

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
ROB 3000
Bedienungsanleitung
DE
Systemerweiterung
Operating instructions
EN
System upgrade
Instructions de service
FR
Extension de système
42,0410,0777 003-18062021
Page 2

Page 3
Kurzbeschreibung
DE
Sicherheit
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
▶
▶
▶
Allgemeines Zur Verbindung mit der Automatensteuerung, verfügt das Automaten-Interface über
einen vorgefertigten Kabelbaum. Steuerungsseitig ist der Kabelbaum mit einer Lusterklemme vorkonfektioniert.
Zur Vermeidung allfälliger Störungen darf die Leitungslänge, zwischen dem Automaten-Interface und der Steuerung, 1,5 m nicht überschreiten.
WARNUNG!
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von
geschultem Fachpersonal ausgeführt werden.
Dieses Dokument lesen und verstehen.
Sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicherheitsvorschriften lesen und verstehen.
HINWEIS!
Digitale Eingänge
und Ausgänge
WARNUNG!
Gefahr eines Elektroschocks.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Mit dem Automaten-Interface ROB 3000 dürfen keine netzbehafteten Komponenten
▶
gesteuert werden.
Die digitalen Eingänge und Ausgänge sind galvanisch getrennt
- Gegenseitig
- Gegenüber dem LocalNet und dem Schweißpotential
- Für einen maximalen Spannungsunterschied von 100 V
Über die Eingangssignale kann die Automatensteuerung folgende Funktionen der Stromquelle abrufen:
- Schweißbereitschaft herstellen (Signal „Roboter ready“)
- Schweißvorgang sofort unterbrechen = „Quick-Stop“ (Signal „Roboter ready“ fällt ab)
HINWEIS!
Aus Sicherheitsgründen ist das Signal „Quick-Stop“ ausschließlich als Schnellstopp für den Maschinenschutz vorgesehen. Sofern zusätzlich Personenschutz
gefordert ist, nach wie vor einen geeigneten Not-Aus Schalter verwenden.
- Signale „Job BIT 0“ und „Job BIT 1“ ... Abruf von maximal vier Jobs
- Signal „Schweißen ein“ (Welding start) ... Schweißprozess starten
Über die Ausgangssignale können folgende Rückmeldungen der Stromquelle an die
Automatensteuerung übermittelt werden:
- Signal „Stromquelle bereit“ (Power source ready) ... Stromquelle ist schweißbereit
- Signal „Lichtbogen stabil“ (Arc stable) ... wird ausgegeben, sobald ein stabiler Lichtbogen besteht. Die Automatenbewegung kann beginnen.
3
Page 4
Gerätespezifische Merkmale
HINWEIS!
Gilt für die Stromquellen TPS 2700/4000/5000 und TS 4000/5000: Das AutomatenInterface ROB 3000 wird erst ab Software-Version 2.65.001 (Stromquelle)
unterstützt. Bei älteren Software-Versionen ist ein Update erforderlich.
Der Anschluss des Automaten-Interfaces erfolgt über das 10-polige Verbindungskabel
an einen 10-poligen Anschluss LocalNet der digitalen Stromquelle.
Steht kein freier Anschluss LocalNet zur Verfügung, kann der Verteiler LocalNet passiv
(4,100,261) verwendet werden (z.B. zwischen Stromquelle und Verbindungsschlauchpaket).
HINWEIS!
Der Verteiler LocalNet passiv ist in Verbindung mit einem Schweißbrenner TIG
JobMaster nicht verwendbar.
HINWEIS!
Bei angeschlossenem Automaten-Interface ROB 3000 sind alle Betriebsarten (2Takt Betrieb, 4-Takt Betrieb, Schweißstart Aluminium, ...) am Bedienpanel der
Stromquelle frei anwählbar.
Solange das Automaten-Interface am LocalNet angeschlossen ist, stehen die Parameter,
im „Setup-Menü: Ebene 1“ der Stromquelle, zur Verfügung.
Um die eingestellten Parameter zu nützen,die Betriebsart „2-Takt-Betrieb“, am Bedienpanel der Stromquelle, anwählen.
Nähere Informationen zu den Betriebsarten entnehmen Sie der Bedienungsanleitung
Stromquelle.
4
Page 5
Anzeigen und
ROB 3000
Stecker
LocalNe t
Stromq uelle
Automatensteuerung
Klemme1
HI - Welding s tart
LO - Welding sta rt
HI - ROBO TER READY
HI - JOB BIT 0
HI - JOB BIT 1
LO - JOB BIT 1
Arc st able
GND - Weld ing s tart
LO - ROBOTER READ Y
GND - ROBOTER READ Y
LO - JOB BIT 0
GND - JOB BIT 0
GND - JOB BIT 1
POWER SOURCE READ Y
SUPPLY PO WER SOURC E
READY
SUPPLY C URRENT F LOW
SIGNAL
Lusterklemmen
Klemme2
(2) (3) (4) (5)
(1) (9) (10) (12) (11)
Anschlüsse am
Automaten-Interface ROB 3000
DE
(1) Anzeige DATA OK ... leuchtet, wenn ROB 3000 am LocalNet angeschlossen
und Stromquelle eingeschaltet
(6) Digitale Eingänge (HI), an Klemme 1, mit externer 24 V - Ansteuerung
Wichtig! Anstelle der Eingänge (6) können auch die potentialfreien Eingänge
(7) verwendet werden.
(7) Potentialfreie digitale Eingänge (LO) an Klemme 1
(8) Masse (GND) für die High-aktiven digitalen Eingänge (6), bzw. für die potenti-
alfreien Eingänge an den Klemmen 1 und 2
(11) Digitale Ausgänge, an den Klemmen 1 und 2
(12) Anschlüsse für Versorgung Signalspannung der Digitalen Ausgänge, an den
Klemmen 1 und 2
5
Page 6
Version 1:
externe 24 V
Ansteuerung
Version 2:
Potentialfre i
(Klemme 1/3)
(Klemme 1/11)
+ 24 V von d er
Automatensteuerung
V
DC
(intern)
max. 100 V
GND extern GND inpu t GND input
GND uP
uP
V
DC
(intern)
(Klemme 1/10)
(Klemme 1/11)
max. 100 V
uP
GND uP
GND inputGND input
Klemme 1/3 ........ HI-Robot er ready / Qui ck- Sto p
Klemme 1/11 ...... GND-Roboter read y / Qu ick -St op
Klemme 1/10 ..... LO-Roboter ready / Quick-Stop
Klemme 1/11 ..... GND-Roboter ready / Quick-Stop
Autom at
Stromquelle
(3)
(3)
Schweißbereitschaft der Stromquelle herstellen
Version 2:
Potentialfre i
(Klemme 1/4 bzw. 1/5)
(Klemme 2/13 bzw . 2/14)
+ 24 V von d er
Automatensteuerung
V
DC
(intern)
max. 100 V
GND extern GND input GND inpu t
GND uP
uP
V
DC
(intern)
(Klemme 1/1 2 bz w. 1/6)
(Klemme 2/1 3 bzw. 2/14)
max. 100 V
uP
GND uP
GND inputGND input
bzw.
Klemme 1/4 ....... HI-Job BIT 0
Klemme 1/5 ....... HI-Job BIT 1
Klemme 2/13 ..... GND-Job BIT 0
Klemme 2/14 ..... GND-Job BIT 1
Klemme 1/12 ..... LO-Job BIT 0
Klemme 1/6 ....... LO-Job BIT 1
Klemme 2/13 ..... GND-Job BIT 0
Klemme 2/14 ..... GND-Job BIT 1
Version 1:
externe 24 V
Ansteuerung
Autom at
Stromquelle
(4) (5)
bzw.
(4) (5)
6
Bit 0 und 1 für Jobabruf setzen
Page 7

(Klemme 1/1)
(Klemme 1/9)
+ 24 V von d er
Automatensteuerung
V
DC
(intern)
max. 100 V
GND extern GND inpu t GND inpu t
GND uP
uP
V
DC
(intern)
(Klemme 1/2)
(Klemme 1/9)
max. 100 V
uP
GND uP
GND inputGND inpu t
Version 2:
Potentialfre i
Klemme 1/1 ..... HI-Welding sta rt
Klemme 1/9 ..... GND-Welding start
Klemme 1/2 ..... LO-Welding
start
Klemme 1/9 ..... GND-
Welding st art
Version 1:
externe 24 V
Ansteuerung
Autom at
Stromquelle
(2)
(2)
Schweißvorgang starten
Version 1:
„High-aktiv“
Version 2:
„Low-aktiv“
+ 24 V von d er
Automatensteuerung
+ 24 V von d er
Automatensteuerung
(Klemme 2/15)
(Klemme 2/16)
(Klemme 2/15)
(Klemme 2/16)
+ 24 V von d er
Automatensteuerung
+ 24 V von d er
Automatensteuerung
+ 24 V
DC
/ 20 mA
+ 24 V
DC
/ 20 mA
uP
uP
Klemme 2/16 ...... Versorgung Power sour ce re ady
Klemme 2/15 ...... Power source re ady
Klemme 2/16 .... Versorgung Power so urce rea dy
Klemme 2/15 .... Power source ready
Stromquelle Autom at
max. 100 V
max . 10 0 V
(9)
(9)
Version 1:
„High-aktiv“
Version 2:
„Low-aktiv“
+ 24 V von d er
Automatensteuer ung
+ 24 V von d er
Automatensteuer ung
(Klemme 1/7)
(Klemme 1/8)
(Klemme 1/7)
(Klemme 1/8)
+ 24 V von d er
Automatensteuerung
+ 24 V von d er
Automatensteuerung
+ 24 V
DC
/ 20 mA
+ 24 V
DC
/ 20 mA
uP
uP
Klemme 1/8 ..... Versorgung Arc stab le
Klemme 1/7 ..... Arc stable
Klemme 1/8 ..... Versorgung Arc stab le
Klemme 1/7 ..... Arc stable
Stromquelle Automat
max. 100 V
max. 100 V
(10)
(10)
DE
Rückmeldung Stromquelle schweißbereit
Start Automatenbewegung
7
Page 8
Allgemeines
Principes de base
Gerätekonzept ROB 3000 ist für den Einbau in einen Schaltschrank geeignet, kann aber praktisch an
HINWEIS!
L’interface robot ROB 3000 n’est supportée qu’à partir de la version de logiciel
2.65.001 (générateur de soudage). Une mise à jour des versions de logiciel plus
anciennes est nécessaire.
beliebiger Position montiert werden.
Vorteile:
- Verbindung zur Stromquelle über standardisierte LocalNet-Schnittstelle
- Kein Umbau der Stromquelle notwendig
- Einfacher Stromquellentausch
- Einfache Steckverbindungen
- Geringer Verdrahtungsaufwand
- Hohe Störsicherheit bei der Datenübertragung
- Montage kann mittels Hutschienenaufnahme erfolgen
Es besteht die Möglichkeit, das Automaten-Interface ROB 3000 mit einem FeldbusKoppler zu kombinieren (Kapitel „Parallelbetrieb ROB 3000 und Feldbus“).
Hierbei kann eine Stromquelle von zwei Steuerungen bedient werden. Der Parallelbetrieb des ROB 3000 mit einem Feldbus-Koppler, wird im Kapitel „Parallelbetrieb ROB
3000 und Feldbus“ näher beschrieben.
Merkmale ROB
3000
Für den Parallelbetrieb des ROB 3000 mit einem Feldbus-Koppler wird der Verteiler
LocalNet passiv (4,100,261) bzw. aktiv (4,100,298) benötigt.
HINWEIS!
Der Verteiler LocalNet passiv ist in Verbindung mit einem Schweißbrenner TIG
JobMaster nicht verwendbar.
ROB 3000 (4,100,254)
- Digitaler Eingang „Roboter ready“ / „Quick-Stop“
- Digitale Eingänge „Job BIT 0“ und „Job BIT 1“ (Jobanwahl über die Automatensteuerung)
- Digitaler Eingang „Schweißen ein“ (Welding start)
HINWEIS!
Aus Sicherheitsgründen ist das Signal „Quick-Stop“ ausschließlich als Schnellstopp für den Maschinenschutz vorgesehen. Sofern zusätzlich Personenschutz
gefordert ist, nach wie vor einen geeigneten Not-Aus Schalter verwenden.
- Digitaler Ausgang „Stromquelle bereit“ (Power source ready)
- Digitaler Ausgang „Lichtbogen stabil“ (Arc stable)
8
Page 9

Montage ROB 3000
(1)
(1)
(1)
(1)
(3)
(2)
(3)
DE
Sicherheit
ROB 3000 durch
Montage-Bohrungen befestigen
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von
▶
geschultem Fachpersonal ausgeführt werden.
Dieses Dokument lesen und verstehen.
▶
Sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicher-
▶
heitsvorschriften lesen und verstehen.
WICHTIG! Bei Montage des ROB 3000
durch die Montage-Bohrungen (1) Folgendes beachten:
- Nur geeignete Schrauben verwenden
(Bohrungsdurchmesser Ø 4,2 mm
(0,17 in.)
- Immer mit 4 Schrauben gleichmäßig
befestigen
- max. Anziehdrehmoment 0,4 Nm
HINWEIS! Schrauben nicht zu fest anziehen. Zu hohes Anziehdrehmoment kann
das ROB 3000 beschädigen oder sogar
zum Bruch führen.
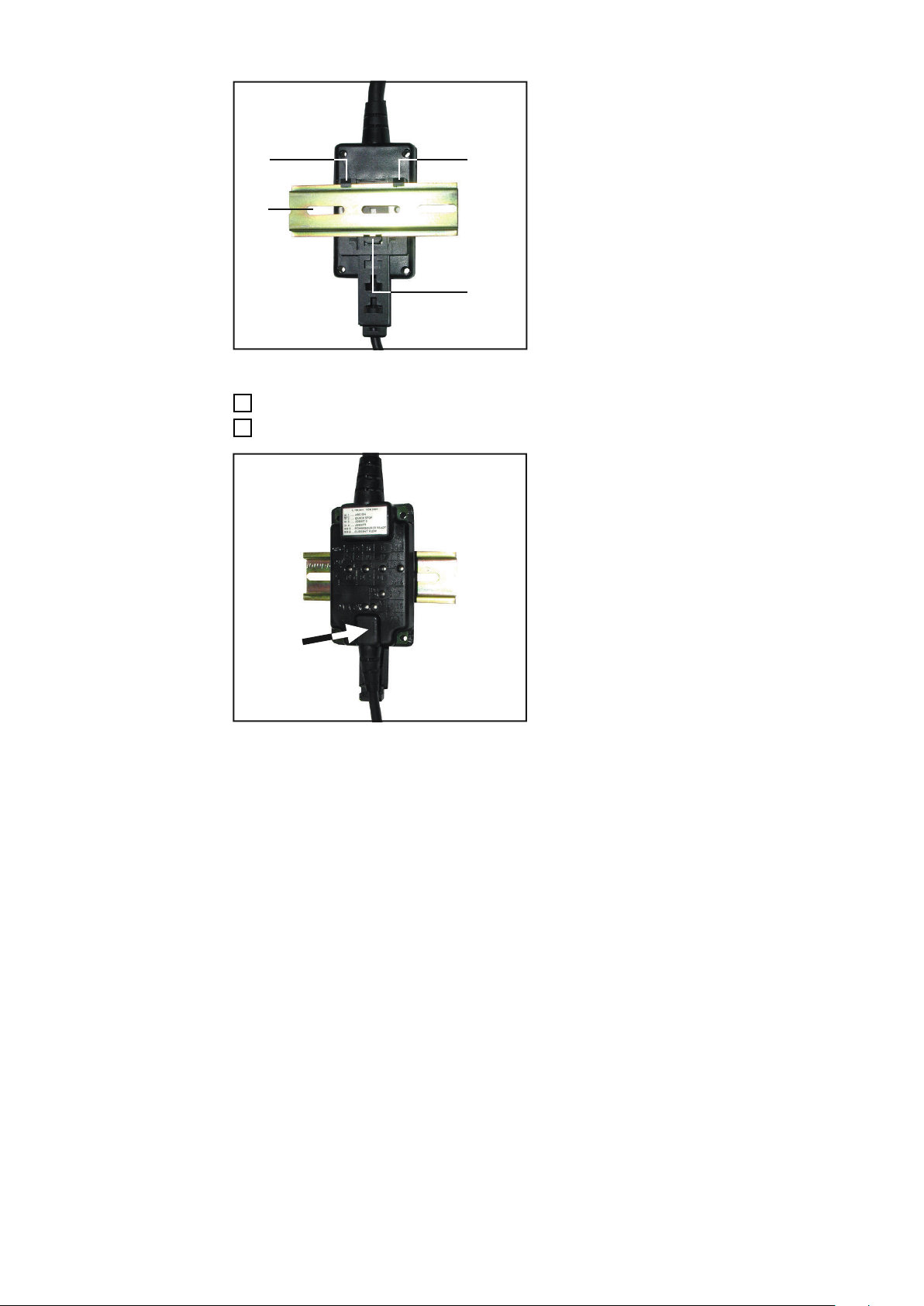
ROB 3000 an Hutschiene befestigen
Montage-Bohrungen Ø 4,2 mm (0,17 in.)
Beiliegende Hutschienenaufnahme (2) mit 2 Schrauben (3) am Roboterinterface
1
ROB 3000 befestigen.
Hutschienenaufnahme an ROB 3000 montieren
Fixiernasen (4) der Hutschienenaufnahme an der Hutschiene (5) einhaken
2
9
Page 10
(4)(4)
(5)
(4)
ROB 3000 an Hutschiene befestigen
press up
ROB 3000 an der Unterseite gegen die Hutschiene (5) drücken
3
Arretierung rastet ein
4
Vorderansicht ROB 3000 an Hutschiene
10
Page 11

Digitale Eingangssignale (Signale von der Steuerung)
Allgemeines
WARNUNG!
Gefahr eines Elektroschocks.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Mit dem Automaten-Interface ROB 3000 dürfen keine netzbehafteten Komponenten
▶
gesteuert werden.
Die digitalen Eingänge und Ausgänge sind galvanisch getrennt
- Gegenseitig
- Gegenüber dem LocalNet und dem Schweißpotential
- Für einen maximalen Spannungsunterschied von 100 V
Für die digitalen Eingangssignale steht jeweils ein GND, ein Eingang (HI), mit externer
24 V-Ansteuerung, bzw. alternativ ein potentialfreier Eingang (LO) zur Verfügung.
Zum Setzen eines digitalen Eingangssignales
- Den GND für das betreffende Eingangssignal mit dem jeweiligen GND der Automatensteuerung verbinden
WICHTIG! Besitzt die Automatensteuerung nur einen gemeinsamen GND für ihre
digitalen Ausgangssignale, die GNDs am Automaten-Interface miteinander verbinden.
- 24 V der Automatensteuerung auf den Eingang (HI) schalten oder
- Den potentialfreien Eingang (LO), über einen potentialfreien Schalter (Relais), mit
dem GND für das betreffende Eingangssignal verbinden
DE
Schweißen Ein
(Welding start)
Signalpegel für die HIGH-aktiven Eingänge:
- LOW..... 0 - 2,5 V
- HIGH.... 18 - 30 V
Bezugspotential: GND für das betreffende Eingangssignal
Klemme 1/1..... 24 V auf HI (Signal gesetzt)
Klemme 1/2..... alternativ: GND auf LO (Signal gesetzt)
Klemme 1/9..... GND
Das Signal “Schweißen ein” startet den Schweißprozess. Solange das
Signal “Schweißen ein” anliegt, bleibt der Schweißprozess aktiv.
Ausnahme:
- Das digitale Eingangssignal „Roboter ready“ fehlt
- Das digitale Ausgangssignal „Stromquelle bereit“ („Power source ready“) fehlt
Ein der angewählten Betriebsart (2-Takt-Betrieb, 4-Takt-Betrieb, Schweißstart Aluminium, ...) entsprechender Ablauf des Schweißprozesses wird gestartet.
Ausnahme:
- Das digitale Eingangssignal „Roboter ready“ fehlt
- Das digitale Ausgangssignal „Stromquelle bereit“ („Power source ready“) fehlt
WICHTIG! Ist das Signal „Schweißen ein“ nicht gesetzt, bzw. nicht verdrahtet, kann der
Schweißvorgang mittels Brennertaste gestartet werden.
11
Page 12
Roboter ready /
ಱ-RE%,7ಯಱ-RE%,7ಯ-RE
0 0 0
1 0 1
0 1 2
1 1 3
Quick Stop
Klemme 1/3....... 24 V auf HI (Signal gesetzt)
Klemme 1/10..... alternativ: GND auf LO (Signal gesetzt)
Klemme 1/11..... GND
„Roboter ready“ ist HIGH-aktiv
- Signal „Roboter ready“ muss gesetzt sein, damit die Stromquelle schweißbereit ist
HINWEIS!
Aus Sicherheitsgründen ist das Signal „Quick-Stop“ ausschließlich als Schnellstopp für den Maschinenschutz vorgesehen. Sofern zusätzlich Personenschutz
gefordert ist, nach wie vor einen geeigneten Not-Aus Schalter verwenden.
“Quick-Stop” ist LOW-aktiv
- Signal „Roboter ready“ ist nicht gesetzt: „Quick-Stop“ ist aktiviert
Das Signal “Quick-Stop” stoppt den Schweißprozess sofort
- Am Bedienpanel wird die Fehlermeldung „St | oP“ ausgegeben
- Falls verwendet, erscheint am Schweißbrenner JobMaster die Anzeige „E38“.
WICHTIG! Gilt für das MIG/MAG-Schweißen: Bei dem Automaten-Interface ROB
3000 beendet „Quick-Stop“ den Schweißvorgang mit kontrolliertem Drahtrückbrand.
Nach dem Einschalten der Stromquelle ist “Quick-Stop” sofort aktiv
- Am Bedienpanel wird „St | oP“ angezeigt.
Job-Nummer
(Job Bit 0 und 1)
Schweißbereitschaft der Stromquelle herstellen:
- Signal “Quick-Stop” deaktivieren (“Roboter ready” setzen)
HINWEIS! Ist “Quick-Stop” aktiv, werden keine Befehle angenommen.
Mit der Funktion „Job-Nummer“ erfolgt ein Abruf gespeicherter Schweißparameter über
die Nummer des entsprechenden Jobs.
WICHTIG! Die Funktion „Job Nummer“ steht zur Verfügung, wenn am Bedienpanel der
Stromquelle das Verfahren „Job-Betrieb“ angewählt wurde.
Job-BIT 0
Klemme 1/4....... 24 V auf HI (Signal gesetzt)
Klemme 1/12..... alternativ: GND auf LO (Signal gesetzt)
Klemme 2/13..... GND
Job-BIT 1
Klemme 1/5....... 24 V auf HI (Signal gesetzt)
Klemme 1/6....... alternativ: GND auf LO (Signal gesetzt)
Klemme 2/14..... GND
WICHTIG! Mittels Job-BIT 0 und Job-BIT
1 können maximal 4 Jobs abgerufen werden. Job-Nummer „0“ ermöglicht eine
Anwahl der gewünschten Parameter am
Bedienpanel der Stromquelle. Gleichzeitig
steht mit Job „0“ auch ein aktiv verwendbarer Job zur Verfügung.
12
Page 13
Digitale Ausgangssignale (Signale von der Steuerung)
Allgemeines
WARNUNG!
Gefahr eines Elektroschocks.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Mit dem Automaten-Interface ROB 3000 dürfen keine netzbehafteten Komponenten
▶
gesteuert werden.
Die digitalen Eingänge und Ausgänge sind galvanisch getrennt
- Gegenseitig
- Gegenüber dem LocalNet und dem Schweißpotential
- Für einen maximalen Spannungsunterschied von 100 V
HINWEIS!
Ist die Verbindung zwischen Stromquelle und Automaten-Interface unterbrochen,
werden alle digitalen Ausgangssignale am Automaten-Interface auf “0” gesetzt.
Für die digitalen Ausgangssignale steht jeweils ein potentialfreier, geschalteter Transistor
zur Verfügung.
DE
Lichtbogen stabil
(Arc stable)
Stromquelle
bereit (Power
source ready)
Jeder Transistor ist mit folgenden Anschlüsse verbunden:
- Versorgung Signalspannung
- Ausgang für das entsprechende digitale Ausgangssignal
Für die Ausgabe eines digitalen Ausgangssignales
- 24 V von der Automatensteuerung mit dem Anschluss „Versorgung Signalspannung“
verbinden
- Ausgang mit dem entsprechenden Eingang der Automatensteuerung verbinden
Klemme 1/7..... Ausgangssignal
Klemme 1/8..... Versorgung Signalspannung
Das Signal „Lichtbogen stabil“ wird gesetzt, sobald nach Beginn der Lichtbogenzündung
ein stabiler Lichtbogen besteht.
Klemme 2/15..... Ausgangssignal
Klemme 2/16..... Versorgung Signalspannung
Das Signal „Stromquelle bereit“ bleibt gesetzt, solange die Stromquelle schweißbereit ist.
Das Signal „Stromquelle bereit“ liegt nicht mehr an, sobald an der Stromquelle eine Fehlermeldung auftritt oder von der Automatensteuerung das Signal „Quick-Stop“ gesetzt
wird.
Über das Signal „Stromquelle bereit“ können daher sowohl stromquelleninterne als auch
automatenseitige Fehler erfasst werden.
13
Page 14
Parallelbetrieb ROB 3000 und Feldbus
Allgemeines
HINWEIS!
Der Parallelbetrieb zweier Automaten-Interfaces ROB 3000 wird nicht unterstützt.
Der Parallelbetrieb des ROB 3000 mit einem Feldbus-Koppler, ermöglicht die Bedienung
der Stromquelle über zwei Robotersteuerungen.
Bei Verwendung eines Feldbus-Kopplers, wird dieser am LocalNet angeschlossen. Steht
nur eine freie Anschlussbuchse LocalNet zur Verfügung, kann der Verteiler LocalNet
passiv (4,100,261) verwendet werden.
HINWEIS!
Der Verteiler LocalNet passiv ist nicht in Verbindung mit einem Schweißbrenner
TIG JobMaster verwendbar.´
WICHTIG! Das Im Parallelbetrieb mit einem Feldbus-Koppler, bleibt die Betriebsart „2-
Takt- Betrieb“ automatisch angewählt.
Zwischen den Betriebsarten kann erst wieder gewechselt werden, wenn der FeldbusKoppler nicht mehr angeschlossen ist.
Signalverwaltung
im Parallelbetrieb
Die Verwaltung des Signales „Schweißen ein“ (Welding start) erfolgt parallel. Wird am
ROB 3000 oder am Feldbus das Signal „Schweißen ein“ gesetzt, startet der Schweißprozess.
Voraussetzung:
- Das Ausgangssignal „Stromquelle bereit“ (Power source ready) wird ausgegeben
- Am ROB 3000 und am Feldbus ist das Eingangssignal „Roboter ready“ gesetzt
Die Verwaltung des Signales „Roboter ready“ erfolgt seriell.
Schweißbereitschaft der Stromquelle herstellen:
- Am ROB 3000 und am Feldbus das Eingangssignal „Roboter ready“ setzen
- Am Feldbus das Signal „Quellenstörung quittieren“ („Source error reset“) setzen
Fällt am ROB 3000 oder am Feldbus das Signal „Roboter ready“ ab, wird der
Schweißprozess sofort gestoppt.
Bei der Anwahl von Jobs hat der Feldbus Vorrang gegenüber ROB 3000.
Zur Anwahl von Jobs über ROB 3000
- Am Feldbus die Job-Nummer „0“ vorgeben
Zur Anwahl von Jobs am Bedienpanel der Stromquelle
- Am Feldbus die Job-Nummer „0“ vorgeben
- Am ROB 3000 die Job-Nummer „0“ vorgeben
14
Page 15

Applikationsbeispiele
Allgemeines Je nach Anforderung an die Automatenanwendung, brauchen nicht alle Eingangs- und
Ausgangssignale (Befehle) genützt werden, die das Automaten-Interface zur Verfügung
stellt.
In den nachfolgend angeführten Beispielen, zur Verknüpfung des Automaten-Interfaces
mit der Automatensteuerung, werden die unterschiedlichen Befehlsumfänge des ROB
3000 behandelt.
Dabei stellen die jeweils fett gedruckten Eingangs- und Ausgangssignale das Mindestmaß an anzuwendenden Befehlen dar.
WICHTIG! Die Befehle werden in den Kapiteln „Digitale Eingangssignale“ und „Digitale
Ausgangssignale“ detailliert beschrieben.
Fehlermeldungen quittieren:
- Fehlermeldungen an der Stromquelle werden sofort nach der Fehlerbehebung
selbsttätig quittiert.
WARNUNG!
DE
Applikation 1:
Manuell
Schweißen
Gefahr durch überraschend startenden Schweißprozess.
Schwerwiegende Personen und Sachschäden können die Folge sein.
Während der Fehlerbehebung darf das Signal „Schweißen ein“ („Welding start“)
▶
nicht gesetzt sein, sonst wird unmittelbar nach der Fehlerbehebung der Schweißprozess aktiviert.
Applikationsbeispiel der wichtigsten Befehle, bei Nutzung des Signales „Lichtbogen stabil“ und des Signales „Roboter ready“ für manuelles Schweißen.
Merkmale:
- Anwahl der Schweißprogramme über das Bedienpanel Stromquelle
- Manuelles Schweißen mit einem Hand-Schweißbrenner
- Start des Schweißprozesses mittels Brennertaste
- Keine Automatensteuerung
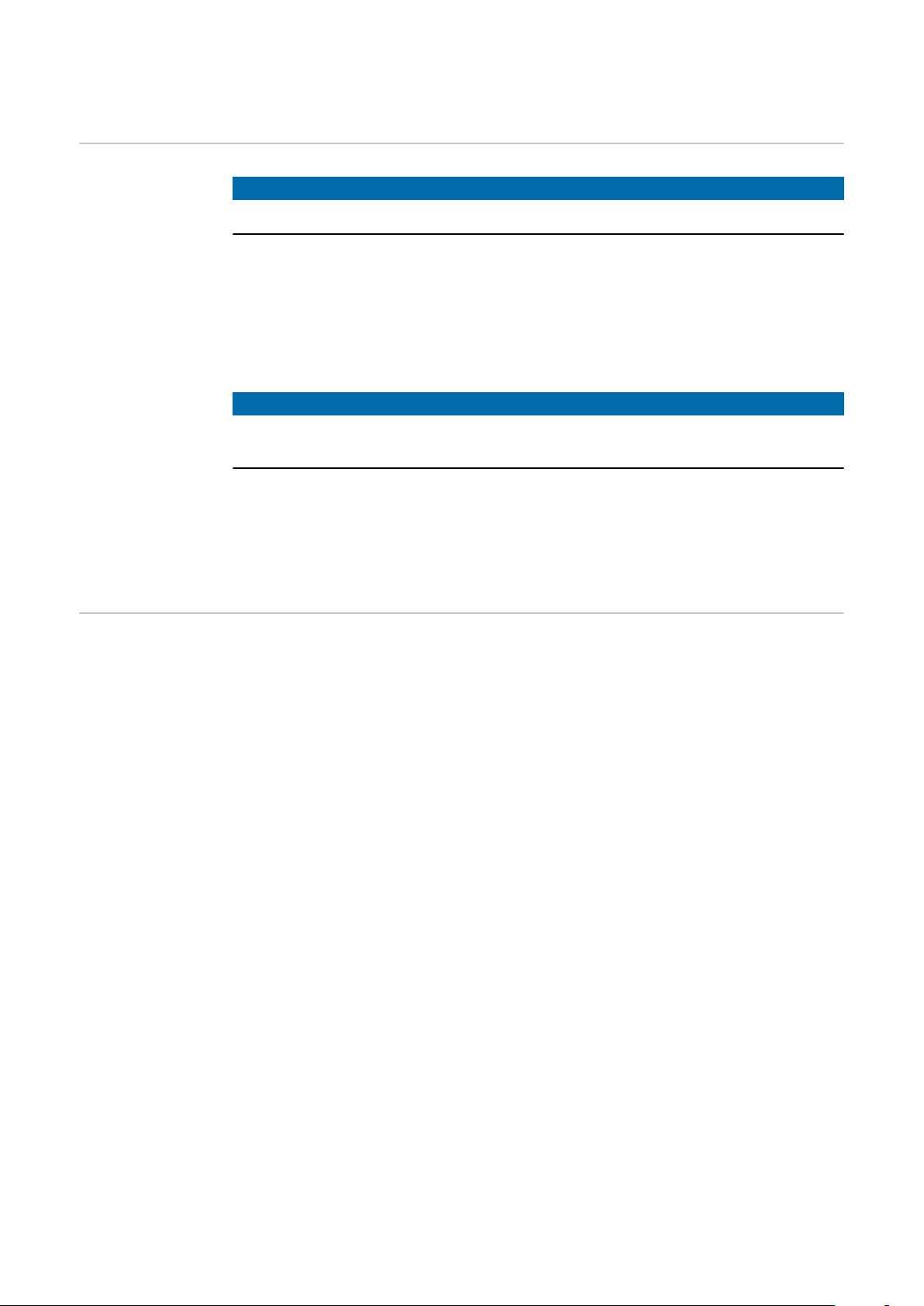
Einsatz des Signales „Roboter ready / Quick-Stop“ für die Überwachung von Sicherheitseinrichtungen, wie z.B. Absauganlagen (siehe Abb.1), Warn- und Schutzvorrichtungen, ...
- Zur Verhinderung des Schweißstarts bei nicht betriebsbereiter Sicherheitseinrichtung
- Für den Stopp des Schweißvorganges bei Ausfall der Sicherheitseinrichtung
WICHTIG! Wird die Funktionalität des Signales „Roboter ready / Quick-Stop“ nicht
gebraucht, muss dieses Signal ständig gesetzt sein.
Digitales Eingangssignal:
- Roboter ready / Quick-Stop
HINWEIS!
Aus Sicherheitsgründen ist das Signal „Quick-Stop“ ausschließlich als Schnellstopp für den Maschinenschutz vorgesehen. Sofern zusätzlich Personenschutz
gefordert ist, nach wie vor einen geeigneten Not-Aus Schalter verwenden.
15
Page 16
Digitale Ausgangssignale:
ROB 3000
in
out
(6) (3) (4) (9) (11) (12) (5) (8)
(2) (1) (7) (10)
- Lichtbogen stabil (Arc stable)
- Stromquelle bereit (Power source ready)
Anwendungsbeispiel Automaten-Interface ROB 3000 für manuelles Schweißen
(1) Stromquelle
(2) Kühlgerät
(3) Drahtvorschub
(4) Automaten-Interface ROB 3000
(5) Hand-Schweißbrenner
(6) Verbindungsschlauchpaket
(7) Verbindungskabel LocalNet
(8) Werkstück
(9) Signal „Lichtbogen stabil“
(10) Eingangssignal „Roboter ready / Quick-Stop“
(11) Absauganlage: wird bei abfallendem Signal „Lichtbogen stabil“ abgeschaltet
(12) Strömungswächter zur Überwachung der Absauganlage: Signal „Roboter ready“
erlaubt Schweißvorgang nur, wenn Absauganlage eingeschaltet
Applikation 2:
Schweißautomat
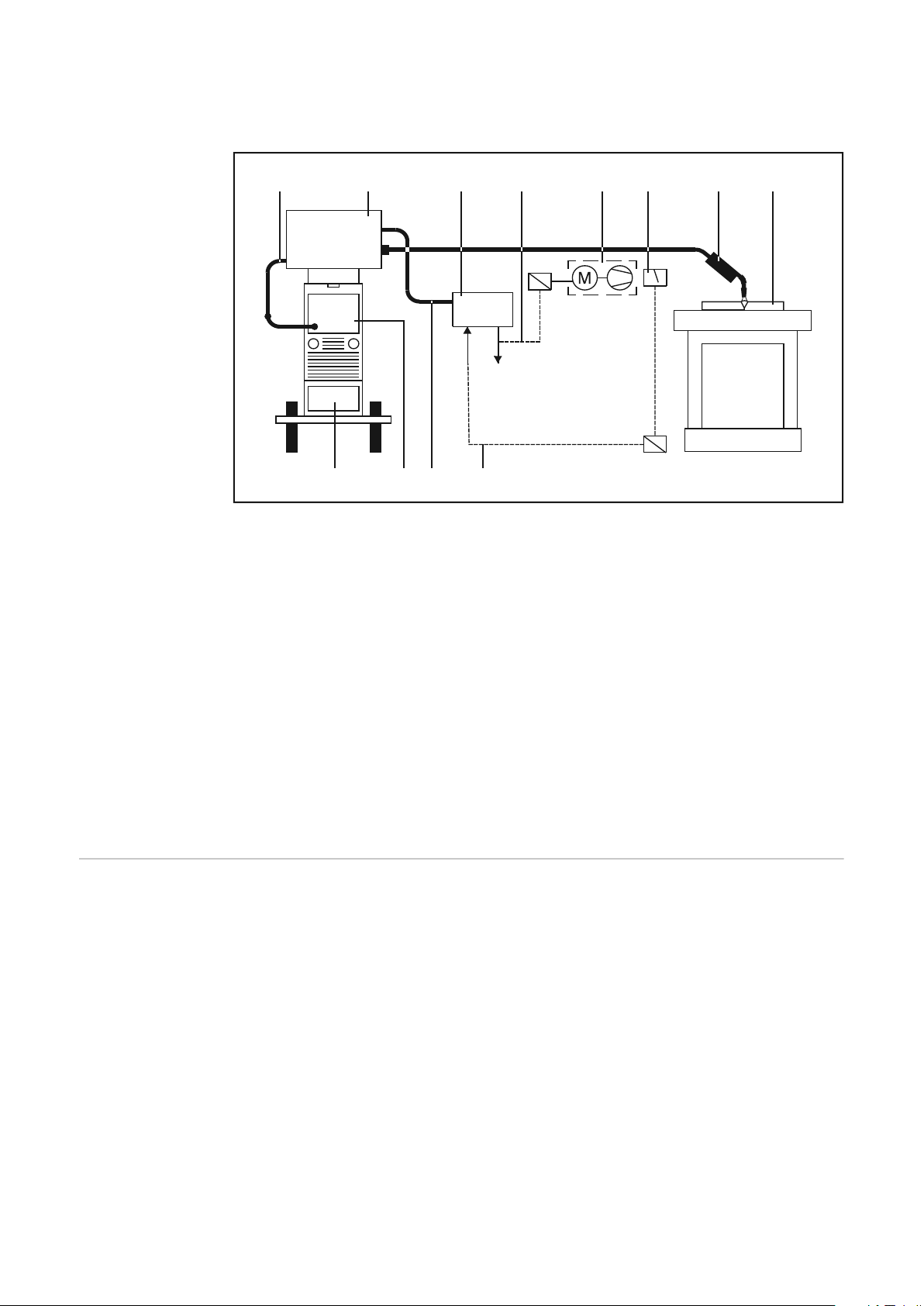
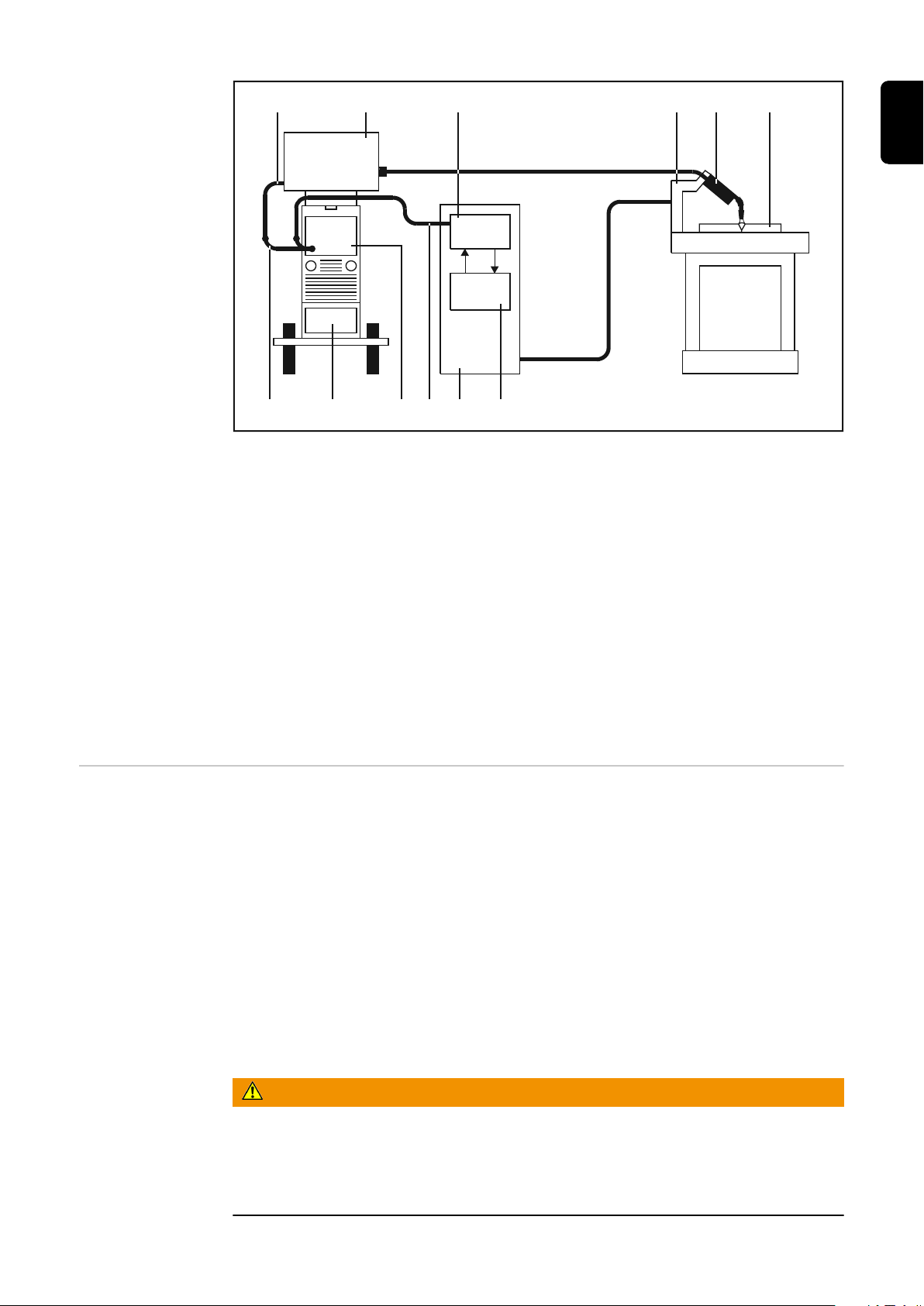
Applikationsbeispiel der wichtigsten Befehle, bei Ausführung des Schweißvorganges
über einen Schweißautomaten
- Manuelle Programmanwahl
Merkmale:
- Anwahl der Schweißprogramme, bzw. Jobs, am Bedienpanel der Stromquelle
- Maschinen-Schweißbrenner wird von einem Schweißautomaten geführt
- Start des Schweißprozesses über das Signal „Schweißen ein“
- Vorgabe der Eingangssignale und Verarbeitung der Ausgangssignale erfolgt durch
die Automatensteuerung
16
Digitales Eingangssignale:
- Roboter ready / Quick-Stop
- Schweißen ein (Welding start)
Digitales Ausgangssignale:
- Lichtbogen stabil (Arc stable)
- Stromquelle bereit (Power source ready)
Page 17
ROB 3000
in
out
Control
)9()5()21()4()3()6(
(10)(11)(7)(1)(2)(8)
Anwendungsbeispiel Automaten-Interface ROB 3000 für Automaten-Schweißen
(1) Stromquelle
(2) Kühlgerät
(3) Drahtvorschub
(4) Automaten-Interface ROB 3000
(5) Maschinen-Schweißbrenner
(6) Verbindungsschlauchpaket
(7) Verbindungskabel LocalNet
(8) Verteiler LocalNet passiv
(9) Werkstück
(10) Automatensteuerung
(11) Schaltschrank Automatensteuerung
(12) Schweißautomat
DE
Applikation 3:
Schweißautomat
- Jobanwahl über
Automatensteuerung
Applikationsbeispiel der wichtigsten Befehle, bei Anwahl der Jobs und Ausführung des
Schweißvorganges über einen Schweißautomaten
Merkmale:
- Anwahl der Jobs erfolgt durch die Automatensteuerung
- Verwendung der Eingangssignale „Job BIT 0“ und „Job BIT 1“
- Maschinen-Schweißbrenner wird von einem Schweißautomaten geführt
- Start des Schweißprozesses über das Signal „Schweißen ein“
- Vorgabe der Eingangssignale und Verarbeitung der Ausgangssignale erfolgt durch
die Automatensteuerung
Digitale Eingangssignale:
- Job BIT 0
- Job BIT 1
Gefahr durch überraschend startenden Schweißprozess.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
▶
WARNUNG!
Während der Fehlerbehebung darf das Signal „Schweißen ein“ („Welding start“)
nicht gesetzt sein, sonst wird unmittelbar nach der Fehlerbehebung der Schweißprozess aktiviert.
17
Page 18

- Roboter ready / Quick-Stop
- Schweißen ein (Welding start)
Digitale Ausgangssignale:
- Lichtbogen stabil (Arc stable)
- Stromquelle bereit (Power source ready)
18
Page 19

Signalverlauf
1
0
Job-Num mer
(Job BIT 0 und BIT 1)
Schweißstrom
Gasnach-
strömzei t
Gasvor-
strömzei t
1
0
Roboter ready
Schw eiß en ein
(Welding start)
Schweißstrom
1
0
Gasnach-
strömzeit
Gasvor-
strömzeit
Stromquelle ber eit
(Pow er so urce ready)
Lichtbogen stabil
(Arc stable)
Schweißstrom
1
0
1
0
Gasnach-
strömzeit
Gasvor-
strömzeit
Digitale Eingangssignale
(Job BIT 0 / 1)
Digitale Eingangssignale
DE
Digitale Ausgangssignale
19
Page 20

Technische Daten
Versorgung (über
das Local-Net)
Digitale Eingänge
Bedingung minimal typisch maximal
Versorgungsspannung Dauerbetrieb 15 V
Stromaufnahme Versorgungsspan-
50 mA 100 mA 300 mA
DC
24 V
DC
30 V
DC
nung = 24V
Stromaufnahme Standby Versorgungsspan-
50 mA 60 mA 80 mA
nung = 24V
HINWEIS! Die angeführten technischen Daten entsprechen dem Stand bei Drucklegung.
Änderungen vorbehalten.
Bedingung Potentialfrei (LO) High-aktiv (HI)
U
0
Eingang unbenutzt, keine Strom-
18 V
DC
0 V
DC
aufnahme
U
U
U
I
On
Off
Hyst
On
Einschaltschwelle 1,2 V
Ausschaltschwelle 1,25 V
DC
DC
6,6 V
6,5 V
DC
DC
Hysterese 50 mV 100 mV
Eingangsstrom beim Einschaltvor-
- 10 mA 330uA
gang
C
U
U
Input
Inv
Max
Eingangskapazität 47 nF 47 nF
falsch gepolte Eingangsspannung 60 VDC (Max.) 60 VDC (Max.)
Überspannungsschutz Eingang 100 VDC / 42 V
(Max.)
AC
100 VDC / 42 V
(Max.)
AC
HINWEIS! Die angeführten technischen Daten entsprechen dem Stand bei Drucklegung.
Änderungen vorbehalten.
20
Page 21

Digitale
Ausgänge
Bedingung minimal typisch maximal
U
0
zu schaltende Spannung 24 V
DC
42 V
DC
DE
I
Shift
I
SC
Schaltstrom 0 A - 20 mA
Kurzschluss-Strom (dauer-
30 mA
haft)
U
Max
U
Invers
Überspannungsschutz 60 VDC / 42 V
falsch gepolte Ausgangs-
60 V
DC
AC
spannung
R
Open
Eingangswiderstand bei
100 kOhm
offenem Ausgang
R
On
Eingangswiderstand bei
8 Ohm 10 Ohm 12 Ohm
aktivem Ausgang
U
On
C
Output
dU / dT Spannungsänderung bei
Eingangs-Restspannung 1 V
Ausgangskapazität 47 nF
0,5 VDC / us
DC
einem Schaltvorgang
HINWEIS! Die angeführten technischen Daten entsprechen dem Stand bei Drucklegung.
Änderungen vorbehalten.
21
Page 22

Brief description
Safety
Danger due to incorrect operation and incorrectly performed work.
This can result in serious injury and damage to property.
▶
▶
▶
General remarks The automatic-welder interface has a pre-assembled cable harness for linking it to the
automatic-welder control system. At the control-system end of the cable harness, it is
pre-fabricated with a lamp-wire connector.
To avoid malfunctions, the length of the cable between the automaticwelder interface and the control system must not be more than 1.5 m.
WARNING!
All the work and functions described in this document must only be carried out by
trained and qualified personnel.
Read and understand this document.
Read and understand all the Operating Instructions for the system components,
especially the safety rules.
NOTE!
Digital inputs and
outputs
WARNING!
Danger of an electric shock.
This can result in serious injury and damage to property.
The automatic-welder interface ROB 3000 must not be used for controlling any com-
▶
ponents that are directly connected to the mains.
The digital inputs and outputs are galvanically separated:
- from one another
- from the LocalNet and the welding potential
- for a maximum voltage difference of 100 V
The automatic-welder control system can call up the following power-source functions
via the input signals:
- Make ready for welding (“Robot ready” signal)
- Stop welding immediately = “Quick-Stop” (“Robot ready” signal drops out)
NOTE!
For safety reasons, the Qick-Stop signal is intended to quickly stop the welding
process and provides machine safety only. In case also personal safety measures
are required, use an appropriate Emergency Stop Switch.
- Signals “Job BIT 0“ and “Job BIT 1“ ... Calling up max. 4 jobs
- “Arc ON“ signal ... Starting the welding process
22
The following return-information from the power source can be transmitted to the automatic-welder control system via the output signals:
- “Power source READY” signal ... Power source ready for welding
- “Current-flow signal” ... is displayed as soon as the Stable arc is established. The
automatic-welder motions can begin
Page 23

Machine-specific
features
NOTE!
Applies to power sources TPS 2700/4000/5000 and TS 4000/5000: The automaticwelder interface ROB 3000 is only supported from software version 2.65.001
upwards (power source). Older software versions will need to be updated.
EN
The automatic-welder interface is connected via a 10-pole interconnecting cable to a 10pole LocalNet connection on the digital power source.
If there is no free LocalNet connection available, the LocalNet passive distributor
(4,100,261) can be used (e.g. between the power source and the interconnecting
hosepack).
NOTE!
The LocalNet passive distributor cannot be used together with a TIG JobMster welding torch.
NOTE!
When an automatic-welder interface ROB 3000 is connected up, all operating
modes (2-step mode, 4-step mode, aluminium welding start-up, ...) can be selected
from the operating panel of the power source.
As long as the automatic-welder interface is connected to the LocalNet, the parameters
remain available in the “Set-up menu: Level 1” of the power source.
To utilise the pre-set parameters, select “2-step mode” on the operating panel of the
power source.
For more information on the operating modes, please see the operating instructions of
the power source.
23
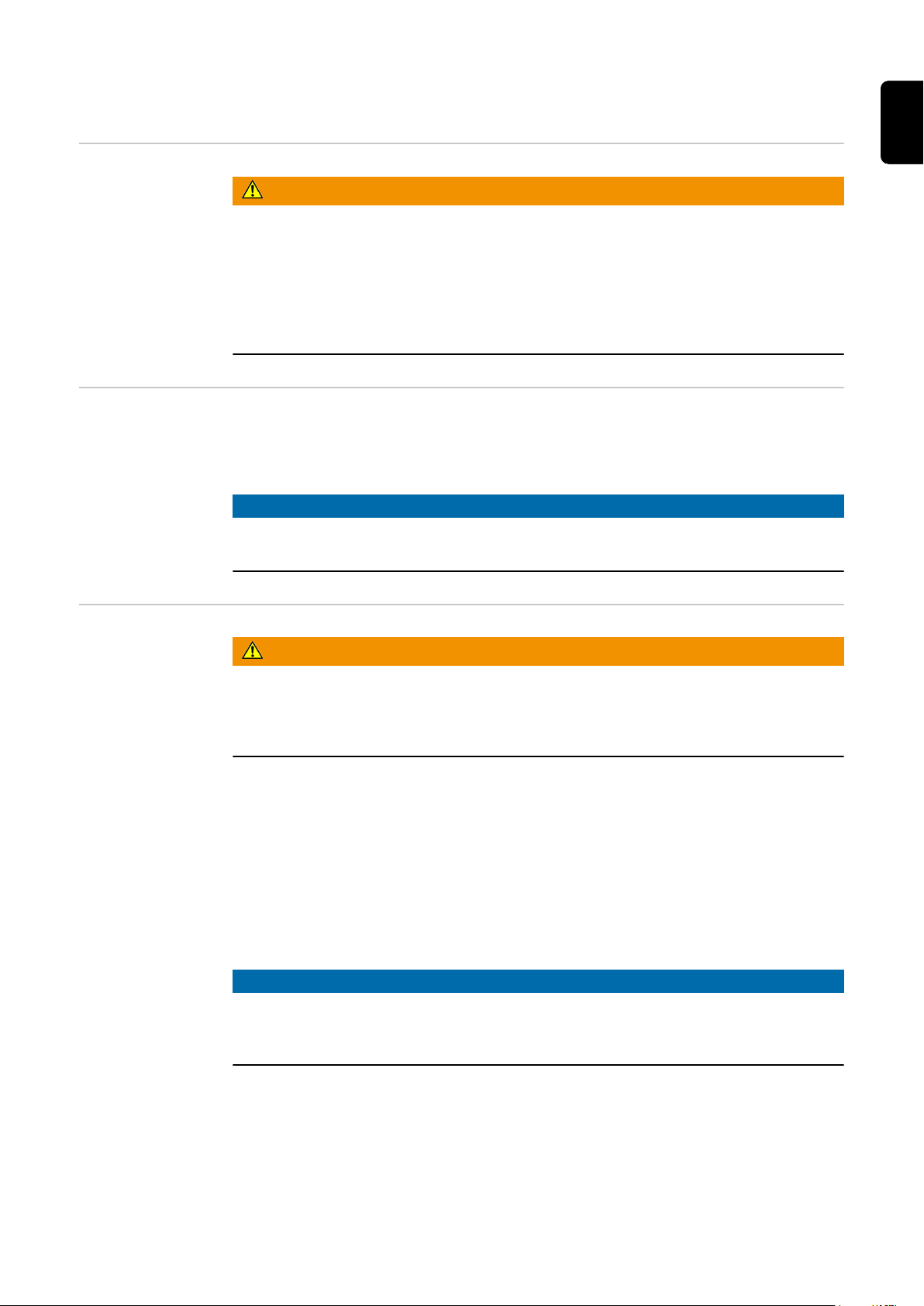
Page 24

Indicators and
ROB 3000
Plug LocalNet
Pow er so urc e
Automatic-welder control system
Terminal1
HI - ARC ON
LO - ARC ON
HI - ROBO TER READY
HI - JOB BIT 0
HI - JOB BIT 1
LO - JOB BIT 1
CURRENT FLOW SIGNAL
GND - ARC ON
LO - ROBOTER READ Y
GND - ROBOTER READ Y
LO - JOB BIT 0
GND - JOB BIT 0
GND - JOB BIT 1
POWER SOURCE READ Y
SUPPLY PO WER SOURC E
READY
SUPPLY C URRENT F LOW
SIGNAL
Lamp-wire connectors
Terminal2
(2) (3) (4) (5)
(1) (9) (10) (12) (11)
connections of
the automaticwelder interface
ROB 3000
(1) DATA OK indicator ... lights up when the ROB 3000 is connected to the Local-
Net and the power source is switched on
(6) Digital inputs (HI), on Terminal 1, with external 24 V activation
Important! Instead of the inputs (6), it is also possible to use the potential-free
inputs (7).
(7) Potential-free digital inputs (LO), on Terminal 1
(8) Earth (GND) for the high-active digital inputs (6), or for the potential-free
inputs, on Terminals 1 and 2
(11) Digital outputs, on Terminals 1 and 2
(12) Connections for signal voltage supply of the digital outputs, on Terminals 1
and 2
24
Page 25

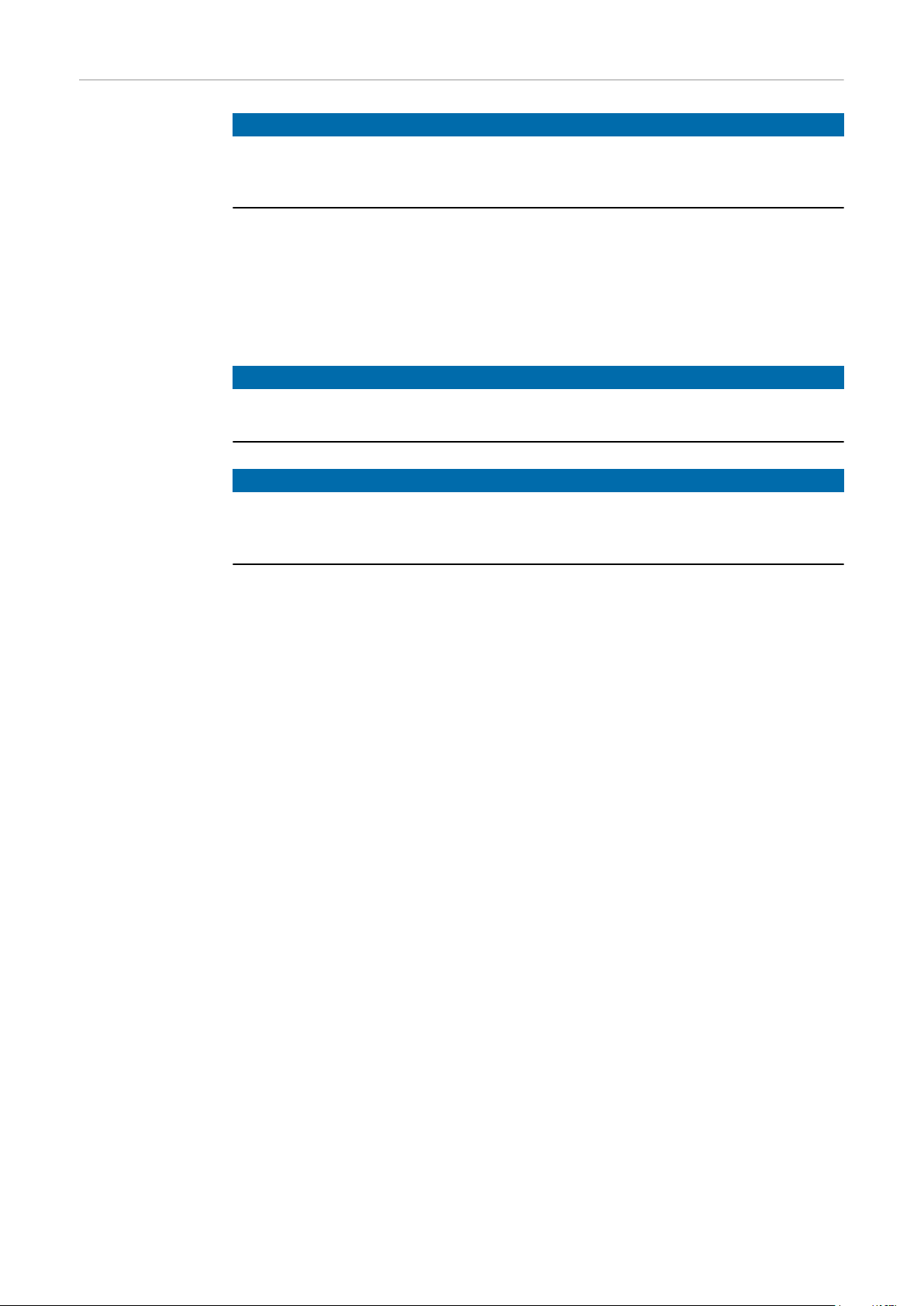
Ver sio n 1:
ext ern al 2 4 V
acti vatio n
Ver sio n 2:
Pote ntia l-f ree
(Terminal 1/3)
(Terminal 1/11)
+ 24 V from the automaticweld er contr ol syste m
V
DC
(internal)
max. 100 V
GND external GND input GND input
GND uP
uP
V
DC
(internal)
(Terminal 1/10)
(Terminal 1/11)
max. 100 V
uP
GND uP
GND inputGND input
Ter min al 1/ 3 ....... HI-Roboter re ady / Quick-Stop
Ter min al 1/1 1 ..... GND-Roboter read y / Quick-Stop
Ter min al 1/1 0 .... LO-Roboter ready / Quick-Stop
Ter min al 1/1 1 .... GND-Roboter ready / Quick-Stop
Aut omat ic wel der
Pow er sou rc e
(3)
(3)
Making the power source ready for welding
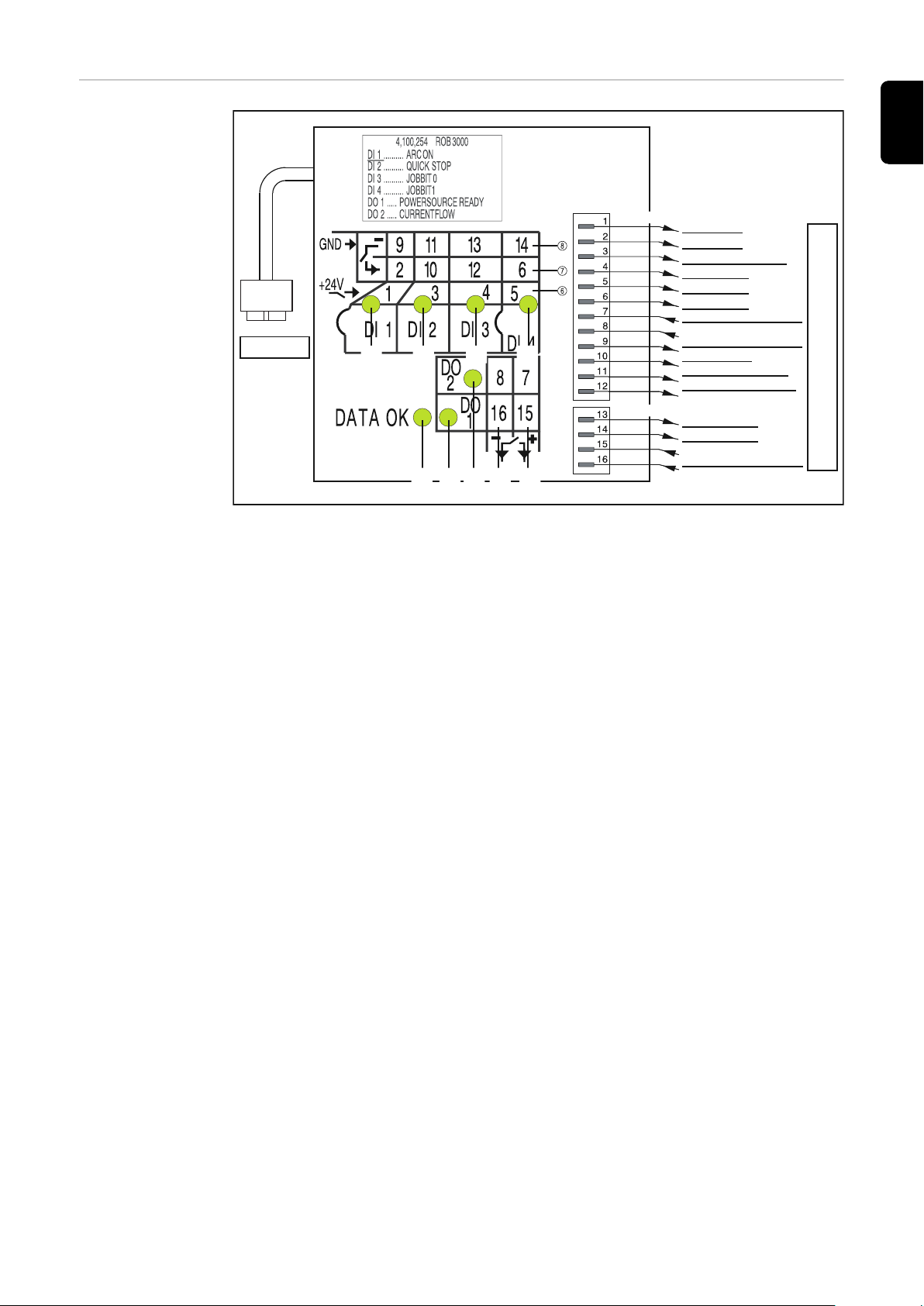
Ver sio n 2:
Pote ntia l-f ree
(Termin al 1/4 bz w. 1/5)
(Termin al 2/13 bzw. 2/
14)
+ 24 V from the automaticweld er contr ol syste m
V
DC
(internal)
max. 100 V
GND external GND input GND input
GND uP
uP
V
DC
(internal)
(Terminal 1/12 or 1/6)
(Terminal 2/13 or 2/14 )
max. 100 V
uP
GND uP
GND inputGND input
Ter min al 1/ 4 ...... HI-Job BIT 0
Ter min al 1/ 5 ...... HI-Job BIT 1
Ter min al 2/1 3 .... GND-Job BIT 0
Ter min al 2/1 4 .... GND-Job BIT 1
Ter min al 1/1 2 .... LO-Job BIT 0
Ter min al 1/ 6 ...... LO-Job BIT 1
Ter min al 2/1 3 .... GND-Job BIT 0
Ter min al 2/1 4 .... GND-Job BIT 1
Ver sio n 1:
ext ern al 2 4 V
acti vatio n
Auto mati c-we lder
Pow er soo urc e
(4) or (5)
(4) or (5)
EN
Initialising Bit 0 and 1 for job-retrieval
25
Page 26

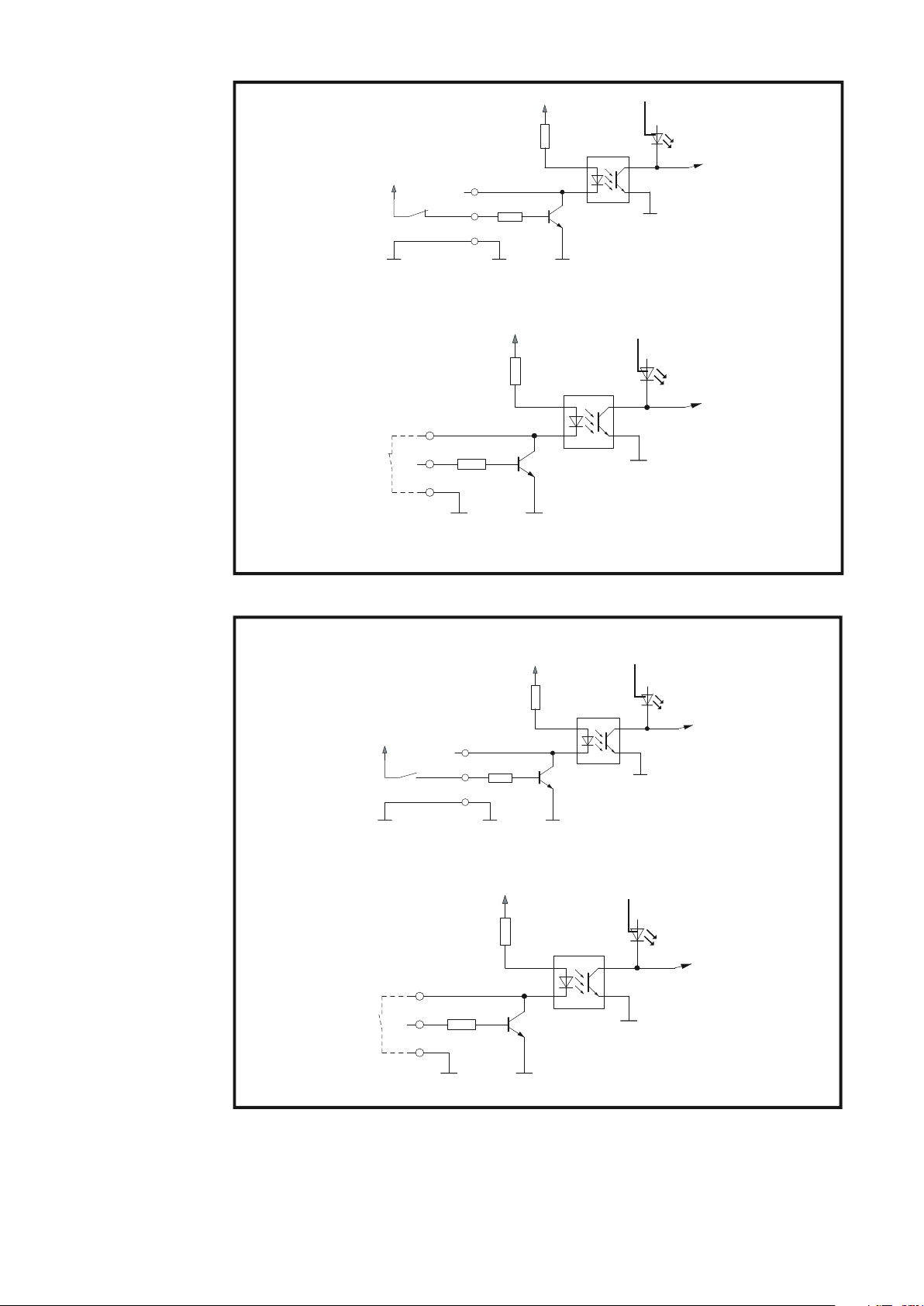
(Terminal 1/1)
(Terminal 1/9)
+ 24 V from the automaticweld er contr ol syste m
V
DC
(internal)
max. 100 V
GND external GND input GND input
GND uP
uP
V
DC
(internal)
(Terminal 1/2)
(Terminal 1/9)
max. 100 V
uP
GND uP
GND inputGND inpu t
Ver sio n 2:
Pote ntia l-f ree
Ter min al 1/ 1 .... HI-Arc on
Ter min al 1/ 9 .... GND-Arc on
Ter min al 1/ 2 .... LO-Arc on
Ter min al 1/ 9 .... GND-Arc on
Ver sio n 1:
ext ern al 2 4 V
acti vatio n
Auto mati c-we lder
Pow er sou rc e
(2)
(2)
Starting welding
Version 1:
„High-aktiv“
Version 2:
„Low-active“
+ 24 V from the automaticweld er contr ol syste m
+ 24 V from the automaticweld er contr ol syste m
(Terminal 2/15)
(Terminal 2/16)
(Terminal 2/15)
(Terminal 2/16)
+ 24 V from the automaticweld er contr ol syste m
+ 24 V from the automaticweld er contr ol syste m
+ 24 V
DC
/ 20 mA
+ 24 V
DC
/ 20 mA
uP
uP
Terminal 2/1 6 ..... Power source supply rea dy
Terminal 2/1 5 ..... Power source ready
Terminal 2/1 6 ... Power source supply ready
Terminal 2/1 5 ... Power source ready
Power sou rce Automatic-welder
max. 100 V
max . 10 0 V
(9)
(9)
Version 1:
„High-actiev“
Version 2:
„Low-active“
+ 24 V from the automaticweld er contr ol syste m
+ 24 V from the automaticweld er contr ol syste m
(Terminal 1/7)
(Terminal 1/8)
(Terminal 1/7)
(Terminal 1/8)
+ 24 V from the automaticweld er contr ol syste m
+ 24 V from the automaticweld er contr ol syste m
+ 24 V
DC
/ 20 mA
+ 24 V
DC
/ 20 mA
uP
uP
Terminal 1/8 .... Current flow signal supply
Terminal 1/7 .... Current flow signal
Terminal 1/8 .... Current flow signal supply
Terminal 1/7 .... Current flow signal
Power source Automatic-welder
max. 100 V
max. 100 V
(10)
(10)
Return information “Power source ready for welding”
26
Start of automatic-welder motions
Page 27

General
General requirements
Machine concept The ROB 3000 is designed to be installed in a control cubicle, although it can also be
NOTE!
The automatic-welder interface ROB 3000 is only supported from software version
2.65.001 upwards (power source). Older software versions will need to be updated.
mounted in practically any desired position.
Advantages:
- Linked up to power source via standardised LocalNet interface
- No need for any modifications to the power source
- Power source can easily be changed
- Simple plug-in connections
- Limited amount of wiring and cabling needed
- High degree of interference immunity during data transmission
- Can be mounted using top-hat rail holder
Where desired, the automatic-welder interface ROB 3000 can be combined with a fieldbus coupler (see the section headed “Parallel operation of ROB 3000 and field bus”).
This makes it possible to operate a power source from two control units. Parallel operation of the ROB 3000 with a field-bus coupler is described in detail in the section headed “Parallel operation of ROB 3000 and field bus”.
EN
Features of the
ROB 3000
For parallel operation of the ROB 3000 with a field-bus coupler, a LocalNet passive distributor (4,100,261) and/or active distributor (4,100,298) is needed.
NOTE!
The LocalNet passive distributor cannot be used together with a TIG JobMaster
welding torch.
ROB 3000 (4,100,254)
- Digital input “Robot ready” / “Quick-Stop”
- Digital inputs “Job BIT 0” and “Job BIT 1” (Job selection via the automatic-welder
control system)
- Digital input “Arc ON”
NOTE!
For safety reasons, the Qick-Stop signal is intended to quickly stop the welding
process and provides machine safety only. In case also personal safety measures
are required, use an appropriate Emergency Stop Switch.
- Digital output “Power source READY”
- Digital output “Current flow signal”
27
Page 28

Mounting ROB 3000
(1)
(1)
(1)
(1)
(3)
(2)
(3)
Safety
Fasten ROB 3000
via mounting
bores
WARNING!
Danger due to incorrect operation and incorrectly performed work.
This can result in serious injury and damage to property.
All the work and functions described in this document must only be carried out by
▶
trained and qualified personnel.
Read and understand this document.
▶
Read and understand all the Operating Instructions for the system components,
▶
especially the safety rules.
IMPORTANT! When mounting ROB 3000
via the mounting bores (1) the following
shall be observed:
- Use only appropriate screws (diameter of bore Ø 4.2 mm (0.17 in.)
- Fix always regularly by means of 4
screws
- Max. tightening torque 0.4 Nm
NOTE! Don’t tighten the screws too much.
An excessive tightening torque may
damage the ROB 3000 and even lead to
breakage.
Mounting the tophat rail holder
Mounting bores Ø 4.2 mm (0.17 in.)
Fasten the enclosed top-hat rail holder (2) onto the robot interface ROB 3000, using
1
2 screws (3).
Mount the top-hat rail holder to the ROB 3000
Hook the positioning lugs (4) of the top-hat rail holder to the top-hat rail (5)
2
28
Page 29

(4)(4)
(5)
(4)
Fasten ROB 3000 to top-hat rail
press up
Press the bottom of the ROB 3000 up against the top-hat rail (5)
3
The retainer snaps into place
4
EN
Front view ROB 3000 to the top-hat rail
29
Page 30

Digital input signals (signals from the control system)
General remarks
WARNING!
Danger of an electric shock.
This can result in serious injury and damage to property.
The automatic-welder interface ROB 3000 must not be used for controlling any com-
▶
ponents that are directly connected to the mains.
The digital inputs and outputs are galvanically separated:
- from one another
- from the LocalNet and the welding potential
- for a maximum voltage difference of 100 V
For each of the digital input signals, there is a GND and an input (HI) with external 24 V
activation, or alternatively, a potential-free input (LO).
To initialise a digital input signal
- connect the GND for the relevant input signal to the respective GND of the automatic-welder control system
IMPORTANT! If the automatic-welder control system only has one shared GND for
its digital output signals, then the GND’s on the automatic-welder interface must be
linked to one another.
- switch the 24 V from the automatic-welder control system to the input (HI) or
- connect the potential-free input (LO) with the GND for the relevant input signal via a
potential-free switch (relay)
Signal level for the HIGH-active inputs:
- LOW...... 0 - 2,5 V
- HIGH ..... 18 - 30 V
Reference potential: GND for the relevant input signal
Arc ON Terminal 1/1..... 24 V to HI (signal initialised)
Terminal 1/2..... alternatively: GND to LO (signal initialised)
Terminal 1/9..... GND
The signal “Arc ON” starts the welding operation. The welding operation remains active
as long as the “Arc ON” signal is present.
Exception:
- The digital input signal “Robot ready” is absent
- The digital output signal “Power source READY” is absent
A welding sequence corresponding to the selected operating mode (2-step mode, 4-step
mode, aluminium welding start-up, ...) is now started up.
Exception:
- The digital input signal “Robot ready” is absent
- The digital output signal “Power source READY” is absent
30
IMPORTANT! If the “Arc ON” signal is not initialised, or not wired-up, the welding operation can be started by pressing the torch trigger.
Page 31

Robot Ready /
ಱ-RE%,7ಯಱ-RE%,7ಯ-RE
0 0 0
1 0 1
0 1 2
1 1 3
Quick-Stop
Terminal 1/3....... 24 V to HI (signal initialised)
Terminal 1/10..... alternatively: GND to LO (signal initialised)
Terminal 1/11..... GND
”Robot ready” is HIGH-active
- The “Robot ready” signal must have been initialised in order for the power source to
be ready for welding
NOTE!
For safety reasons, the Qick-Stop signal is intended to quickly stop the welding
process and provides machine safety only. In case also personal safety measures
are required, use an appropriate Emergency Stop Switch.
“Quick-Stop” is LOW-active
- “Robot ready” signal has not been initialised: “Quick-Stop” is activated
The “Quick-Stop” signal stops the welding operation immediately
- The error message “St | oP” is displayed on the operating panel
- If a JobMaster torch is being used, “E38” appears on the display panel of the torch.
IMPORTANT! Applies to MIG/MAG welding: On the automatic-welder interface ROB
3000, “Quick-Stop” terminates the welding operation with controlled wire burn-back.
After the power source is switched on, “Quick-Stop” is active immediately
- “St | oP” is displayed on the operating panel
EN
Job number (Job
Bit 0 and 1)
Making the power source ready for welding:
- Deactivate the “Quick-Stop” signal (initialise “Robot ready”)
NOTE! “Quick-Stop” is active, no commands will be accepted.
With the “Job number” function, stored welding parameters can be retrieved with reference to the number of the respective job.
IMPORTANT! The “Job number” function is available when “Job mode” has been selected on the operating panel.
Job-BIT 0
Terminal 1/4....... 24 V to HI (signal initialised)
Terminal 1/12..... alternatively: GND to LO (signal initialised)
Terminal 2/13..... GND
Job-BIT 1
Terminal 1/5....... 24 V to HI (signal initialised)
Terminal 1/6....... alternatively: GND to LO (signal initialised)
Terminal 2/14..... GND
IMPORTANT! A maximum of 4 jobs can
be retrieved using Job-BIT 0 and Job-BIT
1. Job number “0” allows you to select the
required parameters on the operating
panel of the power source. Along with
Job “0”, there is also an actively usable job
available at the same time.
31
Page 32

Digital output signals (from the control system)
General
WARNING!
Danger of an electric shock.
This can result in serious injury and damage to property.
The automatic-welder interface ROB 3000 must not be used for controlling any com-
▶
ponents that are directly connected to the mains.
The digital inputs and outputs are galvanically separated
- from one another
- from the LocalNet and the welding potential
- for a maximum voltage difference of 100 V
NOTE!
If the connection between the power source and the automatic-welder interface is
interrupted, all digital output signals at the automatic-welder interface are set
to “0”.
There is a potential-free, switched transistor for each of the digital output signals.
Each transistor is linked up to the following connections:
- Signal voltage supply
- Output for the relevant digital output signal
Current flow
signal
Power source
ready
For outputting a digital output signal:
- Link 24 V from the automatic-welder control system to the “Signal voltage supply”
connection
- Link the output to the relevant input of the automatic-welder control system
Terminal 1/7..... Output signal
Terminal 1/8..... Signal voltage supply
The current-flow signal is initialised as soon as a stable arc has been established after
the start of arc-ignition.
Terminal 2/15..... Output signal
Terminal 2/16..... Signal voltage supply
The “Power source READY” signal remains initialised for as long as the power source is
ready for welding.
As soon as an error message occurs at the power source, or the “Quick stop” signal is
initialised by the automatic-welder control system, the “Power source READY” signal will
cease to be applied.
32
This means that the “Power source READY” signal can detect both internal powersource
errors and errors in the automatic welder.
Page 33

Parallel operation of ROB 3000 and field bus
General remarks
NOTE!
Parallel operation of two ROB 3000 automatic-welder interfaces is not supported.
Parallel operation of the ROB 3000 with a field-bus coupler makes it possible to operate
the power source via two robot control systems.
Where a field-bus coupler is used, this is connected to the LocalNet. If only one LocalNet connection socket is free, the LocalNet passive distributor (4,100,261) can be used.
NOTE!
The LocalNet passive distributor cannot be used together with a TIG JobMaster
welding torch.
IMPORTAT! In parallel operation with a field-bus coupler, the “2-step mode” automati-
cally remains selected.
It only becomes possible to change between operating modes again when the field-bus
coupler is no longer connected.
EN
Signal management in parallel
operation
The “Arc ON” signal is managed in parallel. If the “Arc ON” signal is initialised on the
ROB 3000 or on the field bus, the welding process begins -
provided that:
- the output signal “Power source READY” is outputted
- the input signal “Robot ready” is initialised on the ROB 3000 and on the field bus
The “Robot ready” signal is managed in serial.
Making the power source ready for welding:
- Initialise the input signal “Robot ready” on the ROB 3000 and the field bus
- Initialise the “Source error reset” signal on the field bus
If the “Robot ready” signal drops out on the ROB 3000 or the field bus, the welding operation is stopped immediately.
In the selection of Jobs, the field bus takes priority over the ROB 3000.
To select Jobs via the ROB 3000
- specify Job number “0” on the field bus
To select Jobs on the operating panel of the power source
- specify Job number “0” on the field bus
- specify Job number “0” on the ROB 3000
33
Page 34

Application examples
General remarks Depending on the requirements made by the automatic-welder application in question,
not all the input and output signals (commands) made available by the automatic-welder
interface will need to be used.
The examples given below on how to link up the automatic-welder interface with the
automatic-welder control system illustrate how different applications require different
numbers of commands for the ROB 3000.
In these examples, the input and output signals printed in boldface type represent the
minimum commands that need to be used.
IMPORTANT! These commands are described in detail in the sections headed “Digital
input signals” and “Digital output signals”.
Dismissing error messages:
- Error messages on the power source are dismissed automatically as soon as the
error has been remedied.
WARNING!
Application 1:
Manual welding
Danger from unexpectedly starting welding process.
This can result in serious injury and damage to property.
While the error is being remedied, the “Arc ON” signal must not be initialised, other-
▶
wise the welding process will be activated immediately after the error is remedied.
Application example of the principal commands where the current-flow signal and
the “Robot ready” signal are being used for manual welding.
Features:
- Welding programs are selected from the operating panel of the power source
- Manual welding with one hand-held welding torch
- Welding operation is started with the torch trigger
- Automatic-welder control system is not operational
“Robot ready / Quick-Stop” signal is used for monitoring safety devices such as e.g.
extractor systems (see Fig.1), warning and protection devices, ...
- for preventing welding start-up if the safety devices are not ready for operation
- for stopping the welding operation if the safety devices fail
IMPORTANT! If the functions of the “Robot ready / Quick-Stop” signal are not needed,
this signal must be initialised all the time.
34
Digital input signal:
- Robot ready / Quick-Stop
NOTE!
For safety reasons, the Qick-Stop signal is intended to quickly stop the welding
process and provides machine safety only. In case also personal safety measures
are required, use an appropriate Emergency Stop Switch.
Page 35

Digital output signals:
ROB 3000
in
out
(6) (3) (4) (9) (11) (12) (5) (8)
(2) (1) (7) (10)
- Current flow signal
- Power source READY
Application example: ROB 3000 automatic-welder interface for manual welding
EN
(1) Power source
(2) Cooling unit
(3) Wirefeeder
(4) ROB 3000 automatic-welder interface
(5) Hand-held welding torch
(6) Interconnecting cable
(7) LocalNet connection cable
(8) Workpiece
(9) Current-flow signal
(10) “Robot ready / Quick-Stop” input signal
(11) Extractor unit: Is switched off when the current-flow drops out
(12) Flow indicator for monitoring the extractor unit: “Robot ready” signal only permits
welding if the extractor unit is switched on
Application 2:
Automatic welder
Application example of the principal commands where welding is being carried out via an
automatic welder.
- manual Program
selection
Features:
- Welding programs (Jobs) are selected on the operating panel of the power source
- Machine welding torch is guided by an automatic welder
- Welding operation is started via the “Arc ON” signal
- Input signals are specified, and output signals are processed, by the automaticwelder control system
Digital input signals:
- Robot ready / Quick-Stop
- Arc ON
Digital output signals:
- Current flow signal
- Power source READY
35
Page 36

ROB 3000
in
out
Control
)9()5()21()4()3()6(
(10)(11)(7)(1)(2)(8)
Application example: ROB 3000 automatic-welder interface for automatic welding
(1) Power source
(2) Cooling unit
(3) Wirefeeder
(4) ROB 3000 automatic-welder interface
(5) Machine welding torch
(6) Interconnecting cable
(7) LocalNet connection cable
(8) LocalNet passive distributor
(9) Workpiece
(10) Automatic-welder control system
(11) Cubicle for automatic-welder control system
(12) Automatic welder
Application 3:
Automatic welder
- Job selection
via automaticwelder control system
Application example of the principal commands where the Jobs are selected - and welding is being carried out - via an automatic welder
Features:
- Jobs are selected via the automatic-welder control system
- Input signals “Job BIT 0” and “Job BIT 1” are used
- Machine welding torch is guided by an automatic welder
- Welding operation is started via the “Arc ON” signal
- Input signals are specified, and output signals are processed, by the automaticwelder control system
Digital input signals:
- Job BIT 0
- Job BIT 1
Danger from unexpectedly starting welding process.
This can result in serious injury and damage to property.
▶
WARNING!
While the error is being remedied, the “Arc ON” signal must not be initialised, otherwise the welding process will be activated immediately after the error is remedied.
36
Page 37

- Roboter ready / Quick-Stop
- Arc ON
Digital output signals:
- Current flow signal
- Power source READY
EN
37
Page 38

Signal time-paths
1
0
Job numb er
(Job BIT 0 and BIT 1)
Welding current
Gas post-
flow time
Gas pre-
flow time
1
0
1
0
Welding current
Gas post -
flow time
Gas pre-
flow time
Robo ter REA DY
Arc ON
1
0
1
0
Welding current
Gas post -
flow time
Gas pre-
flow time
Powe r s ource ready
Arc stable
Digital input
signals for Job
selection (Job
BIT 0 / 1)
Digital input
signals
Digital output
signals
38
Page 39

Technical data
Power supply (via
the Local-Net)
Digital inputs
Condition minimum typical maximum
Supply voltage Continous opera-
15 V
DC
24 V
DC
30 V
DC
tion
Power consumption Supply voltage =
50 mA 100 mA 300 mA
24V
Standby power consumtion Supply voltage =
50 mA 60 mA 80 mA
24V
NOTE! The technical data given above were technically correct at the time of going to
print. We reserve the right to effect alterations.
Condition Potential-free (LO) High-active (HI)
U
0
Input unused, no power consump-
18 V
DC
0 V
DC
tion
U
U
U
I
On
Off
Hyst
On
Switch-ON thresold 1,2 V
Switch-OFF thresold 1,25 V
DC
DC
6,6 V
6,5 V
DC
DC
Hysteresis 50 mV 100 mV
Input current in “make” operation - 10 mA 330uA
EN
C
U
U
Input
Inv
Max
Input capacity 47 nF 47 nF
Inversely poled input voltage 60 VDC (Max.) 60 VDC (Max.)
Input overvoltage protection 100 VDC / 42 V
(Max.)
AC
100 VDC / 42 V
(Max.)
NOTE! The technical data given above were technically correct at the time of going to
print. We reserve the right to effect alterations.
AC
39
Page 40

Digital outputs
Condition minimum typical maximum
U
I
Shift
I
SC
0
Voltage to be switched 24 V
DC
42 V
DC
Switched current 0 A - 20 mA
Short-circuit current (conti-
30 mA
nuous)
U
Max
U
Invers
Overvoltage protection 60 VDC / 42 V
Inversely poled output vol-
60 V
DC
tage
R
Open
Input resistance where out-
100 kOhm
put is open
R
On
Input resistance where out-
8 Ohm 10 Ohm 12 Ohm
put is active
U
On
C
Output
dU / dT Change in voltage from a
Input residual voltage 1 V
Output capacity 47 nF
0,5 VDC / us
DC
switching operation
NOTE! The technical data given above were technically correct at the time of going to
print. We reserve the right to effect alterations.
AC
40
Page 41

Description succincte
Sécurité
Danger en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
▶
▶
▶
Généralités L’interface robot dispose d’un faisceau préparé pour la connexion à la commande de
l’automate. Du côté de la commande, le faisceau est doté d’un domino préconfectionné.
Pour éviter les interférences, le faisceau reliant l’interface robot à la commande ne
devrait pas dépasser 1,5 m de longueur.
Sorties
numériques
Danger en cas de décharge électrique.
Cela peut entraîner des dommages corporels et matériels graves.
▶
AVERTISSEMENT!
Toutes les fonctions et tous les travaux décrits dans le présent document doivent
uniquement être exécutés par du personnel qualifié.
Le présent document doit être lu et compris.
Toutes les instructions de service des composants périphériques, en particulier les
consignes de sécurité, doivent être lues et comprises.
REMARQUE!
AVERTISSEMENT!
Ne pas piloter de composants secteur avec l’interface robot ROB 3000.
FR
Les entrées et sorties numériques sont isolées galvaniquement
- mutuellement
- par rapport au LocalNet et au potentiel de soudage
- pour un écart de tension de max. 100 V
La commande du robot peut activer à partir des signaux numériques les fonctions suivantes du générateur de soudage :
- Établir l’ordre de marche (signal “robot en ordre de marche“)
- Interrompre instantanément le soudage = “arrêt rapide“ (chute du signal “robot en
état de marche“ )
REMARQUE!
Pour des raisons de sécurité, le signal “arrêt rapide“ est uniquement conçu pour
la protection de la machine. Si une protection supplémentaire des personnes est
requise, utiliser comme d’habitude un interrupteur d’arrêt d’urgence adéquat.
- Signaux “job BIT 0” et “job BIT 1” .... activation de quatre jobs maximum
- Signal “soudage marche“ (arc on) ... démarrage du processus de soudage
Les rétrosignaux suivants du générateur de soudage peuvent être transmis à la commande de l’automate de soudage à partir des signaux analogiques :
- Signal “générateur de soudage en ordre de marche” (power source ready) … le
générateur de soudage est en ordre de marche
- Signal de débit de courant (current flow signal) … est appliqué, dès que l’arc est stable. Le déplacement de l’automate peut démarrer.
41
Page 42

Caractéristiques
spécifiques à
l‘appareil
REMARQUE!
Applies to power sources TPS 2700/4000/5000 and TS 4000/5000: The automaticwelder interface ROB 3000 is only supported from software version 2.65.001
upwards (power source). Older software versions will need to be updated.
L’interface de l’automate se branche sur un connecteur LocalNet à 10 pôles du
générateur de soudage numérique à l’aide d’un câble de liaison à 10 pôles.
Lorsqu’il n’y a pas de connecteur LocalNet disponible, il est possible d’utiliser le distributeur LocalNet passif (4,100,261) (p. ex. entre le générateur de soudage et le faisceau de
liaison).
REMARQUE!
Le distributeur LocalNet passif n’est pas utilisable en combinaison avec une torche TIG JobMaster.
REMARQUE!
Lorsque l’interface robot ROB 3000 est connectée, tous les autres modes de fonctionnement (mode 2 temps, mode 4 temps, démarrage du soudage d’aluminium,
…) sont librement sélectionnables sur le panneau de commande du générateur de
soudage.
Tant que l’interface de l’automate est connectée au LocalNet, les paramètres du
menu “Réglages de base : niveau 1” du générateur de soudage sont disponibles.
Pour utiliser les paramètres choisis, sélectionner le mode de fonctionnement “2 temps”
sur le panneau de commande du générateur de soudage.
Vous trouverez des informations plus détaillées sur les modes de fonctionnement dans
le manuel opératoire du générateur de soudage.
42
Page 43

Indications et
ROB 3000
Prise L ocalNet
Géné rateur
Commande de l‘automate
Borne !
HI - ARC ON
LO - ARC ON
HI - ROBOTE R READY
HI - JOB BIT 0
HI - JOB BIT 1
LO - JOB BIT 1
CURRENT F LOW SIGNAL
GND - ARC ON
LO - ROBOT ER READY
GND - ROBOT ER READY
LO - JOB BIT 0
GND - JOB BIT 0
GND - JOB BIT 1
POWER SOUR CE READY
SUPPLY POWE R SOURCE
READY
SUPPLY CUR RENT FLOW
SIGNAL
Dominos
Borne 2
(2) (3) (4) (5)
(1) (9) (10) (12) (11)
Lorem ipsum
connexions sur
l’interface robot
ROB 3000
FR
(1) Voyant DATA OK ... s’allume lorsque le ROB 3000 est connecté au LocalNet
et que le générateur de soudage est en circuit
(6) Entrées numériques (HI), à la borne 1, avec commande externe 24 V
Important ! Il est également possible d’utiliser les entrées sans potentiel (7) au
lieu des entrées (6).
(7) Entrées numériques sans potentiel (LO) à la borne 1
(8) Prise de terre pour les entrées numériques activées au niveau HAUT (6) /
pour les entrées sans potentiel aux bornes 1 et 2
(11) Sorties numériques aux bornes 1 et 2
(12) Connexions pour l’alimentation en tension du signal des sorties numériques
aux bornes 1 et 2
43
Page 44

Version 2 :
sans
potentiel
(Borne 1/4 ou 1/5 )
(Borne 2/13 ou 2/1 4)
+ 24 V de la commande
de l‘automate
V
DC
(interne)
max. 100 V
Terre externe Terre entrée Te rre entr ée
Terre uP
uP
V
DC
(interne)
(Borne 1/12 ou 1/6)
(Borne 2/13 ou 2/14)
max. 100 V
uP
Terre uP
Terre entréeTerre entrée
Borne 1/4 ........... HI-job BIT 0
Borne 1/5 ........... HI-job BIT 1
Borne 2/13 ......... GND-job BI T 0
Borne 2/14 ......... GND-job BI T 1
Borne 1/12 ......... LO-job BIT 0
Borne 1/6 ........... LO-job BIT 1
Borne 2/13 ......... TERRE-job BIT 0
Borne 2/14 ......... TERRE-job BIT 1
Version 1 :
commande
24 V externe
Automate
Générate ur
de soudag e
(4) ou (5)
(4) ou (5)
Version 2 :
sans
potentiel
(Borne 1/4 ou 1/5 )
(Borne 2/13 ou 2/1 4)
+ 24 V de la commande
de l‘automate
V
DC
(interne)
max. 100 V
Terre externe Terre entrée Te rre entr ée
Terre uP
uP
V
DC
(interne)
(Borne 1/12 ou 1/6)
(Borne 2/13 ou 2/14)
max. 100 V
uP
Terre uP
Terre entréeTerre entrée
Borne 1/4 ........... HI-job BIT 0
Borne 1/5 ........... HI-job BIT 1
Borne 2/13 ......... GND-job BI T 0
Borne 2/14 ......... GND-job BI T 1
Borne 1/12 ......... LO-job BIT 0
Borne 1/6 ........... LO-job BIT 1
Borne 2/13 ......... TERRE-job BIT 0
Borne 2/14 ......... TERRE-job BIT 1
Version 1 :
commande
24 V externe
Automate
Générate ur
de soudag e
(4) ou (5)
(4) ou (5)
Mettre le générateur de soudage en ordre de marche
Bits 0 et 1 pour appel du job
44
Page 45

(Borne 1/1)
(Borne 1/9)
+ 24 V de la commande de
l‘au tomate
V
DC
(interne)
max. 100 V
Terre externe Terre entrée Terre entrée
Terre uP
uP
V
DC
(interne)
(Borne1/ 2)
(Borne1/ 9)
max. 100 V
uP
Terre uP
Terre entréeTerre entrée
Version 2 :
sans potentiel
Borne 1/1 ......... H I-A rc on
Borne 1/9 ......... G ND- Arc on
Borne 1/2 ......... L O-A rc on
Borne 1/9 ......... G ND- Arc on
Version 1:
external 24 V
activation
Automate
Générate ur
de soudag e
(2)
(2)
Démarrer le processus de soudage
Version 1 :
“état haut -
activé“
Version 2 :
“état bas -
activé“
+ 24 V de la commande de
l‘au tomate
+ 24 V de la commande de
l‘au tomate
(Borne 2/15)
(Borne 2/16)
(Borne 2/15)
(Borne 2/16)
+ 24 V de la commande
de l‘automate
+ 24 V de la commande
de l‘automate
+ 24 V
DC
/ 20 mA
+ 24 V
DC
/ 20 mA
uP
uP
Borne 2/16 ........ alimentation gén. en ordre de mar che
Borne 2/15 ........ générateu r en ordr e de marche
Borne 2/16 ........ alimentat ion générateur en ordre de marche
Borne 2/15 ........ générateu r en ordr e de marche
Générateur de
soudage
Automate
max. 100 V
max . 10 0 V
(9)
(9)
Version 1 :
“état haut -
activé“
Version 2 :
“état bas -
activé“
+ 24 V de la commande de
l‘au tomate
+ 24 V de la commande de
l‘au tomate
(Borne 1/7)
(Borne 1/8)
(Borne 1/7)
(Borne 1/8)
+ 24 V de la commande
de l‘automate
+ 24 V de la commande
de l‘automate
+ 24 V
DC
/ 20 mA
+ 24 V
DC
/ 20 mA
uP
uP
Borne 1/8 ......... alimentation si gna l de débit
Borne 1/7 ......... signal de déb it
Borne 1/8 ......... alimentation si gna l de débit
Borne 1/7 ......... signal de déb it
Générateur de
soudage
Automate
max. 100 V
max. 100 V
(10)
(10)
FR
Rétrosignal générateur en ordre de marche
Démarrer le déplacement de l’automate de soudage
45
Page 46

Généralités
Principes de base
Conception de
l‘appareil
REMARQUE!
L’interface robot ROB 3000 n’est supportée qu’à partir de la version de logiciel
2.65.001 (générateur de soudage). Une mise à jour des versions de logiciel plus
anciennes est nécessaire.
Le ROB 3000 est conçu pour l’installation dans une armoire de commande, mais peut se
monter à n’importe quelle position.
Avantages
- Connexion au générateur de soudage par interface LocalNet standard
- Pas de transformation du générateur de soudage nécessaire
- Changement aisé du générateur de soudage
- Connecteurs simples
- Travaux de câblage restreints
- Grande insensibilité aux parasites lors de la transmission de données
- Possibilité de montage à l’aide de profilés chapeaux
Il est possible de combiner l’interface ROB 3000 à un coupleur de bus de terrain (voir
chapitre “Fonctionnement en parallèle ROB 3000 et bus de terrain”).
Dans ce cas, un générateur de commande peut être piloté par deux commandes. Le
fonctionnement en parallèle du ROB 3000 avec un coupleur de bus de terrain est détaillé
au chapitre “Fonctionnement en parallèle ROB 3000 et bus de terrain.
Caractéristiques
ROB 3000
Pour le fonctionnement en parallèle du ROB 3000 avec un coupleur de bus de terrain,
un distributeur LocalNet passif (4,100,261) ou actif (4,100,298) est nécessaire.
REMARQUE!
Le distributeur LocalNet passif n’est pas utilisable en combinaison avec une torche TIG JobMaster.
ROB 3000 (4,100,254)
- Entrée numérique “robot en ordre de marche” / “arrêt rapide”
- Entrées numériques “job BIT 0” et “job BIT 1” (sélection du job à partir de la commande du robot)
- Entrée numérique “soudage marche“ (arc on)
REMARQUE!
Pour des raisons de sécurité, le signal “arrêt rapide“ est uniquement conçu pour
la protection de la machine. Si une protection supplémentaire des personnes est
requise, utiliser comme d’habitude un interrupteur d’arrêt d’urgence adéquat.
- Sortie numérique “générateur de soudage en ordre de marche“ (power source
ready)
- Sortie numérique “débit de courant” (current flow signal)
46
Page 47

Montage de ROB 3000
(1)
(1)
(1)
(1)
(3)
(2)
(3)
Sécurité
Fixer ROB 3000 à
l´aide des trous
de montage
AVERTISSEMENT!
Danger en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document doivent
▶
uniquement être exécutés par du personnel qualifié.
Le présent document doit être lu et compris.
▶
Toutes les instructions de service des composants périphériques, en particulier les
▶
consignes de sécurité, doivent être lues et comprises.
IMPORTANT! Lors du montage de ROB
3000 à l´aide des trous de montage (1)
respectez les consignes suivantes:
- n´utiliser que des vis appropriées
(diamètre du trou Ø 4,2 mm (0,17 in.))
- toujours serrer régulièrement à l´aide
de 4 vis
- Couple de serrage max. 0,4 Nm
NOTE! Ne pas trop serrer les vis. Un couple de serrage trop élevé peut endommager ROB 3000 ou même le briser.
FR
Monter le support
de profilé chapeau
Trous de montage Ø 4,2 mm (0,17 in.)
Fixer les supports de profilés chapeaux (2) avec les vis (3) - fournis en équipement
1
standard -sur l’interface robot ROB 3000
Monter le support de profilé chapeau sur le ROB 3000
Accrocher les tenons de fixation (4) du support sur le profilé chapeau (5)
2
47
Page 48

(4)(4)
(5)
(4)
Fixer le ROB 3000 sur le profilé chapeau
pres ser
Presser la face inférieure du ROB 3000 contre le profilé chapeau (5)
3
Le dispositif de fixation s’encliquette presser
4
Vue avant du ROB 3000 sur le profilé chapeau
48
Page 49

Signaux d’entrée numériques (signaux de la commande)
Généralités
AVERTISSEMENT!
Risque de décharge électrique.
Cela peut entraîner des dommages corporels et matériels graves.
Ne pas piloter de composants secteur avec l’interface robot ROB 3000.
▶
Les entrées et sorties numériques sont isolées galvaniquement
- mutuellement
- par rapport au LocalNet et au potentiel de soudage
- pour un écart de tension de max. 100 V
Une mise à la masse, une entrée (HI) avec commande externe 24 V ou en alternative,
une entrée sans potentiel (LO), est disponible pour les signaux d’entrée numériques.
Pour activer un signal d’entrée numérique
- Relier la prise de terre du signal d’entrée correspondant avec la prise de terre de la
commande de l’automate.
IMPORTANT! Lorsque la commande de l‘automate de soudage possède une seule
prise de terre commune pour ses signaux analogiques, les prises de terre de l’interface robot doivent être reliées entre elles !
- Commuter les 24 V de la commande du robot sur l’entrée (HI) ou
- Relier l’entrée sans potentiel (LO) avec la prise de terre du signal d’entrée correspondant à l’aide d’un commutateur sans potentiel (relais).
FR
Soudage marche
(arc on)
Niveau du signal des entrées actives à l’état HAUT :
- BAS....... 0 - 2,5 V
- HAUT.... 18 - 30 V
Potentiel de référence : prise de terre du signal d’entrée correspondant
Borne 1/1..... 24 V sur HI (signal activé)
Borne 1/2..... en alternative : terre sur LO (signal activé)
Borne 1/9..... terre
Le signal “soudage marche“ démarre le processus de soudage. Le processus de soudage reste activé aussi longtemps que le signal “soudage marche“ est appliqué.
Exception :
- Absence de signal d’entrée numérique “robot en ordre de marche“
- Absence de signal de sortie numérique “générateur de soudage en ordre de marche“ (power source ready)
Un processus de soudage démarrage en fonction du mode de fonctionnement sélectionné (mode 2 temps, mode 4 temps, démarrage du soudage d’aluminium, …).
Exception :
- Absence de signal d’entrée numérique “robot en ordre de marche“
- Absence de signal de sortie numérique “générateur de soudage en ordre de marche“ (power source ready)
49
Page 50

IMPORTANT! Si le signal “soudage marche“ n’est pas activé / pas câblé, le processus
ಱ-RE%,7ಯಱ-RE%,7ಯ-RE
0 0 0
1 0 1
0 1 2
1 1 3
de soudage peut être lancé par actionnement de la gâchette de la torche.
Robot en ordre
de marche / arrêt
rapide
Borne 1/3....... 24 V sur HI (signal activé)
Borne 1/10..... en alternative : terre sur LO (signal activé)
Borne 1/11..... terre
”Robot en ordre de marche” est activé – état HAUT
- Le signal “robot en ordre de marche“ doit être activé pour que le générateur de soudage soit en ordre de marche.
REMARQUE!
Pour des raisons de sécurité, le signal “arrêt rapide“ est uniquement conçu pour
la protection de la machine. Si une protection supplémentaire des personnes est
requise, utiliser comme d’habitude un interrupteur d’arrêt d’urgence adéquat.
“Arrêt rapide“ est activé – état BAS
- Le signal “robot en ordre de marche“ n’est pas activé : “arrêt rapide“ est activé
Le signal “arrêt rapide“ interrompt immédiatement le processus de soudage
- Le message d’erreur “St | oP“ est affiché sur le panneau de commande
- Le cas échéant, l’affichage “E38“ apparaît sur la torche JobMaster.
IMPORTANT! Ne pas oublier qu’en cas de soudage MIG/MAG, le signal “arrêt
rapide” interrompt le processus de soudage avec contrôle du burn back du fil.
“Arrêt rapide“ est activé dès la mise en marche du générateur de soudage
- Le message “St | oP“ s’affiche sur le panneau de commande.
Numéro de job
(job bit 0 et 1)
Mettre le générateur de soudage en ordre de marche
- Désactiver le signal “arrêt rapide“ (activer “robot en ordre de marche“)
NOTE! Lorsque ”arrêt rapide” est activé, aucune instruction n’est acceptée.
La fonction “numéro de job“ permet l’appel de paramètres de soudage enregistrés à
l’aide du numéro de job correspondant.
IMPORTANT! La fonction “numéro de job“ est disponible lorsque le procédé “mode job“
est sélectionné sur le panneau de commande du générateur de soudage.
Job-BIT 0
Borne 1/4....... 24 V sur HI (signal activé)
Borne 1/12..... en alternative : terre sur LO (signal activé)
Borne 2/13..... terre
Job-BIT 1
Borne 1/5....... 24 V sur HI (signal activé)
Borne 1/6....... en alternative : terre sur LO (signal activé)
Borne 2/14..... terre
IMPORTANT! Il est possible d’ouvrir max.
4 jobs à l’aide de “job BIT 0” et “job BIT 1”.
Le numéro de job “0“ permet de sélectionner le paramètre désiré sur le panneau de
commande du générateur de soudage.
Avec job “0“, un job actif est en même
temps disponible et utilisable.
50
Page 51

Signaux de sortie numériques (signaux de la commande)
Généralités
AVERTISSEMENT!
Risque de décharge électrique.
Cela peut entraîner des dommages corporels et matériels graves.
Ne pas piloter de composants secteur avec l’interface robot ROB 3000.
▶
Les entrées et sorties numériques sont isolées galvaniquement
- mutuellement
- par rapport au LocalNet et au potentiel de soudage
- pour un écart de tension de max. 100 V
REMARQUE!
Lorsque la connexion entre le générateur de soudage et l’interface de l’automate
est interrompue, tous les signaux de sortie numériques de l’interface sont placés
sur “0“.
Un transistor connecté sans potentiel est disponible pour chaque signal de sortie
numérique.
Chaque transistor est raccordé aux connecteurs suivants :
- Alimentation en tension du signal
- Sortie pour le signal de sortie numérique correspondant
FR
Signal de débit
de courant (current flow signal)
Générateur de
soudage en ordre
de marche
(power source
ready)
Pour l’émission d’un signal de sortie numérique
- Brancher les 24 V de la commande du robot sur le connecteur “alimentation en tension du signal“
- Relier la sortie avec l’entrée correspondante de la commande du robot
Borne 1/7..... Signal de sortie
Borne 1/8..... Alimentation en tension du signal
Le signal de débit de courant est activé dès que l’arc se stabilise après l’amorçage.
Borne 2/15..... Signal de sortie
Borne 2/16..... Alimentation en tension du signal
Le signal “générateur de soudage en ordre de marche“ est activé aussi longtemps que le
générateur de soudage est en ordre de marche.
Le signal “générateur en ordre de marche“ n’est plus appliqué dès qu’un message d’erreur apparaît pour le générateur de soudage ou dès l’activation du signal “arrêt rapide“
par la commande de l’automate.
Il est possible, à l’aide du signal “générateur de soudage en ordre de marche“ de saisir
tant les défaillances du générateur que celles du robot.
51
Page 52

Fonctionnement en parallèle ROB 3000 et bus de
terrain
Généralités
REMARQUE!
Le fonctionnement en parallèle de deux interfaces ROB 3000 n’est pas supporté.
Le fonctionnement en parallèle du ROB 3000 avec un coupleur de bus de terrain permet
de piloter le générateur de soudage à partir de deux commandes d’automate.
En cas d’utilisation d’un coupleur de bus de terrain, celui-ci est connecté au LocalNet.
Lorsqu’il n’y a qu’une seul prise LocalNet disponible, il est possible d’utiliser le distributeur LocalNet passif (4,100,261).
REMARQUE!
Le distributeur LocalNet passif n’est pas utilisable en combinaison avec une torche TIG JobMaster.
IMPORTANT! Lors du fonctionnement en parallèle avec un coupleur de bus de terrain, le
mode de fonctionnement “deux temps” reste automatiquement sélectionné.
La commutation entre les différents modes de fonctionnement redevient seulement possible après déconnexion du coupleur de bus de terrain.
Gestion du signal
lors du fonctionnement en parallèle
La gestion du signal “soudage marche“ (arc on) s’opère en parallèle. Lorsque le
signal “soudage marche“ est activé sur le ROB 3000 ou sur le bus de terrain, le processus de soudage démarre.
Conditions préalables :
- Le signal de sortie numérique “générateur de soudage en ordre de marche“ (power
source ready) est appliqué
- Le signal “robot en ordre de marche“ est activé sur le ROB 3000 et sur le bus de
terrain
La gestion du signal “robot en ordre de marche“ s’effectue en série.
Mettre le générateur de soudage en ordre de marche :
- Activer le signal “robot en ordre de marche“ sur le ROB 3000 et sur le bus de terrain
- Activer le signal “acquitter dérangement du générateur“ (source error reset) sur le
bus de terrain
Si le signal “robot en ordre de marche“ est coupé sur le ROB 3000 ou sur le bus de terrain, le processus de soudage s’arrête immédiatement.
Le bus de terrain a priorité sur le ROB 300 pour la sélection des tâches.
Pour sélectionner des tâches à partir du ROB 3000,
- sélectionner le numéro de job “0“ sur le bus de terrain
52
Pour sélectionner des tâches à partir du panneau de commande du générateur de soudage,
- sélectionner le numéro de job “0“ sur le bus de terrain
- sélectionner le numéro de job “0“ sur le ROB 3000
Page 53

Exemples d’application
Généralités Les signaux d’entrée et de sortie (commandes) mis à disposition par l’interface robot ne
doivent pas nécessairement être tous utilisés – cela dépend des exigences de l’application robot.
Les exemples ci-après de connexion de l’interface de l’interface de l’automate à sa commande expliquent les diverses instructions du ROB 3000.
Application 1 :
soudage manuel
Les signaux d’entrée et de sortie indiqués en caractères gras représentent le minimum
des commandes à utiliser.
IMPORTNAT! Les commandes sont décrites en détail aux chapitres “Signaux d’entrée
numériques“ et “Signaux de sortie numériques“.
Acquitter messages d’erreur :
- Les messages d’erreurs venant du générateur de soudage sont automatiquement
remis à zéro dès l’élimination de l’erreur.
AVERTISSEMENT!
Risque dû à un démarrage inattendu du processus de soudage.
Cela peut entraîner des dommages corporels et matériels graves.
Durant l’élimination de l’erreur, le signal “soudage marche“ (arc on) ne peut pas être
▶
activé, sinon le processus de soudage démarre immédiatement après élimination de
l’erreur.
Exemple d’application des principales commandes, avec utilisation du signal de débit de
courant et du signal “robot en ordre de marche“ pour le soudage manuel.
FR
Caractéristiques
- Sélection des programmes de soudage à partir du panneau de commande du
générateur de soudage
- Soudage manuel avec une torche de soudage manuel
- Démarrage du processus de soudage par actionnement de la gâchette de la torche
- Pas de commande d’automate
Utilisation du signal “robot en ordre de marche“ / “arrêt rapide“ pour la surveillance des
dispositifs de sécurité, telles que dispositifs d’aspiration (voir fig. 1), dispositifs d’avertissement et de protection, …
- pour empêcher le démarrage du soudage lorsque les dispositifs de sécurité ne sont
pas en ordre de marche
- pour arrêter le processus de soudage en cas de panne d’un des dispositifs de
sécurité
IMPORTANT! Si la fonction du signal “robot en ordre de marche / arrêt rapide“ n’est pas
utilisée, ce signal doit être activé en permanence.
Signal d’entrée numérique :
- Robot en ordre de marche / arrêt rapide
53
Page 54

REMARQUE!
ROB 3000
in
out
(6) (3) (4) (9) (11) (12) (5) (8)
(2) (1) (7) (10)
Pour des raisons de sécurité, le signal “arrêt rapide“ est uniquement conçu pour
la protection de la machine. Si une protection supplémentaire des personnes est
requise, utiliser comme d’habitude un interrupteur d’arrêt d’urgence adéquat
Signaux de sortie numériques :
- Signal “débit de courant“ (current flow signal)
- Générateur de soudage en ordre de marche (power source ready)
Exemple d’application d’une interface robot ROB 3000 pour le soudage manuel
(1) Générateur de soudage
(2) Refroidisseur
(3) Dévidoir-fil
(4) Interface d’automate ROB 3000
(5) Torche de soudage manuel
(6) Faisceau de liaison
(7) Câble de liaison LocalNet
(8) Pièce à souder
(9) Signal de débit de courant
(10) Signal d’entrée “robot en ordre de marche / arrêt rapide“
(11) Installation d’aspiration : est déconnectée lorsque le signal de débit de courant
décroît
(12) Contrôleur de débit pour la surveillance de l’installation d’aspiration : le
signal “robot en ordre de marche“ permet le soudage uniquement lorsque l’instal-
Application 2 :
automate de soudage - sélection
manuelle du pro-
Exemple d’application des principales commandes pour le soudage au moyen d’un automate de soudage
lation d’aspiration est en marche
gramme
54
Page 55

Caractéristiques
ROB 3000
in
out
Control
)9()5()21()4()3()6(
(10)(11)(7)(1)(2)(8)
- Sélection des programmes de soudage, des tâches à partir du panneau de commande du générateur de soudage
- La torche pour soudage à la machine est guidée par un automate de soudage
- Le signal “soudage marche“ démarre le processus de soudage.
- La détermination des signaux d’entrée et le traitement des signaux de sortie s’effectue par l’intermédiaire de la commande de l’automate
Signaux d’entrée numériques :
- Robot en ordre de marche / arrêt rapide
- Soudage marche (arc on)
Signaux de sortie numériques :
- Signal de débit de courant (current flow signal)
- Générateur de soudage en ordre de marche (power source ready)
Exemple d’application d’une interface d’automate ROB 3000 pour le soudage robotisé
FR
Application 3 :
automate de soudage - sélection
des tâches à partir de la commande
(1) Générateur de soudage
(2) Refroidisseur
(3) Dévidoir-fil
(4) Interface d’automate ROB 3000
(5) Torche pour soudage à la machine
(6) Faisceau de liaison
(7) Câble de liaison LocalNet
(8) Distributeur LocalNet passif
(9) Pièce à souder
(10) Commande d’automate
(11) Armoire de distribution de la commande
(12) Automate de soudage
Exemple d’application des principales commandes lors de la sélection de tâches et
l’exécution du soudage au moyen d’un automate de soudage
55
Page 56

Caractéristiques
- Sélection du job à partir de la commande de l’automate
- Utilisation des signaux d’entrée “job BIT 0” et “job BIT 1”
- La torche pour soudage à la machine est guidée par un automate de soudage
- Le signal “soudage marche“ démarre le processus de soudage
- La détermination des signaux d’entrée et le traitement des signaux de sortie s’effectue par l’intermédiaire de la commande de l’automate
Signaux d’entrée numériques :
- Job BIT 0
- Job BIT 1
AVERTISSEMENT!
Risque dû à un démarrage inattendu du processus de soudage.
Cela peut entraîner des dommages corporels et matériels graves.
Durant l’élimination de l’erreur, le signal “soudage marche“ (arc on) ne peut pas être
▶
activé, sinon le processus de soudage démarre immédiatement après élimination de
l’erreur.
- Robot en ordre de marche / arrêt rapide
- Soudage marche (arc on)
Signaux de sortie numériques :
- Signal de débit de courant (current flow signal)
- Générateur de soudage en ordre de marche (power source ready)
56
Page 57

Courbe du signal
1
0
Numéro de job
(job BIT 0 et BIT 1)
Courant de soudage
Postdébi t
de gaz
Predébit
de gaz
1
0
Robot e n o rdr e de
marche
Soud age marche
(arc on )
Courant de soudage
1
0
Postdébit
de gaz
Predébit
de gaz
Courant de soudage
1
0
1
0
Postdébit
de gaz
Predébit
de gaz
Générat eur en ordre
de marc he (po wer
source rea dy)
Sign al de débit de
cour ant
(cur ren t flow signal )
Signaux d‘entrée
numériques (job
BIT 0 / 1)
Signaux d‘entrée
numériques
FR
Signaux de sortie
numériques
57
Page 58

Caractéristiques techniques
Alimentation (par
le Local-Net)
Entrées
numériques
Condition min typ. max.
Tension d‘alimentation Régime permanent 15 V
Consommation Tension d‘alimentation =
50 mA 100 mA 300 mA
DC
24 V
DC
30 V
DC
24V
Consommation en veille Tension d‘alimentation =
50 mA 60 mA 80 mA
24V
NOTE! Les caractéristiques techniques indiquées répondent à l’état de la technique au
moment de l’impression. Sous réserve de modifications.
Condition Sans potentiel
(LO)
U
0
Entrée non utilisée, pas de con-
18 V
DC
Activé HAUT
(HI)
0 V
DC
sommation électrique
U
U
U
On
Off
Hyst
Seuil de commutation 1,2 V
Seuil d‘arrêt 1,25 V
DC
DC
6,6 V
6,5 V
DC
DC
Hystérésis 50 mV 100 mV
I
C
U
U
On
Input
Inv
Max
Courant d‘entrée au démarrage - 10 mA 330uA
Capacité d‘entrée 47 nF 47 nF
Tension d‘entrée mal polarisée 60 VDC (max.) 60 VDC (max.)
Protection contre les surtensions à
l‘entrée
100 VDC / 42 V
(max.)
AC
100 VDC / 42 V
(max.)
NOTE! Les caractéristiques techniques indiquées répondent à l’état de la technique au
moment de l’impression. Sous réserve de modifications.
AC
58
Page 59

Sorties
numériques
Condition min. typ. max.
U
0
Tension à appliquer 24 V
DC
42 V
DC
I
Shift
I
SC
Courant de marche/arrêt 0 A - 20 mA
Courant de court-circuit
30 mA
(permanent)
U
Max
Protection contre les surten-
60 VDC / 42 V
AC
sions
U
Invers
Tension de sortie mal pola-
60 V
DC
risée
R
Open
Impédance d‘entrée avec
100 kOhm
sortie ouverte
R
On
Impédance d‘entrée avec
8 Ohm 10 Ohm 12 Ohm
sortie activée
U
On
C
Output
dU / dT Fluctuation de tension lors
Tension d‘entrée résiduelle 1 V
Capacité de sortie 47 nF
0,5 VDC / us
DC
d‘une commutation
NOTE! Les caractéristiques techniques indiquées répondent à l’état de la technique au
moment de l’impression. Sous réserve de modifications.
FR
59
Page 60

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations
 Loading...
Loading...