


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
Control de cabezales SpotWelding
Manual de instrucciones
ES
Soldadura por resistencia
42,0426,0111,ES 007-11102019

2

Tabla de contenido
Generalidades 7
Control de pinzas / Fronius Xplorer ........................................................................................................... 9
Generalidades....................................................................................................................................... 9
Ajustar la sincronización automática de tiempo.................................................................................... 9
Adaptar el idioma estándar de entrada................................................................................................. 10
Configuración del sistema de SpotWelding .......................................................................................... 10
Configuración del sistema SpotWelding - Cabezales de soldadura ..................................................... 13
Calcular la corriente de soldadura máxima........................................................................................... 14
Copia de seguridad manual y automática............................................................................................. 15
Hojas de trabajo......................................................................................................................................... 16
Hoja de trabajo de sinopsis................................................................................................................... 16
Hoja de trabajo de operarios................................................................................................................. 18
La hoja de trabajo de programas .......................................................................................................... 19
Hoja de trabajo de estado..................................................................................................................... 20
Hoja de trabajo de libro de registro....................................................................................................... 21
Hoja de trabajo de diagnóstico ............................................................................................................. 22
Hoja de trabajo de valores reales (opción) ........................................................................................... 24
SpotWelding.Configurator.......................................................................................................................... 25
Generalidades....................................................................................................................................... 25
Sinopsis del SpotWelding.Configurator ................................................................................................ 25
DeltaQ, Harms & Wende Inverter .............................................................................................................. 27
Generalidades....................................................................................................................................... 27
ES
Manejo 29
Ajustes en la configuración del sistema..................................................................................................... 31
Generalidades....................................................................................................................................... 31
Ajustar la monitorización de valores reales .......................................................................................... 31
Invertir la secuencia de bytes en los interfaces del bus de campo....................................................... 32
Acumular temporalmente soldaduras ................................................................................................... 33
Inicio de soldadura de dos niveles........................................................................................................ 34
Límites parametrizables para la monitorización de espesores de chapa ............................................. 34
Calibrar los componentes de las pinzas de soldadura .............................................................................. 35
Generalidades....................................................................................................................................... 35
Calibrar el límite de posición................................................................................................................. 36
Calibrar el sensor de fuerza.................................................................................................................. 36
Calibrar el regulador de fuerza ............................................................................................................. 37
Calibrar la posición de accionamiento principal................
Calibrar la posición de accionamiento de compensación ..................................................................... 39
Compensación del espesor de chapa................................................................................................... 39
Calibrar la monitorización del espesor de chapa .................................................................................. 40
Calibrar la corriente............................................................................................................................... 41
Calibrar el inversor Sinius de Harms & Wende..................................................................................... 42
Calibración del sistema de medición .................................................................................................... 43
Crear la asignación de código de cabezales ............................................................................................. 44
Generalidades....................................................................................................................................... 44
Desarrollo del cambio de cabezales ..................................................................................................... 44
Realizar una actualización de firmware ..................................................................................................... 46
Realizar la actualización de firmware de los reguladores de motor...................................................... 46
Realizar la actualización de firmware CAN........................................................................................... 46
Crear la función de aumento periódico de la corriente .............................................................................. 49
Generalidades....................................................................................................................................... 49
Editor del aumento periódico de la corriente ........................................................................................ 49
Crear la función de aumento periódico de la corriente ......................................................................... 50
Instalación vertical con compensación de la pinza: Preparar soporte ....................................................... 51
Instalación vertical con compensación de la pinza: Preparar soporte .................................................. 51
Restore Device ID (Restablecer la ID de dispositivo) ................................................................................ 52
Memorización de los datos del tipo de cabezales en la memoria ID del dispositivo ............................ 52
.................................................................... 37
3

Restore Device ID (Restablecer la ID de dispositivo) ...........................................................................52
Crear parámetros de soldadura con el editor de programas ..................................................................... 53
Abrir el editor de programas ................................................................................................................. 53
Símbolos utilizados en el editor de programas ..................................................................................... 53
Crear un perfil de corriente/perfil de fuerza .......................................................................................... 54
Editar un perfil de corriente/perfil de fuerza .......................................................................................... 55
Editor de programas - Parámetros........................................................................................................ 56
Editor de programas - Monitorización de valores reales....................................................................... 58
Editor de programas - Notas................................................................................................................. 58
Ajustar la monitorización del espesor de chapa ................................................................................... 58
Registrar los espesores de chapa ........................................................................................................ 59
Sistemas de bus 61
Sistemas de bus ........................................................................................................................................ 63
Generalidades....................................................................................................................................... 63
CANopen ................................................................................................................................................... 64
Topología .............................................................................................................................................. 64
Ajustes por defecto de los parámetros ................................................................................................. 64
Tarjeta de interfaz ................................................................................................................................. 64
Asignación de clavijas........................................................................................................................... 64
DeviceNet .................................................................................................................................................. 65
Topología .............................................................................................................................................. 65
Ajustes por defecto de los parámetros ................................................................................................. 65
Tarjeta de interfaz ................................................................................................................................. 65
Asignación de clavijas........................................................................................................................... 65
Profibus...................................................................................................................................................... 66
Ajustes por defecto de los parámetros ................................................................................................. 66
Tarjeta de interfaz ................................................................................................................................. 66
Asignación de clavijas........................................................................................................................... 66
Interbus ...................................................................................................................................................... 67
Topología .............................................................................................................................................. 67
Ajustes por defecto de los parámetros ................................................................................................. 67
Tarjeta de interfaz ................................................................................................................................. 67
Asignación de clavijas........................................................................................................................... 67
Interfaz digital E/S (versión 1.6)................................................................................................................. 69
Salidas .................................................................................................................................................. 69
Acoplador de bus CANopen ................................................................................................................. 69
Entradas................................................................................................................................................ 70
ProfiNet ...................................................................................................................................................... 71
Condiciones para ProfiNet .................................................................................................................... 71
Instalar el controlador de ProfiNet ........................................................................................................ 71
Activar el adaptador de tiempo real ...................................................................................................... 71
Activar la tarjeta de ProfiNet ................................................................................................................. 73
Ethernet/IP ................................................................................................................................................. 74
Condiciones para Ethernet/IP ............................................................................................................... 74
Instalar el controlador de Ethernet/IP ................................................................................................... 74
Activar el adaptador de tiempo real ...................................................................................................... 74
Activar la tarjeta de Ethernet/IP ............................................................................................................ 76
Ajustar el tiempo de ciclo ...................................................................................................................... 76
CAN over EtherCAT................................................................................................................................... 78
Condiciones para Can over EtherCAT.................................................................................................. 78
Preparar el interface de red .................................................................................................................. 78
Activar la opción "CAN over EtherCAT" en el configurador.................................................................. 80
Interfaces 81
Descripción de señal del interface de SpotWelding................................................................................... 83
Descripción de las entradas de señal ................................................................................................... 83
Descripción de las salidas de señal...................................................................................................... 84
Interfaz DeltaSpot 1.6 ................................................................................................................................ 89
Entradas................................................................................................................................................ 89
Salidas .................................................................................................................................................. 89
Longitud de los datos de proceso ......................................................................................................... 90
4

Interfaz DeltaSpot 1.8 ................................................................................................................................ 91
Entradas................................................................................................................................................ 91
Salidas .................................................................................................................................................. 91
Longitud de los datos de proceso ......................................................................................................... 92
Interfaz DeltaSpot 1.10 .............................................................................................................................. 93
Entradas................................................................................................................................................ 93
Salidas .................................................................................................................................................. 93
Longitud de los datos de proceso ......................................................................................................... 94
Interface DeltaSpot 3.1 .............................................................................................................................. 95
Entradas................................................................................................................................................ 95
Salidas .................................................................................................................................................. 95
Longitud de los datos de proceso ......................................................................................................... 97
Interface DeltaCon (7.º eje) 1.0.................................................................................................................. 98
Entradas................................................................................................................................................ 98
Salidas .................................................................................................................................................. 98
Longitud de los datos de proceso ......................................................................................................... 99
Curva de la señal del interface de SpotWelding ........................................................................................ 100
Realizar el desplazamiento al punto de referencia ............................................................................... 100
Control de posición externo .................................................................................................................. 100
Inicio de soldadura con especificación de posición externa ................................................................. 101
Resetear errores ................................................................................................................................... 101
Desactivación de la monitorización de valores reales cuando se realiza la soldadura sin corriente.... 101
Acoplamiento ........................................................................................................................................ 102
Ejemplo de una curva de la señal de DeltaSpot ................................................................................... 103
Ejemplo de una curva de la señal de DeltaCon.................................................................................... 104
ES
Solución de errores y mantenimiento 107
Diagnóstico de errores, solución de errores .............................................................................................. 109
General ................................................................................................................................................. 109
Exportar "Log-Files" del inversor .......................................................................................................... 109
Descripción de las señales de error...................................................................................................... 110
Descripción de las señales de advertencia........................................................................................... 121
5

6

Generalidades

Control de pinzas / Fronius Xplorer
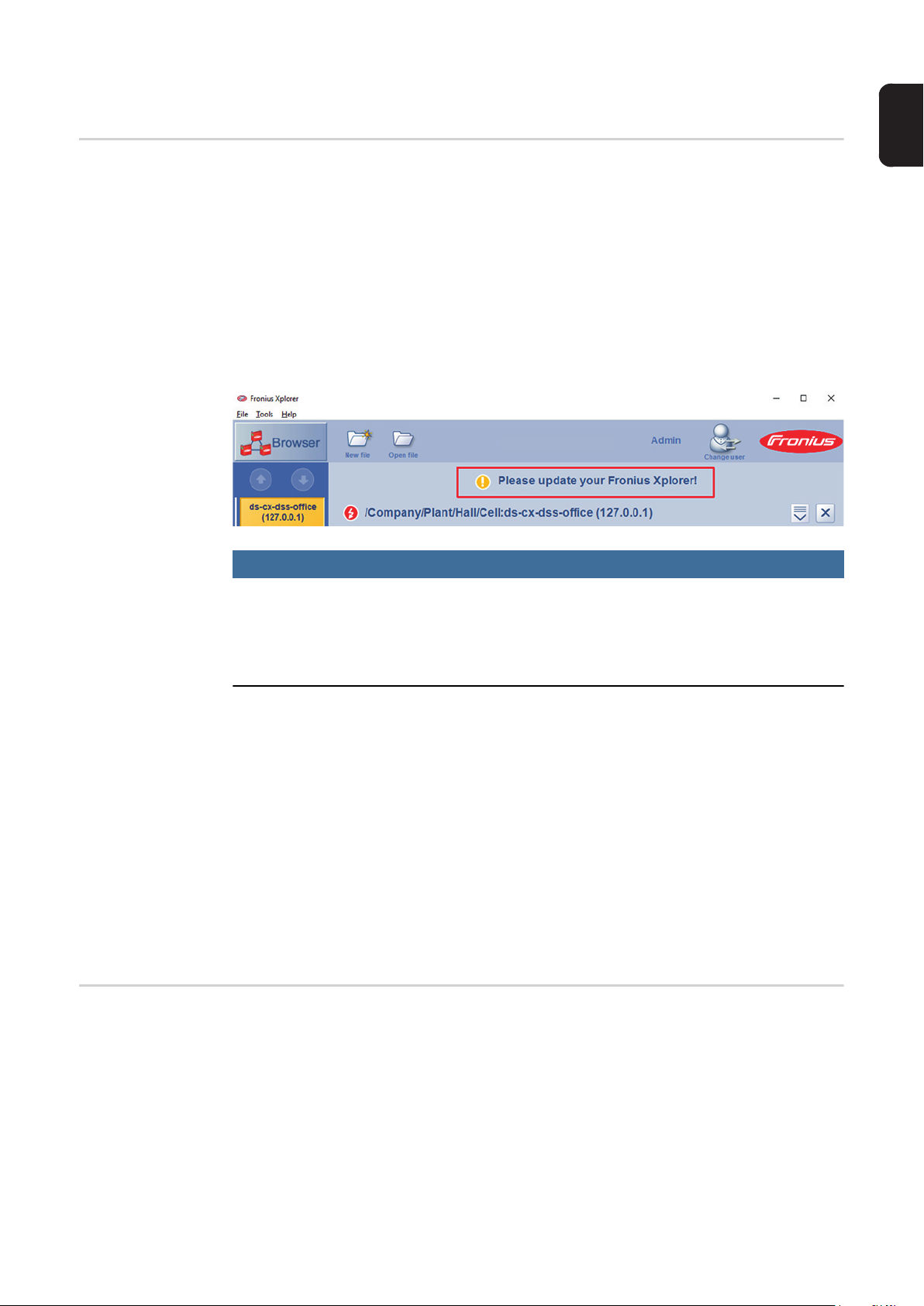
Generalidades El acceso al control de cabezales DeltaSpot y DeltaCon se realiza mediante el Fronius
Xplorer a través de la red de la empresa lo que facilita el mantenimiento remoto y la monitorización u documentación centralizadas de todas las instalaciones conectadas.
La creación de los parámetros de soldadura se realiza con el editor de programas en el
Fronius Xplorer.
Información más detallada sobre el Fronius Xplorer figura en el manual de instrucciones
del Fronius Xplorer.
Si el Fronius Xplorer no es compatible con todas las funciones disponibles del servidor se
muestra una indicación sobre la actualización del Fronius Xplorer:
ES
¡OBSERVACIÓN!
Debido a las actualizaciones de firmware y software, el equipo puede contar con
funciones que no se describen en este manual de instrucciones o al revés.
Además, alguna ilustración puede variar ligeramente con respecto a los elementos mostrados en el interface de usuario. No obstante, el funcionamiento de estos elementos es
idéntico.
Para la versión de firmware DeltaSpot.Control 3.2, el ordenador de control es compatible
con:
- Windows 8
- Nombre de usuario: "Admin", contraseña: "blizzard"
- Nombre de usuario: "User", contraseña: "user"
¡IMPORTANTE! A partir de la versión de firmware DeltaSpot.Control 4.0 se requiere .NetFramework 4.6.1.
Por tanto, las versiones de firmware DeltaSpot.Control 4.0 y superiores no funcionan en
un sistema operativo Windows XP.
A partir de la versión de firmware 4.1.75 se utiliza por lo general la denominación SpotWelding.Control.
Ajustar la sincronización automática de tiempo
En el sistema operativo es posible ajustar una sincronización automática de tiempo en el
ordenador de control:
- Iniciar sesión como administrador, código de acceso = Admin
- Hacer doble clic en la barra de tareas
(Windows 8: hacer un clic con el botón izquierdo del ratón, después "Change date and
time settings" [Cambiar los ajustes de fecha y hora])
- Abrir la pestaña de la hora en Internet.
- Activar la función "Sincronizar automáticamente con el servidor de la hora en Internet".
9

Adaptar el idioma
estándar de entrada
Con la ayuda de un archivo de lote se puede modificar el idioma estándar de entrada (distribución del teclado) de la cuenta de usuario "User" y de la pantalla de inicio de sesión. Si
este archivo de lote se ejecuta como administrador, el idioma estándar de entrada de la
cuenta de usuario del administrador también se activará para la cuenta de usuario "User"
y la pantalla de inicio de sesión.
Procedimiento a seguir para adaptar el idioma estándar de entrada:
Iniciar sesión en Windows como "Admin"
1
En los controles del sistema seleccionar el idioma estándar de entrada deseado (en
2
"Región e idioma")
Hacer clic con el botón derecho del ratón en el archivo de lote ubicado en
3
"C:\Tools\sync-international-settings.bat"
Reiniciar el ordenador
4
Configuración del
sistema de SpotWelding
¡PRECAUCIÓN!
Indicaciones incorrectas pueden provocar graves daños materiales.
► La configuración de los cabezales de soldadura sólo debe ser efectuada por personal
técnico formado. El fabricante declina toda responsabilidad por daños que se deban a
unos ajustes incorrectos.
¡IMPORTANTE!
Los cambios de configuración y las calibraciones de equipos DeltaSpot únicamente
deben llevarse a cabo en modo manual.
La configuración de los cabezales de soldadura solo es aplicable al control de cabezales
actualmente seleccionado.
Configurar los cabezales de soldadura:
Acceder a la configuración del sistema a través del menú de opciones
La indicación de los registros de menú puede variar según los cabezales de soldadura.
10
Nombre (Name)
Asignar un nombre a los cabezales de soldadura (identificación en el Fronius Xplorer)
Lugar (empresa), (planta), (nave), (célula) (Location [company], [plant], [hall], [cell])
Definir el nombre de la empresa y la ubicación de los cabezales de soldadura. Los nombres introducidos se agregan como ruta en el Fronius Xplorer y quedan reflejados como
estructura de carpetas.
Intervalo de la copia de seguridad automática (Autobackup)
Se puede ajustar una copia de seguridad automática. Los intervalos disponibles son "Off
(DES) / diariamente y semanalmente". En "Ruta destino" debe indicarse la ruta en la que
se van a guardar los archivos de la copia de seguridad.

Ruta destino de la copia de seguridad automática (Docu directory)
Aquí se puede ajustar la ruta para la documentación automática de los ajustes de la instalación. Se pueden ajustar rutas convencionales (por ejemplo: "k:\directory") y rutas de
red (por ejemplo: "\\file-server\share\directory").
Para activar la documentación de los ajustes de la instalación es suficiente indicar una
ruta aquí. Si no hay ninguna ruta registrada, la documentación de los ajustes de la instalación está desactivada.
Copia de seguridad automática del buffer anular
El tamaño del buffer anular indica el número de archivos de copia de seguridad que se
guardan en la localización introducida.
Hora de inicio de la copia de seguridad automática (Autobackup-Starttime)
Se puede ajustar una hora de inicio para la copia de seguridad automática. Si no se ha
creado ninguna copia de seguridad al iniciar en el último intervalo, se crea una inmediatamente. Si ya hay una copia de seguridad disponible, se crea la siguiente a la hora programada.
Directorio de documentación
Directorio para guardar los datos CSV de documentación.
Esta función está desactivada si no hay ningún valor memorizado.
Se pueden ajustar rutas sencillas (por ejemplo, k:\directory) o rutas de red (por ejemplo,
\\file-server\share\directory).
¡IMPORTANTE! No guardar la documentación de soldadura en la unidad del sistema
("c:\..."), ya que esta unidad dispone de un número limitado de ciclos de escritura y una
memoria relativamente pequeña.
Monitorización de estado de la documentación (Docu state monitoring)
Si la función está activada, el sistema monitoriza si la documentación de soldadura (datos CSV, WeldCube, etc.) funciona correctamente.
ID de equipo (Device id)
Una ID de equipo de libre elección a la que se establece la señal "device id" en el interface de robot
Fuente de potencia (corriente máx.) (Power source [max current])
Definir la corriente máxima disponible de la fuente de potencia (ver el capítulo siguiente
"Calcular la corriente de soldadura máxima")
Fuente de potencia (valor nominal antes de la señal de inicio) (Power source [target
value before start signal])
Para fuentes de corriente que necesitan una señal analógica de valor nominal y una señal digital de inicio de corriente.
La señal analógica de valor nominal desde 0 V hasta 10 V corresponde al rango de corriente de la fuente de potencia desde 0 hasta la corriente máxima en kA.
ES
Si el ajuste está activado, se emite un valor de tensión analógico de 1,5 V antes de la
señal digital de inicio de corriente.
A partir de la señal digital de inicio de corriente se incrementa el valor de tensión analógico dentro de los primeros 25 ms a 1,5 V si el valor analógico fuera inferior debido al
programa de soldadura predeterminado por el usuario.
El importe de la corriente mínima del impulso de inicio se puede calcular de la siguiente
manera:
Importe del impulso de inicio [A] =
Señal de salida del impulso
máxima corriente de salida x
de la fuente de potencia [A]
Transformador x
relación de transmisión
de inicio (= 1,5 V)
10 V
11

Intercambiar bytes alto/bajo (Swap high/low bytes)
Para intercambiar los bytes alto/bajo en el interface de bus de campo.
Tiempo de filtrado de la señal de entrada (Input signal filter time)
El tiempo en milisegundos para filtrar señales complejas en el interface de robot (por
ejemplo: "program number"). Los valores no se aceptarán hasta que estén siempre disponibles para el tiempo ajustado.
Caudalímetro 4 (externo) (Flow controller 4 [external])
Para activar o desactivar el caudalímetro
Retardo del motor de cinta (Tape drive delay)
El tiempo entre la apertura de los cabezales y el avance de cinta
Monitorización de valores reales (Actual values monitoring)
Para monitorizar la corriente real y la fuerza real durante la soldadura. Los límites pueden
estipularse en el programa de soldadura correspondiente en la pestaña "Monitorización
de valores reales".
Límite de errores en la monitorización de valores reales (Actual values monitoring
error limit)
El límite de errores en la monitorización de valores reales define a partir de cuantas soldaduras, en las que se han vulnerado sucesivamente los límites ajustados para la monitorización de valores reales, se emite un fallo.
Si el parámetro está ajustado a "0", la función está desactivada y no se emitirá ningún
fallo correspondiente. Siempre se emitirá una advertencia.
Posición en milímetros (Position in millimeters)
Para activar/desactivar la indicación de la posición real y teórica en milímetros. Este ajuste hace referencia a la emisión de la interfaz de bus de campo y a la señal "target position" en el lado de entrada de la interfaz de bus de campo.
Precisión de la posición (Position precision)
Define en milímetros la precisión de la indicación de posición en la interfaz de bus de
campo
Precisión de los espesores de chapa (Sheet thickness precision)
Define en milímetros la precisión de las señales de espesores de chapa en la interfaz de
bus de campo
Admitir modificaciones de programa en el modo automático (Allow program changes in automatic mode)
Si esta función está activada, pueden realizarse las modificaciones de programa también
en el modo automático.
Utilizar el circuito de seguridad (Use safety circuit)
Además del circuito de seguridad de parada de emergencia, puede activarse otro circuito
de seguridad.
El hardware (SpotWelding Control) debe ser compatible con esta función.
Si el circuito de seguridad se interrumpe, todos los accionamientos se detendrán y se
emitirá el fallo "E2.23" que será eliminado del libro de registro. Al cerrar el circuito de seguridad se reseteará el fallo y se inicializarán los accionamientos.
Precisión de posición del accionamiento de compensación (Compensation drive position precision)
Para definir la precisión de las señales de posición del accionamiento de compensación
en el interface de bus de campo (1 mm / 0,1 mm / 0,01 mm)
Posición de destino de la compensación en modo manual (Compensation drive target position in manual mode)
Establece qué trayecto se recorre en un proceso de soldadura manual (por ejemplo: a
través de DeltaRemote). El parámetro se utiliza solo en el modo de compensación "Posición", en caso de soldaduras iniciadas manualmente.
12

Main drive teach position (Main drive teach position)
Con la función "Aprender posición de aprendizaje" se busca mediante fuerza mínima la
chapa y a continuación, se realiza el desplazamiento a una posición "Main drive teach
position" definida en la configuración del sistema, a lo que se le suma el espesor de chapa determinado. Finalmente se debe ejecutar la función "Aceptar posición de aprendizaje".
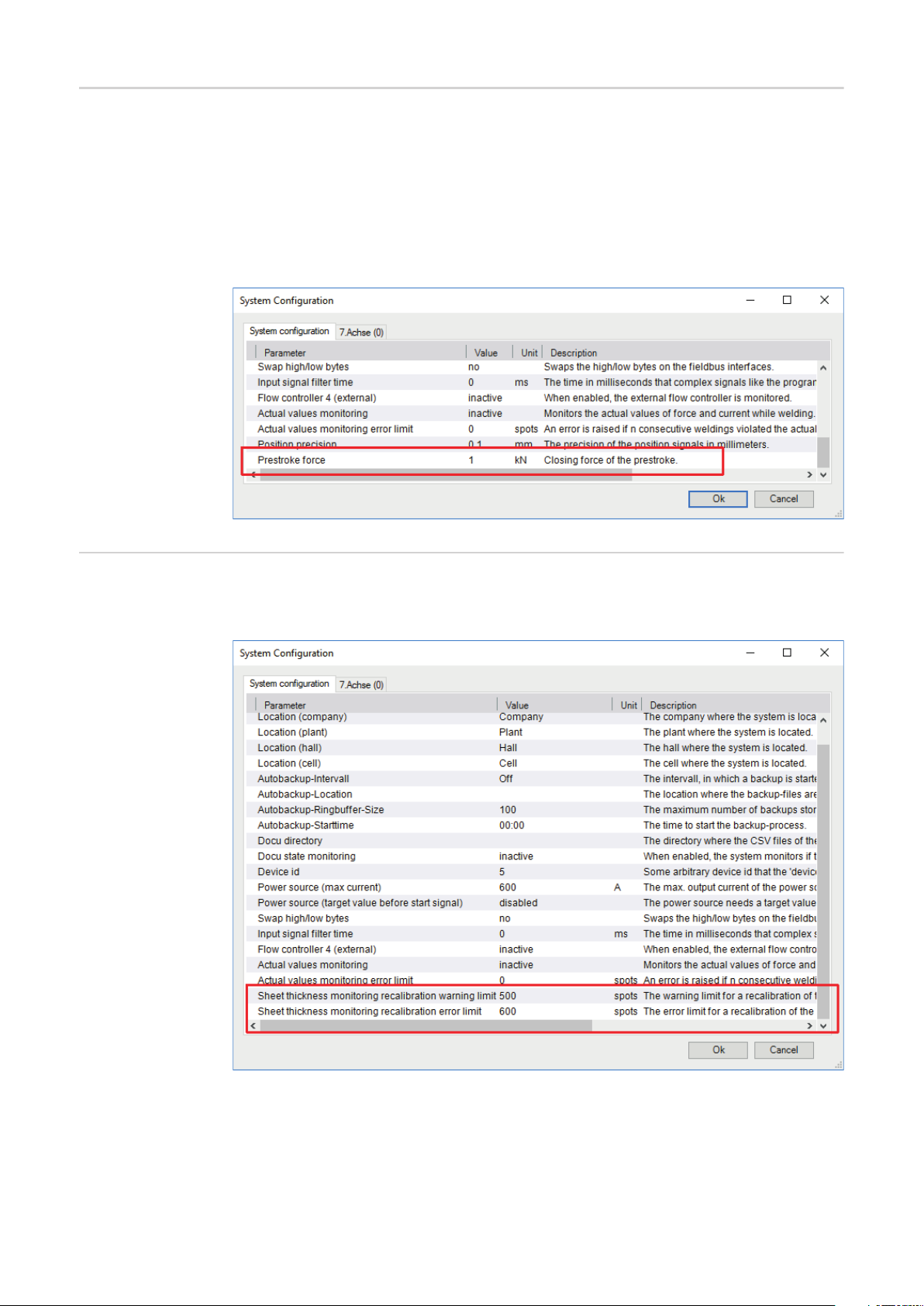
Fuerza de avance
Para ajustar la fuerza de cierre de avance en instalaciones verticales DeltaCon
Así, el avance también puede utilizarse para el fresado manual de caperuzas.
Advertencia de límite de recalibración, monitorización de espesores de chapa(Sheetthickness recalibration warning limit)
Para ajustar el número de soldaduras a partir del cual se emitirá una advertencia de recalibración de la monitorización de espesores de chapa.
Error de límite de recalibración, monitorización de espesores de chapa(Sheetthickness recalibration error limit)
Para ajustar el número de soldaduras a partir del cual se emitirá un error de recalibración
de la monitorización de espesores de chapa.
ES
Configuración del
sistema SpotWelding - Cabezales
de soldadura
Configurar los cabezales de soldadura:
Acceder a la configuración del sistema a través del menú de opciones
y cambiar a la pestaña "Cabezales"
Tipo de cabezales (Gun type)
Seleccionar el tipo de cabezales
Fuente de potencia (factor de corrección de corriente) (Power source (current correction factor)
Factor de corrección para compensar las tolerancias
Transformador (corriente máx.) (Transformer [max current])
Definir la corriente máxima disponible del transformador de soldadura instalado (ver el
capítulo siguiente "Calcular la corriente de soldadura máxima").
Transformador (relación de transmisión) (Transformer [transmission ratio])
Definir la relación de transmisión del transformador de soldadura (ver el capítulo siguiente "Calcular la corriente de soldadura máxima").
Longitud de cinta (brazo móvil), (brazo fijo) (Tape length [movable arm], [fixed arm])
Definir la longitud de la cinta de proceso utilizada. Si se consume la longitud indicada,
aparece el fallo "E0.26" o el "E0.27". Si se resetea, el contador de longitud de cinta se
inicializará con estos valores.
Advertencia sobre longitud de cinta (brazo móvil), (brazo fijo) (Tape length warning
[movable arm], [fixed arm])
Esta advertencia sobre longitud de cinta puede ajustarse de forma personalizada. Si los
puntos de soldadura restantes alcanzan el valor ajustado, se emitirá la advertencia
"W0.0" o la "W0.1".
Monitorización de la tapa de cinta (Tape cover plate monitoring)
Si una de las tapas del dispositivo de bobinado de cinta no está cerrada, se emite en el
servicio automático un error y una advertencia en el modo manual.
Vida útil del electrodo (brazo móvil), (brazo fijo) (Electrode service life [movable arm],
[fixed arm])
Definir el tiempo de parada del electrodo. Una vez transcurridos los puntos de soldadura
indicados, se emite un mensaje de error ("2.10 electrode service life moveable arm" o
"2.11 electrode service life fixed arm")
13

Advertencia sobre vida útil del electrodo (brazo móvil), (brazo fijo) (Electrode service life warning (movable arm), (fixed arm))
Advertencia ajustable de forma personalizada (cambiar los electrodos en breve), aparece justo antes del fallo "electrode service life".
Curva característica del sensor de fuerza (Force sensor characteristic curve)
Curva característica del sensor de fuerza. Se ajusta automáticamente durante la calibración (ver "Calibrar el sensor de fuerza")
Factor P del regulador de fuerza (Force controller P-factor)
El factor P del regulador de fuerza repercute sobre la velocidad y la precisión de la generación de fuerza. Con unos valores superiores se permite generar una fuerza más rápida, pero se puede provocar inestabilidad en el regulador de fuerza (inclinación
oscilante). Introducir un 0 para utilizar un valor predeterminado seguro o introducir el valor determinado en la calibración del regulador de fuerza.
Factor de conversión para la corriente real (Actual welding current conversion factor)
La señal de valor real de corriente se lee a través de una entrada analógica de 10 V desde la fuente de potencia. Aquí debe ajustarse el factor de conversión correcto para la
conversión a kiloamperios.
Ejemplo:
Fuentes de potencia máx. = 0,6 kA (corresponde a 10 V)
Transmisión del transformador = 1:44
Factor de conversión de la corriente real = 0,6 x 44 / 10 = 2,6
Velocidad de electrodos (Electrode speed)
La velocidad de electrodos puede ajustarse en mm/s. La velocidad del accionamiento
principal se adapta durante la especificación de posición externa correspondiente, de
modo que los brazos de los cabezales se puedan abrir o cerrar a una velocidad constante. Si la velocidad de electrodos es 0, esto significa que la función de linealización está
desactivada.
Caudalímetro 1 (transformador) (Flow controller 1 [transformer])
Para activar o desactivar el caudalímetro en los cabezales de soldadura
Caudalímetro 2 (brazo móvil) (Flow controller 2 [movable arm])
Para activar o desactivar el caudalímetro en los cabezales de soldadura
Caudalímetro 3 (brazo fijo) (Flow controller 3 [fixed arm])
Para activar o desactivar el caudalímetro en los cabezales de soldadura
Opción: Kit I para frenos de motor (Option: E-Set Brakes)
Algunos tipos de cabezales pueden equiparse con un accionamiento principal y de compensación opcional con frenos de motor. Si los cabezales de soldadura están equipados
con esta opción, debe activarse aquí.
Sistema de medición
Activa o desactiva el sistema de medición en los cabezales de soldadura
Si el parámetro está activado, el sistema proporciona los valores reales a los cabezales
de soldadura.
Calcular la corriente de soldadura máxima
14
La máxima corriente de soldadura disponible se calcula en base al producto formado por
la máxima corriente de la fuente de corriente "power source (max current)" y la relación de
transmisión del transformador de soldadura "transformer (transmission ratio)". Si la máxima corriente de soldadura calculada es mayor que la máxima corriente admisible del
transformador de soldadura y si al intentar soldar un perfil se excede la corriente máxima
del transformador, aparece el fallo "E0.22".
Ejemplo:
Máxima corriente de la fuente de corriente: 800 A
Transmisión del transformador: 1:55
Máxima corriente del transformador de soldadura: 24 kA (ver "Datos técnicos del transformador de soldadura")

Corriente de soldadura máxima calculada: 800 A * 55 = 44 kA
Copia de seguridad manual y automática
Como la máxima corriente admisible del transformador de soldadura es más baja que la
máxima corriente de soldadura calculada, si se realiza una prueba de soldadura que supera 24 kA, aparece el fallo "E0.22".
Se puede realizar una copia de seguridad manual o ajustar una copia de seguridad automática.
La copia de seguridad manual se inicia con el menú "Tools (Herramientas) Salvaguardia
de datos". El diálogo permite seleccionar los cabezales de soldadura y los datos que se
deben salvaguardar.
Los ajustes para la copia de seguridad automática pueden efectuarse en la configuración
del sistema (ver el capítulo "Configuración del sistema SpotWelding").
ES
15

Hojas de trabajo
Hoja de trabajo de
sinopsis
En la hoja de trabajo de sinopsis (Overview) se muestra la información relevante en cuanto
a los cabezales en relación con los ajustes actuales:
- Número de serie, número de cabezal, número de artículo, tipo básico
- Interface
- Número del programa, número de punto, número del programa, número de artículo
del componente
- Código de cabezales actual, código de cabezales esperado
- Distancia de electrodos1) en milímetros
(para la indicación debe realizarse una calibración de posición, ver el apartado "Ajustar la calibración de posición")
- Posición de la biela del motor principal1) en forma de indicación "Grados hasta el punto muerto superior"
- Punto de trabajo
¡El punto de trabajo de los equipos DeltaSpot se debe encontrar en un rango de 1015°!
- Espesor de chapa1)
(para la indicación es necesario llevar a cabo una calibración de la monitorización del
espesor de chapa)
Adicionalmente, la hoja de sinopsis proporciona información sobre los valores actuales de
consumo y sirve para reponer los contadores de:
- Cintas de proceso1)
además de ejecutar el reset, aquí se puede adaptar la longitud de cinta y realizar correcciones
- Vida útil del electrodo (cambio de electrodos)
- Ciclo de lubricación1)
- Tip dressing2) - Fresar caperuzas
- Contador de puntos total y actual
El contador de puntos puede ponerse a 0 en cualquier momento.
- Aumento periódico de la corriente - Contador de puntos
- Aumento periódico de la corriente - Adaptación de corriente
Explicación de los pies de página:
1)
Solo equipos DeltaSpot 2) Solo equipos DeltaCon
16

Ejemplo: Hoja de trabajo de sinopsis para un equipo DeltaSpot
Hoja de trabajo de sinopsis
(1) Indica toda la longitud de la cinta de proceso restante
(2) Indica la cantidad posible de puntos de soldadura
ES
Botón "Resetear contador" (Reset)
Resetear los contadores pulsando el botón. Esta función puede realizarse incluso si los cabezales de soldadura están apagados o desacoplados. Al resetear
el contador de cinta de proceso y el contador de vida útil del electrodo, pueden
seleccionarse los cabezales de soldadura.
A través del interface de robot pueden resetearse simultáneamente el contador de longitud
de cinta o el contador de vida útil del electrodo de ambos brazos de los cabezales. No obstante, el contador de longitud de cinta y el contador de vida útil del electrodo no pueden
resetearse al mismo tiempo.
17

Hoja de trabajo de
operarios
Solo los usuarios con determinados derechos pueden visualizar la hoja de trabajo de operarios (Operator).
En esta pestaña pueden controlarse los cabezales de soldadura directamente con el Fronius Xplorer.
Hoja de trabajo de operarios - Servicio
18
Hoja de trabajo de operarios - Soldadura
Botón "Activar"(Activate)
Para activar la función en Fronius Xplorer, no funciona cuando se conecta un
mando a distancia a los cabezales de soldadura
Botón "Servicio" (Service)
Para abrir la ventana con las funciones de servicio
Botón "Soldar" (Welding)
Para abrir la ventana con las funciones de soldadura
Botón "Reset error" (Error Reset)
Para resetear los errores que hayan podido aparecer. El accionamiento de compensación y el accionamiento principal vuelven a desplazarse a la posición de
salida. La próxima vez que se inicie la soldadura, antes de cerrar los cabezales
de soldadura se realizará un avance de cinta automático, siempre y cuando antes de aparecer el error se haya producido un flujo de corriente.
Botón "Referencia" (Reference)
Para referenciar los accionamientos
Botón "Cinta de proceso hacia delante/atrás" (Process tape Forward / Backward)
Para avanzar o rebobinar la cinta de proceso
Botón "Abrir los cabezales de soldadura" (Open)
Para abrir los cabezales de soldadura
Botón "Cerrar los cabezales de soldadura" (Close)
Para cerrar los cabezales de soldadura
Botón "Selección de programa" (Program selection)
Para seleccionar un programa
Botón "Soldadura ON / OFF" (Weld ON / OFF)
Para soldar con o sin corriente
ES
La hoja de trabajo
de programas
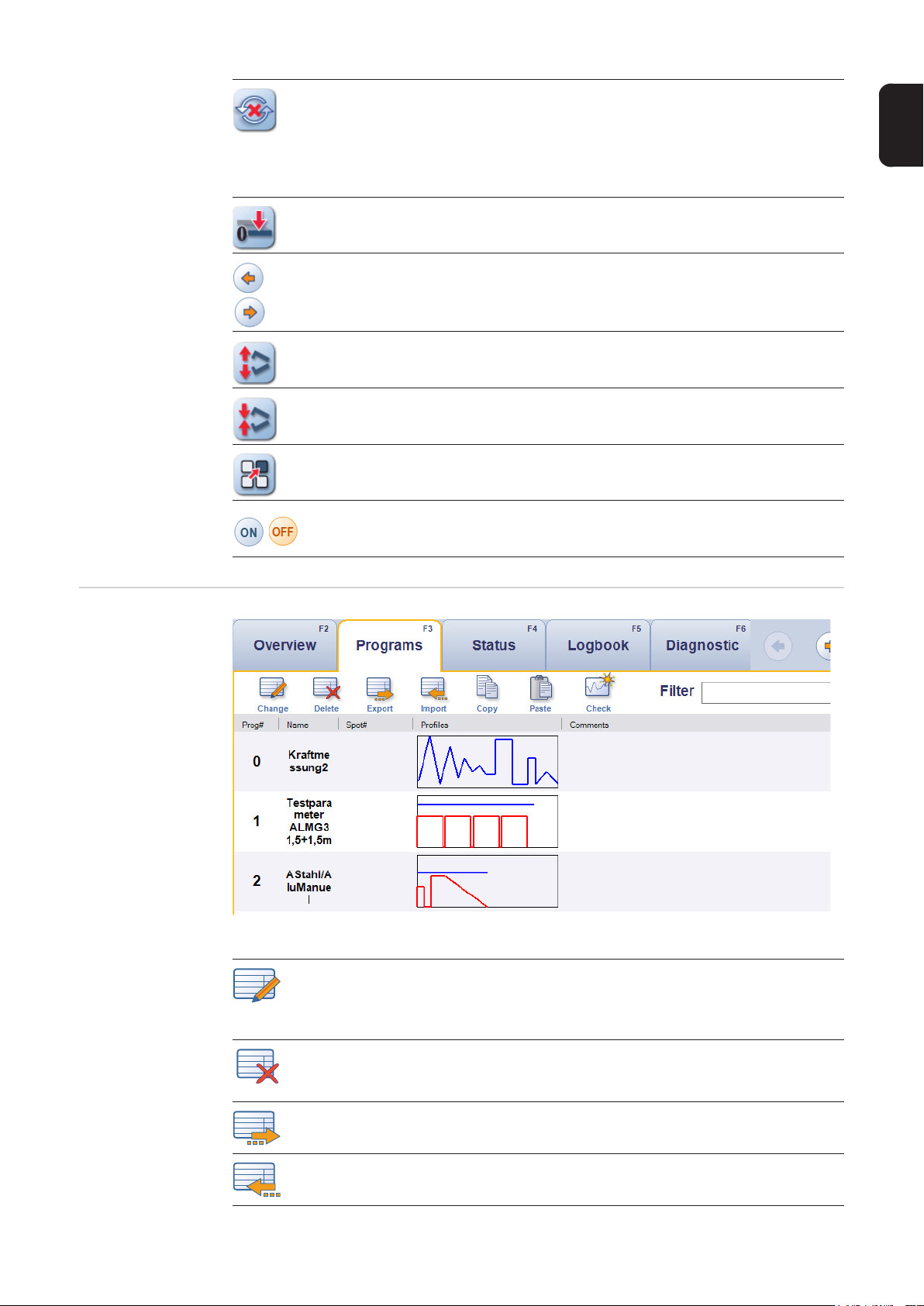
La hoja de trabajo de programas
Botón "Crear/editar programa" (Change)
Haciendo clic con el ratón, seleccionar el programa de vista previa en la hoja de
trabajo y abrir el editor de programas pulsando el botón.
Abreviatura de tecla: Tecla "Enter"
Botón "Borrar programa" (Delete)
Seleccionar el programa haciendo clic con el ratón y borrarlo pulsando el botón
Abreviatura de tecla: Tecla "Supr"
Botón "Guardar el programa en el soporte de datos" (Export)
Seleccionar el programa deseado y guardarlo en un archivo pulsando el botón.
Botón "Import" (Import)
Para abrir un programa guardado en un archivo.
19
Botón "Copiar programas" (Copy)
Seleccionar el programa deseado y copiarlo en la memoria intermedia pulsando
el botón.
Abreviatura de tecla: Ctrl + C
Botón "Insertar programa" (Paste)
Seleccionar la posición deseada haciendo clic con el ratón e insertar el programa
previamente copiado pulsando el botón. En un cuadro de diálogo se puede seleccionar si se deben mantener los nombres y comentarios de todos los programas antiguos.
Abreviatura de tecla: Ctrl + V
Botón "Comprobar programa" (Check)
Pueden comprobarse uno o varios programas pulsando este botón. Una vez seleccionado el transformador utilizado se mostrará el tiempo que se debe esperar
entre una soldadura y otra para no dañar los diodos del transformador
FILTER (Filtrar)
Posibilidad de limitar la indicación de programas según:
- Número del programa
- Número de punto
- Nombre del programa
- Comentarios
- Material
Hoja de trabajo de
estado
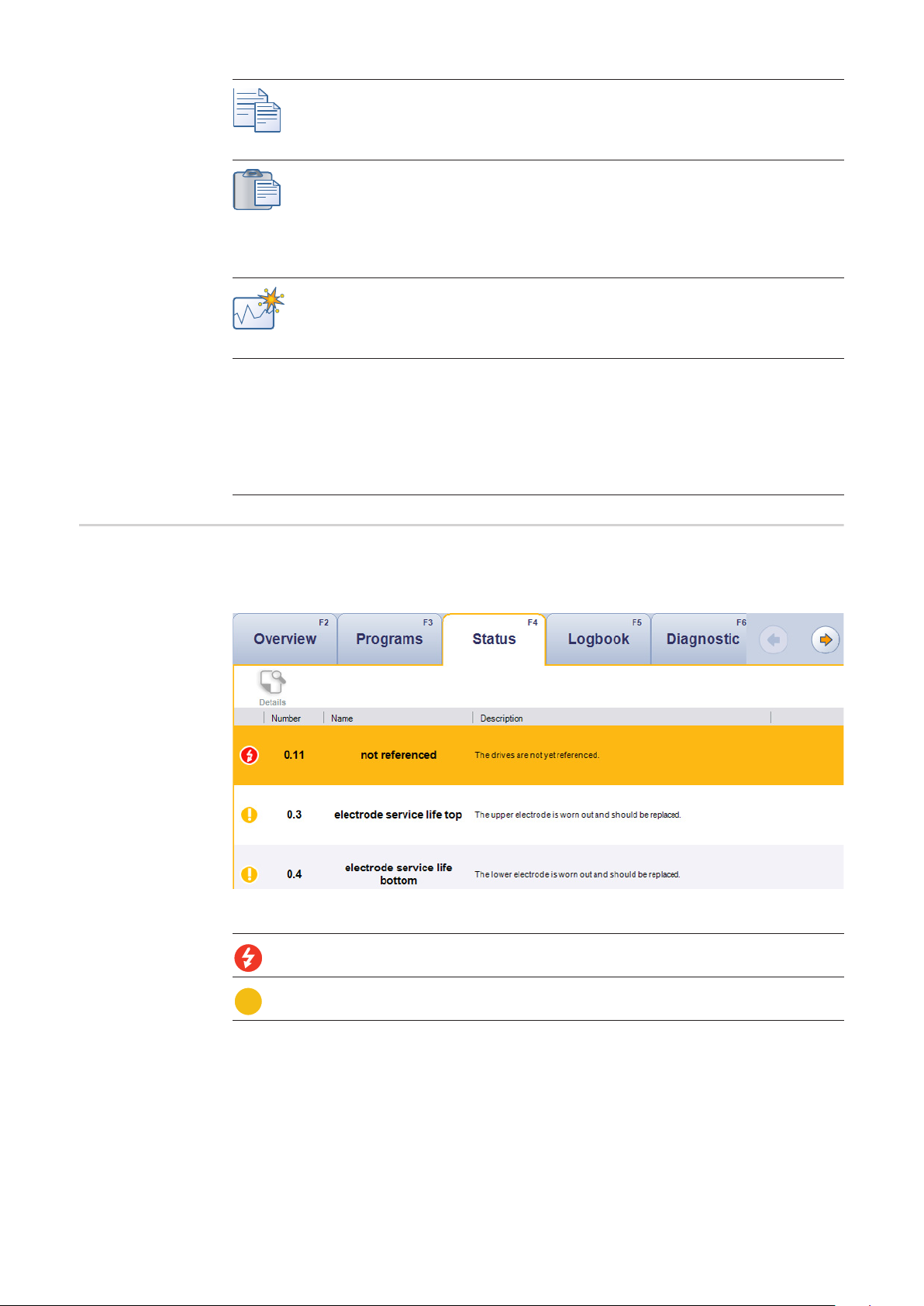
En la hoja de trabajo de estado figuran las advertencias y errores actuales de los cabezales de soldadura.
Hoja de trabajo de estado
Símbolo de parada de la instalación
No se puede continuar con el servicio antes de haber eliminado el error.
Símbolo de advertencia
!
El incumplimiento puede provocar una parada del equipo
20
A la derecha de los símbolos aparece el número de la advertencia mostrada y del error.

Hoja de trabajo de
libro de registro
En la hoja de trabajo de libro de registro se registran todos los
- Cambios de estado (errores, advertencias) incluyendo el código de cabezales, el número de punto y el número del programa
- Cambios de programa
- Guardar los cambios de configuración y
- los cambios de aumento periódico de la corriente
- Resets de electrodos (código de cabezales, brazo de cabezales, número de soldaduras, número de soldaduras que todavía son posibles)
- Resets de longitud de la cinta de proceso (código de cabezales, brazo de cabezales,
longitud de la cinta de proceso consumida, longitud de la cinta de proceso sin consumir)
- con el correspondiente usuario memorizado
Un filtro permite filtrar la representación de las diferentes modificaciones.
El número de los registros del libro de registro mostrados está limitado.
Se muestra la indicación correspondiente cuando se ha alcanzado el límite para el período
de tiempo seleccionado.
Haciendo clic en el botón "Show more" (Mostrar más), se puede duplicar el límite.
ES
Hoja de trabajo de libro de registro
Símbolo "Detalles" (Details)
Para abrir una vista detallada del registro del libro de registro seleccionado. En
caso de cambios de programa se abre una comparación de programas (programa antiguo y nuevo).
Los detalles de cada registro del libro de registro también se pueden mostrar con
un doble clic en el correspondiente registro.
Símbolo "Exportar" (Export)
Esta función permite exportar los registros del libro de registro. CSV (Plain) permite exportar todos los registros del libro de registro. CSV (Set/Reset) exporta
solo los cambios de estado (no se registran por duplicado los errores y las advertencias presentes). Solo se exportan los registros del libro de registro que se
muestran actualmente.
Símbolo "Top 10" (Top 10)
Para abrir una vista Top 10 de los errores y de las advertencias dentro de un período de tiempo seleccionable (Todo / 30 días / 7 días).
Símbolo "Filtro de estado" (Status Filter)
Aquí pueden registrarse los errores y advertencias que aparecen periódicamente. Los errores y advertencias ya registrados no se protocolizan en el libro de registro.
21
Los campos de selección de fecha permiten seleccionar cualquier período de tiempo para
la indicación de los registros del libro de registro.
Comparación de programas en caso de modificaciones de programa:
Hoja de trabajo de
diagnóstico
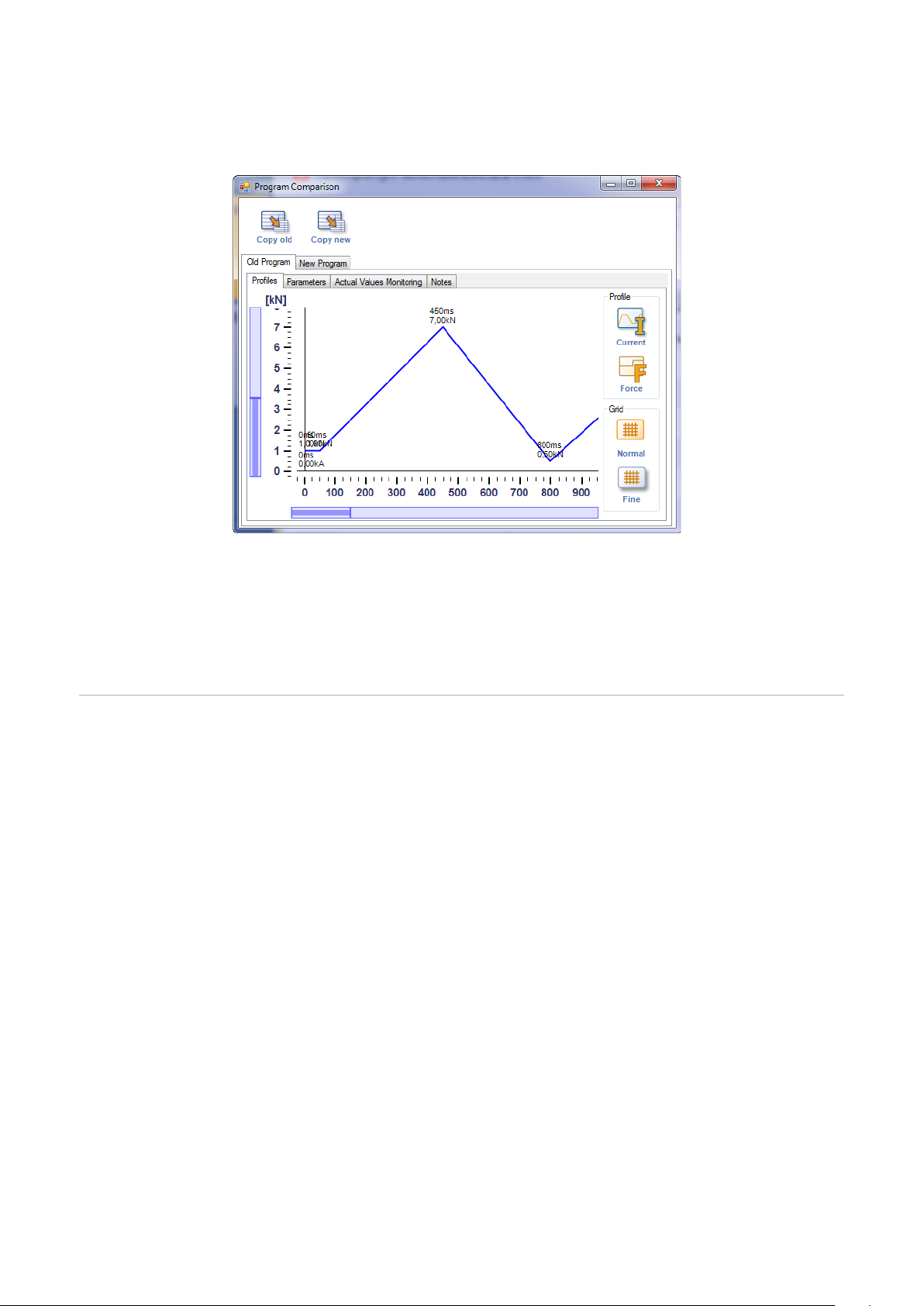
Comparación de programas
La comparación de programas (seleccionar una modificación de programa y hacer clic en
el detalle) muestra gráficamente el programa antiguo y el nuevo.
Los botones "Copiar antiguo" (Copy old) y "Copiar nuevo" (Copy new) permiten copiar el
programa correspondiente en el portapapeles y restablecerlo mediante la función de insertar en la hoja de trabajo de programas.
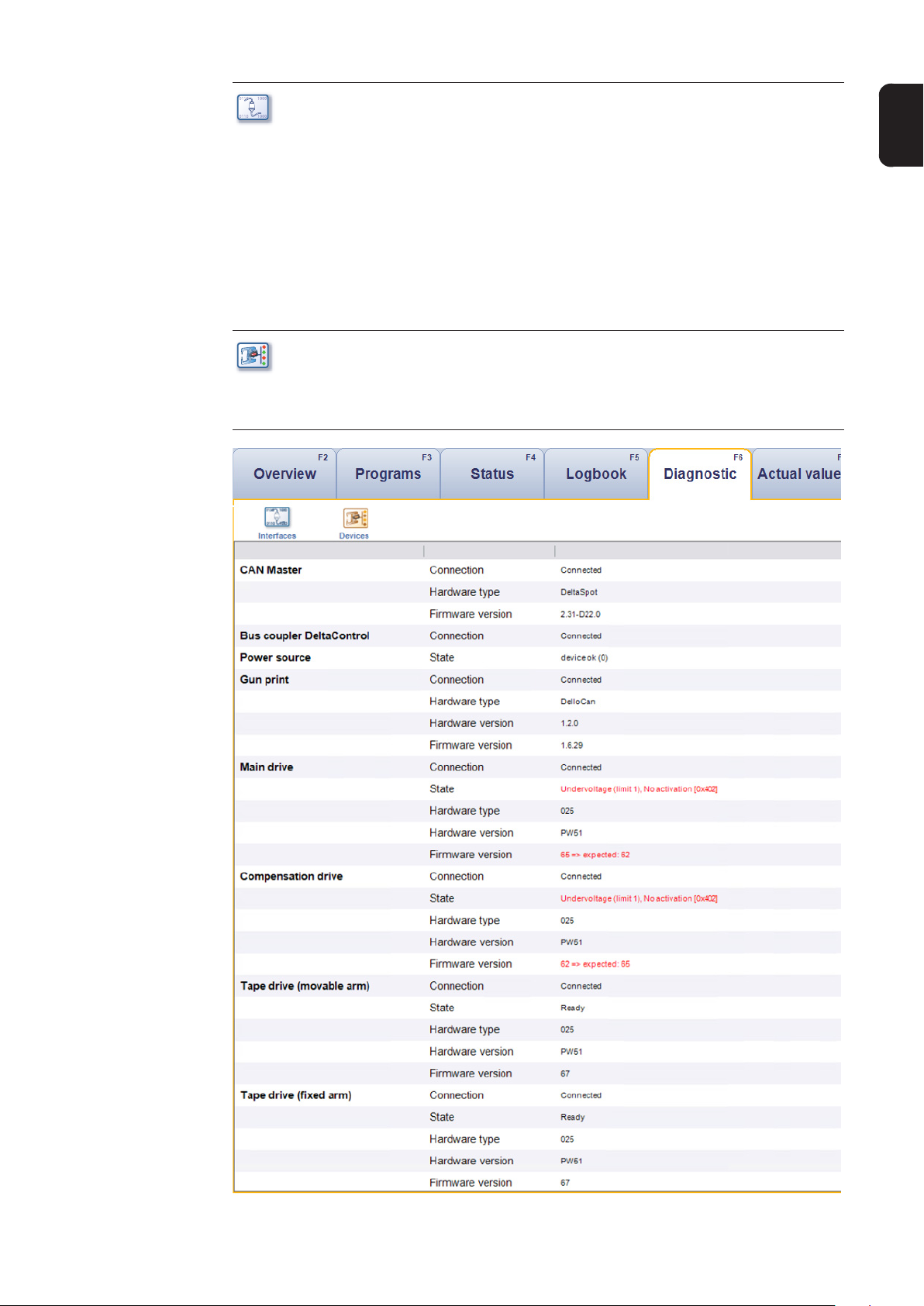
La hoja de trabajo de diagnóstico muestra los componentes disponibles en el sistema.
La hoja de trabajo de diagnóstico proporciona información sobre:
- Los estados actuales de los interfaces de las entradas y salidas
- El estado de conexión de los componentes bus
- Estado de equipo
- Estado de la fuente de potencia (solo es compatible con determinadas fuentes de corriente)
- Nodos (activos) de maestro y gestor de arranque
- Tipo de hardware, versión de hardware y versión de firmware
Si la versión es diferente, se muestran tanto la versión actual como la esperada.
- Advertencias emitidas por la fuente de potencia (power source warnings)
22
Interface de botón (Interfaces)
Después de la activación se realiza la indicación de los estados actuales de los
interfaces.
En la parte inferior de la ventana aparece una breve descripción de la señal
marcada
Interface automático:
Se muestran la denominación de interface, el tipo de interface y la longitud de
los datos de proceso. Si la longitud de los datos de proceso no está disponible,
se oculta el registro.
Interface manual:
Se muestran las entradas y salidas.
Botón componentes (Devices)
Después de la activación se indican el estado de conexión, así como los estados actuales de los componentes bus y del componente correspondiente. El
servicio de atención al cliente puede ayudar a eliminar el error en caso de errores que no puedan ser eliminados.
ES
Hoja de trabajo de diagnóstico - Componentes
23
Hoja de trabajo de
valores reales
(opción)
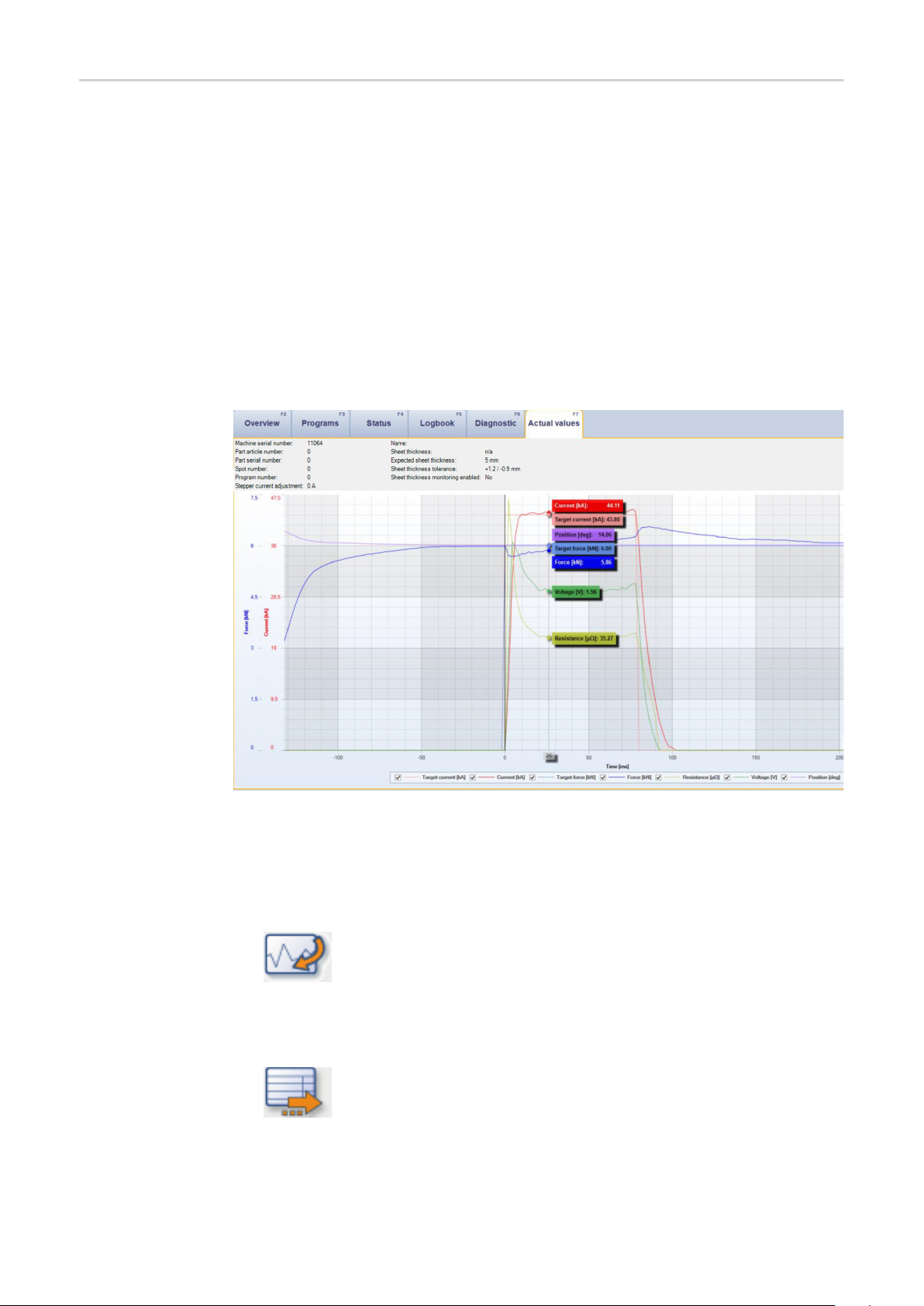
La hoja de trabajo muestra los siguientes datos en forma de gráfico:
- Actuales curvas de corriente y fuerza
- Tensión, resistencia y curva de posición de motor (en caso de estar disponible)
- Una línea con las curvas de corriente nominal y fuerza nominal
En barra que se encuentra encima del diagrama se visualizan los siguientes datos:
- Número de serie del equipo, número de artículo del componente, número de serie del
componente
- Número de punto, número de programa, valor de corrección del aumento periódico de
la corriente, nombre de programa
- Espesor de chapa determinado, espesor de chapa previsto, tolerancia ajustada, monitorización de espesores de chapa activada
Si se posiciona el puntero del ratón encima de unas de las curvas del diagrama, se muestran los valores.
Hoja de trabajo de valores reales
Zoom / Restablecer zoom
- Seleccionar una ventana de zoom con un clic del botón izquierdo del ratón
- Aplicar el zoom con un doble clic en el botón izquierdo del ratón, o alejar el zoom
(Zoom out) o con un clic
Exportar el diagrama
- Pulsar el botón "Exportación"
- Seleccionar el formato de exportación en la ventana que se abre:
PNG ... Imagen (gráfico de píxel)
XPS ... Gráfico de vector (las curvas aparecen nítidas al aplicar el zoom)
24
SpotWelding.Configurator
Generalidades En el SpotWelding.Configurator se pueden activar las opciones de hardware instaladas y
configurar el sistema de bus de campo utilizado.
Esta herramienta se encuentra en "Programme" -> "Fronius Product Group" -> "SpotWelding.Configurator" ("Programa" -> "Grupo de productos Fronius" -> "SpotWelding.Configurator"). Debe ejecutarse después de cada actualización de software, para comprobar y
activar la configuración.
SpotWelding.Configurator solo se puede iniciar si el usuario ha iniciado una sesión como
"Admin" y si el SpotWelding.Server ha terminado (y viceversa).
Los ajustes seleccionados en el SpotWelding.Configurator se siguen manteniendo después de actualizar el software. En la mayoría de los casos, debería ser suficiente con actualizar el software para poder abrir el SpotWelding.Configurator y accionar el botón
"Activate Configuration" (Activar configuración).
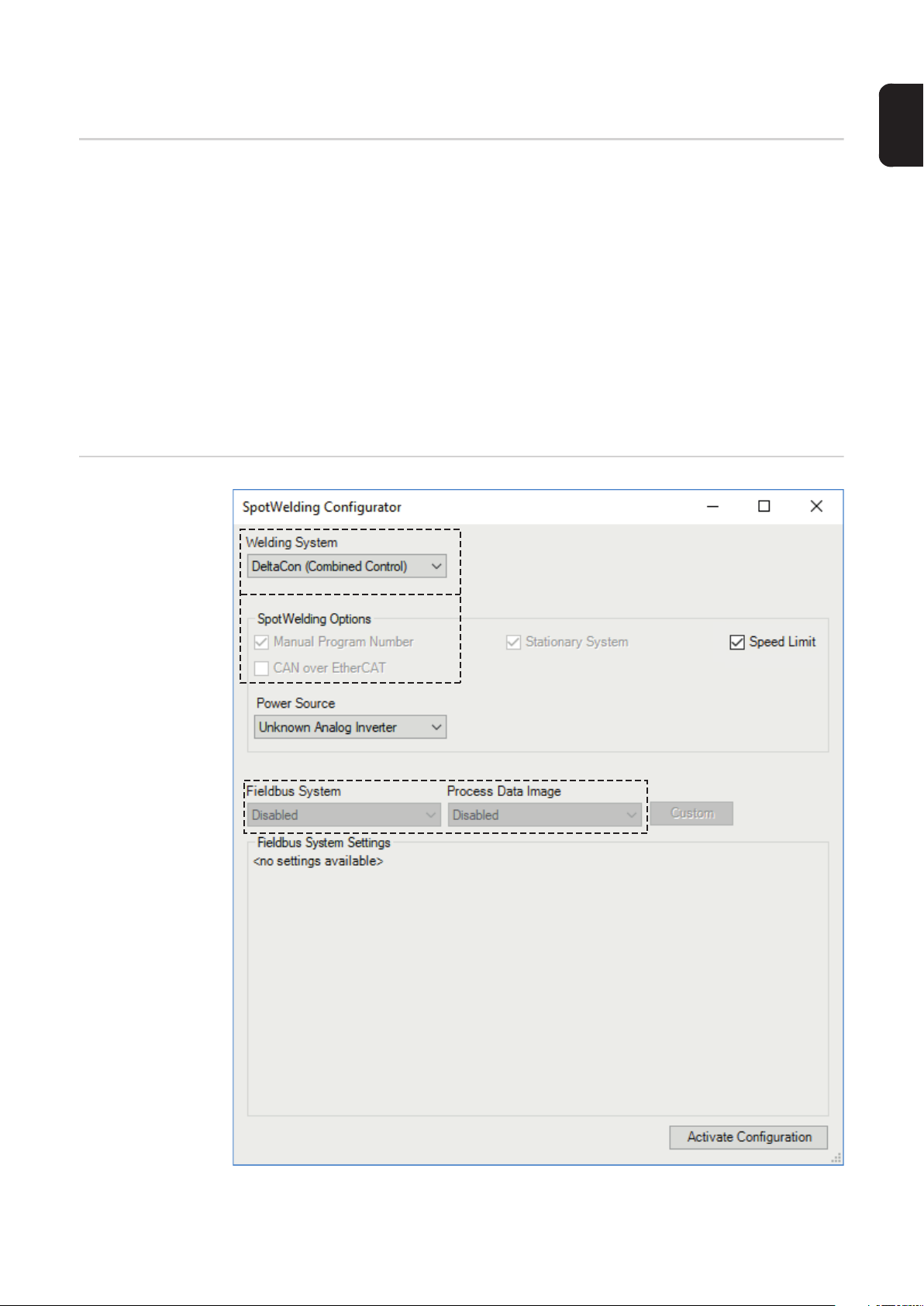
Sinopsis del SpotWelding.Configurator
ES
(8)
(6)
(5)
(1)
(2)
(3)
(4)
(7)
(9)
25

(1) Sistema de soldadura (Welding System)
Aquí se selecciona el sistema de soldadura
por ejemplo, DeltaSpot, DeltaCon, DeltaCon (Combined Control)
(2) Opciones SpotWelding (SpotWelding Options)
Aquí pueden activarse o desactivar las diferentes ampliaciones de entrada/
salida. Las ampliaciones deben estar ya instaladas en el SpotWelding Control.
(3) Opción instalación vertical (Stationary System)
Si la opción está seleccionada, se desactivan automáticamente los ajustes del bus
de campo.
(4) Máx. velocidad de cierre (Speed Limit)
Con esta opción seleccionada, la velocidad de cierre máxima de las pinzas en C
DeltaCon X450 y DeltaCon se limita a 2 m/min.
(5) Fuente de potencia (Power Source)
Aquí se debe ajustar la fuente de potencia utilizada
por ejemplo DeltaQ (=inversor Fronius), Hams+Wende Sinius, etc.
(6) Sistemas de bus de campo, longitud de los datos de proceso (Fieldbus Sys-
tem, Process Data Image)
Aquí pueden ajustarse el sistema de bus de campo utilizado y la correspondiente longitud de los datos de proceso.
(7) Custom
El botón "Custom" (Personalizado) permite habilitar una reproducción de los
datos de proceso según especificación del cliente.
(8) Ajustes del sistema de bus de campo (Fieldbus System Settings)
MAC-ID (específica del interface) (Mac Id)
Ajustar la MAC-ID (ver el apartado "Sistemas de bus").
Tasa de baudios (específica del interface) (tasa de baudios)
Ajustar la tasa de baudios (ver el apartado "Sistemas de bus").
(9) Activate Configuration
Con "Activate Configuration" se pueden activar y memorizar los ajustes.
Este proceso puede tardar algunos minutos. Posteriormente, el SpotWelding.Configurator finaliza automáticamente y el control de SpotWelding
(SpotWelding.Control) puede iniciarse.
26

DeltaQ, Harms & Wende Inverter
Generalidades El control admite el inversor DeltaQ de Fronius y el Sinius de Harms & Wende. Estos in-
versores se integran mediante EtherCAT.
Para utilizar EtherCAT es necesario preparar previamente una tarjeta de red según corresponda para los equipos DeltaSpot (ver el capítulo Preparar el interface de red en la página 78)
El tipo de fuente de corriente se debe seleccionar en el SpotWelding Configurator (ver el
capítulo Sinopsis del SpotWelding.Configurator en la página 25)
Para utilizar el inversor Sinius de Harms & Wende, primero es necesario llevar a cabo una
calibración (ver el capítulo Calibrar el inversor Sinius de Harms & Wende en la página
42).
ES
27

28

Manejo


Ajustes en la configuración del sistema
Generalidades En la configuración del sistema solo se muestran los parámetros relevantes para el corres-
pondiente sistema (DeltaSpot, DeltaCon, etc.) o los cabezales en cuestión.
Los parámetros del sistema para cabezales configurados se muestran adaptados, por
ejemplo:
en el caso de los cabezales configurados sin compensación, se ocultan todos los parámetros del sistema relacionados con la compensación.
ES
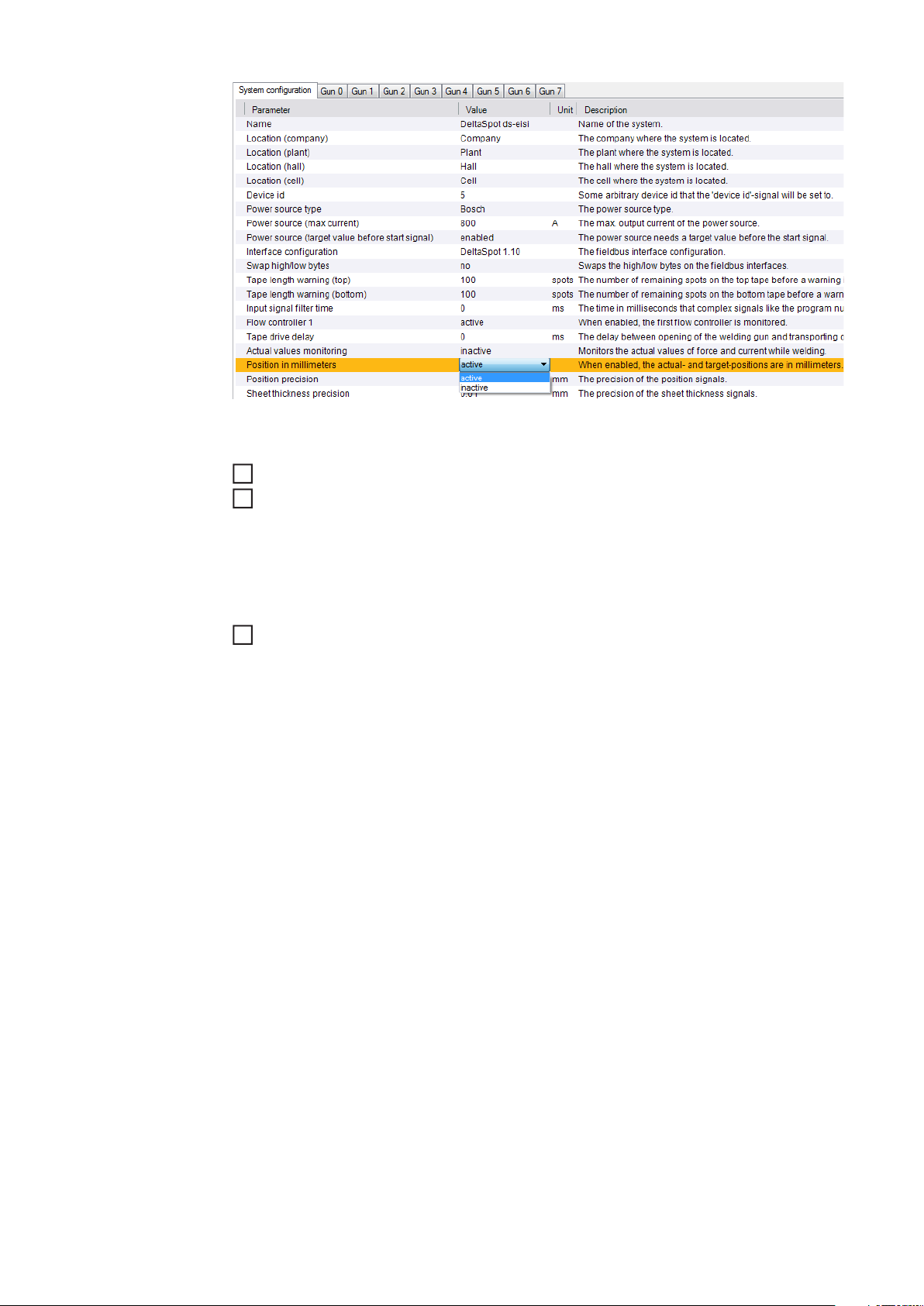
Ajustar la monitorización de valores reales
Para la monitorización de valores reales puede ajustarse cualquier valor. Se emite una advertencia si un parámetro de los cabezales de soldadura excede el límite ajustado en la
monitorización de valores reales.
Activar/desactivar la monitorización de valores reales:
Acceder a la configuración del sistema a través del menú de opciones
1
Ajustar el parámetro "Monitorización de valores reales" a "Inactivo" o "Activo".
2
31

Configuración del sistema: activar/desactivar la monitorización de valores reales
Ajustar los valores para la monitorización de valores reales:
Hacer doble clic en el programa deseado en la hoja de trabajo de programas.
3
Ajustar las tolerancias con la pestaña de monitorización de valores reales.
4
Ajustar la monitorización de valores reales
Invertir la secuencia de bytes en
los interfaces del
bus de campo
Existe la posibilidad de invertir la secuencia de bytes de los interfaces del bus de campo.
Invertir la secuencia de bytes en los interfaces del bus de campo:
Acceder a la configuración del sistema a través del menú de opciones
1
Ajustar el parámetro "Swap high/low bytes" a "yes".
2
Configuración del sistema: invertir la secuencia de bytes
32
Acumular temporalmente soldaduras
El control almacena cierto número de soldaduras / valores reales en un buffer anular.
De esta forma es posible realizar un número determinado de soldaduras sin pérdida de
datos, por ejemplo, en caso de que se produzca un fallo en el sistema de documentación.
Sistemas de documentación
"Docu directory"
Los datos CSV se guardan si se introduce un lugar de almacenamiento en el parámetro
"Docu directory" de la configuración del sistema.
WeldCube
En estos sistemas de documentación, el control puede monitorizar el estado de la documentación siempre y cuando se haya puesto el parámetro "Docu state monitoring" (Monitorización de estado de la documentación) en "active" (activo) en la configuración del
sistema.
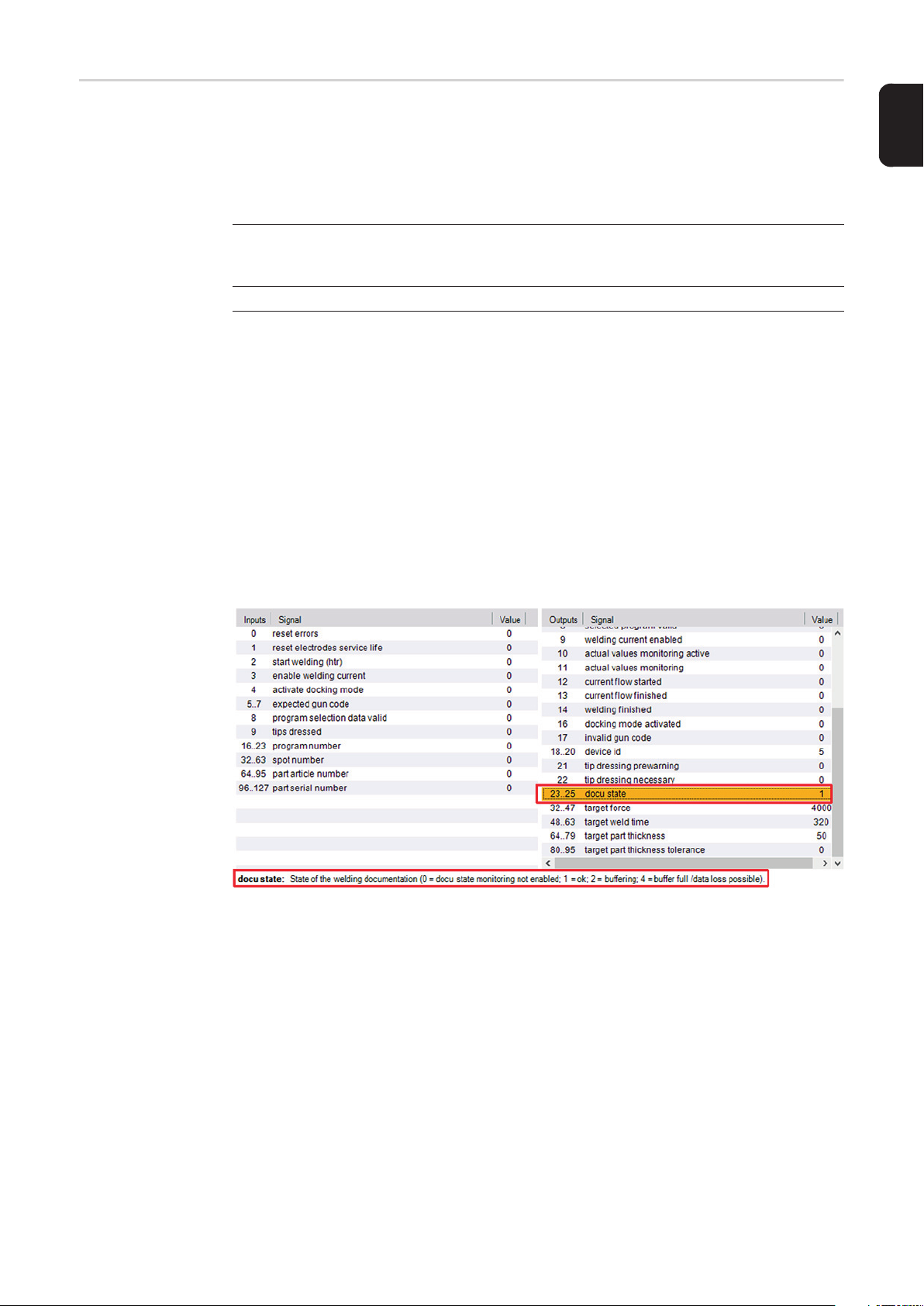
En caso de cualquier problema relacionado con la documentación de soldadura, en el Fronius.Xplorer se muestra la advertencia 2.0 "docu state buffering". Las soldaduras se acumulan temporalmente para poder puentear durante un cierto tiempo una avería.
En caso de una avería de mayor duración y memoria interna llena, se muestra la advertencia 2.1 "docu state buffer full". Si se realizan otras soldaduras, se borran las soldaduras
más antiguas de la memoria (=> buffer anular).
El estado de la monitorización de documentación también se puede consultar en el interface de robot mediante la señal "docu state":
ES
33
Inicio de soldadura de dos niveles
En la instalación vertical DeltaCon se puede utilizar un mando a distancia de pedal con
dos umbrales de conmutación.
Con el primer umbral de conmutación se cierra el cabezal (= avance). En el segundo umbral de conmutación se inicia el proceso de soldadura.
Gracias al inicio de soldadura de dos niveles es posible corregir un posicionamiento incorrecto del componente en caso necesario.
La fuerza de cierre del avance se adapta en la configuración del sistema. De esta forma,
el avance puede utilizarse también para el fresado manual de caperuzas.
Límites parametrizables para la
monitorización de
espesores de
chapa
Para el recalibrado de la monitorización de espesores de chapa se pueden ajustar el límite
de advertencia y el límite de error:
34
Calibrar los componentes de las pinzas de soldadura
Generalidades
ES
¡ADVERTENCIA!
Las máquinas de arranque automático pueden causar graves daños personales y
materiales.
► Adicionalmente al presente manual de instrucciones, se deben tener en cuenta las
normas de seguridad del fabricante del robot y del sistema de soldadura, así como el
manual de instrucciones de los cabezales de soldadura.
► Por su seguridad personal, debe estar seguro de que se han tomado todas las medi-
das de protección en la zona de trabajo del robot y de que las mismas están en funcionamiento mientras dura la estancia en esta zona.
¡PRECAUCIÓN!
Indicaciones incorrectas pueden provocar graves daños materiales.
► La configuración de los cabezales de soldadura sólo debe ser efectuada por personal
técnico formado. El fabricante declina toda responsabilidad por daños que se deban a
unos ajustes incorrectos.
¡IMPORTANTE!
Las modificaciones de configuración y calibraciones de los equipos DeltaSpot solo
deben realizarse en el modo manual.
¡IMPORTANTE!
Los cabezales de soldadura DeltaSpot están completamente calibrados en el momento de su suministro.
La calibración solo es necesaria después de sustituir componentes de hardware.
Los cabezales de soldadura DeltaCon están calibrados en el momento de su suministro
según la configuración.
Los siguientes componentes de los cabezales de soldadura pueden calibrarse con el control de cabezales:
- Límite de posición
- Sensor de fuerza
- Regulador de fuerza
- Posición de accionamiento principal
- Posición de accionamiento de compensación
- Compensación del espesor de chapa
- Monitorización del espesor de chapa
- Corriente
- Calibrar el inversor Sinius de Harms & Wende
- Calibración del sistema de medición
Las diferentes funciones de calibración pueden abrirse en el menú de opciones en "Calibración"
35
Calibrar el límite
de posición
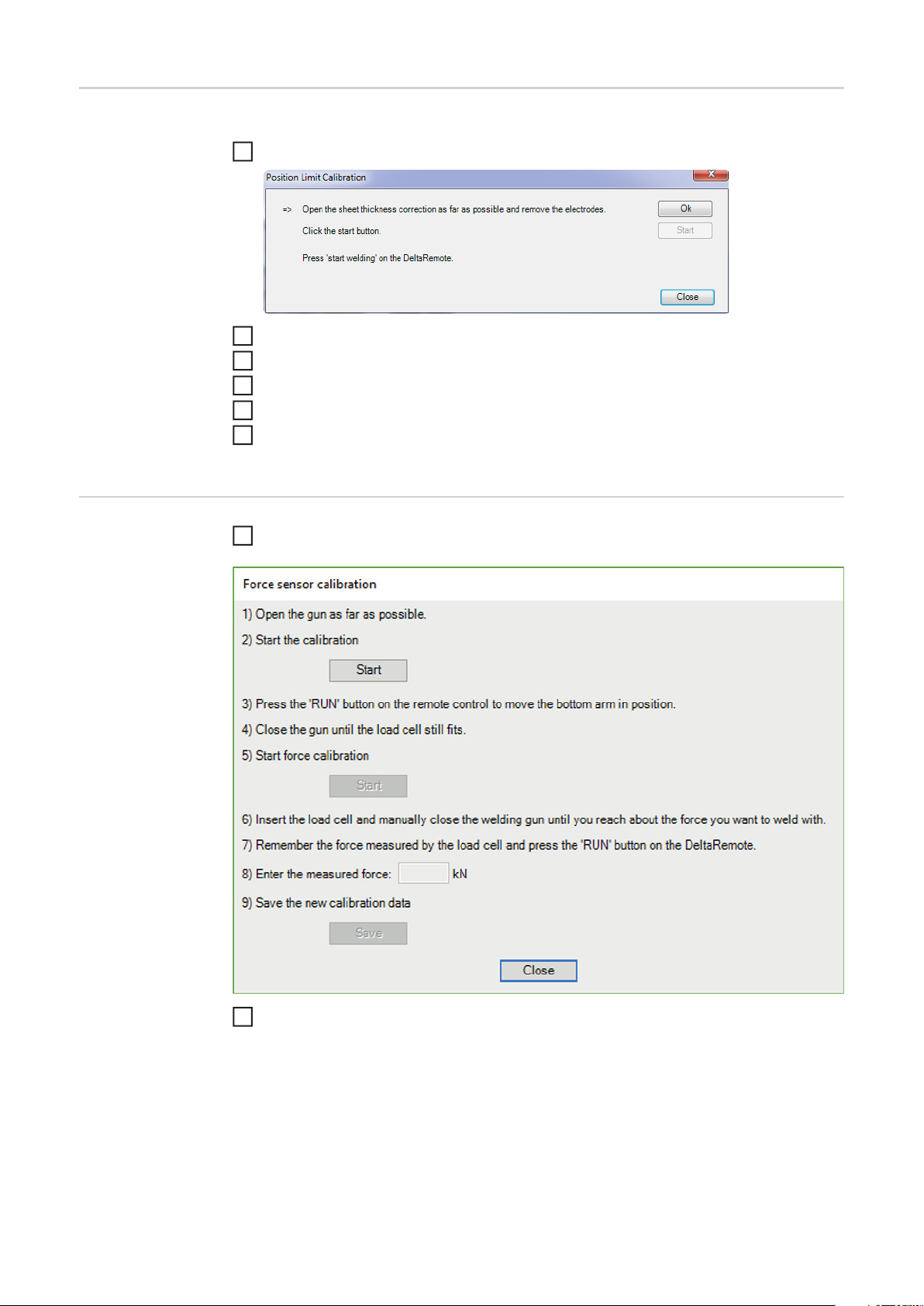
Calibrar el límite de posición (ángulo de abertura) de los cabezales de soldadura.
Acceder al menú de opciones Calibración Límite de posición
1
Abrir al máximo la corrección del espesor de chapa de los cabezales.
2
Retirar los electrodos
3
Hacer clic en "OK".
4
Hacer clic en "Start" (Iniciar).
5
Pulsar "start welding" (Iniciar la soldadura) en DeltaRemote.
6
Aparece un mensaje para indicar si la calibración ha tenido éxito o no.
Calibrar el sensor
de fuerza
Acceder al menú de opciones Calibración Sensor de fuerza
1
*
*
*
*
36
Seguir las instrucciones del programa
2
* Los pasos de trabajo solo se muestran para las instalaciones verticales con com-
pensación de la pinza.
Antes de realizar una calibración debe desplazarse la compensación a la posición
correcta.
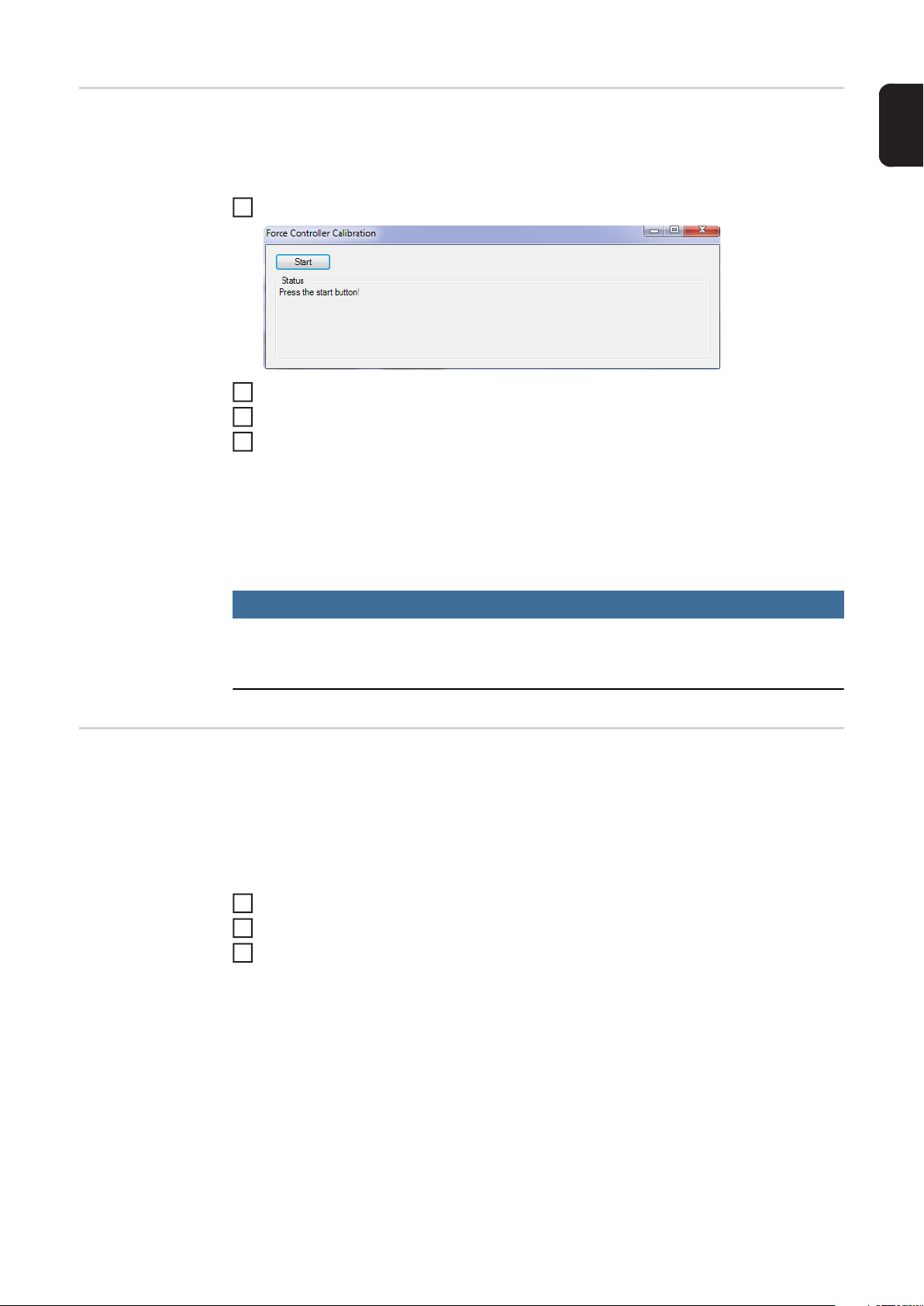
Calibrar el regulador de fuerza
El factor P repercute sobre el comportamiento de regulación del regulador de fuerza. Unos
factores P excesivamente elevados provocan una "oscilación" de la fuerza de apriete de
los electrodos. Unos factores P insuficientes conllevan una regulación lenta y una generación de fuerza que requiere tiempo.
Acceder al menú de opciones Calibración Regulador de fuerza
1
Hacer clic en "Start" (Iniciar).
2
Sujetar la chapa con los cabezales de soldadura.
3
Pulsar "Run" en el SpotWelding Control
4
Los cabezales de soldadura realizan la calibración. Las soldaduras de prueba se realizan sin corriente con diferentes factores P. Este proceso puede requerir algo más de
tiempo.
También se comprueba la zona de trabajo. Si esta no es adecuada, se muestran las
instrucciones correspondientes en la ventana de estado. Se requiere un ángulo de
trabajo de más de 12,5.
ES
Calibrar la posición de accionamiento principal
¡OBSERVACIÓN!
Al realizar una calibración del regulador de fuerza en una instalación vertical con
compensación de la pinza se activa automáticamente el modo de compensación
"Position" (Posición).
La posición del accionamiento principal debe calibrarse ya que para algunas funciones de
los cabezales es necesario acceder a la misma. Una vez realizada la calibración con éxito,
las distancias de electrodos se muestran en la hoja de trabajo de visión general y en los
interfaces del bus de campo y se transmiten.
Activar/desactivar la indicación de posición en milímetros y definir las precisiones:
Acceder a la configuración del sistema a través del menú de opciones
1
Ajustar el parámetro "Position in millimeters" a "inactive" o "active".
2
Determinar la precisión de la indicación con el parámetro "Position precision".
3
37
Configuración del sistema: activar/desactivar la indicación de posición en milímetros
Realizar una calibración de posición:
Acceder al menú de opciones Calibración Posición del accionamiento principal
1
Añadir varios puntos de datos en la ventana de calibración de posición. Por lo general,
2
cinco puntos son suficientes. Sólo se requieren más puntos en caso de grandes imprecisiones. Los puntos que ya han sido añadidos se muestran en rojo.
- Cerrar las pinzas, registrar un "0" en milímetros y hacer clic en "Añadir punto".
- Abrir las pinzas por completo, medir la distancia entre los electrodos, registrar en
milímetros y hacer clic en "Añadir punto".
- En medio deben añadirse tres puntos más (distribuidos de manera uniforme).
Finalizar la calibración de posición con un clic en "Guardar".
3
La posición actual se identifica con un punto verde.
En el campo "Posición interpolada en milímetros" se muestra la posición interpolada en
base a los puntos registrados. Esta indicación puede utilizarse a modo de control y debe
coincidir en toda la zona con la posición real. Si no es el caso, pueden añadirse otros puntos.
Borrar puntos
Si durante la calibración se introducen datos incorrectos, pueden volver a borrarse los
puntos incorrectos seleccionándolos en puntos de datos y haciendo clic en "Borrar puntos".
38
Hacer clic en "Borrar todos" para volver a comenzar la calibración.

Calibrar la posición de accionamiento principal
ES
Calibrar la posición de accionamiento de
compensación
Acceder al menú de opciones Calibración Posición de accionamiento de com-
1
pensación
Hacer clic en "Start" (Iniciar).
2
Registrar la distancia entre el punto de referencia y el electrodo en "Posición en milí-
3
metros".
Hacer clic en "Guardar posición" (los cabezales se desplazan automáticamente al si-
4
guiente punto).
Medir y registrar la distancia entre el punto de referencia y el electrodo
5
Repetir los puntos 4 y 5 para los demás puntos.
6
Ajustar el accionamiento de compensación de la calibración de posición
Compensación
del espesor de
chapa
El ajuste de la compensación del espesor de chapa se describe en el manual de instrucciones de las pinzas de soldadura en el capítulo "Ajustar la corrección del espesor de chapa".
39

Calibrar la monitorización del espesor de chapa
¡OBSERVACIÓN!
Esta sección solo describe la calibración manual.
En una aplicación de robot es necesario llevar a cabo por medio del control del robot o un
control de orden superior la calibración del espesor de chapa periódicamente a través del
interface con el control del robot.
Acceder al menú de opciones Calibración Calibración de la monitorización del
1
espesor de chapa
Introducir el espesor de chapa de 3 chapas diferentes
2
Hacer clic en "Start" (Iniciar).
3
Utilizando el mando a distancia, cortar las tres capas diferentes (sin corriente)
4
¡OBSERVACIÓN!
Tras la sustitución del electrodo es necesaria la recalibración de la monitorización
de espesores de chapa.
Al sustituir un electrodo se restablecen el contador de vida útil y los datos de calibración
de la monitorización de espesores de chapa.
¡OBSERVACIÓN!
Al calibrar la monitorización de espesores de chapa en una instalación vertical con
compensación de la pinza, el modo de compensación "Position" se activa automáticamente.
40

Calibrar la corriente
Calibración para determinar el factor de corrección de la fuente de corriente y de la conversión del valor real. Para fuentes de potencia en las que se transmiten de forma analógica los valores teóricos y reales. En caso de las fuentes digitales de potencia se oculta
este registro de menú.
En "Calibrar la corriente" solo se muestran los datos relevantes de los correspondientes
cabezales.
Acceder al menú de opciones Calibración Corriente
1
ES
Ejemplo: Calibrar la corriente para un equipo DeltaSpot
Introducir la corriente de calibración
2
Introducir la fuerza nominal
3
Hacer clic en "Start" (Iniciar).
4
Realizar la soldadura "con corriente"
5
Introducir y aceptar la corriente medida (= corriente que realmente haya fluido)
Los factores calculados se muestran y se registran automáticamente en la configuración
de cabezales después de la confirmación.
41

¡OBSERVACIÓN!
Al realizar una calibración de corriente en una instalación vertical con compensación de la pinza se activa automáticamente el modo de compensación "Position"
(Posición).
Calibrar el inversor Sinius de Harms & Wende
Acceder al menú de opciones Calibración Inversor Sinius de Harms & Wende
1
Seguir las instrucciones en el cuadro de diálogo
2
¡OBSERVACIÓN!
Al calibrar inversores Sinius de Harms & Wende en una instalación vertical con
compensación de la pinza, el modo de compensación "Position" se activa automáticamente.
42

Calibración del
sistema de medición
Acceder al menú de opciones Calibración Sistema de medición
1
ES
Introducir la corriente nominal
2
Introducir la fuerza nominal
3
Si es necesario, activar el avance de cinta para el brazo móvil y fijo
4
Hacer clic en "Start" (Iniciar).
5
Realizar 2 soldaduras con corriente
6
Introducir y aceptar la corriente medida (= corriente que realmente haya fluido)
Los factores calculados se muestran y se registran automáticamente en la configuración
de cabezales después de la confirmación.
¡OBSERVACIÓN!
Al calibrar el sistema de medición en una instalación vertical con compensación de
la pinza, el modo de compensación "Position" se activa automáticamente.
43

Crear la asignación de código de cabezales
Generalidades Hay diferentes geometrías de cabezales disponibles para los campos de aplicación más
diversos. Un control permite reproducir hasta 8 cabezales de soldadura DeltaSpot o DeltaCon.
Para poder utilizar varios cabezales de soldadura en un robot es necesario asignar un código inconfundible a cada uno de los cabezales de soldadura para identificarlos de aquí
en adelante y para cargar los parámetros correctos de los cabezales.
Desarrollo del
cambio de cabezales
Se conectan los cabezales de soldadura nuevos al robot.
1
El control no detecta los cabezales de soldadura y emite un mensaje de error:
En el Fronius Xplorer debe asignarse un código a los cabezales de soldadura a través
2
del menú de opciones "Crear asignación de código de cabezales"
Registrar el número y hacer clic en guardar (se puede asignar a los cabezales de sol-
3
dadura un número entre 0 y 7)
Los cabezales de soldadura tienen ahora asignado este código. Si se conectan o se
acoplan los mismos cabezales de soldadura u otros ya asignados, entonces se cargan los ajustes correspondientes de los cabezales en base al correspondiente código
de cabezales.
A través de la configuración del sistema pueden asignarse ajustes específicos a estos
cabezales de soldadura.
44

Abrir la configuración del sistema (menú de opciones "Configuración del sistema")
4
ES
Ajustar los valores y hacer clic en OK.
5
- La siguiente activación de los cabezales de soldadura se realiza a través de las
señales de robot descritas anteriormente.
45

Realizar una actualización de firmware
Realizar la actualización de firmware de los
reguladores de
motor
Realizar la actualización de firmware CAN
Hacer clic en "Firmware update" (Actualización de firmware) en el menú de opciones
1
Firmware update
Confirmar los siguientes diálogos con "OK"
2
- Se realiza el proceso de actualización. Puede durar algunos minutos. Durante el proceso de actualización no se deben ejecutar otras funciones.
Se debe terminar el servidor de SpotWelding antes de poder realizar la actualización de
firmware CAN. Antes de la actualización, la configuración se debe activar una vez con el
configurador.
Poner TwinCat en "Config-Mode" (Modo de configuración)
1
46
Abrir el gestor del sistema
2
Cargar la configuración actual
3

En "I/O-Devices" (Dispositivos E/S) hacer clic en DeltaSpot y seleccionar la pestaña
4
"FC51xx"
Hacer clic en "Firmware Update" (Actualización de firmware)
5
ES
Seleccionar el archivo de actualización ya hacer clic en "Open" (Abrir)
6
Cambiar TwinCat al "Run-Mode" (Modo de ejecución) después de la actualización
7
47

Prestar atención al símbolo verde de TwinCat en la barra de tareas. El símbolo no debe
estar azul ni rojo/amarillo.
48
Crear la función de aumento periódico de la corriente
Generalidades
ES
¡PRECAUCIÓN!
Indicaciones incorrectas pueden provocar graves daños materiales.
► La configuración de los cabezales de soldadura sólo debe ser efectuada por personal
técnico formado. El fabricante declina toda responsabilidad por daños que se deban a
unos ajustes incorrectos.
La función de aumento periódico de la corriente permite incrementar la vida útil del electrodo a través de la compensación del desgaste del electrodo. La corriente de soldadura
aumentará o disminuirá en función del número de puntos soldados.
Para la función de aumento periódico de la corriente se utiliza un contador de puntos interno que se reseteará automáticamente según el contador de vida útil del electrodo se
ponga a 0.
El estado actual del contador y la adaptación de corriente de la última soldadura pueden
leerse en la página de resumen.
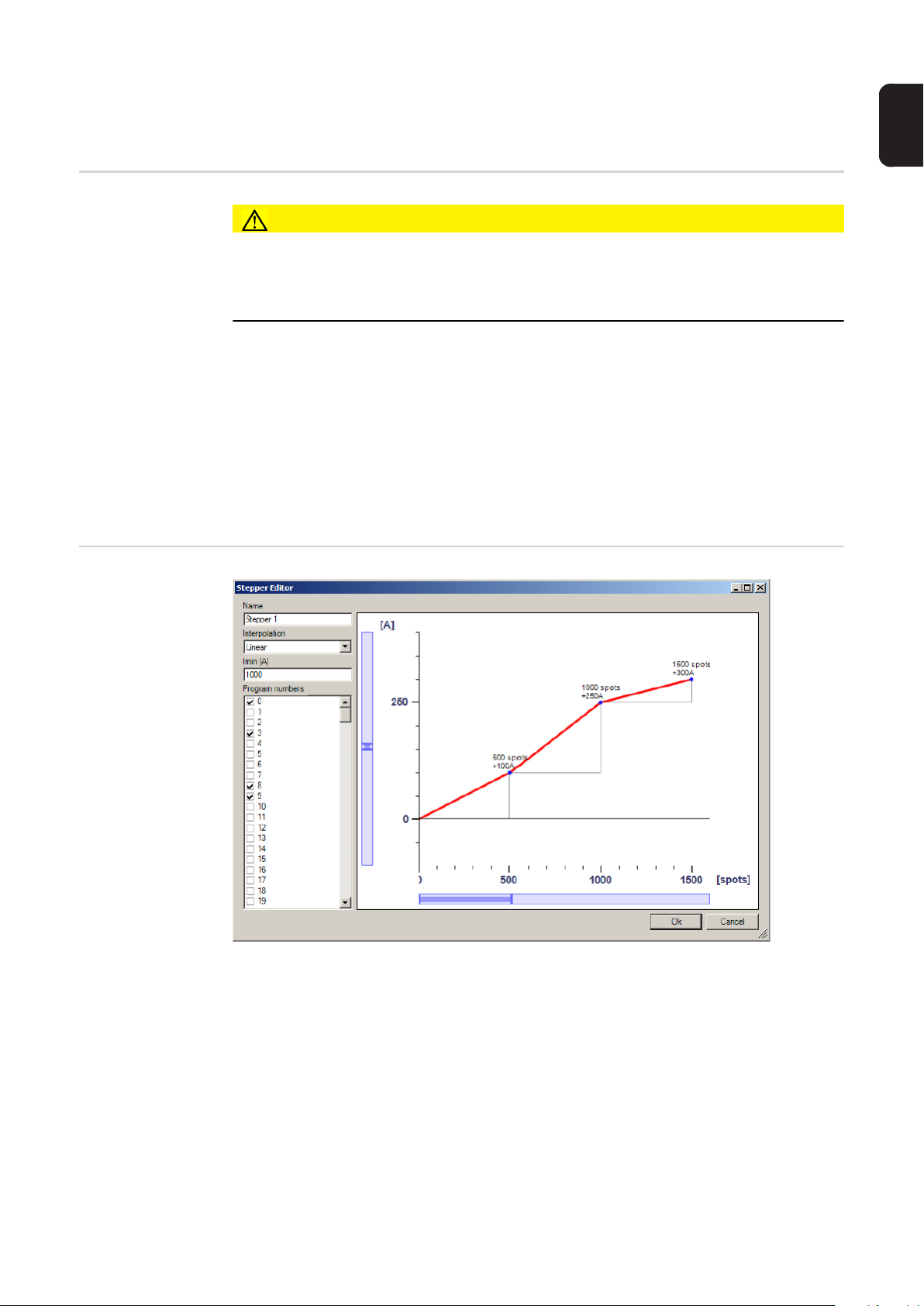
Editor del aumento periódico de la
corriente
Ejemplo de configuración del aumento periódico de la corriente
Name:
Se le puede asignar un nombre cualquiera a la configuración del aumento periódico de la
corriente.
Interpolation:
Se puede elegir entre dos tipos de interpolación, "none" y "linear".
En "none" no se interpolariza la corriente entre los puntos. Se genera una especie de escalera (en el pantallazo, la línea fina).
En el tipo de interpolación "linear" se interpola linealmente la corriente entre los puntos (en
el pantallazo, la línea gruesa). Por tanto, no hay cambios de corriente inesperados.
49
Imin [A]:
Si en el programa de soldadura hay un valor de corriente por debajo de Imin, no se verá
influenciado por la función de aumento periódico de la corriente. En la mayoría de los casos el valor razonable para Imin es 1000 A.
Program numbers:
Aquí se seleccionan todos los números del programa que deben repercutir sobre el aumento periódico de la corriente. Un número del programa solo puede estar asignado a un
aumento periódico de la corriente.
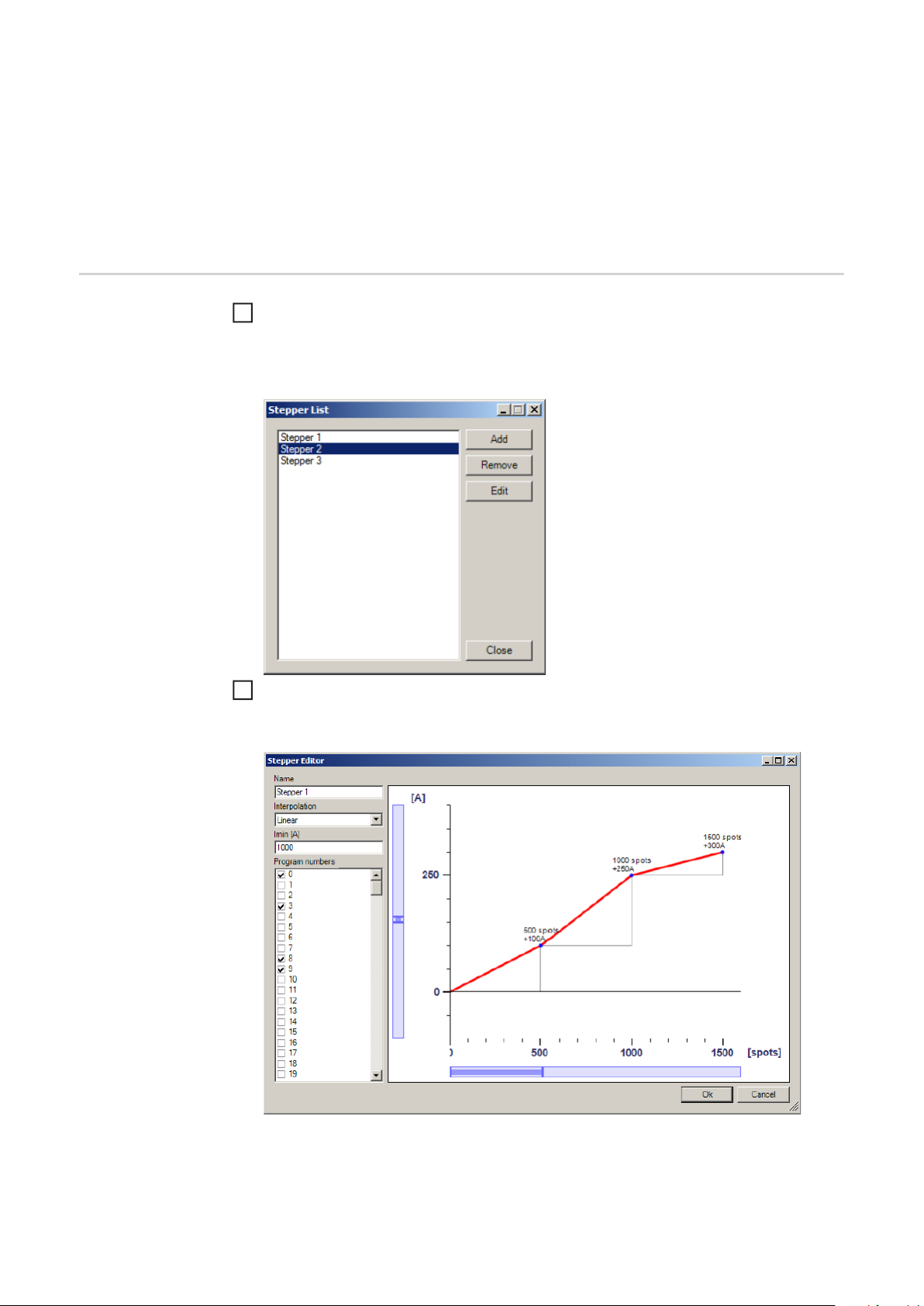
Crear la función
de aumento periódico de la corriente
Acceder al menú de opciones Función de aumento periódico de la corriente
1
Se muestran todas las configuraciones existentes para el aumento periódico de la corriente y pueden editarse, borrarse o completarse.
Haciendo clic en "Add" puede ajustarse una nueva función de aumento periódico de
2
la corriente
Se abre el editor del aumento periódico de la corriente
50
Instalación vertical con compensación de la pinza:
Preparar soporte
Instalación vertical con compensación de la
pinza: Preparar
soporte
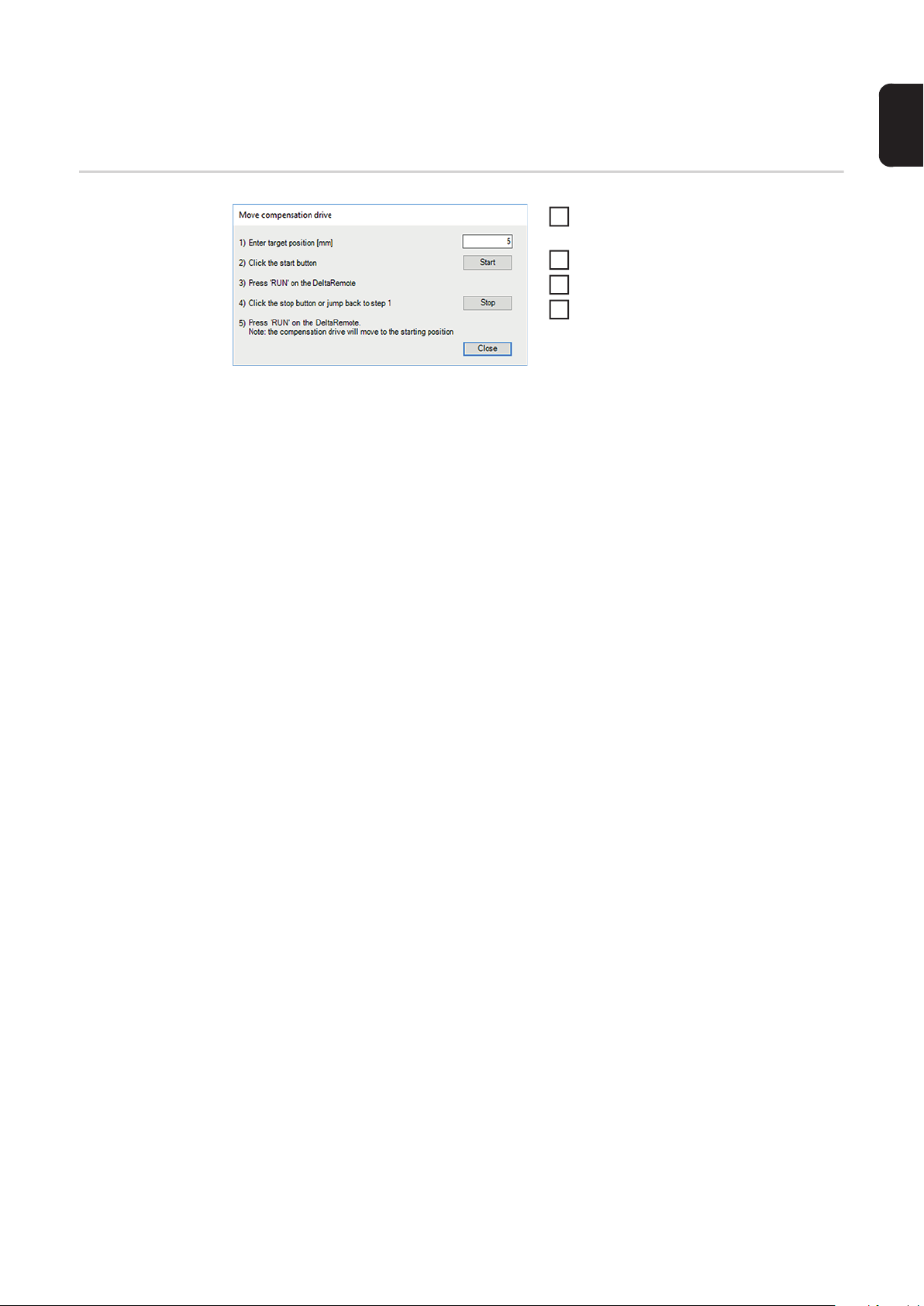
Preparar soporte
Con ayuda de esta función, la compensación de la pinza puede desplazarse a una posición determinada para preparar con exactitud el soporte.
Acceder al menú de opciones "Mo-
1
ve compensation drive"
Introducir posición de destino en [mm]
2
Hacer clic en "Start" (Iniciar).
3
Seguir las instrucciones del programa
4
ES
51
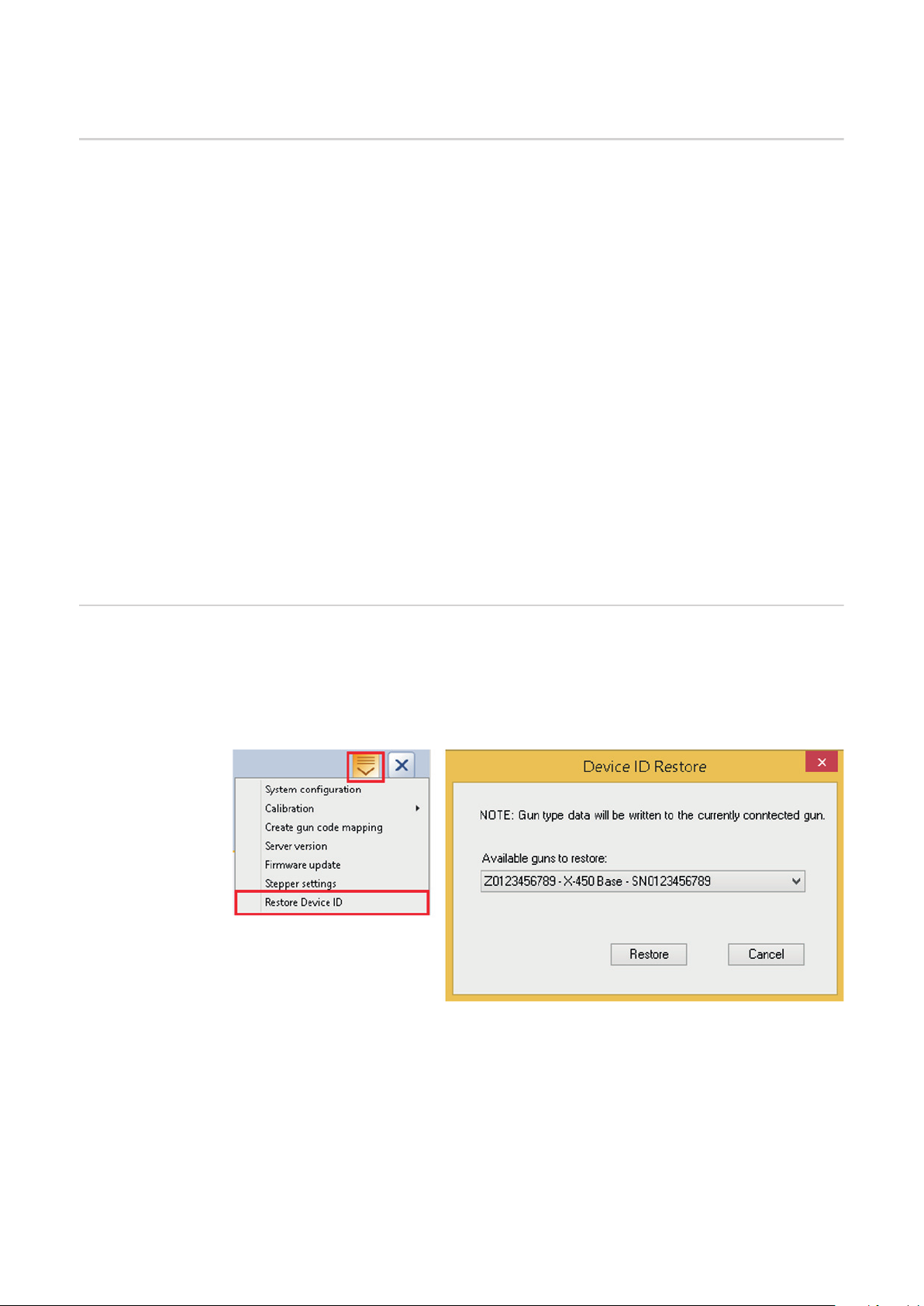
Restore Device ID (Restablecer la ID de dispositivo)
Memorización de
los datos del tipo
de cabezales en
la memoria ID del
dispositivo
Los datos del tipo de cabezales se cargan durante la puesta en servicio en la producción
en la memoria del ID del dispositivo.
Si el control detecta los datos del tipo de cabezales en la memoria del ID del dispositivo,
se guardan los mismos durante el primer acoplamiento en una memoria intermedia. Entonces no es necesario volver a cargar los datos del tipo de cabezales durante un nuevo
acoplamiento.
Todos los datos del tipo de cabezales tienen una ID inequívoca.
Si cambian los datos del tipo de cabezales, se genera también una nueva ID con una herramienta propia.
Si por algún motivo los datos leídos no fueran válidos o no fueran compatibles, se establece un error "invalide gun type data" (3.19).
Si se producen errores durante la lectura o escritura, se establecen los correspondientes
errores (2.24, 3.18).
Si todavía no se han almacenado datos de cabezales en la memoria, se emite un error
(2.26).
Si una memoria de ID de dispositivo alguna vez sufre un defecto, se puede montar una
nueva memoria de ID de dispositivo en los cabezales.
Restore Device ID
(Restablecer la ID
de dispositivo)
Si el sistema detecta una memoria de ID de dispositivo vacía, el Fronius Xplorer ofrece en
el menú de opciones la función "Restore Device ID".
La función "Restore Device ID" permite volver a escribir los datos del tipo de cabezales
disponibles desde la memoria intermedia a la memoria de ID de dispositivo.
(1) (2) (3)
(4)
(1) Número de cabezales (2) Tipo de base (3) Número de serie (4) Tecla de restaurar
52
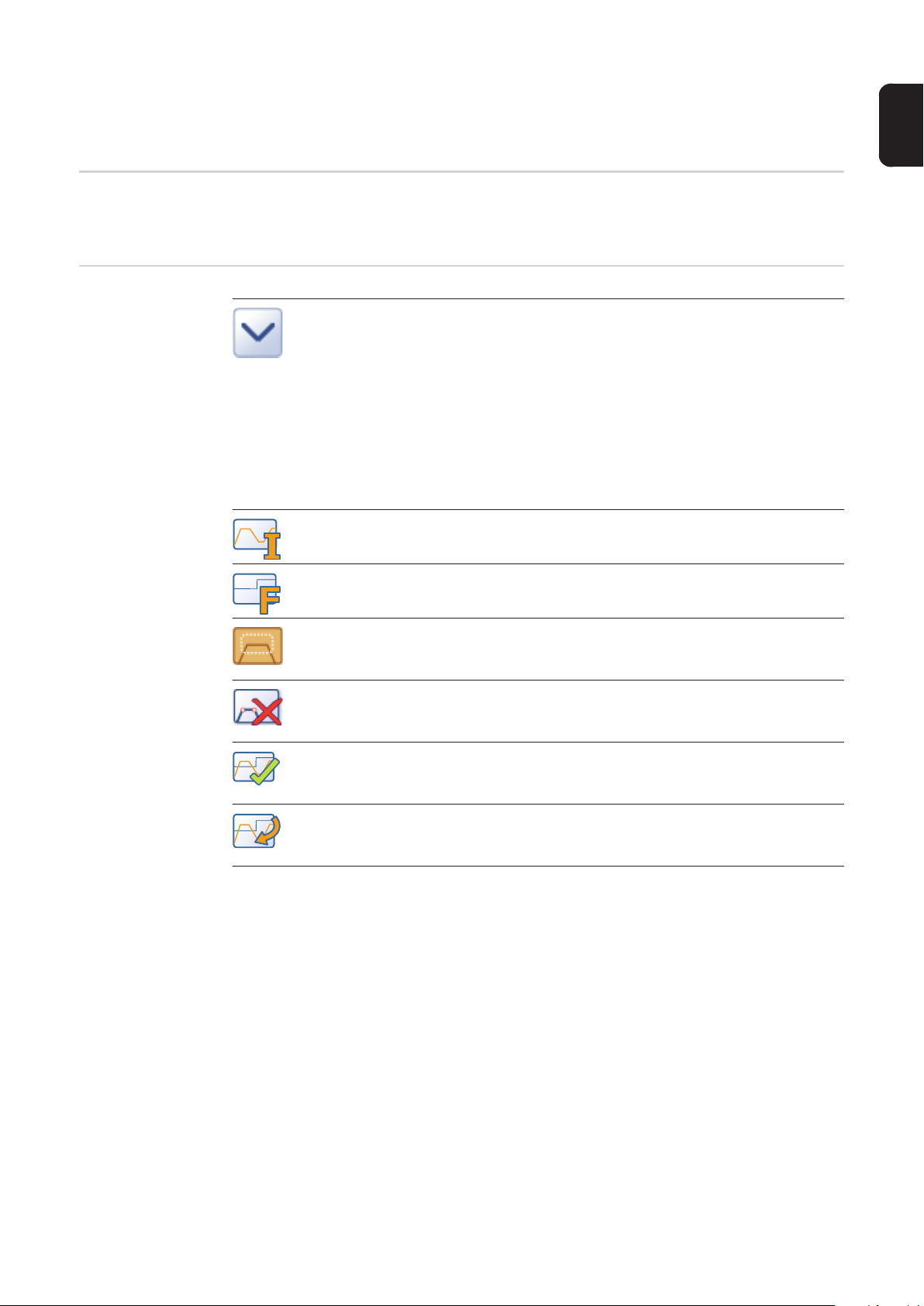
Crear parámetros de soldadura con el editor de programas
Abrir el editor de
programas
Símbolos utilizados en el editor
de programas
ES
Abrir el editor de programas seleccionando el perfil deseado y haciendo clic con el ratón
en el botón para crear/editar un perfil. Acceso rápido: doble clic en perfil
Botón de opciones
Pueden ajustarse las siguientes opciones:
- Retenedor (normal / fino): para crear la curva de corriente y fuerza puede
ajustarse una retícula normal o fina en el diagrama (únicamente se refiere
al eje de tiempo).
- Retención "Snap": si la función "Snap" (función de retención) está activada,
se orientan los nuevos puntos en el diagrama automáticamente con respecto a los puntos existentes
- Comprobar el perfil...: El programa no puede comprobarse. Una vez seleccionado el transformador utilizado se mostrará el tiempo que se debe esperar entre una soldadura y otra para no dañar los diodos del transformador
Botón "Perfil de corriente"
Para la creación de la curva de corriente durante la soldadura.
Botón "Curva de par característica"
Para crear la curva de corriente durante la soldadura.
Botón "Select"
Haciendo clic en el botón "Select" se puede abrir una ventana sin la tecla "Shift"
(p. ej. con un panel táctil).
Botón "Delete"
Haciendo clic en el botón "Delete" se pueden borrar puntos seleccionados sin
tecla de suprimir (p. ej. con un panel táctil).
Guardar ajustes
Guardar los ajustes de parámetros ajustados.
Abreviatura de tecla: Tecla "Enter"
Resetear ajustes
Se resetean todas las modificaciones que se han efectuado desde el último proceso de guardado.
53
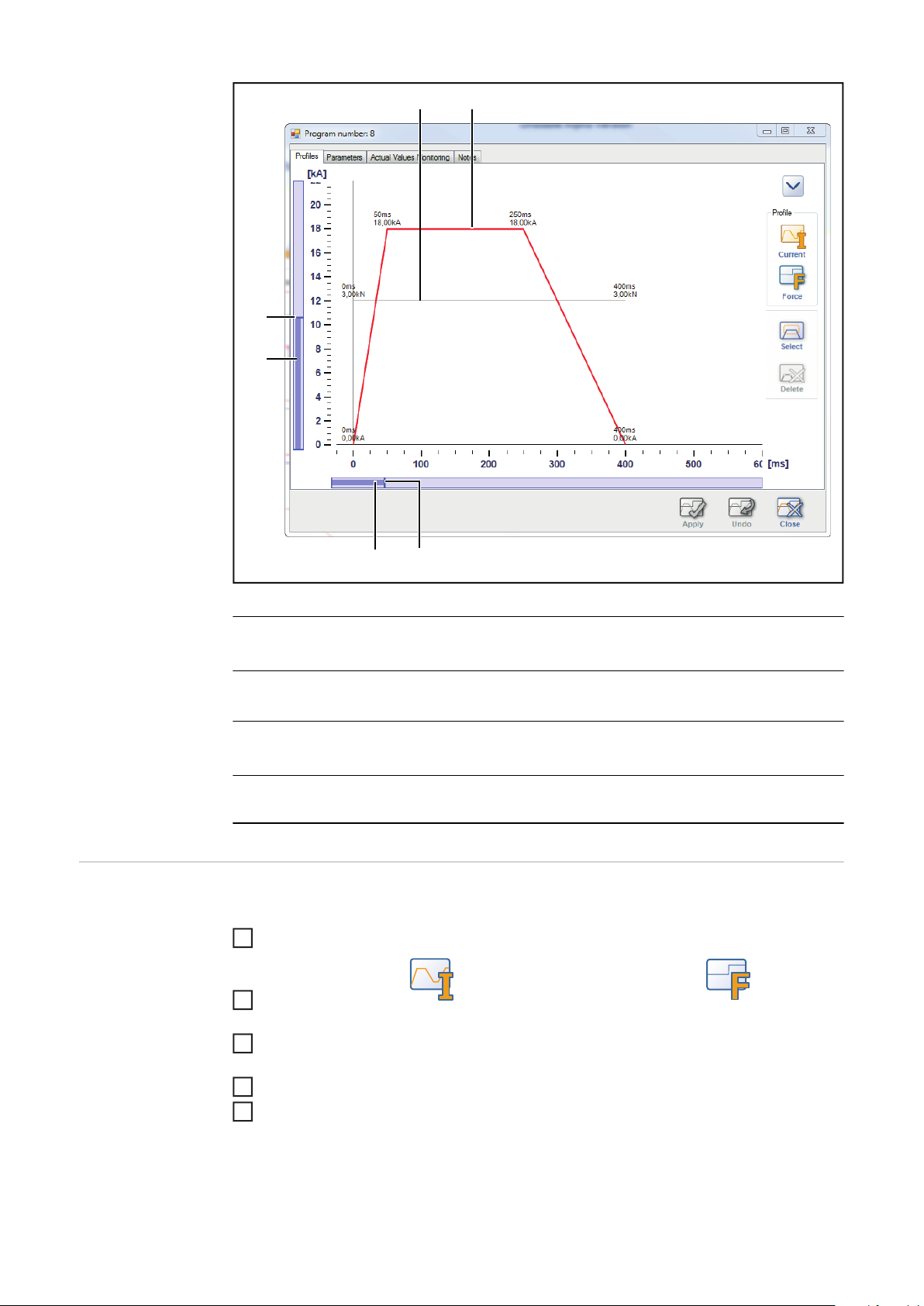
(2)
(1)
(3)
(4)
Crear un perfil de
corriente/perfil de
fuerza
(1)
(2)
Editor de programas
(1) Barra de desplazamiento
para desplazar la zona visible.
(2) Función de zoom
Para ampliar y reducir la vista de la pantalla.
(3) Curva de par característica (azul)
Para controlar la curva de fuerza durante el proceso de soldadura.
(4) Perfil de corriente (rojo)
Para controlar la curva de corriente durante el proceso de soldadura.
Crear un perfil de corriente o un perfil de fuerza:
Abrir el editor de programas
1
Seleccionar el botón I para el perfil de corriente / el botón F para el perfil
2
de fuerza
Seleccionar el primer punto dentro de la superficie del diagrama haciendo clic con el
3
ratón y arrastrar este punto a la posición deseada
Soltar el botón del ratón para fijar el primer punto
4
Crear un nuevo punto volviendo a hacer clic con el ratón y arrastrarlo a la posición
5
deseada
54

¡IMPORTANTE!
Editar un perfil de
corriente/perfil de
fuerza
Al crear nuevos puntos en el diagrama, en el nivel del punto previamente seleccionado se integra un retenedor de objetos con un tamaño de 0,3 kN o 0,3 kA.
Esta función facilita la creación de un parámetro de soldadura uniforma y puede desactivarse en "Opciones", según las necesidades.
Añadir otros puntos según la descripción anterior
6
Guardar los ajustes
7
Editar un perfil de corriente o un perfil de fuerza:
Abrir el editor de programas
1
Seleccionar el botón I para perfil de corriente o el botón F para perfil de fuerza
2
Seleccionar los puntos deseados haciendo clic con el ratón
3
¡IMPORTANTE!
Para seleccionar varios puntos al mismo tiempo:
ES
► Mantener pulsada la tecla de conmutación.
► Trazar un campo de selección por encima de los puntos deseados con el botón iz-
quierdo del ratón pulsado.
► Prestar atención a que el punto de inicio no se encuentre en la selección.
Desplazar los puntos seleccionados o pulsar la tecla de suprimir para borrar el punto
4
del perfil.
¡IMPORTANTE!
Después de desplazar los puntos, se pueden restaurar en cualquier momento los
valores ajustados inicialmente pulsando la tecla de reposición.
Guardar los ajustes
5
55
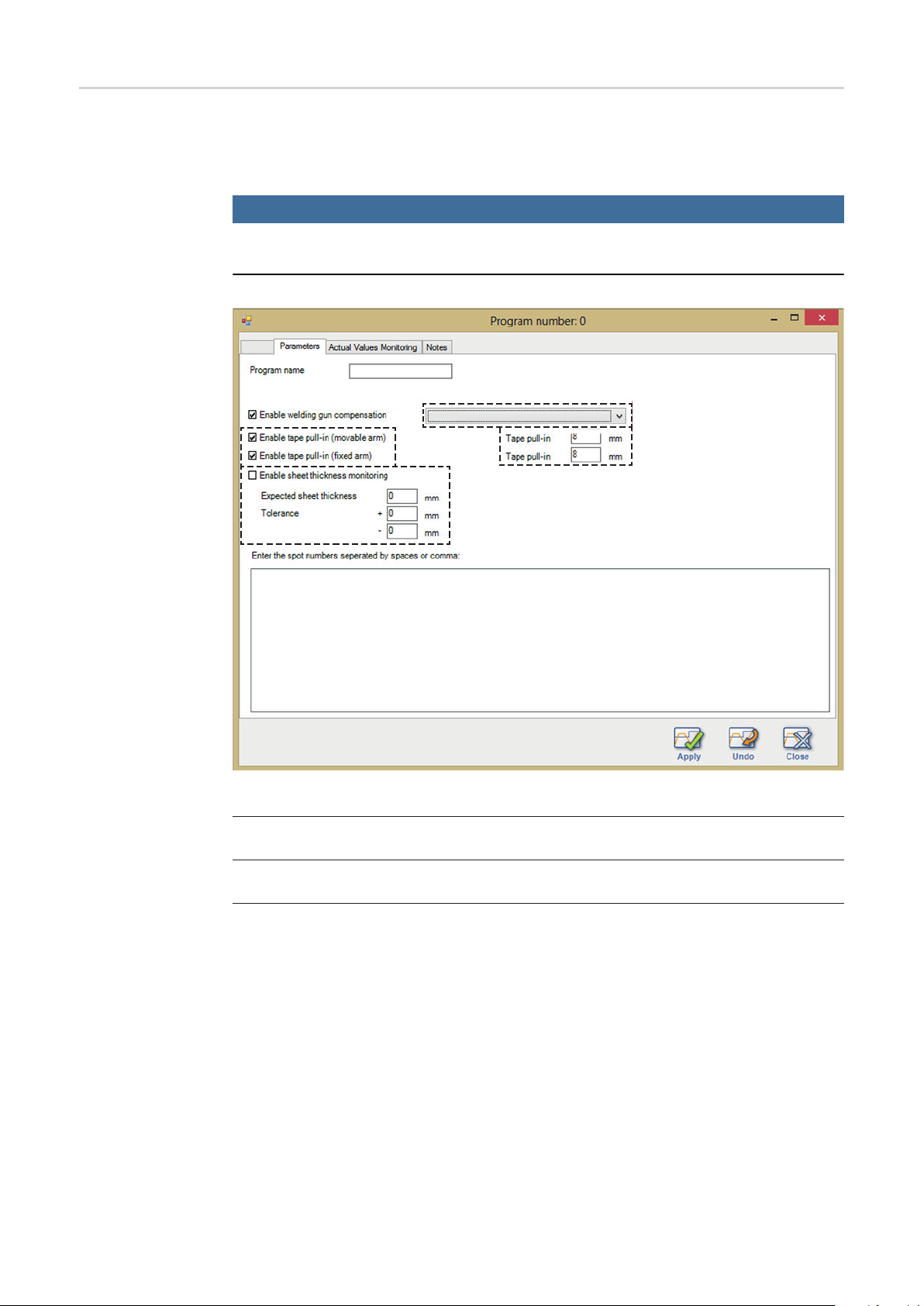
Editor de programas - Parámetros
La pestaña "Parameter" en el editor de programas sirve para definir los parámetros de programa durante el proceso de soldadura. Adicionalmente existe la posibilidad de introducir
un nombre del programa y los números de punto.
¡OBSERVACIÓN!
Para la creación de programas de soldadura se requiere una versión de Fronius
Xplorer de al menos 2.2 o superior.
Process
(1)
Position (synchronous mode)
(2)
(3)
(4)
(6)
(7)
Editor de programas - Parámetros
(1) Nombre del programa
Para definir un nombre del programa.
(2) Activar compensación de la pinza
Para encender y apagar la compensación de la pinza.
(5)
56
(3) Modos de compensación de la pinza
Para definir el modo de compensación de la pinza
- Posición
- Posición (synchronous mode)
- Compensación de peso v2 - Weight compensation v2
- Compensación de peso v2 (modo sincronizado) - Weight compensation v2
(synchronous mode)
Posición (para instalaciones verticales con compensación de la pinza)
Primero, el accionamiento de compensación se desplaza a una posición predefinida, y después se cierra el cabezal.
La distancia que recorre la compensación de la pinza en el modo de compensación "Position" se ajusta mediante el parámetro "Posición de destino del accionamiento de compensación en el modo manual (Compensation drive target position
in manual mode)" en la configuración del sistema.
Posición (Synchron Modus) (Position (synchronous mode))
La compensación se acerca al componente antes de la soldadura mediante una
especificación de robot (ver la señal "Trayecto de desplazamiento compensación"). Debido a la reducida distancia entre el electrodo y la pieza de trabajo durante el cierre de los cabezales, se reduce la carga sobre la pieza de trabajo. La
precisión de la posición predeterminada por el robot se ajusta con el parámetro
"Compensation drive position precision" (Precisión de posición del accionamiento
de compensación). El valor ajustado debe coincidir con la especificación del valor
nominal del robot.
ES
Compensación de peso / Compensación de peso v2 (Weight compensation /
Weight compensation v2) - Según versión
Distancia recomendada al componente: 10 mm
Mínimo absoluto: > 8 mm
Las distancias superiores a 10 mm no suponen ningún problema.
Compensación de peso (modo sincronizado) / Compensación de peso v2
(modo sincronizado) - Weight compensation (synchronous mode) / Weight com-
pensation v2 (synchronous mode) - Según versión
Modo para la optimización del tiempo de ciclo
El accionamiento principal y el accionamiento de compensación se arrancan al
mismo tiempo.
El modo sincronizado se puede utilizar si el accionamiento principal no entra en
contacto demasiado rápido con el componente. El accionamiento principal no
debe deformar el componente en el sentido del brazo fijo. ¡Comprobación visual!
¡IMPORTANTE! En todos los modos de operación, en caso del brazo fijo, la distancia entre el electrodo y el componente debe ser de 10 mm para garantizar un
servicio correcto de la compensación de peso. El electrodo debe encontrarse a 90°
con respecto al componente para que el apoyo de la superficie de contacto sea
correcto.
(4) Activar avance de cinta brazo fijo/móvil
Para encender y apagar el avance de la cinta de proceso.
(5) Avance de cinta
Para definir el avance de la cinta de proceso en mm.
(6) Activar monitorización del espesor de chapa
Para encender y apagar la monitorización del espesor de chapa.
(7) Números de punto (separados por una coma o espacios en blanco):
Para registrar los números de punto.
57

Editor de programas - Monitorización de valores
reales
En la pestaña "Monitorización de valores reales" pueden ajustarse las tolerancias para las
desviaciones de corriente, fuerza y tiempo. La monitorización de valores reales puede activarse/desactivarse en la configuración del sistema (ver el capítulo " Ajustar la monitorización de valores reales" en el apartado "Ajustes en la configuración del sistema")
Editor de programas - Notas
En "Notas" se pueden apuntar la combinación de materiales, y la cinta de proceso y el
electrodo utilizados. Adicionalmente existe la posibilidad de introducir información más detallada. Estas indicaciones son solo para fines de documentación y no influyen sobre el
proceso de soldadura.
Process
Ajustar la monitorización del espesor de chapa
58
Editor de programas - Notas
Si la monitorización del espesor de chapa está activada, se determina el espesor de chapa
durante la generación de fuerza (con una fuerza de 2 kN). En caso de exceder las tolerancias, se interrumpe la soldadura con el error "1.13 sheet thickness out of range" (Espesor
de chapa fuera de rango).
Para que el control pueda determinar un espesor de chapa, previamente es necesario
"aprender" diferentes espesores de chapa. Se deben registrar al menos 3 espesores de
chapa diferentes (lo ideal: espesor de chapa a soldar, espesor de chapa a soldar - 1 mm
y espesor de chapa a soldar + 1 mm).
El espesor de chapa puede registrarse a través del interface de robot o el Fronius Xplorer.
El desarrollo exacto se describe en el capítulo siguiente "Registrar los espesores de chapa".
Activar/desactivar la monitorización del espesor de chapa:
Hacer doble clic en el programa deseado en la hoja de trabajo "Programas".
1

Abrir la pestaña "Parámetro" en el editor de programas.
2
Activar o desactivar la monitorización del espesor de chapa con el campo "Activar mo-
3
nitorización del espesor de chapa".
Process
(1)
Position (synchronous mode)
(2)
(3)
ES
(4)
(5)
(6)
(7)
Editor de programas: parámetro para activar/desactivar la monitorización del espesor de chapa
Ajustar los valores para la monitorización del espesor de chapa:
En el editor de programas, en parámetros, debe ajustarse el "Espesor de chapa es-
4
perado [mm]" y la "Tolerancia +/- [mm]" para la monitorización del espesor de chapa.
Registrar los espesores de chapa
Para poder activar la monitorización del espesor de chapa, deben registrarse previamente
al menos 3 espesores de chapa diferentes.
Se debe tener en cuenta que de vez en cuando es necesario "volver a aprender" los espesores de chapa (desgaste de los electrodos, etc.). En caso de unas tolerancias de +/0,1 mm en la monitorización del espesor de chapa, se requiere este nuevo aprendizaje
aproximadamente cada 500 puntos. Por lo tanto resulta razonable realizar la calibración
de forma automatizada sobre unas chapas de referencia fijamente montadas.
Desarrollo de programa "Registrar los espesores de chapa"
Inicio de la calibración del espesor de chapa:
Ajustar "reset sheet thickness calibration" = 0
Esperar 100 ms
Ajustar "reset sheet thickness calibration" = 1
Esperar a "sheet thickness calibration reset" = 1
Ajustar "reset sheet thickness calibration" = 0
"Enseñar" diferentes espesores de chapa al sistema:
Insertar una chapa de 1 mm
Inicio de la soldadura (sin corriente)
59

Desarrollo de programa "Registrar los espesores de chapa"
Ajustar "sheet thickness" a 100
Ajustar "record sheet thickness" = 0
Esperar 100 ms
Ajustar "record sheet thickness" = 1
Esperar a "sheet thickness recorded" = 1
Ajustar "record sheet thickness" = 0
Insertar una chapa de 2 mm
Inicio de la soldadura (sin corriente)
Ajustar "sheet thickness" a 200
Ajustar "record sheet thickness" = 0
Esperar 100 ms
Ajustar "record sheet thickness" = 1
Esperar a "sheet thickness recorded" = 1
Ajustar "record sheet thickness" = 0
Repetir los pasos anteriormente indicados para los demás espesores de chapa
Finalizar la calibración del espesor de chapa:
Ajustar "save sheet thickness calibration" = 0
Esperar 100 ms
Ajustar "save sheet thickness calibration" = 1
Esperar a "sheet thickness calibration saved" = 1
60

Sistemas de bus


Sistemas de bus
Generalidades La transmisión de las señales se puede realizar mediante un bus de campo. La ilustración
de proceso es idéntica para todos los tipos de bus. El programador de robot puede utilizar
la hoja de trabajo de diagnóstico en el Fronius XPlorer para controlar si todas las entradas
y salidas están conectadas correctamente.
Los equipos DeltaSpot por defecto son compatibles con los siguientes sistemas de bus:
- CANopen
- DeviceNet
- Profibus
- Interbus
- Interface digital E/S
- ProfiNet (requiere licencia)
- Ethernet / IP (requiere licencia)
Los equipos DeltaCon por defecto son compatibles con los siguientes sistemas de bus:
- DeviceNet
- Profibus
- Ethernet / IP
ES
63

CANopen
Topología El CAN es un sistema de bus de 2 hilos al que se conectan todos los participantes en pa-
ralelo. A fin de evitar reflexiones es necesario conectar una resistencia final (R = 120 ohmios) a cada extremo de bus. Las resistencias finales se requieren incluso en caso de
longitudes de línea muy cortas.
Ajustes por defecto de los parámetros
Tarjeta de interfaz
Device 1
CAN-High
R = 120 Ω R = 120 Ω
CAN-Low
Topología CAN
- ID de nodo: 2
- Tasa de baudios: 500 kbps
La resistencia final se puede conectar o desconectar en la tarjeta de interfaz por medio del interruptor deslizante (1).
Device n
Asignación de
clavijas
64
(1)
Tarjeta de interfaz CANopen
Asignación de clavija Sub-D de 9 polos:
Pin Señal Descripción
2 CAN-Low Señal CAN negada (Dominant Low)
3 CAN-GND Masa
7 CAN-High Señal CAN positiva (Dominant High)

DeviceNet
Topología DeviceNet es un sistema de bus de 2 hilos basado en CAN al que se conectan todos los
participantes en paralelo. A fin de evitar reflexiones es necesario conectar una resistencia
final (R = 120 ohmios) a cada extremo de bus. Las resistencias finales se requieren incluso
en caso de longitudes de línea muy cortas.
ES
Ajustes por defecto de los parámetros
Tarjeta de interfaz
Device 1
CAN-High
R = 120 Ω R = 120 Ω
CAN-Low
Topología CAN
- MAC - ID: 5
- Tasa de baudios: 500 kbps
La resistencia final se puede conectar o desconectar en la tarjeta de interfaz por medio del interruptor deslizante (1).
Device n
Asignación de
clavijas
(1)
Tarjeta de interfaz DeviceNet
PIN Señal
1 V + (24 V)
2 CAN-High
3 Shield
4 CAN-Low
5 V -
65

Profibus
Ajustes por defecto de los parámetros
Tarjeta de interfaz
Asignación de
clavijas
- ID de nodo: 2
- Tasa de baudios: 12 Mbps
Tarjeta de interfaz Profibus
Asignación de clavija Sub-D de 9 polos:
PIN Señal Descripción
3 RxD / TxD-P Enviar y recibir datos (+)
5 DGND Potencial de referencia de datos y alimentación de finalización
(-)
6 Vp Alimentación de tensión de la resistencia final (+)
8 RxD / TxD-N Enviar y recibir datos (-)
Estructura de la resistencia final:
(1) Equipo
(2) Clajiva
Vp
Ru = 390 Ohm
RxD / TxD-P
Rt = 220 Ohm
RxD / TxD-N
Rd = 390 Ohm
DGND
(1) > < (2) > < (3)
(3) Cable de Profibus
66
Resistencia final Profibus

Interbus
Topología El Interbus es un sistema anular. Cada participante recibe la señal y la transmite. Gracias
al sistema anular no se requieren resistencias finales.
ES
Ajustes por defecto de los parámetros
Tarjeta de interfaz La tarjeta de interfaz está disponible como versión de guíaondas de luz y como versión de
- Código de identificación: 3
- Tasa de baudios: ajustable a través de los interruptores DIP en la tarjeta
cobre.
Tarjeta de interfaz Interbus (versión de guíaondas de luz)
Asignación de
clavijas
Interfaz de bus remoto entrante
Clavija D-Sub Unión de postes Señal Descripción
1 1 DO Línea de datos de recepción
+
2 3 !DO Línea de datos de transmi-
sión +
3 5 DI Línea de datos de transmi-
sión -
6 2 !DI Línea de datos de recepción -
7 4 GND Línea de compensación
Interfaz de bus remoto saliente
Clavija D-Sub Unión de postes Señal Descripción
1 1 DO2 Línea de datos de transmi-
sión +
2 3 DI2 Línea de datos de recepción
+
3 5 GND2 Línea de compensación
5 9 Udd Tensión lógica 5 V
67
Clavija D-Sub Unión de postes Señal Descripción
6 2 !DO2 Línea de datos de transmi-
sión -
7 4 !DI2 Línea de datos de recepción -
9 8 BCI Clavija de bus conectada
68

Interfaz digital E/S (versión 1.6)
Salidas
- ready
- error
- warning
- referenced
- remote control
connected
- external position
control active
- tape end warning
actual position bit 0
actual position bit 1
actual position bit 2
actual position bit 3
actual position bit 4
actual position bit 5
actual position bit 6
actual position bit 7
ES
actual position bit 8
actual position bit 9
actual position bit 10
actual position bit 11
actual position bit 12
actual position bit 13
actual position bit 14
actual position bit 15
Acoplador de bus
CANopen
Conexión de bus
de campo
Interruptor de selección
de dirección
Interfaces de configuración
LED de potencia
Bus K
Alimentación
Acoplador de bus
Alimentación
Contactos
de potencia
Contactos
de potencia
69
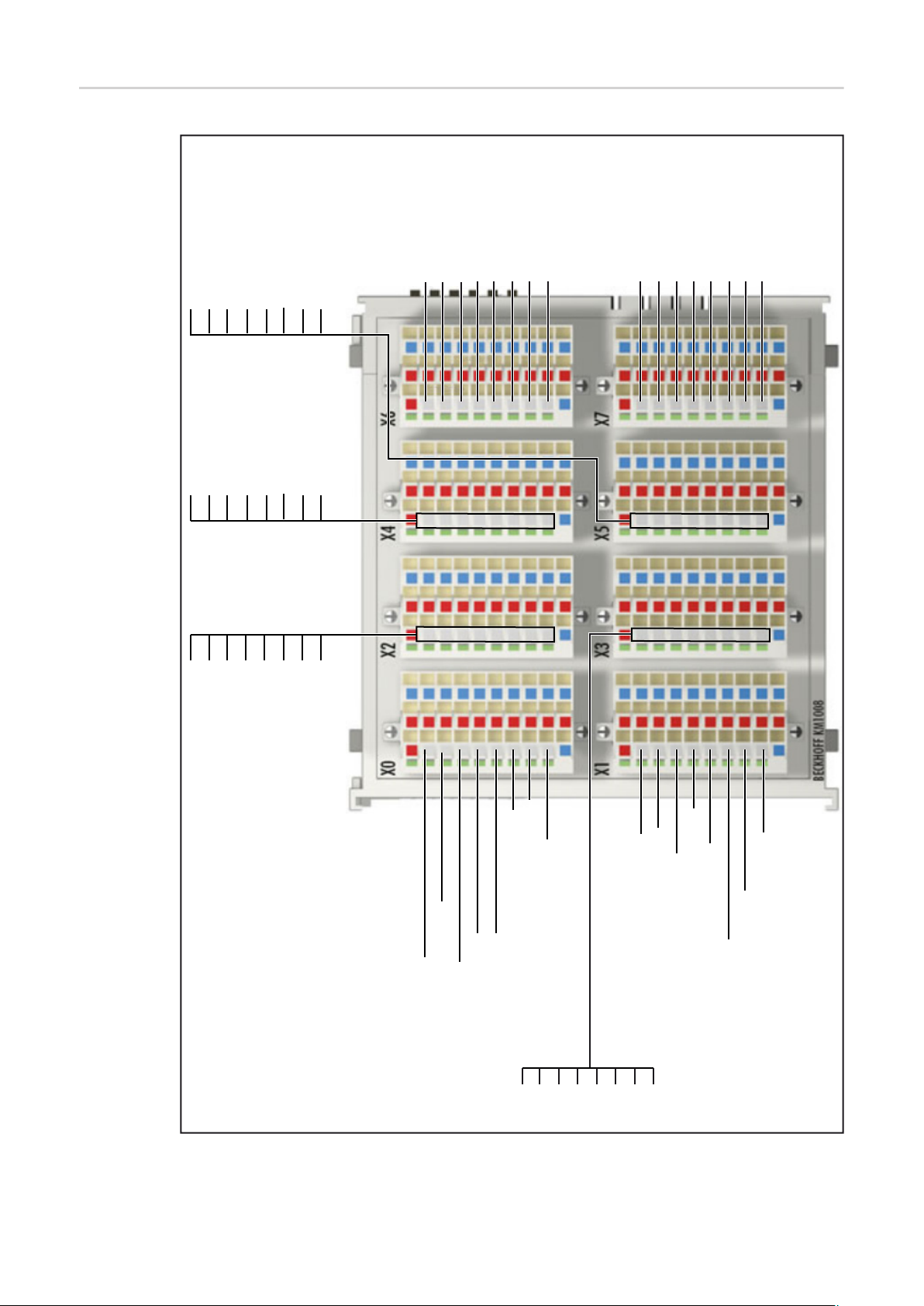
Entradas
spot number bit 8
spot number bit 9
spot number bit 10
spot number bit 11
spot number bit 12
spot number bit 13
spot number bit 0
spot number bit 1
spot number bit 2
spot number bit 3
spot number bit 4
spot number bit 5
spot number bit 14
spot number bit 15
spot number bit 6
spot number bit 7
target position bit 0
target position bit 1
target position bit 2
target position bit 3
target position bit 4
target position bit 5
target position bit 6
target position bit 8
target position bit 7
target position bit 9
target position bit 10
target position bit 11
target position bit 12
target position bit 13
target position bit 14
target position bit 15
program number bit 0
program number bit 1
program number bit 2
program number bit 3
program number bit 4
program number bit 5
program number bit 6
program number bit 7
start homing
start welding (no htr)
reset errors
main drive open
main drive close
tape drive forward (movable arm)
program
number
bit 8
tape drive backward (movable arm)
tape drive forward (fixed arm)
bit 9
bit 10
bit 11
tape drive backward(fixed arm)
tape length reset (movable arm)
bit 12
bit 13
tape length reset (fixed arm)
bit 14
bit 15
reset lubrication
enable welding current
reset electrode service life (moveable arm)
reset electrode service life (fixed arm)
enable external position control
70
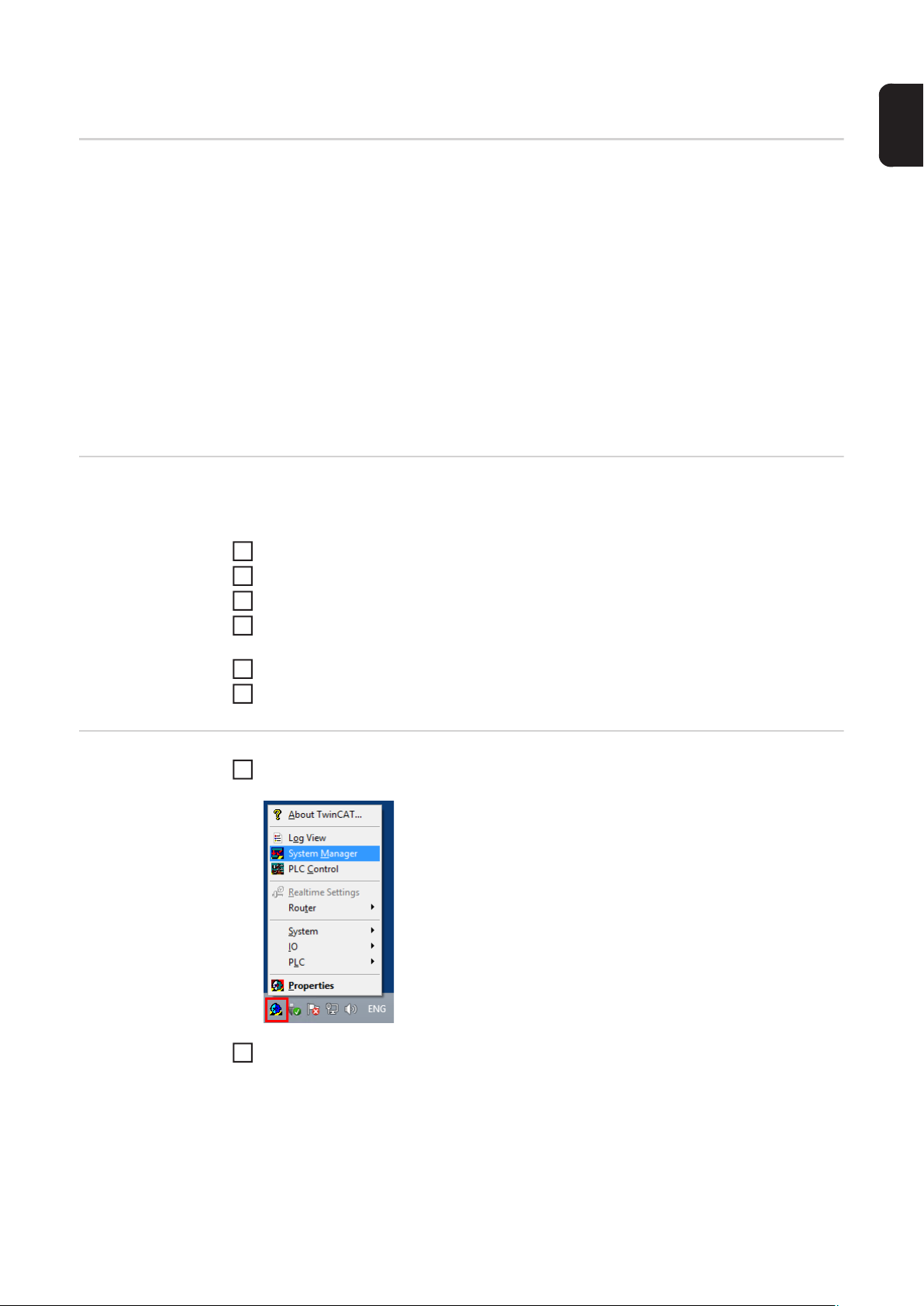
ProfiNet
ES
Condiciones para
ProfiNet
Instalar el controlador de ProfiNet
Para el interface de ProfiNet se requiere una licencia propia de ProfiNet.
ProfiNet solo funciona a partir de la versión 2.11.2218 de TwinCat.
A partir de las siguientes versiones del sistema operativo la versión 2.11.2218 de TwinCat
ya viene integrada:
- DeltaSpot.OS.BH-4.0
- DeltaSpot.OS.BH-C5102-0040-2.0.
- W8-SW-C5102-0050-1.2.0
- W8-SW-CX5140-1.2.0
La comunicación de ProfiNet se puede llevar a cabo a través del puerto estándar de Ethernet del ordenador industrial de Beckhoff.
A partir de la versión de software 4.1 se soporta también el ordenador de carril DIN instalado en el armario eléctrico.
El controlador de ProfiNet se incluye en el CD con los controladores suministrado junto
con el pedido de la licencia de ProfiNet, o también en "C:\Tools".
Iniciar TcProfiNETSlave.exe (controlador de ProfiNet)
1
Hacer clic en "Next" (Siguiente)
2
Aceptar las condiciones de licencia y hacer clic en "Next" (Siguiente)
3
Introducir el nombre de usuario, el nombre de la empresa, el número de serie y hacer
4
clic en "Next" (Siguiente)
Hacer clic en "Install" (Instalar)
5
Hacer clic en "Finish" (Finalizar)
6
Activar el adaptador de tiempo real
Iniciar el gestor del sistema
1
En el menú "Opciones" hacer clic en "Lista tiempo real equipos compatibles con
2
Ethernet"
71
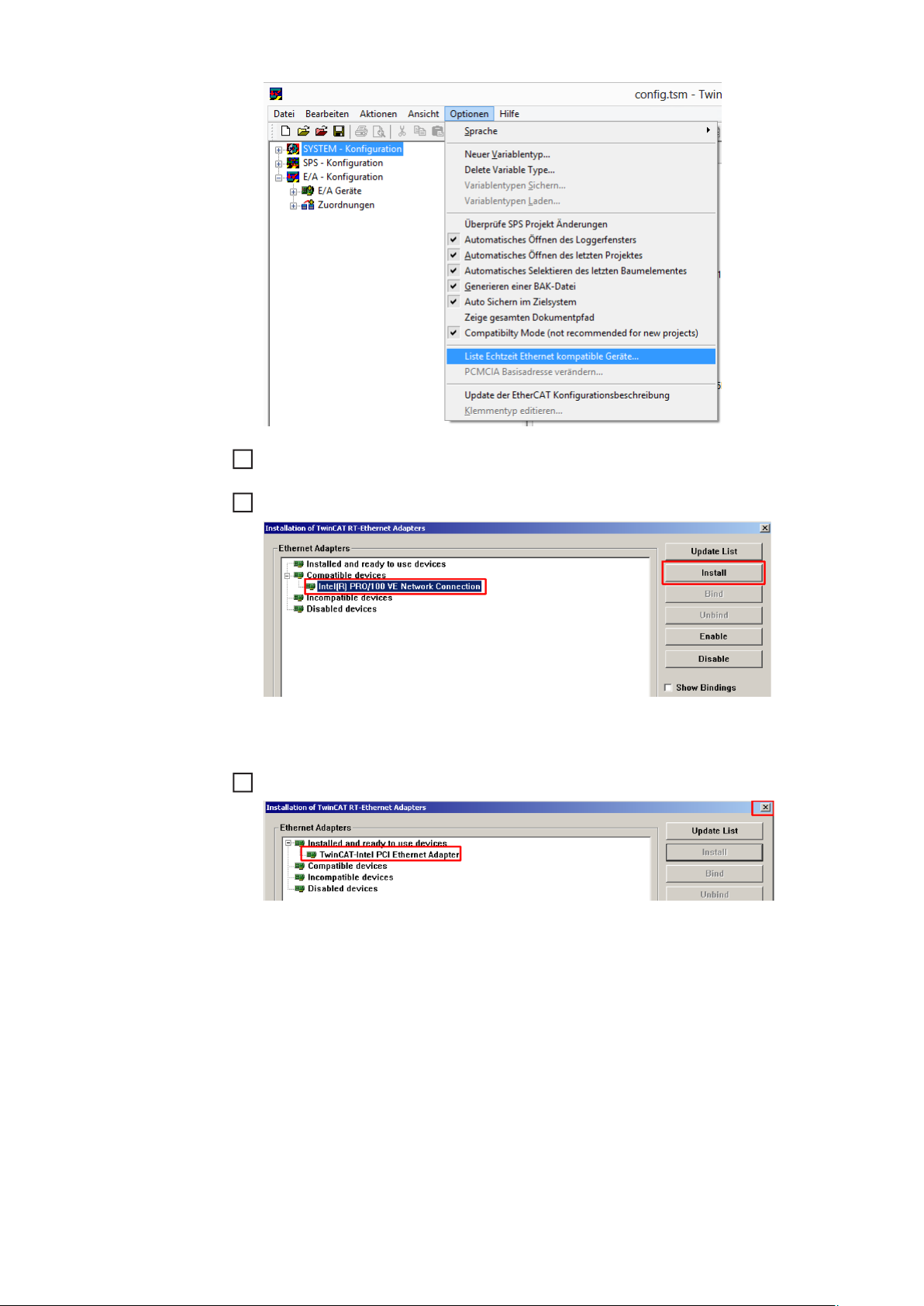
Seleccionar (hacer clic) la correspondiente tarjeta de red en el punto "Compatible de-
3
vices" (Dispositivos compatibles)
Hacer clic en "Install" (Instalar)
4
– A continuación aparece en "Installed and ready use devices" (Dispositivos insta-
lados y listos para el uso) un registro "TwinCAT-Intel PCI Ethernet Adapter"
Cerrar la ventana
5
72
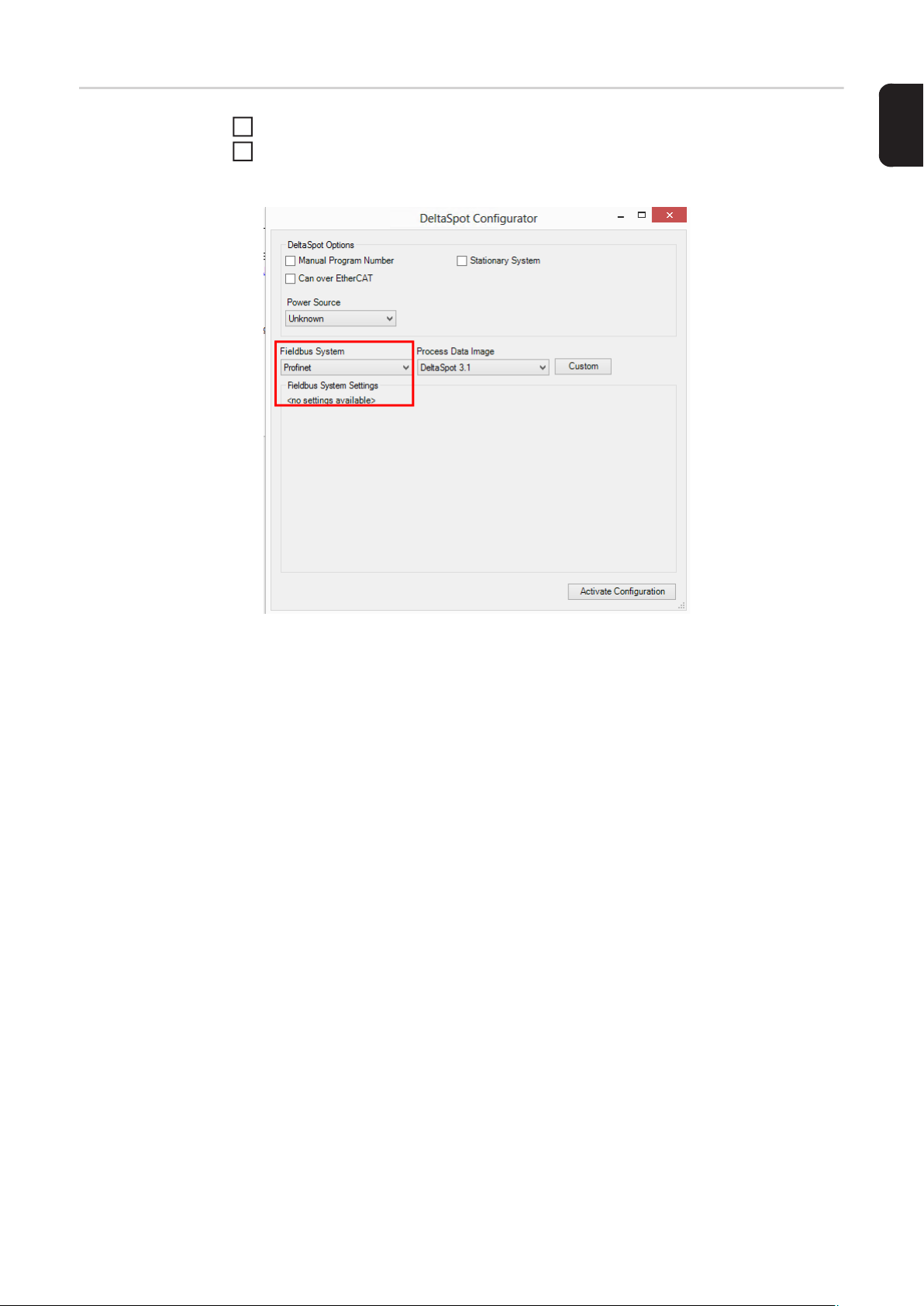
Activar la tarjeta
de ProfiNet
Iniciar el SpotWelding Configurator
1
Seleccionar "Profinet" en el sistema de bus de campo, efectuar los ajustes correspon-
2
dientes y activar la tarjeta de ProfiNet con "Activate Configuration" (Activar configuración)
ES
73

Ethernet/IP
Condiciones para
Ethernet/IP
Instalar el controlador de Ethernet/
IP
Para el interface de Ethernet/IP se requiere una licencia propia de Ethernet/IP. Para el servicio del interface es necesario ajustar una dirección IP estática.
La comunicación de Ethernet/IP se puede llevar a cabo a través del puerto estándar de
Ethernet del ordenador industrial de Beckhoff.
A partir de la versión de software 4.1 se soporta también el ordenador de carril DIN instalado en el armario eléctrico.
El controlador de Ethernet/IP se incluye en el CD con los controladores suministrado junto
con el pedido de la licencia de ProfiNet, o también en "C:\Tools".
Iniciar TcEthernetIP_S.exe (controlador de Ethernet/IP)
1
Seleccionar el idioma y hacer clic en "OK"
2
Hacer clic en "Next" (Siguiente)
3
Hacer clic en "Yes" (Sí)
4
Aceptar las condiciones de licencia y hacer clic en "Next" (Siguiente)
5
Introducir el nombre de usuario, el nombre de la empresa, el número de serie y hacer
6
clic en "Next" (Siguiente)
Hacer clic en "Install" (Instalar)
7
Hacer clic en "Finish" (Finalizar)
8
Activar el adaptador de tiempo real
Iniciar el gestor del sistema
1
En el menú "Opciones" hacer clic en "Lista tiempo real equipos compatibles con
2
Ethernet"
74

Seleccionar (hacer clic) la correspondiente tarjeta de red en el punto "Compatible de-
3
vices" (Dispositivos compatibles)
Hacer clic en "Install" (Instalar)
4
ES
– A continuación aparece en "Installed and ready use devices" (Dispositivos insta-
lados y listos para el uso) un registro "TwinCAT-Intel PCI Ethernet Adapter"
Cerrar la ventana
5
75

Activar la tarjeta
de Ethernet/IP
Iniciar el SpotWelding Configurator
1
Seleccionar "EtherNet/IP" en el sistema de bus de campo, efectuar los ajustes corres-
2
pondientes y activar la tarjeta de EtherNet/IP con "Activate Configuration" (Activar
configuración)
Ajustar el tiempo
de ciclo
Proceder como sigue para cambiar el tiempo de ciclo (estándar: 10 ms):
Seleccionar "Ethernet/IP Slave Protocol" (Protocolo esclavo Ethernet/IP)
1
Hacer clic en la pestaña "Sync Task" (Sincronizar tarea)
2
Indicar el tiempo de ciclo en ms en "Cyclesticks" (Sticks de ciclo)
3
Hacer clic en el cubo verde y confirmar el tiempo de ciclo con un clic en "Sí" (el diálogo
4
se debe confirmar repetidamente)
76

ES
77

CAN over EtherCAT
Condiciones para
Can over EtherCAT
Preparar el interface de red
¡OBSERVACIÓN!
El sistema de bus CAN over EtherCAT solo está previsto para equipos DeltaSpot especiales y no sirve para la comunicación con un robot.
El empleo en equipos DeltaSpot requiere un DeltaSpot-GunControl especial, así como la
caja convertidora de bus.
Para activar la opción en el configurador es necesario preparar primero un interface de red
para el servicio en tiempo real (ver el siguiente capítulo).
Iniciar el gestor del sistema
1
En el menú "Opciones" hacer clic en "Lista tiempo real equipos compatibles con
2
Ethernet"
Seleccionar (hacer clic) la correspondiente tarjeta de red en el punto "Compatible de-
3
vices" (Dispositivos compatibles)
Hacer clic en "Install" (Instalar)
4
78

– A continuación aparece en "Installed and ready use devices" (Dispositivos insta-
lados y listos para el uso) un registro "TwinCAT-Intel PCI Ethernet Adapter"
Cerrar la ventana
5
Seleccionar el símbolo de verificación "Show Bindings" (Mostrar vínculos) y asegurar
6
que solo está activado el registro "TwinCAT Ethernet Protocol" (Protocolo TwinCAT
Ethernet) para el interface de red
ES
Cerrar la ventana y el System Manager
7
Asignar una dirección IP estática al interface de red
8
79
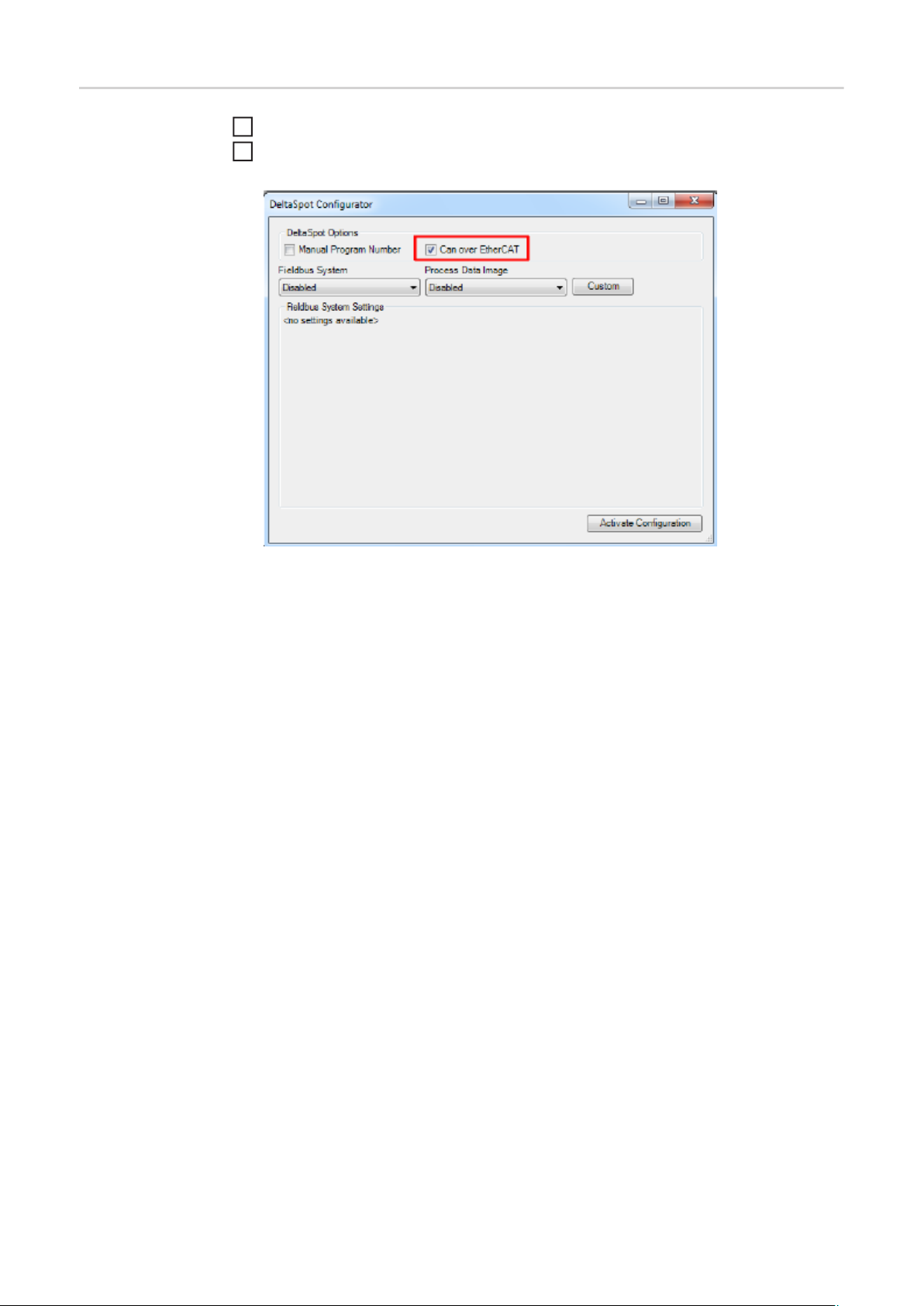
Activar la opción
"CAN over EtherCAT" en el configurador
Abrir el SpotWelding Configurator
1
Seleccionar el cuadro "CAN over EtherCAT" y activar la opción con un clic en "Acti-
2
vate Configuration" (Activar configuración)
80

Interfaces


Descripción de señal del interface de SpotWelding
ES
Descripción de
las entradas de
señal
start homing *
Realizar el desplazamiento al punto de referencia.
start welding ohtr *
Iniciar el proceso de soldadura (sin "hold to run").
reset errors
Resetear errores. El accionamiento de compensación y el accionamiento principal vuelven a desplazarse a la posición de inicio. La próxima vez que se inicie la soldadura, antes
de cerrar los cabezales de soldadura se realizará un avance de cinta automático, si antes
de aparecer el error se ha producido un arco establecido.
main drive open
Apertura manual de los cabezales de soldadura.
main drive close
Cierre manual de los cabezales de soldadura.
tape drive forward (movable arm)
Motor de cinta del brazo móvil hacia delante.
tape drive backward (movable arm)
Motor de cinta del brazo móvil hacia atrás.
tape drive forward (fixed arm)
Motor de cinta del brazo móvil hacia delante.
tape drive backward (fixed arm)
Motor de cinta del brazo móvil hacia atrás.
tape length reset (movable arm)
Resetear el contador de longitud de cinta de proceso (brazo móvil).
tape length reset (fixed arm)
Resetear el contador de longitud de cinta de proceso (brazo fijo).
reset electrode service life (movable arm)
Resetear la vida útil del electrodo (brazo móvil).
reset electrode service life (fixed arm)
Resetear la vida útil del electrodo (brazo fijo).
reset lubrication
Resetear el contador de ciclos de lubricación.
enable welding current *
Corriente de soldadura activa (high) / Corriente de soldadura apagada (low). Pasada de
prueba.
enable external position control (especificación de posición externa)
high (Alto): el ángulo de abertura de los cabezales se puede indicar con un control de
orden superior a través de la señal "target position" (Posición de destino).
low (Bajo): el ángulo de abertura solo puede modificarse manualmente a través de las
señales "main drive open" (Apertura de los cabezales de soldadura) y "main drive close"
(Cierre de los cabezales de soldadura).
activate docking mode
Para activar el modo de ensamblaje. Si se establece esta señal a 1, se desactivan los
accionamientos y se suprimen los errores que de lo contrario se producirían por el acoplamiento. Se mantienen las advertencias. Al restaurar se aceptarán todos los errores
pendientes.
Según la versión del SpotWelding Control, se interrumpirá la alimentación del motor de
48 V para evitar un arco voltaico durante el desacoplamiento.
expected gun code
El código de cabezales esperado. Se utiliza para establecer el estado de la señal "invalid_gun_code" (Código de cabezal no válido).
83
reset sheet thickness calibration
Para resetear la calibración del espesor de chapa.
record sheet thickness
Para registrar, durante la calibración del espesor de chapa, un espesor de chapa conocido.
save sheet thickness calibration
Para activar los datos registrados en la calibración del espesor de chapa.
enable external position control (compensation drive)
En caso de flanco ascendente, la compensación se desplaza a la posición de destino indicada mediante la señal "compensation drive target position"
Mientras esta señal esté activa no puede realizarse ninguna otra acción (soldar, reset de
errores...).
life bit
La señal procede del robot y es reflejada por el control. Sirve para monitorizar si la comunicación entre el robot y el control sigue funcionando.
program number *
Número de programa de 0-255 (puntos con diferentes ajustes de parámetros).
spot number
Número de punto (se pueden asignar varios puntos a cada número del programa)
Si el número de punto es = 0, el programa se selecciona a través del número del programa (prog_number)
Si el número de punto no es 0, el programa se selecciona a través del número de punto
(spot number), siempre y cuando el número de punto exista en la base de datos del programa.
part number
El número del componente a soldar. Solo para fines de documentación.
target position
La especificación de la posición de destino se realiza a través de un control de orden superior (robot). La resolución puede ajustarse en la configuración del sistema.
compensation drive target position
Indica hasta qué punto debe moverse la compensación antes de la soldadura. La señal
se utiliza solo en el modo de operación controlado por la posición de la compensación.
La resolución puede ajustarse en la configuración del sistema.
sheet thickness
Indica el espesor de chapa conocido durante la calibración del espesor de chapa. La resolución puede ajustarse en la configuración del sistema.
*Señales requeridas para un proceso de soldadura simple
Descripción de
las salidas de señal
84
ready *
high (Alto): se pueden recibir comandos.
low (Bajo): se realiza el comando.
busy
Se establece cuando el control ejecuta una acción (por ejemplo: soldadura, referenciado,
etc.).
no error
Se establece cuando no hay errores presentes.
error
Error
warning
Advierte, por ejemplo, de que la cinta de proceso va a finalizar en breve.
life bit
La señal procede del robot y es reflejada por el control. Sirve para monitorizar si la comunicación entre el robot y el control sigue funcionando.
referenced
Los accionamientos están referenciados.
remote control connected
Hay un mando a distancia conectado a los cabezales de soldadura.
external position control active (especificación de posición externa)
Acuse de recibo de la señal de entrada "external position control" (Control de posición externa).
manual mode
El control se encuentra en el modo manual.
compensation drive at reference position
Se establece cuando el accionamiento de compensación se encuentra en la posición de
referencia.
gun at home
Se establece cuando el accionamiento de compensación y el accionamiento principal se
encuentran en la posición de referencia.
welding current enabled
Acuse de recibo de la señal de entrada "enable welding current" (Habilitar corriente de
soldadura).
actual values monitoring not active
Se establece cuando no está activa la señal "actual values monitoring" (Monitorización de
valores actuales)
sheet thickness calibration reset
Confirmación para la señal "reset sheet thickness calibration" (Resetear la calibración del
espesor de chapa).
sheet thickness recorded
Confirmación para la señal "record sheet thickness" (Registrar el espesor de chapa).
sheet thickness calibration saved
Confirmación para la señal "save sheet thickness calibration" (Guardar la calibración del
espesor de chapa).
gun type
Indica si hay acoplados unos cabezales en X (0) o unos cabezales en C (1).
docking mode activated
Confirmación para la señal "activate_docking_mode" (Activar el modo de ensamblaje).
invalid gun code
Se establece a 0 cuando se han acoplado los cabezales correctos. Se establece a 1 cuando no hay cabezales acoplados, o cuando los cabezales acoplados son desconocidos
(sin código de cabezales) o incorrectos.
device id
Una ID de equipo de libre elección que puede ajustarse en la configuración del sistema.
welding started
La soldadura se ha iniciado.
close gun started
Los cabezales se cierran.
close gun finished
Los cabezales están cerrados (fuerza medida > 1 kN).
force target reached
Se ha regulado la primera fuerza ajustada en la curva de par característica.
current flow started
Se establece en una soldadura, antes del inicio del arco establecido. Se restablece a través del flanco descendente de la señal "start welding (no htr)" (Iniciar la soldadura [sin
"hold to run"])
ES
85
current flow finished
Se establece en cuanto en una soldadura se recorre completamente el perfil de corriente.
Se restablece a través del flanco descendente de la señal "start welding (no htr)" (Iniciar
la soldadura [sin "hold to run"])
open gun started
Los cabezales se abren.
open gun finished
Los cabezales están abiertos (fuerza medida < 1 kN).
welding finished
La soldadura ha finalizado (se ha realizado el avance de cinta y el accionamiento principal
y el accionamiento de compensación se encuentran en la posición de inicio).
servo ready
Los cabezales están preparados para ejecutar los comandos (soldadura, referenciado,
etc.) y no hay errores presentes.
actual position
Transferencia de la posición real al control de orden superior.
internal communication error
Se establece cuando se produce un error de comunicación interno.
spot number not found error
No se ha encontrado el número de punto.
duplicate spot number found error
El número de punto seleccionado se ha asignado ha varios programas.
homing error
No se ha podido encontrar el punto de referencia.
tape empty (movable arm) error
La cinta de proceso en el brazo está vacía.
tape empty (fixed arm) error
La cinta de proceso en el brazo fijo está vacía.
program number error
El número del programa indicado no es válido o el programa es defectuoso.
main drive position limit reached error
El accionamiento ha sobrepasado el límite de posición.
emergency stop error
Se ha accionado la parada de emergencia.
invalid operation error
Los cabezales de soldadura no pueden realizar el comando porque hay oto proceso activo.
invalid tape length (movable arm) error
La longitud de la cinta de proceso es inferior a 0. No se resetea la longitud de la cinta de
proceso durante el equipamiento posterior o se ha guardado una longitud incorrecta de
cinta en la configuración de cabezales.
invalid tape length (fixed arm) error
La longitud de la cinta de proceso es inferior a 0. No se resetea la longitud de la cinta de
proceso durante el equipamiento posterior o se ha guardado una longitud incorrecta de
cinta en la configuración de cabezales.
electrode service life (movable arm) error
La vida útil del brazo móvil ha terminado.
electrode service life (fixed arm) error
La vida útil del brazo fijo ha terminado.
actual current monitoring error
Los valores de corriente están por debajo o han sobrepasado los límites ajustados para
el período de tiempo estipulado.
86
actual force monitoring error
Los valores de fuerza están por debajo o han sobrepasado los límites ajustados para el
período de tiempo estipulado.
sticking tape (movable arm) error
La cinta de proceso del brazo móvil se ha quedado adherida en el componente.
sticking tape (fixed arm) error
La cinta de proceso del brazo fijo se ha quedado adherida en el componente.
main drive overloaded error
El accionamiento principal ha alcanzado su límite de temperatura.
compensation drive overloaded error
El accionamiento de compensación ha alcanzado su límite de temperatura.
power source error
Exceso de temperatura de Inverter. La fuente de corriente de Inverter está sobrecargada.
main drive force target not reached error
No se ha alcanzado la fuerza predeterminada para los cabezales.
flow controller 2 error (movable arm)
No hay caudal líquido de refrigeración en el brazo móvil de los cabezales o el caudal líquido de refrigeración es insuficiente.
flow controller 3 error (fixed arm)
No hay caudal líquido de refrigeración en el brazo fijo de los cabezales o el caudal líquido
de refrigeración es insuficiente.
working range warning
El margen de trabajo está fuera del margen óptimo.
tape brake too loose (movable arm) warning
El ajuste del freno en el brazo móvil de los cabezales es demasiado débil.
tape brake too loose (fixed arm) warning
El ajuste del freno en el brazo fijo de los cabezales es demasiado débil.
tape end warning
La cinta de proceso se va acabando y debe ser cambiada en breve.
electrode service life warning
Se ha alcanzado el contador de vida útil del electrodo y es necesario cambiar los electrodos en breve.
lubrication warning
Se ha alcanzado el contador de ciclos de lubricación y es necesario lubricar la instalación.
actual values monitoring
Se establece si los valores reales (corriente, fuerza, etc.) han estado fuera de las tolerancias predeterminadas.
backup warning
Error durante la creación de la copia de seguridad automática. Controlar la disponibilidad
y el tamaño de la carpeta seleccionada para la copia de seguridad.
documentation warning
Error durante la creación de la documentación de valores actuales (ruta de memoria no
disponible, memoria llena, etc.).
tape spool unit cover movable arm closed
La tapa del dispositivo de bobinado en el brazo móvil de los cabezales está cerrada.
tape unspool unit cover movable arm closed
La tapa del dispositivo de desbobinado en el brazo móvil de los cabezales está cerrada.
tape spool unit cover fixed arm closed
La tapa del dispositivo de bobinado en el brazo fijo de los cabezales está cerrada.
tape unspool unit cover fixed arm closed
La tapa del dispositivo de desbobinado en el brazo fijo de los cabezales está cerrada.
ES
87
flow controller 2 warning (movable arm)
No hay caudal líquido de refrigeración en el brazo móvil de los cabezales o el caudal líquido de refrigeración es insuficiente.
flow controller 3 warning (fixed arm)
No hay caudal líquido de refrigeración en el brazo fijo de los cabezales o el caudal líquido
de refrigeración es insuficiente.
*Señales requeridas para un proceso de soldadura simple
88
Interfaz DeltaSpot 1.6
ES
Entradas
Entrada
cabezales de
soldadura
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E16 - E31 program number
E32 - E47 spot number
E48 - E63 target position
Comentario
Salidas
Salida cabezales de soldadura
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
A05 external position control active
A06 tape end warning
A16 - A31 actual position
Comentario
89

Longitud de los
datos de proceso
Interbus
4 Words
CANopen
TxPDO1: 2 Words
RxPDO1: 4 Words
DeviceNet
4 Words Input
4 Words Output
Profibus
2x "1 Word Slave-Out / Master-In"
4x "1 Word Slave-In / Master-Out"
90

Interfaz DeltaSpot 1.8
ES
Entradas
Entrada
cabezales de
soldadura
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E32 - E47 target position
E48 - E63 program number
E64 - E95 spot number
E96 - E127 part serial number
Comentario
Salidas
Salida cabezales de soldadura
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
A05 external position control active
A06 tape end warning
A16-31 actual position
Comentario
91

Longitud de los
datos de proceso
Interbus
8 Words
CANopen
TxPDO1: 2 Words
RxPDO1: 4 Words
RxPDO2: 4 Words
DeviceNet
8 Words Input
2 Words Output
Profibus
2x "1 Word Slave-Out / Master-In"
4x "1 Word Slave-In / Master-Out"
2x "4 Byte Slave-In / Master-Out"
92

Interfaz DeltaSpot 1.10
ES
Entradas
Entrada
cabezales de
soldadura
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E16 activate docking mode
E17 - E19 expected gun code
E20 reset sheet thickness calibration
E21 record sheet thickness
E22 save sheet thickness calibration
E23 enable external position control (compensation drive)
E48 - E63 program number
E64 - E95 spot number
E96 - E127 part serial number
E128 - E143 target position
E144 - E159 compensation drive target position
E160 - E175 sheet thickness
Comentario
Salidas
Salida cabezales de soldadura
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
A05 external position control active
Comentario
93

Salida cabezales de soldadura
A06 manual mode
A07 tape end warning
A08 electrode service life warning
A09 lubrication warning
A10 actual values monitoring
A12 power source ready
A13 current flow started
A14 current flow finished
A16 docking mode activated
A17 invalid gun code
A18 - A20 device id
A21 sheet thickness calibration reset
A22 sheet thickness recorded
A23 sheet thickness calibration saved
A24 welding current enabled
A25 backup warning
A26 documentation warning
A27 tape spool unit cover plate movable arm closed
A28 tape unspool unit cover plate movable arm closed
A29 tape spool unit cover plate fixed arm closed
A30 tape unspool unit cover plate fixed arm closed
A32 - A47 actual position
Comentario
Longitud de los
datos de proceso
Interbus
12 Words
CANopen
TxPDO1: 3 Words
RxPDO1: 4 Words
RxPDO2: 4 Words
RxPDO3: 3 Words
DeviceNet
11 Words Input
3 Words Output
Profibus
1x "3 Word Slave-Out / Master-In"
1x "11 Word Slave-In / Master-Out"
Profinet
11 Words Input
3 Words Output
Ethernet IP
11 Words Input
3 Words Output
94

Interface DeltaSpot 3.1
ES
Entradas
Entrada
cabezales de
soldadura
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E16 activate docking mode
E17 - E19 expected gun code
E20 reset sheet thickness calibration
E21 record sheet thickness
E22 save sheet thickness calibration
E23 enable external position control (compensation drive)
E24 disable sheet thickness monitoring
E32 - E47 program number
E48 - E79 spot number
E80 - E111 part article number
E112 - E143 part serial number
E144 - E159 target position
E160 - E175 compensation drive target position
E176 - E191 sheet thickness
Comentario
Salidas
Salida cabezales de soldadura
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
Comentario
95
Salida cabezales de soldadura
A05 extPos_ctrl_active
A06 manual mode
A07 tape end warning
A08 electrode service life warning
A09 lubrication warning
A10 actual values monitoring
A12 power source ready
A13 current flow started
A14 current flow finished
A15 flow controller not ok
A16 docking mode activated
A17 invalid gun code
A18 - A20 device id
A21 sheet thickness calibration reset
A22 sheet thickness recorded
A23 sheet thickness calibration saved
A24 welding current enabled
A25 backup warning
A26 documentation warning
A27 tape spool unit cover plate movable arm closed
A28 tape unspool unit cover plate movable arm closed
A29 tape spool unit cover plate fixed arm closed
A30 tape unspool unit cover plate fixed arm closed
A32 - A47 actual position
A48 - A50 docu state
A51 sheet thickness calibration warning
A52 sheet thickness calibration required
Comentario
(State of the welding documentation)
0 = docu state monitoring not enabled;
1 = ok;
2 = buffering;
4 = buffer full /data loss possible
96
Longitud de los
datos de proceso
Interbus
12 Words
DeviceNet
12 Words Input
12 Words Output
CANopen
TxPDO1: 8 bytes
TxPDO2: 8 bytes
TxPDO3: 8 bytes
RxPDO1: 8 bytes
RxPDO2: 8 bytes
RxPDO3: 8 bytes
Ethernet/IP
12 Words Input
12 Words Output
ProfiNet
12 Words Input
12 Words Output
ProfiBus
24x "1 Word Slave-Out / Master-In"
24x "1 Word Slave-In / Master-Out"
ES
97
Interface DeltaCon (7.º eje) 1.0
Entradas
Salidas
Entrada
cabezales de
soldadura
E00 reset errors
E01 reset electrode service life
E02 start welding (htr)
E03 enable welding current
E04 activate docking mode
E05 - E07 expected gun code
E08 program selection data valid
E09 tips dressed
E10 operate force sensor (Disables the reset of the force sensor.)
E16 - E23 program number
E32 - E63 spot number
E64 - E95 part article number
E96 - E127 part serial number
Salida cabezales de soldadura
A00 busy
A01 error
A02 no error
A03 warning
A04 flow controller ok
A05 electrode service life warning
A06 backup warning
A08 selected program valid
A09 welding current enabled
A10 actual values monitoring active
A11 actual values monitoring
A12 current flow started
A13 current flow finished
A14 welding finished
A16 docking mode activated
A17 invalid gun code
A18 - A20 device id
A21 tip dressing prewarning
A22 tip dressing necessary
Comentario
Comentario
98
Salida cabezales de soldadura
A23 - A25 docu state
A32 - A47 target force
A48 - A63 target weld time
A64 - A79 target part thickness
A80 - A95 target part thickness tolerance
Comentario
(State of the welding documentation)
0 = docu state monitoring not enabled;
1 = ok;
2 = buffering;
4 = buffer full /data loss possible
ES
Longitud de los
datos de proceso
DeviceNet
8 Words Input
8 Words Output
Ethernet/IP
8 Words Input
8 Words Output
ProfiNet
8 Words Input
8 Words Output
99

Curva de la señal del interface de SpotWelding
Realizar el desplazamiento al
punto de referencia
Control de posición externo
Después de conectar la instalación, se deben desplazar los accionamientos a la posición
de referencia. A tal fin se debe fijar la señal "start homing" (Iniciar el desplazamiento al
punto de referencia) y esperar hasta que la señal "referenced" (Referenciado) cambie a
"high" (Alto).
start homing
referenced
ready
error
El ángulo de abertura de los cabezales se puede ajustar con el robot.
Para activar la especificación de posición externa, se debe ajustar la señal "enable external position control" a "high" y especificar la posición de destino mediante la señal "target
position". Como acuse de recibo la señal "external position control active" cambia a "high"
y se emite la posición real "actual position".
enable external
position control
external position
control active
target position
actual position
100
 Loading...
Loading...