

Page 1

Operating
Instructions
TimeTwin Digital
Bedienungsanleitung
DE
Operating Instructions
EN
Instructions de service
FR
42,0410,1000 007-05092022
Page 2

Page 3

Inhaltsverzeichnis
Sicherheitsvorschriften 5
Erklärung Sicherheitshinweise 5
Allgemeines 5
Bestimmungsgemäße Verwendung 6
Umgebungsbedingungen 6
Verpflichtungen des Betreibers 6
Verpflichtungen des Personals 7
Netzanschluss 7
Selbst- und Personenschutz 7
Gefahr durch schädliche Gase und Dämpfe 8
Gefahr durch Funkenflug 8
Gefahren durch Netz- und Schweißstrom 9
Vagabundierende Schweißströme 10
EMV Geräte-Klassifizierungen 10
EMV-Maßnahmen 10
EMF-Maßnahmen 11
Besondere Gefahrenstellen 11
Anforderung an das Schutzgas 13
Gefahr durch Schutzgas-Flaschen 13
Gefahr durch austretendes Schutzgas 13
Sicherheitsmaßnahmen am Aufstellort und beim Transport 14
Sicherheitsmaßnahmen im Normalbetrieb 14
Inbetriebnahme, Wartung und Instandsetzung 15
Sicherheitstechnische Überprüfung 15
Entsorgung 15
Sicherheitskennzeichnung 16
Datensicherheit 16
Urheberrecht 16
Allgemeines 17
Zu dieser Bedienungsanleitung 17
Vergleich Doppeldraht Schweißen - TimeTwin Digital 17
Vorteile TimeTwin Digital 17
Funktionsprinzip TimeTwin Digital 18
Leading-Stromquelle und Trailing-Stromquelle 18
Einsatzgebiete TimeTwin Digital 18
Dimensionierung des Roboters 19
Brenner-Reinigungsstation 19
Systemvoraussetzungen 20
Systemvoraussetzungen und Mindestausstattung für TimeTwin Digital 20
Synchronisation der Stromquellen 21
Software-Freischaltung 21
Mechanische Voraussetzungen für TimeTwin Digital 21
Schweißtechnische Aspekte 22
Schutzgase für TimeTwin Digital 22
Gasfluss für TimeTwin Digital 22
Masseanschluss 22
Schweißkreisinduktivität L, Schweißkreiswiderstand r 23
Stick out 23
Anstellwinkel Schweißbrenner 23
Lichtbogen-Kombinationsmöglichkeiten TimeTwin Digital 24
Puls / Puls 25
Materialübergang 25
Besonderheiten und Vorteile 26
Anwendungsmöglichkeiten, Einsatzgebiet 26
Puls / Standard 27
Materialübergang 27
Besonderheiten und Vorteile 27
Anwendungsmöglichkeiten, Einsatzgebiet 27
Standard / Puls 28
Materialübergang 28
DE
3
Page 4

Besonderheiten und Vorteile 28
Anwendungsmöglichkeiten, Einsatzgebiet 28
Standard / Standard 29
Materialübergang 29
Anwendungsmöglichkeiten, Einsatzgebiet 29
Puls oder Standard (Einzeldraht) 30
Materialübergang 30
Besonderheiten und Vorteile 30
Umschaltung TimeTwin Digital - Einzeldraht 31
Anwendungsmöglichkeiten, Einsatzgebiet 31
Schweißparameter-Richtwerte 32
Allgemeines 32
Un- und niedriglegierte Stähle 32
Aluminium 32
CrNi-Stähle 33
Schweißkennlinien für TimeTwin Digital 34
Allgemeines 34
Spatter Free Ignition (SFI) bei TimeTwin Digital 34
Kennzeichnung von TimeTwin Digital Schweißkennlinien 34
Schweißkennlinien TS/TPS 4000/5000 (M500) 34
Roboter-Tabelle TS/TPS 4000/5000 (M500) 35
Schweißkennlinien TS/TPS 4000/5000 - USA (M03-0068) 36
Roboter-Tabelle TS/TPS 4000/5000 - USA (M03-0068) 37
Anbindung an die Roboter-Steuerung 38
Roboter-Interfaces für TimeTwin Digital 38
Standard Roboter-Interfaces 38
Feldbussysteme für TimeTwin Digital 39
Standard Feldbussysteme 39
Konfigurationsbeispiele 40
Variante 1 - Kleinspule am Roboter 40
Variante 2 - Schweißdraht-Fass mit Abspul-Drahtvorschub 41
Variante 3 - Kleinspule in geschlossenem Drahtvorschubgehäuse 42
Variante 4 - Großspule mit Abspulvorrichtung 44
Vor Inbetriebnahme einer TimeTwin Digital Schweißanlage 45
Sicherheit 45
Bestimmungsgemäße Verwendung 45
Aufstellbestimmungen 45
Netzanschluss 45
Inbetriebnahme 47
Sicherheit 47
Installation 47
Inbtriebnahme 48
Fehlerdiagnose und -behebung 51
Angezeigte Service-Codes 51
Angezeigte Fehler-Codes 51
Pflege, Wartung und Entsorgung 52
Allgemeines 52
Bei jeder Inbetriebnahme 52
Alle 2 Monate 52
Alle 6 Monate 52
Entsorgung 52
4
Page 5

Sicherheitsvorschriften
DE
Erklärung Sicherheitshinweise
GEFAHR!
Bezeichnet eine unmittelbar drohende Gefahr.
Wenn sie nicht gemieden wird, sind Tod oder schwerste Verletzungen die Fol-
▶
ge.
WARNUNG!
Bezeichnet eine möglicherweise gefährliche Situation.
Wenn sie nicht gemieden wird, können Tod und schwerste Verletzungen die
▶
Folge sein.
VORSICHT!
Bezeichnet eine möglicherweise schädliche Situation.
Wenn sie nicht gemieden wird, können leichte oder geringfügige Verletzun-
▶
gen sowie Sachschäden die Folge sein.
HINWEIS!
Bezeichnet die Möglichkeit beeinträchtigter Arbeitsergebnisse und von
Schäden an der Ausrüstung.
Allgemeines Das Gerät ist nach dem Stand der Technik und den anerkannten sicherheitstech-
nischen Regeln gefertigt. Dennoch drohen bei Fehlbedienung oder Missbrauch
Gefahr für
Leib und Leben des Bedieners oder Dritte,
-
das Gerät und andere Sachwerte des Betreibers,
-
die effiziente Arbeit mit dem Gerät.
-
Alle Personen, die mit der Inbetriebnahme, Bedienung, Wartung und Instandhaltung des Gerätes zu tun haben, müssen
entsprechend qualifiziert sein,
-
Kenntnisse vom Schweißen haben und
-
diese Bedienungsanleitung vollständig lesen und genau befolgen.
-
Die Bedienungsanleitung ist ständig am Einsatzort des Gerätes aufzubewahren.
Ergänzend zur Bedienungsanleitung sind die allgemein gültigen sowie die örtlichen Regeln zu Unfallverhütung und Umweltschutz zu beachten.
Alle Sicherheits- und Gefahrenhinweise am Gerät
in lesbarem Zustand halten
-
nicht beschädigen
-
nicht entfernen
-
nicht abdecken, überkleben oder übermalen.
-
Die Positionen der Sicherheits- und Gefahrenhinweise am Gerät, entnehmen Sie
dem Kapitel „Allgemeines“ der Bedienungsanleitung Ihres Gerätes.
Störungen, die die Sicherheit beeinträchtigen können, vor dem Einschalten des
Gerätes beseitigen.
Es geht um Ihre Sicherheit!
5
Page 6

Bestimmungsgemäße Verwendung
Das Gerät ist ausschließlich für Arbeiten im Sinne der bestimmungsgemäßen
Verwendung zu benutzen.
Das Gerät ist ausschließlich für die am Leistungsschild angegebenen Schweißverfahren bestimmt.
Eine andere oder darüber hinaus gehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
das vollständige Lesen und Befolgen aller Hinweise aus der Bedienungsanlei-
-
tung
das vollständige Lesen und Befolgen aller Sicherheits- und Gefahrenhinwei-
-
se
die Einhaltung der Inspektions- und Wartungsarbeiten.
-
Das Gerät niemals für folgende Anwendungen verwenden:
Auftauen von Rohren
-
Laden von Batterien/Akkumulatoren
-
Start von Motoren
-
Das Gerät ist für den Betrieb in Industrie und Gewerbe ausgelegt. Für Schäden,
die auf den Einsatz im Wohnbereich zurückzuführen sind, haftet der Hersteller
nicht.
Für mangelhafte oder fehlerhafte Arbeitsergebnisse übernimmt der Hersteller
ebenfalls keine Haftung.
Umgebungsbedingungen
Verpflichtungen
des Betreibers
Betrieb oder Lagerung des Gerätes außerhalb des angegebenen Bereiches gilt
als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Temperaturbereich der Umgebungsluft:
beim Betrieb: -10 °C bis + 40 °C (14 °F bis 104 °F)
-
bei Transport und Lagerung: -20 °C bis +55 °C (-4 °F bis 131 °F)
-
Relative Luftfeuchtigkeit:
bis 50 % bei 40 °C (104 °F)
-
bis 90 % bei 20 °C (68 °F)
-
Umgebungsluft: frei von Staub, Säuren, korrosiven Gasen oder Substanzen, usw.
Höhenlage über dem Meeresspiegel: bis 2000 m (6561 ft. 8.16 in.)
Der Betreiber verpflichtet sich, nur Personen am Gerät arbeiten zu lassen, die
mit den grundlegenden Vorschriften über Arbeitssicherheit und Unfall-
-
verhütung vertraut und in die Handhabung des Gerätes eingewiesen sind
diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschrif-
-
ten“ gelesen, verstanden und dies durch ihre Unterschrift bestätigt haben
entsprechend den Anforderungen an die Arbeitsergebnisse ausgebildet sind.
-
Das sicherheitsbewusste Arbeiten des Personals ist in regelmäßigen Abständen
zu überprüfen.
6
Page 7

Verpflichtungen
des Personals
Alle Personen, die mit Arbeiten am Gerät beauftragt sind, verpflichten sich, vor
Arbeitsbeginn
die grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung
-
zu befolgen
diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschrif-
-
ten“ zu lesen und durch ihre Unterschrift zu bestätigen, dass sie diese verstanden haben und befolgen werden.
Vor Verlassen des Arbeitsplatzes sicherstellen, dass auch in Abwesenheit keine
Personen- oder Sachschäden auftreten können.
Netzanschluss Geräte mit hoher Leistung können auf Grund ihrer Stromaufnahme die Energie-
qualität des Netzes beeinflussen.
Das kann einige Gerätetypen betreffen in Form von:
Anschluss-Beschränkungen
-
-
Anforderungen hinsichtlich maximal zulässiger Netzimpedanz
-
Anforderungen hinsichtlich minimal erforderlicher Kurzschluss-Leistung
*)
jeweils an der Schnittstelle zum öffentlichen Netz
*)
*)
siehe Technische Daten
In diesem Fall muss sich der Betreiber oder Anwender des Gerätes versichern,
ob das Gerät angeschlossen werden darf, gegebenenfalls durch Rücksprache mit
dem Energieversorgungs-Unternehmen.
DE
Selbst- und Personenschutz
WICHTIG! Auf eine sichere Erdung des Netzanschlusses achten!
Beim Umgang mit dem Gerät setzen Sie sich zahlreichen Gefahren aus, wie beispielsweise.:
Funkenflug, umherfliegende heiße Metallteile
-
augen- und hautschädigende Lichtbogen-Strahlung
-
schädliche elektromagnetische Felder, die für Träger von Herzschrittma-
-
chern Lebensgefahr bedeuten
elektrische Gefährdung durch Netz- und Schweißstrom
-
erhöhte Lärmbelastung
-
schädlichen Schweißrauch und Gase
-
Beim Umgang mit dem Gerät geeignete Schutzkleidung verwenden. Die Schutzkleidung muss folgende Eigenschaften aufweisen:
schwer entflammbar
-
isolierend und trocken
-
den ganzen Körper bedeckend, unbeschädigt und in gutem Zustand
-
Schutzhelm
-
stulpenlose Hose
-
Zur Schutzbekleidung zählt unter anderem:
Augen und Gesicht durch Schutzschild mit vorschriftsgemäßem Filterein-
-
satz vor UV-Strahlen, Hitze und Funkenflug schützen.
Hinter dem Schutzschild eine vorschriftsgemäße Schutzbrille mit Seiten-
-
schutz tragen.
Festes, auch bei Nässe isolierendes Schuhwerk tragen.
-
Hände durch geeignete Handschuhe schützen (elektrisch isolierend, Hitze-
-
schutz).
Zur Verringerung der Lärmbelastung und zum Schutz vor Verletzungen
-
Gehörschutz tragen.
7
Page 8
Personen, vor allem Kinder, während des Betriebes von den Geräten und dem
Schweißprozess fernhalten. Befinden sich dennoch Personen in der Nähe
diese über alle Gefahren (Blendgefahr durch Lichtbogen, Verletzungsgefahr
-
durch Funkenflug, gesundheitsschädlicher Schweißrauch, Lärmbelastung,
mögliche Gefährdung durch Netz- oder Schweißstrom, ...) unterrichten,
geeignete Schutzmittel zur Verfügung stellen oder
-
geeignete Schutzwände und -Vorhänge aufbauen.
-
Gefahr durch
schädliche Gase
und Dämpfe
Beim Schweißen entstehender Rauch enthält gesundheitsschädliche Gase und
Dämpfe.
Schweißrauch enthält Substanzen, welche gemäß Monograph 118 der International Agency for Research on Cancer Krebs auslösen.
Punktuelle Absaugung und Raumabsaugung anwenden.
Falls möglich, Schweißbrenner mit integrierter Absaugvorrichtung verwenden.
Kopf von entstehendem Schweißrauch und Gasen fernhalten.
Entstehenden Rauch sowie schädliche Gase
nicht einatmen
-
durch geeignete Mittel aus dem Arbeitsbereich absaugen.
-
Für ausreichend Frischluft-Zufuhr sorgen. Sicherstellen, dass eine
Durchlüftungsrate von mindestens 20 m³ / Stunde zu jeder Zeit gegeben ist.
Bei nicht ausreichender Belüftung einen Schweißhelm mit Luftzufuhr verwenden.
Besteht Unklarheit darüber, ob die Absaugleistung ausreicht, die gemessenen
Schadstoff-Emissionswerte mit den zulässigen Grenzwerten vergleichen.
Folgende Komponenten sind unter anderem für den Grad der Schädlichkeit des
Schweißrauches verantwortlich:
für das Werkstück eingesetzte Metalle
-
Elektroden
-
Beschichtungen
-
Reiniger, Entfetter und dergleichen
-
verwendeter Schweißprozess
-
Gefahr durch
Funkenflug
8
Daher die entsprechenden Materialsicherheits-Datenblätter und Herstellerangaben zu den aufgezählten Komponenten berücksichtigen.
Empfehlungen für Expositions-Szenarien, Maßnahmen des Risikomanagements
und zur Identifizierung von Arbeitsbedingungen sind auf der Website der European Welding Association im Bereich Health & Safety zu finden (https://european-welding.org).
Entzündliche Dämpfe (beispielsweise Lösungsmittel-Dämpfe) vom Strahlungsbereich des Lichtbogens fernhalten.
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasversorgung schließen.
Funkenflug kann Brände und Explosionen auslösen.
Niemals in der Nähe brennbarer Materialien schweißen.
Brennbare Materialien müssen mindestens 11 Meter (36 ft. 1.07 in.) vom Lichtbogen entfernt sein oder mit einer geprüften Abdeckung zugedeckt werden.
Page 9

Geeigneten, geprüften Feuerlöscher bereithalten.
Gefahren durch
Netz- und
Schweißstrom
Funken und heiße Metallteile können auch durch kleine Ritzen und Öffnungen in
umliegende Bereiche gelangen. Entsprechende Maßnahmen ergreifen, dass dennoch keine Verletzungs- und Brandgefahr besteht.
Nicht in feuer- und explosionsgefährdeten Bereichen und an geschlossenen
Tanks, Fässern oder Rohren schweißen, wenn diese nicht gemäß den entsprechenden nationalen und internationalen Normen vorbereitet sind.
An Behältern in denen Gase, Treibstoffe, Mineralöle und dgl. gelagert sind/waren,
darf nicht geschweißt werden. Durch Rückstände besteht Explosionsgefahr.
Ein elektrischer Schlag ist grundsätzlich lebensgefährlich und kann tödlich sein.
Spannungsführende Teile innerhalb und außerhalb des Gerätes nicht berühren.
Beim MIG/MAG- und WIG-Schweißen sind auch der Schweißdraht, die Drahtspule, die Vorschubrollen sowie alle Metallteile, die mit dem Schweißdraht in Verbindung stehen, spannungsführend.
Den Drahtvorschub immer auf einem ausreichend isolierten Untergrund aufstellen oder eine geeignete, isolierende Drahtvorschub-Aufnahme verwenden.
Für geeigneten Selbst- und Personenschutz durch gegenüber dem Erd- oder
Massepotential ausreichend isolierende, trockene Unterlage oder Abdeckung
sorgen. Die Unterlage oder Abdeckung muss den gesamten Bereich zwischen
Körper und Erd- oder Massepotential vollständig abdecken.
DE
Sämtliche Kabel und Leitungen müssen fest, unbeschädigt, isoliert und ausreichend dimensioniert sein. Lose Verbindungen, angeschmorte, beschädigte oder
unterdimensionierte Kabel und Leitungen sofort erneuern.
Vor jedem Gebrauch die Stromverbindungen durch Handgriff auf festen Sitz
überprüfen.
Bei Stromkabeln mit Bajonettstecker das Stromkabel um min. 180° um die
Längsachse verdrehen und vorspannen.
Kabel oder Leitungen weder um den Körper noch um Körperteile schlingen.
Die Elektrode (Stabelektrode, Wolframelektrode, Schweißdraht, ...)
niemals zur Kühlung in Flüssigkeiten eintauchen
-
niemals bei eingeschalteter Stromquelle berühren.
-
Zwischen den Elektroden zweier Schweißgeräte kann zum Beispiel die doppelte
Leerlauf-Spannung eines Schweißgerätes auftreten. Bei gleichzeitiger Berührung
der Potentiale beider Elektroden besteht unter Umständen Lebensgefahr.
Netz- und Gerätezuleitung regelmäßig von einer Elektro-Fachkraft auf Funktionstüchtigkeit des Schutzleiters überprüfen lassen.
Geräte der Schutzklasse I benötigen für den ordnungsgemäßen Betrieb ein Netz
mit Schutzleiter und ein Stecksystem mit Schutzleiter-Kontakt.
Ein Betrieb des Gerätes an einem Netz ohne Schutzleiter und an einer Steckdose
ohne Schutzleiter-Kontakt ist nur zulässig, wenn alle nationalen Bestimmungen
zur Schutztrennung eingehalten werden.
Andernfalls gilt dies als grob fahrlässig. Für hieraus entstandene Schäden haftet
der Hersteller nicht.
Falls erforderlich, durch geeignete Mittel für eine ausreichende Erdung des
Werkstückes sorgen.
Nicht verwendete Geräte ausschalten.
9
Page 10
Bei Arbeiten in größerer Höhe Sicherheitsgeschirr zur Absturzsicherung tragen.
Vor Arbeiten am Gerät das Gerät abschalten und Netzstecker ziehen.
Das Gerät durch ein deutlich lesbares und verständliches Warnschild gegen Anstecken des Netzsteckers und Wiedereinschalten sichern.
Nach dem Öffnen des Gerätes:
alle Bauteile die elektrische Ladungen speichern entladen
-
sicherstellen, dass alle Komponenten des Gerätes stromlos sind.
-
Sind Arbeiten an spannungsführenden Teilen notwendig, eine zweite Person hinzuziehen, die den Hauptschalter rechtzeitig ausschaltet.
Vagabundierende
Schweißströme
Werden die nachfolgend angegebenen Hinweise nicht beachtet, ist die Entstehung vagabundierender Schweißströme möglich, die folgendes verursachen
können:
Feuergefahr
-
Überhitzung von Bauteilen, die mit dem Werkstück verbunden sind
-
Zerstörung von Schutzleitern
-
Beschädigung des Gerätes und anderer elektrischer Einrichtungen
-
Für eine feste Verbindung der Werkstück-Klemme mit dem Werkstück sorgen.
Werkstück-Klemme möglichst nahe an der zu schweißenden Stelle befestigen.
Das Gerät mit ausreichender Isolierung gegenüber elektrisch leitfähiger Umgebung aufstellen, beispielsweise Isolierung gegenüber leitfähigem Boden oder
Isolierung zu leitfähigen Gestellen.
Bei Verwendung von Stromverteilern, Doppelkopf-Aufnahmen, ..., folgendes beachten: Auch die Elektrode des nicht verwendeten Schweißbrenners / Elektrodenhalters ist potentialführend. Sorgen Sie für eine ausreichend isolierende Lagerung des nicht verwendeten Schweißbrenners / Elektrodenhalters.
Bei automatisierten MIG/MAG Anwendungen die Drahtelektrode nur isoliert von
Schweißdraht-Fass, Großspule oder Drahtspule zum Drahtvorschub führen.
EMV GeräteKlassifizierungen
EMV-Maßnahmen
10
Geräte der Emissionsklasse A:
sind nur für den Gebrauch in Industriegebieten vorgesehen
-
können in anderen Gebieten leitungsgebundene und gestrahlte Störungen
-
verursachen.
Geräte der Emissionsklasse B:
erfüllen die Emissionsanforderungen für Wohn- und Industriegebiete. Dies
-
gilt auch für Wohngebiete, in denen die Energieversorgung aus dem öffentlichen Niederspannungsnetz erfolgt.
EMV Geräte-Klassifizierung gemäß Leistungsschild oder technischen Daten.
In besonderen Fällen können trotz Einhaltung der genormten Emissions-Grenzwerte Beeinflussungen für das vorgesehene Anwendungsgebiet auftreten (beispielsweise wenn empfindliche Geräte am Aufstellungsort sind oder wenn der
Aufstellungsort in der Nähe von Radio- oder Fernsehempfängern ist).
In diesem Fall ist der Betreiber verpflichtet, angemessene Maßnahmen für die
Störungsbehebung zu ergreifen.
Page 11

Die Störfestigkeit von Einrichtungen in der Umgebung des Gerätes gemäß nationalen und internationalen Bestimmungen prüfen und bewerten. Beispiele für
störanfällige Einrichtungen welche durch das Gerät beeinflusst werden könnten:
Sicherheitseinrichtungen
-
Netz-, Signal- und Daten-Übertragungsleitungen
-
EDV- und Telekommunikations-Einrichtungen
-
Einrichtungen zum Messen und Kalibrieren
-
Unterstützende Maßnahmen zur Vermeidung von EMV-Problemen:
Netzversorgung
1.
Treten elektromagnetische Störungen trotz vorschriftsgemäßem Netz-
-
anschluss auf, zusätzliche Maßnahmen ergreifen (beispielsweise geeigneten Netzfilter verwenden).
Schweißleitungen
2.
so kurz wie möglich halten
-
eng zusammen verlaufen lassen (auch zur Vermeidung von EMF-Proble-
-
men)
weit entfernt von anderen Leitungen verlegen
-
Potentialausgleich
3.
Erdung des Werkstückes
4.
Falls erforderlich, Erdverbindung über geeignete Kondensatoren herstel-
-
len.
Abschirmung, falls erforderlich
5.
Andere Einrichtungen in der Umgebung abschirmen
-
Gesamte Schweißinstallation abschirmen
-
DE
EMF-Maßnahmen
Besondere Gefahrenstellen
Elektromagnetische Felder können Gesundheitsschäden verursachen, die noch
nicht bekannt sind:
Auswirkungen auf die Gesundheit benachbarter Personen, beispielsweise
-
Träger von Herzschrittmachern und Hörhilfen
Träger von Herzschrittmachern müssen sich von ihrem Arzt beraten lassen,
-
bevor sie sich in unmittelbarer Nähe des Gerätes und des Schweißprozesses
aufhalten
Abstände zwischen Schweißkabeln und Kopf/Rumpf des Schweißers aus Si-
-
cherheitsgründen so groß wie möglich halten
Schweißkabel und Schlauchpakete nicht über der Schulter tragen und nicht
-
um den Körper und Körperteile wickeln
Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen fernhalten, wie zum Beispiel:
Ventilatoren
-
Zahnrädern
-
Rollen
-
Wellen
-
Drahtspulen und Schweißdrähten
-
Nicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antriebsteile greifen.
Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und Reparaturarbeiten geöffnet / entfernt werden.
Während des Betriebes
Sicherstellen, dass alle Abdeckungen geschlossen und sämtliche Seitenteile
-
ordnungsgemäß montiert sind.
Alle Abdeckungen und Seitenteile geschlossen halten.
-
11
Page 12

Austritt des Schweißdrahtes aus dem Schweißbrenner bedeutet ein hohes Verletzungsrisiko (Durchstechen der Hand, Verletzung von Gesicht und Augen, ...).
Daher stets den Schweißbrenner vom Körper weghalten (Geräte mit Drahtvorschub) und eine geeignete Schutzbrille verwenden.
Werkstück während und nach dem Schweißen nicht berühren - Verbrennungsgefahr.
Von abkühlenden Werkstücken kann Schlacke abspringen. Daher auch bei Nacharbeiten von Werkstücken die vorschriftsgemäße Schutzausrüstung tragen und
für ausreichenden Schutz anderer Personen sorgen.
Schweißbrenner und andere Ausrüstungskomponenten mit hoher Betriebstemperatur abkühlen lassen, bevor an ihnen gearbeitet wird.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften
- entsprechende nationale und internationale Bestimmungen beachten.
Stromquellen für Arbeiten in Räumen mit erhöhter elektrischer Gefährdung (beispielsweise Kessel) müssen mit dem Zeichen (Safety) gekennzeichnet sein. Die
Stromquelle darf sich jedoch nicht in solchen Räumen befinden.
Verbrühungsgefahr durch austretendes Kühlmittel. Vor dem Abstecken von
Anschlüssen für den Kühlmittelvorlauf oder -rücklauf, das Kühlgerät abschalten.
Beim Hantieren mit Kühlmittel, die Angaben des Kühlmittel Sicherheits-Datenblattes beachten. Das Kühlmittel Sicherheits-Datenblatt erhalten Sie bei Ihrer
Service-Stelle oder über die Homepage des Herstellers.
Für den Krantransport von Geräten nur geeignete Last-Aufnahmemittel des Herstellers verwenden.
Ketten oder Seile an allen vorgesehenen Aufhängungspunkten des geeigne-
-
ten Last-Aufnahmemittels einhängen.
Ketten oder Seile müssen einen möglichst kleinen Winkel zur Senkrechten
-
einnehmen.
Gasflasche und Drahtvorschub (MIG/MAG- und WIG-Geräte) entfernen.
-
Bei Kran-Aufhängung des Drahtvorschubes während des Schweißens, immer eine
geeignete, isolierende Drahtvorschub-Aufhängung verwenden (MIG/MAG- und
WIG-Geräte).
Ist das Gerät mit einem Tragegurt oder Tragegriff ausgestattet, so dient dieser
ausschließlich für den Transport per Hand. Für einen Transport mittels Kran, Gabelstapler oder anderen mechanischen Hebewerkzeugen, ist der Tragegurt nicht
geeignet.
Alle Anschlagmittel (Gurte, Schnallen, Ketten, ...) welche im Zusammenhang mit
dem Gerät oder seinen Komponenten verwendet werden, sind regelmäßig zu
überprüfen (beispielsweise auf mechanische Beschädigungen, Korrosion oder
Veränderungen durch andere Umwelteinflüsse).
Prüfintervall und Prüfumfang haben mindestens den jeweils gültigen nationalen
Normen und Richtlinien zu entsprechen.
Gefahr eines unbemerkten Austrittes von farb- und geruchlosem Schutzgas, bei
Verwendung eines Adapters für den Schutzgas-Anschluss. Das geräteseitige Gewinde des Adapters, für den Schutzgas-Anschluss, vor der Montage mittels geeignetem Teflon-Band abdichten.
12
Page 13
Anforderung an
das Schutzgas
Insbesondere bei Ringleitungen kann verunreinigtes Schutzgas zu Schäden an
der Ausrüstung und zu einer Minderung der Schweißqualität führen.
Folgende Vorgaben hinsichtlich der Schutzgas-Qualität erfüllen:
Feststoff-Partikelgröße < 40 µm
-
Druck-Taupunkt < -20 °C
-
max. Ölgehalt < 25 mg/m³
-
Bei Bedarf Filter verwenden!
DE
Gefahr durch
Schutzgas-Flaschen
Schutzgas-Flaschen enthalten unter Druck stehendes Gas und können bei
Beschädigung explodieren. Da Schutzgas-Flaschen Bestandteil der
Schweißausrüstung sind, müssen sie sehr vorsichtig behandelt werden.
Schutzgas-Flaschen mit verdichtetem Gas vor zu großer Hitze, mechanischen
Schlägen, Schlacke, offenen Flammen, Funken und Lichtbögen schützen.
Die Schutzgas-Flaschen senkrecht montieren und gemäß Anleitung befestigen,
damit sie nicht umfallen können.
Schutzgas-Flaschen von Schweiß- oder anderen elektrischen Stromkreisen fernhalten.
Niemals einen Schweißbrenner auf eine Schutzgas-Flasche hängen.
Niemals eine Schutzgas-Flasche mit einer Elektrode berühren.
Explosionsgefahr - niemals an einer druckbeaufschlagten Schutzgas-Flasche
schweißen.
Stets nur für die jeweilige Anwendung geeignete Schutzgas-Flaschen und dazu
passendes, geeignetes Zubehör (Regler, Schläuche und Fittings, ...) verwenden.
Schutzgas-Flaschen und Zubehör nur in gutem Zustand verwenden.
Wird ein Ventil einer Schutzgas-Flasche geöffnet, das Gesicht vom Auslass wegdrehen.
Gefahr durch
austretendes
Schutzgas
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche schließen.
Bei nicht angeschlossener Schutzgas-Flasche, Kappe am Ventil der SchutzgasFlasche belassen.
Herstellerangaben sowie entsprechende nationale und internationale Bestimmungen für Schutzgas-Flaschen und Zubehörteile befolgen.
Erstickungsgefahr durch unkontrolliert austretendes Schutzgas
Schutzgas ist farb- und geruchlos und kann bei Austritt den Sauerstoff in der
Umgebungsluft verdrängen.
Für ausreichend Frischluft-Zufuhr sorgen - Durchlüftungsrate von mindes-
-
tens 20 m³ / Stunde
Sicherheits- und Wartungshinweise der Schutzgas-Flasche oder der Haupt-
-
gasversorgung beachten
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasver-
-
sorgung schließen.
Schutzgas-Flasche oder Hauptgasversorgung vor jeder Inbetriebnahme auf
-
unkontrollierten Gasaustritt überprüfen.
13
Page 14
Sicherheitsmaßnahmen am
Aufstellort und
beim Transport
Ein umstürzendes Gerät kann Lebensgefahr bedeuten! Das Gerät auf ebenem,
festem Untergrund standsicher aufstellen
Ein Neigungswinkel von maximal 10° ist zulässig.
-
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften
entsprechende nationale und internationale Bestimmungen beachten.
-
Durch innerbetriebliche Anweisungen und Kontrollen sicherstellen, dass die Umgebung des Arbeitsplatzes stets sauber und übersichtlich ist.
Das Gerät nur gemäß der am Leistungsschild angegebenen Schutzart aufstellen
und betreiben.
Beim Aufstellen des Gerätes einen Rundumabstand von 0,5 m (1 ft. 7.69 in.) sicherstellen, damit die Kühlluft ungehindert ein- und austreten kann.
Beim Transport des Gerätes dafür Sorge tragen, dass die gültigen nationalen und
regionalen Richtlinien und Unfallverhütungs-Vorschriften eingehalten werden.
Dies gilt speziell für Richtlinien hinsichtlich Gefährdung bei Transport und
Beförderung.
Keine aktiven Geräte heben oder transportieren. Geräte vor dem Transport oder
dem Heben ausschalten!
Vor jedem Transport des Gerätes, das Kühlmittel vollständig ablassen, sowie folgende Komponenten demontieren:
Drahtvorschub
-
Drahtspule
-
Schutzgas-Flasche
-
Sicherheitsmaßnahmen im
Normalbetrieb
Vor der Inbetriebnahme, nach dem Transport, unbedingt eine Sichtprüfung des
Gerätes auf Beschädigungen vornehmen. Allfällige Beschädigungen vor Inbetriebnahme von geschultem Servicepersonal instandsetzen lassen.
Das Gerät nur betreiben, wenn alle Sicherheitseinrichtungen voll funktionstüchtig sind. Sind die Sicherheitseinrichtungen nicht voll funktionstüchtig, besteht
Gefahr für
Leib und Leben des Bedieners oder Dritte,
-
das Gerät und andere Sachwerte des Betreibers
-
die effiziente Arbeit mit dem Gerät.
-
Nicht voll funktionstüchtige Sicherheitseinrichtungen vor dem Einschalten des
Gerätes instandsetzen.
Sicherheitseinrichtungen niemals umgehen oder außer Betrieb setzen.
Vor Einschalten des Gerätes sicherstellen, dass niemand gefährdet werden kann.
Das Gerät mindestens einmal pro Woche auf äußerlich erkennbare Schäden und
Funktionstüchtigkeit der Sicherheitseinrichtungen überprüfen.
Schutzgas-Flasche immer gut befestigen und bei Krantransport vorher abnehmen.
14
Nur das Original-Kühlmittel des Herstellers ist auf Grund seiner Eigenschaften
(elektrische Leitfähigkeit, Frostschutz, Werkstoff-Verträglichkeit, Brennbarkeit, ...) für den Einsatz in unseren Geräten geeignet.
Nur geeignetes Original-Kühlmittel des Herstellers verwenden.
Original-Kühlmittel des Herstellers nicht mit anderen Kühlmitteln mischen.
Page 15
Nur Systemkomponenten des Herstellers an den Kühlkreislauf anschließen.
Inbetriebnahme,
Wartung und Instandsetzung
Kommt es bei Verwendung anderer Systemkomponenten oder anderer Kühlmittel zu Schäden, haftet der Hersteller hierfür nicht und sämtliche Gewährleistungsansprüche erlöschen.
Cooling Liquid FCL 10/20 ist nicht entzündlich. Das ethanolbasierende Kühlmittel ist unter bestimmten Voraussetzungen entzündlich. Das Kühlmittel nur in geschlossenen Original-Gebinden transportieren und von Zündquellen fernhalten
Ausgedientes Kühlmittel den nationalen und internationalen Vorschriften entsprechend fachgerecht entsorgen. Das Kühlmittel Sicherheits-Datenblatt erhalten Sie bei Ihrer Service-Stelle oder über die Homepage des Herstellers.
Bei abgekühlter Anlage vor jedem Schweißbeginn den Kühlmittel-Stand prüfen.
Bei fremdbezogenen Teilen ist nicht gewährleistet, dass sie beanspruchungs- und
sicherheitsgerecht konstruiert und gefertigt sind.
Nur Original-Ersatz- und Verschleißteile verwenden (gilt auch für Normteile).
-
Ohne Genehmigung des Herstellers keine Veränderungen, Ein- oder Umbau-
-
ten am Gerät vornehmen.
Bauteile in nicht einwandfreiem Zustand sofort austauschen.
-
Bei Bestellung genaue Benennung und Sachnummer laut Ersatzteilliste, so-
-
wie Seriennummer Ihres Gerätes angeben.
Die Gehäuseschrauben stellen die Schutzleiter-Verbindung für die Erdung der
Gehäuseteile dar.
Immer Original-Gehäuseschrauben in der entsprechenden Anzahl mit dem angegebenen Drehmoment verwenden.
DE
Sicherheitstechnische
Überprüfung
Entsorgung Elektro- und Elektronik-Altgeräte müssen gemäß Europäischer Richtlinie und na-
Der Hersteller empfiehlt, mindestens alle 12 Monate eine sicherheitstechnische
Überprüfung am Gerät durchführen zu lassen.
Innerhalb desselben Intervalles von 12 Monaten empfiehlt der Hersteller eine
Kalibrierung von Stromquellen.
Eine sicherheitstechnische Überprüfung durch eine geprüfte Elektro-Fachkraft
wird empfohlen
nach Veränderung
-
nach Ein- oder Umbauten
-
nach Reparatur, Pflege und Wartung
-
mindestens alle zwölf Monate.
-
Für die sicherheitstechnische Überprüfung die entsprechenden nationalen und
internationalen Normen und Richtlinien befolgen.
Nähere Informationen für die sicherheitstechnische Überprüfung und Kalibrierung erhalten Sie bei Ihrer Service-Stelle. Diese stellt Ihnen auf Wunsch die erforderlichen Unterlagen zur Verfügung.
tionalem Recht getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Gebrauchte Geräte sind beim Händler oder über ein lokales, autorisiertes Sammel- und Entsorgungssystem zurückzugegeben. Eine
fachgerechte Entsorgung des Altgeräts fördert eine nachhaltige Wiederverwertung von stofflichen Ressourcen. Ein Ignorieren kann zu potenziellen Auswirkungen auf die Gesundheit/Umwelt führen.
15
Page 16

Verpackungsmaterialien
Getrennte Sammlung. Prüfen Sie die Vorschriften Ihrer Gemeinde. Verringern
Sie das Volumen des Kartons.
Sicherheitskennzeichnung
Datensicherheit Für die Datensicherung von Änderungen gegenüber den Werkseinstellungen ist
Urheberrecht Das Urheberrecht an dieser Bedienungsanleitung verbleibt beim Hersteller.
Geräte mit CE-Kennzeichnung erfüllen die grundlegenden Anforderungen der
Niederspannungs- und Elektromagnetischen Verträglichkeits-Richtlinie (beispielsweise relevante Produktnormen der Normenreihe EN 60 974).
Fronius International GmbH erklärt, dass das Gerät der Richtlinie 2014/53/EU
entspricht. Der vollständige Text der EU-Konformitätserklärung ist unter der folgenden Internet-Adresse verfügbar: http://www.fronius.com
Mit dem CSA-Prüfzeichen gekennzeichnete Geräte erfüllen die Anforderungen
der relevanten Normen für Kanada und USA.
der Anwender verantwortlich. Im Falle gelöschter persönlicher Einstellungen
haftet der Hersteller nicht.
Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung.
Änderungen vorbehalten. Der Inhalt der Bedienungsanleitung begründet keinerlei Ansprüche seitens des Käufers. Für Verbesserungsvorschläge und Hinweise
auf Fehler in der Bedienungsanleitung sind wir dankbar.
16
Page 17

Allgemeines
DE
Zu dieser Bedienungsanleitung
Vergleich Doppeldraht
Schweißen TimeTwin Digital
In dieser Bedienungsanleitung wird der Prozess „TimeTwin Digital“ beschrieben.
Die vorkommenden Begriffe LHSB-Verbindung und LHSB-Verbindungskabel
werden nur in Zusammenhang mit dem Prozess „TimeTwin Digital“ verwendet.
Für den Parallelbetrieb von Stromquellen (TP/TS/TPS 7200 / 9000 Anwendungen) siehe Bedienungsanleitung „Symmetriedrossel für TP/TS/TPS 7200 /
9000“.
Für den Prozess „TimeTwin Digital“ ist eine Software-Freischaltung an 2 Stromquellen erforderlich. Ist diese Software-Freischaltung nicht vorhanden, so ist
diese Bedienungsanleitung nicht relevant.
Generell unterscheidet man laut DVS-Merkblatt 0909 - Teil 1 zwischen
Doppeldraht Schweißen: Verschweißen von zwei Drahtelektroden mit ge-
-
meinsamen Schweißpotential
Tandem Schweißen (Fronius: TimeTwin Digital): Verschweißen von zwei Draht-
-
elektroden mit getrenntem Schweißpotential
TimeTwin Digi-
tal
Schweißpotential getrennt gemeinsam
Lichtbögen selektiv regelbar ja nein
Doppeldraht
Schweißen
Vorteile TimeTwin Digital
Lichtbogen-Länge selektiv einstellbar ja nein
Blaswirkung beim Impulslichtbogen gering hoch
Spritzerbildung gering hoch
Lichtbogenkombination Puls / Puls möglich möglich
Lichtbogenkombination Puls / Standard möglich nicht möglich
Lichtbogenkombination Standard / Puls möglich nicht möglich
Lichtbogenkombination Standard / Standard
(*) wird nicht empfohlen
Lichtbögen selektiv regelbar
-
Werkstoffübergänge der beiden Drahtelektroden können zeitlich aufeinander
-
abgestimmt werden
Minimale Blaswirkung beim Impulslichtbogen
-
Spritzerarmer Werkstoffübergang mit nahezu konstanter Tropfengröße
-
Problemlose Anpassung der Stromquellen-Charakteristik an Grund- und Zu-
-
satzwerkstoff sowie an das Schutzgas
Kleines Schmelzbad auf Grund kurzer Lichtbögen - daraus ergibt sich eine
-
hohe Schweißgeschwindigkeit
Mischbetrieb möglich (z.B. Impuls-Lichtbogen / Standard-Lichtbogen)
-
Einfache Bedienung auf Grund gleicher Menüführung wie bei TPS 4000 /
-
5000
möglich (*) möglich
17
Page 18

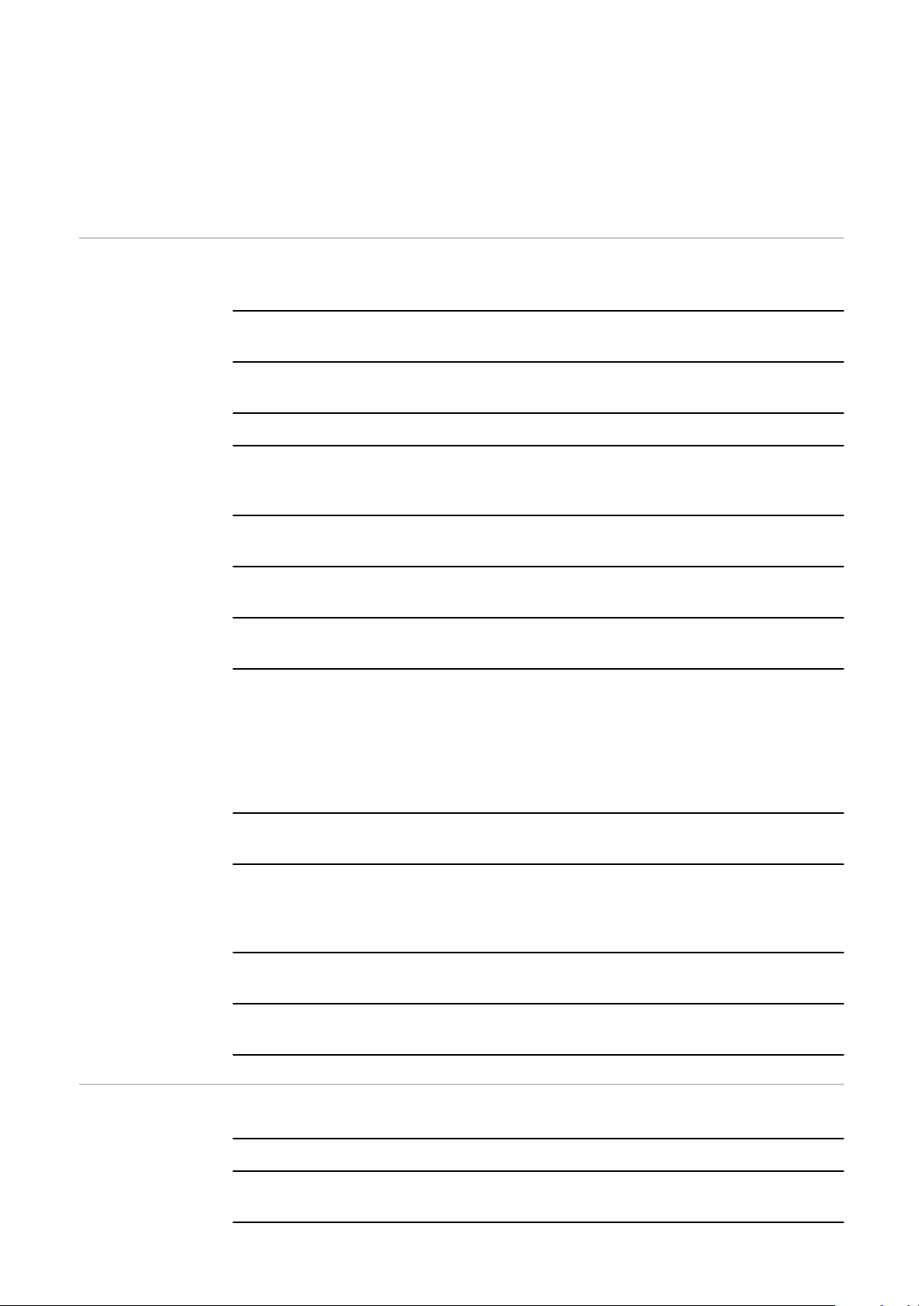
Funktionsprinzip
Stromquelle 1
Stromquelle 2
Synchronisation
getrenntes
Schweißpotential
Drahtvorschub 1
Drahtelektrode 1
Drahtvorschub 2
Drahtelektrode 2
TimeTwin Digital
Zwei Drahtelektroden werden in einem Schmelzbad unter einer Schutzgasat-
-
mosphäre verschweißt.
Die Drahtförderung erfolgt über zwei voneinander getrennte Draht-
-
vorschübe. Die Drahtvorschübe werden von zwei voneinander unabhängigen
Stromquellen versorgt. Die Stromquellen werden synchronisiert.
Die beiden Drahtelektroden werden im Schweißbrenner so zusammen-
-
geführt, dass zwei voneinander unabhängige Schweißpotentiale vorhanden
sind.
Leading-Stromquelle und Trailing-Stromquelle
Einsatzgebiete
TimeTwin Digital
Funktionsprinzip TimeTwin Digital: getrenntes Schweißpotential
Die beiden Stromquellen werden beim Prozess „TimeTwin Digital“ als LeadingStromquelle (= führende) und Trailing-Stromquelle (= folgende) bezeichnet.
Je nach Schweißrichtung wird eine Stromquelle als Leading-Stromquelle de-
-
finiert.
Die Definition der Leading-Stromquelle erfolgt über den Parameter t-C
-
(Twin-Control). Der Parameter t-C ist bei der Leading-Stromquelle auf „On“
eingestellt (siehe auch Kapitel Systemvoraussetzungen, Abschnitt SoftwareFreischaltung).
Die Leading-Stromquelle gibt die Frequenz für die Trailing-Stromquelle vor.
-
In Schweißrichtung gesehen ist die Drahtelektrode der Leading-Stromquelle
-
die vordere Drahtelektrode.
Bei Umkehr der Schweißrichtung und gleichbleibender Brennerstellung wird
-
die Trailing-Stromquelle zur Leading-Stromquelle.
TimeTwin Digital wird ausschließlich bei automatisierten Anwendungen eingesetzt, z.B.
18
Page 19
Im Schienenfahrzeugbau für Längsnähte und Profile
-
Im Schiffbau für Kehlnähte und Profile
-
Im Fahrzeugbau für Überlappnähte und Felgenschweißungen
-
Im Automobilbau (Twin MIG-Löten)
-
Im Behälterbau für Stumpfnähte, Längsnähte, Überlappnähte und
-
Rundnähte
Im Anlagenbau für V-, X- und Kehlnähte
-
Bei Hebezeugen für Ecknähte
-
Bei Erdbewegungsmaschinen und im Sondermaschinenbau für HV- und
-
Kehlnähte
Bei Auftragsschweißungen
-
DE
Dimensionierung
des Roboters
Brenner-Reinigungsstation
Bei der Dimensionierung des Roboters sind folgende Punkte zu beachten:
Bei Verwendung von 2 Drahtvorschüben am Roboterarm muss der Roboter-
-
arm für die doppelte Belastung ausgelegt werden. Eine zusätzliche Belastung entsteht bei Montage der Drahtspulen am Roboter.
Die Brenneraufnahme am Roboter muss stabil ausgeführt sein. Ein Twin-
-
Brenner hat in etwa das 1,5 - 2-fache Gewicht eines herkömmlichen RoboterBrenners. Auch die Kollisionsbox muss dem Mehrgewicht des Twin-Brenners
angepasst werden.
Doppelte Verbindungs- und Brennerschlauchpakete müssen bei der Dimen-
-
sionierung der Roboter berücksichtigt werden.
Für einen optimalen Ablauf des automatisierten Twin-Schweißprozess wird eine
Brenner-Reinigungsstation empfohlen, z.B.:
Robacta Reamer Twin
Mechanische Brennerreinigung, einsetzbar für sämtliche Grundwerkstoffe wie
Stahl, Aluminium, CrNi-Stähle, Kupfer, etc.
Robacta TC 1000 Twin oder Robacta TC 2000 Twin
Elektromagnetische Brennerreinigung für ferromagnetische Grundwerkstoffe.
19
Page 20

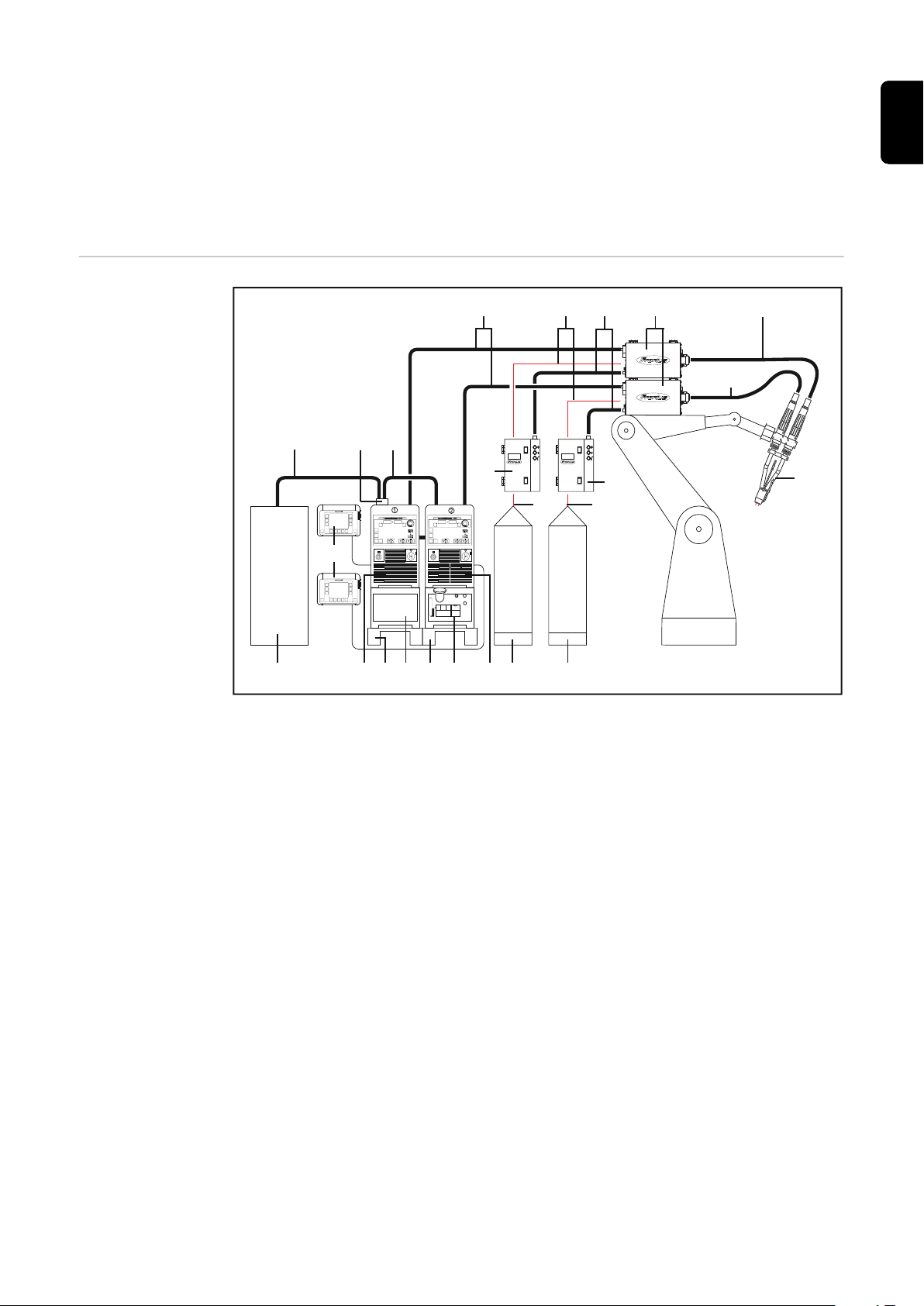
Systemvoraussetzungen
(1)
(2)
(3)
(4)
(5)
(7)
(6)
Systemvoraussetzungen und
Mindestausstattung für TimeTwin Digital
(1) Schweißbrenner
1 x Robacta Twin 500 oder
1 x Robacta Twin 900
(2) Brennerschlauchpaket
1 x Robacta Twin Schlauchpaket oder
1 x Robacta Drive Twin Schlauchpaket
mit entsprechendem Robacta Drive Twin Erstausrüstungsset
-
mit Option „Einbauset PMR 4000 PullMig“ an beiden Draht-
-
vorschüben
mit Option „verstärkte Motorversorgung“ an den Stromquellen bei
-
Verwendung der Drahtvorschübe VR 1500-11, VR 1500-30, VR
7000-11 und VR 7000-30
(3) Drahtvorschübe
2 x VR 7000 (+ Varianten) oder
2 x VR 1500 (+ Varianten)
(4) Verbindungsschlauchpaket
2 x Standard-Verbindungsschlauchpakete
(5) Stromquellen
2 x TPS 4000 (+ Varianten) oder
2 x TPS 5000 (+ Varianten)
mit Firmware Official UST
-
V3.10.33 und höher
mit Option LHSB-Verbin-
-
dung
mit Software-Freischaltung
-
„TimeTwin Digital“
mit Software-Update aus
-
der Fronius-Datenbank
mit Roboter-Interface
-
Standard I/O oder Feldbus
Die Optionen sind erforderlich
bei TPS 4000 und bei TPS
5000, jeweils an beiden Stromquellen.
(6) 1 x LHSB Verbindungskabel
(7) Kühlgeräte
1 x Kühlgerät FK 9000 R oder
2 x Kühlgeräte FK 4000 R
mit Option
-
Strömungswächter oder
2 x Kühlgeräte FK 4000 R US
(für USA)
20
Page 21

Synchronisation
der Stromquellen
Die Synchronisation der Stromquellen untereinander erfolgt beim Prozess
„TimeTwin Digital“ mittels:
Option LHSB-Verbindung an den Stromquellen
-
LHSB-Verbindungskabel
-
Nach erfolgter Installation der LHSB-Verbindung steht der Parameter P-C
(Power-Control) zur Verfügung. Der Parameter P-C wird an der Stromquelle im
Setup-Menü - Ebene 2 angezeigt.
Einstellmöglichkeiten: On / oFF
Für den Prozess „TimeTwin Digital“ muss der Parameter P-C an beiden Stromquellen auf „On“ eingestellt sein.
DE
Software-Freischaltung
Leading-
Stromquelle
P-C On On TimeTwin Digital
P-C On oFF Powersharing TPS 7200 / 9000
P-C oFF oFF 2 Single-Stromquellen
Für den Prozess „TimeTwin Digital“ ist an beiden Stromquellen die Software-Freischaltung „TimeTwin Digital“ (Artikelnummer 4,061,110) erforderlich.
Nach erfolgter Freischaltung und aufrechter LHSB-Verbindung steht der Parameter t-C (Twin-Control) zur Verfügung. Der Parameter t-C definiert die Leading-Stromquelle. Diese Stromquelle gibt die Frequenz für die Trailing-Stromquelle vor.
WICHTIG! Die Software-Freischaltung der Stromquellen wird über die LHSBVerbindung überwacht. Fehlt an einer Stromquelle die Freischaltung und somit
der Parameter t-C, wird auch an der anderen Stromquelle der Parameter t-C
nicht angezeigt.
Einstellmöglichkeiten: On / oFF
TrailingStromquelle
Anwendung
Mechanische
Voraussetzungen für TimeTwin
Digital
Anzeige / Einstellung
Kein Roboter-Interface vorhanden ... der Parameter t-C wird an der Strom-
-
quelle im Setup-Menü - Ebene 2 angezeigt und eingestellt
Roboter-Interface vorhanden ... der Parameter t-C wird so von der Roboter-
-
Steuerung angesteuert, dass je nach Schweißrichtung entweder die erste
oder die zweite Stromquelle als Leading-Stromquelle fungiert.
Bei der Leading-Stromquelle ist der Parameter t-C über die Roboter-Steuerung auf „On“ einzustellen.
Zur Kontrolle: der Parameter t-C wird an der Stromquelle im Setup-Menü Ebene 2 angezeigt.
Für einen stabilen und reproduzierbaren Prozess „TimeTwin Digital“ müssen folgende mechanische Voraussetzungen erfüllt sein:
Genaue Brennerführung für Roboter oder Einzweckautomaten (z.B. Längs-
-
fahrwerk)
Exakte Nahtvorbereitung
-
Geringe Bauteiltoleranzen
-
Nahtführungssysteme mit geringer Abweichung
-
21
Page 22

Schweißtechnische Aspekte
Schutzgase für
TimeTwin Digital
Gasfluss für
TimeTwin Digital
Material Schutzgas
Un- und niedriglegierte Stähle ArCO2-, ArO2- und ArCO2O2-Gemische
CrNi-Stähle, hochlegierte
Stähle
Aluminium Ar (99,9 %), ArHe-Gemische
Gasfluss für jeden Drahtvorschub separat einstellen
-
Gas-Durchflussmenge muss bei beiden Drahtvorschüben gleich sein
-
Gesamte Gas-Durchflussmenge ca. 25 - 30 l/min
-
Bei vorhandener Option „Digital Gas Control“:
Richtlinien in der Bedienungsanleitung „Digital Gas Control“ beachten
-
Zwei getrennte Druckminderer verwenden
-
Zwei getrennte Abgänge von der Ringleitung verwenden
-
Mindestdruck oder Maximaldruck für die Option „Digital Gas Control“ beach-
-
ten
ArCO2-Gemische, Anteil Aktivgas max. 2,5
%
ArO2-Gemische, Anteil Aktivgas max. 3 %
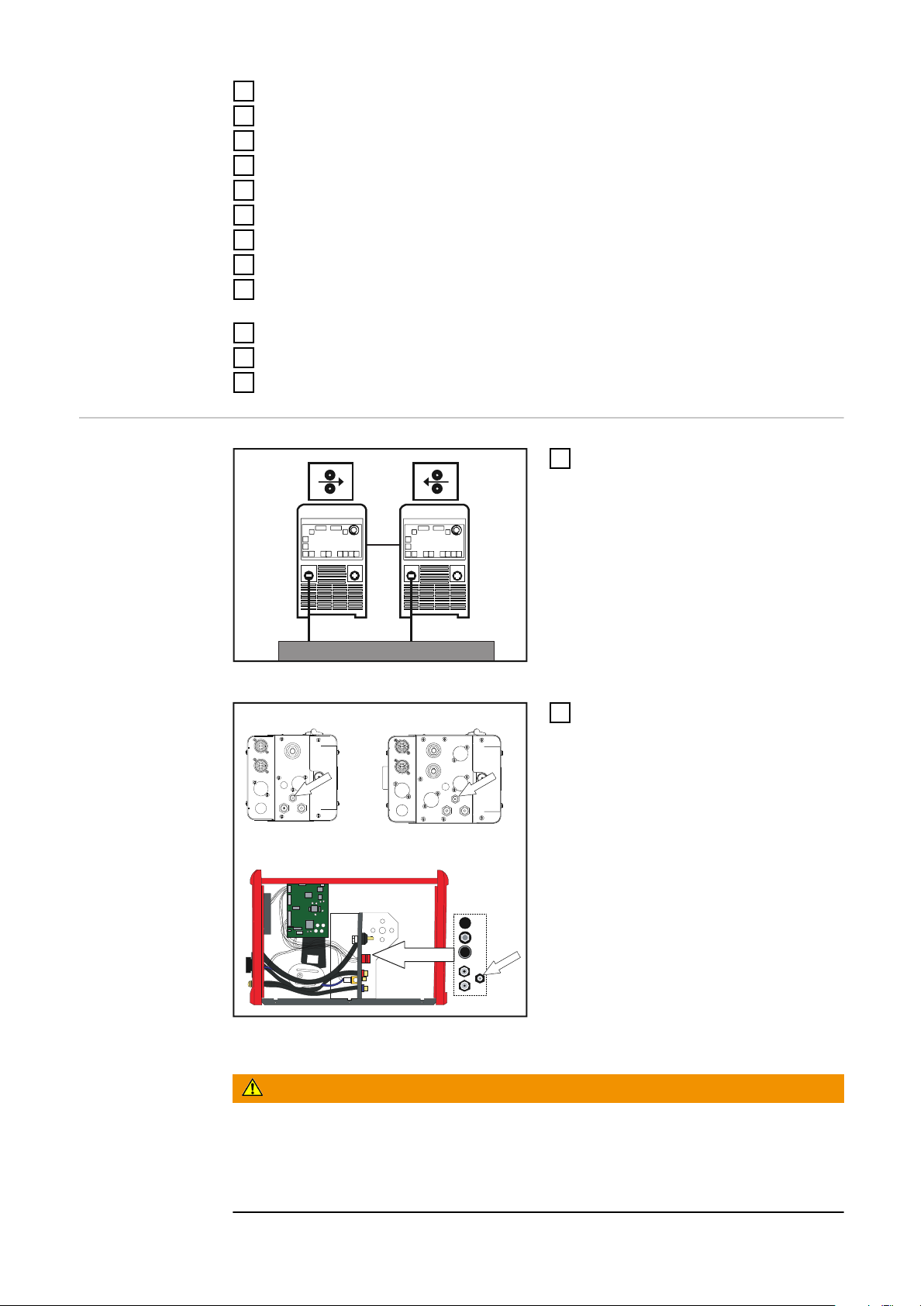
Masseanschluss Für jede Stromquelle ein eigenes Massekabel verwenden:
Separate Massekabel
Massekabel bifilar auflegen, nicht aufwickeln:
Gemeinsames Massekabel, Massebrücke
22
Massekabel bifilar aufgelegt
Massekabel aufgewickelt
Page 23

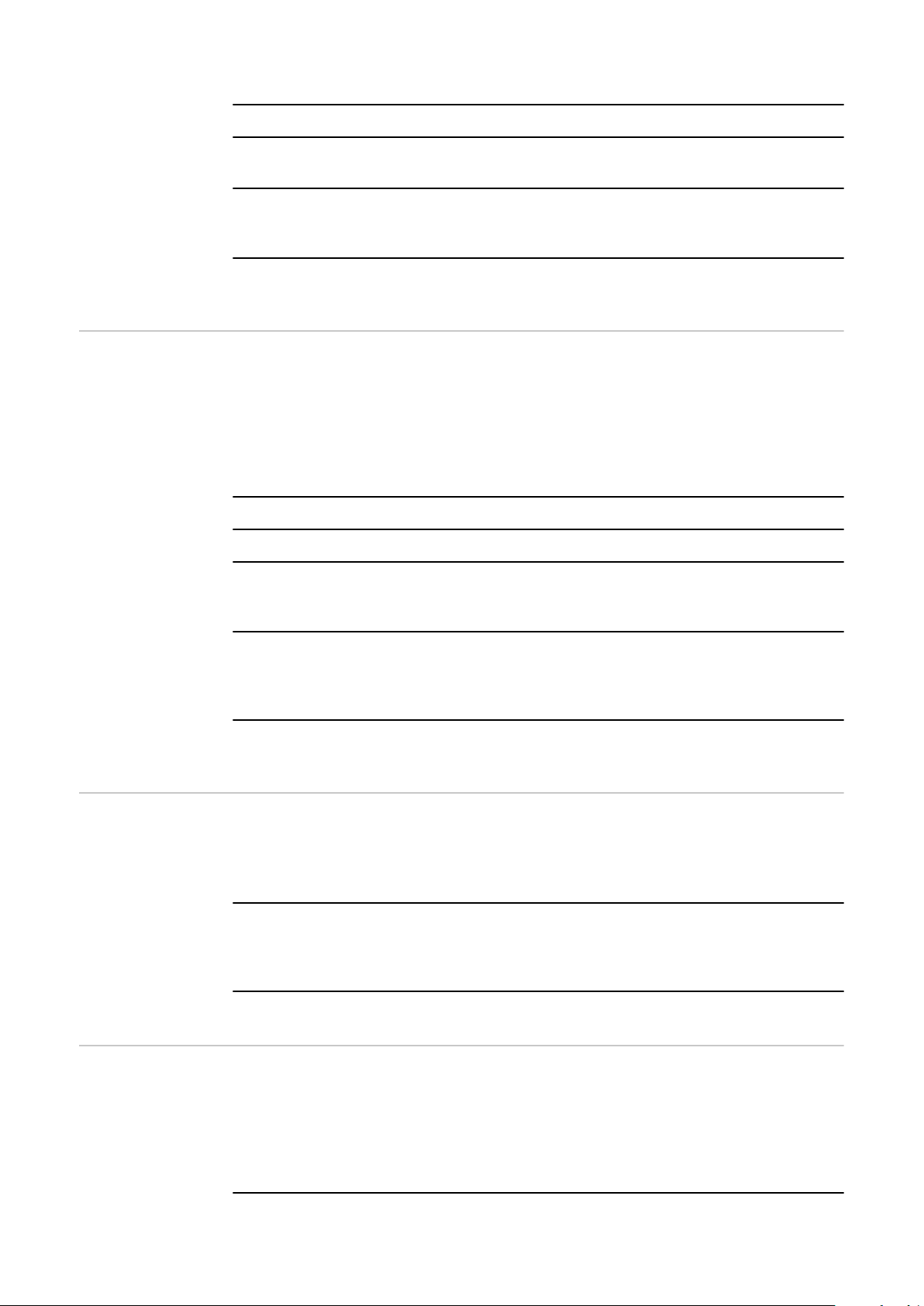
Schweißkreisin-
5 - 8 mm
Drahtelektrode 2
Gasdüse
s
1
s
1
1,0 mm 18 (± 2) mm
1,2 mm 20 (± 2) mm
1,6 mm 22 (± 2) mm
Drahtelektrode 1
Kontaktrohr 1 Kontaktrohr 2
Ø
Ø
(1)
90° - 100°
duktivität L,
Schweißkreiswiderstand r
Stick out
Der Abgleich von Schweißkreiswiderstand r und Schweißkreisinduktivität L muss
beim Prozess „TimeTwin Digital“ für jede Stromquelle separat erfolgen.
DE
Stick out und Abstand der Drahtelektroden in Abhängigkeit vom Durchmesser der Drahtelektrode
Anstellwinkel
Schweißbrenner
Anstellwinkel Schweißbrenner neutral bis leicht
stechend
(1) Leading-Drahtelektrode
Anstellwinkel des Schweißbrenners so
wählen, dass je nach Schweißrichtung
die Leading-Drahtelektrode (= Drahtelektrode der Leading-Stromquelle)
neutral bis leicht stechend positioniert
ist.
23
Page 24

Lichtbogen-
Schweißrichtung
(1)
(2)
Kombinationsmöglichkeiten TimeTwin Digital
Auf Grund der LHSB-Verbindung der Stromquellen können beim Prozess
„TimeTwin Digital“ verschiedene Lichtbögen kombiniert werden:
Leading-Drahtelektrode (1)
(= Leading-Stromquelle)
Puls Puls
Puls Standard
Standard Puls
Standard Standard
Puls oder Standard (Einzeldraht) - - -
- - - Puls oder Standard (Einzeldraht)
Trailing-Drahtelektrode (2)
(= Trailing-Stromquelle)
24
Page 25

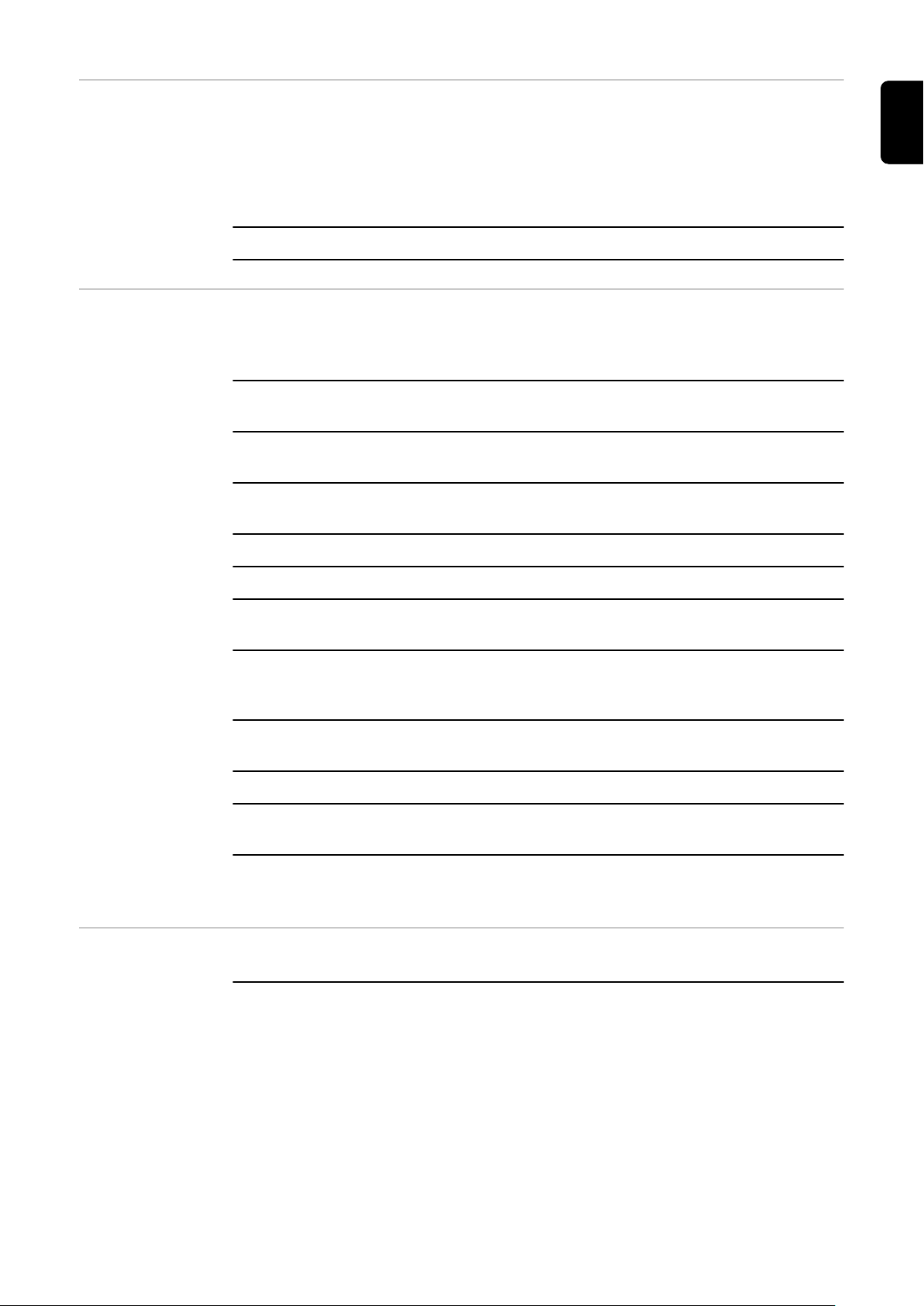
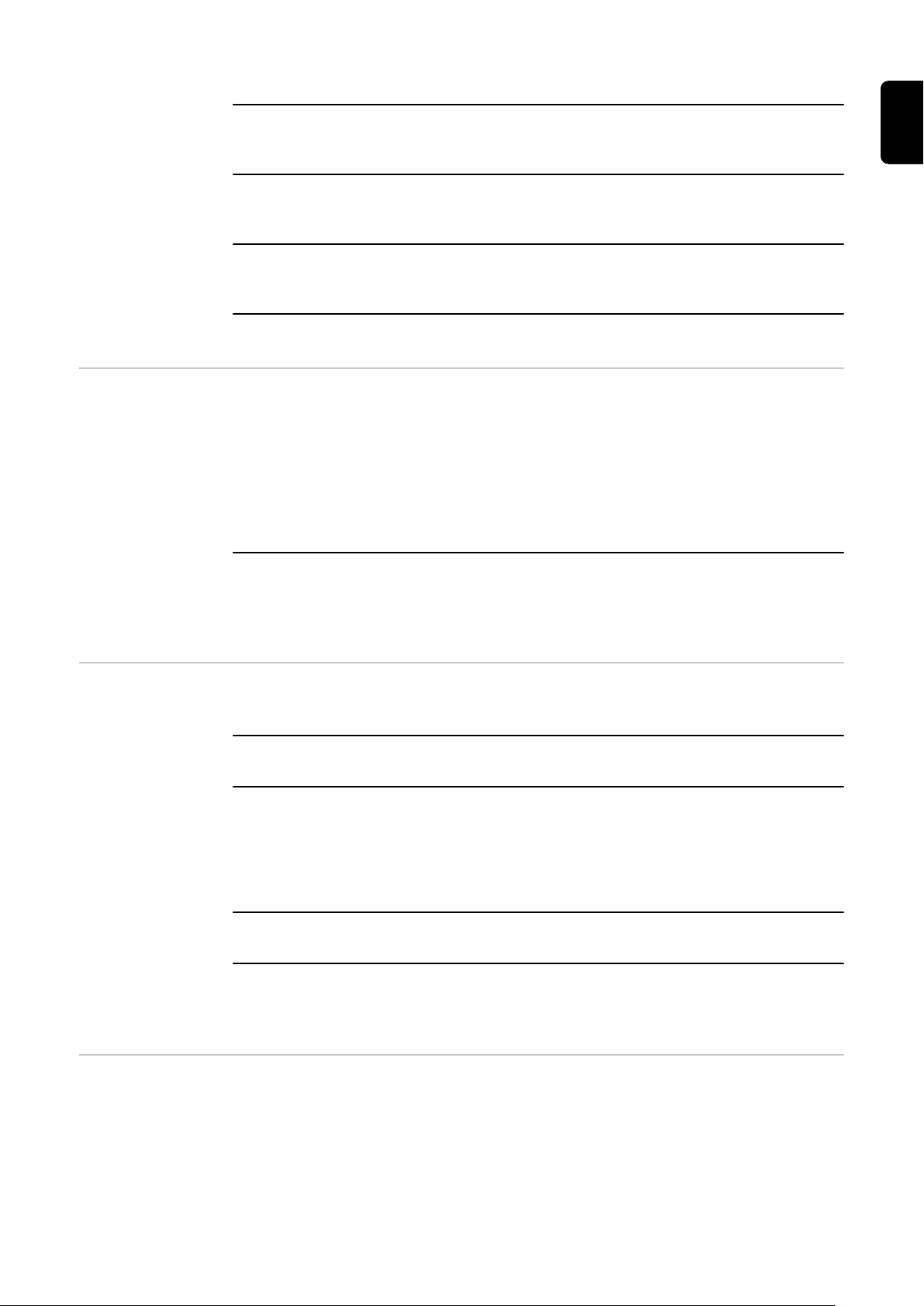
Puls / Puls
t (s)
I (A)
I
L
I
T
IL > I
T
(1) (2)
(3) (4)
(6)
(5)
Leading
Trailing
Leading
Trailing
Leading
Trailing
Leading
Trailing
Materialübergang
DE
Schweißstrom-Zeit-Kurven und schematische Darstellung des Materialüberganges
(1) Leading-Drahtelektrode
(2) Trailing-Drahtelektrode
(3) Aktiver Impuls-Lichtbogen mit Tropfenübergang
(4) Inaktiver Impuls-Lichtbogen (kein Tropfenübergang)
(5) Schweißrichtung
(6) 180° Phasenverschiebung
IL = Schweißstrom der Leading-Stromquelle
IT = Schweißstrom der Trailing-Stromquelle
(1) Aktiver Lichtbogen: Leading-Drahtelektrode
(2) Materialübergang: Leading-Drahtelektrode
(3) Aktiver Lichtbogen: Trailing-Drahtelektrode
(4) Materialübergang: Trailing-Drahtelektrode
25
Page 26

Besonderheiten
und Vorteile
Von der Roboter-Steuerung wird ein „Master-Kennungs-Signal“ ausgegeben.
-
Dieses Signal definiert die Leading-Stromquelle.
Zeitliche Abstimmung der beiden Stromquellen:
-
Die Schweißstromimpulse der Trailing-Stromquelle werden exakt zwischen 2
Schweißstromimpulse der Leading-Stromquelle gelegt (180° Phasenverschiebung).
Daraus folgt:
Optimaler Materialübergang (pro Schweißstromimpuls ein Tropfen Mate-
-
rial)
Minimale Blaswirkung beim Impulslichtbogen
-
keine Beeinflussung der Lichtbögen untereinander
-
WICHTIG! Da beide Stromquellen mit der gleichen Impuls-Frequenz arbeiten, ist die Differenz der Draht-Fördergeschwindigkeiten bei der Lichtbogenkombination Puls / Puls begrenzt.
Stabiler Lichtbogen über den gesamten Leistungsbereich
-
Reproduzierbarer Prozess
-
Gute Wärmeeinbringung und hohe Schweißgeschwindigkeit:
-
An der Leading-Drahtelektrode wird üblicherweise eine höhere Leistung eingestellt.
Dies bewirkt:
Gezielte Wärmeeinbringung
-
Der kalte Grundwerkstoff wird gut aufgeschmolzen
-
Exakte Erfassung der Wurzel
-
Trailing-Drahtelektrode füllt das Schmelzbad auf
-
Verlängerung der Ausgasungszeit (reduzierte Porenanfälligkeit)
-
Hohe Schweißgeschwindigkeit
-
Anwendungsmöglichkeiten, Einsatzgebiet
WICHTIG! Die Lichtbogen-Kombination Puls / Puls sollte generell für alle
Schweißanwendungen eingesetzt werden.
Puls / Puls eignet sich vor allem für Aluminium-Anwendungen.
26
Page 27

Puls / Standard
t (s)
I (A)
I
L
I
T
IL > I
T
(1) (2)
(3) (3)(4) (4)(5)(5)
(6)
(5)
(5)
Materialübergang
DE
Puls / Standard: Schweißstrom-Zeit-Kurven und schematische Darstellung des Materialüberganges
(1) Leading-Drahtelektrode
(2) Trailing-Drahtelektrode
(3) Aktiver Impuls-Lichtbogen mit Tropfenübergang
(4) Inaktiver Impuls-Lichtbogen (kein Tropfenübergang)
(5) Standard-Lichtbogen
(6) Schweißrichtung
IL = Schweißstrom der Leading-Stromquelle
IT = Schweißstrom der Trailing-Stromquelle
Besonderheiten
und Vorteile
Hohe Abschmelzleistungen, geringer Verzug durch geringe Wärmeeinbrin-
-
gung und hohe Schweißgeschwindigkeiten
Große Spaltbreiten möglich
-
Große Differenz der Draht-Fördergeschwindigkeiten möglich
-
WICHTIG! Bei der Lichtbogen-Kombination Puls / Standard die Trailing-Drahtelektrode nur im Kurzlichtbogen verschweißen.
Anwendungsmöglichkeiten, Einsatzgebiet
Die Lichtbogen-Kombination Puls / Standard wird eingesetzt für:
Stahl-Anwendungen
-
Max. Schweißgeschwindigkeiten
-
Dünnblech-Schweißungen
-
Überlappnähte
-
27
Page 28

Standard / Puls
t (s)
I (A)
I
L
I
T
(1) (2)
(5) (5)(5) (5)(4)(3)
(6)
(3)
(4)
Materialübergang
Standard / Puls: Schweißstrom-Zeit-Kurven und schematische Darstellung des Materialüberganges
(1) Leading-Drahtelektrode
(2) Trailing-Drahtelektrode
(3) Aktiver Impuls-Lichtbogen mit Tropfenübergang
(4) Inaktiver Impuls-Lichtbogen (kein Tropfenübergang)
(5) Standard-Lichtbogen
(6) Schweißrichtung
IL = Schweißstrom der Leading-Stromquelle
IT = Schweißstrom der Trailing-Stromquelle
Besonderheiten
und Vorteile
Großer Einbrand durch den Standard-Lichtbogen der Leading-Drahtelektrode
Große Nahtquerschnitte möglich
-
Große Differenz der Draht-Fördergeschwindigkeiten möglich
-
Optisch schöne Schweißnähte durch den Impuls-Lichtbogen der Trailing-
-
Drahtelektrode
WICHTIG! Bei der Lichtbogen-Kombination Standard / Puls die Leading-Drahtelektrode nur im Sprühlichtbogen verschweißen.
Anwendungsmöglichkeiten, Einsatzgebiet
28
Die Lichtbogen-Kombination Standard / Puls wird für Stahl-Anwendungen mit
größeren Blechdicken eingesetzt.
Page 29

Standard / Standard
DE
Materialübergang
Anwendungsmöglichkeiten, Einsatzgebiet
Keine regelmäßige Tropfenablöse
-
Spritzerbildung
-
Kein reproduzierbares Ergebnis
-
WICHTIG! Die Anwendung der Lichtbogen-Kombination Standard / Standard
wird nicht empfohlen.
WICHTIG! Die Lichtbogen-Kombination Standard / Standard keinesfalls für Aluminium-Anwendungen einsetzen
29
Page 30
Puls oder Standard (Einzeldraht)
t (s)
I (A)
I
L
IT = 0
(3) (4) (3) (4)
(1)
(6)
t (s)
I (A)
I
L
IT = 0
(1)
(5)(6)
t (s)
I (A)
I
T
IL = 0
(2)
(5)(4) (4)
(6)
(5)
t (s)
I (A)
I
T
IL = 0
(2)
(5)(5) (5)
(6)
(5)
Materialübergang
Puls (Einzeldraht, Leading-Stromquelle):
Schweißstrom-Zeit-Kurve und schematische
Darstellung des Materialüberganges
Puls (Einzeldraht, Trailing-Stromquelle):
Schweißstrom-Zeit-Kurve und schematische
Darstellung des Materialüberganges
Standard (Einzeldraht, Leading-Stromquelle):
Schweißstrom-Zeit-Kurve und schematische
Darstellung des Materialüberganges
Standard (Einzeldraht, Trailing-Stromquelle):
Schweißstrom-Zeit-Kurve und schematische
Darstellung des Materialüberganges
(1) Leading-Drahtelektrode
(2) Trailing-Drahtelektrode
(3) Aktiver Impuls-Lichtbogen mit Tropfenübergang
(4) Inaktiver Impuls-Lichtbogen (kein Tropfenübergang)
(5) Standard-Lichtbogen
(6) Schweißrichtung
Besonderheiten
und Vorteile
30
IL = Schweißstrom der Leading-Stromquelle
IT = Schweißstrom der Trailing-Stromquelle
Von der Roboter-Steuerung wird ein Signal ausgegeben, sodass nur eine
-
Stromquelle schweißt (Einzeldraht-Schweißung). Abhängig von Brennerposition oder Zwangslage der Schweißnaht kann die Einzeldrahtschweißung von
der Leading oder der Trailing-Stromquelle ausgeführt werden. Die zweite
Stromquelle pausiert.
Hinweis! Bei Verwendung der Kühlgeräte FK 4000 R oder FK 4000 R US müssen
bei Einzeldraht-Schweißungen beide Kühlgeräte auf Dauerbetrieb geschaltet
sein:
Parameter C-C (Cooling unit Control) = „On“ auf Stromquelle „1“ und
-
Stromquelle „2“.
Page 31

Hinweis! Um vollen Gasschutz bei Einzeldraht-Schweißungen zu gewährleisten,
muss das Magnetventil der pausierenden Stromquelle geöffnet sein.
Bei Verwendung von Twin-Interfaces erfolgt die Ansteuerung des Magnetventils
über das Twin-Interface selbst.
Bei Verwendung von Standard-Interfaces und Feldbussystemen erfolgt die Ansteuerung des Magnetventils über die Roboter Steuerung
Impuls- und Standard-Lichtbogen möglich
-
Kein Wechsel des Schweißbrenners erforderlich
-
DE
Umschaltung
TimeTwin Digital
- Einzeldraht
Anwendungsmöglichkeiten, Einsatzgebiet
Die Umschaltung von TimeTwin Digital auf Einzeldraht erfolgt über den Parameter t-C: Stromquelle 1 Stromquelle 2 Ergebnis
Strom-
quelle 1
t-C On On Stromquelle 2 schweißt im Einzeldraht-Ver-
t-C oFF oFF Stromquelle 1 schweißt im Einzeldraht-Ver-
Das Einzeldraht-Schweißen wird im Rahmen des Prozess „TimeTwin Digital“ eingesetzt:
Beim Schweißen von sehr engen Radien
-
Beim Schweißen in schwierigen Positionen und Zwangslagen
-
Zum Auffüllen von Endkratern
-
Stromquelle 2
Ergebnis
fahren
fahren
31
Page 32
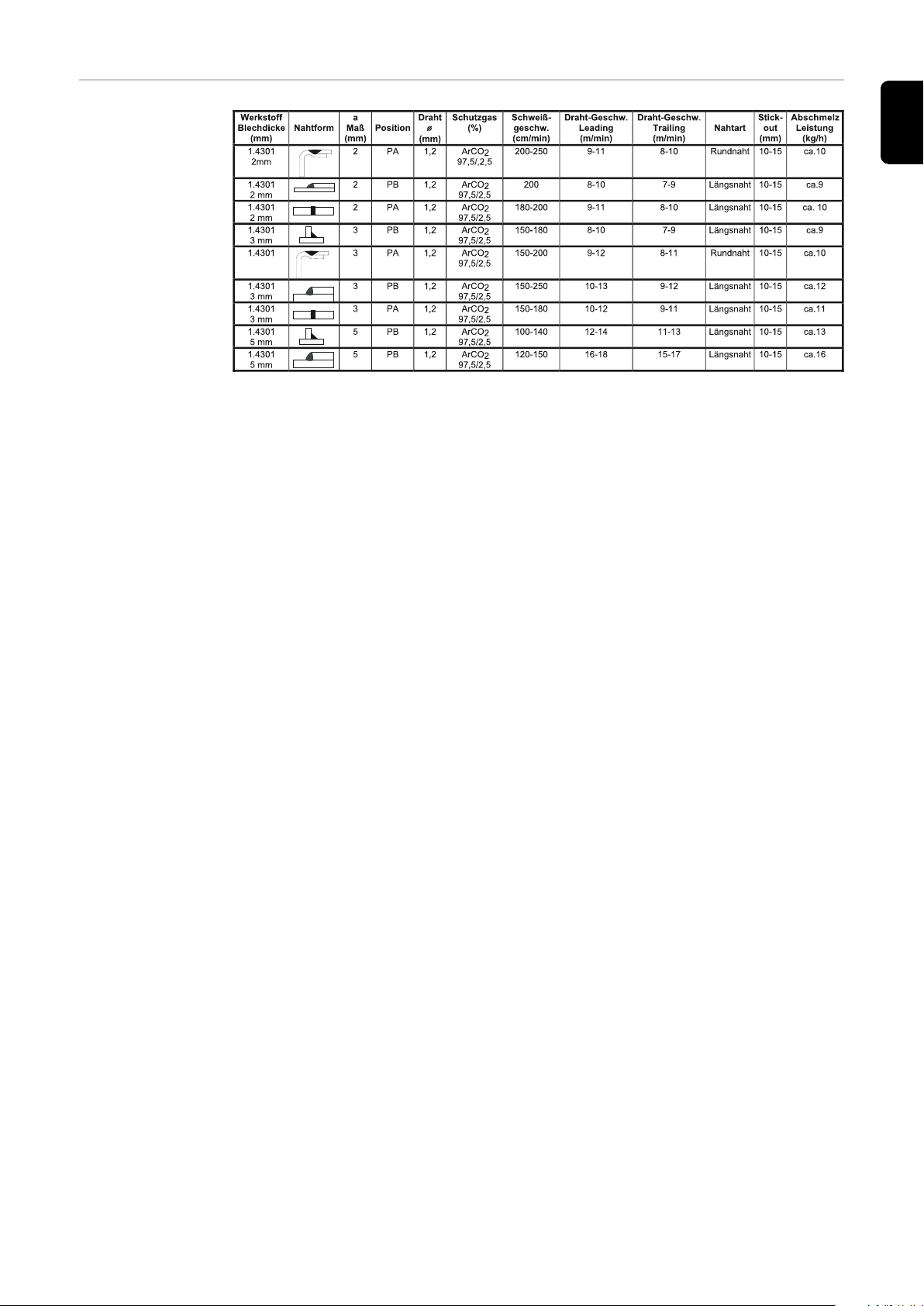
Schweißparameter-Richtwerte
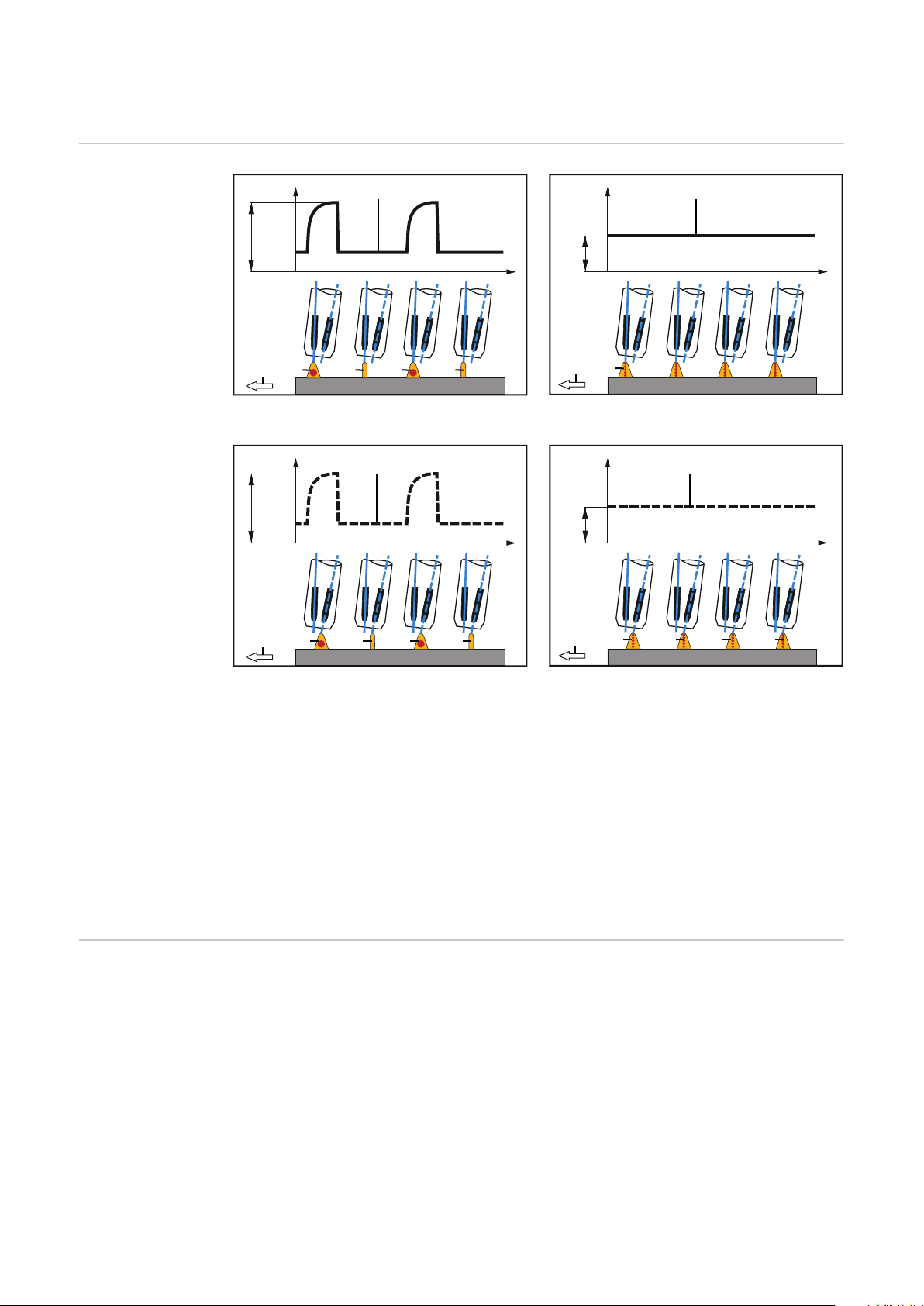
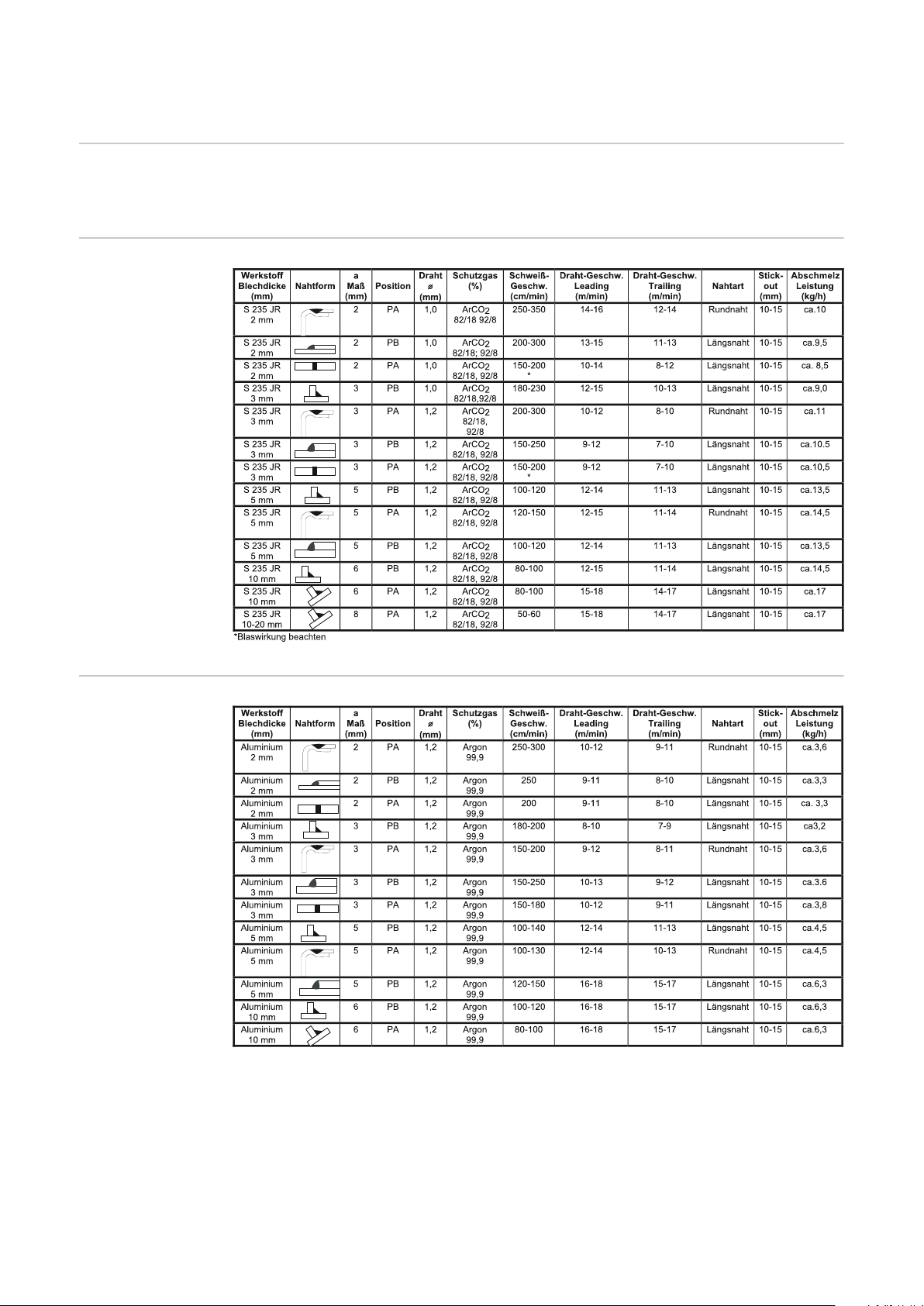
Allgemeines Die folgenden Schweißparameter-Richtwerte gelten jeweils für die Lichtbogen-
Kombination Puls / Puls.
Un- und niedriglegierte Stähle
Aluminium
32
Page 33
CrNi-Stähle
DE
33
Page 34
Schweißkennlinien für TimeTwin Digital
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T) T)
T)
T)
T)
T)
T)
T)
T) T)
T)
T)
T)
T)
T)
T)
T)
T)
Allgemeines Beim Prozess „TimeTwin Digital“ werden die Stromquellen nachträglich mit einer
speziellen Schweißdatenbank für TimeTwin Digital ausgestattet.
In den folgenden Abschnitten sind Beispiele solcher Schweißdatenbanken zu finden.
Spatter Free
Ignition (SFI) bei
TimeTwin Digital
Kennzeichnung
von TimeTwin Digital
Schweißkennlinien
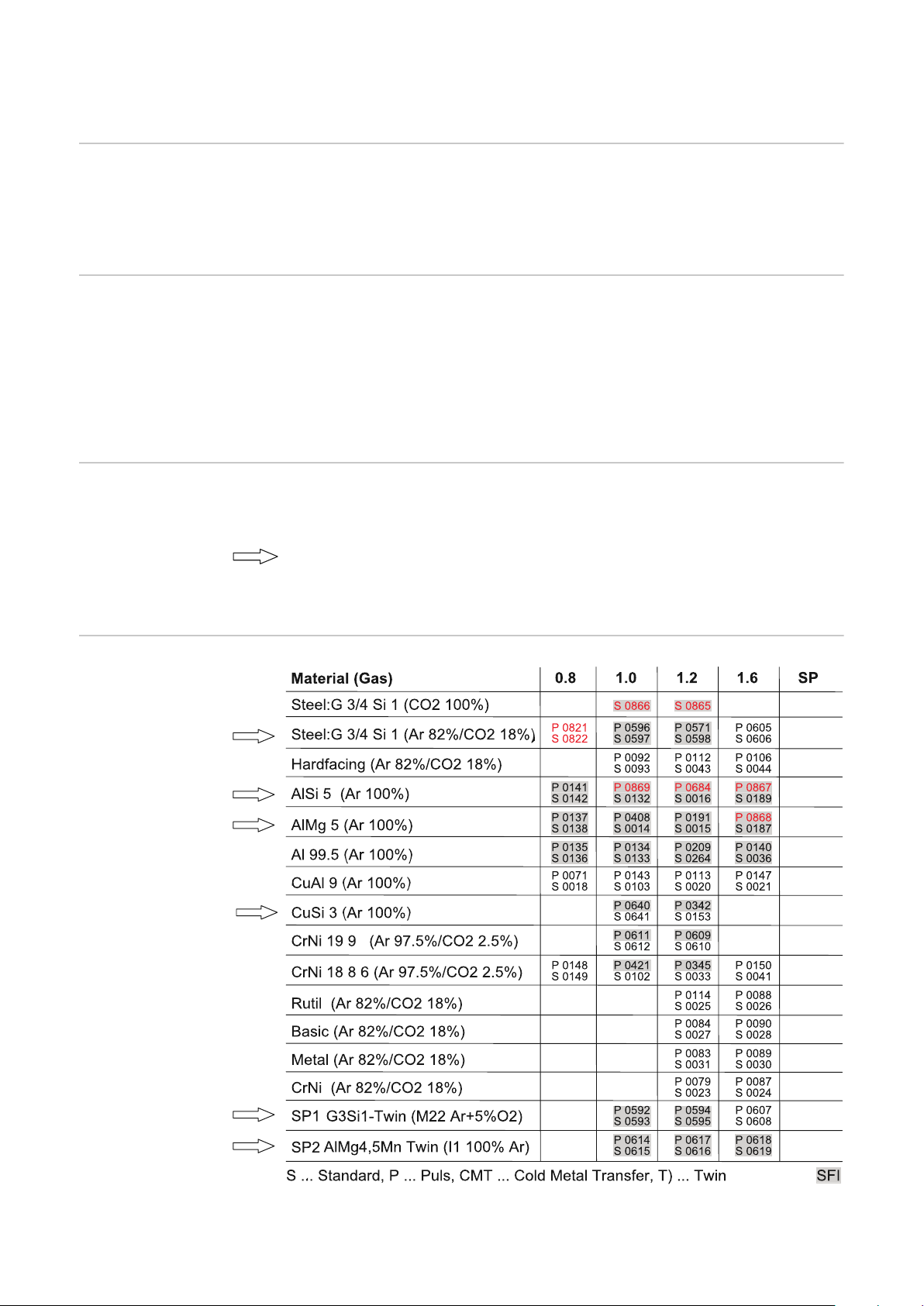
Schweißkennlinien TS/TPS
4000/5000
(M500)
Ist auf beiden Stromquellen die Option Spatter Free Ignition (SFI) freigeschaltet, so muss SFI bei zeitverzögertem Start der zweiten Drahtelektrode an der
zweiten Stromquelle deaktiviert werden:
Parameter Fdc (Feeder Creep) = „oFF“
Die jeweilige Einstellung für SFI kann im Rahmen eines Jobs abgespeichert werden.
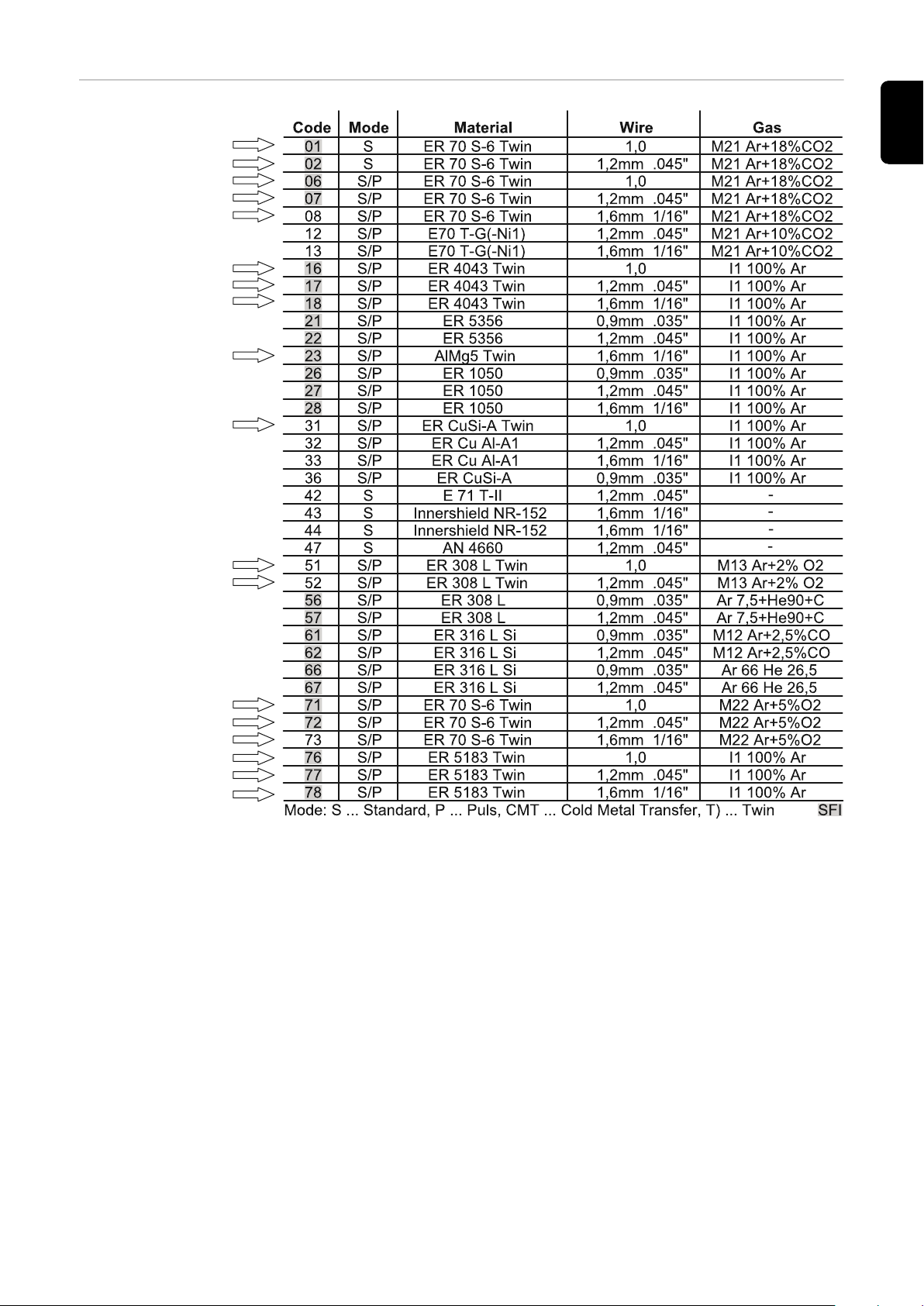
TimeTwin Digital Schweißkennlinien werden in nachstehenden Tabellen wie folgt
gekennzeichnet:
markiert eine Zeile, in der TimeTwin Digital Schweißkennlinien enthalten
sind
T) ... kennzeichnet die jeweilige TimeTwin Digital Schweißkennlinie
34
Page 35
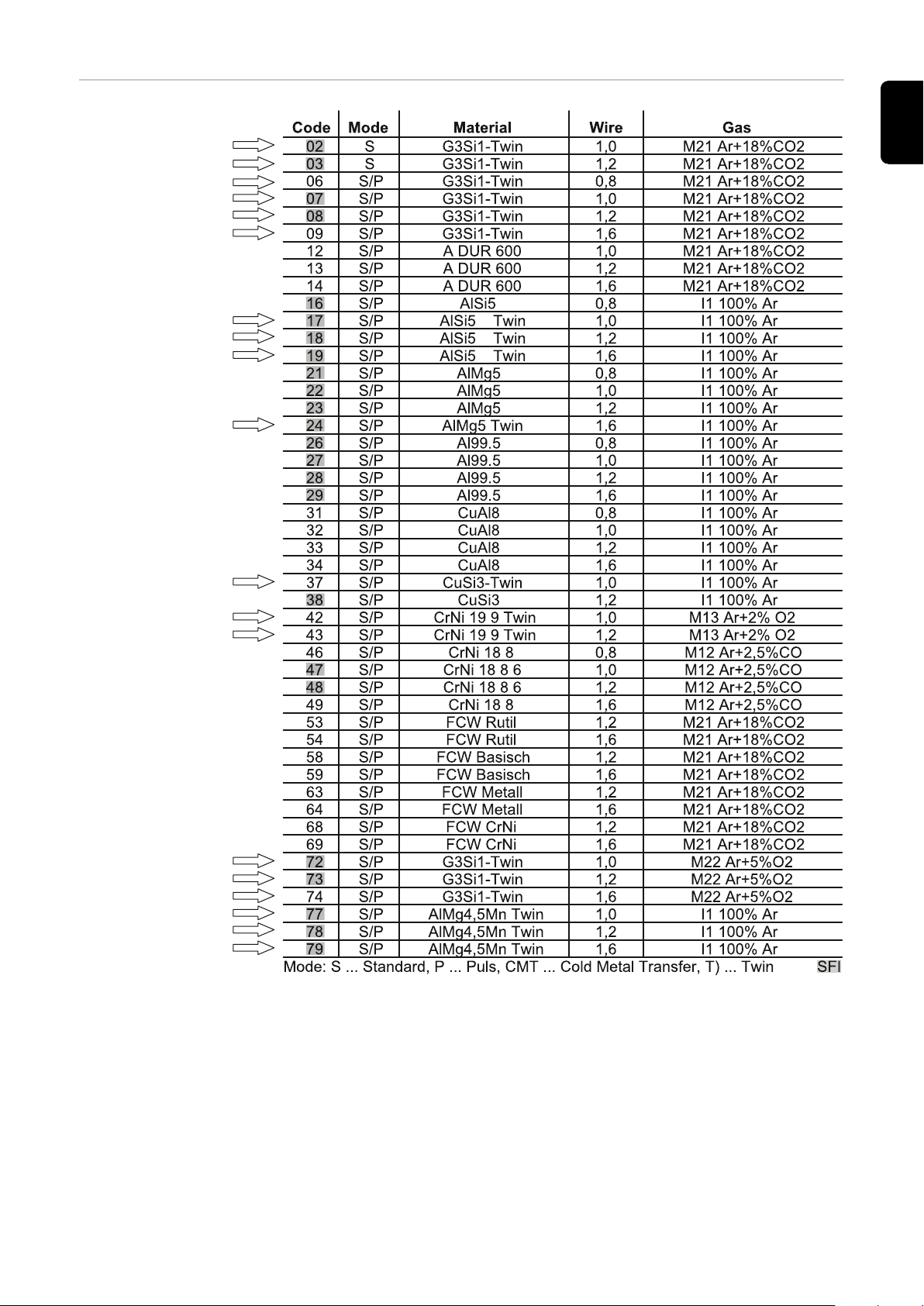
Roboter-Tabelle
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
TS/TPS
4000/5000
(M500)
DE
Die Auswahl der Schweißkennlinien erfolgt beim Roboter über die Parameter
„Code“ und „Mode“.
35
Page 36
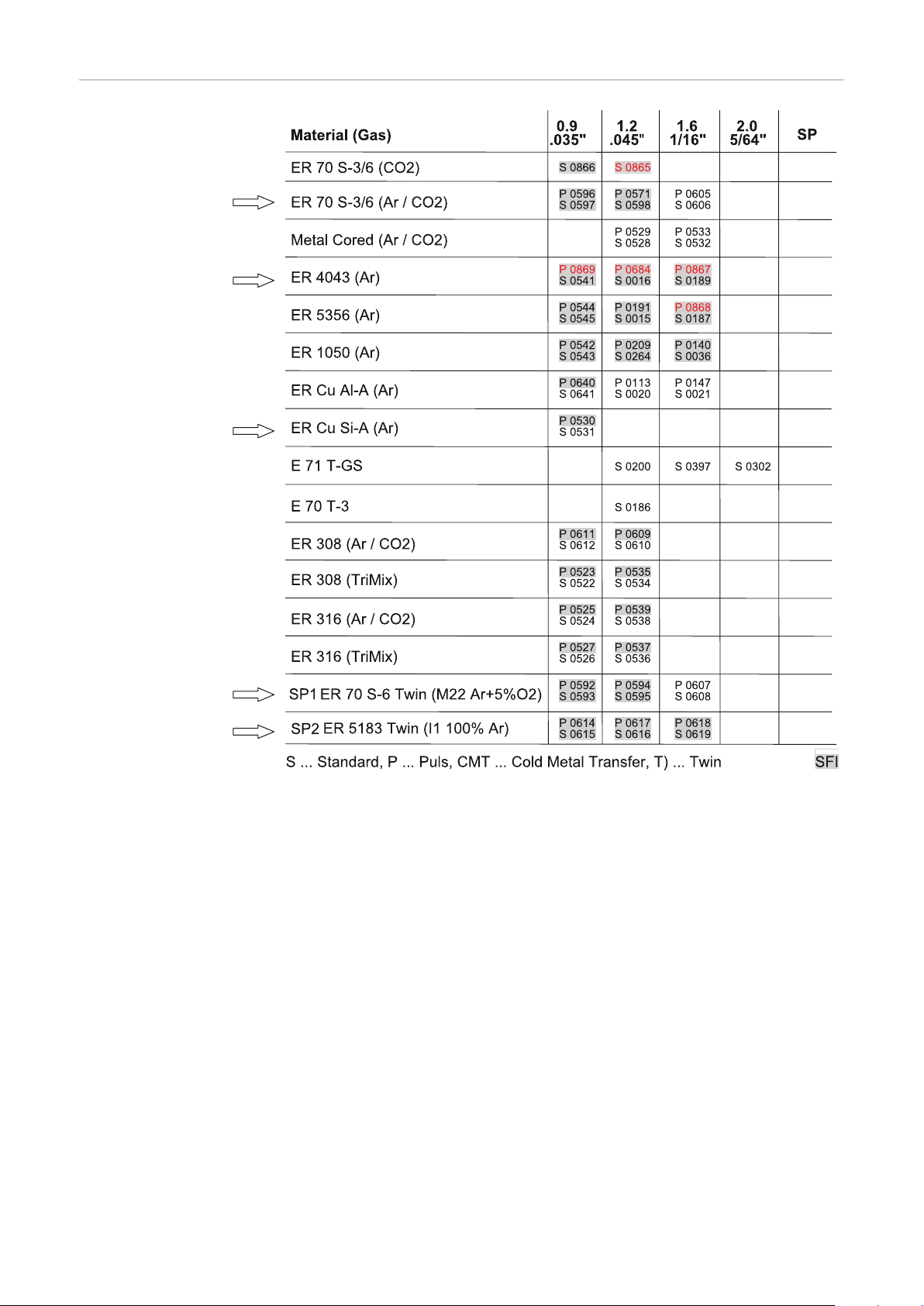
Schweißkennli-
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
nien TS/TPS
4000/5000 USA (M03-0068)
36
Page 37
Roboter-Tabelle
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
TS/TPS
4000/5000 USA (M03-0068)
DE
Folgende Materialien werden ohne externes Schutzgas verschweißt:
E 71 T II (Kennlinie 42)
-
Innershield NR-152 (Kennlinie 43 und 44)
-
Das erforderliche Schutzgas wird beim Abschmelzen der Drahtelektrode freigesetzt.
Die Auswahl der Schweißkennlinien erfolgt beim Roboter über die Parameter
„Code“ und „Mode“.
37
Page 38
Anbindung an die Roboter-Steuerung
„Twin-Interface“
Roboter-Steuerung
Stromquelle „1“
Stromquelle „2“
LocalNet
LocalNet
Verbindungskabel
zur Roboter-Steuerung
Roboter-Steuerung
Stromquelle „1“
Stromquelle „2“
LocalNet
LocalNet
„Standard-Interface 1“
Verbindungskabel
zur Roboter-Steuerung
„Standard-Interface 2“
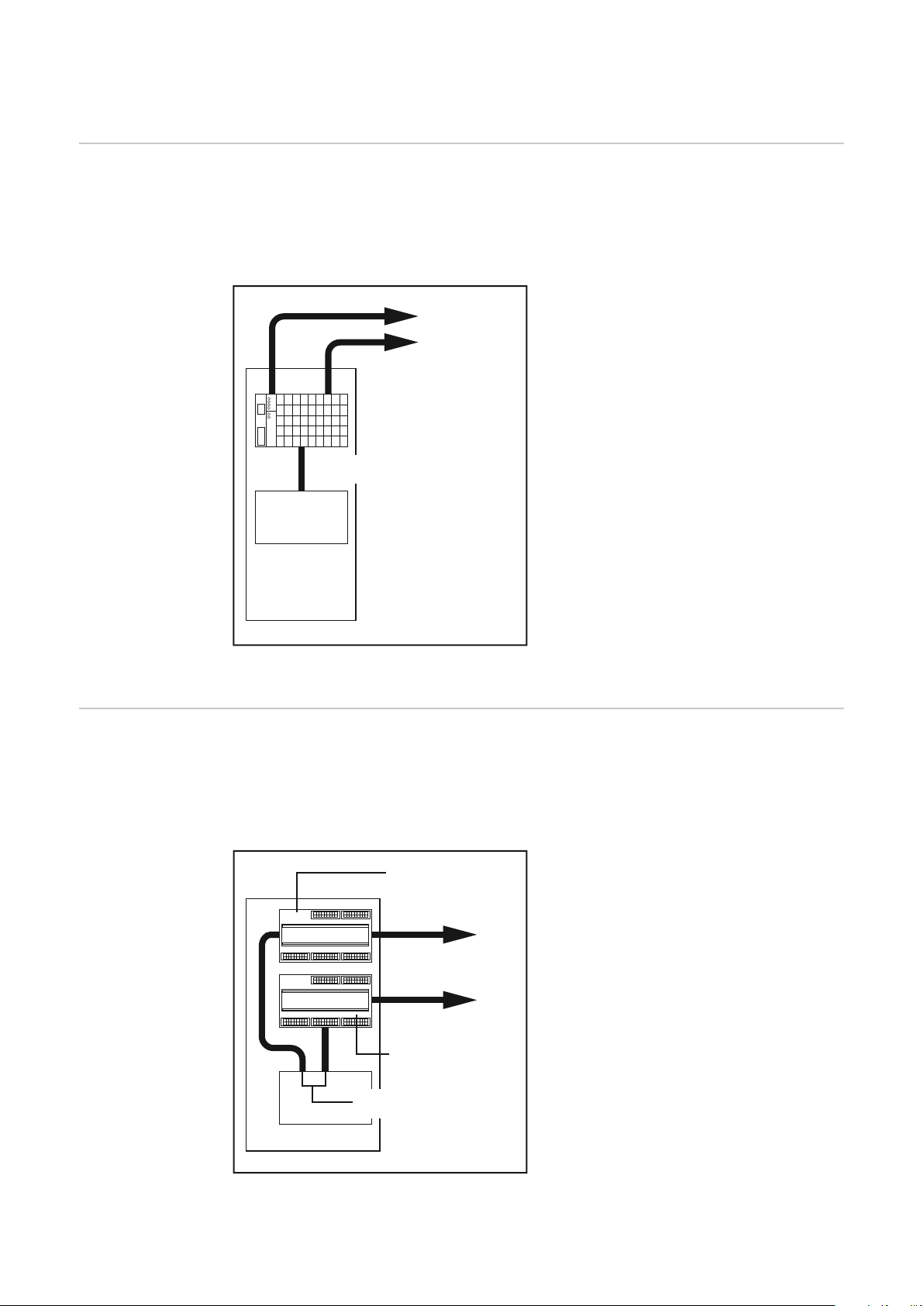
Roboter-Interfaces für TimeTwin Digital
Für TimeTwin Digital gibt es zwei spezielle Roboter-Interfaces zur Anbindung an
die Roboter-Steuerung:
Roboter-Interface Twin Standard I/O Job (0-24 V digital)
-
Roboter-Interface Twin Standard I/O Synergic / Job (0-24 V digital, 0-10 V
-
analog)
Bei diesen „Twin-Interfaces“ ist eine
Speicher programmierbare Steuerung
(SPS) integriert. Die SPS führt die logische Verknüpfung der Signale durch.
Somit werden mit einem Signal von
der Roboter-Steuerung beide Stromquellen gleichzeitig angesprochen. Für
zwei Stromquellen ist nur ein entsprechendes „Twin-Interface“ erforderlich.
Das „Twin-Interface“ wird in den
Schaltschrank eingebaut.
Die Verbindung zu den Stromquellen
erfolgt über LocalNet.
Standard Roboter-Interfaces
„Twin-Interface“, eingebaut in den Schaltschrank
Die Anbindung an die Roboter-Steuerung kann bei TimeTwin Digital auch über
folgende Standard Roboter-Interfaces erfolgen:
-
-
-
ROB 3000 (0-24 V digital)
ROB 4000 (0-24 V digital, 0-10 V analog)
ROB 5000 (0-24 V digital, 0-10 V analog)
Bei Verwendung von Standard Roboter-Interfaces muss die RoboterSteuerung die logische Verknüpfung
der Signale durchführen. Für zwei
Stromquellen sind zwei gleiche Roboter-Interfaces erforderlich. Die zwei
Standard Roboter Interfaces werden
in den Schaltschrank eingebaut. Die
Verbindung von Roboter-Interface „1“
zu Stromquelle „1“ und von RoboterInterface „2“ zu Stromquelle „2“ erfolgt über LocalNet.
38
Standard-Interface“ (z.B. ROB 5000), eingebaut
in den Schaltschrank
Page 39
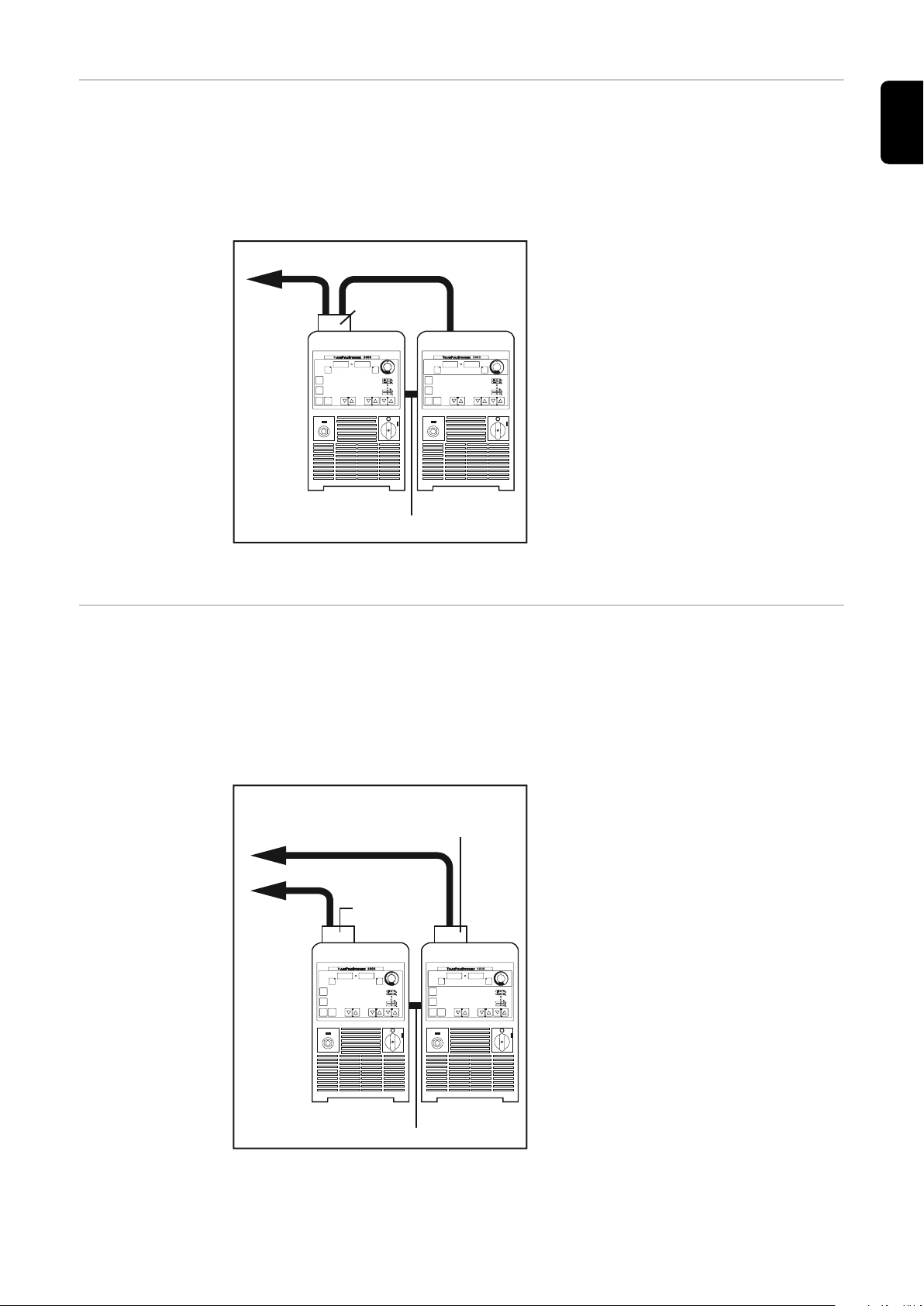
Feldbussysteme
Feldbus
Stromquelle „1“ Stromquelle „2“
LocalNet
RoboterSteuerung
„Twin-Feldbussystem“
LHSB
Feldbus
Stromquelle „1“ Stromquelle „2“
RoboterSteuerung
LHSB
Feldbus
RoboterSteuerung
„StandardFeldbussystem 2“
„StandardFeldbussystem 1“
für TimeTwin Digital
Bei TimeTwin Digital kann die Anbindung an die Roboter-Steuerung über folgende Twin-Feldbussysteme erfolgen:
Roboter-Interface Twin DeviceNet Feldbus
-
Roboter-Interface Twin CanOpen Feldbus
-
Roboter-Interface Twin Interbus CU Feldbus
-
Roboter-Interface Twin Profibus Feldbus
-
Bei den „Twin-Feldbussystemen“ ist
wie bei den „Twin-Interfaces“ eine SPS
integriert. Diese SPS führt die logische
Verknüpfung der Signale durch. Somit
werden mit einem Signal von der Roboter-Steuerung beide Stromquellen
gleichzeitig angesprochen. Für zwei
Stromquellen ist nur ein entsprechendes „Twin-Feldbussystem“ erforderlich. Das „Twin-Feldbussystem“ wird an
einer Stromquelle montiert. Die Verbindung zur 2. Stromquelle erfolgt
über LocalNet, die Verbindung zur Roboter-Steuerung über Feldbus.
„Twin-Feldbussystem“, eingebaut in die Stromquelle
DE
Standard Feldbussysteme
Die Anbindung an die Roboter-Steuerung kann bei TimeTwin Digital auch über
folgende Standard Feldbussysteme erfolgen:
Roboter-Interface DeviceNet Feldbus
-
Roboter-Interface CanOpen Feldbus
-
Roboter-Interface Interbus CU Feldbus
-
Roboter-Interface Interbus LWL Feldbus
-
Roboter-Interface Profibus 1,5 MB Feldbus
-
Bei Verwendung von Standard-Feldbussystemen muss die Roboter-Steuerung die logische Verknüpfung der Signale durchführen. Für zwei Stromquellen sind zwei gleiche StandardFeldbussysteme erforderlich. Die zwei
Standard-Feldbussysteme werden an
den Stromquellen montiert. Die Verbindung von Roboter-Steuerung zu
den Stromquellen erfolgt über Feldbus.
„Standard-Feldbussystem“, eingebaut in die
Stromquelle
39
Page 40
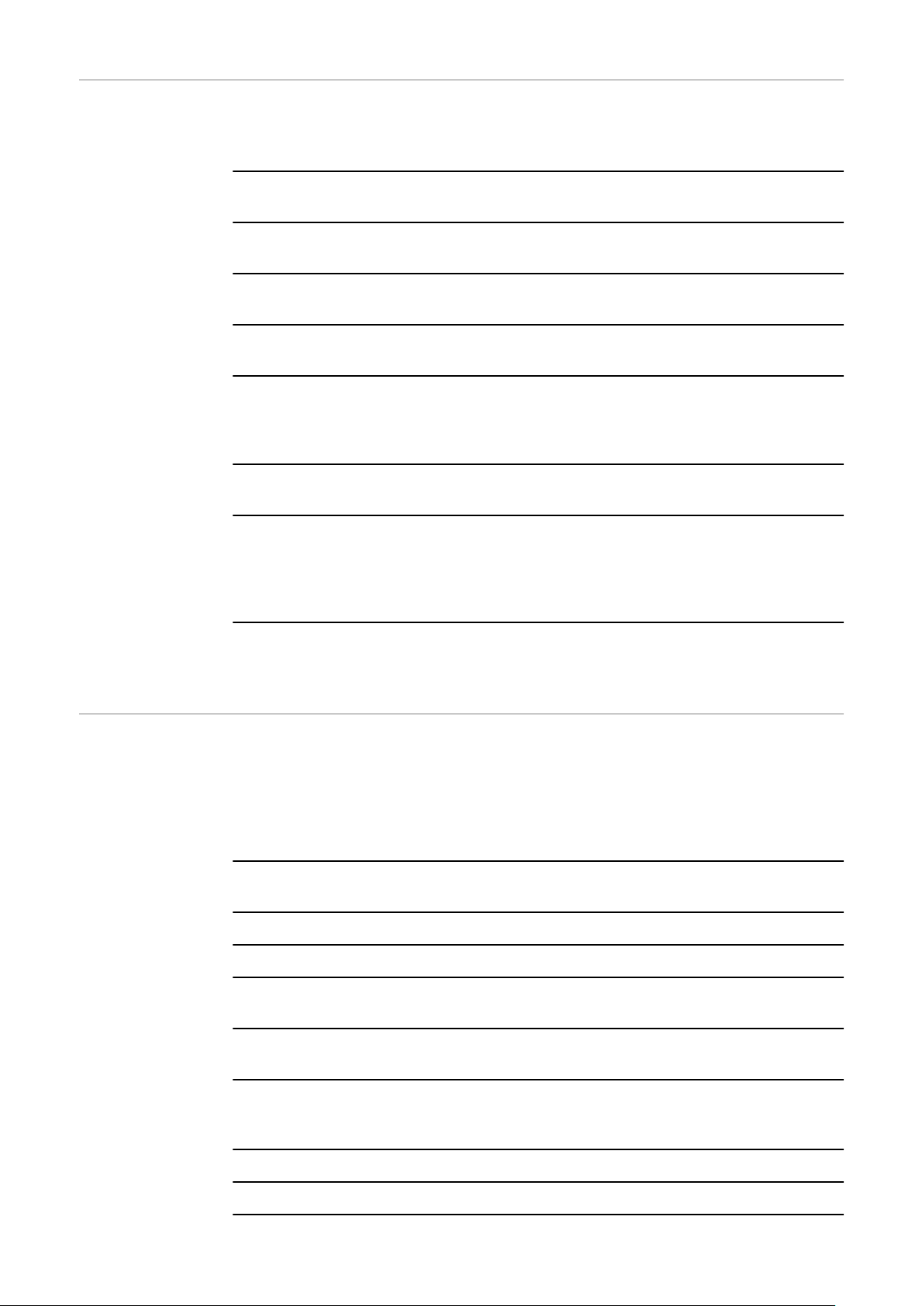
Konfigurationsbeispiele
(1) (1)
(5)
(4)(3) (3)(2)(2)
(4)
(6)(7)
(8)
(9)
(13)(12)
(10)(10)
SPS
(11)
(6)
(9)
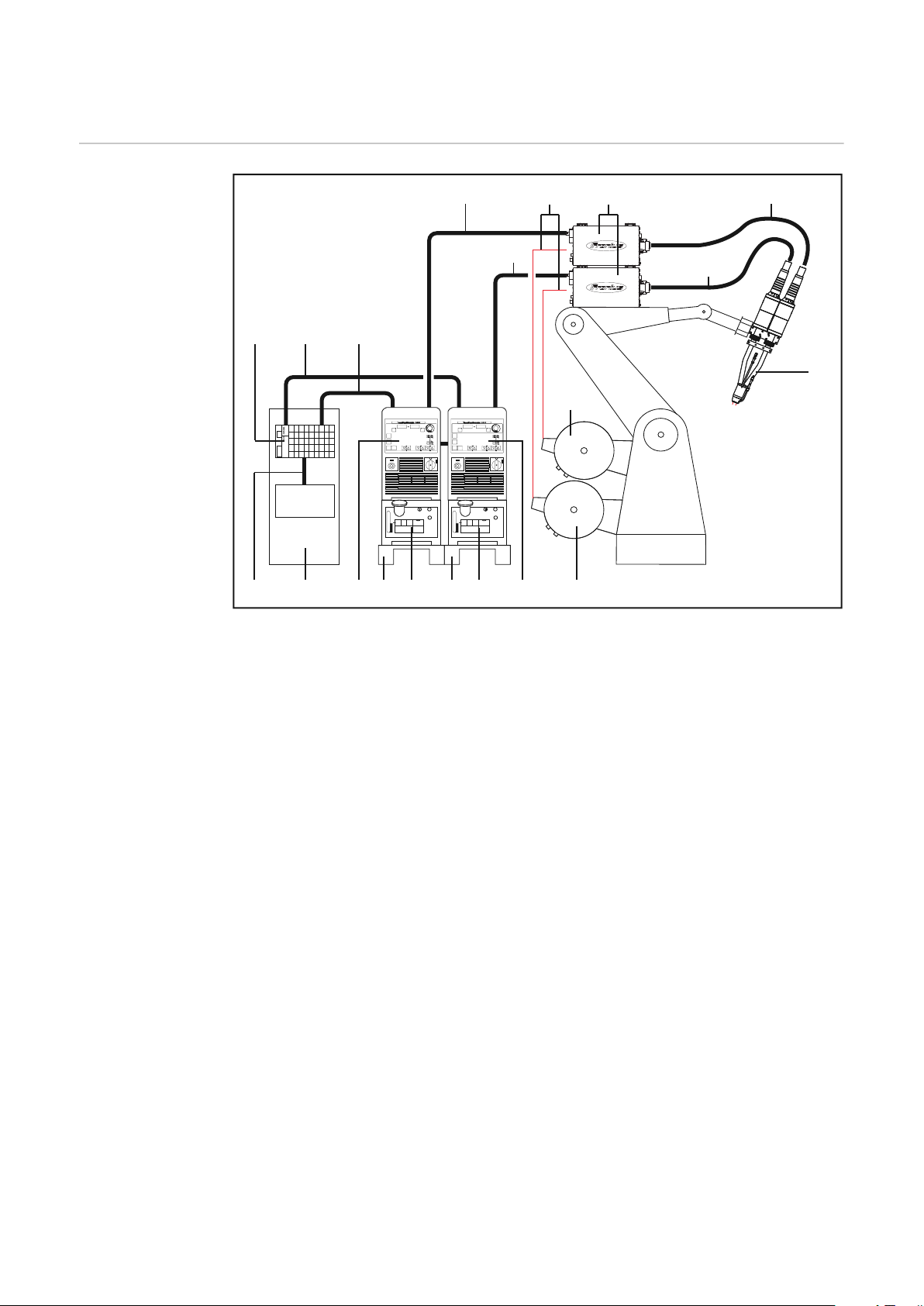
Variante 1 Kleinspule am
Roboter
Variante 1 - Kleinspule am Roboter
(1) Stromquelle TPS 4000 (2x)
+ Option LHSB-Verbindung (2x)
+ LHSB-Verbindungskabel (1x)
+ Software-Freischaltung (2x)
+ Software-Update aus der Fronius- Datenbank (2x)
(2) Standkonsole (2x, verschraubt)
(3) Kühlgerät FK 4000 R (2x), jeweils mit Option Strömungswächter
(4) Drahtspulenaufnahme Roboter (2x)
(5) Schweißbrenner Robacta Twin 500 (1x)
(6) Robacta Drive Twin Brenner-Schlauchpaket (1x)
(7) Roboter-Drahtvorschub VR 1500 (2x)
(8) Draht-Förderschlauch (2x)
(9) Standard-Verbindungsschlauchpaket (2x)
(10) Fernbedienungskabel (LocalNet, 2x)
(11) Roboter-Interface Twin Standard I/O Job (1x)
(12) Verbindungskabel zur Roboter- Steuerung (1x)
(13) Roboter-Steuerung (1x)
Einsatzgebiet
Die Variante 1 - Kleinspule am Roboter - wird häufig eingesetzt:
-
-
Für Anwendungen mit weichen Schweißdrähten (z.B. Aluminium und Aluminium-Legierungen, Kupfer und Kupfer-Legierungen, Drähte zum MIG-Löten)
Bei langen Brenner-Schlauchpaketen
40
Weitere Konfigurationsmöglichkeiten
Page 41
Variante 2 -
(1)
(17)
(14)
(9)
(8)
(5)(4) (3) (2)(3) (5)
(9)
(10)
(16)
(11)
(4)
(12)(13)
(15)
(7)
(7)
(6) (6)
(2)
SchweißdrahtFass mit AbspulDrahtvorschub
Keine Standkonsolen
-
Standkonsolen getrennt
-
Standkonsolen verschraubt, mit Option Radbremse (nur in Verbindung mit
-
Option Kranöse)
Stromquelle und Kühlgerät auf 2 Fahrwagen PickUp (Zugentlastung des
-
LHSBVerbindungskabels erforderlich)
Kühlgerät FK 9000 R anstelle von 2x FK 4000 R
-
Sämtliche Anbindungen an Roboter-Steuerung
-
DE
(1) Fernbedienung RCU 5000i (2x)
(2) Stromquelle TPS 5000 (2x)
+ Option LHSB-Verbindung (2x)
+ LHSB-Verbindungskabel (1x)
+ Software-Freischaltung (2x)
+ Software-Update aus der Fronius-Datenbank (2x)
+ Option verstärkte Motorversorgung 55 V / 8 A (2x)
(3) Standkonsole (2x, verschraubt)
(4) Kühlgerät FK 9000 R (1x, Teil 1 und Teil 2)
(5) Schweißdraht-Fass (2x)
(6) Draht-Förderschlauch zu VR 1530 PD (2x)
(7) Abspul-Drahtvorschub VR 1530 PD (2x)
(8) Schweißbrenner Robacta Twin 900 (1x)
(9) Robacta Twin Brenner-Schlauchpaket (1x)
(10) Roboter-Drahtvorschub VR 1500 (2x)
(11) Anschlusskabel VR 1500 (2x)
(12) Draht-Förderschlauch (2x)
(13) Standard-Verbindungsschlauchpaket (2x)
(14) Roboter-Interface Twin DeviceNet Feldbus (1x, an einer Stromquelle)
(15) LocalNet-Kabel als Verbindung zwischen den Stromquellen (1x)
(16) Feldbus (1x)
(17) Roboter-Steuerung (1x)
41
Page 42

Variante 3 -
LHSB
(1) (2) (1)(2)
(3)
(3)
(9)
(11) (10)
(4)
(6)
(8)
(8)
max. 2 m
(12)
(9)
(7)
(6)
(5)
Kleinspule in geschlossenem
Drahtvorschubgehäuse
Einsatzgebiet
Die Variante 2 - Schweißdraht-Fass mit Abspul-Drahtvorschub - wird häufig eingesetzt:
Für Anwendungen mit harten Schweißdrähten (z.B. Stahl, Stahl-Legierungen
-
und CrNi-Stähle)
Bei langen Drahtförderstrecken zwischen Drahtvorschub und Abspul-Draht-
-
vorschub
Weitere Konfigurationsmöglichkeiten
Keine Standkonsolen
-
Standkonsolen getrennt (nur in Verbindung mit Kühlgerät FK 4000 R)
-
Standkonsolen verschraubt, mit Option Radbremse (nur in Verbindung mit
-
Option Kranöse)
Stromquelle und Kühlgerät auf 2 Fahrwagen PickUp (2x, nur in Verbindung
-
mit Kühlgerät FK 4000 R, Zugentlastung des LHSB-Verbindungskabels erforderlich)
2 x Kühlgerät FK 4000 R anstelle von FK 9000 R
-
sämtliche Anbindungen an Roboter-Steuerung
-
42
Variante 3a - Kleinspule in geschlossenem Drahtvorschubgehäuse, getrennte Standkonsolen
Page 43

Schweißbrenner
RoboterSteuerung
(6a)
(6b)
Variante 3b - Kleinspule in geschlossenem
Drahtvorschubgehäuse, verschraubte Standkonsolen, Doppelkopfaufnahme
(1) Standkonsole (2x)
(2) Kühlgerät FK 9000 R (1x, Teil 1
und Teil 2)
(3) Stromquelle TPS 5000 (2x)
+ Option LHSB-Verbindung (2x)
+ LHSB-Verbindungskabel (1x)
+ Software-Freischaltung (2x)
+ Software-Update aus der Fronius-Datenbank (2x)
(4) Schweißbrenner Robacta Twin
500 (1x)
(5) Robacta Drive Twin Brenner-
Schlauchpaket (1x)
(6) Drehzapfenaufnahme schmal
(2x)
a) Drehzapfenaufnahme breit
(1x)
b) Doppelkopfaufnahme (1x)
(7) Drahtvorschub VR 7000 (2x)
(8) Standard-Verbindungs-
schlauchpaket (2x)
DE
(9) Fernbedienungskabel (LocalNet, 2x)
(10) Roboter-Steuerung (1x)
(11) Roboter-Interface Twin Standard I/O Synergic/Job (1x)
(12) Verbindungskabel zur Roboter-Steuerung (1x)
Bei Variante 3 - Kleinspule in geschlossenem Drahtvorschubgehäuse - ist auf gute Zugänglichkeit der Vorschübe hinsichtlich Bestückung und Service zu achten:
entweder durch räumliche Trennung (Variante 3a) oder
-
durch Verwendung einer Doppelkopfaufnahme mit schwenkbarer Vorschub-
-
aufnahme (Variante 3b).
Einsatzgebiet
Die Variante 3 - Kleinspule in geschlossenem Drahtvorschubgehäuse wird häufig
für Anwendungen mit weichen Schweißdrähten wie Aluminium und AluminiumLegierungen, Kupfer und Kupfer-Legierungen sowie für Drähte zum MIG-Löten
eingesetzt. Das geschlossene Drahtvorschubgehäuse bietet Schutz vor Verschmutzung.
Weitere Konfigurationsmöglichkeiten
Keine Standkonsolen
-
Standkonsolen getrennt (nur in Verbindung mit Kühlgerät FK 4000 R)
-
Stromquelle und Kühlgerät auf Fahrwagen PickUp (2x, nur in Verbindung mit
-
Kühlgerät FK 4000 R, Zugentlastung des LHSB-Verbindungskabels erforderlich)
2 x Kühlgerät FK 4000 R anstelle von FK 9000 R
-
sämtliche Anbindungen an Roboter-Steuerung
-
43
Page 44

Variante 4 -
(1) (1)
(12)
(6)
(4) (4)
(3) (3)
(9)
(10)
(11)
(8)
(8)
(7)
(7)
(5) (5)
(2) (2)
Großspule mit
Abspulvorrichtung
Variante 4 - Großspule mit Abspulvorrichtung
(1) Stromquelle TPS 4000 (2x)
+ Option LHSB-Verbindung (2x)
+ LHSB-Verbindungskabel (1x)
+ Software-Freischaltung (2x)
+ Software-Update aus der Fronius-Datenbank (2x)
(2) Standkonsole (2x)
(3) Kühlgerät FK 4000 R (2x), jeweils mit Option Strömungswächter
(4) Abspulvorrichtung für Großspulen, VR 4040 (2x)
(5) Roboter-Drahtvorschub VR 1500 (2x)
(6) Schweißbrenner Robacta Twin 500 (1x)
(7) Robacta Drive Twin Brenner- Schlauchpaket (1x)
(8) Standard-Verbindungsschlauchpaket (2x)
(9) Roboter-Interface Twin DeviceNet Feldbus (1x, an einer Stromquelle)
(10) LocalNet-Kabel als Verbindung zwischen den Stromquellen (1x)
(11) Feldbus (1x)
(12) Roboter-Steuerung (1x)
44
Einsatzgebiet
Die Variante 4 - Großspule mit Abspulvorrichtung wird häufig für Anwendungen
mit weichen Schweißdrähten wie Aluminium und Aluminium-Legierungen, Kupfer
und Kupfer-Legierungen sowie für Drähte zum MIG-Löten eingesetzt.
Weitere Konfigurationsmöglichkeiten
Keine Standkonsolen
-
Stromquelle und Kühlgerät auf Fahrwagen PickUp (2x, nur in Verbindung mit
-
Kühlgerät FK 4000 R, Zugentlastung des LHSB-Verbindungskabels erforderlich)
2 x Kühlgerät FK 4000 R anstelle von FK 9000 R
-
sämtliche Anbindungen an Roboter-Steuerung
-
Page 45

Vor Inbetriebnahme einer TimeTwin Digital
Schweißanlage
Sicherheit
Bestimmungsgemäße Verwendung
Gefahr durch Fehlbedienung.
Fehlbedienung kann schwere Personen- und Sachschäden verursachen.
▶
TimeTwin Digital ist ausschließlich zum MIG/MAG Tandem-(Twin)-Schweißen bestimmt. Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
-
-
WARNUNG!
Vor Erstinbetriebnahme das Kapitel „Sicherheitsvorschriften“ lesen.
das Beachten aller Hinweise aus den Bedienungsanleitungen der Einzelkomponenten
die Einhaltung der Inspektions- und Wartungsarbeiten
DE
Aufstellbestimmungen
Netzanschluss Die Schweißanlage ist für die am Leistungsschild der Stromquelle angegebene
Die Stromquellen sind nach Schutzart IP23 geprüft, das bedeutet:
Schutz gegen Eindringen fester Fremdkörper größer Ø 12 mm
-
Schutz gegen Sprühwasser bis zu einem Winkel von 60° zur Senkrechten
-
Die Schweißanlage kann, gemäß Schutzart IP23, im Freien aufgestellt und betrieben werden. Die eingebauten elektrischen Teile sind jedoch vor unmittelbarer
Nässeeinwirkung zu schützen.
WARNUNG!
Gefahr durch eine umstürzende Schweißanlage.
Eine umstürzende Schweißanlage kann Lebensgefahr bedeuten.
Schweißanlage auf ebenem und festem Untergrund standsicher aufstellen.
▶
Der Lüftungskanal der Stromquellen stellt eine wesentliche Sicherheitseinrichtung dar. Bei der Wahl des Aufstellorts ist zu beachten, dass die Kühlluft ungehindert durch die Luftschlitze an Vorder- und Rückseite ein- und austreten kann.
Anfallender elektrisch leitender Staub (z.B. bei Schmirgelarbeiten) darf nicht direkt in die Anlage gesaugt werden.
Netzspannung ausgelegt. Sind Netzkabel oder Netzstecker bei Ihrer
Geräteausführung nicht angebracht, müssen diese den nationalen Normen entsprechend montiert werden. Die Absicherung der Netzzuleitung den Technischen
Daten in der Bedienungsanleitung der Stromquelle entnehmen.
45
Page 46

WARNUNG!
Gefahr durch nicht ausreichend dimensionierte Elektroinstallation.
Eine nicht ausreichend dimensionierte Elektroinstallation kann zu schwerwiegenden Sachschäden führen.
Netzstecker, Netzzuleitung sowie deren Absicherung sind entsprechend aus-
▶
zulegen.
46
Page 47

Inbetriebnahme
1.
2.
3.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
4.
DE
Sicherheit
Gefahr durch elektrischen Strom.
Ist eine Stromquelle während der Installation am Netz angesteckt, besteht die
Gefahr schwerwiegender Personen- und Sachschäden.
▶
▶
▶
Installation Die Installation einer TimeTwin Digital Schweißanlage ist von vielen Faktoren
abhängig, z.B.:
-
-
-
-
-
-
-
WARNUNG!
Vor Erstinbetriebnahme das Kapitel „Sicherheitsvorschriften“ in der Bedienungsanleitung der Stromquelle lesen.
Sämtliche Vorbereitungsschritte nur durchführen, wenn die Netzschalter
beider Stromquellen in Stellung - O - geschaltet sind
Sämtliche Vorbereitungsschritte nur durchführen, wenn beide Netzkabel
vom Netz getrennt sind.
Anwendung
Zu verschweißendes Material
Bereitstellung des Schweißdrahtes (Drahtspule, Schweißdraht-Fass)
Räumliche Verhältnisse
Einflüsse durch Roboter und Roboter-Steuerung oder andere Automationseinrichtungen
Zugänglichkeit
Umgebungsbedingungen
Die Installation wird an Hand eines Konfigurationsbeispiels beschrieben. Detaillierte Informationen zu den Arbeitsschritten sind in den Dokumentationen der
Einzelkomponenten zu finden
Installationsschritte an Hand eines Konfigurationsbeispiels
Doppelt vorhandene Geräte (Stromquellen, Drahtvorschübe, Abspul-Draht-
1
vorschübe, etc.) und doppelt vorhandenes Zubehör (Verbindungsschlauchpakete, Verbindungsleitungen, Draht-Förderschläuche, etc.) jeweils mit Aufklebern „1“ und „2“ kennzeichnen
Standkonsolen montieren
2
47
Page 48
Kühlgeräte auf Standkonsolen montieren
VR 1500 VR 1500 -11/12/30
VR 7000
3
Stromquellen mit Kühlgeräten verbinden
4
LHSB-Verbindung zwischen den Stromquellen herstellen
5
Stromquellen mit Roboter-Steuerung verbinden
6
Stromquelle „1“ mit Stromquelle „2“ verbinden
7
Drahtvorschübe aufbauen
8
Abspulvorrichtungen oder Abspul-Drahtvorschübe aufbauen
9
Stromquellen mit Drahtvorschüben verbinden
10
Abspulvorrichtungen oder Abspul-Drahtvorschübe mit Drahtvorschüben ver-
11
binden
Twin Brenner-Schlauchpaket an den Drahtvorschüben anschließen
12
Schweißbrenner aufbauen
13
Fernbedienungen anschließen
14
Inbtriebnahme
Masseverbindung herstellen
Masseverbindungen zwischen
1
Werkstück und den Stromquellen
„1“ und „2“ herstellen
WICHTIG!
Separate Massekabel verwenden
-
Massekabel bifilar auflegen
-
Drahtvorschübe „1“ und „2“ an
2
Gasversorgung anschließen:
VR 1500, VR 1500-11/12/30:
-
Anschlussbuchse Schutzgas an
der Geräte-Rückseite
VR 7000:
-
Anschlussbuchse Schutzgas im
Geräte-Inneren, rechte Seite
Anschlussbuchse Schutzgas bei VR 1500, VR
1500-11/12/30, VR 7000
Gefahr durch zurückschnellende Drahtelektrode.
Verletzungsgefahr durch Federwirkung der aufgespulten Drahtelektrode.
▶
48
WARNUNG!
Beim Einfädeln der Drahtelektrode das Ende der Drahtelektrode gut festhalten, um Verletzungen durch eine zurückschnellende Drahtelektrode zu vermeiden.
Page 49

(1)
Drahtelektroden (1) in die Abspul-
(2) )2()2()1(
(2)
3
Drahtvorschübe „1“ und „2“ einlaufen
VR 1530 PD - Drahtelektrode einlaufen lassen
Vorschubrollen (2) entsprechend dem zu fördernden Schweißdraht in die
4
Drahtvorschübe „1“ und „2“ einsetzen
DE
Vorschubrollen einsetzen, Drahtelektroden einlaufen lassen
WARNUNG!
Gefahr durch austretenden Schweißdraht.
Schwerwiegende Verletzungen können die Folge sein.
Schweißbrenner von Gesicht und Körper fernhalten.
▶
Drahtelektroden (1) in die Drahtvorschübe „1“ und „2“ einlaufen lassen
5
Netzschalter der Stromquellen „1“ und „2“ in Stellung - O - schalten
6
Stick out für beide Drahtelektroden entsprechend dem Drahtdurchmesser
7
einrichten
Netzschalter der Stromquellen „1“ und „2“ in Stellung - I - schalten
8
49
Page 50
Schutzgasmenge mittels Taste Gasprüfen und dem Druckminderer der Gas-
9
versorgung einstellen
Die Taste Gasprüfen befindet sich
bei den Stromquellen am Bedienpanel
-
beim VR 1500 an der Drahtvorschub-Vorderseite
-
WICHTIG!
Schutzgasmenge für jeden Drahtvorschub separat einstellen
-
Schutzgasmenge muss bei beiden Drahtvorschüben gleich sein
-
Netzschalter der Stromquellen „1“ und „2“ in Stellung - O - schalten
10
Schweißbrenner positionieren (Roboter einrichten)
11
Netzschalter der Stromquellen „1“ und „2“ in Stellung - I - schalten
12
Parameter TimeTwin Digital überprüfen:
13
Parameter t-C an beiden Stromquellen vorhanden
-
Parameter P-C an beiden Stromquellen auf „On“
-
LHSB-Verbindung überprüfen
14
Schweißbeginn durch entsprechendes Startsignal von der Roboter-Steue-
15
rung
WICHTIG! Detaillierte Informationen zu den Arbeitsschritten sind in den Dokumentationen der Einzelkomponenten zu finden.
50
Page 51

Fehlerdiagnose und -behebung
DE
Angezeigte Service-Codes
dsP | A21
Unterbrechung der LHSB-Verbindung:
Der Service-Code „dsP | A21“ wird nur dann angezeigt, wenn die LHSB-Verbindung während oder nach dem Schweißprozess „TimeTwin Digital“ unterbrochen
wird. Ist die LHSB-Verbindung bereits vor dem geplanten Schweißprozess
„TimeTwin Digital“ unterbrochen, wird bei Inbetriebnahme keine Twin-Funktion
erkannt. Die Stromquelle arbeitet als Einzel-Stromquelle, der Service-Code „dsP
| A21“ wird nicht angezeigt.
Ursache:
Behebung:
Ursache:
Behebung:
HINWEIS!
LHSB-Verbindungskabel hat sich aus einer der Anschlussbuchsen
LHSB gelöst
LHSB-Verbindungskabel an der betreffenden Anschlussbuchse
LHSB anstecken
„dsP | A21“ quittieren: Taste Setup drücken (Stromquelle) oder über
ERROR Quit (Roboter)
LHSB-Verbindungskabel defekt
LHSB-Verbindungskabel austauschen oder instandsetzen
„dsP | A21“ quittieren: Taste Setup drücken (Stromquelle) oder über
ERROR Quit (Roboter)
Angezeigte Fehler-Codes
Weitere an der Stromquelle angezeigte Service-Codes und die Fehlerbehebung
sind in der Bedienungsanleitung der Stromquellen zu finden.
Parameter P-C wird nicht angezeigt
Ursache:
Behebung:
Parameter t-C wird nicht angezeigt
Ursache:
Behebung:
Ursache:
Behebung:
keine Verbindung über LHSB vorhanden
LHSB-Verbindung zwischen den Stromquellen herstellen
Software-Freischaltung fehlt an einer der beiden Stromquellen
Software-Freischaltung durchführen
Parameter P-C an einer oder beiden Stromquellen nicht auf „On“ eingestellt
Parameter P-C auf „On“ einstellen
51
Page 52
Pflege, Wartung und Entsorgung
Allgemeines Die Stromquellen benötigen unter normalen Betriebsbedingungen nur ein Mini-
mum an Pflege und Wartung. Das Beachten einiger Punkte ist jedoch unerlässlich, um die Schweißanlage über Jahre hinweg einsatzbereit zu halten.
WARNUNG!
Gefahr durch einen elektrischen Schlag
Ein elektrischer Schlag kann tödlich sein. Vor Öffnen des Gerätes
Netzschalter in Stellung „O“ schalten
▶
Gerät vom Netz trennen
▶
ein verständliches Warnschild gegen Wiedereinstecken anbringen
▶
mit Hilfe eines geeigneten Messgerätes sicherstellen, dass elektrisch gelade-
▶
ne Bauteile (z.B. Kondensatoren) entladen sind
Die Gehäuse-Schrauben stellen eine geeignete Schutzleiterverbindung für
▶
die Erdung des Gehäuses dar. Die Schrauben dürfen keinesfalls durch andere
Schrauben ohne zuverlässige Schutzleiterverbindung ersetzt werden.
Bei jeder Inbetriebnahme
Alle 2 Monate
Alle 6 Monate
Netzstecker und Netzkabel so wie Schweißbrenner, Verbindungs-Schlauch-
-
paket und Masseverbindung auf Beschädigung prüfen
Prüfen, ob der Rundumabstand des Gerätes 0,5 m (1ft. 8in.) beträgt, damit
-
die Kühlluft ungehindert zuströmen und entweichen kann
HINWEIS!
Lufteintritts- und Austrittsöffnungen dürfen keinesfalls verdeckt sein, auch
nicht teilweise.
Falls vorhanden: Luftfilter reinigen
-
Geräteseitenteile demontieren und das Geräteinnere mit trockener, reduzier-
-
ter Druckluft sauberblasen
HINWEIS!
Gefahr der Beschädigung elektronischer Bauteile.
Elektronische Bauteile nicht aus kurzer Entfernung anblasen.
Bei starkem Staubanfall auch die Kühlluftkanäle reinigen
-
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmun-
gen durchführen.
52
Page 53

Contents
Safety rules 55
Explanation of safety notices 55
General 55
Proper use 56
Environmental conditions 56
Obligations of the operator 56
Obligations of personnel 56
Mains connection 57
Protecting yourself and others 57
Danger from toxic gases and vapours 58
Danger from flying sparks 58
Risks from mains current and welding current 59
Meandering welding currents 60
EMC Device Classifications 60
EMC measures 60
EMF measures 61
Specific hazards 61
Requirement for the shielding gas 62
Danger from shielding gas cylinders 62
Danger from escaping shielding gas 63
Safety measures at the installation location and during transport 63
Safety measures in normal operation 64
Commissioning, maintenance and repair 64
Safety inspection 64
Disposal 65
Safety symbols 65
Data protection 65
Copyright 65
General 66
A few words on this manual 66
What’s the difference between double-wire welding and TimeTwin Digital? 66
Advantages of TimeTwin Digital 66
Functional principle of TimeTwin Digital 67
Leading power source and trailing power 67
Areas of application for TimeTwin Digital 67
Dimensioning the robot 68
Torch cleaning station 68
System requirements 69
System requirements and minimum equipment levels for Time-Twin Digital 69
Synchronising the power sources 70
Enabling the software 70
Mechanical requirements for TimeTwin Digital 70
Welding technology aspects 71
Material Shielding gas 71
Gas-flow in TimeTwin Digital 71
Grounding (earthing) connection 71
Welding-circuit inductivity L, welding-circuit resistance r 72
Stick-out 72
Tilt angle of the welding torch 72
Possible arc combinations in TimeTwin Digital 73
Pulsed / Pulsed 74
Metal transfer 74
Special features and advantages 75
Possible uses, area of application 75
Pulsed / Standard 76
Metal transfer 76
Special features and advantages 76
Possible uses, area of application 76
Standard / Pulsed 77
Metal transfer 77
EN
53
Page 54
Special features and advantages 77
Possible uses, area of application 77
Standard / Standard 78
Metal transfer 78
Possible uses, area of application 78
Pulsed or Standard (single wire) 79
Metal transfer 79
Special features and advantages 79
Switching over from TimeTwin 80
Possible uses, area of application 80
Welding parameter standard values 81
General remarks 81
Unalloyed and low-alloy steels 81
Aluminium 81
CrNi steels 82
Welding characteristics for TimeTwin Digital 83
General remarks 83
Spatter-free ignition (SFI) in TimeTwin Digital 83
Identification of TimeTwin digital welding characteristics 83
Welding characteristics for TS/TPS 4000/5000 (M500) 83
Robot table for TS/TPS 4000/5000 (M500) 84
Welding characteristics for TS/TPS 4000/5000 - USA (M03-0068) 85
Robot table for TS/TPS 4000/5000 - USA (M03-0068) 86
Connecting to the robot control 87
Robot interfaces for TimeTwin Digital 87
Standard robot interfaces 87
Field-bus systems for TimeTwin Digital 88
Standard fieldbus systems 88
Configuration examples 89
Variant 1 - Compact spool on robot 89
Variant 2 - Bulk wire container with unreelingtype wirefeeder 90
Variant 3 - Compact spool in enclosed wirefeeder housing 91
Variant 4 - Bulk pay-off pack with unreeling device 93
Before putting a TimeTwin Digital welding installation into service 94
Safety 94
Utilisation for intended purpose only 94
Machine set-up regulations 94
Mains connection 94
Start-up 96
Safety 96
How to install 96
Putting into service 97
Troubleshooting 100
Displayed service codes 100
Displayed error codes 100
Care, maintenance and disposal 101
General remarks 101
At every start-up 101
Every 2 months 101
Every 6 months 101
Disposal 101
54
Page 55
Safety rules
Explanation of
safety notices
DANGER!
Indicates immediate danger.
If not avoided, death or serious injury will result.
▶
WARNING!
Indicates a potentially hazardous situation.
If not avoided, death or serious injury may result.
▶
CAUTION!
Indicates a situation where damage or injury could occur.
If not avoided, minor injury and/or damage to property may result.
▶
NOTE!
Indicates a risk of flawed results and possible damage to the equipment.
EN
General The device is manufactured using state-of-the-art technology and according to
recognised safety standards. If used incorrectly or misused, however, it can cause:
injury or death to the operator or a third party,
-
damage to the device and other material assets belonging to the operating
-
company,
inefficient operation of the device.
-
All persons involved in commissioning, operating, maintaining and servicing the
device must:
be suitably qualified,
-
have sufficient knowledge of welding and
-
read and follow these operating instructions carefully.
-
The operating instructions must always be at hand wherever the device is being
used. In addition to the operating instructions, attention must also be paid to any
generally applicable and local regulations regarding accident prevention and environmental protection.
All safety and danger notices on the device
must be in a legible state,
-
must not be damaged,
-
must not be removed,
-
must not be covered, pasted or painted over.
-
For the location of the safety and danger notices on the device, refer to the section headed "General" in the operating instructions for the device.
Before switching on the device, rectify any faults that could compromise safety.
This is for your personal safety!
55
Page 56
Proper use The device is to be used exclusively for its intended purpose.
The device is intended solely for the welding processes specified on the rating
plate.
Any use above and beyond this purpose is deemed improper. The manufacturer
shall not be held liable for any damage arising from such usage.
Proper use includes:
carefully reading and following all the instructions given in the operating in-
-
structions
studying and obeying all safety and danger notices carefully
-
performing all stipulated inspection and maintenance work.
-
Never use the device for the following purposes:
Thawing out pipes
-
Charging batteries
-
Starting engines
-
The device is designed for use in industry and the workshop. The manufacturer
accepts no responsibility for any damage caused through use in a domestic setting.
The manufacturer likewise accepts no liability for inadequate or incorrect results.
Environmental
conditions
Obligations of
the operator
Operation or storage of the device outside the stipulated area will be deemed as
not in accordance with the intended purpose. The manufacturer shall not be held
liable for any damage arising from such usage.
Ambient temperature range:
during operation: -10 °C to + 40 °C (14 °F to 104 °F)
-
during transport and storage: -20 °C to +55 °C (-4 °F to 131 °F)
-
Relative humidity:
up to 50% at 40 °C (104 °F)
-
up to 90% at 20 °C (68 °F)
-
The surrounding air must be free from dust, acids, corrosive gases or substances,
etc.
Can be used at altitudes of up to 2000 m (6561 ft. 8.16 in.)
The operator must only allow persons to work with the device who:
are familiar with the fundamental instructions regarding safety at work and
-
accident prevention and have been instructed in how to use the device
have read and understood these operating instructions, especially the sec-
-
tion "safety rules", and have confirmed as much with their signatures
are trained to produce the required results.
-
Checks must be carried out at regular intervals to ensure that operators are
working in a safety-conscious manner.
Obligations of
personnel
56
Before using the device, all persons instructed to do so undertake:
to observe the basic instructions regarding safety at work and accident pre-
-
vention
to read these operating instructions, especially the "Safety rules" section and
-
sign to confirm that they have understood them and will follow them.
Page 57

Before leaving the workplace, ensure that people or property cannot come to any
harm in your absence.
Mains connection
Protecting
yourself and
others
Devices with a higher rating may affect the energy quality of the mains due to
their current consumption.
This may affect a number device types in terms of:
Connection restrictions
-
-
Criteria with regard to the maximum permissible mains impedance
-
Criteria with regard to the minimum short-circuit power requirement
*)
at the interface with the public grid
*)
*)
see "Technical data"
In this case, the plant operator or the person using the device should check whether the device may be connected, where appropriate by discussing the matter
with the power supply company.
IMPORTANT! Ensure that the mains connection is earthed properly
Anyone working with the device exposes themselves to numerous risks, e.g.
flying sparks and hot pieces of metal
-
Arc radiation, which can damage eyes and skin
-
Hazardous electromagnetic fields, which can endanger the lives of those
-
using cardiac pacemakers
Risk of electrocution from mains current and welding current
-
Greater noise pollution
-
Harmful welding fumes and gases
-
EN
Suitable protective clothing must be worn when working with the device. The
protective clothing must have the following properties:
Flame-resistant
-
Insulating and dry
-
Covers the whole body, is undamaged and in good condition
-
Safety helmet
-
Trousers with no turn-ups
-
Protective clothing refers to a variety of different items. Operators should:
Protect eyes and face from UV rays, heat and sparks using a protective visor
-
and regulation filter
Wear regulation protective goggles with side protection behind the protecti-
-
ve visor
Wear stout footwear that provides insulation even in wet conditions
-
Protect the hands with suitable gloves (electrically insulated and providing
-
protection against heat)
Wear ear protection to reduce the harmful effects of noise and to prevent in-
-
jury
Keep all persons, especially children, out of the working area while any devices
are in operation or welding is in progress. If, however, there are people in the
vicinity:
Make them aware of all the dangers (risk of dazzling by the arc, injury from
-
flying sparks, harmful welding fumes, noise, possible risks from mains current and welding current, etc.)
Provide suitable protective equipment
-
Alternatively, erect suitable safety screens/curtains.
-
57
Page 58

Danger from toxic gases and vapours
The fumes produced during welding contain harmful gases and vapours.
Welding fumes contain substances that cause cancer, as stated in Monograph
118 of the International Agency for Research on Cancer.
Use at-source extraction and a room extraction system.
If necessary, use a welding torch with an integrated extraction device.
Keep your face away from welding fumes and gases.
Fumes and hazardous gases
must not be breathed in
-
must be extracted from the working area using appropriate methods.
-
Ensure an adequate supply of fresh air. Ensure that there is a ventilation rate of
at least 20 m³ per hour at all times.
Otherwise, a welding helmet with an air supply must be worn.
If there is any doubt about whether the extraction capacity is sufficient, the
measured toxic emission values should be compared with the permissible limit
values.
The following components are responsible, amongst other things, for the degree
of toxicity of welding fumes:
Metals used for the workpiece
-
Electrodes
-
Coatings
-
Cleaners, degreasers, etc.
-
Welding process used
-
Danger from flying sparks
The relevant material safety data sheets and manufacturer's specifications for
the listed components should therefore be studied carefully.
Recommendations for trade fair scenarios, risk management measures and for
identifying working conditions can be found on the European Welding Association website under Health & Safety (https://european-welding.org).
Flammable vapours (e.g. solvent fumes) should be kept away from the arc's radiation area.
Close the shielding gas cylinder valve or main gas supply if no welding is taking
place.
Flying sparks may cause fires or explosions.
Never weld close to flammable materials.
Flammable materials must be at least 11 metres (36 ft. 1.07 in.) away from the
arc, or alternatively covered with an approved cover.
A suitable, tested fire extinguisher must be available and ready for use.
Sparks and pieces of hot metal may also get into adjacent areas through small
gaps or openings. Take appropriate precautions to prevent any danger of injury or
fire.
58
Welding must not be performed in areas that are subject to fire or explosion or
near sealed tanks, vessels or pipes unless these have been prepared in accordance with the relevant national and international standards.
Page 59

Do not carry out welding on containers that are being or have been used to store
gases, propellants, mineral oils or similar products. Residues pose an explosive
hazard.
Risks from mains
current and welding current
An electric shock is potentially life threatening and can be fatal.
Do not touch live parts either inside or outside the device.
During MIG/MAG welding and TIG welding, the welding wire, the wirespool, the
feed rollers and all pieces of metal that are in contact with the welding wire are
live.
Always set the wirefeeder up on a sufficiently insulated surface or use a suitable,
insulated wirefeeder holder.
Make sure that you and others are protected with an adequately insulated, dry
base or cover for the earth or ground potential. This base or cover must extend
over the entire area between the body and the earth or ground potential.
All cables and leads must be secured, undamaged, insulated and adequately dimensioned. Replace loose connections and scorched, damaged, or inadequately
dimensioned cables and leads immediately.
Use the handle to ensure the power connections are tight before every use.
In the case of power cables with a bayonet connector, rotate the power cable
around the longitudinal axis by at least 180° and pretension.
Do not wrap cables or leads around the body or parts of the body.
The electrode (rod electrode, tungsten electrode, welding wire, etc.) must
never be immersed in liquid for cooling
-
Never touch the electrode when the power source is switched on.
-
EN
Double the open circuit voltage of a power source can occur between the welding
electrodes of two power sources. Touching the potentials of both electrodes at
the same time may be fatal under certain circumstances.
Arrange for the mains cable to be checked regularly by a qualified electrician to
ensure the ground conductor is functioning properly.
Protection class I devices require a mains supply with ground conductor and a
connector system with ground conductor contact for proper operation.
Operation of the device on a mains supply without ground conductor and on a
socket without ground conductor contact is only permitted if all national regulations for protective separation are observed.
Otherwise, this is considered gross negligence. The manufacturer shall not be
held liable for any damage arising from such usage.
If necessary, provide adequate earthing for the workpiece.
Switch off unused devices.
Wear a safety harness if working at height.
Before working on the device, switch it off and pull out the mains plug.
Attach a clearly legible and easy-to-understand warning sign to the device to
prevent anyone from plugging the mains plug back in and switching it on again.
After opening the device:
Discharge all live components
-
Ensure that all components in the device are de-energised.
-
59
Page 60

If work on live parts is required, appoint a second person to switch off the main
switch at the right moment.
Meandering welding currents
If the following instructions are ignored, meandering welding currents can develop with the following consequences:
Fire hazard
-
Overheating of parts connected to the workpiece
-
Damage to ground conductors
-
Damage to device and other electrical equipment
-
Ensure that the workpiece is held securely by the workpiece clamp.
Attach the workpiece clamp as close as possible to the area that is to be welded.
Position the device with sufficient insulation against electrically conductive environments, such as insulation against conductive floor or insulation to conductive
racks.
If power distribution boards, twin-head mounts, etc., are being used, note the following: The electrode of the welding torch / electrode holder that is not used is
also live. Make sure that the welding torch / electrode holder that is not used is
kept sufficiently insulated.
In the case of automated MIG/MAG applications, ensure that only an insulated
wire electrode is routed from the welding wire drum, large wirefeeder spool or
wirespool to the wirefeeder.
EMC Device
Classifications
EMC measures In certain cases, even though a device complies with the standard limit values for
Devices in emission class A:
Are only designed for use in industrial settings
-
Can cause line-bound and radiated interference in other areas
-
Devices in emission class B:
Satisfy the emissions criteria for residential and industrial areas. This is also
-
true for residential areas in which the energy is supplied from the public lowvoltage mains.
EMC device classification as per the rating plate or technical data.
emissions, it may affect the application area for which it was designed (e.g. when
there is sensitive equipment at the same location, or if the site where the device
is installed is close to either radio or television receivers).
If this is the case, then the operator is obliged to take appropriate action to rectify the situation.
Check and evaluate the immunity to interference of nearby devices according to
national and international regulations. Examples of equipment that may be susceptible to interference from the device include:
Safety devices
-
Network, signal and data transfer lines
-
IT and telecommunications devices
-
Measuring and calibrating devices
-
60
Supporting measures for avoidance of EMC problems:
Mains supply
1.
If electromagnetic interference arises despite the correct mains connec-
-
tion, additional measures are necessary (e.g. use of a suitable line filter)
Page 61

Welding power-leads
2.
must be kept as short as possible
-
must be laid close together (to avoid EMF problems)
-
must be kept well apart from other leads
-
Equipotential bonding
3.
Earthing of the workpiece
4.
If necessary, establish an earth connection using suitable capacitors.
-
Shield, if necessary
5.
Shield other devices nearby
-
Shield the entire welding installation
-
EMF measures Electromagnetic fields may pose as yet unknown risks to health:
Effects on the health of persons in the vicinity, e.g. those with pacemakers
-
and hearing aids
Individuals with pacemakers must seek advice from their doctor before ap-
-
proaching the device or any welding that is in progress
For safety reasons, maintain as large a distance as possible between the wel-
-
ding power-leads and the head/torso of the welder
Do not carry welding power-leads and hosepacks over the shoulders or wind
-
them around any part of the body
EN
Specific hazards Keep hands, hair, clothing and tools away from moving parts. For example:
Fans
-
Cogs
-
Rollers
-
Shafts
-
Wirespools and welding wires
-
Do not reach into the rotating cogs of the wire drive or into rotating drive components.
Covers and side panels may only be opened/removed while maintenance or repair
work is being carried out.
During operation
Ensure that all covers are closed and all side panels are fitted properly.
-
Keep all covers and side panels closed.
-
The welding wire emerging from the welding torch poses a high risk of injury
(piercing of the hand, injuries to the face and eyes, etc.).
Therefore, always keep the welding torch away from the body (devices with wirefeeder) and wear suitable protective goggles.
Never touch the workpiece during or after welding - risk of burns.
Slag can jump off cooling workpieces. The specified protective equipment must
therefore also be worn when reworking workpieces, and steps must be taken to
ensure that other people are also adequately protected.
Welding torches and other parts with a high operating temperature must be allowed to cool down before handling.
Special provisions apply in areas at risk of fire or explosion
- observe relevant national and international regulations.
Power sources for work in areas with increased electric risk (e.g. near boilers)
must carry the "Safety" sign. However, the power source must not be located in
such areas.
61
Page 62

Risk of scalding from escaping coolant. Switch off cooling unit before disconnecting coolant flow or return lines.
Observe the information on the coolant safety data sheet when handling coolant.
The coolant safety data sheet may be obtained from your service centre or downloaded from the manufacturer's website.
Use only suitable load-carrying equipment supplied by the manufacturer when
transporting devices by crane.
Hook chains or ropes onto all suspension points provided on the load-carry-
-
ing equipment.
Chains and ropes must be at the smallest angle possible to the vertical.
-
Remove gas cylinder and wirefeeder (MIG/MAG and TIG devices).
-
If the wirefeeder is attached to a crane holder during welding, always use a suitable, insulated wirefeeder hoisting attachment (MIG/MAG and TIG devices).
If the device has a carrying strap or handle, this is intended solely for carrying by
hand. The carrying strap is not to be used if transporting with a crane, counterbalanced lift truck or other mechanical hoist.
All lifting tackle (straps, handles, chains, etc.) used in connection with the device
or its components must be tested regularly (e.g. for mechanical damage, corrosion or changes caused by other environmental factors).
The testing interval and scope of testing must comply with applicable national
standards and directives as a minimum.
Requirement for
the shielding gas
Danger from
shielding gas cylinders
Odourless and colourless shielding gas may escape unnoticed if an adapter is
used for the shielding gas connection. Prior to assembly, seal the device-side
thread of the adapter for the shielding gas connection using suitable Teflon tape.
Especially with ring lines, contaminated shielding gas can cause damage to
equipment and reduce welding quality.
Meet the following requirements regarding shielding gas quality:
Solid particle size < 40 µm
-
Pressure condensation point < -20 °C
-
Max. oil content < 25 mg/m³
-
Use filters if necessary.
Shielding gas cylinders contain gas under pressure and can explode if damaged.
As the shielding gas cylinders are part of the welding equipment, they must be
handled with the greatest of care.
Protect shielding gas cylinders containing compressed gas from excessive heat,
mechanical impact, slag, naked flames, sparks and arcs.
Mount the shielding gas cylinders vertically and secure according to instructions
to prevent them falling over.
62
Keep the shielding gas cylinders well away from any welding or other electrical
circuits.
Never hang a welding torch on a shielding gas cylinder.
Never touch a shielding gas cylinder with an electrode.
Risk of explosion - never attempt to weld a pressurised shielding gas cylinder.
Page 63

Only use shielding gas cylinders suitable for the application in hand, along with
the correct and appropriate accessories (regulator, hoses and fittings). Only use
shielding gas cylinders and accessories that are in good condition.
Turn your face to one side when opening the valve of a shielding gas cylinder.
Close the shielding gas cylinder valve if no welding is taking place.
If the shielding gas cylinder is not connected, leave the valve cap in place on the
cylinder.
The manufacturer's instructions must be observed as well as applicable national
and international regulations for shielding gas cylinders and accessories.
EN
Danger from escaping shielding
gas
Safety measures
at the installation location and
during transport
Risk of suffocation from the uncontrolled escape of shielding gas
Shielding gas is colourless and odourless and, in the event of a leak, can displace
the oxygen in the ambient air.
Ensure an adequate supply of fresh air with a ventilation rate of at least
-
20 m³/hour.
Observe safety and maintenance instructions on the shielding gas cylinder or
-
the main gas supply.
Close the shielding gas cylinder valve or main gas supply if no welding is ta-
-
king place.
Check the shielding gas cylinder or main gas supply for uncontrolled gas le-
-
akage before every start-up.
A device toppling over could easily kill someone. Place the device on a solid, level
surface such that it remains stable
The maximum permissible tilt angle is 10°.
-
Special regulations apply in rooms at risk of fire or explosion
Observe relevant national and international regulations.
-
Use internal directives and checks to ensure that the workplace environment is
always clean and clearly laid out.
Only set up and operate the device in accordance with the degree of protection
shown on the rating plate.
When setting up the device, ensure there is an all-round clearance of 0.5 m (1 ft.
7.69 in.) to ensure that cooling air can flow in and out freely.
When transporting the device, observe the relevant national and local guidelines
and accident prevention regulations. This applies especially to guidelines regarding the risks arising during transport.
Do not lift or transport operational devices. Switch off devices before transport
or lifting.
Before transporting the device, allow coolant to drain completely and detach the
following components:
Wirefeeder
-
Wirespool
-
Shielding gas cylinder
-
After transporting the device, the device must be visually inspected for damage
before commissioning. Any damage must be repaired by trained service technicians before commissioning the device.
63
Page 64
Safety measures
in normal operation
Only operate the device when all safety devices are fully functional. If the safety
devices are not fully functional, there is a risk of
injury or death to the operator or a third party
-
damage to the device and other material assets belonging to the operator
-
inefficient operation of the device
-
Any safety devices that are not functioning properly must be repaired before
switching on the device.
Never bypass or disable safety devices.
Before switching on the device, ensure that no one is likely to be endangered.
Check the device at least once a week for obvious damage and proper functioning of safety devices.
Always fasten the shielding gas cylinder securely and remove it beforehand if the
device is to be transported by crane.
Only the manufacturer's original coolant is suitable for use with our devices due
to its properties (electrical conductibility, anti-freeze agent, material compatibility, flammability, etc.).
Only use suitable original coolant from the manufacturer.
Do not mix the manufacturer's original coolant with other coolants.
Commissioning,
maintenance and
repair
Only connect the manufacturer's system components to the cooling circuit.
The manufacturer accepts no liability for damage resulting from use of other system components or a different coolant. In addition, all warranty claims will be
forfeited.
Cooling Liquid FCL 10/20 does not ignite. The ethanol-based coolant can ignite
under certain conditions. Transport the coolant only in its original, sealed containers and keep well away from any sources of ignition.
Used coolant must be disposed of properly in accordance with the relevant national and international regulations. The coolant safety data sheet may be obtained from your service centre or downloaded from the manufacturer's website.
Check the coolant level before starting to weld, while the system is still cool.
It is impossible to guarantee that bought-in parts are designed and manufactured to meet the demands made of them, or that they satisfy safety requirements.
Use only original spare and wearing parts (also applies to standard parts).
-
Do not carry out any modifications, alterations, etc. to the device without the
-
manufacturer's consent.
Components that are not in perfect condition must be replaced immediately.
-
When ordering, please give the exact designation and part number as shown
-
in the spare parts list, as well as the serial number of your device.
Safety inspection
64
The housing screws provide the ground conductor connection for earthing the
housing parts.
Only use original housing screws in the correct number and tightened to the specified torque.
The manufacturer recommends that a safety inspection of the device is performed at least once every 12 months.
Page 65

The manufacturer recommends that the power source be calibrated during the
same 12-month period.
A safety inspection should be carried out by a qualified electrician
after any changes are made
-
after any additional parts are installed, or after any conversions
-
after repair, care and maintenance has been carried out
-
at least every twelve months.
-
For safety inspections, follow the appropriate national and international standards and directives.
Further details on safety inspection and calibration can be obtained from your
service centre. They will provide you on request with any documents you may require.
Disposal Waste electrical and electronic equipment must be collected separately and re-
cycled in an environmentally-friendly way, in accordance with the European Directive and national legislation. Used equipment must be returned to the distributor or disposed of via an approved local collection and disposal facility. Correct disposal of used equipment promotes the sustainable recycling of material
resources. Failing to dispose of used equipment correctly can lead to adverse health and/or environmental impacts.
EN
Packaging materials
Separate collection according to material. Check your local authority regulations.
Crush containers to reduce size.
Safety symbols Devices with the CE mark satisfy the essential requirements of the low-voltage
and electromagnetic compatibility directives (e.g. relevant product standards of
the EN 60 974 series).
Fronius International GmbH hereby declares that the device is compliant with
Directive 2014/53/EU. The full text on the EU Declaration of Conformity can be
found at the following address: http://www.fronius.com
Devices marked with the CSA test mark satisfy the requirements of the relevant
standards for Canada and the USA.
Data protection The user is responsible for the safekeeping of any changes made to the factory
settings. The manufacturer accepts no liability for any deleted personal settings.
Copyright Copyright of these operating instructions remains with the manufacturer.
The text and illustrations are all technically correct at the time of printing. We
reserve the right to make changes. The contents of the operating instructions
shall not provide the basis for any claims whatsoever on the part of the purchaser. If you have any suggestions for improvement, or can point out any mistakes
that you have found in the instructions, we will be most grateful for your
comments.
65
Page 66

General
A few words on
this manual
What’s the difference between
double-wire welding and TimeTwin Digital?
These Operating Instructions describe the “TimeTwin Digital” process. The
terms “LHSB connection” or “LHSB connector cable” are only used here with reference to the “TimeTwin Digital” process.
For details of how to operate power sources in parallel (TP/TS/TPS 7200 / 9000
applications), see the Operating Instruction manual “Balancing inductance for
TP/TS/TPS 7200 / 9000”.
You can only run the “TimeTwin Digital” process if the software has been specially
enabled on 2 power sources. If the software has not been so enabled, these Operating Instructions are not relevant in your case.
In general, a distinction is made (as per DVS Datasheet 0909 - Part 1) between:
double-wire welding, where two wire electrodes are welded with shared wel-
-
ding potential, and
tandem welding (Fronius: TimeTwin Digital), where two wire electrodes are
-
welded with separate welding potential
TimeTwin Digi-
tal
Welding potential separate shared
Arcs are selectively controllable yes no
Double-wire
welding
Advantages of
TimeTwin Digital
Arc length is selectively adjustable yes no
Arc blow effect in pulsed arc low high
Spattering low high
Arc combination: Pulsed / Pulsed possible possible
Arc combination: Pulsed / Standard possible not possible
Arc combination: Standard / Pulsed possible not possible
Arc combination: Standard / Standard possible (*) possible
(*) is not recommended
arcs selectively controllable
-
the metal-transfer processes from both wire electrodes can be timed to co-
-
ordinate with one another (i.e. either synchronised or phase-displaced)
minimal arc-blow effect in pulsed arc
-
low-spatter metal transfer with almost constant droplet size
-
the power-source characteristic can readily be adjusted to the base metal
-
and filler metal, and to the shielding gas
because the arcs are short, there is only a small weld-pool - which leads to
-
high welding speeds
“mixed” arc combinations are possible (e.g. pulsed arc + standard arc)
-
easy to operate, as its guidance menu is structured in the same way as on the
-
TPS 4000 / 5000 machines
66
Page 67
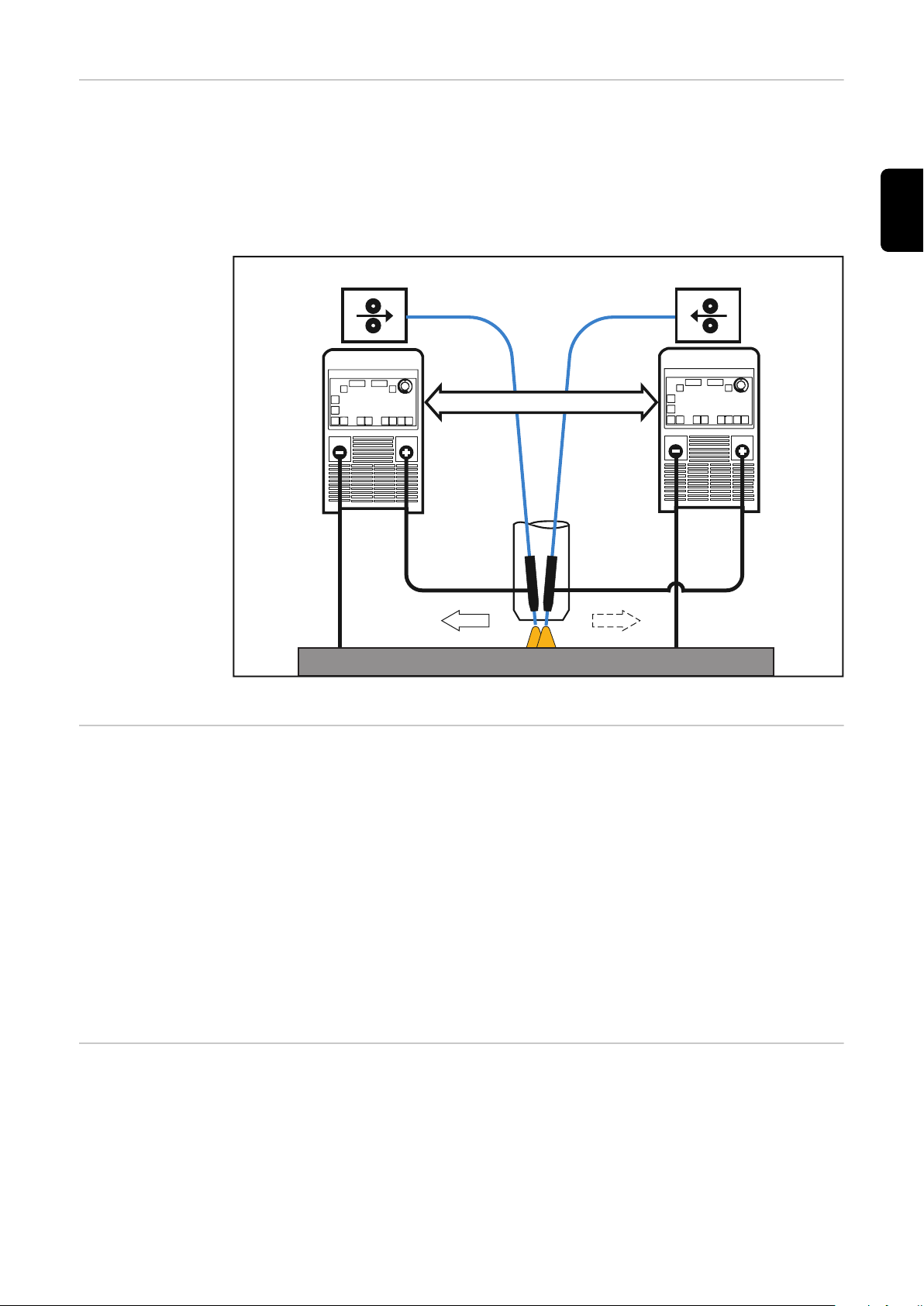
Functional
Power source 1
Power source 2
Synchronisation
Separate
welding potential
Wirefeeder 1
Wire electrode 1
Wirefeeder 2
Wire electrode 2
principle of
TimeTwin Digital
Two wire electrodes are welded in a single weld-pool, under a shielding-gas
-
atmosphere.
The wire is fed by two separate wirefeeders. These wirefeeders, in turn, are
-
powered by two power sources, each of which is independent of the other.
The two power sources are synchronised.
The two wire electrodes are brought together in the welding torch in such a
-
way that there are two separate welding potentials.
EN
Leading power
source and trailing power
Areas of application for TimeTwin Digital
Functional principle of TimeTwin Digital: Separate welding potential
In the “TimeTwin Digital” process we refer to the two power sources as the “leading” power source and the “trailing” power source, respectively.
Depending on the direction of welding, one of the two power sources will be
-
defined as the leading power source.
The definition of which is the leading power source is made by means of “Pa-
-
rameter t-C” (Twin Control). On the leading power source, Parameter t-C is
set to “On” (please also see the section headed “System requirements”, subsection: “Enabling the software”).
The leading power source specifies the frequency for the trailing power
-
source.
Seen in the direction of welding, the wire electrode of the leading power
-
source is the “front” wire electrode.
When you reverse the direction of welding, leaving the torch position unch-
-
anged, the trailing power source becomes the leading power source.
TimeTwin Digital is used in automated applications only, e.g.
67
Page 68
in the construction of rail vehicles & rolling stock, for longitudinal seams and
-
profiles
in shipbuilding, for fillet welds and profiles
-
in the construction of cars and vehicles, for lap welds and welds on wheel-
-
rims
in the automobile industry (Twin MIG brazing)
-
in boilermaking and tank construction, for butt-welds, longitudinal seams,
-
lap welds and circumferential seams
in the field of plant engineering, for V, double-V and fillet welds
-
on hoisting appliances, for corner seams
-
on earth-moving machinery and in the construction of special machinery, for
-
singlebevel butt welds and fillet welds
for overlay welding jobs
-
Dimensioning
the robot
Torch cleaning
station
When designing and dimensioning the robot, the following points must be borne
in mind:
When 2 wirefeeders are mounted on the robot arm, this arm must designed
-
to sustain this double load. An additional load is imposed when wire spools
are mounted on the robot.
The torch holder on the robot must be of stable, sturdy design. A Twin torch
-
weighs around 1.5 - 2 times as much as a conventional robot torch.
The collision box must also be adapted to cope with the additional weight of
the Twin torch.
Allowance must also be made for double interconnecting cables and torch
-
hosepacks when designing and dimensioning the robot.
To ensure optimum running of the automated Twin welding process, we recommend using a torch-cleaning unit such as:
Robacta Reamer Twin
Mechanical torch-cleaning, can be used for all base metals such as steel, aluminium, CrNi steels, copper etc.
Robacta TC 1000 Twin or Robacta TC 2000 Twin
Electromagnetic torch-cleaning for ferromagnetic base metals.
68
Page 69
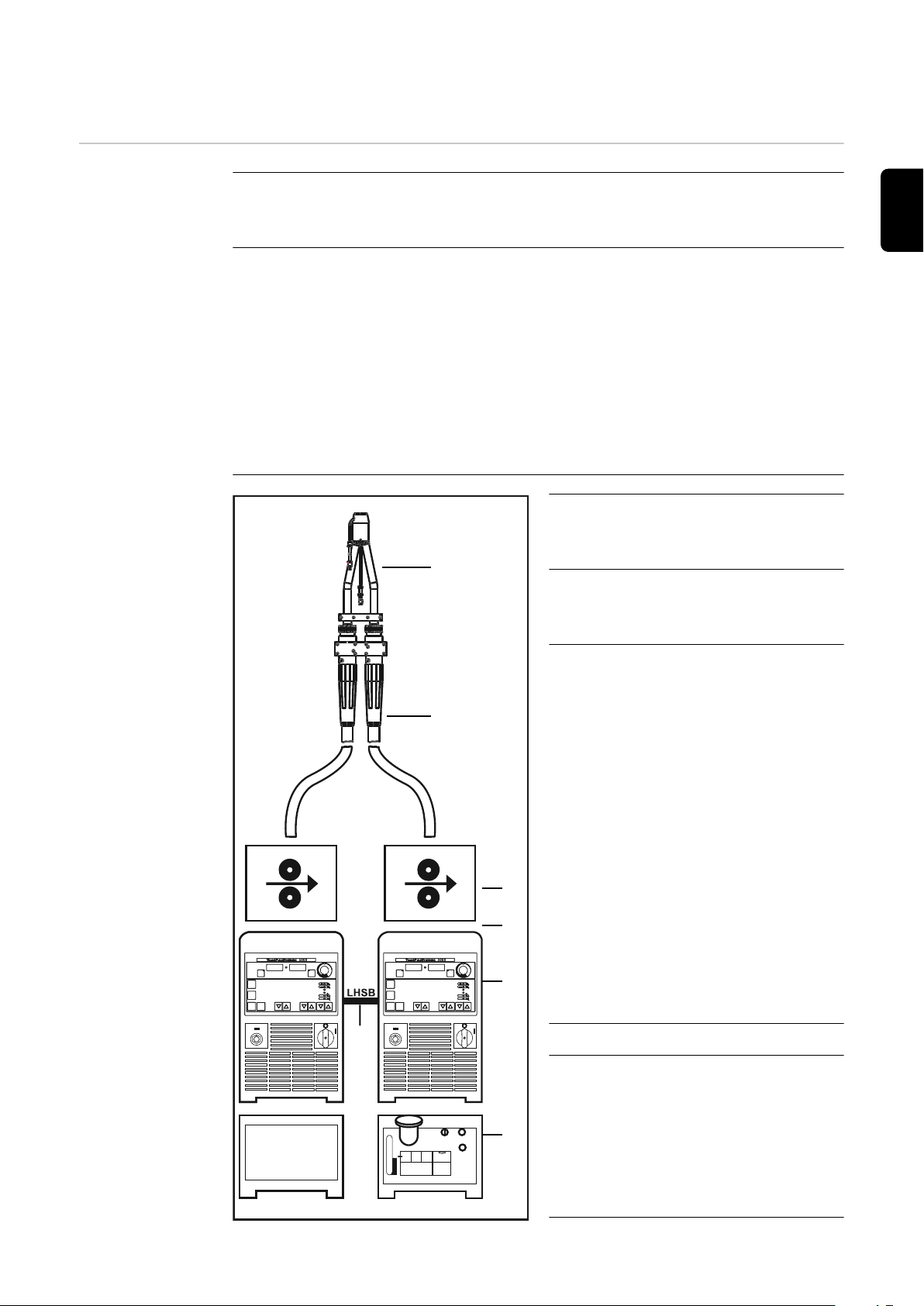
System requirements
(1)
(2)
(3)
(4)
(5)
(7)
(6)
System requirements and minimum equipment
levels for TimeTwin Digital
(1) Welding torch
1 x Robacta Twin 500 or
1 x Robacta Twin 900
(2) Torch hosepack
1 x Robacta Twin hosepack or
1 x Robacta Drive Twin hosepack
with the Robacta Drive Twin original equipment package for the wire
-
diameter in question
with the optional “PMR 4000 PullMig installation kit” installed on bo-
-
th wirefeeders
with the “Enhanced motor supply” option installed on the power
-
sources in cases where any of the following wirefeeders are being
used: VR 1500-11, VR 1500-30, VR 7000-11 and VR 7000-30
(3) Wirefeeders
2 x VR 7000 (+ variants) or
2 x VR 1500 (+ variants)
(4) Intetconnecting cable
2 x standard-interconnecting
cables
(5) Power sources
2 x TPS 4000 (+ variants) or
2 x TPS 5000 (+ variants)
with official firmware UST
-
V3.10.33 and above
with “LHSB link” option
-
with the software enabled
-
for “TimeTwin Digital”
with a software update
-
from the Fronius databank
with robot interface (stan-
-
dard I/O or field bus)
These options are required (i.e.
mandatory) when using a TPS
4000 and/or TPS 5000, in each
case on both power sources. 1 x
LHSB connector cable´
EN
(6) 1 x LHSB connector cable
(7) Cooling units
1 x cooling unit FK 9000 R oder
2 x cooling unit FK 4000 R
with optional rate-of-flow
-
watchdog or
2 x FK 4000 R US (cooling units
(for USA)
69
Page 70
Synchronising
the power
sources
In the “TimeTwin Digital” process, the power sources are synchronised by means
of:
the optional LHSB link on the power sources
-
the LHSB connector cable
-
After the LHSB link has been installed, “Parameter P-C” (power control) will be
available. Parameter P-C is shown on the power source in Set-up Menu - Level 2.
Possible settings: On / oFF
For the “TimeTwin Digital” process, “Parameter P-C” must be set to “On” on both
power sources.
Enabling the
software
Leading
power source
P-C On On TimeTwin Digital
P-C On oFF Power-sharing TPS 7200 / 9000
P-C oFF oFF 2 single power sources
In order to run the “TimeTwin Digital” process, you will need the “TimeTwin Digital” software enablement (Article n° 4,061,110) on both power sources.
After the software has been enabled, and once the LHSB link has been set up,
Parameter t-C (twin control) will be available. Parameter t-C defines the leading
power source. This power source specifies the frequency for the Trailing power
source.
IMPORTANT! The software enablement of the power sources is monitored by the
LHSB link. If one of the power sources has not been enabled, meaning that Parameter t-C is not available on this power source, Parameter t-C will not be displayed on the other (i.e. enabled) power source either.
Possible settings: On / oFF
Trailing power
source
Application
Mechanical requirements for
TimeTwin Digital
70
Contents of display / Making settings
No robot interface installed ... Parameter t-C is shown, and set, in “Set-up
-
Menu - Level 2” on the power source
Robot interface installed ... Parameter t-C is addressed by the robot control
-
in such a way that either the first or the second power source acts as the leading power source, depending on the direction of welding.
On the leading power source, Parameter t-C must be set to “On” via the robot control.
As a check: Parameter t-C is displayed on the power source, in Set-up Menu Level 2.
In order to ensure that the “TimeTwin Digital” process is stable and reproducible,
the following mechanical requirements must be fulfilled:
Precision torch manipulation for the robot and/or single-purpose automatic
-
machine (e.g. longitudinal travel carriage)
Exact seam preparation
-
Close weldment tolerances
-
Seam guidance systems with low deviation
-
Page 71

Welding technology aspects
Material Shielding gas
Gas-flow in
TimeTwin Digital
Material Shielding gas
Unalloyed and low-alloy
steels
CrNi steels, high-alloy steels ArCO2 mixtures, active-gas component max.
Aluminium Ar (99,9 %), ArHe mixtures
Set the gas flow rate for each wirefeeder separately
-
The gas flow rate must be the same on both wirefeeders
-
The total (i.e. combined) gas flow rate should be approx. 25 - 30 l/min
-
If the “Digital Gas Control” option has been installed:
follow the guidelines in the “Digital Gas Control” instruction manual
-
use two separate pressure regulators
-
use two separate outgoing circuits from the ring circuit
-
stay within the minimum and maximum pressures allowed for the “Digital
-
Gas Control” option
ArCO2-, ArO2- and ArCO2O2 mixtures
2,5 %
ArO2 mixtures, active-gas component max. 3 %
EN
Grounding (earthing) connection
Use a separate earthing (grounding) cable for each power source:
Separate earthing (grounding) cables
Arrange the earthing (grounding) cables in a bifilar pattern - do NOT coil them:
Shared earthing (grounding) cable, earth bridge
Earthing cables arranged in a bifilar pattern
Earthing (grounding) cables coiled
71
Page 72
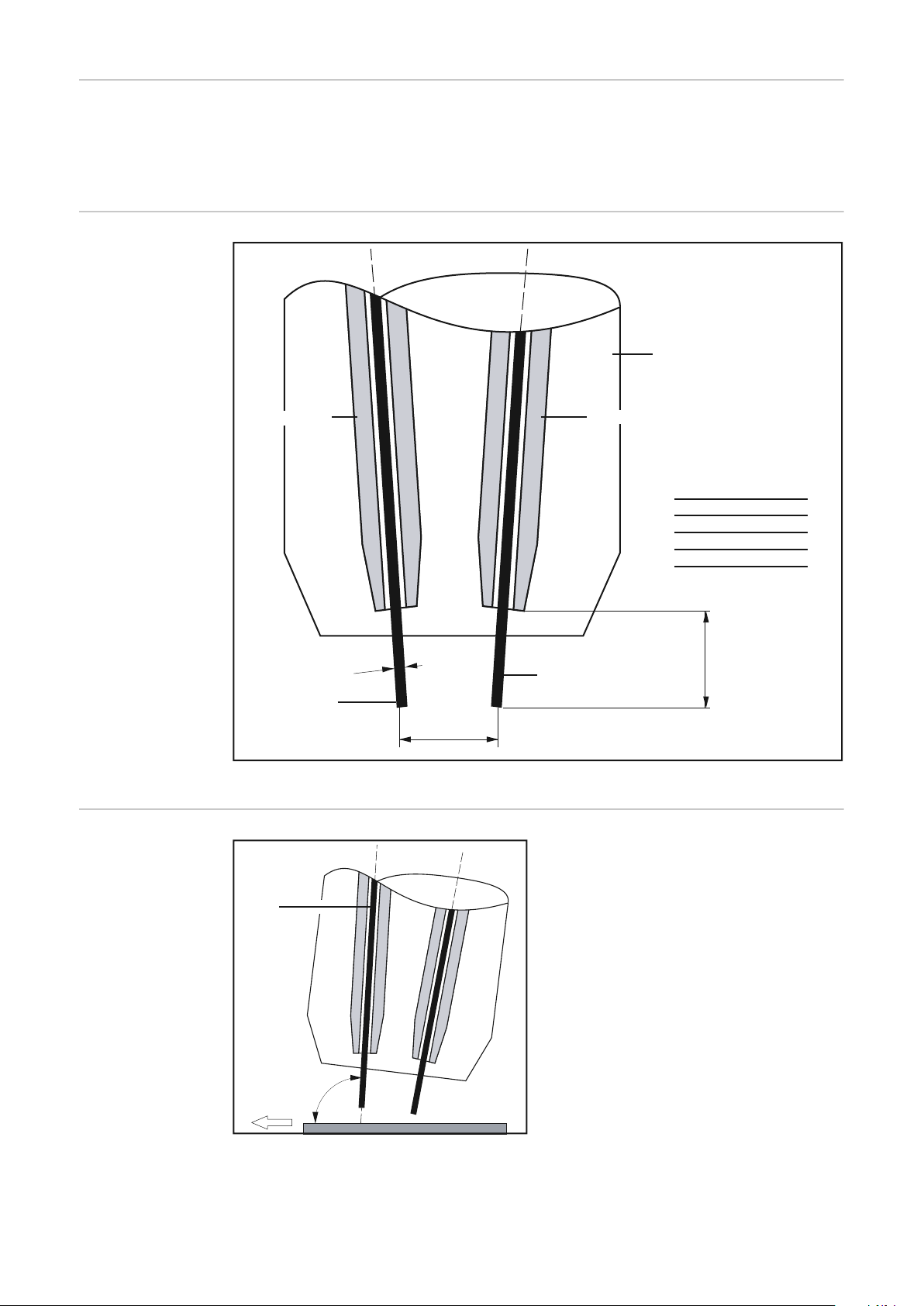
Welding-circuit
5 - 8 mm
Wire electrode 2
Gas nozzle
s
1
s
1
1,0 mm 18 (± 2) mm
1,2 mm 20 (± 2) mm
1,6 mm 22 (± 2) mm
Wire electrode 1
Contact tube 1 Contact tube 2
Ø
Ø
(1)
90° - 100°
inductivity L,
welding-circuit
resistance r
Stick-out
In the “TimeTwin Digital” process, the welding-circuit resistance r and weldingcircuit inductivity L must be aligned separately for each power source.
Stick-out and spacing of the wire electrodes as a function of the diameter of the wire electrode
Tilt angle of the
welding torch
Torch tilt angle: Neutral to slightly leading
72
(1) Leading wire electrode
Set the tilt angle of the welding torch
so that the leading wire electrode (i.e.
the wire electrode of the leading power
source) is held in a neutral to slightly
leading position, depending on the direction of welding.
Page 73

Possible arc
direction of welding
(1)
(2)
combinations in
TimeTwin Digital
Thanks to the LHSB link between the power sources, various different types of
arc can be combined in the “TimeTwin Digital” process:
EN
Leading wire electrode (1)
(= Leading power source)
Pulsed Pulsed
Pulsed Standard
Standard Pulsed
Standard Standard
Pulsed or standard (single wire) - - -
- - - Pulsed or standard (single wire)
Trailing wire electrode (2)
(= Trailing power source)
73
Page 74

Pulsed / Pulsed
t (s)
I (A)
I
L
I
T
IL > I
T
(1) (2)
(3) (4)
(6)
(5)
Leading
Trailing
Leading
Trailing
Leading
Trailing
Leading
Trailing
Metal transfer
Welding-current time-curves / schematic representation of the metal transfer
(1) leading wire electrode
(2) trailing wire electrode
(3) active pulsed arc with droplet transfer
(4) inactive pulsed arc (no droplet transfer)
(5) direction of welding
(6) 180° phase displacement
IL = welding current of leading power source
IT = welding current of trailing power source
(1) Active arc - leading wire electrode
(2) Metal transfer - leading wire electrode
(3) Active arc - trailing wire electrode
(4) Metal transfer - trailing wire electrode
74
Page 75

Special features
and advantages
A “master identification signal” is outputted by the robot control. This signal
-
defines the leading power source.
Time-coordination of the two power sources:
-
The welding-current pulses of the trailing power source are placed exactly
between 2 welding-current pulses of the leading power source (180° phase
displacement).
This leads to:
optimum metal transfer (one droplet of metal per welding-current pulse)
-
minimum arc-blow effect in the pulsed arc
-
the arcs do not influence one another
-
IMPORTANT! As both power sources work with the same pulse frequency,
there is only a limited difference in the wirefeed speeds in the case of
the “Pulsed / Pulsed” arc combination.
stable arc across the entire power range
-
reproducible process
-
good thermal input and high welding speed:
-
A higher power output is usually set on the leading wire electrode.
This leads to:
targeted thermal input
-
thorough fusion of the cold base metal
-
exact root fusion
-
the trailing wire electrode fills the weld-pool
-
prolonged degasification time (= reduced sensitivity to porosity)
-
high welding speed
-
EN
Possible uses,
area of application
IMPORTANT! As a rule, the Pulsed / Pulsed arc combination can be used for all
welding applications.
However, Pulsed / Pulsed is particularly suitable for aluminium applications.
75
Page 76

Pulsed / Standard
t (s)
I (A)
I
L
I
T
IL > I
T
(1) (2)
(3) (3)(4) (4)(5)(5)
(6)
(5)
(5)
Metal transfer
Pulsed / Standard: Welding-current time-curves / schematic representation of the metal transfer
(1) leading wire electrode
(2) trailing wire electrode
(3) active pulsed arc with droplet transfer
(4) inactive pulsed arc (no droplet transfer)
(5) standard arc
(6) direction of welding
IL = welding current of leading power source
IT = welding current of trailing power source
Special features
and advantages
High deposition efficiency, low distortion thanks to low thermal input and
-
high welding speeds
Large gap widths are possible
-
Big differences are possible between the two wirefeed speeds
-
IMPORTANT! In the Pulsed / Standard arc combination, only weld the trailing
wire electrode in the short (dip-transfer) arc.
Possible uses,
area of application
76
The Pulsed / Standard arc combination is used for:
steel applications
-
max. welding speeds
-
thin-sheet welding
-
lap seams
-
Page 77

Standard / Pulsed
t (s)
I (A)
I
L
I
T
(1) (2)
(5) (5)(5) (5)(4)(3)
(6)
(3)
(4)
Metal transfer
EN
Standard / Pulsed: Welding-current time-curves / schematic representation of the metal transfer
(1) leading wire electrode
(2) trailing wire electrode
(3) active pulsed arc with droplet transfer
(4) inactive pulsed arc (no droplet transfer)
(5) standard arc
(6) direction of welding
IL = welding current of leading power source
IT = Swelding current of trailing power source
Special features
and advantages
The standard arc of the leading wire electrode achieves deep penetration
Large seam cross-sections are possible
-
Big differences are possible between the two wirefeed speeds
-
The pulsed arc of the trailing wire electrode then achieves visually attractive
-
weld seams
IMPORTANT! In the Standard / Pulsed arc combination, only weld the leading
wire electrode in the spray arc.
Possible uses,
area of application
The Standard / Pulsed arc combination is used for steel applications with thicker
sheets.
77
Page 78

Standard / Standard
Metal transfer
Possible uses,
area of application
Irregular droplet detachment
-
Spattering
-
Results are not reproducible
-
IMPORTANT! It is not recommended to use the Standard / Standard arc combination.
IMPORTANT! Do not on any account use the Standard / Standard arc combination for aluminium applications
78
Page 79

Pulsed or Standard (single wire)
t (s)
I (A)
I
L
IT = 0
(3) (4) (3) (4)
(1)
(6)
t (s)
I (A)
I
L
IT = 0
(1)
(5)(6)
t (s)
I (A)
I
T
IL = 0
(2)
(5)(4) (4)
(6)
(5)
t (s)
I (A)
I
T
IL = 0
(2)
(5)(5) (5)
(6)
(5)
Metal transfer
EN
Pulsed (single-wire, leading power source): Welding-current curve / schematic representation of
the metal transfer
Pulsed (single-wire, trailing power source): Welding-current curve / schematic representation of
the metal transfer
Standard (single-wire, leading power source):
Welding-current curve / schematic representation of the metal transfer
Standard (single-wire, trailing power source):
Welding-current curve / schematic representation of the metal transfer
(1) leading wire electrode
(2) trailing wire electrode
(3) active pulsed arc with droplet transfer
(4) inactive pulsed arc (no droplet transfer)
(5) standard arc
(6) direction of welding
Special features
and advantages
IL = welding current of leading power source
IT = welding current of trailing power source
A signal is outputted by the robot control so that welding is carried out by
-
one power source only. This “single-wire welding” can be carried out by either
the leading or trailing power source, depending upon the torch position and
whether the weld is an inaccessible out-of-position seam. The second power
source is idle during this time.
Note! When FK 4000 R or FK 4000 R US cooling units are being used, both cooling units must be switched to run continuously during single-wire welding:
Parameter C-C (cooling-unit control) = “On” on both Power source “1” and
-
Power source “2”.
Note! In order to ensure complete gas shielding during single-wire welding, the
solenoid valve on the idling power source must be open.
79
Page 80
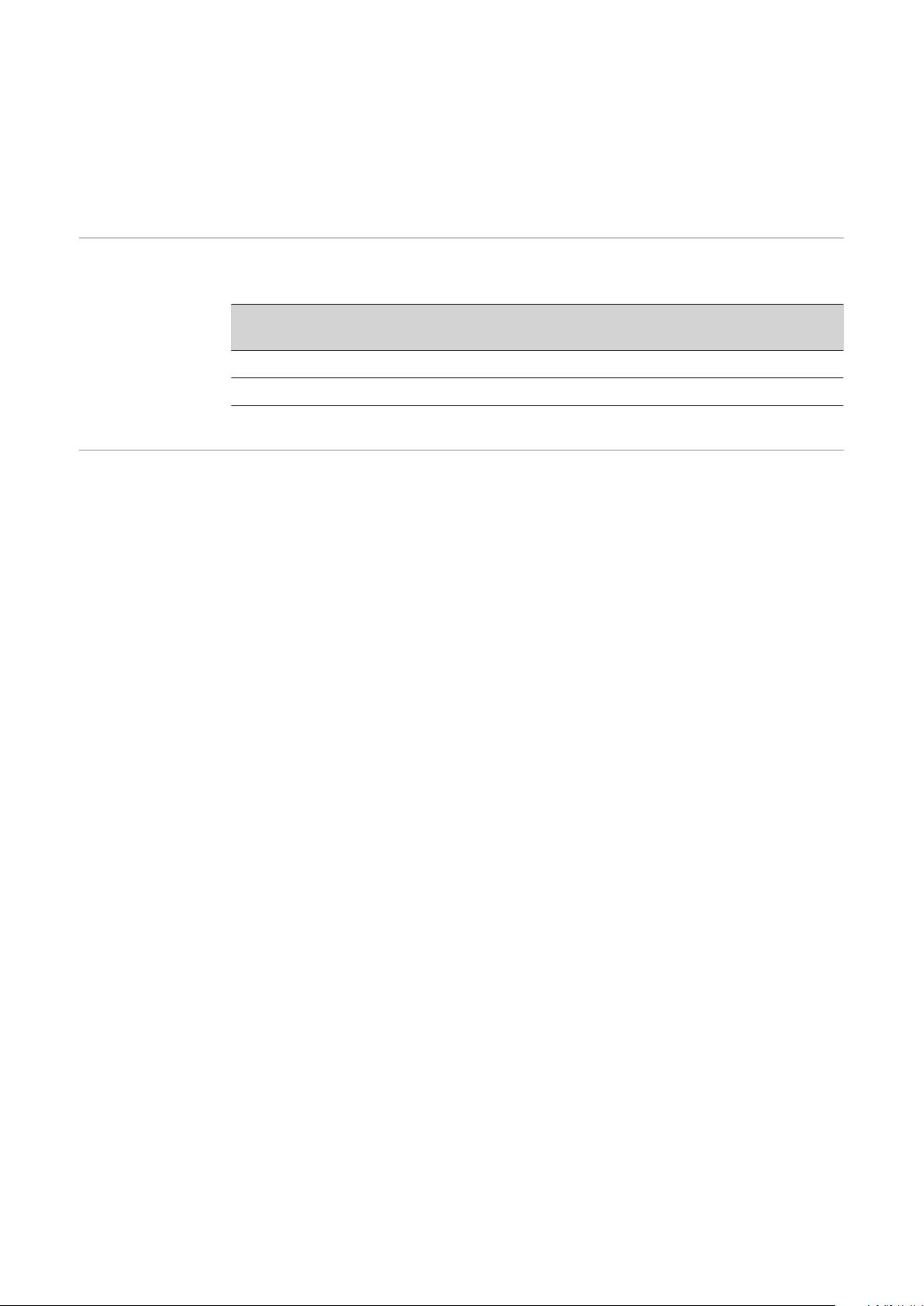
If Twin interfaces are used, the solenoid valve is controlled directly via the Twin
interface.
If standard interfaces and fieldbus systems are used, the solenoid valve is controlled via the robot control unit.
Either pulsed or standard arc is possible
-
No need to change the welding torch
-
Switching over
from TimeTwin
Possible uses,
area of application
Switchover from TimeTwin Digital to single-wire is effected by Parameter t-C:
Power
source 1
t-C On On Power source 2 welds in single-wire process
t-C oFF oFF Power source 1 welds in single-wire process
In the context of the “TimeTwin Digital” process, single-wire welding is used:
for welding very tight radii
-
for welding in difficult positions and for out-of-position work
-
for filling in end-craters
-
Power
source 2
Result
80
Page 81
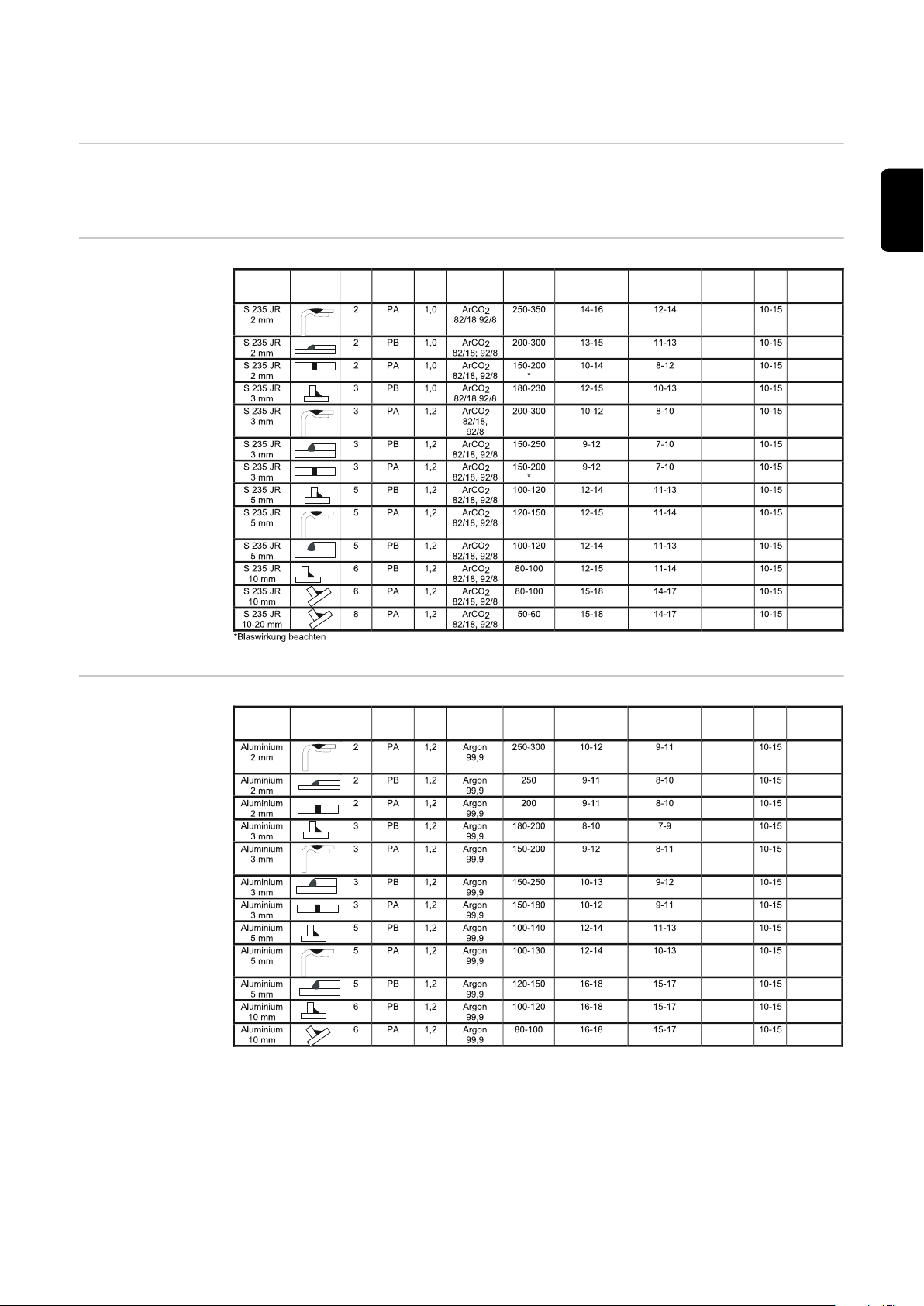
Welding parameter standard values
Material
thickness
(mm)
Weld
seamadim.
(mm)
Position
Wire
Ø
(mm)
Shielding
gas
(%)
Welding
speed
(cm/min)
Wirespeed
Leading
(m/min)
Wirespeed
Trailing
(m/min)
Weld
seam
Deposition
rate
(kg/h)
circular
seam
circular
weld
circular
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
approx. 10
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
approx. 9.5
approx. 8,5
approx. 9
approx. 11
approx. 10.5
approx. 10.5
approx. 13.5
approx. 14.5
approx. 14,5
approx. 13,5
approx. 17
approx. 17
Stick
out
(mm)
Material
thickness
(mm)
Weld
seamadim.
(mm)
Position
Wire
Ø
(mm)
Shielding
gas
(%)
Welding
speed
(cm/min)
Wirespeed
Leading
(m/min)
Wirespeed
Trailing
(m/min)
Weld
seam
Deposition
rate
(kg/h)
Stick
out
(mm)
circular
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
circular
seam
circular
seam
approx. 3.6
approx. 3.3
approx. 3.3
approx. 3.2
approx. 3.6
approx. 3.6
approx. 3.8
approx. 4.5
approx. 4.5
approx. 6.3
approx. 6.3
approx. 6.3
General remarks The following welding parameter guidelines apply to the Pulsed / Pulsed arc
combination.
Unalloyed and
low-alloy steels
EN
Aluminium
81
Page 82

CrNi steels
Material
thickness
(mm)
Weld
seamadim.
(mm)
Position
Wire
Ø
(mm)
Shielding
gas
(%)
Welding
speed
(cm/min)
Wirespeed
Leading
(m/min)
Wirespeed
Trailing
(m/min)
Weld
seam
Deposition
rate
(kg/h)
Stick
out
(mm)
circular
seam
longitudinal
seam
circular
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
longitudinal
seam
approx. 10
approx. 10
approx. 10
approx. 9
approx. 10
approx. 12
approx. 11
approx. 13
approx. 16
82
Page 83
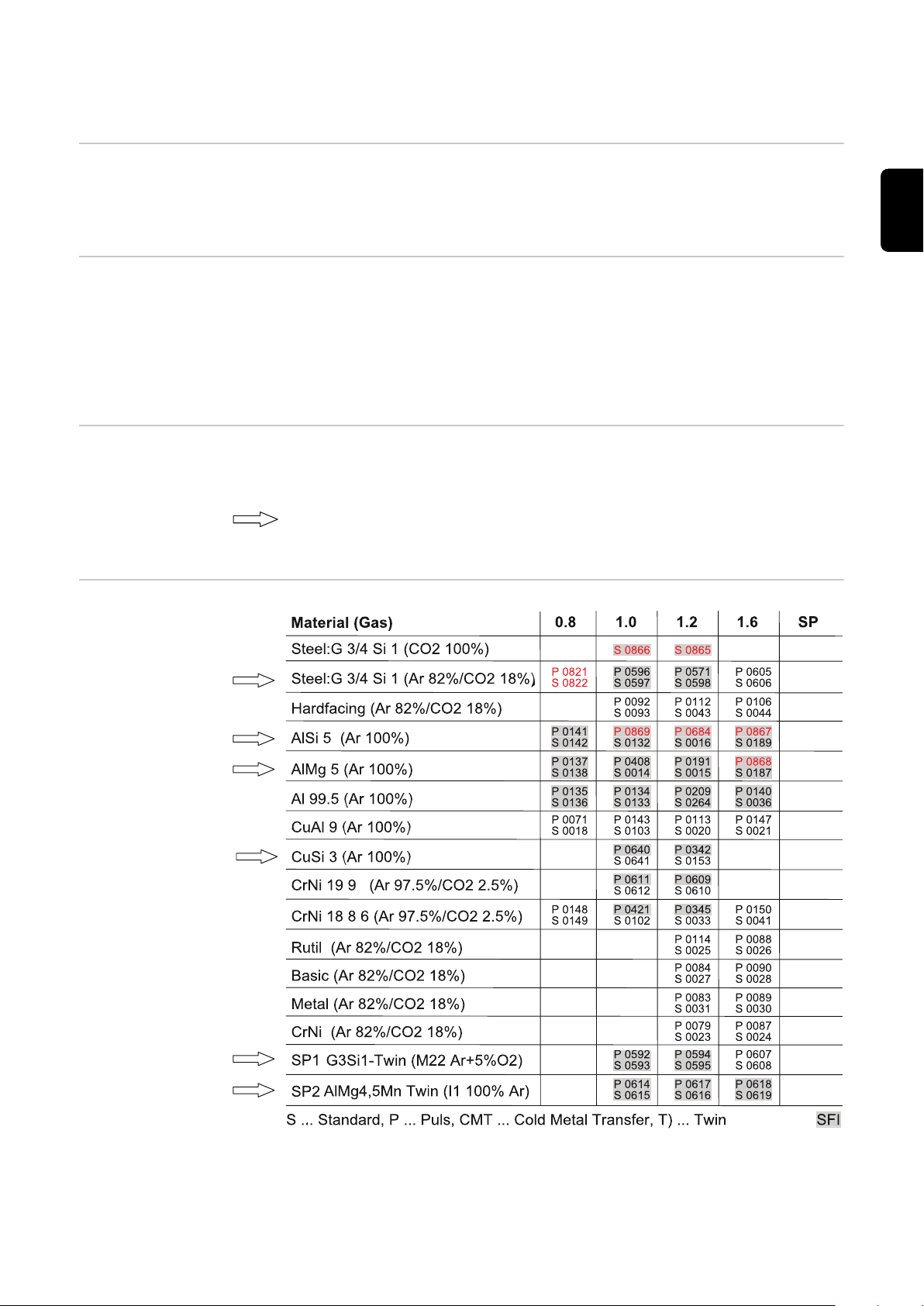
Welding characteristics for TimeTwin Digital
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T) T)
T)
T)
T)
T)
T)
T)
T) T)
T)
T)
T)
T)
T)
T)
T)
T)
General remarks In the “TimeTwin Digital” process, the power sources are retrofitted with a special
welding data bank for use with TimeTwin Digital.
In the following sections, you will find examples of these welding data banks.
EN
Spatter-free
ignition (SFI) in
TimeTwin Digital
Identification of
TimeTwin digital
welding characteristics
Welding characteristics for
TS/TPS
4000/5000
(M500)
If the “Spatter-free ignition” (SFI) option has been enabled on both power
sources, then SFI must be deactivated on the second power source in cases where the second wire electrode is to start up after a time-lag:
Parameter Fdc (feeder creep) = “oFF”
The respective SFI settings can be stored as part of a “job”.
TimeTwin digital welding characteristics are identified as follows in the tables below:
denotes a line containing TimeTwin digital welding characteristics
T) ... denotes the TimeTwin digital characteristic concerned
83
Page 84
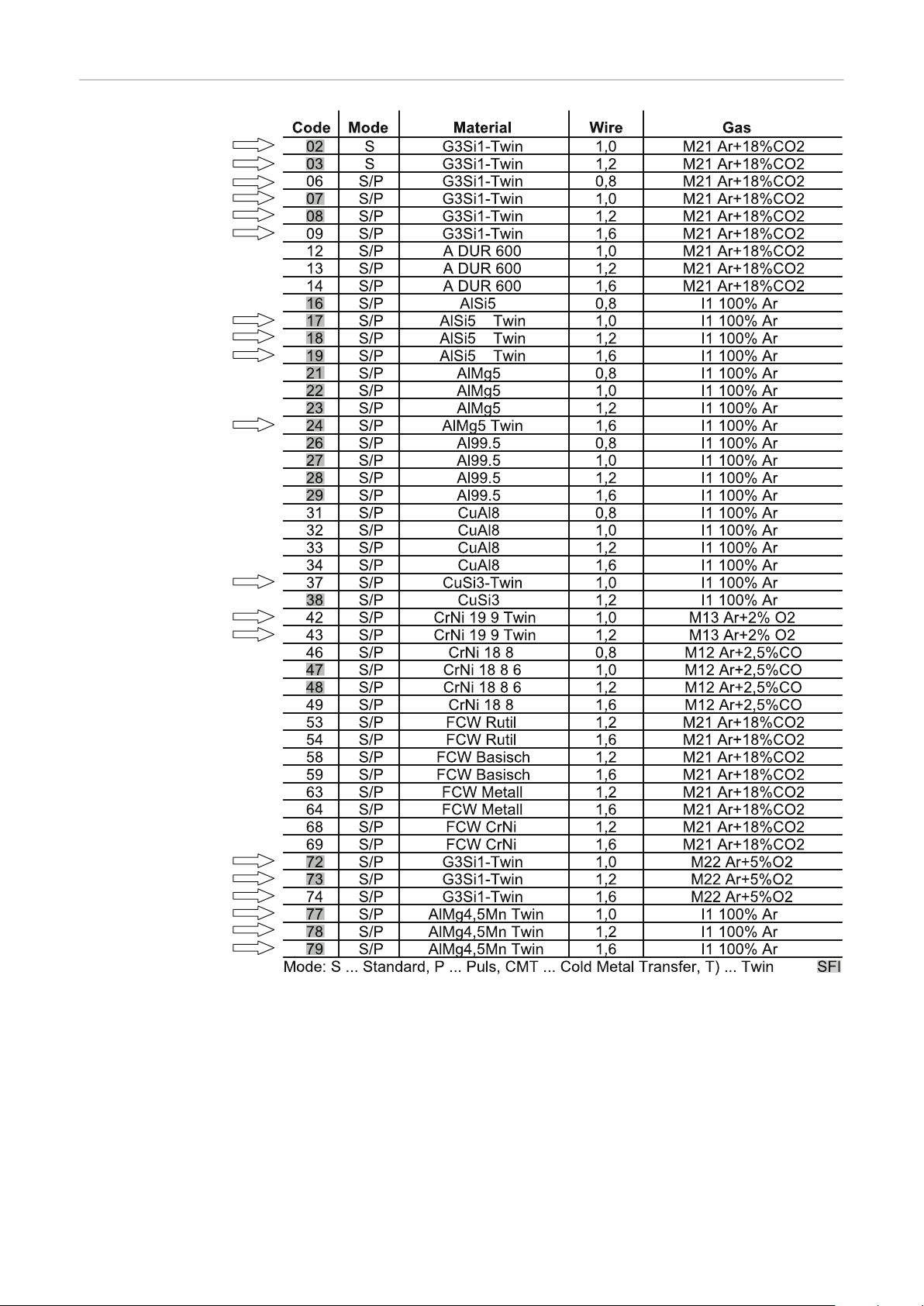
Robot table for
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
TS/TPS
4000/5000
(M500)
In the case of robot welding, the welding characteristics are selected with reference to the parameters “Code” and “Mode”.
84
Page 85

Welding charac-
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
teristics for
TS/TPS
4000/5000 USA (M03-0068)
EN
85
Page 86
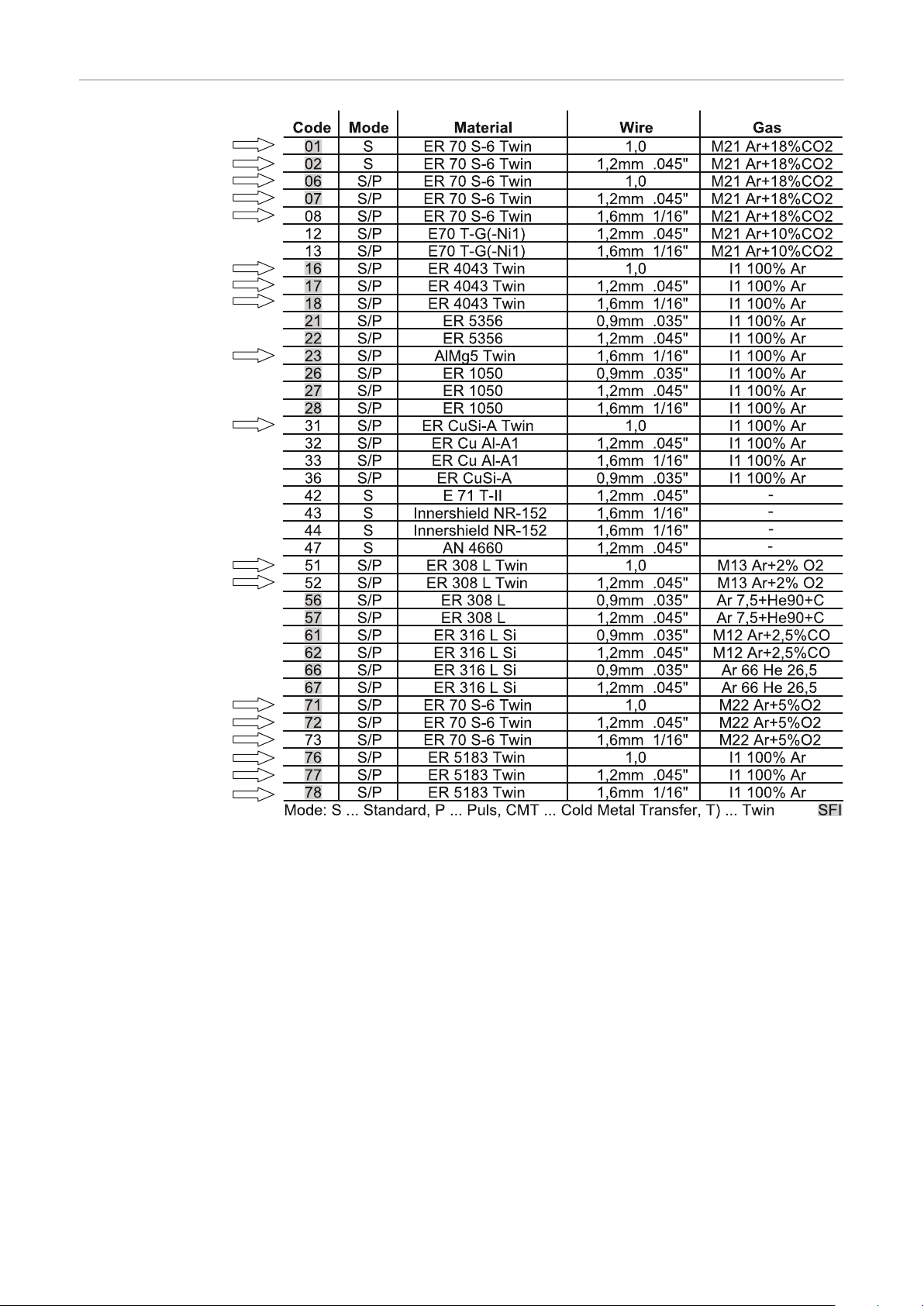
Robot table for
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
T)
TS/TPS
4000/5000 USA (M03-0068)
The following materials are welded without external shielding gas:
E 71 T II (characteristic 42)
-
Innershield NR-152 (characteristics 43 and 44)
-
The necessary shielding gas is released as the wire electrode melts.
In the case of robot welding, the welding characteristics are selected with reference to the parameters “Code” and “Mode”.
86
Page 87

Connecting to the robot control
„Twin interface“
Robot control
Power source „1“
Power source „2“
LocalNet
LocalNet
Connector cable
to the robot control
Roboter-Steuerung
Stromquelle „1“
Stromquelle „2“
LocalNet
LocalNet
„Standard-Interface 1“
Verbindungskabel
zur Roboter-Steuerung
„Standard-Interface 2“
Robot interfaces
for TimeTwin Digital
There are two special robot interfaces for TimeTwin Digital, for interfacing with
the robot control:
the Twin Standard I/O Job robot interface (0-24 V digital)
-
the Twin Standard I/O Synergic / Job robot interface (0-24V digital, 0-10V
-
analogue)
A stored-program controller (SPC) is
integrated in each of these “Twin interfaces”. The SPC carries out the logical
gating of the signals. In this way, both
power sources are addressed simultaneously by one signal from the robot
control. For two power sources, only
one such “Twin interface” is needed.
The “Twin interface” is installed in the
control cubicle.
The connections to the power sources
are via LocalNet.
EN
Standard robot
interfaces
“Twin interface”, installed in the control cubicle
It is also possible to use the following standard robot interfaces to interface the
TimeTwin Digital with the robot control:
ROB 3000 (0-24 V digital)
-
ROB 4000 (0-24 V digital, 0-10 V analogue)
-
ROB 5000 (0-24 V digital, 0-10 V analogue)
-
When standard robot interfaces are
used, logical gating of the signals must
be performed by the robot control. For
two power sources, two identical robot
interfaces are needed. The two standard robot Interfaces are installed in
the control cubicle. The connection
between “Robot interface 1”
and “Power source 1”, and between “Robot interface 2” and “Power
source 2”, is via LocalNet.
“Standard interface” (e.g. ROB 5000), installed
in the control cubicle
87
Page 88

Field-bus sys-
Feldbus
Stromquelle „1“ Stromquelle „2“
LocalNet
RoboterSteuerung
„Twin-Feldbussystem“
LHSB
Feldbus
Stromquelle „1“ Stromquelle „2“
RoboterSteuerung
LHSB
Feldbus
RoboterSteuerung
„StandardFeldbussystem 2“
„StandardFeldbussystem 1“
tems for TimeTwin Digital
It is possible to interface TimeTwin Digital with the robot control using any of the
following Twin field-bus systems:
Twin DeviceNet field-bus robot interface
-
Twin CanOpen field-bus robot interface
-
Twin Interbus CU field-bus robot interface
-
Twin Profibus field-bus robot interface
-
In the same way as with the “Twin interfaces”, an SPC (stored-program
controller) is also integrated in
the “Twin field-bus systems”. This SPC
carries out the logical gating of the signals. In this way, both power sources
are addressed simultaneously by one
signal from the robot control. For two
power sources, only one such “Twin
field-bus system” is needed. The “Twin
field-bus system” is mounted to one of
the power sources.
The connection to the other power
source is via LocalNet, and the connection to the robot control is via field
“Twin field-bus system”, installed in the power
source
bus.
Standard fieldbus systems
It is also possible to use the following standard field-bus systems to interface the
TimeTwin Digital with the robot control:
DeviceNet field-bus robot interface
-
CanOpen field-bus robot interface
-
Interbus CU field-bus robot interface
-
Interbus OWG field-bus robot interface
-
Profibus 1.5 MB field-bus robot interface
-
When standard field-bus systems are
used, logical gating of the signals must
be performed by the robot control. For
two power sources, two identical standard field-bus systems are needed.
The two standard field-bus systems
are mounted on the power sources.
The connection between the robot
control and the power sources is via
LocalNet.
“Standard field-bus system”, installed in the
power source
88
Page 89
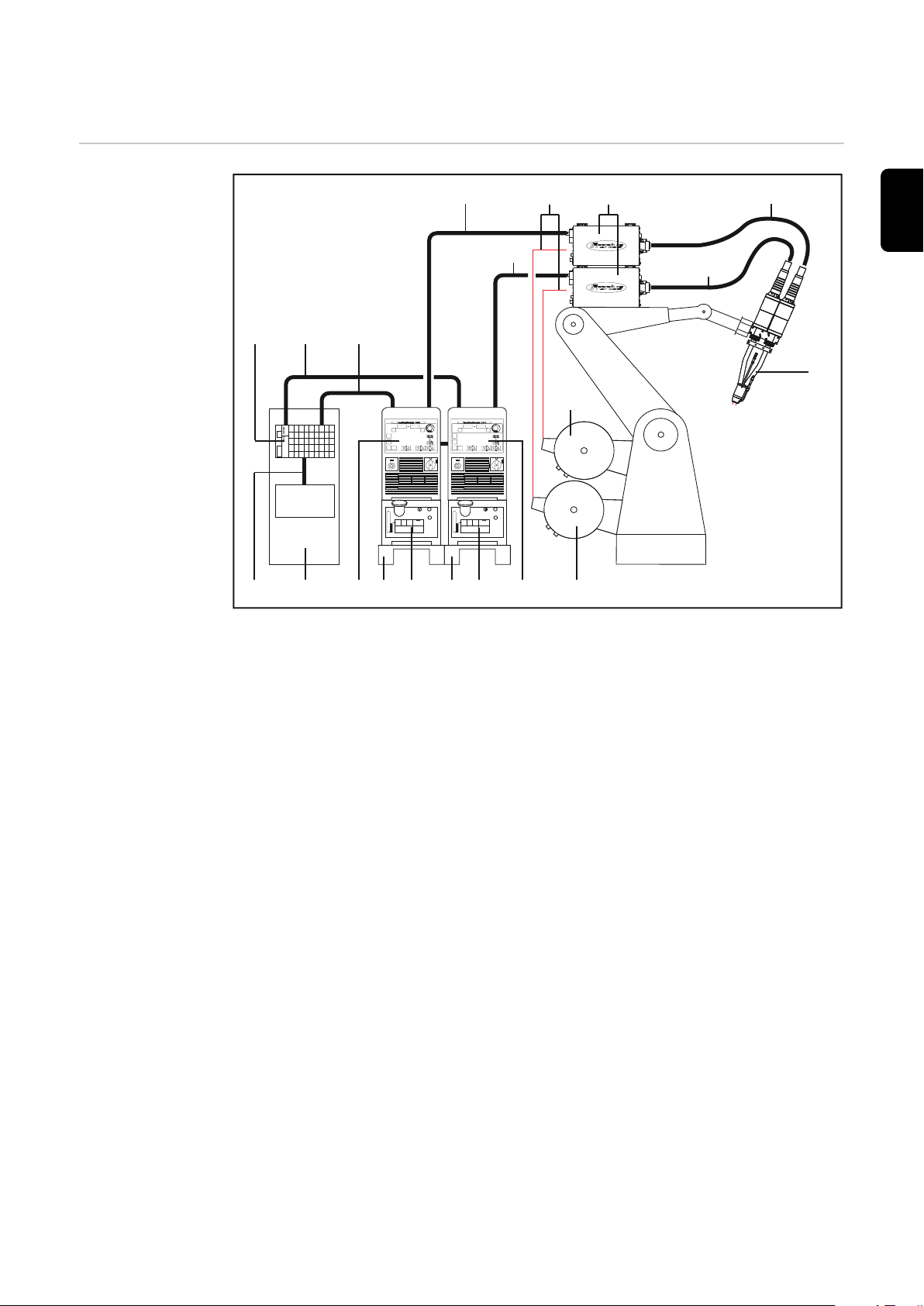
Configuration examples
(1) (1)
(5)
(4)(3) (3)(2)(2)
(4)
(6)(7)
(8)
(9)
(13)(12)
(10)(10)
SPS
(11)
(6)
(9)
Variant 1 - Compact spool on robot
EN
Variant 1 - Compact spool on robot
(1) TPS 4000 power source (2x)
+ optional LHSB link (2x)
+ LHSB connector cable (1x)
+ software enablement (2x)
+ software-update from Fronius databank (2x)
(2) Base stand (2x, bolted)
(3) FK 4000 R cooling unit (2x), each with optional rate-of-flow watchdog
(4) Wirespool holder on robot (2x)
(5) Robacta Twin 500 welding torch (1x)
(6) Robacta Drive Twin torch hosepack (1x)
(7) VR 1500 robot wirefeeder (2x)
(8) Wirefeed hose (2x)
(9) Standard interconnecting cable (2x)
(10) Remote-control cable (LocalNet, 2x)
(11) Twin Standard I/O Job robot interface (1x)
(12) Cable connector to robot control (1x)
(13) Robot control (1x)
Area of application
Variant 1 - “Compact spool on robot” - is often used:
-
-
for applications with soft welding wires (e.g. aluminium and aluminium alloys,
copper and copper alloys, wires for MIG brazing)
with long torch-hosepacks
Other configuration possibilities
89
Page 90

Variant 2 - Bulk
(1)
(17)
(14)
(9)
(8)
(5)(4) (3) (2)(3) (5)
(9)
(10)
(16)
(11)
(4)
(12)(13)
(15)
(7)
(7)
(6) (6)
(2)
wire container
with unreelingtype wirefeeder
no base stands
-
separate base stands
-
base stands bolted, with optional "braking-wheel installation kit" (only in con-
-
junction with optional "crane hoisting lugs")
power source and cooling unit on 2 "PickUp" trolleys (strain-relief must be
-
provided for the LHSB connector cable)
FK 9000 R cooling unit instead of 2x FK 4000 R
-
for all types of interfacing to the robot control
-
(1) RCU 5000i remote control panel (2x)
(2) TPS 5000 power source (2x)
+ optional LHSB link (2x)
+ LHSB connector cable (1x)
+ software enablement (2x)
+ software-update from Fronius databank (2x)
+ “Enhanced motor supply” option 55 V / 8 A (2x)
(3) Base stand (2x, bolted)
(4) FK 9000 R cooling unit (1x, Part 1 and Part 2)
(5) Bulk wire container (2x)
(6) Wirefeed hose for VR 1530 PD (2x)
(7) VR 1530 PD unreeling-type wirefeeder (2x)
(8) Robacta Twin 900 welding torch (1x)
(9) Robacta Twin torch-hosepack (1x)
(10) VR 1500 robot wirefeeder (2x)
(11) VR 1500 connection cable (2x)
(12) Wirefeed hose (2x)
(13) Standard interconnecting cable (2x)
(14) Twin DeviceNet field-bus robot interface (1x, on one power source)
(15) LocalNet cable as a connection between the two power sources (1x)
(16) Field bus (1x)
(17) Robot control (1x)
90
Page 91
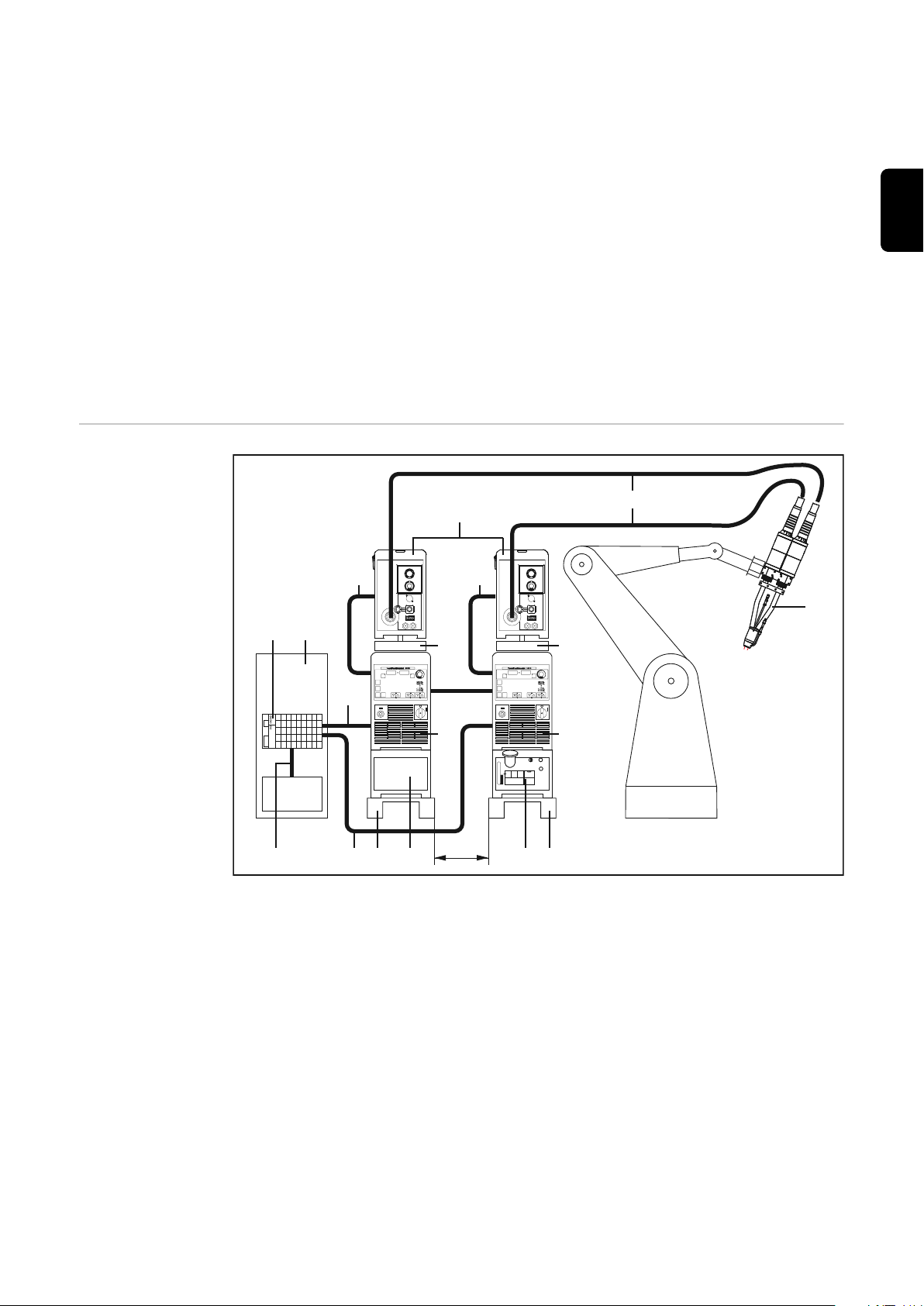
Area of application
LHSB
(1) (2) (1)(2)
(3)
(3)
(9)
(11) (10)
(4)
(6)
(8)
(8)
max. 2 m
(12)
(9)
(7)
(6)
(5)
Variant 2 - “Bulk wire container with unreeling-type wirefeeder” - is often used:
for applications with hard welding wires (e.g. steel, steel alloys and CrNi
-
steels)
where there are long wirefeed-distances between the wirefeeder and the un-
-
reelingtype wirefeeder
Variant 3 - Compact spool in enclosed wirefeeder housing
Other configuration possibilities
no base stands
-
separate base stands (only in conjunction with FK 4000 R cooling unit)
-
base stands bolted, with optional "braking-wheel installation kit" (only in con-
-
junction with optional "crane hoisting lugs")
power source and cooling unit on PickUp trolley (2x, only in conjunction with
-
FK 4000 R cooling unit, strain-relief must be provided for the LHSB connector cable)
2 x FK 4000 R cooling unit instead of FK 9000 R
-
for all types of interfacing to the robot control
-
EN
Variant 3a - Compact spool in enclosed wirefeeder housing, separate base stands
91
Page 92

Welding torch
Robot
control
(6a)
(6b)
(1) Base stand (2x)
(2) FK 9000 R cooling unit (1x,
Part 1 and Part 2)
(3) TPS 5000 power source (2x)
+ optional LHSB link (2x)
+ LHSB connector cable (1x)
+ software enablement (2x)
+ software-update from Fronius
databank (2x)
(4) Robacta Twin 500 welding torch
(1x)
(5) Robacta Drive Twin torch-ho-
sepack (1x)
(6) Swivel-mount - narrow (2x)
a) Swivel-mount - wide (1x)
b) Twin-head mount (1x)
Variant 3b - Compact spool in enclosed wirefeeder housing, bolted base stands, twin-head
mount
(7) VR 7000 wirefeeder (2x)
(8) Standard interconnecting cable
(2x)
(9) Remote-control cable (LocalNet, 2x)
(10) Robot control (1x)
(11) Robot interface Twin Standard I/O Synergic/Job (1x)
(12) Cable connector to robot control (1x)
If you use Variant 3 - Compact spool in enclosed wirefeeder housing - it is important to ensure easy access to the wirefeeders for reloading and servicing
them:
either by leaving sufficient space between them (Variant 3a) or
-
by using a twin-head mount with a swivelling wirefeeder fixture (Variant 3b).
-
Area of application
Variant 3 - “Compact spool in enclosed wirefeeder housing” - is often used for
applications with soft welding wires such as aluminium and aluminium alloys, copper and copper alloys, and wires for MIG brazing. The enclosed wirefeeder
housing provides protection against soiling.
Other configuration possibilities
no base stands
-
separate base stands (only in conjunction with FK 4000 R cooling unit)
-
power source and cooling unit on PickUp trolley (2x, only in conjunction with
-
FK 4000 R cooling unit, strain-relief must be provided for the LHSB connector cable)
2 x FK 4000 R cooling unit instead of FK 9000 R
-
for all types of interfacing to the robot control
-
92
Page 93

Variant 4 - Bulk
(1) (1)
(12)
(6)
(4) (4)
(3) (3)
(9)
(10)
(11)
(8)
(8)
(7)
(7)
(5) (5)
(2) (2)
pay-off pack
with unreeling
device
EN
Variant 4 - Bulk pay-off pack with unreeling device
(1) TPS 4000 power source (2x)
+ optional LHSB link (2x)
+ LHSB connector cable (1x)
+ software enablement (2x)
+ software-update from Fronius databank (2x)
(2) Base stand (2x, bolted)
(3) FK 4000 R cooling units (2x), each with optional rate-of-flow watchdog
(4) VR 4040 unreeling device for bulk pay-off packs, (2x)
(5) VR 1500 robot wirefeeder (2x)
(6) Robacta Twin 500 welding torch (1x)
(7) Robacta Drive Twin torch-hosepack (1x)
(8) Standard interconnecting cable (2x)
(9) Twin DeviceNet field-bus robot interface (1x, on one power source)
(10) LocalNet cable as a connection between the two power sources (1x)
(11) Field bus (1x)
(12) Robot control (1x)
Area of application
Variant 4 - “Bulk pay-off pack with unreeling device“ - is often used for applications with soft welding wires such as aluminium and aluminium alloys, copper and
copper alloys, and for wires for MIG brazing.
Other configuration possibilities
no base stands
-
power source and cooling unit on PickUp trolley (2x, only in conjunction with
-
FK 4000 R cooling unit, strain-relief must be provided for the LHSB connector cable)
2 x FK 4000 R cooling unit instead of FK 9000 R
-
for all types of interfacing to the robot control
-
93
Page 94

Before putting a TimeTwin Digital welding installation into service
Safety
Utilisation for intended purpose
only
Machine set-up
regulations
WARNING!
Danger from incorrect operation.
Operating the machine incorrectly can cause serious injury and damage!
Before starting to use the installation for the first time, read the section hea-
▶
ded “Safety rules”.
TimeTwin Digital may ONLY be used for MIG/MAG tandem (“twin”) welding. Utilisation for any other purpose, or in any other manner, shall be deemed to be "not
in accordance with the intended purpose". The manufacturer shall not be liable
for any damage resulting from such improper use.
Utilisation in accordance with the “intended purpose” also comprises:
following all the instructions given in the Operating Instructions manuals for
-
the individual components
performing all stipulated inspection and servicing work.
-
The power sources are tested to “Degree of protection IP23”, meaning:
Protection against penetration by solid foreign bodies with diameters >12
-
mm
Protection against spraywater up to an angle of 60° to the upright
-
Mains connection
In accordance with IP23, the welding installation can be set up and operated outdoors. However, the built-in electrical components must be protected against direct wetting.
WARNING!
Danger from toppling welding machine.
A welding machine that topples over can easily kill someone!
Place the welding machine on an even, firm floor in such a way that it stands
▶
firmly.
The power sources’ venting-ducts are a very important safety feature. When
choosing the machines’ location, make sure that it is possible for the cooling air
to enter and exit unhindered through the louvers on the front and back of the
machines. Any electroconductive metallic dust from e.g. grinding-work must not
be allowed to get sucked into the machines
The welding installation is designed to run on the mains voltage given on the
power source rating plate. If your version of the installation does not come with
the mains cables and plugs ready-mounted, they must be mounted in accordance
with your national regulations and Standards. For details of fuse protection of
the mains supply lead, please see the Technical Data given in the Operating Instructions manual for the power source.
94
Page 95

WARNING!
Danger from inadequately dimensioned electrical installations.
Inadequately dimensioned electrical installations can lead to serious damage to
(or loss of) property.
The mains plugs and mains supply leads, and their fuse protection, must be
▶
suitably dimensioned.
EN
95
Page 96
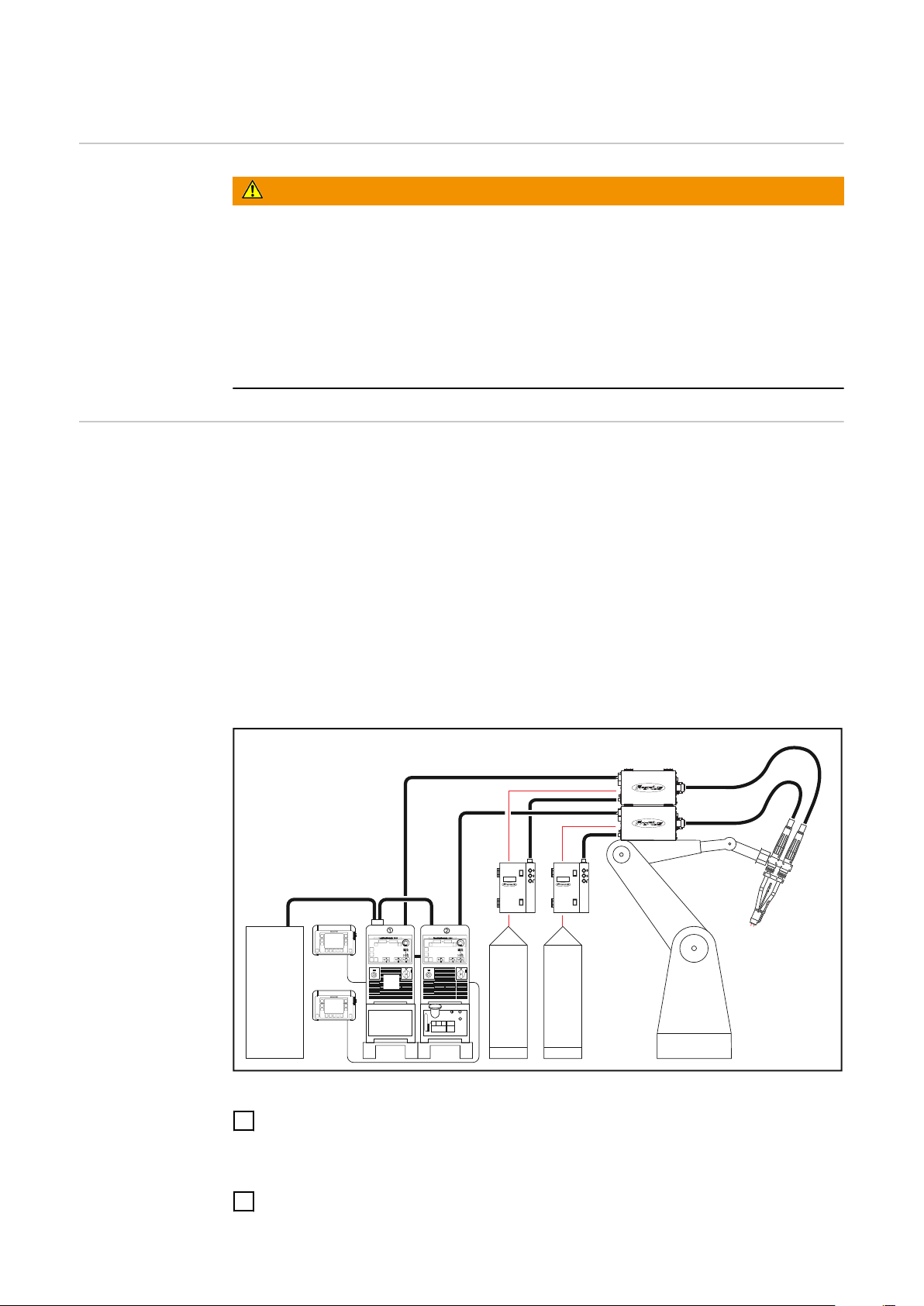
Start-up
1.
2.
3.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
4.
Safety
Danger from an electrical shock.
If a power source is plugged into the mains electricity supply during installation,
there is a high risk of very serious injury and damage.
▶
▶
▶
How to install The mode of installation for a TimeTwin Digital welding installation will depend
upon several factors, e.g.:
-
-
-
-
-
-
-
WARNING!
Before putting the machine into service, read the section headed “Safety rules“ in the power source Operating Instructions.
Only carry out these preparations if the mains switches of both power
sources are in the “0” position and
Only carry out these preparations if both mains cables are unplugged from
the mains.
what application is intended
what metal is to be welded
how the welding wire is supplied (wire spool, bulk wire container)
space considerations
influences from the robot and robot control and/or from other automation
devices
accessibility
ambient conditions
The following description refers to a specimen configuration. For detailed information on each of the operations involved, please see the documentation that
comes with the individual components.
Steps involved in installation, shown with reference to a specimen configuration
96
Mark all “double” units (power sources, wirefeeders, unreeling-type wirefee-
1
ders, etc.) with adhesive labels reading “1” and “2”, as the case may be. Do
the same for all “double” accessories (interconnecting cables, connector
leads, wirefeeder hoses etc.).
Mount the base stands
2
Page 97

Mount the cooling units on the base stands
VR 1500 VR 1500 -11/12/30
VR 7000
3
Connect up the power sources to the cooling units
4
Establish an LHSB link between the power sources
5
Link up the power sources to the robot control
6
Connect power source “1” to power source “2”
7
Set up the wirefeeders
8
Set up the unreeling devices or unreeling-type wirefeeders
9
Connect up the power sources to the wirefeeders
10
Connect up the unreeling devices or unreeling-type wirefeeders to the wire-
11
feeders
Connect the Twin torch-hosepack to the wirefeeders
12
Set up the welding torch
13
Connect up the remote control panels
14
EN
Putting into service
Making earth (ground) connections to the workpiece
Make ground (earth) connections
1
between the workpiece and power
sources “1” and “2”
IIMPORTANT!
use separate earth (ground) cables
-
arrange the earthing (grounding)
-
cables in a bifilar pattern - do NOT
coil
Connect up wirefeeders “1”
2
and “2” to the gas supply:
VR 1500, VR 1500-11/12/30:
-
Shielding-gas connector jack
on the rear of the unit
VR 7000:
-
Shielding-gas connector jack
inside the unit (right-hand side)
Shielding-gas connector jack on VR 1500, VR
1500-11/12/30, VR 7000
97
Page 98
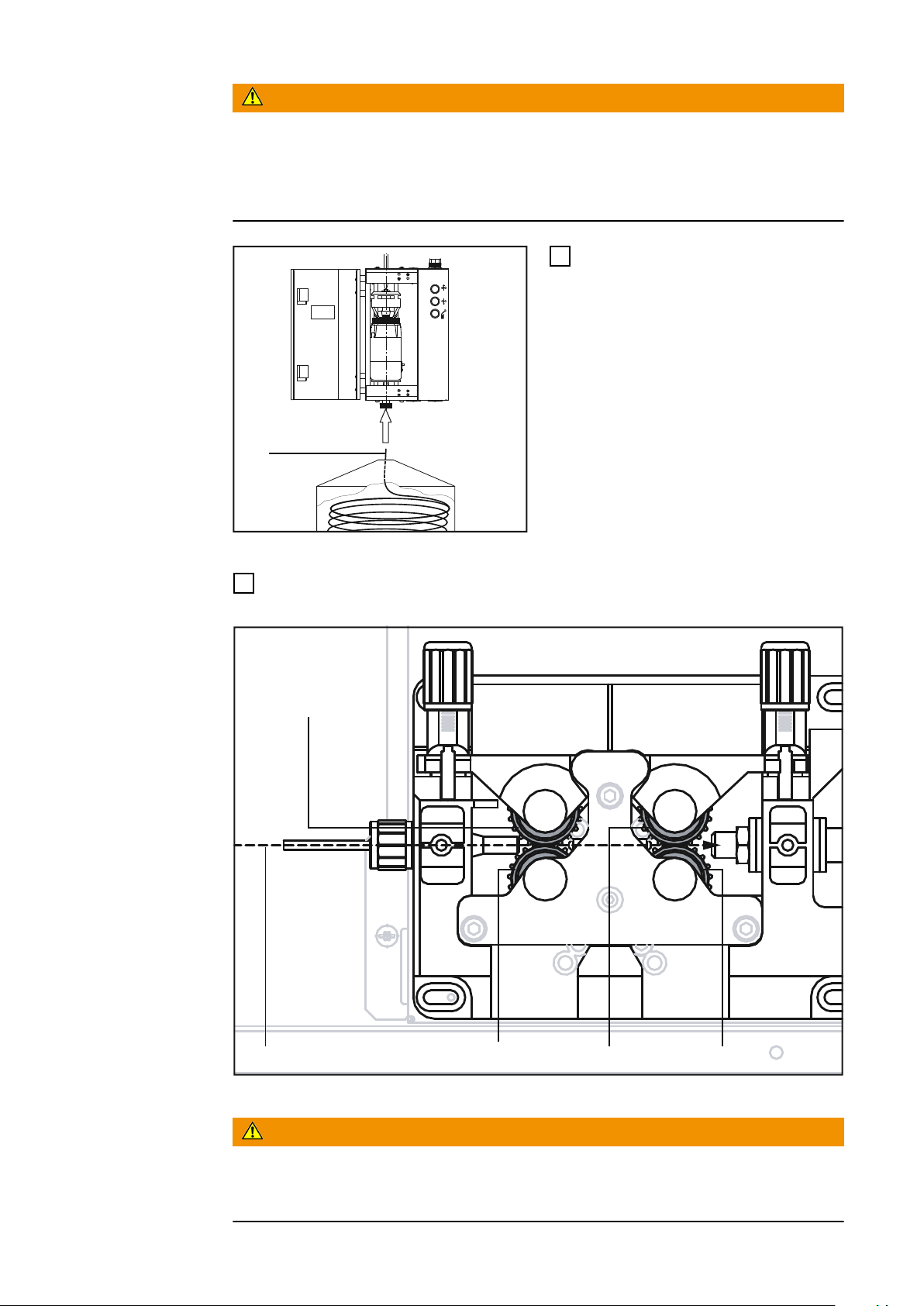
WARNING!
(1)
(2) )2()2()1(
(2)
Danger from the spring effect of the coiled welding wire.
This can result in serious injuries.
When threading in the wire, hold the end of the wire firmly, to prevent any in-
▶
juries that might be caused by the wire flicking back and recoiling uncontrollably.
Feed the wire electrodes (1) into
3
the (1) unreeling-type wirefeeders “1” and “2”
VR 1530 PD - feeding in the wire electrode
Choose suitable feed rollers (2) for the welding-wire that is to be fed, and in-
4
sert them into wirefeeders “1” and “2”
98
Inserting the feed rollers, feeding in the wire electrodes
WARNING!
Danger from emerging welding wire.
This can result in serious injuries.
Hold the welding torch so that it points away from your face and body.
▶
Page 99
Feed the wire electrodes (1) into wirefeeders “1” and “2”
5
Shift the mains-switches of power sources “1” and “2” into the “0” position
6
On both wire electrodes, set a suitable stick-out for the diameter of wire
7
being used
Shift the mains-switches of power sources “1” and “2” into the “I” position
8
Use the “Gas-test” button and the gas-supply pressure regulator to set the
9
shielding-gas flow rate
Die Taste Gasprüfen befindet sich
bei den Stromquellen am Bedienpanel
-
beim VR 1500 an der Drahtvorschub-Vorderseite
-
IMPORTANT!
The “Gas-test” button is located on the operating panel (on the power
-
sources)
The “Gas-test” button is located on the front of the wirefeeder (on the VR
-
1500)
Shift the mains-switches of power sources “1” and “2” into the “0” position
10
Position the welding torch (set up the robot)
11
Shift the mains-switches of power sources “1” and “2” into the “I” position
12
Check the TimeTwin Digital parameters:
13
Parameter t-C must be present on both power sources
-
Parameter P-C must be “On” on both power sources
-
Check the LHSB link
14
Welding begins when the respective start-up signal is given by the robot con-
15
trol
EN
IMPORTANT! For detailed information on each of the operations involved, please
see the documentation that comes with the individual components.
99
Page 100

Troubleshooting
Displayed service codes
dsP | A21
Interruption in LHSB link:
The service code “dsP | A21” is only displayed if the LHSB link is interrupted either during or after the “TimeTwin Digital” welding process. If the LHSB link was
interrupted before any planned “TimeTwin Digital” welding operation, no Twin
function will even be detected. In this case, the power source will function as
a “single” power source and service code “dsP | A21” will not be displayed.
Cause:
Remedy:
Cause:
Remedy:
NOTE!
Other service codes that are shown on the power source, and the respective remedies, may be found in the Operating Instructions manuals of the power
sources.
The LHSB connector cable has been dislodged out of one of the
LHSB connector jacks
Plug the LHSB connector cable back into the LHSB connector jack
Dismiss “dsP | A21”: Press the “Set-up” button (on the power
source), or “ERROR - quit” (on the robot)
LHSB connector cable is defective
Exchange or repair the LHSB connector cable
Dismiss “dsP | A21”: Press the “Set-up” button (on the power
source), or “ERROR - quit” (on the robot)
Displayed error
codes
Parameter P-C is not displayed
Cause:
Remedy:
Parameter t-C is not displayed
Cause:
Remedy:
Cause:
Remedy:
No LHSB link
Establish an LHSB link between the power sources
Software on one or both of the power sources has not been enabled
Enable the software
On one or both of the power sources, Parameter P-C is not set
to “On”
Set Parameter P-C to “On
100
 Loading...
Loading...