

Page 1
/ Battery Charging Systems / Welding Technology / Solar Electronics
DE
EN
FR
Halteschellen-System Robacta S/P
Robacta S/P clamp system
Système de collier de maintien
Robacta S/P
Montageanleitung
Systemerweiterung
Installation instructions
System extension
Instructions de montage
Extension système
42,0410,1717 001-04042012
Page 2

0
Page 3

Inhaltsverzeichnis
Allgemeines ............................................................................................................................................... 3
Allgemeines .......................................................................................................................................... 3
Einsatzgebiete ...................................................................................................................................... 3
Voraussetzung ...................................................................................................................................... 3
Lieferumfang......................................................................................................................................... 3
Halteschellen-System ohne Verlängerung montieren...............................................................................4
Sicherheit.............................................................................................................................................. 4
Sonder-Anstellwinkel des Schweißbrenners zum Werkstück ............................................................... 4
Halteschellen-System montieren .......................................................................................................... 4
Schlauchpaket montieren ..................................................................................................................... 5
Halteschellen-System mit Verlängerung montieren................................................................................... 6
Sicherheit.............................................................................................................................................. 6
Sonder-Anstellwinkel des Schweißbrenners zum Werkstück ............................................................... 6
Halteschellen-System montieren .......................................................................................................... 6
Schlauchpaket montieren ..................................................................................................................... 7
DE
1
Page 4

2
Page 5

Allgemeines
DE
Allgemeines
Einsatzgebiete Das Halteschellen-System kann für folgende Schweißbrenner verwendet werden:
- Robacta MTG 3500 / 5000
- Robacta MTW 3500 / 5000
Das Halteschellen-System dient zur Aufnahme von gas- und wassergekühlten Roboter-Schweißbrennern. Bei RohrbogenKrümmungen von 22°, 36° und 45° positioniert das Halteschellen-System den
Schweißbrenner so, dass der Anstellwinkel
des Schweißbrenners 45° zum Werkstück
beträgt.
Voraussetzung Das Halteschellen-System wird mit der CrashBox magnetic verschraubt. Um das Halte-
schellen-System montieren zu können, muss die CrashBox magnetic am Roboter montiert
sein.
Lieferumfang
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(1) Innensechskant-Schraube M 6 x 25
mm
(2) Halteschelle
(3) Winkelscheibe
(4) 1 Passfeder 4 x 4 x 8 mm auf jeder
Seite der Winkelscheibe
(5) Sechskannt-Mutter M 5
(6) Innensechskant-Schraube M 5 x 20
mm
Optional:
(7) Verlängerung
(8) Winkelscheibe
(9) 1 Passfeder 4 x 4 x 8 mm auf jeder
Seite der Winkelscheibe
(10) Schraube M 5 x 20 mm für Verlän-
gerung
(11) Sechskannt-Mutter M 5 für Verlän-
gerung
3
Page 6
Halteschellen-System ohne Verlängerung montie-
2
3
1
4,5 Nm
ren
Sicherheit
Sonder-Anstellwinkel des
Schweißbrenners zum Werkstück
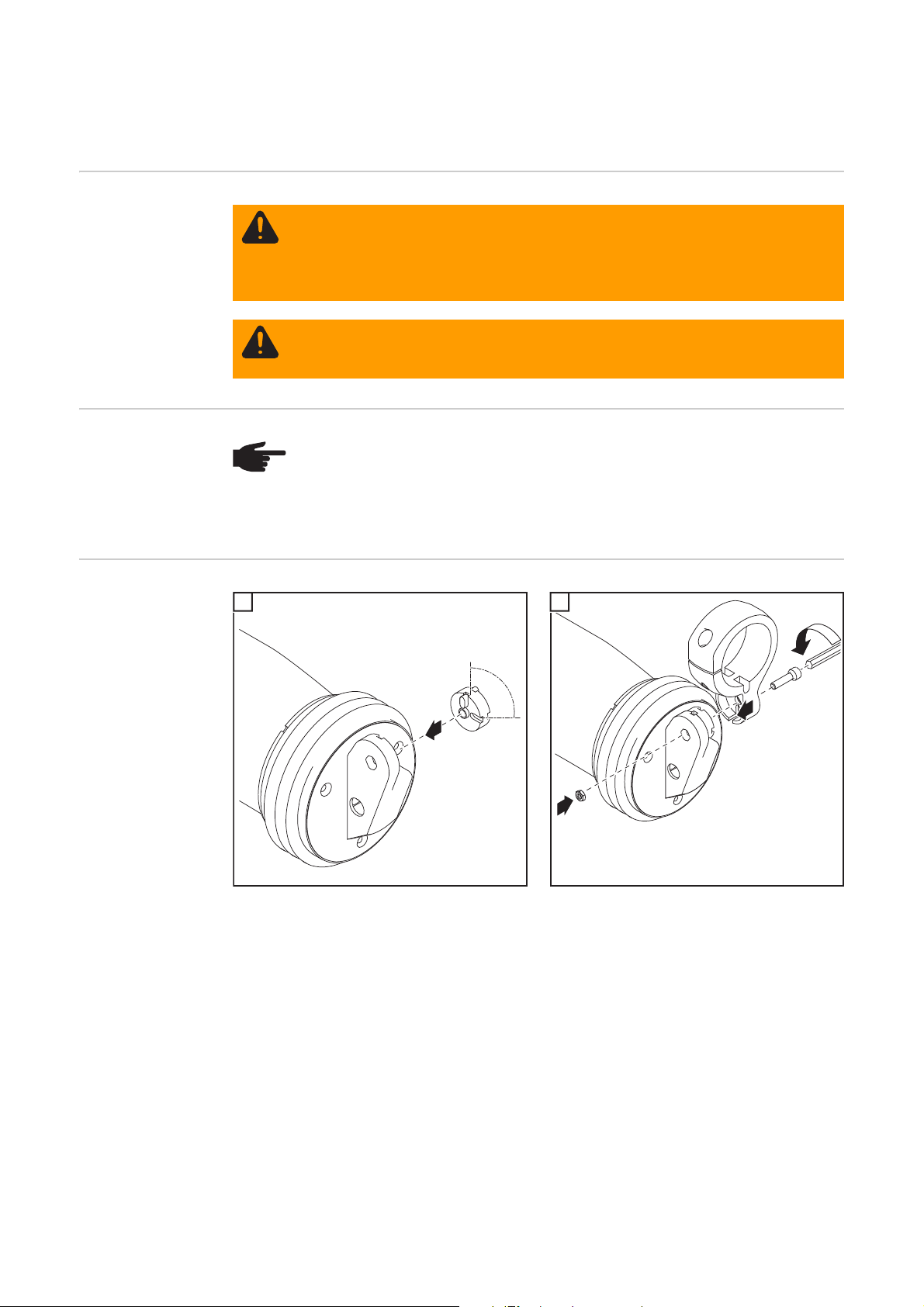
HalteschellenSystem montieren
WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Per-
sonen- und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten
dürfen nur von geschultem Fachpersonal durchgeführt werden! Die Bedienungsanleitungen der Systemkomponenten, insbesondere das Kapitel „Sicherheitsvorschriften“ beachten.
WARNUNG! Herabfallende Geräte können schwerwiegende Personen- und
Sachschäden bedeuten. Nach der Montage sämtliche Schraubverbindungen auf
festen Sitz überprüfen.
HINWEIS! Um einen Sonder-Anstellwinkel des Schweißbrenners zum Werkstück
zu erreichen, die Passfedern auf der Winkelscheibe versetzen.
1
2
90°
1
4
Page 7
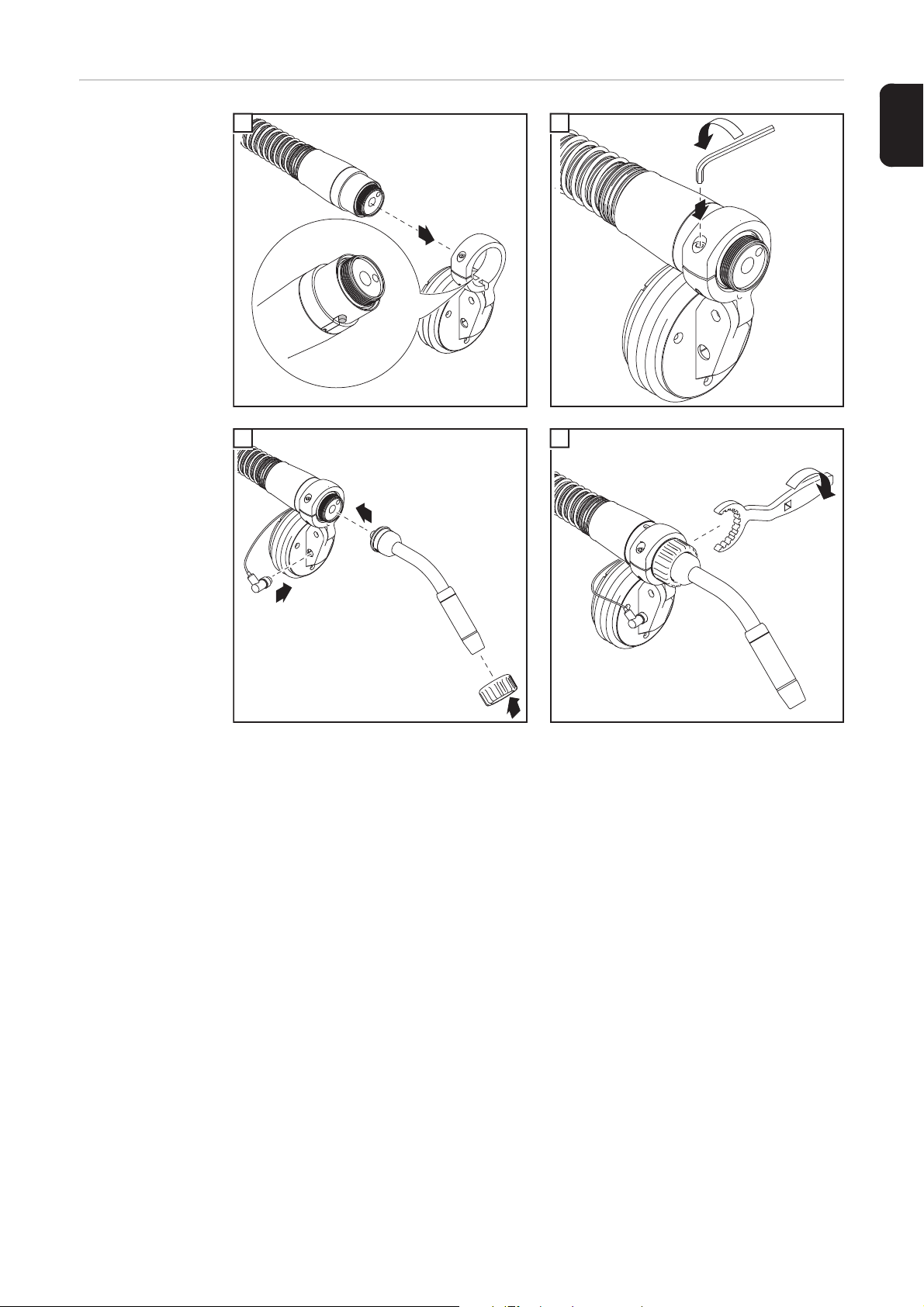
Schlauchpaket
1
1
1
2
4,5 Nm
1
18 Nm
montieren
1
2
DE
3
1
3
4
2
5
Page 8
Halteschellen-System mit Verlängerung montieren
2
1
3
4,5 Nm
Sicherheit
Sonder-Anstellwinkel des
Schweißbrenners zum Werkstück
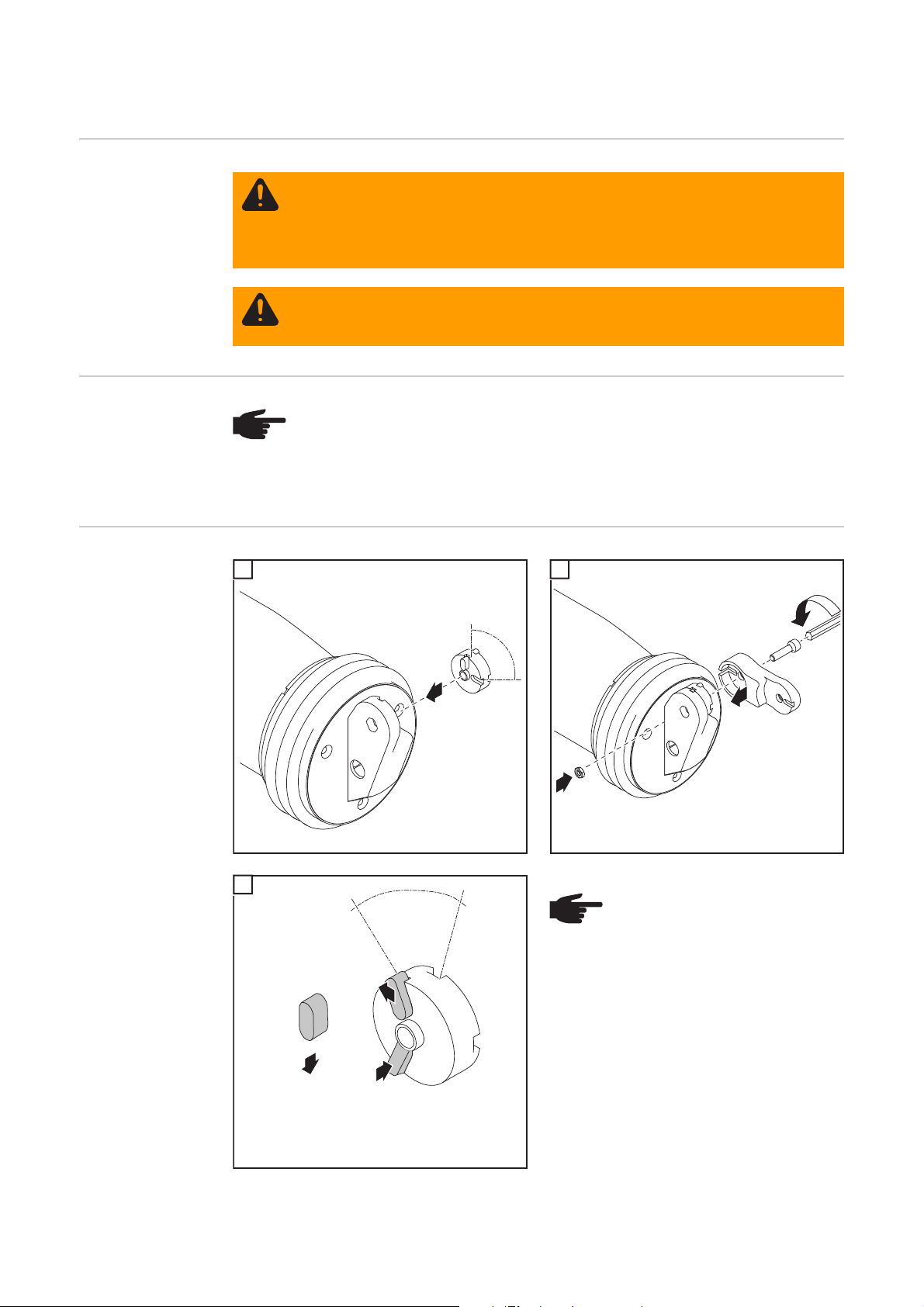
HalteschellenSystem montieren
WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Per-
sonen- und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten
dürfen nur von geschultem Fachpersonal durchgeführt werden! Die Bedienungsanleitungen der Systemkomponenten, insbesondere das Kapitel „Sicherheitsvorschriften“ beachten.
WARNUNG! Herabfallende Geräte können schwerwiegende Personen- und
Sachschäden bedeuten. Nach der Montage sämtliche Schraubverbindungen auf
festen Sitz überprüfen.
HINWEIS! Um einen Sonder-Anstellwinkel des Schweißbrenners zum Werkstück
zu erreichen, die Passfedern auf den Winkelscheiben versetzen.
1
2
3
90°
1
HINWEIS! Die Passfedern auf der
23° / 9° / 0°
Winkelscheibe so versetzten, das
nach der Montage der Halteschelle er gewünschte Anstellwinkel
des Schweißbrenner erreicht wird.
1
2
3
6
Page 9

4
1
3
4,5 Nm
2
1
2
4,5 Nm
1
18 Nm
5
DE
1
Schlauchpaket
montieren
1
1
3
1
2
4
3
2
7
Page 10

8
Page 11

Contents
General ...................................................................................................................................................... 11
General information .............................................................................................................................. 11
Application areas .................................................................................................................................. 11
Prerequisite........................................................................................................................................... 11
Scope of supply .................................................................................................................................... 11
Fitting clamp system without extension ..................................................................................................... 12
Safety.................................................................................................................................................... 12
Special tilt angle for the welding torch relative to the workpiece........................................................... 12
Fitting the clamp system ....................................................................................................................... 12
Fitting the hosepack.............................................................................................................................. 12
Fitting the clamp system with extension .................................................................................................... 14
Safety.................................................................................................................................................... 14
Special tilt angle for the welding torch relative to the workpiece........................................................... 14
Fitting the clamp system ....................................................................................................................... 14
Fitting the hosepack.............................................................................................................................. 15
EN
9
Page 12

10
Page 13

General
General information
Application areas The clamp system can be used for the following welding torches:
- Robacta MTG 3500 / 5000
- Robacta MTW 3500 / 5000
The clamp system is used for holding gascooled and water-cooled robot welding torches. With torch neck curvatures of 22°, 36°
and 45°, the clamp system positions the
welding torch in such a way that the torch tilt
angle is 45° to the workpiece.
EN
Prerequisite The clamp system is screwed to the CrashBox magnetic. To mount the clamp system, the
CrashBox magnetic must be fitted to the robot.
Scope of supply
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(1) M6 x 25 mm Allen screw
(2) Clamp
(3) Torque angle gauge
(4) One 4 x 4 x 8 mm parallel key on
each side of the torque angle gauge
(5) M5 hexagon nut
(6) M5 x 20 mm Allen screw
Optional:
(7) Extension
(8) Torque angle gauge
(9) One 4 x 4 x 8 mm parallel key on
each side of the torque angle gauge
(10) M5 x 20 mm screw for extension
(11) M5 hexagon nut for extension
11
Page 14

Fitting clamp system without extension
1
2
3
1
4,5 Nm
1
1
2
4,5 Nm
Safety
Special tilt angle
for the welding
torch relative to
the workpiece
Fitting the clamp
system
WARNING! Work that is carried out incorrectly can cause serious injury and dam-
age. The following activities must only be carried out by trained and qualified personnel. The system component operating instructions, particularly the chapter
entitled "Safety rules", must be observed.
WARNING! Falling equipment can cause serious injury and damage. Check all
screw connections are tight after fitting.
NOTE! To achieve a special tilt angle for the torch relative to the workpiece, adjust the parallel keys on the torque angle gauge.
2
90°
Fitting the
hosepack
1
2
1
1
12
Page 15

3
1
18 Nm
1
4
EN
3
2
13
Page 16

Fitting the clamp system with extension
1
2
1
3
4,5 Nm
Safety
Special tilt angle
for the welding
torch relative to
the workpiece
Fitting the clamp
system
WARNING! Work that is carried out incorrectly can cause serious injury and dam-
age. The following activities must only be carried out by trained and qualified personnel. The system component operating instructions, particularly the chapter
entitled "Safety rules", must be observed.
WARNING! Falling equipment can cause serious injury and damage. Check all
screw connections are tight after fitting.
NOTE! To achieve a special tilt angle for the torch relative to the workpiece, adjust the parallel keys on the torque angle gauge.
2
90°
3
1
NOTE! Once the clamp has been
23° / 9° / 0°
fitted, adjust the parallel keys on
the torque angle gauge to achieve
the required tilt angle of the welding torch.
1
2
3
14
Page 17

4
1
3
4,5 Nm
2
1
2
4,5 Nm
1
18 Nm
1
5
EN
Fitting the
hosepack
1
1
3
1
2
4
3
2
15
Page 18

16
Page 19

Sommaire
Généralités................................................................................................................................................. 19
Généralités............................................................................................................................................ 19
Domaines d'application......................................................................................................................... 19
Condition préalable............................................................................................................................... 19
Livraison................................................................................................................................................ 19
Monter le système de collier de maintien sans rallonge ............................................................................ 20
Sécurité................................................................................................................................................. 20
Angle de placement spécial de la torche par rapport à la pièce à usiner ............................................. 20
Monter le système de collier de maintien.............................................................................................. 20
Monter le faisceau de liaison ................................................................................................................ 21
Monter le système de collier de maintien avec rallonge ............................................................................ 22
Sécurité................................................................................................................................................. 22
Angle de placement spécial de la torche par rapport à la pièce à usiner ............................................. 22
Monter le système de collier de maintien.............................................................................................. 22
Monter le faisceau de liaison ................................................................................................................ 23
FR
17
Page 20

18
Page 21

Généralités
Généralités
Domaines d'application
Le système de collier de maintien est conçu
pour loger les torches de soudage pour robot refroidies par eau et refroidies au gaz.
Pour des angles de courbure de coude de
22°, 36° et 45°, le système de collier de
maintien positionne la torche de de manière
à ce que l'angle de placement de la torche
par rapport à la pièce à usiner soit de 45°.
Le système de collier de maintien peut être utilisé pour les torches suivantes :
- Robacta MTG 3500 / 5000
- Robacta MTW 3500 / 5000
FR
Condition préalable
Livraison
Le système de collier de maintien doit être vissé avec la CrashBox magnetic. Pour pouvoir
monter le système de collier de maintien, la CrashBox magnetic doit être montée sur le
robot.
(1) Vis à tête à six pans creux M 6 x 25
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(2) Collier de maintien
(3) Disque angulaire
(4) 1 clavette 4 x 4 x 8 mm sur chaque
(5) Écrou hexagonal M 5
(6) Vis à tête à six pans creux M 5 x 20
En option :
(7) Rallonge
(8) Disque angulaire
(9) 1 clavette 4 x 4 x 8 mm sur chaque
(10) Vis M 5 x 20 mm pour la rallonge
(11) Écrou hexagonal M 5 pour la rallon-
mm
côté du disque angulaire
mm
côté du disque angulaire
ge
19
Page 22

Monter le système de collier de maintien sans rallon-
2
3
1
4,5 Nm
ge
Sécurité
Angle de placement spécial de la
torche par rapport à la pièce à
usiner
Monter le système de collier de
maintien
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Les opérations décrites ci-après doivent être effectuées exclusivement par du personnel qualifié et formé ! Respecter
les Instructions de service des composants du système, en particulier le chapitre
« Consignes de sécurité ».
AVERTISSEMENT ! Risques de blessures graves et de dégâts matériels en cas
de chute des appareils. Après le montage, vérifier le serrage correct de tous les
vissages.
REMARQUE! Pour obtenir un angle de placement spécial de la torche par rapport à la pièce à usiner, déplacer les clavettes sur le disque angulaire.
1
2
90°
1
20
Page 23

Monter le fais-
1
1
1
2
4,5 Nm
1
18 Nm
ceau de liaison
1
2
FR
3
1
3
4
2
21
Page 24

Monter le système de collier de maintien avec rallon-
2
1
3
4,5 Nm
ge
Sécurité
Angle de placement spécial de la
torche par rapport à la pièce à
usiner
Monter le système de collier de
maintien
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Les opérations décrites ci-après doivent être effectuées exclusivement par du personnel qualifié et formé ! Respecter
les Instructions de service des composants du système, en particulier le chapitre
« Consignes de sécurité ».
AVERTISSEMENT ! Risques de blessures graves et de dégâts matériels en cas
de chute des appareils. Après le montage, vérifier le serrage correct de tous les
vissages.
REMARQUE! Pour obtenir un angle de placement spécial de la torche par rapport à la pièce à usiner, déplacer les clavettes sur les disques angulaires.
1
2
3
90°
1
REMARQUE! Déplacer les cla-
23° / 9° / 0°
1
2
3
vettes sur le disque angulaire de
telle sorte qu'après le montage du
collier de maintien, il puisse être
possible d'atteindre l'angle de placement souhaité de la torche.
22
Page 25

4
1
3
4,5 Nm
2
1
2
4,5 Nm
1
18 Nm
1
5
FR
Monter le faisceau de liaison
1
1
3
1
2
4
3
2
23
Page 26

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
Under http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations
E-Mail: sales@fronius.com
www.fronius.com
www.fronius.com/addresses
 Loading...
Loading...