


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
SpotWelding Zangensteuerung
Bedienungsanleitung
DE
Widerstandsschweißen
42,0426,0111,DE 007-30092019

2

Inhaltsverzeichnis
Allgemeines 7
Zangensteuerung / Fronius Xplorer ........................................................................................................... 9
Allgemeines .......................................................................................................................................... 9
Automatische Zeitsynchronisation einstellen........................................................................................ 9
Standard-Eingabesprache anpassen.................................................................................................... 10
SpotWelding Systemkonfiguration........................................................................................................ 10
SpotWelding Systemkonfiguration - Schweißzange ............................................................................. 13
Maximalen Schweißstrom berechnen................................................................................................... 14
Manuelles und automatisches Backup ................................................................................................. 14
Arbeitsebene / Arbeitsblätter...................................................................................................................... 15
Arbeitsblatt Übersicht............................................................................................................................ 15
Arbeitsblatt Bediener............................................................................................................................. 17
Arbeitsblatt Programme ........................................................................................................................ 18
Arbeitsblatt Status................................................................................................................................. 19
Arbeitsblatt Logbuch ............................................................................................................................. 20
Arbeitsblatt Diagnose............................................................................................................................ 21
Arbeitsblatt Istwerte (Option) ................................................................................................................ 22
SpotWelding.Configurator.......................................................................................................................... 24
Allgemeines .......................................................................................................................................... 24
Übersicht SpotWelding.Configurator..................................................................................................... 24
DeltaQ, Harms & Wende Inverter .............................................................................................................. 26
Allgemeines .......................................................................................................................................... 26
DE
Bedienung 27
Einstellungen in der Systemkonfiguration.................................................................................................. 29
Allgemeines .......................................................................................................................................... 29
Istwert-Überwachung einstellen............................................................................................................ 29
Bytefolge auf Feldbus-Interfaces umkehren ......................................................................................... 30
Zwischenspeichern von Schweißungen................................................................................................ 31
2-stufiger Schweißstart ......................................................................................................................... 32
Parametrierbare Limits für Blechdicken-Überwachung......................................................................... 32
Schweißzangen-Komponenten kalibrieren ................................................................................................ 33
Allgemeines .......................................................................................................................................... 33
Positionslimit kalibrieren ....................................................................................................................... 34
Kraftsensor kalibrieren.......................................................................................................................... 34
Kraftregler kalibrieren............................................................................................................................ 35
Hauptantriebsposition kalibrieren.......................................................................................................... 35
Ausgleichsantriebsposition kalibrieren.................................................................................................. 37
Blechstärken-Kompensation................................................................................................................. 37
Blechstärken-Überwachung kalibrieren ................................................................................................ 38
Strom kalibrieren................................................................................................................................... 39
Harms & Wende Sinius Inverter kalibrieren.......................................................................................... 40
Mess-System kalibrieren....................................................................................................................... 41
Zangencodezuordnung erstellen ............................................................................................................... 43
Allgemeines .......................................................................................................................................... 43
Ablauf Zangenwechsel.......................................................................................................................... 43
Firmwareupdate durchführen..................................................................................................................... 45
Firmwareupdate der Motorregler durchführen ...................................................................................... 45
CAN-Firmwareupdate durchführen....................................................................................................... 45
Stepperfunktion erstellen ........................................................................................................................... 48
Allgemeines .......................................................................................................................................... 48
Steppereditor ........................................................................................................................................ 48
Stepperfunktion erstellen ...................................................................................................................... 49
Standanlage mit Zangenausgleich: Stativ einrichten ................................................................................. 50
Standanlage mit Zangenausgleich: Stativ einrichten............................................................................ 50
Restore Device ID...................................................................................................................................... 51
Speicherung von Zangentyp-Daten auf Device ID Speicher ................................................................ 51
3

Restore Device ID................................................................................................................................. 51
Schweißparameter im Programmeditor erstellen....................................................................................... 52
Programmeditor öffnen ......................................................................................................................... 52
Verwendete Symbole im Programmeditor ............................................................................................ 52
Strom- / Kraftprofil erstellen .................................................................................................................. 53
Strom- / Kraftprofil editieren.................................................................................................................. 54
Programmeditor - Parameter ................................................................................................................ 55
Programmeditor - Istwertüberwachung................................................................................................. 57
Programmeditor - Anmerkungen........................................................................................................... 57
Blechstärken-Überwachung einstellen.................................................................................................. 57
Blechstärken aufzeichnen..................................................................................................................... 58
Bussysteme 61
Bussysteme ............................................................................................................................................... 63
Allgemeines .......................................................................................................................................... 63
CANopen ................................................................................................................................................... 64
Topologie .............................................................................................................................................. 64
Default-Einstellungen der Parameter.................................................................................................... 64
Interface-Karte ...................................................................................................................................... 64
Steckerbelegung................................................................................................................................... 64
DeviceNet .................................................................................................................................................. 65
Topologie .............................................................................................................................................. 65
Default-Einstellungen der Parameter.................................................................................................... 65
Interface-Karte ...................................................................................................................................... 65
Steckerbelegung................................................................................................................................... 65
Profibus...................................................................................................................................................... 66
Default-Einstellungen der Parameter.................................................................................................... 66
Interface-Karte ...................................................................................................................................... 66
Steckerbelegung................................................................................................................................... 66
Interbus ...................................................................................................................................................... 67
Topologie .............................................................................................................................................. 67
Default-Einstellungen der Parameter.................................................................................................... 67
Interface-Karte ...................................................................................................................................... 67
Steckerbelegung................................................................................................................................... 67
Digital I/O Schnittstelle (Version 1.6) ......................................................................................................... 68
Ausgänge.............................................................................................................................................. 68
CANopen-Buskoppler ........................................................................................................................... 68
Eingänge............................................................................................................................................... 69
ProfiNet ...................................................................................................................................................... 70
Voraussetzungen ProfiNet.................................................................................................................... 70
ProfiNet-Treiber installieren .................................................................................................................. 70
Echtzeitadapter aktivieren..................................................................................................................... 70
ProfiNet-Karte aktivieren....................................................................................................................... 72
Ethernet/IP ................................................................................................................................................. 73
Voraussetzungen Ethernet/IP............................................................................................................... 73
Ethernet/IP-Treiber installieren ............................................................................................................. 73
Echtzeitadapter aktivieren..................................................................................................................... 73
Ethernet/IP-Karte aktivieren.................................................................................................................. 75
Zykluszeit einstellen.............................................................................................................................. 75
CAN over EtherCAT................................................................................................................................... 77
Voraussetzungen CAN over EtherCAT................................................................................................. 77
Netzwerkschnittstelle vorbereiten ......................................................................................................... 77
Option CAN over EtherCAT im Konfigurator aktivieren ........................................................................ 79
Schnittstellen 81
Signalbeschreibung SpotWelding-Schnittstelle ......................................................................................... 83
Beschreibung der Signaleingänge........................................................................................................ 83
Beschreibung der Signalausgänge....................................................................................................... 84
Schnittstelle DeltaSpot 1.6......................................................................................................................... 88
Eingänge............................................................................................................................................... 88
Ausgänge.............................................................................................................................................. 88
Prozessdaten-Länge............................................................................................................................. 89
4

Schnittstelle DeltaSpot 1.8......................................................................................................................... 90
Eingänge............................................................................................................................................... 90
Ausgänge.............................................................................................................................................. 90
Prozessdaten-Länge............................................................................................................................. 91
Schnittstelle DeltaSpot 1.10....................................................................................................................... 92
Eingänge............................................................................................................................................... 92
Ausgänge.............................................................................................................................................. 92
Prozessdaten-Länge............................................................................................................................. 93
Schnittstelle DeltaSpot 3.1......................................................................................................................... 94
Eingänge............................................................................................................................................... 94
Ausgänge.............................................................................................................................................. 94
Prozessdaten-Länge............................................................................................................................. 96
Schnittstelle DeltaCon (7. Achse) 1.0 ........................................................................................................ 97
Eingänge............................................................................................................................................... 97
Ausgänge.............................................................................................................................................. 97
Prozessdaten-Länge............................................................................................................................. 98
Signalverlauf SpotWelding-Schnittstelle .................................................................................................... 99
Referenzpunkt anfahren ....................................................................................................................... 99
Externe Positionskontrolle .................................................................................................................... 99
Schweißstart mit externer Positionsvorgabe......................................................................................... 100
Fehler zurücksetzen.............................................................................................................................. 100
Deaktivierung der Istwert-Überwachung, wenn ohne Strom geschweißt wird...................................... 100
Docken.................................................................................................................................................. 101
Beispiel Signalverlauf DeltaSpot........................................................................................................... 102
Beispiel Signalverlauf DeltaCon............................................................................................................ 103
DE
Fehlerbehebung und Wartung 105
Fehlerdiagnose, Fehlerbehebung .............................................................................................................. 107
Allgemeines .......................................................................................................................................... 107
Inverter Log-Files exportieren............................................................................................................... 107
Beschreibung der Fehlersignale ........................................................................................................... 108
Beschreibung der Warnsignale............................................................................................................. 119
5

6

Allgemeines


Zangensteuerung / Fronius Xplorer
Allgemeines Der Zugriff auf die DeltaSpot und DeltaCon Zangensteuerung erfolgt mittels Fronius Xplo-
rer über ein bestehendes Firmen-Netzwerk. Dies ermöglicht eine Fernwartbarkeit und eine
zentrale Überwachung und Dokumentation aller angeschlossenen Anlagen.
Das Erstellen der Schweißparameter erfolgt über den Programmeditor im Fronius Xplorer.
Nähere Informationen zum Fronius Xplorer entnehmen Sie bitte der Bedienungsanleitung
Fronius Xplorer.
Wenn der Fronius Xplorer nicht alle vom Server verfügbaren Funktionen unterstützt, wird
ein Hinweis zum Update des Fronius Xplorer angezeigt:
DE
HINWEIS!
Auf Grund von Firmware-und Software-Aktualisierungen können Funktionen verfügbar sein, die in dieser Bedienungsanleitung nicht beschrieben sind oder umgekehrt.
Zudem können sich einzelne Abbildungen geringfügig von den auf der Benutzeroberfläche
angezeigten Elementen unterscheiden. Die Funktionsweise dieser Elemente ist jedoch
identisch.
Für die Firmware-Version DeltaSpot.Control 3.2 unterstützt der Steuerungsrechner:
- Windows 8
- Benutzername: „Admin“, Passwort: „blizzard“
- Benutzername: „User“, Passwort: „user“
WICHTIG! Ab Firmware-Version DeltaSpot.Control 4.0 wird .Net-Framework 4.6.1 benötigt.
Firmware-Versionen DeltaSpot.Control 4.0 und höher sind somit auf einem Windows XP
Betriebssystem nicht mehr lauffähig.
Ab Firmware-Version 4.1.75 wird generell die Bezeichnung SpotWelding.Control verwendet.
Automatische
Zeitsynchronisation einstellen
Eine automatische Zeitsynchronisation auf dem Steuerungsrechner kann im Betriebssystem eingestellt werden:
- Als Administrator einloggen, Login = Admin
- Auf die Uhr in der Taskleiste doppelklicken
(Windows 8: einfacher linker Mausklick, dann „Change date and time settings“)
- Den Reiter Internetzeit öffnen
- Die Funktion „Automatisch mit einem Internetzeitserver synchronisieren“ aktivieren
9
Standard-Eingabesprache anpassen
Mithilfe einer Batch-Datei kann die Standard-Eingabesprache (Tastatur-Layout) des Benutzerkontos „User“ und des Login-Screens geändert werden. Wird diese Batch-Datei als
Administrator ausgeführt, so wird die Standard-Eingabesprache des Administrator-Benutzerkontos auch für das Benutzerkonto „User“ und für den Login-Screen aktiviert.
Vorgehen beim Anpassen der Standard-Eingabesprache:
In Windows als „Admin“ anmelden
1
In der Systemsteuerung die gewünschte Standard-Eingabesprache wählen (unter
2
„Region und Sprache“)
Rechter Mausklick auf die Batch-Datei unter „C:\Tools\sync-international-settings.bat“
3
wählen
Rechner neu starten
4
SpotWelding Systemkonfiguration
VORSICHT!
Fehlerhafte Angaben können schwerwiegende Sachschäden verursachen.
► Die Konfiguration der Schweißzange darf nur von geschultem Fachpersonal durchge-
führt werden. Für Schäden, die auf fehlerhafte Einstellungen zurückzuführen sind, haftet der Hersteller nicht.
WICHTIG!
Bei DeltaSpot-Anlagen dürfen Konfigurationsänderungen und Kalibrierungen nur
im Manual-Betrieb durchgeführt werden.
Die Schweißzangen-Konfiguration gilt nur für die aktuell ausgewählte Zangensteuerung.
Schweißzange konfigurieren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
Die Anzeige der Menüeinträge kann je nach Schweißzange variieren.
Name (Name)
Schweißzange benennen (Identifizierung im Fronius Xplorer)
Ort (Firma), (Werk), (Halle), (Zelle) (Location (company), (plant), (hall), (cell))
Firmenname und Standort der Schweißzange definieren. Eingegebene Namen werden
im Fronius Xplorer als Pfad übernommen und dort als Ordnerstruktur dargestellt.
10
Autosicherung Intervall (Autobackup)
Es kann ein automatisches Backup eingestellt werden. Als Intervall ist „Off / Täglich und
Wöchentlich“ verfügbar. Unter „Zielpfad“ muss der Pfad eingetragen werden, wo die Backup-Files gespeichert werden.

Autosicherung Zielpfad (Docu directory)
Der Pfad für die automatische Dokumentation der Anlageneinstellungen kann eingestellt
werden. Es können gewöhnliche Pfade (z.B.: „k:\directory“) und Netzwerk-Pfade (z.B.:
„\\file-server\share\directory“) eingestellt werden.
Um die Dokumentation der Anlageneinstellungen zu aktivieren, genügt es, hier einen
Pfad einzutragen. Ist kein Pfad eingetragen, so ist die Dokumentation der Anlageneinstellungen deaktiviert.
Autosicherung Ringpuffergröße
Die Ringpuffer-Größe gibt an, wie viele Backup-Files an der eingegebenen Location abgelegt werden.
Autosicherung Startzeit (Autobackup-Starttime)
Es kann eine Startzeit für das automatische Backup eingestellt werden. Falls beim Starten im letzten Intervall kein Backup erstellt wurde, wird sofort eines erstellt. Sollte bereits
ein Backup vorhanden sein, wird zur eingestellten Zeit das nächste erstellt.
Dokumentationsverzeichnis
Verzeichnis, in dem Dokumentations-CSV-Daten gespeichert werden.
Die Funktion ist deaktiviert, wenn kein Wert hinterlegt ist.
Einfache Pfade (z.B. k:\directory) oder Netzwerk-Pfade (z.B. \\file-server\share\directory)
können eingestellt werden.
WICHTIG! Die Schweißdokumentation nicht am Systemlaufwerk („c:\...“) ablegen, da
dieses eine beschränkte Anzahl an Schreibzyklen und einen relativ geringen Speicherplatz aufweist.
Dokumentation Statusüberwachung (Docu state monitoring)
Bei aktivierter Funktion überwacht das System, ob die Schweißdokumentation (CSV Daten, WeldCube, etc.) korrekt funktioniert.
Geräte Id (Device id)
Eine frei wählbare Geräte Id, auf diese Id wird das Signal „device id“ am Roboter-Interface gesetzt
Stromquelle (max. Strom) (Power source (max current))
Maximal verfügbaren Strom der Stromquelle definieren (siehe nachfolgendes Kapitel
„Maximalen Schweißstrom berechnen“)
Stromquelle (Sollwert vor Start-Signal) (Power source (target value before start signal))
Für Stromquellen, die ein analoges Sollwert-Signal und ein digitales Stromstart-Signal
benötigen.
Das analoge Sollwert-Signal von 0 V bis 10 V entspricht dabei dem Strombereich der
Stromquelle von 0 bis zum Maximalstrom in kA.
DE
Bei aktivierter Einstellung wird kurz vor dem digitalen Stromstart-Signal bereits ein analoger Spannungswert von 1,5 V ausgegeben.
Ab dem digitalen Stromstart-Signal wird der analoge Spannungswert innerhalb der ersten
25 ms auf 1,5 V angehoben, falls dieser Analogwert auf Grund des vom Benutzer vorgegebenen Schweißprogramms niedriger sein sollte.
Die Höhe des Minimalstroms während des Startimpulses lässt sich wie folgt berechnen:
Höhe Startimpuls [A] =
Ausgangssignal Startimpuls
max. Ausgangsstrom x
der Stromquelle [A]
Trafo x
Übersetzungsverhältnis
(= 1,5 V)
10 V
11

High- / Low-Bytes vertauschen (Swap high/low bytes)
Vertauscht die High- / Low-Bytes am Feldbus-Interface
Eingangssignal-Filterzeit (Input signal filter time)
Die Zeit in Millisekunden für die Filterung von komplexen Signalen am Roboter-Interface
(z.B.: „program number“). Die Werte werden erst übernommen, wenn sie für die eingestellte Zeit durchgehend anliegen.
Durchflusswächter 4 (extern) (Flow controller 4 (external))
Aktiviert oder deaktiviert den Durchflusswächter
Bandmotor-Verzögerung (Tape drive delay)
Die Dauer zwischen dem Öffnen der Zange und dem Bandvorzug
Istwertüberwachung (Actual values monitoring)
Überwacht den Iststrom und die Istkraft während des Schweißens. Die Grenzen können
im jeweiligen Schweißprogramm im Reiter „Istwertüberwachung“ festgelegt werden.
Istwertüberwachungs-Fehlerlimit (Actual values monitoring error limit)
Das Istwertüberwachungs-Fehlerlimit definiert ab wievielen Schweißungen, welche hintereinander die eingestellten Istwertüberwachungs-Grenzen verletzen, ein Fehler ausgegeben wird.
Ist der Parameter auf „0“ gestellt, ist die Funktion deaktiviert und es wird kein entsprechender Fehler ausgegeben. Eine Warnung wird immer ausgegeben.
Position in Millimeter (Position in millimeters)
Aktiviert / Deaktiviert die Anzeige der Ist- und Sollposition in Millimeter. Diese Einstellung
betrifft die Ausgabe auf der Feldbus-Schnittstelle und das Signal „target position“ auf der
Eingangsseite der Feldbus-Schnittstelle.
Positionsgenauigkeit (Position precision)
Definiert die Genauigkeit der Positionsangabe in Millimeter auf der Feldbus-Schnittstelle
Blechstärken-Genauigkeit (Sheet thickness precision)
Definiert die Genauigkeit der Blechstärken-Signale in Millimeter auf der Feldbus-Schnittstelle
Programmänderungen im Automatikmodus zulassen (Allow program changes in automatic mode)
Wenn aktiviert, können Programmänderungen auch im Automatikmodus durchgeführt
werden.
Sicherheitskreis benutzen (Use safety circuit)
Neben dem Not-Aus-Schutzkreis kann ein weiterer Schutzkreis aktiviert werden.
Diese Funktion muss von der Hardware (SpotWelding Control) unterstützt werden.
Wird der Sicherheitskreis unterbrochen, werden alle Antriebe gestoppt und der Fehler
„E2.23“ ausgegeben.Dieser Fehler wird im Logbuch weggefiltert. Beim Schließen des Sicherheitskreises wird ein Fehlerreset durchgeführt und die Antriebe initialisiert.
Ausgleichsantriebs-Positionsgenauigkeit (Compensation drive position precision)
Definiert die Genauigkeit der Positionssignale des Ausgleichsantriebes auf der FeldbusSchnittstelle (1 mm / 0,1 mm / 0,01 mm)
Zielposition des Ausgleichs im Manual-Modus (Compensation drive target position in
manual mode)
Legt fest welchen Weg der Ausgleich bei einem manuellen Schweißvorgang (z.B.: über
DeltaRemote) zurücklegt. Der Parameter wird nur im Ausgleichsmodus "Position" bei
manuell gestarteten Schweißungen verwendet.
Main drive teach position (Main drive teach position)
Bei der Funktion „Teachposition lernen“ wird mit minimaler Kraft das Blech gesucht und
anschließend auf eine in der Systemkonfiguration definierte Position „Main drive teach
position“ zuzüglich der ermittelten Blechstärke gefahren. Abschließend muss die Funktion „Teachposition übernommen“ ausgeführt werden.
Vorhubkraft
Zum Einstellen der Vorhub-Schließkraft bei DeltaCon Standanlagen
Somit kann der Vorhub auch zum manuellen Kappenfräsen verwendet werden.
12
Blechdickenüberwachung Kalibrierungslimit Warnung (Sheetthickness recalibration
warning limit)
Zum Einstellen der Anzahl an Schweißungen, nach denen eine Warnung zur Nachkalibrierung der Blechstärken-Überwachung ausgegeben werden soll.
Blechdickenüberwachung Kalibrierungslimit Fehler (Sheetthickness recalibration error limit)
Zum Einstellen der Anzahl an Schweißungen, nach denen ein Fehler zur Nachkalibrierung der Blechstärken-Überwachung ausgegeben werden soll.
DE
SpotWelding Systemkonfiguration
- Schweißzange
Schweißzange konfigurieren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
und auf Reiter „Zange“ wechseln
Zangentyp (Gun type)
Zangentyp auswählen
Stromquelle (Strom-Korrekturfaktor) (Power source (current correction factor)
Korrekturfaktor, um Toleranzen auszugleichen
Trafo (max. Strom) (Transformer (max current))
Maximal verfügbaren Strom des eingebauten Schweißtrafos definieren. (siehe nachfolgendes Kapitel „Maximalen Schweißstrom berechnen“).
Trafo (Übersetzungsverhältnis) (Transformer (transmission ratio))
Übersetzungsverhältnis des Schweißtrafos definieren (siehe nachfolgendes Kapitel „Maximalen Schweißstrom berechnen“).
Bandlänge (beweglicher Arm), (fester Arm) (Tape length (movable arm), (fixed arm))
Länge des verwendeten Prozessbandes definieren. Ist die angegebene Länge verbraucht kommt es zu dem Fehler „E0.26“ oder „E0.27“. Wird der Bandlängenzähler zurückgesetzt, dann wird er mit diesen Werten initialisiert.
Bandlängenwarnung (beweglicher Arm), (fester Arm) (Tape length warning (movable
arm), (fixed arm))
Individuell einstellbare Bandlängenwarnung. Erreichen die verbleibenden Schweißpunkte den hier eingestellten Wert, wird die Warnung „W0.0“ oder „W0.1“ ausgegeben.
Banddeckel-Überwachung (Tape cover plate monitoring)
Falls ein Deckel der Bandspulvorrichtung nicht geschlossen ist, wird im automatischen
Betrieb ein Fehler und im manuellen Betrieb eine Warnung ausgegeben.
Elektrodenstandzeit (beweglicher Arm), (fester Arm) (Electrode service life (movable
arm), (fixed arm))
Standzeit der Elektrode definieren. Nach Ablauf der angegebenen Schweißpunkte
kommt es zur Fehlermeldung („2.10 electrode service life moveable arm“ oder „2.11 electrode service life fixed arm“)
Elektrodenstandzeit-Vorwarnung (beweglicher Arm), (fester Arm) (Electrode service
life warning (movable arm), (fixed arm))
Individuell einstellbare Vorwarnung (Elektroden sind bald zu wechseln), kommt noch vor
dem eigentlichen ‚electrode service life‘-Fehler.
Kraftsensor-Kennlinie (Force sensor characteristic curve)
Kennlinie des Kraftsensors. Wird automatisch während des Kalibrierens eingestellt (siehe „Kraftsensor kalibrieren“)
Kraftregler P-Faktor (Force controller P-factor)
Der P-Faktor des Kraftreglers beeinflusst die Geschwindigkeit und Genauigkeit des Kraftaufbaus. Höhere Werte ermöglichen einen schnelleren Kraftaufbau, können aber den
Kraftregler instabil machen (Schwingneigung). Geben Sie 0 ein, um einen sicheren Defaultwert zu verwenden oder geben Sie den bei der Kraftregler-Kalibrierung ermittelten
Wert ein.
13
Iststrom-Umrechnungsfaktor (Actual welding current conversion factor)
Das Stromistwert-Signal wird über einen 10 V Analogeingang direkt von der Stromquelle
eingelesen. Zur Umrechnung auf Kiloampere muss hier der richtige Umrechnungsfaktor
eingestellt werden.
Beispiel:
Stromquellen max. = 0,6 kA (entspricht 10 V)
Trafo Übersetzung = 1:44
Iststrom-Umrechnungsfaktor = 0,6 x 44 / 10 = 2,6
Elektrodengeschwindigkeit (Electrode speed)
Die Elektrodengeschwindigkeit kann in mm/s eingestellt werden. Die Geschwindigkeit
des Hauptantriebes wird dann während der externen Positionsvorgabe entsprechend angepasst, sodass sich die Zangenarme mit konstanter Geschwindigkeit schließen oder öffnen. Eine Elektrodengeschwindigkeit von 0 bedeutet, dass die Linearisierungsfunktion
deaktiviert ist.
Durchflusswächter 1 (Trafo) (Flow controller 1 (transformer))
Aktiviert oder deaktiviert den Durchflusswächter an der Schweißzange
Durchflusswächter 2 (beweglicher Arm) (Flow controller 2 (movable arm))
Aktiviert oder deaktiviert den Durchflusswächter an der Schweißzange
Durchflusswächter 3 (fester Arm) (Flow controller 3 (fixed arm)
Aktiviert oder deaktiviert den Durchflusswächter an der Schweißzange
Option: E-Set Motorbremsen (Option: E-Set Brakes))
Bei einigen Zangentypen kann der Haupt- und Ausgleichsantrieb optional mit Motorbremsen ausgestattet werden. Falls die Schweißzange mit dieser Option ausgestattet ist,
muss sie hier aktiviert werden.
Mess-System
Aktiviert oder deaktiviert das Mess-System an der Schweißzange
Ist der Parameter aktiviert, werden die tatsächlichen Werte vom Mess-System an der
Schweißzange bereitgestellt.
Maximalen
Schweißstrom
berechnen
Manuelles und
automatisches
Backup
Der maximal zur Verfügung stehende Schweißstrom errechnet sich aus dem Produkt des
maximalen Stroms der Stromquelle „power source (max current)“ und dem Übersetzungsverhältnis des Schweißtrafos „transformer (transmission ratio)“. Ist der berechnete maximale Schweißstrom höher als der maximal zulässige Strom des Schweißtrafos und wird
versucht ein Profil zu Schweißen, das den maximalen Strom des Trafos überschreitet,
kommt es zum Fehler „E0.22“.
Beispiel:
maximaler Strom Stromquelle: 800 A
Trafoübersetzung: 1:55
maximaler Strom Schweißtrafo: 24 kA (siehe „Technische Daten des Schweißtrafos“)
Berechneter maximaler Schweißstrom: 800 A * 55 = 44 kA
Da der maximal zulässige Strom des Schweißtrafos kleiner ist als der berechnete maximale Schweißstrom kommt es bei einem Schweißversuch über 24 kA zum Fehler „E0.22“.
Es kann ein manuelles Backup durchgeführt oder ein automatisches Backup eingestellt
werden.
Das manuelle Backup wird über das Menü „Tools Sicherung“ gestartet. Im Dialog können die Schweißzange und die zu sichernden Daten ausgewählt werden.
14
Die Einstellungen für das automatische Backup können in der Systemkonfiguration durchgeführt werden (siehe Kapitel „SpotWelding Systemkonfiguration“).

Arbeitsebene / Arbeitsblätter
DE
Arbeitsblatt Übersicht
Im Arbeitsblatt Übersicht (Overview) werden Zangen-relevante Informationen über aktuelle Einstellungen angezeigt:
- Seriennummer, Z-Nummer, Artikelnummer, Grundtyp
- Schnittstelle
- Programmnummer, Punktnummer, Bauteilseriennummer, Bauteilartikelnummer
- Aktueller Zangencode, erwarteter Zangencode
- Elektrodenabstand1) in Millimeter
(zur Anzeige muss eine Positionskalibrierung durchgeführt werden - siehe Abschnitt
„Positionskalibrierung einstellen“)
- Hauptmotor Pleuelposition1) in Form der Anzeige von „Grad zum oberen Totpunkt
- Arbeitspunkt
Der Arbeitspunkt muss bei DeltaSpot-Anlagen im Bereich 10-15° liegen!
- Blechstärke1)
(zur Anzeige muss eine Kalibirierung der Blechstärkenüberwachung durchgeführt
werden)
Zusätzlich gibt das Blatt Übersicht Informationen über aktuelle Verbrauchswerte und dient
zum Zurücksetzen der Zähler von
- Prozessbändern1)
hier kann zusätzlich zum Reset auch eine Bandlängenanpassung durchgeführt werden, um Korrekturen vorzunehmen
- Elektrodenstandzeit (Elektrodenwechsel)
- Schmierzyklus1)
- Tip dressing2) - Kappen fräsen
- Punktzähler gesamt und aktuell
Der Punktzähler kann jederzeit auf 0 zurückgesetzt werden.
- Stepper - Punktzähler
- Stepper - Stromanpassung
Erklärung der Fußnoten:
1)
nur DeltaSpot-Anlagen 2) nur DeltaCon-Anlagen
15
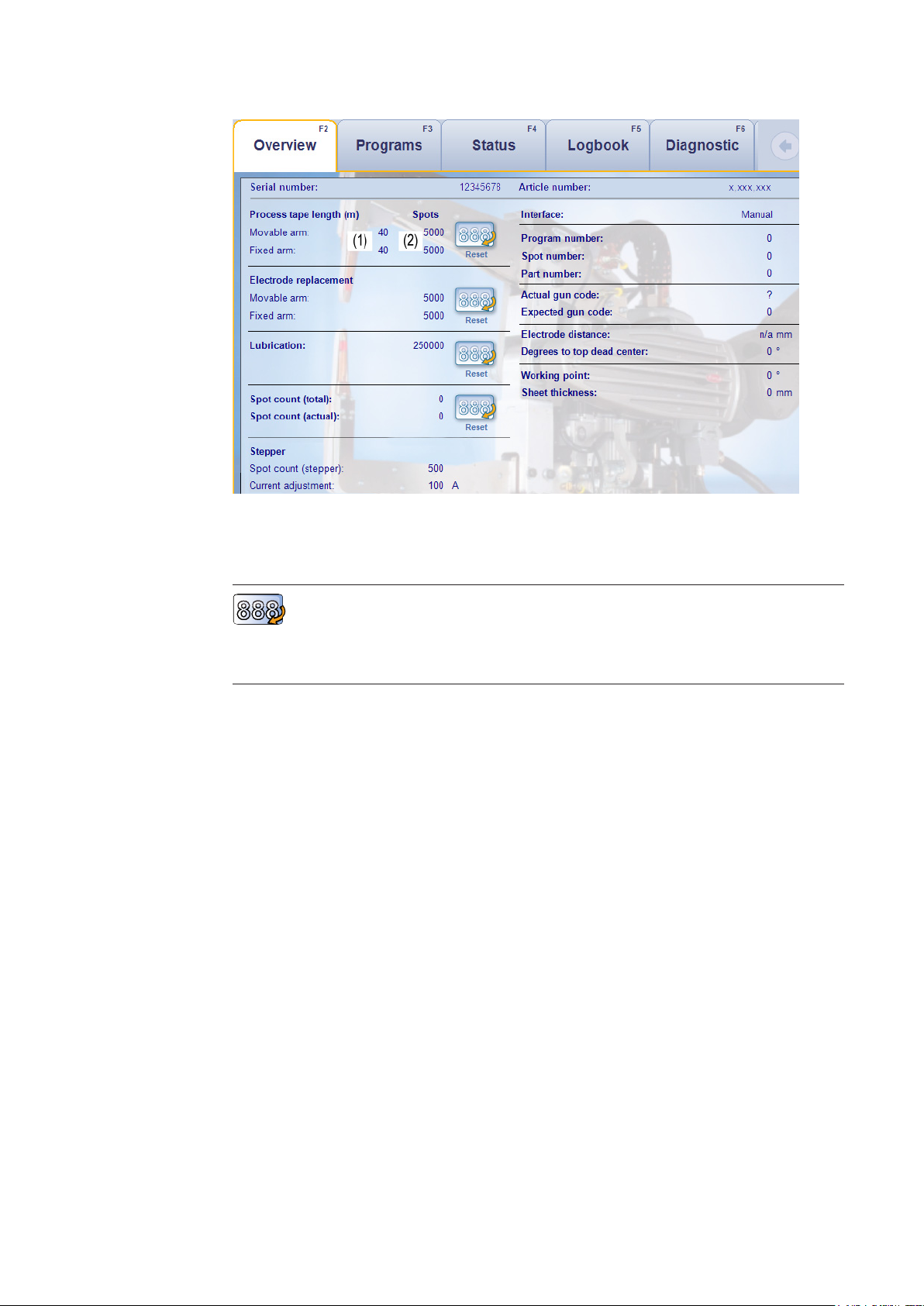
Beispiel: Arbeitsblatt Übersicht für eine DeltaSpot-Anlage
Arbeitsblatt Übersicht
(1) gibt die Länge des noch verbleibenden Prozessbandes an
(2) gibt die Anzahl der noch möglichen Schweißpunkte an
Schaltfläche Zähler zurücksetzen (Reset)
durch Drücken der Schaltfläche Zähler zurücksetzen. Dies ist auch bei ausgeschalteten oder abgedockten Schweißzangen möglich. Beim Zurücksetzen des
Prozessband-Zählers und des Elektrodenstandzeit-Zählers kann die Schweißzange ausgewählt werden.
Über das Roboterinterface ist ein gleichzeitiges Zurücksetzen der Bandlängen-Zähler oder
der Elektrodenstandzeit-Zähler beider Zangenarme möglich. Bandlängen-Zähler und
Elektrodenstandzeit-Zähler können jedoch nicht gleichzeitig zurückgesetzt werden.
16
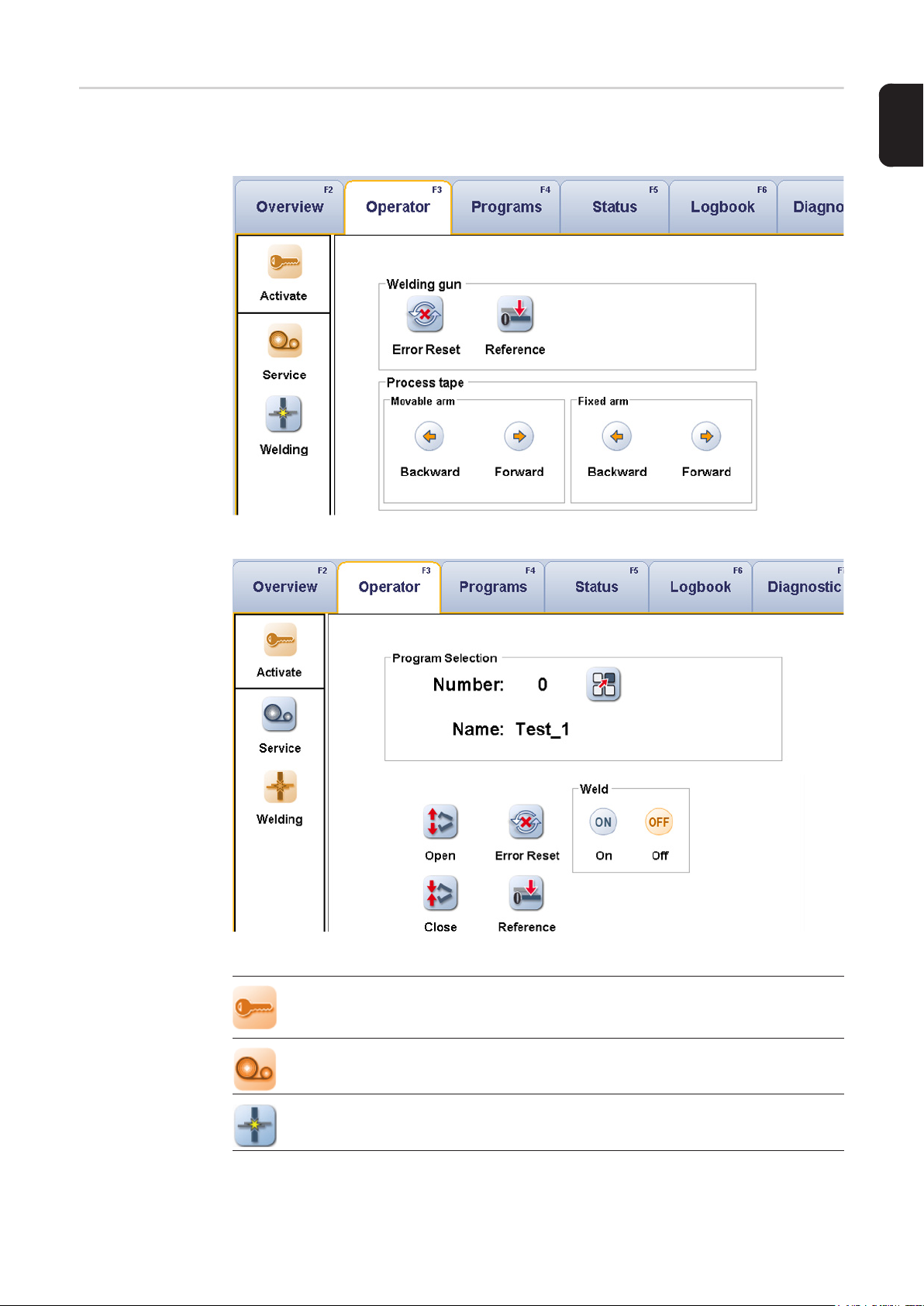
Arbeitsblatt Bediener
Das Arbeitsblatt Bediener (Operator) ist nur für Benutzer mit bestimmten Rechten sichtbar.
In diesem Reiter kann die Schweißzange direkt mit dem Xplorer gesteuert werden.
Arbeitsblatt Bediener - Service
DE
Arbeitsblatt Bediener - Schweißen
Schaltfläche Aktivieren(Activate)
aktiviert die Funktion im Xplorer, funktioniert nicht wenn eine Fernbedienung an
der Schweißzange angeschlossen ist
Schaltfläche Service (Service)
öffnet das Fenster mit den Servicefunktionen
Schaltfläche Schweißen (Welding)
öffnet das Fenster mit den Schweißfunktionen
17

Schaltfläche Fehlerreset (Error Reset)
zum Resetieren aufgetretener Fehler. Ausgleichsantrieb und Hauptantrieb werden wieder auf die Ausgangsposition gefahren. Beim nächsten Schweißstart,
vor dem Schließen der Schweißzange erfolgt ein automatischer Bandvorzug,
sofern vor dem Auftreten des Fehlers ein Stromfluss stattgefunden hat.
Schaltfläche Referenz (Reference)
zum Referenzieren der Antriebe
Schaltfläche Prozessband Vor / Zurück (Process tape Forward / Backward)
zum Vor- oder Zurückspulen des Prozessbandes
Schaltfläche Schweißzange öffnen (Open)
öffnet die Schweißzange
Schaltfläche Schweißzange schließen (Close)
schließt die Schweißzange
Schaltfläche Programmauswahl (Program selection)
zum Auswählen eines Programmes
Schaltfläche Schweißen ON / OFF (Weld ON / OFF)
Schweißen mit bzw. ohne Strom
Arbeitsblatt Programme
Arbeitsblatt Programme
Schaltfläche Programm erstellen / editieren (Change)
Mittels Mausklick Programm Vorschau im Arbeitsblatt anwählen und durch Drücken der Schaltfläche Programmeditor öffnen.
Tastenkürzel: Enter-Taste
Schaltfläche Programm löschen (Delete)
Programm mit Mausklick anwählen und durch Drücken der Schaltfläche löschen
Tastenkürzel: Entf-Taste
Schaltfläche Programm auf Datenträger speichern (Export)
Gewünschtes Programm auswählen und durch Drücken der Schaltfläche in einer Datei speichern.
Schaltfläche Programm importieren (Import)
Öffnet ein in einer Datei abgespeichertes Programm
18

Schaltfläche Programm kopieren (Copy)
Gewünschte Programme auswählen und durch Drücken der Schaltfläche in den
Zwischenspeicher kopieren.
Tastenkürzel: Strg + C
Schaltfläche Programm einfügen (Paste)
Gewünschte Position durch Mausklick anwählen und durch Drücken der Schaltfläche zuvor kopiertes Programm einfügen. In einem Dialogfenster kann ausgewählt werden, ob die Namen und Kommentare der alten Programme beibehalten
werden sollen.
Tastenkürzel: Strg + V
Schaltfläche Programm prüfen (Check)
Ein oder mehrere Programme können durch Drücken der Schaltfläche überprüft
werden. Nach der Auswahl des verwendeten Trafos wird die Dauer angezeigt,
die zwischen zwei Schweißungen gewartet werden muss, um die Trafodioden
nicht zu beschädigen
FILTER
Möglichkeit die Anzeige von Programmen einzugrenzen nach:
- Programmnummer
- Punktnummer
- Programmname
- Kommentare
- Material
DE
Arbeitsblatt Status
Im Arbeitsblatt Status befinden sich alle aktuell auftretenden Warnungen und Fehler an der
Schweißzange.
Arbeitsblatt Status
Symbol Anlagen Stopp
Betrieb kann erst nach Behebung wieder fortgesetzt werden
Symbol Warnung
!
Nichtbeachtung kann zum Anlagen Stopp führen
Rechts neben den Symbolen erscheint die Nummer der auftretenden Warnung und des
Fehlers.
19

Arbeitsblatt Logbuch
Im Arbeitsblatt Logbuch werden alle
- Statusänderungen (Fehler, Warnungen) inklusive Zangencode, Punktnummer und
Programmnummer
- Programmänderungen
- Konfigurationsänderungen und
- Stepperänderungen
- Elektroden-Resets (Zangencode, Zangenarm, Anzahl der Schweißungen, Anzahl
noch möglicher Schweißungen)
- Prozessbandlängen-Resets (Zangencode, Zangenarm, verbrauchte ProzessbandLänge, unverbrauchte Prozessband-Länge)
- mit dem dazugehörenden Benutzer gespeichert
Über einen Filter kann die Darstellung der verschiedenen Änderungen gefiltert werden.
Die Anzahl der angezeigten Logbuch-Einträge ist limitiert.
Ein entsprechender Hinweis wird angezeigt, wenn das Limit für den ausgewählten Zeitraum erreicht wird.
Durch Klick auf den „Show more“ Button wird das Limit verdoppelt.
Arbeitsblatt Logbuch
Symbol Details (Details)
Öffnet eine Detailansicht des ausgewählten Logbucheintrages. Bei Programmänderungen wird ein Programmvergleich (altes und neues Programm)
geöffnet.
Die Details eines Logbucheintrages können auch durch Doppelklick auf den jeweiligen Eintrag angezeigt werden.
Symbol Export (Export)
Über diese Funktion können Logbuch-Einträge exportiert werden. CSV (Plain)
exportiert alle Logbuch-Einträge. CSV (Set/Reset) exportiert nur Statusänderungen (bereits anliegende Fehler / Warnungen werden nicht doppelt aufgezeichnet). Es werden nur Logbuch-Einträge exportiert, die aktuell angezeigt werden.
Symbol Top 10 (Top 10)
Öffnet eine Top 10 Ansicht der Fehler / Warnungen in einem auswählbaren Zeitraum (Alles / 30 Tage / 7 Tage) .
Symbol Statusfilter (Status Filter)
Hier können regelmäßig auftretende Fehler / Warnungen eingetragen werden.
Eingetragene Fehler / Warnungen werden im Logbuch nicht mitprotokolliert
Mit den Datums-Auswahlfeldern kann ein beliebiger Zeitraum für die Anzeige der LogbuchEinträge ausgewählt werden.
20
Programmvergleich bei Programmänderungen:

Programmvergleich
Der Programmvergleich (Programmänderung auswählen und auf Detail klicken) stellt das
alte und neue Programm grafisch dar.
Über die Buttons „Alt kopieren (Copy old)“ und „Neu kopieren (Copy new)“ kann das jeweilige Programm in die Zwischenablage kopiert und durch Einfügen im Arbeitsblatt Programme wiederhergestellt werden.
DE
Arbeitsblatt Diagnose
Im Arbeitsblatt Diagnose werden die im System vorhandenen Komponenten angezeigt.
Das Arbeitsblatt Diagnose gibt Informationen über:
- aktuelle Zustände der Schnittstellen Ein- und Ausgänge
- Verbindungsstatus der Bus-Teilnehmer
- Gerätestatus
- Status der Stromquelle (wird nur von bestimmten Stromquellen unterstützt)
- (aktive) Master- und Bootloader-Knoten
- Hardware-Typ, Hardware-Version und Firmware-Version;
Bei abweichender Version wird neben der aktuellen auch die erwartete Version angezeigt.
- Warnungen, die von der Stromquelle ausgegeben werden (power source warnings)
Schaltfläche Schnittstelle (Interfaces)
Nach Aktivierung erfolgt die Anzeige der aktuellen Zustände der Schnittstellen.
Im unteren Fensterbereich erscheint eine kurze Beschreibung des markierten
Signals
Automatik-Schnittstelle:
Schnittstellenbezeichnung, Schnittstellentyp und Prozessdatenlänge werden
angezeigt. Ist die Prozessdatenlänge nicht verfügbar, wird der Eintrag ausgeblendet.
Manuell-Schnittstelle:
Ein- und Ausgänge werden angezeigt.
Schaltfläche Komponenten (Devices)
Nach Aktivierung erfolgt die Anzeige des Verbindungsstatus, der aktuellen Zustände der Bus-Teilnehmer und der jeweiligen Komponente. Bei nicht behebbaren Fehlern kann der Kundendienst helfen, die Störung zu beheben.
21
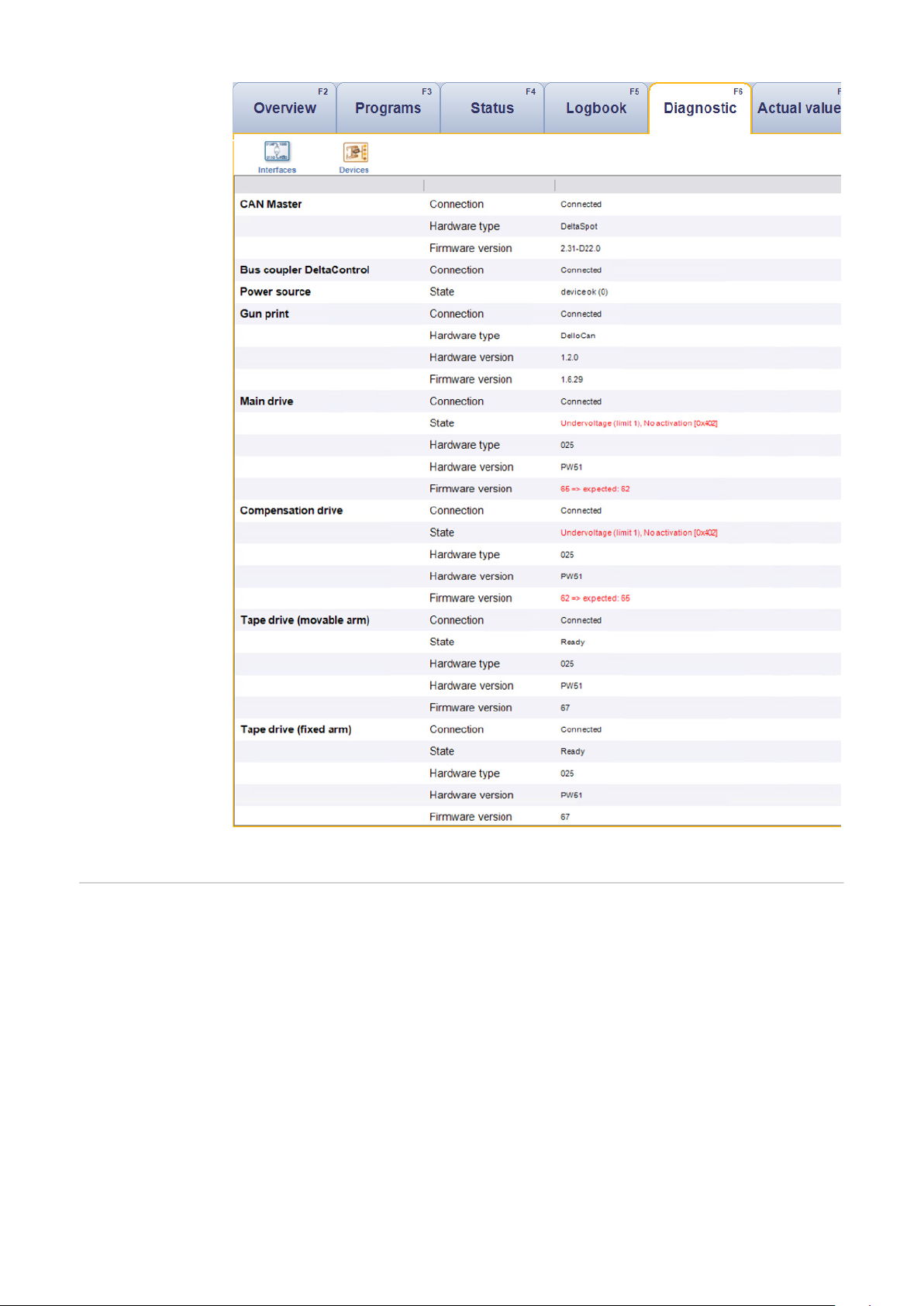
Arbeitsblatt Diagnose - Komponenten
Arbeitsblatt Istwerte (Option)
22
Das Arbeitsblatt stellt folgende Daten graphisch dar:
- aktuelle Strom- und Kraftverläufe
- Spannung, Widerstand und Motorpositionsverlauf (sofern vorhanden)
- eine Linie mit dem Sollstrom- und Sollkraftverlauf
In der Leiste oberhalb des Diagramms werden folgende Daten angezeigt:
- Geräte-Seriennummer, Bauteil-Artikelnummer, Bauteil-Seriennummer
- Punktnummer, Progammnummer, Korrekturwert des Steppers, Programmname
- Ermittelte Blechdicke, Erwartete Blechdicke, Eingestellte Toleranz, Blechdickenüberwachung aktiviert
Positioniert man den Mauszeiger über einer der Kurven im Diagramm, werden die Werte
angezeigt.

Arbeitsblatt Istwerte
Zoomen / Zoom zurücksetzen
- Mittels Klick der linken Maustaste ein Zoom-Fenster auswählen
- Durch Doppelklick der linken Maustaste oder durch Klick auf den Button „Zoom out“
heraus-zoomen
DE
Diagramm exportieren
- Button „Export“ klicken
- Im sich öffnenden Fenster das Export-Format auswählen:
PNG ... Bild (Pixel-Grafik)
XPS ... Vektor-Grafik (Kurven bleiben beim Zoomen scharf)
23

SpotWelding.Configurator
Allgemeines Im SpotWelding.Configurator können die eingebauten Hardware-Optionen aktiviert und
das verwendete Feldbussystem konfiguriert werden.
Dieses Tool ist im Startmenü unter „Programme“ -> „Fronius Product Group“ -> „SpotWelding.Configurator“ zu finden. Es muss nach jedem Software-Update ausgeführt werden,
um die Konfiguration zu prüfen und zu aktivieren.
Der SpotWelding.Configurator kann nur gestartet werden, wenn man als „Admin“ eingeloggt ist und wenn der SpotWelding.Server beendet ist (und umgekehrt).
Die ausgewählten Einstellungen im SpotWelding.Configurator bleiben auch nach einem
Software-Update erhalten. In den meisten Fällen sollte es daher nach einem Software-Update ausreichen, den SpotWelding.Configurator zu öffnen und den Button „Activate Configuration“ zu betätigen.
Übersicht SpotWelding.Configurator
(8)
(6)
(5)
(1)
(2)
(3)
(4)
(7)
24
(9)
(1) Schweißsystem (Welding System)
Hier wird das vorhandene Schweißsystem ausgewählt
z.B. DeltaSpot, DeltaCon, DeltaCon (Combined Control)
(2) SpotWelding Optionen (SpotWelding Options)
Hier können die verschiedene Ein-/Ausgangserweiterungen aktiviert oder
deaktiviert werden. Die Erweiterungen müssen zuvor in der SpotWelding
Control installiert werden.
(3) Option Standanlage (Stationary System)
Bei ausgewählter Option werden die Feldbus-Einstellungen automatisch deaktiviert.
(4) Max. Schließgeschwindigkeit (Speed Limit)
Bei ausgewählter Option wird bei DeltaCon X450 und DeltaCon C-Zangen die
max. Schließgeschwindigkeit auf 2m/min begrenzt.
(5) Stromquelle (Power Source)
Hier muss die verwendete Stromquelle eingestellt werden
z.B. DeltaQ (=Fronius-Inverter), Hams+Wende Sinius, etc.
(6) Feldbus-System, Prozessdaten-Länge (Fieldbus System, Process Data Image)
Hier kann das verwendete Feldbus-System und die passende ProzessdatenLänge eingestellt werden.
(7) Custom
Mit dem „Custom“ Button kann ein kundenspezifisches Prozessdatenabbild
freigeschalten werden.
DE
(8) Feldbus-Systemeinstellungen (Fieldbus System Settings)
MAC-ID (Schnittstellen-spezifisch) (Mac Id)
MAC-ID einstellen (siehe Abschnitt „Bussysteme“).
Baudrate (Schnittstellen-spezifisch) (Baudrate)
Baudrate einstellen (siehe Abschnitt „Bussysteme“).
(9) Activate Configuration
Mit Activate Configuration werden die Einstellungen aktiviert und gespeichert. Dieser Vorgang kann einige Minuten dauern. Danach wird der SpotWelding.Configurator automatisch beendet und die SpotWelding Steuerung
(SpotWelding.Control) kann gestartet werden.
25

DeltaQ, Harms & Wende Inverter
Allgemeines Der Fronius-Inverter DeltaQ und der Inverter-Typ Sinius von Harms & Wende werden von
der Steuerung unterstützt. Diese Inverter werden per EtherCAT angebunden.
Für die Verwendung von EtherCAT muss bei DeltaSpot-Anlagen zuvor eine Netzwerkkarte
entsprechend vorbereitet werden (siehe Kapitel Netzwerkschnittstelle vorbereiten auf
Seite 77)
Der Stromquellentyp muss im SpotWelding Configurator ausgewählt werden (siehe Kapitel Übersicht SpotWelding.Configurator auf Seite 24)
Für die Verwendung des Sinius Inverters von Harms & Wende muss zuerst eine Kalibrierung durchgeführt werden (siehe Kapitel Harms & Wende Sinius Inverter kalibrieren auf
Seite 40).
26

Bedienung


Einstellungen in der Systemkonfiguration
Allgemeines In der Systemkonfiguration werden nur Parameter angezeigt, die für das jeweilige System
(DeltaSpot, DeltaCon, etc.) oder für die jeweilige Zange relevant sind.
Systemparameter für konfigurierte Zangen werden angepasst angezeigt, z.B.:
bei konfigurierten Zangen ohne Ausgleich werden sämtliche den Ausgleich betreffende
Systemparameter ausgeblendet.
DE
Istwert-Überwachung einstellen
Für die Istwert-Überwachung können beliebige Werte eingestellt werden. Übersteigt ein
Parameter an der Schweißzange die in der Istwert-Überwachung eingestellte Grenze,
wird eine Warnung ausgegeben.
Istwert-Überwachung aktivieren / deaktivieren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
1
Den Parameter „Istwertüberwachung“ auf „inactive“ oder „active“ stellen
2
29

Systemkonfiguration - Istwert-Überwachung aktivieren / deaktivieren
Werte für die Istwert-Überwachung einstellen:
Im Arbeitsblatt Programme auf das gewünschte Programm doppelklicken
3
Im Reiter Istwert-Überwachung die Toleranzen einstellen
4
Werte Istwert-Überwachung einstellen
Bytefolge auf
Feldbus-Interfaces umkehren
Es ist möglich, auf Feldbus-Interfaces die Bytefolge umzukehren.
Bytefolge auf Feldbus-Interfaces umkehren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
1
Den Parameter „High-/Low-Bytes vertauschen“ auf „yes“ stellen
2
Systemkonfiguration - Bytefolge umkehren
30
 Loading...
Loading...