

Page 1

Operating
Instructions
Robacta Twin Compact complete
Bedienungsanleitung
DE
Operating Instructions
EN
Instructions de service
FR
42,0410,1392 011-05012023
Page 2

Page 3

Inhaltsverzeichnis
Sicherheit 4
Sicherheit 4
Inbetriebnahme 6
Gerätekonzept 6
Haltewinkel montieren (Standard) 6
Haltewinkel montieren (Individuell) 7
Drahtführungsseele montieren 7
Roboter-Schlauchpaket anschließen 9
Bauteile wechseln 10
Halteschelle wechseln 11
Pflege, Wartung und Entsorgung 12
Allgemeines 12
Bei jeder Inbetriebnahme 12
Bei jedem Austausch der Draht-Spule 12
Erkennen von defekten Verschleißteilen 13
Entsorgung 13
Fehlerdiagnose, Fehlerbehebung 14
Fehlerdiagnose, Fehlerbehebung 14
Technische Daten 19
Rohrbögen 19
Schlauchpakete 21
DE
3
Page 4

Sicherheit
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal-
▶
ten und von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
WARNUNG!
Rutschgefahr durch Kühlmittel-Austritt.
Schwere Personen- und Sachschäden können die Folge sein.
Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit
▶
dem darauf montierten Kunststoff-Verschluss verschließen, wenn diese vom
Kühlgerät oder anderen Systemkomponenten getrennt werden.
WARNUNG!
Gefahr durch heiße Systemkomponenten und / oder Betriebsmittel.
Schwere Verbrennungen und Verbrühungen können die Folge sein.
Vor Beginn der Arbeiten alle heißen Systemkomponenten und / oder Be-
▶
triebsmittel auf +25 °C / +77 °F abkühlen lassen (beispielsweise Kühlmittel,
wassergekühlte Systemkomponenten, Antriebsmotor des Drahtvorschubes, ...).
Geeignete Schutzausrüstung tragen (beispielsweise hitzebeständige Schutz-
▶
handschuhe, Schutzbrille, ...), wenn ein Abkühlen nicht möglich ist.
4
Page 5

WARNUNG!
Gefahr durch Kontakt mit giftigem Schweißrauch.
Schwere Personenschäden können die Folge sein.
Schweißrauch immer absaugen.
▶
Für ausreichend Frischluft-Zufuhr sorgen. Sicherstellen, dass eine
▶
Durchlüftungsrate von mindestens 20 m³ (169070.1 US gi) pro Stunde zu jeder Zeit gegeben ist.
Im Zweifelsfall die Schadstoffbelastung am Arbeitsplatz durch einen Sicher-
▶
heitstechniker feststellen lassen.
VORSICHT!
Gefahr durch Betrieb ohne Kühlmittel.
Sachschäden können die Folge sein.
Wassergekühlte Geräte nie ohne Kühlmittel in Betrieb nehmen.
▶
Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmit-
▶
tel-Durchfluss gegeben ist - bei Verwendung von Fronius-Kühlgeräten ist
dies der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungsgemäßer Kühlmittel-Rückfluss ersichtlich ist.
Für Schäden aufgrund von Nichtbeachtung der oben angeführten Punkte
▶
haftet der Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
DE
5
Page 6

Inbetriebnahme
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alar gado r
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
2
1
Gerätekonzept Das Roboter-Schlauchpaket Robacta Twin Compact complete zeichnet sich
durch geringe Abmessungen für bestmögliche Zugänglichkeit zu Schweißnähten,
geringes Gewicht und hohe Temperaturbeständigkeit aus. Rohrbogen und
Schlauchpaket bilden eine untrennbare Einheit.
Durch eine geschlossene Gasleitung wird das Gas verlustfrei zum Rohrbogen
geführt. Zusätzlich ist das Roboter-Schlauchpaket Robacta Twin Compact complete mit einer separaten Druckluft-Leitung zum Ausblasen des Rohrbogens ausgestattet.
Der Rohrbogen zeichnet sich durch geringe Abmessungen und somit bestmögliche Zugänglichkeit aus. Durch die wassergekühlte Gasdüse ist das System zum
MIG/MAG Hochleistungs-Schweißen geeignet.
Haltewinkel
montieren (Standard)
1
3
2
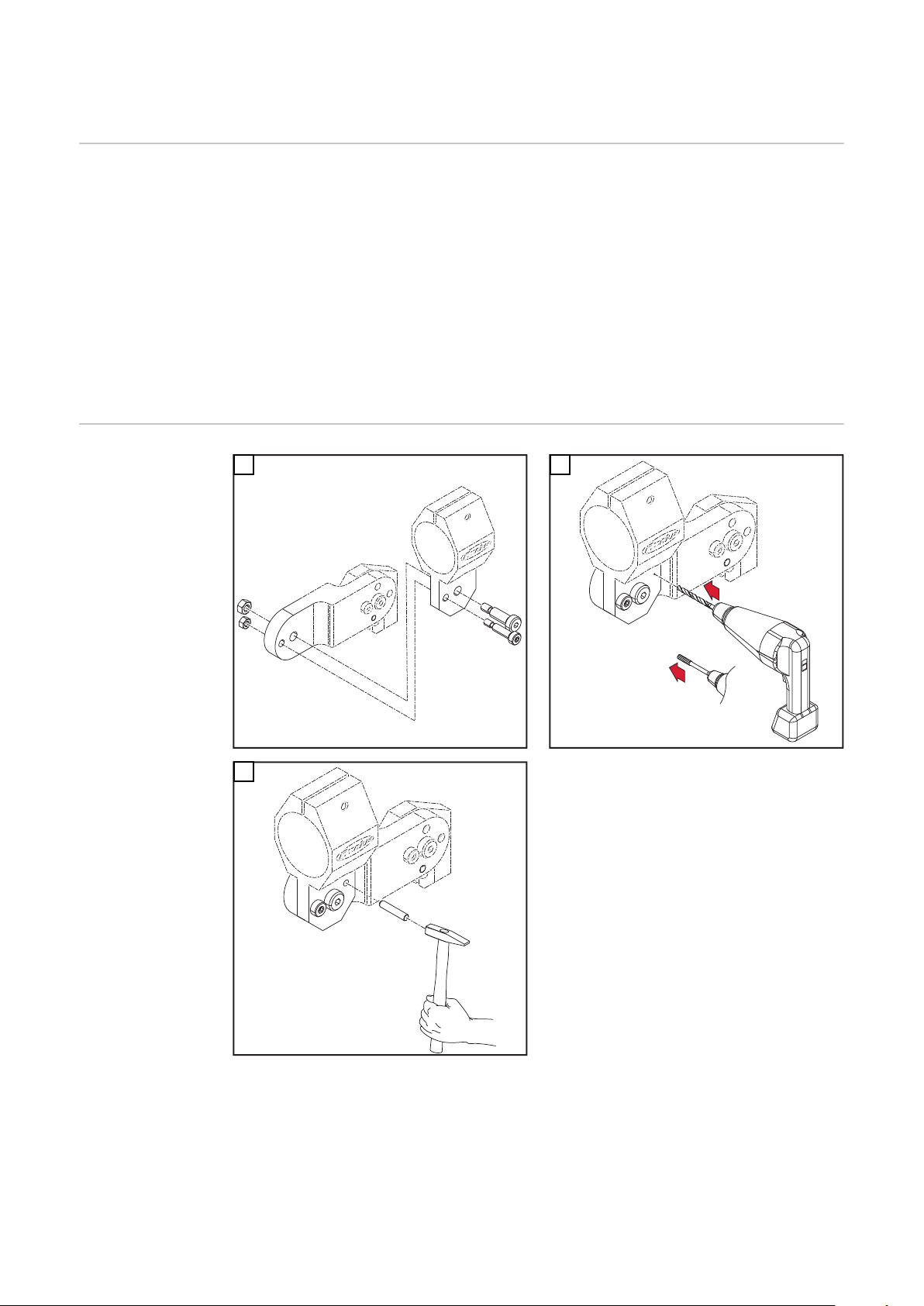
WICHTIG! Zum Fixieren der eingerichteten Stellung verbohren Sie die Halter
mit Ø5,8 mm und reiben mittels einer Reibahle die Bohrung für den Pass-Stift
Ø6G7 auf.
6
Page 7

WICHTIG! Der Haltewinkel muss mit einer Pass-Schulter-Schraube M8 und mit
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alar gado r
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
einer Schraube M6 montiert werden. Nach dem Verschrauben muss noch ein
Pass-Stift (Ø6 mm) zur Sicherung eingepresst werden.
DE
Haltewinkel
montieren (Individuell)
1
3
2
Drahtführungsseele montieren
WICHTIG! Zum Fixieren der eingerichteten Stellung verbohren Sie die Halter
mit Ø5,8 mm und reiben mittels einer Reibahle die Bohrung für den Pass-Stift
Ø6G7 auf.
WICHTIG! Der Haltewinkel muss mit einer Pass-Schulter-Schraube M8 montiert
werden. Danach muss der gewünschte Winkel eingestellt und zwei Pass-Stifte
(Ø6 mm) zur Sicherung eingepresst werden.
WICHTIG! Beim Ablängen der Drahtführungsseele darauf achten, dass:
beim Schnitt kein Grat in die Drahtführungsseele hineinragt
-
Seitenschneider leicht schräg stellen (Grat wird nach außen gezogen)
-
Grat abschleifen
-
7
Page 8

VORSICHT!
2
1
1
2
3
4
2
3
1
1
1
2
3
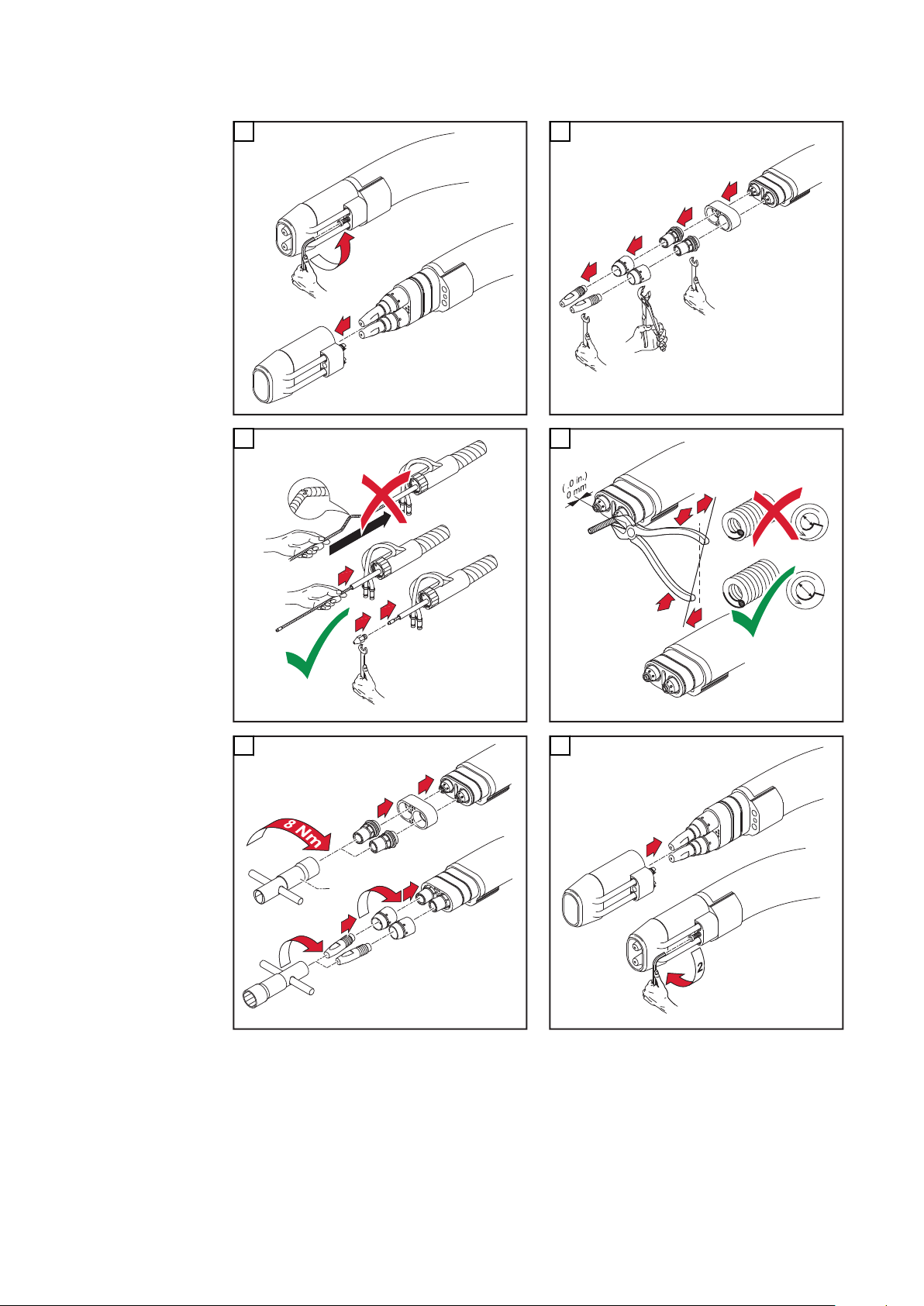
Gefahr durch fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Sachschäden können die Folge sein.
Unbedingt die Reihenfolge der Arbeitsschritte und die angegebenen Dreh-
▶
momente einhalten.
* Statt des serienmäßig mitgelieferten Werkzeuges sind optional ein Drehmoment-Schlüssel, sowie der dazupassende Steckschlüssel erhältlich. Damit ist sichergestellt, dass die Bauteile mit dem angegebenen Drehmoment festgezogen
werden können. Artikelnummern siehe Ersatzteilliste
1
3
2
4
8
Page 9

*
2
1
3
4
5
1
6
DE
RoboterSchlauchpaket
anschließen
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal-
▶
ten und von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
HINWEIS!
Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen. Für
hieraus entstandene Schäden haftet Fronius nicht, und sämtliche Gewährleistungsansprüche erlöschen.
WICHTIG! Mit Fremdluft vermengtes Schutzgas führt zu beeinträchtigten
Schweißergebnissen.
Schlauchende unbedingt mit dem mitgelieferten Stöpsel abdichten, wenn
-
der Anschluss Brennerausblasen nicht genützt wird
Schlauch nicht anstecken, wenn am Magnetventil für die Funktion Ausblasen
-
keine Druckluft angeschlossen ist. Schlauch mit Stöpsel abdichten.
9
Page 10

1
3
4
5
6
8
9
1
2
1
1
2
3
4
* Anschluss für Option Brennerausblasen
Bauteile wechseln
VORSICHT!
Verbrennungsgefahr durch stark erhitzten Schweißbrenner oder heiße
Kühlflüssigkeit.
Schwere Verbrühungen können die Folge sein.
Das Wechseln der Bauteile, sowie das Reinigen und Überprüfen der Kompo-
▶
nenten, darf nur im abgekühlten Zustand des Schweißbrenners erfolgen.
VORSICHT!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Sachschäden können die Folge sein.
Unbedingt die Reihenfolge der Arbeitsschritte und die angegebenen Dreh-
▶
momente einhalten.
* Statt dem serienmäßig mitgelieferten Werkzeuges sind optional ein Dreh-
moment- Schlüssel, sowie der dazu passende Steckschlüssel erhältlich.
Damit ist sichergestellt, dass die Bauteile mit dem angegebenen Drehmoment festgezogen werden können. Artikelnummern siehe Ersatzteilliste.
1
2
10
Page 11

*
2
1
3
4
3
1
*
2
1
*
1
2
4
DE
Halteschelle
wechseln
VORSICHT!
Verbrennungsgefahr durch stark erhitzten Schweißbrenner oder heiße
Kühlflüssigkeit.
Schwere Verbrühungen können die Folge sein.
Das Wechseln der Bauteile, sowie das Reinigen und Überprüfen der Kompo-
▶
nenten, darf nur im abgekühlten Zustand des Schweißbrenners erfolgen.
* Pass-Stift, 2 x
1
2
11
Page 12

Pflege, Wartung und Entsorgung
Allgemeines Regelmäßige und vorbeugende Wartung des Schweißbrenners sind wesentliche
Faktoren für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Temperaturen und starker Verunreinigung ausgesetzt. Daher benötigt der Schweißbrenner eine häufigere Wartung als andere Komponenten des Schweißsystems.
WICHTIG! Vermeiden Sie beim Entfernen von Schweißspritzern Riefen und Kratzer. Darin könnten sich im weiteren Betrieb entstehende Schweißspritzer nachhaltig festsetzen.
Den Rohrbogen keinesfalls biegen
-
Bei jeder Inbetriebnahme
Bei jedem Austausch der
Draht-Spule
Kontaktrohr kontrollieren
-
ausgeschliffenes Kontaktrohr austauschen
-
Gasdüse von Schweißspritzern befreien
-
Bei nicht entfernbaren Verunreinigungen Gasdüse austauschen
-
* Spritzerschutz oder Isolationen auf Beschädigung prüfen
Empfohlen: Drahtführungsseele austauschen
-
Drahtförderschlauch mit reduzierter Pressluft reinigen
-
Verschleißteile vor dem Einbau reinigen
-
12
Page 13

Erkennen von
1.
2.
3.
4.
defekten Verschleißteilen
Isolierteile
1.
Einkerbungen
-
abgebrannter oder eingerissener Mittelsteg
-
angeschmorte oder abgerissene Ansätze
-
Düsenstöcke
2.
Einkerbungen und Einbrand an der Vorderkante
-
stark mit Schweißspritzern behaftet
-
Spritzerschutz
3.
abgebrannte Außenkanten, Einkerbungen
-
Kontaktrohre
4.
ausgeschliffene (ovale) Drahteintritts- und Drahtaustritts-Bohrungen
-
stark mit Schweißspritzern behaftet
-
Einbrand an der Kontaktrohr-Spitze
-
DE
Entsorgung Elektro- und Elektronik-Altgeräte müssen gemäß Europäischer Richtlinie und na-
tionalem Recht getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Gebrauchte Geräte sind beim Händler oder über ein lokales, autorisiertes Sammel- und Entsorgungssystem zurückzugegeben. Eine
fachgerechte Entsorgung des Altgeräts fördert eine nachhaltige Wiederverwertung von stofflichen Ressourcen. Ein Ignorieren kann zu potenziellen Auswirkungen auf die Gesundheit/Umwelt führen.
Verpackungsmaterialien
Getrennte Sammlung. Prüfen Sie die Vorschriften Ihrer Gemeinde. Verringern
Sie das Volumen des Kartons.
13
Page 14
Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose,
Fehlerbehebung
kein Schweißstrom
Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas
vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
kein Schutzgas
alle anderen Funktionen vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Masseanschluss falsch
Masseanschluss und Klemme auf Polarität überprüfen
Stromkabel im Schweißbrenner unterbrochen
Schweißbrenner tauschen
Gasflasche leer
Gasflasche wechseln
Gasdruckminderer defekt
Gasdruckminderer tauschen
Gasschlauch nicht montiert oder schadhaft, geknickt
Gasschlauch montieren, ausbiegen oder tauschen
Ursache:
Behebung:
Ursache:
Behebung:
schlechte Schweißeigenschaften
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schweißbrenner defekt
Schweißbrenner austauschen
Gas-Magnetventil defekt
Gas-Magnetventil austauschen
falsche Schweißparameter
Einstellungen überprüfen
Masseverbindung schlecht
guten Kontakt zum Werkstück herstellen
kein oder zu wenig Schutzgas
Druckminderer, Gasschlauch, Gas-Magnetventil und Brenner-Gasan-
schluss überprüfen. Bei gasgekühlten Schweißbrennern Gasabdichtung überprüfen, geeignete Draht-Führungsseele verwenden.
Schweißbrenner undicht
Schweißbrenner austauschen
zu großes oder ausgeschliffenes Kontaktrohr
Kontaktrohr wechseln
14
Page 15

schlechte Schweißeigenschaften
Ursache:
Behebung:
falsche Drahtlegierung oder falscher Drahtdurchmesser
eingelegte Drahtrolle kontrollieren; Verschweißbarkeit des Grund-
Werkstoffes prüfen
DE
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schutzgas für Drahtlegierung nicht geeignet
korrektes Schutzgas verwenden
Ungünstige Schweißbedingungen: Schutzgas verunreinigt (Feuchtigkeit, Luft), mangelhafte Gasabschirmung (Schmelzbad „kocht“, Zugluft), Verunreinigungen im Werkstück (Rost, Lack, Fett)
Schweißbedingungen optimieren
Schweißspritzer in der Gasdüse
Schweißspritzer entfernen
Turbulenzen auf Grund zu hoher Schutzgasmenge
Schutzgas-Menge reduzieren, empfohlen:
Schutzgas-Menge (l/min) = Drahtdurchmesser (mm) x 10
(z.B. 16 l/min für 1,6 mm Schweißdraht)
zu großer Abstand zwischen Schweißbrenner und Werkstück
Abstand zwischen Schweißbrenner und Werkstück reduzieren (emp-
fohlen: 10 - 15 mm)
zu großer Anstellwinkel des Schweißbrenners
Anstellwinkel des Schweißbrenners reduzieren
Ursache:
Behebung:
Draht-Förderkomponenten mit falschem Durchmesser
Draht-Förderkomponenten mit korrektem Durchmesser verwenden
15
Page 16

schlechte Drahtförderung
Ursache:
Behebung:
Bremse zu fest eingestellt
Bremse lockerer einstellen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Bohrung des Kontaktrohres verlegt
Kontaktrohr austauschen
Draht-Förderseele im Schweißbrenner defekt
Draht-Förderseele auf Knicke, Verschmutzung, etc. prüfen
Draht-Vorschubrollen für verwendete Drahtelektrode nicht geeignet
passende Draht-Vorschubrollen verwenden
falscher Anpressdruck der Draht-Vorschubrollen
Anpressdruck optimieren
Draht-Vorschubrollen verunreinigt oder beschädigt
Draht-Vorschubrollen reinigen oder austauschen
Draht-Führungsseele verlegt oder geknickt
Draht-Führungsseele austauschen
Falsche Dimension der Draht-Führungsseele oder der Draht-Einlaufdüse
Draht-Führungsseele oder Draht-Einlaufdüse korrekt dimensionieren
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Draht-Führungsseele wurde beim Einschieben geknickt
Draht-Führungsseele beim Einschieben nur in der Nähe des Einlauf-
rohres anfassen
Draht-Führungsseele nach dem Ablängen zu kurz
Draht-Führungsseele austauschen und auf korrekte Länge kürzen
Abrieb des Schweißdrahtes infolge von zu starkem Anpressdruck an
den Draht-Förderrollen
Anpressdruck an den Draht-Förderrollen reduzieren
Schweißdraht verunreinigt / angerostet
Hochwertigen Schweißdraht ohne Verunreinigungen verwenden
16
Page 17

Schweißbrenner wird sehr heiß
Ursache:
Behebung:
Überwurfmutter am Zentralanschluss locker
Überwurfmutter festziehen
DE
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Kurze Lebensdauer des Kontaktrohres
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Schweißbrenner wurde über die maximale Ampereanzahl hinaus betrieben.
Schweißleistung herabsetzen oder leistungsfähigeren Schweißbrenner verwenden
Schweißbrenner zu schwach dimensioniert
Einschaltdauer und Belastungsgrenzen beachten
nur bei Wasserkühlung: Wasserdurchfluss zu gering
Wasserstand, Wasser-Durchflussmenge, Wasserverschmutzung, Ver-
legung des Schlauchpaketes etc. kontrollieren
Falsche Vorschubrollen
Korrekte Vorschubrollen verwenden
Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an
den Vorschubrollen
Anpressdruck an den Vorschubrollen reduzieren
Drahtelektrode verunreinigt / angerostet
Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
HINWEIS!
Bei CrNi-Anwendungen kann auf Grund der Oberflächen-Beschaffenheit der
CrNi-Drahtelektrode ein höherer Kontaktrohr-Verschleiß auftreten.
Unbeschichtete Drahtelektrode
Drahtelektrode mit geeigneter Beschichtung verwenden
Falsche Dimension des Kontaktrohres
Kontaktrohr korrekt dimensionieren
Zu lange Einschaltdauer des Schweißbrenners
Einschaltdauer herabsetzen oder leistungsfähigeren Schweißbrenner
verwenden
Kontaktrohr überhitzt. Keine Wärmeableitung auf Grund zu losen
Sitzes des Kontaktrohres
Kontaktrohr festziehen
17
Page 18

Porosität der Schweißnaht
Ursache:
Behebung:
Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz
der Schweißnaht
Schweißspritzer entfernen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Löcher im Schutzgas-Schlauch oder ungenaue Anbindung des
Schutzgas-Schlauches
Schutzgas-Schlauch austauschen
O-Ringe an den Anschlüssen sind zerschnitten oder defekt
O-Ringe austauschen
Feuchtigkeit / Kondensat in der Schutzgas-Leitung
Schutzgas-Leitung trocknen
Zu starke oder zu geringe Schutzgas-Strömung
Schutzgas-Strömung korrigieren
Ungenügende Schutzgas-Menge zu Schweißbeginn oder Schweißende
Gas-Vorströmung und Gas-Nachströmung erhöhen
Rostige oder schlechte Qualität der Drahtelektrode
Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Gilt für gasgekühlte Schweißbrenner: Schutzgas-Austritt bei nicht
isolierten Draht-Führungsseelen
Bei gasgekühlten Schweißbrennern nur Draht-Führungsseelen isoliert
verwenden
Ursache:
Behebung:
Zu viel Trennmittel aufgetragen
Überschüssiges Trennmittel entfernen / weniger Trennmittel auftra-
gen
18
Page 19

Technische Daten
Ø
Ø
Ø
Rohrbögen Symbolerklärung:
wassergekühlt
X Einschaltdauer in %
DE
X / I
40°C)
M21 (EN 439)
X / I
40°C)
C1 (EN 439)
(10 min /
max
(10 min /
max
I
max
(M6) mit Kontaktrohr M6
(M8) mit Kontaktrohr M8
Spannungsbemessung (V-Peak):
für maschinellgeführte Schweißbrenner: 141 V
-
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7.
Robacta 160 Robacta 280 Robacta 300 Robacta 400
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
max. Schweißstrom in A
Elektrodendurchmesser
-
100 / 160
-
100 / 160
-
100 / 280
-
100 / 280
-
100 / 350
-
100 / 350
-
100 / 250 (M6);
400 (M8)
-
100 / 250 (M6);
400 (M8)
X / I
40°C)
M21 (EN 439)
X / I
40°C)
C1 (EN 439)
(10 min /
max
(10 min /
max
[mm]
[in.]
Robacta 500 Robacta 700 Robacta 700
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
0,8 - 1,2
.031 - .047
-
100 / 500
-
100 / 500
0,8 - 1,6
.031 - .063
0,8 - 1,2
.031 -. 047
-
100 / 700
-
100 / 700
1,0 - 1,6
.039 - .063
0,8 - 1,2
.031 - .047
TIME
-
100 / 700
-
100 / 700
1,0 - 1,6
.039 - .063
0,8 - 1,2
.031-.047
Robacta 2500
-
100 / 250
-
100 / 250
0,8 - 1,2
.031-.047
19
Page 20

Ø
Ø
Ø
X / I
(10 min /
max
40°C)
M21 (EN 439)
Robacta 5000 Robacta 7000 Rob. 500-M
(Con-Drive)
[%] / [A]
[%] / [A]
[%] / [A]
-
100 / 500
-
100 / 700
-
100 / 500
Laser HD/W
-
100 / 250
X / I
(10 min /
max
40°C)
C1 (EN 439)
X / I
(10 min /
max
40°C)
M21 (EN 439)
X / I
(10 min /
max
40°C)
M21 (EN 439)
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 500
0,8 - 1,6
.031 - .063
Robacta Twin
Single 300
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 300
0,8 - 1,6
.031 - .063
Robacta Twin
900 Compact
[%] / [A]
[%] / [A]
[%] / [A]
-
100 / 900
(2x450)
-
100 / 700
1,0 - 1,6
.039 - .063
Robacta Twin
500
-
100 / 500
(2x250)
1,0 - 1,6
.039 - .063
Robacta Twin
Compact
PRO
-
100 / 900
(2x450)
-
100 / 500
0,8 - 1,6
.031 - .063
Robacta Twin
600
-
100 / 600
(2x300)
0,8 - 1,6
.031 - .063
-
100 / 250
1,0 - 1,6
.039 - .063
Robacta Twin
900
-
100 / 900 (2x450)
1,0 - 1,6
.039 - .063
[mm]
[in.]
1,0 - 1,6
.039 - .063
1,0 - 1,6
.039 - .063
20
Page 21

Schlauchpakete Symbolerklärung:
Ø
Ø
wassergekühlt
Schlauchpaket-Länge
X Einschaltdauer in %
DE
X / I
(10 min /
max
40°C)
M21 (EN 439)
X / I
(10 min /
max
40°C)
C1 (EN 439)
I
max
max. Schweißstrom in A
Elektrodendurchmesser
* geringste Kühlleistung laut Norm IEC 60974-2,
abhängig von der Schlauchpaket-Länge
Spannungsbemessung (V-Peak):
für maschinellgeführte Schweißbrenner: 141 V
-
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7.
Robacta Robacta W/CB-PAP
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 700
-
100 / 700
0,8 - 1,6
.031 - .063
-
100 / 500
-
100 / 500
0,8 - 1,6
.031 - .063
P
*
min
Q
min
P
min
Q
min
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[L/min]
[gal./min]1.26 [US]
[bar]
[psi.]
[bar]
[psi.]
1,20 (1100) / 1,50
(1300) / 1,75 (1400) /
2,50 (1400) / 3,50
(1700) / 4,50 (2100) /
3.90 (1100) / 4.90
(1300) /
5.70 (1400) / 8.20
(1400) / 11.4 (1700) /
14.7 (2100)
3
43
5,5
79.74
1,19 (550) / 1,30 (550) / 1,33 (550) /
1,38 (550) / 1,39 (600) / 1,41 (600) /
1,43 (600) / 1,44 (600) / 1,46 (600) /
1,48 (600) / 1,51 (600) / 1,59 (650) /
1,60 (650) / 1,65 (650) / 1,67 (650) /
1,68 (650) / 1,72 (650) / 1,80 (700)
3.90 (550) / 4.20 (550) / 4.30 (550) /
4.50 (550) / 4.50 (600) / 4.60 (600) /
4.70 (600) / 4.80 (600) / 4.90 (600) /
5.20 (650) / 5.20 (650) / 5.40 (650) /
5.50 (650) / 5.60 (650) / 5.90 (700)
1
.26 [US]
3
43
5,5
79.74
21
Page 22

Ø
X / I
40°C)
M21 (EN 439)
(10 min /
max
Robacta Twin Robacta Twin Robacta Twin
Compact/Complete
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 900 (2x450)
0,8 - 1,2
.031 - .047
-
100 / 720 (2x360)
0,8 - 1,2
.031 - .047
-
100 / 900 (2x450)
0,8 - 1,6
.031 - .063
P
* [ft.] ([W])
min
Q
min
[m] ([W])
P
min
Q
min
1,6 (1400) / 2,6
[m] ([W])
(1900)
5.25 (1400) / 8.53
[ft.] ([W])
(1900)
[L/min]
[gal./min]1.26 [US]
[bar]
[psi.]
[bar]
[psi.]
3
43
5,5
79.74
4,5 (2000) 1,6 (1400) / 2,6 (1900) /
3,6 (2400)
14.76 (2000) 5.25 (1400) / 8.53
(1900) / 11.81 (2400)
1
.26 [US]
3
43
5,5
79.74
1
.26 [US]
3
43
5,5
79.74
22
Page 23

Contents
Safety 24
Safety 24
Start-up 26
Device concept 26
Fitting the mounting bracket (standard) 26
Fitting the mounting bracket (individually) 27
Fitting the wire guide core 27
Connect robot hosepack 29
Replacing components 30
Replacing the clamp 31
Care, maintenance and disposal 32
General 32
Every time before starting up 32
Every time the wirespool is exchanged 32
Recognising faulty wearing parts 33
Disposal 33
Troubleshooting 34
Troubleshooting 34
Technical data 39
Torch necks 39
Hosepacks 41
EN
23
Page 24

Safety
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this device
▶
and all system components.
WARNING!
Danger from electrical current.
This can result in serious personal injury and damage to property.
Before starting work, switch off all devices and components involved and dis-
▶
connect them from the grid.
Secure all devices and components involved so they cannot be switched back
▶
on.
WARNING!
Danger from electric current due to defective system components and incorrect operation.
This can result in serious personal injury and damage to property.
All cables, leads and hosepacks must always be securely connected, unda-
▶
maged and correctly insulated.
Only use adequately dimensioned cables, leads and hosepacks.
▶
WARNING!
Risk of coolant escaping.
This can result in serious personal injury and damage to property.
When disconnecting a welding torch from the cooling unit or other system
▶
components, always seal the coolant hoses using the plastic seal attached to
the torch.
WARNING!
Danger due to hot system components and/or equipment.
Can result in serious burns or scalding.
Before starting work, allow all hot system components and/or equipment to
▶
cool to +25°C/+77°F (e.g., coolant, water-cooled system components, wirefeeder drive motor, etc.)
Wear suitable protective equipment (e.g., heat-resistant gloves, safety gog-
▶
gles, etc.) if cooling down is not possible.
24
Page 25

WARNING!
Danger from contact with toxic welding fumes.
This can result in serious personal injuries.
Always extract welding fumes.
▶
Ensure an adequate supply of fresh air. Ensure that there is a ventilation rate
▶
of at least 20 m³ (169070.1 US gi) per hour at all times.
If in doubt, a safety engineer should be commissioned to check the pollution
▶
level in the workplace.
CAUTION!
Danger from operation without coolant.
This can result in damage to property.
Never operate water-cooled welding torches without coolant.
▶
During welding, ensure that the coolant is circulating correctly – this will be
▶
the case for Fronius cooling units if a regular return flow of coolant can be
seen in the coolant container of the cooling unit.
The manufacturer will not be liable for any damages due to non-observance
▶
of the above mentioned points. All claims against the warranty are void.
EN
25
Page 26

Start-up
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alar gado r
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
2
1
Device concept The robot hosepack Robacta Twin Compact complete is distinguished by small
dimensions for the best possible accessibility to weld seams, low weight and high
temperature stability. Torch neck and hosepack form an inseparable unit.
Through a closed gas conduit the gas is led to the torch neck free from loss. In
addition, the robot hosepack Robacta Twin Compact complete is equipped with a
separate compressed-air piping for purging the torch neck.
The torch neck is distinguished by small dimensions and so the best possible accessibility. By the water-cooled gas nozzle the system is suitable for the
MIG/MAG high-performance welding.
Fitting the
mounting bracket (standard)
1
3
2
26
IMPORTANT! Drill a Ø5.8 mm hole for the mounting bracket and use a reamer to
enlarge the hole so it can accommodate the dowel pin (Ø6G7).
IMPORTANT! The mounting bracket must be fitted using an M8 shoulder screw
and an M6 screw. After screwing the mounting bracket in place, another dowel
pin (Ø6 mm) must be driven in to secure it.
Page 27

Fitting the
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alar gado r
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
mounting bracket (individually)
1
2
EN
3
Fitting the wire
guide core
IMPORTANT! Drill a Ø5.8 mm hole for the mounting bracket and use a reamer to
enlarge the hole so it can accommodate the dowel pin (Ø6G7).
IMPORTANT! The mounting bracket must be fitted using an M8 shoulder screw.
The required bracket must then be positioned and two dowel pins (Ø6 mm) driven in to secure it.
IMPORTANT! When cutting the wire guide core, ensure that:
no burr juts out into the wire guide core on cutting
-
place the side cutter slightly at an angle (burr is pulled outward)
-
grind the burr off
-
CAUTION!
Danger from work that is not carried out properly.
This can result in serious damage to property.
It is imperative that the sequence of work steps is complied with and the tor-
▶
ques specified adhered to.
* A torque wrench and the matching socket wrench are available instead of the
tool supplied as standard. This ensures that it is possible to tighten the components with the torque specified. See spare parts list for item number.
27
Page 28
2
1
1
1
2
3
4
2
3
1
1
1
2
3
*
2
1
3
4
1
2
3
5
4
6
28
Page 29

Connect robot
1
3
4
5
6
8
9
hosepack
WARNING!
Danger from electrical current.
This can result in serious personal injury and damage to property.
Before starting work, switch off all devices and components involved and dis-
▶
connect them from the grid.
Secure all devices and components involved so they cannot be switched back
▶
on.
WARNING!
Danger from electric current due to defective system components and incorrect operation.
This can result in serious personal injury and damage to property.
All cables, leads and hosepacks must always be securely connected, unda-
▶
maged and correctly insulated.
Only use adequately dimensioned cables, leads and hosepacks.
▶
NOTE!
Never start welding with a water-cooled torch if there is no coolant in the system! Fronius will not be liable for any resulting damage, and all warranty claims
shall be null and void.
EN
IMPORTANT! Shielding gas mixed with extraneous air has an adverse effect on
welding results.
The end of the hose must be sealed off with the stopper supplied if the torch
-
blow-off connection is not in use
Do not connect the hose if no compressed air is connected to the solenoid
-
valve for the blow-off function. Seal hose with stopper.
1
* Connection for option Purge welding torch
29
Page 30

Replacing com-
2
1
1
2
3
4
*
2
1
3
4
1
ponents
CAUTION!
Danger of burning by strongly heated welding torch or hot coolant.
This can result in severe scalds.
The exchange of the components as well as the cleaning and check of the
▶
components may only occur in the cooled-down state of the welding torch.
CAUTION!
Danger due to incorrect operation and incorrectly performed work.
This can result in serious damage to property.
It is imperative that the sequence of work steps is complied with and the tor-
▶
ques specified adhered to.
* A torque wrench and the matching socket wrench are available instead of
the tool supplied as standard. This ensures that it is possible to tighten
the components with the torque specified. See spare parts list for item
number.
1
3
2
4
30
Page 31

Replacing the
*
2
1
*
1
2
clamp
CAUTION!
Danger of burning by strongly heated welding torch or hot coolant.
This can result in severe scalds.
The exchange of the components as well as the cleaning and check of the
▶
components may only occur in the cooled-down state of the welding torch.
* Dowel pin, 2 x
EN
1
2
31
Page 32

Care, maintenance and disposal
General Regular preventive maintenance of the welding torch is essential if troublefree
operation is to be ensured. The welding torch is subjected to high temperatures
and heavy soiling. For this reason, the torch needs more frequent maintenance
than other components of the welding system.
IMPORTANT! When removing welding spatter, avoid making any drag-lines and
scratches. Future welding spatter could get lodged firmly in these.
Do NOT bend the torch neck
-
Every time before starting up
Every time the
wirespool is exchanged
Check the contact tubes
-
If the contact tubes are worn out, exchange them for new ones
-
Clean welding spatter out of the gas nozzle
-
In case of not removable impurities exchange gas nozzle
-
* Check the spatter-guard and all insulation pieces for damage
Recommended: Exchange the inner liner
-
Clean the wirefeed hose with reduced-blow compressed air
-
Clean all wearing parts before fitting them
-
32
Page 33

Recognising
1.
2.
3.
4.
faulty wearing
parts
Insulating parts
1.
Notches
-
Burned off or torn middle bar
-
Scorched or torn-off shoulders
-
Nozzle fittings
2.
Notches and burns on the front edge
-
heavily covered in welding spatter
-
Spatter guard
3.
Burned-off outside edges, notches
-
Contact tubes
4.
Worn out (oval) wire entry and wire exit holes
-
Heavily covered in welding spatter
-
Burns on the tip of the contact tube
-
EN
Disposal Waste electrical and electronic equipment must be collected separately and re-
cycled in an environmentally-friendly way, in accordance with the European Directive and national legislation. Used equipment must be returned to the distributor or disposed of via an approved local collection and disposal facility. Correct disposal of used equipment promotes the sustainable recycling of material
resources. Failing to dispose of used equipment correctly can lead to adverse health and/or environmental impacts.
Packaging materials
Separate collection according to material. Check your local authority regulations.
Crush containers to reduce size.
33
Page 34

Troubleshooting
Troubleshooting
No welding current
Mains switch ON, indicators on the power source are lit up, shielding gas flows
Cause:
Remedy:
Cause:
Remedy:
No protective gas shield
All other functions are OK
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Faulty earth (ground) connection
Check the earth (ground) connection and clamp for correct polarity
There is a break in the current cable in the welding torch
Change the torch
The gas cylinder is empty
Change the gas cylinder
The gas pressure regulator is faulty
Replace the gas pressure regulator
The gas hose is not connected, damaged or kinked
Connect/replace the gas hose, or straighten out kinks
Cause:
Remedy:
Cause:
Remedy:
Poor welding properties
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
The welding torch is faulty
Replace welding torch
Gas solenoid valve is faulty
Replace gas solenoid valve
Incorrect welding parameters
Check the settings
Poor connection to earth (ground)
Ensure good contact to workpiece
Not enough shielding gas, or none at all
Check the pressure regulator, gas hose, gas solenoid valve and torch
gas connection. On gas cooled welding torches, inspect the gas seals,
use a suitable inner liner.
Welding torch leaking
Exchange the welding torch
Contact tube either too big, or worn out
Change the contact tube
34
Page 35

Poor welding properties
Cause:
Remedy:
Wrong wire alloy and/or wrong wire diameter
Check the wire spool that has been inserted; check the weldability of
the base metal
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
The shielding gas is not suitable for this wire alloy
Use the correct shielding gas
Unfavourable welding conditions: Shielding gas is contaminated (by
moisture, air), inadequate gas shielding (weld-pool “boiling”, draughts), contaminants in the workpiece (rust, paint, grease)
Optimise the welding conditions
Welding spatter in the gas nozzle
Remove the welding spatter
Turbulence caused by too high a rate of shielding-gas flow
Reduce the shielding-gas flow-rate. Recommendation:
Shielding-gas flow-rate (l/min) = wire diameter (mm) x 10
(e.g. 16 l/min for a 1.6 mm wire)
Too large a distance between the torch and the workpiece.
Reduce the distance between the torch and the workpiece (recom-
mended: 10-15 mm)
Tilt angle of the welding torch is too large
Reduce the tilt angle of the welding torch
EN
Cause:
Remedy:
Wrong diameter of wirefeed components
Use wirefeed components of the correct diameter
35
Page 36

Poor wirefeed
Cause:
Remedy:
Braking force set too high
Set the brake to a looser setting
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Hole in contact tube is dislocated
Exchange the contact tube
The wire feed inner liner is defective
Check the wire fee inner liner for kinks, dirt etc.
The wirefeed rollers are not suitable for the wire electrode being used
Use suitable wirefeed rollers
The wirefeed rollers are exerting the wrong contact pressure
Optimise the contact pressure
The wirefeed rollers are soiled or damaged
Clean the wirefeed rollers, or exchange them for new ones
Inner liner dislocated or kinked
Exchange the inner liner
The inner liner or wire inlet nozzle are of the wrong dimension
Ensure that the inner liner or wire inlet nozzle are correctly dimensio-
ned
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
The inner liner was kinked while being inserted
When inserting the inner liner, only touch and hold it near the infeed
tube
After being cut to length, the inner liner is too short
Exchange the inner liner and shorten it to the correct length
The wire is being abraded due to excessive contact pressure on the
wirefeed rollers
Reduce the contact pressure on the wirefeed rollers
Welding wire is dirty / slightly rusty
Use only high-quality wires that are free of contaminants
36
Page 37

The welding torch becomes very hot
Cause:
Remedy:
The swivel nut on the central connector is loose
Tighten the swivel nut
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Contact tip has a short service life
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
The torch has been operated beyond its maximum amperage rating.
Lower the welding power or use a higher-capacity torch
The design dimensions of the torch are not sufficient for this task
Respect the duty cycle and loading limits
Only on water-cooled installations: Coolant through-flow is insufficient
Check the coolant level, through-flow rate, cleanliness of coolant, arrangement of hosepack etc.
Incorrect wirefeeder rollers
Use correct wirefeeder rollers
Wire electrode worn due to excessive contact pressure on the wirefeeder rollers
Reduce contact pressure on the wirefeeder rollers
Wire electrode contains impurities/is corroded
Use high-quality wire electrode with no impurities
EN
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
NOTE!
When using CrNi, the contact tip may be subject to a higher degree of wear due
to the nature of the surface of the CrNi wire electrode.
Uncoated wire electrode
Use wire electrode with suitable coating
Wrong dimension of contact tip
Use a contact tip of the correct dimension
Duty cycle of welding torch has been exceeded
Shorten the duty cycle or use a more powerful welding torch
Contact tip has overheated. No thermal dissipation as the contact tip
is too loose
Tighten the contact tip
37
Page 38

Weld seam porosity
Cause:
Remedy:
Spatter build-up in the gas nozzle causing inadequate gas-shielding
of the weld seam
Remove welding spatter
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Either the protective gas shield hose has holes in it, or the hose is not
connected properly
Replace protective gas shield hose
The O-ring seals on the connection points have been cut through or
are faulty
Replace the O-ring seals
Moisture/condensation in the protective gas shield line
Dry protective gas shield line
Protective gas shield flow is either too high or too low
Correct the protective gas shield flow
Insufficient protective gas shield flow rate when welding starts or finishes
Increase gas pre-flow and gas post-flow
Rusty or poor quality wire electrode
Use high-quality wire electrode with no impurities
For gas-cooled welding torches: protective gas is escaping through a
non-insulated inner liner
Use only insulated inner liners with gas-cooled welding torches
Cause:
Remedy:
Too much parting agent applied
Remove excess parting agent/apply less parting agent
38
Page 39

Technical data
Ø
Ø
Ø
Torch necks Explanation of symbols:
X / I
40°C)
M21 (EN 439)
(10 min /
max
water-cooled
X Duty cycle
I
max
(M6) with contact tube M6
(M8) with contact tube M8
Voltage measurement (V-Peak):
for mechanically driven welding torches: 141 V
-
This product conforms to the requirements of IEC 60974-7.
Robacta 160 Robacta 280 Robacta 300 Robacta 400
[%] / [A]
[%] / [A]
[%] / [A]
max. welding current in A
Electrode diameter
-
100 / 160
-
100 / 280
-
100 / 350
-
100 / 250 (M6);
400 (M8)
EN
X / I
40°C)
C1 (EN 439)
X / I
40°C)
M21 (EN 439)
X / I
40°C)
C1 (EN 439)
(10 min /
max
(10 min /
max
(10 min /
max
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
Robacta 500 Robacta 700 Robacta 700
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 160
0,8 - 1,2
.031 - .047
-
100 / 500
-
100 / 500
0,8 - 1,6
.031 - .063
-
100 / 280
0,8 - 1,2
.031 -. 047
-
100 / 700
-
100 / 700
1,0 - 1,6
.039 - .063
-
100 / 350
0,8 - 1,2
.031 - .047
TIME
-
100 / 700
-
100 / 700
1,0 - 1,6
.039 - .063
-
100 / 250 (M6);
400 (M8)
0,8 - 1,2
.031-.047
Robacta 2500
-
100 / 250
-
100 / 250
0,8 - 1,2
.031-.047
39
Page 40

Ø
Ø
Ø
X / I
(10 min /
max
40°C)
M21 (EN 439)
Robacta 5000 Robacta 7000 Rob. 500-M
(Con-Drive)
[%] / [A]
[%] / [A]
[%] / [A]
-
100 / 500
-
100 / 700
-
100 / 500
Laser HD/W
-
100 / 250
X / I
(10 min /
max
40°C)
C1 (EN 439)
X / I
(10 min /
max
40°C)
M21 (EN 439)
X / I
(10 min /
max
40°C)
M21 (EN 439)
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 500
0,8 - 1,6
.031 - .063
Robacta Twin
Single 300
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 300
0,8 - 1,6
.031 - .063
Robacta Twin
900 Compact
[%] / [A]
[%] / [A]
[%] / [A]
-
100 / 900
(2x450)
-
100 / 700
1,0 - 1,6
.039 - .063
Robacta Twin
500
-
100 / 500
(2x250)
1,0 - 1,6
.039 - .063
Robacta Twin
Compact
PRO
-
100 / 900
(2x450)
-
100 / 500
0,8 - 1,6
.031 - .063
Robacta Twin
600
-
100 / 600
(2x300)
0,8 - 1,6
.031 - .063
-
100 / 250
1,0 - 1,6
.039 - .063
Robacta Twin
900
-
100 / 900 (2x450)
1,0 - 1,6
.039 - .063
[mm]
[in.]
1,0 - 1,6
.039 - .063
1,0 - 1,6
.039 - .063
40
Page 41

Hosepacks Explanation of symbols:
Ø
Ø
water-cooled
Length of the hosepack
X Duty cycle in %
EN
X / I
(10 min /
max
40°C)
M21 (EN 439)
X / I
(10 min /
max
40°C)
C1 (EN 439)
I
max
max. welding current in A
Electrode diameter
* Lowest cooling power as per IEC 60974-2,
depends on the length of the hosepack
Voltage measurement (V-Peak):
for mechanically driven welding torches: 141 V
-
This product conforms to the requirements of IEC 60974-7.
Robacta Robacta W/CB-PAP
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 700
-
100 / 700
0,8 - 1,6
.031 - .063
-
100 / 500
-
100 / 500
0,8 - 1,6
.031 - .063
P
*
min
Q
min
P
min
Q
min
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[L/min]
[gal./min]1.26 [US]
[bar]
[psi.]
[bar]
[psi.]
1,20 (1100) / 1,50
(1300) / 1,75 (1400) /
2,50 (1400) / 3,50
(1700) / 4,50 (2100) /
3.90 (1100) / 4.90
(1300) /
5.70 (1400) / 8.20
(1400) / 11.4 (1700) /
14.7 (2100)
3
43
5,5
79.74
1,19 (550) / 1,30 (550) / 1,33 (550) /
1,38 (550) / 1,39 (600) / 1,41 (600) /
1,43 (600) / 1,44 (600) / 1,46 (600) /
1,48 (600) / 1,51 (600) / 1,59 (650) /
1,60 (650) / 1,65 (650) / 1,67 (650) /
1,68 (650) / 1,72 (650) / 1,80 (700)
3.90 (550) / 4.20 (550) / 4.30 (550) /
4.50 (550) / 4.50 (600) / 4.60 (600) /
4.70 (600) / 4.80 (600) / 4.90 (600) /
5.20 (650) / 5.20 (650) / 5.40 (650) /
5.50 (650) / 5.60 (650) / 5.90 (700)
1
.26 [US]
3
43
5,5
79.74
41
Page 42

Ø
X / I
40°C)
M21 (EN 439)
(10 min /
max
Robacta Twin Robacta Twin Robacta Twin
Compact/Complete
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 900 (2x450)
0,8 - 1,2
.031 - .047
-
100 / 720 (2x360)
0,8 - 1,2
.031 - .047
-
100 / 900 (2x450)
0,8 - 1,6
.031 - .063
P
*
min
[m] ([W])
[m] ([W])
[ft.] ([W])
[ft.] ([W])
Q
min
P
min
Q
min
[L/min]
[gal./min]1.26 [US]
[bar]
[psi.]
[bar]
[psi.]
1,6 (1400) / 2,6
(1900)
5.25 (1400) / 8.53
(1900)
3
43
5,5
79.74
4,5 (2000) 1,6 (1400) / 2,6 (1900) /
3,6 (2400)
14.76 (2000) 5.25 (1400) / 8.53
(1900) / 11.81 (2400)
1
.26 [US]
3
43
5,5
79.74
1
.26 [US]
3
43
5,5
79.74
42
Page 43

Sommaire
Sécurité 44
Sécurité 44
Mise en service 46
Concept de l ’appareil 46
Monter l’angle d’arrêt (standard) 46
Monter l’angle d’arrêt (individuel) 47
Installer la gaine guide-fil 47
Raccorder le paquet de tuyaux de robot 49
Échanger les éléments 50
Échanger le collier de fixation 51
Maintenance, entretien et élimination 52
Général 52
Lors de chaque mise en service 52
Lors de chaque changement de la bobine de fil 52
Identification des pièces d’usure défectueuses 53
Élimination 53
Diagnostic d’erreur, élimination de l'erreur 54
Diagnostic d’erreur, élimination de l'erreur 54
Caractéristiques techniques 59
Coudes 59
Faisceaux de câbles 61
FR
43
Page 44

Sécurité
Sécurité
AVERTISSEMENT!
Danger dû à une erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document
▶
doivent uniquement être exécutés par du personnel techniquement qualifié.
Ce document doit être lu et compris dans son intégralité.
▶
Lire et comprendre toutes les consignes de sécurité et la documentation uti-
▶
lisateur de cet appareil et de tous les composants périphériques.
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Avant d'entamer les travaux, déconnecter tous les appareils et composants
▶
concernés et les débrancher du réseau électrique.
S'assurer que tous les appareils et composants concernés ne peuvent pas
▶
être remis en marche.
AVERTISSEMENT!
Danger dû à un courant électrique suite à des composants périphériques défectueux et une erreur de manipulation.
Cela peut entraîner des dommages corporels et matériels graves.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solide-
▶
ment raccordés, intacts et correctement isolés.
N'utiliser que des câbles, conduites et faisceaux de liaison de dimensions suf-
▶
fisantes.
AVERTISSEMENT!
Risque de glissement en cas de fuite de réfrigérant.
Cela peut entraîner des dommages corporels et matériels graves.
Toujours raccorder les tuyaux à réfrigérant des torches de soudage refroidies
▶
par eau avec le dispositif de fermeture en plastique monté dessus lorsque
ceux-ci sont séparés du refroidisseur ou d'autres composants périphériques.
AVERTISSEMENT!
Danger en cas de contact avec les composants périphériques et/ou l'équipement.
Cela peut entraîner de graves brûlures.
Avant d'entamer les travaux, laisser refroidir tous les composants périphéri-
▶
ques et/ou l'équipement chauds à +25 °C / +77 °F (par ex. réfrigérant, composants périphériques refroidis à l'eau, moteur d'entraînement du dévidoir, ...).
Porter un équipement de protection adapté (par ex. gants de protection rési-
▶
stant à la chaleur, lunettes de protection, ...) si le refroidissement n'est pas
possible.
44
Page 45

AVERTISSEMENT!
Danger en cas de contact avec les fumées de soudage toxiques.
Cela peut entraîner des dommages corporels graves.
Toujours extraire les fumées de soudage.
▶
Veiller à assurer une aération suffisante. S'assurer que le taux de ventilation
▶
soit toujours de 20 m³/heure (169070.1 US gi).
En cas de doute, demander à un technicien de sécurité de déterminer le ni-
▶
veau de substances nocives sur le poste de travail.
ATTENTION!
Danger en cas de fonctionnement sans réfrigérant.
Cela peut entraîner des dommages matériels.
Ne jamais mettre en service les appareils refroidis par eau sans réfrigérant.
▶
Pendant le soudage, s'assurer que le débit de réfrigérant est correct - c'est le
▶
cas en cas d'utilisation d'appareils refroidis par eau Fronius, lorsqu'un reflux
correct du réfrigérant est visible dans le réservoir de réfrigérant du refroidisseur.
Le fabricant n'est pas responsable des dommages dus au non-respect des
▶
points énoncés ci-dessus, tous les droits à la garantie sont annulés.
FR
45
Page 46
Mise en service
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alar gado r
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
2
1
Concept de l ’appareil
Monter l’angle
d’arrêt (standard)
Le paquet de tuyaux de robot Robacta Twin Compact complete se distingue par
de petites dimensions pour la meilleure possible accessibilité à des soudures, par
petit poids et haute constance thermique. La pièce coudée et le paquet de tuyaux forment une unité inséparable.
Par une canalisation de gaz fermée le gaz est guidé à la pièce coudée libre de
perte. En plus, le paquet de tuyaux de robot Robacta Twin Compact complete est
équipé d’une conduite d’air comprimé séparée pour la purge de la pièce coudée.
La pièce coudée se distingue par de petites dimensions et ainsi par la meilleure
possible accessibilité. Par la buse à gaz refroidie par eau le système est capable
du soudage à grand rendement MIG/MAG.
1
2
46
3
IMPORTANT! Pour assurer la fixation dans la position définie, percer le support
au diamètre 5,8 mm et, à l’aide d’un alésoir, adapter le perçage pour la goupille
de serrage Ø6 G7.
IMPORTANT! L’angle d’arrêt doit être monté avec une vis ajustable à épaulement
M8 et avec une vis M6. Lorsque le vissage est terminé, enfoncer une goupille de
serrage (Ø 6 mm) pour bloquer.
Page 47

Monter l’angle
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alar gado r
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
d’arrêt (individuel)
1
2
FR
3
Installer la gaine
guide-fil
IMPORTANT! Pour assurer la fixation dans la position définie, percer le support
au diamètre 5,8 mm et, à l’aide d’un alésoir, adapter le perçage pour la goupille
de serrage Ø6 G7.
IMPORTANT! L’angle d’arrêt doit être monté avec une vis ajustable à épaulement
M8. Régler ensuite l’angle souhaité et enfoncer deux goupilles de serrage (Ø 6
mm) pour bloquer.
IMPORTANT! En coupant la gaine guide-fil à longueur, veiller aux points suivants :
aucune nervure ne dépasse de la gaine guide-fil lorsqu’on la coupe
-
lenir la pince coupante de côté légèrement inclinée (la nervure est tirée à
-
l’extérieur)
la nervure est meulée
-
47
Page 48

ATTENTION!
2
1
1
2
3
4
2
3
1
1
1
2
3
Danger d'erreur en cours d'opération.
Cela peut entraîner des dommages matériels graves.
Respecter impérativement l’ordre des étapes de travail et les moments de
▶
couple indiqués.
* A la place de l’outil systématiquement compris dans la livraison, on peut demander en option une clé de couple ainsi que la clé tubulaire correspondante.
Ainsi, les éléments seront effectivement serrés au moment de couple indiqué.
Pour le numéro d’article, voir la liste de pièces détachées.
1
3
2
4
48
Page 49

*
2
1
3
4
5
1
6
FR
Raccorder le paquet de tuyaux
de robot
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Avant d'entamer les travaux, déconnecter tous les appareils et composants
▶
concernés et les débrancher du réseau électrique.
S'assurer que tous les appareils et composants concernés ne peuvent pas
▶
être remis en marche.
AVERTISSEMENT!
Danger dû à un courant électrique suite à des composants périphériques défectueux et une erreur de manipulation.
Cela peut entraîner des dommages corporels et matériels graves.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solide-
▶
ment raccordés, intacts et correctement isolés.
N'utiliser que des câbles, conduites et faisceaux de liaison de dimensions suf-
▶
fisantes.
REMARQUE!
Ne jamais mettre en service des torches à refroidissement par eau sans liquide
de refroidissement. La société Fronius ne peut en aucun cas être tenue responsable des dommages que cela pourrait entraîner et vous perdrez tout droit de garantie.
IMPORTANT! Un gaz protecteur additionné d’air étranger ne permettra pas
d’obtenir des résultats de soudage optimaux.
Toujours bloquer l’extrémité du tuyau à l’aide du bouchon fourni lorsque le
-
raccord de soufflage de la torche n’est pas utilisé.
Ne pas brancher le tuyau si l’air comprimé n’est pas raccordé au niveau de
-
l’électrovanne pour la fonction Soufflage. Fermer le tuyau à l’aide du
bouchon.
49
Page 50

1
3
4
5
6
8
9
1
2
1
1
2
3
4
* Raccord pour option Purger chalumeau à souder
Échanger les
éléments
ATTENTION!
Risque de brûlure par chalumeau à souder fortement échauffé (refroidissement
trop chaud).
Cela peut entraîner de graves brûlures.
Le changement des composants ainsi que le nettoyage et la vérification des
▶
composants peuvent s’effectuer seulement dans l’état refroidi du chalumeau.
ATTENTION!
Danger en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages matériels graves.
Respecter impérativement l’ordre des étapes de travail et les moments de
▶
couple indiqués.
* A la place de l’outil systématiquement compris dans la livraison, on peut
demander en option une clé de couple ainsi que la clé tubulaire correspondante. Ainsi, les éléments seront effectivement serrés au moment de
couple indiqué. Pour le numéro d’article, voir la liste de pièces détachées.
1
2
50
Page 51

*
2
1
3
4
3
1
*
2
1
*
1
2
4
FR
Échanger le collier de fixation
ATTENTION!
Risque de brûlure par chalumeau à souder fortement échauffé (refroidissement
trop chaud).
Cela peut entraîner de graves brûlures.
Le changement des composants ainsi que le nettoyage et la vérification des
▶
composants peuvent s’effectuer seulement dans l’état refroidi du chalumeau.
* Broche d’ajustage, 2 x
1
2
51
Page 52

Maintenance, entretien et élimination
Général Une maintenance régulière de la torche constitue un facteur important permet-
tant d’en garantir le bon fonctionnement. La torche est soumise à des températures élevées et à un degré de salissure très important. Elle a donc besoin d’une
maintenance plus fréquente que les autres éléments du système de soudage.
IMPORTANT! Lorsque vous enlevez les projections de soudure, prenez soin d’éviter de faire des stries ou des rayures sur lesquelles d’autres projections de soudure pourraient par la suite restées collées.
Ne pliez en aucun cas la pièce coudée !
-
Lors de chaque
mise en service
Lors de chaque
changement de
la bobine de fil
Contrôler les tuyaux de contact
-
Échanger des tuyaux de contact alésés à la meule
-
Enlever les projections de soudure qui se trouvent sur la buse à gaz
-
En cas d’impuretés qui ne peuvent pas être éliminées échanger la buse à gaz
-
* Vérifier qu’isolations et protection antiprojections ne sont pas abîmées.
changer la gaine guide-fil (recommandé)
-
nettoyer le tube guide-fil avec de l’air comprimé à faible pression
-
nettoyer les pièces d’usure avant de les remonter.
-
52
Page 53

Identification
1.
2.
3.
4.
des pièces d’usure défectueuses
Éléments d’isolation
1.
rainures
-
arête centrale brûlée ou fissurée
-
inserts encrassés ou fissurés
-
Porte-buse
2.
rainures et brûlures sur la face avant
-
présence de projections de soudage excessives
-
Protections antiprojections
3.
bords extérieurs brûlés, rainures
-
Tubes de contact
4.
orifices d’entrée et de sortie du fil usés (ovales)
-
présence de projections de soudage excessives
-
brûlures au niveau de l’extrémité avant du tube de contact
-
Élimination Conformément à la directive européenne et à la législation nationale, les déchets
d’équipement électriques et électroniques doivent être collectés de manière
séparée et faire l’objet d’un recyclage respectueux de l’environnement. Les appareils usagés doivent être retournés au revendeur ou via un système de collecte et
d’élimination local agréé. Une élimination correcte des appareils usagés favorise
le recyclage durable des ressources matérielles. Une élimination incorrecte peut
avoir des conséquences sur la santé/l’environnement.
Matériaux d’emballage
Collecte sélective. Vérifiez la réglementation de votre commune. Réduisez le volume du carton.
FR
53
Page 54

Diagnostic d’erreur, élimination de l'erreur
Diagnostic d’erreur, élimination
de l'erreur
Pas de courant de soudage
Interrupteur d’alimentation enclenché, témoins de la source de courant allumés,
gaz de protection disponible
Cause:
Solution:
Cause:
Solution:
Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
mauvaise connexion à la masse
vérifiez la polarité de la connexion à la masse et de la borne
coupure du câble électrique dans la torche
changez la torche
Bouteille de gaz vide
Remplacer la bouteille de gaz
Détendeur défectueux
Remplacer le détendeur
Le tuyau de gaz n’est pas monté, est endommagé ou plié
Monter, détordre ou remplacer le tuyau de gaz
Cause :
Remède :
Cause :
Remède :
Mauvaise qualité de soudage
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Torche défectueuse
Remplacer la torche de soudage
Électrovanne de gaz défectueuse
Remplacer l'électrovanne de gaz
paramètres de soudage incorrects
vérifiez les réglages
mauvaise connexion à la masse
établissez un contact correct avec la pièce à usiner
peu ou pas de gaz de protection
contrôlez le réducteur de pression, le tuyau de gaz, l’électrovanne de
gaz et le raccordement de gaz de la torche ; pour les torches à refroidissement par gaz : vérifiez les joints d’étanchéité pour le gaz et utilisez une gaine guide-fil appropriée.
manque d’étanchéité de la torche
changez la torche
54
Cause:
Solution:
le tube de contact est trop grand ou usé
changez le tube de contact
Page 55

Mauvaise qualité de soudage
Cause:
Solution:
l’alliage du fil employé n’est pas le bon ou la section du fil est incorrecte
contrôlez la bobine de fil utilisée; vérifiez l’aptitude au soudage du
matériau de base
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
le gaz de protection n’est pas adapté à l’alliage du fil
utilisez un gaz de protection adéquat
conditions de soudage peu adéquates : impuretés dans le gaz de protection (humidité, air), mauvaise protection gazeuse (« bouillonnement » du bain de fusion, courant d’air), impuretés au niveau de la
pièce à usiner (rouille, peinture, graisse)
veillez à optimiser les conditions de soudage
projections de soudure dans la buse de gaz
enlever les projections de soudure
turbulence due à trop de gaz de protection
réduisez la quantité de gaz de protection – nous recommandons :
quantité de gaz de protection (l/min) = section de fil (mm) x 10
(par ex. 16 l/min pour 1,6 mm de fil de soudage)
écartement trop important entre la torche et la pièce à usiner
réduisez l’écartement (distance recommandée : entre 10 et 15 mm)
l’angle d’incidence de la torche est trop important
diminuez l’angle d’incidence de la torche
FR
Cause:
Solution:
les composants d’entraînement du fil de soudage ne correspondent
pas à la section de fil employée
utilisez les composants d’entraînement du fil appropriés
55
Page 56

Mauvais transport du fil
Cause:
Solution:
le frein est trop serré
desserrez le frein
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
la forure du tube de contact est mal placée
changez le tube de contact
Gaine de la tête de soudage interne défectueux dans le chalumeau
Vérifiez qu’il n’y ait pas de pli ni de saleté au niveau de la gaine de la
tête de soudage
les galets d’entraînement de fil ne sont pas adaptés à l’électrode employée
employez des galets d’entraînement de fil adaptés
mauvaise pression des galets d’entraînement du fil
procédez à un nouveau réglage afin d’obtenir une pression optimale
les galets d’entraînement de fil présentent des salissures ou bien sont
endommagés
nettoyez-les ou changez-les selon le cas
la gaine guide-fil est mal installée ou bien elle présente une pliure
changer la gaine guide-fil
les dimensions de la gaine guide-fil ou de la buse d’entrée de fil employée ne conviennent pas
utilisez une gaine guide-fil ou une buse d’entrée de fil aux dimensions
appropriées
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
la gaine guide-fil a été pliée au moment de son introduction
lorsque vous introduisez la gaine guide-fil, ne la tenez qu’à hauteur
du tube d’insertion
une fois que vous avez coupé la gaine guide-fil, celle-ci se révèle être
trop courte
changez la gaine guide-fil et coupez-la à la longueur requise
abrasion du fil de soudage provoquée par une pression trop importante au niveau des galets d’entraînement du fil
réduisez la pression au niveau des galets d’entraînement du fil
fil de soudage présente des impuretés ou de la rouille
utilisez un fil de soudage de qualité qui ne présente aucune impureté
56
Page 57

La température de la torche est très élevée
Cause:
Solution:
l’écrou-raccord du raccordement central est desserré
serrez l’écrou-raccord
Cause:
Solution:
Cause:
Solution:
Cause:
Solution:
Courte durée de vie du tube contact
Cause :
Solution :
Cause :
Solution :
la valeur maximale en ampères a été dépassée pendant le fonctionnement de la torche
diminuez la puissance de soudage ou bien employez une torche plus
puissante
la torche est trop faiblement dimensionnée
tenez compte de la durée de fonctionnement de la torche ainsi que
des limites de contraintes
uniquement pour les installations à refroidissement par eau : le débit
d’eau est insuffisant
vérifiez le niveau d’eau, le débit, la proportion d’impuretés contenues
dans l’eau, le faisceau de tuyaux, etc.
Galets d'entraînement non adaptés
Utiliser des galets d'entraînement adaptés
Abrasion du fil-électrode en raison d'une pression d'appui trop élevée
au niveau des galets d'entraînement
Réduire la pression d'appui au niveau des galets d'entraînement
FR
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
REMARQUE!
Dans le cas des applications CrNi, l'usure du tube contact peut être plus importante en raison de la composition de la surface du fil-électrode CrNi.
Fil-électrode encrassé/rouillé
Utiliser un fil-électrode de plus grande qualité, sans impureté
Fil-électrode non-revêtu
Utiliser un fil-électrode disposant du revêtement approprié
Mauvaise dimension du tube contact
Dimensionner correctement le tube contact
Facteur de marche de la torche de soudage trop long
Diminuer le facteur de marche ou utiliser une torche de soudage plus
puissante
Surchauffe du tube contact. Pas de dissipation thermique en raison
d'une fixation trop lâche du tube contact
Visser le tube contact
57
Page 58

Porosité de la soudure
Cause :
Remède :
Formation de projections dans la buse gaz, d'où une protection gazeuse insuffisante de la soudure
Enlever les projections de soudure
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Présence de trous dans le tuyau de gaz de protection ou raccord incorrect du tuyau de gaz de protection
Remplacer le tuyau de gaz de protection
Les joints toriques des connexions sont entaillés ou défectueux
Remplacer les joints toriques
Humidité / condensation dans la conduite de gaz de protection
Sécher la conduite de gaz de protection
Débit de gaz de protection trop fort ou trop faible
Rectifier le débit de gaz protecteur
Quantité de gaz de protection insuffisante au début ou à la fin du
soudage
Augmenter le prédébit de gaz et le postdébit de gaz
Fil-électrode rouillé ou de mauvaise qualité
Utiliser un fil-électrode de plus grande qualité, sans impureté
S'applique aux torches de soudage refroidies par gaz : Sortie de gaz
de protection sur les âmes de guidage du fil non isolées
Pour les torches refroidies au gaz, n'utilisez que des âmes de guidage
du fil isolées
Cause :
Remède :
Agent de séparation en quantité excessive
Enlever l'agent de séparation en excès / Appliquer moins d'agent de
séparation
58
Page 59

Caractéristiques techniques
Ø
Ø
Ø
Coudes Explication des symboles :
refroidissement par eau
X Facteur de marche en %
X / I
40°C)
M21 (EN 439)
X / I
40°C)
C1 (EN 439)
(10 min /
max
(10 min /
max
I
max
(M6) avec tube de contact M6
(M8) avec tube de contact M8
Mesure de la tension (V-Peak) :
pour torches de soudage à guidage mécanique: 141 V
-
Ce produit satisfait aux exigences de la norme IEC 60974-4.
Robacta 160 Robacta 280 Robacta 300 Robacta 400
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
Courant de soudage max. en A
Diamètre de l’électrode
-
100 / 160
-
100 / 160
-
100 / 280
-
100 / 280
-
100 / 350
-
100 / 350
-
100 / 250 (M6);
400 (M8)
-
100 / 250 (M6);
400 (M8)
FR
X / I
40°C)
M21 (EN 439)
X / I
40°C)
C1 (EN 439)
(10 min /
max
(10 min /
max
[mm]
[in.]
Robacta 500 Robacta 700 Robacta 700
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
0,8 - 1,2
.031 - .047
-
100 / 500
-
100 / 500
0,8 - 1,6
.031 - .063
0,8 - 1,2
.031 -. 047
-
100 / 700
-
100 / 700
1,0 - 1,6
.039 - .063
0,8 - 1,2
.031 - .047
TIME
-
100 / 700
-
100 / 700
1,0 - 1,6
.039 - .063
0,8 - 1,2
.031-.047
Robacta 2500
-
100 / 250
-
100 / 250
0,8 - 1,2
.031-.047
59
Page 60

Ø
Ø
Ø
X / I
(10 min /
max
40°C)
M21 (EN 439)
Robacta 5000 Robacta 7000 Rob. 500-M
(Con-Drive)
[%] / [A]
[%] / [A]
[%] / [A]
-
100 / 500
-
100 / 700
-
100 / 500
Laser HD/W
-
100 / 250
X / I
(10 min /
max
40°C)
C1 (EN 439)
X / I
(10 min /
max
40°C)
M21 (EN 439)
X / I
(10 min /
max
40°C)
M21 (EN 439)
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 500
0,8 - 1,6
.031 - .063
Robacta Twin
Single 300
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 300
0,8 - 1,6
.031 - .063
Robacta Twin
900 Compact
[%] / [A]
[%] / [A]
[%] / [A]
-
100 / 900
(2x450)
-
100 / 700
1,0 - 1,6
.039 - .063
Robacta Twin
500
-
100 / 500
(2x250)
1,0 - 1,6
.039 - .063
Robacta Twin
Compact
PRO
-
100 / 900
(2x450)
-
100 / 500
0,8 - 1,6
.031 - .063
Robacta Twin
600
-
100 / 600
(2x300)
0,8 - 1,6
.031 - .063
-
100 / 250
1,0 - 1,6
.039 - .063
Robacta Twin
900
-
100 / 900 (2x450)
1,0 - 1,6
.039 - .063
[mm]
[in.]
1,0 - 1,6
.039 - .063
1,0 - 1,6
.039 - .063
60
Page 61

Faisceaux de
Ø
Ø
câbles
Explication des symboles :
Refroidissement par eau
Longueur du faisceau de liaison
X Facteur de marche en %
X / I
(10 min /
max
40°C)
M21 (EN 439)
X / I
(10 min /
max
40°C)
C1 (EN 439)
I
max
Courant de soudage max. en A
Diamètre de l’électrode
* Puissance de refroidissement minimale conformément à la norme
IEC 60974-2, dépend de la longueur du faisceau de liaison
Mesure de la tension (V-Peak) :
pour torches de soudage à guidage mécanique: 141 V
-
Ce produit satisfait aux exigences de la norme IEC 60974-4.
Robacta Robacta W/CB-PAP
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 700
-
100 / 700
0,8 - 1,6
.031 - .063
-
100 / 500
-
100 / 500
0,8 - 1,6
.031 - .063
FR
P
*
min
Q
min
P
min
Q
min
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[m] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[ft.] ([W])
[L/min]
[gal./min]1.26 [US]
[bar]
[psi.]
[bar]
[psi.]
1,20 (1100) / 1,50
(1300) / 1,75 (1400) /
2,50 (1400) / 3,50
(1700) / 4,50 (2100) /
3.90 (1100) / 4.90
(1300) /
5.70 (1400) / 8.20
(1400) / 11.4 (1700) /
14.7 (2100)
3
43
5,5
79.74
1,19 (550) / 1,30 (550) / 1,33 (550) /
1,38 (550) / 1,39 (600) / 1,41 (600) /
1,43 (600) / 1,44 (600) / 1,46 (600) /
1,48 (600) / 1,51 (600) / 1,59 (650) /
1,60 (650) / 1,65 (650) / 1,67 (650) /
1,68 (650) / 1,72 (650) / 1,80 (700)
3.90 (550) / 4.20 (550) / 4.30 (550) /
4.50 (550) / 4.50 (600) / 4.60 (600) /
4.70 (600) / 4.80 (600) / 4.90 (600) /
5.20 (650) / 5.20 (650) / 5.40 (650) /
5.50 (650) / 5.60 (650) / 5.90 (700)
1
.26 [US]
3
43
5,5
79.74
61
Page 62

Ø
X / I
40°C)
M21 (EN 439)
(10 min /
max
Robacta Twin Robacta Twin Robacta Twin
Compact/Complete
[%] / [A]
[%] / [A]
[%] / [A]
[mm]
[in.]
-
100 / 900 (2x450)
0,8 - 1,2
.031 - .047
-
100 / 720 (2x360)
0,8 - 1,2
.031 - .047
-
100 / 900 (2x450)
0,8 - 1,6
.031 - .063
P
*
min
[m] ([W])
[m] ([W])
[ft.] ([W])
[ft.] ([W])
Q
min
P
min
Q
min
[L/min]
[gal./min]1.26 [US]
[bar]
[psi.]
[bar]
[psi.]
1,6 (1400) / 2,6
(1900)
5.25 (1400) / 8.53
(1900)
3
43
5,5
79.74
4,5 (2000) 1,6 (1400) / 2,6 (1900) /
3,6 (2400)
14.76 (2000) 5.25 (1400) / 8.53
(1900) / 11.81 (2400)
1
.26 [US]
3
43
5,5
79.74
1
.26 [US]
3
43
5,5
79.74
62
Page 63

FR
63
Page 64

 Loading...
Loading...