

Page 1

Installation
Instructions
Robacta Drive
Robacta Drive Twin
Installationsanleitung
DE
Installation instructions
EN
Instructions d'installation
FR
42,0410,0821 003-31082022
Page 2

Page 3

Robacta Drive montieren
(1)
(2)
(2)
(3)
(5)
(4)
(7)
(6)
(8)
A
B
DE
Sicherheit
Lieferumfang
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
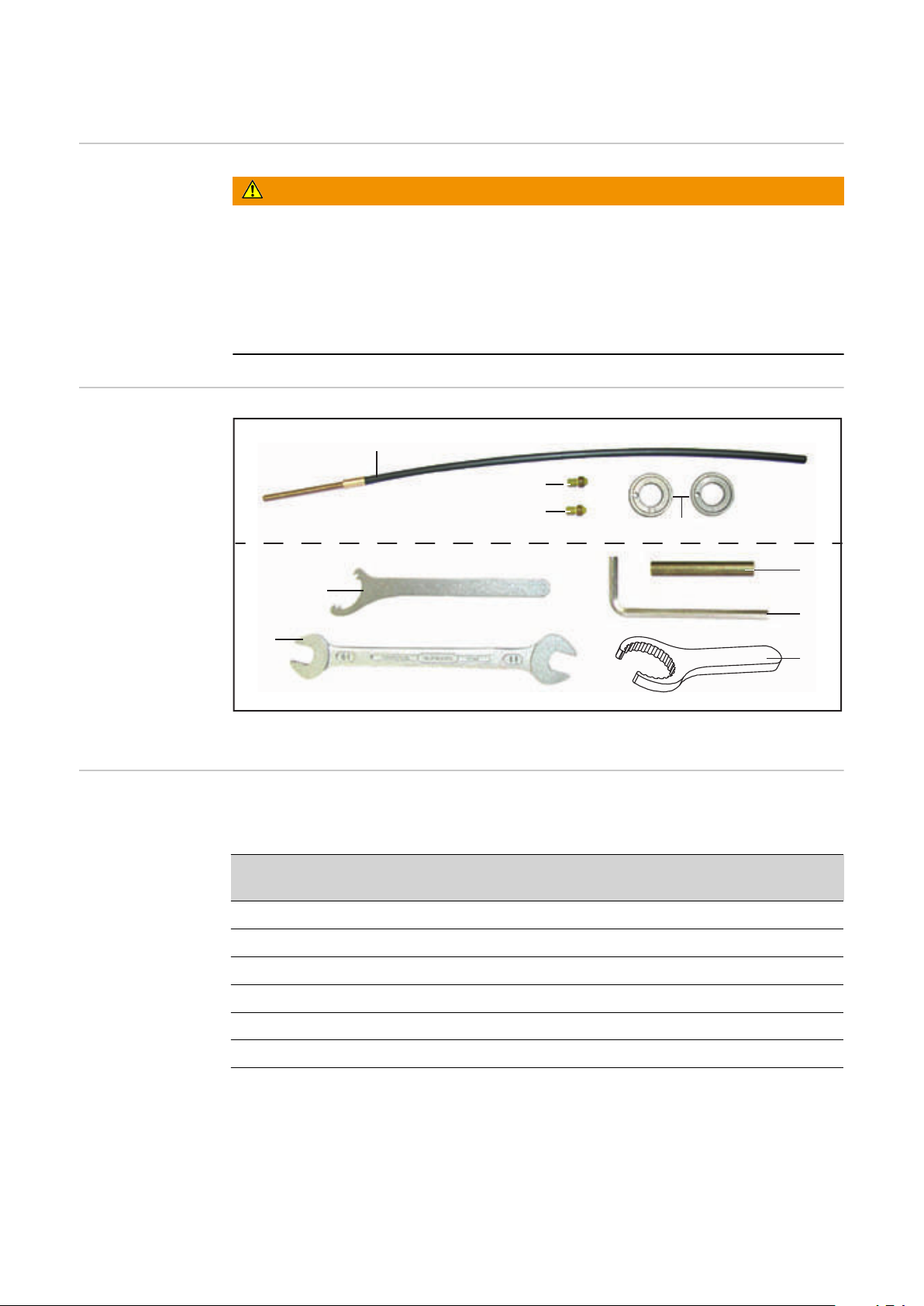
Robacta Drive (B) und Erstausrüstung Robacta Drive (A)
Erstausrüstung Die Erstausrüstung Robacta Drive wird für folgende Schweißdraht-Durchmesser
angeboten:
Drahtdurchmesser Artikelnummer
Robacta Drive
D = 0,8 mm 44,0350,2005 44,0350,2010
D = 0,9 mm 44,0350,2006 44,0350,2011
D = 1,0 mm 44,0350,2007 44,0350,2012
D = 1,2 mm 44,0350,2008 44,0350,2013
D = 1,6 mm 44,0350,2009 44,0350,2014
D = 2,0 mm 44,0350,2146 44,0350,2147
Artikelnummer
Robacta Drive Twin
3
Page 4

Lieferumfang
(9)
(10)
(2)(12)
Robacta Drive
Mit der Erstausrüstung Robacta Drive (Option) mitgeliefertes Zubehör:
Pos. Bezeichnung Stück
Robacta Drive
Stück
Robacta Drive Twin
(1) Drahtführungsseele 1 2
(2) Drahtführungs-Düse 2 4
(3) Förderrollen 2 4
Benötigtes
Werkzeug
Empfohlenes
Werkzeug
Zusätzlich
benötigtes
Werkzeug
Mit dem Robacta Drive mitgeliefertes Werkzeug:
Pos. Bezeichnung Artikelnummer Stück
(4) Gabelschlüssel (Schlüsselweite 8/10) 42,0410,0004 1
(5) Triebradschlüssel 42,0200,9344 1
(6) Innensechskantschlüssel (Schlüsselweite 5) 42,0410,0014 1
(7) Ablängrohr 42,0001,5014 1
Pos. Bezeichnung Artikelnummer Stück
(8) „Schlüssel für Überwurfmutter“ 42,0201,0064 1
Bezeichnung
Spitzzange
-
Messer
-
Förderrolle mit
„Triebrad Motor“
abmontieren
4
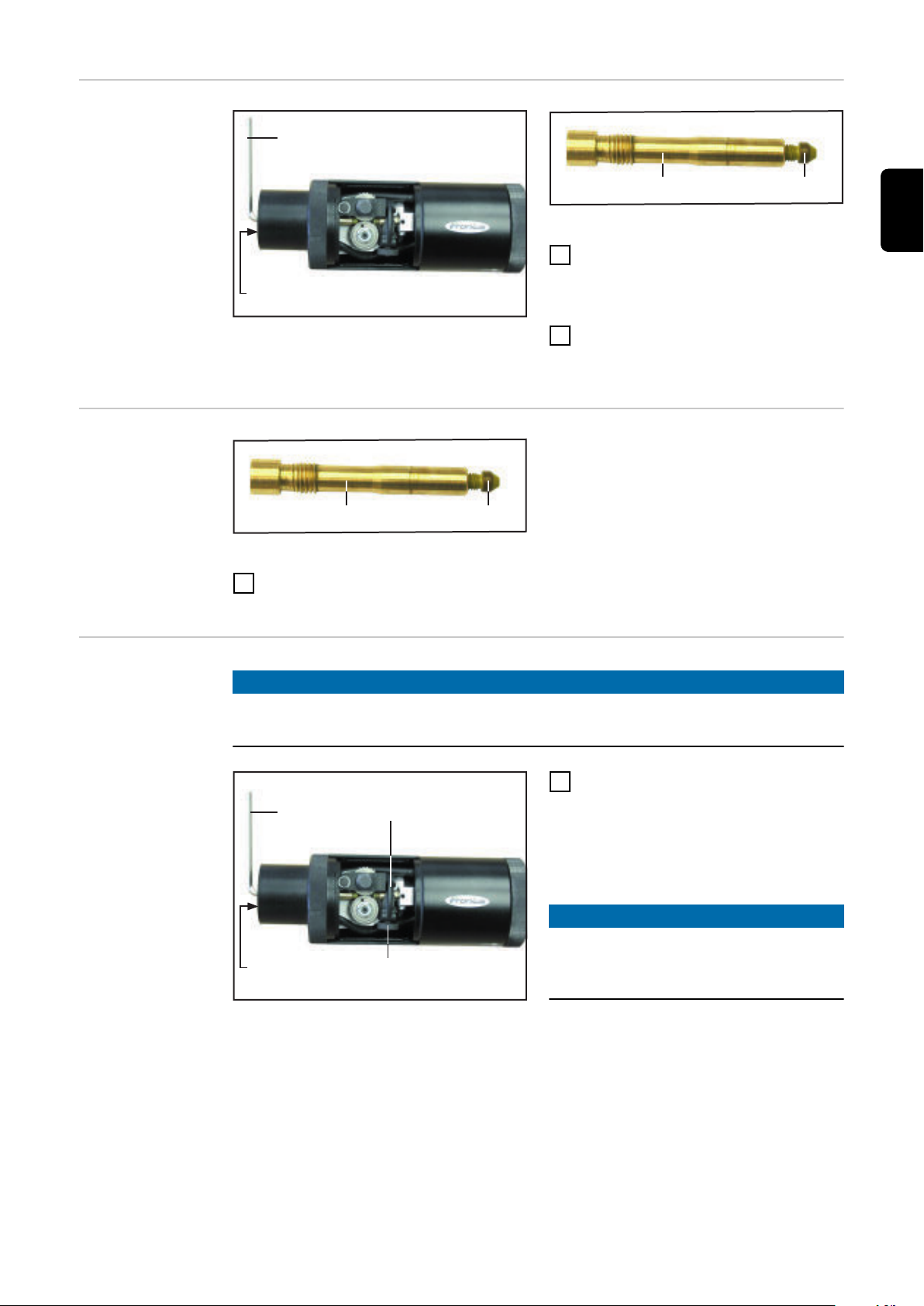
Förderrolle mit Triebrad „Motor“ abmontieren
Klemmbügel (9) und Schwenkhe-
1
bel (10) aufschwenken
Nachfolgende Abbildung: selbstsi-
2
chernde Mutter (11) lösen
Bestehende Förderrolle (12) ab-
3
nehmen
„Triebrad Motor“ (12) abnehmen
4
Bestehende Drahtführungs-Düse
5
(2) mittels Spitzzange abschrauben
Neue Drahtführungs-Düse (2) ein-
6
schrauben und mit Spitzzange
festziehen
Page 5

Förderrolle mit
(14) (15) (3)
(5)
(12)
(11)
(4)
(3) (10)
(16)
(19)
(18)
„Triebrad Motor“
montieren
Förderrolle mit „Triebrad Motor“
„Triebrad Motor“ (12) aufsetzen
1
Förderrolle (3) aufsetzen
2
Selbstsichernde Mutter (11) anset-
3
zen
Selbstsichernde Mutter (11) mit
4
Gabelschlüssel (4), Schlüsselweite
10 und Triebradschlüssel (5) festziehen
DE
Förderrolle und
„Triebrad
Schwenkhebel“
abmontieren /
montieren
Rohrbogen am
Robacta Drive
abmontieren
Vorhergehende Abbildung:
1
schraubbare Achse (14) entfernen
Vorhergehende Abbildung: „Trieb-
2
rad Schwenkhebel“ (15) mit bestehender Förderrolle entfernen
Förderrolle (3) auf „Triebrad
3
Schwenkhebel“ setzen
Förderrolle (3) mit „Triebrad
4
Förderrolle mit „Triebrad Schwenkhebel“
Förderrolle und „Triebrad Schwenkhebel“ mit schraubbarer Achse (14) fixie-
5
Schwenkhebel“ in Schwenkhebel
(10) einsetzen
ren
HINWEIS!
Um Wasseraustritt beim Abnehmen des Rohrbogens (16) von der Robacta Drive
Kuppelstelle (18) zu vermeiden, folgende Punkte beachten.
Schweißdraht beim Kontaktrohr
1
ablängen
Rohrbogen (16) hineindrücken und
2
halten
Überwurfmutter (19) vollständig
3
lösen
Rohrbogen (16) mit schneller Be-
4
wegung gerade abziehen
WICHTIG! Das Lösen der Überwurfmutter (19) wird durch das Spezialwerkzeug „Schlüssel für Überwurfmutter“ (8) - 42,0201,0064 - erleichtert.
Rohrbogen abnehmen
5
Page 6

Auslaufstück
(6)
(18)
(13) (2)
(13) (2)
(6) (9)
(20)
(18)
und
DrahtführungsDüse demontieren
DrahtführungsDüse an Auslaufstück montieren
Auslaufstück demontieren
Drahtführungs-Düse am Auslaufstück
Auslaufstück mit Drahtführungs-Düse
An der größten Bohrung der Ro-
1
bacta Drive Kuppelstelle (18) das
Auslaufstück (13) mittels Innensechskantschlüssel (6) lösen
Bestehende Drahtführungs-Düse
2
(2) mittels Spitzzange vom Auslaufstück (13) abschrauben.
Auslaufstück
montieren
Drahtführungs-Düse (2) in das Auslaufstück (13) einsetzen und mittels Spitz-
1
zange festziehen
HINWEIS!
Gefahr der Beschädigung des Gewindes. Auslaufstück vor der Montage reinigen.
Auslaufstück mit Drahtführungs-
1
Düse in die größte Bohrung der Robacta Drive Kuppelstelle (18) einsetzen und mittels Innensechskantschlüssel (6) festziehen
HINWEIS!
Nach dem Einrasten des Klemmbügels
(9) darauf achten, daß die Einstellschraube (20) korrekt justiert ist.
Auslaufstück montieren
6
Page 7

Einstellschraube
1
/2 Teilung 11/2 Teilungen 2 Teilungen 31/2 Teilungen
(20)
Teilung 1
Teilung 2
Teilung 3
(F)
justieren
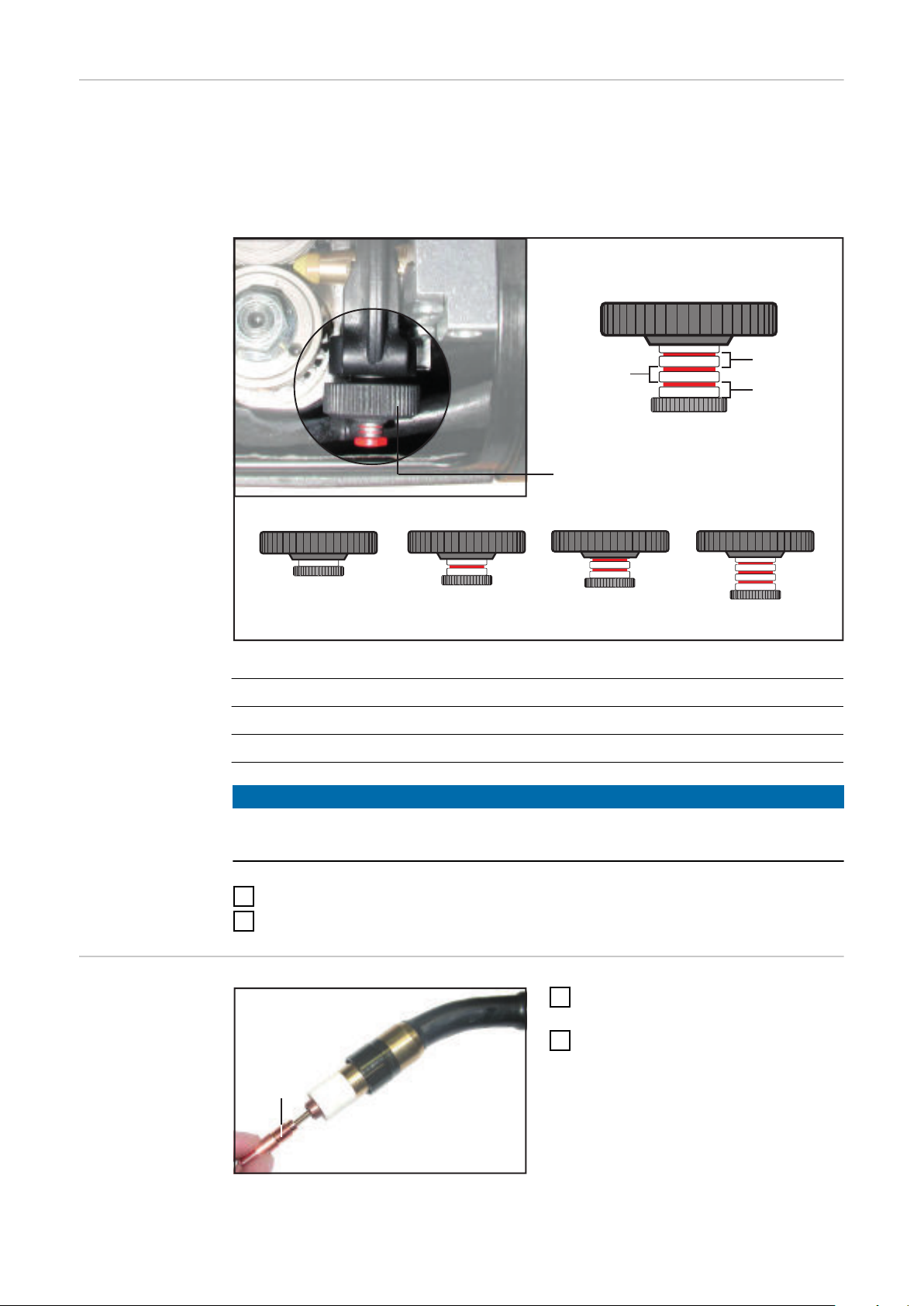
Zum exakten Ablesen bzw. Einstellen des Anpreßdruckes an den Vorschubrollen,
verfügt die Einstellschraube (20) über eine Druckanzeige. Die Druckanzeige erfolgt mittels Teilungen, über einen breiten hellen Ring und einen schmalen roten
Ring. Je mehr Teilungen an der Einstellschraube sichtbar sind, desto größer ist
der eingestellte Anpreßdruck.
DE
Gasdüse und
Kontaktrohr entfernen
Einstellschraube für Anpreßdruck montieren
Al-, AlSi und AlMg-Drähte: ½ bis 1 ½ Teilungen sichtbar
CuSi-, Fe- und CrNi-Drähte: 2 bis 3 ½ Teilungen sichtbar
max. Anpreßdruck: 3 ½ Teilungen sichtbar
HINWEIS!
Das Justieren der Einstellschraube ist nur bei eingefädeltem Schweißdraht
zulässig.
Klemmbügel (15) einrasten lassen
1
Einstellschraube gemäß Abbildung justieren
2
Gasdüse vom Brennerkörper ab-
1
nehmen
M8 ... mittels Gabelschlüssel,
Schlüsselweite 7
Kontaktrohr (F) abschrauben
2
M10 ... mittels Gabelschlüssel,
Schlüsselweite 8
Kontaktrohr abschrauben
7
Page 8

Drahtführungs-
(1)
10 mm (0,394’’)
(16)(1)
(F) (I)
(7)(1)
(17)
(16)
seele positionieren
Drahtführungsseele (1) vorsichtig
1
in die größte Bohrung am Rohrbogen (16) einschieben, sodaß vorn
am Brennerkörper ein Überstand
von ca. 10 mm (0,394’’) besteht
Neue Drahtführungsseele positionieren
HINWEIS!
Gefahr der Beschädigung des Gewindes. Kontaktrohr und Gasdüse vor der Montage reinigen.
Drahtführungsseele ablängen
Drahtführungsseele zurückschieben und Kontaktrohr festschrauben
Drahtführungsseele (I) gemeinsam
2
mit Kontaktrohr (F) einschieben
Kontaktrohr (F) am Brennerkörper
3
festschrauben
M8 ... mittels Gabelschlüssel,
Schlüsselweite 7
M10 ... mittels Gabelschlüssel,
Schlüsselweite 8
Gasdüse montieren
4
HINWEIS!
Das Kontaktrohr, im Rohrbogen (16),
muß fest montiert sein.
Ablängrohr (7) aufsetzen
1
Überlänge der Drahtführungsseele
2
(1) bei Pos. (17) abschneiden
Ablängrohr (7) abnehmen
3
8
Rohrbogen und Ablängrohr mit Drahtführungsseele
Page 9

Rohrbogen am
(1) (16)
(19)
(13)
(18)
Robacta Drive
montieren
Rohrbogen montieren
HINWEIS!
Beim Aufsetzen des Rohrbogens (16)
auf die Robacta Drive Kuppelstelle
(18) folgendes beachten:
Die Drahtführungsseele (1) muß knickfrei in das Auslaufstück (13), an der
Robacta Drive Kuppelstelle (18), gleiten.
Rohrbogen auf die Robacta Drive
1
Kuppelstelle (18) aufsetzen
Überwurfmutter (19) festziehen
2
WICHTIG! Das Festziehen der Über-
wurfmutter wird durch das Spezialwerkzeug „Schlüssel für Überwurfmutter“ (8) (42,0201,0064) erleichtert.
DE
9
Page 10
Mounting the Robacta Drive
(1)
(2)
(2)
(3)
(5)
(4)
(7)
(6)
(8)
A
B
Safety
Scope of supply
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this device
▶
and all system components.
Original equipment package
Robacta Drive (B) and Robacta Drive original equipment package (A):
The Robacta Drive original equipment package is available for the following diameters of welding wire:
Wire diameter Article number
Robacta Drive
D = 0.8 mm 44,0350,2005 44,0350,2010
D = 0.9 mm 44,0350,2006 44,0350,2011
D = 1.0 mm 44,0350,2007 44,0350,2012
D = 1.2 mm 44,0350,2008 44,0350,2013
D = 1.6 mm 44,0350,2009 44,0350,2014
D = 2.0 mm 44,0350,2146 44,0350,2147
Article number
Robacta Drive Twin
10
Page 11

Robacta Drive
(9)
(10)
(2)(12)
scope of supply
Accessories supplied with the (optional) Robacta Drive original equipment package:
Pos. Designation N° of items
(1) Inner liner 1 2
(2) Wire-guidance nozzle 2 4
(3) Feed rollers 2 4
Tools needed Tools supplied with the Robacta Drive:
Pos. Designation Article number Piece
(4) Fork spanner (width across: 8/10) 42,0410,0004 1
(5) Driving-gear spanner 42,0200,9344 1
(6) Hexagon-socket screw key (width-across 5) 42,0410,0014 1
(7) Cutting-to-length tube 42,0001,5014 1
Recommended
Pos. Designation Article number Piece
tools
(8) “Key for swivel nut” 42,0201,0064 1
Robacta Drive
N° of items
Robacta Drive Twin
EN
Additional tools
needed
Dismount feed
roller and “motor-side driving
gear”
Designation
pointed pliers
-
knife
-
Dismounting the feed roller and “motor-side driving gear”
Pivot the clamp (9) and swivel lever
1
(10) upwards
Next picture: Undo the self-locking
2
nut (11) (spanner width-across: 10)
Detach the old feed roller (12)
3
Detach the “motor-side driving ge-
4
ar” (12)
Unscrew the old wire-guidance
5
nozzle (2), using the pointed pliers
Screw in the new wire-guidance
6
nozzle (2) and tighten it with the
pointed pliers
11
Page 12

Mount feed rol-
(14) (15) (3)
(5)
(12)
(11)
(4)
(3) (10)
(16)
(19)
(18)
ler and “motorside driving gear
Feed roller and “motor-side driving gear”
Put the “motor-side driving gear”
1
(12) in place
Put the feed roller (3) in place
2
Place the self-locking nut (11) in
3
position
Tighten the self-locking nut (11)
4
with the size 10 fork spanner (4)
and the driving-gear spanner (5)
Mount/dismount
feed roller
and “swivel-lever
driving-gear”
Dismount the
torch neck from
the Robacta Drive
Previous picture: Remove the
1
screwthreaded axle (14)
Previous picture: Remove the “swi-
2
vel-lever driving-gear” (15) together with the old feed roller
Place the feed roller (3) on
3
the “swivellever driving-gear”
Insert the feed roller (3), complete
4
Förderrolle mit „Triebrad Schwenkhebel“
Fix the feed roller and the “swivel-lever driving-gear” with the screw-threa-
5
with the “swivel-lever driving-gear”,
into the swivel lever (10)
ded axle (14)
NOTE!
To prevent coolant leakage when detaching the torch neck (16) from the Robacta Drive coupling point (18), carefully follow the steps detailed below:
Cut the welding wire to length at
1
the contact tube
Press in, and hold, the torch neck
2
(16)
Completely undo the swivel nut
3
(19)
With a swift, straight-line motion,
4
pull off the torch neck (16)
12
IMPORTANT! Undoing the swivel nut
(19) is made easier by the special
tool “Key for swivel nut” (8)
(42,0201,0064).
Dismounting the torch neck
Page 13
Dismount the
(6)
(18)
(13) (2)
(13) (2)
(6) (9)
(20)
(18)
outlet piece and
wire-guidance
nozzle
Mount the wireguidance nozzle
on the outlet piece
Outlet piece with wire-guidance nozzle
Use the hexagon-socket screw key
1
(6) to undo the outlet piece (13) on
the largest borehole of the Robacta Drive coupling point (18)
Dismounting the outlet piece
Unscrew the old wire-guidance
2
nozzle (2) from the outlet piece
(13), using the pointed pliers.
Mounting the wire-guidance nozzle on the outlet piece
Insert the wire-guidance nozzle (2) into the outlet piece (13) and tighten it
1
with the pointed pliers
EN
Mount the outlet
piece
NOTE!
Risk of damage to the screw thread! To avoid this, clean the outlet piece before
mounting it.
Insert the outlet piece, complete
1
with the wire-guidance nozzle, into
the biggest borehole in the Robacta Drive coupling point (18) and
tighten it using the hexagon-socket
screw key (6)
NOTE!
After the clamp (9) has latched into
place, make sure that the adjusting
screw (20) is correctly adjusted.
Mounting the outlet piece
13
Page 14
Adjust the adjus-
(20)
1
/2 a gradation 11/2 gradations 2 gradations 31/2 gradations
Gradation 1
Gradation 2
Gradation 3
(F)
ting screw
To enable you to read off the exact contact pressure on the feed rollers, and to
set it correctly, the adjusting screw (20) has an integral pressure indication feature. The pressure is indicated by means of the number of gradations visible between a wide lightcoloured ring and a narrow red ring. The more gradations that
are visible on the adjusting screw, the greater is the contact pressure that has been set.
Remove the gas
nozzle and the
contact tube
Setting the adjusting screw for the right contact pressure
Al, AlSi and AlMg wires: ½ to 1 ½ gradations visible
CuSi, Fe and CrNi wires: 2 to 3 ½ gradations visible
max. contact pressure: 3 ½ gradations visible
NOTE!
The adjusting screw should only be adjusted if wire has been inched into the
torch.
Snap the clamp (15) into place
1
Set the adjusting screw as shown in the illustration
2
Detach the gas nozzle from the
1
torch body
Unscrew the contact tube (F):
2
M8 ... using the size 7 fork-spanner
M10 ... using the size 8 fork-spanner
Unscrewing the contact tube
14
Page 15

Position the new
(1)
10 mm (0,394’’)
(16)(1)
(F) (I)
(7)(1)
(17)
(16)
inner liner
Carefully push the new inner liner
1
(1) into the largest borehole on the
torch neck (16), until it projects
approx. 10 mm (0.394’’) out of the
front of the torch body.
Positioning the new inner liner
NOTE!
Risk of damage to the screw thread! To avoid this, clean the contact tube and
the gas nozzle before mounting them.
EN
Cut the inner liner to length
Pushing back the inner liner and tightening the
contact tube
Torch neck and cutting-to-length tube with inner
liner
Push in the new inner liner (I) joint-
2
ly with the contact tube (F)
Screw the contact tube (F) to the
3
torch-body:
M8 ... using the size 7 fork-spanner
M10 ... using the size 8 fork-spanner
Mount the gas nozzle
4
NOTE!
The contact tube, in the torch neck
(16), must be firmly mounted.
Fit the cutting-to-length tube (7)
1
into place
Cut off the excess length of the in-
2
ner liner (1) at position (17)
Detach the cutting-to-length tube
3
(7)
15
Page 16

Mount the torch
(1) (16)
(19)
(13)
(18)
neck on the Robacta Drive
Mounting the torch neck
NOTE!
When attaching the torch neck (16)
onto the Robacta Drive coupling point
(18), observe the following:
The inner liner (1) must slide into the
outlet piece (13) on the Robacta Drive
coupling point (18) without kinking.
Place the torch neck onto the Ro-
1
bacta Drive coupling point (18)
Tighten the swivel nut (19)
2
IMPORTANT! Tightening the swivel
nut is made easier by the special
tool “Key for swivel nut” (8)
(42,0201,0064).
16
Page 17

Montage de Robacta Drive
(1)
(2)
(2)
(3)
(5)
(4)
(7)
(6)
(8)
A
B
Sécurité
Fournitures
AVERTISSEMENT!
Danger dû à une erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document
▶
doivent uniquement être exécutés par du personnel techniquement qualifié.
Ce document doit être lu et compris dans son intégralité.
▶
Lire et comprendre toutes les consignes de sécurité et la documentation uti-
▶
lisateur de cet appareil et de tous les composants périphériques.
FR
Equipement primaire
Robacta Drive (B) et équipement primaire Robacta Drive (A)
L’équipement primaire Robacta Drive est proposé pour les diamètres de fil de
soudage suivants :
Diamètre de fil N° d’article
Robacta Drive
D = 0,8 mm 44,0350,2005 44,0350,2010
D = 0,9 mm 44,0350,2006 44,0350,2011
D = 1,0 mm 44,0350,2007 44,0350,2012
D = 1,2 mm 44,0350,2008 44,0350,2013
D = 1,6 mm 44,0350,2009 44,0350,2014
D = 2,0 mm 44,0350,2146 44,0350,2147
N° d’article
Robacta Drive Twin
17
Page 18

Fournitures Ro-
(9)
(10)
(2)(12)
bacta Drive
Accessoires fournis avec l’équipement primaire Robacta Drive (Option) :
Pos. Désignation Pièces
Robacta Drive
Pièces
Robacta Drive Twin
(1) Ame de guidage de fil 1 2
(2) Buse de guidage de fil 2 4
(3) Pos.Galets d’entraînement 2 4
Outillage nécessaire
Outillage recommandé
Outillage supplémentaire requis
Outillage fourni avec Robacta Drive :
Pos. Désignation N° d’article Pièces
(4) Clé à fourche (ouverture de clé 8/10) 42,0410,0004 1
(5) Clé à pignon menant 42,0200,9344 1
(6) Clé mâle coudée pour vis à six pans creux
42,0410,0014 1
(ouverture de clé de 5)
(7) Tube de mise à la longueur 42,0001,5014 1
Pos. Désignation N° d’article Pièces
(8) “Clé pour écrou d’accouplement” 42,0201,0064 1
Désignation
Pince pointue
-
Couteau
-
Démontage du
galet d’entraînement avec le “pignon menant dumoteur
18
Démontage du galet d’entraînement avec le „pignon menant du moteur”
Basculer l’étrier de serrage (9) et le
1
levier pivotant (10) vers le haut
Figure suivante: desserrer l’écrou
2
autobloquant (11)
Retirer le galet d’entraînement exi-
3
stant (12)
Retirer le “pignon menant du mo-
4
teur” (12)
Dévisser la buse de guidage de fil
5
existante (2) à l’aide d’une pince
pointue
Visser la nouvelle buse de guidage
6
de fil (2) et la serrer avec la pince
pointue
Page 19

Montage du ga-
(14) (15) (3)
(5)
(12)
(11)
(4)
(3) (10)
(16)
(19)
(18)
let d’entraînement avec le “pignon menant du
moteur”
Galet d’entraînement avec le “pignon menant du
moteur”
Placer le “pignon menant du mo-
1
teur” (12)
Placer le galet d’entraînement (3)
2
Mettre l’écrou auto-bloquant (11)
3
Serrer l’écrou auto-bloquant (11) à
4
l’aide d’une clé à fourche (4) – ouverture de clé de 10 – et de la clé à
pignon menant (5)
FR
Montage/
démontage du
galet d’entraînement avec le “pignon menant du
levier pivotant”
Démontage du
coude de tuyau
sur Robacta Drive
Figure précédente : retirer l’axe
1
dévissable (14)
Figure précédente: Retirer le “pi-
2
gnon menant du levier pivotant”
(15) avec le galet d’entraînement
existant
Placer le galet d’entraînement (3)
3
sur le “Pignon menant du levier pivotant”
Galet d’entraînement avec le “pignon menant du
levier pivotant”
Placer le galet d’entraînement (3)
4
avec le “Pignon menant du levier
pivotant” dans le levier pivotant
(10)
Fixer le galet d’entraînement et le “pignon menant du levier pivotant” avec
5
l’axe dévissable (14)
REMARQUE!
Pour éviter que de l’eau sorte en retirant le coude de tuyau (18) du point d’accouplement Robacta Drive (18), se conformer aux opérati ons suivantes.
Retirer le coude de tuyau
Mettre à la longueur le fil de sou-
1
dage au tube de contact
Enfoncer le coude de tuyau (16) et
2
le maintenir
Desserrer entièrement l’écrou
3
d’accouplement (19)
Retirer rapidement le coude de tu-
4
yau (16) en le tenant droit
IMPORTANT! Le desserrage de l’écrou
d’accouplement (19) est facilité par
l’outil spécial “Clé à écrou d’accouplement” (8) - 42,0210,0064.
19
Page 20

Démontage de
(6)
(18)
(13) (2)
(13) (2)
(6) (9)
(20)
(18)
l’embout de sortie et de la buse
de guidage de fil
Montage de la
buse de guidage
de fil sur l’embout de sortie
Démontage de l’embout de sortie
Buse de guidage de fil dans l’embout de sortie
Embout de sortie avec buse de guidage de fil
Desserrer l’embout de sortie (13)
1
situé sur le plus grand perçage du
point d’accouplement Robacta Drive (18) au moyen d’une clé mâle
coudée pour vis à six pans creux (6)
Dévisser la buse de guidage de fil
2
existante (2) de l’embout de sortie
(13) au moyen d’une pince pointue
Montage de l’embout de sortie
Placer la buse de guidage de fil (2) dans l’embout de sortie (13) et la serrer à
1
l’aide d’une pince pointue
REMARQUE!
On risque d’endommager le filetage. Nettoyer l’embout de sortie avant le montage
Placer l’embout de sortie avec la
1
buse de guidage de fil dans le plus
grand perçage du point d’accouplement Robacta Drive (18) et le
serrer au moyen d’une clé mâle
coudée pour vis à six pans creux (6)
REMARQUE!
Une fois que l’étrier de blocage (9)
s’est enclenché, veiller à ce que la vis
de réglage soit correctement ajustée.
Montage de l’embout de sortie
20
Page 21

Ajustage de la
(20)
Pas 1
Pas 2
Pas 3
½ pas 1 ½ pas 2 pas 3½ pas
(F)
vis de réglage
La vis de réglage (20) est munie d’un indicateur de pression pour pouvoir lire ou
régler la pression appliquée aux galets d’entraînement avec précision. L’indication
de la pression s’effectue au moyen de pas, par l’intermédiaire d’un anneau large
clair et d’un anneau étroit rouge. Plus il y a de pas visibles sur la vis d’ajustage,
plus la pression appliquée réglée est importante.
FR
Retirer la buse
de gaz et le tube
de contact
Montage de la vis d’ajustage pour la pression appliquée
Fils Al, AlSI et AlMg : ½ à 1 ½ pas visibles
Fils CuSi, Fe et CrNi : 2 à 3 ½ pas visibles
pression appliquée max. : 3 ½ pas visibles
REMARQUE!
L’ajustage de la vis de réglage n’est autorisé que quand le fil de soudage est introduit.
Laisser s’enclencher l’étrier de blocage (15)
1
Ajuster la vis de réglage conformément au croquis
2
Retirer la buse de gaz du corps de
1
la torche
M8 ... au moyen d’une clé à fourche, ouverture de clé de 7
Dévisser le tube de contact (F)
2
M10 ... au moyen d’une clé à fourche, ouverture de clé de 8
Dévisser le tube de contact
21
Page 22

Positionner
(1)
10 mm (0,394’’)
(16)(1)
(F) (I)
(7)(1)
(17)
(16)
l’âme de guidage
de fil
Insérer prudemment une nouvelle
1
âme de guidage de fil (I) dans le
plus grand perçage du coude de
tuyau (16), de sorte qu’elle dépasse d’env. 10 mm (0,394“) du corps
de la torche.
Positionner la nouvelle âme de guidage de fil
REMARQUE!
On risque d’endommager le filetage. Nettoyer le tube de contact et la buse de
gaz avant le montage
Mettre à la
longueur l’âme
de guidage de fil
Repousser l’âme de guidage de fil et visser le tube de contact
Coude de tuyau et tube de mise à la longueur
avec âme de guidage de fil
Introduire l’âme de guidage de fil
2
(I) avec le tube de contact (F)
Visser le tube de contact (F) sur le
3
corps de la torche
M8 ... au moyen d’une clé à fourche, ouverture de clé de 7
M10 ... au moyen d’une clé à fourche, ouverture de clé de 8
Monter la buse de gaz
4
REMARQUE!
Le tube de contact, dans le coude de
tuyau (16), doit être monté solidement.
Placer le le tube de mise à la
1
longueur (7)
Couper la longueur excédentaire
2
de l’âme de guidage de fil à la pos.
(17)
Retirer le tube de mise à la
3
longueur (7)
22
Page 23

Montage du cou-
(1) (16)
(19)
(13)
(18)
de de tuyau sur
Robacta Drive
REMARQUE!
Observer ce qui suit en plaçant le coude de tuyau (16) sur le point d’accouplement Robacta Drive (18):
L’âme de guidage de fil (1) doit glisser
sans flambage dans l’embout de sortie
(13) au point d’accouplement Robacta
Drive (18).
Montage du coude de tuyau
Placer le coude de tuyau sur le
1
point d’accouplement Robacta Drive (18)
Serrer l’écrou d’accouplement (19)
2
IMPORTANT! Le serrage de l’écrou
d’accouplement est facilité par l’outil
spécial “Clé à écrou d’accouplement”
(8) (42,0210,0064).
FR
23
Page 24

 Loading...
Loading...