

Page 1
/ Battery Charging Systems / Welding Technology / Solar Electronics
Robacta KD Drive
Bedienungsanleitung
Ersatzteilliste
DEENFR
WIG Roboter-Schlauchpaket
Operating Instructions
Spare Parts List
TIG robot hosepack
Instructions de service
Liste de pièces de rechange
Faisceau de robot TIG
42,0410,1088 005-17072013
Page 2

Page 3

Sehr geehrter Leser
DE
Einleitung
Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem
technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit
diesem vertraut zu machen. Indem Sie die Anleitung sorgfältig lesen, lernen Sie die
vielfältigen Möglichkeiten Ihres Fronius-Produktes kennen. Nur so können Sie seine
Vorteile bestmöglich nutzen.
Bitte beachten Sie auch die Sicherheitsvorschriften und sorgen Sie so für mehr Sicherheit am Einsatzort des Produktes. Sorgfältiger Umgang mit Ihrem Produkt unterstützt
dessen langlebige Qualität und Zuverlässigkeit. Das sind wesentliche Voraussetzungen
für hervorragende Ergebnisse.
ud_fr_st_et_00491 01/2012
Page 4

Page 5

Inhaltsverzeichnis
Allgemeines ................................................................................................................................................... 2
Produkt-Konzept ....................................................................................................................................... 2
Einsatzgebiete .......................................................................................................................................... 2
Lieferumfang ............................................................................................................................................. 2
Erstausrüstung - Basic Kit ....................................................................................................................... 3
Optionen ........................................................................................................................................................ 4
Zündhilfe ................................................................................................................................................... 4
Zuführungsrohre ........................................................................................................................................ 4
Justierschellen .......................................................................................................................................... 4
Robacta KD Drive montieren .......................................................................................................................... 5
Sicherheit ................................................................................................................................................. 5
Kaltdraht-Zuführung montieren .................................................................................................................. 5
Brenner montieren .................................................................................................................................... 5
Erstausrüstung montieren ......................................................................................................................... 6
WIG-Roboter-Schlauchpaket „Robacta KD Drive“ anschließen ...................................................................... 7
Sicherheit ................................................................................................................................................. 7
Robacta KD Drive anschließen - Z-Anschluss .......................................................................................... 7
Robacta KD Drive anschließen - F++-Anschluss ...................................................................................... 8
Adapterlösungen ....................................................................................................................................... 8
Haltewinkel montieren (Standard) ................................................................................................................... 9
Allgemeines .............................................................................................................................................. 9
Haltewinkel montieren (Standard).............................................................................................................. 9
DE
Haltewinkel montieren (Individuell) .................................................................................................................10
Allgemeines .............................................................................................................................................10
Haltewinkel montieren (Individuell) ...........................................................................................................10
Bedienung .................................................................................................................................................... 11
Sicherheit ................................................................................................................................................ 11
Tasten Drahtvorlauf / Drahtrücklauf........................................................................................................... 11
Schweißdraht in Robacta KD Drive einlaufen lassen .....................................................................................12
Sicherheit ................................................................................................................................................12
Schweißdraht in Robacta KD Drive einlaufen lassen ................................................................................12
Schweißdraht positionieren .......................................................................................................................... 15
Sicherheit ................................................................................................................................................15
Schweißdraht positionieren .....................................................................................................................15
Umrüsten für anderen Draht-Durchmesser .................................................................................................... 16
Sicherheit ................................................................................................................................................16
Ein-/Auslaufdüsen sowie motorseitige Förderrolle tauschen ....................................................................16
Schwenkhebelseitige Förderrolle tauschen ..............................................................................................17
Einstellschraube justieren............................................................................................................................. 18
Sicherheit ................................................................................................................................................18
Allgemeines .............................................................................................................................................18
Einstellschraube justieren........................................................................................................................ 18
Drahtführungsseele montieren / austauschen ...............................................................................................19
Sicherheit ................................................................................................................................................19
Drahtführungsseele ausbauen ..................................................................................................................19
Variante 1: Drahtführungsseele mit zweiter Ein-/Auslaufdüse (Standard) .................................................20
Variante 2: Drahtführungsseele ohne zweite Ein-/Auslaufdüse (Option) ...................................................20
1
Page 6
Allgemeines
Produkt-Konzept
Einsatzgebiete
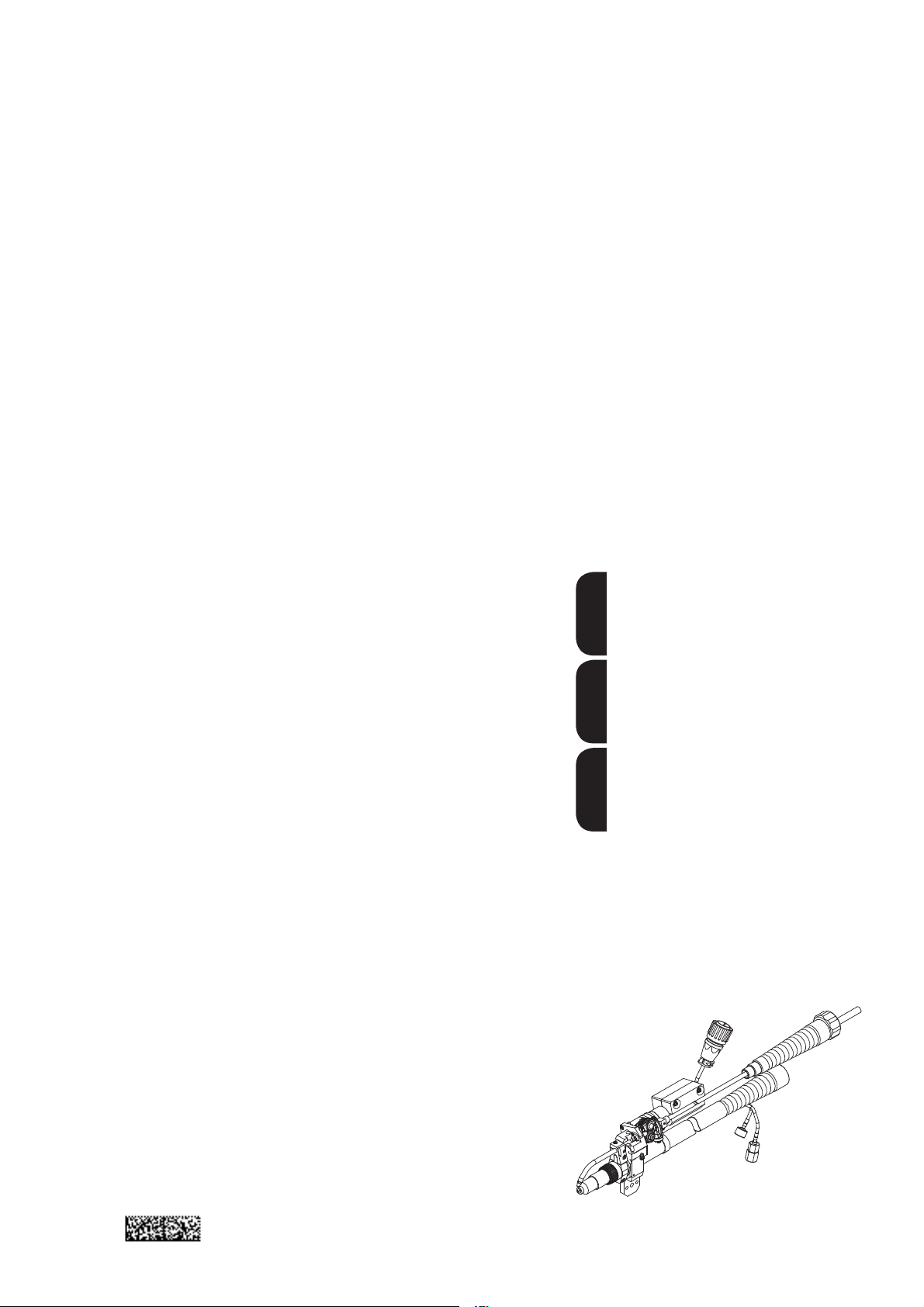
Das WIG-Roboter-Schlauchpaket „Robacta KD Drive" eignet sich für Stahl-, CrNi- und
CuSi-Anwendungen. Der integrierte Drahtantrieb dient zur Unterstützung des verwendeten Kaltdraht-Vorschubes KD 7000 und sorgt für eine gleichmäßige Drahtförderung bei
langen Schlauchpaketen.
Eine präzise Drahtförderung ist Garant für ein optimales Schweißergebnis.
Robacta KD Drive
Das WIG-Roboter-Schlauchpaket „Robacta KD Drive" wird für folgende Einsatzgebiete
empfohlen:
- bei präzisen Drahtzufuhr-Geschwindigkeiten
- bei Schlauchpaketlängen ab 4 Metern (13 ft. 1 1/2 in.)
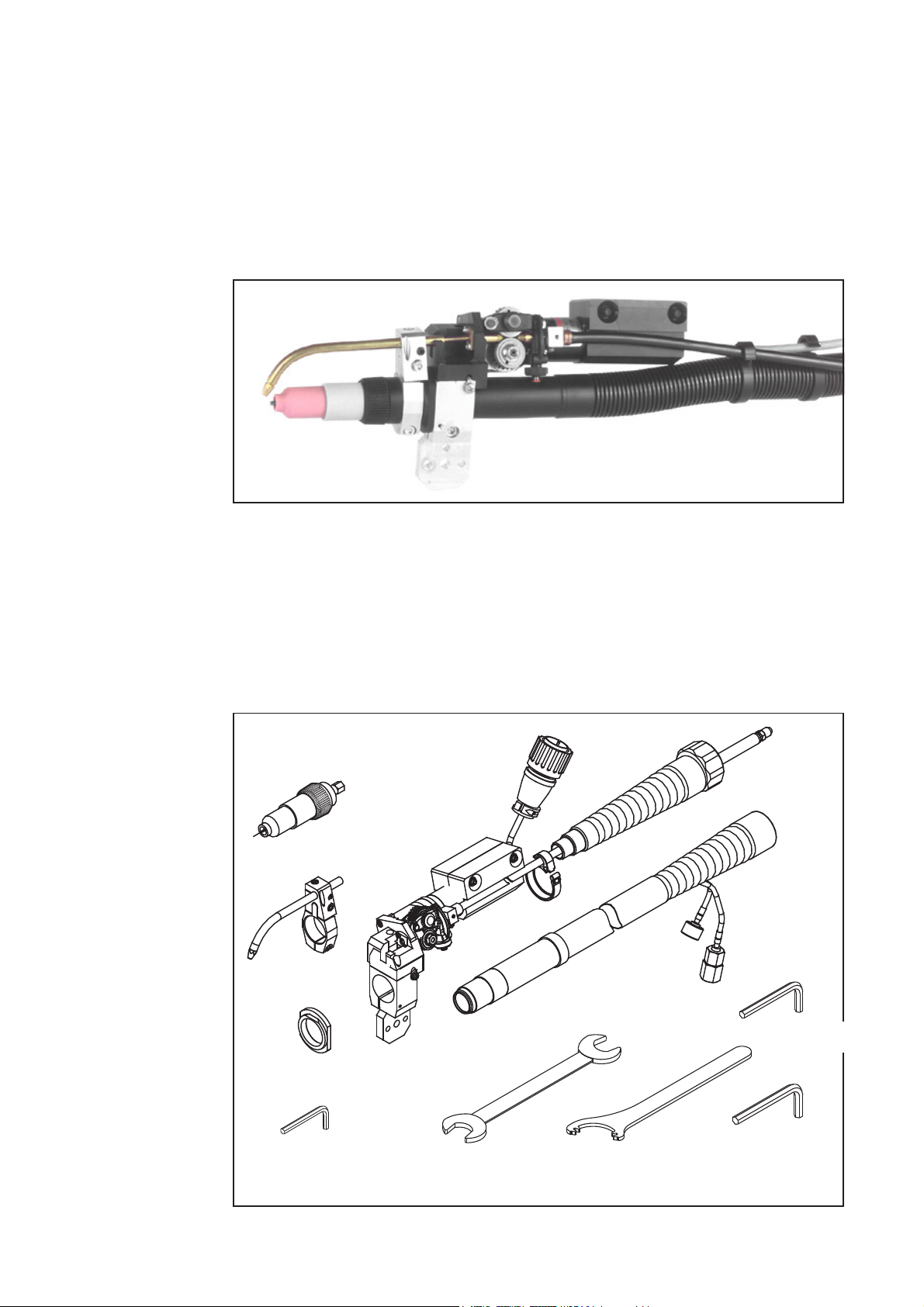
Lieferumfang
WIG-Brennerkopf
Kaltdraht-Zuführung
Distanzscheibe
Innensechskantschlüssel
SW 2 mm (0,08 in.)
Halterung
Antriebseinheit
Gabelschlüssel
SW 8 / 10 mm
(0,31 / 0,39 in.)
Schlauchpaket
(Beispiel)
Innensechskantschlüssel
SW 4 mm (0,16 in.)
Triebradschlüssel Innensechskantschlüssel
SW 5 mm (0,20 in.)
Lieferumfang Robacta KD Drive
2
Page 7
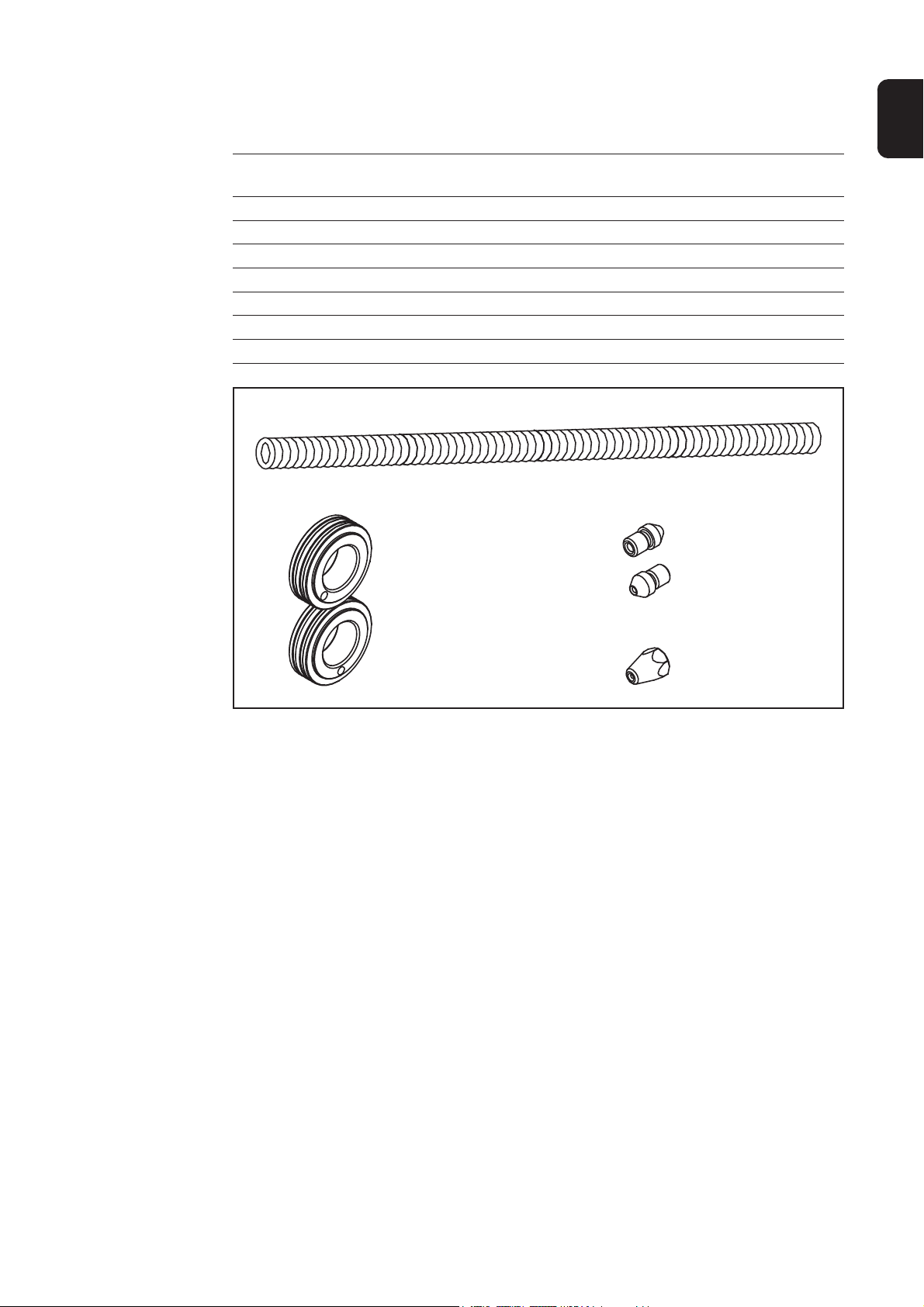
Erstausrüstung Basic Kit
Je nach Drahtdurchmesser ist für den Betrieb des WIG-Roboter-Schlauchpaketes
„Robacta KD Drive“ eine Erstausrüstung erforderlich. Die Erstausrüsung gibt es für
folgende Schweißdraht-Durchmesser:
Drahtdurchmesser Drahtdurchmesser Artikelnummer
(mm) (in.) Erstausrüstung
0,8 mm .032 in. 44,0350,2139
0,9 mm .036 in. 44,0350,2140
1,0 mm .040 in. 44,0350,2141
1,2 mm .047 in. 44,0350,2142
1,4 mm .055 in. 44,0350,2143
1,6 mm .063 in. 44,0350,2144
2,0 mm .079 in. 44,0350,2145
1 x Drahtführungseinsatz
DE
2 x Förderrollen
Erstausrüstung Robacta KD Drive
3 x Ein-/Auslaufdüse
1 x Draht-Auslaufdüse
3
Page 8
Optionen
Zündhilfe
Zündhilfe
Zündhilfe (48,0009,0014) zur Erdung des Brennerkopfes
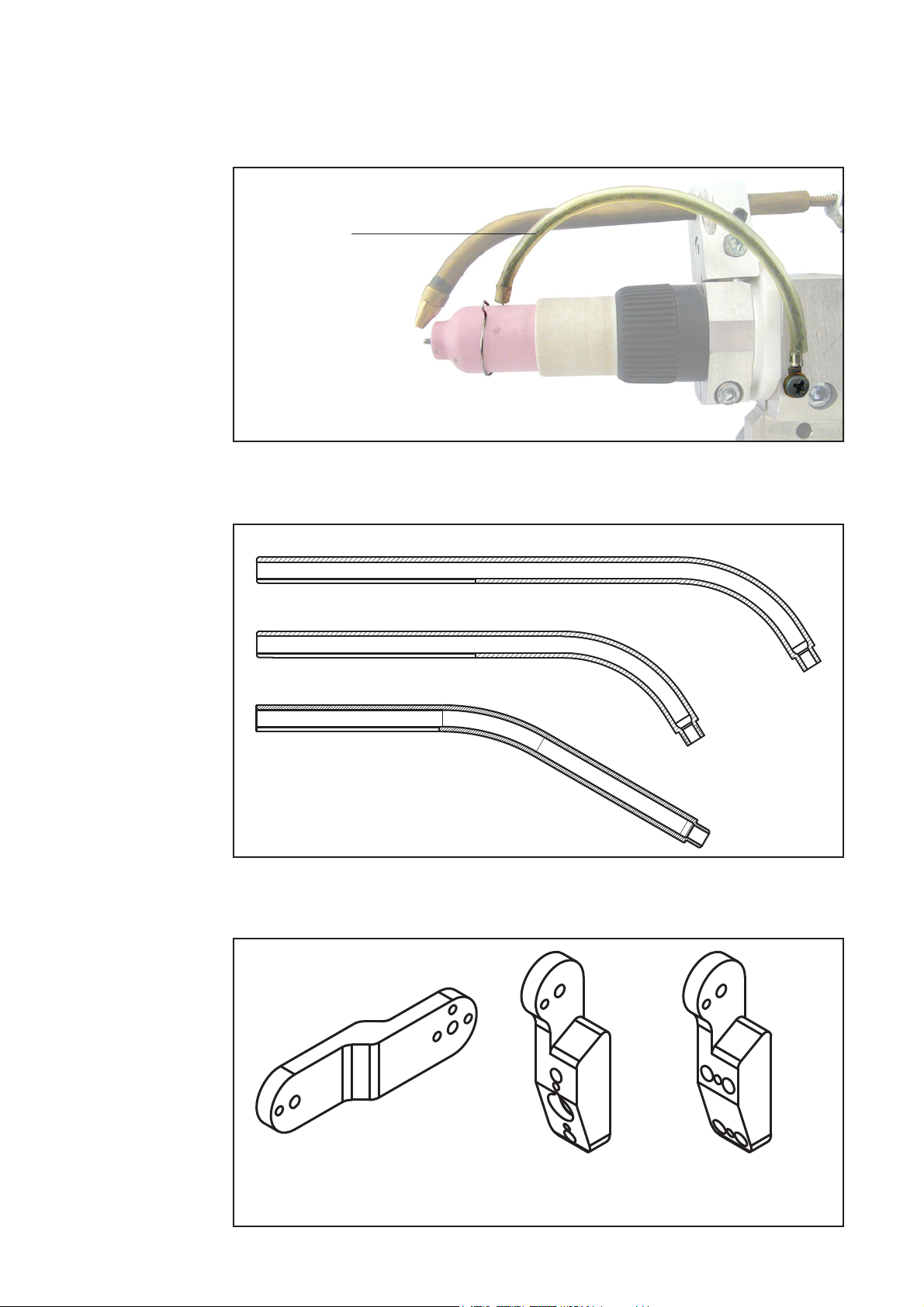
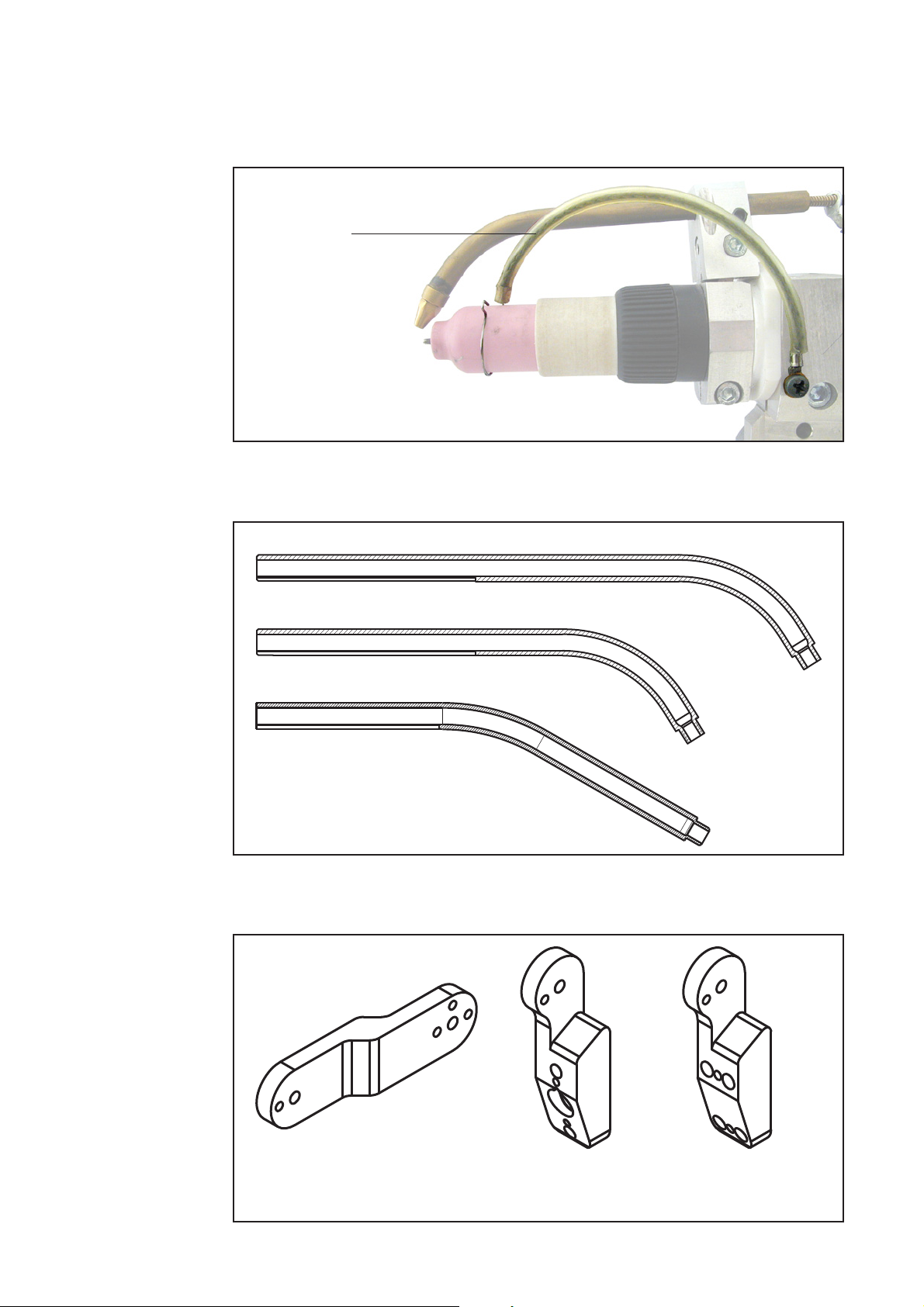
Zuführungsrohre
Justierschellen
Zuführungsrohr 70° / 170 mm (6,69 in.) (42,0001,5494)
Zuführungsrohr 70° / 135 mm (5,31 in.) (42,0001,5311)
Zuführungsrohr 30° (42,0001,5611)
Zuführungsrohre
Verlängerung Halteschellen-Aufnahme
(42,0201,1525)
Justierschellen
4
Halteschellen-Aufnahme
für Binzel-CAT,
für Dinse DIX SASS
(42,0201,1524)
Halteschellen-Aufnahme
für Motomann
(42,0201,1526)
Page 9

Robacta KD Drive montieren
DE
Sicherheit
Kaltdraht-Zuführung montieren
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von geschultem Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften.
Halterung
Hülse vom Brenner-Schlauchpaket abnehmen
Schraube an der Halterung lockern
Distanzscheibe
Brenner montieren
Halterung mit Antriebseinheit auf Brenner-Schlauchpaket aufschieben - falls erforderlich Halterung
mittels Schraubenzieher auseinanderdrücken
Gasdüse
Mitgelieferte Wolfram-Elektrode halbieren, Brennerkopf zusammensetzen
Hülse vom Brenner-Schlauchpaket in KaltdrahtZuführung einsetzen, Kaltdraht-Zuführung mit
Distanzscheibe auf das Brenner-Schlauchpaket
schieben
Wolfram-Elektrode
Kaltdraht-Zuführung
5
Page 10
Brenner montieren
(Fortsetzung)
Brennerkopf aufschrauben
Erstausrüstung
montieren
Für die Montage der Erstaurüstung sind neben den mitgelieferten Werkzeugen folgende
Werkzeuge erforderlich:
- Spitzzange
- Seitenschneider
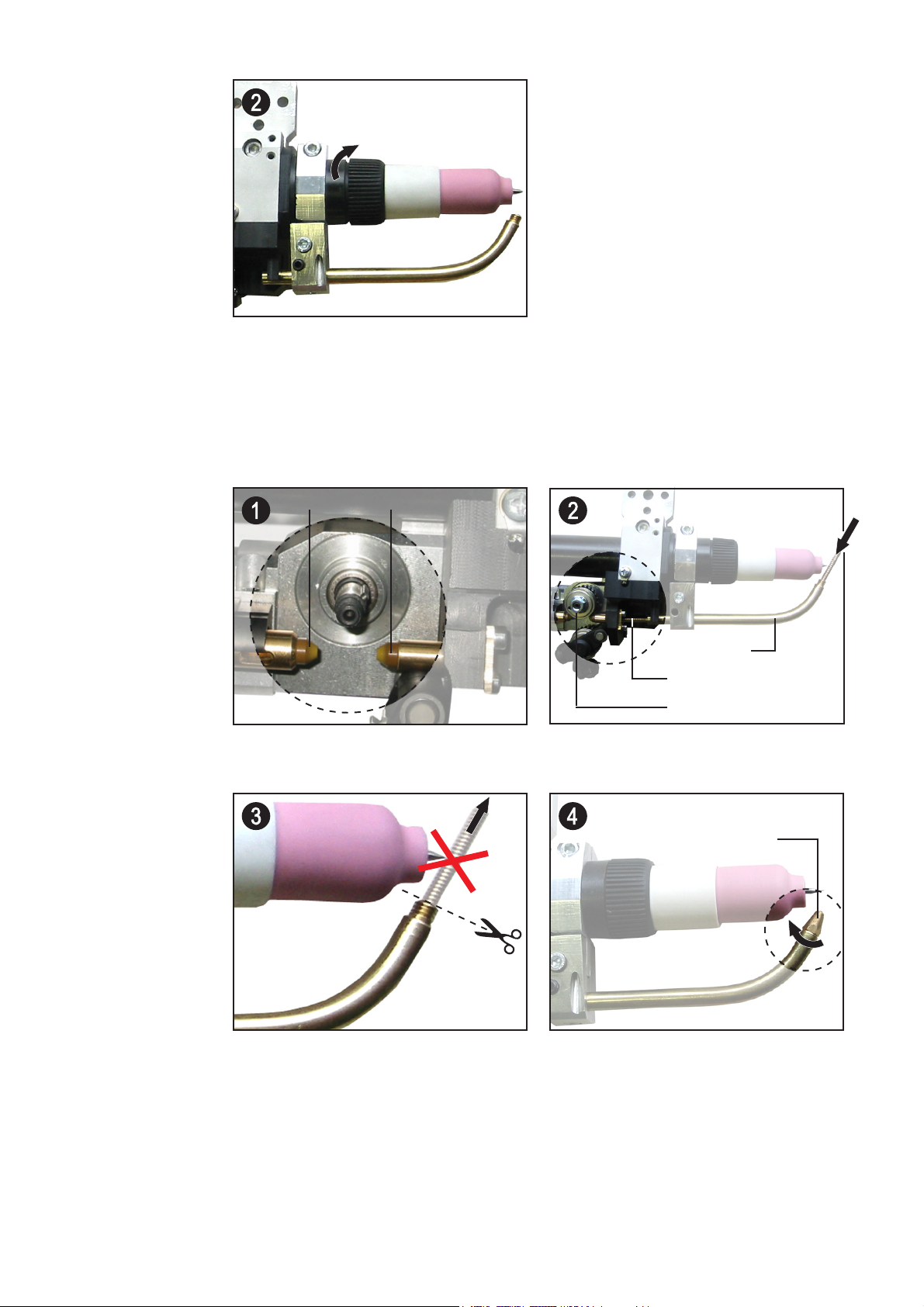
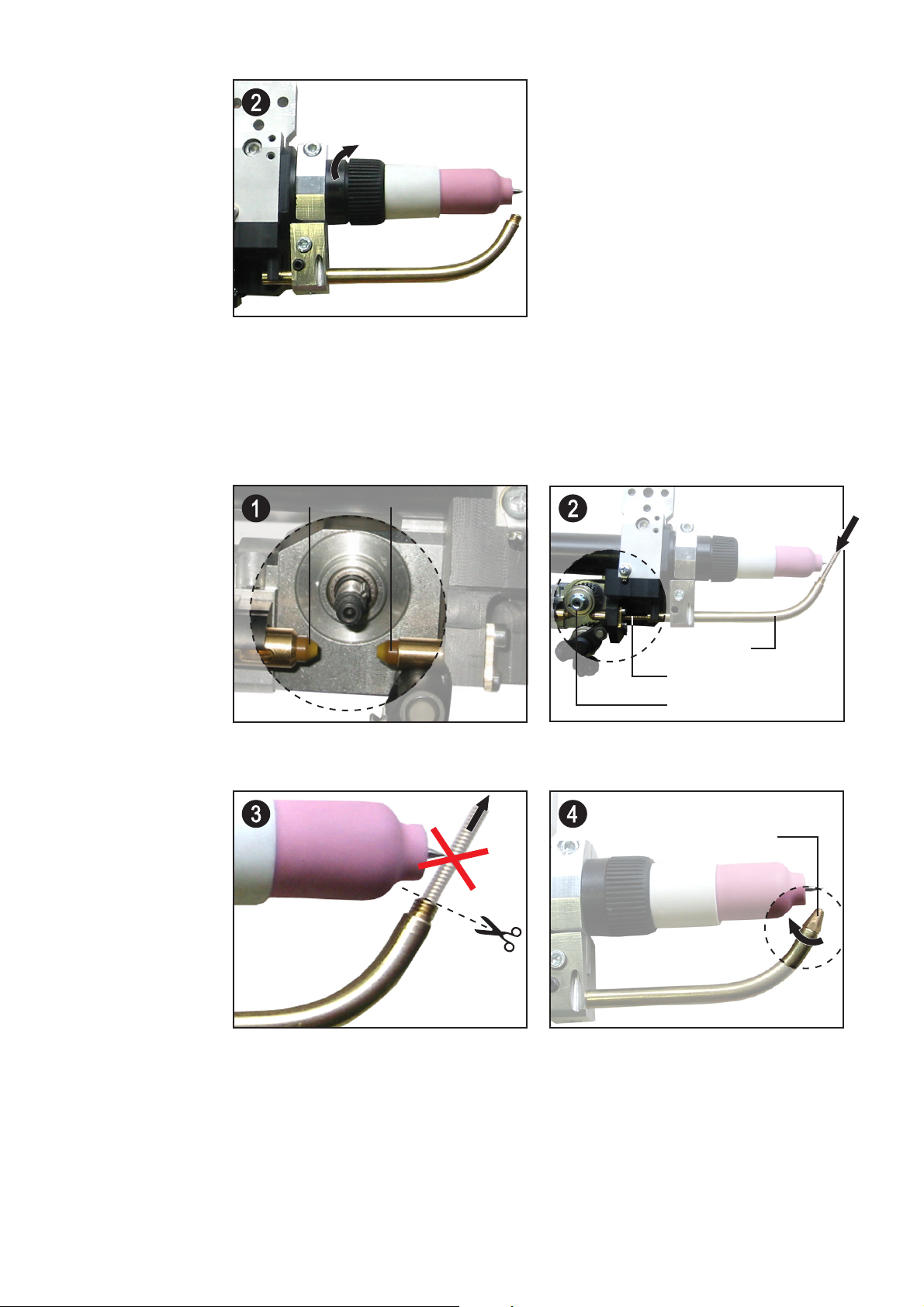
Ein-/Auslaufdüse
Zuführungsrohr
Drahtführungseinsatz
Antriebsrad, Förderrolle
Motorseitiges Antriebsrad und Förderrolle entfernen,
Ein-/Auslaufdüse einschrauben und mittels Spitzzange befestigen (2x)
Motorseitiges Antriebsrad und Förderrolle wieder
montieren, Drahtführungseinsatz bis zum Anschlag
in das Zuführungsrohr einschieben
Draht-Auslaufdüse
Drahtführungseinsatz mittels Seitenschneider bündig
mit dem Gewinde des Zuführungsrohres ablängen
6
Draht-Auslaufdüse auf Zuführungsrohr aufschrauben
Page 11
WIG-Roboter-Schlauchpaket „Robacta KD Drive“ anschließen
DE
Sicherheit
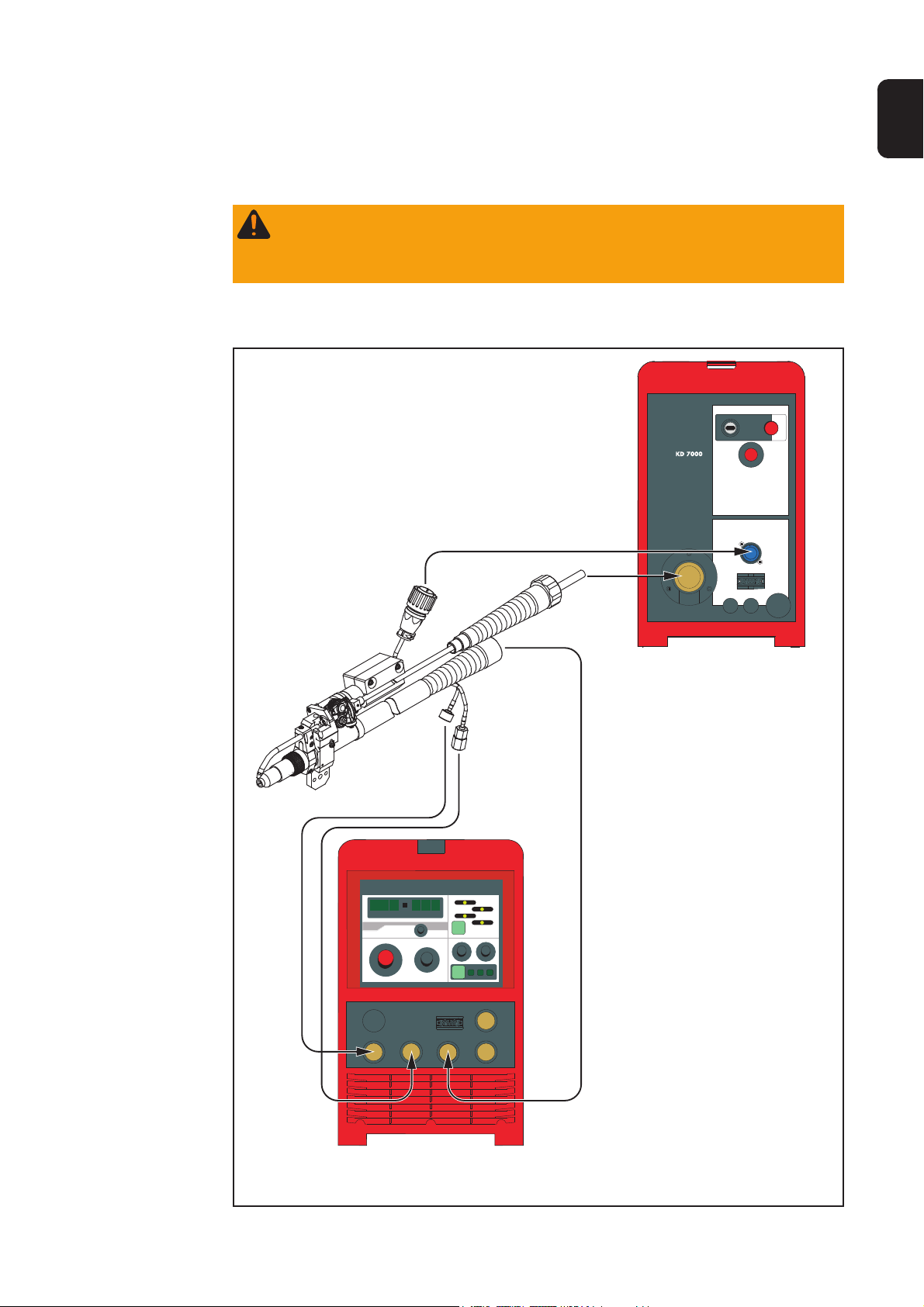
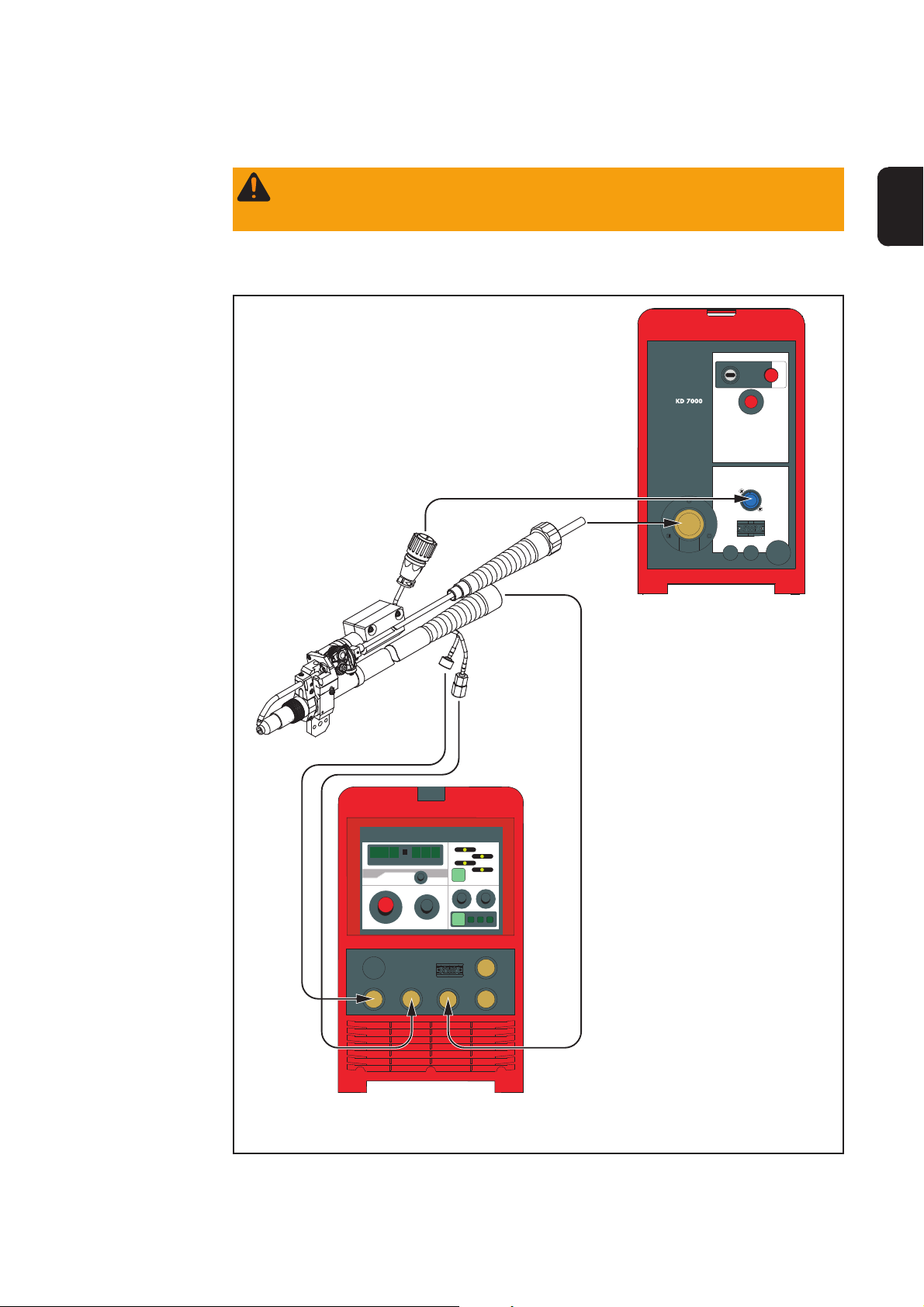
Robacta KD Drive
anschließen Z-Anschluss
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von geschultem Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften.
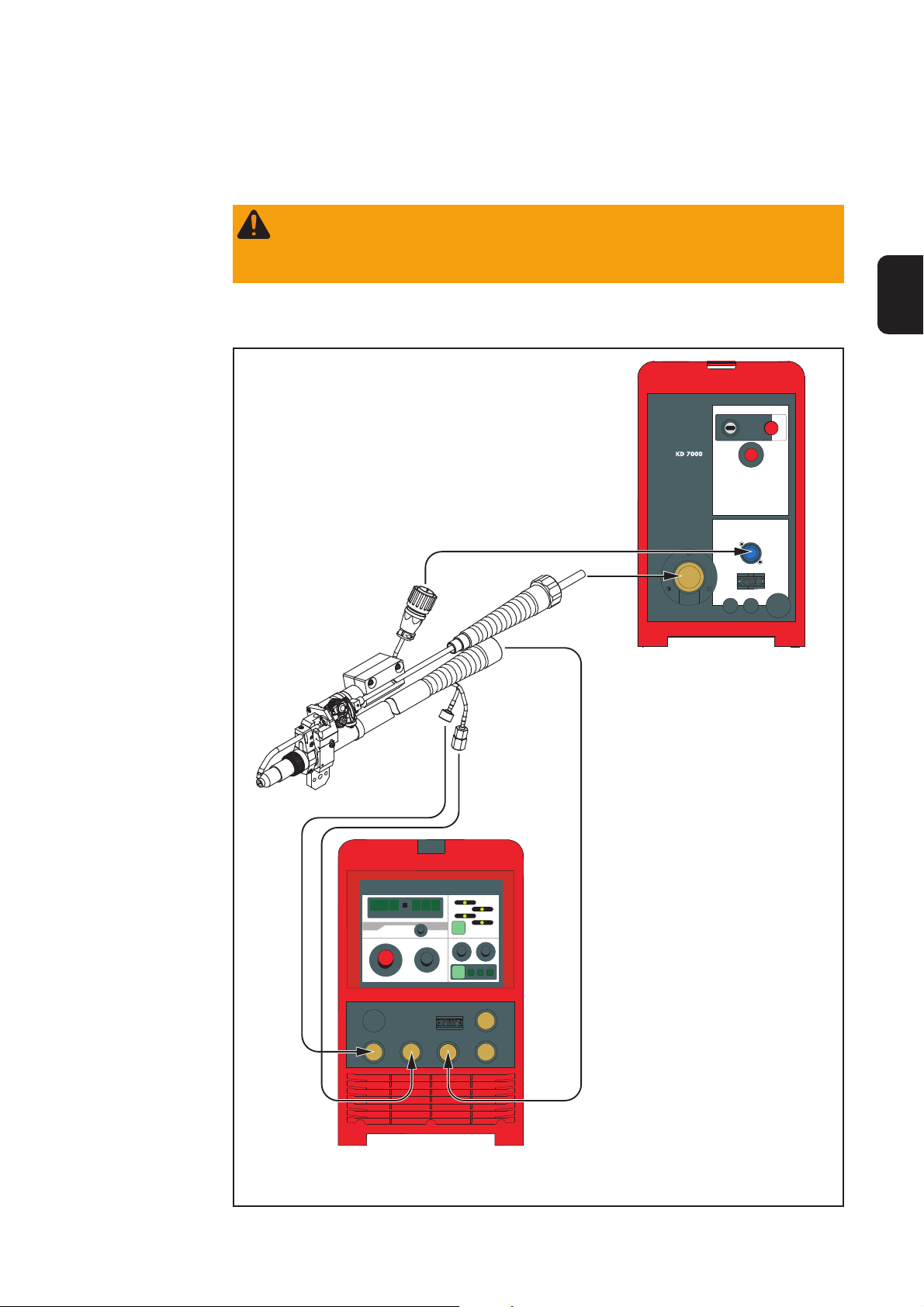
KD 7000
Robacta KD Drive
Schlauchpaket
mit Z-Anschluss
MagicWave 2600 / 2600 CEL / 3000
TransTig 2600 / 2600 CEL / 3000
Robacta KD Drive anschließen - Z-Anschluss
7
Page 12
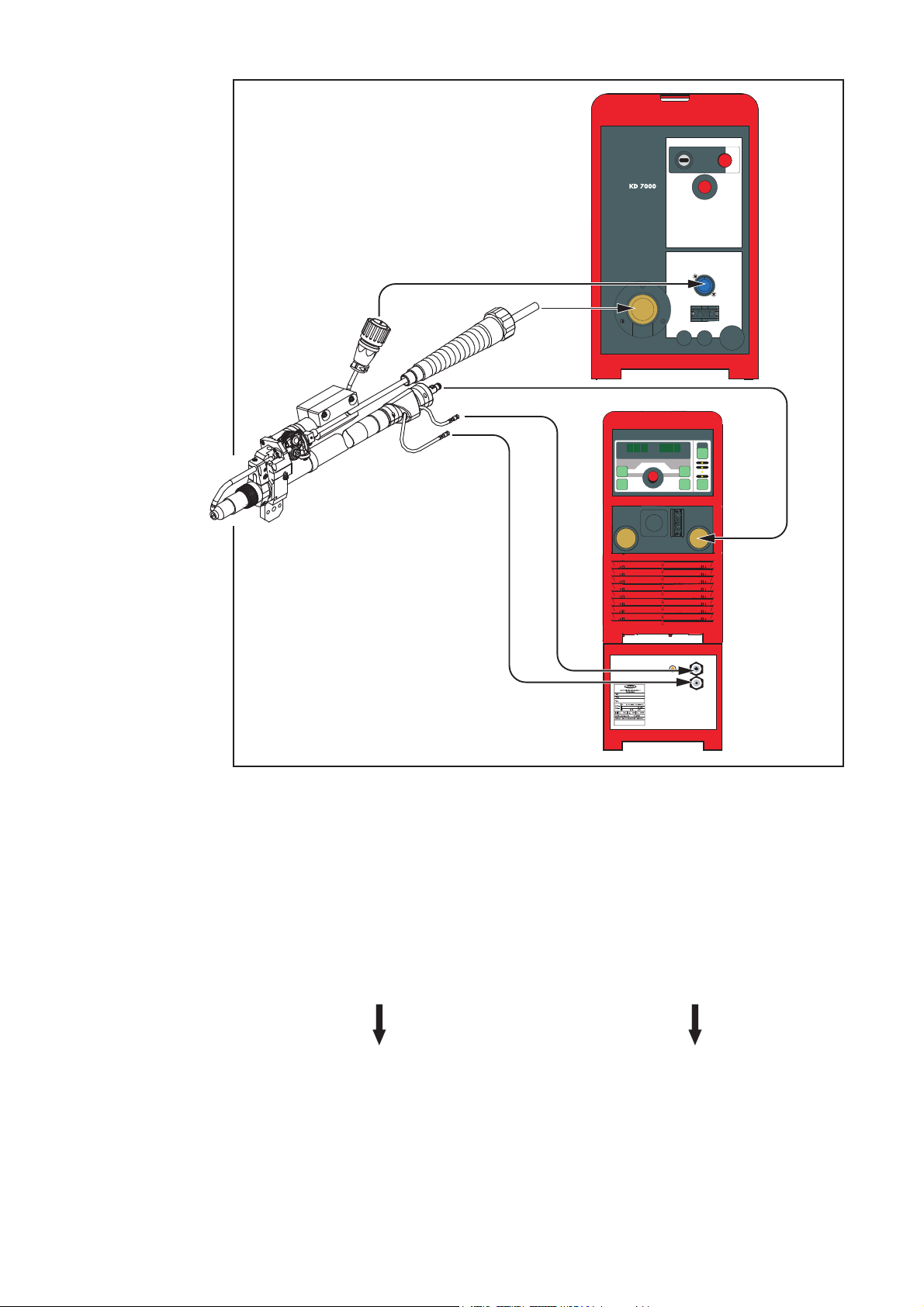
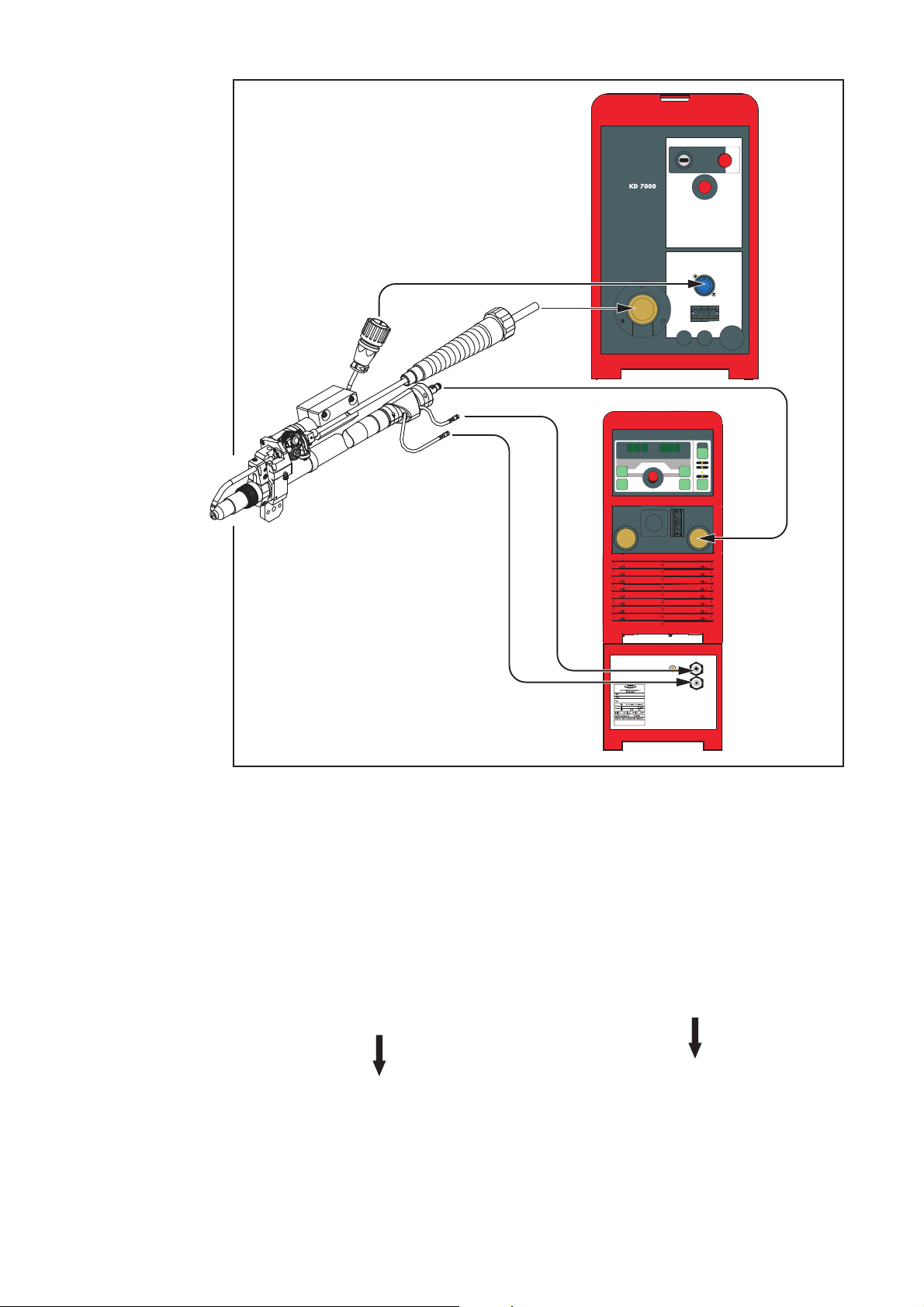
Robacta KD Drive
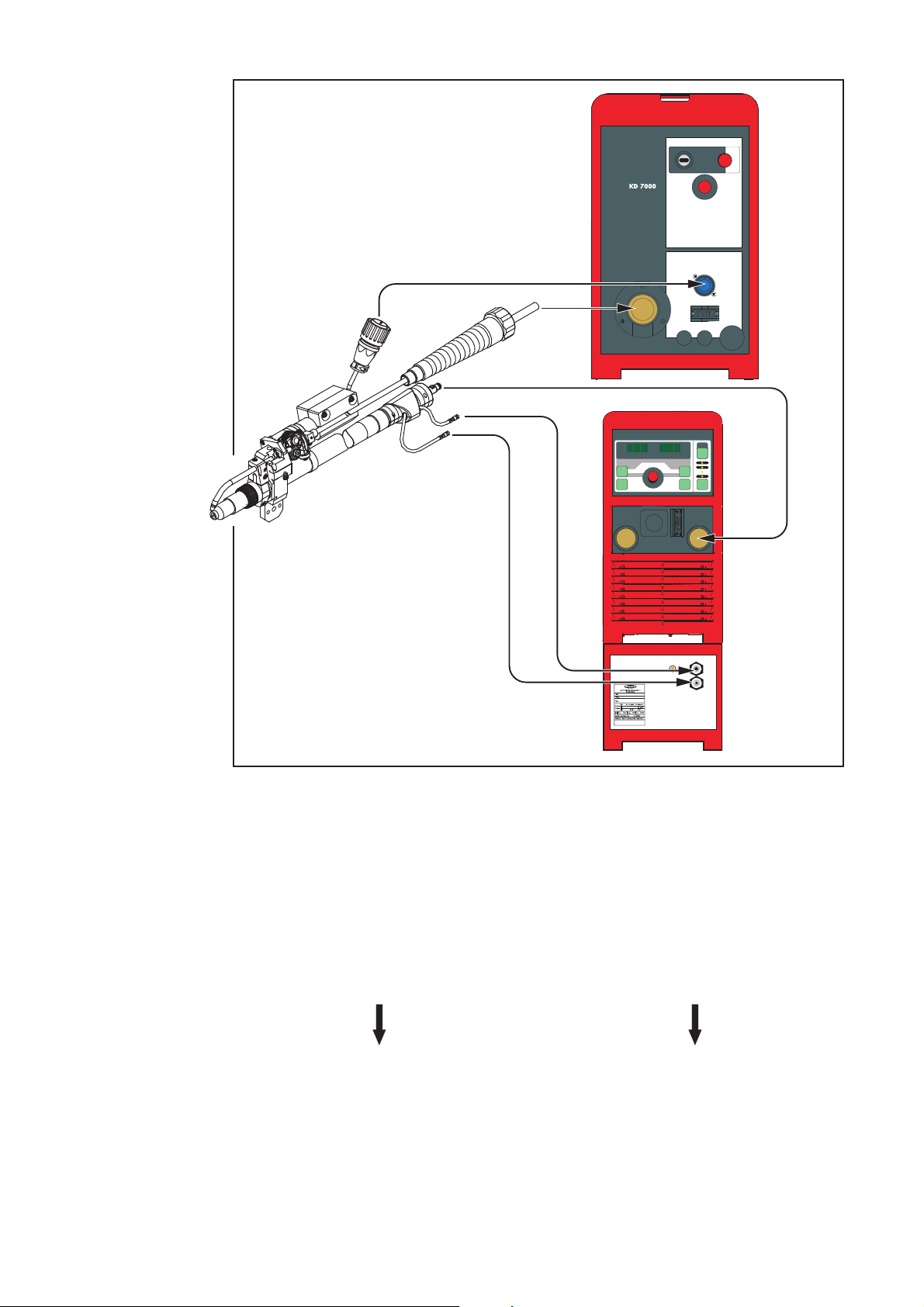
anschließen F++-Anschluss
KD 7000
Robacta
KD Drive
Schlauchpaket mit
F++ Anschluss
„ActiveWave“
MagicWave 1700
MagicWave 2200
TransTig 2200
FK 2200
Robacta KD Drive anschließen - F++-Anschluss
Adapterlösungen Durch die Auswahl von geeigneten Adaptern kann das WIG-Roboter-Schlauchpaket
„Robacta KD Drive“ mit Z-Anschluss auch an Active-Wave-Stromquellen bzw. mit F++Anschluss auch an anderen Fronius-WIG-Stromquellen betrieben werden:
Robacta KD Drive mit Z-Anschluss
+
Adapter TT/MW (G/F) wassergekühlt
34,0350,2210
Robacta KD Drive mit F++-Anschluss
+
Adapter WIG TTW wassergekühlt
34,0350,2159
„ActiveWave“
MagicWave 1700
MagicWave 2200
TransTig 2200
FK 2200
8
MagicWave 2600 / 2600 CEL / 3000
TransTig 2600 / 2600 CEL / 3000
Page 13
WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Sachund Personenschäden verursachen. Diese Montage darf nur von geschultem
Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften in
der Bedienungsanleitung der Stromquelle.
Haltewinkel montieren (Standard)
Allgemeines
DE
Haltewinkel
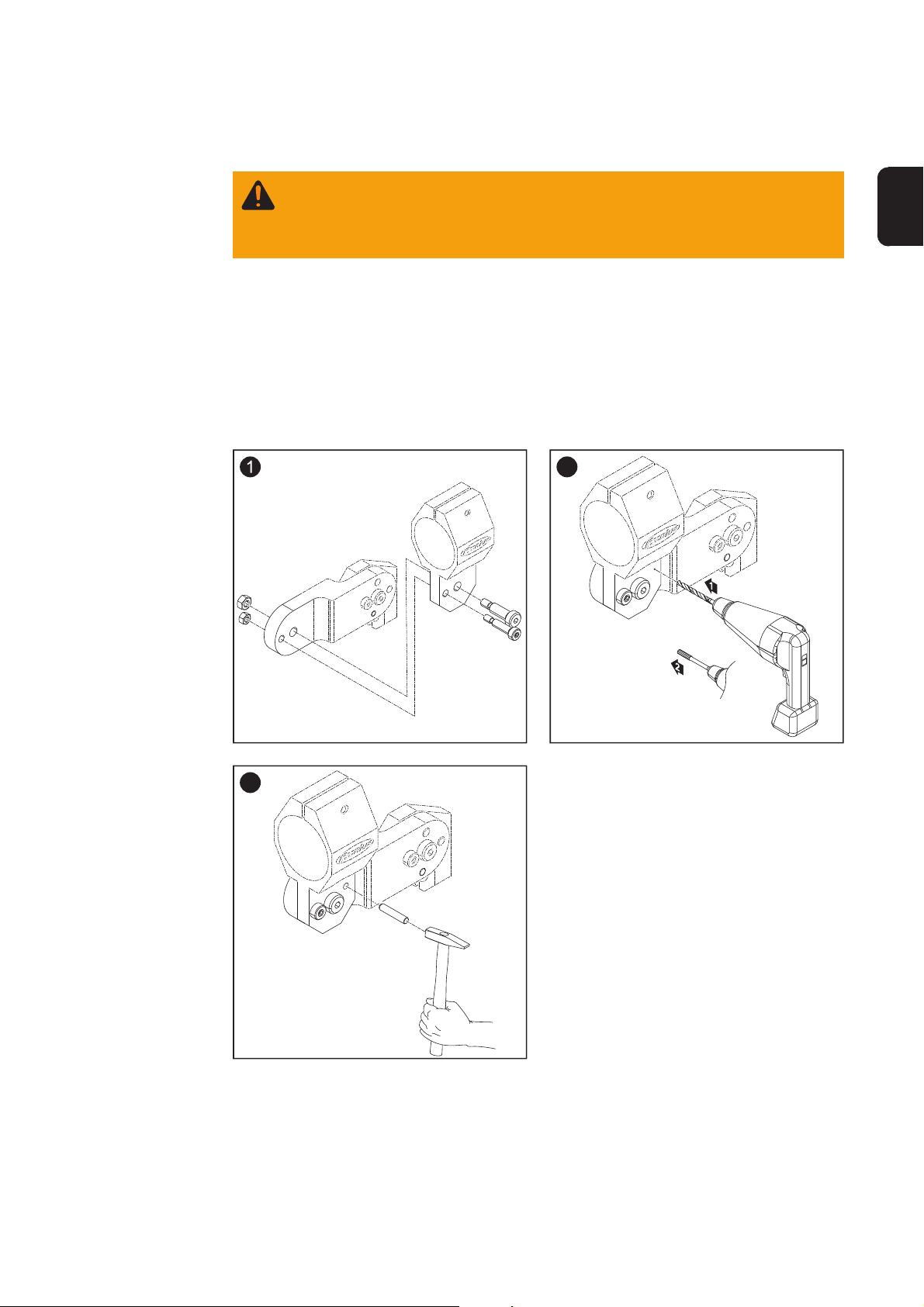
montieren (Standard)
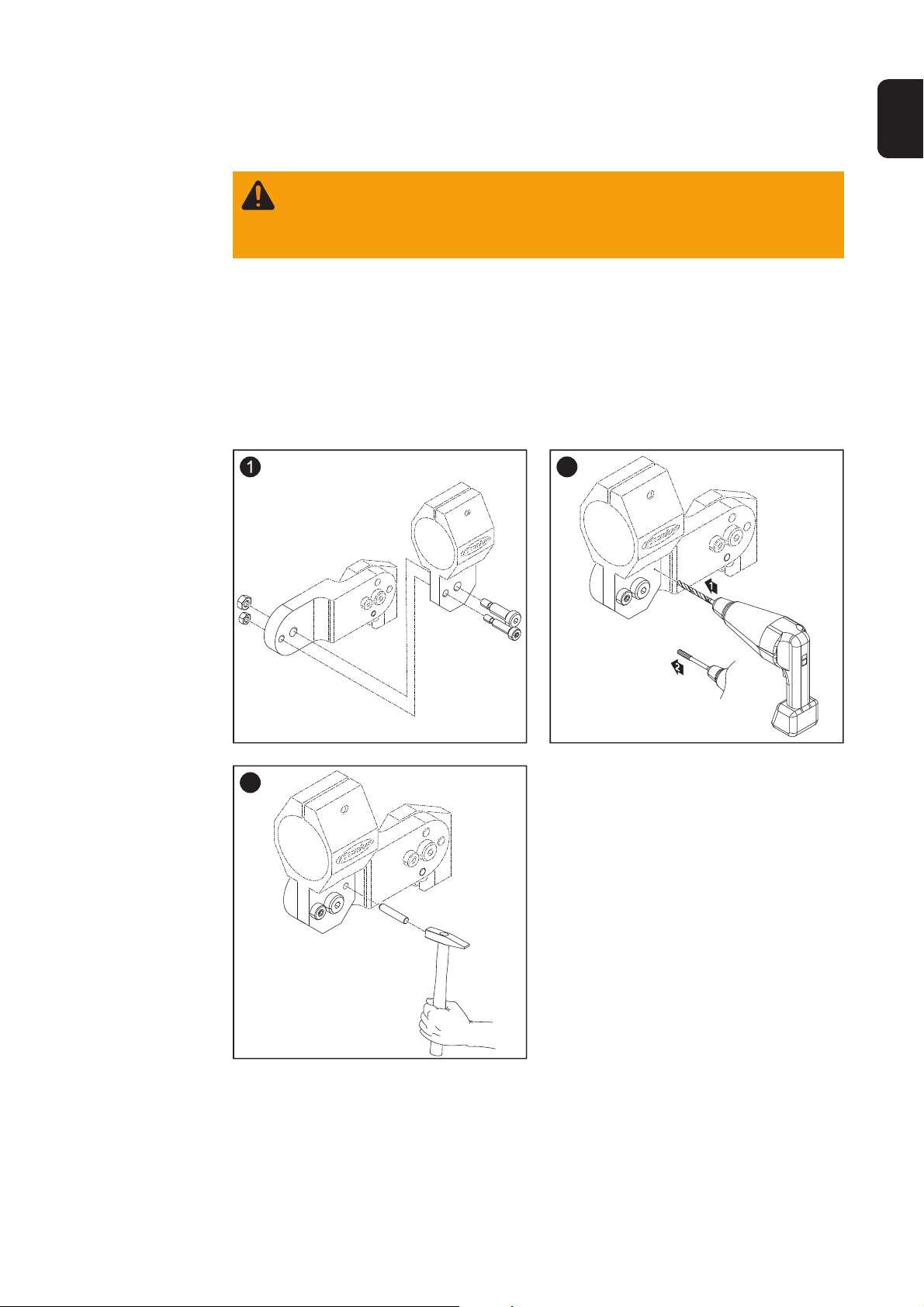
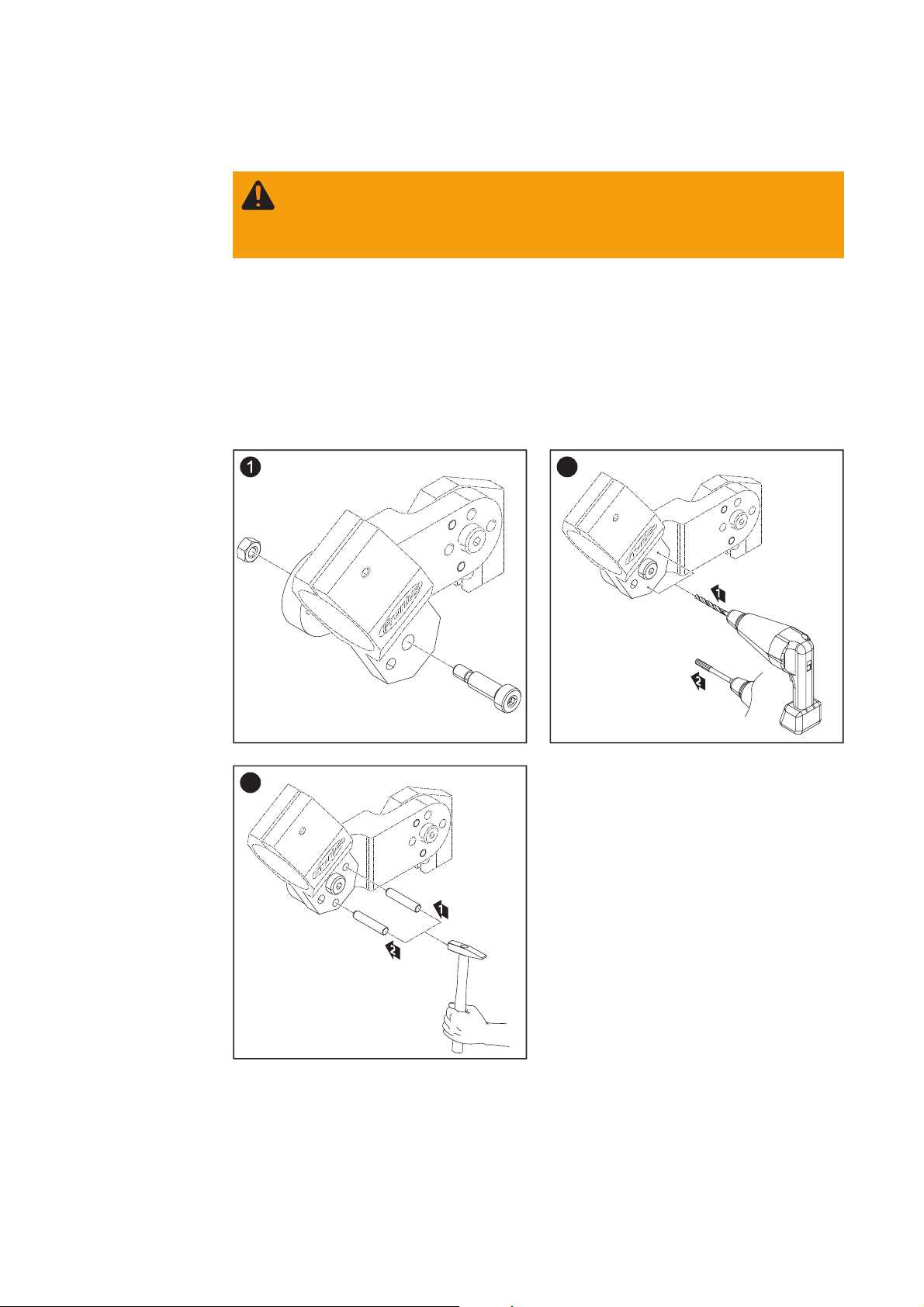
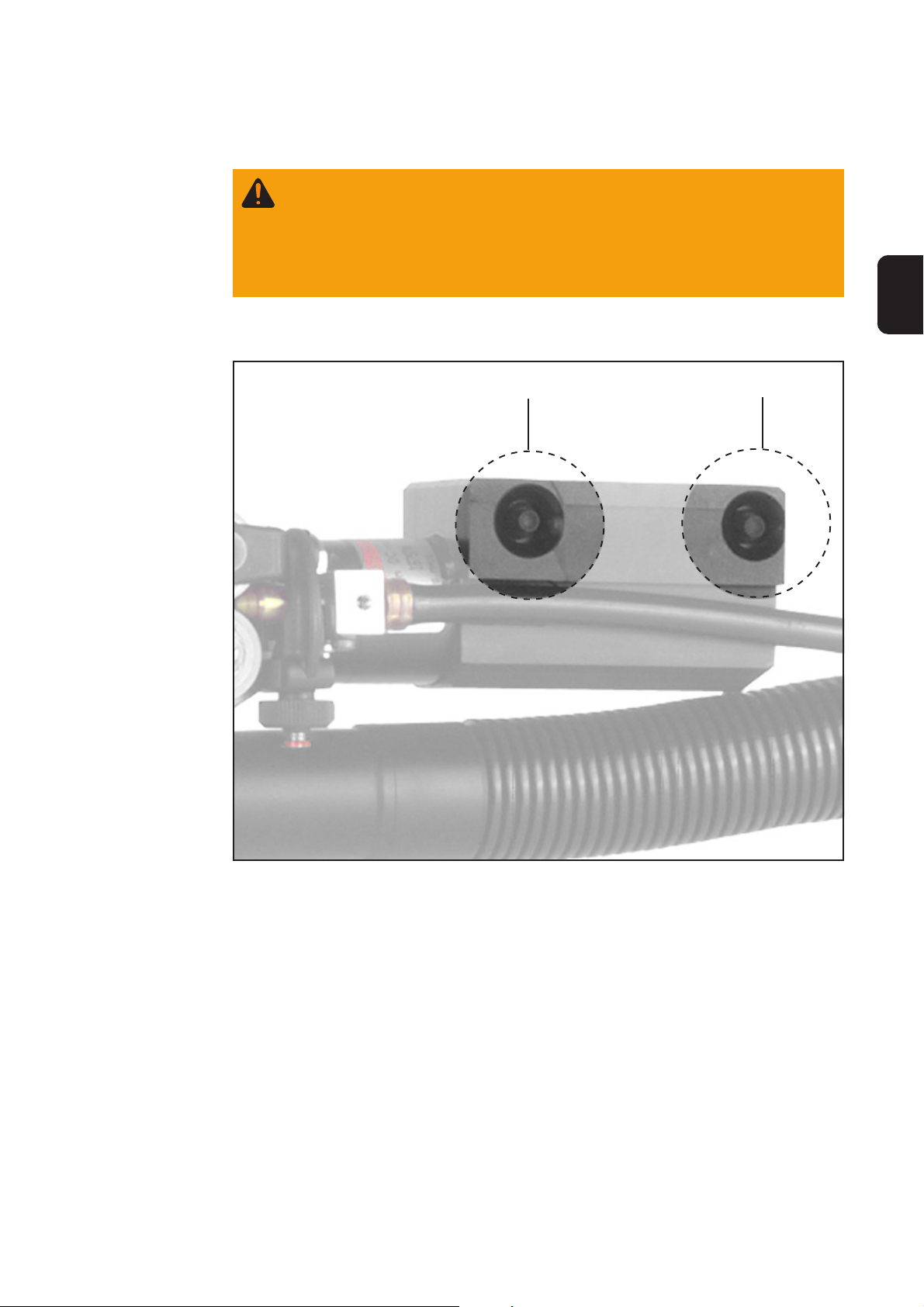
Wichtig! Zum Fixieren der eingerichteten Stellung verbohren Sie die Halter mit Ø5,8 mm
und reiben mittels einer Reibahle die Bohrung für den Pass-Stift Ø6G7 auf.
Wichtig! Der Haltewinkel muss mit einer Pass-Schulter-Schraube M8 und mit einer
Schraube M6 montiert werden. Nach dem Verschrauben muss noch ein Pass-Stift (Ø6
mm) zur Sicherung eingepresst werden.
2
Bohrer
Ø5,8
Reibahle
Ø6G7
3
9
Page 14
WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Sachund Personenschäden verursachen. Diese Montage darf nur von geschultem
Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften in
der Bedienungsanleitung der Stromquelle.
Haltewinkel montieren (Individuell)
Allgemeines
Haltewinkel
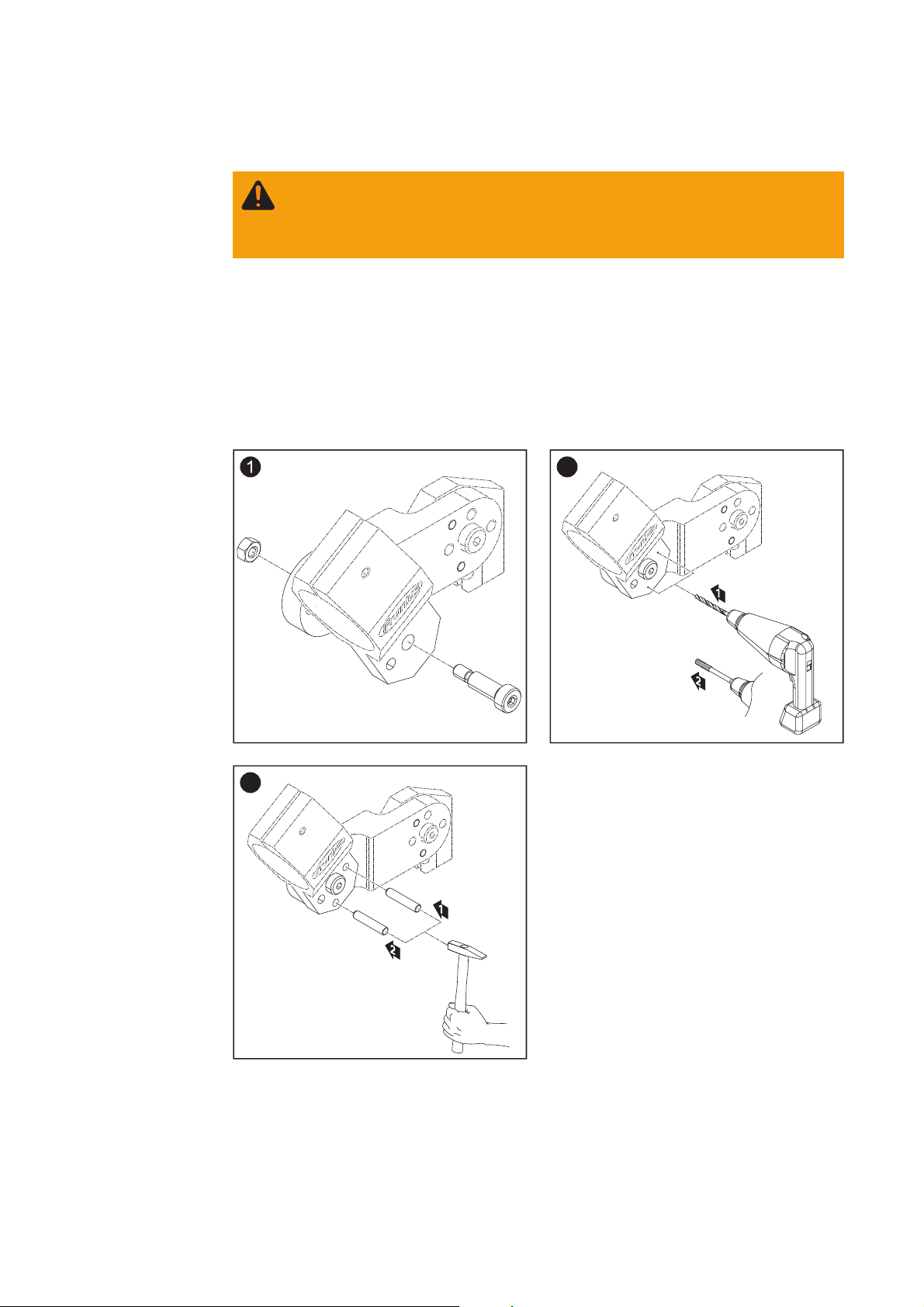
montieren (Individuell)
Wichtig! Zum Fixieren der eingerichteten Stellung verbohren Sie die Halter mit Ø5,8 mm
und reiben mittels einer Reibahle die Bohrung für den Pass-Stift Ø6G7 auf.
Wichtig! Der Haltewinkel muss mit einer Pass-Schulter-Schraube M8 montiert werden.
Danach muss der gewünschte Winkel eingestellt und zwei Pass-Stifte (Ø6 mm) zur
Sicherung eingepresst werden.
2
Bohrer
Ø5,8
Reibahle
Ø6G7
3
10
Page 15
Bedienung
Warnung! Fehlbedienung kann schwerwiegende Personen- und Sachschäden
verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
Sicherheit
DE
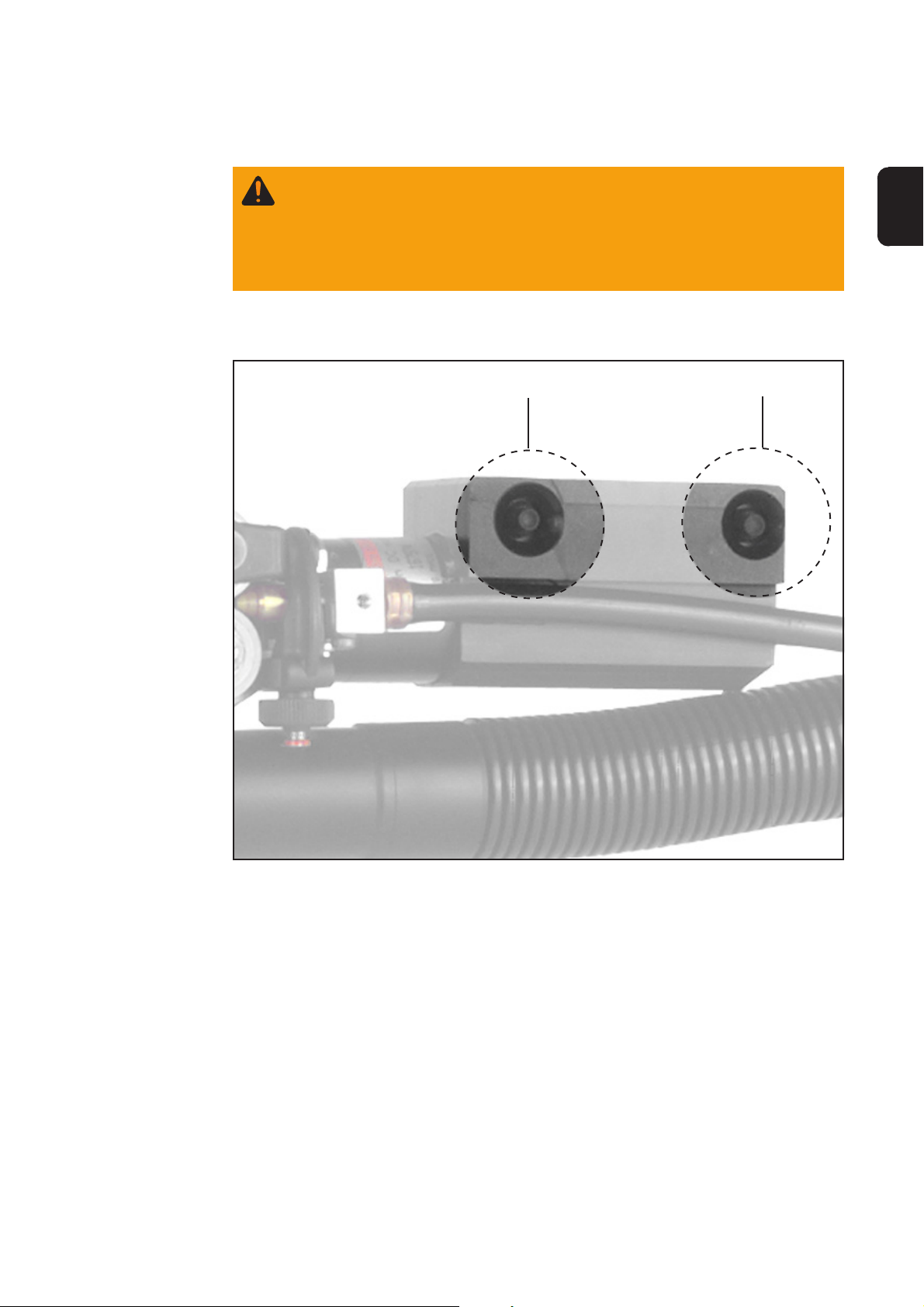
Tasten Drahtvorlauf / Drahtrücklauf
(1)
(2)
Tasten Drahtvorlauf / Drahtrücklauf
(1) Taste Drahtvorlauf
Dient zum stromlosen Einfädeln des Schweißdrahtes. Solange die Taste Drahtvorlauf (1) gedrückt bleibt, wird der Schweißdraht eingefädelt.
(2) Taste Drahtrücklauf
Dient zum stromlosen Rücktransport des Schweißdrahtes. Solange die Taste
Drahtrücklauf (2) gedrückt bleibt, wird der Schweißdraht zurückgefördert.
11
Page 16
Schweißdraht in Robacta KD Drive einlaufen lassen
Sicherheit
Schweißdraht in
Robacta KD Drive
einlaufen lassen
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von geschultem Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften.
1. Netzschalter am Kaltdraht-Vorschub in Stellung „0“ schalten, Netzkabel vom Netz
trennen
2. Linkes Seitenteil des Kaltdraht-Vorschubes öffnen
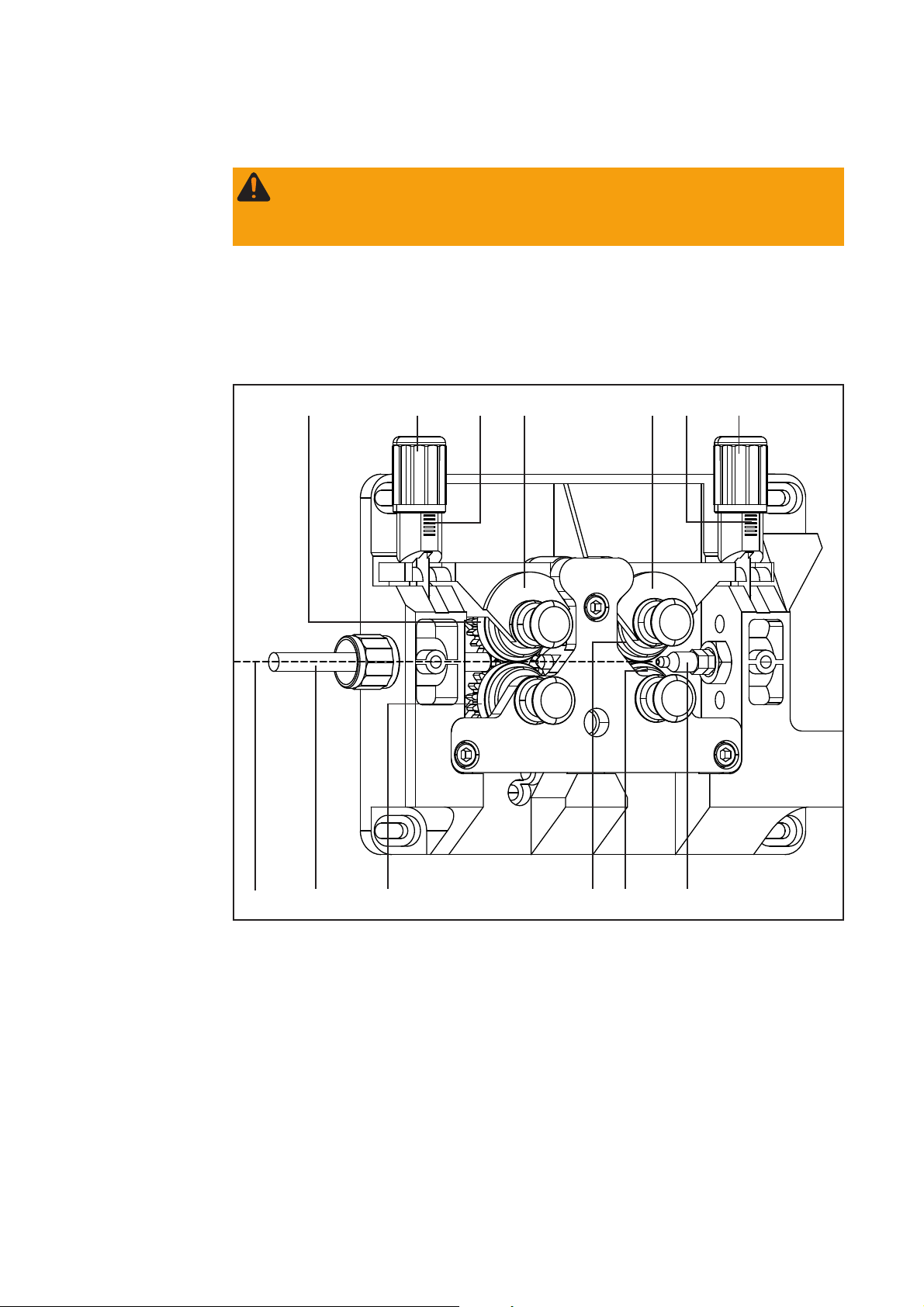
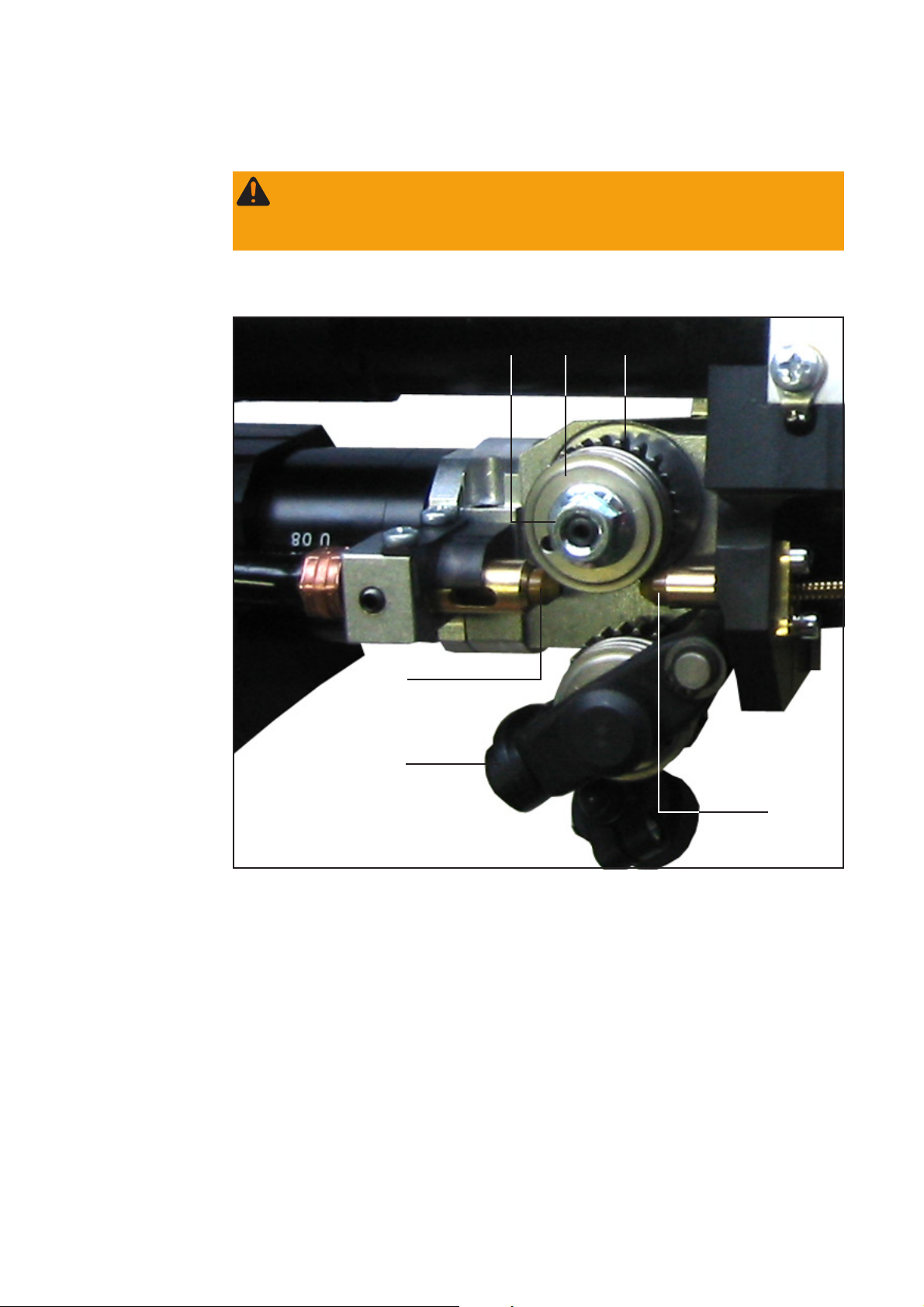
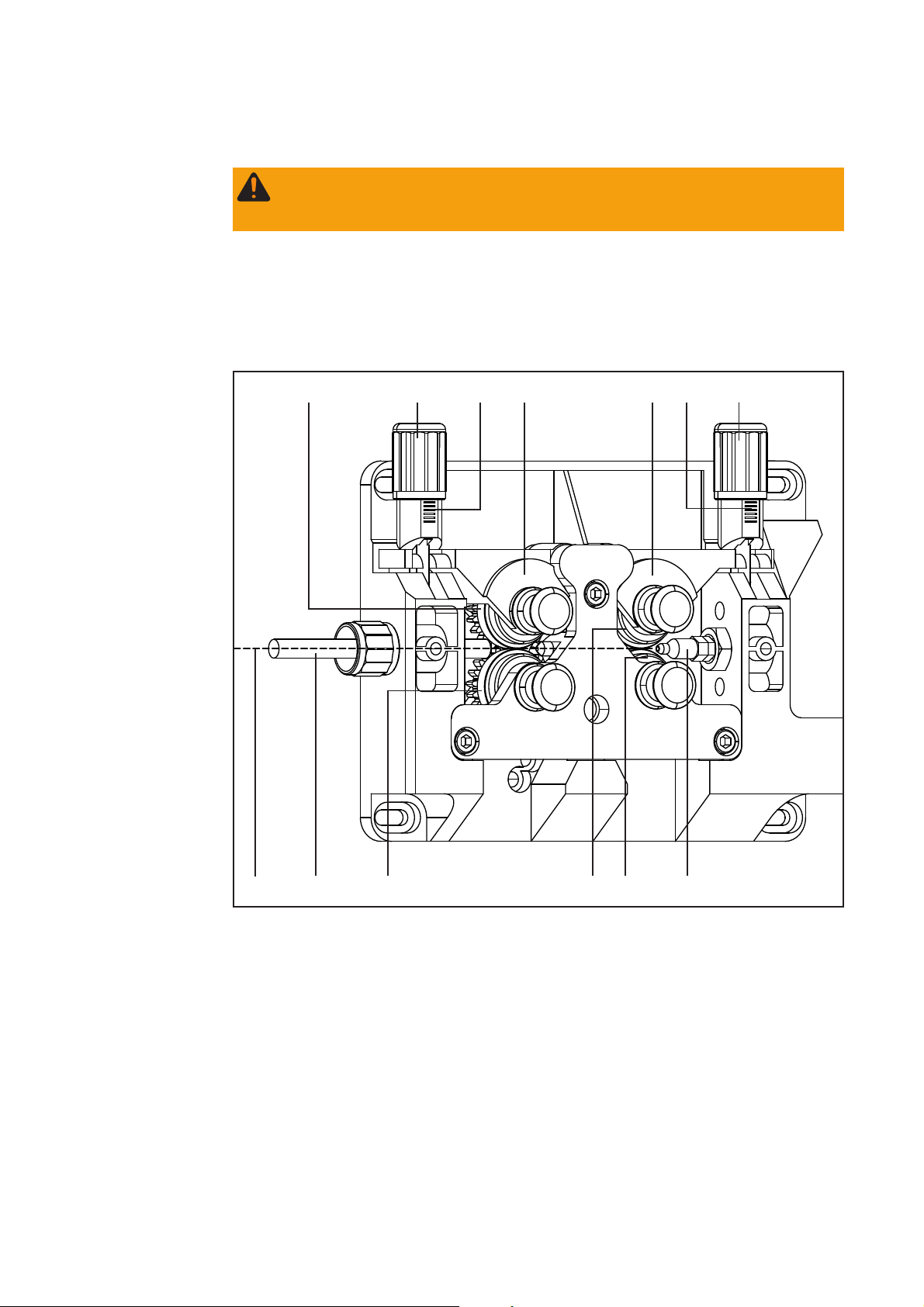
(14)
(3) (5) (6) (15)(4)(7)
(11)
Vorschubrollen in KD 7000 einsetzen, Schweißdraht einlaufen lassen
3. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubes Spannvorrichtungen (3) und (4)
4. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubes Druckhebel (5) und (6) nach oben
5. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubes Vorschubrollen (7) - (10) entspre-
6. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubes Schweißdraht (11) über das Einlauf-
7. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubes Druckhebel (5) und (6) nach unten
8. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubes Spannvorrichtung (3) in senkrechte
(12)
nach vorne schwenken
klappen
chend dem zu fördernden Schweißdraht einsetzen
rohr (12) etwa 50 mm (1,97 in.) in das Einlaufrohr des WIG-Roboter-Schlauchpaketes „Robacta KD Drive“ (13) schieben
klappen
Position schwenken - Spannvorrichtung (4) bleibt geöffnet
(8) (10)
12
(9)
(13)
Page 17
Schweißdraht in
Robacta KD Drive
einlaufen lassen
(Fortsetzung)
9. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubes mittels Spannmutter (14) geringen
Anpressdruck einstellen (max. 2)
10. WIG-Roboter-Schlauchpaketes „Robacta KD Drive“ möglichst geradlinig auslegen
11. Am Kaltdraht-Vorschub langsame Einfädel-Geschwindigkeit einstellen (max.
4 m/min)
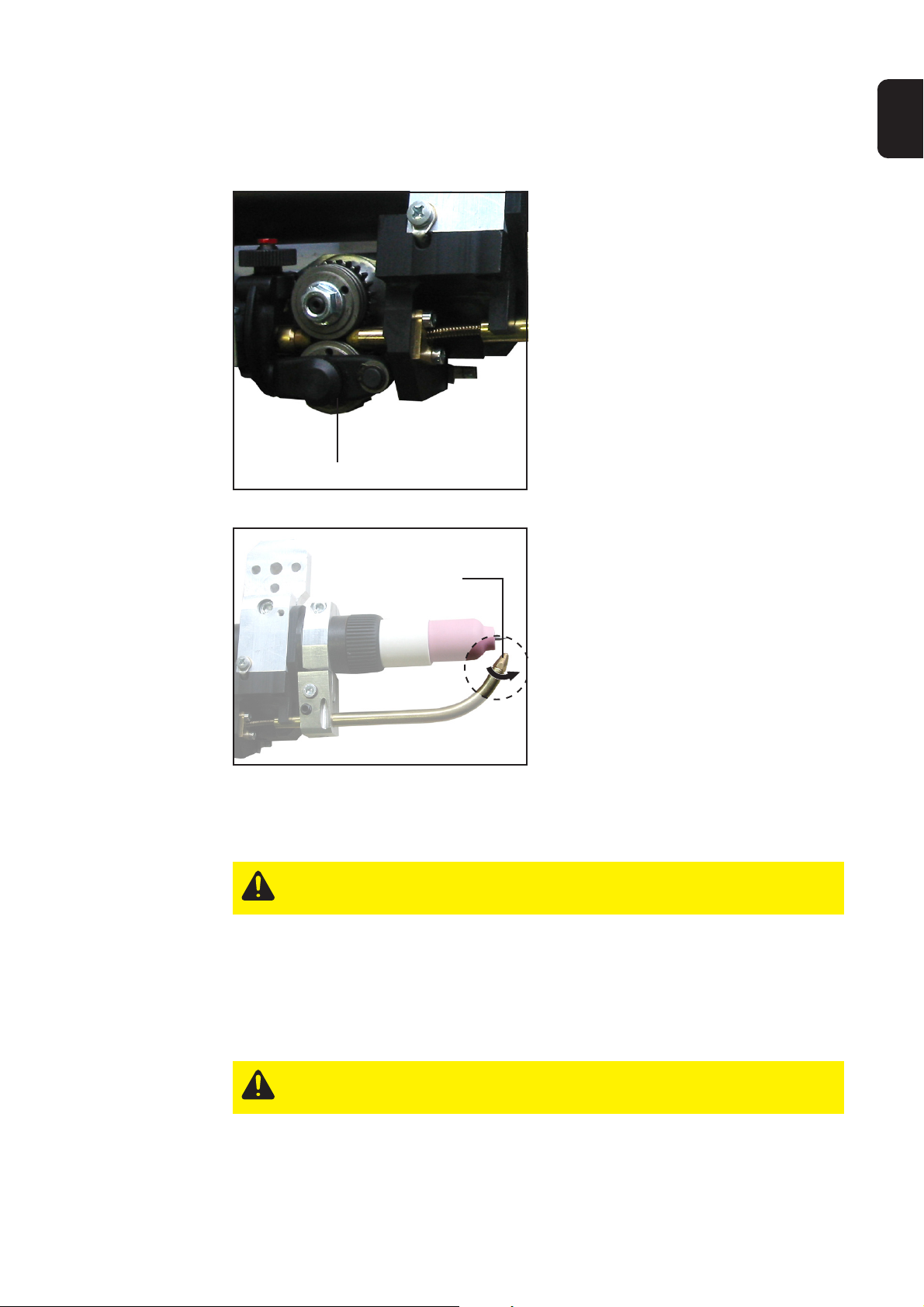
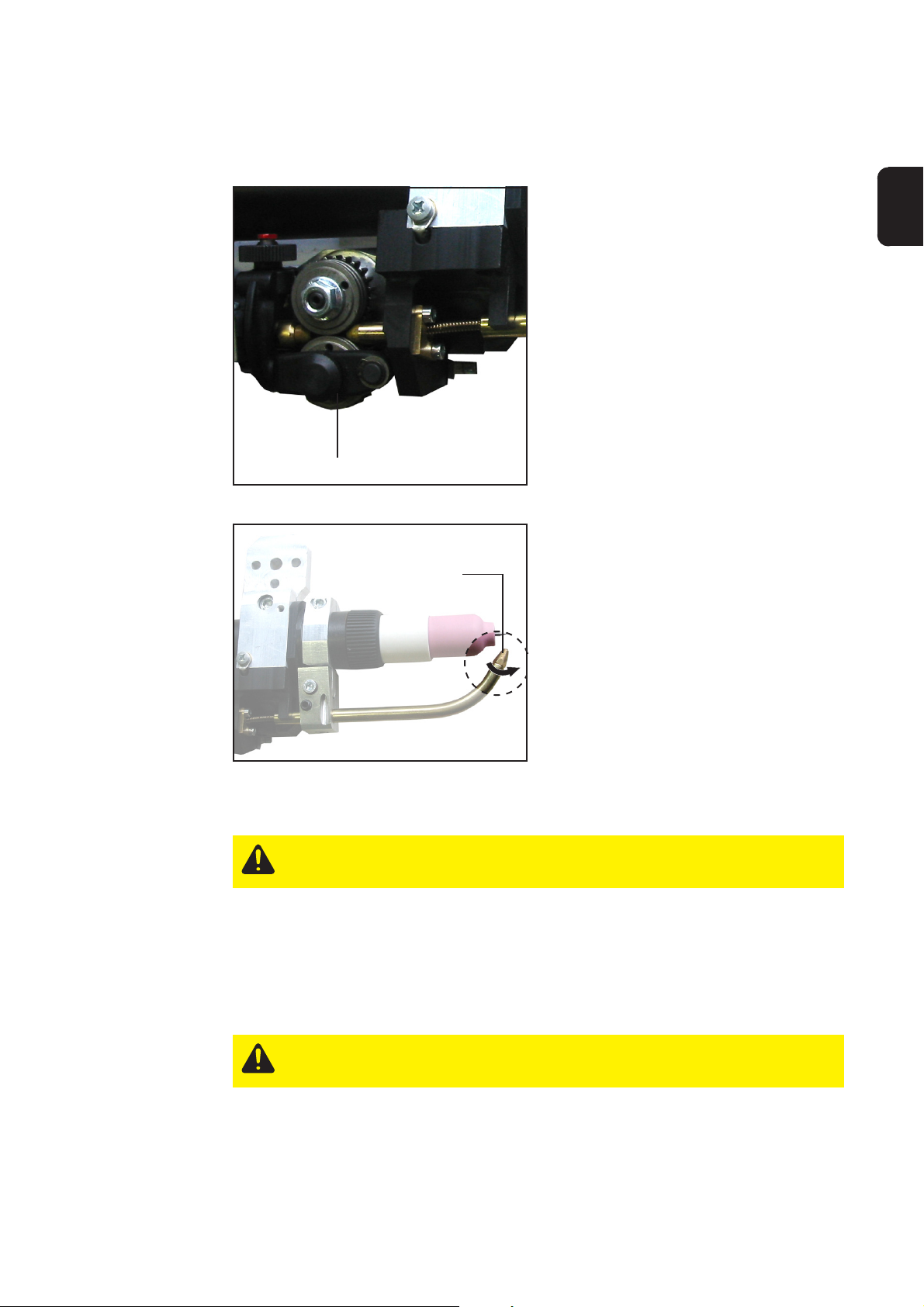
12. Überprüfen, dass der Schwenkhebel
(16) am Robacta KD Drive geschlossen ist
(16)
Schwenkhebel geschlossen
13. Draht-Auslaufdüse vom Zuführungsrohr abschrauben
Draht-Auslaufdüse
DE
Draht-Auslaufdüse vom Zuführungsrohr abschrauben
14. Netzkabel des Kaltdraht-Vorschubes am Netz anschließen, Netzschalter in Stellung
„I“ schalten
Vorsicht! Verletzungsgefahr durch austretenden Schweißdraht. Schweißbrenner von Gesicht und Körper fernhalten.
15. Taste Drahtvorlauf (1) am Robacta KD Drive drücken, bis der Schweißdraht aus
dem Brenner ragt
bei Drahtstau an der Antriebsrolle vom Robacta KD-Drive:
- Einfädelvorgang sofort stoppen (Taste Drahtvorlauf (1) loslassen)
- Spannhebel (16) öffnen
Vorsicht! Verletzungsgefahr durch rotierende Vorschubrollen. Nicht in die
Vorschubrollen greifen.
- Schweißdraht mit Hilfe der Tasten Drahtvorlauf (1) und Drahtrücklauf (2) in
brennerseitige Ein-/Auslaufdüse einführen
- Taste Drahtvorlauf (1) drücken, bis der Schweißdraht aus dem Brenner ragt
- Vorgang „Schweißdraht einlaufen lassen“ beenden
- Spannhebel (16) schließen
13
Page 18

Schweißdraht in
Robacta KD Drive
einlaufen lassen
(Fortsetzung)
16. Vorgang „Schweißdraht einlaufen lassen“ durch Loslassen der Taste Drahtvorlauf
(1) beenden
17. Draht-Auslaufdüse auf Zuführungsrohr aufschrauben
Draht-Auslaufdüse
Draht-Auslaufdüse auf Zuführungsrohr aufschrauben
18. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubs Spannvorrichtung (4) in senkrechte
Position schwenken
19. Am 4-Rollen-Antrieb des Kaltdraht-Vorschubs mittels Spannmuttern (14) und (15)
Anpressdruck einstellen.
Wichtig! Anpressdruck so einstellen, dass der Schweißdraht nicht deformiert wird,
jedoch ein einwandfreier Drahttransport gewährleistet ist.
20. Linkes Seitenteil des Kaltdraht-Vorschubes schließen
21. Netzschalter am Kaltdraht-Vorschub in Stellung „0“ schalten, Netzkabel vom Netz
trennen
Detaillierte Beschreibung der Arbeitsschritte sind in der Bedienungsanleitung des
Kaltdraht-Vorschubes zu finden.
14
Page 19
Schweißdraht positionieren
DE
Sicherheit
Schweißdraht
positionieren
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von geschultem Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften.
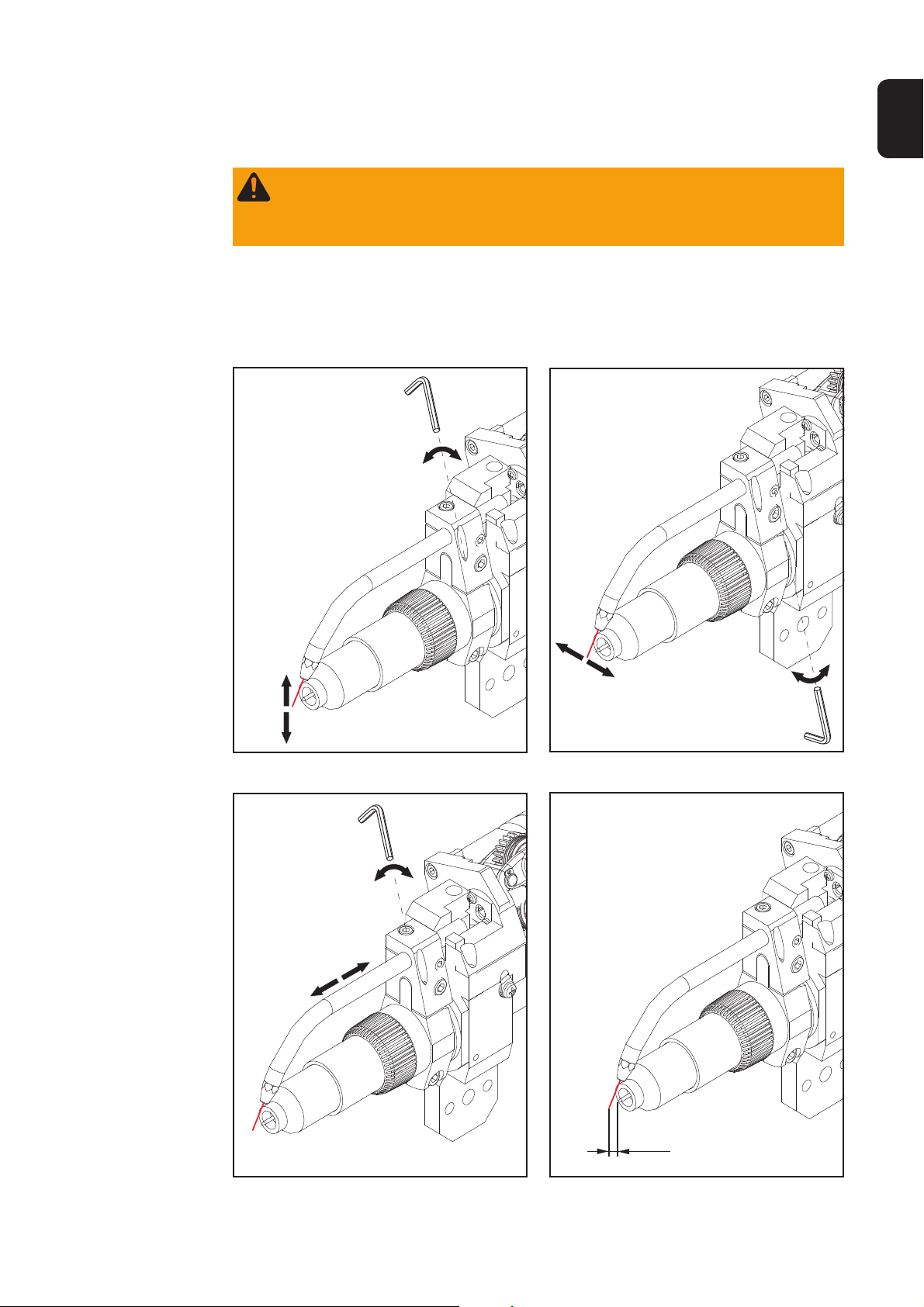
Wichtig! Der Schweißdraht ist mittig unter der Spitze der Wolfram-Elektrode zu positionieren, Abstand ca. 1 mm (0,04 in.).
SW 2 mm
(0,08 in.)
Schweißdraht vertikal positionieren
SW 5 mm
(0,20 in.)
Schweißdraht entlang der Brennerachse positionieren
SW 4 mm
(0,16 in.)
Schweißdraht horizontal positionieren
1 mm
(0,04 in.)
Korrekter Abstand von Schweißdraht zur Wolframelektrode
15
Page 20
Umrüsten für anderen Draht-Durchmesser
Sicherheit
Ein-/Auslaufdüsen sowie motorseitige Förderrolle tauschen
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von geschultem Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften.
(17) (19) (18)
(20)
(16)
(20)
Ein-/Auslaufdüsen und motorseitige Förderrolle tauschen
1. Schwenkhebel (16) aufschwenken
2. Selbstsichernde Mutter (17) mittels Gabelschlüssel SW 10 mm (0,39 in.) lösen
(mittels Triebradschlüssel am motorseitigen Antriebsrad (18) gegenhalten)
3. Bestehende Förderrolle (19) abnehmen
4. Motorseitiges Antriebsrad (18) abnehmen
5. Vorhandene Ein-/Auslaufdüsen (19) mittels Spitzzange abschrauben
6. Neue Ein-/Auslaufdüsen (20) einschrauben und mit Spitzzange festziehen
7. Motorseitiges Antriebsrad (18) aufsetzen
8. Neue Förderrolle (19) aufsetzen
9. Selbstsichernde Mutter (17) ansetzen
10. Selbstsichernde Mutter mittels Gabelschlüssel SW 10 mm (0,39 in.) festziehen
(mittels Triebradschlüssel am motorseitigen Antriebsrad (18) gegenhalten)
11. Schwenkhebel (16) schließen
16
Page 21

Schwenkhebelseitige Förderrolle tauschen
(21)(19)(22)
Schwenkhebelseitige Förderrolle tauschen
1. Schwenkhebel (16) aufschwenken
2. Schraubbare Achse (21) entfernen
3. Schwenkhebelseitiges Antriebsrad
(22) mit vorhandener Förderrolle (19)
entfernen
4. Neue Förderrolle (19 ) auf schwenkhebelseitiges Antriebsrad (22) setzen
5. Neue Förderrolle und schwenkhebelseitiges Antriebsrad (19)+(22) in
Schwenkhebel (16) einsetzen
6. Neue Förderrolle und schwenkhebelseitiges Antriebsrad (19)+(22) mittels
schraubbarer Achse (21) fixieren
DE
17
Page 22
Einstellschraube justieren
Sicherheit
Allgemeines
Einstellschraube
justieren
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von geschultem Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften.
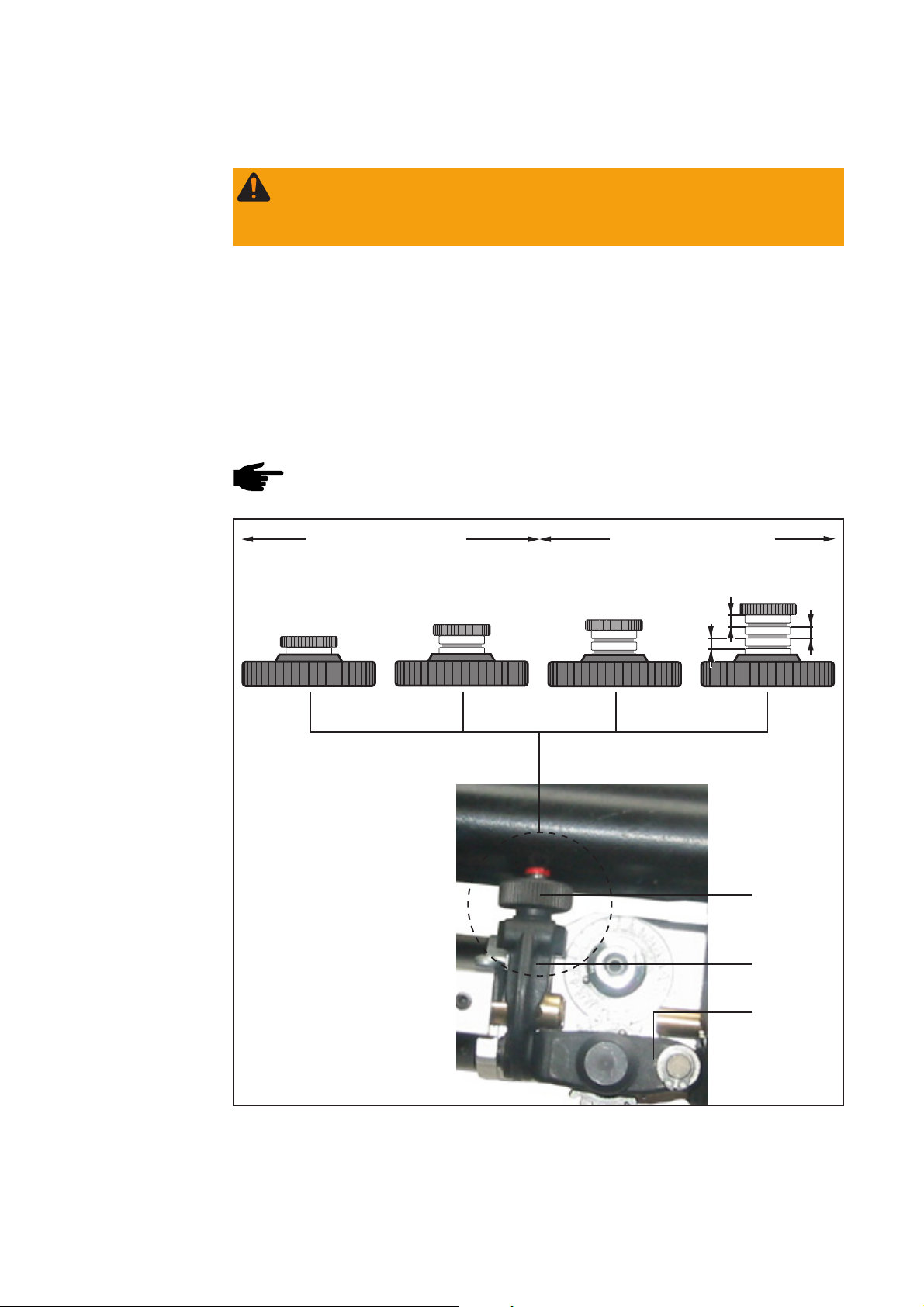
Zum exakten Ablesen bzw. Einstellen des Anpressdruckes an den Vorschubrollen,
verfügt die Einstellschraube (24) über eine Druckanzeige. Die Druckanzeige erfolgt
mittels Teilungen, über einen breiten hellen Ring und einen schmalen roten Ring. Je
mehr Teilungen an der Einstellschraube sichtbar sind, desto größer ist der eingestellte
Anpressdruck.
Hinweis! Das Justieren der Einstellschraube ist nur bei eingefädeltem
Schweißdraht zulässig.
Al-, AlSi und AlMg-Drähte: CuSi-, Fe- und CrNi-Drähte:
1
/2 Teilung 11/2 Teilungen
2 Teilungen 31/2 Teilungen
T
1
T
3
T
2
Al-, AlSi und AlMg-Drähte:
-1/2 bis 11/2 Teilungen sichtbar
CuSi-, Fe- und CrNi-Drähte:
- 2 bis 31/2 Teilungen sichtbar
max. Anpreßdruck:
-31/2 Teilungen sichtbar
Einstellschraube justieren
1. Schwenkhebel (16) schließen
2. Klemmbügel (23) einrasten lassen
3. Einstellschraube (24) gemäß Abbildung justieren
T1 ... Teilung 1
T2 ... Teilung 2
T3 ... Teilung 3
(24)
(23)
(16)
18
Page 23
Drahtführungsseele montieren / austauschen
DE
Sicherheit
Drahtführungsseele ausbauen
Warnung! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen-
und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dürfen
nur von Fronius-geschultem Fachpersonal durchgeführt werden! Beachten Sie
die Sicherheitsvorschriften.
Für das Austauschen/Montieren der Drahtführungsseele sind neben den mitgelieferten
Werkzeugen folgende Werkzeuge erforderlich:
- Spitzzange
- Seitenschneider
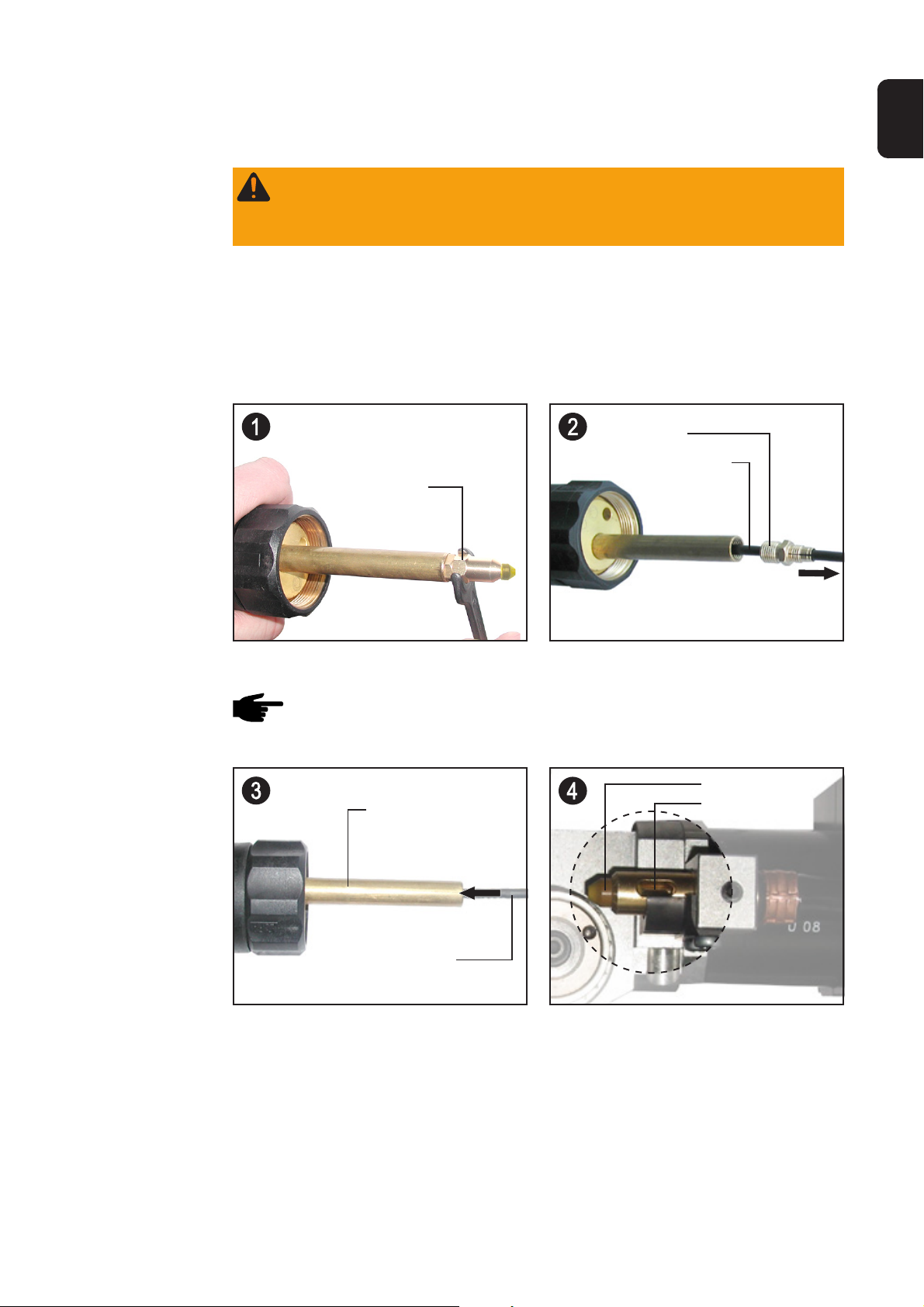
Spannstück
Drahtführungsseele
Spannmutter
Zentralanschluss-seitig Spannmutter lösen
Hinweis! Gefahr des Knickens der Drahtführungsseele. Vor dem Einschieben,
das Schlauchpaket gerade auslegen. Sobald ein Widerstand spürbar wird, die
Drahtführungsseele nur mehr in der Nähe des Drahteinlaufrohres anschieben.
Drahteinlaufrohr
Drahtführungsseele
Neue Drahtführungsseele vorsichtig einschieben, ...
Zentralanschluss-seitig Spannstück lösen, bestehende Drahtführungsseele herausziehen
Ein-/Auslaufdüse
Sichtfenster
... sodass die Drahtführungsseele die Ein-/Auslaufdüse berührt (erkennbar im Bereich des Sichtfensters)
19
Page 24

Variante 1:
Drahtführungsseele mit zweiter
Ein-/Auslaufdüse
(Standard)
Folgende Arbeitsschritte gelten nur für Drahtförderseelen mit Zentralanschluss-seitiger
Ein-/Auslaufdüse.
Hinweis! Gefahr der Beschädigung des Gewindes. Spannstück und Spannmutter vor der Montage reinigen.
Drahtführungsseele
Spannmutter
Variante 2:
Drahtführungsseele ohne
zweite Ein-/
Auslaufdüse
(Option)
Spannstück
Zentralanschluss-seitig Spannstück festschrauben,
Drahtführungsseele bündig mit dem Spannstück
ablängen
Zentralanschluss-seitig Spannmutter festschrauben
Bei Änderung des Drahtdurchmessers bestehende
Ein-/Auslaufdüse mittels Spitzzange abschrauben passende Ein-/Auslaufdüse vollständig an der
Spannmutter festschrauben
Ein-/Auslaufdüse
Folgende Arbeitsschritte gelten nur für Drahtförderseelen ohne Zentralanschlussseitiger Ein-/Auslaufdüse.
Hinweis! Gefahr der Beschädigung des Gewindes. Spannstück und Spannmutter vor der Montage reinigen.
Drahtführungsseele
1 - 2 mm
0,4 - 0,8 in.
Spannstück
Spannmutter
Zentralanschluss-seitig Spannstück und Spannmutter festschrauben, Drahtführungsseele mit einem
Überstand von 1 bis 2 mm (0,04 - 0,08 in.) an der
Spannmutter ablängen
20
Page 25

Dear Reader
Introduction
Thank you for choosing Fronius - and congratulations on your new, technically highgrade Fronius product! This instruction manual will help you get to know your new
machine. Read the manual carefully and you will soon be familiar with all the many
great features of your new Fronius product. This really is the best way to get the most
out of all the advantages that your machine has to offer.
Please also take special note of the safety rules - and observe them! In this way, you
will help to ensure more safety at your product location. And of course, if you treat your
product carefully, this definitely helps to prolong its enduring quality and reliability - things
which are both essential prerequisites for getting outstanding results.
EN
ud_fr_st_et_00493 01/2012
Page 26

Page 27

Contents
General remarks ............................................................................................................................................ 2
Product concept ....................................................................................................................................... 2
Included in kit ........................................................................................................................................... 2
Uses ......................................................................................................................................................... 2
Original equipment - Basic kit ................................................................................................................... 3
Options .......................................................................................................................................................... 4
Ignition aid ................................................................................................................................................ 4
Feed pipes................................................................................................................................................ 4
Adjusting clamps ...................................................................................................................................... 4
Fitting the Robacta KD Drive.......................................................................................................................... 5
Safety ....................................................................................................................................................... 5
Fitting the cold-wire feed ........................................................................................................................... 5
Fitting the torch ........................................................................................................................................ 5
Fitting original equipment.......................................................................................................................... 6
Attaching the TIG Robacta KD Drive robot hosepack ..................................................................................... 7
Safety ....................................................................................................................................................... 7
Connecting the Robacta KD Drive - Z-connector ....................................................................................... 7
Connecting the Robacta KD Drive - F++-connector ................................................................................. 8
Adapter solutions ...................................................................................................................................... 8
Fitting the mounting bracket (standard).......................................................................................................... 9
General remarks ....................................................................................................................................... 9
Fitting the mounting bracket (standard) .................................................................................................... 9
EN
Fitting the mounting bracket (individually) .....................................................................................................10
General remarks ...................................................................................................................................... 10
Fitting the mounting bracket (individually) ................................................................................................10
Operation ...................................................................................................................................................... 11
Safety ...................................................................................................................................................... 11
Wire advance / wire reverse buttons......................................................................................................... 11
Feeding the welding wire into the Robacta KD Drive .....................................................................................12
Safety ......................................................................................................................................................12
Feeding the welding wire into the Robacta KD Drive ................................................................................12
Positioning the welding wire ..........................................................................................................................15
Safety ......................................................................................................................................................15
Positioning the welding wire..................................................................................................................... 15
Retooling for other wire diameters .................................................................................................................16
Safety ......................................................................................................................................................16
Changing inlet/outlet nozzles and motor-side feed rollers ........................................................................16
Changing feed roller on swivel-lever side ..................................................................................................17
Setting the adjustment screw .......................................................................................................................18
Safety ......................................................................................................................................................18
Setting the adjustment screw ..................................................................................................................18
General ....................................................................................................................................................18
Fitting / replacing inner liner ..........................................................................................................................19
Safety ......................................................................................................................................................19
Dismantling the inner liner .......................................................................................................................19
Variant 1: Inner liner with second inlet/outlet nozzle (standard)................................................................ 20
Variant 2: Inner liner without second inlet/outlet nozzle (optional) ............................................................20
1
Page 28

General remarks
Product concept
Uses
The TIG Robacta KD Drive robot hosepack is suitable for steel, CrNi and CuSi applications. The integrated wire drive is designed to support the KD 7000 cold-wire feed in use
and ensures an even wirefeed with long hosepacks.
Precise wire-feeding is essential for optimum welding results.
Robacta KD Drive
The TIG Robacta KD Driverobot hosepack is recommended for use in the following
situations:
- at precise wirefeed speeds
- on hosepacks from 4 metres (13 ft 1 1/2 ins)
Included in kit
TIG torch head
Cold-wire feed
Spacer
Support
Allen key 2 mm (0,08 in.)
Drive unit
Open-end spanner
8 / 10 mm
(0,31 / 0,39 in.)
Hosepack
(example)
Allen key
4 mm (0,16 in.)
Pinion spanner Allen key
5 mm (0,20 in.)
Supplied with the Robacta KD Drive
2
Page 29

Original equipment - Basic kit
Depending on the wire diameter, original kit is essential for the operation of the TIG
Robacta KD Drive robot hosepack. There is original equipment for the following welding
wire diameters:
Wire diameter Wire diameter Original equipment
(mm) (in.) Article number
0,8 mm .032 in. 44,0350,2139
0,9 mm .036 in. 44,0350,2140
1,0 mm .040 in. 44,0350,2141
1,2 mm .047 in. 44,0350,2142
1,4 mm .055 in. 44,0350,2143
1,6 mm .063 in. 44,0350,2144
2,0 mm .079 in. 44,0350,2145
1 x wire guidance unit
EN
2 x feed rollers
Robacta KD Drive original equipment
3 x inlet/outlet nozzles
1 x wire outlet nozzle
3
Page 30

Options
Ignition aid
Ignition aid
Ignition aid (48,0009,0014) to earth the torch head
Feed pipes
Adjusting clamps
Feed pipe 70° / 170 mm (6,69 in.) (42,0001,5494)
Feed pipe 70° / 135 mm (5,31 in.) (42,0001,5311)
Feed pipe 30° (42,0001,5611)
Feed pipes
Extension clamp-retainer
(42,0201,1525)
Adjusting clamps
Clamp retainer
for Binzel-CAT,
for Dinse DIX SASS
(42,0201,1524)
Clamp retainer
for Motomann
(42,0201,1526)
4
Page 31

Fitting the Robacta KD Drive
Safety
Fitting the coldwire feed
Warning! Faulty work can cause injury to personnel and damage to equipment.
The procedures described below should only be carried out by trained specialist
staff. Please adhere to the safety regulations.
Support
Remove sleeve from torch hosepack
Loosen screw on the support
Spacer
EN
Fitting the torch
Push support with drive unit on to torch hosepack if necessary use a screwdriver to open up the
support
Tungsten electrode
Gas nozzle
Halve supplied tungsten electrode, assemble torch head
Cold-wire feed
Insert sleeve from torch hosepack in cold-wire feed,
push the cold-wire feed with spacer on to the torch
hosepack
5
Page 32

Fitting the torch
(continued)
Screw on the torch head
Fitting original
equipment
To fit the original equipment, as well as the tools supplied, the following tools are required:
- long-nose pliers
- side shears
Inlet/outlet nozzle
Feed pipe
Wire guidance unit
Drive wheel, feed roller
Remove motor-side drive wheel and feed roller,
screw on inlet/outlet nozzle and secure with the
long-nose pliers (2x)
Refit the motor-side drive wheel and feed roller,
push on wire guidance unit as far as it will go into
the feed pipe.
Wire outlet nozzle
Using the side shears cut off the wire guidance unit
flush with the thread on the feed pipe.
6
Screw the wire outlet nozzle on to the feed pipe.
Page 33
Attaching the TIG Robacta KD Drive robot hosepack
Safety
Connecting the
Robacta KD Drive
- Z-connector
Warning! Faulty work can cause injury to personnel and damage to equipment.
The procedures described below should only be carried out by trained specialist
staff. Please adhere to the safety regulations.
KD 7000
Robacta KD Drive
EN
Hosepack with Zconnector
MagicWave 2600 / 2600 CEL / 3000
TransTig 2600 / 2600 CEL / 3000
Connecting the Robacta KD Drive - Z-connector
7
Page 34
Connecting the
Robacta KD Drive
- F++-connector
KD 7000
Robacta
KD Drive
Hosepack with
F++ connector
Adapter solutions
ActiveWave
MagicWave 1700
MagicWave 2200
TransTig 2200
FK 2200
Connecting the Robacta KD Drive - F++-connector
By selecting the correct adapter, the TIG Robacta KD Drive robot hosepack with a Zconnector can also operated on Active-Wave power sources or with F++-connector also
on other Fronius-TIG-power sources:
Robacta KD Drive with Z-connector
+
Adapter TT/MW (G/F) water-cooled
34,0350,2210
Robacta KD Drive with F++-connector
+
Adapter WIG TTW water-cooled
34,0350,2159
ActiveWave
MagicWave 1700
MagicWave 2200
TransTig 2200
FK 2200
8
MagicWave 2600 / 2600 CEL / 3000
TransTig 2600 / 2600 CEL / 3000
Page 35
WARNING! Work performed incorrectly can cause serious injury to people and
damage to property. This installation must only be carried out by trained and
qualified personnel. Observe the safety rules in the power source operating
instructions.
Fitting the mounting bracket (standard)
General remarks
EN
Fitting the mounting bracket
(standard)
Important! Drill a Ø5.8 mm hole for the mounting bracket and use a reamer to enlarge
the hole so it can accommodate the dowel pin (Ø6G7).
Important! The mounting bracket must be fitted using an M8 shoulder screw and an M6
screw. After screwing the mounting bracket in place, another dowel pin (Ø6 mm) must be
driven in to secure it.
2
Drill
Ø5,8
Reamer
Ø6G7
3
9
Page 36
WARNING! Work performed incorrectly can cause serious injury to people and
damage to property. This installation must only be carried out by trained and
qualified personnel. Observe the safety rules in the power source operating
instructions.
Fitting the mounting bracket (individually)
General remarks
Fitting the mounting bracket
(individually)
Important! Drill a Ø5.8 mm hole for the mounting bracket and use a reamer to enlarge
the hole so it can accommodate the dowel pin (Ø6G7).
Important! The mounting bracket must be fitted using an M8 shoulder screw. The required bracket must then be positioned and two dowel pins (Ø6 mm) driven in to secure it.
2
Drill
Ø5,8
Reamer
Ø6G7
3
10
Page 37
Operation
Warning! Incorrect operation can cause serious injury to personnel and also
damage to equipment. Only use the functions described, if the following documents were read in full:
- this manual
- the operating manuals for all system components, in particular all safety
instructions
Safety
EN
Wire advance /
wire reverse
buttons
(1)
(2)
Wire advance / wire reverse buttons
(1) Wire advance button
for the current-free threading of the welding wire. As long as the wire advance
button (1) remains pressed, the welding wire will thread in.
(2) Wire reverse button
for the current-free reverse travel of the welding wire. As long as the wire reverse
button remains pressed, the welding wire will be reversed.
11
Page 38
Feeding the welding wire into the Robacta KD Drive
Safety
Feeding the
welding wire into
the Robacta KD
Drive
Warning! Faulty work can cause injury to personnel and damage to equipment.
The procedures described below should only be carried out by trained specialist
staff. Please adhere to the safety regulations.
1. Set the mains switch on the cold-wire feed to 0, and disconnect the cable from the
mains
2. Open the left side of the cold-wire feed.
(14)
(3) (5) (6) (15)(4)(7)
(11)
Setting the feed rollers in the KD 7000, feeding in the welding wire
3. On the 4-roller drive of the cold-wire feed, swivel forward the tensioning devices (3)
4. On the 4-roller drive of the cold-wire feed, push the pressure levers (5) and (6) up
5. On the 4-roller drive of the cold-wire feed, set the feed rollers (7) - (10) according to
6. On the 4-roller drive of the cold-wire feed push the welding wire (11) via the inlet
7. On the 4-roller drive of the cold-wire feed push the pressure levers (5) and (6) down
8. On the 4-roller drive of the cold-wire feed swivel the tensioning device (3) into a
(12)
and (4)
the welding wire to be fed through
pipe (12) about 50 mm (1,97 in.) into the inlet pipe of the TIG Robacta KD Drive
robot hosepack (13)
vertical position - Tensioning device (4) remains open
(8) (10)
12
(9)
(13)
Page 39
Feeding the
welding wire into
the Robacta KD
Drive
(continued)
9. On the 4-roller drive of the cold-wire feed set the contact pressure to low using the
tensioning nut (14) (max. 2)
10. Line up the TIG Robacta KD Drive robot hosepack as straight as possible
11. On the cold-wire feed set the threading speed to slow (max.
4 m/min)
12. Check that the swivel lever (16) on
the Robacta KD Drive is closed.
(16)
Swivel lever closed
13. Unscrew the outlet nozzle from the
feed pipe
Wire outlet nozzle
EN
Unscrew the outlet nozzle from the feed pipe
14. Attach the cold-wire feed cable to the mains and set the mains switch to I
Caution! Risk of danger from emerging welding wire. Keep face and body well
away from torch.
15. Press wire advance button (1) on the Robacta KD Drive, until the welding wire
emerges from the torch.
If the wire jams in the Robacta KD-Drive roller:
- Stop the threading process immediately (Release the wire advance button (1))
- Open the tension lever (16)
Caution! Risk of danger from rotating feed rollers. Do not touch the feed
rollers.
- Introduce the welding wire using wire advance (1) and wire reverse (2) into the
burner-side inlet/outlet nozzle
- Press wire advance (1) until the welding wire emerges from the torch
- End Feeding welding wire procedure
- Close tension lever (16)
13
Page 40

welding wire into
Robacta KD Drive
(continued)
16. End „Feeding weld wire“ process by releasing the the wire advance button (1)Feeding the
17. Screw the wire outlet nozzle on to the
feed pipe
wire outlet nozzle
Screw the wire outlet nozzle on to the feed pipe
18. On the 4-roller drive of the cold-wire feed, swivel the tensioning device (4) to a
vertical position
19. On the 4-roller drive of the cold-wire feed, set the contact pressure with the tensioning nuts (14) and (15).
Important! Adjust the contact pressure so that the welding wire is not distorted and the
wire travels smoothly.
20. Close the left side of the cold-wire feed
21. Set the mains switch on the cold-wire feed to 0, and remove cable from mains.
A detailed description of the procedure can be found in the manual for the cold-wire
feed.
14
Page 41

Positioning the welding wire
Safety
Positioning the
welding wire
Warning! Faulty work can cause injury to personnel and damage to equipment.
The procedures described below should only be carried out by trained specialist
staff. Please adhere to the safety regulations.
Important! The welding wire must be positioned centrally beneath the tip of the tungsten
electrode at a distance of about 1mm (0.04 in.).
2 mm
(0,08 in.)
EN
4 mm
(0,16 in.)
Positioning the welding wire vertically
5 mm
(0,20 in.)
Positioning the welding wire along the burner axis Correct distance from the welding wire to the
Positioning the welding wire horizontally
1 mm
(0,04 in.)
tungsten electrode
15
Page 42

Retooling for other wire diameters
Safety
Changing inlet/
outlet nozzles
and motor-side
feed rollers
Warning! Faulty work can cause injury to personnel and damage to equipment.
The procedures described below should only be carried out by trained specialist
staff. Please adhere to the safety regulations.
(17) (19)
(18)
(20)
(16)
(20)
Changing inlet and outlet nozzles and motor-side feed rollers
1. Push up swivel lever (16)
2. Release self-locking nut (17) using the 10 mm open-end spanner (0,39 in.) (keep
steady by using the pinion spanner applied to the motor-side drive wheel (18))
3. Remove existing feed roller (19)
4. Remove motor-side drive wheel (18)
5. Unscrew existing inlet/outlet nozzles (19) using the long-nose pliers
6. Screw on new inlet/outlet nozzles (20) and tighten with long-nose pliers
7. Replace motor-side drive wheel (18)
8. Fit new feed roller (19)
9. Apply self-locking nut (17)
10. Tighten self-locking nut using 10mm open-end spanner (0,39 in.) (keep steady by
using the pinion spanner applied to the motor-side drive wheel(18))
11. Close swivel lever(16)
16
Page 43

Changing feed
roller on swivellever side
(21)(19)(22)
Changing feed roller on swivel-lever side
1. Push up swivel lever (16)
2. Remove screw-on axle (21)
3. Remove drive wheel on swivel-lever
side (22) with existing feed roller (19)
4. Place new feed roller (19 ) on drive
wheel (swivel lever side) (22)
5. Insert new feed roller and swivel-lever
side drive wheel (19)+(22) in the
swivel lever (16)
6. Fix new feed roller and swivel-lever
side drive wheel (19)+(22) using the
the screw-on axle(21)
EN
17
Page 44

Setting the adjustment screw
Safety
General
Setting the
adjustment screw
Warning! Faulty work can cause injury to personnel and damage to equipment.
The procedures described below should only be carried out by trained specialist
staff. Please adhere to the safety regulations.
For a precise reading or for making an adjustment to the contact pressure on the feed
rollers, the adjusting screw (24) acts as a pressure display. The pressure is displayed by
means of divisions - a wide, bright ring and a narrow red ring. The more divisions are
visible on the adjusting screw, the greater the contact pressure.
Note! It is only possible to set the adjustment screw when the welding wire is
threaded in.
Al-, AlSi and AlMg-wires: CuSi-, Fe- and CrNi-wires:
1
/2 division 11/2 divisions
2 divisions 31/2 divisions
T
1
T
3
T
2
Al-, AlSi und AlMg-wires:
-1/2 to 11/2 divisions showing
CuSi-, Fe- und CrNi-wires:
- 2 to 31/2 divisions showing
max. contact pressure:
-31/2 divisions showing
Setting the adjusting screw
1. Close the swivel lever (16)
2. Allow the clamp (23) to engage
3. Set the adjusting screw (24) as shown in the illustration
T1 ... Division 1
T2 ... Division 2
T3 ... Division 3
(24)
(23)
(16)
18
Page 45

Fitting / replacing inner liner
Safety
Dismantling the
inner liner
Warning! Faulty work can cause injury to personnel and damage to equipment.
The procedures described below should only be carried out by trained specialist
staff. Please adhere to the safety regulations.
To replace/fit the inner liner, as well as the supplied tools, the following tools are required:
- Long-nose pliers
- Side shears
Tensioner
Inner liner
Nut
EN
Release the nut on the central connector side
Note! Risk of buckling the liner. Before insertion, ensure the hosepack is
straight. If any resistance becomes perceptible, only push the inner liner close
to the wire inlet tube.
Wire inlet tube
Inner liner
Insert the new inner liner carefully, ...
Release the tensioner on the central connector
side, and remove existing inner liner
Inlet/outlet nozzle
Viewing
window
... so that the inner liner touches the inlet/outlet
nozzle (as seen through the viewing window)
19
Page 46

Variant 1: Inner
liner with second
inlet/outlet nozzle
(standard)
The following steps apply only to inner liners with inlet/outlet nozzles on the central
connector side.
Note! Danger of damage to thread. Clean tensioner and nut before assembly.
Inner liner
Nut
Variant 2: Inner
liner without
second inlet/
outlet nozzle
(optional)
Tensioner
Screw on central connector-side clamp tightly, cut
inner liner flush with clamp
Screw on central connector-side nut tightly.
If a change is made to the wire diameter, unscrew
existing inlet/outlet nozzle with long nose pliers fully tighten the correct inlet/outlet nozzle on the nut
Inlet/outlet nozzle
The following steps apply only to inner liners without inlet/outlet jets on the central
connector side.
Note! Danger of damage to thread. Clean tensioner and nut before assembly.
Inner liner
1 - 2 mm
0,4 - 0,8 in.
Tensioner
Nut
Screw on central connector-side nut and tensioner
tightly, cut off inner liner allowing a projection of 1
to 2 mm (0,04 - 0,08 in.) from the nut.
20
Page 47

Cher lecteur
Introduction
Nous vous remercions de votre confiance et vous félicitons d’avoir acheté un produit de
qualité supérieure de Fronius. Les instructions suivantes vous aideront à vous familiariser avec le produit. En lisant attentivement les instructions de service suivantes, vous
découvrirez les multiples possibilités de votre produit Fronius. C’est la seule manière
d’exploiter ses avantages de manière optimale.
Prière d’observer également les consignes de sécurité pour garantir une sécurité accrue
lors de l’utilisation du produit. Une utilisation soigneuse du produit contribue à sa longévité et sa fiabilité. Ce sont des conditions essentielles pour obtenir d’excellents résultats.
FR
ud_fr_st_et_00500 01/2012
Page 48

Page 49

Table des matières
Généralités .................................................................................................................................................... 2
Produit ...................................................................................................................................................... 2
Les champs d’application ......................................................................................................................... 2
Composants livrés .................................................................................................................................... 2
Équipement de base – « Basic kit » ......................................................................................................... 3
Options .......................................................................................................................................................... 4
Tubes d’alimentation ................................................................................................................................. 4
Colliers de réglage .................................................................................................................................... 4
Dispositif d’aide à l’amorçage ................................................................................................................... 4
Montage du Robacta KD Drive ....................................................................................................................... 5
Sécurité .................................................................................................................................................... 5
Montage du dispositif d’alimentation en fil froid ......................................................................................... 5
Montage de la torche ................................................................................................................................ 5
Montage de l’équipement de base ............................................................................................................ 6
Branchement du faisceau robot TIG « Robacta KD Drive » ............................................................................ 7
Sécurité .................................................................................................................................................... 7
Branchement du « Robacta KD Drive » – Raccordement Z ....................................................................... 7
Adaptateurs .............................................................................................................................................. 8
Monter l’angle d’arrêt (standard)..................................................................................................................... 9
Généralités ............................................................................................................................................... 9
Monter l’angle d’arrêt (standard) ............................................................................................................... 9
FR
Monter l’angle d’arrêt (individuel) ................................................................................................................... 10
Généralités ..............................................................................................................................................10
Monter l’angle d’arrêt (individuel) ..............................................................................................................10
Maniement ....................................................................................................................................................11
Sécurité ................................................................................................................................................... 11
Touches Avance de fil / Retour de fil......................................................................................................... 11
Introduction du fil de soudage dans le Robacta KD Drive .............................................................................. 12
Sécurité ...................................................................................................................................................12
Introduction du fil de soudage dans le Robacta KD Drive .........................................................................12
Positionnement du fil de soudage ................................................................................................................. 15
Sécurité ...................................................................................................................................................15
Positionnement du fil de soudage ............................................................................................................ 15
Adaptation pour d’autres sections de fil ........................................................................................................16
Sécurité ...................................................................................................................................................16
Changement des buses d’entrée/sortie de fil ainsi que du galet côté moteur ...........................................16
Changement du galet côté linguet ........................................................................................................... 17
Ajustage de la vis de réglage ........................................................................................................................18
Sécurité ...................................................................................................................................................18
Ajustage de la vis de réglage ...................................................................................................................18
Généralités ..............................................................................................................................................18
Montage et changement de la gaine guide-fil ................................................................................................19
Sécurité ...................................................................................................................................................19
Démontage de la gaine guide-fil ...............................................................................................................19
Variante 1 : Gaine guide-fil avec seconde buse d’entrée/sortie de fil (standard) ....................................... 20
Variante 2: Gaine guide-fil sans seconde buse d’entrée/sortie de fil (optionnel) ....................................... 20
1
Page 50

Généralités
Produit
Les champs
d’application
Les champs d’application du faisceau de robot TIG « Robacta KD Drive » sont les
suivants : acier, CrNi et CuSi. Le dispositif d’entraînement de fil intégré sert à seconder
le dévidoir de fil froid KD 7000 et permet d’assurer une avance de fil régulière pour les
faisceaux de grande longueur.
La précision de l’avance de fil est déterminante pour obtenir un soudage d’excellente
qualité.
Robacta KD Drive
L’emploi du faisceau de robot TIG « Robacta KD Drive » est conseillé pour les champs
d’application suivants :
- exigence de précision pour la vitesse d’alimentation en fil ;
- longueurs de faisceau supérieures à 4 mètres (13 pieds et 1,5 pouces).
Composants
livrés
Tête de torche TIG
Dispositif d’alimentation en
fil froid
Rondelle
d’écartement
Fixation
Clé mâle 2 mm (0,08 in.)
Unité moteur
Clé plate
8 / 10 mm
(0,31 / 0,39 in.)
Faisceau
(exemple)
Clé mâle
4 mm (0,16 in.)
Clé à pignon Clé mâle
5 mm (0,20 in.)
Composants livrés pour le Robacta KD Drive
2
Page 51

Équipement de
base – « Basic
kit »
Le faisceau de robot TIG « Robacta KD Drive » requiert un équipement de base qui est
fonction de la section du fil utilisé. L’équipement de base est disponible pour les sections
de fil de soudage suivantes :
Section de fil Section de fil Numéro d’article
(mm) (in.) équipement de base
0,8 mm 0,032 in. 44,0350,2139
0,9 mm 0,036 in. 44,0350,2140
1,0 mm 0,040 in. 44,0350,2141
1,2 mm 0,047 in. 44,0350,2142
1,4 mm 0,055 in. 44,0350,2143
1,6 mm 0,063 in. 44,0350,2144
2,0 mm 0,079 in. 44,0350,2145
1 insert de guidage du fil
FR
2 galets
Équipement de base Robacta KD Drive
3 buses d’entrée/sortie
de fil
1 buse de sortie de fil
3
Page 52
Options
Dispositif d’aide
à l’amorçage
Dispositif d’aide à
l’amorçage
Dispositif d’aide à l’amorçage (48,0009,0014) pour la mise à la terre de la tête de torche
Tubes
d’alimentation
Colliers de
réglage
Tube d’alimentation 70° / 170 mm (6,69 in.) (42,0001,5494)
Tube d’alimentation 70° / 135 mm (5,31 in.) (42,0001,5311)
Tube d’alimentation 30° (42,0001,5611)
Tubes d’alimentation
Rallonge de logement pour collier de
fixation
(42,0201,1525)
Colliers de réglage
Logement pour collier de
fixation pour Binzel-CAT,
pour Dinse DIX SASS
(42,0201,1524)
Logement pour collier de
fixation pour Motomann
(42,0201,1526)
4
Page 53

Montage du Robacta KD Drive
Sécurité
Montage du
dispositif
d’alimentation en
fil froid
Attention ! Les travaux mal exécutés peuvent entraîner de graves dommages
corporels ou matériels. Seuls des techniciens spécialement formés sont habilités
à exécuter les procédures décrites ci-après ! Veillez à respecter les consignes de
sécurité.
Dispositif
de fixation
Retirer le manchon du faisceau de torche
Desserrer la vis du dispositif de fixation
Rondelle d’écartement
FR
Montage de la
torche
Dispositif d’alimentation en fil froid
Faire glisser l’unité moteur et le dispositif de fixation
sur le faisceau de torche. Si nécessaire, écarter les
mâchoires du dispositif de fixation au moyen d’un
tournevis.
Buse de gaz
Couper l’électrode de tungstène fournie en deux et assembler la tête de torche
Insérer le manchon du faisceau de torche dans le
dispositif d’alimentation en fil froid. Introduire le
dispositif d’alimentation en fil froid et la rondelle
d’écartement dans le faisceau de torche
Électrode de
tungstène
5
Page 54
Montage de la
torche
(suite)
Visser la tête de torche
Montage de
l’équipement de
base
Outre les outils fournis, vous aurez besoin pour le montage de l’équipement de base des
outils suivants :
- une pince pointue,
- une pince coupante diagonale.
Buse d’entrée/sortie de fil
Tube
d’alimentation
Insert de guidage du fil
Roue d’entraînement, galet
Retirer la roue d’entraînement côté moteur ainsi que
le galet. Visser la buse d’entrée/sortie de fil et la
fixer au moyen de la pince pointue (2 fois).
Remonter la roue d’entraînement côté moteur ainsi
que le galet. Introduire l’insert de guidage du fil
dans le tube d’alimentation, jusqu’à la butée.
Buse de sortie de
fil
Couper l’insert de guidage du fil au ras du filetage
du tube d’alimentation en utilisant une pince
coupante diagonale
6
Visser la buse de sortie de fil sur le tube
d’alimentation
Page 55
Branchement du faisceau robot TIG « Robacta KD
Drive »
Sécurité
Branchement du
« Robacta KD
Drive » –
Raccordement Z
Attention ! Les travaux mal exécutés peuvent entraîner de graves dommages
corporels ou matériels. Seuls des techniciens spécialement formés sont habilités
à exécuter les procédures décrites ci-après ! Veillez à respecter les consignes de
sécurité.
FR
KD 7000
Robacta KD Drive
Faisceau avec
raccordement Z
MagicWave 2600 / 2600 CEL / 3000
TransTig 2600 / 2600 CEL / 3000
Branchement du Robacta KD Drive – Raccordement Z
7
Page 56
Branchement du
Robacta KD Drive
– Raccordement
F++
KD 7000
Robacta
KD Drive
Faisceau avec
raccordement F++
« ActiveWave »
MagicWave 1700
MagicWave 2200
TransTig 2200
FK 2200
Branchement du Robacta KD Drive – Raccordement F++
Adaptateurs Le choix d’adaptateurs appropriés permet de faire également fonctionner le faisceau de
robot TIG « Robacta KD Drive » à partir d’une source de courant « ActiveWave »
lorsqu’il est équipé d’un raccordement Z ou bien à partir d’une source de courant Fronius
TIG lorsqu’il est équipé d’un raccordement F++ :
Robacta KD Drive avec raccordement F++
Robacta KD Drive avec raccordement Z
+
Adaptateur TT/MW (G/F) à refroidisse-
ment par eau
Adaptateur TIG TTW à refroidissement
+
par eau
34,0350,2159
34,0350,2210
« ActiveWave »
MagicWave 1700
MagicWave 2200
TransTig 2200
FK 2200
8
MagicWave 2600 / 2600 CEL / 3000
TransTig 2600 / 2600 CEL / 3000
Page 57

AVERTISSEMENT! Les erreurs en cours d’opération peuvent entraîner de graves
dommages corporels et matériels. Ce montage doit être effectué exclusivement
par du personnel qualifié et formé ! Respectez les consignes de sécurité figurant
dans les instructions de service de la source de courant.
Monter l’angle d’arrêt (standard)
Généralités
FR
Monter l’angle
d’arrêt (standard)
Important! Pour assurer la fixation dans la position définie, percer le support au diamètre
5,8 mm et, à l’aide d’un alésoir, adapter le perçage pour la goupille de serrage Ø6 G7.
Important! L’angle d’arrêt doit être monté avec une vis ajustable à épaulement M8 et avec
une vis M6. Lorsque le vissage est terminé, enfoncer une goupille de serrage (Ø 6 mm)
pour bloquer.
2
Foret
Ø5,8
Alésoir
Ø6G7
3
9
Page 58

AVERTISSEMENT! Les erreurs en cours d’opération peuvent entraîner de graves
dommages corporels et matériels. Ce montage doit être effectué exclusivement
par du personnel qualifié et formé ! Respectez les consignes de sécurité figurant
dans les instructions de service de la source de courant.
Monter l’angle d’arrêt (individuel)
Généralités
Monter l’angle
d’arrêt (individuel)
Important! Pour assurer la fixation dans la position définie, percer le support au diamètre
5,8 mm et, à l’aide d’un alésoir, adapter le perçage pour la goupille de serrage Ø6 G7.
Important! L’angle d’arrêt doit être monté avec une vis ajustable à épaulement M8. Régler
ensuite l’angle souhaité et enfoncer deux goupilles de serrage (Ø 6 mm) pour bloquer.
2
Foret
Ø5,8
Alésoir
Ø6G7
3
10
Page 59
Maniement
Attention ! Un mauvais maniement de l’appareil peut entraîner de graves
dommages corporels ou matériels. N’utilisez les fonctions décrites qu’une fois
que vous avez lu et compris l’intégralité des documents suivants :
- le présent mode d’emploi ;
- l’ensemble des modes d’emploi des composantes du système, en particulier les consignes de sécurité.
Sécurité
FR
Touches Avance
de fil / Retour de
fil
(1)
(2)
Touches Avance de fil / Retour de fil
(1) Touche Avance de fil
Sert à enfiler le fil de soudage sans courant. L’enfilement du fil de soudage se
poursuit tant que l’opérateur appuie sur la touche Avance de fil (1).
(2) Touche Retour de fil
Sert à rentrer le fil de soudage en marche arrière sans courant. Le retour du fil de
soudage se poursuit tant que l’opérateur appuie sur la touche Retour de fil (2).
11
Page 60

Introduction du fil de soudage dans le Robacta KD Drive
Sécurité
Introduction du
fil de soudage
dans le Robacta
KD Drive
Attention ! Les travaux mal exécutés peuvent entraîner de graves dommages
corporels ou matériels. Seuls des techniciens spécialement formés sont habilités
à exécuter les procédures décrites ci-après ! Veillez à respecter les consignes de
sécurité.
1. Mettre l’interrupteur d’alimentation — sur le dévidoir de fil froid — en position « 0 » ;
débrancher le câble d’alimentation de la prise secteur.
2. Ouvrir le panneau gauche du dévidoir de fil froid.
(14)
(3) (5) (6) (15)(4)(7)
(11)
Monter les galets d’entraînement dans le KD 7000. Introduire le fil de soudage.
3. Faire pivoter vers l’avant les dispositifs de réglage de tension (3) et (4) qui se
4. Relever les linguets (5) et (6) se trouvant sur le dispositif d’entraînement à 4 galets
5. Insérer les galets d’entraînement (7) à (10) qui se trouvent au niveau du dispositif
6. Toujours au niveau du dispositif d’entraînement à 4 galets du dévidoir de fil froid,
7. Rabattre vers le bas les linguets (5) et (6) se trouvant sur le dispositif
8. Toujours au niveau du dispositif d’entraînement à 4 galets du dévidoir de fil froid,
(12)
trouvent au niveau du dispositif d’entraînement à 4 galets du dévidoir de fil froid.
du dévidoir de fil froid.
d’entraînement à 4 galets du dévidoir de fil froid. Procéder en fonction du fil de
soudage employé.
introduire le fil de soudage (11) d’environ 50 mm (1,97 in) dans le guide d’amenée
du faisceau de robot TIG « Robacta KD Drive » (13), en passant par le guide
d’amenée (12).
d’entraînement à 4 galets du dévidoir de fil froid.
faire pivoter en position verticale le dispositif de réglage de tension (3). Le dispositif
de réglage de tension (4) reste quant à lui ouvert.
(8) (10)
12
(9)
(13)
Page 61

Introduction du
fil de soudage
dans le Robacta
KD Drive
(suite)
9. Dispositif d’entraînement à 4 galets du dévidoir de fil froid : exercer une légère
pression de serrage (max. 2) au moyen de l’écrou tendeur (14).
10. Disposer le faisceau de robot TIG « Robacta KD Drive » de façon à ce qu’il soit
dans la mesure du possible aligné de manière rectiligne.
11. Dévidoir de fil froid : procéder au réglage de la vitesse en choisissant une vitesse
d’enfilement faible (max. 4 m/min).
12. Vérifier que le linguet (16) du Robacta
KD Drive est fermé.
FR
(16)
Linguet fermé
13. Dévisser la buse de sortie de fil du
tube d’alimentation.
Buse de sortie de fil
Dévisser la buse de sortie de fil du tube
d’alimentation.
14. Brancher le câble d’alimentation du dévidoir de fil froid au secteur. Mettre
l’interrupteur d’alimentation en position « I ».
Attention ! Risques de blessures pouvant être provoquées par le fil de soudage sortant. Maintenir la torche de soudage à distance du visage et du corps.
15. Appuyer sur la touche Avance de fil (1) du Robacta KD Drive jusqu’à ce que le fil de
soudage sorte de la torche.
En cas d’engorgement du fil de soudage au niveau du galet d’entraînement du
Robacta KD Drive, procéder comme suit :
- arrêter immédiatement la procédure d’enfilement — pour ce faire, relâcher la
touche Avance de fil (1) ;
- ouvrir le linguet (16).
Attention ! Risques de blessures pouvant être provoquées par les galets
d’entraînement en mouvement. Ne pas mettre les doigts à proximité des
galets !
- Introduire le fil de soudage dans la buse d’entrée/sortie côté torche ; pour ce
faire, actionner les touches Avance de fil (1) et Retour de fil (2).
- Appuyer sur la touche Avance de fil (1) jusqu’à ce que le fil de soudage sorte de
la torche.
- Clore la procédure « Introduction du fil de soudage ».
- Fermer le linguet (16).
13
Page 62

Introduction du
fil de soudage
dans le Robacta
KD Drive
(suite)
16. Clore la procédure « Introduction du fil de soudage » en relâchant la touche Avance
du fil (1).
17. Visser la buse de sortie de fil sur le
tube d’alimentation.
Buse de sortie de
fil
Visser la buse de sortie de fil sur le tube
d’alimentation.
18. Dispositif d’entraînement à 4 galets du dévidoir de fil froid : faire pivoter le dispositif
de réglage de tension (4) en position verticale.
19. Dispositif d’entraînement à 4 galets du dévidoir de fil froid : régler la pression de
serrage au moyen des écrous tendeur (14) et (15).
Important ! Régler la pression de serrage de manière à ce que le transport du fil de
soudage se fasse sans problème tout en assurant qu’il ne soit pas déformé.
20. Refermer le panneau gauche du dévidoir de fil froid.
21. Mettre l’interrupteur d’alimentation — sur le dévidoir de fil froid — en position « 0 » ;
débrancher le câble d’alimentation de la prise secteur.
Pour consulter la description détaillée des étapes de travail, reportez-vous au mode
d’emploi du dévidoir de fil froid.
14
Page 63

Positionnement du fil de soudage
Sécurité
Positionnement
du fil de soudage
Attention ! Les travaux mal exécutés peuvent entraîner de graves dommages
corporels ou matériels. Seuls des techniciens spécialement formés sont habilités
à exécuter les procédures décrites ci-après ! Veillez à respecter les consignes de
sécurité.
FR
Important ! Positionner le fil de soudage de façon à ce qu’il soit centré par rapport à la
pointe de l’électrode de tungstène ; écartement : environ 1 mm (0,04 in).
2 mm
(0,08 in.)
Positionnement vertical du fil de soudage
5 mm
(0,20 in.)
Positionnement du fil de soudage par rapport à
l’axe de la torche
4 mm
(0,16 in.)
Positionnement horizontal du fil de soudage
1 mm
(0,04 in.)
Écartement correct entre le fil de soudage et
l’électrode de tungstène
15
Page 64

Adaptation pour d’autres sections de fil
Sécurité
Changement des
buses d’entrée/
sortie de fil ainsi
que du galet côté
moteur
Attention ! Les travaux mal exécutés peuvent entraîner de graves dommages
corporels ou matériels. Seuls des techniciens spécialement formés sont habilités
à exécuter les procédures décrites ci-après ! Veillez à respecter les consignes de
sécurité.
(17) (19) (18)
(20)
(16)
(20)
Changement des buses d’entrée/sortie de fil ainsi que du galet côté moteur
1. Relever le linguet (16).
2. Desserrer l’écrou à serrage interne (17) au moyen de la clé plate 10 mm (0,39 in) ;
maintenir la roue d’entraînement (18) côté moteur à l’aide de la clé à pignon.
3. Retirer le galet (19).
4. Retirer la roue d’entraînement (18) côté moteur.
5. Dévisser les buses d’entrée/sortie de fil (19) à l’aide d’une pince pointue.
6. Visser les nouvelles buses d’entrée/sortie de fil (20) et serrer à l’aide d’une pince
pointue.
7. Mettre en place la roue d’entraînement (18) côté moteur.
8. Mettre en place le nouveau galet (19).
9. Mettre en place l’écrou à serrage interne (17).
10. Serrer l’écrou à serrage interne au moyen de la clé plate 10 mm (0,39 in) ; maintenir
la roue d’entraînement (18) côté moteur à l’aide de la clé à pignon.
11. Refermer le linguet (16).
16
Page 65
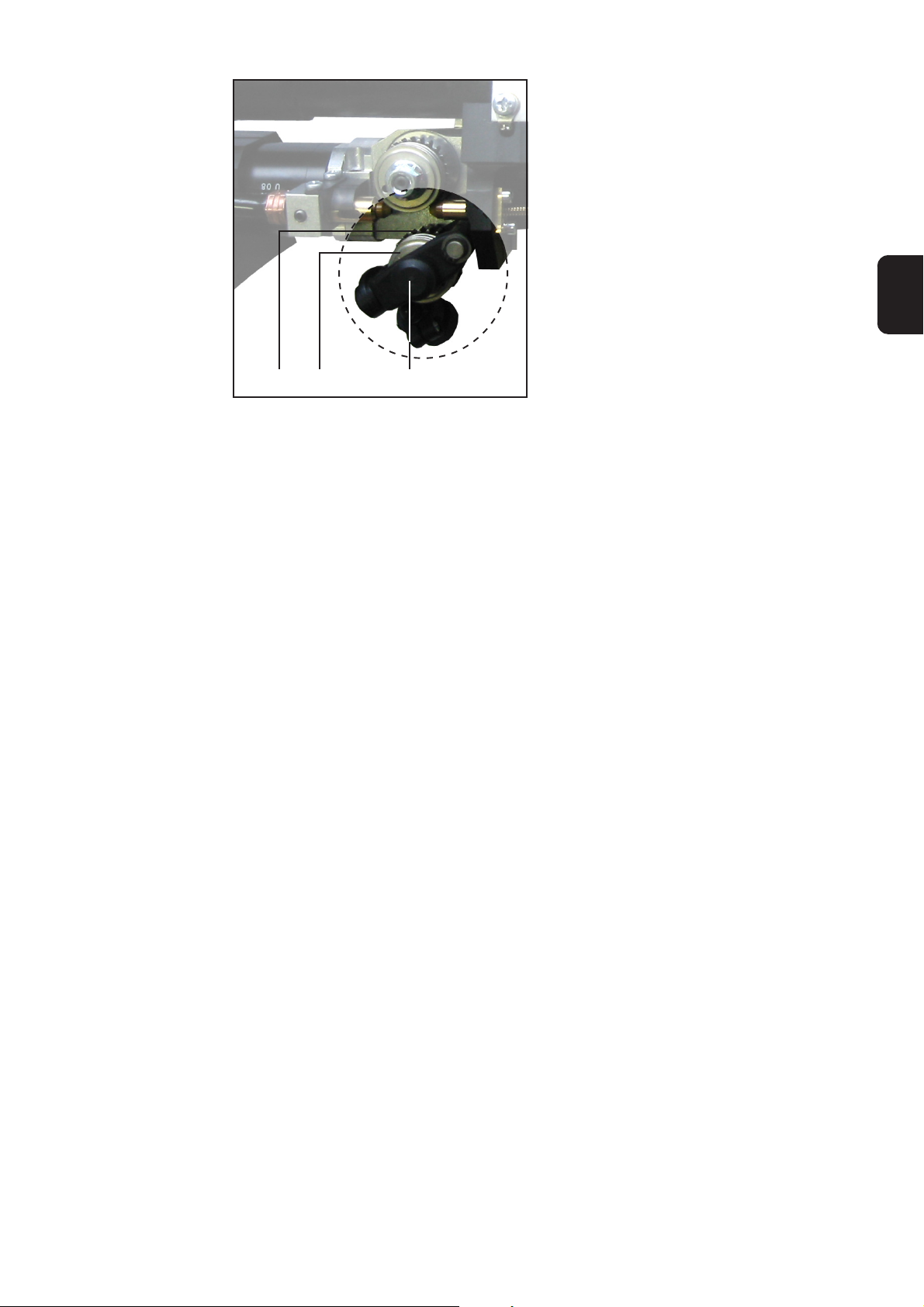
Changement du
galet côté linguet
(21)(19)(22)
Changement du galet côté linguet
1. Relever le linguet (16).
2. Retirer l’axe fileté (21).
3. Retirer la roue d’entraînement (22)
côté linguet ainsi que le galet (19).
4. Monter le nouveau galet (19 ) sur la
roue d’entraînement (22) côté linguet.
5. Monter le nouveau galet et la roue
d’entraînement côté linguet (19) +
(22) sur le linguet (16).
6. Fixer le nouveau galet et la roue
d’entraînement côté linguet (19) +
(22) au moyen de l’axe fileté (21).
FR
17
Page 66

Ajustage de la vis de réglage
Sécurité
Généralités
Ajustage de la vis
de réglage
Attention ! Les travaux mal exécutés peuvent entraîner de graves dommages
corporels ou matériels. Seuls des techniciens spécialement formés sont habilités
à exécuter les procédures décrites ci-après ! Veillez à respecter les consignes de
sécurité.
Pour lire ou régler la pression de serrage à partir des galets d’entraînement, la vis de
réglage (24) dispose d’un système d’indication de pression. La pression est indiquée par
des divisions : un anneau large de couleur claire et un anneau mince de couleur rouge.
Plus le nombre de divisions visibles est important, plus la pression de serrage est
élevée.
Remarque ! L’ajustage de la vis de réglage n’est autorisé que lorsque le fil de
soudage est enfilé.
Fils Al, AlSi et AlMg : Fils CuSi, Fe et CrNi :
1
/2 division 11/2 division
2 divisions 31/2 divisions
T
1
T
3
T
2
Fils Al, AlSi et AlMg :
-de 1/2 à 11/2 division visible
Fils CuSi, Fe et CrNi :
- de 2 à 31/2 divisions visibles
Pression de serrage maximale :
-31/2 divisions visibles
Ajustage de la vis de réglage
1. Refermer le linguet (16).
2. Laisser l’étrier de serrage (23) s’encliqueter.
3. Ajuster la vis de réglage (24) comme indiqué sur l’illustration.
T1 ... division 1
T2 ... division 2
T3 ... division 3
(24)
(23)
(16)
18
Page 67

Montage et changement de la gaine guide-fil
Sécurité
Démontage de la
gaine guide-fil
Attention ! Les travaux mal exécutés peuvent entraîner de graves dommages
corporels ou matériels. Seuls des techniciens spécialement formés par la société
Fronius sont habilités à exécuter les procédures décrites ci-après ! Veillez à
respecter les consignes de sécurité.
FR
Outre les outils fournis, vous aurez besoin pour le changement et le montage de la
gaine guide-fil des outils suivants :
- une pince pointue,
- une pince coupante diagonale.
Pièce de serrage
Gaine guide-fil
Écrou tendeur
Desserrer l’écrou tendeur côté raccordement
central.
Remarque ! Risque de pliage de la gaine guide-fil. Avant d’introduire celle-ci,
prendre soin de disposer le faisceau de façon à ce qu’il soit bien rectiligne. Si
vous sentez une résistance, poussez alors la gaine guide-fil uniquement à
hauteur du guide d’amenée de fil.
Guide d’amenée de fil
Gaine guide-fil
Introduire avec précaution la nouvelle gaine guidefil…
Desserrer la pièce de serrage côté raccordement
central. Retirer la gaine guide-fil en tirant sur celleci.
Buse d’entrée/sortie de fil
Regard
… de manière à ce que la gaine guide-fil vienne en
contact avec la buse d’entrée/sortie de fil (visible au
niveau du regard)
19
Page 68
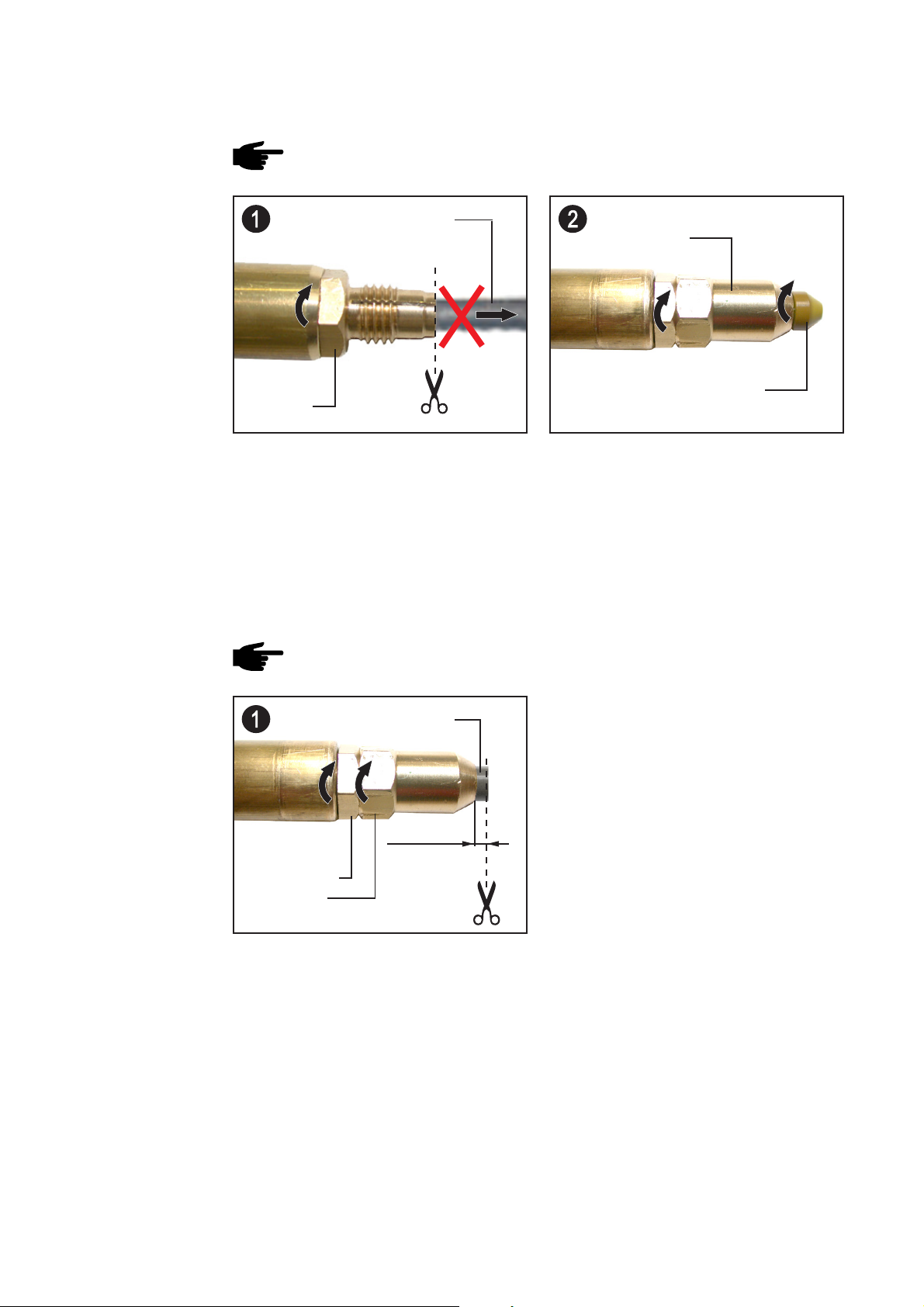
Variante 1 : Gaine
guide-fil avec
seconde buse
d’entrée/sortie de
fil (standard)
La procédure de travail décrite ci-après ne s’applique qu’aux gaines guide-fil avec buse
d’entrée/sortie de fil côté raccordement central.
Remarque ! Risque d’endommagement du filetage. Nettoyer la pièce de serrage et l’écrou tendeur avant de procéder au montage.
Gaine guide-fil
Écrou tendeur
Buse d’entrée/sortie de fil
Pièce de
serrage
Bien serrer la pièce de serrage côté raccordement
central. Couper la gaine guide-fil au ras de la pièce
de serrage.
Bien serrer l’écrou tendeur côté raccordement
central. En cas de modification de la section du fil,
dévisser la buse d’entrée/sortie de fil au moyen
d’une pince pointue. Visser ensuite la buse
d’entrée/sortie de fil correspondante sur l’écrou
tendeur.
Variante 2: Gaine
guide-fil sans
seconde buse
d’entrée/sortie de
fil (optionnel)
La procédure de travail décrite ci-après ne s’applique qu’aux gaines guide-fil sans buse
d’entrée-sortie de fil côté raccordement central.
Remarque ! Risque d’endommagement du filetage. Nettoyer la pièce de serrage et l’écrou tendeur avant de procéder au montage.
Gaine guide-fil
1 - 2 mm
0,4 - 0,8 in.
Pièce de serrage
Écrou tendeur
Bien serrer la pièce de serrage et l’écrou tendeur
côté raccordement central. Couper la gaine guide-fil
au niveau de l’écrou tendeur en prenant soin de
laisser dépasser 1 à 2 mm (0,04 - 0,08 in).
20
Page 69

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...