

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
SpotWelding Zangensteuerung
Bedienungsanleitung
DE
Widerstandsschweißen
42,0426,0111,DE 007-30092019
Page 2

2
Page 3

Inhaltsverzeichnis
Allgemeines 7
Zangensteuerung / Fronius Xplorer ........................................................................................................... 9
Allgemeines .......................................................................................................................................... 9
Automatische Zeitsynchronisation einstellen........................................................................................ 9
Standard-Eingabesprache anpassen.................................................................................................... 10
SpotWelding Systemkonfiguration........................................................................................................ 10
SpotWelding Systemkonfiguration - Schweißzange ............................................................................. 13
Maximalen Schweißstrom berechnen................................................................................................... 14
Manuelles und automatisches Backup ................................................................................................. 14
Arbeitsebene / Arbeitsblätter...................................................................................................................... 15
Arbeitsblatt Übersicht............................................................................................................................ 15
Arbeitsblatt Bediener............................................................................................................................. 17
Arbeitsblatt Programme ........................................................................................................................ 18
Arbeitsblatt Status................................................................................................................................. 19
Arbeitsblatt Logbuch ............................................................................................................................. 20
Arbeitsblatt Diagnose............................................................................................................................ 21
Arbeitsblatt Istwerte (Option) ................................................................................................................ 22
SpotWelding.Configurator.......................................................................................................................... 24
Allgemeines .......................................................................................................................................... 24
Übersicht SpotWelding.Configurator..................................................................................................... 24
DeltaQ, Harms & Wende Inverter .............................................................................................................. 26
Allgemeines .......................................................................................................................................... 26
DE
Bedienung 27
Einstellungen in der Systemkonfiguration.................................................................................................. 29
Allgemeines .......................................................................................................................................... 29
Istwert-Überwachung einstellen............................................................................................................ 29
Bytefolge auf Feldbus-Interfaces umkehren ......................................................................................... 30
Zwischenspeichern von Schweißungen................................................................................................ 31
2-stufiger Schweißstart ......................................................................................................................... 32
Parametrierbare Limits für Blechdicken-Überwachung......................................................................... 32
Schweißzangen-Komponenten kalibrieren ................................................................................................ 33
Allgemeines .......................................................................................................................................... 33
Positionslimit kalibrieren ....................................................................................................................... 34
Kraftsensor kalibrieren.......................................................................................................................... 34
Kraftregler kalibrieren............................................................................................................................ 35
Hauptantriebsposition kalibrieren.......................................................................................................... 35
Ausgleichsantriebsposition kalibrieren.................................................................................................. 37
Blechstärken-Kompensation................................................................................................................. 37
Blechstärken-Überwachung kalibrieren ................................................................................................ 38
Strom kalibrieren................................................................................................................................... 39
Harms & Wende Sinius Inverter kalibrieren.......................................................................................... 40
Mess-System kalibrieren....................................................................................................................... 41
Zangencodezuordnung erstellen ............................................................................................................... 43
Allgemeines .......................................................................................................................................... 43
Ablauf Zangenwechsel.......................................................................................................................... 43
Firmwareupdate durchführen..................................................................................................................... 45
Firmwareupdate der Motorregler durchführen ...................................................................................... 45
CAN-Firmwareupdate durchführen....................................................................................................... 45
Stepperfunktion erstellen ........................................................................................................................... 48
Allgemeines .......................................................................................................................................... 48
Steppereditor ........................................................................................................................................ 48
Stepperfunktion erstellen ...................................................................................................................... 49
Standanlage mit Zangenausgleich: Stativ einrichten ................................................................................. 50
Standanlage mit Zangenausgleich: Stativ einrichten............................................................................ 50
Restore Device ID...................................................................................................................................... 51
Speicherung von Zangentyp-Daten auf Device ID Speicher ................................................................ 51
3
Page 4

Restore Device ID................................................................................................................................. 51
Schweißparameter im Programmeditor erstellen....................................................................................... 52
Programmeditor öffnen ......................................................................................................................... 52
Verwendete Symbole im Programmeditor ............................................................................................ 52
Strom- / Kraftprofil erstellen .................................................................................................................. 53
Strom- / Kraftprofil editieren.................................................................................................................. 54
Programmeditor - Parameter ................................................................................................................ 55
Programmeditor - Istwertüberwachung................................................................................................. 57
Programmeditor - Anmerkungen........................................................................................................... 57
Blechstärken-Überwachung einstellen.................................................................................................. 57
Blechstärken aufzeichnen..................................................................................................................... 58
Bussysteme 61
Bussysteme ............................................................................................................................................... 63
Allgemeines .......................................................................................................................................... 63
CANopen ................................................................................................................................................... 64
Topologie .............................................................................................................................................. 64
Default-Einstellungen der Parameter.................................................................................................... 64
Interface-Karte ...................................................................................................................................... 64
Steckerbelegung................................................................................................................................... 64
DeviceNet .................................................................................................................................................. 65
Topologie .............................................................................................................................................. 65
Default-Einstellungen der Parameter.................................................................................................... 65
Interface-Karte ...................................................................................................................................... 65
Steckerbelegung................................................................................................................................... 65
Profibus...................................................................................................................................................... 66
Default-Einstellungen der Parameter.................................................................................................... 66
Interface-Karte ...................................................................................................................................... 66
Steckerbelegung................................................................................................................................... 66
Interbus ...................................................................................................................................................... 67
Topologie .............................................................................................................................................. 67
Default-Einstellungen der Parameter.................................................................................................... 67
Interface-Karte ...................................................................................................................................... 67
Steckerbelegung................................................................................................................................... 67
Digital I/O Schnittstelle (Version 1.6) ......................................................................................................... 68
Ausgänge.............................................................................................................................................. 68
CANopen-Buskoppler ........................................................................................................................... 68
Eingänge............................................................................................................................................... 69
ProfiNet ...................................................................................................................................................... 70
Voraussetzungen ProfiNet.................................................................................................................... 70
ProfiNet-Treiber installieren .................................................................................................................. 70
Echtzeitadapter aktivieren..................................................................................................................... 70
ProfiNet-Karte aktivieren....................................................................................................................... 72
Ethernet/IP ................................................................................................................................................. 73
Voraussetzungen Ethernet/IP............................................................................................................... 73
Ethernet/IP-Treiber installieren ............................................................................................................. 73
Echtzeitadapter aktivieren..................................................................................................................... 73
Ethernet/IP-Karte aktivieren.................................................................................................................. 75
Zykluszeit einstellen.............................................................................................................................. 75
CAN over EtherCAT................................................................................................................................... 77
Voraussetzungen CAN over EtherCAT................................................................................................. 77
Netzwerkschnittstelle vorbereiten ......................................................................................................... 77
Option CAN over EtherCAT im Konfigurator aktivieren ........................................................................ 79
Schnittstellen 81
Signalbeschreibung SpotWelding-Schnittstelle ......................................................................................... 83
Beschreibung der Signaleingänge........................................................................................................ 83
Beschreibung der Signalausgänge....................................................................................................... 84
Schnittstelle DeltaSpot 1.6......................................................................................................................... 88
Eingänge............................................................................................................................................... 88
Ausgänge.............................................................................................................................................. 88
Prozessdaten-Länge............................................................................................................................. 89
4
Page 5

Schnittstelle DeltaSpot 1.8......................................................................................................................... 90
Eingänge............................................................................................................................................... 90
Ausgänge.............................................................................................................................................. 90
Prozessdaten-Länge............................................................................................................................. 91
Schnittstelle DeltaSpot 1.10....................................................................................................................... 92
Eingänge............................................................................................................................................... 92
Ausgänge.............................................................................................................................................. 92
Prozessdaten-Länge............................................................................................................................. 93
Schnittstelle DeltaSpot 3.1......................................................................................................................... 94
Eingänge............................................................................................................................................... 94
Ausgänge.............................................................................................................................................. 94
Prozessdaten-Länge............................................................................................................................. 96
Schnittstelle DeltaCon (7. Achse) 1.0 ........................................................................................................ 97
Eingänge............................................................................................................................................... 97
Ausgänge.............................................................................................................................................. 97
Prozessdaten-Länge............................................................................................................................. 98
Signalverlauf SpotWelding-Schnittstelle .................................................................................................... 99
Referenzpunkt anfahren ....................................................................................................................... 99
Externe Positionskontrolle .................................................................................................................... 99
Schweißstart mit externer Positionsvorgabe......................................................................................... 100
Fehler zurücksetzen.............................................................................................................................. 100
Deaktivierung der Istwert-Überwachung, wenn ohne Strom geschweißt wird...................................... 100
Docken.................................................................................................................................................. 101
Beispiel Signalverlauf DeltaSpot........................................................................................................... 102
Beispiel Signalverlauf DeltaCon............................................................................................................ 103
DE
Fehlerbehebung und Wartung 105
Fehlerdiagnose, Fehlerbehebung .............................................................................................................. 107
Allgemeines .......................................................................................................................................... 107
Inverter Log-Files exportieren............................................................................................................... 107
Beschreibung der Fehlersignale ........................................................................................................... 108
Beschreibung der Warnsignale............................................................................................................. 119
5
Page 6

6
Page 7

Allgemeines
Page 8

Page 9

Zangensteuerung / Fronius Xplorer
Allgemeines Der Zugriff auf die DeltaSpot und DeltaCon Zangensteuerung erfolgt mittels Fronius Xplo-
rer über ein bestehendes Firmen-Netzwerk. Dies ermöglicht eine Fernwartbarkeit und eine
zentrale Überwachung und Dokumentation aller angeschlossenen Anlagen.
Das Erstellen der Schweißparameter erfolgt über den Programmeditor im Fronius Xplorer.
Nähere Informationen zum Fronius Xplorer entnehmen Sie bitte der Bedienungsanleitung
Fronius Xplorer.
Wenn der Fronius Xplorer nicht alle vom Server verfügbaren Funktionen unterstützt, wird
ein Hinweis zum Update des Fronius Xplorer angezeigt:
DE
HINWEIS!
Auf Grund von Firmware-und Software-Aktualisierungen können Funktionen verfügbar sein, die in dieser Bedienungsanleitung nicht beschrieben sind oder umgekehrt.
Zudem können sich einzelne Abbildungen geringfügig von den auf der Benutzeroberfläche
angezeigten Elementen unterscheiden. Die Funktionsweise dieser Elemente ist jedoch
identisch.
Für die Firmware-Version DeltaSpot.Control 3.2 unterstützt der Steuerungsrechner:
- Windows 8
- Benutzername: „Admin“, Passwort: „blizzard“
- Benutzername: „User“, Passwort: „user“
WICHTIG! Ab Firmware-Version DeltaSpot.Control 4.0 wird .Net-Framework 4.6.1 benötigt.
Firmware-Versionen DeltaSpot.Control 4.0 und höher sind somit auf einem Windows XP
Betriebssystem nicht mehr lauffähig.
Ab Firmware-Version 4.1.75 wird generell die Bezeichnung SpotWelding.Control verwendet.
Automatische
Zeitsynchronisation einstellen
Eine automatische Zeitsynchronisation auf dem Steuerungsrechner kann im Betriebssystem eingestellt werden:
- Als Administrator einloggen, Login = Admin
- Auf die Uhr in der Taskleiste doppelklicken
(Windows 8: einfacher linker Mausklick, dann „Change date and time settings“)
- Den Reiter Internetzeit öffnen
- Die Funktion „Automatisch mit einem Internetzeitserver synchronisieren“ aktivieren
9
Page 10
Standard-Eingabesprache anpassen
Mithilfe einer Batch-Datei kann die Standard-Eingabesprache (Tastatur-Layout) des Benutzerkontos „User“ und des Login-Screens geändert werden. Wird diese Batch-Datei als
Administrator ausgeführt, so wird die Standard-Eingabesprache des Administrator-Benutzerkontos auch für das Benutzerkonto „User“ und für den Login-Screen aktiviert.
Vorgehen beim Anpassen der Standard-Eingabesprache:
In Windows als „Admin“ anmelden
1
In der Systemsteuerung die gewünschte Standard-Eingabesprache wählen (unter
2
„Region und Sprache“)
Rechter Mausklick auf die Batch-Datei unter „C:\Tools\sync-international-settings.bat“
3
wählen
Rechner neu starten
4
SpotWelding Systemkonfiguration
VORSICHT!
Fehlerhafte Angaben können schwerwiegende Sachschäden verursachen.
► Die Konfiguration der Schweißzange darf nur von geschultem Fachpersonal durchge-
führt werden. Für Schäden, die auf fehlerhafte Einstellungen zurückzuführen sind, haftet der Hersteller nicht.
WICHTIG!
Bei DeltaSpot-Anlagen dürfen Konfigurationsänderungen und Kalibrierungen nur
im Manual-Betrieb durchgeführt werden.
Die Schweißzangen-Konfiguration gilt nur für die aktuell ausgewählte Zangensteuerung.
Schweißzange konfigurieren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
Die Anzeige der Menüeinträge kann je nach Schweißzange variieren.
Name (Name)
Schweißzange benennen (Identifizierung im Fronius Xplorer)
Ort (Firma), (Werk), (Halle), (Zelle) (Location (company), (plant), (hall), (cell))
Firmenname und Standort der Schweißzange definieren. Eingegebene Namen werden
im Fronius Xplorer als Pfad übernommen und dort als Ordnerstruktur dargestellt.
10
Autosicherung Intervall (Autobackup)
Es kann ein automatisches Backup eingestellt werden. Als Intervall ist „Off / Täglich und
Wöchentlich“ verfügbar. Unter „Zielpfad“ muss der Pfad eingetragen werden, wo die Backup-Files gespeichert werden.
Page 11

Autosicherung Zielpfad (Docu directory)
Der Pfad für die automatische Dokumentation der Anlageneinstellungen kann eingestellt
werden. Es können gewöhnliche Pfade (z.B.: „k:\directory“) und Netzwerk-Pfade (z.B.:
„\\file-server\share\directory“) eingestellt werden.
Um die Dokumentation der Anlageneinstellungen zu aktivieren, genügt es, hier einen
Pfad einzutragen. Ist kein Pfad eingetragen, so ist die Dokumentation der Anlageneinstellungen deaktiviert.
Autosicherung Ringpuffergröße
Die Ringpuffer-Größe gibt an, wie viele Backup-Files an der eingegebenen Location abgelegt werden.
Autosicherung Startzeit (Autobackup-Starttime)
Es kann eine Startzeit für das automatische Backup eingestellt werden. Falls beim Starten im letzten Intervall kein Backup erstellt wurde, wird sofort eines erstellt. Sollte bereits
ein Backup vorhanden sein, wird zur eingestellten Zeit das nächste erstellt.
Dokumentationsverzeichnis
Verzeichnis, in dem Dokumentations-CSV-Daten gespeichert werden.
Die Funktion ist deaktiviert, wenn kein Wert hinterlegt ist.
Einfache Pfade (z.B. k:\directory) oder Netzwerk-Pfade (z.B. \\file-server\share\directory)
können eingestellt werden.
WICHTIG! Die Schweißdokumentation nicht am Systemlaufwerk („c:\...“) ablegen, da
dieses eine beschränkte Anzahl an Schreibzyklen und einen relativ geringen Speicherplatz aufweist.
Dokumentation Statusüberwachung (Docu state monitoring)
Bei aktivierter Funktion überwacht das System, ob die Schweißdokumentation (CSV Daten, WeldCube, etc.) korrekt funktioniert.
Geräte Id (Device id)
Eine frei wählbare Geräte Id, auf diese Id wird das Signal „device id“ am Roboter-Interface gesetzt
Stromquelle (max. Strom) (Power source (max current))
Maximal verfügbaren Strom der Stromquelle definieren (siehe nachfolgendes Kapitel
„Maximalen Schweißstrom berechnen“)
Stromquelle (Sollwert vor Start-Signal) (Power source (target value before start signal))
Für Stromquellen, die ein analoges Sollwert-Signal und ein digitales Stromstart-Signal
benötigen.
Das analoge Sollwert-Signal von 0 V bis 10 V entspricht dabei dem Strombereich der
Stromquelle von 0 bis zum Maximalstrom in kA.
DE
Bei aktivierter Einstellung wird kurz vor dem digitalen Stromstart-Signal bereits ein analoger Spannungswert von 1,5 V ausgegeben.
Ab dem digitalen Stromstart-Signal wird der analoge Spannungswert innerhalb der ersten
25 ms auf 1,5 V angehoben, falls dieser Analogwert auf Grund des vom Benutzer vorgegebenen Schweißprogramms niedriger sein sollte.
Die Höhe des Minimalstroms während des Startimpulses lässt sich wie folgt berechnen:
Höhe Startimpuls [A] =
Ausgangssignal Startimpuls
max. Ausgangsstrom x
der Stromquelle [A]
Trafo x
Übersetzungsverhältnis
(= 1,5 V)
10 V
11
Page 12

High- / Low-Bytes vertauschen (Swap high/low bytes)
Vertauscht die High- / Low-Bytes am Feldbus-Interface
Eingangssignal-Filterzeit (Input signal filter time)
Die Zeit in Millisekunden für die Filterung von komplexen Signalen am Roboter-Interface
(z.B.: „program number“). Die Werte werden erst übernommen, wenn sie für die eingestellte Zeit durchgehend anliegen.
Durchflusswächter 4 (extern) (Flow controller 4 (external))
Aktiviert oder deaktiviert den Durchflusswächter
Bandmotor-Verzögerung (Tape drive delay)
Die Dauer zwischen dem Öffnen der Zange und dem Bandvorzug
Istwertüberwachung (Actual values monitoring)
Überwacht den Iststrom und die Istkraft während des Schweißens. Die Grenzen können
im jeweiligen Schweißprogramm im Reiter „Istwertüberwachung“ festgelegt werden.
Istwertüberwachungs-Fehlerlimit (Actual values monitoring error limit)
Das Istwertüberwachungs-Fehlerlimit definiert ab wievielen Schweißungen, welche hintereinander die eingestellten Istwertüberwachungs-Grenzen verletzen, ein Fehler ausgegeben wird.
Ist der Parameter auf „0“ gestellt, ist die Funktion deaktiviert und es wird kein entsprechender Fehler ausgegeben. Eine Warnung wird immer ausgegeben.
Position in Millimeter (Position in millimeters)
Aktiviert / Deaktiviert die Anzeige der Ist- und Sollposition in Millimeter. Diese Einstellung
betrifft die Ausgabe auf der Feldbus-Schnittstelle und das Signal „target position“ auf der
Eingangsseite der Feldbus-Schnittstelle.
Positionsgenauigkeit (Position precision)
Definiert die Genauigkeit der Positionsangabe in Millimeter auf der Feldbus-Schnittstelle
Blechstärken-Genauigkeit (Sheet thickness precision)
Definiert die Genauigkeit der Blechstärken-Signale in Millimeter auf der Feldbus-Schnittstelle
Programmänderungen im Automatikmodus zulassen (Allow program changes in automatic mode)
Wenn aktiviert, können Programmänderungen auch im Automatikmodus durchgeführt
werden.
Sicherheitskreis benutzen (Use safety circuit)
Neben dem Not-Aus-Schutzkreis kann ein weiterer Schutzkreis aktiviert werden.
Diese Funktion muss von der Hardware (SpotWelding Control) unterstützt werden.
Wird der Sicherheitskreis unterbrochen, werden alle Antriebe gestoppt und der Fehler
„E2.23“ ausgegeben.Dieser Fehler wird im Logbuch weggefiltert. Beim Schließen des Sicherheitskreises wird ein Fehlerreset durchgeführt und die Antriebe initialisiert.
Ausgleichsantriebs-Positionsgenauigkeit (Compensation drive position precision)
Definiert die Genauigkeit der Positionssignale des Ausgleichsantriebes auf der FeldbusSchnittstelle (1 mm / 0,1 mm / 0,01 mm)
Zielposition des Ausgleichs im Manual-Modus (Compensation drive target position in
manual mode)
Legt fest welchen Weg der Ausgleich bei einem manuellen Schweißvorgang (z.B.: über
DeltaRemote) zurücklegt. Der Parameter wird nur im Ausgleichsmodus "Position" bei
manuell gestarteten Schweißungen verwendet.
Main drive teach position (Main drive teach position)
Bei der Funktion „Teachposition lernen“ wird mit minimaler Kraft das Blech gesucht und
anschließend auf eine in der Systemkonfiguration definierte Position „Main drive teach
position“ zuzüglich der ermittelten Blechstärke gefahren. Abschließend muss die Funktion „Teachposition übernommen“ ausgeführt werden.
Vorhubkraft
Zum Einstellen der Vorhub-Schließkraft bei DeltaCon Standanlagen
Somit kann der Vorhub auch zum manuellen Kappenfräsen verwendet werden.
12
Page 13
Blechdickenüberwachung Kalibrierungslimit Warnung (Sheetthickness recalibration
warning limit)
Zum Einstellen der Anzahl an Schweißungen, nach denen eine Warnung zur Nachkalibrierung der Blechstärken-Überwachung ausgegeben werden soll.
Blechdickenüberwachung Kalibrierungslimit Fehler (Sheetthickness recalibration error limit)
Zum Einstellen der Anzahl an Schweißungen, nach denen ein Fehler zur Nachkalibrierung der Blechstärken-Überwachung ausgegeben werden soll.
DE
SpotWelding Systemkonfiguration
- Schweißzange
Schweißzange konfigurieren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
und auf Reiter „Zange“ wechseln
Zangentyp (Gun type)
Zangentyp auswählen
Stromquelle (Strom-Korrekturfaktor) (Power source (current correction factor)
Korrekturfaktor, um Toleranzen auszugleichen
Trafo (max. Strom) (Transformer (max current))
Maximal verfügbaren Strom des eingebauten Schweißtrafos definieren. (siehe nachfolgendes Kapitel „Maximalen Schweißstrom berechnen“).
Trafo (Übersetzungsverhältnis) (Transformer (transmission ratio))
Übersetzungsverhältnis des Schweißtrafos definieren (siehe nachfolgendes Kapitel „Maximalen Schweißstrom berechnen“).
Bandlänge (beweglicher Arm), (fester Arm) (Tape length (movable arm), (fixed arm))
Länge des verwendeten Prozessbandes definieren. Ist die angegebene Länge verbraucht kommt es zu dem Fehler „E0.26“ oder „E0.27“. Wird der Bandlängenzähler zurückgesetzt, dann wird er mit diesen Werten initialisiert.
Bandlängenwarnung (beweglicher Arm), (fester Arm) (Tape length warning (movable
arm), (fixed arm))
Individuell einstellbare Bandlängenwarnung. Erreichen die verbleibenden Schweißpunkte den hier eingestellten Wert, wird die Warnung „W0.0“ oder „W0.1“ ausgegeben.
Banddeckel-Überwachung (Tape cover plate monitoring)
Falls ein Deckel der Bandspulvorrichtung nicht geschlossen ist, wird im automatischen
Betrieb ein Fehler und im manuellen Betrieb eine Warnung ausgegeben.
Elektrodenstandzeit (beweglicher Arm), (fester Arm) (Electrode service life (movable
arm), (fixed arm))
Standzeit der Elektrode definieren. Nach Ablauf der angegebenen Schweißpunkte
kommt es zur Fehlermeldung („2.10 electrode service life moveable arm“ oder „2.11 electrode service life fixed arm“)
Elektrodenstandzeit-Vorwarnung (beweglicher Arm), (fester Arm) (Electrode service
life warning (movable arm), (fixed arm))
Individuell einstellbare Vorwarnung (Elektroden sind bald zu wechseln), kommt noch vor
dem eigentlichen ‚electrode service life‘-Fehler.
Kraftsensor-Kennlinie (Force sensor characteristic curve)
Kennlinie des Kraftsensors. Wird automatisch während des Kalibrierens eingestellt (siehe „Kraftsensor kalibrieren“)
Kraftregler P-Faktor (Force controller P-factor)
Der P-Faktor des Kraftreglers beeinflusst die Geschwindigkeit und Genauigkeit des Kraftaufbaus. Höhere Werte ermöglichen einen schnelleren Kraftaufbau, können aber den
Kraftregler instabil machen (Schwingneigung). Geben Sie 0 ein, um einen sicheren Defaultwert zu verwenden oder geben Sie den bei der Kraftregler-Kalibrierung ermittelten
Wert ein.
13
Page 14
Iststrom-Umrechnungsfaktor (Actual welding current conversion factor)
Das Stromistwert-Signal wird über einen 10 V Analogeingang direkt von der Stromquelle
eingelesen. Zur Umrechnung auf Kiloampere muss hier der richtige Umrechnungsfaktor
eingestellt werden.
Beispiel:
Stromquellen max. = 0,6 kA (entspricht 10 V)
Trafo Übersetzung = 1:44
Iststrom-Umrechnungsfaktor = 0,6 x 44 / 10 = 2,6
Elektrodengeschwindigkeit (Electrode speed)
Die Elektrodengeschwindigkeit kann in mm/s eingestellt werden. Die Geschwindigkeit
des Hauptantriebes wird dann während der externen Positionsvorgabe entsprechend angepasst, sodass sich die Zangenarme mit konstanter Geschwindigkeit schließen oder öffnen. Eine Elektrodengeschwindigkeit von 0 bedeutet, dass die Linearisierungsfunktion
deaktiviert ist.
Durchflusswächter 1 (Trafo) (Flow controller 1 (transformer))
Aktiviert oder deaktiviert den Durchflusswächter an der Schweißzange
Durchflusswächter 2 (beweglicher Arm) (Flow controller 2 (movable arm))
Aktiviert oder deaktiviert den Durchflusswächter an der Schweißzange
Durchflusswächter 3 (fester Arm) (Flow controller 3 (fixed arm)
Aktiviert oder deaktiviert den Durchflusswächter an der Schweißzange
Option: E-Set Motorbremsen (Option: E-Set Brakes))
Bei einigen Zangentypen kann der Haupt- und Ausgleichsantrieb optional mit Motorbremsen ausgestattet werden. Falls die Schweißzange mit dieser Option ausgestattet ist,
muss sie hier aktiviert werden.
Mess-System
Aktiviert oder deaktiviert das Mess-System an der Schweißzange
Ist der Parameter aktiviert, werden die tatsächlichen Werte vom Mess-System an der
Schweißzange bereitgestellt.
Maximalen
Schweißstrom
berechnen
Manuelles und
automatisches
Backup
Der maximal zur Verfügung stehende Schweißstrom errechnet sich aus dem Produkt des
maximalen Stroms der Stromquelle „power source (max current)“ und dem Übersetzungsverhältnis des Schweißtrafos „transformer (transmission ratio)“. Ist der berechnete maximale Schweißstrom höher als der maximal zulässige Strom des Schweißtrafos und wird
versucht ein Profil zu Schweißen, das den maximalen Strom des Trafos überschreitet,
kommt es zum Fehler „E0.22“.
Beispiel:
maximaler Strom Stromquelle: 800 A
Trafoübersetzung: 1:55
maximaler Strom Schweißtrafo: 24 kA (siehe „Technische Daten des Schweißtrafos“)
Berechneter maximaler Schweißstrom: 800 A * 55 = 44 kA
Da der maximal zulässige Strom des Schweißtrafos kleiner ist als der berechnete maximale Schweißstrom kommt es bei einem Schweißversuch über 24 kA zum Fehler „E0.22“.
Es kann ein manuelles Backup durchgeführt oder ein automatisches Backup eingestellt
werden.
Das manuelle Backup wird über das Menü „Tools Sicherung“ gestartet. Im Dialog können die Schweißzange und die zu sichernden Daten ausgewählt werden.
14
Die Einstellungen für das automatische Backup können in der Systemkonfiguration durchgeführt werden (siehe Kapitel „SpotWelding Systemkonfiguration“).
Page 15

Arbeitsebene / Arbeitsblätter
DE
Arbeitsblatt Übersicht
Im Arbeitsblatt Übersicht (Overview) werden Zangen-relevante Informationen über aktuelle Einstellungen angezeigt:
- Seriennummer, Z-Nummer, Artikelnummer, Grundtyp
- Schnittstelle
- Programmnummer, Punktnummer, Bauteilseriennummer, Bauteilartikelnummer
- Aktueller Zangencode, erwarteter Zangencode
- Elektrodenabstand1) in Millimeter
(zur Anzeige muss eine Positionskalibrierung durchgeführt werden - siehe Abschnitt
„Positionskalibrierung einstellen“)
- Hauptmotor Pleuelposition1) in Form der Anzeige von „Grad zum oberen Totpunkt
- Arbeitspunkt
Der Arbeitspunkt muss bei DeltaSpot-Anlagen im Bereich 10-15° liegen!
- Blechstärke1)
(zur Anzeige muss eine Kalibirierung der Blechstärkenüberwachung durchgeführt
werden)
Zusätzlich gibt das Blatt Übersicht Informationen über aktuelle Verbrauchswerte und dient
zum Zurücksetzen der Zähler von
- Prozessbändern1)
hier kann zusätzlich zum Reset auch eine Bandlängenanpassung durchgeführt werden, um Korrekturen vorzunehmen
- Elektrodenstandzeit (Elektrodenwechsel)
- Schmierzyklus1)
- Tip dressing2) - Kappen fräsen
- Punktzähler gesamt und aktuell
Der Punktzähler kann jederzeit auf 0 zurückgesetzt werden.
- Stepper - Punktzähler
- Stepper - Stromanpassung
Erklärung der Fußnoten:
1)
nur DeltaSpot-Anlagen 2) nur DeltaCon-Anlagen
15
Page 16
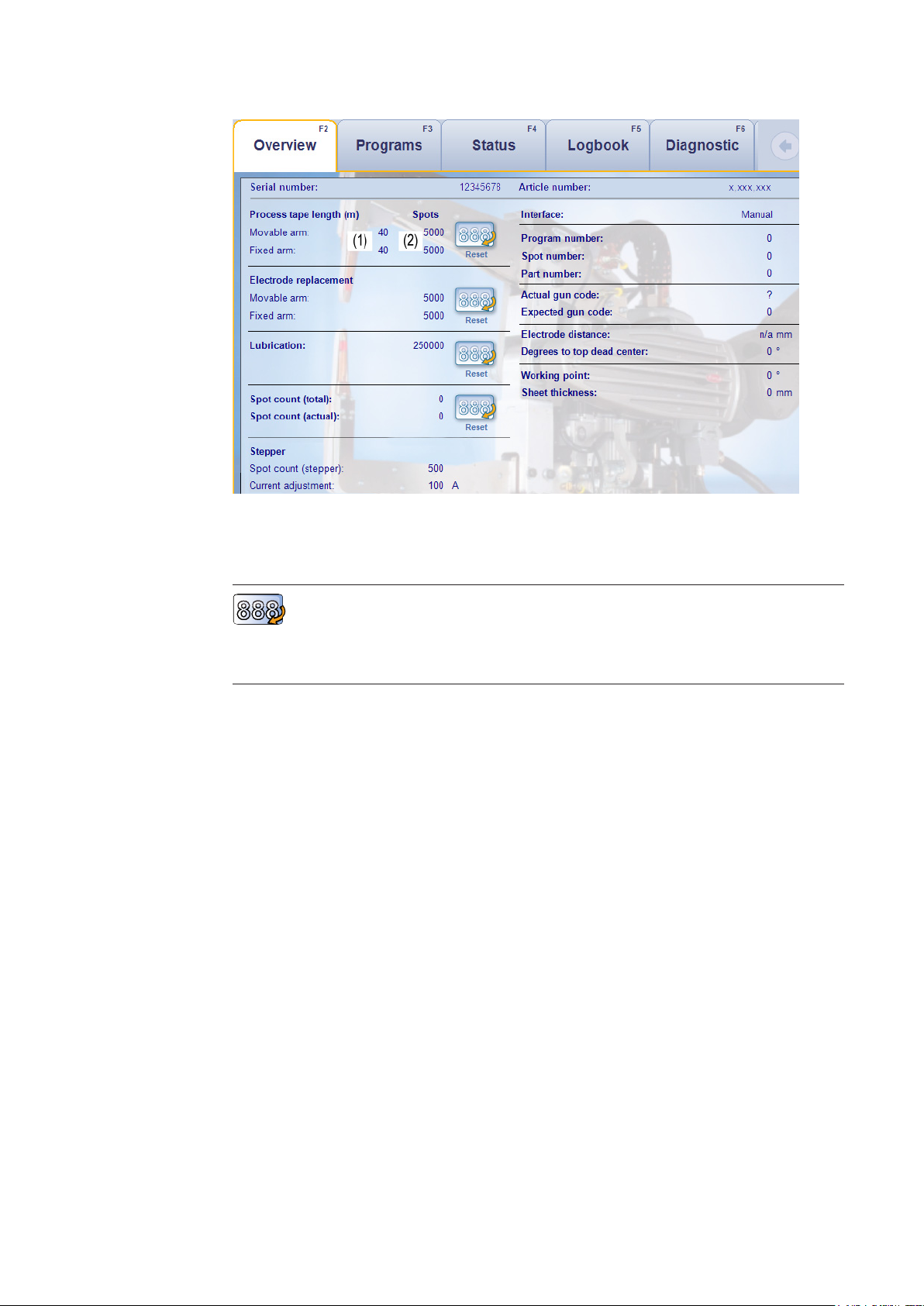
Beispiel: Arbeitsblatt Übersicht für eine DeltaSpot-Anlage
Arbeitsblatt Übersicht
(1) gibt die Länge des noch verbleibenden Prozessbandes an
(2) gibt die Anzahl der noch möglichen Schweißpunkte an
Schaltfläche Zähler zurücksetzen (Reset)
durch Drücken der Schaltfläche Zähler zurücksetzen. Dies ist auch bei ausgeschalteten oder abgedockten Schweißzangen möglich. Beim Zurücksetzen des
Prozessband-Zählers und des Elektrodenstandzeit-Zählers kann die Schweißzange ausgewählt werden.
Über das Roboterinterface ist ein gleichzeitiges Zurücksetzen der Bandlängen-Zähler oder
der Elektrodenstandzeit-Zähler beider Zangenarme möglich. Bandlängen-Zähler und
Elektrodenstandzeit-Zähler können jedoch nicht gleichzeitig zurückgesetzt werden.
16
Page 17
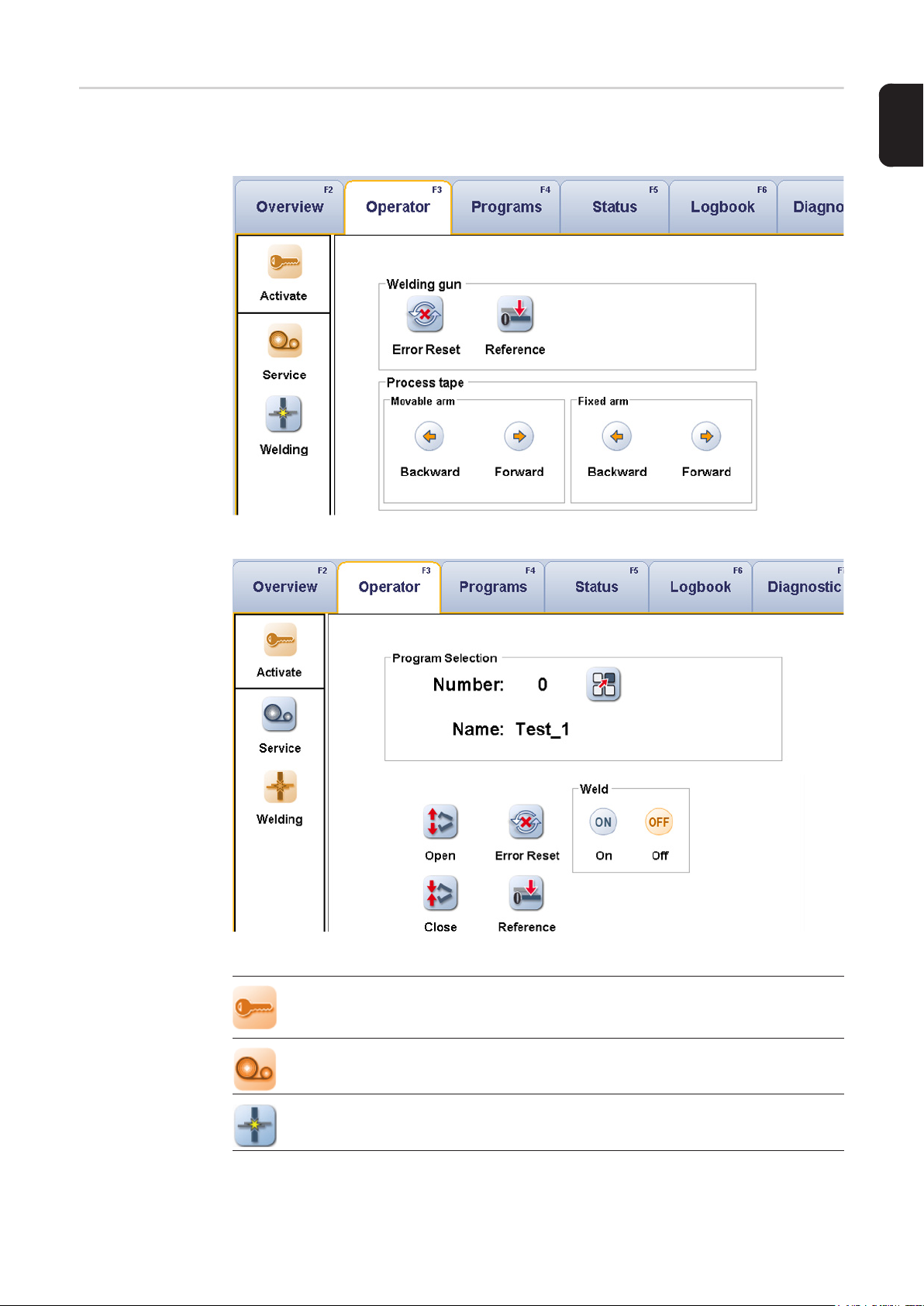
Arbeitsblatt Bediener
Das Arbeitsblatt Bediener (Operator) ist nur für Benutzer mit bestimmten Rechten sichtbar.
In diesem Reiter kann die Schweißzange direkt mit dem Xplorer gesteuert werden.
Arbeitsblatt Bediener - Service
DE
Arbeitsblatt Bediener - Schweißen
Schaltfläche Aktivieren(Activate)
aktiviert die Funktion im Xplorer, funktioniert nicht wenn eine Fernbedienung an
der Schweißzange angeschlossen ist
Schaltfläche Service (Service)
öffnet das Fenster mit den Servicefunktionen
Schaltfläche Schweißen (Welding)
öffnet das Fenster mit den Schweißfunktionen
17
Page 18

Schaltfläche Fehlerreset (Error Reset)
zum Resetieren aufgetretener Fehler. Ausgleichsantrieb und Hauptantrieb werden wieder auf die Ausgangsposition gefahren. Beim nächsten Schweißstart,
vor dem Schließen der Schweißzange erfolgt ein automatischer Bandvorzug,
sofern vor dem Auftreten des Fehlers ein Stromfluss stattgefunden hat.
Schaltfläche Referenz (Reference)
zum Referenzieren der Antriebe
Schaltfläche Prozessband Vor / Zurück (Process tape Forward / Backward)
zum Vor- oder Zurückspulen des Prozessbandes
Schaltfläche Schweißzange öffnen (Open)
öffnet die Schweißzange
Schaltfläche Schweißzange schließen (Close)
schließt die Schweißzange
Schaltfläche Programmauswahl (Program selection)
zum Auswählen eines Programmes
Schaltfläche Schweißen ON / OFF (Weld ON / OFF)
Schweißen mit bzw. ohne Strom
Arbeitsblatt Programme
Arbeitsblatt Programme
Schaltfläche Programm erstellen / editieren (Change)
Mittels Mausklick Programm Vorschau im Arbeitsblatt anwählen und durch Drücken der Schaltfläche Programmeditor öffnen.
Tastenkürzel: Enter-Taste
Schaltfläche Programm löschen (Delete)
Programm mit Mausklick anwählen und durch Drücken der Schaltfläche löschen
Tastenkürzel: Entf-Taste
Schaltfläche Programm auf Datenträger speichern (Export)
Gewünschtes Programm auswählen und durch Drücken der Schaltfläche in einer Datei speichern.
Schaltfläche Programm importieren (Import)
Öffnet ein in einer Datei abgespeichertes Programm
18
Page 19

Schaltfläche Programm kopieren (Copy)
Gewünschte Programme auswählen und durch Drücken der Schaltfläche in den
Zwischenspeicher kopieren.
Tastenkürzel: Strg + C
Schaltfläche Programm einfügen (Paste)
Gewünschte Position durch Mausklick anwählen und durch Drücken der Schaltfläche zuvor kopiertes Programm einfügen. In einem Dialogfenster kann ausgewählt werden, ob die Namen und Kommentare der alten Programme beibehalten
werden sollen.
Tastenkürzel: Strg + V
Schaltfläche Programm prüfen (Check)
Ein oder mehrere Programme können durch Drücken der Schaltfläche überprüft
werden. Nach der Auswahl des verwendeten Trafos wird die Dauer angezeigt,
die zwischen zwei Schweißungen gewartet werden muss, um die Trafodioden
nicht zu beschädigen
FILTER
Möglichkeit die Anzeige von Programmen einzugrenzen nach:
- Programmnummer
- Punktnummer
- Programmname
- Kommentare
- Material
DE
Arbeitsblatt Status
Im Arbeitsblatt Status befinden sich alle aktuell auftretenden Warnungen und Fehler an der
Schweißzange.
Arbeitsblatt Status
Symbol Anlagen Stopp
Betrieb kann erst nach Behebung wieder fortgesetzt werden
Symbol Warnung
!
Nichtbeachtung kann zum Anlagen Stopp führen
Rechts neben den Symbolen erscheint die Nummer der auftretenden Warnung und des
Fehlers.
19
Page 20

Arbeitsblatt Logbuch
Im Arbeitsblatt Logbuch werden alle
- Statusänderungen (Fehler, Warnungen) inklusive Zangencode, Punktnummer und
Programmnummer
- Programmänderungen
- Konfigurationsänderungen und
- Stepperänderungen
- Elektroden-Resets (Zangencode, Zangenarm, Anzahl der Schweißungen, Anzahl
noch möglicher Schweißungen)
- Prozessbandlängen-Resets (Zangencode, Zangenarm, verbrauchte ProzessbandLänge, unverbrauchte Prozessband-Länge)
- mit dem dazugehörenden Benutzer gespeichert
Über einen Filter kann die Darstellung der verschiedenen Änderungen gefiltert werden.
Die Anzahl der angezeigten Logbuch-Einträge ist limitiert.
Ein entsprechender Hinweis wird angezeigt, wenn das Limit für den ausgewählten Zeitraum erreicht wird.
Durch Klick auf den „Show more“ Button wird das Limit verdoppelt.
Arbeitsblatt Logbuch
Symbol Details (Details)
Öffnet eine Detailansicht des ausgewählten Logbucheintrages. Bei Programmänderungen wird ein Programmvergleich (altes und neues Programm)
geöffnet.
Die Details eines Logbucheintrages können auch durch Doppelklick auf den jeweiligen Eintrag angezeigt werden.
Symbol Export (Export)
Über diese Funktion können Logbuch-Einträge exportiert werden. CSV (Plain)
exportiert alle Logbuch-Einträge. CSV (Set/Reset) exportiert nur Statusänderungen (bereits anliegende Fehler / Warnungen werden nicht doppelt aufgezeichnet). Es werden nur Logbuch-Einträge exportiert, die aktuell angezeigt werden.
Symbol Top 10 (Top 10)
Öffnet eine Top 10 Ansicht der Fehler / Warnungen in einem auswählbaren Zeitraum (Alles / 30 Tage / 7 Tage) .
Symbol Statusfilter (Status Filter)
Hier können regelmäßig auftretende Fehler / Warnungen eingetragen werden.
Eingetragene Fehler / Warnungen werden im Logbuch nicht mitprotokolliert
Mit den Datums-Auswahlfeldern kann ein beliebiger Zeitraum für die Anzeige der LogbuchEinträge ausgewählt werden.
20
Programmvergleich bei Programmänderungen:
Page 21

Programmvergleich
Der Programmvergleich (Programmänderung auswählen und auf Detail klicken) stellt das
alte und neue Programm grafisch dar.
Über die Buttons „Alt kopieren (Copy old)“ und „Neu kopieren (Copy new)“ kann das jeweilige Programm in die Zwischenablage kopiert und durch Einfügen im Arbeitsblatt Programme wiederhergestellt werden.
DE
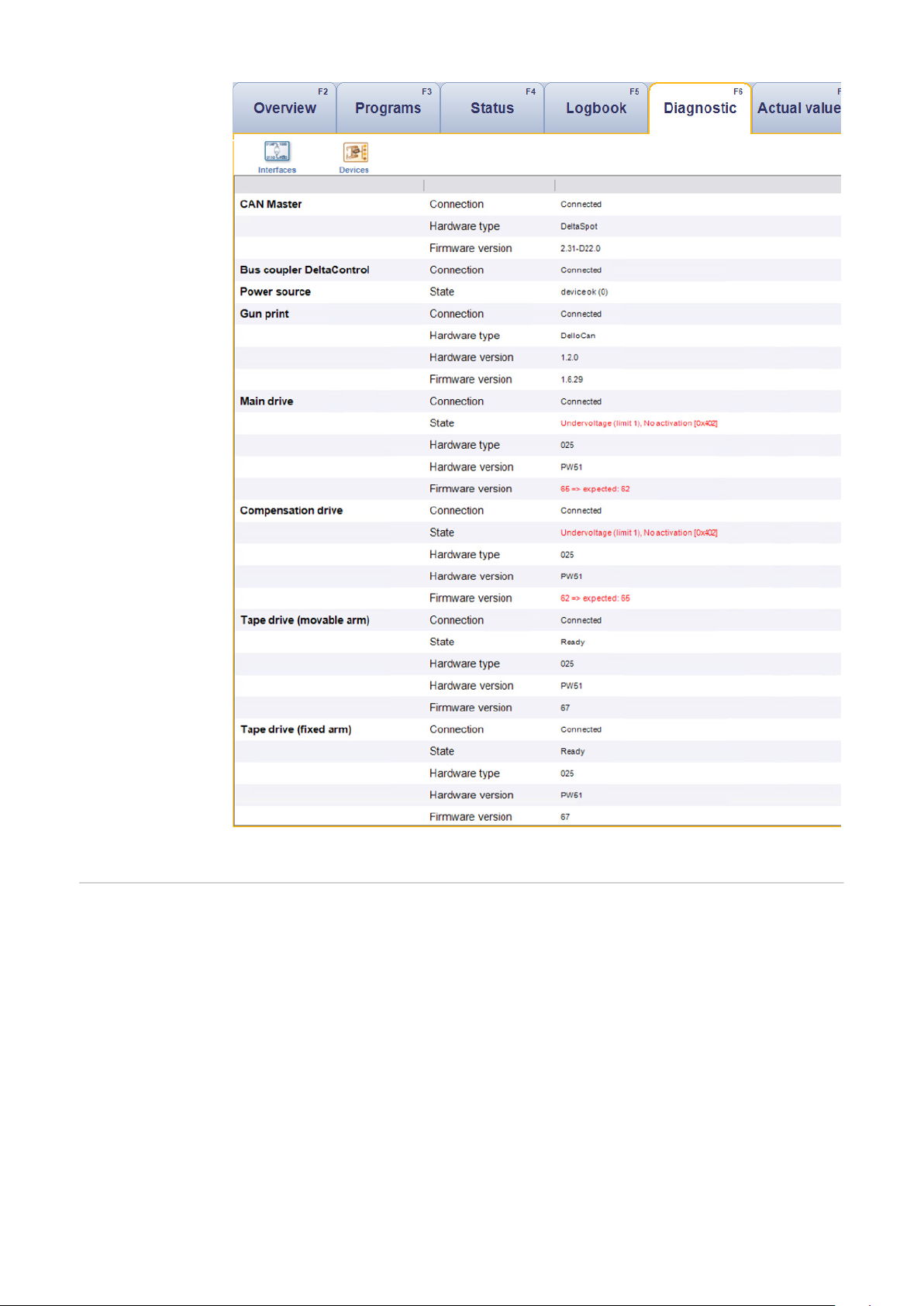
Arbeitsblatt Diagnose
Im Arbeitsblatt Diagnose werden die im System vorhandenen Komponenten angezeigt.
Das Arbeitsblatt Diagnose gibt Informationen über:
- aktuelle Zustände der Schnittstellen Ein- und Ausgänge
- Verbindungsstatus der Bus-Teilnehmer
- Gerätestatus
- Status der Stromquelle (wird nur von bestimmten Stromquellen unterstützt)
- (aktive) Master- und Bootloader-Knoten
- Hardware-Typ, Hardware-Version und Firmware-Version;
Bei abweichender Version wird neben der aktuellen auch die erwartete Version angezeigt.
- Warnungen, die von der Stromquelle ausgegeben werden (power source warnings)
Schaltfläche Schnittstelle (Interfaces)
Nach Aktivierung erfolgt die Anzeige der aktuellen Zustände der Schnittstellen.
Im unteren Fensterbereich erscheint eine kurze Beschreibung des markierten
Signals
Automatik-Schnittstelle:
Schnittstellenbezeichnung, Schnittstellentyp und Prozessdatenlänge werden
angezeigt. Ist die Prozessdatenlänge nicht verfügbar, wird der Eintrag ausgeblendet.
Manuell-Schnittstelle:
Ein- und Ausgänge werden angezeigt.
Schaltfläche Komponenten (Devices)
Nach Aktivierung erfolgt die Anzeige des Verbindungsstatus, der aktuellen Zustände der Bus-Teilnehmer und der jeweiligen Komponente. Bei nicht behebbaren Fehlern kann der Kundendienst helfen, die Störung zu beheben.
21
Page 22
Arbeitsblatt Diagnose - Komponenten
Arbeitsblatt Istwerte (Option)
22
Das Arbeitsblatt stellt folgende Daten graphisch dar:
- aktuelle Strom- und Kraftverläufe
- Spannung, Widerstand und Motorpositionsverlauf (sofern vorhanden)
- eine Linie mit dem Sollstrom- und Sollkraftverlauf
In der Leiste oberhalb des Diagramms werden folgende Daten angezeigt:
- Geräte-Seriennummer, Bauteil-Artikelnummer, Bauteil-Seriennummer
- Punktnummer, Progammnummer, Korrekturwert des Steppers, Programmname
- Ermittelte Blechdicke, Erwartete Blechdicke, Eingestellte Toleranz, Blechdickenüberwachung aktiviert
Positioniert man den Mauszeiger über einer der Kurven im Diagramm, werden die Werte
angezeigt.
Page 23

Arbeitsblatt Istwerte
Zoomen / Zoom zurücksetzen
- Mittels Klick der linken Maustaste ein Zoom-Fenster auswählen
- Durch Doppelklick der linken Maustaste oder durch Klick auf den Button „Zoom out“
heraus-zoomen
DE
Diagramm exportieren
- Button „Export“ klicken
- Im sich öffnenden Fenster das Export-Format auswählen:
PNG ... Bild (Pixel-Grafik)
XPS ... Vektor-Grafik (Kurven bleiben beim Zoomen scharf)
23
Page 24

SpotWelding.Configurator
Allgemeines Im SpotWelding.Configurator können die eingebauten Hardware-Optionen aktiviert und
das verwendete Feldbussystem konfiguriert werden.
Dieses Tool ist im Startmenü unter „Programme“ -> „Fronius Product Group“ -> „SpotWelding.Configurator“ zu finden. Es muss nach jedem Software-Update ausgeführt werden,
um die Konfiguration zu prüfen und zu aktivieren.
Der SpotWelding.Configurator kann nur gestartet werden, wenn man als „Admin“ eingeloggt ist und wenn der SpotWelding.Server beendet ist (und umgekehrt).
Die ausgewählten Einstellungen im SpotWelding.Configurator bleiben auch nach einem
Software-Update erhalten. In den meisten Fällen sollte es daher nach einem Software-Update ausreichen, den SpotWelding.Configurator zu öffnen und den Button „Activate Configuration“ zu betätigen.
Übersicht SpotWelding.Configurator
(8)
(6)
(5)
(1)
(2)
(3)
(4)
(7)
24
(9)
Page 25
(1) Schweißsystem (Welding System)
Hier wird das vorhandene Schweißsystem ausgewählt
z.B. DeltaSpot, DeltaCon, DeltaCon (Combined Control)
(2) SpotWelding Optionen (SpotWelding Options)
Hier können die verschiedene Ein-/Ausgangserweiterungen aktiviert oder
deaktiviert werden. Die Erweiterungen müssen zuvor in der SpotWelding
Control installiert werden.
(3) Option Standanlage (Stationary System)
Bei ausgewählter Option werden die Feldbus-Einstellungen automatisch deaktiviert.
(4) Max. Schließgeschwindigkeit (Speed Limit)
Bei ausgewählter Option wird bei DeltaCon X450 und DeltaCon C-Zangen die
max. Schließgeschwindigkeit auf 2m/min begrenzt.
(5) Stromquelle (Power Source)
Hier muss die verwendete Stromquelle eingestellt werden
z.B. DeltaQ (=Fronius-Inverter), Hams+Wende Sinius, etc.
(6) Feldbus-System, Prozessdaten-Länge (Fieldbus System, Process Data Image)
Hier kann das verwendete Feldbus-System und die passende ProzessdatenLänge eingestellt werden.
(7) Custom
Mit dem „Custom“ Button kann ein kundenspezifisches Prozessdatenabbild
freigeschalten werden.
DE
(8) Feldbus-Systemeinstellungen (Fieldbus System Settings)
MAC-ID (Schnittstellen-spezifisch) (Mac Id)
MAC-ID einstellen (siehe Abschnitt „Bussysteme“).
Baudrate (Schnittstellen-spezifisch) (Baudrate)
Baudrate einstellen (siehe Abschnitt „Bussysteme“).
(9) Activate Configuration
Mit Activate Configuration werden die Einstellungen aktiviert und gespeichert. Dieser Vorgang kann einige Minuten dauern. Danach wird der SpotWelding.Configurator automatisch beendet und die SpotWelding Steuerung
(SpotWelding.Control) kann gestartet werden.
25
Page 26

DeltaQ, Harms & Wende Inverter
Allgemeines Der Fronius-Inverter DeltaQ und der Inverter-Typ Sinius von Harms & Wende werden von
der Steuerung unterstützt. Diese Inverter werden per EtherCAT angebunden.
Für die Verwendung von EtherCAT muss bei DeltaSpot-Anlagen zuvor eine Netzwerkkarte
entsprechend vorbereitet werden (siehe Kapitel Netzwerkschnittstelle vorbereiten auf
Seite 77)
Der Stromquellentyp muss im SpotWelding Configurator ausgewählt werden (siehe Kapitel Übersicht SpotWelding.Configurator auf Seite 24)
Für die Verwendung des Sinius Inverters von Harms & Wende muss zuerst eine Kalibrierung durchgeführt werden (siehe Kapitel Harms & Wende Sinius Inverter kalibrieren auf
Seite 40).
26
Page 27

Bedienung
Page 28

Page 29

Einstellungen in der Systemkonfiguration
Allgemeines In der Systemkonfiguration werden nur Parameter angezeigt, die für das jeweilige System
(DeltaSpot, DeltaCon, etc.) oder für die jeweilige Zange relevant sind.
Systemparameter für konfigurierte Zangen werden angepasst angezeigt, z.B.:
bei konfigurierten Zangen ohne Ausgleich werden sämtliche den Ausgleich betreffende
Systemparameter ausgeblendet.
DE
Istwert-Überwachung einstellen
Für die Istwert-Überwachung können beliebige Werte eingestellt werden. Übersteigt ein
Parameter an der Schweißzange die in der Istwert-Überwachung eingestellte Grenze,
wird eine Warnung ausgegeben.
Istwert-Überwachung aktivieren / deaktivieren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
1
Den Parameter „Istwertüberwachung“ auf „inactive“ oder „active“ stellen
2
29
Page 30

Systemkonfiguration - Istwert-Überwachung aktivieren / deaktivieren
Werte für die Istwert-Überwachung einstellen:
Im Arbeitsblatt Programme auf das gewünschte Programm doppelklicken
3
Im Reiter Istwert-Überwachung die Toleranzen einstellen
4
Werte Istwert-Überwachung einstellen
Bytefolge auf
Feldbus-Interfaces umkehren
Es ist möglich, auf Feldbus-Interfaces die Bytefolge umzukehren.
Bytefolge auf Feldbus-Interfaces umkehren:
Über das Optionsmenü in die Systemkonfiguration einsteigen
1
Den Parameter „High-/Low-Bytes vertauschen“ auf „yes“ stellen
2
Systemkonfiguration - Bytefolge umkehren
30
Page 31

Zwischenspeichern von
Schweißungen
Die Steuerung speichert eine gewisse Anzahl von Schweißungen / Istwerten in einem
Ringpuffer.
Somit kann z.B. bei Ausfall des Dokumentationssystems noch eine gewisse Anzahl von
Schweißungen ohne Datenverlust durchgeführt werden.
Dokumetationssysteme
„Doku directory“
CSV-Daten werden gespeichert, wenn in der Systemkonfiguration beim Parameter „Doku directory“ ein Speicherort eingegeben wird.
WeldCube
Bei diesen Dokumentationssystemen kann die Steuerung den Status der Dokumentation
überwachen, sofern in der Systemkonfiguration der Parameter „Docu state monitoring‘“
auf „active“ gesetzt wurde.
Bei einem Problem mit der Schweißdokumentation wird im Fronius.Xplorer die Warnung
2.0 „docu state buffering“ angezeigt. Schweißungen werden zwischengespeichert, um ei-
nen Ausfall für eine gewisse Zeit überbrücken zu können.
Bei längerem Ausfall und einem vollen internen Speicher wird die Warnung 2.1 „docu state
buffer full“ angezeigt. Erfolgen weitere Schweißungen, werden die ältesten Schweißungen
im Speicher gelöscht (=> Ringpuffer).
Der Zustand der Dokumentationsüberwachung kann auch am Roboterinterface mittels Signal „docu state“ abgefragt werden:
DE
31
Page 32

2-stufiger
Schweißstart
Bei der DeltaCon Standanlage kann eine Fuß-Fernbedienung mit 2 Schaltschwellen verwendet werden.
Mit der ersten Schaltschwelle wird die Zange geschlossen (= Vorhub). Bei der zweiten
Schaltschwelle wird der Schweißvorgang gestartet.
Durch den 2-stufigen Schweißstart kann eine falsche Positionierung des Bauteils gegebenenfalls noch korrigiert werden.
Die Schließkraft des Vorhubs wird in der Systemkonfiguration angepasst. Somit kann der
Vorhub auch zum manuellen Kappenfräsen verwendet werden.
Parametrierbare
Limits für Blechdicken-Überwachung
Für die Nachkalibrierung der Blechdicken-Überwachung kann das Warnungs-Limit und
das Fehler-Limit eingestellt werden:
32
Page 33

Schweißzangen-Komponenten kalibrieren
DE
Allgemeines
WARNUNG!
Automatisch anlaufende Maschinen können schwerwiegende Personen- und Sachschäden verursachen.
► Zusätzlich zu dieser Bedienungsanleitung die Sicherheitsvorschriften des Roboter-
und Schweißsystemherstellers, sowie die Bedienungsanleitung der Schweißzange beachten.
► Überzeugen Sie sich zu Ihrer persönlichen Sicherheit, dass alle Schutzmaßnahmen im
Arbeitsbereich des Roboters getroffen sind und für die Dauer Ihres Aufenthaltes in diesem Bereich auch bestehen bleiben.
VORSICHT!
Fehlerhafte Angaben können schwerwiegende Sachschäden verursachen.
► Die Konfiguration der Schweißzange darf nur von geschultem Fachpersonal durchge-
führt werden. Für Schäden, die auf fehlerhafte Einstellungen zurückzuführen sind, haftet der Hersteller nicht.
WICHTIG!
Konfigurationsänderungen und Kalibrierungen dürfen bei DeltaSpot-Anlagen nur
im Manual-Betrieb durchgeführt werden.
WICHTIG!
DeltaSpot-Schweißzangen sind bei Auslieferung vollständig kalibriert.
Eine Kalibrierung ist nur nach dem Austauschen von Hardware-Komponenten notwendig.
DeltaCon-Schweißzangen sind bei Auslieferung je nach Konfiguration kalibriert.
Folgende Komponenten der Schweißzange können über die Zangensteuerung kalibriert
werden:
- Positionslimit
- Kraftsensor
- Kraftregler
- Hauptantriebsposition
- Ausgleichsantriebsposition
- Blechstärkenkompensation
- Blechstärkenüberwachung
- Strom
- Harms & Wende Sinius Inverter kalibrieren
- Mess-System Kalibrierung
Die einzelnen Kalibrier-Funktionen können im Optionsmenü unter „Kalibrierung“ aufgerufen werden
33
Page 34

Positionslimit kalibrieren
Positionslimit (Öffnungswinkel) der Schweißzange kalibrieren
Über das Optionsmenü Kalibrierung Positionslimit einsteigen
1
Blechstärken-Korrektur der Zange so weit wie möglich öffnen
2
Elektroden entfernen
3
Auf „Ok“ klicken
4
Auf „Start“ klicken
5
Auf der DeltaRemote „start welding“ drücken
6
Es erscheint eine Meldung ob die Kalibrierung erfolgreich war oder nicht
Kraftsensor kalibrieren
Über das Optionsmenü Kalibrierung Kraftsensor einsteigen
1
*
*
*
*
34
Den Anweisungen des Programms folgen
2
* Die Arbeitsschritte werden nur für Standanlagen mit Zangenausgleich angezeigt.
Um eine Kalibrierung durchzuführen muss zuerst der Ausgleich in Position gefahren werden.
Page 35

Kraftregler kalibrieren
Der P-Faktor beeinflusst das Regelverhalten des Kraftreglers. Zu hohe P-Faktoren führen
zu einem „Schwingen“ der Elektroden-Anpresskraft. Zu niedrige P-Faktoren führen zu einer langsamen Regelung und zu einem langen Kraftaufbau
Über das Optionsmenü Kalibrierung Kraftregler einsteigen
1
Auf „Start“ klicken
2
Blech in die Schweißzange halten
3
An der SpotWelding Control „Run“ drücken
4
Die Schweißzange führt die Kalibrierung durch. Testschweißungen ohne Strom mit
unterschiedlichen P-Faktoren werden durchgeführt. Dieser Vorgang kann etwas länger dauern.
Der Arbeitsbereich wird ebenfalls überprüft. Sollte dieser nicht passen, werden entsprechende Anweisungen im Statusfenster angezeigt. Ein Arbeitswinkel größer 12,5
ist erforderlich.
DE
Hauptantriebsposition kalibrieren
HINWEIS!
Bei einer Kalibrierung des Kraftreglers an einer Standanlage mit Zangenausgleich
wird der Ausgleichsmodus „Position“ automatisch aktiviert.
Die Hauptantriebsposition muss kalibriert werden, da einige Zangenfunktionen darauf zugreifen. Nach erfolgreicher Kalibrierung werden im Arbeitsblatt Übersicht und auf den Feldbus-Schnittstellen die Elektrodenabstände angezeigt und übertragen.
Positionsanzeige in Millimeter aktivieren / deaktivieren und Genauigkeiten festlegen:
Über das Optionsmenü in die Systemkonfiguration einsteigen
1
Den Parameter „Position in millimeters“ auf „inactive“ oder „active“ stellen
2
Mit dem Parameter „Position precision“ die Genauigkeit der Anzeige festlegen
3
35
Page 36

Systemkonfiguration - Positionsanzeige in Millimeter aktivieren / deaktivieren
Positionskalibrierung durchführen:
Über das Optionsmenü Kalibrierung Hauptantriebsposition einsteigen
1
Im Fenster Positionskalibrierung mehrere Datenpunkte hinzufügen. In der Regel ge-
2
nügen fünf Punkte. Nur bei zu großen Ungenauigkeiten sind mehr Punkte notwendig.
Bereits hinzugefügte Punkte werden rot angezeichnet.
- Zange schließen, unter Millimeter „0“ eintragen und auf „Punkt hinzufügen“ kli-
cken
- Zange ganz öffnen, Abstand zwischen Elektroden messen, unter Millimeter ein-
tragen und auf „Punkt hinzufügen“ klicken
- Dazwischen drei weitere Punkte hinzufügen (gleichmäßig verteilt)
Positionskalibrierung mit einem Klick auf „Speichern“ abschließen
3
Die aktuelle Position wird mit einem grünen Punkt gekennzeichnet.
Im Feld „Interpolierte Position in Millimeter“ wird die aus den aufgezeichneten Punkten interpolierte Position angezeigt. Diese Anzeige kann zur Kontrolle verwendet werden - sie
sollte über den gesamten Bereich mit der tatsächlichen Position übereinstimmen. Ist das
nicht der Fall, können noch weitere Punkte hinzugefügt werden.
Punkte löschen
Werden während der Kalibrierung fehlerhafte Daten eingegeben, so können die fehlerhaften Punkte wieder gelöscht werden, indem man sie unter Datenpunkte markiert und auf
„Punkt löschen“ klickt.
36
Um die Kalibrierung von vorne zu beginnen, auf „Alle löschen“ klicken.
Page 37

Hauptantriebsposition kalibrieren
DE
Ausgleichsantriebsposition kalibrieren
BlechstärkenKompensation
Über das Optionsmenü Kalibrierung Ausgleichsantriebsposition einsteigen
1
Auf Start klicken
2
Abstand zwischen Referenzpunkt und Elektrode unter „Position in Millimeter“ eintra-
3
gen
Auf „Position speichern“ klicken (Zange fährt automatisch zum nächsten Punkt)
4
Abstand zwischen Referenzpunkt und Elektrode messen und eintragen
5
Punkt 4 und 5 für die weiteren Punkte wiederholen
6
Positionskalibrierung Ausgleichsantrieb einstellen
Das Einstellen der Blechstärken-Kompensation wird in der Bedienungsanleitung der
Schweißzange im Kapitel „Blechstärken-Korrektur einstellen“ beschrieben.
37
Page 38

BlechstärkenÜberwachung kalibrieren
HINWEIS!
Dieser Abschnitt beschreibt nur die manuelle Kalibrierung.
In einer Roboteranwendung muss die Blechstärkenkalibrierung regelmäßig über die
Schnittstelle zur Roboter-Steuerung von der Roboter-Steuerung oder einer übergeordneten Steuerung durchgeführt werden.
Über das Optionsmenü Kalibrierung Blechstärkenüberwachungskalibrierung
1
einsteigen
Blechstärke von 3 unterschiedlichen Blechen eingeben
2
Auf „Start“ klicken
3
Mit der Fernbedienung die drei verschiedenen Bleche abschweißen (ohne Strom)
4
HINWEIS!
Nach erfolgtem Elektrodentausch ist eine Neukalibrierung der Blechstärken-Überwachung erforderlich!
Bei einem Elektrodentausch werden Elektroden-Standzeitzähler und die Kalibrierdaten
der Blechstärken-Überwachung zurückgesetzt.
HINWEIS!
Bei der Kalibrierung der Blächstärken-Überwachung wird bei einer Standanlage mit
Zangenausgleich der Ausgleichsmodus „Position“ automatisch aktiviert.
38
Page 39

Strom kalibrieren Kalibrierung zur Ermittlung des Stromquellenkorrektur- und des Istwertkonvertierungsfak-
tors. Für Stromquellen bei denen die Soll- und Istwerte analog übertragen werden. Bei digitalen Stromquellen wird dieser Menüeintrag ausgeblendet.
Unter „Strom kalibrieren“ werden nur relevante Daten der jeweiligen Zange angezeigt.
Über das Optionsmenü Kalibrierung Strom einsteigen
1
DE
Beispiel: Strom kalibrieren für eine DeltaSpot-Anlage
Kalibrierstrom eingeben
2
Sollkraft eingeben
3
Auf „Start“ klicken
4
Schweißung „mit Strom“ durchführen
5
Gemessenen Strom (= tatsächlich geflossenen Strom) eingeben und übernehmen
Errechnete Faktoren werden angezeigt und nach einer Bestätigung automatisch in die
Zangenkonfiguration eingetragen.
39
Page 40

HINWEIS!
Bei der Strom-Kalibrierung wird bei einer Standanlage mit Zangenausgleich der
Ausgleichsmodus „Position“ automatisch aktiviert.
Harms & Wende
Sinius Inverter
kalibrieren
Über das Optionsmenü Kalibrierung Harms & Wende Sinius Inverter einsteigen
1
Den Anweisungen im Dialogfenster folgen
2
HINWEIS!
Bei der Kalibrierung von Harms & Wende Sinius Invertern wird bei einer Standanlage mit Zangenausgleich der Ausgleichsmodus „Position“ automatisch aktiviert.
40
Page 41

Mess-System kalibrieren
Über das Optionsmenü Kalibrierung Mess-System einsteigen
1
DE
Sollstrom eingeben
2
Sollkraft eingeben
3
Falls erforderlich Bandvorzug für den beweglichen und den festen Arm aktivieren
4
Auf „Start“ klicken
5
2 Schweißungen mit Strom durchführen
6
Gemessenen Strom (= tatsächlich geflossenen Strom) eingeben und übernehmen
Errechnete Faktoren werden angezeigt und nach einer Bestätigung automatisch in die
Zangenkonfiguration eingetragen.
41
Page 42

HINWEIS!
Bei der Kalibrierung des Mess-Systems wird bei einer Standanlage mit Zangenausgleich der Ausgleichsmodus „Position“ automatisch aktiviert.
42
Page 43

Zangencodezuordnung erstellen
Allgemeines Für verschiedenste Anwendungsbereiche stehen unterschiedliche Zangengeometrien zur
Verfügung. Mit einer Steuerung können bis zu 8 DeltaSpot oder DeltaCon Schweißzangen
abgebildet werden.
Um mehrere Schweißzangen an einem Roboter verwenden zu können, muss jeder
Schweißzange ein eindeutiger Code zugewiesen werden, über den sie künftig identifiziert
wird und damit verbunden die richtigen Zangenparameter geladen werden.
DE
Ablauf Zangenwechsel
Eine neue Schweißzange wird am Roboter angeschlossen
1
Die Steuerung erkennt die Schweißzange nicht und gibt eine Fehlermeldung aus:
Im Xplorer muss über das Optionsmenü „Zangencodezuordnung erstellen“ der
2
Schweißzange ein Code zugewiesen werden
Zahl eintragen und Speichern klicken (Der Schweißzange kann eine Zahl zwischen 0
3
und 7 zugewiesen werden)
Die Schweißzange ist nun diesem Code zugewiesen. Wird dieselbe oder eine andere
bereits zugeordnete Schweißzange angeschlossen oder angedockt, dann werden auf
Grund des jeweiligen Zangencodes die dazugehörigen Zangeneinstellungen geladen.
Über die Systemkonfiguration können dieser Schweißzange spezifische Einstellungen zugewiesen werden.
43
Page 44

Systemkonfiguration aufrufen (Optionsmenü „Systemkonfiguration“)
4
Werte einstellen und OK klicken
5
- Die weitere Ansteuerung der Schweißzange erfolgt über die hinten beschriebe-
nen Robotersignale
44
Page 45

Firmwareupdate durchführen
DE
Firmwareupdate
der Motorregler
durchführen
CAN-Firmwareupdate durchführen
Im Optionsmenü auf Firmware update klicken
1
Firmware update
Die nachfolgenden Dialoge mit „OK“ bestätigen
2
- Der Update-Vorgang wird durchgeführt. Dies kann ein paar Minuten dauern. Während
des Update-Vorgangs sollten keine anderen Funktionen ausgeführt werden.
Bevor das CAN-Firmwareupdate durchgeführt wird, muss der SpotWelding-Server beendet werden. Die Konfiguration muss vor dem Update mittels Konfigurator einmal aktiviert
werden.
TwinCat in „Config-Mode“ setzen
1
Systemmanager öffnen
2
Aktuelle Konfiguration laden
3
45
Page 46

Unter „I/O-Devices“ auf DeltaSpot klicken und Reiter „FC51xx“ auswählen
4
Auf „Firmware Update“ klicken
5
Update-Datei auswählen und auf „Open“ klicken
6
Nach dem Update TwinCat in „Run-Mode“ versetzen
7
46
Page 47

Auf grünes TwinCat-Symbol in der Taskleiste achten. Das Symbol darf nicht blau oder rot/
gelb sein.
DE
47
Page 48

Stepperfunktion erstellen
Allgemeines
Steppereditor
VORSICHT!
Fehlerhafte Angaben können schwerwiegende Sachschäden verursachen.
► Die Konfiguration der Schweißzange darf nur von geschultem Fachpersonal durchge-
führt werden. Für Schäden, die auf fehlerhafte Einstellungen zurückzuführen sind, haftet der Hersteller nicht.
Die Stepperfunktion ermöglicht eine Erhöhung der Elektrodenstandzeit durch Komponsation von Elektrodenverschleiß. Es wird in Abhängigkeit der Anzahl der geschweißten Punkte, der Schweißstrom erhöht oder verringert.
Für die Stepperfunktion wird ein interner Punktzähler verwendet. Dieser wird automatisch
zurückgesetzt, sobald beide Elektrodenstandzeit-Zähler auf 0 zurückgesetzt werden.
Der aktuelle Zählerstand und die Stromanpassung der letzten Schweißung können auf der
Übersichtsseite ausgelesen werden.
48
Beispiel Stepperkonfiguration
Name:
Es kann ein beliebiger Name für die Stepperkonfiguration vergeben werden.
Interpolation:
Zur Auswahl stehen die Interpolationstypen „none“ und „linear“.
Bei „none“ wird der Strom zwischen den Punkten nicht interpoliert. Es entsteht eine Treppenform (im Screenshot die dünne Linie).
Beim Interpolationstyp „linear“ wird der Strom zwischen den Punkten linear interpoliert (im
Screenshot die dickere Linie). Es entstehen dadurch keine sprunghaften Stromänderungen.
Imin [A]:
Liegt im Schweißprogramm ein Stromwert unter Imin, so wird er von der Stepperfunktion
nicht beeinflusst. Ein in den meisten Fällen sinnvoller Wert für Imin ist 1000 A.
Page 49

Program numbers:
Hier werden alle Programmnummern ausgewählt, auf die sich der Stepper auswirken soll.
Einer Programmnummer darf nur ein Stepper zugeordnet werden.
DE
Stepperfunktion
erstellen
Über das Optionsmenü Stepperfunktion einsteigen
1
Es werden alle vorhanden Stepperkonfigurationen angezeigt. Diese können bearbeitet, gelöscht oder ergänzt werden.
Durch einen Klick auf „Add“ kann eine neue Stepperfunktion erstellt werden
2
Es öffnet sich der Steppereditor
49
Page 50

Standanlage mit Zangenausgleich: Stativ einrichten
Standanlage mit
Zangenausgleich: Stativ einrichten
Über das Optionsmenü „Move com-
1
pensation drive“ einsteigen
Zielposition in [mm] eingeben
2
Auf „Start“ klicken
3
Den Anweisungen des Programms fol-
4
gen
Stativ einrichten
Mit Hilfe dieser Funktion kann der Zangenausgleich auf eine bestimmte Position gefahren
werden, um das Stativ exakt auszurichten.
50
Page 51

Restore Device ID
DE
Speicherung von
Zangentyp-Daten
auf Device ID
Speicher
Restore Device ID Wird ein leerer Device-ID Speicher im System erkannt, steht im Fronius Xplorer im Opti-
Zangentyp-Daten werden bei der Inbetriebnahme in der Produktion auf den Device-ID
Speicher geladen.
Erkennt die Steuerung Zangentyp-Daten im Device-ID Speicher, werden diese beim ersten Andocken in einem Zwischenspeicher abgelegt. Die Zangentyp-Daten müssen dann
beim erneuten Andocken nicht wieder geladen werden.
Alle Zangentyp-Daten besitzen eine eindeutige ID.
Ändern sich die Zangentyp-Daten, wird mittels eigenem Tool auch eine neue ID generiert.
Sollten die gelesenen Daten aus irgendeinem Grund ungültig oder nicht kompatibel sein,
wird ein „invalide gun type data“ Fehler (3.19) gesetzt.
Treten Fehler beim Lesen oder Schreiben auf, werden entsprechende Fehler (2.24, 3.18)
gesetzt.
Wurden noch keine Zangendaten auf dem Speicher abgelegt, wird ein Fehler (2.26) ausgegeben.
Sollte ein Device ID Speicher einmal defekt werden, kann an der Zange ein neuer, leerer
Device ID Speicher montiert werden.
onsmenü die Funktion "Restore Device ID" zur Verfügung.
Mit der Funktion "Restore Device ID" können verfügbare Zangentyp-Daten vom Zwischenspeicher wieder auf den Device- ID Speicher geschrieben werden.
(1) (2) (3)
(4)
(1) Zangennummer (2) Base-Type (3) Seriennummer (4) Taste Restore
51
Page 52

Schweißparameter im Programmeditor erstellen
Programmeditor
öffnen
Verwendete Symbole im Programmeditor
Programmeditor durch Anwählen des gewünschten Profils und Mausklick auf die Schaltfläche Profil erstellen / editieren öffnen. Schnelleinstieg: Doppelklick auf Profil
Schaltfläche Optionen
unter Optionen kann folgendes eingestellt werden:
- Raster (Normal / Fein): zum Erstellen des Strom- und Kraftverlaufs kann ein
normales oder feines Raster im Diagramm eingestellt werden (betrifft nur die
Zeitachse)
- Fangen (Snap): ist die Snap-Funktion (Fang-Funktion) aktiviert, werden
neue Punkte im Diagramm automatisch an bereits bestehende Punkte ausgerichtet
- Profil prüfen...: Das Programm kann überprüft werden. Nach der Auswahl
des verwendeten Trafos wird die Dauer angezeigt, die zwischen zwei
Schweißungen gewartet werden muss, um die Trafodioden nicht zu beschädigen
Schaltfläche Stromprofil
zum Erstellen des Stromverlaufs während des Schweißens
Schaltfläche Kraftprofil
zum Erstellen des Kraftverlaufs während des Schweißens
Schaltfläche „Select“
Durch Klicken der Schaltfläche „Select“ kann ein Fenster ohne Shift-Taste aufgezogen werden (z.B. mit einem Touchpad).
Schaltfläche „Delete“
Durch Klicken der Schaltfläche „Delete“ können ausgewählte Punkte ohne Entfernen-Taste gelöscht werden (z.B. mit einem Touchpad).
Einstellungen speichern
eingestellte Parametereinstellungen sichern.
Tastenkürzel: Enter-Taste
Einstellungen zurücksetzen
Alle Änderungen, die seit dem letzten Speichervorgang vorgenommen wurden,
werden zurückgesetzt.
52
Page 53

(2)
(1)
(3)
(4)
DE
Strom- / Kraftprofil erstellen
(1)
(2)
Programmeditor
(1) Scrollbalken
zum Verschieben des Sichtbereiches
(2) Zoomgriff
zum Vergrößern und Verkleinern der Bildschirmansicht
(3) Kraftprofil (blau)
zum Steuern des Kraftverlaufs während des Schweißvorgangs
(4) Stromprofil (rot)
zum Steuern des Stromverlaufs während des Schweißvorgangs
Stromprofil oder Kraftprofil erstellen:
Programmeditor öffnen
1
Schaltfläche I für Stromprofil / Schaltfläche F für Kraftprofil auswählen
2
Durch Mausklick innerhalb der Diagrammfläche ersten Punkt auswählen und an die
3
gewünschte Position ziehen
Maustaste loslassen, um den ersten Punkt zu fixieren
4
Neuen Punkt durch weiteren Mausklick erstellen und an gewünschte Position ziehen
5
53
Page 54

WICHTIG!
Beim Erstellen neuer Punkte im Diagramm ist auf der Ebene des zuvor gewählten
Punktes ein Objektfang in der Größe von 0,3 kN oder 0,3 kA integriert.
Diese Funktion erleichtert das Erstellen eines gleichförmigen Schweißparameters und
kann je nach Bedarf in den Optionen deaktiviert werden.
Weitere Punkte wie oben beschrieben hinzufügen
6
Einstellungen speichern
7
Strom- / Kraftprofil editieren
Stromprofil oder Kraftprofil editieren:
Programmeditor öffnen
1
Schaltfläche I für Stromprofil oder Schaltfläche F für Kraftprofil auswählen
2
Mittels Mausklick gewünschte Punkte auswählen
3
WICHTIG!
Um mehrere Punkte gleichzeitig zu markieren:
► Umschalttaste gedrückt halten
► Mit gedrückter linker Maustaste über die gewünschten Punkte ein Auswahlfeld ziehen
► Dabei darauf achten, dass der Startpunkt nicht in der Auswahl ist
Ausgewählte Punkte verschieben oder Entfernen-Taste drücken, um die Punkt aus
4
dem Profil zu löschen
WICHTIG!
Nach dem Verschieben der Punkte ist es jederzeit möglich, die ursprünglich eingestellten Werte durch Drücken der Rückstelltaste wieder herzustellen.
54
Einstellungen speichern
5
Page 55

Programmeditor Parameter
Der Reiter „Parameter“ im Programmeditor dient zum Definieren von Programmparametern während des Schweißvorganges. Zusätzlich besteht die Möglichkeit, einen Programmnamen und die Punktnummern einzugeben.
HINWEIS!
Für die Erstellung von Schweißprogrammen ist eine Fronius Xplorer Version von
mind. 2.2 oder größer erforderlich.
Process
(1)
Position (synchronous mode)
(2)
(3)
DE
(4)
(6)
(7)
Programmeditor - Parameter
(1) Programmname
zum Definieren eines Programmnamens
(2) Zangenausgleich aktivieren
zum Ein- und Ausschalten des Zangenausgleichs
(5)
55
Page 56

(3) Zangenausgleich Modi
zum Definieren des Zangenausgleichs-Modus
- Position
- Position (synchronous mode)
- Gewichtskompensation v2 - Weight compensation v2
- Gewichtskompensation v2 (Synchron Modus) - Weight compensation v2 (synchronous mode)
Position (für Standanlagen mit Zangenausgleich)
Zuerst wird der Ausgleichsantrieb auf eine vordefinierte Position gefahren, dann
erst wird die Zange geschlossen.
Die Distanz die der Zangenausgleich im Ausgleichsmodus „Position“ fährt, wird
über den Parameter „Ausgleichsantriebszielposition im Manual-Betrieb (Compensation drive target position in manual mode)“ in der Systemkonfiguration eingestellt.
Position (Synchron Modus) (Position (synchronous mode))
Der Ausgleich fährt vor der Schweißung durch eine Robotervorgabe an das Bauteil
heran (siehe Signal „Verfahrwert Ausgleich“). Durch den geringen Abstand zwischen Elektrode und Werkstück beim Schließen der Zange verringert sich die Belastung auf das Werkstück. Die Genauigkeit der vom Roboter vorgegebenen
Position wird mit dem Parameter „Ausgleichsantriebs-Positionsgenauigkeit“ eingestellt. Der eingestellte Wert muss mit der Sollwert-Vorgabe des Roboters übereinstimmen
Gewichtskompensation / Gewichtskompensation v2 (Weight compensation /
Weight compensation v2) - je nach Version
Empfohlener Abstand zum Bauteil: 10 mm
Absolutes Minimum: > 8 mm
Abstände über 10 mm stellen kein Problem dar.
Gewichtskompensation (Synchron Modus) / Gewichtskompensation v2
(Synchron Modus) - Weight compensation (synchronous mode) / Weight com-
pensation v2 (synchronous mode) - je nach Version
Modus zur Taktzeit-Optimierung
Haupt- und Ausgleichsantrieb werden zu Schweißbeginn gleichzeitig gestartet.
Der Synchron Modus kann verwendet werden, wenn der Hauptantrieb nicht zu
schnell auf das Bauteil auftrifft. Der Hauptantrieb darf das Bauteil nicht in Richtung
fester Arm verbiegen - Sichtprüfung!
WICHTIG! Bei allen Betriebsarten soll der Abstand beim festen Arm zwischen
Elektrode und Bauteil 10 mm betragen, um einen korrekten Betrieb des gewichtskompensierenden Ausgleichs sicherzustellen. Die Elektrode muss 90° zum Bauteil
stehen um eine korrekte Kontaktflächen-Auflage zu erhalten.
(4) Bandvorzug fester / beweglicher Arm aktivieren
zum Ein- und Ausschalten des Prozessband-Vorzugs
(5) Bandvorzug
zum Definieren des Prozessband-Vorzugs in mm
(6) Blechstärkenüberwachung aktivieren
zum Ein- und Ausschalten der Blechstärkenüberwachung
(7) Punktnummern (Getrennt mit Beistrich oder Leerzeichen):
zum Eintragen von Punktnummern.
56
Page 57

Programmeditor Istwertüberwachung
Im Reiter „Istwertüberwachung“ können die Toleranzen für Strom-, Kraft- und Zeitabweichung eingestellt werden. Die Istwertüberwachung kann in der Systemkonfiguration aktiviert / deaktiviert werden (siehe Kapitel „Istwert-Überwachung einstellen“ im Abschnitt
„Einstellungen in der Systemkonfiguration“)
DE
Programmeditor Anmerkungen
Im Tab „Anmerkungen“ kann die Materialkombination, das verwendete Prozessband und
die verwendete Elektrode vermerkt werden. Zusätzlich besteht die Möglichkeit, weitere Informationen einzugeben. Diese Angaben dienen nur zur Dokumentation und haben keinen
Einfluss auf den Schweißprozess.
Process
BlechstärkenÜberwachung
einstellen
Programmeditor - Anmerkungen
Bei aktivierter Blechstärken-Überwachung wird während des Kraftaufbaus (bei einer Kraft
von 2 kN) die Blechstärke ermittelt. Bei Überschreitung der Toleranzen wird die Schweißung mit dem Fehler „1.13 Blechstärke außerhalb des Bereichs“ abgebrochen.
Damit die Steuerung eine Blechstärke ermitteln kann, müssen vorher unterschiedliche
Blechstärken „gelernt“ werden. Es müssen mindestens 3 unterschiedliche Blechstärken
aufgezeichnet werden (am Besten die zu schweißende Blechstärke, die zu schweißende
Blechstärke - 1 mm und die zu schweißende Blechstärke + 1 mm).
Die Aufzeichnung der Blechstärken kann über das Roboterinterface oder über den Fronius
Xplorer erfolgen. Der genaue Ablauf ist im nachfolgenden Kapitel „Blechstärken aufzeichnen“ beschrieben.
Blechstärken-Überwachung aktivieren / deaktivieren:
Im Arbeitsblatt „Programme“ auf das gewünschte Programm doppelklicken
1
Im Programmeditor den Reiter „Parameter“ öffnen
2
57
Page 58

Die Blechstärken-Überwachung über das Feld „Blechstärkenüberwachung aktivieren“
3
aktivieren oder deaktivieren
Process
(1)
Position (synchronous mode)
(2)
(3)
(4)
(5)
(6)
(7)
Programmeditor - Parameter Blechstärken-Überwachung aktivieren / deaktivieren
Werte für die Blechstärken-Überwachung einstellen:
Im Programmeditor unter Parameter die „Erwartete Blechstärke [mm]“ und die „Tole-
4
ranz +/- [mm]“ für die Blechstärken-Überwachung einstellen
Blechstärken aufzeichnen
Um die Blechstärken-Überwachung aktivieren zu können, müssen vorher mindestens 3
unterschiedliche Blechstärken aufgezeichnet werden.
Zu beachten ist, dass von Zeit zu Zeit die Blechstärken „nachgelernt“ werden müssen
(Elektrodenabnützung...). Bei Toleranzen von +/- 0,1 mm in der Blechstärken-Überwachung ist dies ca. alle 500 Punkte notwendig. Daher ist es sinnvoll die Kalibrierung automatisiert auf fix montierten Referenzblechen durchzuführen.
Programmablauf „Blechstärken aufzeichnen“
Start Blechstärken-Kalibrierung:
setze „reset sheet thickness calibration“ = 0
warte 100 ms
setze „reset sheet thickness calibration“ = 1
warte auf „sheet thickness calibration reset“ = 1
setze „reset sheet thickness calibration“ = 0
Dem System verschiedene Blechstärken „lernen“:
1 mm Blech einschieben
Start Schweißen (ohne Strom)
setze „sheet thickness“ auf 100
58
Page 59

Programmablauf „Blechstärken aufzeichnen“
setze „record sheet thickness“ = 0
warte 100 ms
setze „record sheet thickness“ = 1
warte auf „sheet thickness recorded“ = 1
setze „record sheet thickness“ = 0
2 mm Blech einschieben
Start Schweißen (ohne Strom)
setze „sheet thickness“ auf 200
setze „record sheet thickness“ = 0
warte 100 ms
setze „record sheet thickness“ = 1
warte auf „sheet thickness recorded“ = 1
setze „record sheet thickness“ = 0
wiederhole die oben genannte Schritte für weitere Blechstärken
Blechstärken-Kalibrierung abschließen:
setze „save sheet thickness calibration“ = 0
warte 100 ms
setze „save sheet thickness calibration“ = 1
warte auf „sheet thickness calibration saved“ = 1
DE
59
Page 60

60
Page 61

Bussysteme
Page 62

Page 63

Bussysteme
Allgemeines Die Übertragung der Signale kann über einen Feldbus erfolgen. Das Prozessabbild ist bei
allen Busarten gleich. Der Roboterprogrammierer kann zur Kontrolle, ob alle Ein- und Ausgänge richtig verbunden sind, im Fronius Xplorer das Arbeitsblatt Diagnose verwenden.
Folgende Bussysteme werden von DeltaSpot-Anlagen standardmäßig unterstützt:
- CANopen
- DeviceNet
- Profibus
- Interbus
- Digital I/O Schnittstelle
- ProfiNet (Lizenz erforderlich)
- Ethernet / IP (Lizenz erforderlich)
Folgende Bussysteme werden von DeltaCon-Anlagen standardmäßig unterstützt:
- DeviceNet
- Profibus
- Ethernet / IP
DE
63
Page 64

CANopen
Topologie CAN ist ein 2 Draht-Bussystem, an dem alle Teilnehmer parallel angeschlossen werden.
Um Reflexionen zu vermeiden, muss an jedem Busende ein Abschlusswiderstand (R =
120 Ohm) angeschlossen werden. Abschlusswiderstände sind auch bei sehr kurzen Leitungslängen erforderlich.
Default-Einstellungen der Parameter
Interface-Karte
Device 1
CAN-High
R = 120 Ω R = 120 Ω
CAN-Low
CAN Topologie
- Node ID: 2
- Baudrate: 500 kbps
Der Abschlusswiderstand kann auf der Interface-Karte mittels Schiebeschalter (1)
ein- oder ausgeschaltet werden.
Device n
(1)
CANopen Interface-Karte
Steckerbelegung Steckerbelegung 9-poliger Sub-D Stecker:
Pin Signal Beschreibung
2 CAN-Low negiertes CAN-Signal (Dominant Low)
3 CAN-GND Masse
7 CAN-High positives CAN Signal (Dominant High)
64
Page 65

DeviceNet
Topologie DeviceNet ist ein auf CAN basierendes 2 Draht-Bussystem, an dem alle Teilnehmer par-
allel angeschlossen werden. Um Reflexionen zu vermeiden, muss an jedem Busende ein
Abschlusswiderstand (R = 120 Ohm) angeschlossen werden. Abschlusswiderstände sind
auch bei sehr kurzen Leitunglängen erforderlich.
DE
Default-Einstellungen der Parameter
Interface-Karte
Device 1
CAN-High
R = 120 Ω R = 120 Ω
CAN-Low
CAN-Topologie
- MAC - ID: 5
- Baudrate: 500 kbps
Der Abschlusswiderstand kann auf der Interface-Karte mittels Schiebeschalter (1)
ein- oder ausgeschaltet werden.
Device n
Steckerbelegung
(1)
DeviceNet Interface-Karte
PIN Signal
1 V + (24 V)
2 CAN-High
3 Shield
4 CAN-Low
5 V -
65
Page 66

Profibus
Default-Einstellungen der Parameter
Interface-Karte
Steckerbelegung Steckerbelegung 9-poliger Sub-D Stecker:
- Node ID: 2
- Baudrate: 12 Mbps
Profibus Interface-Karte
PIN Signal Beschreibung
3 RxD / TxD-P Daten senden und empfangen (+)
5 DGND Datenbezugspotential und Versorgung Abschluss (-)
6 Vp Versorgungsspannung Abschlusswiderstand (+)
8 RxD / TxD-N Daten senden und empfangen (-)
Aufbau des Abschlusswiderstandes:
(1) Gerät
(2) Stecker
Vp
RxD / TxD-P
RxD / TxD-N
DGND
(1) > < (2) >
Ru = 390 Ohm
Rt = 220 Ohm
Rd = 390 Ohm
< (3)
(3) Profibuskabel
66
Profibus Abschlusswiderstand
Page 67

Interbus
Topologie Der Interbus ist ein Ringsystem. Jeder Teilnehmer erhält das Signal und leitet es weiter.
Durch das Ringsystem sind keine Abschlusswiderstände erforderlich.
DE
Default-Einstellungen der Parameter
Interface-Karte Die Interface-Karte gibt es als Lichtwellenleiter- und als Kupferausführung.
- Ident. - Code: 3
- Baudrate: über DIP-Schalter auf der Karte einstellbar
Interbus Interface-Karte (Lichtwellenleiter-Ausfürung)
Steckerbelegung Ankommende Fernbusschnittstelle
D-Sub Stecker Pfostenverbinder Signal Beschreibung
1 1 DO Empfangsdatenleitung +
2 3 !DO Sendedatenleitung +
3 5 DI Sendedatenleitung 6 2 !DI Empfangsdatenleitung 7 4 GND Ausgleichsleitung
Abgehende Fernbusschnittselle
D-Sub Stecker Pfostenverbinder Signal Beschreibung
1 1 DO2 Sendedatenleitung +
2 3 DI2 Empfangsdatenleitung +
3 5 GND2 Ausgleichsleitung
5 9 Udd Logikspannung 5 V
6 2 !DO2 Sendedatenleitung 7 4 !DI2 Empfangsdatenleitung 9 8 BCI Busstecker ein
67
Page 68

Digital I/O Schnittstelle (Version 1.6)
Ausgänge
- ready
- error
- warning
- referenced
- remote control
connected
- external position
control active
- tape end warning
actual position bit 0
actual position bit 1
actual position bit 2
actual position bit 3
actual position bit 4
actual position bit 5
actual position bit 6
actual position bit 7
actual position bit 8
actual position bit 9
actual position bit 10
actual position bit 11
actual position bit 12
actual position bit 13
actual position bit 14
actual position bit 15
CANopen-Buskoppler
Feldbusanschluss
Adresswahl-Schalter
Konfigurations-Schnittstelle
Power-LEDs
K-Bus
Versorgung
Buskoppler
Einspeisung
Powerkontakte
Powerkontakte
68
Page 69

Eingänge
spot number bit 8
spot number bit 9
spot number bit 10
spot number bit 11
spot number bit 12
spot number bit 13
spot number bit 0
spot number bit 1
spot number bit 2
spot number bit 3
spot number bit 4
spot number bit 5
spot number bit 14
spot number bit 15
spot number bit 6
spot number bit 7
target position bit 0
target position bit 1
target position bit 2
target position bit 3
target position bit 4
target position bit 5
target position bit 6
target position bit 8
target position bit 7
target position bit 9
target position bit 10
target position bit 11
target position bit 12
target position bit 13
target position bit 14
target position bit 15
DE
program number bit 0
program number bit 1
program number bit 2
program number bit 3
program number bit 4
program number bit 5
program number bit 6
program number bit 7
start homing
start welding (no htr)
reset errors
main drive open
main drive close
tape drive forward (movable arm)
program
number
bit 8
tape drive backward (movable arm)
tape drive forward (fixed arm)
bit 9
bit 10
bit 11
tape drive backward(fixed arm)
tape length reset (movable arm)
bit 12
bit 13
tape length reset (fixed arm)
bit 14
bit 15
reset lubrication
enable welding current
reset electrode service life (moveable arm)
reset electrode service life (fixed arm)
enable external position control
69
Page 70

ProfiNet
Voraussetzungen ProfiNet
ProfiNet-Treiber
installieren
Für die ProfiNet-Schnittstelle wird eine eigene ProfiNet-Lizenz benötigt.
ProfiNet funktioniert erst ab TwinCat-Version 2.11.2218.
Ab folgenden Versionen des Betriebssystems ist TwinCat-Version 2.11.2218 integriert:
- DeltaSpot.OS.BH-4.0
- DeltaSpot.OS.BH-C5102-0040-2.0.
- W8-SW-C5102-0050-1.2.0
- W8-SW-CX5140-1.2.0
Die ProfiNet-Kommunikation kann über den Standard-Ethernet-Port des Beckhoff Industrie PCs erfolgen.
Ab Software-Version SpotWelding 4.1 wird auch der im Schaltschrank eingebaute Hutschienen-PC unterstützt.
Der ProfiNet-Treiber befindet sich auf der Treiber-CD, die bei der Bestellung einer ProfiNet-Lizenz mitgeliefert wird oder unter „C:\Tools“.
TcProfiNETSlave.exe (ProfiNet-Treiber) starten
1
Auf „Next“ klicken
2
Lizenzbedingungen akzeptieren und auf „Next“ klicken
3
Benutzername, Firmenname, Seriennummer eingeben und auf „Next“ klicken
4
Auf „Install“ klicken
5
Auf „Finish“ klicken
6
Echtzeitadapter
aktivieren
Systemmanager starten
1
Im Menü „Optionen“ auf „Liste Echtzeit Ethernet kompatible Geräte“ klicken
2
70
Page 71

Unter dem Punkt „Compatible devices“ die entsprechende Netzwerkkarte auswählen
3
(anklicken)
Auf „Install“ klicken
4
DE
– Anschließend erscheint unter „Installed and ready use devices“ ein „TwinCAT-In-
tel PCI Ethernet Adapter“ Eintrag
Das Fenster schließen
5
71
Page 72

ProfiNet-Karte aktivieren
SpotWelding Configurator starten
1
Unter Feldbussystem „Profinet“ auswählen, die entsprechenden Einstellungen treffen
2
und mit „Activate Configuration“ die ProfiNet-Karte aktivieren
72
Page 73

Ethernet/IP
DE
Voraussetzungen Ethernet/IP
Ethernet/IP-Treiber installieren
Für die Ethernet/IP-Schnittstelle wird eine eigene Ethernet/IP-Lizenz benötigt. Für den Betrieb der Schnittstelle muss eine statische IP-Adresse eingestellt werden.
Die Ethernet/IP-Kommunikation kann über den Standard-Ethernet-Port des Beckhoff Industrie PCs erfolgen.
Ab Software-Version SpotWelding 4.1 wird auch der im Schaltschrank eingebaute Hutschienen-PC unterstützt.
Der Ethernet/IP-Treiber befindet sich auf der Treiber-CD, die bei der Bestellung einer
Ethernet/IP-Lizenz mitgeliefert wird oder unter „C:\Tools“.
TcEthernetIP_S.exe (Ethernet/IP-Treiber) starten
1
Sprache auswählen und auf „OK“ klicken
2
Auf „Next“ klicken
3
Auf „Yes“ klicken
4
Lizenzbedingungen akzeptieren und auf „Next“ klicken
5
Benutzername, Firmenname, Seriennummer eingeben und auf „Next“ klicken
6
Auf „Install“ klicken
7
Auf „Finish“ klicken
8
Echtzeitadapter
aktivieren
Systemmanager starten
1
Im Menü „Optionen“ auf „Liste Echtzeit Ethernet kompatible Geräte“ klicken
2
73
Page 74

Unter dem Punkt „Compatible devices“ die entsprechende Netzwerkkarte auswählen
3
(anklicken)
Auf „Install“ klicken
4
– Anschließend erscheint unter „Installed and ready use devices“ ein „TwinCAT-In-
tel PCI Ethernet Adapter“ Eintrag
Das Fenster schließen
5
74
Page 75

Ethernet/IP-Karte
aktivieren
SpotWelding Configurator starten
1
Unter Feldbussystem „EtherNet/IP“ auswählen, die entsprechenden Einstellungen
2
treffen und mit „Activate Configuration“ die EtherNet/IP-Karte aktivieren
DE
Zykluszeit einstellen
Um die Zykluszeit (Standard: 10 ms) zu ändern, ist wie folgt vorzugehen:
„Ethernet/IP Slave Protocol“ auswählen
1
Auf Reiter „Sync Task“ klicken
2
Unter „Zyklusticks“ die Zykluszeit in ms eintragen
3
Auf den grünen Würfel klicken und die Zykluszeit mit einem Klick auf „Ja“ bestätigten
4
(Der Dialog muss mehrmals bestätigt werden)
75
Page 76

76
Page 77

CAN over EtherCAT
DE
Voraussetzungen CAN over
EtherCAT
Netzwerkschnittstelle vorbereiten
HINWEIS!
Das Bussystem CAN over EtherCAT ist nur für spezielle DeltaSpot Anlagen vorgesehen und dient nicht zur Kommunikation mit einem Roboter.
Für den Einsatz bei DeltaSpot Anlagen sind eine spezielle DeltaSpot-GunControl sowie
eine Bus-Converter-Box erforderlich.
Für die Aktivierung der Option im Konfigurator muss zuerst eine Netzwerkschnittstelle für
den Echtzeit-Betrieb vorbereitet werden (siehe nachfolgendes Kapitel).
Systemmanager starten
1
Im Menü „Optionen“ auf „Liste Echtzeit Ethernet kompatible Geräte“ klicken
2
Unter dem Punkt „Compatible devices“ die entsprechende Netzwerkkarte auswählen
3
(anklicken)
Auf „Install“ klicken
4
77
Page 78

– Anschließend erscheint unter „Installed and ready use devices“ ein „TwinCAT-In-
tel PCI Ethernet Adapter“ Eintrag
Das Fenster schließen
5
Hakerl „Show Bindings“ setzen und sicherstellen, dass bei der Netzwerkschnittstelle
6
nur der Eintrag „TwinCAT Ethernet Protocol“ aktiviert ist
Das Fenster und den System Manager schließen
7
Der Netzwerkschnittstelle eine statische IP-Adresse zuteilen
8
78
Page 79

Option CAN over
EtherCAT im Konfigurator aktivieren
SpotWelding Configurator öffnen
1
Feld „CAN over EtherCAT“ auswählen und die Option durch einen Klick auf „Activate
2
Configuration“ aktivieren
DE
79
Page 80

80
Page 81

Schnittstellen
Page 82

Page 83

Signalbeschreibung SpotWelding-Schnittstelle
DE
Beschreibung der
Signaleingänge
start homing *
Referenzpunkt anfahren
start welding ohtr *
Start Schweißvorgang (ohne „hold to run“)
reset errors
Fehler zurücksetzen - Ausgleichsantrieb und Hauptantrieb werden wieder auf die Ausgangsposition gefahren. Beim nächsten Schweißstart, vor dem Schließen der Schweißzange, erfolgt ein automatischer Bandvorzug, wenn vor dem Fehler bereits ein
Stromfluss stattgefunden hat.
main drive open
manuelles Öffnen der Schweißzange
main drive close
manuelles Schließen der Schweißzange
tape drive forward (movable arm)
Bandmotor beweglicher Arm vorwärts
tape drive backward (movable arm)
Bandmotor beweglicher Arm rückwärts
tape drive forward (fixed arm)
Bandmotor fester Arm vorwärts
tape drive backward (fixed arm)
Bandmotor fester Arm rückwärts
tape length reset (movable arm)
Bandlängen-Zähler Prozessband (beweglicher Arm) zurücksetzen
tape length reset (fixed arm)
Bandlängen-Zähler Prozessband (fester Arm) zurücksetzen
reset electrode service life (movable arm)
Elektrodenstandzeit (beweglicher Arm) zurücksetzen
reset electrode service life (fixed arm)
Elektrodenstandzeit (fixer Arm) zurücksetzen
reset lubrication
Schmierzyklus-Zähler zurücksetzen
enable welding current *
Schweißstrom aktiv (high) / Schweißstrom ausgeschaltet (low) - Probedurchgang
enable external position control (externe Positionsvorgabe)
high: Der Öffnungswinkel der Zange kann von einer übergeordneten Steuerung über das
Signal „target position“ angegeben werden.
low: Der Öffnungswinkel kann nur manuell über die Signale „main drive open“ und „main
drive close“ geändert werden.
activate docking mode
Aktiviert den Dockingmodus. Wird dieses Signal auf 1 gesetzt, werden die Antriebe deaktiviert und Fehler, die sonst durch das Docken auftreten würden, werden unterdrückt.
Warnungen bleiben bestehen. Beim Rücksetzen werden anstehende Fehler quittiert.
Je nach Version der SpotWelding Control werden die 48 V Motorversorgungen unterbrochen, um beim Abdocken einen Lichtbogen zu vermeiden.
expected gun code
Der erwartete Zangencode. Wird verwendet, um den Zustand des Signals „invalid_gun_code“ zu setzen
reset sheet thickness calibration
Resettiert die Blechstärken-Kalibrierung
83
Page 84

record sheet thickness
Zeichnet während der Blechstärken-Kalibrierung eine bekannte Blechstärke auf
save sheet thickness calibration
Aktiviert die bei der Blechstärken-Kalibrierung aufgezeichneten Daten
enable external position control (compensation drive)
Bei steigender Flanke wird der Ausgleich auf die durch das Signal „compensation drive
target position“ angegebene Zielposition bewegt
Solange dieses Signal aktiv ist, können keine anderen Aktionen (Schweißen, Fehlerreset...) durchgeführt werden.
life bit
Das Signal kommt vom Roboter und wird von der Steuerung zurück gespiegelt. Es dient
zur Überwachung ob die Kommunikation zwischen Roboter und Steuerung noch läuft.
program number *
Programmnummer von 0-255 (Punkte mit unterschiedlichen Parametereinstellungen)
spot number
Punktnummer (Jeder Programmnummer können mehrere Punkte zugeordnet werden)
wenn Punktnummer = 0 erfolgt die Programmauswahl über die Programmnummer (prog_number)
wenn Punktnummer ungleich 0 erfolgt die Programmauswahl über die Punktnummer
(spot number), sofern die Punktnummer in der Programmdatenbank existiert.
part number
Die Bauteilnummer des zu schweißenden Bauteils. Nur für Dokumentationszwecke.
target position
Vorgabe der Zielposition erfolgt über eine übergeordnete Steuerung (Roboter). Die Auflösung kann in der Systemkonfiguration eingestellt werden.
compensation drive target position
Gibt an, wie weit sich der Ausgleich vor der Schweißung bewegen sollte. Das Signal wird
nur in der positionsgesteuerten Betriebsart des Ausgleichs verwendet. Die Auflösung
kann in der Systsemkonfiguration eingestellt werden.
sheet thickness
Gibt während der Blechstärken-Kalibrierung die bekannte Blechstärke an. Die Auflösung
kann in der Systsemkonfiguration eingestellt werden.
* für einfachen Schweißvorgang benötigte Signale
Beschreibung der
Signalausgänge
84
ready *
high: Befehle können entgegengenommen werden
low: Befehl wird ausgeführt
busy
Gesetzt, wenn die Steuerung eine Aktion (z.B.: Schweißen, Referenzieren...) ausführt
no error
Gesetzt, wenn keine Fehler anliegen
error
Fehler
warning
Warnung z.B. Prozessband ist bald zu Ende
life bit
Das Signal kommt vom Roboter und wird von der Steuerung zurück gespiegelt. Es dient
zur Überwachung ob die Kommunikation zwischen Roboter und Steuerung noch läuft.
referenced
Antriebe sind referenziert
remote control connected
Eine Fernbedienung ist an die Schweißzange angeschlossen
Page 85

external position control active (externe Positionsvorgabe)
Rückmeldung des Eingangssignals „external position control“
manual mode
Die Steuerung befindet sich im manuellen Modus
compensation drive at reference position
Gesetzt, wenn sich der Ausgleichsantrieb auf der Referenzposition befindet
gun at home
Gesetzt, wenn sich Ausgleich- und Hauptantrieb auf Referenzposition befinden
welding current enabled
Rückmeldung des Eingangssignals „enable welding current“
actual values monitoring not active
Wird gesetzt, wenn das Signal „actual values monitoring“ nicht aktiv ist
sheet thickness calibration reset
Bestätigung für das Signal „reset sheet thickness calibration“
sheet thickness recorded
Bestätigung für das Signal „record sheet thickness“
sheet thickness calibration saved
Bestätigung für das Signal „save sheet thickness calibration“
gun type
Gibt an ob eine X-Zange (0) oder C-Zange (1) angedockt ist.
docking mode activated
Bestätigung für das Signal „activate_docking_mode“
invalid gun code
Wird auf 0 gesetzt, wenn die richtige Zange angedockt ist. Wird auf 1 gesetzt, wenn keine
Zange, eine unbekannte (ohne Zangencode) oder eine falsche Zange angedockt ist
device id
Eine freiwählbare Geräte-ID, welche in der Systemkonfiguration eingestellt werden kann
welding started
Schweißung wurde gestartet
close gun started
Zange wird geschlossen
close gun finished
Zange ist geschlossen (gemessene Kraft > 1 kN)
force target reached
Erste, im Kraftprofil eingestellte Kraft wurde ausgeregelt
current flow started
Wird bei einer Schweißung zu Beginn des Stromflusses gesetzt. Rückgesetzt wird es
durch die fallende Flanke des Signals „start welding (no htr)“
current flow finished
Wird gesetzt, sobald bei einer Schweißung das Stromprofil vollständig abgefahren wurde.
Rückgesetzt wird es durch die fallende Flanke des Signals „start welding (no htr)“
open gun started
Zange wird geöffnet
open gun finished
Zange ist geöffnet (gemessene Kraft < 1 kN)
welding finished
Schweißung wurde abgeschlossen (Bandvorzug wurde durchgeführt, Haupt- und Ausgleichsantrieb befinden sich auf Ausgangsposition)
servo ready
Die Zange ist bereit Kommandos (Schweißen, Referenzieren...) auszuführen und es liegen keine Fehler an
actual position
Übergabe der Ist-Position an die übergeordnete Steuerung
DE
85
Page 86

internal communication error
Gesetzt, wenn ein interner Kommunikationsfehler auftritt
spot number not found error
Punktnummer nicht gefunden
duplicate spot number found error
Die ausgewählte Punktnummer wurde mehreren Programmen zugewiesen
homing error
Der Referenzpunkt konnte nicht gefunden werden
tape empty (movable arm) error
Prozessband am beweglichen Arm ist leer
tape empty (fixed arm) error
Prozessband am festen Arm ist leer
program number error
Die angegebene Programmnummer ist ungültig oder das Programm ist fehlerhaft
main drive position limit reached error
Der Hauptantrieb hat das Positionslimit überschritten
emergency stop error
Not-Aus wurde betätigt
invalid operation error
Die Schweißzange kann den Befehl nicht ausführen, da ein anderer Vorgang noch aktiv
ist
invalid tape length (movable arm) error
Die Länge des Prozessbandes ist kleiner 0. Prozessband-Länge beim Nachrüsten nicht
zurückgesetzt oder falsche Bandlänge in der Zangenkonfiguration hinterlegt.
invalid tape length (fixed arm) error
Die Länge des Prozessbandes ist kleiner 0. Prozessband-Länge beim Nachrüsten nicht
zurückgesetzt oder falsche Bandlänge in der Zangenkonfiguration hinterlegt.
electrode service life (movable arm) error
Standzeit der Elektrode am beweglichen Arm ist zu Ende
electrode service life (fixed arm) error
Standzeit der Elektrode am festen Arm ist zu Ende
actual current monitoring error
Die Stromwerte haben die eingestellten Grenzen für den festgelegten Zeitraum unteroder überschritten
actual force monitoring error
Die Kraftwerte haben die eingestellten Grenzen für den festgelegten Zeitraum unter- oder
überschritten
sticking tape (movable arm) error
Das Prozessband des beweglichen Arms klebt am Bauteil fest
sticking tape (fixed arm) error
Das Prozessband des festen Arms klebt am Bauteil fest
main drive overloaded error
Der Hauptantrieb hat sein Temperaturlimit erreicht
compensation drive overloaded error
Der Ausgleichsantrieb hat sein Temperaturlimit erreicht
power source error
Übertemperatur Inverter - Die Stromquelle ist überlastet
main drive force target not reached error
Vorgegebene Zangenkraft nicht erreicht
flow controller 2 error (movable arm)
Kein oder zu geringer Kühlmittel-Durchfluss am beweglichen Zangenarm
flow controller 3 error (fixed arm)
Kein oder zu geringer Kühlmittel-Durchfluss am festen Zangenarm
86
Page 87

working range warning
Arbeitsbereich ist außerhalb des optimalen Bereichs
tape brake too loose (movable arm) warning
Bremse zu schwach eingestellt am beweglichen Zangenarm
tape brake too loose (fixed arm) warning
Bremse zu schwach eingestellt am festen Zangenarm
tape end warning
Das Prozessband geht zu Ende und muss in Kürze getauscht werden
electrode service life warning
Der Elektroden-Standzeitzähler wurde erreicht und die Elektroden müssen in Kürze getauscht werden.
lubrication warning
Der Schmierzykluszähler wurde erreicht und die Anlage muss geschmiert werden
actual values monitoring
Wird gesetzt, falls die Istwerte (Strom, Kraft...) außerhalb der vorgegebenen Toleranzen
waren
backup warning
Fehler bei der Erstellung des automatischen Backups. Verfügbarkeit und Größe des ausgewählten Backup-Ordners kontrollieren.
documentation warning
Fehler bei der Erstellung der Istwert-Dokumentation (Speicherpfad nicht verfügbar, Speicher voll...)
tape spool unit cover movable arm closed
Der Deckel der Aufspulvorichtung am beweglichen Zangenarm ist geschlossen
tape unspool unit cover movable arm closed
Der Deckel der Abspulvorichtung am beweglichen Zangenarm ist geschlossen
tape spool unit cover fixed arm closed
Der Deckel der Aufspulvorichtung am festen Zangenarm ist geschlossen
tape unspool unit cover fixed arm closed
Der Deckel der Abspulvorichtung am festen Zangenarm ist geschlossen
flow controller 2 warning (movable arm)
Kein oder zu geringer Kühlmittel-Durchfluss am beweglichen Zangenarm
flow controller 3 warning (fixed arm)
Kein oder zu geringer Kühlmittel-Durchfluss am festen Zangenarm
DE
* für einfachen Schweißvorgang benötigte Signale
87
Page 88

Schnittstelle DeltaSpot 1.6
Eingänge
Eingang
Schweißzange
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E16 - E31 program number
E32 - E47 spot number
E48 - E63 target position
Kommentar
Ausgänge
Ausgang
Schweißzange
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
A05 external position control active
A06 tape end warning
A16 - A31 actual position
Kommentar
88
Page 89

ProzessdatenLänge
Interbus
4 Words
CANopen
TxPDO1: 2 Words
RxPDO1: 4 Words
DeviceNet
4 Words Input
4 Words Output
Profibus
2x „1 Word Slave-Out / Master-In“
4x „1 Word Slave-In / Master-Out“
DE
89
Page 90

Schnittstelle DeltaSpot 1.8
Eingänge
Eingang
Schweißzange
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E32 - E47 target position
E48 - E63 program number
E64 - E95 spot number
E96 - E127 part serial number
Kommentar
Ausgänge
Ausgang
Schweißzange
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
A05 external position control active
A06 tape end warning
A16-31 actual position
Kommentar
90
Page 91

ProzessdatenLänge
Interbus
8 Words
CANopen
TxPDO1: 2 Words
RxPDO1: 4 Words
RxPDO2: 4 Words
DeviceNet
8 Words Input
2 Words Output
Profibus
2x „1 Word Slave-Out / Master-In“
4x „1 Word Slave-In / Master-Out“
2x „4 Byte Slave-In / Master-Out“
DE
91
Page 92

Schnittstelle DeltaSpot 1.10
Eingänge
Eingang
Schweißzange
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E16 activate docking mode
E17 - E19 expected gun code
E20 reset sheet thickness calibration
E21 record sheet thickness
E22 save sheet thickness calibration
E23 enable external position control (compensation drive)
E48 - E63 program number
E64 - E95 spot number
E96 - E127 part serial number
E128 - E143 target position
E144 - E159 compensation drive target postion
E160 - E175 sheet thickness
Kommentar
Ausgänge
92
Ausgang
Schweißzange
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
A05 external position control active
A06 manual mode
A07 tape end warning
Kommentar
Page 93

Ausgang
Schweißzange
A08 electrode service life warning
A09 lubrication warning
A10 actual values monitoring
A12 power source ready
A13 current flow started
A14 current flow finished
A16 docking mode activated
A17 invalid gun code
A18 - A20 device id
A21 sheet thickness calibration reset
A22 sheet thickness recorded
A23 sheet thickness calibration saved
A24 welding current enabled
A25 backup warning
A26 documentation warning
A27 tape spool unit cover plate movable arm closed
A28 tape unspool unit cover plate movable arm closed
A29 tape spool unit cover plate fixed arm closed
A30 tape unspool unit cover plate fixed arm closed
A32 - A47 actual position
Kommentar
DE
ProzessdatenLänge
Interbus
12 Words
CANopen
TxPDO1: 3 Words
RxPDO1: 4 Words
RxPDO2: 4 Words
RxPDO3: 3 Words
DeviceNet
11 Words Input
3 Words Output
Profibus
1x „3 Word Slave-Out / Master-In“
1x „11 Word Slave-In / Master-Out“
Profinet
11 Words Input
3 Words Output
Ethernet IP
11 Words Input
3 Words Output
93
Page 94

Schnittstelle DeltaSpot 3.1
Eingänge
Eingang
Schweißzange
E00 start homing
E01 start welding (no htr)
E02 reset errors
E03 main drive open
E04 main drive close
E05 tape drive forward (movable arm)
E06 tape drive backward (movable arm)
E07 tape drive forward (fixed arm)
E08 tape drive backward (fixed arm)
E09 tape length reset (movable arm)
E10 tape length reset (fixed arm)
E11 reset electrode service life (movable arm)
E12 reset electrode service life (fixed arm)
E13 reset lubrication
E14 enable welding current
E15 enable external position control
E16 activate docking mode
E17 - E19 expected gun code
E20 reset sheet thickness calibration
E21 record sheet thickness
E22 save sheet thickness calibration
E23 enable external position control (compensation drive)
E24 disable sheet thickness monitoring
E32 - E47 program number
E48 - E79 spot number
E80 - E111 part article number
E112 - E143 part serial number
E144 - E159 target position
E160 - E175 compensation drive target postion
E176 - E191 sheet thickness
Kommentar
Ausgänge
94
Ausgang
Schweißzange
A00 ready
A01 error
A02 warning
A03 referenced
A04 remote control connected
A05 extPos_ctrl_active
Kommentar
Page 95

Ausgang
Schweißzange
A06 manual mode
A07 tape end warning
A08 electrode service life warning
A09 lubrication warning
A10 actual values monitoring
A12 power source ready
A13 current flow started
A14 current flow finished
A15 flow controller not ok
A16 docking mode activated
A17 invalid gun code
A18 - A20 device id
A21 sheet thickness calibration reset
A22 sheet thickness recorded
A23 sheet thickness calibration saved
A24 welding current enabled
A25 backup warning
A26 documentation warning
A27 tape spool unit cover plate movable arm closed
A28 tape unspool unit cover plate movable arm closed
A29 tape spool unit cover plate fixed arm closed
A30 tape unspool unit cover plate fixed arm closed
A32 - A47 actual position
A48 - A50 docu state
A51 sheet thickness calibration warning
A52 sheet thickness calibration required
Kommentar
(State of the welding documentation)
0 = docu state monitoring not enabled;
1 = ok;
2 = buffering;
4 = buffer full /data loss possible
DE
95
Page 96

ProzessdatenLänge
Interbus
12 Words
DeviceNet
12 Words Input
12 Words Output
CANopen
TxPDO1: 8 Byte
TxPDO2: 8 Byte
TxPDO3: 8 Byte
RxPDO1: 8 Byte
RxPDO2: 8 Byte
RxPDO3: 8 Byte
Ethernet/IP
12 Words Input
12 Words Output
ProfiNet
12 Words Input
12 Words Output
ProfiBus
24x „1 Word Slave-Out / Master-In“
24x „1 Word Slave-In / Master-Out“
96
Page 97

Schnittstelle DeltaCon (7. Achse) 1.0
DE
Eingänge
Ausgänge
Eingang
Schweißzange
E00 reset errors
E01 reset electrode service life
E02 start welding (htr)
E03 enable welding current
E04 activate docking mode
E05 - E07 expected gun code
E08 program selection data valid
E09 tips dressed
E10 operate force sensor (Disables the reset of the force sensor.)
E16 - E23 program number
E32 - E63 spot number
E64 - E95 part article number
E96 - E127 part serial number
Ausgang
Schweißzange
A00 busy
A01 error
A02 no error
A03 warning
A04 flow controller ok
A05 electrode service life warning
A06 backup warning
A08 selected program valid
A09 welding current enabled
A10 actual values monitoring active
A11 actual values monitoring
A12 current flow started
A13 current flow finished
A14 welding finished
A16 docking mode activated
A17 invalid gun code
A18 - A20 device id
A21 tip dressing prewarning
A22 tip dressing necessary
Kommentar
Kommentar
97
Page 98

Ausgang
Schweißzange
A23 - A25 docu state
A32 - A47 target force
A48 - A63 target weld time
A64 - A79 target part thickness
A80 - A95 target part thickness tolerance
Kommentar
(State of the welding documentation)
0 = docu state monitoring not enabled;
1 = ok;
2 = buffering;
4 = buffer full /data loss possible
ProzessdatenLänge
DeviceNet
8 Words Input
8 Words Output
Ethernet/IP
8 Words Input
8 Words Output
ProfiNet
8 Words Input
8 Words Output
98
Page 99

Signalverlauf SpotWelding-Schnittstelle
DE
Referenzpunkt
anfahren
Externe Positionskontrolle
Nach dem Einschalten der Anlage müssen die Antriebe auf die Referenzposition gefahren
werden. Dazu das Signal „start homing“ setzen und warten, bis das Signal „referenced“
high wird.
start homing
referenced
ready
error
Der Öffnungswinkel der Zange kann per Roboter eingestellt werden.
Um die externe Positionsvorgabe zu aktivieren, das Signal „enable external position control“ auf high setzen und per Signal „target position“ die Zielposition vorgeben. Als Rückmeldung wird das Signal „external position control active“ high und die Istposition - „ actual
position“ - ausgegeben.
enable external
position control
external position
control active
target position
actual position
99
Page 100

Schweißstart mit
externer Positionsvorgabe
Während des Schweißvorgangs wird das Signal „external position control active“ low. Der
Kraftaufbau wird von der Zangensteuerung durchgeführt und der Roboter hat in dieser Zeit
keine Kontrolle über den Öffnungswinkel der Zange. Sobald der Schweißvorgang beendet
ist, wird das Signal „external position control active“ high und der Roboter bestimmt wieder
die Zielposition.
start welding
(no htr)
enable external
position control
Wartezeit min. 20 ms
prog number
spot number
external position
control active
ready
Fehler zurücksetzen
Deaktivierung der
Istwert-Überwachung, wenn
ohne Strom geschweißt wird
Schweißvorgang
Prozessband Vorzug
reset errors
error
ready
Stellt ein Roboterinterface zusätzlich zum Signal „enable welding current“ auch das Signal
„welding current enabled“ zur Verfügung, wird bei einer Schweißung ohne Strom („enable
welding current = false“) die Istwert-Überwachung deaktiviert.
Steht das Signal „welding current enabled“ nicht zur Verfügung, dann bleibt auch bei
Schweißungen ohne Strom die Istwert-Überwachung aktiv.
100
 Loading...
Loading...