

Page 1

Operating
Instructions
Zkušební přípravek /i
Seřizovací přípravek /i
Kontrollseade /i
Seadistusseade /i
Przyrząd kontrolny /i
Przyrząd prostujący /i
Skúšobné zariadenie /i
Nastavovacie zariadenie /i
Návod k obsluze
CS
Kasutusjuhend
ET
Instrukcja obsługi
PL
Návod na obsluhu
SK
42,0410,2376 008-15062022
Page 2

Page 3

Obsah
Všeobecné informace 5
Všeobecné informace 7
Bezpečnost 7
Všeobecné informace 7
Kalibrace zkušebního přípravku 7
Potřebné nářadí 8
Upozornění ohledně zkoušení a seřizování 8
Rozšířená výbava 8
Obsah balení 9
Zkušební/seřizovací přípravek /i 9
Obsah balení zkušebního přípravku /i G/W System 9
Obsah balení zkušebního přípravku /i G/W V 10
Upevňovací sada /i G/W TX 11
Seřizovací přípravek /i 11
Provádění zkoušek robotových svařovacích hořáků MTB R 13
CS
Provádění zkoušek robotových svařovacích hořáků MTB R s použitím zkušebního/seřizovacího
přípravku /i
Příprava zkušební jednotky 15
Příprava těla hořáku na zkoušku 16
Kontrola těla hořáku 17
Provádění zkoušek celých systémů robotových svařovacích hořáků MTB R s použitím
zkušebního přípravku /i G/W System
Všeobecné informace 18
Příprava zkušebního přípravku /i G/W System a těla hořáku celého systému 18
Seřízení zkušebního přípravku /i G/W System 19
Provedení zkoušky celého systému 20
Provádění zkoušek zakázkových robotových svařovacích hořáků s použitím zkušebního
přípravku /i G/W V
Všeobecné informace 22
Příprava zkušebního přípravku /i G/W V a těla hořáku 22
Seřízení zkušebního přípravku /i G/W V 24
Provádění zkoušek zakázkových robotových svařovacích hořáků 25
Provádění zkoušek robotových svařovacích hořáků TX s použitím upevňovací sady /i G/W TX 26
Všeobecné informace 26
Příprava zkušební jednotky a těla hořáku 26
Montáž upevňovací sady /i G/W TX a robotového svařovacího hořáku TX na úchyt těla
hořáku
Seřízení robotového svařovacího hořáku MTB R 29
Seřizování robotových svařovacích hořáků 31
Příprava těla hořáku na seřízení 31
Seřízení těla hořáku 32
Závěrečné úkony 34
Seřizování zakázkových robotových svařovacích hořáků s použitím zkušebního přípravku /i
G/W V
Všeobecné informace 35
Příprava těla hořáku na seřízení 35
Příprava zkušebního přípravku /i G/W V 36
Montáž úchytu těla hořáku 36
Montáž zkušební jednotky 37
Seřizování zakázkových robotových svařovacích hořáků 37
15
18
22
26
35
3
Page 4

4
Page 5

Všeobecné informace
5
Page 6

6
Page 7

Všeobecné informace
CS
Bezpečnost
Všeobecné informace
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smějí provádět jen odborně
▶
vyškolené osoby.
Tento dokument je nutné přečíst a porozumět mu.
▶
Všechny návody k obsluze systémových komponent, zejména bezpečnostní
▶
předpisy, je nutné přečíst a porozumět jim.
Zkušební přípravek /i
Zkušební přípravek /i slouží k provádění zkoušek robotových svařovacích hořáků
MTB R z hlediska odchylek rozměrů.
Zkušební přípravek /i je k dispozici v následujících provedeních:
Zkušební/seřizovací přípravek /i
44,0360,0073
pro provádění zkoušek robotových svařovacích hořáků MTB R chlazených plynem nebo vodou
Zkušební přípravek /i G/W System
44,0360,0090
pro provádění zkoušek celých systémů robotových svařovacích hořáků (např.
svařovacích hořáků s hadicovým vedením robota, upínací objímkou a vypínací
skříní)
Kalibrace
zkušebního
přípravku
Zkušební přípravek /i G/W V
44,0360,0012
pro provádění zkoušek robotových svařovacích hořáků chlazených plynem nebo
vodou v zakázkových a speciálních provedeních
Seřizovací přípravek /i
44,0350,5241
Pomocí seřizovacího přípravku /i lze opravovat odchylky rozměrů u robotových
svařovacích hořáků MTB R.
DŮLEŽITÉ! V případě odchylek rozměrů > 5 mm již tělo hořáku neseřizujte sami!
Tělo hořáku odešlete k opravě do společnosti Fronius.
DŮLEŽITÉ! Chcete-li s použitím zkušebního přípravku /i dosahovat optimálních
výsledků zkoušek, doporučujeme nechat zkušební přípravek každý rok kalibrovat
u společnosti Fronius.
7
Page 8

Potřebné nářadí
Klíč s vnitřním šestihranem vel. 6 mm
-
Klíč kontaktní trubice
-
42,0410,0570 ... M6
42,0410,0138 ... M8x1,5
Klíč k hořáku
-
45,0200,1261
Momentový klíč
-
42,0435,0090
Upozornění
ohledně
zkoušení a
seřizování
Rozšířená výbava
UPOZORNĚNĹ!
Pro zkoušení a seřizování těl hořáků jsou v rámci možností k dispozici dvě různé
základní desky, např.:
Zkoušení pomocí zkušebního přípravku /i
▶
Seřizování na ocelové základní desce „Professional“
▶
Ocelová základní deska „Professional“ (42,0201,2064)
-
např. pro časté zkušební a seřizovací práce (pouze tovární vestavba)
Zkušební hřídel (xx,xxxx,xxxx)
-
pro provádění zkoušek zkušebního přípravku /i
Upevňovací sada /i G/W TX (44,0350,5242)
-
pro provádění zkoušek robotových svařovacích hořáků TX chlazených plynem
nebo vodou
8
Page 9

Obsah balení
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(10)
(8)
(9)
(14)
(13)
(12)
(11)
Zkušební/
seřizovací
přípravek /i
CS
Obsah balení
zkušebního
přípravku /i G/W
System
(1) Úchyt těla hořáku
(2) Středicí pouzdro M6
(3) Středicí pouzdro M8
(4) Středicí pouzdro M8x1,5
(5) Středicí pouzdro M10x1,25
(6) Středicí pouzdro M10x1,25
Contec
(7) Hliníková základová deska
(8) Zkušební jednotka
9
Page 10

Obsah balení
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(14)
(13)
(12)
(11)
(10)
(8)
(9)
zkušebního
přípravku /i G/W
V
(1) Upevňovací blok
(2) 4 upínací prvky se šrouby
(3) Hliníková základová deska
(4) Nastavovací pouzdro
M10x1,25 Contec
(5) Nastavovací pouzdro
M10x1,25
(6) Nastavovací pouzdro M8x1,5
(7) Nastavovací pouzdro M8
(8) Nastavovací pouzdro M6
(9) Středicí pouzdro M6
(10) Zkušební jednotka
(11) Středicí pouzdro M8
(12) Středicí pouzdro M8x1,5
(13) Středicí pouzdro M10x1,25
(14) Středicí pouzdro M10x1,25
Contec
(1) Úchyt těla hořáku
(2) 4 upínací prvky se šrouby
(3) Hliníková základová deska
(4) Nastavovací pouzdro
M10x1,25 Contec
(5) Nastavovací pouzdro
M10x1,25
(6) Nastavovací pouzdro M8x1,5
(7) Nastavovací pouzdro M8
(8) Nastavovací pouzdro M6
(9) Středicí pouzdro M6
(10) Zkušební jednotka
(11) Středicí pouzdro M8
(12) Středicí pouzdro M8x1,5
(13) Středicí pouzdro M10x1,25
(14) Středicí pouzdro M10x1,25
Contec
10
Page 11

Upevňovací sa-
(1) (2)(3)
(2)
*
**
(1)
(2)
(3)
(4)
(5)
da /i G/W TX
(1) Upínací pouzdro
(2) 2 lícované šrouby s osazením
6h8
M5 x 20 mm
(3) Upínací třmen
* Tělo hořáku
** Úchyt těla hořáku
(je součástí dodávky zkušebního
přípravku)
CS
Seřizovací
přípravek /i
(1) Seřizovací páka
(2) Momentový klíč
(3) Převlečná matice
(4) Klíč k hořáku
(5) Seřizovací pouzdro ø 16 mm
Seřizovací pouzdro ø 18 mm
Seřizovací přípravek /i – 44,0350,5241
11
Page 12

12
Page 13

Provádění zkoušek robotových
svařovacích hořáků MTB R
13
Page 14

14
Page 15

Provádění zkoušek robotových svařovacích
hořáků MTB R s použitím zkušebního/seřizovacího
přípravku /i
Příprava
zkušební jednotky
Označení Délka (mm) Délka (inch) Výška
Na základní desce zkušebního přípravku /i jsou k dispozici různé pozice pro
montáž zkušební jednotky.
Ve stavu při dodání je zkušební jednotka namontována v montážní pozici 0°.
Pro jakékoli jiné zakřivení těla hořáku
namontujte zkušební jednotku na
základní desku tak, aby pozice
zkušební jednotky odpovídala zakřivení
těla hořáku, jehož zkouška se má
provést:
(mm)
Výška
(inch)
Úhel
CS
A 0° 250 9.842 0 0 0°
A 22° 241 9.488 50 1.969 22°
A 36° 224 8.819 86 3.386 36°
A 45° 209 8.228 107 4.213 45°
A1 0° 187,5 7.382 0 0 0°
A2 22° 246 9.685 27 1.063 22°
A2 45° 228,5 8.996 56,5 2.224 45°
A2 60° 212 8.346 71 2.795 60°
A3 36° 236 9.291 44,5 1.752 36°
B 0° 335 13.189 0 0 0°
B 22° 331 13.032 27 1.063 22°
B 45° 313,5 12.342 56,5 2.224 45°
B 60° 297 11.692 71 2.795 60°
B1 22° 291 11.457 50 1.969 22°
B2 22° 325 12.795 50 1.969 22°
B3 36° 338 13.307 0 0 36°
B4 36° 321 12.638 44,5 1.752 36°
C 22° 383 15.079 50 1.969 22°
C 36° 366 14.409 86 3.386 36°
C 45° 351 13.819 105 4.134 45°
15
Page 16

1
2
1
2
1
2
1
(1)
(2)
(3)
(4)
(5)
1
1
2
2
Příprava těla
hořáku na
zkoušku
1
3
2
(1) ... M6 (2) ... M8 (3) ... M8x1,5 (4) ... M10x1,25
(5) ... M10x1,25 Contec
16
Page 17

Kontrola těla
1
2
1
hořáku
1
UPOZORNĚNĹ!
Tělo hořáku je v pořádku, jsou-li splněny následující podmínky:
lícovaný kolík snadno a zcela zajíždí do středicího pouzdra a
▶
lícovaný kolík po uvolnění pružiny působením síly pružiny opět snadno vyjíždí
▶
ze středicího pouzdra.
2
CS
Pokud lícovaný kolík nezajíždí do středicího pouzdra nebo z něj nevyjíždí lehce,
seřiďte tělo hořáku podle kapitoly „Seřízení robotového svařovacího hořáku MTB
R“ (od strany 29).
DŮLEŽITÉ! V případě odchylek rozměrů > 5 mm již tělo hořáku neseřizujte sami!
Tělo hořáku odešlete k opravě do společnosti Fronius.
17
Page 18

Provádění zkoušek celých systémů robotových
1
2
2
1
svařovacích hořáků MTB R s použitím zkušebního
přípravku /i G/W System
Všeobecné informace
Příprava
zkušebního
přípravku /i G/W
System a těla
hořáku celého
systému
S použitím zkušebního přípravku /i G/W System lze provádět zkoušky celých
systémů robotových svařovacích hořáků od těla hořáku až po CrashBox z hlediska
odchylek rozměrů.
Za montáž a počáteční seřízení odpovídá uživatel.
Pro provádění zkoušek jsou k dispozici různé možnosti, např.:
Tělo hořáku
-
Tělo hořáku + hadicové vedení
-
Tělo hořáku + hadicové vedení + upínací objímka
-
Tělo hořáku + hadicové vedení + upínací objímka + CrashBox
-
Proveďte zkoušku těla hořáku celého systému s použitím příslušného
1
zkušebního přípravku.
Na základní desce zkušebního přípravku /i G/W System jsou k dispozici různé pozice pro montáž zkušební jednotky.
Ve stavu při dodání je zkušební jednotka namontována v montážní pozici 0°.
Pro jakýkoli jiný úhel těla hořáku namontujte zkušební jednotku na základní desku
tak, aby pozice zkušební jednotky odpovídala úhlu těla svařovacího hořáku, jehož
zkouška se má provést:
2
UPOZORNĚNĹ!
Aby bylo možné odlišit středicí pouzdra (2) od nastavovacích pouzder (1), jsou
nastavovací pouzdra opatřena dvěma příčnými rýhami.
3
18
Page 19

(1)
(2)
1
4
1
1
min 15mm
min 0.59inch
1
1
1
1
2
1
Odšroubujte nastavovací pouzdro.
5
Upevňovací blok je určen k montáži různých robotových vypínacích skříní.
6
CS
Seřízení
zkušebního
přípravku /i G/W
System
Namontujte celý systém na upevňovací blok.
1
2
19
Page 20

1
3
1
1
3
2
2
1
Lícovaný kolík musí snadno a zcela
zajíždět do nastavovacího pouzdra.
Lícovaný kolík musí po uvolnění pružiny
působením síly pružiny opět snadno
vyjíždět z nastavovacího pouzdra.
Pokud lícovaný kolík do nastavovacího
pouzdra nezajíždí nebo do něj zajíždí
jen obtížně, znovu celý systém seřiďte
s použitím upevňovacího bloku.
Provedení
zkoušky celého
systému
4
5
Pokud lícovaný kolík do nastavovacího pouzdra nezajíždí nebo do něj zajíždí jen
obtížně, znovu celý systém seřiďte s použitím upevňovacího bloku.
UPOZORNĚNĹ!
Hadicové vedení musí být během zkoušky prázdné.
Pokud hadicové vedení není prázdné, může to mít za následek chybné seřízení robotové vypínací skříně.
UPOZORNĚNĹ!
Aby bylo možné odlišit středicí pouzdra (2) od nastavovacích pouzder (1), jsou
nastavovací pouzdra opatřena dvěma příčnými rýhami.
20
Page 21

2
1
1
(1)
(2)
1
1
1
1
2
CS
Odšroubujte středicí pouzdro.
3
4
Namontujte celý systém na upevňovací blok.
5
UPOZORNĚNĹ!
Celý systém je v pořádku, jsou-li splněny následující podmínky:
lícovaný kolík snadno a zcela zajíždí do středicího pouzdra a
▶
lícovaný kolík po uvolnění pružiny působením síly pružiny opět snadno vyjíždí
▶
ze středicího pouzdra.
Pokud lícovaný kolík nezajíždí do středicího pouzdra nebo z něho nevyjíždí lehce,
seřiďte celý systém (např. na upínací objímce).
21
Page 22

Provádění zkoušek zakázkových robotových
1
2
2
1
svařovacích hořáků s použitím zkušebního
přípravku /i G/W V
Všeobecné informace
Příprava
zkušebního
přípravku /i G/W
V a těla hořáku
S použitím zkušebního přípravku /i G/W V lze provádět zkoušky robotových
svařovacích hořáků v zakázkových a speciálních provedeních z hlediska odchylek
rozměrů.
Za montáž a počáteční seřízení odpovídá uživatel.
Na základní desce zkušebního přípravku /i G/W V jsou k dispozici různé pozice pro montáž zkušební jednotky.
Ve stavu při dodání je zkušební jednotka namontována v montážní pozici 0°.
Pro jakékoli jiné zakřivení těla hořáku
namontujte zkušební jednotku na
základní desku tak, aby pozice
zkušební jednotky odpovídala zakřivení
těla hořáku, jehož zkouška se má
provést:
1
2
22
Page 23

2
1
3
(1)
(2)
1
1
1
2
UPOZORNĚNĹ!
Aby bylo možné odlišit středicí pouzdra (2) od nastavovacích pouzder (1), jsou
nastavovací pouzdra opatřena dvěma příčnými rýhami.
CS
4
Odšroubujte nastavovací pouzdro.
6
5
23
Page 24

Seřízení
min 15mm
min 0.59inch
1
1
1
1
1
3
2
3
1
1
3
2
2
3
zkušebního
přípravku /i G/W
V
1
2
3
Lícovaný kolík musí snadno a zcela
zajíždět do nastavovacího pouzdra.
Lícovaný kolík musí po uvolnění pružiny
působením síly pružiny opět snadno
vyjíždět z nastavovacího pouzdra.
Pokud lícovaný kolík do nastavovacího
pouzdra nezajíždí nebo do něj zajíždí
jen obtížně, znovu seřiďte úchyt těla
hořáku s tělem hořáku.
4
5
24
Pokud lícovaný kolík do nastavovacího pouzdra nezajíždí nebo do něj zajíždí jen
obtížně, znovu seřiďte úchyt těla hořáku s tělem hořáku.
Page 25

Provádění
2
1
(1)
(2)
1
1
zkoušek
zakázkových robotových
svařovacích
hořáků
1
UPOZORNĚNĹ!
Aby bylo možné odlišit středicí pouzdra (2) od nastavovacích pouzder (1), jsou
nastavovací pouzdra opatřena dvěma příčnými rýhami.
CS
2
Odšroubujte středicí pouzdro.
3
25
Page 26

Provádění zkoušek robotových svařovacích
1
2
1
hořáků TX s použitím upevňovací sady /i G/W TX
Všeobecné informace
Příprava
zkušební jednotky a těla hořáku
Montáž
upevňovací sady /i G/W TX a
robotového
svařovacího
hořáku TX na
úchyt těla
hořáku
Upevňovací sada /i G/W TX představuje rozšíření umožňující provádění zkoušek
robotových svařovacích hořáků TX a používá se v kombinaci s následujícími
zkušebními přípravky:
Zkušební/seřizovací přípravek /i (44,0360,0073)
-
Zkušební přípravek /i G/W V (44,0360,0012)
-
Zkušební jednotky se namontují podle popisu.
Následně se na úchyt těla hořáku namontuje upevňovací sada /i G/W TX a robotový svařovací hořák TX.
Průběh zkoušky pak odpovídá příslušnému zkušebnímu přípravku.
Zkušební/seřizovací přípravek /i
44,0360,0073
viz str. 15
viz str. 16
1
Zkušební přípravek /i G/W V
44,0360,0012
viz str. 22
2
26
Page 27

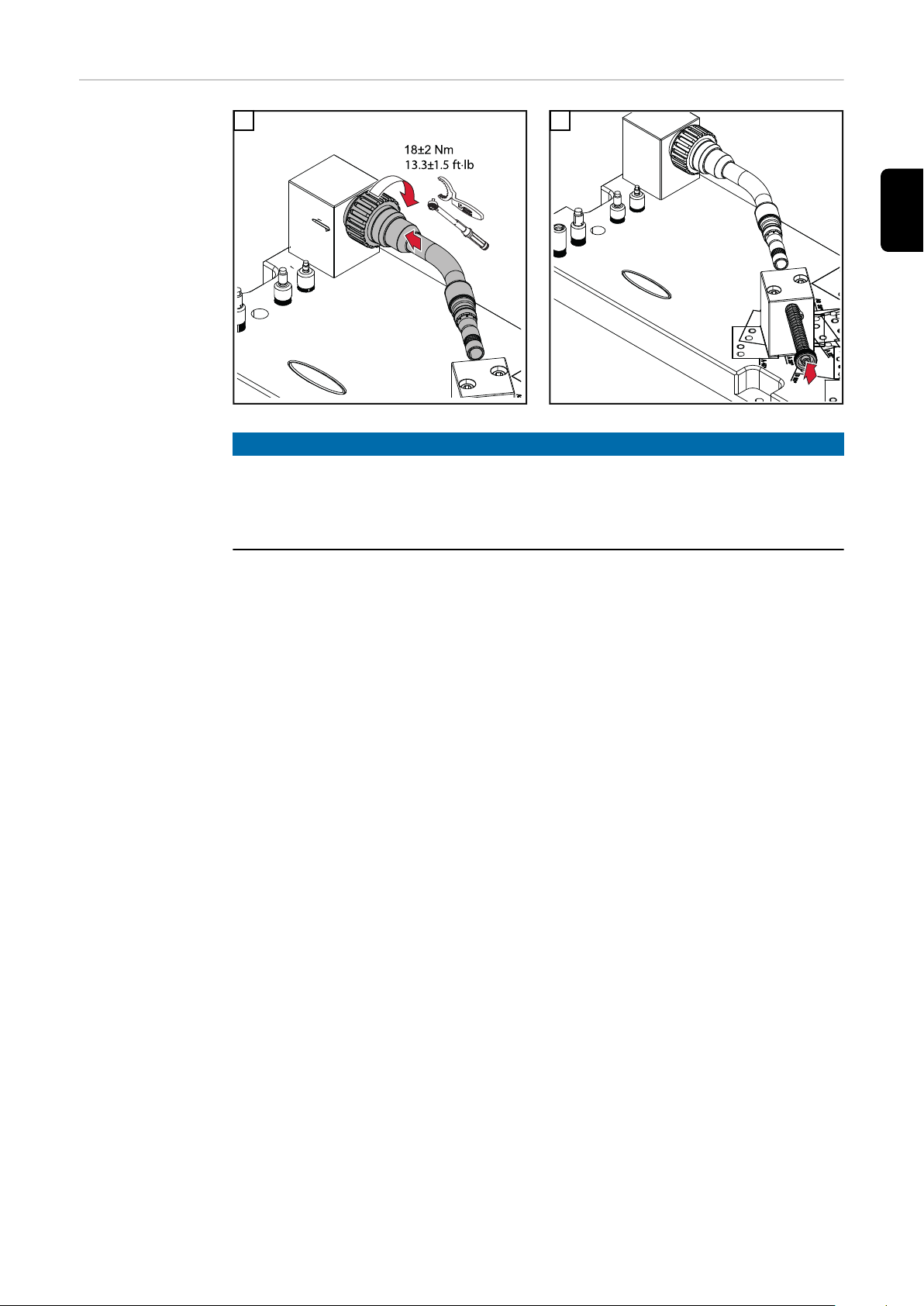
1
1
3
1
1
1
1
0
18
13.3
+
2Nm
-
1.5 ft·lb
+
-
4
CS
5
Použijte momentový klíč!
27
Page 28

28
Page 29

Seřízení robotového svařovacího
hořáku MTB R
29
Page 30

30
Page 31

Seřizování robotových svařovacích hořáků
2
1
1
2
3
(1)
(2)
(3)
1
2
3
4
(1)
(2)
(3)
(4)
(5)
1
1
2
CS
Příprava těla
hořáku na
seřízení
1
3
2
4
Našroubujte náhradní držák trysky a seřizovací
objímku.
5
Našroubujte středicí pouzdro.
Odšroubujte středicí pouzdro.
(1) ... M6 (2) ... M8 (3) ... M8x1,5 (4) ... M10x1,25
(5) ... M10x1,25 Contec
31
Page 32

Seřízení těla
1
2
2
1
1
*
1
1
hořáku
Příprava:
1
3
2
* Seřizovací pouzdra jsou potřebná pouze k
seřízení na vnější trubici.
4
32
Při seřizování na vnější trubici posuňte seřizovací
páku nad seřizovací pouzdra.
Umístěte seřizovací páku nad seřizovací objímku.
Seřiďte tělo hořáku ve vodorovném a/nebo svislém směru:
5
Seřízení ve vodorovném směru
6
Seřízení ve svislém směru
Page 33

2
1
7
1
8
CS
Uvolněte převlečnou matici a opět ji utáhněte.
UPOZORNĚNĹ!
Tělo hořáku je v pořádku, jsou-li splněny následující podmínky:
lícovaný kolík snadno a zcela zajíždí do středicího pouzdra a
▶
lícovaný kolík po uvolnění pružiny působením síly pružiny opět snadno vyjíždí
▶
ze středicího pouzdra.
Pokud lícovaný kolík nezajíždí do středicího pouzdra nebo z něj nevyjíždí lehce,
zopakujte seřízení těla hořáku.
DŮLEŽITÉ! V případě odchylek rozměrů > 5 mm již tělo hořáku neseřizujte sami!
Tělo hořáku odešlete k opravě do společnosti Fronius.
Kontrola těla hořáku
33
Page 34

Závěrečné úkony Pokud je tělo hořáku v pořádku:
Sejměte seřizovací páku.
1
Uvolněte převlečnou matici.
2
Odejměte tělo hořáku ze zkušebního přípravku.
3
Odšroubujte seřizovací objímku z těla hořáku.
4
Odšroubujte středicí pouzdro z těla hořáku.
5
Sejměte náhradní držák trysky.
6
Namontujte na tělo hořáku spotřební díly podle návodu k obsluze svařovacího
7
hořáku.
34
Page 35

Seřizování zakázkových robotových svařovacích
2
1
1
2
3
(1)
(2)
(3)
1
2
3
4
1
*
hořáků s použitím zkušebního přípravku /i G/W V
Všeobecné informace
Příprava těla
hořáku na
seřízení
Zkušební přípravek /i G/W V je určen i k seřizování zakázkových svařovacích
hořáků.
1
2
CS
3
Našroubujte náhradní držák trysky a seřizovací
objímku.
4
Odšroubujte středicí pouzdro.
* Úchyt těla hořáku je zobrazen šedě.
35
Page 36

1
2
5
4
1
1
2
4
4
3
3
3
5
180°
1
3
2
2
2
2
4x
Našroubujte středicí pouzdro.
Příprava
zkušebního
přípravku /i G/W
V
Montáž úchytu
těla hořáku
1
1
36
Page 37

Montáž zkušební
2
3
min 15mm
min 0.59inch
1
1
1
1
1
3
5
4
6
2
1
1
jednotky
1
2
CS
Seřizování
zakázkových robotových
svařovacích
hořáků
Vyrovnejte zkušební jednotku podle těla hořáku
a lehce ji upevněte jedním upínacím prvkem.
3
Upevněte zkušební jednotku zbývajícími
upínacími prvky.
Proveďte zkoušku těla hořáku.
4
Proveďte zkoušku těla hořáku.
UPOZORNĚNĹ!
Při seřizování svařovacího hořáku je třeba:
namontovat úchyt těla hořáku pomocí 4 šroubů v oblasti nastavovacích/
▶
středicích pouzder na zkušební přípravek /i G/W V,
namontovat svařovací hořák na úchyt těla hořáku.
▶
Seřiďte svařovací hořák.
1
Seřízení svařovacího hořáku se provádí podle popisu v části „Seřízení těla
hořáku“ od strany 32:
Seřízení na vnější trubici se seřizovacími pouzdry
-
Seřízení na konci těla hořáku s použitím seřizovací objímky
-
Seřízení ve vodorovném/svislém směru
-
Proveďte závěrečné úkony podle popisu na straně 34.
2
37
Page 38

38
Page 39

Sisukord
Üldine teave 41
Üldteave 43
Ohutus 43
Üldine 43
Kontrollseadme kalibreerimine 43
Vajalikud tööriistad 44
Märkus kontrollimiseks ja paigaldamiseks 44
Valikud 44
Komplekti sisu 45
Kontroll-/seadistusseade /i 45
Kontrollseadme /i G/W System tarnekomplekt 45
Kontrollseadme /i G/W V tarnekomplekt 46
Kinnituskomplekt /i G/W TX 46
Seadistusseade /i 47
Robotkeevituse põleti MTB R kontrollimine 49
Robotkeevituse põleti MTB R kontrollimine kontroll-/seadistusseadmega /i 51
Kontrollseadme ettevalmistamine 51
Põletipea korpuse kontrollimiseks ettevalmistamine 52
Põletipea korpuse kontrollimine 53
Robotkeevituse põleti MTB R terviksüsteemide kontrollimine kontrollseadmega /i G/W System
Üldine 54
Kontrollseadme /i G/W System ja terviksüsteemi põletipea korpuse ettevalmistamine 54
Kontrollseadme /i G/W System justeerimine 55
Terviksüsteemi kontrollimine 56
Kliendi jaoks kohandatud robotkeevituse põletite kontrollimine kontrollseadmega /i G/W 58
Üldine 58
Kontrollseadme /i G/W V ja põletipea korpuse ettevalmistamine 58
Kontrollseadme /i G/W V justeerimine 60
Kliendi jaoks kohandatud robotkeevituse põleti kontrollimine 61
TX-fikseerimiskomplektiga robotkeevituse põleti /i G/W TX kontrollimine 62
Üldine 62
Kontrollseadme ja põletipea korpuse ettevalmistamine 62
Fikseerimiskomplekti /i G/W TX ja robotkeevituse põleti TX põletipea korpuse vastuvõtjale
monteerimine
54
62
ET
Robotkeevituse põleti MTB R seadistamine 65
Robotkeevituse põleti seadistamine 67
Põletipea korpuse paigaldamiseks ettevalmistamine 67
Põletipea korpuse seadistamine 68
Järgmised tegevused 70
Kliendi jaoks kohandatud robotkeevituse põleti seadistamine kontrollseadmega /i G/W V 71
Üldine 71
Põletipea korpuse paigaldamiseks ettevalmistamine 71
Kontrollseadme /i G/W V ettevalmistamine 72
Põletipea korpuse vastuvõtja monteerimine 72
Kontrollüksuse monteerimine 73
Kliendil jaoks kohandatud robotkeevituse põleti seadistamine 73
39
Page 40

40
Page 41

Üldine teave
41
Page 42

42
Page 43

Üldteave
Ohutus
Valest kasutamisest või valesti tehtud töödest tingitud oht.
Tagajärjeks võivad olla rasked isiku- ja varalised kahjud.
▶
▶
▶
Üldine Kontrollseade /i
Kontrollseade /i on mõeldud robotkeevituse põletite MTB R mõõtude hälvete
kontrollimiseks.
Kontrollseade /i on saadaval järgmistes versioonides.
HOIATUS!
Kõiki selles dokumendis nimetatud töid ja funktsioone on lubatud teha
üksnes vastava pädevusega spetsialistidel.
Lugege seda dokumenti ja mõistke selle sisu.
Lugege kõiki süsteemikomponentide kasutusjuhendeid, eelkõige ohutuseeskirju, ja mõistke nende sisu.
Kontroll-/seadistusseade /i
44,0360,0073
gaasi- ja vesijahutusega robotkeevituse põletite MTB R kontrollimiseks
Kontrollseade /i G/W Süsteem
44,0360,0090
tervete robotkeevituse põletisüsteemide kontrollimiseks (nt: Roboti voolikupaketi, klambri ja väljalülituskarbiga keevituspõletid)
ET
Kontrollseadme
kalibreerimine
Kontrollseade /i G/W V
44,0360,0012
gaasi- ja vesijahutusega kliendi jaoks kohandatud robotkeevituse põletite ning
erimudelite kontrollimiseks
Seadistusseade /i
44,0350,5241
Seadistusseadmega /i saab korrigeerida robotkeevituse põletite MTB R mõõtude
hälbeid.
Tähtis! Kui mõõtude hälve on > 5 mm, ei tohi põletipea korpust enam ise paigaldada! Saatke põletipea korpus Froniusesse remonti.
Tähtis! Selleks et saavutada kontrollseadmega /i parimaid tulemusi, on soovitatav
lasta kontrollseadet kord aastas Froniuses kalibreerida.
43
Page 44

Vajalikud tööriistad
Sisekuuskantvõti SW 6 mm
-
Voolukontakti võti
-
42,0410,0570 ... M6
42,0410,0138 ... M8x1,5
Põleti ühendus
-
45,0200,1261
Pöördemomendi võti
-
42,0435,0090
Märkus kontrollimiseks ja paigaldamiseks
Valikud
MÄRKUS.
Põletipea korpuste kontrollimiseks ja paigaldamiseks kasutage võimalusel kaht
eri alusplaati, nt:
kontrollimine kontrollseadmega /i
▶
paigaldamine terasest alusplaadil „Professional“
▶
Terasest alusplaat „Professional“ (42,0201,2064)
-
nt sagedasteks kontroll- ja seadistustöödeks (ainult tehasepaigaldus)
Kontrollvõll (xx,xxxx,xxxx)
-
kontrollseadme /i kontrollimiseks
Fikseerimiskomplekt /i G/W TX (44,0350,5242)
-
gaasi- ja vesijahutusega robotkeevituse põletite TX kontrollimiseks
44
Page 45

Komplekti sisu
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(10)
(8)
(9)
(14)
(13)
(12)
(11)
Kontroll-/seadistusseade /i
ET
Kontrollseadme /i G/W
System tarnekomplekt
(1) Põletipea korpuse
vastuvõtmine
(2) Tsentreerimishülss M6
(3) Tsentreerimishülss M8
(4) Tsentreerimishülss M8x1,5
(5) Tsentreerimishülss M10x1,25
(6) Tsentreerimishülss M10x1,25
Contec
(7) Alumiiniumist alusplaat
(8) Kontrollüksus
(1) Vastuvõtu plokk
(2) 4 kruvidega kinnitusrauda
(3) Alumiiniumist alusplaat
(4) Seadistushülss M10x1,25
Contec
(5) Seadistushülss M10x1,25
(6) Seadistushülss M8x1,5
(7) Seadistushülss M8
(8) Seadistushülss M6
(9) Tsentreerimishülss M6
(10) Kontrollüksus
(11) Tsentreerimishülss M8
(12) Tsentreerimishülss M8x1,5
(13) Tsentreerimishülss M10x1,25
(14) Tsentreerimishülss M10x1,25
Contec
45
Page 46

Kontrollse-
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(14)
(13)
(12)
(11)
(10)
(8)
(9)
(1) (2)(3)
(2)
*
**
adme /i G/W V
tarnekomplekt
Kinnituskomplekt /i G/W TX
(1) Põletipea korpuse
vastuvõtmine
(2) 4 kruvidega kinnitusrauda
(3) Alumiiniumist alusplaat
(4) Seadistushülss M10x1,25
Contec
(5) Seadistushülss M10x1,25
(6) Seadistushülss M8x1,5
(7) Seadistushülss M8
(8) Seadistushülss M6
(9) Tsentreerimishülss M6
(10) Kontrollüksus
(11) Tsentreerimishülss M8
(12) Tsentreerimishülss M8x1,5
(13) Tsentreerimishülss M10x1,25
(14) Tsentreerimishülss M10x1,25
Contec
(1) Pingutuspuks
(2) 2 õlgkruvi 6h8
M5 x 20 mm
(3) Pinguti
* Põletipea korpus
** Põletipea korpuse vastuvõtmine
(sisaldub kontrollseadme tarnekomplektis)
46
Page 47

Seadistusseade /
(1)
(2)
(3)
(4)
(5)
i
Seadistusseade /i – 44,0350,5241
(1) Seadistushoob
(2) Pöördemomendi võti
(3) Mutter
(4) Põleti ühendus
(5) Seadistusklamber, ø 16 mm
Seadistusklamber, ø 18 mm
ET
47
Page 48

48
Page 49

Robotkeevituse põleti MTB R kont-
rollimine
49
Page 50

50
Page 51

Robotkeevituse põleti MTB R kontrollimine kontroll-/seadistusseadmega /i
Kontrollseadme
ettevalmistamine
Kontrollseadme /i alusplaadil on kontrollseadme paigaldamiseks mitmeid
kohti.
Tarnitud olekus on kontrollseade eelmonteeritud monteerimisasendisse 0°.
Iga teistsuguse põleti korpuse kumeruse jaoks monteerige kontrollseade alusele kontrollitava keevituspõleti korpuse kumeruse järgi.
Nimetus Pikkus
(mm)
A 0° 250 9.842 0 0 0°
A 22° 241 9.488 50 1.969 22°
A 36° 224 8.819 86 3.386 36°
Pikkus (tollid)
Kõrgus
(mm)
Kõrgus
(tollid)
Nurk
ET
A 45° 209 8.228 107 4.213 45°
A1 0° 187,5 7.382 0 0 0°
A2 22° 246 9.685 27 1.063 22°
A2 45° 228,5 8.996 56,5 2.224 45°
A2 60° 212 8.346 71 2.795 60°
A3 36° 236 9.291 44,5 1.752 36°
B 0° 335 13.189 0 0 0°
B 22° 331 13.032 27 1.063 22°
B 45° 313,5 12.342 56,5 2.224 45°
B 60° 297 11.692 71 2.795 60°
B1 22° 291 11.457 50 1.969 22°
B2 22° 325 12.795 50 1.969 22°
B3 36° 338 13.307 0 0 36°
B4 36° 321 12.638 44,5 1.752 36°
C 22° 383 15.079 50 1.969 22°
C 36° 366 14.409 86 3.386 36°
C 45° 351 13.819 105 4.134 45°
51
Page 52

1
2
1
2
1
2
1
(1)
(2)
(3)
(4)
(5)
1
1
2
2
Põletipea korpuse kontrollimiseks ettevalmistamine
1
3
2
(1) ... M6 (2) ... M8 (3) ... M8x1,5 (4) ... M10x1,25
(5) ... M10x1,25 Contec
52
Page 53
Põletipea kor-
1
2
1
puse kontrollimine
1
MÄRKUS.
Põletipea korpus on korras, kui
tihvt libiseb kergesti ja täielikult tsentreerimishülsi sisse ning
▶
tihvt tuleb tsentreerimishülsist pärast vedru lahtilaskmist vedru jõu mõjul
▶
uuesti kergesti välja.
2
ET
Kui tihvti ei saa kergesti tsentreerimishülssi viia ja sealt välja võtta, seadistage
põletipea korpus peatükis „Robotkeevituse põleti MTB R paigaldamine“ toodud
juhiste kohaselt (al lk 65).
TÄHTIS! Kui mõõtude hälve on > 5 mm, ei tohi põletipea korpust enam ise paigaldada! Saatke põletipea korpus Froniusesse remonti.
53
Page 54

Robotkeevituse põleti MTB R terviksüsteemide
1
2
2
1
kontrollimine kontrollseadmega /i G/W System
Üldine Kontrollseadmega /i G/W System saab kontrollida robotkeevituse põleti ter-
viksüsteemide mõõtude hälbeid alates põletipea korpusest kuni CrashBoxini.
Paigaldamise ja esmase reguleerimise eest vastutab kasutaja.
Kontrollimiseks on mitmeid võimalusi, nt:
põletipea korpus
-
põletipea korpus + voolikupakett
-
põletipea korpus + voolikupakett + klamber
-
põletipea korpus + voolikupakett + klamber + CrashBox
-
Kontrollseadme /i G/W
System ja terviksüsteemi
põletipea korpuse ettevalmistamine
Terviksüsteemi põletipea korpuse kontrollimine sobiva kontrollseadmega
1
Kontrollseadme /i G/W alusplaadil on kontrollseadme paigaldamiseks mitmeid
kohti.
Tarnitud olekus on kontrollseade eelmonteeritud monteerimisasendisse 0°.
Iga teistsuguse põleti korpuse kumeruse jaoks monteerige kontrollseade alusele
kontrollitava keevituspõleti korpuse kumeruse järgi.
2
3
54
MÄRKUS.
Tsentreerimishülssidel (2) ja seadistushülssidel (1) vahet tegemiseks on seadistushülssidele tehtud kaks lisaristsoont.
Page 55

(1)
(2)
1
4
1
1
min 15mm
min 0.59inch
1
1
1
1
2
1
Seadistushülsi mahavõtmine
5
Vastuvõtuplokk on mõeldud erinevate robot-väljalülitusplokkide monteerimiseks.
6
ET
Kontrollseadme /i G/W
System justeerimine
Terviksüsteemi monteerimine vastuvõtuplokile
1
2
55
Page 56

1
3
1
1
3
2
2
1
Tihvt peab kergesti ja täielikult seadistushülsi sisse libisema.
Tihvt peab pärast vedru lahtilaskmist
vedru jõu mõjul uuesti seadistushülsist
kergesti välja tulema.
Kui tihvti ei saa seadistushülssi sisse
lükata või see liigub sinna raskesti, reguleerige terviksüsteemi vastuvõtuplokiga.
Terviksüsteemi
kontrollimine
4
5
Kui tihvti ei saa seadistushülssi sisse lükata või see liigub sinna raskesti, reguleerige terviksüsteemi vastuvõtuplokiga.
MÄRKUS.
Voolikupakett peab kontrollimise ajal olema koormuse alt vaba.
Kui voolikupakett ei ole koormuse alt vaba, võib robot-väljalülituspaketi paigaldus
valesti minna.
MÄRKUS.
Tsentreerimishülssidel (2) ja seadistushülssidel (1) vahet tegemiseks on seadistushülssidele tehtud kaks lisaristsoont.
56
Page 57

2
1
1
(1)
(2)
1
1
1
1
2
ET
Tsentreerimishülsi mahakruvimine
3
4
Terviksüsteemi monteerimine vastuvõtuplokile
5
MÄRKUS.
Terviksüsteem on korras, kui
tihvt libiseb kergesti ja täielikult tsentreerimishülsi sisse ning
▶
tihvt tuleb tsentreerimishülsist pärast vedru lahtilaskmist vedru jõu mõjul
▶
uuesti kergesti välja.
Kui tihvti ei saa tsentreerimishülsi sisse või sellest välja liigutada, korrigeerige terviksüsteemi (nt klambri juurest).
57
Page 58

Kliendi jaoks kohandatud robotkeevituse põletite
1
2
2
1
kontrollimine kontrollseadmega /i G/W
Üldine Kontrollseadmega /i G/W V saab kontrollida kliendi jaoks kohandatud robotkee-
vituse põletite ja erimudelite mõõtude hälbeid.
Paigalduse ja esmase reguleerimise eest vastutab kasutaja.
Kontrollseadme /i G/W V ja
põletipea korpuse ettevalmistamine
Kontrollseadme /i G/W V alusplaadil
on kontrollseadme paigaldamiseks mitmeid kohti.
Tarnitud olekus on kontrollseade eelmonteeritud monteerimisasendisse 0°.
Iga teistsuguse põleti korpuse kumeruse jaoks monteerige kontrollseade alusele kontrollitava keevituspõleti korpuse kumeruse järgi.
1
2
58
Page 59

2
1
3
(1)
(2)
1
1
1
2
MÄRKUS.
Tsentreerimishülssidel (2) ja seadistushülssidel (1) vahet tegemiseks on seadistushülssidele tehtud kaks lisaristsoont.
ET
4
Seadistushülsi mahavõtmine
6
5
59
Page 60

Kontrollse-
min 15mm
min 0.59inch
1
1
1
1
1
3
2
3
1
1
3
2
2
3
adme /i G/W V
justeerimine
1
2
3
Tihvt peab kergesti ja täielikult seadistushülsi sisse libisema.
Tihvt peab pärast vedru lahtilaskmist
vedru jõu mõjul uuesti seadistushülsist
kergesti välja tulema.
Kui tihvti ei saa seadistushülssi viia või
kui see liigub sinna raskesti, peab põletipea korpuse vastuvõtjat koos põletipea korpusega üle reguleerima.
4
5
60
Kui tihvti ei saa seadistushülssi viia või kui see liigub sinna raskesti, peab põletipea korpuse vastuvõtjat koos põletipea korpusega üle reguleerima.
Page 61

Kliendi jaoks ko-
2
1
(1)
(2)
1
1
handatud robotkeevituse põleti
kontrollimine
1
ET
MÄRKUS.
Tsentreerimishülssidel (2) ja seadistushülssidel (1) vahet tegemiseks on seadistushülssidele tehtud kaks lisaristsoont.
2
Tsentreerimishülsi mahakruvimine
3
61
Page 62

TX-fikseerimiskomplektiga robotkeevituse põle-
1
2
1
ti /i G/W TX kontrollimine
Üldine Fikseerimiskomplekt /i G/W TX on lisatarvik robotkeevituse põletite TX kontrolli-
miseks ja seda kasutatakse koos järgmiste kontrollseadmetega.
Kontroll-/seadistusseade /i (44,0360,0073)
-
Kontrollseade /i G/W V (44,0360,0012)
-
Kontrollseadmed pannakse kokku nii, nagu on kirjeldatud.
Seejärel monteeritakse fikseerimiskomplekt /i G/W TX ja robotkeevituse põleti
TX põletipea korpuse vastuvõtjale.
Kontrollimine toimub siis iga kontrollseadme kohaselt.
Kontrollseadme
ja põletipea korpuse ettevalmistamine
Fikseerimiskomplekti /i G/W TX
ja robotkeevituse põleti TX
põletipea korpuse vastuvõtjale monteerimine
Kontroll-/seadistusseade /i
44,0360,0073
vt lk 51
vt lk 52
1
Kontrollseade /i G/W V
44,0360,0012
vt lk 58
2
62
Page 63

1
1
3
1
1
1
1
0
18
13.3
+
2Nm
-
1.5 ft·lb
+
-
4
ET
5
Kasutage pöördemomendi võtit!
63
Page 64

64
Page 65

Robotkeevituse põleti MTB R sea-
distamine
65
Page 66

66
Page 67

Robotkeevituse põleti seadistamine
2
1
1
2
3
(1)
(2)
(3)
1
2
3
4
(1)
(2)
(3)
(4)
(5)
1
1
2
Põletipea korpuse paigaldamiseks ettevalmistamine
1
2
ET
3
4
Düüsi liitmiku asendaja ja seadistushülsi sisse
kruvimine
5
Tsentreerimishülsi sisse kruvimine
Tsentreerimishülsi maha kruvimine
(1) ... M6 (2) ... M8 (3) ... M8x1,5 (4) ... M10x1,25
(5) ... M10x1,25 Contec
67
Page 68

Põletipea kor-
1
2
2
1
1
*
1
1
puse seadistamine
Ettevalmistus
1
3
2
* Paigaldusklambrid on vajalikud vaid välistoru
paigaldamiseks.
4
68
Lükake välistoru juures seadistamiseks seadistushoob üle seadistusklambrite
Asetage seadistushoob seadistushülsi kohale
Põletipea korpuse seadistamine horisontaalselt ja/või vertikaalselt
5
Horisontaalne seadistamine
6
Vertikaalne seadistamine
Page 69

2
1
7
1
8
ET
Mutri vabastamine ja uuesti kinnikeeramine
MÄRKUS.
Põletipea korpus on korras, kui
tihvt libiseb kergesti ja täielikult tsentreerimishülsi sisse ning
▶
tihvt tuleb tsentreerimishülsist pärast vedru lahtilaskmist vedru jõu mõjul
▶
uuesti kergesti välja.
Kui tihvt ei liigu tsentreerimishülsi sisse või sellest välja kergesti, seadistage põletipea korpus uuesti.
TÄHTIS! Kui mõõtude hälve on > 5 mm, ei tohi põletipea korpust enam ise paigaldada! Saatke põletipea korpus Froniusesse remonti.
Põletipea korpuse kontrollimine
69
Page 70

Järgmised tegevused
Kui põletipea korpus on korras, tehke järgmist.
Võtke seadistushoob maha
1
Vabastage mutter
2
Võtke põletipea korpus kontrollseadmelt maha
3
Kruvige seadistushülss põletipea korpuselt maha
4
Kruvige tsentreerimishülss põletipea korpuselt maha
5
Võtke düüsi liitmiku asendaja maha
6
Monteerige kuluosad keevituspõleti kasutusjuhendi kohaselt põletipea korpu-
7
sele.
70
Page 71

Kliendi jaoks kohandatud robotkeevituse põleti
2
1
1
2
3
(1)
(2)
(3)
1
2
3
4
1
*
seadistamine kontrollseadmega /i G/W V
Üldine Kontrollseade /i G/W V on mõeldud kliendile kohandatud keevituspõletite sea-
distamiseks.
Põletipea kor-
1
2
puse paigaldamiseks ettevalmistamine
3
4
ET
Düüsi liitmiku asendaja ja seadistushülsi sisse
kruvimine
Tsentreerimishülsi maha kruvimine
* põletipea korpuse vastuvõtja on peidetud
71
Page 72

1
2
5
4
1
1
2
4
4
3
3
3
5
180°
1
3
2
2
2
2
4x
Tsentreerimishülsi sisse kruvimine
Kontrollseadme /i G/W V
ettevalmistamine
Põletipea korpuse vastuvõtja
monteerimine
1
1
72
Page 73

Kontrollüksuse
2
3
min 15mm
min 0.59inch
1
1
1
1
1
3
5
4
6
2
1
1
monteerimine
1
2
ET
Kliendil jaoks kohandatud robotkeevituse põleti
seadistamine
Pange kontrollüksus põletipea korpusele ja fikseerige kergelt pingutusraua abil
3
Fikseerige kontrollüksust ülejäänud pingutusraudadega
Põletipea korpuse kontrollimine
4
Põletipea korpuse kontrollimine
MÄRKUS.
Keevituspõleti seadistamiseks peab
monteerima põletipea korpuse vastuvõtja 4 kruviga seadistus-/tsentreeri-
▶
mishülsi juurde kontrollseadmel /i G/W V,
monteerima keevituspõleti põletipea korpuse vastuvõtjale.
▶
Keevituspõleti seadistamine
1
Keevituspõleti seadistamine toimub nii, nagu on kirjeldatud peatükis „Põletipea korpuse seadistamine“ lk 68:
Seadistamine välistoru juures seadistusklambrite abil
-
Põletipea korpuse otsa seadistamine seadistushülsi abil
-
Horisontaalne/vertikaalne seadistamine
-
Tehke järgmisi tegevusi lk 70 toodu kohaselt.
2
73
Page 74

74
Page 75

Spis treści
Informacje ogólne 77
Informacje ogólne 79
Bezpieczeństwo 79
Informacje ogólne 79
Kalibracja przyrządu kontrolnego 79
Potrzebne narzędzia 80
Wskazówka dotycząca kontroli i ustawienia 80
Opcje 80
Zakres dostawy 81
Przyrząd kontrolny / prostujący /i 81
Zakres dostawy przyrządu kontrolnego /i system G/W 81
Zakres dostawy przyrządu kontrolnego /i G/W V 82
Zestaw mocujący /i G/W TX 83
Przyrząd prostujący /i 83
Kontrola palników spawalniczych do aplikacji zrobotyzowanych MTB R 85
PL
Kontrola palników spawalniczych do aplikacji zrobotyzowanych MTB R za pomocą przyrządu
kontrolnego / prostującego /i
Przygotowanie jednostki kontrolnej 87
Przygotowanie korpusu palnika do kontroli 88
Kontrola korpusu palnika 89
Kontrola całych systemów palników spawalniczych do aplikacji zrobotyzowanych MTB R za
pomocą przyrządu kontrolnego /i system G/W
Informacje ogólne 90
Przygotowanie przyrządu kontrolnego /i system G/W i końcówki palnika całego systemu 90
Wzorcowanie przyrządu kontrolnego /i system G/W 91
Kontrola całego systemu 92
Kontrola specyficznych dla klienta palników spawalniczych do aplikacji zrobotyzowanych za
pomocą przyrządu kontrolnego /i G/W V
Informacje ogólne 95
Przygotowanie przyrządu kontrolnego /i G/W V i korpusu palnika 95
Wzorcowanie przyrządu kontrolnego /i G/W V 97
Kontrola specyficznych dla klienta palników spawalniczych do aplikacji zrobotyzowanych 98
Kontrola palników spawalniczych do aplikacji zrobotyzowanych TX z zestawem mocującym /i
G/W TX
Informacje ogólne 99
Przygotowanie jednostki kontrolnej i końcówki palnika 99
Montaż zestawu mocującego /i G/W TX i palnika spawalniczego do aplikacji zrobotyzowa-
nych TX na uchwycie korpusu palnika
Ustawianie palników spawalniczych do aplikacji zrobotyzowanych MTB R 101
87
90
95
99
99
Ustawianie palników spawalniczych do aplikacji zrobotyzowanych 103
Przygotowanie końcówki palnika do ustawienia 103
Ustawianie korpusu palnika 104
Czynności końcowe 106
Ustawianie specyficznych dla klienta palników spawalniczych do aplikacji zrobotyzowanych
za pomocą przyrządu kontrolnego /i G/W V
Informacje ogólne 107
Przygotowanie końcówki palnika do ustawienia 107
Przygotowanie przyrządu kontrolnego /i G/W V 108
Montaż uchwytu końcówki palnika 108
Montaż jednostki kontrolnej 109
Ustawianie specyficznych dla klienta palników spawalniczych do aplikacji zrobotyzowa-
nych
107
109
75
Page 76

76
Page 77

Informacje ogólne
77
Page 78

78
Page 79

Informacje ogólne
Bezpieczeństwo
Informacje
ogólne
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie czynności i funkcje opisane w tym dokumencie mogą wykonywać
▶
tylko przeszkoleni pracownicy wykwalifikowani.
Należy dokładnie zapoznać się z niniejszym dokumentem.
▶
Przeczytać i zrozumieć wszystkie instrukcje obsługi komponentów systemu,
▶
w szczególności przepisy dotyczące bezpieczeństwa.
Przyrząd kontrolny /i
Przyrząd kontrolny /i służy do sprawdzania odchyłek wymiarowych palników spawalniczych do aplikacji zrobotyzowanych MTB R.
Przyrząd kontrolny /i jest dostępny w następujących wersjach:
Przyrząd kontrolny / prostujący /i
44,0360,0073
do sprawdzania chłodzonych gazem i wodą palników spawalniczych do aplikacji
zrobotyzowanych MTB R
PL
Kalibracja przyrządu kontrolnego
Przyrząd kontrolny /i system G/W
44,0360,0090
do sprawdzania całych systemów palników spawalniczych do aplikacji zrobotyzowanych (np.: palnik spawalniczy z pakietem przewodów robota, obejmą mocującą i skrzynką rozłączną)
Przyrząd kontrolny /i G/W V
44,0360,0012
do sprawdzania chłodzonych gazem i wodą specyficznych dla klienta palników
spawalniczych do aplikacji zrobotyzowanych i wersji specjalnych
Przyrząd prostujący /i
44,0350,5241
Za pomocą przyrządu prostującego /i można korygować odchyłki wymiarowe w
palnikach spawalniczych do aplikacji zrobotyzowanych MTB R.
WAŻNE! W przypadku odchyłek wymiarowych o wielkości > 5 mm nie należy już
samodzielnie ustawiać końcówki palnika! Przesłać końcówkę palnika do naprawy
do firmy Fronius.
WAŻNE! Aby w pracy z przyrządem kontrolnym /i osiągać optymalne wyniki kontroli, zaleca się zlecać raz w roku kalibrację przyrządu kontrolnego firmie Fronius.
79
Page 80

Potrzebne
narzędzia
Klucz imbusowy rozm. 6 mm
-
Klucz do końcówek prądowych
-
42,0410,0570 ... M6
42,0410,0138 ... M8x1,5
Klucz do palnika
-
45,0200,1261
Klucz dynamometryczny
-
42,0435,0090
Wskazówka dotycząca kontroli i
ustawienia
Opcje
WSKAZÓWKA!
W celu skontrolowania i ustawienia końcówek palnika należy w miarę możliwości
użyć dwóch różnych płyt podstawowych, np.:
sprawdzanie za pomocą przyrządu kontrolnego /i,
▶
ustawianie na płycie podstawowej stalowej „Professional”.
▶
Płyta podstawowa stalowa „Professional” (42,0201,2064)
-
np. do częstych prac kontrolnych i prostujących (tylko montaż fabryczny)
Wałek kontrolny (xx,xxxx,xxxx)
-
do sprawdzania przyrządu kontrolnego /i
Zestaw mocujący /i G/W TX (44,0350,5242)
-
do sprawdzania chłodzonych gazem i wodą palników spawalniczych do aplikacji zrobotyzowanych TX
80
Page 81

Zakres dostawy
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(10)
(8)
(9)
(14)
(13)
(12)
(11)
Przyrząd kontrolny / prostujący /i
PL
Zakres dostawy
przyrządu kontrolnego /i system
G/W
(1) Uchwyt końcówki palnika
(2) Tuleja centrująca M6
(3) Tuleja centrująca M8
(4) Tuleja centrująca M8x1,5
(5) Tuleja centrująca M10x1,25
(6) Tuleja centrująca M10x1,25
Contec
(7) Płyta podstawowa aluminiowa
(8) Jednostka kontrolna
81
Page 82

Zakres dostawy
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(14)
(13)
(12)
(11)
(10)
(8)
(9)
przyrządu kontrolnego /i G/W V
(1) Blok mocujący
(2) 4 mocowania stalowe ze śru-
bami
(3) Płyta podstawowa aluminiowa
(4) Tuleja nastawcza M10x1,25
Contec
(5) Tuleja nastawcza M10x1,25
(6) Tuleja nastawcza M8x1,5
(7) Tuleja nastawcza M8
(8) Tuleja nastawcza M6
(9) Tuleja centrująca M6
(10) Jednostka kontrolna
(11) Tuleja centrująca M8
(12) Tuleja centrująca M8x1,5
(13) Tuleja centrująca M10x1,25
(14) Tuleja centrująca M10x1,25
Contec
(1) Uchwyt końcówki palnika
(2) 4 mocowania stalowe ze śru-
bami
(3) Płyta podstawowa aluminiowa
(4) Tuleja nastawcza M10x1,25
Contec
(5) Tuleja nastawcza M10x1,25
(6) Tuleja nastawcza M8x1,5
(7) Tuleja nastawcza M8
(8) Tuleja nastawcza M6
(9) Tuleja centrująca M6
(10) Jednostka kontrolna
(11) Tuleja centrująca M8
(12) Tuleja centrująca M8x1,5
(13) Tuleja centrująca M10x1,25
(14) Tuleja centrująca M10x1,25
Contec
82
Page 83

Zestaw mo-
(1) (2)(3)
(2)
*
**
(1)
(2)
(3)
(4)
(5)
cujący /i G/W TX
(1) Gniazdo mocowania
(2) 2 śruby pasowane z kołnierzem
6h8
M5 x 20 mm
(3) Pałąk mocujący
* Końcówka palnika
** Uchwyt końcówki palnika
(zawarty w zakresie dostawy przyrządu kontrolnego)
PL
Przyrząd prostujący /i
(1) Dźwignia prostująca
(2) Klucz dynamometryczny
(3) Nakrętka złączkowa
(4) Klucz do palnika
(5) Obejma prostująca ø 16 mm
Obejma prostująca ø 18 mm
Przyrząd prostujący /i - 44,0350,5241
83
Page 84

84
Page 85

Kontrola palników spawalniczych
do aplikacji zrobotyzowanych MTB
R
85
Page 86

86
Page 87

Kontrola palników spawalniczych do aplikacji zrobotyzowanych MTB R za pomocą przyrządu kontrolnego / prostującego /i
Przygotowanie
jednostki kontrolnej
Na płycie podstawowej przyrządu kontrolnego /i znajdują się najróżniejsze pozycje do montażu jednostki kontrolnej.
W stanie fabrycznym jednostka kontrolna jest wstępnie zamontowana w pozycji montażu 0°.
Dla każdego innego kąta palnika spawalniczego jednostkę kontrolną należy
zamontować na płycie podstawowej
odpowiednio do kąta kontrolowanego
palnika spawalniczego:
Oznaczenie Długość
(mm)
A 0° 250 9.842 0 0 0°
A 22° 241 9.488 50 1.969 22°
A 36° 224 8.819 86 3.386 36°
Długość
(inch)
Wysokość
(mm)
Wysokość
(inch)
Kąt
PL
A 45° 209 8.228 107 4.213 45°
A1 0° 187,5 7.382 0 0 0°
A2 22° 246 9.685 27 1.063 22°
A2 45° 228,5 8.996 56,5 2.224 45°
A2 60° 212 8.346 71 2.795 60°
A3 36° 236 9.291 44,5 1.752 36°
B 0° 335 13.189 0 0 0°
B 22° 331 13.032 27 1.063 22°
B 45° 313,5 12.342 56,5 2.224 45°
B 60° 297 11.692 71 2.795 60°
B1 22° 291 11.457 50 1.969 22°
B2 22° 325 12.795 50 1.969 22°
B3 36° 338 13.307 0 0 36°
B4 36° 321 12.638 44,5 1.752 36°
C 22° 383 15.079 50 1.969 22°
C 36° 366 14.409 86 3.386 36°
C 45° 351 13.819 105 4.134 45°
87
Page 88

1
2
1
2
1
2
1
(1)
(2)
(3)
(4)
(5)
1
1
2
2
Przygotowanie
korpusu palnika
do kontroli
1
3
2
(1) ... M6 (2) ... M8 (3) ... M8x1,5 (4) ... M10x1,25
(5) ... M10x1,25 Contec
88
Page 89

Kontrola korpu-
1
2
1
su palnika
1
WSKAZÓWKA!
Korpus palnika jest w porządku, jeśli
kołek pasowany wykazuje swobodę ruchu i całkowicie wsuwa się w tuleję cen-
▶
trującą, oraz
kołek pasowany po zwolnieniu sprężyny pod działaniem siły sprężystości po-
▶
nownie swobodnie wysuwa się z tulei centrującej.
2
PL
Jeśli kołek pasowany nie daje się swobodnie wsuwać i wysuwać z tulei centrującej,
ustawić korpus palnika zgodnie z rozdziałem „Ustawianie korpusu palnika
MIG/MAG do aplikacji zrobotyzowanych” (od strony 101).
WAŻNE! W przypadku odchyłek wymiarowych o wielkości > 5 mm nie należy już
samodzielnie ustawiać korpusu palnika! Przesłać korpus palnika do naprawy do
firmy Fronius.
89
Page 90

Kontrola całych systemów palników spawalnic-
1
2
2
1
zych do aplikacji zrobotyzowanych MTB R za pomocą przyrządu kontrolnego /i system G/W
Informacje
ogólne
Przygotowanie
przyrządu kontrolnego /i system
G/W i końcówki
palnika całego
systemu
Za pomocą przyrządu kontrolnego /i system G/W można sprawdzać odchyłki wymiarowe kompletnych systemów palników spawalniczych do aplikacji zrobotyzowanych od końcówki palnika do CrashBox.
Za budowę i pierwsze wzorcowanie odpowiedzialny jest użytkownik.
Do wykonania kontroli dostępne są różne możliwości, np.:
Końcówka palnika
-
Końcówka palnika + wiązka uchwytu
-
Końcówka palnika + wiązka uchwytu + obejma mocująca
-
Końcówka palnika + wiązka uchwytu + obejma mocująca + CrashBox
-
Kontrola końcówki palnika za pomocą odpowiedniego przyrządu kontrolnego
1
Na płycie podstawowej przyrządu kontrolnego /i system G/W znajdują się
najróżniejsze pozycje do montażu jednostki kontrolnej.
W stanie fabrycznym jednostka kontrolna jest wstępnie zamontowana w pozycji
montażu 0°.
Dla każdego innego zakrzywienia końcówki palnika należy zamontować jednostkę
kontrolną odpowiednio do zakrzywienia końcówki kontrolowanego palnika spawalniczego na płycie podstawowej:
2
WSKAZÓWKA!
W celu rozróżnienia tulei centrujących (2) i tulei nastawczych (1) tuleje nastawcze są wyposażone w dwa dodatkowe poprzeczne rowki.
3
90
Page 91

(1)
(2)
1
4
1
1
min 15mm
min 0.59inch
1
1
1
1
2
1
Odkręcanie tulei nastawczej
5
Blok mocujący jest przewidziany do montażu różnych skrzynek rozłącznych do
aplikacji zrobotyzowanych.
6
PL
Wzorcowanie przyrządu kontrolnego /i system
G/W
Montaż całego systemu na bloku mocującym
1
2
91
Page 92

1
3
1
1
3
2
2
1
Kołek pasowany musi swobodnie i
całkowicie wsuwać się w tuleję centrującą.
Kołek pasowany musi po zwolnieniu
sprężyny pod działaniem siły
sprężystości ponownie swobodnie wysuwać się z tulei centrującej.
Jeśli kołek pasowany nie daje się
wsunąć lub wsuwa się ciężko w tuleję
nastawczą, wykonać ponowne wzorcowanie z użyciem bloku mocującego.
Kontrola całego
systemu
4
5
Jeśli kołek pasowany nie daje się wsunąć lub wsuwa się ciężko w tuleję nastawczą,
wykonać ponowne wzorcowanie z użyciem bloku mocującego.
WSKAZÓWKA!
Wiązka uchwytu musi być odciążona podczas kontroli.
W przypadku nieodciążonej wiązki uchwytu może wystąpić nieprawidłowe ustawienie skrzynki rozłącznej do aplikacji zrobotyzowanych.
WSKAZÓWKA!
W celu rozróżnienia tulei centrujących (2) i tulei nastawczych (1) tuleje nastawcze są wyposażone w dwa dodatkowe poprzeczne rowki.
92
Page 93

2
1
1
(1)
(2)
1
1
1
1
2
PL
Odkręcanie tulei centrującej
3
4
Montaż całego systemu na bloku mocującym
5
WSKAZÓWKA!
Stan całego systemu jest prawidłowy, gdy
kołek pasowany wykazuje swobodę ruchu i całkowicie wsuwa się w tuleję cen-
▶
trującą,
kołek pasowany po zwolnieniu sprężyny pod działaniem siły sprężystości po-
▶
nownie swobodnie wysuwa się z tulei centrującej.
93
Page 94

Jeśli kołek pasowany nie daje się swobodnie wsunąć i wysunąć z tulei centrującej,
ustawić cały system (np. na obejmie mocującej).
94
Page 95

Kontrola specyficznych dla klienta palników spa-
1
2
2
1
walniczych do aplikacji zrobotyzowanych za pomocą przyrządu kontrolnego /i G/W V
Informacje
ogólne
Przygotowanie
przyrządu kontrolnego /i G/W V
i korpusu palnika
Za pomocą przyrządu kontrolnego /i G/W V można sprawdzać odchyłki wymiarowe specyficznych dla klienta palników spawalniczych do aplikacji zrobotyzowanych i wersji specjalnych.
Za budowę i pierwsze wzorcowanie odpowiedzialny jest użytkownik.
Na płycie podstawowej przyrządu kontrolnego /i G/W V znajdują się
najróżniejsze pozycje do montażu jednostki kontrolnej.
W stanie fabrycznym jednostka kontrolna jest wstępnie zamontowana w pozycji montażu 0°.
Dla każdego innego kąta palnika spawalniczego jednostkę kontrolną należy
zamontować na płycie podstawowej
odpowiednio do kąta kontrolowanego
palnika spawalniczego:
PL
1
2
95
Page 96

2
1
3
(1)
(2)
1
1
1
2
WSKAZÓWKA!
W celu rozróżnienia tulei centrujących (2) i tulei nastawczych (1) tuleje nastawcze są wyposażone w dwa dodatkowe poprzeczne rowki.
4
Odkręcanie tulei nastawczej
6
5
96
Page 97

Wzorcowanie pr-
min 15mm
min 0.59inch
1
1
1
1
1
3
2
3
1
1
3
2
2
3
zyrządu kontrolnego /i G/W V
1
2
PL
3
Kołek pasowany musi swobodnie i
całkowicie wsuwać się w tuleję centrującą.
Kołek pasowany musi po zwolnieniu
sprężyny pod działaniem siły
sprężystości ponownie swobodnie wysuwać się z tulei centrującej.
Jeśli kołek pasowany nie daje się
wsunąć lub wsuwa się ciężko w tuleję
nastawczą, wykonać ponowne wzorcowanie uchwytu końcówki palnika z
końcówką palnika.
4
5
Jeśli kołek pasowany nie daje się wsunąć lub wsuwa się ciężko w tuleję nastawczą,
wykonać ponowne wzorcowanie uchwytu końcówki palnika z końcówką palnika.
97
Page 98

Kontrola
2
1
(1)
(2)
1
1
specyficznych
dla klienta palników spawalniczych do aplikacji
zrobotyzowanych
1
WSKAZÓWKA!
W celu rozróżnienia tulei centrujących (2) i tulei nastawczych (1) tuleje nastawcze są wyposażone w dwa dodatkowe poprzeczne rowki.
2
Odkręcanie tulei centrującej
3
98
Page 99

Kontrola palników spawalniczych do aplikacji zro-
1
2
1
botyzowanych TX z zestawem mocującym /i G/W
TX
Informacje
ogólne
Przygotowanie
jednostki kontrolnej i końcówki
palnika
Zestaw mocujący /i G/W TX to rozszerzenie przeznaczone do kontroli palników
spawalniczych do aplikacji zrobotyzowanych TX, używane w połączeniu z następującymi przyrządami kontrolnymi:
Przyrząd kontrolny / prostujący /i (44,0360,0073)
-
Przyrząd kontrolny /i G/W V (44,0360,0012)
-
Jednostki kontrolne buduje się zgodnie z opisem.
Następnie montuje się zestaw mocujący /i G/W TX i palnik spawalniczy do aplikacji zrobotyzowanych TX na uchwycie końcówki palnika.
Operacja kontroli odbywa się wówczas odpowiednio do danego przyrządu kontrolnego.
Przyrząd kontrolny / prostujący /i
44,0360,0073
patrz strona 87
patrz strona 88
Przyrząd kontrolny /i G/W V
44,0360,0012
patrz strona 95
PL
Montaż zestawu
mocującego /i
G/W TX i palnika
spawalniczego
do aplikacji zrobotyzowanych
TX na uchwycie
korpusu palnika
1
2
99
Page 100

1
1
3
1
1
1
1
0
18
13.3
+
2Nm
-
1.5 ft·lb
+
-
4
5
Używać klucza dynamometrycznego!
100
 Loading...
Loading...