

Page 1

Operating
Instructions
ROB 4000 / 5000 MIG/MAG
ROB 5000 OC MIG/MAG
ROB TSt MIG/MAG
Návod na obsluhu
SK
42,0410,1751 008-21102022
Page 2

Page 3

Obsah
Všeobecné informácie 5
Bezpečnosť 5
Základy 5
Koncepcia zariadenia 5
Najdôležitejšie charakteristiky rozhrania robota 6
Príklad použitia rozhrania robota ROB 4000 / 5000 7
Doplnkové pokyny 7
Digitálne vstupné signály (signály z robota) 8
Všeobecné informácie 8
Charakteristické veličiny 8
Zváranie Zap (Welding start) 8
Robot pripravený / Quick Stop 8
Prevádzkový bit 0 - 2 (Mode 0 - 2) 9
Signál Twin Master (Twin Master Bit 0 a 1; ROB 5000 / ROB 5000 OC) 12
Skúška plynu 13
Chod drôtu vpred (Wire feed) 13
Spätný chod drôtu (Wire retract) 13
Potvrdenie poruchy zdroja (Source error reset; ROB 5000 / ROB 5000 OC / ROB TSt) 14
Job / Program select (ROB 5000 / ROB 5000 OC / ROB TSt) 14
Číslo programu (bit jobu / programu 0-7; ROB 5000 / ROB 5000 OC) 15
Výber jobu digitálny (bit jobu / programu 0-7; ROB 5000) 16
Výber jobu analógový: Systémový predpoklad 16
Výber jobu analógový: aktivovať 16
Výber jobu analógový: Použiteľný vstup 17
Výber jobu analógový: Princíp 17
Výber jobu analógový: najvyšší vyberateľný job 18
Simulácia zvárania (Welding simulation) 18
Vyhľadávanie polohy (Touchsensing; ROB 5000 / ROB 5000 OC) 18
Vyfúkanie horáka (Blow through) 19
SynchroPuls Disable 19
Analógové vstupné signály (signály z robota) 20
Všeobecné informácie 20
Požadovaná hodnota zváracieho výkonu (Welding power) 20
Požadovaná hodnota korekcie dĺžky oblúka (Arc length correction) 20
Požadovaná hodnota Korekcia pulzácií / dynamiky (Puls Correction) 21
Požadovaná hodnota korekcie spätného plameňa (Burn Back Time Correction; ROB
5000 / ROB 5000 OC / ROB TSt)
Analógový vstup pre rezervný parameter rýchlosť robota (Robot welding +speed; ROB
5000 / ROB 5000 OC, nie je aktivované
Digitálne výstupné signály (signály na robot) 22
Všeobecné informácie 22
Stabilný oblúk (Arc stable) 22
Proces aktívny (Process active signal; ROB 5000 / ROB 5000 OC / ROB TSt) 22
Signál hlavný prúd (Main current signal; ROB 5000 / ROB 5000 OC / ROB TSt) 22
Medzný signál (nie je aktívny) 23
Ochrana horáka proti kolíziám (Torch collision protection) 23
Prúdový zdroj je pripravený (Power source ready) 23
Analógové výstupné signály (signály na robot) 25
Všeobecné informácie 25
Skutočná hodnota zváracieho napätia (Welding voltage, ROB 5000 / ROB 5000 OC) 25
Skutočná hodnota zváracieho prúdu (Welding current) 25
Skutočná hodnota prúdového odberu pohonu drôtu (Motor current; ROB 5000 / ROB
5000 OC)
Rýchlosť drôtu (Wire feeder; ROB 5000 / ROB 5000 OC) 26
Analógový výstup pre rezervný parameter dĺžka oblúka (Arc length ROB 5000 / ROB
5000 OC, nie je aktivovaný)
Príklady aplikácií 27
Všeobecné informácie 27
Verzia Basic analógová - ROB 4000 27
Verzia High-End Analog - ROB 5000 / ROB 5000 OC / ROB TSt 27
SK
21
21
26
26
3
Page 4

Verzia Basic Digital - ROB 5000 / ROB 5000 OC 30
Verzia High-End Digital - ROB 5000 / ROB 5000 OC 32
Pripojovací plán 34
Obsadenie vstupov a výstupov 35
Obsadenie digitálneho výstupu 35
Obsadenie digitálneho vstupu 35
Obsadenie analógového výstupu 35
Obsadenie analógového vstupu 35
Priebeh signálu pri výbere cez číslo programu ROB 4000 / ROB 5000 36
Priebeh signálu pri výbere cez číslo jobu ROB 4000 / ROB 5000 37
Priebeh signálu pri výbere cez číslo programu ROB 5000 OC 38
Priebeh signálu pri výbere cez číslo jobu ROB 5000 OC 39
Postup odporúčaný spoločnosťou Fronius 40
Súčasný výber signálov „číslo jobu“ alebo „číslo programu“ a „zváranie zap“ 40
Odporúčaný postup pri výbere jobu alebo programu bez zmeny charakteristiky 40
Odporúčaný postup pri výbere jobu alebo programu so zmenou charakteristiky alebo
režimu prevádzky
Realizácia časového odstupu 41
Diagnostika chýb, odstránenie chýb 42
Potvrdenie chybových hlásení - ROB 5000 / ROB 5000 OC 42
Potvrdenie chybových hlásení - ROB 4000 42
Zobrazené servisné kódy 42
Table Decimal / Binary / Hexadecimal 43
40
4
Page 5

Všeobecné informácie
SK
Bezpečnosť
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
▶
▶
▶
Základy Rozhrania robotov, následne uvádzané krátko ako rozhranie robota, sú podporo-
vané prúdovými zdrojmi takto:
-
-
-
DÔLEŽITÉ! Nebezpečenstvo poškodenia rozhrania robota a zváračskej výbavy.
Pri Rob 5000 / 5000 OC v spojení s prúdovým zdrojom TSt nepripájajte zástrčky
na 4-pólové zdierky Molex X3 a X4.
NEBEZPEČENSTVO!
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba technicky vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k
tomuto zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
ROB 4000 / 5000 a ROB 5000 OC prúdovými zdrojmi TS / TPS
ROB TSt prúdovými zdrojmi TSt
ROB 5000 a ROB 5000 OC aj prúdovými zdrojmi TSt, avšak redukované na
rozsah signálu od ROB TSt
Koncepcia zariadenia
UPOZORNENIE! Prúdový zdroj TS/TPS: ROB 4000 / 5000 a ROB 5000 OC sa
podporujú až od verzie firmvéru 2.55.001 (prúdový zdroj).
Prúdový zdroj TSt: ROB TSt, ROB 5000 a ROB 5000 OC sa podporujú až od verzie firmvéru 1.0040.20 (prúdový zdroj TSt). Pri starších verziách firmvéru je potrebná aktualizácia.
Pred uvedením zváracieho systému do prevádzky musí byť bezpodmienečne
určený odpor zváracieho obvodu (pozri Návod na obsluhu prúdového zdroja - kapitola „Určovanie odporu zváracieho obvodu R“).
Rozhrania robota sú rozhrania pre automaty a roboty s analógovými a digitálnymi
vstupmi výstupmi. Sú koncipované na zabudovanie do skrine automatu alebo robota (možná je aj dodatočné rozšírenie).
Výhody:
Spojenie s prúdovým zdrojom cez štandardizované rozhranie LocalNet
-
Nie je potrebná prestavba prúdového zdroja
-
Okrem digitálnych vstupov a výstupov:
-
analógové vstupy a výstupy na prenášanie technologických veličín. Zabezpečuje to nezávislosť od bitovej šírky prenášaných údajov v použitej riadiacej
jednotke robota
Jednoduchá výmena prúdového zdroja
-
Jednoduché konektorové spoje
-
Nízky rozsah káblových prepojení
-
Montáž pomocou držiaka zbernice DIN (Hutschiene)
-
Rozmery telesa (d x š x v) = 160 / 90 / 58 mm
-
Vysoká odolnosť proti poruchám pri prenose údajov
-
5
Page 6

Na pripojenie rozhrania robota sa využíva 10-pólový prepojovací kábel
(43,0004,0459 / 0460 / 0509: 10-pólový kábel diaľkového ovládania 5 / 10 / 20
m) na 10-pólovej prípojke LocalNet digitálneho prúdového zdroja. Ak nie je k dispozícii prípojka LocalNet, možno použiť pasívny rozdeľovač LocalNet (4,100,261)
(napr. medzi prúdovým zdrojom a spojovacím hadicovým zväzkom).
S rozhraním robota sa dodáva 1 m dlhá káblová forma LocalNet vrátane 10-pólovej pripojovacej zásuvky. 10-pólová pripojovacia zásuvka slúži ako priechodka cez
stenu skrine rozvádzača. Na pripojenie ďalšieho účastníka LocalNet (napr.
diaľkového ovládania), v rámci riadiacej jednotky robota ponúkame ako doplnkové
vybavenie „montážnu súpravu ROB 5000 LocalNet” (4,100,270: 10-pólová pripojovacia zásuvka s káblovou formou pre rozhranie robota).
Na spojenie riadiacej jednotky robota s rozhraním robota sa dodáva prefabrikovaná 1,5 m dlhá káblová forma (4,100,260: Káblová forma ROB 5000 / ROB
5000 OC; 4,100,274: Káblová forma ROB 4000).
Kabeláž je zo strany rozhrania už osadená konektormi Molex a je pripravená na
pripojenie. zo strany riadiacej jednotky je káblová forma prispôsobená pripojovacej technike riadiacej jednotky robota. Podrobné popisy na káblovej forme s
viacnásobnou potlačou tých istých značiek po celej dĺžke kábla sprehľadňuje pripojovanie.
Na predchádzanie prípadným poruchám nesmie dĺžka vedenia medzi rozhraním
robota a riadiacou jednotkou prekročiť 1,5 m.
Najdôležitejšie
charakteristiky
rozhrania robota
ROB 4000 (4,100,239):
Ovládanie prúdového zdroja sa uskutočňuje pomocou analógových požado-
-
vaných hodnôt (0-10 V pre zvárací výkon a korekciu dĺžky oblúka)
Zváracie programy sa musia voliť na ovládacom paneli prúdov ého zdroja.
-
Oproti ROB 4000 majú zvyšné rozhrania robotov nasledujúce prídavné funkcie:
Dodatočné funkcie ROB 5000 (4,100,255) / ROB 5000 OC (4,100,474)
výber režimu prevádzky cez robot
-
výber zváracieho programu cez robot
-
výber jobu cez robot
-
Funkcia „Vyhľadávanie polohy“
-
Potvrdiť poruchu
-
Prepínanie medzi viacerými posuvmi drôtu
-
Signál „Proces aktívny“
-
Signál „Hlavný prúd“
-
Požadovaná hodnota korekcie impulzov a spätného plameňa
-
skutočná hodnota zváracieho napätia, prúdového odberu pohonu drôtu a
-
rýchlosti drôtu
Vstup pre rezervný parameter
-
Výstup pre rezervný parameter
-
DÔLEŽITÉ! Všetky digitálne vstupy ROB 5000 OC sú invertované.
Prídavné funkcie ROB TSt (4,100,683)
Navolenie prevádzkového režimu prostredníctvom robota
-
Navolenie pracovných bodov uložených pomocou tlačidiel uloženia do
-
pamäte
Potvrdenie poruchy
-
Signál „Proces aktívny“
-
Signál „Hlavný prúd
-
6
Page 7

Príklad použitia
Control
Roboterinterface
in out
(3) (2) (1) (12) (11) (10)
(8)(7)(6)(5)(4)
(9)
rozhrania robota
ROB 4000 /
5000
SK
(1) Prúdový zdroj
(2) Chladiaci prístroj
(3) Rozdeľovač LocalNet pasívny
(4) Spojovací hadicový zväzok
(5) Rozhranie robota
(6) Cievka s drôtom
(8) Zvárací horák
(9) Robot
(10) Skriňa rozvádzača riadiacej
jednotky robota
(11) Riadenie robota
(12) Prepojovací kábel LocalNet
(7) Pohon drôtu
Doplnkové poky-nyDÔLEŽITÉ! Ak je rozhranie robota pripojené na LocalNet, zostáva automaticky
vybraný prevádzkový režim „2-taktový režim“ (Indikácia: 2-taktový režim prevádzky).
Bližšie informácie o prevádzkovom režime „špeciálny 2-taktový režim pre rozhranie robota“ sa uvádzajú v kapitolách „zváranie MIG/MAG“ a „parameter prevádzkový režim“ v návode na obsluhu prúdového zdroja.
7
Page 8

Digitálne vstupné signály (signály z robota)
Všeobecné informácie
Charakteristické
veličiny
Zváranie Zap
(Welding start)
Na rozhraní robota s otvoreným kolektorom ROB 5000 OC sú všetky digitálne
vstupné signály invertované (invertovaná logika).
Obsadenie jednotlivých digitálnych vstupných signálov:
ROB 4000 / 5000 na 24 V (High)
-
ROB 5000 OC na GND (Low)
-
Úroveň signálu:
LOW (0) .. 0 - 2,5 V
-
HIGH (1) .. 18 - 30 V
-
Referenčný potenciál: GND = X7/2 resp. X12/2
DÔLEŽITÉ! Všetky signálové stavy sa vzťahujú na vstup rozhrania, nie na riadenie
robota.
ROB 4000/5000 ROB 5000 OC
Signal X2:4 HIGH LOW
Signál „zváranie zap” spúšťa zvárací postup. Pokiaľ je signál „zváranie zap“ nastavený, zvárací postup je aktivovaný.
Robot pripravený / Quick
Stop
Výnimka:
Digitálny vstupný signál „robot pripravený“ nie je nastavený
-
Chýba digitálny výstupný signál „prúdový zdroj pripravený“ (Power source re-
-
ady)
ROB 4000/5000 ROB 5000 OC
Signal X2:5 HIGH LOW
„Robot pripravený“ je
HIGH aktivovaný pri ROB 4000/5000 a ROB TSt: 24 V = prúdový zdroj pri-
-
pravený na zváranie
LOW aktivovaný pri ROB 5000 OC: 0 V = prúdový zdroj pripravený na zvára-
-
nie
„Quick-Stop“ je
LOW aktivovaný pri ROB 4000/5000 a ROB TSt: 0 V = „Quick-Stop“ je nasta-
-
vený
HIGH aktivovaný pri ROB 5000 OC: 24 V = „Quick-Stop“ je nastavený
-
Signál „Quick-Stop“ okamžite zastaví zvárací postup
Na ovládací panel bude vydané hlásenie chyby „St | oP“
-
UPOZORNENIE! Z bezpečnostných dôvodov je účelom signálu „Quick-Stop“
výhradne rýchle zastavenie na ochranu stroja. Pokiaľ sa navyše požaduje aj ochrana osôb, použite ako doteraz vhodný núdzový vypínač.
8
Page 9

UPOZORNENIE! „Quick-Stop“ ukončí zvárací postup bez spätného plameňa.
Prevádzkový bit
0 - 2 (Mode 0 - 2)
Po zapnutí prúdového zdroja je “Quick-Stop” ihneď aktivovaný
Na ovládací panel bude vydané hlásenie „St | oP“.
-
Uveďte prúdový zdroj do stavu pripravenosti na zváranie:
Deaktivujte signál „Quick-Stop“ (nastavte „robot pripravený“)
-
Nastavte signál „Potvrdenie poruchy zdroja (Source error reset) (iba v prípa-
-
de ROB 5000)
UPOZORNENIE! Ak je aktivovaný „Quick-Stop“, neprijímajú sa žiadne povely ani
požadované hodnoty.
ROB 4000/5000 ROB 5000 OC
REŽIM REŽIM
„0“ „1“ „2“ „0“ „1“ „2“
Program Štandard 0 0 0 1 1 1
Program pulzačný oblúk 1 0 0 0 1 1
Režim Job 0 1 0 1 0 1
Výber parametrov interné 1 1 0 0 0 1
Manuálne 0 0 1 1 1 0
SK
CC / CV 1 0 1 0 1 0
TIG 0 1 1 1 0 0
CMT / špeciálny proces 1 1 1 0 0 0
ROB TSt
REŽIM
„0“ „1“ „2“
Program Štandard 0 0 0
Vyvolanie pracovných bodov uložených pomocou tlačidiel
uloženia do pamäte
Navolenie parametrov interné 1 1 0
Manuálne 0 0 1
Úroveň signálu pri nastavení BIT 0 - BIT 2
ROB 4000/5000/TSt ROB 5000 OC
Signál X2:6 (BIT 0) HIGH LOW
ROB 5000/TSt ROB 5000 OC
0 1 0
Signál X8:1 (BIT 1) HIGH LOW
Signál X8:2 (BIT 2) HIGH LOW
Podporujú sa nasledujúce prevádzkové režimy:
9
Page 10

Program Štandard:
Výber parametrov zvárania pomocou
Analógové požadované hodnoty (zvárací výkon, korekcia dĺžky oblúka, ...)
-
Číslo požadovaného štandardného programu (pre materiál, ochranný plyn,
-
priemer drôtu) z databázy zváracích programov
Program pulzačný oblúk:
Výber parametrov zvárania pomocou
Analógové požadované hodnoty (zvárací výkon, korekcia dĺžky oblúka, ...)
-
Číslo požadovaného programu pulzačného oblúka (pre materiál, ochranný
-
plyn, priemer drôtu) z databázy zváracích programov
Režim Job (ROB 5000 / ROB 5000 OC)
Vyvolanie uložených parametrov zvárania cez číslo príslušného jobu.
-
Interný výber parametrov (ROB 5000 / ROB 5000 OC / ROB TSt)
Výber zváracích parametrov pomocou programového rozhrania riadiacej jednotky
robota je časovo náročný. Predovšetkým pri programovaní jobu. Prevádzkový
režim „Interný výber parametrov“ umožňuje výber požadovaných parametrov
zvárania pomocou ovládacieho panela prúdového zdroja alebo cez diaľkové
ovládanie.
Interný výber parametrov možno použiť aj počas zváracieho postupu. Signály potrebné pre aktuálny zvárací postup sa zadávajú aj naďalej z riadiacej jednotky robota.
Manuálne (ROB 5000 / ROB 5000 OC / ROB TSt)
Pri aktivovanom prevádzkovom režime „Manuálne“ možno nezávisle nastavovať
parametre „rýchlosť drôtu“ a „zváracie napätie“.
Vo všetkých ostatných prevádzkových režimoch sa hodnoty parametrov „rýchlosť
drôtu“ a „zváracie napätie“ vypočítajú z analógového vstupného signálu „požadovanej hodnoty zváracieho výkonu“.
V prevádzkovom režime „Manuálne“ sa parametre „rýchlosť drôtu“ a „zváracie
napätie“ nastavujú nasledovne:
ovládanie parametra „rýchlosť drôtu“ cez analógový vstupný signál „požado-
-
vaná hodnota zváracieho výkonu“
(„Welding Power“ ... X2/1 + a X2/8 -)
Ovládanie parametra „zváracie napätie“ cez analógový vstupný signál
-
„požadovaná hodnota korekcie dĺžky oblúka“
(„Arc length correction“ ... X2/2 + a X2/9 -)
UPOZORNENIE! V prevádzkovom režime „Manuálne“ je pre vstupný signál
„požadovaná hodnota korekcie dĺžky oblúka“ (0 - 10 V) k dispozícii nasledujúci
rozsah nastavenia zváracieho napätia:
TPS 4000 / 5000 ... 0-10 V zodpovedá zváraciemu napätiu 10 - 40 V
-
TPS 2700 ................. 0-10 V zodpovedá zváraciemu napätiu 10 - 34 V
-
Ovládanie parametra „dynamika“ cez analógový vstupný signál „korekcia
-
pulzácií / dynamika“
(„Puls correction“ ... X14/3 + a X14/11 -)
10
CC / CV (Konštantný prúd / konštantné napätie; ROB 5000 / ROB 5000 OC)
UPOZORNENIE! Prevádzkový režim „CC / CV“ (konštantný prúd/konštantné
napätie) je ponúkaný ako doplnkové vybavenie pre rozhranie robota ROB 5000 /
ROB 5000 OC alebo na väzobný člen priemyselnej zbernice (Feldbus) na ovládanie robota.
Page 11

Systémové predpoklady:
Verzia softvéru 2.85.1 (prúdový zdroj)
-
Verzia softvéru 1.50.38 (posuv drôtu)
-
Umožňuje prevádzkovanie prúdového zdroja voliteľne s konštantným zváracím
napätím alebo konštantným zváracím prúdom.
Obmedzenia oproti ostatným prevádzkovým režimom:
pre ľavý displej možno tlačidlom výberu parametrov „výber parametrov“ vy-
-
brať len nasledujúce parametre: zvárací prúd, rýchlosť drôtu a F2 (prúdový
odber pohonu drôtu)
Pre pravý displej možno vybrať tlačidlom výberu parametrov „výber paramet-
-
rov“ len parameter „napätie“.
Okrem toho nie je možný výber nasledujúcich funkcií:
Postup pomocou tlačidla „Postup“
-
Prevádzkové režimy pomocou tlačidla „Prevádzkový režim
-
Druh materiálu tlačidlom „Druh materiálu“
-
Priemer drôtu tlačidlom „Priemer drôtu“
-
UPOZORNENIE! Pri vybranom prevádzkovom režime „CC / CV“ sú k dispozícii
vstupné signály uvedené v nasledujúcom zozname. Vstupné signály majú oproti
ostatným prevádzkovým režimom zmenené funkcie.
SK
Vstupné signály v prevádzkovom režime „CC / CV“ a ich funkcie:
Analógový vstupný signál „Požadovaný zvárací výkon“ (Welding power)
Zadávanie zváracieho prúdu
Analógový vstupný signál „Korekcia dĺžky oblúka“ (Arc length correction)
Zadávanie rýchlosti drôtu
(s firmvérom pod Official UST V3.21.46: zadávanie zváracieho napätia)
Analógový vstupný signál „Korekcia pulzácií / dynamiky“ Puls Correction)
Zadávanie zváracieho napätia
(s firmvérom pod Official UST V3.21.46: zadávanie rýchlosti drôtu)
Digitálny vstupný signál „Štart zváracieho procesu“ (Welding start)
Spustenie zváracieho prúdu
Kým je tento signál nastavený, zvárací prúd je aktivovaný
Digitálny vstupný signál „Chod drôtu vpred“ (Wire feed)
Spúšťa podávanie drôtu s vopred zadanou rýchlosťou drôtu
Kým je tento signál nastavený, podávanie drôtu je aktivované
Digitálny vstupný signál Spätný chod drôtu (Wire retract)
Spúšťa vťahovanie drôtu s vopred zadanou rýchlosťou drôtu
Kým je tento signál nastavený, vťahovanie drôtu je aktivované
Digitálny vstupný signál „Robot pripravený“
zostáva nezmenený.
Digitálny vstupný signál „Test plynu“
zostáva nezmenený.
UPOZORNENIE! Vstupným signálom „štart zváracieho procesu“ sa spúšťa len
zvárací prúd, nie však podávanie drôtu.
Úroveň signálu pre analógové vstupné signály:
Aj pri vybranom prevádzkovom režime CC / CV je úroveň signálu analógových
vstupných signálov 0 až 10 V.
0 V ......... napr. minimálny zvárací prúd
10 V ....... napr. maximálny zvárací prúd
11
Page 12

Zadávanie požadovanej hodnoty zváracieho prúdu:
Vstupným signálom „Robot pripravený“ uveďte prúdový zdroj do stavu pripra-
-
venosti na zváranie
Vstupným signálom „požadovaná hodnota zváracieho výkonu“ zadajte
-
požadovaný zvárací prúd
Vstupným signálom „korekcia dĺžky oblúka“ zadajte hodnotu, pri ktorej má
-
byť obmedzené zváracie napätie.
UPOZORNENIE! Ak sa požaduje špeciálne obmedzenie zváracieho napätia
vstupným signálom „korekcia oblúka“, nastavte maximálne možné zváracie
napätie. Ak sa zváracie napätie zvýši nad nastavenú hodnotu, vybraný zvárací
prúd sa nedá dodržať.
Vstupným signálom „korekcia pulzácií/dynamiky“ nastavte požadovanú
-
rýchlosť drôtu
Vstupným signálom „zváranie zapnúť“ spustite zvárací prúd
-
Vstupným signálom „Chod drôtu vpred“ spustite podávanie drôtu
-
Zadávanie požadovanej hodnoty zváracieho napätia:
Vstupným signálom „Robot pripravený“ uveďte prúdový zdroj do stavu pripra-
-
venosti na zváranie
Vstupným signálom „korekcia dĺžky oblúka“ zadajte požadované zváracie
-
napätie
Vstupným signálom „Požadovaná hodnota Zvárací výkon“ zadajte hodnotu,
-
pri ktorej má byť obmedzené zváracie napätie.
UPOZORNENIE! Ak sa nepožaduje žiadne špeciálne obmedzenie zváracieho
prúdu, vstupným signálom „požadovaná hodnota zváracieho výkonu“ nastavte maximálny možný zvárací prúd. Ak zvárací prúd prekročí nastavenú hodnotu, vybrané zváracie napätie nemôže byť dodržané.
Vstupným signálom „korekcia pulzácií/dynamiky“ nastavte požadovanú
-
rýchlosť drôtu
Vstupným signálom „zváranie zapnúť“ spustite zvárací prúd
-
Vstupným signálom „Chod drôtu vpred“ spustite podávanie drôtu
-
Signál Twin Master (Twin Master
Bit 0 a 1; ROB
5000 / ROB
5000 OC)
TIG
Bol vybraný postup Zváranie TIG s dotykovým zapaľovaním. Predvoľba zváracieho prúdu sa uskutočňuje pomocou analógového vstupného signálu požadovaná
hodnota „Zvárací výkon“.
CMT / špeciálny proces
Bol vybraný postup Zváranie CMT / špeciálny proces. Predvoľba zváracieho prúdu
sa uskutočňuje pomocou analógového vstupného signálu požadovaná hodnota
„Zvárací výkon“.
ROB 5000 ROB 5000 OC
Twin Master „Bit 0“ „Bit 1“ „Bit 0“ „Bit 1“
Prúdový zdroj 1 1 0 0 1
Prúdový zdroj 2 0 1 1 0
Úroveň signálu pri nastavení BIT 0 resp. BIT 1
ROB 5000 ROB 5000 OC
Signál X8:1 (BIT 1) HIGH LOW
Signál X8:2 (BIT 2) HIGH LOW
12
Podľa toho, či je nastavený Twin Master Bit 0 alebo Twin Master Bit 1, signál Twin
Master bude priradený prúdovému zdroju 1 alebo prúdovému zdroju 2. Podľa
Page 13

prúdového zdroja s priradeným signálom Twin Master sa určuje frekvencia jednotlivých synchronizovaných oblúkov.
SK
Skúška plynu
Chod drôtu
vpred (Wire feed)
ROB 4000/5000/TSt ROB 5000 OC
Signál X2:7 HIGH LOW
Signál „skúška plynu“ aktivuje funkciu „kontrola plynu“ (ako tlačidlo „kontrola
plynu“). Na redukčnom ventile plynovej fľaše sa môže nastaviť potrebné
množstvo plynu.
Test plynu sa môže použiť na prídavný predfuk plynu pri polohovaní.
DÔLEŽITÉ! Zakiaľ je aktivovaný zvárací postup, dobu predfuku a doprúdenia plynu riadi prúdový zdroj, preto nie je potrebné nastavovať signál „skúška plynu“
počas samotného zváracieho postupu!
NEBEZPEČENSTVO!
Nebezpečenstvo spôsobené vysúvajúcou sa drôtovou elektródou.
Následkom môžu byť vážne poranenia osôb.
Zvárací horák držte tak, aby špička zváracieho horáka ukazovala smerom preč
▶
od tváre a tela.
Používajte vhodné ochranné okuliare.
▶
Zvárací horák nedržte nasmerovaný proti osobám.
▶
Zabezpečte, aby sa drôtová elektróda dostala do kontaktu s vodivými pre-
▶
metmi len zámerne.
Spätný chod
drôtu (Wire retract)
ROB 4000/5000/TSt ROB 5000 OC
Signál X2:11 HIGH LOW
Signál „chod drôtu vpred“ umožňuje navlečenie drôtu bez elektrického prúdu a
plynu v hadicovom zväzku (ako s tlačidlom „navlečenia drôtu“).
Zavádzacia rýchlosť závisí od príslušného nastavenia v ponuke „Setup“ prúdového
zdroja.
ROB 4000/5000 ROB 5000 OC
Signál X14:6 HIGH LOW
Signál „spätný chod drôtu“ spôsobí potiahnutie drôtu dozadu. Rýchlosť drôtu
závisí od príslušného nastavenia v ponuke „Setup“ prúdového zdroja.
UPOZORNENIE! Drôt nechajte vtiahnuť dozadu iba o malú dĺžku, pretože pri
spätnom vťahovaní drôtu sa nenavíja na cievku s drôtom.
13
Page 14

Potvrdenie poruchy zdroja (Source error reset;
ROB 5000 / ROB
5000 OC / ROB
TSt)
ROB 4000/5000/TSt ROB 5000 OC
Signál X8:5 HIGH LOW
UPOZORNENIE! Na úspešné potvrdenie poruchy musí byť signál „Potvrdenie poruchy zdroja“ nastavený najmenej 10 ms.
Ak sa na prúdovom zdroji zobrazí chybové hlásenie („Porucha zdroja“), porucha
sa vynuluje signálom „Potvrdenie poruchy zdroja“. Najprv však musí byť odstránená príčina poruchy.
Ak riadiaca jednotka robota nemá žiadny digitálny signál na potvrdenie, signál
„Potvrdenie poruchy zdroja“ vždy pripojte na
ROB 4000/5000: 24 Vjs (High)
-
ROB 5000 OC: GND (Low)
-
Chyba sa v tomto prípade zruší ihneď po odstránení jej príčiny.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku neočakávaného spustenia zváracieho postupu.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Ak je signál „Potvrdenie poruchy zdroja“ (Source error reset) stále na
▶
‐24 V ROB 4000/5000 (High)
‐GND ROB 5000 OC (Low),
počas odstraňovania poruchy sa nesmie nastaviť signál „zváranie zap“ („Wel-
▶
ding start“), v opačnom prípade sa bezprostredne po odstránení poruchy aktivuje proces zvárania.
Job / Program
select (ROB
5000 / ROB
5000 OC / ROB
TSt)
Ak bude vybraný neexistujúci zvárací program (Charakteristika), dochádza rovnako ku hláseniu chyby (“no | Prg”). Táto chyba sa však nesmie potvrdiť, pretože sa
vynuluje sama ihneď po obsadení daného programového miesta.
ROB 5000/TSt ROB 5000 OC
Signál X8:6 HIGH LOW
Signál „Job / Program Select“ umožňuje rôzne používanie signálov „číslo programu“ (bit jobu / programu 0 - 7, pozri nasledujúcu stranu)
DÔLEŽITÉ! V prípade ROB TSt sa vzťahuje „Job / Program Select“ na pracovné
body uložené pomocou tlačidiel uloženia do pamäte, pričom je k dispozícii iba digitálne navolenie pracovných bodov.
V režime job, pri „Job / Program Select“ na
LOW (ROB 5000)
-
HIGH (ROB 5000 OC),
-
sa pomocou „bit jobu / programu 0 - 7“ uskutočňuje digitálny výber požadovaného postupu. Vyberte režim job pomocou pracovného bitu 0-2.
DÔLEŽITÉ! V režime job (prevádzkový bit 0-2), pri „Job / Program Select“ na
HIGH (ROB 5000)
-
LOW (ROB 5000 OC),
-
je navyše možný aj analógový výber jobu. Bližšie údaje sa uvádzajú v častiach
„výber jobu analógový“.
14
Page 15

Pri programe Štandard / Pulzačný oblúk alebo internom výbere parametrov sa
pomocou „bit jobu / programu 0 - 7“ uskutočňuje výber postupu (pozri nasledujúcu časť „Číslo programu“). Vyberte program Štandard / pulzačný oblúk alebo
Interný výber parametrov pomocou pracovného bitu 0-2.
SK
Číslo programu
(bit jobu / programu 0-7; ROB
5000 / ROB
5000 OC)
Pri internom výbere parametrov sa pomocou „bit jobu / programu 0 - 7“ uskutočňuje výber postupu (pozri nasledujúcu časť „Číslo programu“). Vykonajte
výber parametrov interne pomocou pracovných bitov 0-2.
UPOZORNENIE! Osadenie je zhodné s funkciou „číslo jobu“ (pozri nasledujúcu
časť). Výber spomedzi funkcií „číslo programu“ a „číslo jobu“ sa uskutočňuje pomocou pracovných bitov 0 - 2.
Funkcia „číslo programu“ je k dispozícii, ak bol pomocou pracovných bitov 0 - 2
vybraný režim „program Štandard“ alebo „program Pulzačný oblúk“.
Ak sa výber parametra zvárania neuskutočňuje číslom jobu, ale pomocou
analógových požadovaných hodnôt (zvárací výkon, korekcia dĺžky oblúka, ...), pomocou „čísla programu“ sa vyberá príslušný program (pre materiál, ochranný
plyn, priemer drôtu, ...) z databázy zváracích programov.
Konektor Signál ROB 5000 Signál ROB 5000 OC Programový bit
X11/1 24 V 0 V 0
X11/2 24 V 0 V 1
X11/3 24 V 0 V 2
X11/4 24 V 0 V 3
X11/5 24 V 0 V 4
X11/6 24 V 0 V 5
X11/7 24 V 0 V 6
X11/8 24 V 0 V 7
UPOZORNENIE! Číslo programu „0“ umožňuje výber programu na ovládacom
paneli prúdového zdroja (nad tlačidlami „druh materiálu“ a „priemer drôtu“).
Zoznam dostupných zváracích programov je zobrazený na Obr.
15
Page 16

Zoznam dostupných zváracích programov (zobrazený M0164)
Výber jobu digitálny (bit jobu /
programu 0-7;
ROB 5000)
Výber jobu
analógový:
Systémový predpoklad
Výber jobu
analógový: aktivovať
UPOZORNENIE! Osadenie je zhodné s funkciou „Číslo programu“. Výber spome-
dzi funkcií „číslo jobu“ a „číslo programu“ sa uskutočňuje pomocou pracovných
bitov 0 - 2.
Funkcia „číslo jobu“ je k dispozícii, ak bol pomocou pracovných bitov 0 - 2 vybraný
režim „Režim prevádzky Job“.
Pomocou funkcie „číslo jobu“ sa vyvolajú uložené parametre zvárania cez číslo
príslušného jobu.
Pre analógový výber jobu platia nasledujúce systémové predpoklady::
ROB 5000 / ROB 5000 OC
-
Verzia softvéru ROB 5000 / ROB 5000 OC: 1.50.00
-
Verzia softvéru prúdového zdroja:
-
3.24.70 (TS/TPS)
1.004.20 (TSt)
Verzia softvéru diaľkové ovládanie RCU 5000i: 1.07.34
-
Analógový výber jobu sa aktivuje nasledovne:
ROB 5000: “Job / Program Select” na “HIGH“
1.
ROB 5000 OC: “Job / Program Select” na “HIGH“
Pracovné bity 0 - 2 na „2“ = „Režim Job“
2.
16
Page 17

Výber jobu
0,625
1,25
2,5
Job 0
Job 1
Job 2
Job 3
0
U (V)
1,875
~ 0,95
~ 1,55
~ 2,175
Job 3
~ 2,82
3,125
analógový:
Použiteľný vstup
Analógový výber jobu umožňuje výber čísiel jobov nasledujúcimi analógovými
vstupnými signálmi:
Požadovaná hodnota Korekcia pulzácií / dynamiky (Puls Correction)
1.
Požadovaná hodnota korekcie spätného plameňa (Burn Back Time Correcti-
2.
on)
Oba tieto vstupné signály nie sú v režime Job potrebné na ich prvotnú funkciu. V
režime Job preto plnia svoju druhotnú funkciu analógového výberu jobu.
DÔLEŽITÉ! Bližšie informácie o oboch hore uvedených vstupných signáloch sa
uvádzajú v kapitole „Analógové vstupné signály.
SK
Výber jobu
analógový:
Princíp
Oba analógové vstupné signály
slúžia na vygenerovanie číselnej hodnoty príslušného jobu
-
majú rozsah 0-10 V
-
rozdeľujú celý rozsah na 16 stupňov po 0,625 V
-
A: Čiastková hodnota 1 vstupného signálu „požadovaná hodnota korekcie
pulzácie / dynamika“:
stupeň = hodnota napätia / 0,625 V
1.
Čiastková hodnota 1 = stupeň * 16
2.
Príklad:
1. stupeň = 6,25 V / 0,625 V = 10
2. Čiastková hodnota 1 = 10 * 16 = 160
B: Čiastková hodnota 2 vstupného signálu „požadovaná hodnota korekcie
spätného plameňa”:
stupeň = hodnota napätia / 0,625 V
1.
Čiastková hodnota 2 = stupeň
2.
Príklad:
1. stupeň = 6,25 V / 0,625 V = 10
2. Čiastková hodnota 2 = 10
C: Vybraný job:
Job = čiastková hodnota 1 (A) + čiastková hodnota 2 (B)
1.
Príklad:
1. 160 (A) + 10 (B) = 170
UPOZORNENIE! Napäťové stupne po 0,625 V predstavujú v každom prípade hraničnú hodnotu napäťového rozsahu jobu. Pri zadaní hraničnej hodnoty možno za
určitých okolností vyvolať už aj ďalší job. Hodnota pre job by preto mala ležať medzi medznými hodnotami.
napr.:
Napäťový rozsah pre job č. 1: 0,625 V - 1,25 V
Zadanie hodnoty na presný výber jobu č. 1: pribl. 0,95 V
Príklady zadávania hodnoty napätia výberu jobov
17
Page 18

Výber jobu
analógový: najvyšší vyberateľný
job
DÔLEŽITÉ! Oba analógové vstupné signály
používajú najvyšší stupeň 16 na detekciu signálu
-
preto je namiesto rozsahu 0 - 10 V efektívny rozsah 0 - 9,375 V
-
Z tohto dôvodu je najvyšší vyberateľný job:
A: 9,375 V / 0,625 V = 15, 15 * 16 = 240
B: 9,375 V / 0,625 V = 15
C: 240 + 15 = 255
DÔLEŽITÉ! Celý počet 255 jobov je k dispozícii len s diaľkovým ovládaním RCU
5000i. Bez RCU 5000i možno vybrať 100 jobov (0-99).
Simulácia zvárania (Welding simulation)
Vyhľadávanie
polohy (Touchsensing; ROB
5000 / ROB
5000 OC)
ROB 4000/5000 ROB 5000 OC
Signál X14:2 HIGH LOW
Signál „simulácia zvárania“ umožňuje prejdenie naprogramovanej zváracej dráhy
bez oblúka, podávania drôtu a ochranného plynu. Digitálne výstupné signály „Stabilný oblúk”, „Signál hlavný prúd“ a „Aktívny proces“ sa nastavujú ako pri reálnom
zváracom postupe.
ROB 5000 ROB 5000 OC
Signál X8:7 HIGH LOW
UPOZORNENIE! Funkcia „Vyhľadávanie polohy“ (Touchsensing) je podporovaná
od verzie softvéru 2.65.001 (prúdový zdroj).
Signálom „vyhľadávanie polohy“ možno detegovať dotyk zváracieho drôtu, resp.
plynovej dýzy so zvarencom (skrat medzi zvarencom a zváracím drôtom, resp.
plynovou dýzou).
Ak je nastavený signál „vyhľadávanie polohy“, ovládací panel prúdového zdroja indikuje „touch“. Na zvárací drôt, resp. na plynovú dýzu sa pripojí napätie 30 V
(prúd je obmedzený na 3 A).
18
Výskyt skratu sa oznamuje riadiacej jednotke robota cez signál „stabilný oblúk“
(pozri kapitolu „Digitálne výstupné signály“).
UPOZORNENIE! Signál „stabilný oblúk“ sa vydáva o 0,2 s dlhšie ako trvá skratový
prúd.
Zakiaľ zostáva nastavený signál „vyhľadávanie polohy”, nemôže prísť k zváraciemu
postupu. Ak vyhľadávanie polohy nastaví signál „Vyhľadávanie polohy“ počas
zvárania, zvárací postup sa preruší po uplynutí času spätného plameňa (nastaviteľného v ponuke „Setup“ prúdového zdroja). Môže byť vykonaná detekcia polohy.
UPOZORNENIE! Ak sa má detekcia polohy uskutočniť dotykom zvarenca plynovou dýzou (namiesto zváracieho drôtu), plynovú dýzu spojte cez RC-člen (pozri
obr.) s prívodom zváracieho prúdu.
Page 19

Vedenie zváracieho prúdu (+)
Plynová dýza
RC-člen na pripojenie prívodu zváracieho prúdu s plynovou dýzou
Použitie RC-člena je potrebné, aby sa počas zvárania, pri možnom dotyku plynovej dýzy so zvarencom
vylúčili neprípustné prúdy cez spojenie plynová dýza – prívod zváracieho
-
prúdu
predišlo ovplyvneniu zváracieho postupu
-
Pri detekcii dotyku pomocou plynovej dýzy preteká skratový prúd len asi pribl. 4
ms, až kým sa nabijú kondenzátory RC-člena. Na spoľahlivé detegovanie dotyku v
riadiacej jednotke robota je signál „stabilný oblúk“ priložený o 0,5 s dlhšie ako
skratový prúd.
SK
Vyfúkanie
horáka (Blow through)
SynchroPuls Disable
ROB 4000/5000/TSt ROB 5000 OC
Signál X14:5 HIGH LOW
Signál „Blow Through“ umožňuje ovládanie prívodu stlačeného vzduchu. Stlačený
vzduch je vhodný na odstránenie prachu a triesok od zváracieho horáka, napr. po
odstránení odstrekov po zváraní v stanici na čistenie horákov.
ROB 4000/5000 ROB 5000 OC
Signál X8:8 HIGH LOW
Zakiaľ je nastavený signál „SynchroPuls Disable“, prechodne sa deaktivuje funkcia „SynchroPuls“ (doplnkové vybavenie).
19
Page 20

Analógové vstupné signály (signály z robota)
Všeobecné informácie
Požadovaná hodnota zváracieho
výkonu (Welding
power)
Analógové vstupy rozdielových zosilňovačov na rozhraní robota zaručujú galvanické oddelenie rozhrania robota od analógových výstupov riadiacej jednotky robota. Každý vstup na rozhraní robota má vlastný záporný potenciál.
Ak má riadiaca jednotka robota len spoločné uzemnenie (GND) pre vaše
analógové výstupné signály, musia byť záporné potenciály vstupov na rozhraní robota navzájom prepojené!
Ďalej popisované analógové vstupy sú aktivované pri napätiach 0-10 V. Ak niektoré jednotlivé analógové zostanú neobsadené (napr. pre „požadovanú hodnotu
korekciu impulzov“ alebo pre „požadovanú hodnotu spätného plameňa”), budú
prevzaté hodnoty nastavené na prúdovom zdroji.
Konektor X2/1 ... Analog in + 0 až + 10 V
Konektor X2/8 ... Analog in - (mínus)
„Požadovaná hodnota zvárací výkon“ sa zadáva ako napätie v rozsahu 0 - 10 V.
0 V ..... Minimálny zvárací výkon
10 V ... Maximálny zvárací výkon
Z vybraného zváracieho výkonu prúdový zdroj určí, okrem iného, príslušné hodnoty zváracieho napätia a rýchlosti drôtu. Ako mieru aktuálneho zváracieho výkonu
možno na ovládacom paneli prúdového zdroja zobraziť aj parametre „zvárací
prúd“, „hrúbka plechu“ a „rozmer a“.
Požadovaná hodnota korekcie
dĺžky oblúka
(Arc length correction)
UPOZORNENIE! Uvedené parametre bezprostredne navzájom súvisia. Ak sa
zmení parameter pomocou „požadovaná hodnota zváracieho výkonu“, ostatné
parameter sa prestavia tiež.
„Požadovanú hodnotu zvárací výkon“ možno zadávať iba ak je vybraný prevádzkový režim „Program-Štandard” alebo „Program-pulzačný oblúk“.
KonektorX2/2 ... Analog in + 0 až + 10 V
Konektor X2/9 ... Analog in - (mínus)
UPOZORNENIE! Korekcia dĺžky oblúka sa dosahuje zmenou aktuálneho zváracieho napätie.
„Požadovaná hodnota korekcie dĺžky oblúka“ sa zadáva ako napätie v rozsahu 0 10 V.
0 V ..... aktuálne zváracie napätie - 30 % (minimálna dĺžka oblúka)
5 V ..... aktuálne zváracie napätie (neutrálna dĺžka elektrického oblúka)
10 V ... aktuálne zváracie napätie + 30 % (maximálna dĺžka oblúka)
„Požadovanú hodnotu korekcie dĺžky oblúka“ možno zadávať iba ak je vybraný
prevádzkový režim „Program-Štandard” alebo „Program-pulzačný oblúk“.
20
Page 21

Požadovaná hodnota Korekcia
pulzácií / dynamiky (Puls Correction)
Konektor X14/3 .... Analog in + 0 až + 10 V
Konektor X14/11 ...Analog in - (mínus)
Prevádzkový režim „Program-Štandard“: Skratová dynamika v okamihu prechodu
kvapky sa zadáva ako napätie v rozsahu 0 - 10 V (korekcia dynamiky).
DÔLEŽITÉ! V spojení s prúdovými zdrojmi TSt nie je k dispozícii impulzný oblúk.
Prevádzkový režim „Program - pulzačný oblúk“: Sila uvoľnenia kvapky sa zadáva
ako napätie v rozsahu 0 - 10 V (korekcia pulzácií).
Prevádzkový režim „Program-Štandard“
0 V ..... Minimálna skratová dynamika (oblúk je pevný a stabilný)
5 V ..... Neutrálna skratová dynamika (základné nastavenie)
10 V ... maximálna skratová dynamika (mäkký elektrický oblúk bez odstrekov)
Prevádzkový režim „Program - pulzačný oblúk“
0 V ..... Minimálna sila uvoľnenia kvapky
5 V ..... Neutrálna sila uvoľňovania kvapiek (základné nastavenie)
10 V ... Maximálna sila uvoľnenia kvapky
SK
Požadovaná hodnota korekcie
spätného plameňa (Burn Back
Time Correction;
ROB 5000 / ROB
5000 OC / ROB
TSt)
Analógový vstup
pre rezervný parameter rýchlosť
robota (Robot
welding +speed;
ROB 5000 / ROB
5000 OC, nie je
aktivované
Konektor X5/1 ... Analog in + 0 až + 10 V
Konektor X5/1 ... Analog in - (mínus)
Voľná dĺžka drôtu po skončení zvárania sa určuje časom spätného plameňa. Čas
spätného plameňa sa určuje dobou výdrže oblúka po skončení podávania drôtu.
Čím dlhší je čas spätného plameňa, tým kratšia bude voľná dĺžka drôtu.
„Požadovaná hodnota korekcie spätného plameňa“ sa zadáva ako napätie v rozsahu 0 - 10 V.
UPOZORNENIE! „Požadovanú hodnotu korekcie spätného plameňa“ možno
zadávať iba ak je vybraný prevádzkový režim „Program-Štandard” alebo „Program-pulzačný oblúk“.
0 V ..... Minimálny čas spätného plameňa (základné nastavenie - 0,2 s)
5 V ..... Neutrálny čas spätného plameňa (základné nastavenie)
10 V ... Minimálny čas spätného plameňa (základné nastavenie + 0,2 s)
Konektor X5/2 ... Analog in + 0 až + 10 V
Konektor X5/9 ... Analog in - (mínus)
21
Page 22

Digitálne výstupné signály (signály na robot)
Všeobecné informácie
Stabilný oblúk
(Arc stable)
UPOZORNENIE! Ak je prerušené spojenie medzi prúdovým zdrojom a rozhraním
robota, všetky digitálne / analógové výstupné signály na rozhraní robota sa nastavia na „0“.
Rozhranie robota má k dispozícii napájacie napätie prúdového zdroja (24 V SECONDARY).
24 V SECONDARY je riešené ako galvanicky oddelené od LocalNet. Ochranný obvod obmedzuje nedovolenú napäťovú úroveň na 100 V.
Na konektore X14/1 si vyberte, aké napätie bude zapnuté na digitálnych výstupoch rozhrania robota.
Externé napätie riadiacej jednotky robota (24 V): Na kontakt X14/1 priveďte
-
externé napätie karty digitálnych výstupov riadiacej jednotky robota.
Napájacie napätie prúdového zdroja (24 V SECONDARY): Medzi X14/1 a
-
X14/7 nasaďte prepojku.
Konektor X2/12 ....................... Signál 24 V
Konektor X7/2 resp. X12/2 ..ZEM
Signál „stabilný oblúk“ sa nastaví ihneď, keď sa po začiatku zapaľovania oblúk
ustáli.
Proces aktívny
(Process active
signal; ROB
5000 / ROB
5000 OC / ROB
TSt)
Signál hlavný
prúd (Main current signal; ROB
5000 / ROB
5000 OC / ROB
TSt)
Konektor X8/10 ...................... Signál 24 V
Konektor X7/2 resp. X12/2 ... GND
Ak riadiaca jednotka robota nastaví digitálny vstupný signál „zváranie zap“, začína
zvárací postup predfukom plynu, nasledovaným vlastným zváracím postupom a
doprúdením plynu.
Od začiatku predfuku plynu až po skončenie doprúdenia plynu prúdový zdroj nastavuje signál „proces aktívny” (Obr. 4).
Signálom „proces aktívny“ možno zaručiť optimálnu plynovú ochranu
vďaka dostatočnej dobe výdrže robota
-
Na začiatku a konci zvaru
-
Konektor X8/9 ........................ Signál 24 V
Konektor X7/2 resp. X12/2 ... ZEM
UPOZORNENIE! Ak je rozhranie robota pripojené na LocalNet, zostáva automaticky vybraný prevádzkový režim „2-taktový režim“ (Indikácia: 2-taktový režim
prevádzky).
V ponuke Setup prúdového zdroja sa definuje:
fáza štartovacieho prúdu so štartovacím prúdom (I-S), doba štartovacieho
-
prúdu (t-S) a Slope (strmosť – SL)
Fáza koncového prúdu s koncovým prúdom (I-E), dobou koncového prúdu (t-
-
E) a Slope (strmosť – SL)
22
Page 23

Medzi fázou štartovacieho prúdu a fázou koncového prúdu sa nastaví signál
I
t
„Proces aktívny“
„Signál hlavný prúd“
Zvárací prúd
Doba predfuku plynu
(GPr)
Štartovací prúd (I-S)
Slope (strmosť – SL)
Koncový prúd (I-E)
Slope (strmosť – SL)
Doba doprúdenia plynu
(GPo)
hlavný prúd (Obr. 4).
DÔLEŽITÉ! Bližšie informácie o prevádzkovom režime „špeciálny 2-taktový režim
pre rozhranie robota“ sa uvádzajú v kapitolách „zváranie MIG/MAG“ a „parameter
prevádzkový režim“ v návode na obsluhu prúdového zdroja.
SK
Obr. 4 Digitálne výstupné signály „proces aktívny“ a signál „hlavný prúd“
Medzný signál
(nie je aktívny)
Konektor X14/10 ................... Signál 24 V
Konektor X7/2 resp. X12/2 ... ZEM
DÔLEŽITÉ! V spojení s prúdovými zdrojmi TSt nie je k dispozícii signál limitu.
Ochrana horáka
proti kolíziám
Konektor X2/13 ...................... Signál 24 V
Konektor X7/2 resp. X12/2 ... ZEM
(Torch collision
protection)
Zvárací horák robota je väčšinou vybavený vypínacou zásuvkou. V prípade kolízie
sa rozpojí kontakt vypínacej zásuvky a aktivuje signál „ochrana horáka proti
kolíziám“ aktívny pri LOW.
Riadiaca jednotka robota musí uviesť robota okamžite do pokojového stavu a pre-
Prúdový zdroj je
pripravený (Po-
rušiť zvárací postup vstupným signálom „Quick-Stop“.
Konektor X2/14 ...................... Signál 24 V
Konektor X7/2 resp. X12/2 ... ZEM
wer source ready)
Signál „prúdový zdroj je pripravený“ zostáva nastavený, zakiaľ je prúdový zdroj
pripravený na zváranie.
Signál „prúdový zdroj je pripravený“ sa zruší, len čo sa na prúdovom zdroji vydá
hlásenie chyby alebo keď riadiaca jednotka robota nastaví signál „quick-stop“.
23
Page 24

Signálom „prúdový zdroj je pripravený“ tak možno zaznamenávať ako interné chyby, tak i chyby na strane robota.
24
Page 25

Analógové výstupné signály (signály na robot)
SK
Všeobecné informácie
Skutočná hodnota zváracieho
napätia (Welding
voltage, ROB
5000 / ROB
5000 OC)
UPOZORNENIE! Ak je prerušené spojenie medzi prúdovým zdrojom a rozhraním
robota, všetky digitálne / analógové výstupné signály na rozhraní robota sa nastavia na „0“.
Analógové výstupy na rozhraní robota sú k dispozícii na zoraďovanie robota, a takisto na indikovanie a dokumentovanie parametrov procesu.
Konektor X5/4 ..... Analog out + 0 až + 10 V
Konektor X5/11 ... Analog out - (mínus)
„Skutočná hodnota korekcie zváracieho napätia“ sa vysiela ako napätie v rozsahu
0 - 10 V na analógový výstup.
1 V na analógovom výstupe zodpovedá 10 V zváracieho napätia
-
Rozsah „skutočnej hodnoty zváracieho napätia“ .... 0 - 100 V
-
UPOZORNENIE! V pokojovom stave prúdového zdroja sa prenáša „požadovaná
hodnota zváracieho napätia”, bezprostredne po zváracom postupe „hodnota
HOLD”.
V ponuke Korekcia jobu prúdového zdroja je možné zadanie hraníc korekcie dĺžky
oblúka. S ohľadom na bezprostrednú vzájomnú súvislosť dĺžky oblúka a zváracieho výkonu platia medze korekcie aj pre zadávanie zváracieho napätia na ROB
4000 / 5000 a ROB 5000 OC.
Skutočná hodnota zváracieho
prúdu (Welding
current)
DÔLEŽITÉ! Ak sa v ponuke Korekcia jobu zadajú pomocou parametra „AL.c“ me-
dze korekcie dĺžky oblúka, zadávanie zváracieho napätia je možné iba vnútri
týchto hraníc.
Konektor X2/3 ..... Analog out + 0 až +10 V
Konektor X2/10 ... Analog out - (mínus)
„Skutočná hodnota korekcie zváracieho prúdu“ sa vysiela ako napätie v rozsahu 0
- 10 V na analógový výstup
1 V na analógovom výstupe zodpovedá 100 A zváracieho prúdu
-
Rozsah „skutočnej hodnoty zváracieho prúdu“ .... 0 - 1 000 A
-
UPOZORNENIE! V pokojovom stave prúdového zdroja sa prenáša „požadovaná
hodnota zváracieho prúdu”, bezprostredne po zváracom postupe „hodnota
HOLD”.
V ponuke Korekcia jobu prúdového zdroja je možné zadanie hraníc korekcie
zváracieho výkonu. S ohľadom na bezprostrednú vzájomnú súvislosť zváracieho
výkonu a zváracieho prúdu platia medze korekcie aj pre zadávanie zváracieho
prúdu na rozhraní robota.
DÔLEŽITÉ! Ak sa v ponuke Korekcia jobu zadajú pomocou parametrov „PcH“ a
„PcL“, medze korekcie zváracieho výkonu, zadávanie zváracieho prúdu je možné
iba vnútri týchto hraníc.
25
Page 26

Skutočná hodnota prúdového odberu pohonu
drôtu (Motor
current; ROB
5000 / ROB
5000 OC)
Konektor X5/7 ..... Analog out + 0 až + 10 V
Konektor X5/14 ... Analog out - (mínus)
„Skutočná hodnota prúdového odberu pohonu drôtu“ sa vysiela ako napätie v
rozsahu 0 - 10 V na analógový výstup
1 V na analógovom výstupe zodpovedá 0,5 A prúdového odberu
-
Rozsah „skutočnej hodnoty prúdového odberu pohonu drôtu“ .... 0 - 5 A
-
DÔLEŽITÉ! „Skutočná hodnota prúdového odberu pohonu drôtu“ poskytuje informácie o stave systému podávania drôtu.
Rýchlosť drôtu
(Wire feeder;
ROB 5000 / ROB
5000 OC)
Analógový
výstup pre rezervný parameter dĺžka oblúka
(Arc length ROB
5000 / ROB
5000 OC, nie je
aktivovaný)
Konektor X5/6 ..... Analog out + 0 až + 10 V
Konektor X5/13 ... Analog out - (mínus)
Rýchlosť drôtu sa vysiela ako napätie v rozsahu 0 - 10 V na analógový výstup
Rozsah „skutočnej hodnoty rýchlosti drôtu“ .... 0 - maximálna rýchlosť drôtu
-
UPOZORNENIE! V pokojovom stave prúdového zdroja sa prenáša rýchlosť drôtu,
bezprostredne po zváracom postupe „hodnota HOLD”.
DÔLEŽITÉ! Rýchlosť drôtu sa určuje podľa otáčok motora pohonu drôtu.
Prenášaná rýchlosť drôtu môže byť odlišná od skutočnej rýchlosti drôtu
v dôsledku možného preklzu na podávacích kladkách pohonu drôtu
-
Konektor X5/5 ..... Analog out + 0 až + 10 V
Konektor X5/12 ... Analog out - (mínus)
26
Page 27

Príklady aplikácií
SK
Všeobecné informácie
Verzia Basic
analógová - ROB
4000
V závislosti od požiadaviek na použitie robota sa nemusia využiť všetky vstupné a
výstupné signály (povely), ktoré má robot k dispozícii. V príkladoch prepojenia rozhrania robota a riadiacou jednotkou robota, ktoré sa ďalej uvádzajú, sú spracovávané rôzne rozsahy povelov rozhrania robota. Pritom vstupné a výstupné
signály vytlačené tučným písmom predstavujú minimálny rozsah používaných povelov.
Príklad najdôležitejších analógových a digitálnych povelov na ovládanie
prúdového zdroja analógovými požadovanými hodnotami
0 - 10 V pre zvárací výkon a korekciu dĺžky oblúka
-
Výber zváracieho programu cez ovládací panel prúdového zdroja
-
Potvrdenie chybových hlásení - ROB 4000:
Na rozdiel od ROB 5000 rozhranie robota ROB 4000 neumožňuje potvrdenie
chyby signálom „Potvrdenie poruchy zdroja“ (Source error reset). Chybové hlásenia na prúdovom zdroji sa samočinne potvrdia ihneď po odstránení poruchy.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku neočakávaného spustenia zváracieho postupu.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Počas odstraňovania poruchy nesmie byť signál „štart zváracieho procesu“
▶
nastavený, inak sa po odstránení chyby okamžite naštartuje zvárací postup.
Verzia High-End
Analog - ROB
5000 / ROB
5000 OC / ROB
TSt
Príklad použitia celého rozsahu povelov ROB 5000 / ROB 5000 OC pri ovládaní
prúdového zdroja analógovými požadovanými hodnotami
0 - 10 V pre zvárací výkon, korekciu dĺžky oblúka, korekciu pulzácií a korekciu
-
spätného plameňa
Výber zváracieho programu cez ovládací panel prúdového zdroja
-
27
Page 28

Tabuľka výber jobu cez robot:
ROB 4000/5000 ROB 5000 OC
MODE MODE
„0“ „1“ „2“ „0“ „1“ „2“
Program Štandard 0 0 0 1 1 1
Program pulzačný oblúk 1 0 0 0 1 1
Režim Job 0 1 0 1 0 1
Výber parametrov interné 1 1 0 0 0 1
Manuálne 0 0 1 1 1 0
CC / CV 1 0 1 0 1 0
TIG 0 1 1 1 0 0
CMT / špeciálny proces 1 1 1 0 0 0
K dispozícii sú digitálne prídavné funkcie ROB 5000 / ROB 5000 OC
Potvrdiť poruchu
-
Výber zváracieho programu cez robot
-
Signál Twin Master (Twin Master Bit 0 a 1)
-
Funkcia „Vyhľadávanie polohy“
-
Signál „Proces aktívny“ a signál „Hlavný prúd“
-
Signály „Test plynu“, „Chod drôtu vpred“, „Spätný chod drôtu“, „Vyfúkanie“
-
Potvrdenie chybových hlásení - ROB 5000 / ROB 5000 OC / ROB TSt:
Chybové hlásenia na prúdovom zdroji sa vynulujú signálom „Potvrdenie poruchy
zdroja“ (Source error reset). Najprv však musí byť odstránená príčina poruchy.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku neočakávaného spustenia zváracieho postupu.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Ak je signál „Potvrdenie poruchy zdroja“ („Source error reset“) stále na
▶
‐24 V ROB 4000/5000 (High)
‐GND ROB 5000 OC (Low),
nesmie byť signál „štart zváracieho procesu“ nastavený, inak sa po odstránení
▶
chyby okamžite naštartuje zvárací postup.
28
Page 29

UPOZORNENIE!
Rozhranie robota ROB 5000 OC (s otvoreným kolektorom)
má všetky digitálne vstupy invertované.
Príklad použitia MODE 0 a QICK Stop s ROB 5000 OC
SK
29
Page 30
Verzia Basic Digital - ROB
5000 / ROB
5000 OC
Príklad najdôležitejších analógových a digitálnych povelov na digitálny
výber režimu prevádzky cez robot
-
výber zváracieho programu cez robot
-
výber jobu cez robot
-
Ako prídavná možnosť k ovládaniu prúdového zdroja cez analógové požadované
hodnoty
0 - 10 V pre zvárací výkon a korekciu dĺžky oblúka
-
Tabuľka výber jobu cez robot:
ROB 4000/5000 ROB 5000 OC
MODE MODE
„0“ „1“ „2“ „0“ „1“ „2“
Program Štandard 1 0 0 1 1 1
Program pulzačný oblúk 1 0 0 0 1 1
Režim Job 0 1 0 1 0 1
Výber parametrov interné 1 1 0 0 0 1
Manuálne 0 0 1 1 1 0
CC / CV 1 0 1 0 1 0
30
TIG 0 1 1 1 0 0
CMT / špeciálny proces 1 1 1 0 0 0
V tomto príklade sa používa iba prídavná digitálna funkcia ROB 5000 / ROB
5000 OC „Potvrdenie poruchy“.
Page 31

Potvrdenie chybových hlásení - ROB 5000 / ROB 5000 OC:
Chybové hlásenia na prúdovom zdroji sa vynulujú signálom „Potvrdenie poruchy
zdroja“ (Source error reset). Najprv však musí byť odstránená príčina poruchy.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku neočakávaného spustenia zváracieho postupu.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Ak je signál „Potvrdenie poruchy zdroja“ („Source error reset“) stále na
▶
‐24 V ROB 4000/5000 (High)
‐GND ROB 5000 OC (Low),
nesmie byť signál „štart zváracieho procesu“ nastavený, inak sa po odstránení
▶
chyby okamžite naštartuje zvárací postup.
SK
UPOZORNENIE! Rozhranie robota ROB 5000 OC (s otvoreným kolektorom) má
všetky vstupy invertované.
31
Page 32

Verzia High-End
Digital - ROB
5000 / ROB
5000 OC
Príklad využitia celého rozsahu povelov ROB 5000 / - ROB 5000 OC pri digitálnom
výber režimu prevádzky cez robot
-
výber zváracieho programu cez robot
-
výber jobu cez robot
-
Ako prídavná možnosť k ovládaniu prúdového zdroja cez analógové požadované
hodnoty
0 - 10 V pre zvárací výkon, korekciu dĺžky oblúka, korekciu pulzácií a korekciu
-
spätného plameňa
Tabuľka výber jobu cez robot:
ROB 4000/5000 ROB 5000 OC
MODE MODE
„0“ „1“ „2“ „0“ „1“ „2“
Program Štandard 0 0 0 1 1 1
Program pulzačný oblúk 1 0 0 0 1 1
Režim Job 0 1 0 1 0 1
Výber parametrov interné 1 1 0 0 0 1
Manuálne 0 0 1 1 1 0
CC / CV 1 0 1 0 1 0
TIG 0 1 1 1 0 0
CMT / špeciálny proces 1 1 1 0 0 0
K dispozícii sú digitálne prídavné funkcie ROB 5000
Potvrdiť poruchu
-
Funkcia „Vyhľadávanie polohy“
-
Signál „Proces aktívny“
-
Signály „Test plynu“, „Chod drôtu vpred“, „Spätný chod drôtu“, „Vyfúkanie“
-
Signály „Twin Master Bit 0“ a „Twin Master Bit 1“
-
Potvrdenie chybových hlásení - ROB 5000 / ROB 5000 OC:
Chybové hlásenia na prúdovom zdroji sa vynulujú signálom „Potvrdenie poruchy
zdroja“ (Source error reset). Najprv však musí byť odstránená príčina poruchy.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku neočakávaného spustenia zváracieho postupu.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Ak je signál „Potvrdenie poruchy zdroja“ („Source error reset“) stále na
▶
‐24 V ROB 4000/5000 (High)
‐GND ROB 5000 OC (Low),
nesmie byť signál „štart zváracieho procesu“ nastavený, inak sa po odstránení
▶
chyby okamžite naštartuje zvárací postup.
32
UPOZORNENIE! Rozhranie robota ROB 5000 OC (s otvoreným kolektorom) má
všetky vstupy invertované.
Page 33

SK
33
Page 34

Pripojovací plán
**
Pri Rob 5000 / 5000 OC v spojení s prúdovým zdrojom TSt nepripájajte
zástrčky na 4-pólové zdierky Molex X3 a X4.
*
34
Page 35

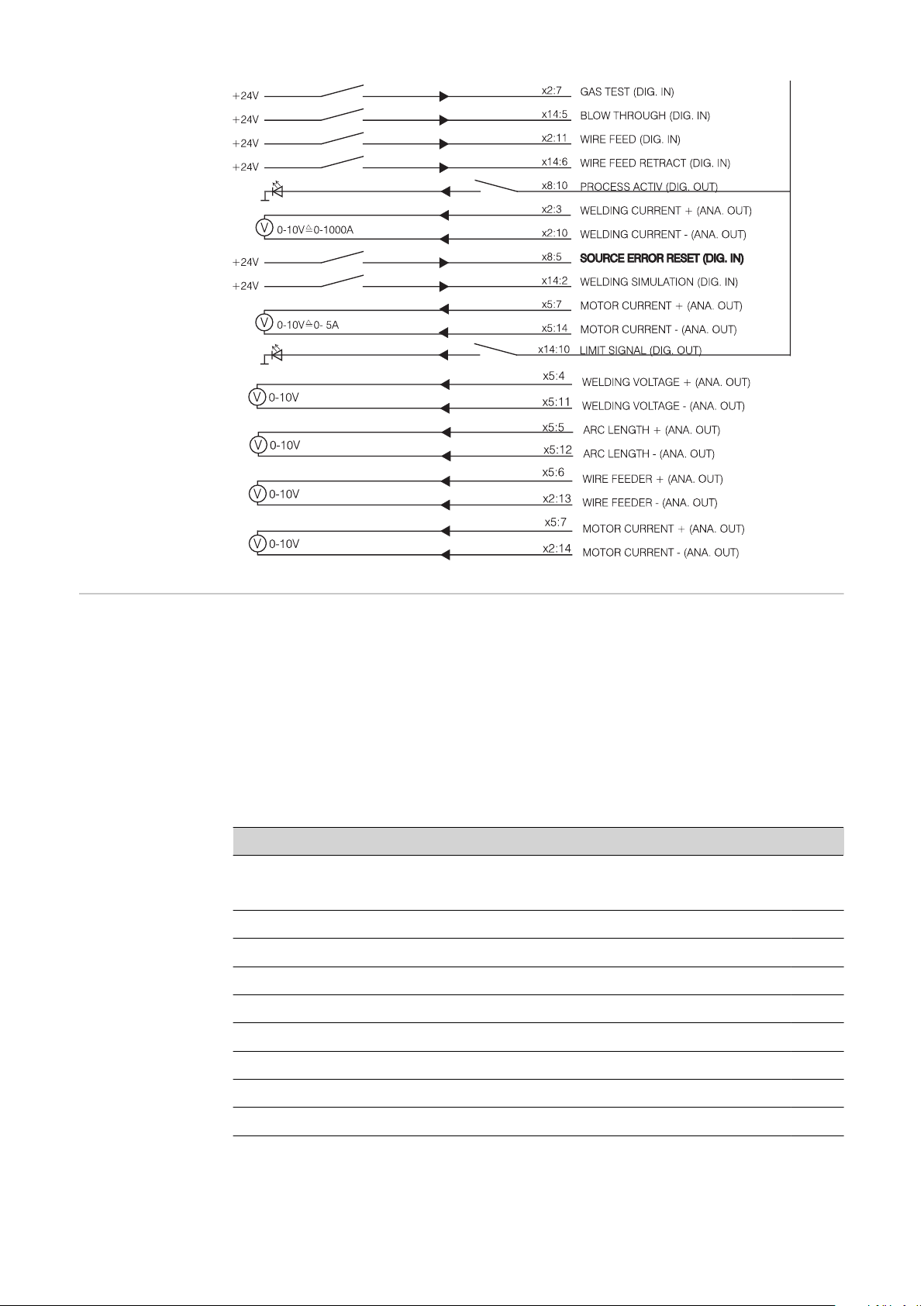
Obsadenie vstupov a výstupov
Interface
Eingang/Input
+ 5V
HIGH: 0V ... 2,5V
LOW: 18V ... 30 V
2K7
O
R
1
0
K
Roboter
Open Collektor
Ausgang/Output
Obsadenie digitálneho výstupu
Obsadenie digitálneho vstupu
SK
Obsadenie
analógového
výstupu
Obsadenie
analógového
vstupu
ROB 4000 / ROB 5000
ROB 5000 OC
35
Page 36

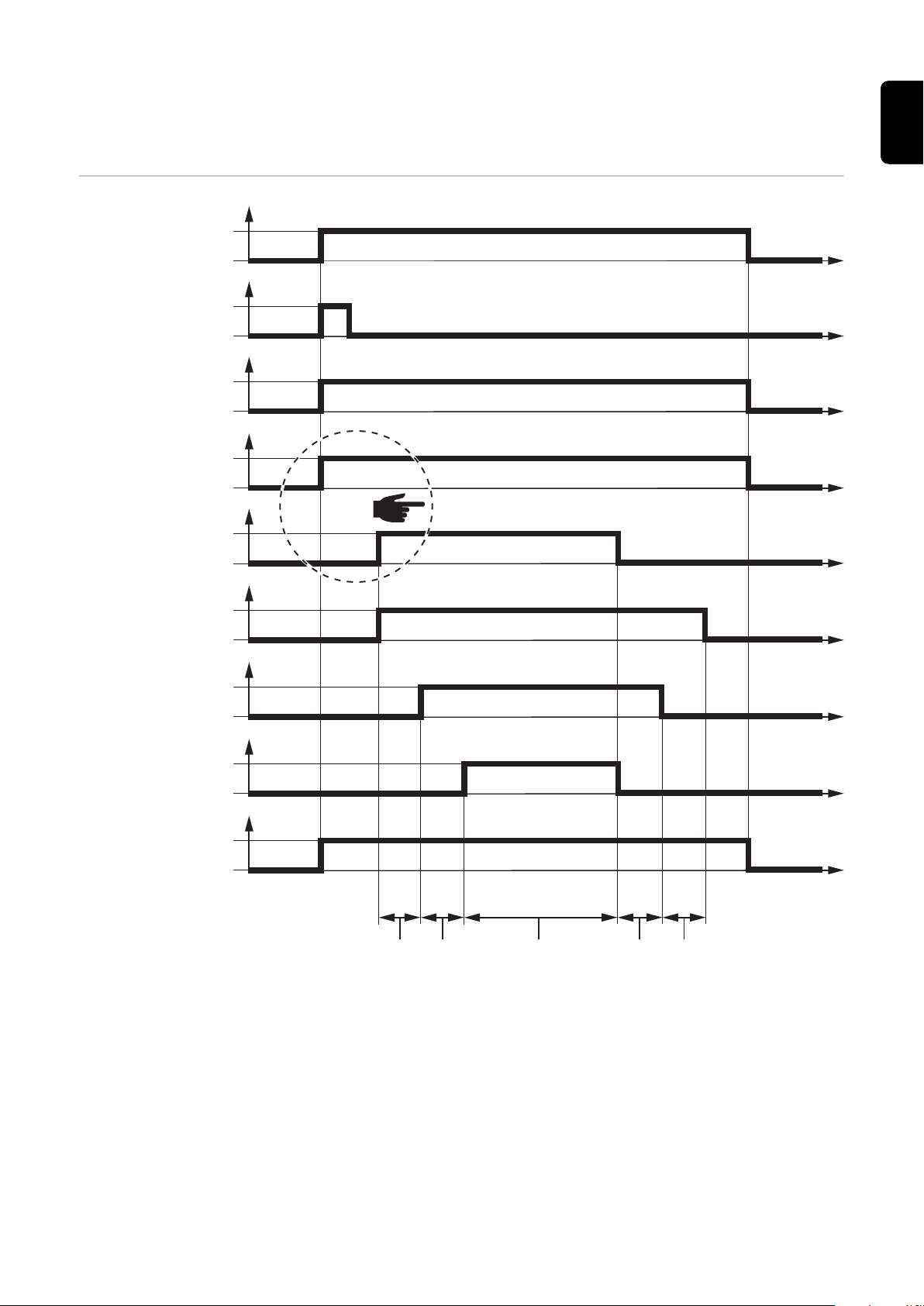
Priebeh signálu pri výbere cez číslo programu
Požadovaná hodnota
zvárací výkon
(Welding power)
Požadovaná hodnota
Korekcia dĺžky oblúka
(Arc length correction)
Požadovaná hodnota
Korekcia impulzov
(Pulse correction)
Robot pripravený
Zváranie ZAP
(Welding start)
Prúdový zdroj je
pripravený
(Power source ready)
Zvárací prúd
Pracovný bit 0 (režim 0)
(Program Štandard /
pulzačný oblúk)
Číslo programu
(bit jobu / programu
0 - 7)
Potvrdiť poruchu zdroja
(Source error reset)
Signál hlavný prúd
(Main current signal)
Oblúk stabilný
(Arc stable)
Proces aktívny
(Process active signal)
Koncový
prúd
Doba doprúdenia plynuŠtartovací
prúd
Doba úvodného
prúdenia plynu
10 V
0 V
10 V
0 V
10 V
0 V
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
UPOZORNENIE! Bližšie informácie nájdete v časti „Postup odporúčaný spoločnosťou Fronius“
ROB 4000 / ROB 5000
36
Page 37
Priebeh signálu pri výbere cez číslo jobu ROB
Robot pripravený
Zváranie ZAP
(Welding start)
Prúdový zdroj je
pripravený
(Power source ready)
Číslo jobu
(bit jobu / programu
0 - 7)
Potvrdiť poruchu zdroja
(Source error reset)
Signál hlavný prúd
(Main current signal)
Oblúk stabilný
(Arc stable)
Proces aktívny
(Process active signal)
Pracovný bit 1 (režim 1)
(Režim Job)
Zvárací prúd Koncový
prúd
Doba doprúdenia plynuŠtartovací
prúd
Doba úvodného
prúdenia plynu
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
UPOZORNENIE! Bližšie informácie nájdete v časti „Postup odporúčaný spoločnosťou Fronius“
4000 / ROB 5000
SK
37
Page 38

Priebeh signálu pri výbere cez číslo programu
Požadovaná hodnota
zvárací výkon
(Welding power)
Požadovaná hodnota
Korekcia dĺžky oblúka
(Arc length correction)
Požadovaná hodnota
Korekcia impulzov
(Pulse correction)
Robot pripravený
Zváranie ZAP
(Welding start)
Prúdový zdroj je
pripravený
(Power source ready)
Zvárací prúd
Pracovný bit 0 (režim 0)
(Program Štandard /
pulzačný oblúk)
Číslo programu
(bit jobu / programu
0 - 7)
Potvrdiť poruchu zdroja
(Source error reset)
Signál hlavný prúd
(Main current signal)
Oblúk stabilný
(Arc stable)
Proces aktívny
(Process active signal)
Koncový
prúd
Doba doprúdenia plynu
Štartovací
prúd
Doba úvodného
prúdenia plynu
10 V
0 V
10 V
0 V
10 V
0 V
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
UPOZORNENIE! Bližšie informácie nájdete v časti „Postup odporúčaný spoločnosťou Fronius“
ROB 5000 OC
DÔLEŽITÉ! Všetky signálové stavy sa vzťahujú na vstup rozhrania, nie na riadenie
robota.
38
Page 39

Priebeh signálu pri výbere cez číslo jobu ROB
Robot pripravený
Zváranie ZAP
(Welding start)
Prúdový zdroj je
pripravený
(Power source ready)
Číslo jobu
(bit jobu / programu
0 - 7)
Potvrdiť poruchu zdroja
(Source error reset)
Signál hlavný prúd
(Main current signal)
Oblúk stabilný
(Arc stable)
Proces aktívny
(Process active signal)
Pracovný bit 1 (režim 1)
(Režim Job)
Zvárací prúd Koncový
prúd
Doba doprúdenia plynu
Štartovací
prúd
Doba úvodného
prúdenia plynu
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
UPOZORNENIE! Bližšie informácie nájdete v časti „Postup odporúčaný spoločnosťou Fronius“
5000 OC
SK
DÔLEŽITÉ! Všetky signálové stavy sa vzťahujú na vstup rozhrania, nie na riadenie
robota.
39
Page 40

Postup odporúčaný spoločnosťou Fronius
min. 0,1 s
Číslo jobu
Číslo programu
Zváranie ZAP
0
1
0
1
t (s)
t (s)
min. 0,3 - 0,6 s
Číslo jobu
Číslo programu
Zváranie ZAP
0
1
0
1
t (s)
t (s)
Súčasný výber
signálov „číslo
jobu“ alebo
„číslo programu“
a „zváranie zap“
Odporúčaný postup pri výbere
jobu alebo programu bez zmeny
charakteristiky
UPOZORNENIE Súčasný výber signálov „číslo jobu“ alebo „číslo programu“ a
„zváranie zap“ môže mať vplyv na zapaľovanie a na dokumentáciu zváracích údajov.
Pri výbere jobu alebo programu bez zmeny charakteristiky spoločnosť Fronius
odporúča zaradiť medzi signál „číslo jobu“ alebo „číslo programu“ a signál „štart
zváracieho procesu“ časový odstup najmenej 0,1 s.
Odporúčaný postup pri výbere
jobu alebo prog-
Pri výbere jobu alebo programu so zmenou charakteristiky spoločnosť Fronius
odporúča zaradiť medzi signál „číslo jobu“ alebo „číslo programu“ a signál „štart
zváracieho procesu“ časový odstup najmenej 0,3 - 0,6 s.
ramu so zmenou
charakteristiky
alebo režimu
prevádzky
40
Page 41

Realizácia
časového odstupu
Časový odstup medzi signálom „číslo jobu“ alebo „číslo programu“ a signálom
„štart zváracieho procesu“ môže byť zrealizovaný pomocou času predfuku plynu:
na prúdovom zdroji: v ponuke Setup alebo na diaľkovom ovládaní RCU 5000i
-
na riadení robota: Gas preflow_time
-
DÔLEŽITÉ! Na realizáciu časového odstupu nepoužívajte parameter „Gas purge_time“.
SK
41
Page 42

Diagnostika chýb, odstránenie chýb
Potvrdenie chybových hlásení ROB 5000 / ROB
5000 OC
Potvrdenie chybových hlásení ROB 4000
Chybové hlásenia na prúdovom zdroji sa vynulujú signálom „potvrdiť poruchu
zdroja („Source error reset“; na tejto stráne nie sú zobrazené). Najprv však musí
byť odstránená príčina poruchy.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku neočakávaného spustenia zváracieho postupu.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Ak je signál „Potvrdenie poruchy zdroja“ („Source error reset“) stále na
▶
‐24 V ROB 4000/5000 (High)
‐GND ROB 5000 OC (Low),
nesmie byť signál „štart zváracieho procesu“ nastavený, inak sa po odstránení
▶
chyby okamžite naštartuje zvárací postup.
Na rozdiel od ROB 5000 rozhranie robota ROB 4000 neumožňuje potvrdenie
chyby signálom „Potvrdenie poruchy zdroja“ (Source error reset). Chybové hlásenia na prúdovom zdroji sa samočinne potvrdia ihneď po odstránení poruchy.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku neočakávaného spustenia zváracieho postupu.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Počas odstraňovania poruchy nesmie byť signál „štart zváracieho procesu“
▶
nastavený, inak sa po odstránení chyby okamžite naštartuje zvárací postup.
Zobrazené servisné kódy
Podrobný popis zobrazovaného servisné kódu nájdete v kapitole „chybová diagnostika a odstraňovanie“ v návode na obsluhu prúdového zdroja.
42
Page 43

Table Decimal / Binary / Hexadecimal
Zah l BIT 0 B IT 1 BI T 2 BI T 3 BI T 4 BI T5 B I T6 B I T7 H e x
0 0 0 0 0 0 0 0 0 00
1 1 0 0 0 0 0 0 0 01
2 0 1 0 0 0 0 0 0 02
3 1 1 0 0 0 0 0 0 03
4 0 0 1 0 0 0 0 0 04
5 1 0 1 0 0 0 0 0 05
6 0 1 1 0 0 0 0 0 06
7 1 1 1 0 0 0 0 0 07
8 0 0 0 1 0 0 0 0 08
9 1 0 0 1 0 0 0 0 09
10 0 1 0 1 0 0 0 0 0 A
11 1 1 0 1 0 0 0 0 0 B
12 0 0 1 1 0 0 0 0 0C
13 1 0 1 1 0 0 0 0 0D
14 0 1 1 1 0 0 0 0 0 E
15 1 1 1 1 0 0 0 0 0 F
16 0 0 0 0 1 0 0 0 10
17 1 0 0 0 1 0 0 0 11
18 0 1 0 0 1 0 0 0 12
19 1 1 0 0 1 0 0 0 13
20 0 0 1 0 1 0 0 0 14
21 1 0 1 0 1 0 0 0 15
22 0 1 1 0 1 0 0 0 16
23 1 1 1 0 1 0 0 0 17
24 0 0 0 1 1 0 0 0 18
25 1 0 0 1 1 0 0 0 19
26 0 1 0 1 1 0 0 0 1 A
27 1 1 0 1 1 0 0 0 1 B
28 0 0 1 1 1 0 0 0 1C
29 1 0 1 1 1 0 0 0 1D
30 0 1 1 1 1 0 0 0 1E
31 1 1 1 1 1 0 0 0 1F
32 0 0 0 0 0 1 0 0 20
33 1 0 0 0 0 1 0 0 21
34 0 1 0 0 0 1 0 0 22
35 1 1 0 0 0 1 0 0 23
Zah l BIT 0 B IT 1 BI T 2 BI T 3 BI T 4 BI T5 B I T6 B I T7 H e x
36 0 0 1 0 0 1 0 0 24
37 1 0 1 0 0 1 0 0 25
38 0 1 1 0 0 1 0 0 26
39 1 1 1 0 0 1 0 0 27
40 0 0 0 1 0 1 0 0 28
41 1 0 0 1 0 1 0 0 29
42 0 1 0 1 0 1 0 0 2 A
43 1 1 0 1 0 1 0 0 2 B
44 0 0 1 1 0 1 0 0 2C
45 1 0 1 1 0 1 0 0 2D
46 0 1 1 1 0 1 0 0 2 E
47 1 1 1 1 0 1 0 0 2 F
48 0 0 0 0 1 1 0 0 30
49 1 0 0 0 1 1 0 0 31
50 0 1 0 0 1 1 0 0 32
51 1 1 0 0 1 1 0 0 33
52 0 0 1 0 1 1 0 0 34
53 1 0 1 0 1 1 0 0 35
54 0 1 1 0 1 1 0 0 36
55 1 1 1 0 1 1 0 0 37
56 0 0 0 1 1 1 0 0 38
57 1 0 0 1 1 1 0 0 39
58 0 1 0 1 1 1 0 0 3 A
59 1 1 0 1 1 1 0 0 3 B
60 0 0 1 1 1 1 0 0 3C
61 1 0 1 1 1 1 0 0 3D
62 0 1 1 1 1 1 0 0 3 E
63 1 1 1 1 1 1 0 0 3 F
64 0 0 0 0 0 0 1 0 40
65 1 0 0 0 0 0 1 0 41
66 0 1 0 0 0 0 1 0 42
67 1 1 0 0 0 0 1 0 43
68 0 0 1 0 0 0 1 0 44
69 1 0 1 0 0 0 1 0 45
70 0 1 1 0 0 0 1 0 46
71 1 1 1 0 0 0 1 0 47
Zah l BIT 0 B IT 1 BI T 2 BI T 3 BI T 4 BI T5 B I T6 B I T7 H e x
72 0 0 0 1 0 0 1 0 48
73 1 0 0 1 0 0 1 0 49
74 0 1 0 1 0 0 1 0 4A
75 1 1 0 1 0 0 1 0 4B
76 0 0 1 1 0 0 1 0 4C
77 1 0 1 1 0 0 1 0 4D
78 0 1 1 1 0 0 1 0 4E
79 1 1 1 1 0 0 1 0 4F
80 0 0 0 0 1 0 1 0 50
81 1 0 0 0 1 0 1 0 51
82 0 1 0 0 1 0 1 0 52
83 1 1 0 0 1 0 1 0 53
84 0 0 1 0 1 0 1 0 54
85 1 0 1 0 1 0 1 0 55
86 0 1 1 0 1 0 1 0 56
87 1 1 1 0 1 0 1 0 57
88 0 0 0 1 1 0 1 0 58
89 1 0 0 1 1 0 1 0 59
90 0 1 0 1 1 0 1 0 5A
91 1 1 0 1 1 0 1 0 5B
92 0 0 1 1 1 0 1 0 5C
93 1 0 1 1 1 0 1 0 5D
94 0 1 1 1 1 0 1 0 5E
95 1 1 1 1 1 0 1 0 5F
96 0 0 0 0 0 1 1 0 60
97 1 0 0 0 0 1 1 0 61
98 0 1 0 0 0 1 1 0 62
99 1 1 0 0 0 1 1 0 63
100 0 0 1 0 0 1 1 0 64
101 1 0 1 0 0 1 1 0 65
102 0 1 1 0 0 1 1 0 66
103 1 1 1 0 0 1 1 0 67
104 0 0 0 1 0 1 1 0 68
105 1 0 0 1 0 1 1 0 69
106 0 1 0 1 0 1 1 0 6A
107 1 1 0 1 0 1 1 0 6B
Zah l B IT 0 BI T 1 BI T 2 BI T 3 BI T4 B I T5 B I T6 B I T7 H e x
108 0 0 1 1 0 1 1 0 6C
109 1 0 1 1 0 1 1 0 6D
110 0 1 1 1 0 1 1 0 6E
111 1 1 1 1 0 1 1 0 6F
112 0 0 0 0 1 1 1 0 70
113 1 0 0 0 1 1 1 0 71
114 0 1 0 0 1 1 1 0 72
115 1 1 0 0 1 1 1 0 73
116 0 0 1 0 1 1 1 0 74
117 1 0 1 0 1 1 1 0 75
118 0 1 1 0 1 1 1 0 76
119 1 1 1 0 1 1 1 0 77
120 0 0 0 1 1 1 1 0 78
121 1 0 0 1 1 1 1 0 79
122 0 1 0 1 1 1 1 0 7A
123 1 1 0 1 1 1 1 0 7B
124 0 0 1 1 1 1 1 0 7C
125 1 0 1 1 1 1 1 0 7D
126 0 1 1 1 1 1 1 0 7E
127 1 1 1 1 1 1 1 0 7F
128 0 0 0 0 0 0 0 1 80
129 1 0 0 0 0 0 0 1 81
130 0 1 0 0 0 0 0 1 82
131 1 1 0 0 0 0 0 1 83
132 0 0 1 0 0 0 0 1 84
133 1 0 1 0 0 0 0 1 85
134 0 1 1 0 0 0 0 1 86
135 1 1 1 0 0 0 0 1 87
136 0 0 0 1 0 0 0 1 88
137 1 0 0 1 0 0 0 1 89
138 0 1 0 1 0 0 0 1 8A
139 1 1 0 1 0 0 0 1 8B
140 0 0 1 1 0 0 0 1 8C
141 1 0 1 1 0 0 0 1 8D
142 0 1 1 1 0 0 0 1 8E
143 1 1 1 1 0 0 0 1 8F
SK
43
Page 44

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...