

Page 1

/ Battery Charging Systems / Welding Technology / Solar Electronics
Justierschelle
Robacta / Robacta Drive
Robacta / Robacta Drive
aligning clamp
Bride d’ajustage
Robacta / Robacta Drive
Bedienungsanleitung
Ersatzteillisten
DEENFR
Roboter-Schlauchpaket
Operating Instructions
Spare Parts List
Robot hosepack
Instructions de service
Liste de pièces de rechange
Jeu de flexibles de robot
42,0410,0780 002-29032012
Page 2

Page 3
Justierschelle einstellen
DE
Sicherheit
Benötigtes
Werkzeug
Grobeinstellung
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von Fronius-geschultem Fachpersonal durchgeführt werden! Beachten Sie
die Sicherheitsvorschriften in der Bedienungsanleitung Robacta / Robacta Drive.
- Gabelschlüssel (Schlüsselweite 10)
- Innensechskantschlüssel (Schlüsselweite 5)
Die Grobeinstellung der Justierschelle erfolgt in Abhängigkeit des verwendeten Robacta-Rohrbogens.
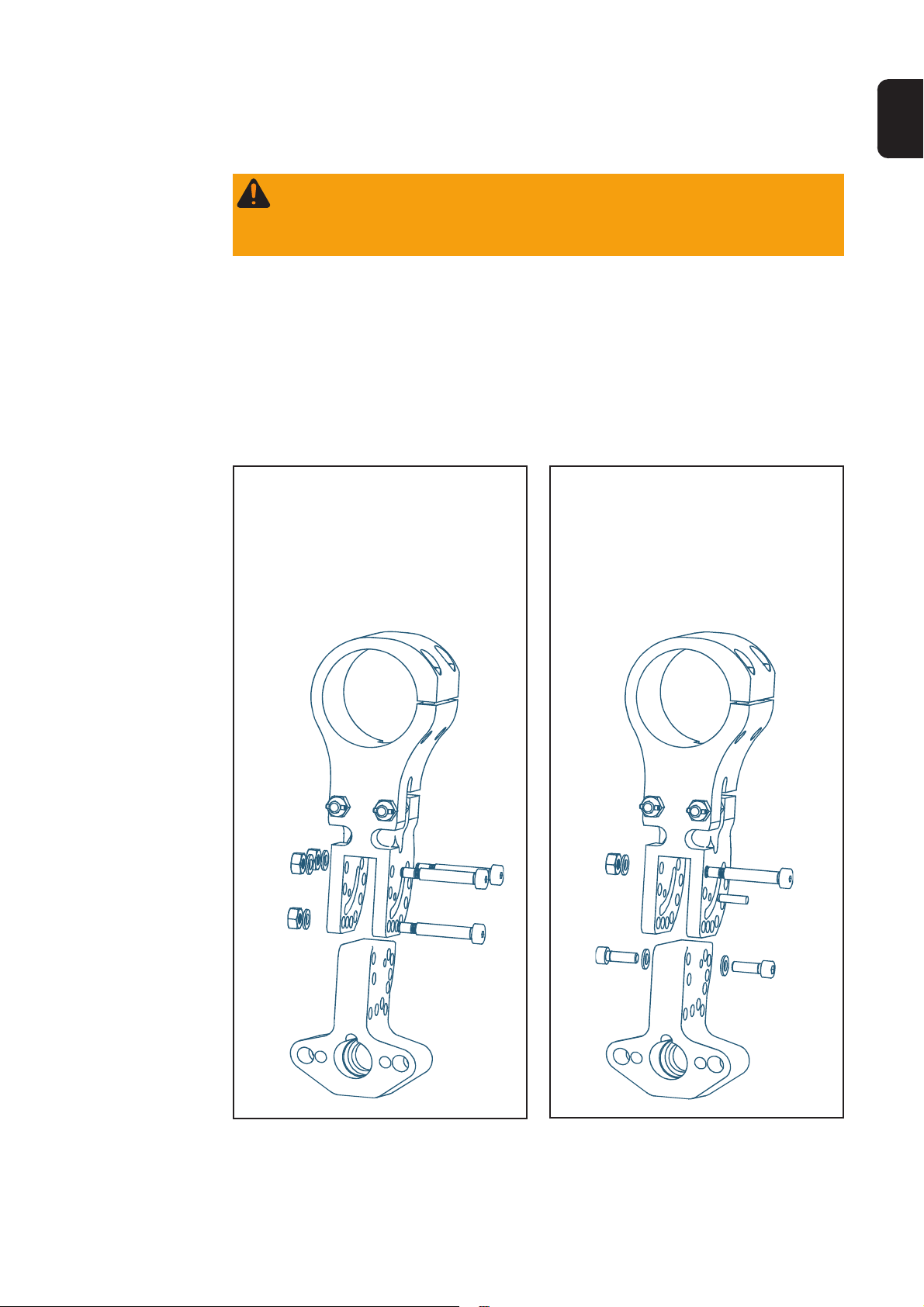
Für Rohrbögen 22°, 36° und 45° ist eine
fixe Arretierung der Justierschelle
möglich. Außerdem sind zwei zusätzliche fixe Montagepositionen bei einem
Justierschellen-Winkel von 0° und 90°
vorgesehen. Hierzu benötigen Sie
nachfolgend abgebildetes Montagematerial:
Bei einem beliebigen JustierschellenWinkel von 0 bis 70° ist eine variable
Verstiftung der Justierschelle möglich.
Hierzu benötigen Sie nachfolgend
abgebildetes Montagematerial:
Für das Montagematerial folgendes Werkzeug verwenden:
- Sechskantmuttern: Gabelschlüssel, Schlüsselweite 10
- Innensechskantschrauben: Innensechskantschlüssel, Schlüsselweite 5
3
Page 4
Grobeinstellung
(Fortsetzung)
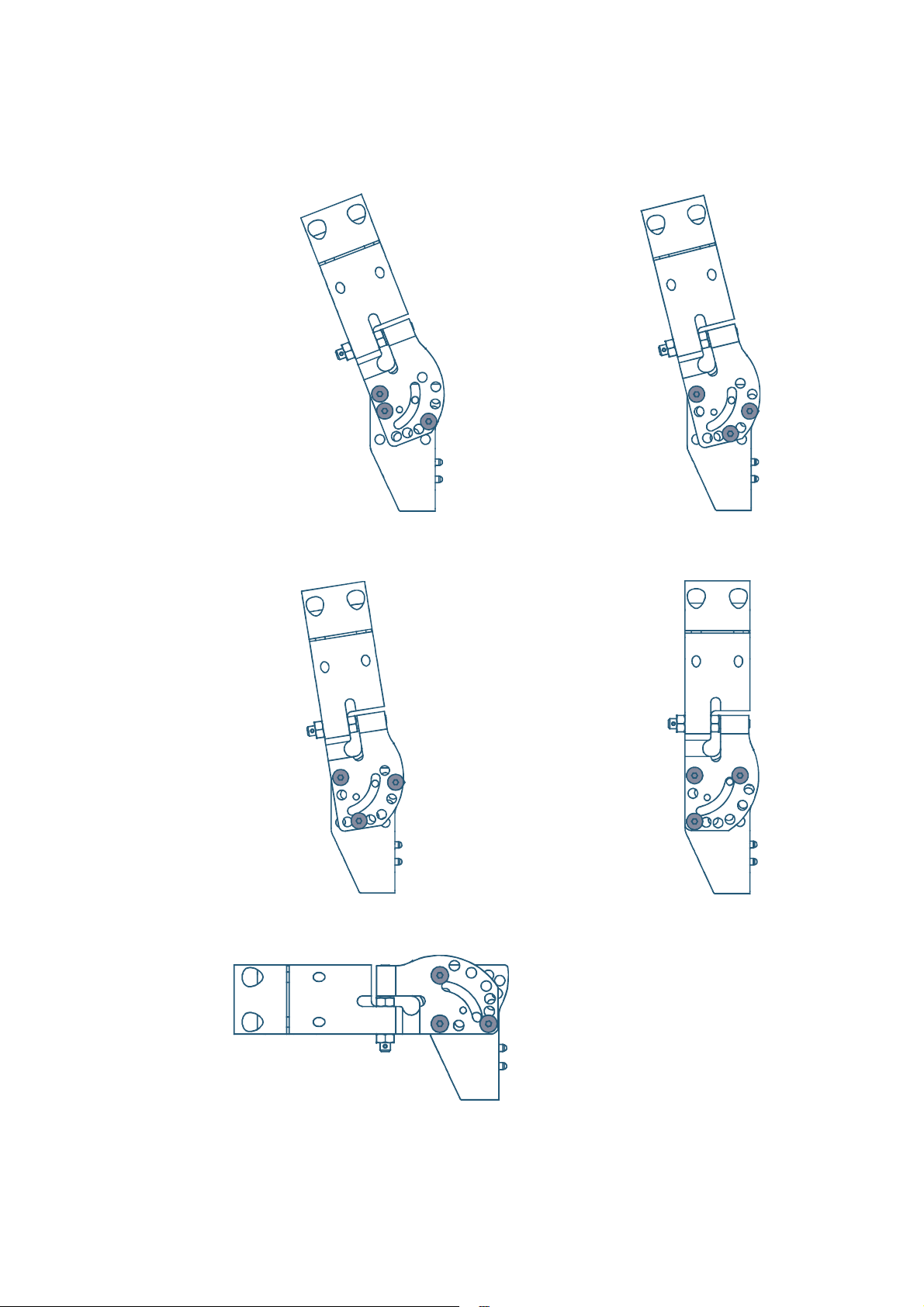
Nachfolgend dargestellte Abbildung zeigt Einstellbeispiele mit fixer Arretierung der
Justierschelle, jeweils an der sechsten Achse des Roboters. Der angenommene TCP
befindet sich jeweils in der sechsten Achse des Roboters.
Für Rohrbogen 22°:
Für Rohrbogen 36°:
Für Rohrbogen 45°: Justierschellen-Winkel 0°:
Justierschellen-Winkel 90°:
4
Page 5
Grobeinstellung
(Fortsetzung)
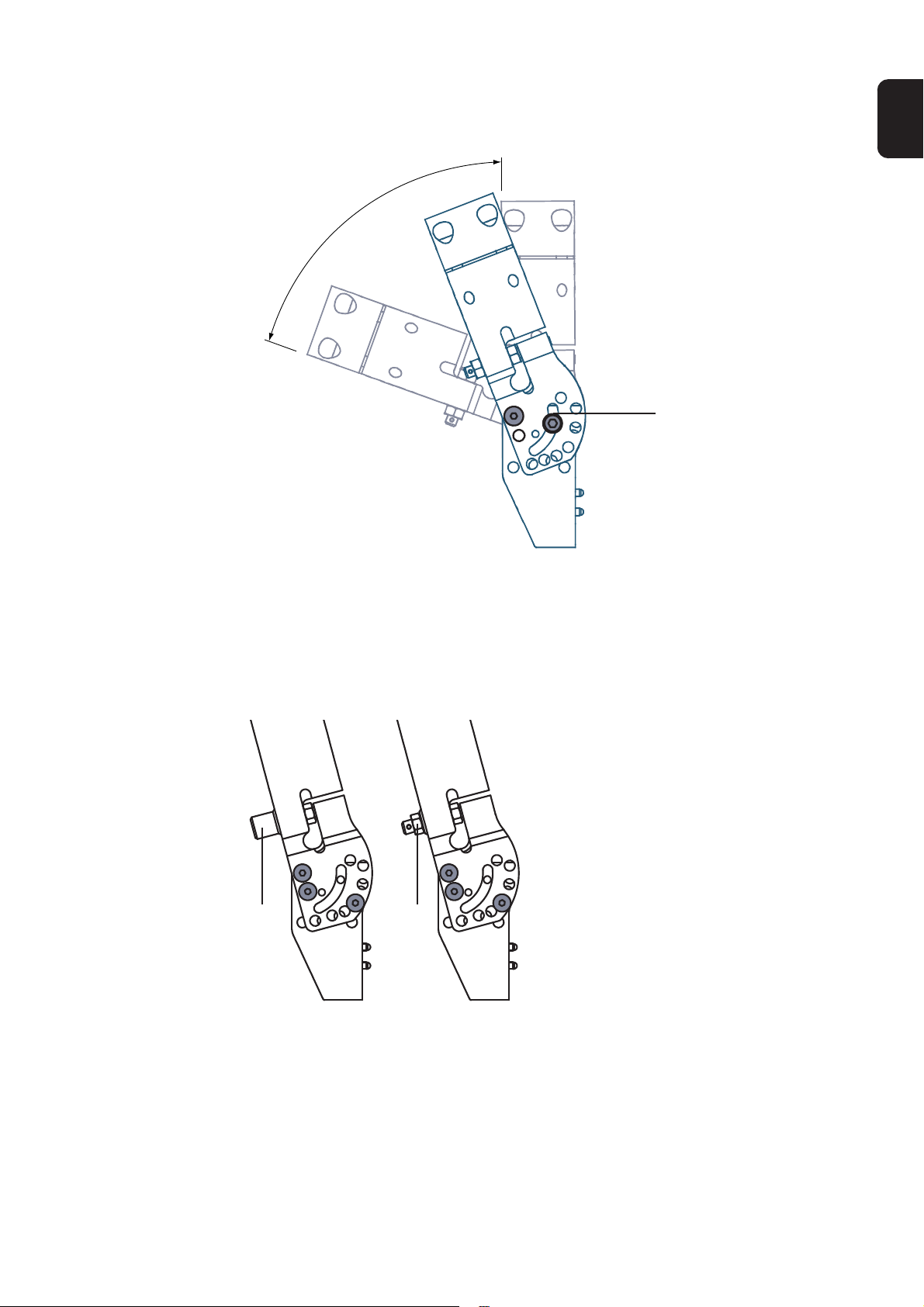
Nachfolgend dargestellte Abbildung zeigt Einstellbeispiele mit variabler Verstiftung der
Justierschelle. Der angenommene TCP befindet sich jeweils an der sechsten Achse des
Roboters.
Justierschellen-Winkel 0-70°:
70°
DE
Feineinstellung
Passung: 4H7
+12
-0
Die Einstellmuttern an der Justierschelle erlauben eine sensible Feineinstellung des
Schweißbrenners. Ohne aufwendige Korrekturen an der Robotersteuerung, erlaubt die
Feineinstellung ein exaktes Ausrichten des Schweißdraht-Endes am TCP.
Vorbereiten:
- Die Schutzabdeckungen (T) für die
äußeren Einstellmuttern (U) der
Justierschelle abnehmen.
(T) (U)
Die nachfolgend dargestellten Beispiele behandeln
- mögliche Abweichungen des Schweißdraht-Endes vom TCP
- die entsprechenden Maßnahmen zur exakten Ausrichtung des Schweißdraht-Endes
am TCP
Für die Einstellmuttern einen Gabelschlüssel, Schlüsselweite 10, verwenden.
5
Page 6
Feineinstellung
(Fortsetzung)
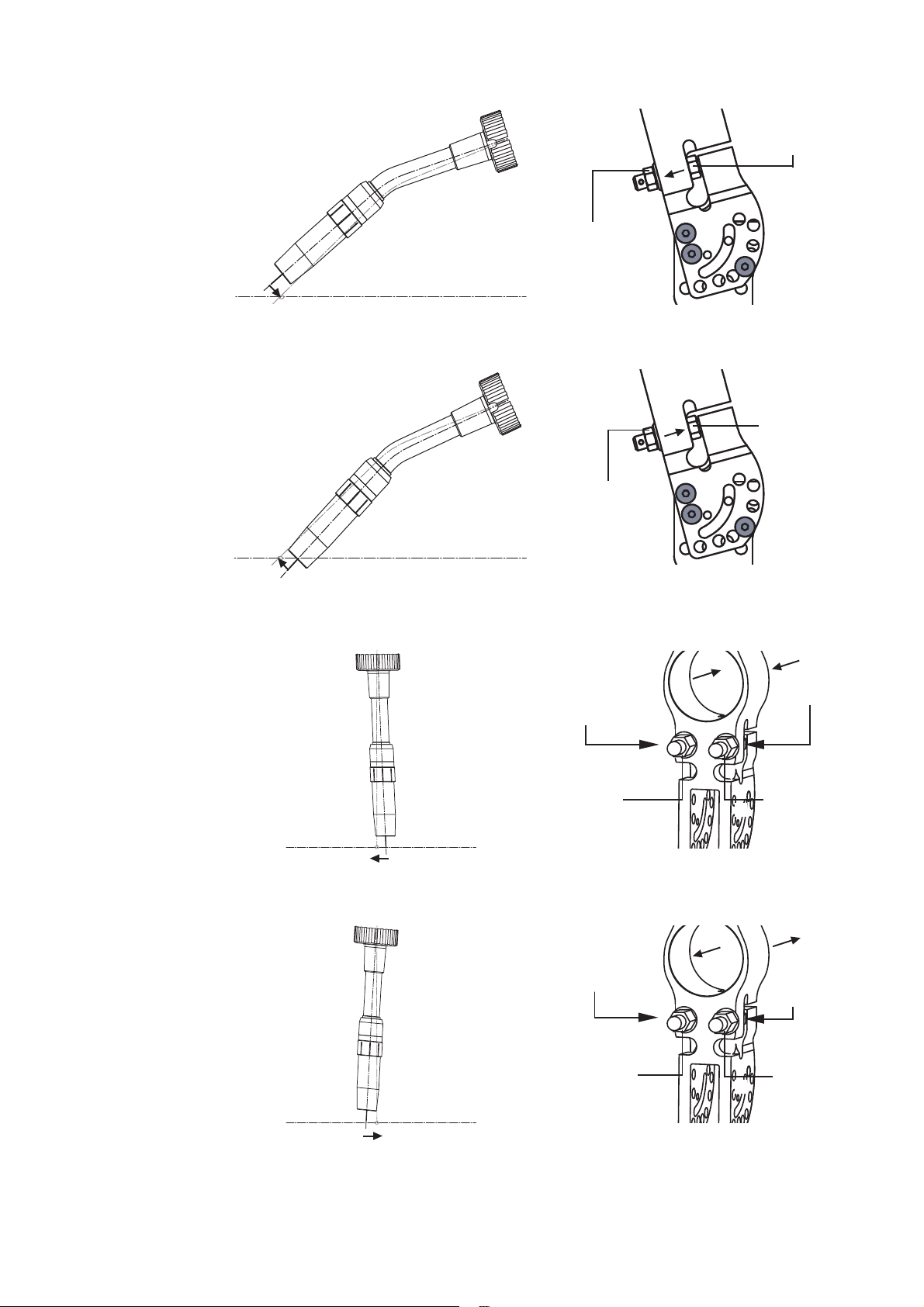
Beispiel 1: Abweichung des Schweißdrahtendes nach oben:
Korrektur:
mit inneren
Muttern
justieren
1.
äußere
Muttern
vollständig
lösen
Beispiel 2: Abweichung des Schweißdrahtendes nach unten
Korrektur:
2.
mit äußeren
Muttern
justieren
1.
2.
innere
Muttern
vollständig
lösen
Beispiel 3: Abweichung des Schweißdrahtendes nach links
Korrektur:
Ansicht von vorn
vollständig
lösen
1. 2.
justieren vollständig
2.
Beispiel 4: Abweichung des Schweißdrahtendes nach rechts
Korrektur:
Ansicht von vorn
justieren
2. 1.
vollständig
lösen
1.
1.
2.
justieren
lösen
vollständig
lösen
justieren
6
Page 7

Feineinstellung
(Fortsetzung)
(T) (U)
Nach abgeschlossener Feineinstellung:
Hinweis! Beim Festziehen der
Einstellmuttern, unbedingt die
nachfolgend beschriebene
Reihenfolge einhalten.
- Zuerst die vollständig gelösten
Einstellmuttern festziehen (mittels
Gabelschlüssel, Schlüsselweite 10)
- Anschließend die Einstellmuttern, mit
denen justiert wurde, festziehen
(mittels Gabelschlüssel,
Schlüsselweite 10)
- Die Schutzabdeckungen (T) für die
äußeren Einstellmuttern (U) der
Justierschelle wieder aufsetzen.
DE
7
Page 8

8
Page 9

Adjusting the aligning clamp
Safety
Tools needed
Rough
adjustment
Warning! Work that is not carried out correctly can cause serious injury and
damage. The actions described below may ONLY be carried out by skilled,
Fronius-trained personnel! Observe and follow all safety rules within the Robacta
/ Robacta Drive operating instructions.
- Fork spanner (width-across 10)
- Hexagon socket screw key (width-across 5)
Rough adjustment of the aligning clamp is performed differently depending on which
Robacta torch neck is being used.
For 22°, 36° and 45° torch necks, the
aligning clamp can be fixed in one
position. There are also two additional
fixed mounting positions for an aligningclamp angle of 0° and 90° respectively.
For this, you will need the installation
items illustrated below:
For any aligning-clamp angle between
0° and 70°, variable pinning of the
aligning clamp is possible. For this, you
will need the installation items illustrated
below:
EN
Use the following tools for these installation items:
- Hexagon nuts: Fork spanner, width-across 10
- Hexagon socket screws: Hexagon socket screw key, width-across 5
9
Page 10

Rough
adjustment
(continued)
The illustrations below show examples of the aligning clamp adjusted to fixed positions,
in each case on the sixth axis of the robot. In each case, the assumed TCP is located
on the sixth axis of the robot.
For 22° torch neck:
For 36° torch neck:
For 45° torch neck: Aligning-clamp angle 0°:
Aligning-clamp angle 90°:
10
Page 11

Rough
adjustment
(continued)
The illustration below shows examples of the aligning clamp adjusted with a variable
pinning arrangement. In each case, the assumed TCP is located on the sixth axis of the
robot.
Aligning-clamp angle
continuously adjustable
between 0° and 70°:
70°
EN
Fine adjustment
Fit: 4H7
+12
-0
The adjusting nuts on the aligning clamp permit very sensitive fine adjustment of the
welding torch. This fine-adjustment facility makes it possible for the end of the welding
wire to be exactly aligned to the TCP, with no need for any long and complicated
corrections to the robot control.
Preparations:
- Take off the protective caps (T) from
the outer adjusting nuts (U) of the
aligning clamp.
(T) (U)
The examples given below deal with:
- possible deviations of the end of the welding wire from the TCP
- the actions that are needed to exactly align the end of the welding wire to the TCP
Use a size 10 fork spanner to turn the adjusting nuts.
11
Page 12

Fine adjustment
(continued)
Example 1: Upward deviation of the end of the welding wire:
Correction:
Adjust with
the inner nuts
1.
Completely
undo the
outer nuts
Example 2: Downward deviation of the end of the welding wire:
Correction:
2.
Adjust with the
outer nuts
1.
2.
Completely
undo the
inner nuts
Example 3: Leftward deviation of the end of the welding wire:
Correction:
Front view
Completely
undo
1. 2.
Adjust
2.
Example 4: Rightward deviation of the end of the welding wire:
Correction:
Front view
Adjust
2. 1.
Completely
undo
1.
Completely
1.
undo
Completely
undo
2.
Adjust
Adjust
12
Page 13

Fine adjustment
(continued)
After performing the fine adjustment:
Note! When tightening the
adjusting nuts, always proceed
strictly in the following order:
(T) (U)
- First tighten the completely loosened
adjusting nuts, using the size 10 fork
spanner
- Next tighten the adjusting nuts that
you used for making the actual
adjustment, using the size 10 fork
spanner
- Replace the protective caps (T) for
the outer adjusting nuts (U) of the
aligning clamp.
EN
13
Page 14

14
Page 15

Réglage de la bride d’ajustage
Sécurité
Outillage nécessaire
Réglage sommaire
Avertissement! Les travaux mal faits peuvent entraîner de graves dommages
corporels et matériels. Les opérations décrites ci-après ne doivent être effectuées que par des membres du personnel formés par Fronius! Observez les
consignes de sécurité sur les instructions de service Robacta / Robacta Drive.
- Clé à fourche (ouverture de clé de 10)
- Clé mâle coudée pour vis à six pans creux (ouverture de clé de 5)
Le réglage sommaire de la bride d’ajustage s’effectue en fonction du tuyau coudé
Robacta utilisé.
Pour les tuyaux coudés de 22°, 36° et
45°, un arrêtage fixe de la bride
d’ajustage est possible. De plus, deux
positions de montage fixes supplémentaires sont prévues pour un angle de
bride d’ajustage de 0° et 90°. Pour cela,
il vous fait le matériel de montage
figurant sur l’illustration suivante:
L’angle de la bride d’ajustage pouvant
être sélectionné indifféremment de 0 à
70°, une fixation par goujons variable de
la bride d’ajustage est possible. Pour
cela, il vous fait le matériel de montage
figurant sur l’illustration suivante:
FR
Utiliser l’outillage suivant pour le matériel de montage:
- Ecrous hexagonaux: Clé à fourche (ouverture de clé de 10)
- Vis à six pans creux: Clé mâle coudée pour vis à six pans creux (ouverture de clé
de 5)
15
Page 16

Réglage sommaire
(suite)
La figure ci-après montre deux exemples de réglage à arrêtage fixe de la bride
d’ajustage, respectivement sur le sixième axe du robot. Le TCP supposé se trouve sur
le sixième axe du robot.
Pour un tuyau coudé de 22°:
Pour un tuyau coudé de 36°:
Pour un tuyau coudé de 45°: Angle de bride d’ajustage de 0°:
Angle de bride d’ajustage de 90°:
16
Page 17

Réglage sommaire
(suite)
L’illustration ci-après montre des exemples de réglage avec fixation par goujons variable de la bride d’ajustage. Le TCP supposé se trouve sur le sixième axe du robot.
Angle de bride d’ajustage de 0 -70°:
70°
FR
Réglage de
précision
Ajustement :
+12
-0
4H7
Les écrous de réglage sur la bride d’ajustage permettent le réglage de précision de la
torche. Le réglage de précision permet d’aligner exactement l’extrémité du fil de soudage sur le TCP sans rectifications compliquées sur la commande du robot.
Préparation:
- Retirer les caches (T) des écrous de
réglage extérieurs (U) de la bride
d’ajustage.
(T) (U)
Les exemples représentés ci-après traitent
- des déviations possibles de l’extrémité du fil de soudage avec le TCP
- les mesures correspondante pour l’alignement exact du fil de soudage sur le TCP
Utiliser une clé à fourche, ouverture de clé de 10, pour les écrous de réglage.
17
Page 18

Réglage de
précision
(suite)
Exemple 1: Déviation de l’extrémité du fil de soudage vers le haut:
Rectification:
ajuster à
l’aide des
écrous
internes
1.
desserrer
entièrement
les écrous
externes
Exemple 2: Déviation de l’extrémité du fil de soudage vers le bas
Rectification:
2.
ajuster à l’aide
des écrous
externes
2.
desserrer
entièrement
les écrous
internes
1.
Exemple 3: Déviation de l’extrémité du fil de soudage vers la gauche
Rectification:
Vue de devant
desserrer
entièrement
1. 2.
ajuster desserrer
2.
Exemple 4: Déviation de l’extrémité du fil de soudage vers la droite
Rectification:
Vue de devant
ajuster
2. 1.
desserrer
entière-
1.
ment
1.
2.
ajuster
entièrement
desserrer
entièrement
ajuster
18
Page 19

Réglage de
précision
(suite)
(T) (U)
Une fois le réglage de précision fini:
Remarque: Respecter impérativement l’ordre décrit ci-après en
serrant les écrous de réglage.
- Serrer d’abord les écrous de réglage
entièrement desserrés (au moyen
d’une clé à fourche, ouverture de clé
de 10).
- Serrer ensuite les écrous de réglage
à l’aide desquels on a effectué
l’ajustage (au moyen d’une clé à
fourche, ouverture de clé de 10).
- Remettre les caches (T) des écrous
de réglage extérieurs (U) de la bride
d’ajustage.
FR
19
Page 20

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...