

Page 1

/ Perfect Charging / Perfect Welding / Solar Energy
Robacta
Robacta Twin
MTB /i
MTB /d
Bedienungsanleitung
DEENFRITESPT-BR
MIG/MAG Roboter-Schweißbrenner
Operating Instructions
MIG/MAG robot welding torch
Instructions de service
Torche de soudage pour robot MIG/
MAG
Istruzioni per l'uso
Torcia per saldatura MIG/MAG del
robot
Manual de instrucciones
Antorcha de robot MIG/MAG
Manual de instruções
42,0410,0982 016-07112019
Tocha-robô MIG/MAG
Page 2

Page 3

DE EN FR
Sehr geehrter Leser
Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und
gratulieren Ihnen zu Ihrem technisch hochwertigen Fronius
Produkt. Die vorliegende Anleitung
hilft Ihnen, sich mit diesem vertraut zu machen. Indem Sie die
Anleitung sorgfältig lesen, lernen
Sie die vielfältigen Möglichkeiten
Ihres Fronius-Produktes kennen.
Nur so können Sie seine Vorteile
bestmöglich nutzen.
Bitte beachten Sie auch die
Sicherheitsvorschriften und sorgen
Sie so für mehr Sicherheit am
Einsatzort des Produktes.
Dear reader,
Thank you for the trust you have
placed in our company and congratulations on buying this highquality Fronius product. These
instructions will help you familiarise yourself with the product.
Reading the instructions carefully
will enable you to learn about the
many different features it has to
offer. This will allow you to make
full use of its advantages.
Please also note the safety rules
to ensure greater safety when
using the product.
Cher lecteur,
Nous vous remercions de la
confiance que vous nous témoignez et nous vous félicitons d’avoir
acquis ce produit Fronius de haute
qualité technique. Le présent
mode d’emploi doit vous permettre
de vous familiariser avec ce
produit. En lisant attentivement le
mode d’emploi, vous apprendrez à
connaître les diverses possibilités
de votre produit Fronius. C’est
ainsi seulement que vous pourrez
en exploiter au mieux tous les
avantages.
Respectez les consignes de
sécurité et veillez par ce biais à
garantir davantage de sécurité sur
le lieu d’utilisation du produit.
IT E S
Gentile Lettore,
La ringraziamo per la fiducia
accordata e ci congratuliamo con
Lei per aver scelto questo prodotto
Fronius di grande valore tecnico.
Le presenti istruzioni aiutano ad
acquisire dimestichezza con
l’impianto. Un’attenta lettura delle
istruzioni consente di conoscere le
svariate opzioni offerte dal prodotto Fronius. Solo in questo modo è
possibile trarre il massimo
dall’impianto.
La preghiamo inoltre di osservare
le norme di sicurezza e di mettere
in sicurezza il luogo di utilizzo del
prodotto.
Estimado lector
Le agradecemos su confianza y
queremos felicitarle por la adquisición de este producto Fronius de
alta calidad técnica. El presente
manual le ayudará a familiarizarse
con el mismo. Una lectura detenida del manual le permitirá conocer
las múltiples posibilidades de su
producto Fronius. Sólo de este
modo podrá aprovechar de manera óptima sus ventajas.
Tenga en cuenta también las
indicaciones de seguridad, proporcionando de este modo más
seguridad en el lugar de empleo
del producto.
PT-BR
Estimado leitor
Agradecemos-lhe a confiança que
depositou em nós e felicitamo-lo
por ter adquirido este produto de
primeira qualidade da casa Fronius. Estas instruções de uso irão
ajudá-lo a familiarizar-se com a
sua tradução. A partir da leitura
atenta das instruções você conhecerá as diversas possibilidades de
utilização do seu produto Fronius.
Só assim poderá aproveitar ao
máximo as suas múltiplas vantagens.
Respeite também as normas de
segurança e garanta uma maior
segurança no local de utilização
do produto.
1
Page 4

DE EN FR
Allgemein
Die Roboter-Schlauchpakete
Robacta und Robacta Twin werden in zahlreichen Ausführungen
angeboten und kommen in der
automatisierten Serienfertigung
zum Einsatz. Die Schlauchpakete
eignen sich besonders für das
Schweißen von Stahl und CrNi.
Anschlüsse mit externen als auch
mit internen Wasseranschlüssen
sowie eine Vielzahl an RohrbogenAusführungen sind erhältlich.
Bei Schlauchpaket-Längen von bis
zu 6 Metern (19 ft. 8.22 in.) stellen
die Roboter-Schlauchpakete
Robacta und Robacta Twin eine
kostengünstige Alternative zu den
motorisierten Roboter-Schlauchpaketen Robacta Drive oder
Robacta Drive Twin dar.
General
The Robacta and Robacta Twin
robot hose packs are available in
numerous versions, and are used
in automated series production.
They are particularly suitable for
welding steel and CrNi.
Connections with external or
internal water connections, as well
as a large number of torch neck
versions are available.
For hose pack lengths up to 6
metres (19 ft. 8.22 in.), the Robacta and Robacta Twin robot hose
packs represent a low-cost alternative to the motorised Robacta
Drive or Robacta Drive Twin robot
hose packs.
Généralités
Les faisceaux de liaison de robot
Robacta et Robacta Twin sont
proposés en diverses exécutions
et sont utilisés dans la fabrication
en série automatisée. Les
faisceaux de liaison conviennent
tout particulièrement au soudage
de l’acier et du CrNi.
Des raccordements avec des
raccords d’eau externes aussi
bien qu’internes ainsi que toute
une variété de modèles de coudes
sont disponibles.
Pour les faisceaux de liaison de
longueur inférieure ou égale à 6
mètres (19 ft. - 8,22 in.), les
faisceaux de liaison de robot
Robacta et Robacta Twin constituent une alternative économique
aux faisceaux de liaison de robot
automatisés Robacta Drive ou
Robacta Drive Twin.
IT E S
In generale
I fasci cavi per robot Robacta e
Robacta Twin sono disponibili in
diverse versioni e si impiegano
nella produzione di serie automatizzata. I fasci cavi sono adatti in
particolare alla saldatura di acciaio
e CrNi.
Sono disponibili raccordi con
collegamenti dell’acqua sia esterni
sia interni, nonché varie versioni a
tubo ricurvo.
In caso di lunghezze dei fasci cavi
fino a 6 metri (19 ft. 8.22 in.), i
fasci cavi per robot Robacta e
Robacta Twin rappresentano
un’alternativa vantaggiosa in
termini di costi ai fasci cavi per
robot motorizzati Robacta Drive e
Robacta Drive Twin.
Generalidades
Los paquetes de manguera de
robot Robacta y Robacta Twin
están disponibles en múltiples
versiones y se utilizan en la
producción de serie automatizada.
Los paquetes de mangueras
resultan especialmente adecuados
para la soldadura de acero y CrNi.
La oferta incluye conexiones tanto
con conexiones de agua externas
como internas, así como un gran
número de versiones con codo de
tubo.
En caso de longitudes de paquete
de mangueras de hasta 6 metros
(19 pies 8,22 pulg.), los paquetes
de mangueras de robot Robacta y
Robacta Twin suponen una
alternativa económica a los
paquetes de mangueras de robot
con motor Robacta Drive o Robacta Drive Twin.
PT-BR
Geral
Os pacotes de mangueira-Robô e
Robacta e Robacta Twin poderão
ser vendidos em muitas versões e
serão empregados na produção
em série automatizada. Os conjuntos de mangueiras são especialmente adequados para a
soldagem de aço e CrNi.
Poderão ser adquiridas as conexões conjuntamente com as
conexões de água externa e
internamente e também uma
grande quantidade de versões de
tubos em formato curvo.
No pacote de mangueiras de
comprimentos até 6 metros (19
pés 8.22 polegadas) os pacotes
de mangueiras-robô Robacta e
Robacta Twin representam uma
alternativa econômica para os
pacotes de mangueiras-robô
motorizadas Robacta Drive ou
Robacta Drive Twin.
2
Page 5

DE EN FR
Sicherheit
WARNUNG! Fehlerhaft
durchgeführte Arbeiten
können schwerwiegende
Personen- und Sachschäden
verursachen. Beschriebene
Tätigkeiten dürfen nur von
geschultem Fachpersonal
durchgeführt werden! Beachten
Sie das beiliegende Dokument
„Sicherheitsvorschriften“.
WARNUNG! Ein elektri-
scher Schlag kann tödlich
sein. Beschriebene Tätigkeiten
nur durchführen, wenn
- der Netzschalter der
Stromquelle in Stellung -Ogeschaltet ist,
- die Stromquelle vom Netz
getrennt ist.
Safety
WARNING! Work perfor-
med incorrectly can cause
serious injury and damage. The
activities described must only
be carried out by trained and
qualified personnel. Pay particular attention to the enclosed
„Safety rules“ document.
WARNING! An electric
shock can be fatal. Only
carry out the activities described
if
- the power source mains
switch is in the „O“ position,
- the power source is un-
plugged from the mains.
Sécurité
AVERTISSEMENT ! Les
erreurs en cours
d’opération peuvent entraîner
des dommages corporels et
matériels graves. Les opérations décrites doivent être effectuées exclusivement par le
personnel qualifié et formé !
Veuillez respecter le document
joint „Consignes de sécurité“.
AVERTISSEMENT ! Une
décharge électrique peut
être mortelle. Ne réaliser les
tâches décrites que lorsque :
- l’interrupteur principal de la
source de courant est placé
sur -O-,
- la source de courant est
débranchée du réseau.
IT E S
Sicurezza
AVVISO! L’esecuzione
errata delle lavorazioni
può causare gravi danni alle
persone e alle cose. Le attività
descritte devono essere utilizzate esclusivamente da personale
specializzato con apposita
qualifica. Attenersi alle „Norme
di sicurezza“ nel documento
allegato.
AVVISO! Uno shock
elettrico può avere esiti
mortali. Le attività descritte
devono essere eseguite esclusivamente se
- l’interruttore di rete del
generatore si trova in
posizione „O“,
- il generatore è staccato
dalla rete.
Seguridad
¡ADVERTENCIA! Los
trabajos realizados de
forma defectuosa pueden
causar graves daños personales y materiales. ¡Las actividades descritas sólo deben ser
efectuadas por personal técnico
formado! Observar el documento adjunto „Indicaciones de
seguridad“.
¡ADVERTENCIA! Una
descarga eléctrica puede
ser mortal. Realizar las actividades descritas tan sólo cuando:
- El interruptor de red de la
fuente de corriente está en
la posición „O“.
- La fuente de corriente está
desenchufada de la red.
PT-BR
Segurança
ALERTA! Trabalhos
executados com falhas
podem causar graves lesões
em pessoas e danos materiais.
As atividades descritas a seguir,
deverão ser executadas apenas
por pessoal técnico formado!
Respeite o documento em
anexo „Normas de segurança“.
ALERTA! Um choque
elétrico pode ser fatal.
Executar as atividades descritas apenas se
- o interruptor de rede da fonte
de solda estiver na posição
- O -,
- a fonte de solda estiver
desligada da rede.
3
Page 6

DE EN FR
Sicherheit
WARNUNG! Ein elektri-
scher Schlag kann tödlich
sein. Zusätzlich besteht Verletzungsgefahr durch austretende
Drahtelektrode. Vor dem Reinigen des Schweißbrenners und
dem Überprüfen seiner Komponenten, Netzschalter der Stromquelle in Stellung -O- schalten.
VORSICHT! Verbren-
nungsgefahr durch infolge
des Betriebes stark erhitzten
Schweißbrenner. Die Reinigung
des Schweißbrenners und das
Überprüfen seiner Komponenten darf nur in abgekühltem
Zustand des Schweißbrenners
erfolgen.
Safety
WARNING! An electric
shock can be fatal. There
is also a risk of injury from filler
wire emerging. Switch the
power source mains switch to
the „O“ position before cleaning
the welding torch and checking
its components.
CAUTION! When a
welding torch becomes
extremely hot from use, it
represents a fire risk. The
welding torch must only be
cleaned and its components
checked when it is cool.
Sécurité
AVERTISSEMENT ! Une
décharge électrique peut
être mortelle. En outre, risque
de blessure par la sortie du fil
de soudage. Avant le nettoyage
de la torche de soudage et le
contrôle de ses composants,
placer le commutateur
d’alimentation de la source de
courant dans la position - O -.
ATTENTION ! Risque de
brûlure en raison de
l’échauffement important de la
torche de soudage en cours de
fonctionnement. Le nettoyage
de la torche de soudage et le
contrôle de ses composants ne
peuvent être réalisés que si la
torche de soudage est froide.
IT E S
Sicurezza
AVVISO! Uno shock
elettrico può avere esiti
mortali. Sussiste inoltre il
pericolo di ferimento a causa
del filo di saldatura in uscita.
Prima di procedere alla pulizia
della torcia per saldatura e al
controllo dei relativi componenti,
mettere l’interruttore di rete del
generatore in posizione „O“.
PRUDENZA! Pericolo di
ustione per via
dell’elevata temperatura raggiunta dalle torce per saldatura in
uso. Procedere alla pulizia della
torcia per saldatura e al controllo dei relativi componenti solo
quando la torcia per saldatura è
fredda.
Seguridad
¡ADVERTENCIA! Una
descarga eléctrica puede
ser mortal. Adicionalmente
existe peligro de lesiones
originado por la salida del
electrodo de soldadura. Antes
de limpiar la antorcha y comprobar sus componentes se debe
conmutar el interruptor de red a
la posición - O -.
¡PRECAUCIÓN! Peligro
de quemaduras originado
por una antorcha que se ha
calentado excesivamente
durante el servicio. La limpieza
de la antorcha y la comprobación de sus componentes sólo
se debe realizar si la antorcha
se encuentra en estado enfria.
PT-BR
Segurança
ALERTA! Um choque
elétrico pode ser fatal.
Além disso, existe um perigo de
lesão, devido ao eletrodo de
arame que está saindo. Antes
de efetuar a limpeza da tocha e
a verificação dos seus componentes, colocar o interruptor da
fonte de solda na posição - O -.
CUIDADO! Perigo de
queimadura devido à
operação com a tocha de solda
muito aquecida. Efetuar a
limpeza da tocha e a verificação
dos seus componentes apenas
quando a mesma estiver fria.
4
Page 7

DE EN FR
Sicherheit
VORSICHT! Verbrü-
hungsgefahr durch heiße
Kühlflüssigkeit. Die Wasseranschlüsse nur in abgekühltem
Zustand überprüfen.
VORSICHT! Verletzungs-
gefahr durch unzureichende Verbindungen. Sämtliche Kabel, Leitungen und
Schlauchpakete müssen fest,
unbeschädigt, isoliert und
ausreichend dimensioniert sein.
HINWEIS! Wasserge-
kühlte Schweißbrenner
nie ohne Kühlmittel in Betrieb
nehmen. Für hieraus entstandene
Schäden haftet Fronius nicht, und
sämtliche Gewährleistungsansprüche erlöschen.
Safety
CAUTION! Danger of
scalding by hot coolant.
Never check the water connections until they have cooled
down.
CAUTION! Risk of injury
from unsatisfactory
connections. All cables, leads
and hose packs must be properly secured, undamaged,
insulated and adequately
dimensioned.
NOTE! Never operate a
water-cooled welding
torch without coolant. The manufacturer shall not be liable for any
damage resulting from such
improper use. In addition, all
warranty claims will be forfeited.
Sécurité
ATTENTION ! Risque
d’ébouillantage si le
réfrigérant est trop chaud.
Contrôler les raccords d’eau
uniquement à froid.
ATTENTION ! Risque de
blessure si les raccords
ne sont pas appropriés. Tous
les câbles, conduites et
faisceaux de liaison doivent être
solides, intacts, isolés et de
capacité suffisante.
REMARQUE ! Ne jamais
mettre en service la
torche de soudage refroidie par
eau sans réfrigérant. Fronius
n’assume aucune responsabilité
pour les dommages consécutifs et
tous les droits de garantie sont
annulés si cette précision n’est
pas respectée.
IT E S
Sicurezza
PRUDENZA! Pericolo di
ustione in caso di refrigerante surriscaldato. Verificare i
collegamenti dell’acqua soltanto
quando l’apparecchio è freddo.
PRUDENZA! Pericolo di
ferimento in caso di
collegamenti sottodimensionati.
Tutti i cavi, i conduttori e i fasci
cavi devono essere fissi, non
danneggiati, isolati e di dimensioni sufficienti.
AVVERTENZA! Non
mettere mai in funzione le
torce raffreddate ad acqua senza
refrigerante. Per i danni risultanti
da mancanze simili, Fronius non si
assume alcuna responsabilità ed
esclude ogni ricorso alla garanzia.
Seguridad
¡PRECAUCIÓN! Peligro
de lesiones originado por
un líquido refrigerante caliente.
Comprobar las conexiones de
agua sólo en estado enfriado.
¡PRECAUCIÓN! Peligro
de lesiones originado por
uniones inapropiadas. Todos los
cables, líneas y paquetes de
mangueras deben estar fijados,
intactos, aislados y tener una
dimensión suficiente.
¡OBSERVACIÓN! Jamás
se deben poner en
servicio antorchas refrigeradas por
agua sin refrigerante. Fronius
reclina cualquier responsabilidad
para daños que se pudieran
originar y se extinguirán todos los
derechos de garantía.
PT-BR
Segurança
CUIDADO! Perigo de
queimadura devido a
líquido refrigerante quente.
Controlar as ligações de água
apenas quando frias.
CUIDADO! Perigo de
lesão devido a ligações
insuficientes. Todos os cabos,
tubagens e pacotes de mangueiras têm de estar fixos,
intactos, isolados e ter dimensões adequadas.
AVISO! Nunca colocar
tochas de solda refrigeradas, a água em funcionamento
sem agente refrigerante. A Fronius
não se responsabiliza por danos
daí resultantes, ficando anulados
quaisquer direitos de garantia.
5
Page 8

Fdi
VD (m/min)
1
1 2 2,5 3 4 5
t (s)
6
Page 9

DE EN FR
Bedienelemente und
Anschlüsse
* Kabel Kollisionsbox
zum Anschließen des Kabels
an die BNC-Buchse der
Kollisionsbox. Die Kollisionsbox stoppt im Fall einer
Kollision des Schweißbrenners mit einem Hindernis die
Vorschubbewegung des
Roboters und den Schweißvorgang.
** Taste Drahteinfädeln
zum gas- und stromlosen
Einfädeln der Drahtelektrode.
Solange die Taste Drahteinfädeln gedrückt bleibt, wird die
Drahtelektrode eingefädelt.
Die Einfädelgeschwindigkeit
hängt von der Dauer ab, wie
lange die Taste Drahteinfädeln gedrückt wird (Bild 2).
*** Taste Schweißstart
Controls and connections
* Collision box cable
for connecting the cable to the
BNC socket on the collision
box. If the welding torch
collides with an obstacle, the
collision box stops the feeding
movement of the robot and
also stops the welding process.
** „Feeder inching“ button
for feeding in the filler wire with
no accompanying flow of gas
or current. As long as the
feeder inching button is held
down, the filler wire is fed in.
The feeder inching speed
depends on the length of time
that the feeder inching button
is held down (Fig. 2).
*** Start welding button
Éléments de commande et connexions
* Câble boîte de collision
pour raccorder le câble au
connecteur BNC de la boîte de
collision. En cas de collision
de la torche de soudage avec
un obstacle, la boîte de
collision stoppe le mouvement
d’avance du robot et
l’opération de soudage.
** Touche Introduction fil
pour insérer le fil de soudage
sans gaz ni courant. Aussi
longtemps que la touche
Introduction fil est maintenue
enfoncée, le fil de soudage est
inséré.
La vitesse d’insertion du fil
dépend de la durée pendant
laquelle la touche Introduction
fil est maintenue enfoncée
(figure 2).
*** Touche Démarrage du soudage
IT E S
Elementi di comando e
collegamenti
* Scatola di collisione del cavo
per il collegamento del cavo
alla boccola BNC della scatola
di collisione. La scatola di
collisione arresta
l’avanzamento del robot e il
processo di saldatura in caso
di collisione della torcia per
saldatura con un ostacolo.
** Tasto inserimento filo
per inserire il filo di saldatura
senza gas e senza corrente.
Il filo di saldatura viene infilato
per tutto il tempo in cui si
tiene premuto il tasto inserimento filo.
La velocità di inserimento filo
varia in funzione del tempo
durante il quale si tiene
premuto il tasto inserimento
filo (figura 2).
*** Tasto Avvio della saldatura
Elementos de manejo y
conexiones
* Cable caja de colisiones
Para la conexión del cable a al
zócalo BNC de la caja de
colisiones. En caso de cualquier colisión de la antorcha
con un obstáculo, la caja de
colisiones detiene el movimiento de avance del robot y el
proceso de soldadura.
** Tecla Enhebrar hilo
Para enhebrar el electrodo de
soldadura sin gas ni corriente.
El electrodo de soldadura está
siendo enhebrado mientras se
pulsa la tecla Enhebrar hilo.
La velocidad de enhebrado
varía en función del tiempo que
se pulsa la tecla Enhebrar hilo
(ilustración 2).
*** Tecla Inicio de soldadura
PT-BR
Elementos de manuseio e conexões
* Cabo caixa de colisão
para a conexão do cabo na
bucha-BNC da caixa de
colisão. A caixa de colisão
pára o movimento de avanço
do robô e o processo de
soldagem, no caso de uma
colisão da tocha com um
obstáculo.
** Botão inserir o arame
para inserir o eletrodo de
arame isento de gás e energia
elétrica. Durante o tempo que
o botão “inserir arame” continuar apertado, será inserido o
eletrodo de arame.
A velocidade de inserir depende da duração de quanto
tempo o botão “inserir arame”
for apertado (Fig. 2).
*** Início de soldagem
7
Page 10

1
2
3
1
4
3
5
1
1
2
2
1
2
2
4
3
5
2
1
3
8
Page 11

DE EN FR
Halteschelle / Justierschelle montieren
Wichtig! Robacta Twin wird mit
serienmäßig montierter Halteschelle ausgeliefert.
Halteschelle Robacta und Justierschelle Robacta dienen zur Montage des Robacta-Schlauchpaketes
am Roboter oder am SchweißAutomaten.
Die Justierschelle unterstützt eine
TCP-Korrektur am Roboter. Die
Justierschelle Robacta lässt sich
derart einstellen, dass bei einer
Korrekturbewegung des Roboters
die Position des Lichtbogens
beibehalten wird. Eine zusätzliche
Korrekturbewegung des Roboters
in x- oder in y-Richtung ist daher
nicht erforderlich.
Fitting the clamp/adjusting clip
Important! The Robacta Twin
comes with a clamp fitted as
standard.
The Robacta clamp and Robacta
adjusting clip are for fitting the
Robacta hose pack to the robot or
to the welding machine.
The adjusting clip supports TCP
correction on the robot. The
Robacta adjusting clip can be
adjusted in such a way that the
position of the arc is maintained
during a corrective movement by
the robot. The robot therefore
needs no additional corrective
movement in the x or y direction.
Monter le collier de
fixation / la bride de
réglage
Important ! Robacta Twin est
fourni avec un collier de fixation
installé de série.
Le collier de fixation Robacta et la
bride de réglage Robacta servent
à monter le faisceau de liaison
Robacta sur le robot ou sur
l’automate de soudage.
La bride de réglage facilite la
rectification du TCP au niveau du
robot. La bride de réglage Robacta
doit être positionnée de manière à
éviter tout déplacement de l’arc
électrique en cas de mouvement
de rectification du robot. Ainsi,
aucun déplacement de correction
supplémentaire du robot sur l’axe
x ou y n’est nécessaire.
IT E S
Montaggio della fascetta di supporto / della
fascetta di regolazione
Importante! Robacta Twin viene
consegnato con la fascetta di
supporto già montata di serie.
La fascetta di supporto Robacta e
la fascetta di regolazione Robacta
servono per il montaggio del fascio
cavi Robacta sul robot o su dispositivi di saldatura automatici.
La fascetta di regolazione supporta la correzione TCP sul robot. La
fascetta di regolazione Robacta
può essere disposta in maniera da
mantenere la posizione dell’arco
voltaico durante il movimento di
correzione. Non è pertanto necessario un ulteriore movimento
correttivo del robot in senso x o y.
Montar la abrazadera
de sujeción/abrazadera
de ajuste
¡Importante! Robacta Twin se
entrega con una abrazadera de
sujeción montada de serie.
La abrazadera de sujeción Robacta y la abrazadera de ajuste
Robacta sirven para el montaje del
paquete de mangueras Robacta
en el robot o en el autómata de
soldadura.
La abrazadera de ajuste soporta la
corrección TCP en el robot. La
abrazadera de ajuste se puede
ajustar de tal modo que se mantiene la posición del arco voltaico
durante un movimiento de corrección del robot. Por tanto, no se
requiere ningún movimiento de
corrección adicional en sentido X
o Y.
PT-BR
Montar braçadeira de
fixação/ braçadeira de
ajuste
Importante! Robacta Twin será
fornecido com braçadeira de
fixação montada de série.
A braçadeira de fixação Robacta e
a braçadeira de ajuste Robacta
servem para a montagem do
pacote de mangueiras Robacta no
robô ou no sistema automático de
soldagem.
A braçadeira de ajuste apóia uma
correção-TCP no robô. A braçadeira de ajuste Robacta se deixa
ajustar de tal forma que em caso
de um movimento de correção do
robô permaneça a posição do
arco voltaico. O robô se auto
corrige em direção a x ou y por
isso não ser necessário uma
correção.
9
Page 12

2
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alargador
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
3
10
Page 13
DE EN FR
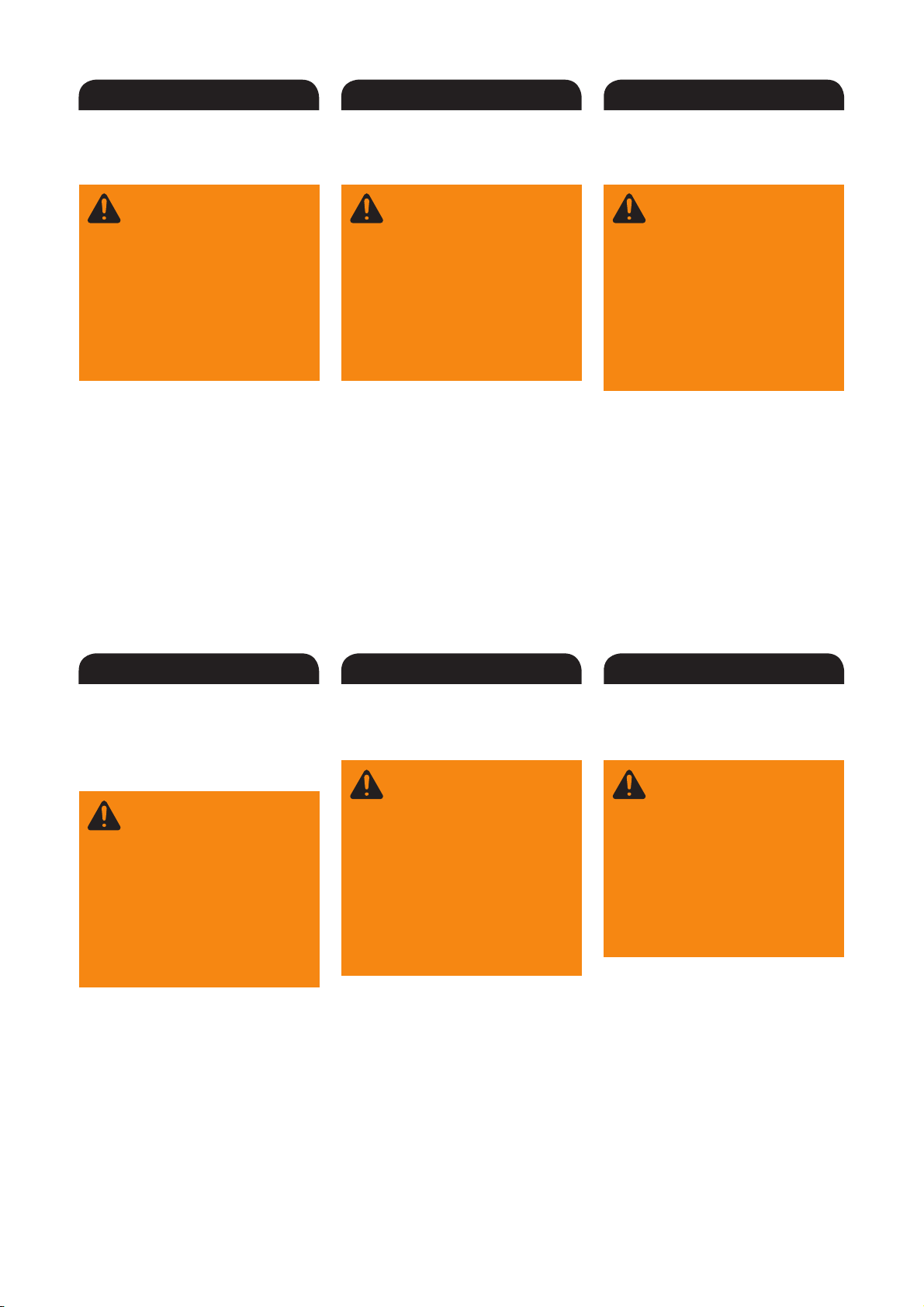
Haltewinkel montieren
(Standard)
WARNUNG! Fehlerhaft
durchgeführte Arbeiten
können schwerwiegende Sachund Personenschäden verursachen. Diese Montage darf nur
von geschultem Fachpersonal
durchgeführt werden! Beachten
Sie die Sicherheitsvorschriften in
der Bedienungsanleitung der
Stromquelle.
Wichtig! Zum Fixieren der eingerichteten Stellung verbohren Sie die
Halter mit Ø5,8 mm und reiben
mittels einer Reibahle die Bohrung
für den Pass-Stift Ø6G7 auf.
Wichtig! Der Haltewinkel muss mit
einer Pass-Schulter-Schraube M8
und mit einer Schraube M6 montiert werden. Nach dem Verschrauben muss noch ein Pass-Stift (Ø6
mm) zur Sicherung eingepresst
werden.
Fitting the mounting
bracket (standard)
WARNING! Work perfor-
med incorrectly can cause
serious injury to people and
damage to property. This installation must only be carried out
by trained and qualified personnel. Observe the safety rules in
the power source operating
instructions.
Important! Drill a Ø5.8 mm hole
for the mounting bracket and use a
reamer to enlarge the hole so it
can accommodate the dowel pin
(Ø6G7).
Important! The mounting bracket
must be fitted using an M8 shoulder screw and an M6 screw. After
screwing the mounting bracket in
place, another dowel pin (Ø6 mm)
must bei driven in to secure it.
Monter l’angle d’arrêt
(standard)
AVERTISSEMENT! Les
erreurs en cours
d’opération peuvent entraîner de
graves dommages corporels et
matériels. Ce montage doit être
effectué exclusivement par du
personnel qualifié et formé !
Respectez les consignes de
sécurité figurant dans les
instructions de service de la
source de courant.
Important! Pour assurer la fixation
dans la position définie, percer le
support au diamètre 5,8 mm et, à
l’aide d’un alésoir, adapter le
perçage pour la goupille de serrage
Ø6 G7.
Important! L’angle d’arrêt doit être
monté avec une vis ajustable à
épaulement M8 et avec une vis M6.
Lorsque le vissage est terminé,
enfoncer une goupille de serrage
(Ø 6 mm) pour bloquer.
IT E S
Montaggio
dell’angolare di supporto (standard)
AVVISO! L’esecuzione
errata degli interventi può
causare gravi lesioni personali e
danni materiali. Il montaggio
deve essere eseguito unicamente da personale qualificato e
addestrato. Osservare le norme
di sicurezza riportate nelle
istruzioni per l’uso del generatore.
Importante! Per fissare la posizione di installazione praticare sui
supporti dei fori con Ø 5,8 mm e
alesare il foro per la spina di
registro con un alesatore Ø 6G7.
Importante! L’angolare di supporto
deve essere montato con una vite
con spallamento M8 e una vite M6.
Dopo il fissaggio con le viti occorre
inserire a pressione anche una
spina di registro (Ø 6 mm) per
assicurarlo.
Montar la escuadra de
fijación (estándar)
¡ADVERTENCIA! Los
trabajos realizados de
forma defectuosa pueden causar
graves daños materiales y
personales. ¡Este montaje sólo
debe ser efectuado por personal
técnico formado! Tener en
cuenta las indicaciones de
seguridad que figuran en el
manual de instrucciones de la
fuente de corriente.
¡Importante! Para fijar la posición
configurada es necesario taladrar
los soportes con Ø 5,8 mm y
escariar el taladro para el pasador
de ajuste Ø 6 G7 con un escariador.
¡Importante! La escuadra de
fijación debe montarse con un
tornillo de hombro de ajuste M8 y
con un tornillo M6. Después del
atornillado es necesario introducir
a presión un pasador de ajuste (Ø
6 mm) a modo de protección.
PT-BR
Montar o ângulo de
retenção (padrão)
Alerta! Serviços presta-
dos de forma incorreta
podem causar danos materiais e
lesões pessoais graves. Esta
montagem pode ser executada
apenas por especialistas treinados! Observar as normas de
segurança no manual de instruções da fonte de solda.
Importante! Para a fixação da
posição estabelecida, perfure os
apoios com Ø5,8 mm e, através de
fricção, aumente o furo para o pino
de passagem Ø6G7 com um
alargador.
Importante! O ângulo de retenção
deve ser montado com um parafuso de regulagem de ressalto M8 e
com um parafuso M6. Após o
parafusamento, um pino de passagem (Ø6 mm) deve ser introduzido
para maior segurança.
11
Page 14
2
Reibahle /
Reamer /
Alésoir /
Alesatore /
Escariador /
Alargador
Ø6G7
Bohrer /
Drill /
Foret /
Punta del
trapano /
Broca /
Broca
Ø5,8
3
12
Page 15

DE EN FR
Haltewinkel montieren
(Individuell)
WARNUNG! Fehlerhaft
durchgeführte Arbeiten
können schwerwiegende Sachund Personenschäden verursachen. Diese Montage darf nur
von geschultem Fachpersonal
durchgeführt werden! Beachten
Sie die Sicherheitsvorschriften in
der Bedienungsanleitung der
Stromquelle.
Wichtig! Zum Fixieren der eingerichteten Stellung verbohren Sie die
Halter mit Ø5,8 mm und reiben
mittels einer Reibahle die Bohrung
für den Pass-Stift Ø6G7 auf.
Wichtig! Der Haltewinkel muss mit
einer Pass-Schulter-Schraube M8
montiert werden. Danach muss der
gewünschte Winkel eingestellt und
zwei Pass-Stifte (Ø6 mm) zur
Sicherung eingepresst werden.
Fitting the mounting
bracket (individually)
WARNING! Work perfor-
med incorrectly can cause
serious injury to people and
damage to property. This installation must only be carried out
by trained and qualified personnel. Observe the safety rules in
the power source operating
instructions.
Important! Drill a Ø5.8 mm hole
for the mounting bracket and use a
reamer to enlarge the hole so it
can accommodate the dowel pin
(Ø6G7).
Important! The mounting bracket
must be fitted using an M8 shoulder screw. The required bracket
must then be positioned and two
dowel pins (Ø6 mm) driven in to
secure it.
Monter l’angle d’arrêt
(individuel)
AVERTISSEMENT! Les
erreurs en cours
d’opération peuvent entraîner de
graves dommages corporels et
matériels. Ce montage doit être
effectué exclusivement par du
personnel qualifié et formé !
Respectez les consignes de
sécurité figurant dans les
instructions de service de la
source de courant.
Important! Pour assurer la fixation
dans la position définie, percer le
support au diamètre 5,8 mm et, à
l’aide d’un alésoir, adapter le
perçage pour la goupille de serrage
Ø6 G7.
Important! L’angle d’arrêt doit être
monté avec une vis ajustable à
épaulement M8. Régler ensuite
l’angle souhaité et enfoncer deux
goupilles de serrage (Ø 6 mm) pour
bloquer.
IT E S
Montaggio
dell’angolare di supporto (individuale)
AVVISO! L’esecuzione
errata degli interventi può
causare gravi lesioni personali e
danni materiali. Il montaggio
deve essere eseguito unicamente da personale qualificato e
addestrato. Osservare le norme
di sicurezza riportate nelle
istruzioni per l’uso del generatore.
Importante! Per fissare la posizione di installazione praticare sui
supporti dei fori con Ø 5,8 mm e
alesare il foro per la spina di
registro con un alesatore Ø 6G7.
Importante! L’angolare di supporto
deve essere montato con una vite
con spallamento M8. Dopo di che
occorre installare l’angolare desiderato e inserire a pressione due
spine di registro (Ø 6 mm) per
assicurarlo.
Montar la escuadra de
fijación (individual)
¡ADVERTENCIA! Los
trabajos realizados de
forma defectuosa pueden causar
graves daños materiales y
personales. ¡Este montaje sólo
debe ser efectuado por personal
técnico formado! Tener en
cuenta las indicaciones de
seguridad que figuran en el
manual de instrucciones de la
fuente de corriente.
¡Importante! Para fijar la posición
configurada es necesario taladrar
los soportes con Ø 5,8 mm y
escariar el taladro para el pasador
de ajuste Ø 6 G7 con un escariador.
¡Importante! La escuadra de
fijación debe montarse con un
tornillo de hombro de ajuste M8. A
continuación debe ajustarse el
ángulo deseado e introducir a
presión dos pasadores de ajuste
(Ø 6 mm) a modo de protección.
PT-BR
Montar o ângulo de
retenção (individual)
Alerta! Serviços presta-
dos de forma incorreta
podem causar danos materiais e
lesões pessoais graves. Esta
montagem pode ser executada
apenas por especialistas treinados! Observar as normas de
segurança no manual de instruções da fonte de solda.
Importante! Para a fixação da
posição estabelecida, perfure os
apoios com Ø5,8 mm e, através de
fricção, aumente o furo para o pino
de passagem Ø6G7 com um
alargador.
Importante! O ângulo de retenção
deve ser montado com um parafuso de regulagem de ressalto M8.
Depois, o ângulo desejado deve
ser ajustado e dois pinos de
passagem (Ø6 mm) devem ser
introduzidos para maior segurança.
13
Page 16

1
1
1
2
1
4
3
2
4
3
1
2
4
3
2
5
14
Page 17

DE EN FR
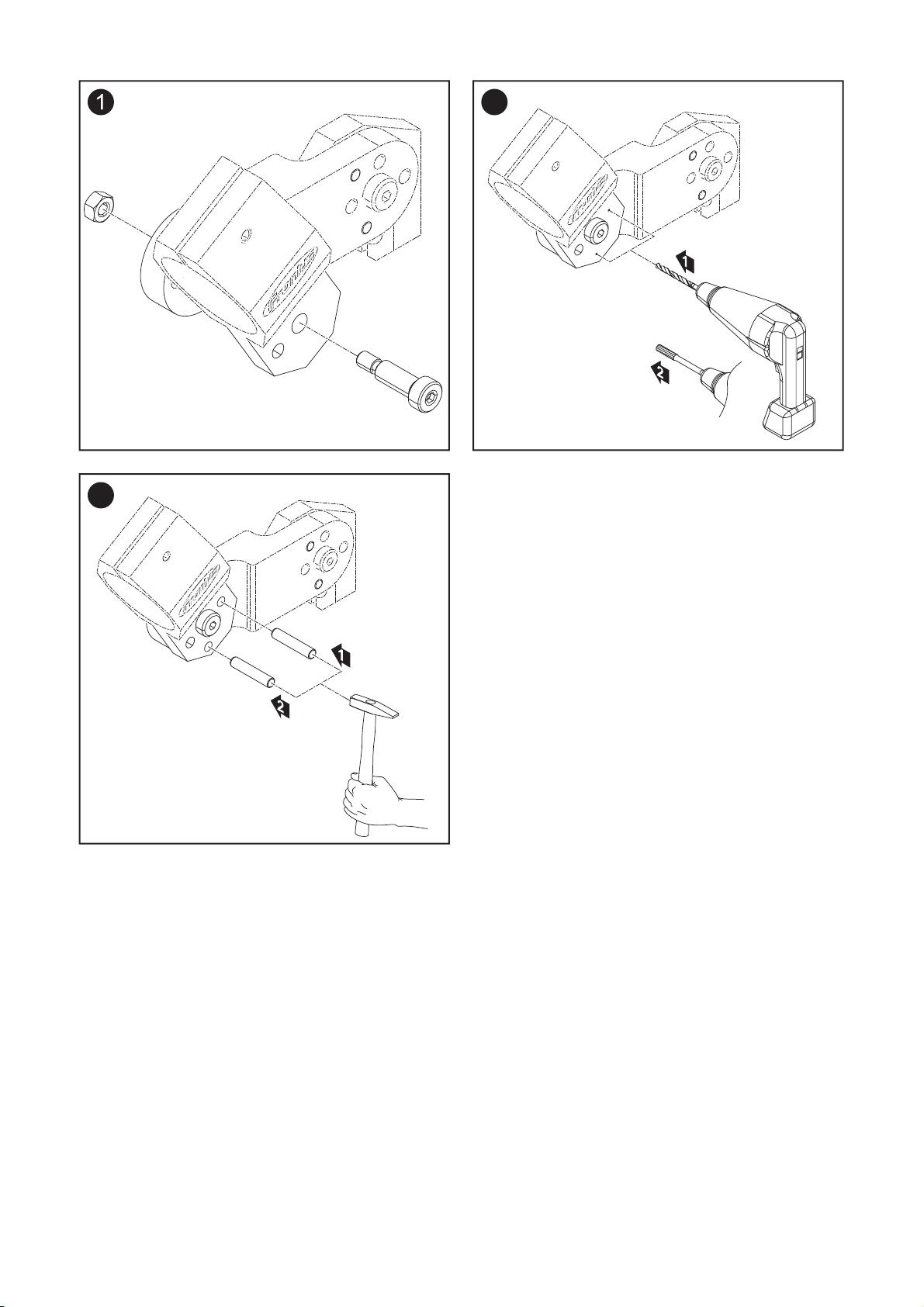
Robacta-Rohrbogen
demontieren und montieren
HINWEIS! Gefahr von
Kühlmittel-Austritt durch
lose Überwurfmutter. Beim Montieren des Rohrbogens auf festen
Sitz der Überwurfmutter achten:
Überwurfmutter mittels Gabelschlüssel anziehen.
Für ein definiertes, nachvollziehbares Anzugsmoment Gabelschlüssel und DrehmomentSchlüssel verwenden, ideales
Anzugsmoment = 18 ±2 Nm.
Robacta torch necks dismantling and assembling
NOTE! Risk of coolant
escaping through loose
union nut. When fitting the torch
neck, ensure that the union nut is
securely fastened: Tighten union
nut using a flat spanner.
For a defined, reproducible tightening torque, use a flat spanner and
torque wrench, ideal tightening
torque = 18 ±2 Nm.
Démonter et monter
un coude Robacta
REMARQUE ! Risque de
fuite de réfrigérant si
l’écrou-raccord n’est pas convenablement serré. Lors du montage
du coude, veillez à bien serrer
l’écrou-raccord : utilisez une clé à
fourche pour serrer fermement
l’écrou.
Pour un couple de serrage clair et
défini, utilisez une clé à fourche et
une clé dynamométrique ; couple
de serrage idéal = 18 ±2 Nm.
IT E S
Smontaggio e montaggio
del tubo ricurvo Robacta
AVVERTENZA! Se il
dado a raccordo non è
correttamente serrato, sussiste il
pericolo di fuoriuscita del refrigerante. Al momento del montaggio
del tubo ricurvo, accertarsi che il
dado a raccordo sia correttamente
posizionato: serrare il dado a
raccordo con la chiave fissa.
Per ottenere una coppia definita e
riproducibile, utilizzare la chiave
fissa e la chiave dinamometrica,
coppia ideale= 18 ±2 Nm.
Desmontar y montar el
codo de tubo Robacta
¡OBSERVACIÓN! Riesgo
de fuga de refrigerante
por un racor suelto. Durante el
montaje del codo de tubo se debe
prestar atención al asiento firme
del racor. Apretar el racor mediante una llave de boca.
Para un par de apriete definido y
reproducible se debe utilizar una
llave de boca y una llave dinamométrica, par de apriete ideal = 18
±2 Nm.
PT-BR
Desmontar e montar o
tubo de curvado-robacta
AVISO! Existe perigo de
vazamento do produto de
refrigeração por porca de capa
solta. Tome a precaução na
montagem do tubo curvado sobre
o assento firme da porca de capa:
Apertar a porca de capa com
chave de boca.
Para um torque definitivo e reproduzível, utilizar chave de boca e
chave de torque; torque de aperto
ideal = 18 ±2 Nm.
15
Page 18
1
2
1
3
2
1
54
6
7
3
3
1
2
1
5
3
5
6
4
2
4
5
16
6
x.3
x.2
x.1
2
1
x.3
x.1
x.2
3
Page 19

DE EN FR
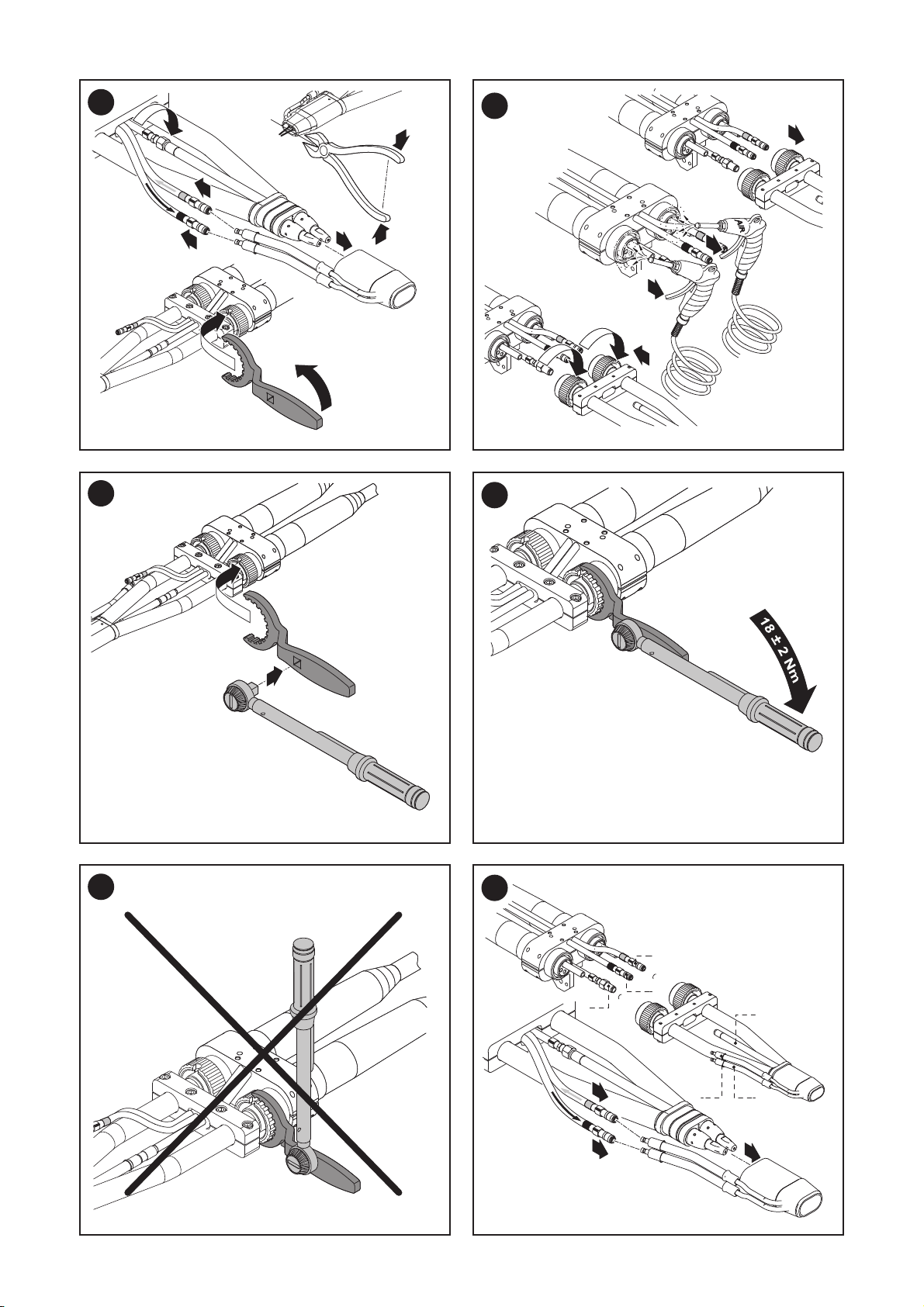
Robacta Twin Rohrbogen demontieren und
montieren
HINWEIS! Gefahr von
Kühlmittel-Austritt durch
lose Überwurfmuttern. Beim
Montieren des Twin-Rohrbogens
auf festen Sitz der Überwurfmuttern achten: Überwurfmutter
mittels Gabelschlüssel und Drehmoment-Schlüssel anziehen,
Anzugsmoment = 18 ±2 Nm.
HINWEIS! Beim An- und
Abschließen der Leitungen folgende Reihenfolge einhalten:
1. Ausblas-Leitung x.1
2. Wasser-Vorlauf x.2 (blau)
3. Wasser-Rücklauf x.3 (rot)
Dismantling and assembling Robacta Twin
torch necks
NOTE! Risk of coolant
escaping through loose
union nuts. When fitting the Twin
torch neck, ensure that the union
nuts are securely fastened: Tighten union nuts using flat spanner
and torque wrench, tightening
torque = 18 ±2 Nm.
NOTE! When connecting
and terminating lines,
observe the following sequence:
1. Blow-out line x.1
2. Water flow x.2 (blue)
3. Water return x.3 (red)
Démonter et monter un
coude Robacta Twin
REMARQUE ! Risque de
fuite de réfrigérant si les
écrous-raccords ne sont pas
convenablement serrés. Lors du
montage du coude Twin, veillez à
bien serrer les écrous-raccords :
Utilisez une clé à fourche et une
clé dynamométrique pour serrer
les écrous-raccords, couple de
serrage = 18 ±2 Nm.
REMARQUE! Respectez
l’ordre ci-dessous lors de
la connexion et de la déconnexion
des conduites :
1. Conduite de soufflage x.1
2. Arrivée d’eau x.2 (bleu)
3. Retour d’eau x.3 (rouge)
IT E S
Smontaggio e montaggio del tubo ricurvo
Robacta Twin
AVVERTENZA! Se i dadi
a raccordo non sono
correttamente serrati, sussiste il
pericolo di fuoriuscita del refrigerante. Al momento del montaggio
del tubo ricurvo Twin, accertarsi
che i dadi a raccordo siano correttamente posizionati: serrare i dadi
a raccordo utilizzando la chiave
fissa e la chiave dinamometrica,
coppia = 18 ±2 Nm.
AVVERTENZA! Quando
si collegano e si scollegano le linee, attenersi alla seguente
sequenza:
1. Linea dell’aria compressa x.1
2. Mandata dell’acqua x.2 (blu)
3. Ritorno dell’acqua x.3 (rosso)
Desmontar y montar el
codo de tubo Robacta
Twin
¡OBSERVACIÓN! Riesgo
de fuga de refrigerante
por un racores sueltos. Durante el
montaje del codo de tubo se debe
prestar atención al asiento firme
de los racores: Apretar el racor
mediante una llave de boca y una
llave dinamométrica, par de
apriete = 18 ±2 Nm.
¡OBSERVACIÓN! Al
conectar y desconectar
las líneas se debe mantener el
siguiente orden de secuencia:
1. Línea de soplado x.1
2. Avance de agua x.2 (azul)
3. Retorno de agua x.3 (rojo)
PT-BR
Desmontar e montar o
tubo curvado Robacta
Twin
AVISO! Perigo de vaza-
mento do produto de
refrigeração por porca de capa
solta. Tome a precaução na
montagem do tubo curvado-Twin
sobre o assento firme da porca de
capa: Apertar a porca de capa
com chave de boca e chave de
torque; torque de aperto = 18 ±2
Nm.
AVISO! Na conexão e
desconexão dos condutores cumpra a seguinte seqüência:
1. Condutor de sopro 1x
2. Fluxo de saída-água 2 x
(azul)
3. Fluxo de retorno da água 3 x
(vermelho)
17
Page 20

18
Page 21

DE EN FR
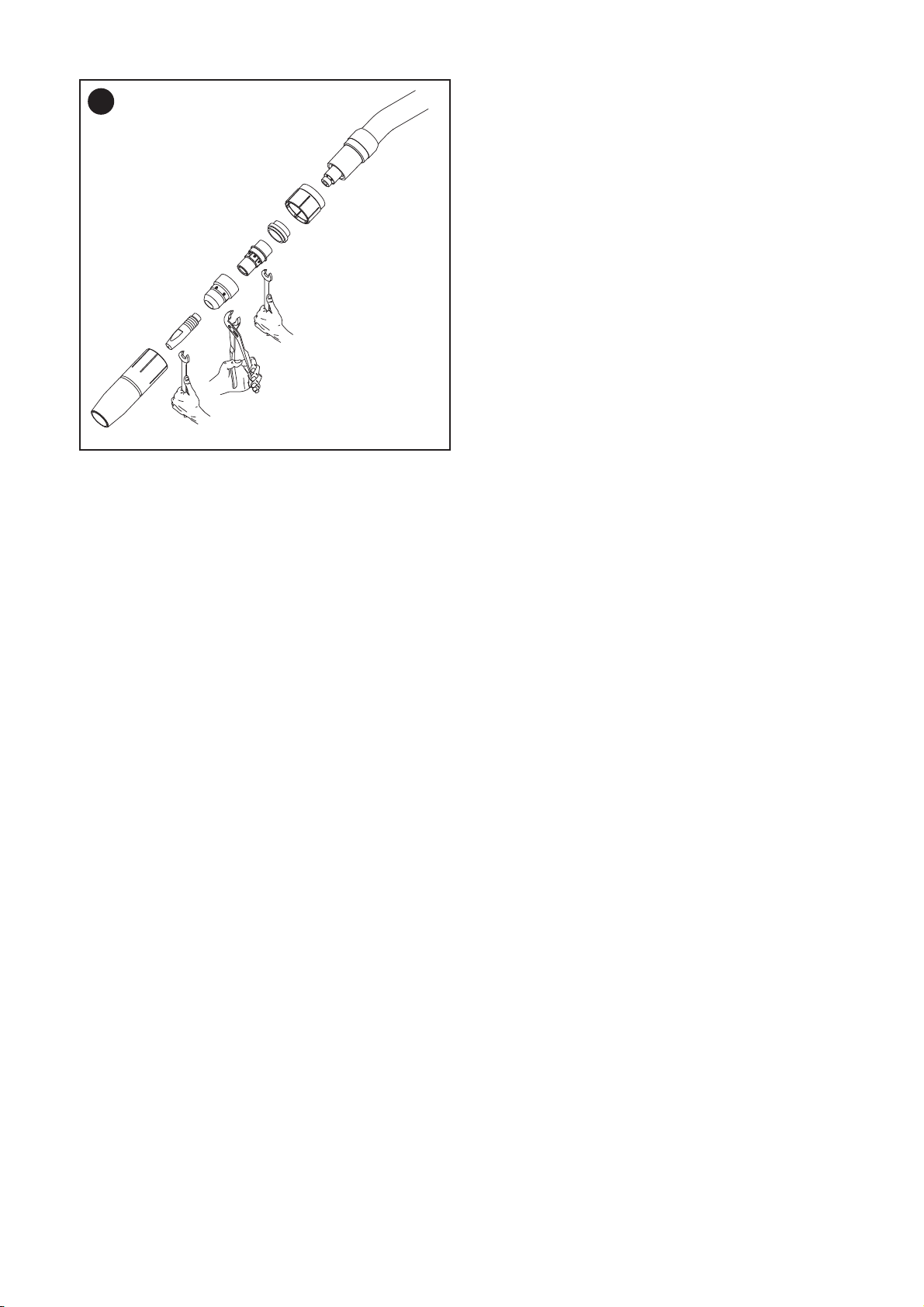
Robacta Twin Compact
Pro Rohrbogen demontieren und montieren
Dismantling and assembling Robacta
Twin Compact Pro
torch necks
Démonter et monter un
coude Robacta Twin
Compact Pro
IT E S
Smontaggio e montaggio del tubo ricurvo
Robacta Twin Compact
Pro
Desmontar y montar el
codo de tubo Robacta
Twin Compact Pro
PT-BR
Desmontar e montar o
tubo curvado Robacta
Twin Compact Pro
19
Page 22

1
1
2
3
*
4
5
20
Page 23

DE EN FR
Roboter-Schlauchpaket anschließen
* Anschluss für Option Brenner-
ausblasen
HINWEIS! Mit Fremdluft
vermengtes Schutzgas
führt zu beeinträchtigten Schweißergebnissen.
- Schlauchende unbedingt mit
dem mitgelieferten Stöpsel
abdichten, wenn der Anschluss Brennerausblasen
nicht genützt wird
- Schlauch nicht anstecken,
wenn am Magnetventil für die
Funktion Ausblasen keine
Druckluft angeschlossen ist.
Schlauch mit Stöpsel abdichten.
Connecting the robot
hose pack
* Connection for torch blow-off
option
NOTE! Shielding gas
mixed with extraneous air
has an adverse effect on welding
results.
- The end of the hose must be
sealed off with the stopper
supplied if the torch blow-off
connection is not in use
- Do not connect the hose if no
compressed air is connected
to the solenoid valve for the
blow-off function. Seal hose
with stopper.
Brancher le faisceau
de liaison du robot
* Raccord pour l’option Souffla-
ge de la torche
REMARQUE ! Un gaz
protecteur additionné d’air
étranger ne permettra pas
d’obtenir des résultats de soudage
optimaux.
- Toujours bloquer l’extrémité
du tuyau à l’aide du bouchon
fourni lorsque le raccord de
soufflage de la torche n’est
pas utilisé
- Ne pas brancher le tuyau si
l’air comprimé n’est pas
raccordé au niveau de
l’électrovanne pour la fonction
Soufflage. Fermer le tuyau à
l’aide du bouchon.
IT E S
Collegamento del fascio cavi per robot
* Collegamento per l’opzione
„Pulitura della torcia con aria
compressa“
AVVERTENZA! Se il gas
inerte viene contaminato
da aria esterna, i risultati di saldatura potrebbero risentirne.
- Quando il collegamento
dell’aria compressa per la
pulitura della torcia non è in
uso, è assolutamente necessario mettere a tenuta
l’estremità del tubo utilizzando
il tappo appositamente fornito.
- Non collegare il tubo se alla
valvola magnetica non è
collegata l’aria compressa per
la funzione di pulitura con aria
compressa. Mettere a tenuta il
tubo utilizzando l’apposito
tappo.
Conectar el paquete de
mangueras de robot
* Conexión para la opción
limpieza de la antorcha por
soplado
¡OBSERVACIÓN! Gas
protector mezclado con
aire externo origina mermas en los
resultados de soldadura.
- Es imprescindible impermea-
bilizar el extremo de manguera con el tapón suministrado
adjunto cuando no se utiliza la
conexión de limpieza de la
antorcha por soplado.
- No conectar la manguera
cuando no hay aire a presión
conectada a la electroválvula
para la función de soplado.
Impermeabilizar la manguera
con el tapón.
PT-BR
Conectar pacote de
mangueiras-robô
* Conexão para a opção soprar
tocha
AVISO! Gás inerte
misturado com ar externo
causa prejuízo para os resultados
de soldagem.
- Vedar o topo de mangueira
impreterivelmente com o
bujão fornecido em conjunto
quando a conexão de sopro
de tocha não seja utilizado
- Não encaixar a mangueira
quando na válvula solenóide
não estiver conectado ar
comprimido para a função
soprar. Vedar a mangueira
com o bujão.
21
Page 24

22
Page 25

DE EN FR
Richtige Verlegung des
Roboter-Schlauchpaketes
Um eine optimale Drahtförderung
zu erreichen, bei der Verlegung
des Schlaupaketes folgendes
beachten:
- Schlauchpakt nicht knicken
- Schlauchpaket möglichst
geradlinig auslegen
- Schlauchpaket nicht überstrecken, vor allem im Roboterbetrieb
- Biegeradien im Schlauchpaket so groß wie möglich
halten
- Balancer und SchlauchpaketHalterungen verwenden (z.B.:
Schlauchpaket-Halterung
Universal)
Correct laying of the
robot hose pack
To attain optimum wirefeed,
observe the following when laying
the hose pack:
- Do not kink the hose pack
- Arrange the hose pack in as
straight a line as possible
- Do not overstretch the hose
pack, especially in robot mode
- Keep bends in the hose pack
as wide as possible
- Use balancers and hose pack
holders (e.g.: Universal hose
pack holder)
Pose convenable du
faisceau de câbles
Pour assurer une avance optimale
du fil, respectez les instructions cidessous lors de la pose du
faisceau :
- Ne pas plier le faisceau de
câbles
- Poser le faisceau de câbles le
plus droit possible
- Ne pas tirer excessivement
sur le faisceau de câbles, en
particulier en mode robot
- Conserver des rayons de
courbure du faisceau de
câbles aussi élevés que
possible
- Utiliser un balanceur et des
supports de faisceau de
liaison (par exemple : Support
faisceau de liaison universel)
IT E S
Corretta disposizione
dei fasci cavi per robot
Per ottenere un’alimentazione filo
ottimale, al momento della disposizione del fascio cavi accertarsi:
- di non piegare il fascio cavi
- di disporre il fascio cavi il più
possibile in posizione distesa
- non tirare eccessivamente il
fascio cavi, soprattutto in
modalità robot.
- di mantenere più ampi possibile i raggi di curvatura del
fascio cavi
- di utilizzare il bilanciatore e i
supporti dei fasci cavi (per
es.: il supporto per fasci cavi
Universal)
Tendido correcto del
paquete de manguera
de robot
Respecto al tendido del paquete
de mangueras se debe tener en
cuenta lo siguiente a fin de conseguir un transporte óptimo de hilo:
- No doblar el paquete de
mangueras
- Tender el paquete de mangueras lo más recto posible
- No estirar el paquete de
mangueras excesivamente,
sobre todo en caso de operación de robot
- Mantener los radios de flexión
en el paquete de mangueras
lo más grande posible
- Utilizar un dispositivo de
balance y soportes para el
paquete de mangueras (por
ejemplo: soporte para el
paquete de mangueras
Universal)
PT-BR
Instalação correta do
pacote de mangueirasrobô
Para alcançar um transporte de
arame perfeito considerar na
instalação do pacote de mangueiras o seguinte:
- Não dobrar o pacote de
mangueiras
- Colocar no máximo possível,
o pacote de mangueiras reto
- Não esticar demais o pacote
de mangueiras principalmente
em operação de robô
- Deixar o máximo possível
grande os raios de curvas no
pacote de mangueiras
- Utilizar balanceadores e
suportes-pacote de mangueiras (por exemplo: suporte de
pacote de mangueiras Universal)
23
Page 26

1
2
1
2
3
1
4
2
*
1
*
1
24
Page 27

DE EN FR
Gasdüse wechseln
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
HINWEIS! Beschädi-
gungsgefahr der O-Ringe
durch unsachgemäßes
Abnehmen oder Aufsetzen der
Gasdüse. Gasdüse nur bei geöffneter Überwurfmutter abnehmen
oder aufsetzen.
Wichtig! Beim Aufsetzen der
Gasdüse darauf achten, dass die
Bohrungen des Lochringes genau
über den Bohrungen im Brennerkörper liegen. Andernfalls ist eine
ausreichende Kühlung der Gasdüse nicht gewährleistet.
* vorgegebene Drehrichtung!
Replacing the gas nozzle
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
NOTE! The O-rings may
be damaged if the gas
nozzle is removed or
replaced incorrectly. Always open
the union nut before removing or
replacing the gas nozzle.
Important! When replacing the
gas nozzle, ensure that the holes
on the perforated ring are positioned exactly over the holes in the
torch body. Otherwise, sufficient
cooling of the gas nozzle cannot
be guaranteed.
* specified direction of rotation
Remplacer la buse gaz
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
REMARQUE ! Risque de
dommage sur les joints
toriques en cas de retrait
ou de montage non conforme de
la buse gaz. Retirer ou monter la
buse gaz uniquement avec
l’écrou-raccord ouvert.
Important ! Lors du montage de la
buse gaz, veiller à ce que les trous
de la bague soient placés exactement au-dessus des trous du
corps de la torche. Dans le cas
contraire, le refroidissement
suffisant de la buse gaz n’est pas
garanti.
* Sens de rotation indiqué !
IT E S
Sostituzione dell’ugello
del gas
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
AVVERTENZA! Una
rimozione o un posiziona-
mento impropri dell’ugello
del gas potrebbero danneggiare le
guarnizioni circolari. Rimuovere o
posizionare l’ugello del gas esclusivamente con il dado per raccordi
aperto.
Importante! Nel posizionare
l’ugello del gas, prestare attenzione a collocare i fori della guarnizione circolare in corrispondenza
esatta dei fori nel corpo della
torcia. In caso contrario, non sarà
possibile garantire un raffreddamento sufficiente dell’ugello del
gas.
* senso di rotazione predefinito
Cambiar el inyector de
gas
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
¡OBSERVACIÓN! Riesgo
de dañar las juntas
tóricas debido a la retirada o colocación indebida del
inyector de gas. Sólo se debe
retirar o colocar el inyector de gas
estando abierto el racor.
¡Importante! Al colocar el inyector
de gas se debe prestar atención a
que los taladros del anillo perforado se encuentren exactamente
encima de los taladros en el
cuerpo de antorcha. De lo contrario no se puede garantizar que la
refrigeración del inyector de gas
sea suficiente.
* ¡Sentido de giro predeterminado!
PT-BR
Substituir bocal de gás
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
AVISO! Perigo de danifi-
cação dos O-Ring’s por
retirada ou colocação
incorreta do bocal de gás. Bocal
de gás somente retirar ou colocar
com porca de capa aberta.
Importante! Na colocação do
bocal de gás tomar a precaução
para que os furos do anel perfurado estejam exatamente sobre os
furos no corpo da tocha. Caso
contrário, não haverá uma refrigeração suficiente do bocal de gás.
* direção de rotação pré-determinada!
25
Page 28

2
3
5
4
6
26
Page 29

DE EN FR
Schweißbrenner-Verschleißteile wechseln
Robacta
1. Robacta 160
2. Robacta 280
3. Robacta 300 / 500
4. Robacta 400
5. Robacta 700 / 700 TIME
6. Robacta 2500
Replacing welding
torch wearing parts Robacta
1. Robacta 160
2. Robacta 280
3. Robacta 300 / 500
4. Robacta 400
5. Robacta 700 / 700 TIME
6. Robacta 2500
Remplacer les pièces
d’usure de la torche de
soudage Robacta
1. Robacta 160
2. Robacta 280
3. Robacta 300 / 500
4. Robacta 400
5. Robacta 700 / 700 TIME
6. Robacta 2500
IT E S
Sostituzione dei pezzi
soggetti a usura della
torcia per saldatura
Robacta
1. Robacta 160
2. Robacta 280
3. Robacta 300 / 500
4. Robacta 400
5. Robacta 700 / 700 TIME
6. Robacta 2500
Cambiar las piezas de
desgaste de la antorcha Robacta
1. Robacta 160
2. Robacta 280
3. Robacta 300 / 500
4. Robacta 400
5. Robacta 700 / 700 TIME
6. Robacta 2500
PT-BR
Substituir peças de
desgaste-tocha Robacta
1. Robacta 160
2. Robacta 280
3. Robacta 300 / 500
4. Robacta 400
5. Robacta 700 / 700 TIME
6. Robacta 2500
27
Page 30
28729
Page 31

DE EN FR
Schweißbrenner-Verschleißteile wechseln
Robacta
7. Robacta 5000
Replacing welding
torch wearing parts Robacta
7. Robacta 5000
Remplacer les pièces
d’usure de la torche de
soudage Robacta
7. Robacta 5000
IT E S
Sostituzione dei pezzi
soggetti a usura della
torcia per saldatura
Robacta
7. Robacta 5000
Cambiar las piezas de
desgaste de la antorcha Robacta
7. Robacta 5000
PT-BR
Substituir peças de
desgaste-tocha Robacta
7. Robacta 5000
Page 32

Robacta Twin Compact Pro
3
1
2
*
4
3
30
Page 33

Robacta Twin Compact Pro
DE EN FR
Bauteile wechseln Replacing components Échanger les éléments
Vorsicht! Verbrennungs-
gefahr durch stark erhitzten Schweißbrenner oder heiße
Kühlflüssigkeit. Das Wechseln
der Bauteile, sowie das Reinigen
und Überprüfen der Komponenten, darf nur im abgekühlten
Zustand des Schweißbrenners
erfolgen.
Hinweis! Gefahr von
schweren Sachschäden.
Unbedingt die Reihenfolge
der Arbeitsschritte und die angegebenen Drehmomente einhalten.
* Statt des serienmäßig mitgelie-
ferten Werkzeuges sind optional
ein Drehmoment-Schlüssel,
sowie der dazupassende Steckschlüssel erhältlich. Damit ist
sichergestellt, dass die Bauteile
mit dem angegebenen Drehmoment festgezogen werden
können. Artikelnummern siehe
Ersatzteilliste.
Caution! Danger of
burning by strongly heated
welding torch or hot coolant. The
exchange of the components as
well as the cleaning and check
of the components may only
occur in the cooled-down state
of the welding torch.
Note! Risk of serious
physical damage. It is
imperative that the sequence of work steps is complied
with and the torques specified
adhered to.
* A torque wrench and the mat-
ching socket wrench are available instead of the tool supplied as
standard. This ensures that it is
possible to tighten the components with the torque specified.
See spare parts list for item
number.
Attention! Danger de
brûlure par chalumeau à
souder fortement échauffé (
dissement trop chaud)
gement des composants ainsi
que le nettoyage et la vérification
des composants peuvent
s’effectuer seulement dans l’état
refroidi du chalumeau.
Attention! Risque de
dégâts matériels im-
portants. Respecter
impérativement l’ordre des étapes
de travail et les moments de
couple indiqués.
* A la place de l’outil systémati-
quement compris dans la
livraison, on peut demander en
option une clé de couple ainsi
que la clé tubulaire correspondante. Ainsi, les éléments
seront effectivement serrés au
moment de couple indiqué. Pour
le numéro d’article, voir la liste
de pièces détachées.
refroi-
. Le chan-
IT E S
Sostituzione componenti
Prudenza! Pericolo di
ustioni dovuto al surriscaldamento della torcia per
saldatura o alla presenza di
liquido refrigerante caldo. I
componenti possono essere
sostituiti, puliti e controllati
soltanto quando la torcia per
saldatura si è raffreddata.
Avvertenza! Pericolo di
gravi danni materiali.
Attenersi sempre alla
sequenza delle fasi di lavoro e alle
coppie indicate.
* Al posto dell’attrezzo di serie
fornito in dotazione, sono
disponibili come optional una
chiave dinamometrica e la
relativa chiave a tubo. In questo
modo, si sarà certi di serrare i
componenti applicando la coppia
indicata. Per i numeri degli
articoli, vedere l’elenco dei pezzi
di ricambio.
Cambio de los componentes
¡Precaución! Peligro de
quemaduras originado por
estar muy calentada la antorcha
de soldadura o el líquido de
refrigeración caliente. El cambio,
la limpieza y la comprobación
de los componentes se deberán
efectuar únicamente cuando la
antorcha de soldadura se haya
enfriado.
¡Observación! Peligro de
graves daños materiales.
Es imprescindible seguir
el orden de los pasos de trabajo y
cumplir los pares indicados.
* En vez de la herramienta de
serie suministrada, hay disponibles opcionalmente una llave
dinamométrica y la correspondiente llave de caja. De este
modo queda asegurado que se
puedan apretar los componentes
con el par indicado. Ver la lista
de repuestos para los números
de artículo.
PT-BR
Trocar os componentes
Cuidado! Risco de
queimadura pela tocha de
solda aquecida demais ou pelo
refrigerador quente. A substituição dos componentes, bem
como a limpeza e verificação
dos mesmos, só pode ser
executada com a tocha de solda
em estado frio.
Aviso! Perigo de danos
materiais. Sempre cumprir
a sequência das etapas
de trabalho e os torques de aperto
indicado.
* Ao invés de usar as ferramentas
fornecidas em conjunto de série
podem ser adquiridas opcionalmente uma chave de torque e
também uma chave de soquete
adequada. Desta forma é garantido que os componentes serão
apertados com o torque indicado. Números de artigos vide lista
de peças de reposição.
31
Page 34

1
1
2
2
4
3
2
1
3
1
2
8 Nm
4
*
3
4
1
32
Page 35

DE EN FR
Schweißbrenner-Verschleißteile wechseln
Robacta Twin
Wichtig! Immer zwei gleiche
Kontaktrohre verwenden.
HINWEIS! Gefahr von
schweren Sachschäden.
Unbedingt die Reihenfolge der
Arbeitsschritte und die angegebenen Drehmomente einhalten.
* Statt dem serienmäßig mitge-
lieferten Werkzeuges sind
optional ein DrehmomentSchlüssel, sowie der dazupassende Steckschlüssel erhältlich. Damit ist sichergestellt,
dass die Bauteile mit dem
angegebenen Drehmoment
festgezogen werden können.
Artikelnummern siehe Ersatzteilliste.
Replacing welding
torch wearing parts Robacta Twin
Important! Always use two identi-
cal contact tubes.
NOTE! Risk of serious
damage.
ALWAYS observe the work sequence and the specified torques.
* Instead of the standard tool
provided, a torque wrench and
appropriate box spanner are
also available. This ensures
that the components can be
tightened to the specified
torque.
For item numbers, see spare
parts list.
Remplacer les pièces
d’usure de la torche de
soudage Robacta Twin
Important ! Toujours utiliser deux
tubes de contact identiques.
REMARQUE! Risque de
dommages matériels
graves.
Respecter impérativement l’ordre
des étapes et les couples de
serrage indiqués.
* Au lieu de l’outil fourni de
série, une clé cynamométrique assortie d’une clé à
douille adaptée sont proposées en option. Ainsi, il est
assuré que les éléments de
construction sont associés en
appliquant le couple de
serrage indiqué.
Pour les numéros de référence, voir la liste des pièces
de rechange.
IT E S
Sostituzione dei pezzi
soggetti a usura della
torcia per saldatura
Robacta Twin
Importante! utilizzare sempre due
tubi di contatto uguali.
AVVERTENZA! Pericolo
di danni gravi alle cose.
Attenersi sempre alla sequenza
delle fasi di lavoro e alle coppie
indicate.
* Al posto dell’attrezzo di serie
compreso in consegna, sono
disponibili in opzione una
chiave dinamometrica, con la
relativa chiave a tubo. In
questo modo, si sarà certi di
serrare gli elementi applicando la coppia indicata.
Per i numeri degli articoli,
vedere l’elenco dei pezzi di
ricambio.
Cambiar las piezas de
desgaste de la antorcha Robacta Twin
¡Importante! Utilizar siempre dos
tubos de contacto idénticos.
¡OBSERVACIÓN! Riesgo
de daños materiales de
carácter grave.
Es imprescindible cumplir el orden
de secuencia de los pasos de
trabajo y los pares indicados.
* En vez de la herramienta de
serie suministrada adjunto
opcionalmente se encuentran
disponibles una llave dinamométrica, así como la llave de
caja correspondiente. De este
modo queda asegurado que
se puedan apretar los componentes con el par indicado.
Ver la lista de repuestos para
los números de artículo.
PT-BR
Substituir peças de
desgaste-tocha Robacta Twin
Importante! Sempre utilizar dois
tubos de contatos iguais.
AVISO! Perigo de graves
danos materiais.
Impreterivelmente cumprir a
seqüência dos passos de trabalho
e os torques de aperto indicado.
* Ao invés de usar as ferramen-
tas fornecidas em conjunto de
série podem ser adquiridas
opcionalmente uma chave de
torque e também uma chave
de soquete adequada. Desta
forma é garantido que os
componentes serão apertados com o torque indicado.
Números de artigos vide lista
de peças de reposição.
33
Page 36

1
mm
0,6 0,8 1,0 1,2 1,60,9
1,1 1,3* 1,6* 1,9* 2,31,6*
1,6 1,9 2,3 2,9*1,9
inch
.023 .030 .040 .045 1/16.035
.043 .051* .063* .075* .091.063*
.063 .075 .075 .091 .115*
34
Page 37
DE EN FR
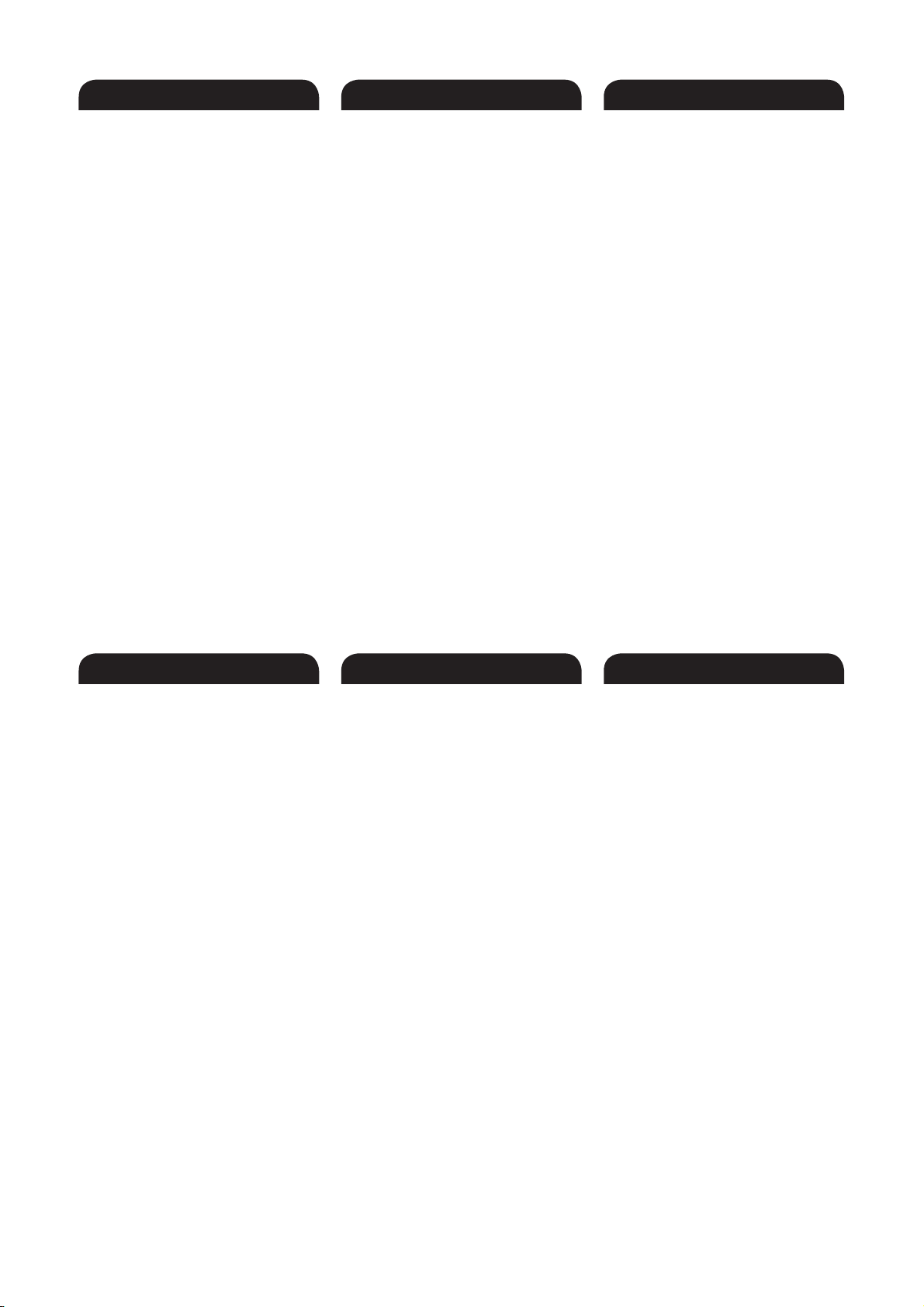
Richtwerte für Stahlseelen
Wichtig! Die Auslieferung der
Draht-Führungsseelen erfolgt in
Überlänge.
Stahlseele blank verwenden
* empfohlen
Standard values for
steel liners
Important! Inner liners are sup-
plied in overlengths.
Use bare steel liner
* recommended
Valeurs indicatives
pour âmes guide-fil en
acier
Important ! Les âmes guide-fil
sont livrées en surlongueur.
Utiliser une âme en acier nue
* recommandé
IT E S
Valori di riferimento
per anime d’acciaio
Importante! La lunghezza delle
anime guidafilo in consegna è
sempre maggiorata.
Utilizzare l’anima d’acciaio senza
isolamento
* consigliato
Valores de orientación
para almas de acero
¡Importante! El suministro de
almas de guía de hilo se realiza
con sobrelongitud.
Utilizar el alma de acero pulido
* recomendado
PT-BR
Valores de referência
para almas de aço
Importante! O fornecimento das
almas de guia-arame será feito
com excesso de cumprimento.
Utilizar a alma de aço sem revestimento
* recomendado
35
Page 38

1
4
3
2
1
2
1
5
2
5
3
2
1
4
*
3
(.32 - .35 in.)
8 - 9 mm
2
3
**
(0 - .04 in.)
0 - 1 mm
2
2
1
1
2
1
5
1
2
3
4
5
36
Page 39

DE EN FR
Stahlseele montieren
Robacta 280 / 400
Robacta 2500 / 5000
Robacta Twin
Rohrbogen mit geschraubtem
Düsenstock
HINWEIS! Beim Ablängen
der Draht-Führungsseele
darauf achten, dass
- beim Schnitt kein Grat in die
Draht-Führungsseele hineinragt
- Seitenschneider leicht schräg
stellen (Grat wird nach außen
gezogen)
- Grat abschleifen
* Kontaktrohr mit Zentrierboh-
rung
** Kontaktrohr ohne Zentrierboh-
rung
Fitting the steel liner
Robacta 280 / 400 Robacta 2500 / 5000
Robacta Twin
Torch neck with nozzle fitting
screwed on
NOTE! When cutting the
liner to length, make sure
that
- no flash protrudes into the
liner
- Place the cutting pliers at a
slight angle (flash is pulled
outwards)
- File down any flash
* Contact tube with centre hole
** Contact tube without centre
hole
Montage de l’âme guide-fil en acier
Robacta 280 / 400 Robacta 2500 / 5000
Robacta Twin
Coude avec porte-buse vissé
REMARQUE ! Lorsque
vous coupez la gaine
guide-fil, assurez-vous :
- qu’aucune ébarbure ne
pénètre à l’intérieur de la
gaine guide-fil
- que la pince coupante diagonale est légèrement inclinée
(les ébarbures sont tirées
vers l’extérieur)
- et rectifiez la gaine guide-fil
pour éliminer les ébarbures
* Tube de contact avec trou de
centrage
** Tube de contact sans trou de
centrage
IT E S
Montaggio dell’anima
d’acciaio
Robacta 280 / 400 Robacta 2500 / 5000
Robacta Twin
Tubi ricurvi con supporto
dell’ugello avvitato
AVVERTENZA! Nel
tagliare a misura la
guaina guidafilo accertarsi
- che al momento del taglio
nessuna aletta sporga nella
guaina guidafilo
- di Inclinare leggermente la
pinza a cesoia (l’aletta viene
tirata verso l’esterno)
- di levigare l’aletta
* * Punta guidafilo con centro
interno
** Punta guidafilo senza centro
interno
Montar el alma de acero
Robacta 280 / 400 Robacta 2500 / 5000
Robacta Twin
Codo de tubo con regleta de
inyectores atornillada
¡OBSERVACIÓN! Al
tronzar el alma de guía de
hilo se debe prestar atención a
que:
- Durante el corte no entra
ninguna rebaba en el alma de
guía de hilo
- Posicionar el alicates ligera-
mente inclinado (la rebaba va
hacia fuera)
- Rectificar la rebaba
* Tubo de contacto con taladro
de centraje
** Tubo de contacto sin taladro
de centraje
PT-BR
Montar alma de aço
Robacta 280 / 400 Robacta 2500 / 5000
Robacta Twin
Tubo curvado com árvore de
bocais parafusada
AVISO! No corte da alma
de guia-arame tomar a
precaução para que
- no corte não esteja sobreposto uma rebarba na alma de
guia-arame
- Colocar levemente inclinado o
alicate de corte lateral (rebarba será puxada para fora)
- Lixar a rebarba
* Tubo de contato com furo de
centragem
** Tubo de contato sem furo de
centragem
37
Page 40

1
2
1
2
1
33
(0 in.)
0 mm
3
2
3
2
3
3
4
2
(.32 in.)
8 mm
*
2
1
2
1
(.63 in.)
16 mm
2
1
4
3
1
**
4
3
5
1
2
3
2
3
6
(- .32 in.)
- 8 mm
*
(- .63 in.)
- 16 mm
1
2
5
**
38
Page 41

DE EN FR
Stahlseele montieren
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
Rohrbogen ohne geschraubtem
Düsenstock
HINWEIS! Beim Ablängen
der Draht-Führungsseele
darauf achten, dass
- beim Schnitt kein Grat in die
Draht-Führungsseele hineinragt
- Seitenschneider leicht schräg
stellen (Grat wird nach außen
gezogen)
- Grat abschleifen
* Kontaktrohr mit Zentrierboh-
rung
** Kontaktrohr ohne Zentrierboh-
rung
Fitting the steel liner
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
Torch neck with no nozzle fitting
screwed on
NOTE! When cutting the
liner to length, make sure
that
- no flash protrudes into the
liner
- Place the cutting pliers at a
slight angle (flash is pulled
outwards)
- File down any flash
* Contact tube with centre hole
** Contact tube without centre
hole
Montage de l’âme guide-fil en acier
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
Coude sans porte-buse vissé
REMARQUE ! Lorsque
vous coupez la gaine
guide-fil, assurez-vous :
- qu’aucune ébarbure ne
pénètre à l’intérieur de la
gaine guide-fil
- que la pince coupante diagonale est légèrement inclinée
(les ébarbures sont tirées
vers l’extérieur)
- et rectifiez la gaine guide-fil
pour éliminer les ébarbures
* Tube de contact avec trou de
centrage
** Tube de contact sans trou de
centrage
IT E S
Montaggio dell’anima
d’acciaio
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
Tubi ricurvi senza supporto
dell’ugello avvitato
AVVERTENZA! Nel
tagliare a misura la
guaina guidafilo accertarsi
- che al momento del taglio
nessuna aletta sporga nella
guaina guidafilo
- di Inclinare leggermente la
pinza a cesoia (l’aletta viene
tirata verso l’esterno)
- di levigare l’aletta
* * Punta guidafilo con centro
interno
** Punta guidafilo senza centro
interno
Montar el alma de acero
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
Codo de tubo sin regleta de
inyectores atornillada
¡OBSERVACIÓN! Al
tronzar el alma de guía de
hilo se debe prestar
atención a que:
- Durante el corte no entra
ninguna rebaba en el alma de
guía de hilo
- Posicionar el alicates ligeramente inclinado (la rebaba va
hacia fuera)
- Rectificar la rebaba
* Tubo de contacto con taladro
de centraje
** Tubo de contacto sin taladro
de centraje
PT-BR
Montar alma de aço
Robacta 160 / 300 / 500
Robacta 700 / 700 Time
Tubo curvado sem árvore de
bocais parafusada
AVISO! No corte da alma
de guia-arame tomar a
precaução para que
- no corte não esteja sobreposto uma rebarba na alma de
guia-arame
- Colocar levemente inclinado o
alicate de corte lateral (rebarba será puxada para fora)
- Lixar a rebarba
* Tubo de contato com furo de
centragem
** Tubo de contato sem furo de
centragem
39
Page 42
1
mm
2
mm
0,8
0,6
1,1 1,1 1,5 2,0 2,5
1,0 1,2 1,60,9
1,5
inch
.023 .030 .040 .045 1/16.035
.059 .079 .098
.059.043.043
0,8
0,6
1,5
1,5
1,5
inch
.023 .030 .040 .045 1/16.035
.059.059.059
1,0 1,2 1,60,9
1,5 2,0 2,5
.059 .079 .098
40
Page 43

DE EN FR
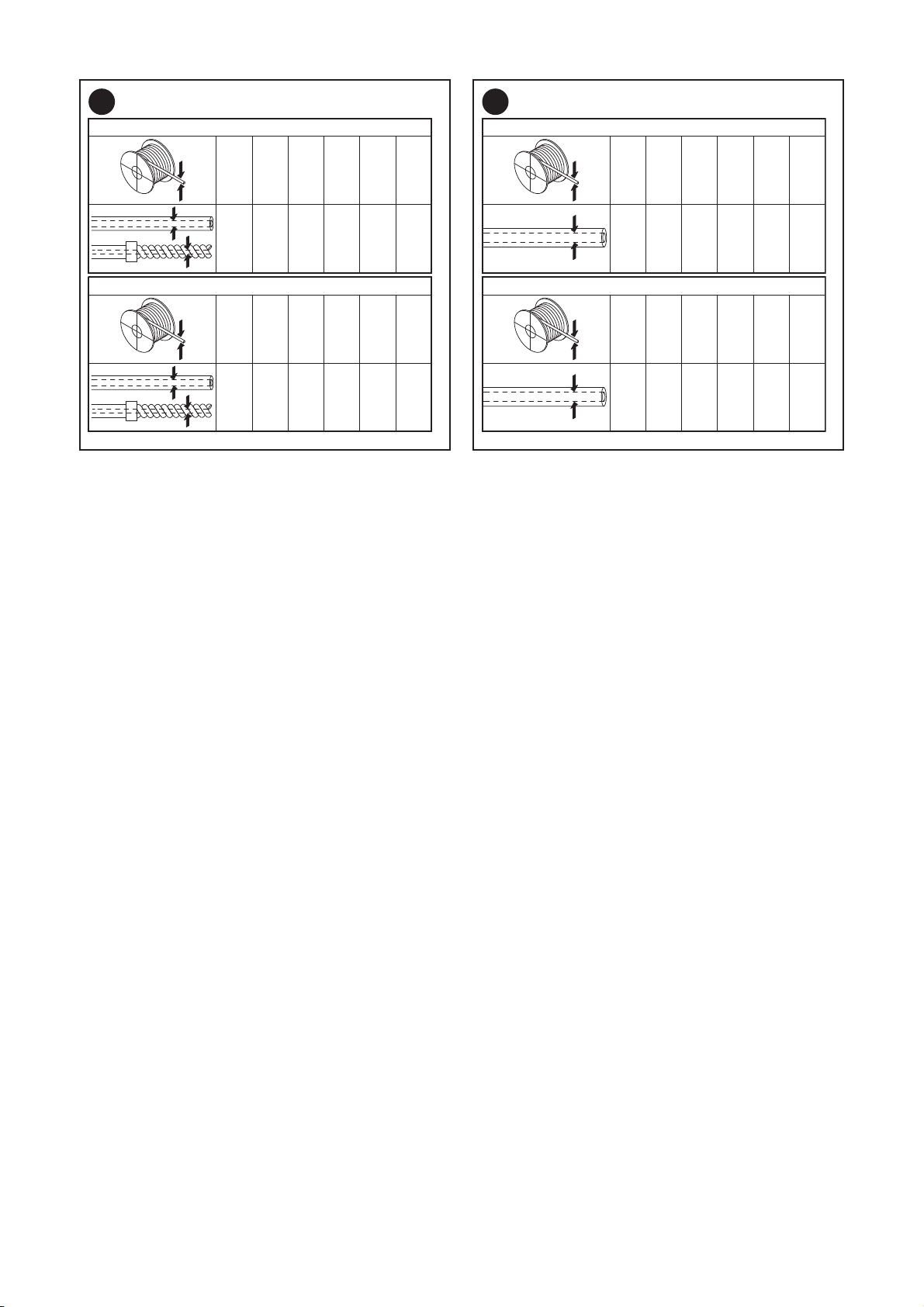
Richtwerte für GraphitKombiseelen und Teflonseelen
HINWEIS! Für Alumini-
umanwendungen den
nächst größeren KontaktrohrDurchmesser wählen.
Wichtig! Die Auslieferung der
Draht-Führungsseelen erfolgt in
Überlänge.
Bild 1: Graphit-Kombiseelen
Bild 2: Teflonseelen
Standard values for
graphite combination
liners and Teflon liners
NOTE! For aluminium
applications, choose the
next largest contact tube diameter.
Important! Inner liners are supplied in overlengths.
Figure 1: Graphite combination
liners
Figure 2: Teflon liners
Valeurs indicatives
pour âmes combinées
en graphite et âmes en
Téflon
REMARQUE ! Pour les
applications aluminium,
utiliser le prochain diamètre
supérieur de tube de contact.
Important ! Les âmes guide-fil
sont livrées en surlongueur.
Figure 1 : Âmes guide-fil combinées en graphite
Figure 2 : Âmes guide-fil en Téflon
IT E S
Valori di riferimento
per le anime combinate grafite e le anime di
teflon
AVVERTENZA! Per le
applicazioni su alluminio,
scegliere per la punta guidafilo un
diametro di una misura in più.
Importante! La lunghezza delle
anime guidafilo in consegna è
sempre maggiorata.
Figura 1: Anime combinate grafite
Figura 2: Anime di teflon
Valores de orientación
para almas combinadas de grafito y almas
de teflón
¡OBSERVACIÓN! Para
aplicaciones de aluminio
se debe seleccionar el siguiente
diámetro de tubo de contacto más
grande.
¡Importante! El suministro de
almas de guía de hilo se realiza
con sobrelongitud.
Ilustración 1: Almas combinadas
de grafito
Ilustración 2: Almas de teflón
PT-BR
Valores de referência
para almas combinadas de grafite e almas
de teflon
AVISO! Para aplicações
em alumínio selecionar o
próximo maior diâmetro-tubo de
contato.
Importante! O fornecimento das
almas de guia-arame será feito
com excesso de cumprimento.
Figura 1: Almas combinadasgrafite
Figura 2: Almas de teflon
41
Page 44
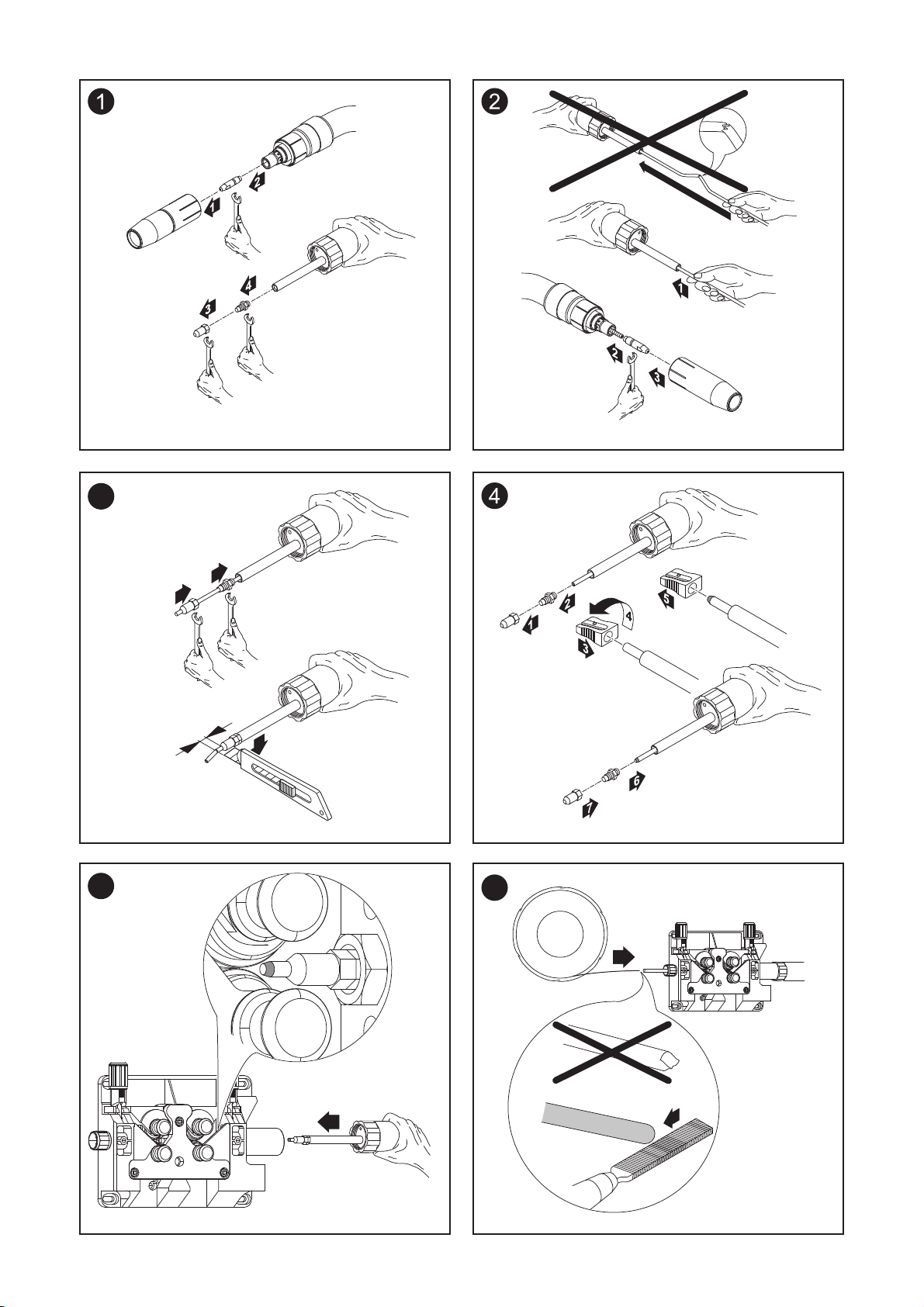
3
1
2
(.04 - .08 in.)
1 - 2 mm
3
5
6
1
1
42
1
Page 45

DE EN FR
Kunststoff-Seele montieren (Fronius-Anschluss ohne DrahtFührungsdüse)
gilt für:
Teflonseelen
Kombiseelen
Graphitseelen
HINWEIS! Die Draht-
Führungsseele möglichst
nahe an die Vorschubrollen
heranführen, jedoch nicht berühren lassen.
HINWEIS! Vor dem
Einfädeln der Drahtelektrode das Ende der Drahtelektrode
abrunden.
Fitting plastic liners
(Fronius connection
with no wirefeeding
nozzle)
applies to:
Teflon liners
Combination liners
Graphite liners
NOTE! Feed the inner
liner as close to the feed
rollers as possible, but do not let
them touch.
NOTE! Before feeding in
the filler wire, round off
the end of the wire.
Montage de l’âme en
plastique (raccord Fronius sans buse guidefil)
S’applique aux :
Âmes en Téflon
Âmes combinées
Âmes en graphite
REMARQUE ! Amener
l’âme de guidage du fil
aussi près que possible des galets
d’entraînement sans toutefois les
mettre en contact.
REMARQUE ! Avant
d’insérer le fil-électrode,
arrondir l’extrémité du fil-électrode.
IT E S
Montare le anime di
plastica (collegamento
Fronius senza ugello
guidafilo)
applicabile per:
anime di teflon
anime combinate
anime di grafite
AVVERTENZA! La guaina
guidafilo deve essere
portata il più vicino possibile ai rulli
di avanzamento, ma non deve
toccarli.
AVVERTENZA! Prima
dell’inserimento del filo di
saldatura, smussare l’estremità
del filo.
Montar el alma de plástico (conexión de
Fronius sin inyector de
guía de hilo)
Aplicable a:
Almas de teflón
Almas combinadas
Almas de grafito
¡OBSERVACIÓN! Aproxi-
mar el alma de guía de
hilo al máximo posible a los
rodillos de avance pero sin que
entre en contacto con éstos.
¡OBSERVACIÓN! Antes
de enhebrar el electrodo
de soldadura se debe redondear
el extremo del electrodo de
soldadura.
PT-BR
Montar alma de material plástico (conexãoFronius sem bocal de
guia-arame)
válido para:
Almas de teflon
Almas combinadas
Almas de grafite
AVISO! Colocar mais
perto possível a alma de
guia-arame nas bobinas de
alimentação, mas não deixar
entrar em contato.
AVISO! Antes de inserir o
eletrodo de arame arredondar o topo de eletrodo de
arame.
43
Page 46

4
1
5
2
1
44
Page 47
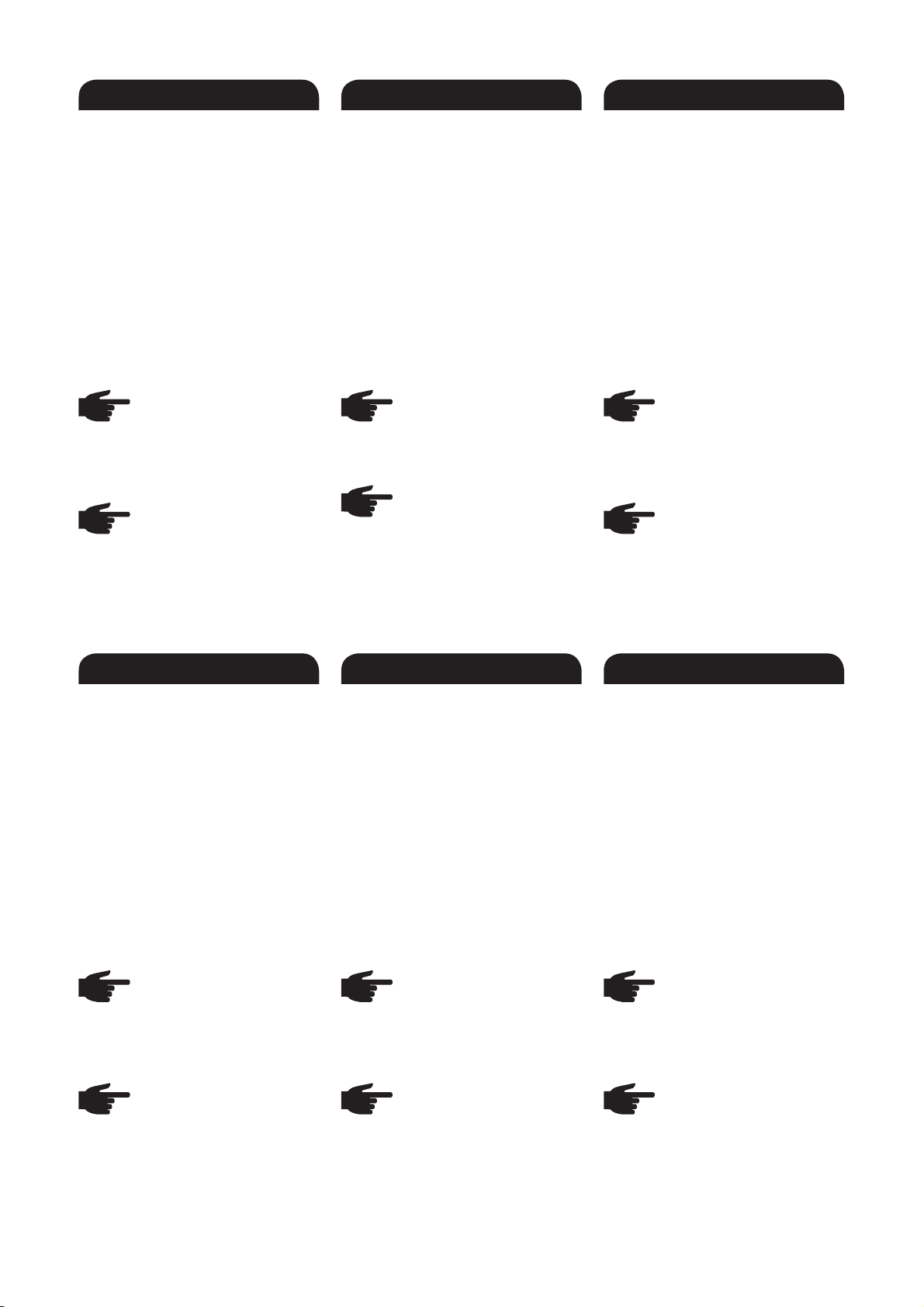
DE EN FR
Kunststoff-Seele montieren (Fronius-Anschluss mit DrahtFührungsdüse)
gilt für:
Teflonseelen
Kombiseelen
Graphitseelen
* Kunststoff-Teil - nicht zu fest
anziehen!
HINWEIS! Die Draht-
Führungsdüse möglichst
nahe an die Vorschubrollen
heranführen, jedoch nicht berühren lassen.
HINWEIS! Vor dem
Einfädeln der Drahtelektrode das Ende der Drahtelektrode
abrunden.
Fitting plastic liners
(Fronius connection
with wirefeeding nozzle)
applies to:
Teflon liners
Combination liners
Graphite liners
* Plastic component - do not
overtighten!
NOTE! Guide the wirefee-
ding nozzle as close to
the feed rollers as possible, but do
not let them touch.
NOTE! Before feeding in
the filler wire, round off
the end of the wire.
Montage de l’âme en
plastique (raccord Fronius avec buse guidefil)
S’applique aux :
Âmes en Téflon
Âmes combinées
Âmes en graphite
* Pièce en plastique - ne pas
serrer trop fermement !
REMARQUE ! Amener la
buse guide-fil aussi près
que possible des galets
d’entraînement sans toutefois les
mettre en contact.
REMARQUE ! Avant
d’insérer le fil-électrode,
arrondir l’extrémité du fil-électrode.
IT E S
Montare le anime di
plastica (collegamento
Fronius con ugello
guidafilo)
applicabile per:
anime di teflon
anime combinate
anime di grafite
* Non serrare eccessivamente
le parti di plastica!
AVVERTENZA! La guaina
guidafilo deve essere
portata il più vicino possibile ai rulli
di avanzamento, ma non deve
toccarli.
AVVERTENZA! Prima
dell’inserimento del filo di
saldatura, smussare l’estremità
del filo.
Montar el alma de plástico (conexión de
Fronius con inyector
de guía de hilo)
Aplicable a:
Almas de teflón
Almas combinadas
Almas de grafito
* Pieza plástico. ¡No apretar
excesivamente!
¡OBSERVACIÓN! Aproxi-
mar el inyector de guía de
hilo hilo al máximo posible a los
rodillos de avance pero sin que
entre en contacto con éstos.
¡OBSERVACIÓN! Antes
de enhebrar el electrodo
de soldadura se debe redonderar
el extremo del electrodo de
soldadura.
PT-BR
Montar alma de material plástico (conexãoFronius com bocal de
guia-arame)
válido para:
Almas de teflon
Almas combinadas
Almas de grafite
* Peça de material plástico –
não apertar firme demais!
AVISO! Colocar mais
perto possível a alma do
bocal de guia-arame nas bobinas
de alimentação, mas não deixar
entrar em contato.
AVISO! Antes de inserir o
eletrodo de arame arredondar o topo de eletrodo de
arame.
45
Page 48

3
1
4
2
*
2
(.04 - .08 in.)
1-2 mm
3
2
5
1
3
2
4
5
6
1
1
1
46
Page 49

DE EN FR
Kunststoff-Seele montieren (Euro-Anschluss)
gilt für:
Teflonseelen
Kombiseelen
Graphitseelen
* Option Einlaufdüse
(42,0001,5621)
HINWEIS! Draht-Füh-
rungsseele oder Einlaufdüse möglichst nahe an die
Vorschubrollen heranführen,
jedoch nicht berühren lassen.
HINWEIS! Vor dem
Einfädeln der Drahtelektrode das Ende der Drahtelektrode
abrunden.
Fitting plastic liner
(Euro connection)
applies to:
Teflon liners
Combination liners
Graphite liners
* Inlet nozzle option
(42,0001,5621)
NOTE! Feed the inner
liner or inlet nozzle as
close to the feed rollers as possible, but do not let them touch.
NOTE! Before feeding in
the filler wire, round off
the end of the wire.
Montage de l’âme en
plastique (raccord
Euro)
S’applique aux :
Âmes en Téflon
Âmes combinées
Âmes en graphite
* Option Buse d’entrée du fil
(42,0001,5621)
REMARQUE ! Amener
l’âme de guidage du fil ou
la buse guide-fil aussi près que
possible des galets d’entraînement
sans toutefois les mettre en
contact.
REMARQUE ! Avant
d’insérer le fil-électrode,
arrondir l’extrémité du fil-électrode.
IT E S
Montare l’anima di
plastica (Attacco Euro)
applicabile per:
anime di teflon
anime combinate
anime di grafite
* Opzione ugello d’inserimento
(42,0001,5621)
AVVERTENZA! La guaina
guidafilo o l’ugello
d’inserimento devono essere
portati il più vicino possibile ai rulli
di avanzamento, ma non deve
toccarli.
AVVERTENZA! Prima
dell’inserimento del filo di
saldatura, smussare l’estremità
del filo.
Montar el alma de plástico (conexión Euro)
Aplicable a:
Almas de teflón
Almas combinadas
Almas de grafito
* Opción inyector de entrada
(42,0001,5621)
¡OBSERVACIÓN! Aproxi-
mar el alma de guía de
hilo o el inyector de entrada al
máximo posible a los rodillos de
avance pero sin que entre en
contacto con éstos.
¡OBSERVACIÓN! Antes
de enhebrar el electrodo
de soldadura se debe redonderar
el extremo del electrodo de
soldadura.
PT-BR
Montar alma de material plástico (conexãoEuro)
válido para:
Almas de teflon
Almas combinadas
Almas de grafite
* Opção bocal de entrada
(42,0001,5621)
AVISO! Colocar mais
perto possível a alma de
guia-arame ou bocal de entrada
nas bobinas de alimentação, mas
não deixar entrar em contato.
AVISO! Antes de inserir o
eletrodo de arame arredondar o topo de eletrodo de
arame.
47
Page 50

48
Page 51

DE EN FR
Pflege, Wartung und
Entsorgung
Regelmäßige und vorbeugende
Wartung des Schweißbrenners
sind wesentliche Faktoren für
einen störungsfreien Betrieb. Der
Schweißbrenner ist hohen Temperaturen und starker Verunreinigung
ausgesetzt. Daher benötigt der
Schweißbrenner eine häufigere
Wartung als andere Komponenten
des Schweißsystems.
Wichtig! Vermeiden Sie beim
Entfernen von Schweißspritzern
Riefen und Kratzer. Darin könnten
sich im weiteren Betrieb entstehende Schweißspritzer nachhaltig
festsetzen.
- Den Rohrbogen keinesfalls
biegen
Care, maintenance and
disposal
Regular preventive maintenance
of the welding torch is essential for
problem-free operation. The
welding torch is subjected to high
temperatures and heavy soiling.
The welding torch therefore
requires more frequent maintenance than other components in the
welding system.
Important! When removing
welding spatter, avoid scoring or
scratching the torch. Future
welding spatter may become firmly
lodged in score or scratch marks.
- Do NOT bend the torch neck
Maintenance, entretien
et élimination
Un entretien régulier et préventif
de la torche de soudage constitue
un facteur important permettant
d’en garantir le bon fonctionnement. La torche de soudage est
soumise à des températures
élevées et à un degré de salissure
très important. Elle nécessite donc
une maintenance plus fréquente
que les autres composants du
système de soudage.
Important ! En enlevant les
projections de soudure, prendre
soin d’éviter de faire des stries ou
des rayures. D’autres projections
de soudure pourraient par la suite
rester collées dessus.
- Ne jamais plier la pièce
coudée
IT E S
Manutenzione e smaltimento
Una manutenzione regolare e
preventiva della torcia per saldatura è un fattore di fondamentale
importanza nell’ottica di un funzionamento esente da difetti. La
torcia per saldatura è esposta a
elevate temperature e abbondanti
impurità. Per questo motivo
richiede una manutenzione più
frequente rispetto ad altri componenti del sistema di saldatura.
Importante! Nel rimuovere gli
spruzzi di saldatura evitare di
provocare graffi e rigature, in cui
potrebbero depositarsi stabilmente
gli spruzzi di saldatura prodottisi
nel corso di successivi impieghi.
- Non piegare in nessun caso il
tubo ricurvo
Cuidado, mantenimiento y eliminación
Un mantenimiento periódico y
preventivo de la antorcha son
unos factores relevantes para un
servicio sin perturbaciones. La
antorcha está expuesta a altas
temperaturas y a una intensa
suciedad. Por este motivo, la
antorcha requiere un mantenimiento más frecuente que los demás
componentes del sistema de
soldadura.
¡Importante! Se deben evitar
estrías y rasguños al quitar las
salpicaduras de soldadura. Las
salpicaduras de soldadura originadas durante el servicio posterior
podrían adherirse en estos.
- En ningún caso se debe
doblar el codo de tubo
PT-BR
Conservação, manutenção e descarte
A manutenção regular e preventiva da tocha são fatores importantes para uma operação sem falha.
A tocha é submetida a altas
temperaturas e forte sujeira. Por
esta razão a tocha precisa uma
manutenção mais freqüente que
outros componentes de sistema
de soldagem.
Importante! Evite na retirada de
respingos de soldagem ranhuras e
rasgos. Lá na continuação de
operação podem se fixar definitivamente respingos de soldagem
durante a continuação de operação.
- Não dobre em qualquer caso
o tubo curvado
49
Page 52

Robacta 700
2
1
2
1
*
*
*
50
Page 53

DE EN FR
Pflege, Wartung und
Entsorgung
Bei jeder Inbetriebnahme:
- Kontaktrohr kontrollieren
- ausgeschliffenes Kontaktrohr
austauschen
- Gasdüse von Schweißspritzern befreien (z.B. manuell,
durch Ausblasen oder automatisiert mit Robacta Reamer
oder Robacta TC 1000)
- Bei nicht entfernbaren Verunreinigungen im Steckbereich
Gasdüse austauschen
* Spritzerschutz oder Isolatio-
nen auf Beschädigung prüfen
Wassergekühlte Schweißbrenner:
- Wasseranschlüsse auf
Dichtheit prüfen
- Wasserrückfluss-Menge im
Kühlmittel-Behälter überwachen, ggf. Kühlgerät entlüften
Care, maintenance and
disposal
Every start-up:
- Check the contact tube
- Replace worn out contact tube
- Remove welding spatter from
gas nozzle (e.g. manually, by
blowing off, or by using a
Robacta Reamer or Robacta
TC 1000)
- If there is dirt that cannot be
removed from around the
nozzle join, replace the gas
nozzle
* Check spatter guard or
insulation for damage
Water-cooled welding torch:
- Check the water connections
for leaks
-
Monitor the water return level in
the coolant container and vent
the cooling unit if necessary
Maintenance, entretien
et élimination
À chaque mise en service :
- Contrôler le tube de contact
- Changer le tube de contact
lorsqu’il est usé
- Enlever les projections de
soudure qui se trouvent sur la
buse gaz (manuellement, par
soufflage ou de manière automatisée, avec Robacta Reamer
ou Robacta TC 1000)
- Changer la buse gaz si
l’emboîtement est encrassé et
ne peut être nettoyé
* Vérifier que les isolations ou les
protections antiprojections ne
sont pas abîmées
Torches de soudage refroidies par eau:
- Vérifier l’étanchéité des raccords d’eau
- Surveiller le débit de retour
d’eau dans le réservoir de
réfrigérant et, le cas échéant,
purger le refroidisseur
IT E S
Manutenzione e smaltimento
Ad ogni messa in funzione:
- Controllare la punta guidafilo
- sostituire la punta guidafilo
usurata
- pulire gli ugelli del gas dagli
spruzzi di saldatura (per es.
manualmente, con aria
compressa, oppure automaticamente, con Robacta Reamer o Robacta TC 1000)
- se le impurità depositatesi
sull’innesto non possono
essere asportate, sostituire
l’ugello del gas
* verificare l’eventuale presenza
di danni alla protezione
antispruzzo o agli isolamenti
Torcia per saldatura raffreddata ad
acqua:
- Verificare la tenuta dei collegamenti dell’acqua
- Monitorare la quantità di
riflusso d’acqua del serbatoio
del refrigerante, se necessario disaerare il gruppo di
raffreddamento.
Cuidado, mantenimiento y eliminación
Con cada puesta en servicio:
- Controlar el tubo de contacto
- Sustituir el tubo de contacto
gastado
- Liberar el inyector de gas de
las salpicaduras de soldadura
(por ejemplo, manual, por
soplado o automatizado con
Robacta Reamer o Robacta
TC 1000)
- En caso de impurezas en la
zona de enchufe que no se
puedan quitar, sustituir el
inyector de gas
* Comprobar la protección
antisalpicaduras o los aislamientos respecto a daños
Antorchas refrigeradas por agua:
- Comprobar la estanqueidad
de las conexiones de agua
- Supervisar el caudal de
retorno del agua en el depósito de refrigerante y, si fuera
necesario, purgar el aparato
refrigerador
PT-BR
Conservação, manutenção e descarte
Em cada colocação em funcionamento:
- Controlar o tubo de contato
- substituir o tubo de contato
desgastado
- Retirar do bocal de gás
respingos de soldagem (por
exemplo manualmente por
sopro ou automaticamente
com Robacta Reamer ou
Robacta TC 1000)
- Impurezas que não se deixam
retirar substituir a área de
encaixe do bocal de gás
* Verificar sobre danificação a
proteção contra respingos ou
isolamento
Tochas com refrigeração de água:
- Verificar as conexões de água
sobre a quantidade
- Monitorar a quantidade de
fluxo de retorno da água no
tanque de produto de refrigeração, caso necessário
purgar o aparelho de refrigeração
51
Page 54

1
2
52
Page 55

DE EN FR
Pflege, Wartung und
Entsorgung
Bei jedem Austausch der DrahtSpule:
- Empfohlen: Draht-Führungsseele austauschen
- Draht-Förderschlauch mit
reduzierter Druckluft reinigen
- Verschleißteile vor dem
Einbau reinigen
Entsorgung:
- Die Entsorgung gemäß den
gültigen nationalen und
regionalen Bestimmungen
durchführen.
Care, maintenance and
disposal
Every time the wirespool is changed:
- Recommended: replace inner
liner
- Clean wirefeeding hose with
reduced compressed air
- Clean wearing parts before
fitting
Disposal:
- Dispose of in accordance with
the applicable national and
local regulations.
Maintenance, entretien
et élimination
Lors de chaque changement de la
bobine de fil :
- Recommandé : Changer
l’âme de guidage du fil
- Nettoyer la gaine de dévidoir
avec de l’air comprimé à débit
réduit
- Nettoyer les pièces d’usure
avant de les mettre en place
Élimination :
- Élimination conformément
aux dispositions nationales et
régionales en vigueur.
IT E S
Manutenzione e smaltimento
Ad ogni sostituzione della bobina
di filo:
- Consigliato: sostituire la
guaina guidafilo
- pulire il tubo di alimentazione
filo con aria a pressione
ridotta
- pulire i pezzi soggetti a usura
prima di montarli
Smaltimento:
- Lo smaltimento va effettuato
nel rispetto delle disposizioni
nazionali e regionali vigenti.
Cuidado, mantenimiento y eliminación
Con cada sustitución de la bobina
de hilo:
- Recomendado: Sustituir el
alma de guía de hilo
- Limpiar la manguera de
transporte de hilo con aire a
presión reducido
- Limpiar las piezas de desgaste antes de su montaje
Eliminación:
- Efectuar la eliminación observando las normas nacionales
y regionales aplicables.
PT-BR
Conservação, manutenção e descarte
Em cada troca da bobina-arame:
- Recomendado: Substituir a
alma de guia-arame
- Limpar a mangueira de
transporte-arame com ar
comprimido reduzido
- Limpar peças de desgaste
antes da montagem
Descarte:
- O descarte pode ser executado somente de acordo com
as determinações nacionais e
regionais em vigor.
53
Page 56

1
2
3
4
54
Page 57

DE EN FR
Erkennen von defekten
Verschleißteilen
1. Isolierteile
- Einkerbungen
- abgebrannter oder eingerissener Mittelsteg
- angeschmorte oder abgerissene Ansätze
2. Düsenstöcke
- Einkerbungen und Einbrand an der Vorderkante
- stark mit Schweißspritzern
behaftet
3. Spritzerschutz
- abgebrannte Außenkanten
- Einkerbungen
4. Kontaktrohre
- ausgeschliffene (ovale)
Drahteintritts- und Drahtaustritts-Bohrungen
- stark mit Schweißspritzern
behaftet
- Einbrand an der Kontaktrohr-Spitze
Recognising faulty
wearing parts
1. Insulating parts
- Notches
- Burned off or torn middle
bar
- Scorched or torn-off
shoulders
2. Nozzle fittings
- Notches and burns on the
front edge
- heavily covered in welding
spatter
3. Spatter guard
- Burned-off outside edges
- Notches
4. Contact tubes
- Worn out (oval) wire entry
and wire exit holes
- Heavily covered in welding
spatter
- Burns on the tip of the
contact tube
Identification des pièces
d’usure défectueuses
1. Éléments d’isolation
- rainures
- arête centrale brûlée ou
fissurée
- inserts encrassés ou
fissurés
2. Porte-buse
- rainures et brûlures sur la
face avant
- présence de projections de
soudage excessives
3. Protections antiprojections
- bords extérieurs brûlés
- rainures
4. Tubes de contact
- orifices d’entrée et de
sortie du fil usés (ovales)
- présence de projections de
soudage excessives
- brûlures au niveau de
l’extrémité avant du tube
de contact
IT E S
Riconoscimento dei
pezzi soggetti a usura
difettosi
1. Elementi d’isolamento
- Tagli
- anima bruciata o incrinata
- attacchi fusi o crepati
2. Supporti degli ugelli
- tagli e bruciature sullo
spigolo anteriore
- incollatura a causa degli
spruzzi di saldatura
3. Protezione antispruzzo
- spigolo esterno bruciato
- tagli
4. Punte guidafilo
- fori di ingresso e di uscita
del filo ovalizzati
- incollatura a causa degli
spruzzi di saldatura
- bruciatura sull’estremità
della punta guidafilo
Detectar piezas de
desgaste defectuosas
1. Piezas aislantes
- Entalladuras
- Alma central quemado o
agrietado
- Salientes chamuscados o
agrietados
2. Regletas de inyectores
- Entalladuras y penetración
en el borde delantero
- Pronunciada adhesión de
salpicaduras de soldadura
3. Protección antisalpicaduras
- Bordes exteriores quemados
- Entalladuras
4. Tubos de contacto
- Taladros de entrada y
salida de hilo gastados
(ovalados)
- Pronunciada adhesión de
salpicaduras de soldadura
- Penetración en al punta
del tubo de contacto
PT-BR
Reconhecimento de
peças de desgaste
defeituosos
1. Peças de isolamento
- Entalhos
- Nervura central queimada
ou rasgada
- Inícios queimados e
rasgados
2. Árvores de bocais
- Entalhes ou queimadura
no canto dianteiro
- contaminado fortemente
com respingos de solda
3. Proteção contra respingos
- Cantos externos queimados
- Entalhos
4. Tubos de contato
- Desgastados furos (ovais)
de entrada e saída de
arame
- contaminado fortemente
com respingos de solda
- Queimado na ponta tubo
de contato
55
Page 58

DE
Fehlerdiagnose, Fehlerbehebung
kein Schweißstrom
Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden
Ursache: Masseanschluss falsch
Behebung: Masseanschluss und Klemme auf Polarität überprüfen
Ursache: Stromkabel im Schweißbrenner unterbrochen
Behebung: Schweißbrenner tauschen
kein Schutzgas
alle anderen Funktionen vorhanden
Ursache: Gasflasche leer
Behebung: Gasflasche wechseln
Ursache: Gas-Druckminderer defekt
Behebung: Gas-Druckminderer tauschen
Ursache: Gasschlauch nicht montiert, schadhaft oder geknickt
Behebung: Gasschlauch montieren, tauschen oder ausbiegen
Ursache: Schweißbrenner defekt
Behebung: Schweißbrenner austauschen
Ursache: Gas-Magnetventil defekt
Behebung: Gas-Magnetventil austauschen
schlechte Schweißeigenschaften
Ursache: falsche Schweißparameter
Behebung: Einstellungen überprüfen
Ursache: Masseverbindung schlecht
Behebung: guten Kontakt zum Werkstück herstellen
Ursache: kein oder zu wenig Schutzgas
Behebung: Druckminderer, Gasschlauch, Gas-Magnetventil und Brenner-Gasanschluss überprüfen.
Ursache: Schweißbrenner undicht
Behebung: Schweißbrenner austauschen
Ursache: zu großes oder ausgeschliffenes Kontaktrohr
Behebung: Kontaktrohr wechseln
schlechte Schweißeigenschaften
Ursache: falsche Drahtlegierung oder falscher Drahtdurchmesser
Behebung: eingelegte Drahspule kontrollieren
Ursache: falsche Drahtlegierung oder falscher Drahtdurchmesser
Behebung: Verschweißbarkeit des Grund-Werkstoffes prüfen
Ursache: Schutzgas für Drahtlegierung nicht geeignet
Behebung: korrektes Schutzgas verwenden
Ursache: Ungünstige Schweißbedingungen: Schutzgas verunreinigt (Feuchtigkeit, Luft), mangelhafte
Gasabschirmung (Schmelzbad „kocht“, Zugluft), Verunreinigungen im Werkstück (Rost, Lack,
Fett)
Behebung: Schweißbedingungen optimieren
Ursache: Schweißspritzer in der Gasdüse
Behebung: Schweißspritzer entfernen
56
Page 59

schlechte Schweißeigenschaften
Ursache: Turbulenzen auf Grund zu hoher Schutzgas-Menge
Behebung: Schutzgas-Menge reduzieren,
empfohlene Schutzgas-Menge (l/min) = Drahtdurchmesser (mm) x 10
(z.B. 16 l/min für 1,6 mm Drahtelektrode)
Ursache: Zu großer Abstand zwischen Schweißbrenner und Werkstück.
Behebung: Abstand zwischen Schweißbrenner und Werkstück reduzieren (empfohlen: 10-15 mm)
Ursache: Zu großer Anstellwinkel des Schweißbrenners
Behebung: Anstellwinkel des Schweißbrenners reduzieren
Ursache: Draht-Förderkomponenten mit falschem Durchmesser
Behebung: Draht-Förderkomponenten mit korrektem Durchmesser verwenden
schlechte Drahtförderung
Ursache: Bremse zu fest eingestellt
Behebung: Bremse lockerer einstellen
Ursache: Bohrung des Kontaktrohres verlegt
Behebung: Kontaktrohr austauschen
Ursache: Draht-Förderseele im Schweißbrenner defekt
Behebung: Draht-Förderseele auf Knicke, Verschmutzung, etc. prüfen
Ursache: Vorschubrollen für verwendete Drahtelektrode nicht geeignet
Behebung: passende Vorschubrollen verwenden
Ursache: falscher Anpressdruck der Vorschubrollen
Behebung: Anpressdruck optimieren
Ursache: Vorschubrollen verunreinigt oder beschädigt
Behebung: Vorschubrollen reinigen oder austauschen
Ursache: Draht-Führungsseele verlegt oder geknickt
Behebung: Draht-Führungsseele austauschen
Ursache: Falsche Dimension der Draht-Führungsseele oder Draht-Einlaufdüse
Behebung: Draht-Führungsseele oder Draht-Einlaufdüse korrekt dimensionieren
Ursache: Draht-Führungsseele wurde beim Einschieben geknickt
Behebung: Draht-Führungssele beim Einschieben nur in der Nähe des Einlaufrohres anfassen
Ursache: AlSi-Drahtelektrode: Beschädigung der Drahtelektrode durch den Bronzeeinsatz
Behebung: Teflonseele muss bis zum Kontaktrohr reichen
Ursache: Draht-Führungsseele nach dem Ablängen zu kurz
Behebung: Draht-Führungssele austauschen und auf korrekte Länge kürzen
Ursache: Abrieb der Drahtelektrode infolge zu starken Anpressdruckes an den Vorschubrollen
Behebung: Anpressdruck an den Vorschubrollen reduzieren
Ursache: Drahtelektrode verunreinigt / angerostet
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
57
Page 60

Schweißbrenner wird sehr heiß
Ursache: Überwurfmutter am Zentralanschluss locker
Behebung: Überwurfmutter festziehen
Ursache: Schweißbrenner wurde über die maximale Ampereanzahl hinaus betrieben.
Behebung: Schweißleistung herabsetzen oder leistungsfähigeren Schweißbrenner verwenden
Ursache: Schweißbrenner zu schwach dimensioniert
Behebung: Einschaltdauer und Belastungsgrenzen beachten
Ursache: nur bei wassergekühlten Anlagen: Wasserdurchfluss zu gering
Behebung: Wasserstand, Wasserdurchfluss-Menge, Wasserverschmutzung, Verlegung des Schlauchpake-
tes etc. kontrollieren
Kurze Lebensdauer des Kontaktrohres
Ursache: Falsche Vorschubrollen
Behebung: Korrekte Vorschubrollen verwenden
Ursache: Abrieb der Drahtelektrode infolge zu starken Anpressdruckes an den Vorschubrollen
Behebung: Anpressdruck an den Vorschubrollen reduzieren
Ursache: Drahtelektrode verunreinigt / angerostet
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Ursache: Unbeschichtete Drahtelektrode
Behebung: Drahtelektrode mit geeigneter Beschichtung verwenden
Ursache: Falsche Dimension des Kontaktrohres
Behebung: Kontaktrohr korrekt dimensionieren
Ursache: Zu lange Einschaltdauer des Schweißbrenners
Behebung: Einschaltdauer herabsetzen oder leistungsfähigeren Schweißbrenner verwenden
Ursache: Kontaktrohr überhitzt. Keine Wärmeableitung auf Grund losen Sitzes des Kontaktrohres
Behebung: Kontaktrohr festziehen
HINWEIS! Bei CrNi-Anwendungen kann auf Grund der Oberflächen-Beschaffenheit der CrNi-Drahtelektrode ein höherer Kontaktrohr-Verschleiß auftreten.
Fehlfunktion der Taste Drahteinfädeln
Ursache: Steckerverbindungen „Taste Drahteinfädeln / Steuerleitung / Stromquelle“ fehlerhaft
Behebung: Steckerverbindung überprüfen / Stromquelle oder Schweißbrenner zum Service
Ursache: Steuerleitung ist defekt
Behebung: Steuerleitung austauschen / Schweißbrenner zur Reparatur
58
Page 61

Porosität der Schweißnaht
Ursache: Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz der Schweißnaht
Behebung: Schweißspritzer entfernen
Ursache: Löcher im Schutzgas-Schlauch oder ungenaue Anbindung des Schutzgas-Schlauches
Behebung: Schutzgas-Schlauch austauschen
Ursache: O-Ringe an den Anschlüssen sind zerschnitten oder defekt
Behebung: O-Ringe austauschen
Ursache: Feuchtigkeit / Kondensat in der Schutzgas-Leitung
Behebung: Schutzgas-Leitung trocknen
Ursache: Zu starke oder zu geringe Schutzgas-Strömung
Behebung: Schutzgas-Strömung korrigieren
Ursache: Ungenügende Schutzgas-Menge zu Schweißbeginn oder Schweißende
Behebung: Gasvorströmung oder Gasnachströmung erhöhen
Ursache: Rostige oder schlechte Qualität der Drahtelektrode
Behebung: Hochwertigen Drahtelektrode ohne Verunreinigungen verwenden
Ursache: Zu viel Trennmittel aufgetragen
Behebung: Überschüssiges Trennmittel entfernen / weniger Trennmittel auftragen
59
Page 62

EN
Troubleshooting
No welding current
Mains switch is on, indicators on the power source are lit, shielding gas available
Cause: Incorrect earth (ground) connection
Remedy: Check the earth (ground) connection and clamp for correct polarity
Cause: There is a break in the current cable in the welding torch
Remedy: Replace the torch
No shielding gas
All other functions are OK
Cause: The gas cylinder is empty
Remedy: Change the gas cylinder
Cause: Gas pressure regulator is faulty
Remedy: Change the gas pressure regulator
Cause: The gas hose is not connected, or is damaged or kinked
Remedy: Connect/replace the gas hose, or straighten out kinks
Cause: The welding torch is defective
Remedy: Replace welding torch
Cause: Gas solenoid valve is defective
Remedy: Replace gas solenoid valve
Poor welding properties
Cause: Incorrect welding parameters
Remedy: Check the settings
Cause: Poor connection to earth (ground)
Remedy: Ensure good contact to workpiece
Cause: Not enough shielding gas, or none at all
Remedy: Check the pressure regulator, gas hose, gas solenoid valve and torch gas connection.
Cause: Welding torch is leaking
Remedy: Replace welding torch
Cause: Contact tube is too large or worn out
Remedy: Change the contact tube
Poor welding properties
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check the wirespool that has been inserted
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check weldability of the base material
Cause: The shielding gas is not suitable for this wire alloy
Remedy: Use the correct shielding gas
Cause: Unfavourable welding conditions: shielding gas is contaminated (by moisture, air), inadequate gas
shielding (weld pool „boiling“, draughts), contaminants in the workpiece (rust, paint, grease)
Remedy: Optimise the welding conditions
Cause: Welding spatter in the gas nozzle
Remedy: Remove welding spatter
60
Page 63

Poor welding properties
Cause: Turbulence caused by too high a rate of shielding gas flow
Remedy: Reduce amount of shielding gas,
recommended shielding gas quantity (l/min) = wire diameter (mm) x 10
(e.g. 16 l/min for 1.6 mm filler wire)
Cause: Too large a distance between the welding torch and the workpiece.
Remedy: Reduce the distance between the welding torch and the workpiece (recommended: 10-15 mm)
Cause: Tilt angle of the welding torch is too great
Remedy: Reduce the tilt angle of the welding torch
Cause: Wirefeed components have incorrect diameter
Remedy: Use wirefeed components with correct diameter
Poor wirefeed
Cause: The braking force has been set too high
Remedy: Reduce the braking force
Cause: Hole in the contact tube is displaced
Remedy: Change the contact tube
Cause: Faulty wire feed liner in torch
Remedy: Check the wire feed liner for kinks, dirt, etc.
Cause: The wirefeed rollers are not suitable for the filler wire being used
Remedy: Use suitable wirefeed rollers
Cause: Feed rollers have the wrong contact pressure
Remedy: Adjust the contact pressure
Cause: The wirefeed rollers are soiled or damaged
Remedy: Clean the wirefeed rollers or exchange them for new ones
Cause: Inner liner wrongly laid or kinked
Remedy: Replace inner liner
Cause: Inner liner or wire inlet nozzle wrongly dimensioned
Remedy: Ensure inner liner or wire inlet nozzle are correctly dimensioned
Cause: Inner liner was kinked while being inserted
Remedy: When inserting the inner liner, only handle it around the infeed tube
Cause: AlSi filler wire: Filler wire damaged by the bronze insert
Remedy: Teflon liner must reach the contact tube
Cause: The inner liner has been cut too short
Remedy: Replace the inner liner and cut it to the correct length
Cause: Welding wire worn due to overly heavy contact pressure at the feed rollers
Remedy: Reduce contact pressure at the feed rollers
Cause: Filler wire contains impurities / corroded
Remedy: Use high-quality filler wire with no impurities
61
Page 64

The welding torch becomes very hot
Cause: Loose union nut on central connector
Remedy: Tighten the union nut
Cause: The welding torch has been operated beyond its maximum number of amps.
Remedy: Reduce welding power or use a higher capacity torch
Cause: The design dimensions of the torch are not sufficient for this task
Remedy: Observe the duty cycle and loading limits
Cause: Only on water-cooled machines: Water flow rate is insufficient
Remedy: Check water level, water flow rate and cleanliness, and arrangement of hose pack, etc.
Contact tube only has a short service life
Cause: Wrong feed rollers
Remedy: Use correct feed rollers
Cause: Welding wire worn due to overly heavy contact pressure at the feed rollers
Remedy: Reduce contact pressure at the feed rollers
Cause: Filler wire contains impurities / corroded
Remedy: Use high-quality filler wire with no impurities
Cause: Uncoated filler wire
Remedy: Use filler wire with suitable coating
Cause: Wrong dimension of contact tube
Remedy: Use a contact tube of the correct dimension
Cause: Duty cycle of welding torch has been exceeded
Remedy: Shorten the ON times or use a higher capacity torch
Cause: Contact tube has overheated. No thermal dissipation, as the contact tube is loose
Remedy: Tighten the contact tube
NOTE! When using CrNi, the contact tube may be subject to a higher degree of wear due to the
nature of the surface of CrNi welding wire.
Feeder inching button malfunction
Cause: Plug-in connections of „feeder inching button/control line/power source“ faulty
Remedy: Check plug-in connection / have power source or welding torch serviced
Cause: Control line is faulty
Remedy: Replace control line / have welding torch repaired
62
Page 65

Weld seam porosity
Cause: Spattering in the gas nozzle, causing inadequate gas-shielding of the weld seam
Remedy: Remove welding spatter
Cause: Either the shielding gas hose has holes in it, or the hose is not connected properly
Remedy: Replace shielding gas hose
Cause: The O-ring seals on the connection points have been cut through or are faulty
Remedy: Change the O-ring seals
Cause: Moisture/condensation in the shielding gas line
Remedy: Dry shielding gas line
Cause: Shielding gas flow is either too high or too low
Remedy: Correct the shielding gas flow
Cause: Insufficient shielding gas flow when welding starts or finishes
Remedy: Increase gas pre-flow or gas post-flow
Cause: Rusty or poor quality filler wire
Remedy: Use high-quality filler wire with no impurities
Cause: Too much parting agent applied
Remedy: Remove superfluous parting agent / apply less parting agent
63
Page 66

FR
Diagnostic d’erreur, élimination de l’erreur
Pas de courant de soudage
Interrupteur d’alimentation commuté, voyants allumés sur la source de courant, gaz protecteur disponible
Cause : Connexion à la masse erronée
Remède : Vérifier la polarité de la connexion à la masse et de la borne
Cause : Câble de courant interrompu dans la torche de soudage
Remède : Remplacer la torche de soudage
Pas de gaz protecteur
Toutes les autres fonctions sont disponibles
Cause : Bouteille de gaz vide
Remède : Remplacer la bouteille de gaz
Cause : Détendeur défectueux
Remède : Remplacer le détendeur
Cause : Le tuyau de gaz n’est pas monté, est endommagé ou est plié
Remède : Monter, remplacer ou redresser le tuyau de gaz
Cause : Torche défectueuse
Remède : Remplacer la torche de soudage
Cause : Électrovanne de gaz défectueuse
Remède : Remplacer l’électrovanne de gaz
Mauvaise qualité de soudure
Cause : Paramètres de soudage incorrects
Remède : Vérifier les réglages
Cause : Mauvaise connexion à la masse
Remède : Établir un bon contact avec la pièce à usiner
Cause : Pas ou pas assez de gaz protecteur
Remède : Vérifier le détendeur, le tuyau de gaz, l’électrovanne de gaz et le raccord de gaz de la torche
Cause : Fuite sur la torche de soudage
Remède : Remplacer la torche de soudage
Cause : Tube de contact trop grand ou usé
Remède : Remplacer le tube de contact
Mauvaise qualité de soudure
Cause : Mauvais alliage ou mauvais diamètre de fil
Remède : Contrôler la bobine de fil en place
Cause : Mauvais alliage ou mauvais diamètre de fil
Remède : Vérifier la compatibilité du matériau de base avec le soudage
Cause : Gaz protecteur non approprié pour cet alliage de fil
Remède : Utiliser le bon gaz protecteur
Cause : Conditions de soudage défavorables : gaz protecteur contaminé (humidité, air), blindage gaz
défectueux (bain de fusion „en ébullition“, courant d’air), impuretés dans la pièce à usiner (rouille,
peinture, graisse)
Remède : Optimiser les conditions de soudage
Cause : Projections de soudure dans la buse gaz
Remède : Enlever les projections de soudure
64
Page 67

Mauvaise qualité de soudure
Cause : Turbulences dues à une trop grande quantité de gaz protecteur
Remède : Réduire la quantité de gaz protecteur,
quantité de gaz protecteur recommandée (l/min) = Diamètre du fil (mm) x 10
(par ex. 16 l/min pour un fil-électrode de 1,6 mm)
Cause : Distance trop grande entre la torche de soudage et la pièce à usiner
Remède : Réduire la distance séparant la torche de soudage de la pièce à usiner (recommandation : 10-15
mm)
Cause : Angle de placement de la torche de soudage trop grand
Remède : Réduire l’angle de placement de la torche de soudage
Cause : Diamètre erroné des composants de déplacement du fil
Remède : Utiliser des composants de déplacement du fil de diamètre approprié
Avance du fil défectueuse
Cause : Le réglage du frein est trop fort
Remède : Régler le frein moins fort
Cause : L’orifice du tube de contact est obturé
Remède : Remplacer le tube de contact
Cause : l’âme de transport du fil dans la torche est défectueuse
Remède : Vérifier que l’âme de guidage du fil n’est ni pliée, ni encrassée, etc.
Cause : Les galets d’entraînement ne sont pas appropriés au fil-électrode utilisé
Remède : Utiliser des galets d’entraînement adaptés
Cause : La pression d’appui des galets d’entraînement est incorrecte
Remède : Optimiser la pression d’appui
Cause : Galets d’entraînement encrassés ou endommagés
Remède : Nettoyer ou remplacer les galets d’entraînement
Cause : Âme de guidage du fil obturée ou pliée
Remède : Changer l’âme de guidage du fil
Cause : Dimensions erronées de l’âme de guidage du fil ou de la buse d’entrée du fil
Remède : Dimensionner correctement l’âme de guidage du fil ou la buse d’entrée du fil
Cause : L’âme de guidage du fil a été pliée lors de son insertion
Remède : Tenir l’âme de guidage du fil uniquement à proximité du tube d’entrée lors de son insertion
Cause : Fil-électrode AISi : Fil-électrode endommagé par l’insert en bronze
Remède : L’âme en Téflon doit arriver jusqu’au tube de contact
Cause : Âme de guidage du fil trop courte après égalisation
Remède : Remplacer l’âme de guidage du fil et la couper à la bonne longueur
Cause : Abrasion du fil-électrode en raison d’une pression d’appui trop élevée au niveau des galets
d’entraînement
Remède : Réduire la pression d’appui au niveau des galets d’entraînement
Cause : Fil-électrode encrassé / rouillé
Remède : Utiliser un fil-électrode de plus grande qualité, sans impureté
65
Page 68

La torche de soudage devient très chaude
Cause : L’écrou-raccord au niveau du raccord central n’est pas convenablement vissé
Remède : Serrer l’écrou-raccord
Cause : La torche de soudage a été utilisée au-delà de l’ampérage maximal
Remède : Baisser la puissance de soudage ou utiliser une torche de soudage plus puissante
Cause : La torche n’a pas les dimensions suffisantes
Remède : Respecter la durée maximale de fonctionnement et les limites de charge
Cause : Uniquement pour les installations refroidies par eau : Débit d’eau trop faible
Remède : Vérifier le niveau d’eau, le débit d’eau, l’encrassement de l’eau, la pose du faisceau de liaison,
etc.
Courte durée de vie du tube de contact
Cause : Galets d’entraînement non adaptés
Remède : Utiliser des galets d’entraînement adaptés
Cause : Abrasion du fil-électrode en raison d’une pression d’appui trop élevée au niveau des galets
d’entraînement
Remède : Réduire la pression d’appui au niveau des galets d’entraînement
Cause : Fil-électrode encrassé / rouillé
Remède : Utiliser un fil-électrode de plus grande qualité, sans impureté
Cause : Fil-électrode non-revêtu
Remède : Utiliser un fil-électrode disposant du revêtement approprié
Cause : Mauvaise dimension du tube de contact
Remède : Dimensionner correctement le tube de contact
Cause : Durée de fonctionnement de la torche de soudage trop longue
Remède : Diminuer la durée de fonctionnement ou utiliser une torche de soudage plus puissante
Cause : Surchauffe du tube de contact Pas de dissipation thermique en raison d’une fixation trop lâche du
tube de contact
Remède : Visser le tube de contact.
REMARQUE ! Dans le cas des applications CrNi, l’usure du tube de contact peut être plus importante,
en raison de la composition de la surface du fil-électrode CrNi.
Erreur de fonctionnement de la touche Introduction fil
Cause : Connexions „Introduction fil / Câble de commande / Source de courant“ défectueuses
Remède : Vérifier la fiche de connexion / Amener la source de courant ou la torche de soudage au S.A.V.
Cause : Câble de commande défectueux
Remède : Remplacer le câble de commande / Amener la torche de soudage en réparation
66
Page 69

Porosité du cordon de soudure
Cause : Formation de projections dans la buse gaz, d’où une protection gazeuse insuffisante du cordon de
soudure
Remède : Enlever les projections de soudure
Cause : Présence de trous dans le tuyau de gaz protecteur ou raccord incorrect du tuyau de gaz pro-
tecteur
Remède : Remplacer le tuyau de gaz protecteur
Cause : Les joints toriques des connexions sont entaillés ou défectueux
Remède : Remplacer les joints toriques
Cause : Humidité / condensat dans la conduite de gaz protecteur
Remède : Sécher la conduite de gaz protecteur
Cause : Débit de gaz protecteur trop fort ou trop faible
Remède : Rectifier le débit de gaz protecteur
Cause : Quantité de gaz protecteur insuffisante au début ou à la fin du soudage
Remède : Augmenter le prédébit ou le postdébit de gaz
Cause : Fil-électrode rouillé ou de mauvaise qualité
Remède : Utiliser un fil-électrode de plus grande qualité, sans impureté
Cause : Agent de séparation en quantité excessive
Remède : Enlever l’agent de séparation en excès / Appliquer moins d’agent de séparation
67
Page 70

IT
Diagnosi e risoluzione degli errori
Corrente di saldatura assente
Interruttore di rete inserito, spie sul generatore accese, gas inerte presente
Causa: collegamento a massa sbagliato
Risoluzione: controllare la polarità del collegamento a massa e del morsetto
Causa: cavo di corrente interrotto nella torcia per saldatura
Risoluzione: sostituire la torcia per saldatura
Gas inerte assente
tutte le altre funzioni presenti
Causa: bombola del gas vuota
Risoluzione: sostituire la bombola del gas
Causa: riduttore di pressione gas difettoso
Risoluzione: sostituire il riduttore di pressione gas
Causa: il tubo del gas è smontato, danneggiato o piegato
Risoluzione: sostituire o raddrizzare il tubo del gas
Causa: torcia per saldatura difettosa
Risoluzione: sostituire la torcia per saldatura
Causa: valvola magnetica del gas difettosa
Risoluzione: sostituire la valvola magnetica del gas
Saldatura di cattiva qualità
Causa: parametri di saldatura sbagliati
Risoluzione: controllare le regolazioni
Causa: cattivo collegamento a massa
Risoluzione: creare un contatto perfetto con il pezzo
Causa: gas inerte assente o scarso
Risoluzione: controllare il riduttore di pressione, il tubo del gas, la valvola magnetica del gas e l‘attacco del
gas della torcia.
Causa: torcia del gas non ermeticamente stagna
Risoluzione: sostituire la torcia per saldatura
Causa: punta guidafilo troppo grande o consumata
Risoluzione: sostituire la punta guidafilo
Saldatura di cattiva qualità
Causa: lega del filo sbagliata o diametro del filo sbagliato
Risoluzione: controllare la bobina filo inserita
Causa: lega del filo sbagliata o diametro del filo sbagliato
Risoluzione: verificare la saldabilità del materiale di base
Causa: gas inerte non adatto alla lega del filo
Risoluzione: utilizzare il gas inerte adatto
Causa: condizioni di saldatura sfavorevoli: gas inerte impuro (umidità, aria), schermatura del gas carente
(il bagno di fusione „cuoce“, aria di aspirazione), impurità sul pezzo (ruggine, vernice, grasso)
Risoluzione: Ottimizzare le condizioni di saldatura
Causa: spruzzi di saldatura nell’ugello del gas
Risoluzione: rimuovere gli spruzzi di saldatura
68
Page 71

Saldatura di cattiva qualità
Causa: turbolenze a causa di eccessiva quantità di gas inerte
Risoluzione: ridurre la quantità di gas inerte, si consiglia la seguente proporzione:
quantità di gas inerte (l/min) = diametro del filo (mm) x 10
(es. 16 l/min per filo di saldatura da 1,6 mm)
Causa: Eccessiva distanza fra la torcia per saldatura e il pezzo.
Risoluzione: ridurre la distanza fra la torcia per saldatura e il pezzo (distanza consigliata: 10-15 mm)
Causa: angolo di incidenza della torcia troppo ampio
Risoluzione: ridurre l’angolo di incidenza della torcia
Causa: diametro scorretto dei componenti di avanzamento del filo
Risoluzione: utilizzare componenti di avanzamento del filo con il diametro corretto
Alimentazione del filo errata
Causa: regolazione dei freni troppo rigida
Risoluzione: la regolazione dei freni deve essere più lenta
Causa: foro della punta guidafilo spostato
Risoluzione: sostituire la punta guidafilo
Causa: guaina guidafilo all’interno della torcia per saldatura difettosa
Risoluzione: controllare se la guaina del filo è piegata o sporca ecc.
Causa: rulli d’avanzamento non adatti al filo utilizzato
Risoluzione: utilizzare i rulli d’avanzamento adatti
Causa: pressione d‘aderenza sbagliata dei rulli d‘avanzamento
Risoluzione: ottimizzare la pressione d‘aderenza
Causa: rulli d’avanzamento sporchi o danneggiati
Risoluzione: pulire o sostituire i rulli d’avanzamento
Causa: la guaina guidafilo è spostata o piegata
Risoluzione: sostituire la guaina guidafilo
Causa: la guaina guidafilo o l’ugello guidafilo hanno dimensioni non adeguate
Risoluzione: dimensionare correttamente la guaina guidafilo o l’ugello guidafilo
Causa: La guaina guidafilo è stata piegata mentre veniva inserita
Risoluzione: Nell’inserire la guaina guidafilo, afferrarla solo in prossimità del tubo d’inserimento
Causa: Filo di saldatura AlSi: danneggiamento del filo di saldatura per via dell’inserto di bronzo
Risoluzione: l’anima di teflon deve arrivare fino alla punta guidafilo
Causa: guaina guidafilo troppo corta dopo il taglio a misura
Risoluzione: sostituire la guaina guidafilo e accorciarla alla lunghezza corretta
Causa: Attrito del filo di saldatura per via di una pressione eccessiva sui rulli di avanzamento
Risoluzione: Ridurre la pressione sui rulli di avanzamento
Causa: Filo di saldatura sporco / arrugginito
Risoluzione: Utilizzare fili di saldatura di qualità superiore e privi di impurità
69
Page 72

Torcia per saldatura molto calda
Causa: dado a raccordo dell’attacco centrale allentato
Risoluzione: stringere il dado a raccordo
Causa: la torcia per saldatura è stata utilizzata con un amperaggio superiore a quello massimo.
Risoluzione: Ridurre la potenza di saldatura o utilizzare una torcia a prestazioni più elevate
Causa: torcia per saldatura sottodimensionata
Risoluzione: rispettare il tempo d’accensione e i limiti di carico
Causa: solo per gli impianti raffreddati ad acqua: flusso d‘acqua troppo ridotto
Risoluzione: verificare il livello, il flusso e la purezza dell’acqua, la disposizione del fascio cavi, ecc,.
Breve durata utile della punta guida filo
Causa: rulli d’avanzamento sbagliati
Risoluzione: utilizzare i rulli d’avanzamento giusti
Causa: attrito del filo di saldatura per via di una pressione eccessiva sui rulli di avanzamento
Risoluzione: ridurre la pressione sui rulli di avanzamento
Causa: filo di saldatura sporco / arrugginito
Risoluzione: Utilizzare fili di saldatura di qualità superiore e privi di impurità
Causa: Filo di saldatura non isolato
Risoluzione: Utilizzare il filo di saldatura con l’isolamento corretto
Causa: Dimensioni errate del fascio cavi
Risoluzione: Dimensionare correttamente la punta guidafilo
Causa: Tempo di accensione della torcia eccessivo
Risoluzione: Ridurre il tempo di accensione o utilizzare una torcia ad altissime prestazioni
Causa: Punta guidafilo surriscaldata. Nessuna dispersione termica a causa di punta guidafilo allentata
Risoluzione: Stringere la punta guidafilo
AVVERTENZA! Nelle applicazioni CrNi è possibile che il tubo di contatto si usuri maggiormente in
base alla qualità della superficie del filo di saldatura CrNi.
Scorretto funzionamento del tasto inserimento filo
Causa: Collegamento alla rete „Tasto inserimento filo / Cavo di comando / Generatore“ difettoso
Risoluzione: verificare il collegamento alla rete / rivolgersi all’assistenza per il generatore o per la torcia per
saldatura.
Causa: Cavo di comando difettoso
Risoluzione: sostituire il cavo di comando / la torcia per saldatura da riparare
70
Page 73

Porosità del giunto saldato
Causa: spruzzi nell’ugello del gas, per cui gas di protezione insufficiente sul giunto di saldatura
Risoluzione: rimuovere gli spruzzi di saldatura
Causa: tubo del gas inerte forato o allacciamento impreciso del tubo stesso
Risoluzione: sostituire il tubo del gas inerte
Causa: Guarnizioni circolari sugli attacchi danneggiate o difettose
Risoluzione: Sostituire le guarnizioni circolari
Causa: umidità / condensa sul tubo del gas inerte
Risoluzione: asciugare il tubo del gas inerte
Causa: flusso del gas inerte troppo abbondante o troppo scarso
Risoluzione: correggere il flusso del gas inerte
Causa: quantità di gas inerte insufficiente all’inizio o al termine della saldatura
Risoluzione: aumentare il preflusso e il flusso del gas inerte
Causa: filo di saldatura arrugginito o di scarsa qualità
Risoluzione: utilizzare fili di saldatura di qualità superiore e privi di impurità
Causa: apporto eccessivo di agente di distacco
Risoluzione: rimuovere l’agente di distacco in eccesso / apportare meno agente di distacco
71
Page 74

ES
Diagnóstico de errores, solución de errores
No hay corriente de soldadura
Interruptor de red conectado, indicaciones en la fuente de corriente iluminadas, gas protector disponible
Causa: Conexión de masa errónea
Solución: Comprobar la polaridad de la conexión de masa y del borne
Causa: Cable de corriente de la antorcha interrumpido
Solución: Cambiar la antorcha
No hay gas protector
Todas las demás funciones están disponibles
Causa: Bombona de gas vacía
Solución: Cambiar la bombona de gas
Causa: Regulador de presión de gas defectuoso
Solución: Cambiar el regulador de presión de gas
Causa: Manguera de gas no montada, dañada o doblada
Solución: Montar, cambiar o redoblar la manguera de gas
Causa: Antorcha defectuosa
Solución: Sustituir la antorcha
Causa: Electroválvula de gas defectuosa
Solución: Sustituir la electroválvula de gas
Pobres propiedades de soldadura
Causa: Parámetros de soldadura incorrectos
Solución: Comprobar los ajustes
Causa: Pobre conexión de masa
Solución: Establecer un buen contacto con la pieza
Causa: No hay gas protector o el gas es insuficiente
Solución: Comprobar el regulador de presión, la manguera de gas, la válvula magnética de gas, la conexi-
ón de la antorcha.
Causa: Fuga en el soplete
Solución: Sustituir la antorcha
Causa: Tubo de contacto excesivamente grande o gastado
Solución: Cambiar el tubo de contacto
Pobres propiedades de soldadura
Causa: Aleación incorrecta del hilo o diámetro de hilo incorrecto
Solución: Controlar la bobina de hilo introducida
Causa: Aleación incorrecta del hilo o diámetro de hilo incorrecto
Solución: Comprobar la soldabilidad del material base
Causa: El gas protector no es adecuado para la aleación del hilo
Solución: Utilizar el gas protector correcto
Causa: Condiciones de soldadura desfavorables: Gas protector sucio (humedad, aire), insuficiente
blindado de gas (el baño de fusión está „hirviendo“, corriente), impurezas en la pieza de trabajo
(corrosión, pintura, grasa)
Solución: Optimizar las condiciones de soldadura
72
Page 75

Pobres propiedades de soldadura
Causa: Salpicaduras de soldadura en el inyector de gas
Solución: Quitar las salpicaduras de soldadura
Causa: Turbulencias originadas por una cantidad excesiva de gas protector
Solución: Reducir la cantidad de gas protector,
cantidad de gas protector (l/min) = diámetro del hilo (mm) x 10
(por ejemplo, 16 l/min para un electrodo de soldadura de 1,6 mm)
Causa: Distancia excesivamente grande entre la antorcha y la pieza de trabajo.
Solución: Reducir la distancia entre la antorcha y la pieza de trabajo (recomendación: 10-15 mm)
Causa: Ángulo de incidencia de la antorcha excesivamente grande
Solución: Reducir el ángulo de incidencia de la antorcha
Causa: Componentes de transporte de hilo con diámetro incorrecto
Solución: Utilizar componentes de transporte de hilo con un diámetro correcto
Transporte de hilo inadecuado
Causa: Freno demasiado ajustado
Solución: Aflojar el ajuste del freno
Causa: Taladro del tubo de contacto incorrecto
Solución: Sustituir el tubo de contacto
Causa: Alma de transporte de hilo en la antorcha defectuosa
Solución: Comprobar el alma de transporte de hilo respecto a dobladuras, suciedad, etc.
Causa: Los rodillos de avance no son adecuados para el electrodo de soldadura utilizado
Solución: Utilizar rodillos de avance adecuados
Causa: Presión de apriete incorrecta de los rodillos de avance
Solución: Mejorar la presión de apriete
Causa: Los rodillos de avance están sucios o dañados
Solución: Limpiar o sustituir los rodillos de avance
Causa: Alma de guía de hilo mal instalado o doblado
Solución: Sustituir el alma de guía de hilo
Causa: Dimensión incorrecta del alma de guía de hilo o del inyector de entrada de hilo
Solución: Dimensionar correctamente el alma de guía de hilo o el inyector de entrada de hilo
Causa: El alma de guía de hilo ha sido doblado durante la introducción
Solución: Coger el alma de guía de hilo durante la introducción sólo en la zona del tubo de entrada
Causa: Electrodo de soldadura AlSi: daño del electrodo de soldadura debido el inserto de bronce
Solución: El alma de teflón debe llegar hasta el tubo de contacto
Causa: El alma de guía de hilo es demasiado corto después del tronzado
Solución: Sustituir el alma de guía de hilo y cortarlo a la longitud correcta
Causa: Abrasión del electrodo de soldadura debido a una presión de apriete excesiva en los rodillos de
avance
Solución: Reducir la presión de apriete en los rodillos de avance
Causa: Electrodo de soldadura sucio/oxidado
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas
73
Page 76

Antorcha se calienta mucho
Causa: Racor en la conexión central aflojado
Solución: Apretar el racor
Causa: La antorcha ha sido utilizada más allá del máximo número de amperios
Solución: Reducir el rendimiento de soldadura o utilizar una antorcha más potente
Causa: Dimensiones insuficientes de la antorcha
Solución: Observar la duración de ciclo de trabajo y los límites de carga
Causa: Sólo para equipos refrigerados por agua: Caudal de agua insuficiente
Solución: Controlar el nivel de agua, el caudal de agua, la suciedad del agua, el tendido del paquete de
mangueras, etc.
Vida útil del tubo de contacto corta
Causa: Rodillos de avance incorrectos
Solución: Utilizar rodillos de avance correctos
Causa: Abrasión del electrodo de soldadura debido a una presión de apriete excesiva en los rodillos de
avance
Solución: Reducir la presión de apriete en los rodillos de avance
Causa: Electrodo de soldadura sucio/oxidado
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas
Causa: Electrodo de soldadura sin recubrir
Solución: Utilizar un electrodo de soldadura con un recubrimiento adecuado
Causa: Dimensión del tubo de contacto incorrecta
Solución: Dimensionar el tubo de contacto correctamente
Causa: Duración de conexión de la antorcha excesiva
Solución: Reducir la duración de conexión o utilizar una antorcha más potente
Causa: Tubo de contacto excesivamente calentado. No se produce ninguna pérdida de calor debido al
asiento demasiado flojo del tubo de contacto
Solución: Apretar el tubo de contacto
¡OBSERVACIÓN! En caso de aplicaciones CrNi se puede producir un mayor desgaste del tubo de
contacto, debido a las características superficiales del electrodo de soldadura CrNi.
Función errónea de la tecla Enhebrar hilo
Causa: Uniones enchufables „Tecla Enhebrar hilo(cable de control/fuente de corriente“ defectuosas
Solución: Comprobar la unión enchufable/enviar la fuente de corriente o la antorcha al servicio
Causa: Cable de control defectuoso
Solución: Sustituir el cable de control/enviar la antorcha para su reparación
74
Page 77

Porosidad del cordón de soldadura
Causa: Formación de salpicaduras en el inyector de gas, por lo que la protección de gas del cordón de
soldadura es insuficiente
Solución: Quitar las salpicaduras de soldadura
Causa: Agujeros en la manguera de gas protector o conexión inexacta de la manguera de gas protector
Solución: Sustituir la manguera de gas protector
Causa: Las juntas tóricas de las conexiones están cortadas o defectuosas
Solución: Sustituir las juntas tóricas
Causa: Humedad/condensado en la tubería de gas protector
Solución: Secar la línea de gas protector
Causa: Flujo de gas protector excesivo o insuficiente
Solución: Corregir el flujo de gas protector
Causa: Cantidad de gas protector insuficiente al comienzo de soldadura o al final de la soldadura
Solución: Aumentar el flujo previo de gas o el flujo posterior de gas
Causa: Calidad oxidada o mala del electrodo de soldadura
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas
Causa: Aplicación en exceso del agente de separación
Solución: Eliminar el agente de separación sobrante/aplicar menos agente de separación
75
Page 78

PT-BR
Diagnóstico de Falha, Eliminação de Falha
Sem corrente de soldagem
Interruptor da rede ligado, indicações na fonte de solda estão acesos, gás inerte existente
Causa: Conexão de massa incorreta
Eliminação: Verificar a conexão de massa e borne sobre a polaridade
Causa: Cabo de energia elétrica na tocha interrompida
Eliminação: Substituir tocha
Sem gás inerte
todos as outras funções existem
Causa: Cilindro de gás vazio
Eliminação: Substituir cilindro de gás
Causa: redutor de pressão-gás defeituoso
Eliminação: Redutor de pressão-gás substituir
Causa: Mangueira de gás não montada, defeituoso ou dobrada
Eliminação: Montar, substituir ou desentortar a mangueira de gás
Causa: Tocha defeituosa
Eliminação: Substituir a tocha
Causa: Válvula solenoide-gás defeituoso
Eliminação: Válvula solenoide-gás substituir
Más características de soldagem
Causa: parâmetros de soldagem incorretas
Eliminação: Verificar ajustes
Causa: Mal contato de massa
Eliminação: Executar um bom contato para a peça de produção
Causa: nenhum ou pouco gás inerte
Eliminação: Verificar redutor de pressão, mangueira de gás, válvula solenóide – gás, conexão de tocha-gás.
Causa: Tocha com vazamento
Eliminação: Substituir a tocha
Causa: Tubo de contato grande demais ou desgastado
Eliminação: Substituir tubo de contato
Más características de soldagem
Causa: Liga de arame incorreto ou diâmetro de arame incorreto
Eliminação: Controlar a bobina de arame colocado
Causa: Liga de arame incorreto ou diâmetro de arame incorreto
Eliminação: Verificar a capacidade de soldagem da matéria-prima básica
Causa: Gás inerte não adequado para a liga de arame
Eliminação: Utilizar o gás inerte correto
Causa: Condições de soldagem desfavoráveis: Gás inerte com impurezas (umidade, ar) blindagem de
gás defeituoso (banho de fusão „ferve“, ar de corrente), impurezas na peça de produção (ferrugem, tinta, graxa)
Eliminação: Otimizar as condições de soldagem
Causa: Respingos de soldagem no bocal de gás
Eliminação: Retirar respingos de soldagem
76
Page 79

Más características de soldagem
Causa: Turbulências por causa de quantidade alta demais de gás inerte
Eliminação: Reduzir a quantidade de gás inerte,
quantidade de gás inerte recomendada (l/mín) = diâmetro de arame (mm) x 10
(por exemplo 16 l/mín para 1,6 mm eletrodo de arame)
Causa: Distância grande demais entre a tocha e peça de produção.
Eliminação: Reduzir a distância entre a tocha e a peça de produção (recomendável: 10-15 mm)
Causa: Ângulo de encosto da tocha grande demais
Eliminação: Reduzir o ângulo de encosto da tocha
Causa: Componentes de transporte-arame com diâmetro incorreto
Eliminação: Utilizar componentes de transporte-arame com diâmetro correto
Transporte de arame incorreto
Causa: Freio ajustado forte demais
Eliminação: Ajustar mais solto o freio
Causa: Furo do tubo de contato entupido
Eliminação: Substituir o tubo de contato
Causa: Alma de transporte-arame na tocha defeituoso
Eliminação: Verificar a alma de transporte – arame sobre dobras, sujeira etc.
Causa: Bobinas de alimentação não adequada para o eletrodo de arame utilizado
Eliminação: Utilizar bobinas de alimentação adequadas
Causa: Pressão de encosto incorreto das bobinas de alimentação
Eliminação: Otimizar a pressão de encosto
Causa: Bobinas de alimentação sujas ou danificadas
Eliminação: Limpar ou substituir as bobinas de alimentação
Causa: Alma de guia-arame entupida e dobrada
Eliminação: Substituir a alma de guia-arame
Causa: Dimensão incorreta da alma de guia-arame ou bocal de entrada-arame
Eliminação: Dimensionar corretamente a alma de guia do arame ou do bocal de entrada-arame
Causa: Alma de guia-arame foi dobrada durante a inserção
Eliminação: Pegar a alma de guia de arame durante a inserção somente perto do tubo de entrada
Causa: Eletrodo de arame AlSi: Danificação do eletrodo de arame por inserto de bronze
Eliminação: Alma de teflon deve alcançar até o tubo de contato
Causa: Alma de guia-arame curto demais após o corte
Eliminação: Substituir a alma de guia-arame e cortar para o comprimento correto
Causa: Abrasão no eletrodo de arame por causa de pressão de encosto forte demais nos rolos de
alimentação
Eliminação: Reduzir a pressão de encosto nos rolos de alimentação
Causa: Eletrodo de arame sujo / com ferrugem
Eliminação: Utilizar eletrodo de arame de alta qualidade sem impurezas
77
Page 80

Tocha esquenta muito
Causa: Porca de capa na conexão central frouxa
Eliminação: Apertar a porca de capa
Causa: A tocha foi operada além da quantidade máxima de Ampères.
Eliminação: Reduzir a potência de soldagem ou utilizar tocha com capacidade correta
Causa: Tocha dimensionada fraca demais
Eliminação: Considerar o tempo de ligação e limite de carga
Causa: somente nas instalações com refrigeração de água: fluxo de água muito baixo
Eliminação: Controlar o nível de água, volume de fluxo de água, sujeira na água, colocação do pacote de
mangueiras etc.
Vida útil curta do tubo de contato
Causa: Bobinas de alimentação incorretas
Eliminação: Utilizar bobinas de alimentação adequadas
Causa: Abrasão no eletrodo de arame por causa de pressão de encosto forte demais nos rolos de
alimentação
Eliminação: Reduzir a pressão de encosto nos rolos de alimentação
Causa: Eletrodo de arame sujo / com ferrugem
Eliminação: Utilizar eletrodo de arame de alta qualidade sem impurezas
Causa: Eletrodo de arame sem revestimento
Eliminação: Utilizar eletrodo de arame com revestimento adequado
Causa: Dimensão incorreta do tubo de contato
Eliminação: Dimensionar corretamente o tubo de contato
Causa: Duração de ligação longa demais da tocha
Eliminação: Reduzir a duração de ligação ou utilizar tocha com capacidade correta
Causa: Tubo de contato com excesso de aquecimento. Sem desvio de calor por causa de assento solto
do tubo de contato
Eliminação: Apertar o tubo de contato
AVISO! Na aplicação de CrNi pode aparecer ,devido a característica de superfície do eletrodo de
arame CrNi, um maior desgaste do tubo de contato.
Função incorreta do botão inserir arame
Causa: Conexões de plugue „botão inserir arame/cabo de comando/fonte de soldagem“ defeituoso
Eliminação: Verificar conexões de plugue/fonte de soldagem ou tocha para o serviço
Causa: Cabo de comando defeituoso
Eliminação: Substituir cabo de comando/tocha para reparo
78
Page 81

Porosidade na costura de soldagem
Causa: Formação de respingos no bocal de gás desta forma proteção de gás insuficiente da costura de
soldagem
Eliminação: Retirar respingos de soldagem
Causa: Furos na mangueira de gás inerte ou conexão imprecisa da mangueira-gás inerte
Eliminação: Substituir a mangueira de gás inerte
Causa: O-Ring’s nas conexões são cortadas ou defeituosas
Eliminação: Substituir os O-ring’s
Causa: Umidade/condensado na tubulação-gás inerte
Eliminação: Secar tubulação de gás inerte
Causa: Fluxo de gás inerte forte demais ou baixo demais
Eliminação: Corrigir o fluxo de gás inerte
Causa: Quantidade-gás inerte insuficiente no início da soldagem ou no final da soldagem
Eliminação: Aumentar o pré fluxo de gás ou o pós fluxo de gás
Causa: Ferrugem ou mal qualidade do eletrodo de arame
Eliminação: Utilizar eletrodo de arame de alta qualidade sem impurezas
Causa: Aplicado em excesso produto de separação
Eliminação: Retirar o produto de separação em excesso/aplicar menos produto de separação
79
Page 82

DE EN FR
Technische Daten
Rohrbögen
Symbolerklärung:
Rohrbogen wassergekühlt
X ............. Einschaltdauer in % X ........... Duty cycle in % X ........... Facteur de marche en %
ED* .........Einschaltdauer
I
..........max. Schweißstrom in A
max
(M6) ........ mit Kontaktrohr M6
(M8) ........ mit Kontaktrohr M8
Elektrodendurchmesser
Ø
Spannungsbemessung (V-Peak):
- für maschinell geführte
Schweißbrenner: 141 V
Das Produkt entspricht den
Anforderungen laut Norm
IEC 60974-7.
Technical Data
Torch necks
Explanation of symbols:
Water-cooled torch neck
ED* .......Duty cycle
I
max. welding current in A
max
(M6) ........ with contact tube M6
(M8) ........ with contact tube M8
Electrode diameter
Ø
Voltage measurement (V-Peak): -
for mechanically driven welding
torches: 141 V
This product conforms to the requirements of IEC 60974-7.
Caractérist. techniques
Coudes
Explication des symboles :
Coude à refroidissement
par eau
ED* ....... Facteur de marche
I
........Courant de soudage max.
max
(M6) ...... avec tube de contact M6
(M68 .....avec tube de contact M8
Mesure de la tension (V-Peak) :
- pour torches de soudage à
Ce produit satisfait aux exigences
de la norme IEC 60974-4.
en A
Diamètre de l’électrode
Ø
guidage mécanique: 141 V
IT ES PT
Dati tecnici
Tubi curvi
Legenda simboli:
Tubo ricurvo
raff reddata ad acqua
X ...........Tempo di accensione in %
ED* .......Tempo di accensione ED* ...Duración de conexión ED* .....Duração de ligação
..........Corrente di saldatura
I
max
(M6) ........ con punta guidafi lo M6
(M8) ........ con punta guidafi lo M8
Misurazione della tensione (V-Peak):
- per torce per saldatura azionate
Questo prodotto è conforme allo
standard IEC 60974-7.
massima in A
Diametro dell’elettrodo
Ø
a macchina: 141 V
Datos técnicos
Codos de tubo
Explicación de símbolos:
Codo de tubo
refrigerada por agua
X .......Duración de conexión en %
..........Máximo corriente de
I
max
(M6) ........ con tubo de contacto M6
(M8) ........ con tubo de contacto M8
Medición de tensión (V-Peak):
- para antorchas guiadas por
El producto cumple los requisitos
de la norma IEC 60974-7.
soldadura en A
Diámetro de electrodo
Ø
máquina: 141 V
Características técnicas
Tubos curvado
Explicação de símbolo
Tubo curvado refrigerado a água
X ......... Duração de ligação em %
..........Corrente máxima de
I
max
(M6) ........ com tubo de contato M6
(M8) ........ com tubo de contato M8
Dimensionamento de tensão
(V-Peak):
- para tochas guiadas por
Este produto está em concordância com as exigências conforme
norma IEC 60974-7.
soldagem em A
Diâmetro do eletrodo
Ø
máquina: 141 V
I
ud_fr_st_mb_01462 01/2019
Page 83

Robacta 160 Robacta 280 Robacta 300 Robacta 400
Ø
Ø
Ø
Ø
Ø
X / I
(10 min / 40°C) [%] / [A] - - - -
max
M21 (EN 439) [%] / [A] - - - [%] / [A] 100 / 160 100 / 280 100 / 350 100 / 250 (M6); 400 (M8)
(10 min / 40°C) [%] / [A] - - - -
X / I
max
C1 (EN 439) [%] / [A] - - - [%] / [A] 100 / 160 100 / 280 100 / 350 100 / 250 (M6); 400 (M8)
[mm] 0,8-1,2 0,8-1,2 0,8-1,2 0,8-1,2
[in.] .031-.047 .031-.047 .031-.047 .031-.047
Robacta 500 Robacta 700 Robacta 700 Robacta 2500
TIME
X / I
(10 min / 40°C) [%] / [A] - - - -
max
M21 (EN 439) [%] / [A] - - - [%] / [A] 100 / 500 100 / 700 100 / 700 100 / 250
X / I
(10 min / 40°C) [%] / [A] - - - -
max
C1 (EN 439) [%] / [A] - - - [%] / [A] 100 / 500 100 / 700 100 / 700 100 / 250
[mm] 0,8-1,6 1,0-1,6 1,0-1,6 0,8-1,2
[in.] .031-.063 .039-.063 .039-.063 .031-.047
Robacta 5000 Robacta 7000 MTW 500-M (Con-Drive) Laser HD/W
X / I
(10 min / 40°C) [%] / [A] - - - -
max
M21 (EN 439) [%] / [A] - - - [%] / [A] 100 / 500 100 / 700 100 / 500 100 / 250
X / I
(10 min / 40°C) [%] / [A] - - - -
max
C1 (EN 439) [%] / [A] - - - [%] / [A] 100 / 500 100 / 700 100 / 500 100 / 250
[mm] 0,8-1,6 1,0-1,6 0,8-1,6 1,0-1,6
[in.] .031-.063 .039-.063 .031-.063 .039-.063
Robacta Twin Robacta Twin Robacta Twin Robacta Twin
Single 300 500 600 900
X / I
(10 min / 40°C) [%] / [A] - - - -
max
M21 (EN 439) [%] / [A] - - - [%] / [A] 100 / 300 100 / 500 (2 x 250) 100 / 600 (2x300) 100 / 900 (2x450)
[mm] 0,8-1,2 0,8-1,6 0,8-1,2 1,0-1,6
[in.] .031-.047 .031-.063 .031-.047 .039-.063
Robacta Twin Robacta Twin
900 Compact Compact PRO
X / I
(10 min / 40°C) [%] / [A] - -
max
M21 (EN 439) [%] / [A] - [%] / [A] 100 / 900 (2 x 450) 100 / 900 (2 x 450)
[mm] 1,0-1,6 1,0-1,6
[in.] .039-.063 .039-.063
ud_fr_st_mb_01462 01/2019
II
Page 84

MTB 500i W/R MTB 330i W/R
Ø
Ø
Ø
X / I
(10 min / 40°C) [%] / [A] - -
max
M21 (EN 439) [%] / [A] - [%] / [A] 100 / ED* 500 100 / ED* 330
(10 min / 40°C) [%] / [A] - -
X / I
max
C1 (EN 439) [%] / [A] - [%] / [A] 100 / ED* 500 100 / ED* 330
[mm] 1,0-1,6 0,8-1,6
[in.] .039-.063 .032-.063
MTB 500d W/R MTB 350d W/R MTB 330d W/R
X / I
(10 min / 40°C) [%] / [A] - -
max
M21 (EN 439) [%] / [A] - [%] / [A] 100 / ED* 500 100 /ED* 350 100 / ED* 330
X / I
(10 min / 40°C) [%] / [A] - -
max
C1 (EN 439) [%] / [A] - [%] / [A] 100 / ED* 500 100 / ED* 350 100 / ED* 330
[mm] 1,0-1,6 0,8-1,6 0,8-1,6
[in.] .039-.063 .032-.063 .032-.063
MTB 400d G/R MTB 350d G/R MTB 330d G/R
X / I
(10 min / 40°C) [%] / [A] 40 / ED* 400 40 / ED* 350 40 / ED* 330
max
M21 (EN 439) [%] / [A] 60 / ED* 320 60 / ED* 300 60 / ED* 270
[%] / [A] 100 / ED* 260 100 / ED* 250 100 / ED* 220
X / I
(10 min / 40°C) [%] / [A] - - -
max
C1 (EN 439) [%] / [A] 60 / ED* 400 60 / ED* 350 60 / ED* 330
[%] / [A] 100 / ED* 320 100 / ED* 300 100 / ED* 270
.
[mm] 0,8-1,6 0,8-1,6 0,8-1,6
[in.] .032-.063 .032-.063 .032-.063
III
ud_fr_st_mb_01462 01/2019
Page 85

DE EN FR
Technische Daten
Schlauchpakete
Symbolerklärung:
Wasserkühlung
Schlauchpaket-Länge
X ............ Einschaltdauer in % X ............ Duty cycle in %
I
......... max. Schweißstrom in A
max
Elektrodendurchmesser
Ø
* geringste Kühlleistung laut
Norm IEC 60974-2, abhängig
von der Schlauchpaket-Länge
Spannungsbemessung (V-Peak):
- für maschinell geführte
Schweißbrenner: 141 V
Das Produkt entspricht den
Anforderungen laut Norm
IEC 60974-7.
Technical Data
Hosepacks
Explanation of symbols:
Water cooling
Length of the hosepack
I
.........
max
* Lowest cooling power as per
Voltage measurement (V-Peak):
- for mechanically driven welding
This product conforms to the
requirements of IEC 60974-7.
max. welding current in A
Electrode diameter
Ø
IEC 60974-2, depends on the
length of the hosepack
torches: 141 V
Caractérist. techniques
Faisceaux de câbles
Explication des symboles :
Refroidissement par eau
Longueur du faisceau
de liaison
X ............ Facteur de marche en %
I
......... Courant de soudage
max
* Puissance de refroidissement
Mesure de la tension (V-Peak) :
- pour torches de soudage à
Ce produit satisfait aux exigences
de la norme IEC 60974-4.
max. en A
Diamètre de l’électrode
Ø
minimale conformément à la
norme IEC 60974-2, dépend
de la longueur du faisceau de
liaison
guidage mécanique: 141 V
IT ES PT
Dati tecnici
Fascio di cavi
Legenda simboli:
Raffreddamento ad
acqua
Lunghezza del fascio
cavi
X ............
I
max
* Raffreddamento minimo
Misurazione della tensione (V-Peak):
- per torce per saldatura azionate
Questo prodotto è conforme allo
standard IEC 60974-7.
Tempo di accensione in %
......... Corrente di saldatura
massima in A
Diametro dell’elettrodo
Ø
secondo la norma IEC 609742, dipende dalla lunghezza del
fascio cavi
a macchina: 141 V
Datos técnicos
Paquetes de mangueras
Explicación de símbolos:
Refrigeración por agua
Longitud del paquete de
mangueras
X ........ Duración de conexión en % X ........ Duração de ligação em %
I
......... Máximo corriente de
max
* Menor potencia de refrigera-
Medición de tensión (V-Peak):
- para antorchas guiadas por
El producto cumple los requisitos
de la norma IEC 60974-7.
soldadura en A
Diámetro de electrodo
Ø
ción según la norma IEC
60974-2, independiente de la
longitud del paquete de mangueras
máquina: 141 V
Características técnicas
Pacote de mangueiras
Explicação de símbolo:
Refrigeração à água
Comprimento do pacote
de mangueiras
I
......... Corrente máxima de
max
* Menor potência de refrigera-
Dimensionamento de tensão
(V-Peak):
- para tochas guiadas por
Este produto está em concordância
com as exigências conforme
norma IEC 60974-7.
soldagem em A
Diâmetro do eletrodo
Ø
ção conforme norma IEC
60974-2, depende do comprimento pacote de mangueiras
máquina: 141 V
I
ud_fr_st_mb_01463 01/2016
Page 86

Robacta Robacta W/CB-PAP
X / I
(10 min / 40°C) [%] / [A] - -
max
M21 (EN 439) [%] / [A] - -
[%] / [A] 100 / 700 100 / 500
X / I
(10 min / 40°C) [%] / [A] - -
max
C1 (EN 439) [%] / [A] - -
[%] / [A] 100 / 700 100 / 500
[mm] 0,8-1,6 0,8-1,6
Ø
[in.] .031-.063 .031-.063
[m] ([W]) 1,2 (1100) / 1,5 (1300) / 1,19 (550) / 1,30 (550) / 1,33 (550) / 1,38 (550) /
[m] ([W]) 1,75 (1400) / 2,5 (1400) / 1,39 (600) / 1,41 (600) / 1,43 (600) / 1,44 (600) /
P
min
*
[m] ([W]) 3,5 (1700) / 4,5 (2100) 1,46 (600) / 1,48 (600) / 1,51 (600) / 1,59 (650) /
[m] ([W]) 1,60 (650) / 1,65 (650) / 1,67 (650) / 1,68 (650) /
[m] ([W]) 1,72 (650) / 1,80 (700)
[ft.] ([W]) 3.9 (1100) / 4.9 (1300) / 3.9 (550) / 4.2 (550) / 4.3 (550) / 4.5 (550) /
[ft.] ([W]) 5.7 (1400) / 8.2 (1400) / 4.5 (600) / 4.6 (600) / 4.7 (600) / 4.7 (600) /
[ft.] ([W]) 11.4 (1700) / 14.7 (2100) 4.7 (600) / 4.8 (600) / 4.9 (600) / 5.2 (650) /
[ft.] ([W]) 5.2 (650) / 5.4 (650) / 5.4 (650) / 5.5 (650) /
[ft.] ([W]) 5.6 (650) / 5.9 (700)
Q
min
[L/min] 1 1
[gal./min] .26 .26
p
min
[bar] 3 3
[psi.] 43 43
p
max
bar 5,5 5,5
psi. 79.74 79.74
Robacta Twin Robacta Twin Robacta Twin
4,25m Compact / Complete
X / I
(10 min / 40°C) [%] / [A] - - -
max
M21 (EN 439) [%] / [A] - - -
[%] / [A] 100 / 900 (2 x 450) 100 / 720 (2 x 360) 100 / 900 (2 x 450)
[mm] 0,8-1,2 0,8-1,2 0,8-1,6
Ø
[in.] .031-.047 .031-.047 .031-.063
[m] ([W]) 1,6 (1400) / 2,6 (1900) 4,5 (2000) 1,6 (1400) / 2,6 (1900)
[m] ([W]) 3,6 (2400)
P
min
*
[ft.] ([W]) 5.25 (1400) / 8.53 (1900) 14,76 (2000) 5.25 (1400) / 8.53 (1900)
[ft.] ([W]) 11.81 (2400)
Q
min
[L/min] 1 1 1
[gal./min] .26 .26 .26
p
min
[bar] 3 3 3
[psi.] 43 43 43
p
max
bar 5,5 5,5 5,5
psi. 79.74 79.74 79.74
ud_fr_st_mb_01463 01/2016
II
Page 87

Page 88

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1, A-4643 Pettenbach, Austria
E-Mail: sales@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations
Find your
spareparts
online
 Loading...
Loading...