neutraalne keevituskaare pikkus
+ ... pikem keevituskaare pikkus
ET
Keevituspinge
1)
voltides
Seadistusvahemik oleneb valitud keevitusmeetodist ja keevitusprogrammist
Enne keevitamist kuvatakse automaatselt standardväärtus, mis saadakse programmeeritud parameetritest. Keevitusprotsessi vältel kuvatakse tegelikku väärtust.
Impulsi/dünaamika korrigeerimine
impulsienergia korrigeerimiseks impulsskaare puhul
Seadistusvahemik: –10...+10
Tehaseseadistus: 0
– ... väiksem tilga eraldumise võimsus
0 ... neutraalne tilga eraldumise võimsus
+ ... suurem tilga eraldumise võimsus
MIG/MAG Standard-Synergic
keevituse ja LSCkeevituse parameetrid
Erifunktsioon
Saab määrata suvalise parameetriga (vt lk 41)
Funktsiooni saab valida, kui on määratud parameeter.
Keevituseks MIG/MAG Standard-Synergic ja LSC-keevituseks saab seadistada ning
kuvada järgmisi parameetreid.
vasakpoolse seaderatta abil:
Materjali paksus
1)
75
Seadistusvahemik: 0,1–30,0 mm 2) / 0,004–1,18 tolli
2)
Keevitusvool
1)
amprites
Seadistusvahemik oleneb valitud keevitusmeetodist ja keevitusprogrammist
Enne keevitamist kuvatakse automaatselt standardväärtus, mis saadakse programmeeritud parameetritest. Keevitusprotsessi vältel kuvatakse tegelikku väärtust.
Traadi kiirus
1)
tugevama ja stabiilsema keevituskaare seadistamiseks
Seadistusvahemik: 0,5–25 m/min 2) / 20–980 ipm
2)
Erifunktsioon
Saab määrata suvalise parameetriga (vt lk 41)
Funktsiooni saab valida, kui on määratud parameeter.
Läbikeevituse stabilisaator4) (vt lk 95)
Seadistusvahemik: 0–10 m/min / 0–393,7 ipm
Tehaseseadistus: 0
parempoolse seaderatta abil:
Keevituskaare pikkuse stabilisaator4) (vt lk 97)
Seadistusvahemik 0–2
Tehaseseadistus: 0
Keevituskaare pikkuse korrigeerimine
Tunnuskõvera või programmi Synergic (Sünergiline) etteantud keevituskaare pikkuse
korrigeerimiseks
Seadistusvahemik: –10...+10
Tehaseseadistus: 0
76

– ... lühem keevituskaare pikkus
0 ... neutraalne keevituskaare pikkus
+ ... pikem keevituskaare pikkus
ET
Keevituspinge
1)
voltides
Seadistusvahemik oleneb valitud keevitusmeetodist ja keevitusprogrammist
Enne keevitamist kuvatakse automaatselt standardväärtus, mis saadakse programmeeritud parameetritest. Keevitusprotsessi vältel kuvatakse tegelikku väärtust.
Impulsi/dünaamika korrigeerimine
Lühise dünaamika mõjutamiseks metallitilkade ülekande ajal
Seadistusvahemik: –10...+10
Tehaseseadistus: 0
– ... tugevam ja stabiilsem keevituskaar
0 ... neutraalne keevituskaar
+ ... pehmem ja vähemate pritsmetega keevituskaar
Käsitsikeevituse
MIG/MAG-Standard keevitusparameetrid
Erifunktsioon
Saab määrata suvalise parameetriga (vt lk 41)
Funktsiooni saab valida, kui on määratud parameeter.
Käsitsikeevituseks MIG/MAG-Standard saab seadistada ja kuvada järgmisi keevitusparameetreid.
vasakpoolse seaderatta abil:
Traadi kiirus
1)
tugevama ja stabiilsema keevituskaare seadistamiseks
Seadistusvahemik: 0,5–25 m/min 2) / 20–980 ipm
2)
Erifunktsioon
Saab määrata suvalise parameetriga (vt lk 41)
Funktsiooni saab valida, kui on määratud parameeter.
77

parempoolse seaderatta abil:
Keevituspinge
1)
voltides
Seadistusvahemik oleneb valitud keevitusmeetodist ja keevitusprogrammist
Impulsi/dünaamika korrigeerimine
Lühise dünaamika mõjutamiseks metallitilkade ülekande ajal
Seadistusvahemik: 0–10
Tehaseseadistus: 0
0 ... tugevam ja stabiilsem keevituskaar
10 ... pehmem ja vähemate pritsmetega keevituskaar
Erifunktsioon
Saab määrata suvalise parameetriga (vt lk 41)
Funktsiooni saab valida, kui on määratud parameeter.
Jaluste seletused
1) Parameeter Synergic (Sünergiline)
Kui parameetrit Synergic (Sünergiline) muudetakse, muutuvad funktsiooni Synergic (Sünergiline) tõttu automaatselt ka muud funktsiooni Synergic (Sünergiline)
parameetrid.
Tegelik seadistusvahemik oleneb kasutatud vooluallikast, kasutatud traadi etteandeseadmest ja valitud keevitusprogrammist.
2) Tegelik seadistusvahemik oleneb valitud keevitusprogrammist.
3) Maksimaalne väärtus oleneb kasutatud traadi etteandeseadmest.
4) Üksnes keevitusmeetodites PMC ja LSC
78

EasyJob-töörežiim
1
~ 3 sec.
2
< 3 sec.
3
> 5 sec.
Üldteave 5 EasyJob-nuppu võimaldavad salvestada max 5 tööpunkti.
Seejuures salvestatakse hetkel kehtivad keevitusseadistused.
EasyJobtöörežiim
EasyJob-tööpunktide salvestamine
ET
Hetkel kehtivate keevitusseadistuste salvestamiseks hoidke ühte EasyJob-nuppu-
1
dest vajutatuna umbes 3 sekundit
Ekraanil kuvatakse tekst „Job“, nupu number ja linnuke ning vastava EasyJob-nupu
LED-märgutuli põleb, nt:
Seadistused salvestati.
TÄHTIS! Kui mõne EasyJob-nupu alla on mõni tööpunkt juba salvestatud, kirjutatakse see hoiatuseta üle.
EasyJob-tööpunktide kuvamine
Salvestatud EasyJob-tööpunkti kuvamiseks vajutage korraks (< 3 sekundiks) vasta-
2
vat EasyJob-nuppu
EasyJob-nupu LED-märgutuli süttib ja salvestatud andmed kuvatakse ekraanil.
Kui pärast ekraanil EasyJob-nupu vajutamist ei kuvata andmeid, ei ole selle EasyJob-nupu alla salvestatud tööpunkti.
EasyJob-tööpunktide kustutamine
EasyJob-tööpunkti kustutamiseks hoidke vastavat EasyJob-nuppu umbes 5 sekundit
3
allavajutatuna
Pärast umbes 3 sekundit kirjutatakse salvestatud tööpunkt hetkel kehtivate seadistustega üle ning ekraanil kuvatakse tekst „Job“, nupu number ja linnuke.
Pärast umbes 5 sekundi möödumist kustub EasyJob-nupu LED-märgutuli ning
ekraanil kuvatakse tekst „Job“, nupu number ja X, nt:
EasyJob-tööpunkt kustutati.
79

Punktkeevitus
Punktkeevitus Punktkeevitust saab teha järgmiste keevitusmeetoditega:
PULS SYNERGIC | SYNERGIC | MANUAL | LSC/PMC | SP (CMT)
Valige nupu „Keevitusmeetod“ vajutamisega soovitud keevitusmeetod
1
Valige nupu „Töörežiim“ vajutamisega režiim
2
Ekraanile kuvatakse korraks „Spot“.
Setup-menüü / Protsessiparameetrid / Punktkeevitus
3
Vajutage parempoolset seaderatast
4
Kuvatakse parameeter SPt (punktkeevituse kestus).
Sisestage soovitud punktkeevituse kestuse väärtus: vajutage ja keerake parempool-
5
set seaderatast
Seadistusvahemik: 0,1–10,0 s
Tehaseseadistus: 1,0 s
Võtke väärtus üle, vajutades parempoolset seaderatast
6
MÄRKUS.
Standardselt on punktkeevituseks salvestatud neljataktiline töörežiim.
Vajutage põletinuppu – punktkeevitus töötab kuni punktkeevituse kestuse lõpuni – teistkordne vajutamine peatab punktkeevituse kestuse enneaegselt
Setup-menüüs saab üksuses Seadistused / Süsteem / SPm muuta parameetrit
▶
kahetaktilise peale
(lisateavet punktkeevituse kahe- ja neljataktilise režiimi kohta saab vaadata alates
leheküljest 116)
Valige lisametall, traadi läbimõõt ja kaitsegaas
7
Avage gaasiballooni ventiil
8
Seadistage kaitsegaasi kogus
9
ETTEVAATUST!
Elektrilöök ja väljuv traatelektrood võivad tekitada kehavigastusi ning varalist
kahju.
Põletinupu vajutamisel
Hoidke keevituspõletit näost ja kehast eemal
▶
Kasutage sobivaid kaitseprille
▶
Ärge suunake keevituspõletit inimeste poole
▶
Veenduge, et traatelektrood ei puutuks vastu elektrit juhtivaid või maandatud osi (nt
▶
korpus jne)
80
Punktkeevitus
10
Tegutsemine keevituspunkti tegemisel:
Hoidke keevituspõletit vertikaalselt
1
Vajutage põletinuppu ja laske see lahti
2

Hoidke keevituspõletit samas asendis
3
Oodake ära gaasi järelvool
4
Tõstke keevituspõletit
5
MÄRKUS.
Seadistatud keevituse alustamise ja keevitamise lõpetamise parameeter on
aktiivne ka punktkeevituse puhul.
Setup-menüüs saab üksuses Protsessiparameetrid / Algus / Lõpp salvestada punkt-
▶
keevituse jaoks keevituse alustamise / keevituse lõpetamise töötluse.
Aktiveeritud lõppvooluaja korral ei lõppe keevitus vastavalt seadistatud punktkeevi-
▶
tuse kestusega, vaid alles pärast seadistatud Slope- ja lõppvooluaegade lõppemist.
ET
81

TIG-keevitus
Ohutus
Ettevalmistus
HOIATUS!
Valest kasutamisest tingitud oht.
Suurte vigastuste ja varalise kahju oht ümberkukkuvate gaasiballoonide tõttu.
Kasutage kirjeldatud funktsioone alles siis, kui olete selle kasutusjuhendi täielikult
▶
läbi lugenud ja selle sisust aru saanud.
Kasutage kirjeldatud funktsioone alles siis, kui olete kõik süsteemi komponentide
▶
kasutusjuhendid, eelkõige ohutuseeskirjad täielikult läbi lugenud ja nende sisust aru
saanud.
HOIATUS!
Elektrilöök võib olla surmav.
Kui toiteallikas on paigaldamise ajal vooluvõrguga ühendatud, on oht saada raskeid
kehavigastusi või tekitada suurt varalist kahju.
Teostage kõiki töid seadmel ainult siis, kui toiteallika võrgulüliti on asendis -O-.
▶
Teostage kõiki töid seadmel ainult siis, kui toiteallikas on võrgust lahutatud.
▶
Lülitage toitelüliti asendisse O
1
Tõmmake toitepistik pistikupesast välja
2
Võtke MIG/MAG-keevituspõleti lahti
3
Eraldage maanduskaabel (–) elektriühenduse küljest
4
Pistke maanduskaabel 2. (+) elektriühendusse ja lukustage see
5
Ühendage maanduskaabli teine ots töödeldava detailiga
6
Pistke gaasiklapiga TIG-keevituspõleti bajonettkinnitusega toitepistik (–) elektriühen-
7
dusse ja lukustage see, keerates seda paremale
Keerake gaasirõhu regulaator gaasiballoonile (Ar) ja pingutage
8
Ühendage gaasiventiiliga TIG-keevituspõleti gaasivoolik gaasirõhu regulaatoriga
9
Pistke toitepistik pistikupessa
10
TIG-keevitus
82
ETTEVAATUST!
Vigastuste ja vara kahjustamise oht elektrilöögi tõttu.
Kui toitelüliti on lülitatud asendisse I, on keevituspõleti volframelektrood pingestatud.
Tähelepanu tuleb pöörata sellele, et volframelektrood ei puutuks vastu inimesi või
▶
elektrit juhtivaid või maandatud osi (nt korpus jne)
Lülitage toitelüliti asendisse I
1
TÄHTIS! Optimaalsete keevitustulemuste saavutamiseks soovitab tootja seadme esma-
kordsel kasutuselevõtul ja iga kord pärast keevitussüsteemi muutmist teha R/L-seadistamise.
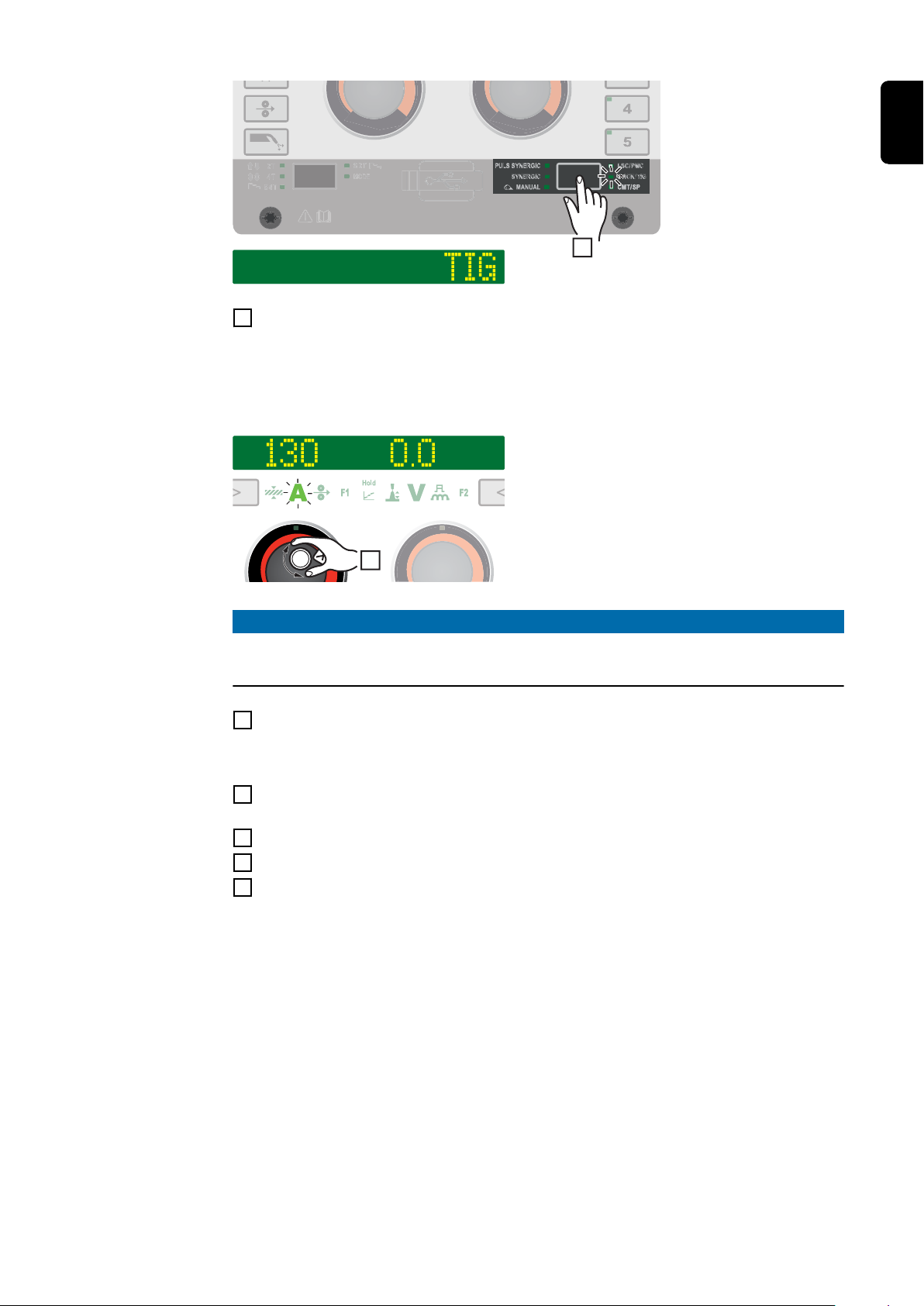
2
Vajutage korduvalt nuppu „Keevitusmeetod“, kuni keevitusmeetodi STICK/TIG LED-
3
2
märgutuli süttib ja ekraanil kuvatakse tekst „TIG“.
Peagi kuvatakse ekraanil seadistatud keevitusvool ja keevitusvoolu näit süttib.
Keevituspinge lülitatakse kolmesekundilise viivitusega keevituspistikule.
ET
MÄRKUS.
Parameetreid, mis seadistati süsteemiosa juhtpaneelil (nt traadi etteandeseade või
kaugjuhtimine), ei saa teatud juhtudel vooluallika juhtpaneelil muuta.
Keevitusvoolu muutmiseks keerake vasakpoolset seadistusnuppu
3
Muudetud keevitusvoolu hakatakse viivitamatult kasutama.
Seadistage keevitusüsteemi kasutaja või rakendusalaga seotud seadistuste jaoks
4
vajaduse korral protsessiparameetrid
Avage gaasiklapiga TIG-keevituspõleti gaasiventiil
5
Seadistage gaasirõhu regulaatoril soovitud kaitsegaasi kogus
6
Alustage keevitamist (süüdake keevituskaar)
7
83

Keevituskaare
1 2 3 4
+
süütamine
Kui volframelektrood puudutab töödeldavat detaili, süttib keevituskaar.
Asetage gaasidüüs töödeldavale kohale nii, et volframelektroodi otsa ja töödeldava
1
detaili vahele jääks 2–3 mm või 0,08–0,12 tolli. Hoidke vahet
Tõstke aeglaselt keevituspõletit, kuni volframelektrood puudutab töödeldavat detaili
2
Tõstke keevituspõleti üles ja langetage see tavapärasesse asendisse – keevituskaar
3
süttib
Keevitage
4
Keevituse lõpetamine
Tõstke gaasiklapiga TIG-keevituspõleti töödeldavast detailist eemale, kuni keevitus-
1
kaar kustub.
TÄHTIS! Volframelektroodi kaitsmiseks jätke kaitsegaas voolama, kuni volframelektrood on piisavalt jahtunud.
Sulgege gaasiklapiga TIG-keevituspõleti gaasiventiil
2
84

Varraselektroodiga keevitamine
ET
Ohutus
Ettevalmistus
HOIATUS!
Valest kasutamisest tingitud oht.
Suurte vigastuste ja varalise kahju oht ümberkukkuvate gaasiballoonide tõttu.
Kasutage kirjeldatud funktsioone alles siis, kui olete selle kasutusjuhendi täielikult
▶
läbi lugenud ja selle sisust aru saanud.
Kasutage kirjeldatud funktsioone alles siis, kui olete kõik süsteemi komponentide
▶
kasutusjuhendid, eelkõige ohutuseeskirjad täielikult läbi lugenud ja nende sisust aru
saanud.
HOIATUS!
Elektrilöök võib olla surmav.
Kui toiteallikas on paigaldamise ajal vooluvõrguga ühendatud, on oht saada raskeid
kehavigastusi või tekitada suurt varalist kahju.
Teostage kõiki töid seadmel ainult siis, kui toiteallika võrgulüliti on asendis -O-.
▶
Teostage kõiki töid seadmel ainult siis, kui toiteallikas on võrgust lahutatud.
▶
Lülitage toitelüliti asendisse O
1
Tõmmake toitepistik pistikupesast välja
2
Võtke MIG/MAG-keevituspõleti lahti
3
Varraselektroodiga keevitamine
MÄRKUS.
Teavet selle kohta, kas elektroodiga tuleb keevitada pluss- või miinuspoolusega, leiate pakendilt või elektroodile trükitud tekstist.
Pistke maanduskaabel elektrooditüübi järgi (–) või (+) pistikupessa ja lukustage see
4
Ühendage maanduskaabli teine ots töödeldava detailiga
5
Pistke elektroodihoidiku kaabli bajonettkinnitusega toitepistik elektrooditüübi järgi
6
vastupidise polaarsusega vabasse pistikupessa ja lukustage see, keerates seda
paremale
Pistke toitepistik pistikupessa
7
ETTEVAATUST!
Vigastuste ja vara kahjustamise oht elektrilöögi tõttu.
Kui toitelüliti on lülitatud asendisse I, on varraselektroodide hoidikus olev elektroodide
hoidik pingestatud.
Veenduge, et varraselektrood ei puutuks vastu inimesi või elektrit juhtivaid või maan-
▶
datud osi (nt korpus jne).
Lülitage toitelüliti asendisse I
1
85

TÄHTIS! Optimaalsete keevitustulemuste saavutamiseks soovitab tootja seadme esma-
STICK
2
175 20
43
kordsel kasutuselevõtul ja iga kord pärast keevitussüsteemi muutmist teha R/L-seadistamise.
Vajutage korduvalt nuppu „Keevitusmeetod“, kuni keevitusmeetodi STICK/TIG LED-
2
märgutuli süttib ja ekraanil kuvatakse tekst „STICK“.
Peagi kuvatakse ekraanil hetkel seadistatud keevitusvool ning hetkel seadistatud dünaamika ning keevitusvoolu ja dünaamika viibad süttivad.
Keevituspinge lülitatakse kolmesekundilise viivitusega keevituspistikule.
MÄRKUS.
Parameetreid, mis seadistati süsteemiosa juhtpaneelil (nt traadi etteandeseade või
kaugjuhtimine), ei saa teatud juhtudel vooluallika juhtpaneelil muuta.
Keevitusvoolu muutmiseks keerake vasakpoolset seadistusnuppu
3
Vajaduse korral keerake dünaamika muutmiseks parempoolset seadistusnuppu
4
Muudetud väärtusi hakatakse viivitamatult kasutama.
Seadistage keevitusüsteemi kasutaja või rakendusalaga seotud seadistuste jaoks
5
vajaduse korral protsessiparameetrid
Alustage keevitamist
6
86

Varraselektroodiga keevitamise
parameetrid
Varraselektroodiga keevitamiseks saab seadistada ja kuvada järgmisi keevitusparameetreid.
vasakpoolse seaderatta abil:
ET
Peavool
1)
amprites
Seadistusvahemik oleneb olemasolevast toiteallikast
Enne keevitamist kuvatakse automaatselt standardväärtus, mis saadakse programmeeritud parameetritest. Keevitusprotsessi vältel kuvatakse tegelikku väärtust.
parempoolse seaderatta abil:
Dünaamika
lühise dünaamika mõjutamiseks metallitilkade ülekande ajal
Seadistusvahemik: 0–100
Tehaseseadistus: 20
0 ... pehmem ja vähemate pritsmetega keevituskaar
100 ... tugevam ja stabiilsem keevituskaar
87
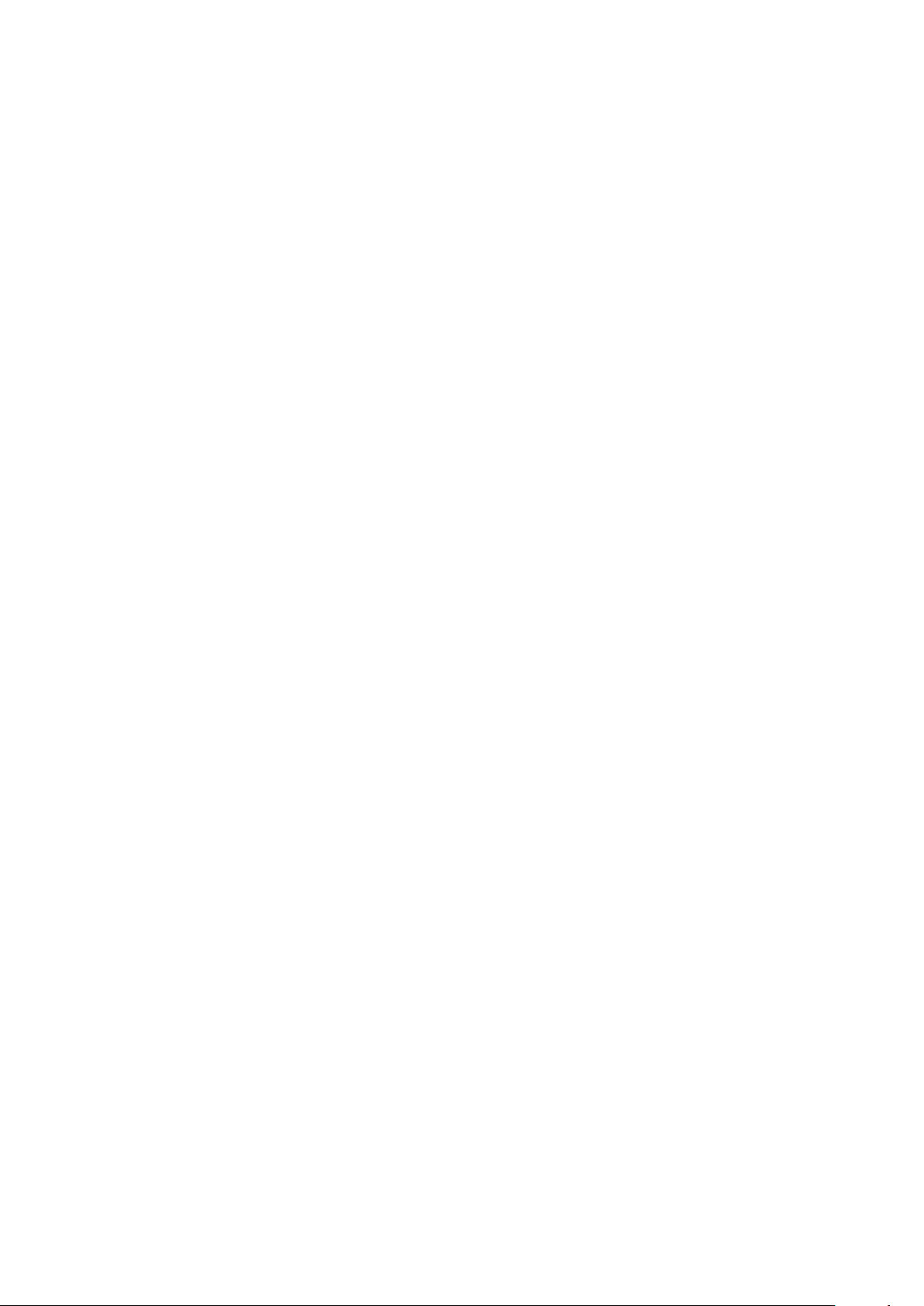
88

Menüü Setup (Seadistamine) seadis-
tused
89

90

Menüü Setup (Seadistamine) – ülevaade
1
1
Menüüsse Setup
(Seadistamine)
sisenemine / sellest väljumine
Menüüsse Setup (Seadistamine) sisenemiseks vajutage üheaegselt keevitusmeetodi
1
ja töörežiimi nuppe
Ekraanil kuvatakse tekst „Protsessiparameetrid“.
Menüüst Setup (Seadistamine) väljumiseks vajutage üheaegselt keevitusmeetodi ja
2
töörežiimi nuppe
ET
91
Menüü Setup
(Seadistamine) –
ülevaade
Protsessiparam.
1)
Seadistused
Keel xx
2)
Algus/lõpp
3)
Näit Süsteem Tagasi
Gaasi Setup
Protsess-R.
4)
Punktkeevitus
Komponendid
TIG
6)
7)
STICK
SynchroPuls
Eri protsessid
5)
Ühik 9) xx
Norm
UIBS
DRSL.
8)
F1/F2 param.
11)
xx
13)
14)
10)
12)
Web-PWreset
15)
R/L-ühtlustamine Lemmik
< tagasi Süsteemiandmed < tagasi
< tagasi
... keerake parempoolset seaderatast
... vajutage parempoolset seaderatast
CLS [s]
FAC
Teave
iJob xx
SPm
16)
17)
18)
19)
20)
vajutage vasakpoolset seaderatast:
...
parameeter kuvatakse selgitavas tekstis
keerake vasakpoolset seaderatast:
...
pikemate selgitavate parameetritekstide lugemiseks; selgitav parameetritekst nihutatakse ekraanil vasakule
1) Protsessiparameetrid
2) Keele lühend
3) Keevituse algus/lõpp
4) Protsessi reguleerimine
5) Komponentide järelevalve
6) Elektroodi Setup
7) TIG-Setup
8) Eri protsessid
9) Ühikud
10) Meetersüsteem / imperiaalne süsteem
11) Normid
12) CEN/AWS
13) Ekraani heledus
14) Asendatud tunnuskõverate
kuva
15) Parameetri F1/F2 aktiveerimine
16) Kestus korpuse valgustamisel
17) Tehaseseadistuste taastamine
18) Veebisaidi parooli taastamine
19) Töörežiimi Setup –
erinäit JobMaster
20) Punktkeevitus kahe-/
neljataktiline
92

Protsessiparameetrid
ET
Protsessiparameetrid keevituse
alustamise/
lõpetamise jaoks
Keevituse alustamiseks ja lõpetamiseks saab seadistada ning kuvada järgmisi protsessiparameetreid.
I-S
Käivitusvool
käivitusvoolu seadistamiseks MIG/MAG-keevitusel (nt alumiiniumi keevitamise alustamiseks)
Seadistusvahemik: 0–200% (keevitusvoolust)
Tehaseseadistus: 135%
AlS
Keevituskaare pikkuse korrigeerimise algus
Keevituskaare pikkuse korrigeerimiseks keevituse alustamisel
Seadistusvahemik: –10...+10% (keevituspingest)
Tehaseseadistus: 0
– ... lühem keevituskaare pikkus
0 ... neutraalne keevituskaare pikkus
+ ... pikem keevituskaare pikkus
t-S
Käivitusvoolu aeg
käivitusvoolu aktiivse oleku kestuse seadistamiseks
Seadistusvahemik: off / 0,1–10,0 s
Tehaseseadistus:
SL1
Slope (kallak) 1
Aja seadistamiseks, kui käivitusvoolu vähendatakse või suurendatakse keevitusvoolule
Seadistusvahemik: 0–9,9 s
Tehaseseadistus: 1 s
SL2
Slope (kallak) 2
Aja seadistamiseks, kui keevitusvoolu vähendatakse või suurendatakse kraatervoolule
(lõppvoolule).
Seadistusvahemik: 0–9,9 s
Tehaseseadistus: 1 s
I-E
Lõppvool
Kraatervoolu (lõppvoolu) seadistamiseks, et
a) vältida keevitamise lõpus tekkivat soojuse akumuleerumist ja
b) täita alumiiniumi kraatertühikut
Seadistusvahemik: 0–200% (keevitusvoolust)
Tehaseseadistus: 50
AlE
Keevituskaare pikkuse korrigeerimise lõpp
Keevituskaare pikkuse korrigeerimiseks keevituse lõpetamisel
93

Seadistusvahemik: –10...+10% (keevituspingest)
Tehaseseadistus: 0
– ... lühem keevituskaare pikkus
0 ... neutraalne keevituskaare pikkus
+ ... pikem keevituskaare pikkus
t-E
Lõppvoolu aeg
Lõppvoolu aktiivse oleku kestuse seadistamiseks
Seadistusvahemik: off / 0,1–10,0 s
Tehaseseadistus: off
SFI
funktsiooni SFI (Spatter Free Ignition, keevituskaare pritsmevaba süütamine) aktiveerimiseks/inaktiveerimiseks
Seadistusvahemik: off / on
Tehaseseadistus: off
SFI-HS
SFI Hotstart
HotStarti-aja seadistamiseks koos SFI süütamisega
SFI süütamise ajal toimub seadistatud HotStart-ajal pihustuskaare faas, mis olenemata
töörežiimist suurendab soojussisestust ja tagab seetõttu sügavama läbikeevituse alates
keevituse alustamisest.
Seadistusvahemik: off / 0,01–2,00 s
Tehaseseadistus: off
W-r
Traadi tagasitõmme
Traadi tagasitõmbe väärtuse seadistamiseks (= traadi tagasiliikumisest ja ajast saadud
kombineeritud väärtus)
Traadi tagasitõmme oleneb keevituspõleti varustusest.
Seadistusvahemik: 0,0–10,0
Tehaseseadistus: 0,0
IgC
Süütevool (manuaalne)
Käsitsikeevitusel MIG/MAG-Standard süütevoolu seadistamiseks
Seadistusvahemik: 100–450 A
Tehaseseadistus: 450
W-r (man.)
Traadi tagasitõmme (manuaalne)
Traadi tagasitõmbe väärtuse seadistamiseks (= traadi tagasiliikumisest ja ajast saadud
kombineeritud väärtus) käsitsikeevitusel MIG/MAG-Standard
Traadi tagasitõmme oleneb keevituspõleti varustusest.
Gaasi Setupi
protsessiparameetrid
94
Seadistusvahemik: 0,0–10,0
Tehaseseadistus: 0,0
Gaasi Setupi jaoks saab seadistada ja kuvada järgmisi protsessiparameetreid.

GPr
Gaasi eelvooluaeg
Enne keevituskaare süütamist toimuva gaasivoolu aja seadistamiseks
Seadistusvahemik: 0–9,9 s
Tehaseseadistus: 0,1 s
GPo
Gaasi järelvool
Pärast keevituskaare kustumist toimuva gaasivoolu aja seadistamiseks
Seadistusvahemik: 0–9,9 s
Tehaseseadistus: 0,5 s
GCV
Gaasi nimiväärtus
Gaasi nimiväärtuse määramiseks (l/min)
GCF
Gaasitegur
Gaasi parandusteguri seadistamiseks
Seadistusvahemik: aut, 0,90–20,0
Tehaseseadistus:
ET
Protsessiseadistuse protsessiparameetrid
Läbikeevituse
stabilisaator
Protsessi seadistamiseks saab seadistada ja kuvada järgmisi protsessiparameetreid.
- PSt – läbikeevituse stabilisaator
- AlSt – keevituskaare pikkuse stabilisaator
Läbikeevituse stabilisaatorit ja keevituskaare pikkuse stabilisaatorit saab rakendada ka
üksteisega kombineerituna.
Läbikeevituse stabilisaator on ettenähtud max lubatud traadi kiiruse muutmiseks, et
hoida erineval väljaulatusel keevitusvoolu ja seega läbikeevitust stabiilse või püsivana.
Läbikeevituse stabilisaatori parameeter on saadaval ainult juhul, kui toiteallikas on lubatud valik WP PMC (Welding Process Puls Multi Control) või WP LSC (Welding Process
Low Spatter Control).
0–10,0 m/min (tolli minutis)
Tehaseseadistus: 0 m/min
0
Läbikeevituse stabilisaator ei ole aktiveeritud.
Traadi kiirus jääb püsivaks.
0,1–10,0
Läbikeevituse stabilisaator on aktiveeritud.
Keevitusvool jääb püsivaks.
Kasutusnäited
Läbikeevituse stabilisaator = 0 m/min (ei ole aktiveeritud)
95

I [A]
v
D
[m/min]
1
2
1
2
h
s
1
s
2
x
1
x
2
t [s]
s
1
< s
2 x1
> x
2
Läbikeevituse stabilisaator = 0 m/min (ei ole aktiveeritud)
I [A]
v
D
[m/min]
1
2
1
2
h
s
1
s
2
x
1
x
2
t [s]
s
1
< s
2 x1
= x
2
Kontaktdüüsi kauguse (h) muutmine põhjustab pikema väljaulatuse (s2) tõttu takistuse
muutuse keevitusahelas.
Konstantse pinge seadistamine püsiva keevituskaare pikkuse jaoks põhjustab voolu
keskmise väärtuse vähenemist ja muudab läbikeevitussügavuse väiksemaks (x2).
Läbikeevituse stabilisaator = n m/min (aktiveeritud)
Läbikeevituse stabilisaator = n m/min (aktiveeritud)
Läbikeevituse stabilisaatori jaoks väärtuse etteandmine tekitab väljaulatuse muutmisel
(s1 ==> s2) konstantse keevituskaare pikkuse ilma suuremate voolumuutusteta.
Läbikeevitussügavus (x1, x2) jääb peaaegu samaks ja stabiilseks.
Läbikeevituse stabilisaator = 0,5 m/min (aktiveeritud)
96

I [A]
v
D
[m/min]
1
3
1 2
3
h
s
1
s
3
x
1
x
3
t [s]
s
1
< s
3 x1
> x
3
2
0,5 m/min
Läbikeevituse stabilisaator = 0,5 m/min (aktiveeritud)
1
2
3
Väljaulatuse muutmisel (s1 ==> s3) keevitusvoolu muutuse võimalikult madalana hoidmiseks suurendatakse või vähendatakse traadi kiirust 0,5 m/min võrra.
Joonisel saadakse seadistatud väärtuse 0,5 m/min (koht 2) stabiliseeriv mõju ilma voolumuutuseta.
I ... Keevitusvool vD ... Traadi kiirus
ET
Keevituskaare
pikkuse stabilisaator
Keevituskaare pikkuse stabilisaator
Keevituskaare pikkuse stabilisaator tekitab lühise seadistamise abil lühikesed, keevitustehnoloogiast lähtuvalt eelistega keevituskaared ja hoiab neid ka erineva väljaulatuse või
välimiste häirivate asjaolude korral stabiilsena.
Keevituskaare pikkuse stabilisaatori parameeter on saadaval ainult juhul, kui toiteallikas
on aktiveeritud valik WP PMC (Welding Process Puls Multi Control).
0,0–5,0 (stabilisaatori mõju)
Tehaseseadistus: 0,0
0,0
Keevituskaare pikkuse stabilisaator on inaktiveeritud.
0,1–5,0
Keevituskaare pikkuse stabilisaator on aktiveeritud.
Keevituskaare pikkust vähendatakse, kuni tekivad lühised.
Kasutusnäited
Keevituskaare pikkuse stabilisaator = 0/0,5/2,0
Keevituskaare pikkuse stabilisaator = 0
Keevituskaare pikkuse stabilisaator = 0,5
Keevituskaare pikkuse stabilisaator = 2
97

I [A]
v
D
[m/min]
U [V]
t [s]
L
1
> L2 > L
3
1
2
3
1
2
3
I
v
D
U
L
1
L
2
L
3
*
*
*
Keevituskaare pikkuse stabilisaator = 0/0,5/2,0
L1 = L
2
L
1
L
2
*
*
*
L
1
L
2
L1 = L
2
Keevituskaare pikkuse stabilisaatori aktiveerimine vähendab keevituskaare pikkust kuni
lühiste tekkimiseni. Seejuures reguleeritakse lühiste tekkimise sagedust ja hoitakse stabiilsena.
Keevituskaare pikkuse stabilisaatori suurendamine vähendab keevituskaare pikkust
veelgi (L1 ==> L2 ==> L3). Lühikese, stabiilseks reguleeritud keevituskaare eeliseid saab
paremini kasutada.
Keevituskaare pikkuse keevisõmbluse tüübi ja asendi muutumisel
Keevituskaare pikkuse stabilisaator ei
ole aktiveeritud
Keevisõmbluse tüübi või keevitusasendi
muutmine võivad keevitustulemust negatiivselt mõjutada
Keevituskaare pikkuse stabilisaator on
aktiveeritud
Kuna lühiste kogust ja kestust reguleeritakse, jäävad keevituskaare omadused
keevisõmbluse tüübi või keevitusasendi
muutmisel samaks.
I ... Keevitusvool vD ... Traadi kiirus U ... Keevituspinge
* ... Lühiste kogus
98

Läbikeevituse
Δs
I [A]
v
D
[m/min]
U [V]
t [s]
1
2
1
2
I
v
D
U
*
*
*
*
Δs
I [A]
v
D
[m/min]
U [V]
t [s]
1
2
1
2
I
v
D
U
*
*
*
*
stabilisaatori ja
keevituskaare
pikkuse stabilisaatori kombinatsioon
Näide: Väljaulatuse muutmine
Keevituskaare pikkuse stabilisaator ilma läbikeevituse stabilisaatorita
Lühikese keevituskaare eelised on saadaval ka pärast väljaulatuse muutmist, sest
lühise omadused jäävad samaks.
ET
Keevituskaare pikkuse stabilisaator läbikeevituse stabilisaatoriga
Vaba traadi pikkuse muutumisel jääb aktiveeritud läbikeevituse stabilisaatori abil ka
läbikeevitus samaks.
Lühise käitumist reguleeritakse keevituskaare pikkuse stabilisaatori abil.
I ... Keevitusvool vD ... Traadi kiirus U ... Keevituspinge
* ... Lühiste kogus Δs ... Väljaulatuse muutmine
99
Punktkeevituse
protsessiparameetrid
SPt
Punktkeevituse kestus
0,1–10,0 s
Tehaseseadistus: 1,0 s
Järelevalve ja
komponentide
protsessiparameetrid
Keevitussüsteemi komponentide jaoks saab seadistada ja kuvada järgmisi protsessiparameetreid.
C-C
Jahutusseadme töörežiim
Võimaldab seadistada, kas jahutusseadet kasutatakse välja- või sisselülitatuna või automaatselt
Seadistusvahemik: eco (säästlik) / auto (automaatne) / on (sees) / off (väljas) (olenevalt
jahutusseadmest)
Tehaseseadistus: auto
C-t
Filtreerimisaja vooluandur
Võimaldab seadistada aega, mis jääb vooluanduri rakendumise ja hoiatusteate väljastamise vahele
Seadistusvahemik: 5–25 s
Tehaseseadistus: 10 s
CFU
Jahuti läbivoolu hoiatuspiir
Seadistusvahemik: off, 0,75–0,95 l/min
Tehaseseadistus: off
Fdi
Traadi sisestuskiirus
m/min (ipm)
Traatelektroodi põleti voolikupaketti sisestamise kiiruse seadistamiseks
Seadistusvahemik:
min–max (olenevalt traadi kiirusest)
Tehaseseadistus: 10,0 m/min
ito
Süüte katkestamine
Traadi pikkus kuni kaitselüliti rakendumiseni
Seadistusvahemik: off / 5–100 mm (0,2–3,94 tolli)
Tehaseseadistus: off
Süüte katkemise protsessiparameeter on kaitsefunktsioon. Eelkõige suurtel traadi kiirustel võib kuni kaitselülitini edastatav traadi pikkus erineda seadistatud traadi pikkusest.
Tööpõhimõte:
kui vajutatakse põletinuppu, algab viivitamatult gaasi voolamine. Seejärel käivitub traadi
etteandemehhanism ja süütamine. Kui seadistatud, etteantud traadi pikkuse ulatuses
elektrivoogu ei teki, lülitub seade iseseisvalt välja.
Järgmiseks süütamiskatseks vajutage uuesti põletinuppu.
100
 Loading...
Loading...