

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RI IO PRO/i
Bedienungsanleitung
DE
Roboter-Option
Operating instructions
Robot option
EN-US
Instructions de service
FR
Option robot
Manual de instrucciones
Opción de robot
ES-MX
Návod na obsluhu
SK
Opcia robota
Návod k obsluze
CS
Výbava robota
42,0410,1904 017-17082021

Inhaltsverzeichnis
Allgemeines 4
Gerätekonzept 4
Lieferumfang 5
Umgebungsbedingungen 5
Installationsbestimmungen 5
Sicherheit 5
Bedienelemente, Anschlüsse und Anzeigen 7
Bedienelemente und Anschlüsse 7
Anzeigen am Interface 8
Interface installieren 9
Sicherheit 9
Interface installieren 9
Digitale Eingangssignale - Signale vom Roboter zur Stromquelle 10
Allgemeines 10
Kenngrößen 10
Verfügbare Signale 10
Working mode (Arbeitsmodus) 11
Welding characteristic / Job number (Kennliniennummer / Job-Nummer) 11
Programmnummer / Kennlinien-Nummer zuweisen / ändern (Retrofit-Mode) 13
Analoge Eingangssignale - Signale vom Roboter zur Stromquelle 15
Allgemeines 15
Verfügbare Signale 15
Digitale Ausgangssignale - Signale von der Stromquelle zum Roboter 16
Allgemeines 16
Spannungsversorgung der digitalen Ausgänge 16
Verfügbare Signale 16
Analoge Ausgangssignale - Signale von der Stromquelle zum Roboter 18
Allgemeines 18
Verfügbare Signale 18
Anwendungsbeispiele 19
Allgemeines 19
Anwendungsbeispiel Standardmodus 19
Anwendungsbeispiel OC-Modus 20
Übersicht Pin-Belegung 21
Übersicht Pin-Belegung 21
DE
3
Allgemeines
(1) (3)(2) (4) (5)
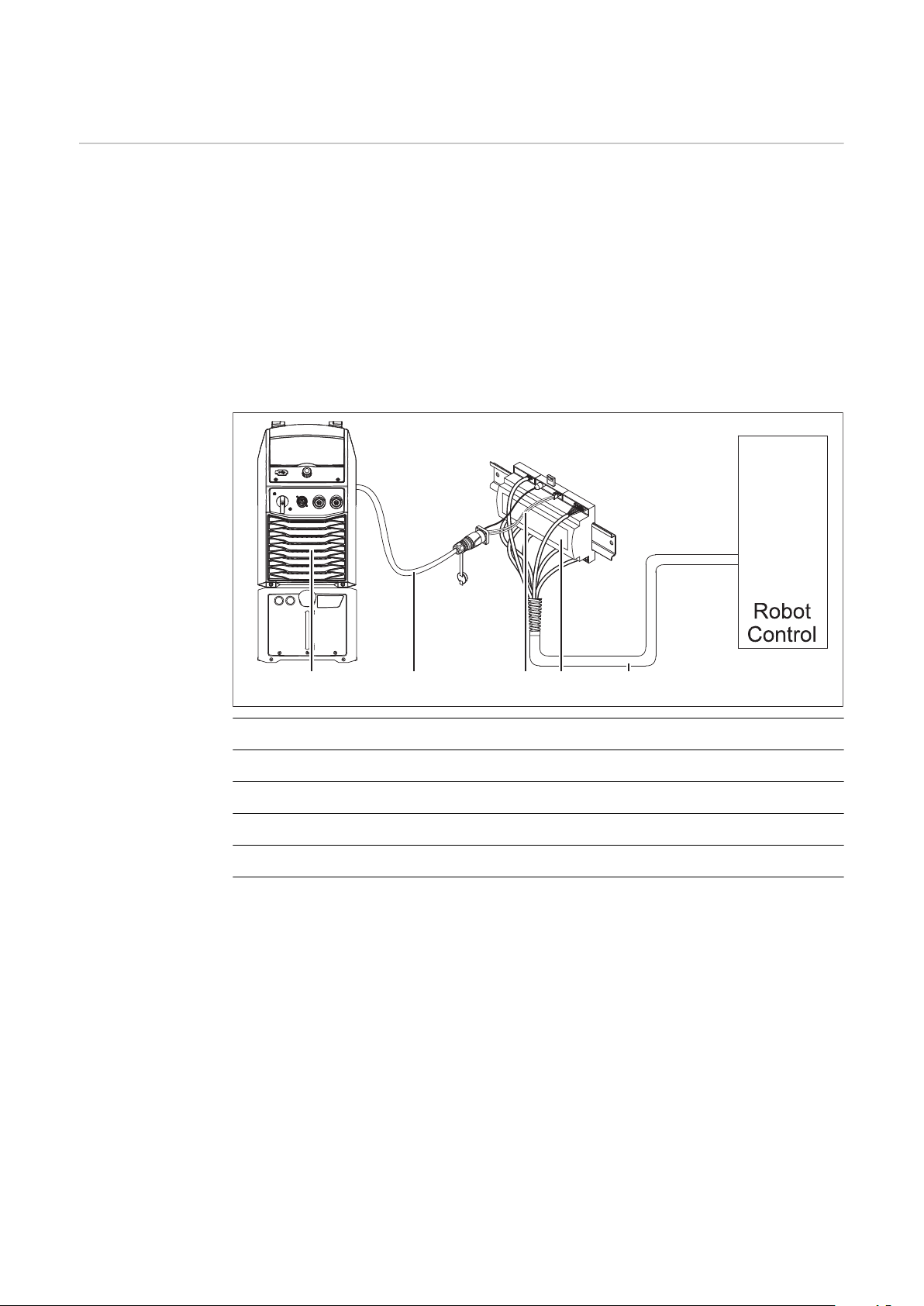
Gerätekonzept Das Interface verfügt über analoge und digitale Ein- und Ausgänge und kann sowohl im
Standardmodus wie auch im Open-Collector-Modus (OC-Modus) betrieben werden. Das
Umschalten zwischen den Modi erfolgt mittels Jumper.
Zur Verbindung des Interfaces mit der Stromquelle wird mit dem Interface ein Kabelbaum mitgeliefert. Als Verlängerung für den Kabelbaum ist ein SpeedNet-Verbindungskabel verfügbar.
Zur Verbindung des Interfaces mit der Roboter-Steuerung ist ein vorgefertigter Kabelbaum verfügbar.
Der Kabelbaum ist interface-seitig mit Molexsteckern anschlussfertig vorkonfektioniert.
Roboter-seitig muss der Kabelbaum an die Anschlusstechnik der Roboter-Steuerung
angepasst werden.
(1) Stromquelle mit optionalem Anschluss SpeedNet an der Geräterückseite
(2) SpeedNet-Verbindungskabel
(3) Kabelbaum zur Verbindung mit der Stromquelle
(4) Interface
(5) Kabelbaum zur Verbindung mit der Roboter-Steuerung
4
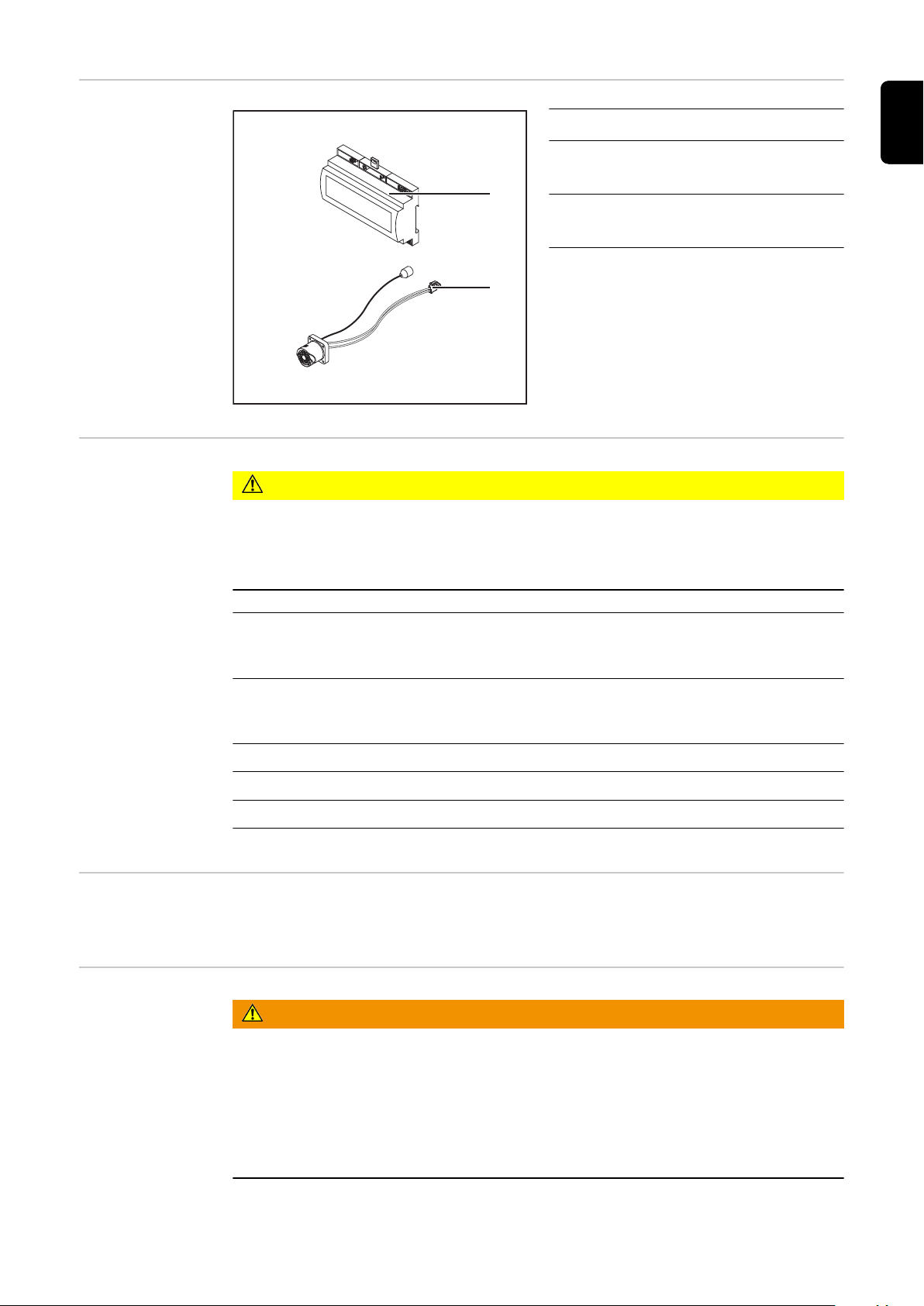
Lieferumfang
(1)
(2)
(1) Roboter-Interface
(2) Kabelbaum zur Verbindung mit
der Stromquelle
(3) Bedienungsanleitung (nicht
abgebildet)
DE
Umgebungsbedingungen
Installationsbestimmungen
VORSICHT!
Gefahr durch unzulässige Umgebungsbedingungen.
Schwere Geräteschäden können die Folge sein.
Das Gerät nur bei den nachfolgend angegebenen Umgebungsbedingungen lagern
▶
und betreiben.
Temperaturbereich der Umgebungsluft:
- beim Betrieb: 0 °C bis + 40 °C (32 °F bis 104 °F)
- bei Transport und Lagerung: -25 °C bis +55 °C (-13 °F bis 131 °F)
Relative Luftfeuchtigkeit:
- bis 50 % bei 40 °C (104 °F)
- bis 90 % bei 20 °C (68 °F)
Umgebungsluft: frei von Staub, Säuren, korrosiven Gasen oder Substanzen, usw.
Höhenlage über dem Meeresspiegel: bis 2000 m (6500 ft).
Das Gerät vor mechanischer Beschädigung geschützt aufbewahren/betreiben.
Das Interface muss auf einer Hutschiene in einen Automaten- oder Roboter-Schaltschrank installiert werden.
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von
▶
geschultem Fachpersonal ausgeführt werden.
Dieses Dokument lesen und verstehen.
▶
Sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicher-
▶
heitsvorschriften lesen und verstehen.
5

WARNUNG!
Gefahr durch unplanmäßige Signalübertragung.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Über das Interface keine sicherheitsrelevanten Signale übertragen.
▶
6
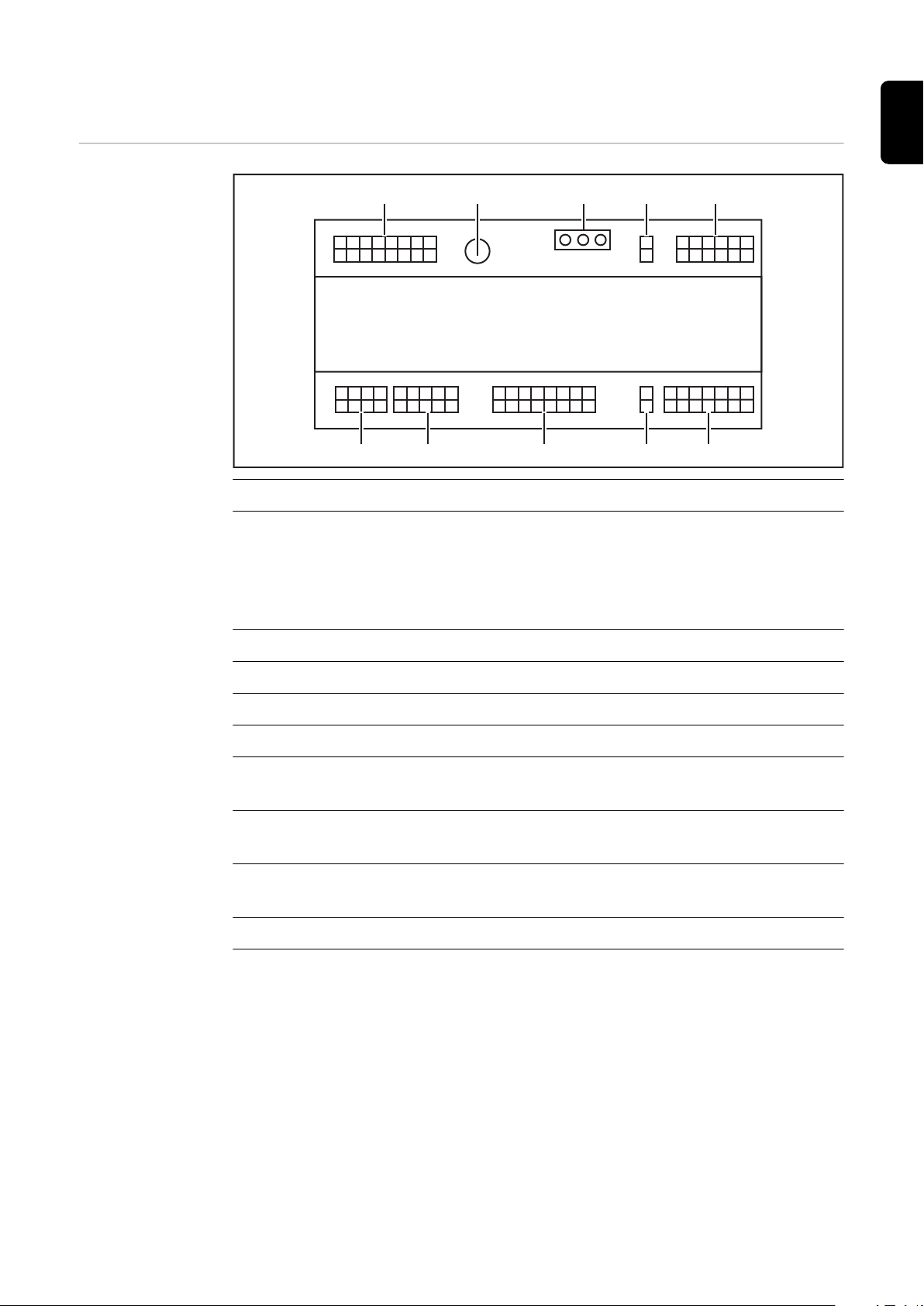
Bedienelemente, Anschlüsse und Anzeigen
(1)(2)(3)
16141510111213
1 2 3 4 5 6 7 8
9 13149 101112
1122 3 4 5 6 7
8
(4)(5)
(10) (9)
(8)
(7) (6)
OCSTD
7
8
9 10
1 2 3 4 5
6678
1 2 3 4
5
2
1
71110 9 8
6 5 4 3 2 1
12
11
15
141312
8 7 6 5 4 3
910
2 1
16
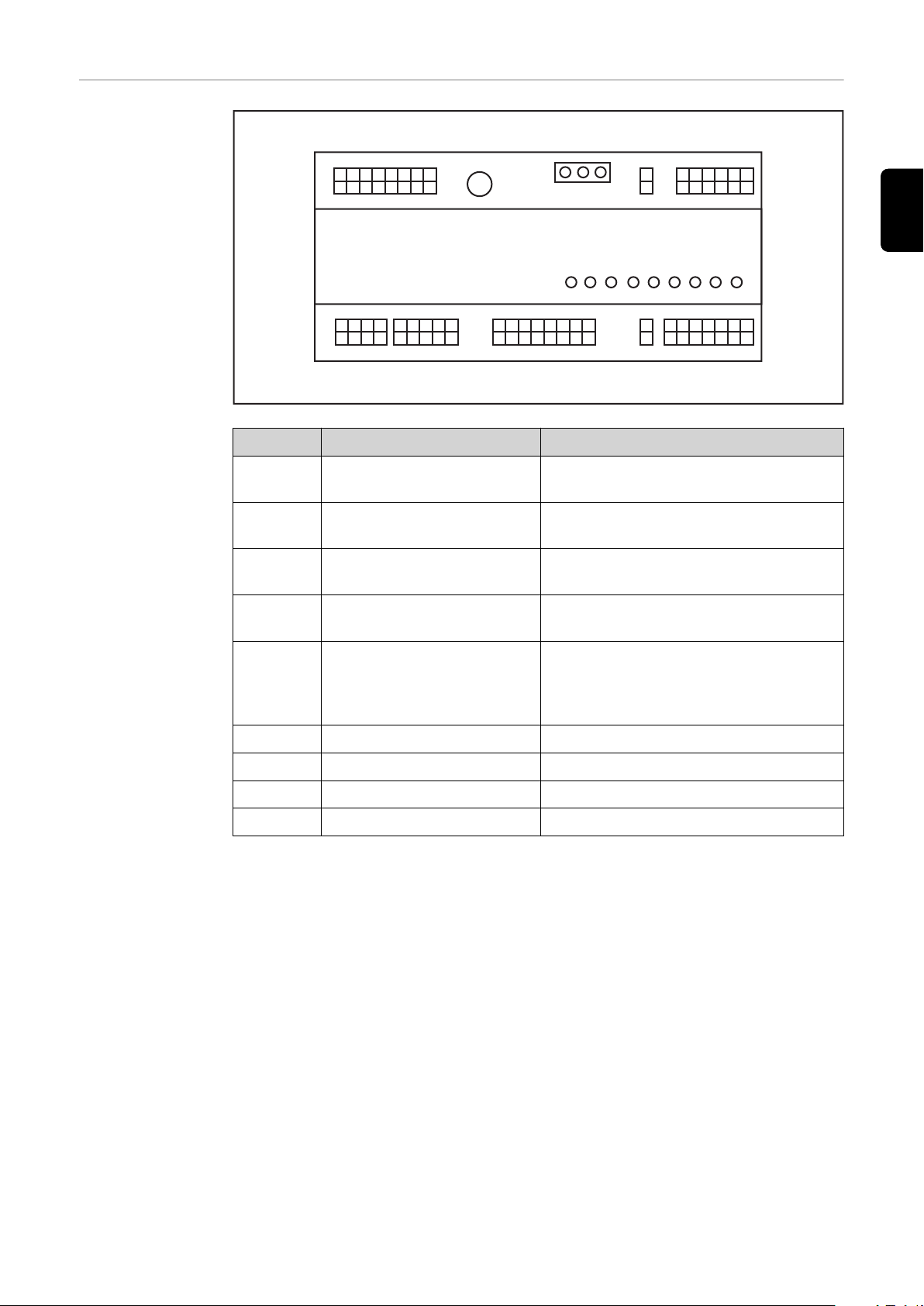
Bedienelemente
und Anschlüsse
(1) Stecker X1
(2) Stecker X2
der Stecker stellt eine Spannung von + 24 V zur Verfügung, mit welcher die digitalen Ausgänge des Interfaces versorgt werden können.
Nähere Informationen zur Spannungsversorgung der digitalen Ausgänge, siehe
Spannungsversorgung der digitalen Ausgänge auf Seite 16.
DE
(3) Stecker X3
(4) Stecker X4
(5) Stecker X5
(6) Stecker X6
(7) Stecker X8
zur Versorgung des Anschlusses SpeedNet
(8) Jumper
zum Einstellen des Betriebsmodus - Standardmodus / OC-Modus
(9) Anschluss SpeedNet
zur Verbindung mit der Stromquelle
(10) Stecker X7
7

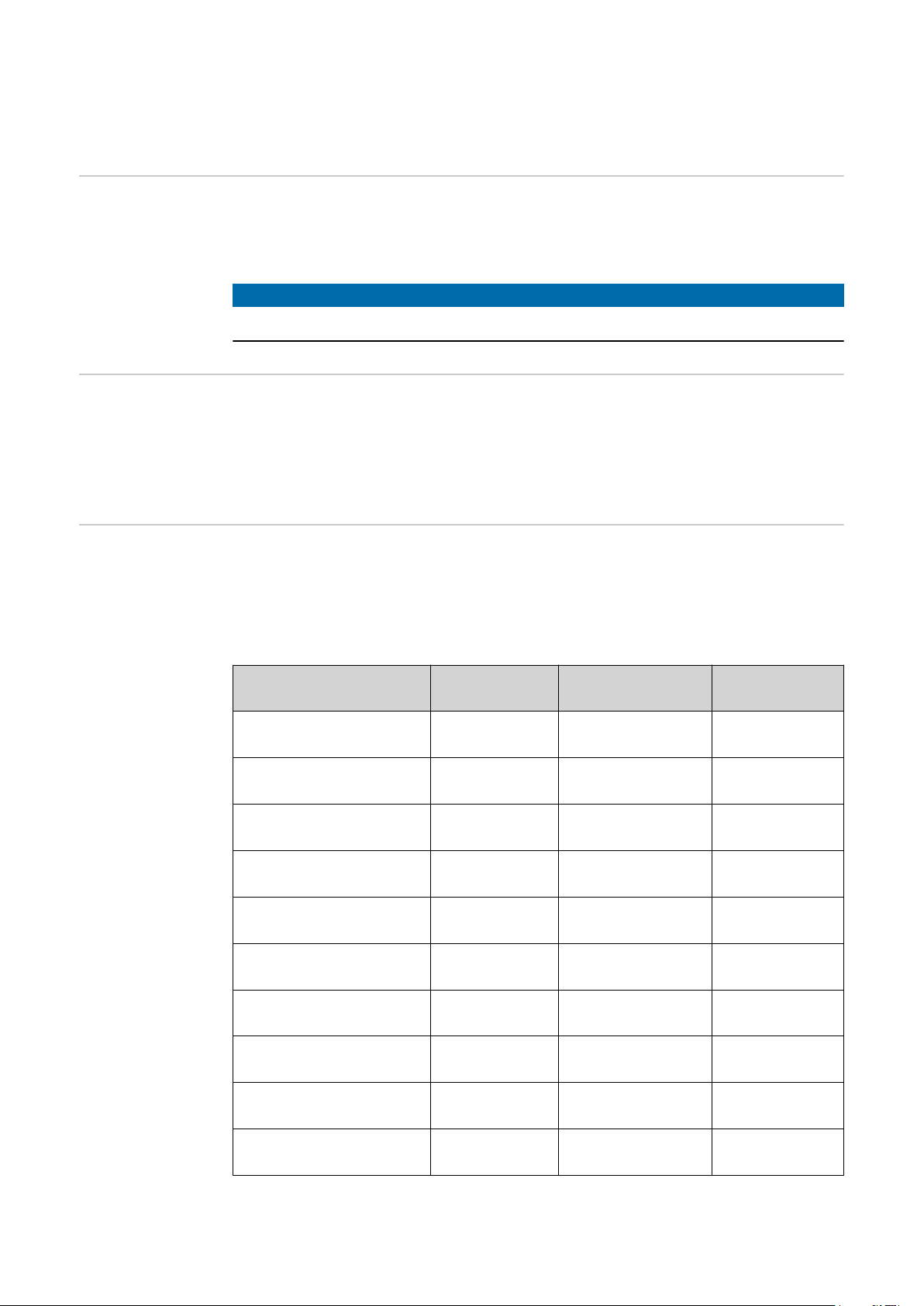
Anzeigen am
(9)(8)(7)(6)(5)(4)(3)(2)(1)
OCSTD
Interface
Nummer LED Anzeige
(1) +24 V leuchtet, wenn die +24 V Versorgung des
Interfaces gegeben ist
(2) +15 V leuchtet, wenn die +15 V Versorgung des
Interfaces gegeben ist
(3) -15 V leuchtet, wenn die -15 V Versorgung des
Interfaces gegeben ist
(4) +3V3 leuchtet, wenn die +3,3 V Versorgung
des Interfaces gegeben ist
(5) Arc stable / Touch signal je nach Einstellung auf der Webseite der
Stromquelle mit Arc stable oder Touch
signal belegt. Anzeige ist abhängig von
der Signalbelegung
(6) Robot ready leuchtet, wenn aktiv
(7) Error reset leuchtet, wenn aktiv
(8) Welding start leuchtet, wenn aktiv
(9) Power source ready leuchtet, wenn aktiv
8

Interface installieren
(1)
(2)
DE
Sicherheit
Interface installieren
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Verletzungen und Tod können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschalten und
▶
von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
Nach dem Öffnen des Gerätes mit Hilfe eines geeigneten Messgerätes sicherstel-
▶
len, dass elektrisch geladene Bauteile (beispielsweise Kondensatoren) entladen
sind.
WARNUNG!
Gefahr durch elektrischen Strom wegen unzureichender Schutzleiter-Verbindung.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Immer die originalen Gehäuse-Schrauben in der ursprünglichen Anzahl verwenden.
▶
1
Die Position des Jumpers am Inter-
2
face überprüfen - Standardmodus /
OC-Modus
Kabelbaum (2) an die Roboter-Steue-
3
rung anschließen
Kabelbaum (2) wie abgebildet an das
4
Interface anschließen
Kabelbaum (1) wie abgebildet an das
5
Interface anschließen
Kabelbaum (1) an das SpeedNet-Ver-
6
bindungskabel der Stromquelle
anschließen
SpeedNet-Verbindungskabel an den
7
Anschluss SpeedNet an der Rückseite
der Stromquelle anschließen
9
Digitale Eingangssignale - Signale vom Roboter zur
Stromquelle
Allgemeines Beschaltung der digitalen Eingangssignale
- im Standardmodus auf 24 V (High)
- im Open-Collector-Modus auf GND (Low)
HINWEIS!
Beim Open-Collector-Modus sind alle Signale invertiert (invertierte Logik).
Kenngrößen Signalpegel:
- Low (0) = 0 - 2,5 V
- High (1) = 18 - 30 V
Bezugspotential: GND = X2/2, X3/3, X3/10, X6/4
Verfügbare
Signale
Die Signale Working mode und Welding characteristic / Job number werden nachfolgend
beschrieben.
Die Beschreibungen der restlichen Signale sind in dem Dokument „Signalbeschreibungen Interface TPS/i“ zu finden.
Signalbezeichnung Belegung Beschaltung
Standardmodus
Welding start
(Schweißen ein)
Robot ready
(Roboter bereit)
Gas on
(Gas ein)
Wire forward
(Draht vor)
Wire backward
(Drahtrücklauf)
Torch blow out
(Brenner ausblasen)
Touch sensing
(Touch sensing)
Stecker X1/4 24 V = aktiv 0 V = aktiv
Stecker X1/5 24 V = aktiv 0 V = aktiv
Stecker X1/7 24 V = aktiv 0 V = aktiv
Stecker X1/11 24 V = aktiv 0 V = aktiv
Stecker X6/6 24 V = aktiv 0 V = aktiv
Stecker X6/5 24 V = aktiv 0 V = aktiv
Stecker X4/7 24 V = aktiv 0 V = aktiv
Beschaltung
OC-Modus
10
Teach mode
(Teach Modus)
Welding simulation
(Schweißsimulation)
Error reset
(Fehler quittieren)
Stecker X4/6 24 V = aktiv 0 V = aktiv
Stecker X6/2 24 V = aktiv 0 V = aktiv
Stecker X4/5 24 V = aktiv 0 V = aktiv
Signalbezeichnung Belegung Beschaltung
Standardmodus
Torchbody Xchange
(Brennerkörper wechseln)
Stecker X4/3 24 V = aktiv 0 V = aktiv
Beschaltung
OC-Modus
DE
Working mode
(Arbeitsmodus)
WireBrake on
(Drahtbremse ein)
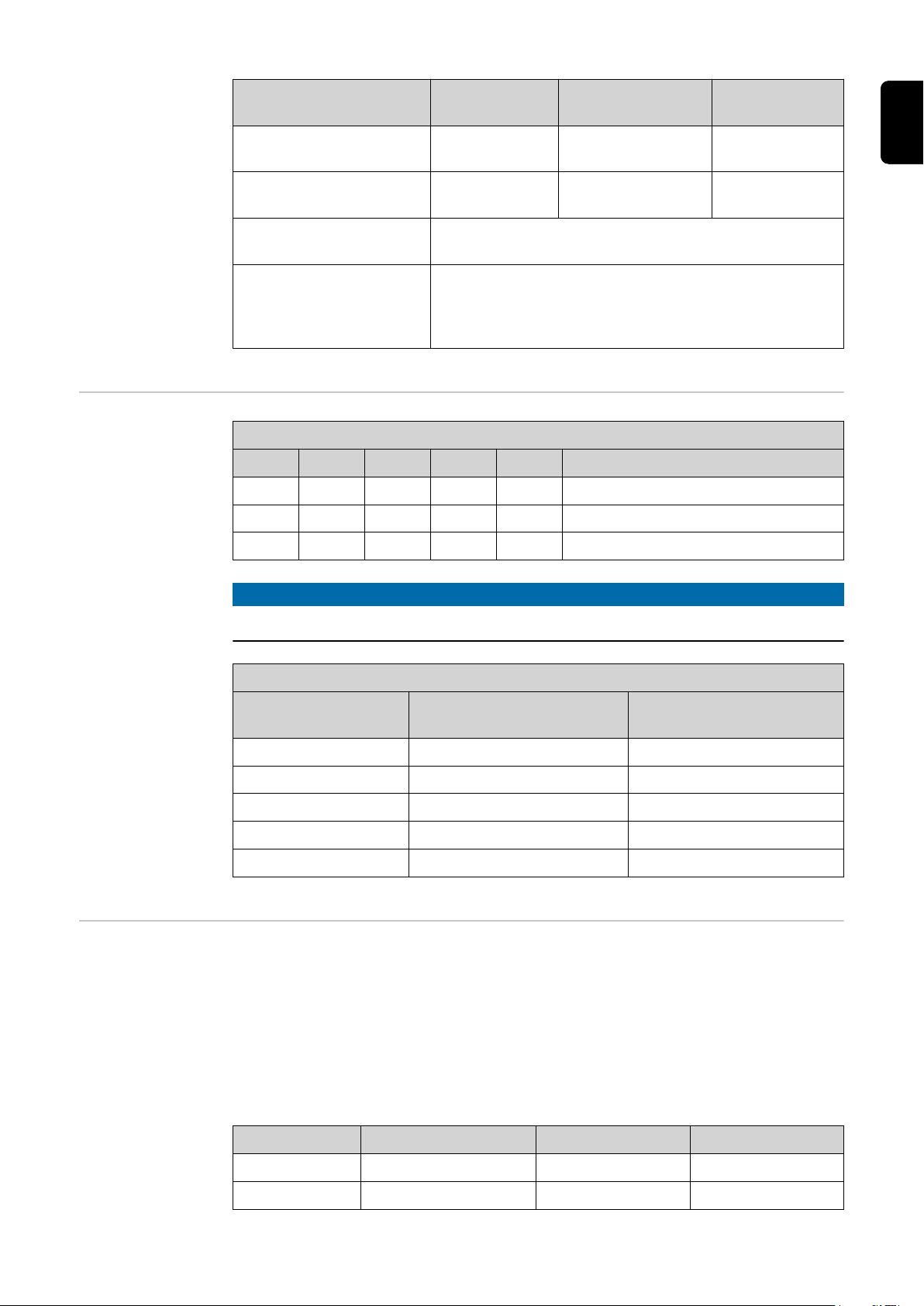
Working mode
(Arbeitsmodus)
Welding characteristic /
Job number
(Kennliniennummer / JobNummer)
Wertebereich Arbeitsmodus:
Bit 4 Bit 3 Bit 2 Bit 1 Bit 0 Beschreibung
0 0 0 0 0 Parameteranwahl intern
0 0 0 0 1 Kennlinien Betrieb Sonder 2-Takt
0 0 0 1 0 Job Betrieb
HINWEIS!
Die Schweißparameter werden mittels analogen Sollwerten vorgegeben.
Stecker X4/4 24 V = aktiv 0 V = aktiv
siehe nachfolgende Beschreibung des Signals
siehe nachfolgende Beschreibung des Signals
Welding characteristic / Job
number (Kennliniennummer /
Job-Nummer)
Signal-Level wenn Bit 0 - Bit 4 gesetzt ist:
Signal-Level im
Standardmodus
Stecker X1/6 (Bit 0) High Low
Stecker X4/1 (Bit 1) High Low
Stecker X4/2 (Bit 2) High Low
Stecker X7/4 (Bit 3) High Low
Stecker X7/5 (Bit 4) High Low
Die Signale Welding characteristic / Job number stehen zur Verfügung, wenn mit den
Working mode-Bits 0 - 4 der Kennlinien Betrieb Sonder 2-Takt oder der Job Betrieb
ausgewählt wurde. Für nähere Informationen zu den Working mode-Bits 0 - 4 siehe
Working mode (Arbeitsmodus) auf Seite 11.
Mit den Signalen Welding characteristic / Job number erfolgt ein Abruf gespeicherter
Schweißparameter über die Nummer der entsprechenden Kennlinie / des entsprechenden Jobs.
Signal-Level im
OC-Modus
Stecker Standardmodus OC-Modus Bit-Nummer
X5/1 24 V 0 V 0
X5/2 24 V 0 V 1
11
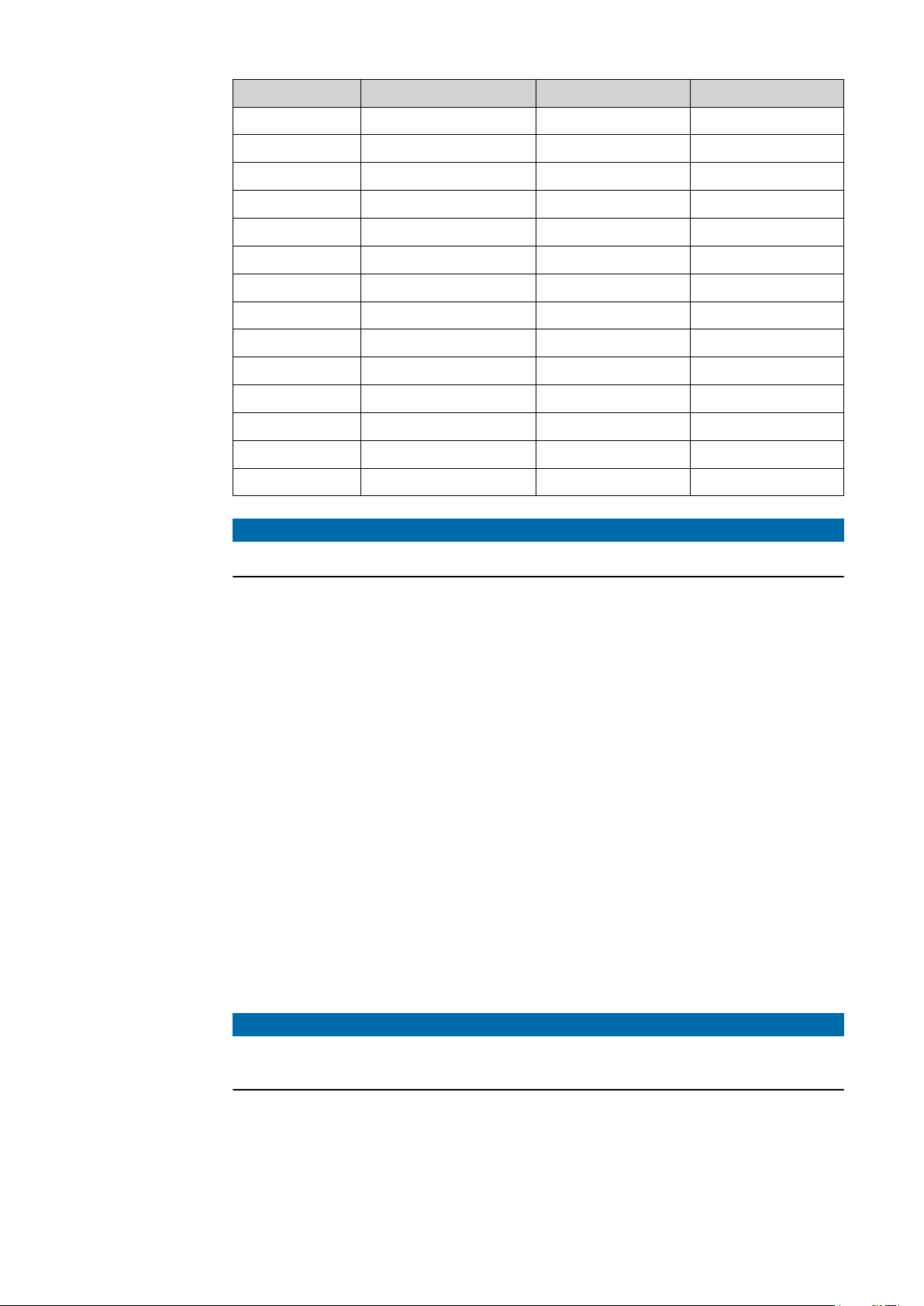
Stecker Standardmodus OC-Modus Bit-Nummer
X5/3 24 V 0 V 2
X5/4 24 V 0 V 3
X5/5 24 V 0 V 4
X5/6 24 V 0 V 5
X5/7 24 V 0 V 6
X5/8 24 V 0 V 7
X7/6 24 V 0 V 8
X7/7 24 V 0 V 9
X7/8 24 V 0 V 10
X7/12 24 V 0 V 11
X7/13 24 V 0 V 12
X7/14 24 V 0 V 13
X7/15 24 V 0 V 14
X7/16 24 V 0 V 15
HINWEIS!
Im Retro Fit Modus sind nur die Bit-Nummern 0 - 7 (Stecker X5/1 - 8) verfügbar.
Die gewünschte Kennlinien- / Job-Nummer ist mittels Bit-Kodierung auszuwählen.
Beispielsweise:
- 00000001 = Kennlinien- / Job-Nummer 1
- 00000010 = Kennlinien- / Job-Nummer 2
- 00000011 = Kennlinien- / Job-Nummer 3
- ....
- 10010011 = Kennlinien- / Job-Nummer 147
- ....
- 11111111 = Kennlinien- / Job-Nummer 255
Verfügbarer Bereich für Job-Nummern:
- Bit-Nummer 0-15 = 0 - 1000
- Bit-Nummer 0-7 (Retro Fit) = 0 - 255
Verfügbarer Bereich für Kennlinien-Nummern:
- Bit-Nummer 0-15 = 256 - 65535
- Bit-Nummer 0-7 (Retro Fit) = 0 - 255. Bei Verwendung des Retro Fit Modus,
müssen den jeweiligen Kennlinien-Nummern (1 - 255) die IDs der gewünschten
Kennlinien zugewiesen werden, da sonst die Auswahl der Kennlinie über das
Interface nicht möglich ist - siehe Programmnummer / Kennlinien-Nummer
zuweisen / ändern (Retrofit-Mode) auf Seite 13.
12
HINWEIS!
Kennlinie-/ Job-Nummer “0” ermöglicht eine Kennlinien- / Job-Anwahl am Bedienpanel der Stromquelle.
Programmnum-
3
2
1
4
xx.x.xxx.x
1.9.0-16501.9508
mer / KennlinienNummer zuweisen / ändern
(Retrofit-Mode)
Bei den Stromquellen der TPS Geräteserie konnten das Material, der Drahtdurchmesser
und das Schutzgas über die Programm-Nummer angewählt werden. Hierfür war eine Bitbreite von 8 Bit definiert.
Damit im Retrofit Mode das 8 Bit Signal verwendet werden kann, besteht die Möglichkeit
einer Kennlinien-Nummer eine Programmnummer (1-255) zuzuweisen.
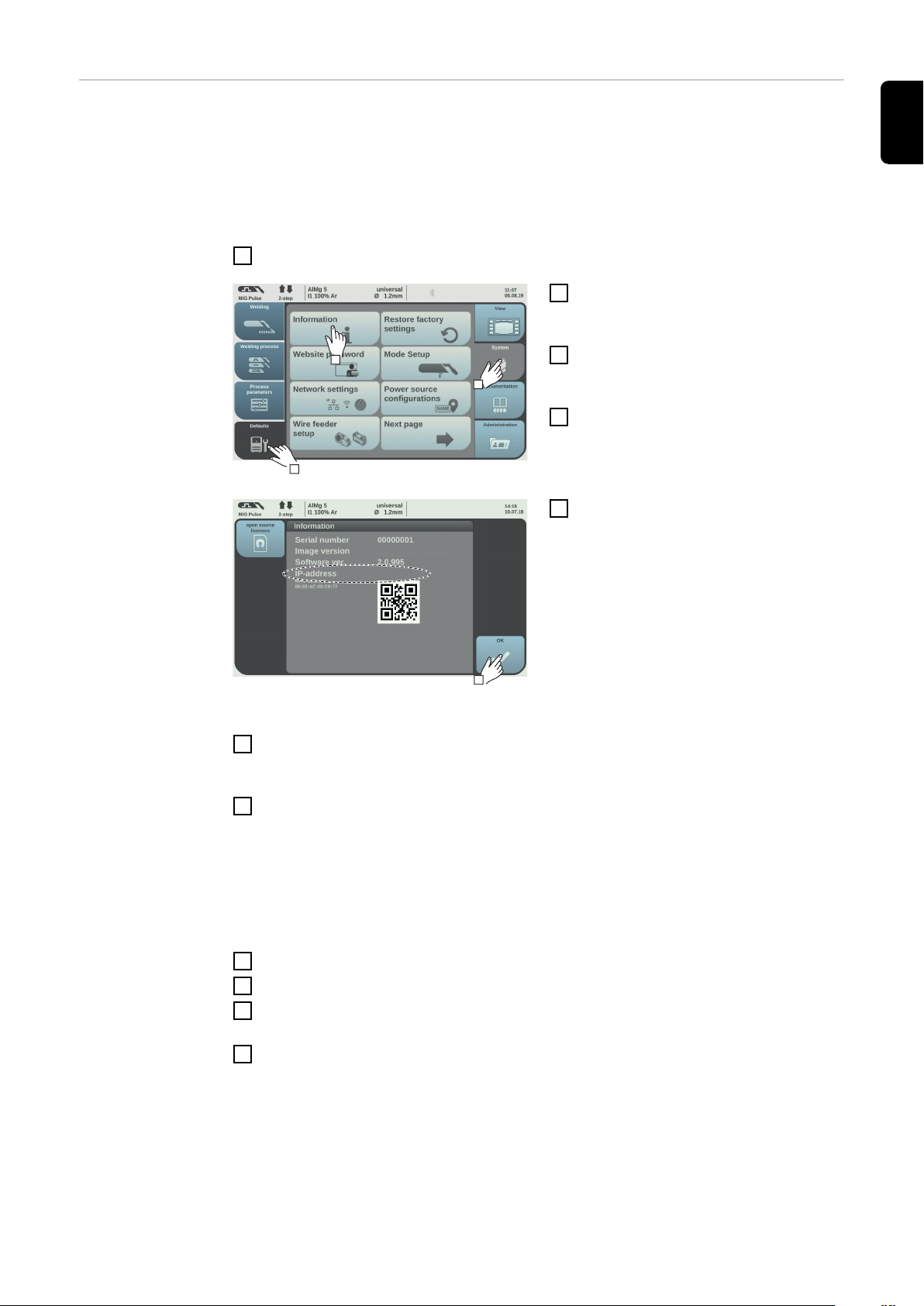
IP-Adresse der verwendeten Stromquelle notieren:
Stromquelle mit dem Computer verbinden (beispielsweise mittels LAN-Kabel)
1
In der linken Seitenleiste am Bedien-
2
panel der Stromquelle die Schaltfläche
„Voreinstellungen“ auswählen
In der rechten Seitenleiste am Bedien-
3
panel der Stromquelle die Schaltfläche
„System“ auswählen
Schaltfläche „Information“ am Bedien-
4
panel der Stromquelle auswählen
Angezeigte IP-Adresse notieren (Bei-
5
spiel: 10.5.72.13)
DE
Website der Stromquelle im Internetbrowser aufrufen:
IP-Adresse der Stromquelle in die Suchleiste des Internetbrowsers eingeben und
6
bestätigen
- Website der Stromquelle wird angezeigt
Benutzername und Kennwort eingeben
7
Werkseinstellung:
Benutzername = admin
Kennwort = admin
- Die Webseite der Stromquelle wird angezeigt
IDs der gewünschten Kennlinien notieren:
Auf der Website der Stromquelle den Reiter „Kennlinien-Übersicht“ auswählen
8
Die IDs der Kennlinien notieren, welche über das Interface auswählbar sein sollen
9
Auf der Website der Stromquelle den Reiter des verwendeten Interfaces auswählen
10
Beispielsweise: RI IO PRO/i
Bei Punkt „Kennlinienzuordnung“ den benötigten Programmnummern (=Bit-Num-
11
mern) die gewünschten Kennlinien-IDs zuweisen.
Beispielsweise: Programmnummer 1 = Kennlinien-ID 2501, Programmnummer 2 =
Kennlinien-ID 3246, ...
- die zugewiesenen Kennlinien können anschließend über das Interface mit der
ausgewählten Programmnummer (=Bit-Nummer) aufgerufen werden
13

Wenn alle gewünschten Kennlinien-IDs zugewiesen sind, „Zuweisung speichern“
12
auswählen
- Bei Punkt „Zugewiesene Programmnummern zu Kennlinien-ID“ werden alle Programmnummern mit zugewiesenen Kennlinien-IDs angezeigt
Webseite der Stromquelle
14
Analoge Eingangssignale - Signale vom Roboter
zur Stromquelle
Allgemeines Die analogen Differenzverstärker-Eingänge am Interface gewährleisten eine galvanische
Trennung des Interfaces von den analogen Ausgängen der Roboter-Steuerung. Jeder
Eingang am Interface verfügt über ein eigenes negatives Potential.
HINWEIS!
Besitzt die Roboter-Steuerung nur einen gemeinsamen GND für ihre analogen
Ausgangssignale, müssen die negativen Potentiale der Eingänge am Interface miteinander verbunden werden.
Die nachfolgend beschriebenen analogen Eingänge sind bei Spannungen von 0 - 10 V
aktiv. Bleiben einzelne analoge Eingänge unbelegt (beispielsweise für Arclength correction) werden die an der Stromquelle eingestellten Werte übernommen.
Verfügbare
Signale
Die Beschreibungen der nachfolgenden Signale sind in dem Dokument „Signalbeschreibungen Interface TPS/i“ zu finden.
DE
Signalbezeichnung Belegung
Wire feed speed command value
(Sollwert Drahtvorschub)
Arclength correction
(Sollwert Lichtbogen-Längenkorrektur)
Pulse-/ dynamic correction
(Sollwert Puls-/ Dynamik Korrektur)
Wire retract correction
(Sollwert Drahtrückzug-Korrektur)
Stecker X1/1 = 0 - 10 V
Stecker X1/8 = GND
Stecker X1/2 = 0 - 10 V
Stecker X1/9 = GND
Stecker X6/3 = 0 - 10 V
Stecker X6/11 = GND
Stecker X3/1 = 0 - 10 V
Stecker X3/8 = GND
15

Digitale Ausgangssignale - Signale von der Stromquelle zum Roboter
Allgemeines
Spannungsversorgung der digitalen Ausgänge
HINWEIS!
Wird die Verbindung zwischen Stromquelle und Interface unterbrochen, werden
alle digitalen / analogen Ausgangssignale am Interface auf “0” gesetzt.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Verletzungen und Tod können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschalten und
▶
von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
HINWEIS!
Am Stecker X6/1 muss eine Spannung bis maximal 36 V anliegen, damit die digitalen Ausgänge versorgt werden.
- Die digitalen Ausgänge können je nach Anforderung mit 24 V vom Interface oder mit
einer kundenspezifischen Spannung (0 - 36 V) versorgt werden
- Zur Versorgung der digitalen Ausgänge mit 24 V ist im Interface die Ausgangsspannung 24 V Sekundär verfügbar
• die Ausgangsspannung 24 V Sekundär ist mit einer galvanischen Trennung
zum Anschluss SpeedNet ausgeführt. Eine Schutzbeschaltung begrenzt den
Spannungspegel auf 100 V
Verfügbare
Signale
Zur Versorgung der digitalen Ausgänge mit einer 24 V Spannung vom Interface wie folgt
vorgehen:
Einen Bügel zwischen Stecker X6/1 und Stecker X6/7 anbringen
1
Zur Versorgung der digitalen Ausgänge mit einer kundenspezifischen Spannung wie folgt
vorgehen:
das Kabel der kundenspezifischen Spannungsversorgung an Stecker X6/1
1
anschließen
Die Beschreibungen der nachfolgenden Signale sind in dem Dokument „Signalbeschreibungen Interface TPS/i“ zu finden.
Signalbezeichnung Belegung Beschaltung
Arc stable / Touch signal
(Lichtbogen stabil / Touch Signal)
Power source ready
(Stromquelle bereit)
Stecker X1/12 24 V = aktiv
Stecker X1/14 24 V = aktiv
16

Signalbezeichnung Belegung Beschaltung
Collisionbox active
(Kollisionsbox aktiv)
Process active
(Prozess aktiv)
Main current signal
(Hauptstromsignal)
Touch signal
(Touch Signal)
Current flow
(Stromfluss)
Torchbody gripped
(Brennerkörper aufgenommen)
Stecker X1/13 24 V = aktiv
Stecker X4/10 24 V = aktiv
Stecker X4/9 24 V = aktiv
Stecker X3/15 24 V = aktiv
Stecker X3/16 24 V = aktiv
Stecker X6/10 24 V = aktiv
DE
17

Analoge Ausgangssignale - Signale von der Stromquelle zum Roboter
Allgemeines
Verfügbare
Signale
HINWEIS!
Wird die Verbindung zwischen Stromquelle und Interface unterbrochen, werden
alle digitalen / analogen Ausgangssignale am Interface auf “0” gesetzt.
Die analogen Ausgänge am Interface stehen für die Einrichtung des Roboters sowie für
die Anzeige und Dokumentation von Prozessparametern zur Verfügung.
Die Beschreibungen der nachfolgenden Signale sind in dem Dokument „Signalbeschreibungen Interface TPS/i“ zu finden.
Signalbezeichnung Beschaltung
Welding voltage
(Schweißspannung)
Welding current
(Schweißstrom)
Wire feed speed
(Drahtgeschwindigkeit)
Motor current M1
(Motorstrom M1)
Stecker X3/4 = -0 - 10 V
Stecker X3/11 = GND
Stecker X1/3 = 0 - 10 V
Stecker X1/10 = GND
Stecker X3/6 = 0 - 10 V
Stecker X3/13 = GND
Stecker X3/7 = 0 - 10 V
Stecker X3/14 = GND
Actual real value for seam tracking
(Aktueller Istwert für Nahtsuchen)
Stecker X7/3 = -10 bis +10 V
Stecker X7/11 = GND
18

Anwendungsbeispiele
X1/4
X1/12
X1/1
X1/8
X1/2
X1/9
X1/5
X1/14
X6/7
X6/1
X1/13
or extern
+24 V
+24 V
+ 24 V
Robot Power source
0 - 10 V
0 - 10 V
Allgemeines Je nach Anforderung an die Roboter-Anwendung müssen nicht alle Eingangs- und Aus-
gangssignale genützt werden.
Signale welche verwendet werden müssen, sind nachfolgend mit einem Stern markiert.
Anwendungsbeispiel Standardmodus
DE
X1/4 = Welding start (digitaler Eingang) *
X1/12 = Arc stable / Touch signal (digitaler Ausgang) *
X1/1 = Wire feed speed command value + (analoger Eingang) *
X1/8 = Wire feed speed command value - (analoger Eingang) *
X1/2 = Arclength correction + (analoger Eingang) *
X1/9 = Arclength correction - (analoger Eingang) *
X1/5 = Robot ready (digitaler Eingang) *
X1/14 = Power source ready (digitaler Ausgang)
X6/7 = Versorgungsspannung für extern *
X6/1 = Versorgungsspannung für digitale Ausgänge *
X1/13 = Collisionbox active (digitaler Ausgang)
* = Signal muss verwendet werden
19

Anwendungsbei-
X1/4
X1/12
X1/1
X1/8
X1/2
X1/9
X1/5
X1/14
X6/7
X6/1
X1/13
or extern
+24 V
0 V
+ 0 V
Robot Power source
0 - 10 V
0 - 10 V
spiel OC-Modus
X1/4 = Welding start (digitaler Eingang) *
X1/12 = Arc stable / Touch signal (digitaler Ausgang) *
X1/1 = Wire feed speed command value + (analoger Eingang) *
X1/8 = Wire feed speed command value - (analoger Eingang) *
20
X1/2 = Arclength correction + (analoger Eingang) *
X1/9 = Arclength correction - (analoger Eingang) *
X1/5 = Robot ready (digitaler Eingang) *
X1/14 = Power source ready (digitaler Ausgang)
X6/7 = Versorgungsspannung für extern *
X6/1 = Versorgungsspannung für digitale Ausgänge *
X1/13 = Collisionbox active (digitaler Ausgang)
* = Signal muss verwendet werden

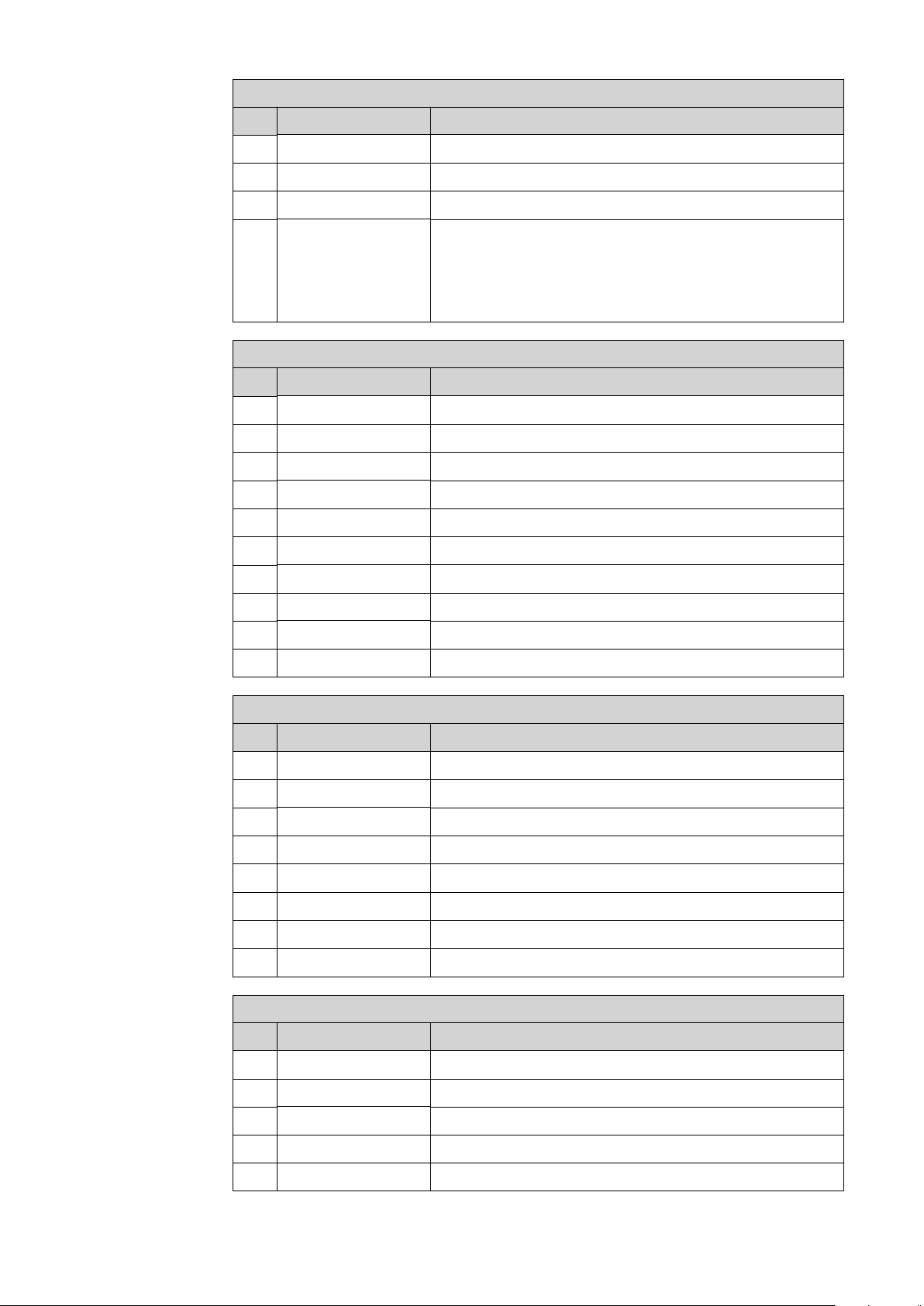
Übersicht Pin-Belegung
DE
Übersicht PinBelegung
Stecker X1:
Pin Signalart Signal
1
analog Input Wire feed speed command value
2
analog Input
3
analog Output
4
digital Input
5
digital Input
6
digital Input
7
digital Input Gas on
8
analog Input
9
analog Input
10
analog Output
11
digital Input
12
digital Output
Arclength correction command value
Welding current
Welding start
Robot ready
Working mode, BIT 0
GND Wire feed speed command value
GND Arclength correction command value
GND Welding current
Wire forward
Arc stable = werksseitige Belegung
Currentflow = auf der Webseite der Stromquelle kann der
Pin optional auch mit diesem Signal belegt werden
13
digital Output
14
digital Output
Stecker X3:
Pin Signalart Signal
1
analog Input Wire retract correction command value
2 3
digital Input
4
analog Output
5 6
analog Output
7
analog Output Motor current M1 = werksseitige Belegung
8 analog Input GND Wire retract correction command value
9 -
Collisionbox active
Power source ready
GND for digital Inputs
Welding voltage
Wire feed speed
Motor current M2, M3 = auf der Webseite der Stromquelle
kann der Pin optional auch mit diesem Signal belegt werden
10
digital Input
11
analog Output
12 -
GND for digital Inputs
GND Welding voltage
21
Stecker X3:
Pin Signalart Signal
13
analog Output GND Wire feed speed
14
analog Output
15
digital Output
16
digital Output
Stecker X4:
Pin Signalart Signal
1
digital Input Working mode, Bit 1
2
digital Input
3
digital Input
4
digital Input
5
digital Input
6
digital Input
7
digital Input Touch sensing
8 - -
GND Motor current M1
Touch signal
Currentflow
Robot motion release = auf der Webseite der Stromquelle
kann der Pin optional auch mit diesem Signal belegt werden
Working mode, Bit 2
Torchbody Xchange
Wire break on
Error reset
Teach mode
9
digital Output
10
digital Output
Stecker X5:
Pin Signalart Signal
1
digital Input Welding characteristic- / Job number, Bit 0
2
digital Input
3
digital Input
4
digital Input
5
digital Input
6
digital Input
7
digital Input Welding characteristic- / Job number, Bit 6
8
digital Input
Stecker X6:
Pin Signalart Signal
1
digital Input Supply Voltage +24 V
Main current signal
Process active
Welding characteristic- / Job number, Bit 1
Welding characteristic- / Job number, Bit 2
Welding characteristic- / Job number, Bit 3
Welding characteristic- / Job number, Bit 4
Welding characteristic- / Job number, Bit 5
Welding characteristic- / Job number, Bit 7
22
2 digital Input Welding simulation
3
4
5
analog Input
digital Input
digital Input
Pulse-/dynamic correction command value
GND for digital Inputs
Torch blow out

Stecker X6:
Pin Signalart Signal
6
digital Input
7
- 8 digital Output Supply Voltage +24 V
9 - -
10
digital Output
11
analog Input
Stecker X7:
Pin Signalart Signal
1
- 2 - -
3
analog Output
4
digital Input
Wire backward
Werksseitig nicht belegt
Torch body gripped = auf der Webseite der Stromquelle
kann der Pin optional auch mit diesem Signal belegt werden
GND Pulse-/dynamic correction command value
Actual real value for seam tracking
Working mode, Bit 3
DE
5
digital Input
6
digital Input
7
digital Input Welding characteristic- / Job number, Bit 9
8
digital Input
9 - 10 - -
11
analog Output
12
digital Input
13
digital Input Welding characteristic- / Job number, Bit 12
14
digital Input
15
digital Input
16
digital Input
Working mode, Bit 4
Welding characteristic- / Job number, Bit 8
Welding characteristic- / Job number, Bit 10
GND Actual real value for seam tracking
Welding characteristic- / Job number, Bit 11
Welding characteristic- / Job number, Bit 13
Welding characteristic- / Job number, Bit 14
Welding characteristic- / Job number, Bit 15
23

24

Table of contents
General 26
Device concept 26
Scope of supply 26
Environmental Conditions 27
Installation regulations 27
Safety 27
Controls, connections and indicators 28
Operating controls and connections 28
Indicators on the interface 29
Installing the interface 30
Safety 30
Installing the interface 30
Digital input signals - signals from robot to power source 31
General 31
Parameters 31
Available signals 31
Working mode (Working mode) 32
Welding characteristic / Job number (Welding characteristic / Job number) 32
Changing/Assigning Characteristic Numbers/Program Numbers (Retrofit Mode) 33
Analog input signals - signals from robot to power source 36
General 36
Available signals 36
Digital output signals - signals from power source to robot 37
General 37
Power supply for the digital outputs 37
Available signals 37
Analogue output signals - signals from power source to robot 39
General 39
Available signals 39
Application examples 40
General 40
Standard mode application example 40
OC mode application example 41
Overview of pin assignment 42
Overview of pin assignment 42
EN-US
25
General
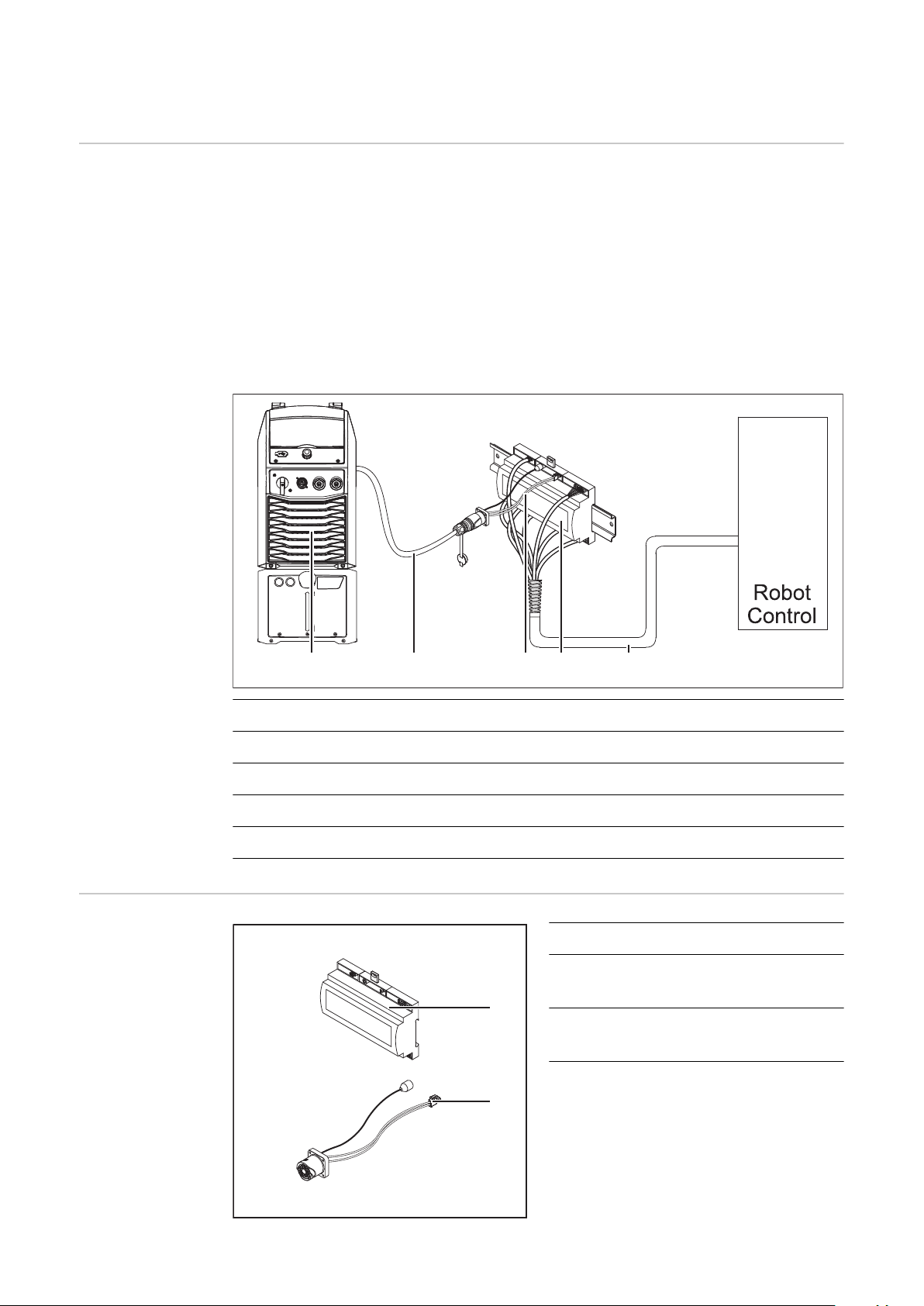
(1) (3)(2) (4) (5)
(1)
(2)
Device concept The interface has analog and digital inputs and outputs and can be operated in standard
mode as well as Open Collector mode (OC mode). A jumper is used for switching between modes.
A cable harness is supplied with the interface for connecting it to the power source. A
SpeedNet connection cable is available as an extension for the cable harness.
A prefabricated cable harness is available for connecting the interface to the robot control.
The prefabricated cable harness is ready to connect and is equipped with Molex plugs at
the interface end. At the robot end, the cable harness must be modified to match the termination system used on the robot control.
Scope of supply
(1) Power source with optional SpeedNet connection on the rear of the device
(2) SpeedNet connection cable
(3) Cable harness for connecting to the power source
(4) Interface
(5) Cable harness for connecting to the robot control
(1) Robot interface
(2) Cable harness for connecting to
the power source
(3) Operating Instructions (not
shown)
26

Environmental
Conditions
CAUTION!
Danger from prohibited environmental conditions.
This can result in severe damage to equipment.
Only store and operate the device under the following environmental conditions.
▶
Temperature range of ambient air:
- during operation: 0 °C to +40 °C (32 °F to 104 °F)
- During transport and storage: -25 °C to +55 °C (-13 °F to 131 °F)
Relative humidity:
- Up to 50% at 40 °C (104 °F)
- Up to 90% at 20 °C (68 °F)
Ambient air: free of dust, acids, corrosive gases or substances, etc.
Altitude above sea level: up to 2000 m (6500 ft).
Protect the device from mechanical damage during storage and operation.
EN-US
Installation regulations
Safety
The interface must be installed on a DIN rail in a switch cabinet for a machine or robot.
WARNING!
Danger from incorrect operation and work that is not carried out properly.
Serious injury and damage to property may result.
All the work and functions described in this document must only be carried out by
▶
trained and qualified personnel.
Read and understand this document.
▶
Read and understand all the Operating Instructions for the system components,
▶
especially the safety rules.
WARNING!
Danger from unplanned signal transmission.
Serious injury and damage to property may result.
Do not transfer safety signals via the interface.
▶
27

Controls, connections and indicators
(1)(2)(3)
16141510111213
1 2 3 4 5 6 7 8
9 13149 101112
1122 3 4 5 6 7
8
(4)(5)
(10) (9)
(8)
(7) (6)
OCSTD
7
8
9 10
1 2 3 4 5
6678
1 2 3 4
5
2
1
71110 9 8
6 5 4 3 2 1
12
11
15
141312
8 7 6 5 4 3
910
2 1
16
Operating controls and connections
(1) X1 connector
(2) X2 connector
the connector provides a voltage of + 24 V that can be used to supply the digital
outputs of the interface.
For more information on the power supply for the digital outputs, see Power sup-
ply for the digital outputs on page 37.
(3) X3 connector
(4) X4 connector
(5) X5 connector
(6) X6 connector
(7) X8 connector
for supplying the SpeedNet connection
(8) Jumper
for setting the operating mode - standard mode / OC mode
(9) SpeedNet connection socket
for connecting to the power source
(10) X7 connector
28
Indicators on the
(9)(8)(7)(6)(5)(4)(3)(2)(1)
OCSTD
interface
EN-US
Number LED Display
(1) +24 V lights up when the interface has a +24 V
supply
(2) +15 V lights up when the interface has a +15 V
supply
(3) -15 V lights up when the interface has a -15 V
supply
(4) +3V3 lights up when the interface has a +3.3 V
supply
(5) Arc stable / Touch signal Assigned to Arc stable or Touch signal
depending on the setting on the power
source website. Indicator depends on the
signal assignment
(6) Robot ready lights up when active
(7) Error reset lights up when active
(8) Welding start lights up when active
(9) Power source ready lights up when active
29

Installing the interface
(1)
(2)
Safety
Installing the
interface
WARNING!
Danger from electric current.
This can result in serious injuries and death.
Before starting work, switch off all the devices and components involved and discon-
▶
nect them from the grid.
Secure all devices and components involved so they cannot be switched back on.
▶
After opening the device, use a suitable measuring instrument to check that electri-
▶
cally charged components (such as capacitors) have been discharged.
WARNING!
Danger from electrical current due to inadequate ground conductor connection.
This can result in serious injury and damage to property.
Always use the original housing screws in the original quantity.
▶
1
30
Check the position of the jumper on
2
the interface - standard mode / OC
mode
Connect cable harness (2) to the robot
3
control
Connect cable harness (2) to the inter-
4
face as illustrated
Connect cable harness (1) to the inter-
5
face as illustrated
Connect cable harness (1) to the
6
SpeedNet connection cable of the
power source
Connect the SpeedNet connection
7
cable to the SpeedNet connection
socket on the rear of the power source
 Loading...
Loading...