

Page 1
Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
Robacta TX 选件
操作说明书
ZH
系统扩展
42,0426,0109,ZH 010-14062021
Page 2

Page 3
目录
Robacta TX 盖板 7
安全 9
安全标识 9
概述 10
设备设计方案 10
供货范围 10
所需工具 10
安装 Robacta TX 盖板 11
准备工作 11
安装 Robacta TX 盖板 13
最后...... 14
锁定 Robacta TX 盖板 15
锁定盖板 15
带有 Robacta TX 盖板程序序列的 Robacta TX W 16
安全标识 16
概要 16
程序序列的速度数据 16
程序序列中的子程序 16
程序序列 17
维修 Robacta TX 盖板 25
每周 25
每年或历经 30,000 个枪颈更换周期后 25
ZH
气动 Robacta TX 盖板 29
安全 31
安全标识 31
概述 32
设备设计方案 32
供货范围 32
所需工具 32
调试气动 Robacta TX 盖板 33
准备工作 33
安装气动 Robacta TX 盖板 34
安装一个气动 Robacta TX 盖板 35
安装两个气动 Robacta TX 盖板 37
安装两个气动 Robacta TX 盖板 38
检查气动 Robacta TX 盖板的功能是否正常 39
锁定气动 Robacta TX 盖板 41
锁定盖板 41
Robacta TX 溜槽、Robacta TX 溜槽 XL 43
安全 45
安全标识 45
安装 Robacta TX 溜槽 46
准备工作 46
安全标识 46
安装溜槽 46
最后...... 47
安装 Robacta TX 溜槽 XL 48
准备工作 48
安全标识 48
通过紧固件将底座固定至底面 48
安装 XL 溜槽 49
将标准溜槽安装至 XL 底座 49
最后...... 49
调试 Robacta TX 溜槽/Robacta TX 溜槽 XL 50
3
Page 4
将枪颈置于 Robacta TX 溜槽/Robacta TX 溜槽 XL 内 50
针对 Robacta TX 溜槽/Robacta TX 溜槽 XL 更改程序序列 50
Robacta TX W 枪颈架 53
安全 55
安全标识 55
安装枪颈架部件 56
供货范围 56
准备工作 56
安全标识 56
安装枪颈架部件 56
最后...... 57
Robacta TX G 枪颈架 59
安全 61
安全标识 61
安装枪颈架部件 62
供货范围 62
准备工作 62
安全标识 62
安装枪颈架部件 62
最后...... 63
枪颈编码 65
安全 67
安全标识 67
为枪颈编码 68
概要 68
准备工作 68
安全标识 68
为枪颈编码 69
最后...... 70
压缩空气维修装置 71
安全 73
安全标识 73
概述 74
概要 74
供货范围 74
所需工具 74
安装压缩空气维修装置 75
准备工作 75
安全标识 75
安装压缩空气维修装置 75
最后...... 77
切丝机 79
安全 81
安全标识 81
安装切丝机 82
准备工作 82
安全标识 82
安装切丝机 82
最后...... 83
焊枪清洁器 85
安全 87
安全标识 87
安装 Robacta TC 1000 88
概要 88
4
Page 5
准备工作 88
安全标识 88
安装切丝机 88
安装焊枪清洁器 89
最后...... 89
安装 Robacta Reamer V Easy 和 Robacta Reamer 铝焊刷头 90
概要 90
准备工作 90
安全标识 90
安装焊枪清洁器 90
最后...... 91
安装 Robacta Reamer V 92
准备工作 92
安全标识 92
安装焊枪清洁器 92
最后...... 93
TCP 测量装置的安装支架 95
安全 97
安全标识 97
标准 advintec 的安装支架 98
准备工作 98
安全标识 98
安装安装支架 98
最后...... 99
可调 advintec 的安装支架 100
准备工作 100
安全标识 100
安装安装支架 100
最后...... 101
ZH
5
Page 6

6
Page 7

Robacta TX 盖板
7
Page 8

8
Page 9

安全
安全标识 对于“Robacta TX 盖板”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
9
Page 10

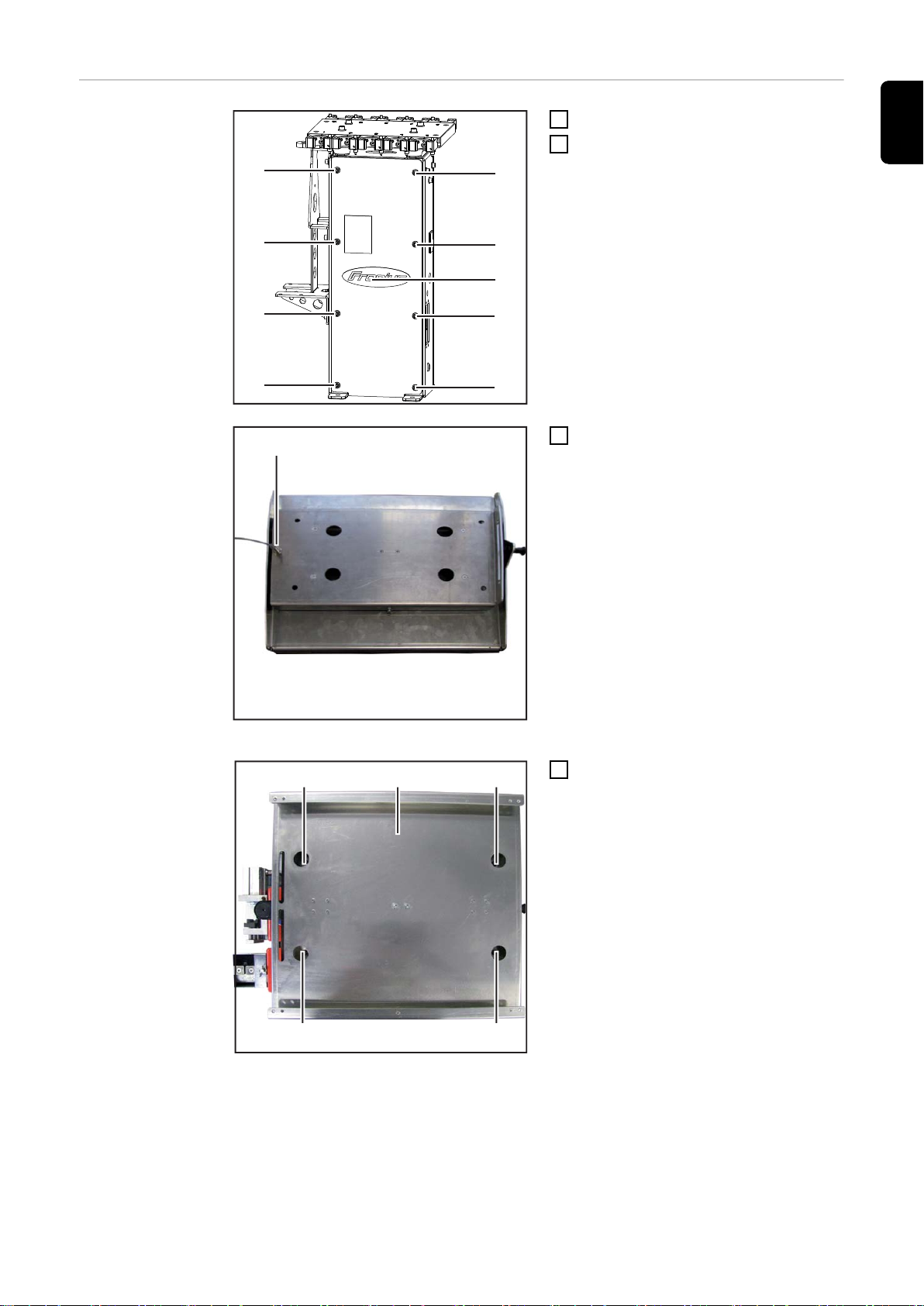
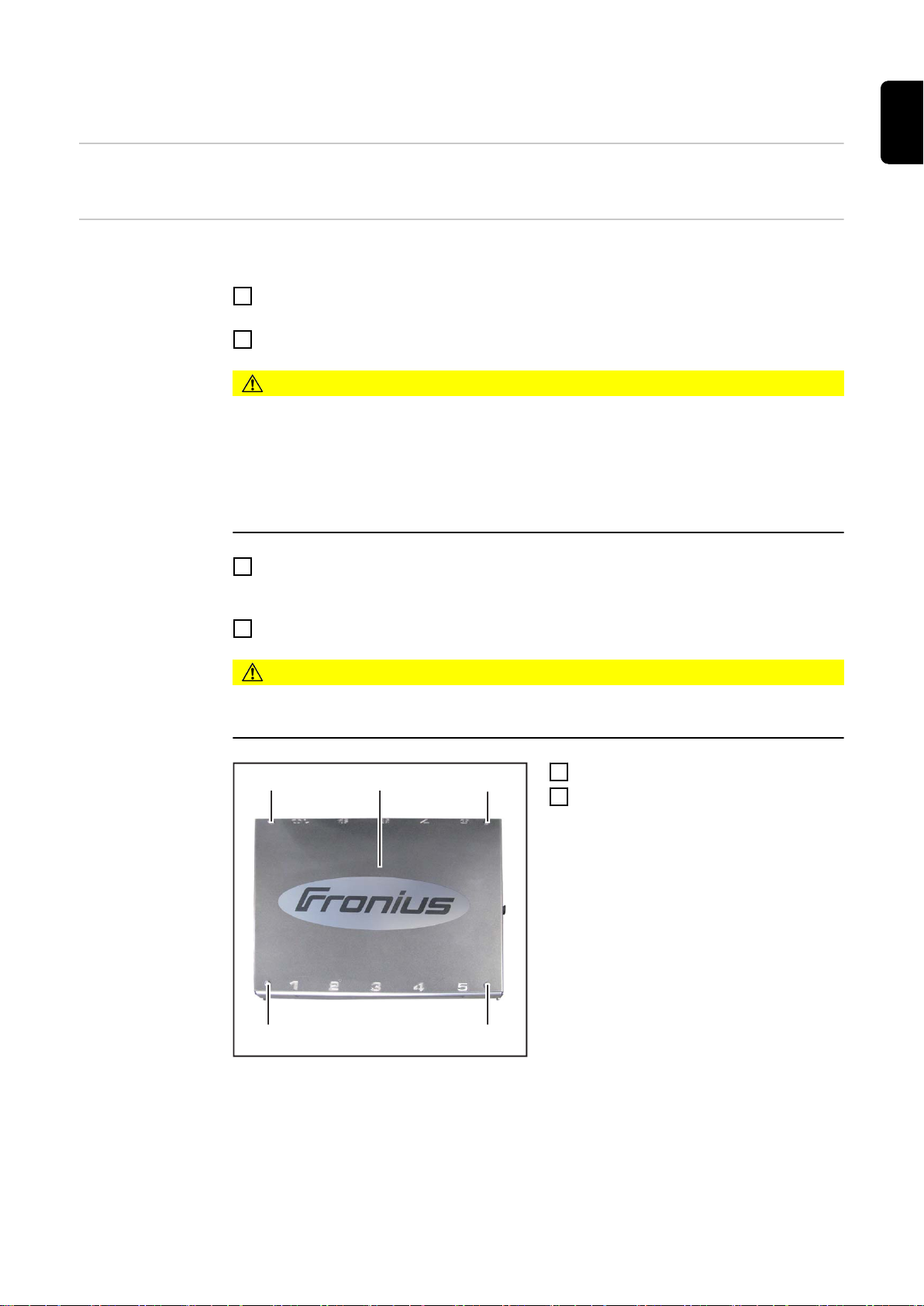
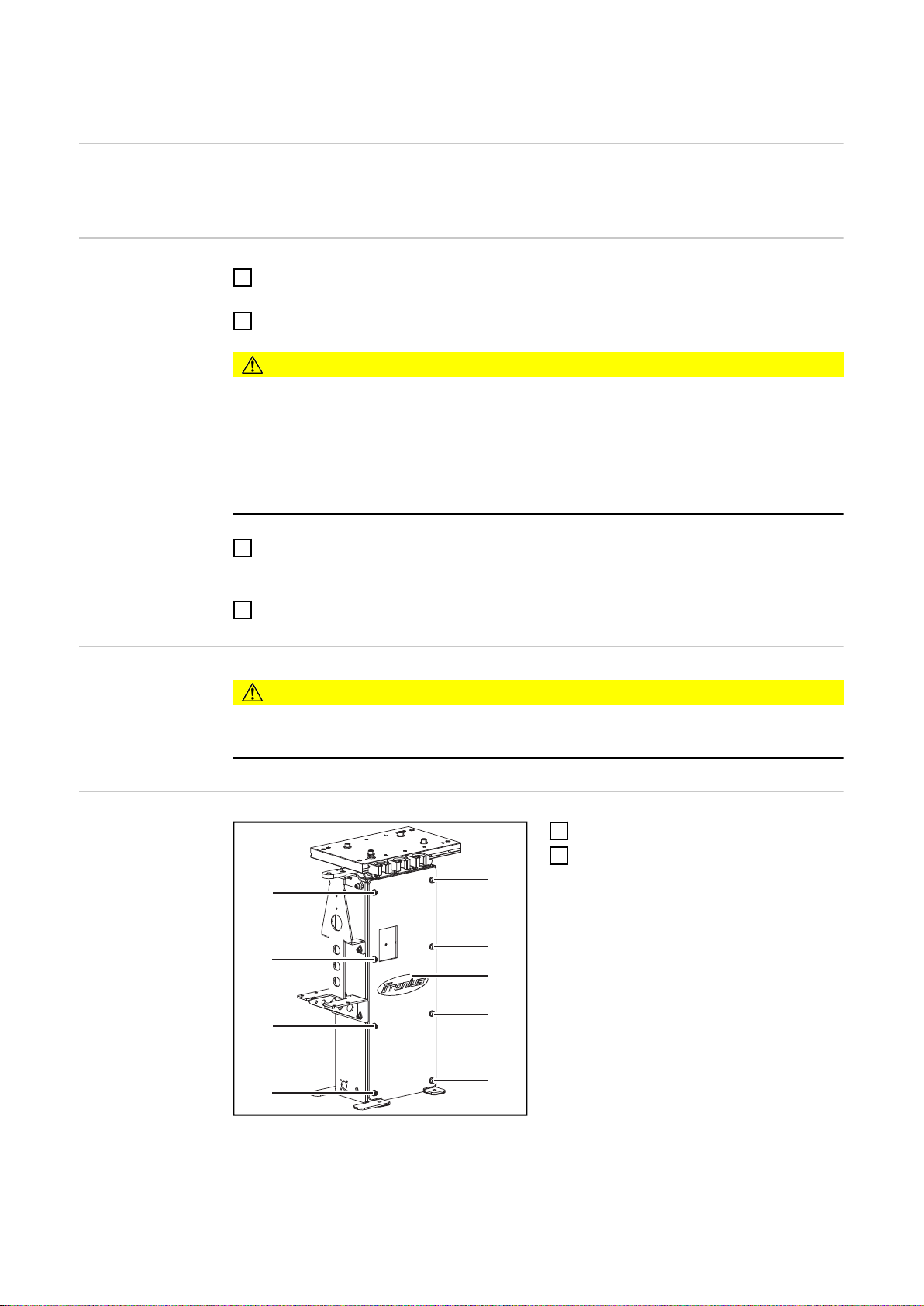
概述
(1)
(2)
(3)
(4)
(5)
(6)
设备设计方案 Robacta TX 盖板可对枪颈更换站上的所有枪颈架部件起保护作用。为便于在枪颈架部件
上工作,可通过锁定螺栓将盖板固定到位。并采用集成传感器监视盖板位置。
供货范围
(1) Robacta TX 盖板
(2) 送丝传感器安装面板
(3) 2 个 M5 x 16 mm 内六角螺丝
(4) 4 个 A5 垫圈
(5) 2 个 M5 六角自锁螺母
(6) 4 个带有 1.25 细牙螺纹的 M10 六
角螺钉
所需工具 - TX 25 内六星改锥
- 尺寸为 17 的套筒扳手
- 尺寸为 8 的套筒扳手
- 8 mm 内六角扳手
10
- 4 mm 内六角扳手
- 2.5 mm 内六角扳手
Page 11

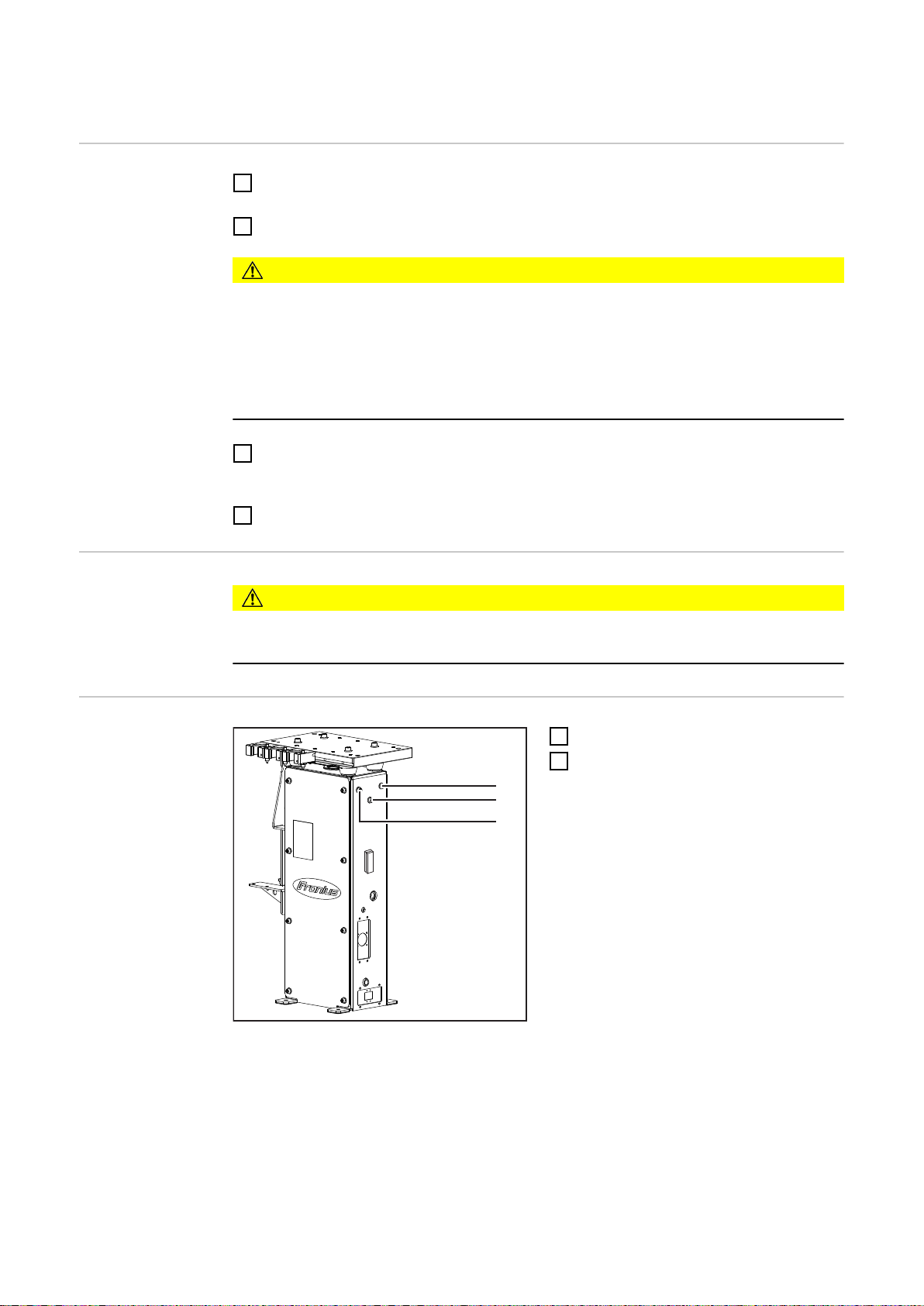
安装 Robacta TX 盖板
(1)
ZH
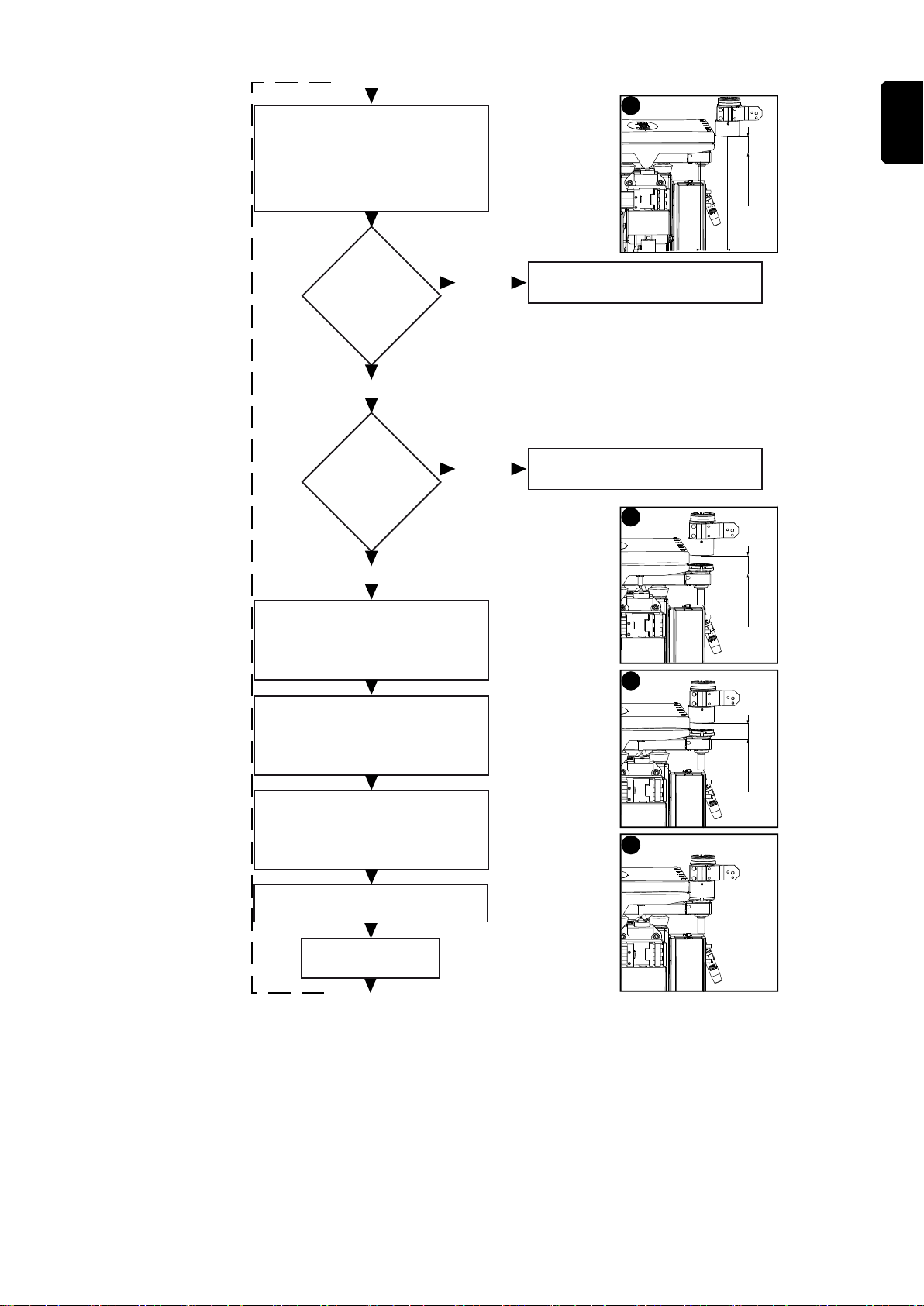
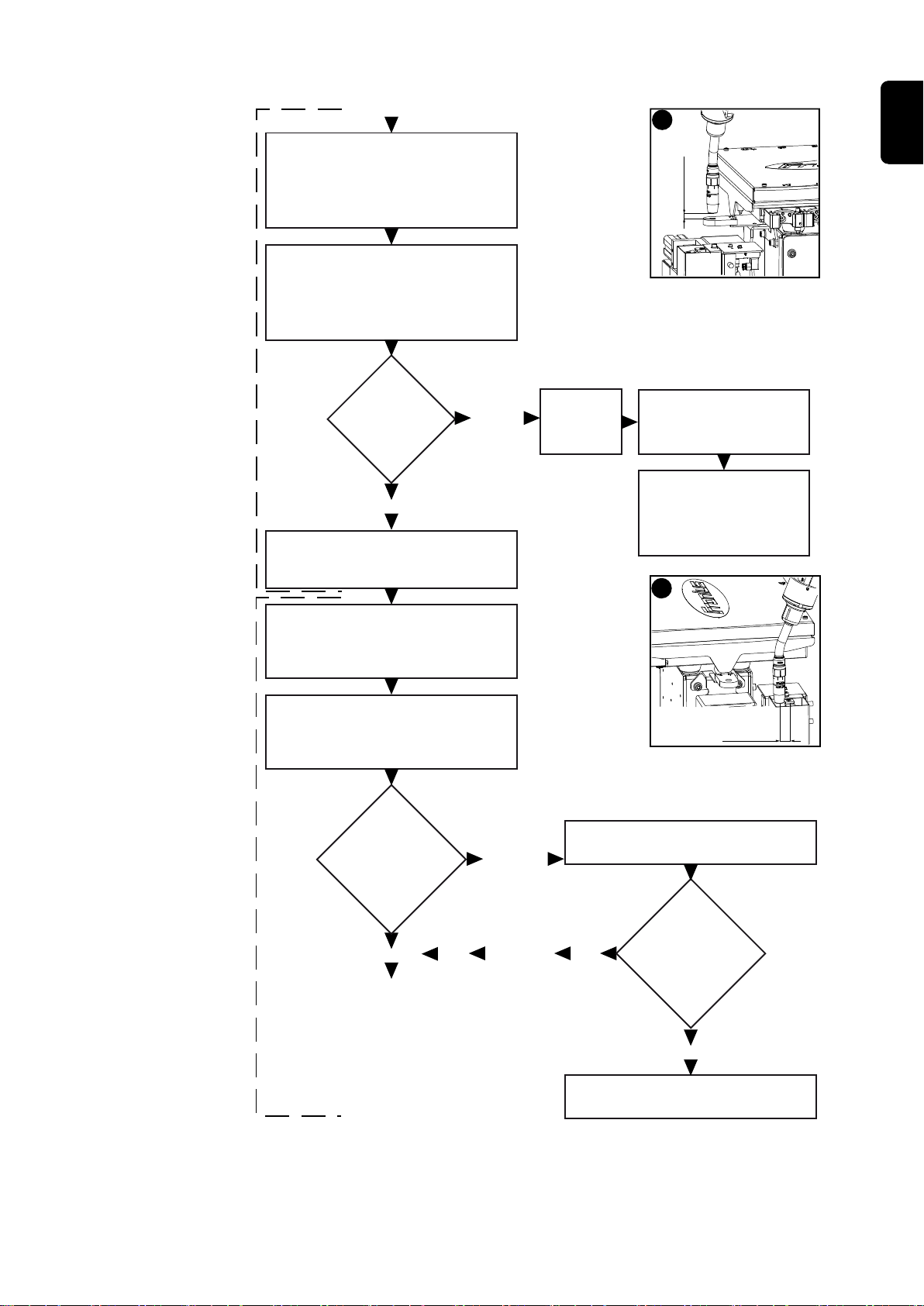
准备工作
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
拧下螺钉 (1)
5
保留螺钉、螺母和垫圈以备将来使用
6
11
Page 12

(3)
(2)
如图所示使用以下零件安装送丝传感器
(4)
(5) (6)
(5)
(5)(5)
7
安装板 (2)
- 2 个 M5 x 16 mm 螺钉 (3)
- 4 个 A5 垫圈
- 2 个 M5 六角自锁螺母
如图所示将送丝传感器 (4) 固定到送丝
8
传感器安装板
拧下螺钉 (5)
9
拆下罩盖 (6)
10
12
Page 13
安装 Robacta TX
(2)
(2)
(2)
(2)
(2)
(2)
(2)
(2)
(3)
(1)
(3) (3)(2)
(3)(3)
盖板
拧下 8 个螺钉 (2)
1
拆下罩盖 (3)
2
在将盖板置于枪颈更换站上时,应确保
3
Robacta TX 盖板传感器 (1) 与送丝传
感器位于枪颈更换站的同一侧
ZH
盖板底部
将 4 颗 M10 螺钉插入孔 (3) 并将盖板
4
固定到位
13
Page 14

(4) (5)
将传感器电缆 (4) 穿入外壳开口 (5)
(1)
5
将传感器插头连接至枪颈更换站电路板
6
上的接口 X14
将 Robacta TX 盖板的罩盖安装至
7
Robacta TX 盖板的子框架上
将枪颈更换站盖板安装到枪颈更换站上
8
最后......
试着前后移动盖板
1
- 盖板必须能够轻松移动
将电源固定到枪颈更换站上
2
当盖板位于中心位置时:
- 传感器底座上的 LED (1) 点亮
- 向机器人控件发送信号
当盖板离开中心位置时:
- 传感器底座上的 LED (1) 熄灭
- 不向机器人控件发送信号
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
3
将压缩空气供应管路连接至枪颈更换站
4
通过机器人程序更改送丝传感器的位置
5
注意
!
安装好盖板后,通过带有 Robacta TX 盖板程序序列的 Robacta TX W 来编写机器人程序
14
Page 15

锁定 Robacta TX 盖板
(2) (2)(1)
(1)
ZH
锁定盖板
注意
!
切勿在使用枪颈更换站时锁定盖板。
注意
!
在使用枪颈更换站时,确保盖板锁定螺栓保持在工作位置。
按如下方式锁定盖板
将盖板推至目标侧
1
将锁定螺栓 (1) 锁紧在相应的锁孔 (2)
2
内
若想解锁,请执行以下操作
固定盖板
1
从锁孔中取出锁定螺栓 (1) 并将其移至
2
所示位置
- 锁定螺栓处于工作位置
15
Page 16
带有 Robacta TX 盖板程序序列的 Robacta TX W
安全标识
有损坏的风险。
在正确安装并启动枪颈更换站前,请勿在自动模式下启动。
概要
安装好盖板后,通过以下程序序列来编写机器人程序。
程序序列的速度数据程序序列中所有速度和相应单位的列表:
小心!
注意
!
cm/min m/s ipm
1000 = 0.17 = 393.70
600 = 0.1 = 236.22
100 = 0.017 = 39.37
70 = 0.012 = 27.56
50 = 0.008 = 19.69
35 = 0.006 = 13.78
30 = 0.005 = 11.81
程序序列中的子程序为便于编程,程序序列被分解成了以下子程序:
- 切割焊丝
- 卷回焊丝
- 放下枪颈
- 拾取枪颈
- 送丝
- 切割焊丝
16
Page 17
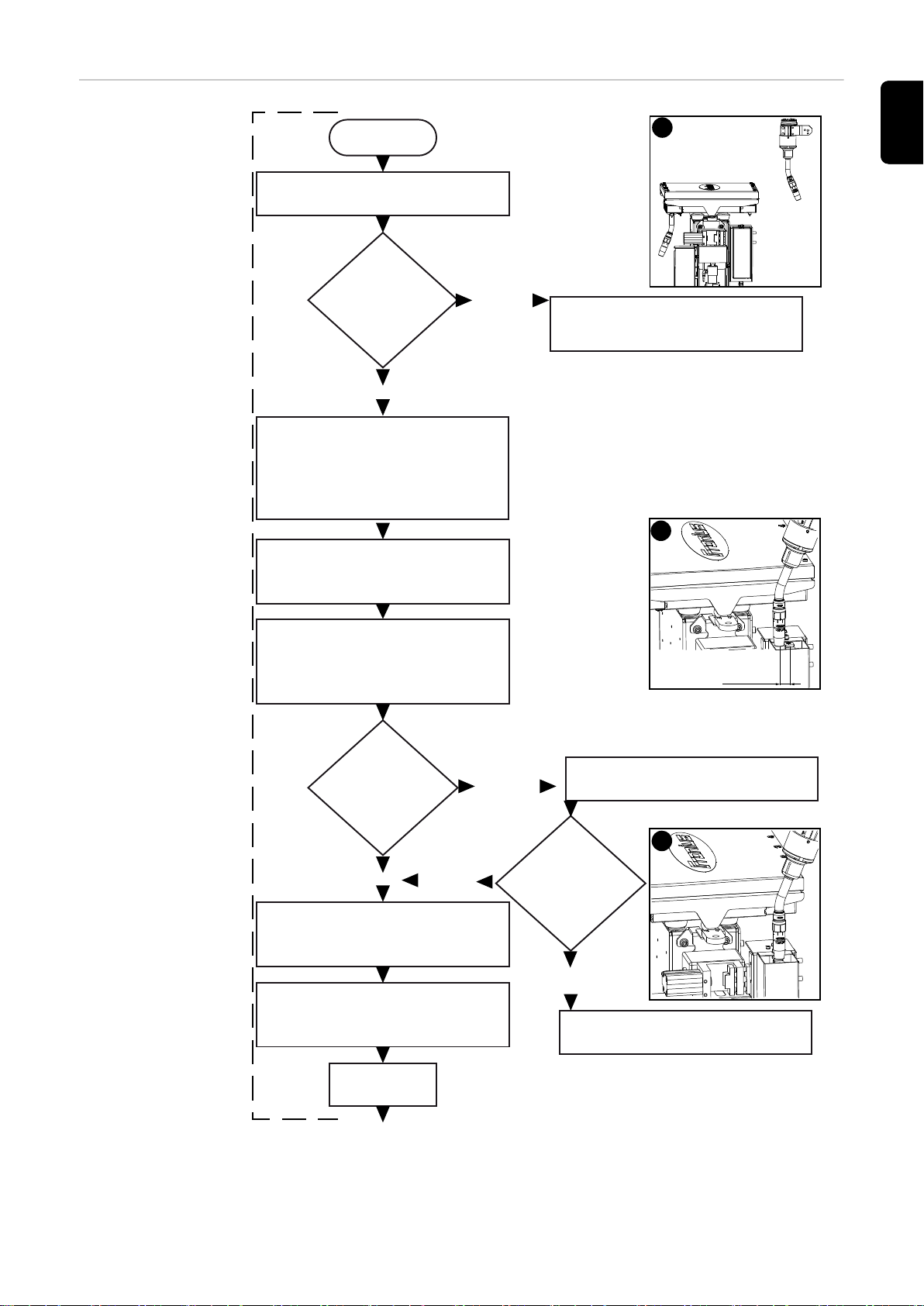
程序序列
开始
移至位置 A
- 位于枪颈架上方
查询
- 电
源就绪
‘真’
设置
- 选择 job 以进行
送丝
- 穿丝速度:
600 cm/min (236.22 ipm)
移至位置 B
- 在切丝机旁约
25 mm (0.98 in.) 处
‘假’
A
程序停止
- 焊接电源故障
B
ZH
切割焊丝
设置
- 送丝信号
- 信号持续时间:2 秒
查询
- 切丝
机打开
‘真’
移至位置 C
- 进入切丝机
设置
- 切割焊丝信号
等待 0.5
秒
‘真’
‘假’
25 mm
0.98 in.
重置
- 切丝机信号
C
查询
- 切丝
机打开
‘假’
程序停止
- 切丝机故障
17
Page 18

查询
- 切丝机
关闭
‘假’
程序停止
- 切丝机故障
(续)
切割焊丝
卷回送丝
‘真’
重置
- 切割焊丝信号
设置
- 卷回焊丝信号
- 卷回焊丝直至
到达连接点后
- 穿丝速度:
600 cm/min (236.22 ipm)
- 信号持续时间:通过
颈长度计算
移至位置 D
位于枪颈架上方
查询
- 枪颈
传感器
‘真’
D
程序停止
- 枪颈更换错误
放下枪颈
‘假’
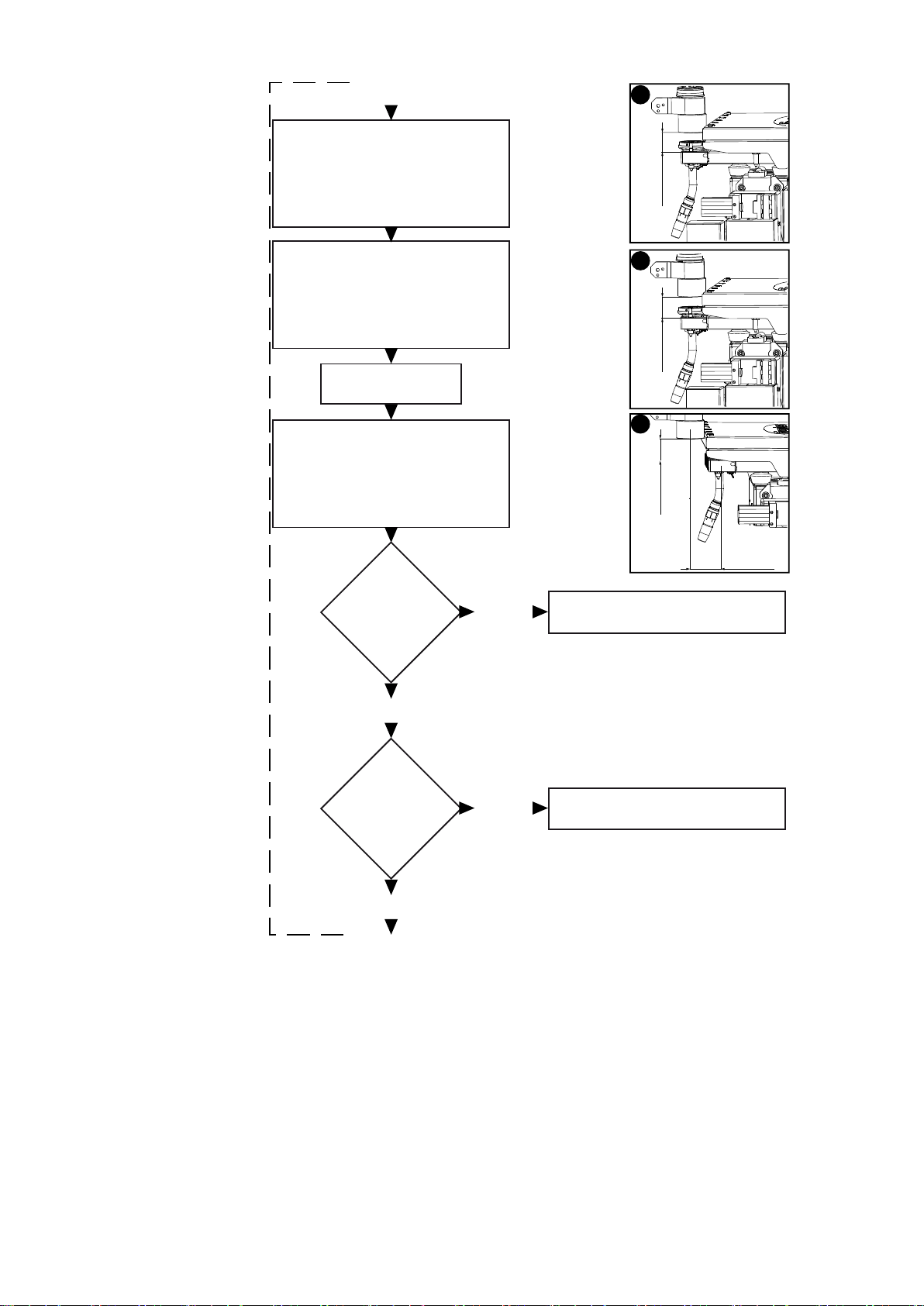
移至位置 E
- 在枪颈架中部旁
70 mm (2.76 in.) 处
- 在枪颈架顶部上方
40 mm (1.57 in.) 处
查询
- Robacta TX
盖板
‘真’
‘假’
E
1.57 in.
40 mm
程序停止
- 枪颈更换错误
70 mm
2.76 in.
18
Page 19

移至位置 F
- 在枪颈架中部上方移动
40 mm (1.57 in.)
- 速度:
最大 100 cm/min (39.37 ipm)
移至位置 G
- 向下移至
枪颈架内
最大 50 cm/min (19.69 ipm)
- 速度:
等待 0.5
秒
查询
- 枪颈
传感器
(水平拾取
枪颈)
等待 5
秒
‘假’
F
40 mm
1.57 in.
G
- 进入枪颈架
ZH
停止
放下枪颈(续)
‘真’
停止
- 进入枪颈架
查询
- 压力开关
‘真’
设置
- 更换枪颈信号
等待 1.5
秒
‘假’
程序停止
- 枪颈更换
错误
程序停止
- 枪颈更换错误
19
Page 20
移至位置 H
- 在枪颈架中部上方
15 mm (0.59 in.) 处
- 速度:
最大 30 cm/min (11.81 ipm)
H
15 mm
0.59 in.
放下枪颈
(续)
移至位置 I
- 在枪颈架中部上方
40 mm (1.57 in.) 处
- 速度:
- 在枪颈架中部旁
70 mm (2.76 in.) 处
- 在枪颈架顶部上方
40 mm (1.57 in.) 处
高
等待 0.5
秒
移至位置 J
查询
Robacta TX
盖板
‘假’
I
40 mm
1.57 in.
J
40 mm
1.57 in.
程序停止
- 枪颈更换错误
70 mm
2.76 in.
‘真’
查询
- 枪颈
传感器
‘假’
‘真’
程序停止
- 枪颈更换错误
20
Page 21
移至位置 K
- 在枪颈架中部旁
70 mm (2.76 in.) 处
- 在枪颈架顶部上方
40 mm (1.57 in.) 处
K
ZH
40 mm
1.57 in.
70 mm
2.76 in.
- Robacta TX
- 枪颈
传感器
拾取枪颈
移至位置 L
- 在待拾取枪颈中部上方
40 mm (1.57 in.) 处
移至位置 M
- 在待拾取枪颈中部上方
15 mm (0.59 in.) 处
移至位置 N
- 水平拾取枪颈
- 速度:
最大 70 cm/min (27.56 ipm)
查询
盖板
‘真’
查询
‘真’
‘假’
‘假’
程序停止
- 枪颈更换错误
程序停止
- 枪颈更换错误
L(L超低限额)
M
N
40 mm
1.57 in.
0.59 in.
15 mm
重置
- 更换枪颈信号
等待 3 - 4
秒
21
Page 22

移至位置 R
- 在枪颈架中部上方
40 mm (1.57 in.) 处
高
- 速度:
等待 0.5
秒
R
40 mm
1.57 in.
- 枪颈
传感器
查询
压力开关
拾取枪颈(续)
- 焊接电源重置故障(仅当
使用流量
移至位置 S
- 在枪颈架顶部上方
40 mm (1.57 in.) 处
- 在枪颈架中部旁
70 mm (2.76 in.) 处
- 速度:最大
1000 cm/min (393.70 ipm)
送丝
查询
‘假’
‘真’
设置
传感器时)
‘真’
‘假’
程序停止
- 枪颈更换错误
程序停止
- 枪颈更换错误
S
40 mm
70 mm
2.76 in.
1.57 in.
22
查询
- Robacta TX
盖板
‘真’
‘假’
程序停止
- 枪颈更换错误
Page 23
移至位置 Q
- 将气体喷嘴对
准送丝传感器中心上方
约 10 mm (0.39 in.) 处
设置
- 送丝信号
- 穿丝速度:
600 cm/min (236.22 ipm)
Q
0.39 in.
10 mm
ZH
送丝(续)
查询
送丝传感器
‘真’
重置
- 送丝信号
移至位置 B
- 在切丝机旁约
25 mm (0.98 in.) 处
设置
- 送丝信号
- 信号持续时间:1 秒
查询
- 切丝机
打开
‘假’
‘假’
等待 15
秒
重置
- 送丝
信号
程序停止
- 枪颈更换
错误
B
25 mm
0.98 in.
重置
- 切丝机信号
切割焊丝
‘真’
‘真’
查询
- 切丝机
打开
‘假’
程序停止
- 切丝机故障
23
Page 24

移至位置 C
- 进入切丝机
设置
- 切割焊丝信号
等待 0.5
秒
C
切割焊丝(续)
查询
- 切丝机
关闭
‘真’
重置
- 切割焊丝信号
查询
- 电源
就绪
‘真’
‘假’
‘假’
程序停止
- 切丝机故障
程序停止
- 枪颈更换错误
24
结束
Page 25
维修 Robacta TX 盖板
(1) (2)
(1)
(1)(1)
每周 检查盖板是否损坏
ZH
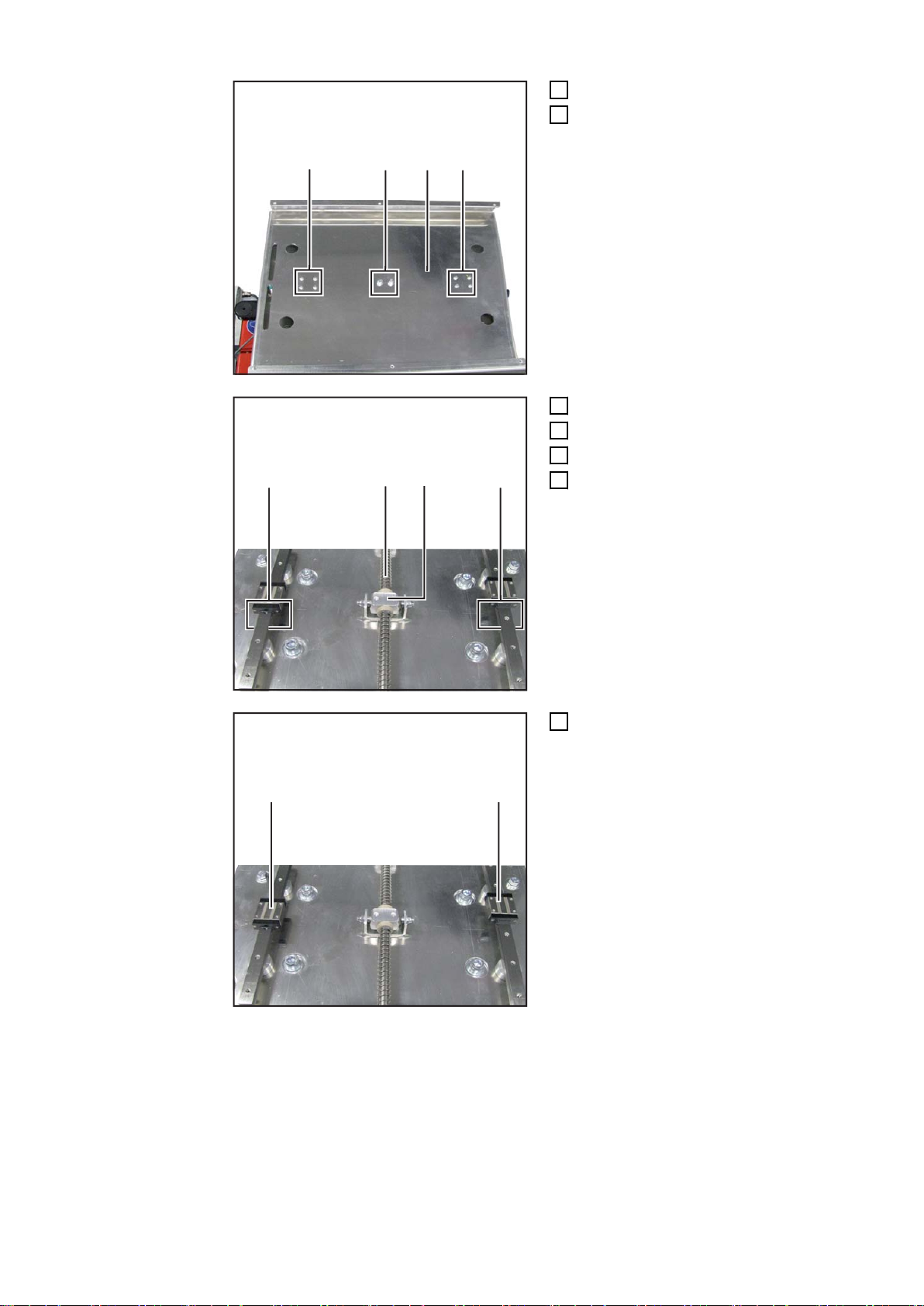
每年或历经 30,000
个枪颈更换周期后
清洁并润滑成型导轨:
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
拧下螺钉 (1)
5
拆下罩盖 (2)
6
25
Page 26
(3) (4)
(3)
(5)
拧下螺钉 (3) 和 (4)
(6)
(7)
(6)
(8)
(9)(9)
7
拆下附加保护板 (5)
8
清洁成型导轨 (6)
9
清洁定心轴 (7)
10
清洁定心行走机构 (8)
11
润滑成型导轨 (6)
12
使移动小车 (9) 沿成型导轨上下移动以
13
分配润滑剂
26
Page 27

(10) (11)
(10)
连同垫圈 (10) 旋入 8 颗螺钉并稍稍拧
(12)
(13)
(10) (14)
(10)
14
紧
- 附加保护板 (11) 必须仍能在成型
导轨移动小车上移动
向某一方向移动附加保护板至尽头
15
- 这可使附加保护板与成型导轨移动
小车彼此对齐
待移动小车与附加保护板对齐后,拧紧
16
螺钉 (10) 以将附加保护板固定于此
检查边 (12) 和 (13) 是否彼此平行
17
- 如果不平等,请松开螺钉 (10) 并
重新对齐附加保护板
ZH
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
22
将压缩空气供应管路和电源连接至枪颈更换站
23
拧紧螺钉和垫圈 (10)
18
拧紧螺钉和垫圈 (14)
19
安装罩盖
20
检查盖板是否能够正常工作
21
27
Page 28

28
Page 29

气动 Robacta TX 盖板
29
Page 30
30
Page 31

安全
安全标识 对于“气动 Robacta TX 盖板”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
31
Page 32

概述
(1)
(2)
(3)
设备设计方案 气动 Robacta TX 盖板可对枪颈更换站枪颈架底座一侧上多达 5 个枪颈架部件起保护作
用。机器人控件发出的信号可用于打开和关闭盖板。并采用集成传感器监视盖板位置。枪
颈架底座的两侧需通过两个盖板实施保护。
供货范围
(1) 气动 Robacta TX 盖板
(2) 压缩空气管路
(3) 压缩空气分配器
所需工具 - TX 25 内六星改锥
- 8 mm 内六角扳手
32
Page 33

调试气动 Robacta TX 盖板
(3)
(3) (4)
(3)
(3)
ZH
准备工作
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
拧下螺钉 (3)
5
拆下罩盖 (4)
6
33
Page 34

(5)
(5)
(5)
(5)
(5)
(5)
(5)
(5)
(6)
拧下螺钉 (5)
(1)
(1)
(2)
(2)
(4)
(3)
7
拆下罩盖 (6)
8
安装气动 Robacta
TX 盖板
根据需要,拧下螺钉和垫圈 (1) 以为枪
1
颈架部件 1-5 安装盖板
根据需要,拧下螺钉和垫圈 (2) 以为枪
颈架部件 6-10 安装盖板
- 保留螺钉以备将来使用
- 可丢弃垫圈
根据需要,拆下堵塞 (3) 以为枪颈架部
2
件 1-5 安装盖板
根据需要,拧下堵塞 (4) 以为枪颈架部
件 6-10 安装盖板
- 可丢弃堵塞
34
Page 35

(5)
(6)
打开盖板
(7)
(7)
(5)
(3)
(4)
(2)(1)
3
如图所示将盖板置于支架固定器上
4
确保盖板 (5) 和支架固定器 (6) 的边缘
5
彼此平行
关闭盖板
6
注意
!
在不使用垫圈的情况下拧紧盖板。
使用先前从支架固定器上取下的螺钉
7
(7) 拧紧盖板
ZH
安装一个气动
Robacta TX 盖板
将所提供的压缩空气管路 (1) 连接至接
1
口 (2) 并将其穿过枪颈更换站的孔 (3)
使阀 (4) 和传感器 (5) 电缆穿过孔 (3)
2
进入枪颈更换站
将传感器电缆 (5) 连接至枪颈更换站电
3
路板上的接口 X14
将阀电缆 (4) 连接至枪颈更换站电路板
4
上的接口 X16
35
Page 36

(6)
断开辅助设备 (6) 的压缩空气管路
(6)
(7)
(8)
(10)
(10)
(10)
(10)
(10)
(10)
(10)
(10)
(9)
5
如图所示安装压缩空气分配器 (7)
6
如图所示将辅助设备 (6) 的压缩空气管
7
路连接至压缩空气分配器 (7)
如图所示将盖板 (8) 的压缩空气管路连
8
接至压缩空气分配器 (7)
安装罩盖
9
将罩盖 (9) 置于枪颈更换站上
10
拧紧螺钉和垫圈 (10)
11
36
Page 37

安装两个气动
(1)
(1)
(2)
(2)
(4)
(3)
(5)
(6)
Robacta TX 盖板
拧下螺钉和垫圈 (1) 和 (2)
1
- 保留螺钉以备将来使用
- 可丢弃垫圈
拆下堵塞 (3) 和 (4)
2
- 可丢弃堵塞
ZH
打开盖板
3
如图所示将盖板置于支架固定器上
4
确保盖板 (5) 和支架固定器 (6) 的边缘
5
彼此平行
关闭盖板
6
37
Page 38

(7)
(7)
注意
(1)
(3)
(2)
(4)
(6)
(5)
(7)
!
在不使用垫圈的情况下拧紧盖板。
使用先前从支架固定器上取下的螺钉
7
(7) 拧紧盖板
对第二个盖板重复执行步骤 3 - 7
8
安装两个气动
Robacta TX 盖板
将所提供的压缩空气管路 (1) 连接至接
1
口 (2) 并将其穿过枪颈更换站的孔 (3)
将所提供的压缩空气管路 (4) 连接至接
2
口 (5) 并将其穿过枪颈更换站的孔 (6)
断开辅助设备 (7) 的压缩空气管路
3
38
Page 39

(10)
(7)
(8)
(9)
(11)
如图所示为第一个盖板安装压缩空气分
(12)
(12)
(12)
(2)
(12)
(12)
(12)
(12)
(11)
(1)
4
配器 (8)
如图所示将第一个盖板 (9) 的压缩空气
5
管路连接至压缩空气分配器 (8)
如图所示为第二个盖板安装压缩空气分
6
配器 (10)
如图所示将盖板 (11) 的压缩空气管路
7
连接至压缩空气分配器 (10)
如图所示将辅助设备 (7) 的压缩空气管
8
路连接至压缩空气分配器 (10)
为两个盖板安装罩盖
9
将罩盖 (11) 置于枪颈更换站上
10
拧紧螺钉和垫圈 (12)
11
ZH
检查气动 Robacta
TX 盖板的功能是
否正常
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
通过从相关控制系统发送信号来打开和关闭盖板
3
- 盖板在打开和关闭时应无噪音
4
必要时,可通过节流阀 (1) 来调节盖板
开启速度
39
Page 40

(2)
必要时,可通过节流阀 (2) 来调节盖板
5
关闭速度
注意
!
安装好气动盖板后,为相应枪颈更换站的机器人程序添加必要的程序序列。
40
Page 41

锁定气动 Robacta TX 盖板
(1)
(1)
(1)
ZH
锁定盖板
注意
!
在使用枪颈更换站时,确保盖板锁定螺栓保持在工作位置。
按如下方式锁定盖板
如图所示将锁定螺栓 (1) 锁紧到位
1
按如下方式解锁
从锁孔中取出锁定螺栓 (1) 并将其移至
1
所示位置
- 锁定螺栓处于工作位置
41
Page 42

注意
!
切勿在使用枪颈更换站时锁定盖板。
42
Page 43

Robacta TX 溜槽、Robacta TX 溜槽
XL
43
Page 44

44
Page 45

安全
安全标识 对于“Robacta TX 溜槽、Robacta TX 溜槽 XL”部分中描述的所有工作,请遵守以下安全规
程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
ZH
危险!
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
45
Page 46

安装 Robacta TX 溜槽
(1)
(1)
(1)
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装溜槽
拧下螺钉 (1)
1
- 保留螺钉和垫圈以便日后安装溜槽
46
Page 47

(1)
(1)
(1)
如图所示将溜槽置于枪颈更换站上
2
如图所示使用螺钉和垫圈 (1) 将溜槽固
3
定到位
将传感器电缆连接至枪颈更换站上的外
4
部电源接口 "A"
ZH
最后......
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
47
Page 48

安装 Robacta TX 溜槽 XL
(1)
(1)
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
通过紧固件将底座
固定至底面
注意
!
根据底面(地基)类型的不同,在安装底座时可能需要不同的紧固件。
因此,底座的供货范围内不包括紧固件。安装人员负责选择合适类型的紧固件。
将底座置于适当位置
1
根据需要,使用调整板将底座水平和垂
2
直对齐
通过螺栓将底座 (1) 固定至底面
3
固定好后,检查底座是否与底面水平和
4
垂直对齐
48
Page 49

安装 XL 溜槽 XL 溜槽是标准溜槽的增强型号。它为枪颈提供了一个额外的放电区域。
(2)
(3)
(3)
(4)
(1)
(1) (2) (3)
使用所提供的 4 颗螺钉将 XL 溜槽 (1) 连接至底座上的指定位置 (3)。
1
- 可根据需要使用附加孔 (4) 调整 XL 溜槽
将传感器电缆 (2) 连接至枪颈更换站上的外部电源接口 "A"
2
ZH
将标准溜槽安装至
XL 底座
最后......
也可将标准溜槽安装至 XL 溜槽的底座。
还可将溜槽安装至底座的每一侧。
1
2
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
使用所提供的 4 颗螺钉将溜槽 (1) 连接
至底座上的位置 (2) 或 (3)。
将溜槽传感器电缆连接至枪颈更换站上
的外部电源接口 "A"
49
Page 50

调试 Robacta TX 溜槽/Robacta TX 溜槽 XL
50 mm
1.97 in.
50 mm
1.97 in.
将枪颈置于
Robacta TX 溜槽/
Robacta TX 溜槽
XL 内
危险!
机器人手臂可能会带来严重的人身伤害风险。
在整个过程中:
所有工作均于机器人工作区域外完成
▶
确保机器人工作区域内无任何人员进入
▶
如图所示将机器人手臂置于溜槽上方
1
松开枪颈联轴器
2
- 枪颈将从枪颈联轴器上掉落
针对 Robacta TX
溜槽/Robacta TX
溜槽 XL 更改程序
序列
50
注意
!
溜槽最多可容纳五个枪颈。
按如下方式针对枪颈更换更改程序序列:
在机器人上设置“放下焊枪”信号
1
等待输出溜槽传感器信号
2
- 该信号可用于确认枪颈已被置于溜槽内
只有在输出该信号后才能继续移动机器人
3
Page 51

注意
!
使用下列方法之一检查溜槽内的枪颈数量。
对于 1 - 4 个枪颈:
▶
在机器人程序中创建一个计数器以用于监控溜槽传感器发出的信号。
▶
对于 5 个枪颈:
▶
等待溜槽传感器输出连续信号。连续信号表明溜槽内已包含 5 个枪颈,因此已达到极
▶
限。
ZH
51
Page 52

52
Page 53

Robacta TX W 枪颈架
53
Page 54

54
Page 55

安全
安全标识 对于“Robacta TX W 枪颈架”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
55
Page 56

安装枪颈架部件
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(2)
供货范围 - 枪颈架部件
- M6 x 20 mm 螺钉
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装枪颈架部件
56
拧下 8 个螺钉 (1)
1
拆下罩盖 (2)
2
Page 57

(3)
(4)
(5)
(6)
如图所示将枪颈架部件 (3) 置于枪颈架
(8) (7)
(10)
(10)
(10)
(10)
(10)
(10)
(10)
(10)
(9)
3
底座 (4) 上
使用所提供的 M6 x 20 mm 螺钉 (5) 将
4
枪颈架部件固定到位
将枪颈传感器的电缆穿过外壳开口 (6)
5
移除电缆夹 (7)
6
根据枪颈架底座上的位置将插头连接至
7
电路板。在本例中为 (8)
示例:
- 枪颈架部件安装在枪颈架底座上的
位置 2 - 将枪颈传感器的插头连接
至枪颈更换站电路板上的“X3 传感
器 2”接口
如图所示使用电缆夹固定枪颈传感器电
8
缆
ZH
最后......
9
10
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
将罩盖 (9) 置于枪颈更换站上
拧紧 8 个螺钉和垫圈 (10)
57
Page 58

58
Page 59

Robacta TX G 枪颈架
59
Page 60

60
Page 61
安全
安全标识 对于“Robacta TX G 枪颈架”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
61
Page 62
安装枪颈架部件
(1)
(1)
(2)
(1)
(1)
(1)
(1)
(1)
(1)
供货范围 - 枪颈架部件
- M6 x 20 mm 螺钉
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装枪颈架部件
62
拧下 8 个螺钉 (1)
1
拆下罩盖 (2)
2
Page 63

(4) (3)
(5)
(6)
如图所示将枪颈架部件 (3) 置于枪颈架
(8) (7)
(10)
(10)
(9)
(10)
(10)
(10)
(10)
(10)
(10)
3
底座 (4) 上
使用所提供的 M6 x 20 mm 螺钉 (5) 将
4
枪颈架部件固定到位
将枪颈传感器的电缆穿过外壳开口 (6)
5
移除电缆夹 (7)
6
根据枪颈架底座上的位置将插头连接至
7
电路板。在本例中为 (8)
示例:
- 枪颈架部件安装在枪颈架底座上的
位置 4 - 将枪颈传感器的插头连接
至枪颈更换站电路板上的“X5 传感
器 4”接口
如图所示使用电缆夹固定枪颈传感器电
8
缆
ZH
最后......
9
10
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
将罩盖 (9) 置于枪颈更换站上
拧紧 8 个螺钉和垫圈 (10)
63
Page 64

64
Page 65

枪颈编码
65
Page 66

66
Page 67

安全
安全标识 对于“枪颈编码”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
67
Page 68

为枪颈编码
概要 对枪颈进行编码以确保始终将每个枪颈存储在正确的枪颈架部件内。一旦将枪颈编码,便
可始终将其置于正确的枪颈架部件内。
工作原理:
- 为每个枪颈架部件钻孔
- 然后将开槽销置于枪颈架部件的孔中;开槽销的数量和位置可由用户选择
- 使枪颈上的孔与枪颈架部件上包含开槽销的孔精准对齐
- 只有当枪颈上的裸孔与枪颈架部件中的开槽销精准对齐时,才能将枪颈存储于枪颈架
部件中
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
68
Page 69

为枪颈编码
(1)
(3)
(2)
(2)
(2)
(2)
(2)
将一个 3 x 20 mm (0.12 in. x 0.79 in.)
1
的开槽销 (1) 置于枪颈架部件上的所需
孔中
将螺柱拧入枪颈上待封闭的孔中
2
示例
- 将 5 个螺柱拧入孔 (2) 中
- 留出孔 (3) 以待放入开槽销
ZH
正确编码的枪颈
将枪颈放入枪颈架部件中并检查开槽销
3
是否与裸孔对齐
69
Page 70

未正确编码的枪颈
为剩余的枪颈编码
4
最后......
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
70
Page 71

压缩空气维修装置
71
Page 72

72
Page 73

安全
安全标识 对于“压缩空气维修装置”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
73
Page 74

概述
(1)
(2)
(3)
(4)
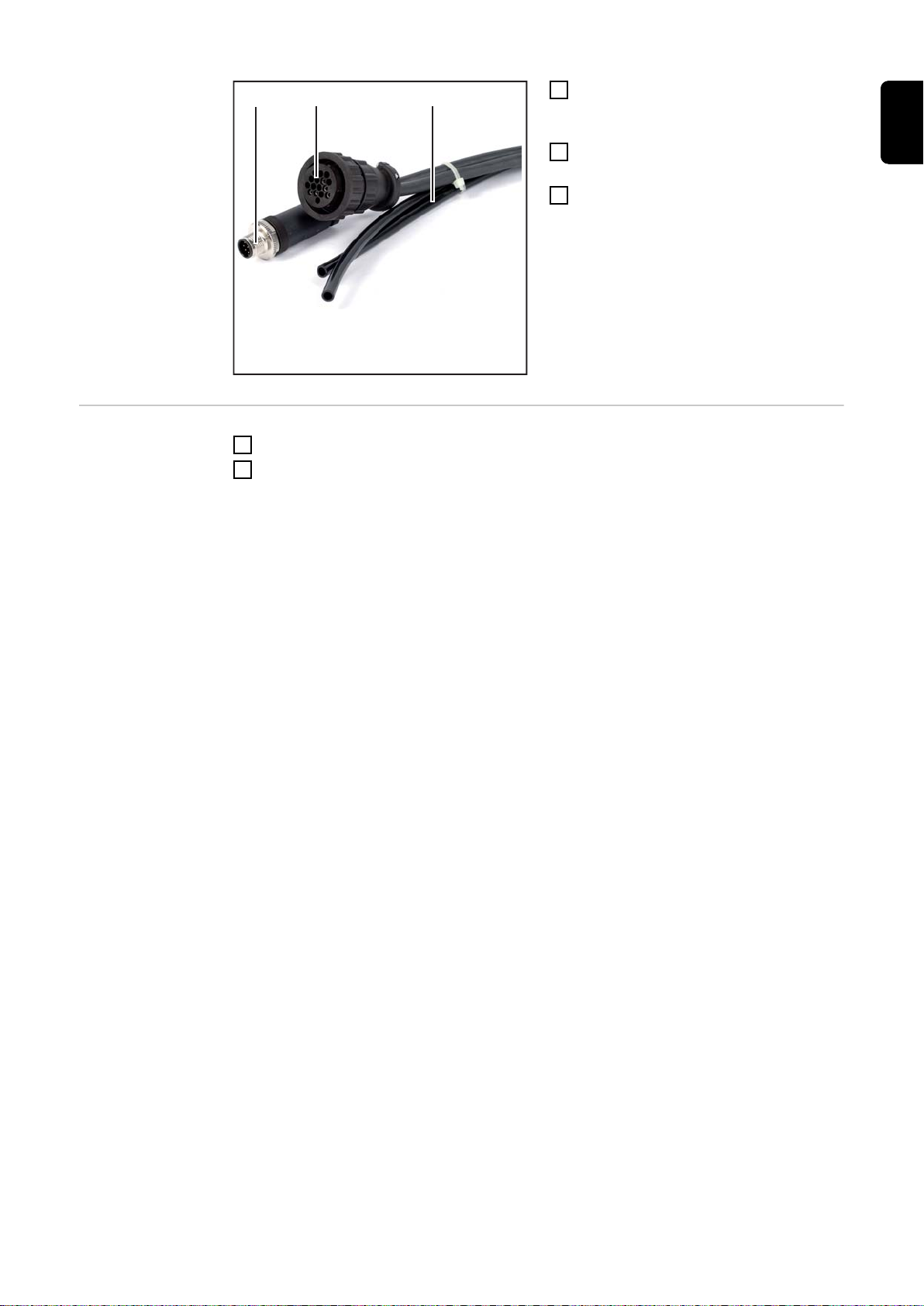
概要 维修装置可确保向枪颈更换站及相应部件供应的压缩空气得到正确处理。内置的压缩空气
过滤器可清除压缩空气中大于 5 µm 的杂质。内置的减压阀可用于连续调节输出压力。
供货范围
所需工具 - 尺寸为 17 的套筒扳手
- 4 mm 内六角扳手
(1) 压缩空气管路
(2) 保养装置
(3) 压缩空气接口
(4) 压缩空气接口转接头
74
Page 75

安装压缩空气维修装置
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(2)
ZH
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装压缩空气维修
装置
拧下 8 个螺钉 (1)
1
拆下罩盖 (2)
2
75
Page 76

(3)
(3)
松开枪颈更换站上的螺钉、垫圈和螺母
(3)
(3)
(4)
3
(3)
如图所示将压缩空气维修装置固定到枪
4
颈更换站上(使用之前拆下的螺钉、垫
圈和螺母 (3))
5
如图所示将所提供的压缩空气接口转接
5
头 (4) 连接至枪颈更换站上的压缩空气
接口 "B"
- 使用螺纹密封胶密封压缩空气接口
转接头
76
Page 77

(5)
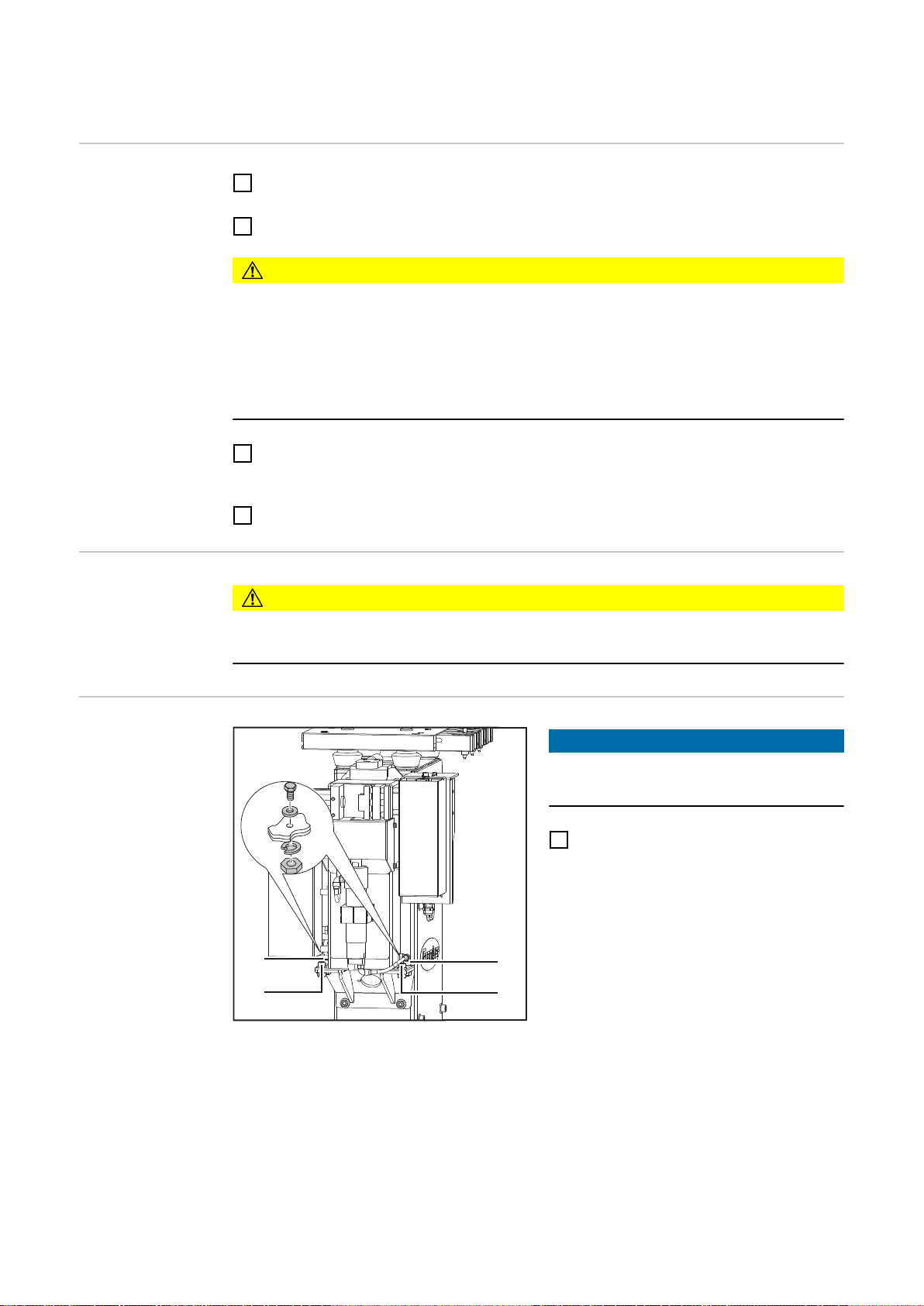
如图所示将所提供的压缩空气接口 (5)
(5)
(6)
(8)
(7)
(3)
(4)
6
连接至压缩空气接口转接头
如图所示,使用所提供的压缩空气管路
7
(7) 连接维修装置上的压缩空气接口 (6)
和枪颈更换站上的压缩空气接口 (5)
如果要使用带有“焊枪吹扫”选件的送丝机:
将送丝机上的焊枪吹扫压缩空气接口连
8
接至维修装置上的压缩空气接口 (8)
- 送丝机上的“焊枪吹扫”选件由压缩
空气维修装置供应压缩空气
ZH
最后......
连接枪颈更换站上压缩空气接口 "A" 处
1
的压缩空气管路
将维修装置的压缩空气供应管路卸压
2
将压缩空气供应管路连接至维护装置上
3
的接口 (3)
为压缩空气供应管路供应压缩空气
4
使用减压阀设置 (4) 压力
5
- 0.55 - 0.60 MPa (= 5.50 - 6.00 bar
= 79.77 - 87.02 psi)
检查枪颈更换站中压缩空气增压机的压力。必要时,按照枪颈更换站操作说明书设置
6
压力
将电源连接至枪颈更换站
7
77
Page 78

(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(2)
将罩盖 (2) 置于枪颈更换站上
8
拧紧 8 个螺钉和垫圈 (1)
9
78
Page 79

切丝机
79
Page 80

80
Page 81
安全
安全标识 对于“切丝机”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
81
Page 82

安装切丝机
(1)
(1)
2 x
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装切丝机
注意
!
使用随切丝机提供的螺钉、垫圈、锁紧垫
圈、螺母和垫片。
如图所示,使用 2 颗螺钉、2 个垫圈、
1
2 个锁紧垫圈、2 个螺母和 2 个垫片将
切丝机固定至枪颈更换站安装支架的孔
(1) 内
从枪颈更换站上的压缩空气接口 "C" 处
2
取下堵塞
82
Page 83
(3)
(4) (2)
使用压缩空气管路 (2) 连接切丝机压缩
3
空气接口和枪颈更换站上的压缩空气接
口 "C"
将切丝机终端连接器连接至所提供连接
4
引线上的切丝机插接连接 (3)
将所提供连接引线上的 I/O 终端连接器
5
(4) 连接至枪颈更换站上辅助设备的 I/O
接口
ZH
最后......
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
83
Page 84

84
Page 85

焊枪清洁器
85
Page 86

86
Page 87

安全
安全标识 对于“焊枪清洁器”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
87
Page 88

安装 Robacta TC 1000
(1)
(1)
2 x
概要
准备工作
注意
!
若要使用 Robacta TC 1000,请按如下所述将切丝机安装至枪颈更换站。
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
安全标识
安装切丝机
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
注意
!
使用随切丝机提供的螺钉、垫圈、锁紧垫
圈、螺母和垫片。
如图所示,使用 2 颗螺钉、2 个垫圈、
1
2 个锁紧垫圈、2 个螺母和 2 个垫片将
切丝机固定至枪颈更换站安装支架的孔
(1) 内
从枪颈更换站上的压缩空气接口 "C" 处
2
取下堵塞
88
Page 89

(2)(3)
使用压缩空气管路 (2) 连接切丝机压缩
(2) (1)
3
空气接口和枪颈更换站上的压缩空气接
口 "C"
将切丝机终端连接器连接至所提供连接
4
引线上的切丝机终端连接器 (3)
ZH
安装焊枪清洁器
最后......
1
2
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
将所提供连接引线上的 I/O 终端连接器
(1) 连接至焊枪清洁器上的标准 I/O 插
口
将所提供连接引线上的 I/O 终端连接器
(2) 连接至枪颈更换站上辅助设备的 I/O
接口
89
Page 90

安装 Robacta Reamer V Easy 和 Robacta Reamer 铝
(1)
(1)
(1)
(1)
4 x
焊刷头
概要
准备工作
注意
!
Robacta Reamer 铝焊刷头的安装程序如下所述。
Robacta Reamer V Easy 的安装方法与之相同。
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
安全标识
安装焊枪清洁器
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
注意
!
使用随焊枪清洁器提供的螺钉、垫圈、锁紧
垫圈和螺母。
如图所示,使用 4 颗螺钉、4 个垫圈、
1
4 个锁紧垫圈和 4 个螺母将焊枪清洁器
固定至枪颈更换站安装支架的孔 (1) 内
90
Page 91

(3)
(4) (5)(2)
将所提供的压缩空气接口连接至焊枪清
2
洁器上的压缩空气接口
- 有关焊枪清洁器的详细说明,请参
阅焊枪清洁器操作说明书
从枪颈更换站上的压缩空气接口 "C" 处
3
取下堵塞
使用压缩空气管路 (2) 连接焊枪清洁器
4
压缩空气接口和枪颈更换站上的压缩空
气接口 "C"
将所提供连接引线上的 I/O 终端连接器 (3) 连接至焊枪清洁器上的标准 I/O 接口
5
将切丝机终端连接器连接至所提供连接引线上的切丝机终端连接器 (4)
6
将所提供连接引线上的 I/O 终端连接器 (5) 连接至枪颈更换站上辅助设备的 I/O 接口
7
ZH
最后......
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
91
Page 92
安装 Robacta Reamer V
(1)
(1)
(1)
(1)
4 x
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装焊枪清洁器
注意
!
使用随焊枪清洁器提供的螺钉、垫圈、锁紧
垫圈和螺母。
如图所示,使用 4 颗螺钉、4 个垫圈、
1
4 个锁紧垫圈和 4 个螺母将焊枪清洁器
固定至枪颈更换站安装支架的孔 (1) 内
92
Page 93
(3) (2) (4)
将所提供的压缩空气接口连接至焊枪清
2
洁器上的压缩空气接口
- 有关焊枪清洁器的详细说明,请参
阅焊枪清洁器操作说明书
从枪颈更换站上的压缩空气接口 "C" 处
3
取下堵塞
使用压缩空气管路 (2) 连接焊枪清洁器
4
压缩空气接口和枪颈更换站上的压缩空
气接口 "C"
将所提供连接引线上的 I/O 终端连接器 (3) 连接至焊枪清洁器上的标准 I/O 接口
5
将所提供连接引线上的辅助设备 I/O 终端连接器 (4) 连接至枪颈更换站上辅助设备的 I/
6
O 接口
ZH
最后......
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
93
Page 94

94
Page 95

TCP 测量装置的安装支架
95
Page 96

96
Page 97

安全
安全标识 对于“TCP 测量装置的安装支架”部分中描述的所有工作,请遵守以下安全规程。
危险!
误操作或工艺拙劣可能会造成严重的人身伤害或设备损坏。
仅接受过培训且有资质人员方可执行本操作说明书中所述的全部操作。仅接受过培训且有
资质人员方可使用本操作说明书中所述的全部功能。执行任何操作或使用任何功能之前,
请务必通读并充分理解以下文档:
本操作说明书
▶
系统组件的所有操作说明书,尤其是安全规程
▶
危险!
机器自动启动可能会造成严重的人身伤害和财产损失。
除了这些操作说明书外,还必须遵守机器人和焊接系统制造商所制定的安全规程。为了保
障您的个人安全,请确保在进入机器人工作区域时采取所有的有效防护措施。
危险!
ZH
机器人手臂可能会带来严重的人身伤害风险。
在进行工作时,任何人均不得进入机器人工作区域内。
危险!
操作不当可能会造成严重的人身伤害或财产损失。
在开始操作前,需要:
将电源主开关切换至“O”位置
▶
断开电源与主电源的连接
▶
张贴易于理解的警示牌,防止任何人员不经意间再次接通电源
▶
小心!
飞出的锋利零件可能会带来人身伤害风险。
在进行下述工作时,应始终穿戴下列保护装置:
带侧面保护的护目镜
▶
耳部防护
▶
绝缘隔热手套
▶
小心!
高温枪颈、高温枪颈联轴器和其他高温焊枪部件可能导致灼伤。
工作前,请将枪颈、枪颈联轴器和所有其他焊枪部件冷却至室温(+25 °C,+77 °F)。
97
Page 98

标准 advintec 的安装支架
(1)
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装安装支架
拧下螺钉、螺母和垫圈 (1)
1
保留螺钉、螺母和垫圈以备将来使用
2
98
Page 99
(2)
(2)
(2)
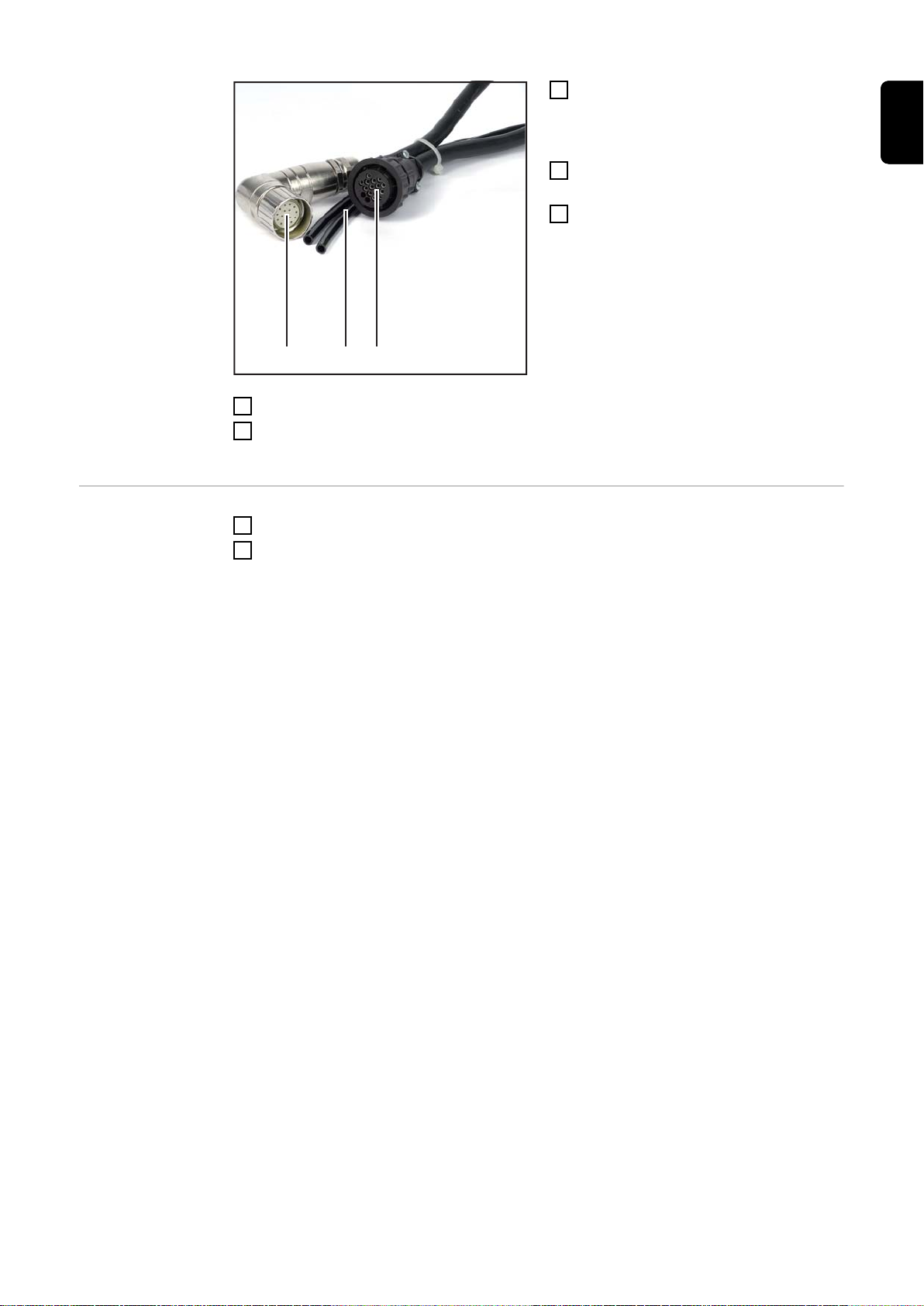
拧下螺钉和垫圈 (2)
(2)
(3)
(2)
(2)
(4)(4)
3
4
如图所示将安装支架 1 (3) 置于现有安
4
装支架上
如图所示使用螺钉和垫圈 (2) 固定安装
5
支架 1 (3)
ZH
最后......
6
连接枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
1
将压缩空气供应管路和电源连接至枪颈更换站
2
通过机器人程序更改送丝传感器的位置
3
使用之前留出的螺钉、螺母和垫圈固定
送丝传感器
99
Page 100
可调 advintec 的安装支架
(1)
(1)
(1)
准备工作
安全标识
将枪颈更换站的压缩空气管路卸压,并确保在设备上进行工作时,该压缩空气管路保
1
持卸压状态
断开枪颈更换站上压缩空气接口 "A" 处的压缩空气管路
2
小心!
从压缩空气接口 "A" 逸出的压缩空气可能会带来人身伤害风险。
当按下锁定/解锁按钮后,压缩空气接口 "A" 会喷出高达 16 bar (232.06 psi) 的压缩空气。
当压缩空气接口 "A" 中喷出压缩空气时,请:
佩戴耳部护具
▶
使脸部和身体其他部位远离压缩空气接口 "A"
▶
确保枪颈更换站附近无其他人员
▶
按住枪颈更换站上的解锁/锁定按钮,直至枪颈更换站上的压缩空气接口 "A" 不再喷出
3
压缩空气
- 枪颈更换站中的压缩空气增压机开始排气
切断枪颈更换站电源
4
小心!
压缩空气意外泄漏可能会带来人身伤害风险。
枪颈更换站必须保持卸压和断电状态,直至完成所有工作。
安装安装支架
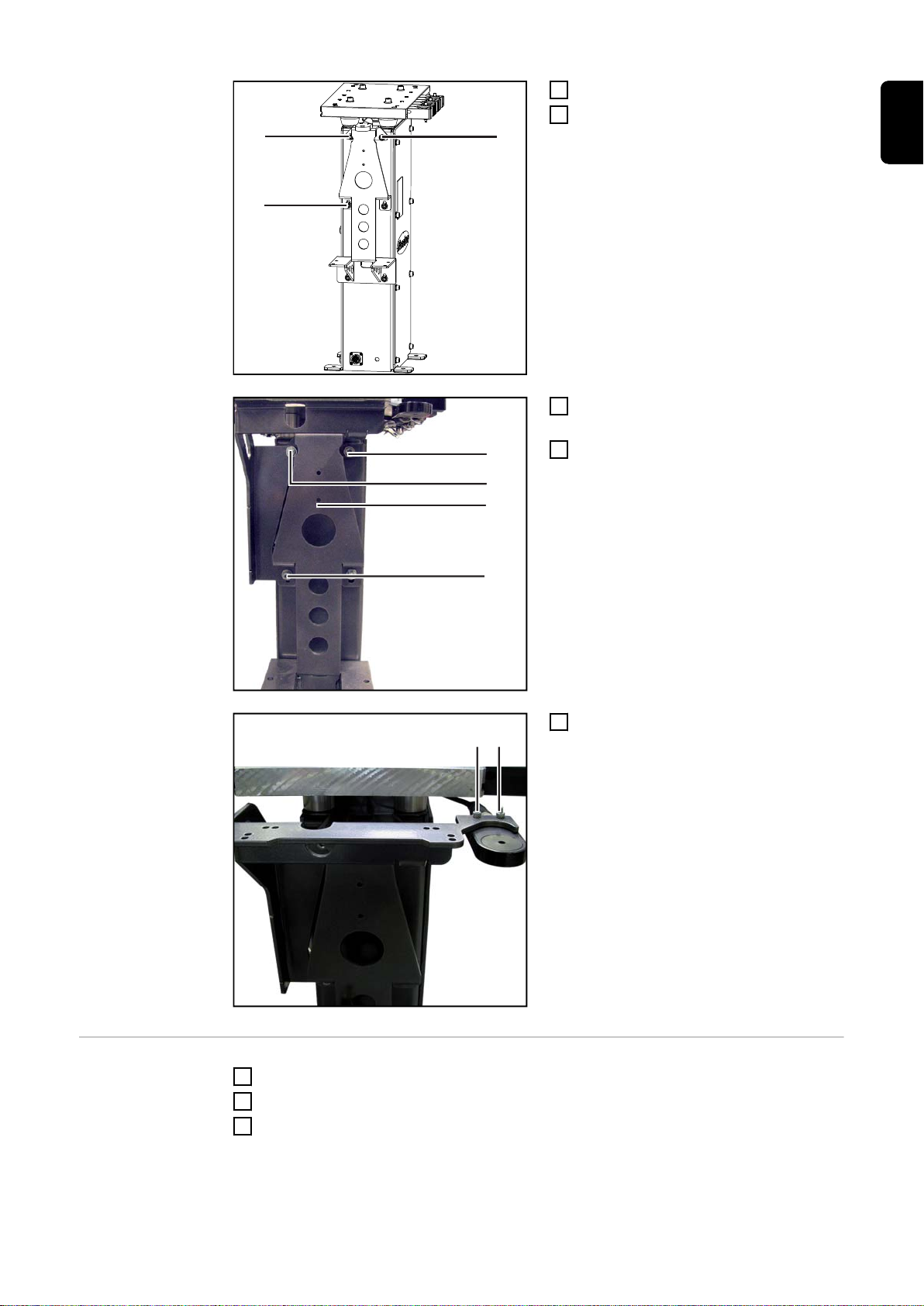
拧下螺钉和垫圈 (1)
1
2
100
 Loading...
Loading...